revista sltcaucho - edición n°5
DESCRIPTION
Industria y tecnología en América LatinaTRANSCRIPT

Industria y tecnología en América Latina
REVISTA
NANOCARGA REFORZANTES: POTENCIAL Y LIMITACIONES
/P.7PorRobert
Schuster
/ P. 30
NUEVO CONVENIO CON EL ISE 2014PRESENTACIÓN DE ABSTRACTS
/ P. 43
LA PROPIEDAD INDUSTRIAL COMO VENTAJA COMPETITIVAEN LATINOAMÉRICA
© Sociedad Latinoamericana de Tecnología del Caucho
Número 5.Año 2015.
Publicaciónbimestral.
/ P. 18
Tecnología del latex
LOS Latices
/ P. 24
APLICACIÓN EN CALZADO
MICROPOROSOS DE EVA: RECEPCIÓN Y PROCESOS

Revista SLTCaucho
2
38 RECONSTRUCCIÓNDE NEUMÁTICOS(LLANTAS)Etapa de reparación
Indice ENERO 2015
7 CIENCIA Y TECNOLOGÍANanocargas reforzantes: potencial y limitaciones
18 TECNOLOGÍADEL LÁTEXLos latices
30 TECNOLOGÍA DEL FUTUROInternational Seminar on Elastomers (ISE)Bratislava, Eslovaquia, 2014
34 MEDIA PARTNERRevista Caucho España
24 APLICACIÓNEN CALZADOMicroporosos de eva: recepción y procesos

3
42LABORATORIOS ESPECIALIZADOSCentros de investigación: INTI-Caucho
NOVEDADES47| Propiedad intelectual52| Noticias del mundo del caucho56| Cursos y eventos próximos58| Interés59| Foro técnico
46GACETA: SLTC SOCIAL61| La foto destacada62| En tinta, por Martín Keipert63| Eventos futuros64| Muro SLTCaucho 60
CLASIFICAUCHOSOfrecidos de la industria del caucho 45
Queridos colegas:
Esperamos que hayan tenido una feliz Navidad.Les deseamos un excelente 2015 para todos, con bajo módulo y alta carga de rotura.Que este nuevo año que comienza nos encuentre más juntos en una misma pasión: el caucho.
Son los deseos del Comité de Presidencia de la SLTC.

Revista SLTCaucho
6

Ciencia y tecnología
Nanocargasreforzantes: potencial y limitaciones
Robert H. SchusterDoctorado del Instituto de Química Macromolecular de la Universidad de FreiburgEx director del Instituto Alemán del Caucho (DIK)Experto en tecnología y ciencia de los elastómeros
Revista SLTCaucho
8
os nanotubos de carbono (CNTs) y los silicatos en
capas (MMT) están considerados como prometedores nanomateriales para el reforzado del caucho debido a su sobre-saliente área específica y alta relación de aspecto. Para comparar el conjunto de propiedades de los nuevos compuestos cargados con estas nanocargas en com-paración con los compuestos cargados con negros de humo convencionales, se prepararon nanocompuestos cargados con CNTs y MMT a través de mez-clado por fusión y por “Compounding dinámico de látex continuo”
Los compuestos resultantes fueron in-vestigados en cuanto a sus características morfológicas, dispersión de las cargas, propiedades viscoelásticas, umbral de percolación, comportamiento tensión-deformación, últimas propiedades y cre-
En una sociedad que está focalizada en la movilidad, hay un gran interés en salvar los recursos limitados de petróleo y trasladar a la acción conceptos inno-vadores para la reducción global del CO2. Esto es importante porque estu-dios confiables predicen un considerable incremento en el transporte dentro de la próxima década. Por lo tanto, el “ecolo-gizar el transporte” debe ser considerado como uno de los mayores desafíos para el futuro cercano.
Uno de los desafíos para la tecnología del caucho es el de utilizar más cons-cientemente las materias primas que derivan del petróleo (cauchos, cargas, plastificantes) y explorar nuevas materias primas, básicamente que provengan de fuentes renovables o naturales. Toman-do en cuenta que la parte más abundante de las cargas reforzantes que se usan en todo el mundo provienen del petróleo (por ejemplo el negro de humo, CB) o se producen sobre la base de un alto con-sumo de energía (por ejemplo las sílicas), la intención de explorar nuevos tipos de cargas que contribuyan a desarrollar compuestos innovadores con interesan-
Nanotecnología avanzada
RESUMEN
INTRODUCCIÓN
Entre las necesarias condiciones para lo-grar tales mejoras se encuentran la alta área específica (>200 m2/g), la alta re-lación de aspecto (>50), una adecuada energía de superficie (actividad super-ficial) de la carga. Independientemente del tipo de escala nano de la carga y de su proveniencia, el mayor desafío para lograr los deseados objetivos en los materiales elastoméricos es proveer un alto grado de dispersión empleando un adecuado proceso de mezclado (no necesariamente uno convencional) y establecer una fuerte adhesión de fase polímero-carga para el reforzado y esta-bilidad dimensional del producto.
Sin embargo, el uso e implementación de nuevas cargas requiere conocimiento acerca de (1) estrategias de mezclado; (2) propiedades reológicas; (3) comporta-miento de vulcanización; (4) propiedades físicas últimas de los compuestos; (5) durabilidad y vida útil, (6) envejeci-miento; y muchas otras. Uno de los más importantes objetivos de esta aplicación es que el desempeño del producto se mejorare o, por lo me-nos, no se deteriore.
cimiento de grietas dinámico, dinámica de la cadena polimérica e hinchamien-to por inmersión en aceite.
Se ha demostrado que exceptuando la tensión y el compression set, los nano-compuestos con CNTs y MMT tuvie-ron propiedades superiores.
Los dos grupos de nanocompuestos mostraron significativamente mayores Módulos de Young, valores de tensión en la región de bajas deformaciones, superior resistencia a la tracción y reduc-ción del crecimiento de grietas dinámico con respecto a aquellos cargados con ne-gros de humo.
Se obtuvieron efectos físicos sinergé-ticos cuando pequeñas cantidades de CNTs fueron agregadas a los compues-tos convencionales.
tes y nuevas funcionalidades que puedan expandir el espectro de aplicaciones y abrir nuevos mercados.
El requerimiento estructural de las nanocargas es que al menos una di-mensión esté en escala nano (>100 nanómetros, nm). Aún en dimensio-nes donde las clásicas reglas continúan aplicándose, la reducción del tamaño de partículas y el aumento de la fracción de átomos en la interfase traerán apare-jados significativos cambios en las pro-piedades de los materiales. Además, la superficie específica es muy alta, así que la fracción incrementada de los átomos en la superficie de la carga cambiará en forma importante la adhesión de fase con el polímero y esto puede conducir a efectos sinergéticos en el conjunto de propiedades. La expectativa para tales materiales es la de obtener altos efectos de reforzado, anisotropía u otras pro-piedades funcionales, explotando fenó-menos interfaciales, además de los efec-tos de orientación preferencial que se originan en la alta relación de aspecto y no pueden establecerse con las cargas convencionales (CB o Si).

9
CIENCIA Y TECNOLOGÍA Nanotecnología avanzada
La opción más prometedora para las car-gas alternativas incluye los nanotubos de carbono de multipared y los silicatos en capas que ocurren naturalmente (prísti-nos), como la montmorillonita (MMT).
Para producir MWCNTs de bajo peso molecular, los hidrocarburos son des-compuestos en un horno a 600-1200°C. Los átomos de carbono vaporizados (o clusters) se condensan y crecen como na-nopartículas metálicas (Fe, Ni, Co, Mo) depositadas en la pared del horno10-11. El número de nanotubos concéntricos de-penden de las condiciones de proceso. Debido a que el diámetro del MWC-NTs está determinado por la medida del
En las últimas dos décadas, el MWC-NTs ha sido objeto de intensas investi-gaciones en la ciencia fundamental y en la aplicada1. Debido a su sobresalien-te resistencia mecánica, área específi-ca, relación de aspecto y propiedades eléctricas, los CNTs están considerados como los nanomateriales con mayor potencial de aplicación.
Sin embargo, el desafío de lograr los objetivos deseados es el de conseguir tanto una buena dispersión de los CNTs en los polímeros, como una fuerte ad-hesión polímero-CNT2. A pesar de los numerosos intentos de dispersar los CNTs en polímeros termoplásticos hay solo po-cas investigaciones para explorar el refor-zado de CNTs en los elastómeros3.
Los silicatos en capas son otro interesan-te grupo de minerales naturales. Entre este amplio grupo de materiales inorgá-nicos, el 2:1 filosilicato (smectides) reci-bió un considerable interés entre varios, en las últimas tres décadas4-7. El poten-cial de aplicación de las capas en forma de plaqueta, y especialmente la alta rela-ción de aspecto, fueron explotados pri-mero para incrementar las propiedades de barrera de los termoplásticos polares. Para mejorar la divisibilidad de los tac-toides y conseguir una amplia interfase polímero-carga, el caolín prístino fue modificado originalmente.
Una característica especial de los 2:1 filosilicatos (por ejemplo la montmo-rilonita, MMT) es la excepcional ha-bilidad a hincharse y exfoliarse en agua. Así, los tactoides iniciales son divididos en plaquetas individuales y discretas. Esta propiedad fue recientemente explota-da para una tecnología recientemente desarrollada, el compounding del látex continuamente dinámico, en el que nanocompuestos de caucho/carga con nanoplaquetas bien dispersas pueden manufacturarse fácilmente8-9. El objetivo de la presente contribución es el de describir la potencialidad para reforzar el caucho demostrada por dos grupos muy diferentes de cargas de alta relación de aspecto: los nanotubos de carbono unidimensionales y multipared (MWCNT) y los silicatos en capas con forma de plaquetas y bidimensionales.
Se presentaron estrategias de mezcla-do “hechas a medida” para obtener re-
fuerzo mecánico y propiedades físicas sobresalientes, efectos de orientación y propiedades de barrera eficientes. Se discutieron las limitaciones debidas a las diferentes actividades superficiales de estos tipos de cargas. Se enfatizó la opción de combinar el efecto de cargas de altas relaciones de aspecto con car-gas convencionales.
Características de las cargas alternativas
Nanotubos de carbono de multipared (MWCNTs)
catalizador, hay grandes variaciones en la distribución del tamaño de los diámetros (Imagen 1). Incrementando el diámetro, el área específica decrece y la actividad su-perficial del MWCNTs también12.
Los CNTs depositados se contaminan fre-cuentemente con catalizadores metálicos, partículas cerámicas, carbono amorfo y nanopartículas grafíticas. Un tratamiento químico en húmedo con agentes oxi-dativos (por ejemplo HNO3, H2O2) se utiliza para remover las impurezas13.
Las sobresalientes propiedades de los MWCNTs son: conductividad eléctri-ca (6.105 S/cm), resistencia a la trac-ción (0.15 TPa)14, área específica (>250 m2/g), relación de aspecto (100-1000), dependiendo de los catalizadores y de las condiciones de proceso.
En lo que respecta a la actividad superfi-cial de los MWCNTs hay diferentes opi-niones en la comunidad científica, desde muy poca15 y hasta muy alta. En forma opuesta al grupo de negros de humo de horno CBs que demuestran una distri-bución de sitios de energía heterogénea con, por lo menos, cuatro sitios de ener-gía discretos16, los MWCNTs más bien muestran una distribución homogénea con una actividad superficial integral en-tre la del CB N550 y CB N33016.
Imagen 1.

Revista SLTCaucho
10
Nanotecnología avanzada
Los caolines esméticos que están am-pliamente distribuidos producen alu-mo-silicatos17. La montmorillonita –el principal dentro de este grupo– consiste en unidades monoplaqueta compuestas de una lámina de hidróxido de aluminio octaédrico de forma afilada, entre dos láminas de silicio tetraédrico18 con un gran diámetro promedio (100-500nm).
Debido a los aniones OH intercalados en las plaquetas, su superficie se carga negativamente. El espesor de cada mo-noplaqueta es de alrededor de 1 nm. El espacio entre capas –referidos como gale-rías– se ocupa por iones alcalino-metáli-cos cambiables que neutralizan la carga electronegativa de las plaquetas. Debi-do a las características morfológicas, el área superficial de los silicatos en capas puede alcanzar altos valores (700-800 m2/g). Consecuentemente las plaque-tas totalmente exfoliadas deberían tener altas relaciones de aspecto (≤ 500). Sin embargo los tactoides presentes en la forma de silicatos en capas son bastantes grandes (≈ 3-20 µm) y no son suficien-temente dispersos durante el mezclado fundido mecánicamente19.
Investigaciones preliminares se orien-taron a la influencia del mezclado por fusión mecánica sobre la dispersión de nanocargas en cauchos sólidos (NR, NBR, HNBR, EPDM, QM and FKM). Fueron usados diferentes grados de MWCNTs (Nanocyl y Baytubes) y MMT prístino, respectivamente.
El mezclado fue realizado en mezcladores de laboratorio (0.6 y 1.5 L), equipados con rotores tangenciales e interconectos, res-pectivamente. Los parámetros de proceso (tiempo, velocidad de rotores, secuencia) fueron cambiados sistemáticamente.
Una parte de las mezclas fueron subsecuen-temente procesadas en un molino de dos cilindros con fricción, tiempo de mezclado y distancia entre cilindros variables.
Caracterizadamente, el tiempo de in-corporación de las cargas fue mucho menor para el CNT que para los negros de humo CB, mientras que la energía consumida en el mezclado fue signifi-cativamente mayor para los CNTs.
La morfología dentro del caucho de los MWCNTs medida por microsco-pía de transmisión electrónica (TEM, Zeiß Libra 120) en secciones ultrafinas (100 nm) revelaron un alto grado de dispersión de los MWCNTs después de valores moderados de energía en casi todos los diferentes cauchos (Imagen. 3a).
Se ha mostrado que durante el mezcla-do mecánico los CNTs sufrieron una reducción de tamaño.
Se ha observado que por un mezclado pro-longado o a una alta velocidad de rotores o durante la segunda etapa en el molino, se logra un óptimo régimen con una conside-rable masticación del MWCNTs23.
Bajo similares condiciones de mezclado, los tactoides de MMT prístino dismi-nuyeron muy poco en su tamaño, pero nunca se dispersaron óptimamente, aún con tiempos prolongados de mezclado. (Imagen 3b). Estas observaciones delinean las dificultades y las limitaciones al dis-persar silicatos en capas, utilizando so-lamente esfuerzos de corte mecánicos.
Silicato en capas(Montmorillonita, MMT)
Aplicación orientada a la manufactura y dispersión denano cargas
Se espera que el módulo mecánico de una plaqueta esté en el rango de 150 GPa17. Por lo tanto estas plaquetas deberían ejer-cer una alto potencial de reforzado.
Un obstáculo importante para estable-cer este potencial por una adecuada exfoliación de tactoides es la hidrofi-licidad de las plaquetas. Para que los esmectitas sean compatibles con los polímeros hidrofóbicos, la superficie del silicato hidrofílico fue convertida por los proveedores (por ejemplo Süd-chemie) por reacciones de intercambio iónico con las sales cuaternarias de alquil amonio en modificaciones organofíli-cas6,20. Este tratamiento previo facilita fuertes interacciones entre el polímero y el silicato. Este concepto ha sido exitosa-mente aplicado para los plásticos polares6 pero no trabaja satisfactoriamente con los cauchos, incluso los polares21.
Sin embargo, la hidrofilicidad puede explotarse para una exfoliación sencilla y completa. Durante el hinchamiento por agua los cationes se solvatizan y la distancia entre capas se incrementa a al-tos valores de manera que las interaccio-nes entre capas se eliminan totalmente.
Este mecanismo puede ser interferido por la presencia de cationes alcalinoté-rreos (Ca2+ or Mg2+) en el mineral. Estos cationes pueden incrementar la atracción entre capas y obstaculizar seria-mente el hinchamiento por agua, impar-tiendo así la separabilidad y exfoliación22.
Imagen 2a.
Imagen 2b.

11
Revista SLTCaucho
12
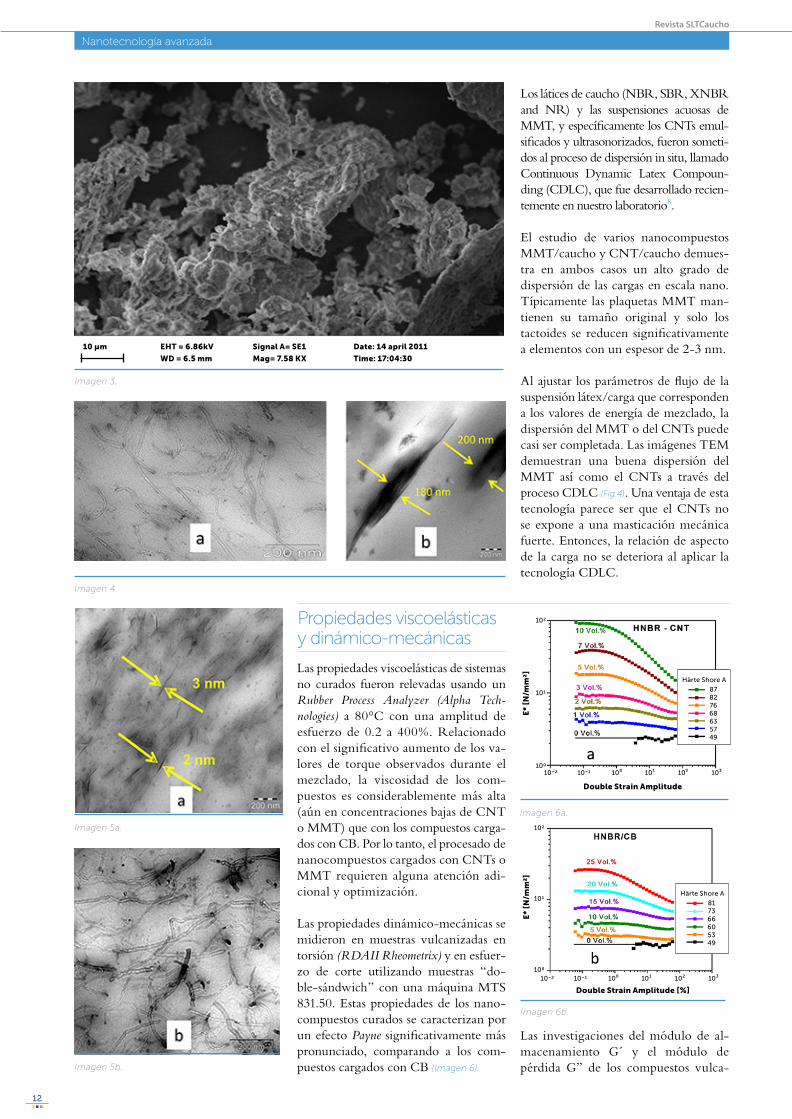
Las propiedades viscoelásticas de sistemas no curados fueron relevadas usando un Rubber Process Analyzer (Alpha Tech-nologies) a 80°C con una amplitud de esfuerzo de 0.2 a 400%. Relacionado con el significativo aumento de los va-lores de torque observados durante el mezclado, la viscosidad de los com-puestos es considerablemente más alta (aún en concentraciones bajas de CNT o MMT) que con los compuestos carga-dos con CB. Por lo tanto, el procesado de nanocompuestos cargados con CNTs o MMT requieren alguna atención adi-cional y optimización.
Las propiedades dinámico-mecánicas se midieron en muestras vulcanizadas en torsión (RDAII Rheometrix) y en esfuer-zo de corte utilizando muestras “do-ble-sándwich” con una máquina MTS 831.50. Estas propiedades de los nano-compuestos curados se caracterizan por un efecto Payne significativamente más pronunciado, comparando a los com-puestos cargados con CB (Imagen 6).
Propiedades viscoelásticas y dinámico-mecánicas
Los látices de caucho (NBR, SBR, XNBR and NR) y las suspensiones acuosas de MMT, y específicamente los CNTs emul-sificados y ultrasonorizados, fueron someti-dos al proceso de dispersión in situ, llamado Continuous Dynamic Latex Compoun-ding (CDLC), que fue desarrollado recien-temente en nuestro laboratorio8.
El estudio de varios nanocompuestos MMT/caucho y CNT/caucho demues-tra en ambos casos un alto grado de dispersión de las cargas en escala nano. Típicamente las plaquetas MMT man-tienen su tamaño original y solo los tactoides se reducen significativamente a elementos con un espesor de 2-3 nm.
Al ajustar los parámetros de flujo de la suspensión látex/carga que corresponden a los valores de energía de mezclado, la dispersión del MMT o del CNTs puede casi ser completada. Las imágenes TEM demuestran una buena dispersión del MMT así como el CNTs a través del proceso CDLC (Fig.4). Una ventaja de esta tecnología parece ser que el CNTs no se expone a una masticación mecánica fuerte. Entonces, la relación de aspecto de la carga no se deteriora al aplicar la tecnología CDLC.
Imagen 3.
Imagen 4.
Imagen 5a.
Imagen 5b.
102
101
10010-2 10-1 100 101 102 103
Double Strain Amplitude [%]
E*
[N/m
m2]
Härte Shore A
817366605349
Imagen 6a.
Imagen 6b.
Double Strain Amplitude
10 µm EHT = 6.86kV Signal A= SE1 Date: 14 april 2011
WD = 6.5 mm Mag= 7.58 KX Time: 17:04:30
102
101
10010-2 10-1 100 101
E*
[N/m
m2]
102 103
Härte Shore A
87827668635749
Las investigaciones del módulo de al-macenamiento G´ y el módulo de pérdida G” de los compuestos vulca-
Nanotecnología avanzada
13
CIENCIA Y TECNOLOGÍA Nanotecnología avanzada
Imagen 7a.
Imagen 7b.
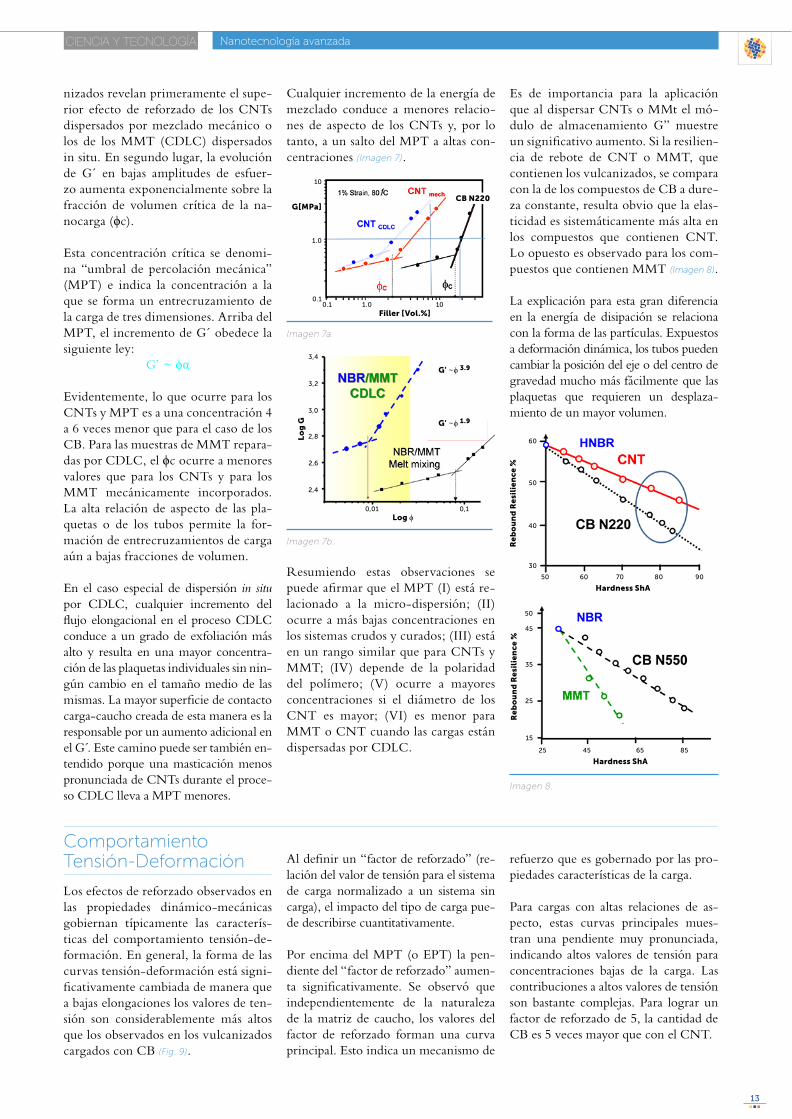
Cualquier incremento de la energía de mezclado conduce a menores relacio-nes de aspecto de los CNTs y, por lo tanto, a un salto del MPT a altas con-centraciones (Imagen 7).
Filler [Vol.%]
G[MPa]
10
1.0
0.10.1 1.0 10
CB N220
Lo
g G
3,4
3,0
2,6
3,2
2,8
2,4
0,10,01Log ϕ
G' ~ϕ 3.9
G' ~ϕ 1.9
Imagen 8.
Re
bo
un
d R
esi
lie
nc
e %
Re
bo
un
d R
esi
lie
nc
e %
Hardness ShA
60
50
45
35
25
15
40
50
30
50 7060 80 90
Hardness ShA
25 6545 85
nizados revelan primeramente el supe-rior efecto de reforzado de los CNTs dispersados por mezclado mecánico o los de los MMT (CDLC) dispersados in situ. En segundo lugar, la evolución de G´ en bajas amplitudes de esfuer-zo aumenta exponencialmente sobre la fracción de volumen crítica de la na-nocarga (ϕc).
Esta concentración crítica se denomi-na “umbral de percolación mecánica” (MPT) e indica la concentración a la que se forma un entrecruzamiento de la carga de tres dimensiones. Arriba del MPT, el incremento de G´ obedece la siguiente ley:
G’ ~ ϕα
Evidentemente, lo que ocurre para los CNTs y MPT es a una concentración 4 a 6 veces menor que para el caso de los CB. Para las muestras de MMT repara-das por CDLC, el ϕc ocurre a menores valores que para los CNTs y para los MMT mecánicamente incorporados. La alta relación de aspecto de las pla-quetas o de los tubos permite la for-mación de entrecruzamientos de carga aún a bajas fracciones de volumen.
En el caso especial de dispersión in situ por CDLC, cualquier incremento del flujo elongacional en el proceso CDLC conduce a un grado de exfoliación más alto y resulta en una mayor concentra-ción de las plaquetas individuales sin nin-gún cambio en el tamaño medio de las mismas. La mayor superficie de contacto carga-caucho creada de esta manera es la responsable por un aumento adicional en el G . Este camino puede ser también en-tendido porque una masticación menos pronunciada de CNTs durante el proce-so CDLC lleva a MPT menores.
Resumiendo estas observaciones se puede afirmar que el MPT (I) está re-lacionado a la micro-dispersión; (II) ocurre a más bajas concentraciones en los sistemas crudos y curados; (III) está en un rango similar que para CNTs y MMT; (IV) depende de la polaridad del polímero; (V) ocurre a mayores concentraciones si el diámetro de los CNT es mayor; (VI) es menor para MMT o CNT cuando las cargas están dispersadas por CDLC.
Es de importancia para la aplicación que al dispersar CNTs o MMt el mó-dulo de almacenamiento G” muestre un significativo aumento. Si la resilien-cia de rebote de CNT o MMT, que contienen los vulcanizados, se compara con la de los compuestos de CB a dure-za constante, resulta obvio que la elas-ticidad es sistemáticamente más alta en los compuestos que contienen CNT. Lo opuesto es observado para los com-puestos que contienen MMT (Imagen 8).
La explicación para esta gran diferencia en la energía de disipación se relaciona con la forma de las partículas. Expuestos a deformación dinámica, los tubos pueden cambiar la posición del eje o del centro de gravedad mucho más fácilmente que las plaquetas que requieren un desplaza-miento de un mayor volumen.
ComportamientoTensión-Deformación
Los efectos de reforzado observados en las propiedades dinámico-mecánicas gobiernan típicamente las caracterís-ticas del comportamiento tensión-de-formación. En general, la forma de las curvas tensión-deformación está signi-ficativamente cambiada de manera que a bajas elongaciones los valores de ten-sión son considerablemente más altos que los observados en los vulcanizados cargados con CB (Fig. 9).
Al definir un “factor de reforzado” (re-lación del valor de tensión para el sistema de carga normalizado a un sistema sin carga), el impacto del tipo de carga pue-de describirse cuantitativamente.
Por encima del MPT (o EPT) la pen-diente del “factor de reforzado” aumen-ta significativamente. Se observó que independientemente de la naturaleza de la matriz de caucho, los valores del factor de reforzado forman una curva principal. Esto indica un mecanismo de
refuerzo que es gobernado por las pro-piedades características de la carga.
Para cargas con altas relaciones de as-pecto, estas curvas principales mues-tran una pendiente muy pronunciada, indicando altos valores de tensión para concentraciones bajas de la carga. Las contribuciones a altos valores de tensión son bastante complejas. Para lograr un factor de reforzado de 5, la cantidad de CB es 5 veces mayor que con el CNT.

Revista SLTCaucho
14
Nanotecnología avanzada
Tensión y compression set
Sistemas híbridos
Efectos de orientación
En realidad, las cargas de alta relación de aspecto pueden ser orientadas en regíme-nes de flujo elongacional. De esta manera los compuestos resultantes muestran pro-piedades anisotrópicas. Si los CNTs se orientan en la dirección de procesado, los valores de tensión y resistencia a la trac-ción pueden aumentarse significativa-mente. La orientación en los compuestos cargados con MMT es aún más pronun-ciada que la de los compuestos cargados con CNT. La anisotropía ofrece opcio-nes completamente nuevas para las partes preferentemente reforzadas (Fig.11).Por otra parte, para estas cantidades
particulares la superficie de contacto caucho-carga (Ψ = ρ ϕ SA) es dos veces más grande en los compuestos de CB (41 m2/cm3) que para los CNT (23 m2/cm3). Por lo tanto la relación de aspec-to es un factor determinante para los valores crecientes de tensión en los com-puestos cargados con partículas de alta relación de aspecto.
Si los experimentos de multihistére-sis se realizan con muestras de ensayo estándar, se observa generalmente que la elongación residual se incrementa en dos modos diferentes de deformación: (I) con el número de ciclos a elongación constante y (II) con elongación crecien-te. En cualquier caso, el resultado es atribuido a un proceso de resbalamiento de la cadena que ocurre en la superficie de la carga.
Una comparación de muestras cargadas con CNTs, MMT y CB revelaron una elongación residual considerablemente mayor para las cargas de alta relación de aspecto (Fig.12). Resultados similares se
Una mejora importante de las pro-piedades mecánicas puede obtenerse a través de combinaciones de cargas convencionales con CNTs. Una pe-queña cantidad de carga de alta rela-ción de aspecto tiene que ser incorpo-rada al CB o a compuestos cargados con sílica como un ingrediente. En la mayoría de los casos, el compuesto
Str
ess
[M
Pa]
Str
ess
[M
Pa]
Strain [%] Strain [%]
40 40
30 30
20 20
10 10
0 0
0 0100 100200 200300 300400 400
Imagen 9.(σ
f σ 0
) 10
0%
σ cn
t/σ 0
@ 1
00
% S
trai
nR
esi
d. E
nlo
ga
tio
n (
%)
Volume fraction, ϕ
NC 3100 [Vol.%]
Filler (Vol.%)
Imagen 10.
Imagen 11.
Imagen 12.
7
5
3
1
00,00 0,05 0,10 0,15
1 3 52 4 6
0,20 0,25 0,30
0
4
10
2
8
6
12
obtuvieron en ensayos de compression set a temperatura ambiente. El incremento observado en tensión o compression set surge de la reducción de adhesión de la fase polímero-carga en el caso de com-puestos cargados con CNT o MMT. Un soporte para esta interpretación es la re-ducida actividad de los energéticamente homogéneos CNTs y MMT, respecti-vamente, si se los compara con el CB. La falta de sitios de alta energía superfi-cial en la superficie de la carga facilita un resbalamiento de la cadena irreversible y cambios en las dimensiones de la mues-tra. Este resultado tiene que tomarse en cuenta para el desarrollo de piezas que requieren bajo compression set.
30
25
15
5
20
10
0
0 105 15 20
vulcanizado correspondiente muestra efectos sinergéticos.
Uno de los efectos más esperados es el incremento en la conductibilidad eléctri-ca si la dosis en el CNTs está alrededor o es mayor que el umbral de percolación. Además, los valores de tensión en el ré-gimen de baja deformación son significa-tivamente incrementados. La adición de
pequeñas cantidades de CNTs (<5 phr) en compuestos HNBR/Silica o NR/CB aumentan el módulo de Young, los valores de tensión en el rango de defor-maciones trepan hasta 400%.
Un factor de reforzado de 9 para NR/CB/CNTs fue obtenido al agregar 5 vol.% de CNTs a un compuesto con-vencional de NR/CB. Esto demuestra

15

Revista SLTCaucho
16
Nanotecnología avanzada
el valor tecnológico del CNTs para desarrollar compuestos de alta per-formance. Además, el crecimiento de grietas dinámico se reduce significati-vamente y la energía de desgarramien-to aumenta al mismo tiempo.
Estos resultados son solo parcialmen-te comprendidos. Sin embargo, pueden contribuir a mejorar la dispersión de car-gas y a un efecto sinergético entre la alta área específica y la relación de aspecto del CNTs y las propiedades coloidales del CB o de la sílica.
Propiedades de barrera
Conclusiones
Referencias
Agradecimiento
Una de las más importantes aplicacio-nes de las cargas tipo plaqueta de alta relación de aspecto es la reducción de la difusión de gases y en fluidos de bajo peso molecular. El incremento de la resistencia a la permeabilidad y al acei-te de piezas de caucho juega un impor-tante rol en muchas aplicaciones.
Un soporte de gran significación de plaquetas MMT fue demostrado en los experimentos de difusión a través de un significativo incremento en el time lag y en la reducción del flujo de masa. El resultado apunta a la contribución de varios factores: (I) la alta relación
Las nano cargas de alta relación de aspecto presentan un interesante potencial para el reforzado y nuevas funcionalidades en los elastómeros. Los MWCNTs pueden dis-persarse por mezclado de fusión mecánica en casi todos los tipos de cauchos, condu-ciendo a una dispersión bastante buena. Los MMT así como los MWCNTs pue-den dispersarse in situ a través del proceso CDLC. Si se compara con elastómeros cargados con CB, el umbral de percola-ción ocurre en dosis muy bajas (< 2 vol.% for CNTs and <1 vol. % for MMT).
Basado en el bajo umbral de percola-ción, la dureza, rigidez, Módulo de
Los autores desean agradecer a la Deutsche Kautschuk-Gesellschaft y a LANXESS Deutschland por el soporte financiero de este trabajo.
de aspecto, (II) la dispersión, (II) la orientación de las plaquetas (Fig.13). La exfoliación extensiva del MMT duran-te la fabricación de CDLC aumenta la tortuosidad del camino de difusión en la matriz de caucho.
El efecto de la dispersión del caolín en el transporte difusivo del t-BuPh, uti-lizado como fluido modelo, fue inves-tigado. Se demuestra que la dispersión en el proceso CDLC conduce a una relación de aspecto aparente de 90 o a un espesor promedio de las plaquetas de 4 nm, que se corresponde bastan-te bien con los resultados surgidos en las investigaciones de TEM. Con solo
4 vol.% de MMT en el compuesto, el coeficiente de permeabilidad se reduce más del 50%.
Imagen 13.
Pf/P0
1,0
0,8
0,6
0,4
0,2
0,0
ϕ0,00 0,04 0,08 0,12 0,18
Young, valores de tensión a elongacio-nes menores a 250% son mucho más altos que los sistemas cargados con CB.A dureza constante del compuesto, los CNTs tubulares proporcionan mayor elasticidad en el compuesto que con CB. En contraste, los MMT tipo pla-queta muestran un incremento signifi-cativo en la disipación de energía.
Ambos tipos de cargas de alta relación de aspecto pueden ser orientadas en los compuestos crudos y conducen a elas-tómeros mecánicamente anisótropos. Debido a la más baja actividad superfi-cial y distribución de sitios de energía mayormente homogéneos, la cadena
de distribución puede ocurrir durante la deformación, produciendo una ma-yor tensión y compression set.
Los compuestos convencionales pueden estimularse con cantidades de CNTs le-vemente por encima del umbral de per-colación y pueden reducir el crecimien-to de grietas dinámico e incrementar la energía de desgarramiento.
1. S. B. Sinnot, R. Andrews, crit. Rev. Solid State Mater Sci.
26 (2001)145.]
2. M. M. J. Treacy, T. W. Ebbesen Nature 382 (1996) 678]
3. L.Bokobza, M. Rahmani, Kautsch Gummi Kunstst.
62(2009) 112.
4. H. Schmidt, in Polymer Based Molecular Composites,
edited by D.W. Schaefer, J. E.
Mark, Mater. Research Society, Pittsburgh (1990),
5. F.A. Bergaya, Microporous Mesoporous Mater. 107
(2008) 141
6. M. Okamoto, Inter. Polymer Processing 5, (2006),
7. M. A. Kader, K. Kim, Y.-S. Lee, C. Nah, JMater Sci 41 (2006)
8. L. K. Azeredo, M. M. Jacobi, R. H. Schuster, Kautsch.
Gummi Kunstst. 61 (2010)
9. R.H. Schuster, K. Brandt, L. K. Azeredo; German Patent
DE102007048995A1, April 16, 2009
10. A. Moisala et al. J. Physics: Condensed Matter, 5
(2003) 3011
11. C.D. Scott, Appl. Phys. A, 72 (2001) 573)
12. S. Niyogi et al. Acc. Chem. Res. 35(2002)1105
13. J. Colome, Chem. Phys. Letters 317(2000)83
14. B.G. Demczyk, Mat. Sci. Engn. A 334(2002)173
15. L. Bokobza, Polymer 48(2007)4907
16. A. Schroeder and R.H. Schuster, Kautsch. Gummi
Kunstst. 52(1999)814
16. R. H. Schuster, Eurofillers, Bratislava, Aug. 2013
17. G. W. Brindly, G. Brown, Eds., Crystal Structure of Clay
minerals and their x-ray identification, Mineralogical
Soc., London (1980)
18. V. Mehrotra, E. P. Giannelis, Solid State Commun. 77
(1991) 155
19. M. Schellenberg and R.H. Schuster, 184th Technical
Meeting ACS Rubber Division, Cleveland Oct. 2013
20. A. Usuki et al. J. Mater. Res., 8(1993) 1179
21. W. Hermann et al. Polym. Bulletin, 57(2007)395
22. K. Jasmund, in “Tonminerale” (1993)

Revista SLTCaucho
18
as macromoléculas natu-rales son sustancias produ-cidas por el cambio fisio-lógico entre el organismo
vivo y el medio exterior. El almidón, la celulosa, la lignina y otros polisacári-dos son componentes fundamentales del mundo vegetal, mientras que las proteí-nas y ácidos fosforados forman parte de todas las células vivas y los tejidos.
En la actividad de las células también intervienen otra clase de pequeñas cé-lulas orgánicas que interactúan con las macromoléculas y muchos procesos bio-químicos esenciales son conducidos en fase heterogénea por catalizadores de un carácter específico muy pronunciado: las enzimas, de naturaleza proteínica, en general. Los fenómenos vitales, a es-cala celular, están íntimamente ligados a grandes estructuras moleculares.
Podemos clasificar a las macromolécu-las naturales en los siguientes grupos:
» Caucho natural.» Carbohidratos.» Polisacáridos. » Proteínas.» Glucosa.» Ácidos nucleícos.» Resinas naturales.
La fotosíntesis es un proceso por el cual los organismos con clorofila, como las plantas verdes, absorben energía en forma de luz y la transforman en ener-gía química. Bajo cierto punto de vis-ta, es una reacción fotoquímica catali-zada por biocatalizadores, las enzimas. Al lado de los mecanismos puramente químicos transcurre, paralelamente,
una dosificación de energía. El con-junto de ambas cosas (lo químico y lo energético), unidas a la morfología de la planta, constituyen el proceso bio-lógico mas transcendental para todos los seres vivos. La energía requerida es suministrada por el sol en una cantidad indeterminada de luz.
Con esta escueta presentación de la formación de las macromoléculas na-turales, se pretende dejar en claro que no será fácil trabajar con látex si no se profundiza más en su estructura mo-lecular. Ya puede entenderse que la climatología, los efectos térmicos, las variaciones bruscas de trabajo y otros, harán prevenir modificaciones a la hora de procesar las mezclas.
En una plantación de caucho, existe el conjunto de millones de reactores de polimerización más grande del mundo.
Ya se ha dicho, y se repetirá constante-mente, que el látex es una suspensión coloidal de partículas de caucho en agua.
La estructura y composición química del caucho natural es la de un cis-1,4-poliisopreno. También existe en la na-
turaleza el isómero trans-1,4-poliiso-preno, constituyente de la balata y de la gutapercha, materiales que a tempera-tura ambiente son más duros y rígidos que el caucho natural.
Aunque existen diversas especies ve-getales productoras de caucho, prácti-camente la mayor cantidad se obtiene del árbol Hevea Brasilensis, originario de la selva amazónica pero actualmen-te cultivado en plantaciones del sureste asiático (Tailandia, Malasia, Vietnam, Indonesia) y África ecuatorial (Liberia, Nigeria, Costa de Marfil). En el con-tinente americano se destacan las plan-taciones de Brasil, Guatemala, México y Colombia. Este último posiblemente ya rebasó las 20.000 Ha de siembra.
Dentro de esta industria se deben con-siderar diferentes tipos de látex y dis-tintos procesos.
Imagen 1. Plantación de caucho
Imagen 2. Panel de corte y tazas de recogida del látex.
José Luis FeliúIngeniero Químico Industrial
Profesor de Tecnología del látex en la Universidad Simón Bolívar de Caracas
y de Elastómeros en la Universidad Central de Venezuela.
Asesor y consultor independiente. Presidente de la CámaraVenezolana de la Goma.
Los latices
Tecnología del látex
19
El látex procedente del hevea brasilensis contiene aproximadamente un 30% de caucho. Este porcentaje va a depender de varios factores como: época del año; clo-nes; abonado; método de sangría; clima; textura de suelo; profundidad sin obstá-culos; topografía; acidez de suelos; pluvio-sidad; luminosidad; y humedad relativa, entre otras. Este látex fresco es poco esta-ble por lo que se necesita alcalinizarlo con amoníaco en la propia taza de recolección.
Además del caucho, el látex contiene otros constituyentes cuya proporción varía de acuerdo con los clones, nutri-ción, fertilización y clima, entre otros.Pero en general, la composición puede ser aproximadamente:
» Caucho: 30/40 %» Proteínas: 2/2,5%» Resinas: 1/1,6%» Azucares: 1/1,6%» Cenizas: 0,7/ 0,9%» Agua: 55/60%
Estas cantidades van a progresar en la concentración y con árboles mejorados con injertos de brotes de otros árboles que ya han dado buenas producciones. Nos referimos a la clonación.
La concentración inicial del 30% no está indicada para la producción in-
Imagen 3. Detalle del injerto para clonar
Imagen 5. CentrífugasImagen 4. El tallo verde será el nuevo árbol clonado
dustrial y de intentarlo así, sería poco rentable transportar el 60% de agua a los lugares de producción. Es por esto que en las plantas procesadoras, nor-malmente muy cercanas a las planta-ciones, se procede a concentrar el látex, aumentando así el contenido en sólidos hasta alcanzar porcentajes del 60-62%.
Tenemos tres formas de concentrar el látex de caucho natural:
» Centrifugación» Cremado» Evaporación
La centrifugación, como método más generalizado, se fundamenta en la dife-rencia de peso específico entre el caucho (0,91) y el agua (1,00). Esto provoca que al centrifugar el látex, exista una sepa-ración entre el agua y el caucho, lográn-dose una concentración aproximada del 60-62% del sólido en el líquido.
Para la evaporación, se estabiliza el lá-tex preferiblemente con jabones y un álcali. El agua se elimina en evapora-dores a temperatura elevada y presión reducida. De esta forma, se obtiene un látex con un contenido en caucho de unos 68% aproximadamente. Este sue-le utilizarse en impregnaciones y mol-deo por colada preferiblemente.
En el cremado, también basado en la diferencia de pesos específicos, se trata el látex virgen con un agente creman-te. Se filtra y calienta a unos 40ºC y se almacena en reposo. Al cabo de un
tiempo se separan las capas, crema de caucho y el suero, dando unos concen-trados entre 66-68% en sólidos. Este látex es muy aprovechado en la fabri-cación de hilo elástico.
La manipulación de los látex debe ser muy meticulosa en su limpieza para evitar cualquier producción de bac-terias. Los tanques, tuberías, filtros, bombas de trasiego y cualquier otro utensilio que se emplee, debe ser des-infectados al término de su uso.
Sobre los látex sintéticos, es tal la can-tidad de ellos debido al número prác-ticamente ilimitado de combinaciones entre tipo y proporciones de monóme-ros que solo se prestará atención a los más comunes y que tradicionalmente se han venido utilizando en la fabrica-ción de artículos de goma.
» Látex de estireno-butadieno» Látex de butadieno-acrilonitrilo» Látex de policloropreno» Los mismos carboxilados» Látex acrílicos» Látex de vinil piridina
Respecto a los procesos, existe una ca-racterística común en todas las técni-cas de fabricación: en un momento u otro hay que provocar la coagulación del látex. De ellos se destacan por su importancia:
» Fabricación de artículos por inmersión» Fabricación de espuma» Fabricación de hilo elástico
TECNOL. DEL LATEX Los latices
Revista SLTCaucho
20
Los latices
» Artículos moldeados por colada» Impermeabilización de tejidos» Ligantes en pinturas en base acuosa» Modificación de betunes» Aglomerante de materiales fibrosos
Y otras muchas más que no se enumeran por apartarse de la tecnología del caucho.
Tanto los latices sintéticos como los pro-cesos de producción se irán tratando en próximos artículos.
Látex natural centrifugado 60-62%
Propiedades de los latices
El látex natural centrifugado ocupa algo más del 90% de su utilidad en el mundo. La fabricación de guantes domésticos, industriales y quirúrgicos, junto a los globos y preservativos, todos con pro-ducciones millonarias de unidades, es lo que provoca ese alto consumo.
Hay que tener muy presente que algu-nas propiedades físicas del látex van a cambiar en el transcurso del tiempo, in-cluso aquellos que ya se han preservado.Esto es motivado por las modificaciones de los constituyentes no cauchos.
Densidad: el peso específico del látex está entre 0,965 y 0,979. La determi-nación de esta densidad dependerá del contenido de sólidos en el látex.
Viscosidad: La viscosidad de un fluido es la relación entre el esfuerzo y la velo-cidad de cizallamiento durante su flujo.
El látex es un líquido no newtoniano y frecuentemente tixotropo, es decir su vis-cosidad no es constante y por tanto deter-minarla en valor absoluto es delicado. En la práctica lo más recomendable es usar un mismo aparato de medición, las mismas con-diciones y, de ser posible, la misma persona.
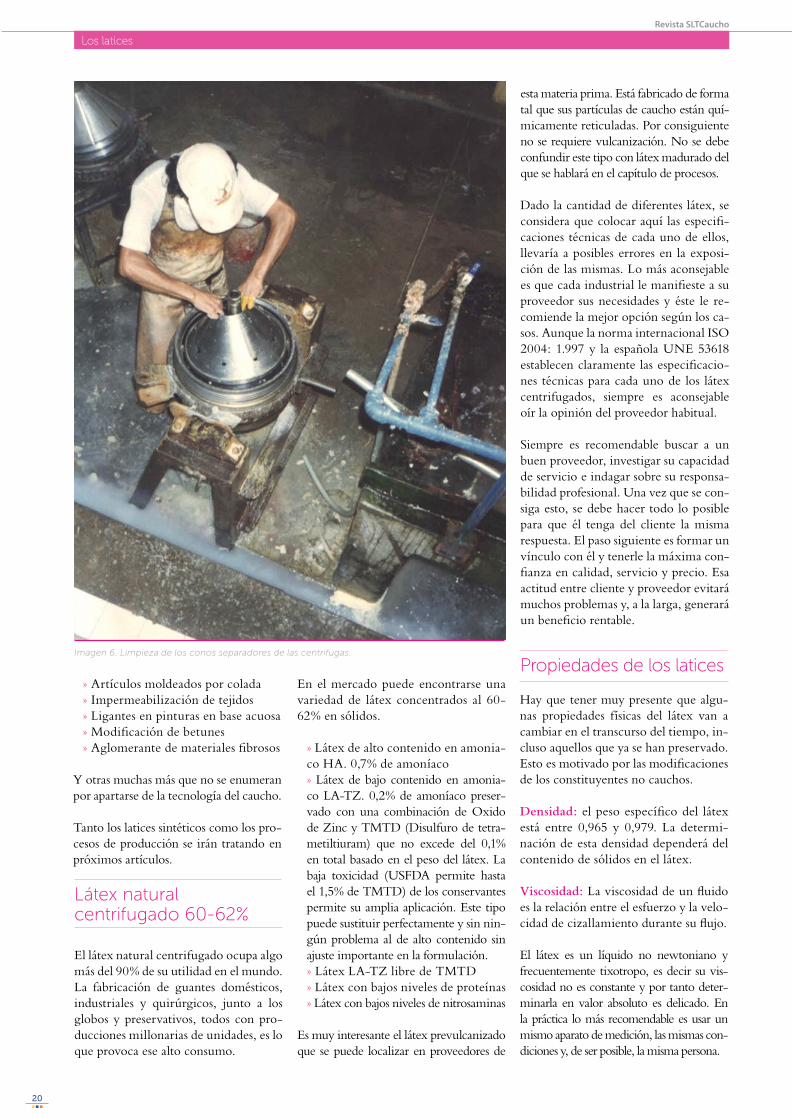
Imagen 6. Limpieza de los conos separadores de las centrifugas.
En el mercado puede encontrarse una variedad de látex concentrados al 60-62% en sólidos.
» Látex de alto contenido en amonia-co HA. 0,7% de amoníaco» Látex de bajo contenido en amonia-co LA-TZ. 0,2% de amoníaco preser-vado con una combinación de Oxido de Zinc y TMTD (Disulfuro de tetra-metiltiuram) que no excede del 0,1% en total basado en el peso del látex. La baja toxicidad (USFDA permite hasta el 1,5% de TMTD) de los conservantes permite su amplia aplicación. Este tipo puede sustituir perfectamente y sin nin-gún problema al de alto contenido sin ajuste importante en la formulación.» Látex LA-TZ libre de TMTD» Látex con bajos niveles de proteínas» Látex con bajos niveles de nitrosaminas
Es muy interesante el látex prevulcanizado que se puede localizar en proveedores de
esta materia prima. Está fabricado de forma tal que sus partículas de caucho están quí-micamente reticuladas. Por consiguiente no se requiere vulcanización. No se debe confundir este tipo con látex madurado del que se hablará en el capítulo de procesos.
Dado la cantidad de diferentes látex, se considera que colocar aquí las especifi-caciones técnicas de cada uno de ellos, llevaría a posibles errores en la exposi-ción de las mismas. Lo más aconsejable es que cada industrial le manifieste a su proveedor sus necesidades y éste le re-comiende la mejor opción según los ca-sos. Aunque la norma internacional ISO 2004: 1.997 y la española UNE 53618 establecen claramente las especificacio-nes técnicas para cada uno de los látex centrifugados, siempre es aconsejable oír la opinión del proveedor habitual.
Siempre es recomendable buscar a un buen proveedor, investigar su capacidad de servicio e indagar sobre su responsa-bilidad profesional. Una vez que se con-siga esto, se debe hacer todo lo posible para que él tenga del cliente la misma respuesta. El paso siguiente es formar un vínculo con él y tenerle la máxima con-fianza en calidad, servicio y precio. Esa actitud entre cliente y proveedor evitará muchos problemas y, a la larga, generará un beneficio rentable.
21

Revista SLTCaucho
22
La viscosidad depende principalmente de la concentración en caucho. La de un látex recién recolectado está aproxima-damente entre 12 y 15 centipoises. Por el contrario, la de un látex al 60-62% de caucho estará comprendida entre 40 y 120 centipoises, siendo considerada el agua como unidad, un centipois.
Pero no es esta la única causa de va-riación. Hay látex que con la misma cantidad de sólidos pueden tener vis-cosidades diferentes, dado que también incide la dimensión de las partículas, el método de preservación, el tiempo de almacenamiento, entre otros factores.
Al mencionar el valor de la viscosidad, es necesario anotar las condiciones en que se hicieron las mediciones. El mé-todo más general actualmente utilizan-do es el viscosímetro Brookfield, del cual se hablará en el apartado sobre ensayos.
Un sistema muy rudimentario y antiguo, pero eficaz y muy económico, es el mé-todo de “caída de bola” que también se explicará en el apartado correspondiente.
se tiene que aumentar la tensión en el látex.
Para conseguir este aumento, el empleo de un antiespumante, una emulsión de aceite mineral blanco o disminuir la concentración del contenido en sólidos, producen un buen efecto.
Al utilizar un antiespumante o agentes Dewebbing, se debe investigar con ensa-yos previos el tiempo de actividad eficaz que poseen. Muchos de ellos llegan in-cluso a una inutilidad total.
Las emulsiones de aceites en el látex, aunque son muy eficaces, hay que tener gran precaución en su uso. Una emul-sión mal preparada puede provocar la pérdida total de la mezcla.
Reducir el contenido en sólidos con agua aumenta la tensión pero a su vez se tendrá menor deposición de película. Eso sí, la circulación en los tanques mejora.
pH: las capas de solvatación están ionizadas con cargas eléctricas con signos que van a depender de la acidez o alcalinidad de la fase acuosa. La repulsión entre las partículas
La viscosidad de las mezclas de látex es de gran importancia en varios procesos y por lo tanto requiere métodos precisos de medidas para controlar el comporta-miento. Por ejemplo, en el proceso de inmersión sin coagulante, el espesor de la película depositada en el molde resulta afectado por la viscosidad de la mezcla.
Al necesitar un aumento de la viscosi-dad de las mezclas de látex es preciso experimentar previamente el producto a utilizar y someterlo al mismo trata-miento que emplearemos en el uso.
Tensión superficial: la tensión superficial de un látex normal está comprendida en-tre 38-40 dyn contra 71/72 que presenta el agua. Esta condición se ve incrementada en muchas formulaciones por la incorpo-ración de productos tensoactivos y es muy preocupante su presencia en algunas la-bores como en la fabricación de guantes, donde pueden aparecer las membranas interdigitales que al romper bruscamente, perforan la película inutilizando el artículo.
Si se observa que el agua no produce telas in-terdigitales, lógicamente se debe pensar que
Los latices

23
TECNOL. DEL LATEX Los latices
del mismo signo influye en la estabilidad de éstas, evitando su coagulación.
La mayoría de los látex tienen la fase acuosa alcalina, es decir su pH es me-nor a 7. El pH de un látex preservado con amoníaco está alrededor de 10,3. Debido a estas condiciones, cuando se vaya a utilizar un producto por primera vez, es aconsejable hacer algún ensayo preliminar y comprobar que no tiene ningún efecto negativo en la mezcla.
Al látex natural se le suele añadir tradi-cionalmente hidróxido potásico. Tam-bién se puede emplear sódico, menos soluble, con idea de aumentar su pH y neutralizar así los ácidos grasos que se puedan formar por la degradación de las proteínas.
Menos conocidas, menos estudiadas y mucho menos controladas pero con gran importancia son las propiedades químicas. Muy superficialmente se enumerarán algunas de ellas.
Proteínas: se conocen más de doscientas proteínas contenidas en el látex fresco.
Algunas de ellas son las que provocan indeseables afecciones a las personas.
Por la centrifugación podemos pasar de tener un 4% aproximadamente de proteínas a un 1,8% y aun menos. Hoy tenemos látex exentos de proteínas ofrecidos por proveedores reconocidos que evitan estas alergias.
Aminoácidos: se presentan libres entre el 0,06 al 0,2% y van en aumento con la incorporación del amoníaco y con-tinúan en crecimiento con el tiempo.
Resinas: las sustancias obtenidas me-diante un extracto acetónico del cau-cho seco, nos dan unos parámetros entre el 2 – 2,5% de ácidos grasos, entre ellos el oleico y el esteárico.
Antioxidantes naturales: se ha re-conocido mucho la presencia de estos protectores en el caucho natural. El problema está en que son solubles en agua. Por ello, es necesario incluir en las formulaciones antioxidantes esta-blecidos en el mercado.
Enzimas: son motivo de coagulaciones espontáneas y responsables de la des-composición de las proteínas, ya que tienen trazos de hierro y manganeso.
Bacterias: el látex contiene un alto número de bacterias que actúan en las proteínas formando aminoácidos y sul-furo de hidrógeno.
Lutoides: son importantes en la esta-bilidad, viscosidad y coagulación del látex. Son los responsables del color amarillento del látex coagulado y seco.
Después de todo lo expuesto en este escrito, asumimos que quedó claro que trabajar con el látex es apasionante y retador. Me tomo la libertad de invitar a grades expertos y conocedores en esta materia dentro de la SLTC, a aportar sus conocimientos y ayudar a toda la comunidad lectora de esta revista.
Por consultas sobre látex, puede enviar un email a [email protected]
Revista SLTCaucho
24
INTRODUCCIÓN
n el primer artículo de esta serie tratamos temas tales
como historia, características, mate-rias primas y químicos utilizados en los compuestos, formulación y algunos ejemplos de mezclas de EVA con otros tipos de resinas, llamadas en el mismo Resinas Secundarias (RS). Este otro artículo versará acerca de la selección, recepción y mantenimiento en bodega de las materias primas y también sobre pesaje y procesos de transformación de productos o artículos basados en Resina E.V.A., muy especialmente expandidos.
Cabe destacar que cada una de las fases que se involucran en proceso de pro-ducción son importantes y de sumo cuidado. Iniciando por la selección y compra de las materias primas, sus ca-racterísticas, su calidad, y su coste.
Es por esto que esta segunda entrega tratará de explicar y dar una visión del tratamiento del proceso, desde la selec-ción hasta la obtención de artículos de EVA expandidos. Con la base dada en el Artículo N°1 denominado Introduc-ción a la Formulación de Microporosos de Eva (publicado en Revista SLTCau-cho en la edición N°4, en noviembre de 2014) y siguiendo una secuencia lógica, se puede dar el siguiente paso, el cual es procesar el compuesto elegido de acuer-do a especificaciones propias, las reque-ridas por el producto en sí, su oferta o demanda, o las necesidades particulares del cliente.
Una vez dispuesta la capacidad de pro-cesar artículos cuya base sea la Resina E.V.A. (en adelante EVA) se deberá en-carar la tarea de una cuidosa selección de las otras materias primas que se involu-crarán en el proceso.
Para comenzar, la selección de la EVA a utilizar dependerá mucho de la apli-cación o aplicaciones requeridas. Gené-ricamente, como base para la redacción de este artículo, se seleccionará EVA con un contenido de Vinil Acetato del 18% (VA), y un índice de fluidez de 2.5 g/10 min. Este contenido de VA se hace especial para lograr artículos expandi-dos, y la fluidez recomendada es la ideal para su proceso. En este caso, como en las demás materias primas, lo recomen-dable es contar con materias primas prime, o de primera calidad, así como hojas técnicas y controles del proveedor que certifiquen dicha calidad, así como un adecuado coste. Esto se debe a que impurezas u otros problemas intrínsecos en las materias primas adquiridas darán problemas en cuanto a su “procesabili-dad” y calidad de los productos de EVA que se requieran elaborar.
Una vez seleccionada la EVA, y en su defecto, las resinas secundarias reque-ridas, la tarea es escoger las cargas a utilizar. Una vez más entra en juego las características o propiedades del logra-do final. Sin embargo, en todos los ca-
Selección de las materias primas a utilizar
sos, vuelve a ser relevante la calidad y la granulometría, así como su humedad. La granulometría de las cargas debe ser mayor o igual a 300, y la humedad no debe superar el 1%. Las cargas a em-plear por lo general son Carbonato de Calcio, Dióxido de Silicio, Arcilla o Caolín, Negro de Humo y recuperados de EVA (tema a tratar en otro artículo).
Continuando, se seleccionan los activa-dores, tales como Óxido de Zinc, Áci-do Esteárico, Polietilenglicol (PEG). Se suma a esto la elección de ayudas de pro-ceso, del tipo Struktol WB-16, Struktol RP 28, entre otras, y los plastificantes.
Los pigmentos a utilizar serían los pri-marios, tales como los orgánicos color rojo, azul y amarillo, así como el Bió-xido de Titanio para color blanco y el Negro de Humo para color negro. Se pueden tener también óxidos ferrosos en sus distintos colores (también lla-mados óxidos de hierro), así como los denominados Master Batch.
Un tema importante es la elección de los agentes esponjante y reticulan-te. Sobre el esponjante, en este caso Azobicarbonamida (llamada también ADCA), puede ser del tipo Celogen AZ (130) u otro similar. Por el lado del reticulador, el Peróxido de Dicumilo (DCP), este puede venir en presenta-ción de 40% de pureza o del 99%.
Randall Jiménez Carvajal Ingeniero industrial.
Máster en Ing. industrial,en Administración de
empresas y postgradoen Gestión tecnológica.
Asesor y consultor industrial independiente.
Microporosos de EVA: recepción y procesos
Aplicación en calzado

25
La recepción de las materias primas se ejecuta de manera genérica con sistemas de control de ingreso, pesaje y dispo-sición en planta de bodegaje. Es muy importante que cada una contenga su hoja de control por parte del provee-dor, su hoja técnica, su lote y las res-pectivas fechas de producción, así como su adecuado ingreso y salida al proceso de producción, esto es, “primera en en-trar, primera en salir”. Se disponen en planta de manera lógica para su acarreo o uso. Se debe tener especial cuidado en el tratamiento del agente esponjante (ADCA), y del reticulador (DCP).
Este es un sector muy importante de la planta y del proceso de producción. Una vez elegidas las materias primas, y todo lo que anteriormente desarro-llamos, se procede a formular el com-puesto deseado. Esto se realiza bajo la nomenclatura de PHR (partes por cada cien de resina principal). Una vez avanzado el compuesto, ya sea desde un
Las materias primas se deben almace-nar en lugares de fácil visualización y con buena iluminación, limpieza y ventilación. Las estibas, o tarimas de materiales, deben estar de acuerdo a las recomendaciones del proveedor en cuanto a altura y manipulación. Se deben separar el esponjante y el reti-culante por ser productos de manejo delicado, evitando con esto la conta-minación de éstos con otros artículos.
La EVA usualmente viene en presenta-ciones de bolsas, costales o sacos de 25 Kg, o en big bags de 500 Kg. También se puede verter en silos en los cuales, por gravedad, se va dosificando y pesando de
Recepción
Pesaje del compuesto
Almacenaje de las materias primas
laboratorio o a nivel de planta, se obra cuantificando cada una de las materias primas a utilizar en la composición pretendida. Lo usual es usar la medi-da de peso kilogramos y, a una escala inferior, gramos. Las PHR a utilizar en cada uno de los componentes de la mezcla se transforman en kilogramos o gramos a mezclar en el tratamiento, de acuerdo al factor de llenado de la mezcladora que se tenga en planta y su capacidad (tema a tratar adelante).
Las balanzas con que se realiza esta operación juegan un papel muy impor-tante en esta fase, ya que deben ser lo más exactas posibles (mejor digitales), y permitir el respectivo pesaje de forma ágil y fácil. Un error interferirá direc-tamente el producto final, generando de igual manera un desperdicio, o una sobre o infra dosificación, el cual per-judicará todo el proceso, además de no facilitar la “repetitividad” ansiada a la
acuerdo a la necesidad de cada compues-to en planta. Otros que pueden ser vacia-dos en silos son las cargas, y otros tipos de resina que se presenten de forma “peleti-zada”, u otros que permitan esa forma de almacenaje. Hay sistemas automatizados de pesaje y dosificación hacia la mezcla-dora, que en nuestro caso no vamos a tra-tar. El sistema típico de pesaje y acarreo es el que denotamos aquí.
Especialistas en productos inteligentes como ayudas de
proceso, desmoldantes y tintas para todo tipo de polímeros.
Contacto: Ing. Marisol FuentesOffice: + 521 (55) 58 88 97 46/47Mobile: + 521 (55) 35 00 07 76
Representantes Exclusivos En México.
Representaciones Unidas Del Caucho
Silo
Balanza digital
W W W . T E C N O P O L . C O M . A R
APLIC. EN CALZADO Microporosos de eva: recepción y procesos

Revista SLTCaucho
26
facilitar su manipulación. Deben estar bien rotulados e identificados. Nor-malmente todo lo aquí pesado se puede cargar en una sola bolsa o contenedor bien identificado.
Fase 3: pesaje en gramos de los esponjante y reticulanteUna vez completadas las dos primeras etapas descritas, y con absoluta certeza de lo ejecutado, se procede al pesaje de dos de los químicos más importantes que se incluyen en el proceso de pro-ducción de expandidos de EVA.
El agente esponjante utilizado, en nuestro caso Azobicarmonamida (ADCA), debe ser pesado con absoluta precisión de acuer-do a lo requerido en la expansión que se desee lograr. Esto no requiere mucha ex-plicación, ya que como veremos más ade-lante, teniendo un proceso controlado, el agregar menos o más esponjante nos dará serias variaciones en los expandidos, entre otros posibles problemas, cuando lo que se quiere lograr es una ajustada “repetiti-vidad” en los expandidos finales.
El Peróxido de Dicumilo (DCP), o el agente reticulante utilizado, también debe ser pesado con absoluta precisión de acuerdo a lo estipulado en el com-
hora de lanzar un lote o producir uno del mismo compuesto.
El pesaje se debe realizar en tres fa-ses, como sigue:
Fase 1: pesaje en kilogramosEn esta etapa se puede pesar la EVA y las RS (resinas o cauchos secundarios, si se utilizan), las cargas (cualquiera de ellas) y los reciclados. Estos productos por lo ge-neral son los de mayor peso en los com-puestos, y se enuncian normalmente en kilogramos, utilizando la lectura gramos si se requiera. Ejemplo: 32,4 kilogramos.
Fase 2: pesaje en gramosEn esta fase se pueden pesar los acti-vadores, pigmentos, ayudas de proce-so, plastificantes, u otros descritos para mayor exactitud en gramos. Es ideal que se pesen en una balanza digital, para evitar errores, y esta contenga en su software datos importantes como tara, pesadas, entre otros. Esta sección puede estar separada del área de pe-saje en kilogramos, por lo general en una llamada en planta “pesaje de quí-micos”, con mesas, equipos de apoyo y orden absoluto. Las materias primas aquí por pesar se pueden vaciar o ver-ter en pequeños silos o tambores para
puesto. Antes debe haber sido ensayado y probado su eficacia en su aporte al proceso de reticular el compuesto.
En resumen, estos dos productos son muy importantes en lograr productos de EVA de primera calidad expandidos. Una vez pesados se pueden mezclar en un mismo contenedor o bolsa. Luego de terminadas las tres fases de pesaje para el compuesto, se procede a juntar todas las etapas, que llamaremos batch, y se transportan hacia y para su respectivo mezclado.
El mezclado de compuestos de EVA no varía mucho con respecto a la ejecu-ción del método de mezclas de cauchos o hules. Lo que varía de cierta forma son algunos de sus posteriores proce-sos. Es por esto que los mismos mez-cladores utilizados en la industria del caucho o hule, suelen ser utilizados en la mezcla de batchs de EVA, así como algunos otros equipos.
Preferiblemente se debe utilizar mezcla-dores cerrados, por ejemplo Banbury, Kneader o High Mixer. También se
Mezclado del batch de EVA
Microporosos de eva: recepción y procesos
REFUERZOS TEXTILES PARALA INDUSTRIA DEL CAUCHOPOLIESTER - NYLON 6 - NYLON 66POLIPROPILENO HILADOS H.T. - CORDÓN DIPIADOTELAS CORD DIPIADAS - TELAS EP/PP/EE
[email protected] | [email protected]
Cel: +54 911 50368456 - CABA, ArgentinaCel: +598 99614994 - Montevideo, Uruguay

27
APLIC. EN CALZADO Microporosos de eva: recepción y procesos
5’
Se abre la cámara y se levanta el pisón o mazo. Se incorpora todo lo que ha quedado sin ingresar o incorporar a la cámara en los alrede-
dores de la misma. Se cierra la cámara y se baja el pisón o mazo.
7’ Se abre la cámara y se levanta el pisón o mazo. Se incorpora el agente reticulante y el agente esponjante.
8’ (término)
Una vez transcurrido un minuto de mezcla de los agentes espon-jantes y reticulantes, se descarga el batch, ahora llamado “pasta” del
equipo de mezclado.
El más utilizado normalmente es el sistema por temperatura, sin dejar de lado y a manera de control, el tiempo de mezclado. La temperatura inicial a la hora de mezclar EVA debe estar en-tre los 80 a 85 grados centígrados, y la final entre los 110 a 115 (entre menos variaciones en estos parámetros, mejor).
Es claro que al inicio del proceso o en el primer batch mezclado, la temperatura inicial de la cámara esté más fría y eso aumente el tiempo de combinado, pero la temperatura final se debe respetar.
0’ (inicio)
Se adiciona la Resina EVA, las Resinas Secundarias (si formuladas), las cargas, los recuperados de EVA (si formulados).
Se cierra la cámara y se baja el pisón o mazo.
0’ 50’’
Se abre la cámara y se levanta el pisón o mazo. Se adicionan los activa-dores, pigmentos, ayudas de proceso, lubricantes o aceites y otros (to-dos los químicos del compuesto excepto el esponjante y el reticulante).
Se cierra la cámara y se baja el pisón o mazo.
Un aspecto muy importante para lo-grar excelentes mezclas y repetitividad en el proceso, es el factor de llenado de la cámara del mezclador. Este varía dependiendo de la capacidad del mez-clador elegido, siendo que por lo gene-ral, y en los Kneader más utilizados, los batch son de entre 60 a 70 kilogramos de peso/masa (depende de cada com-puesto formulado y su densidad).
Una vez preparado y pesado el compues-to, usualmente se le denomina, como ya se ha indicado, batch. De igual forma, una vez mezclado ese batch, se le denomina general-mente, como ya indicado también, “pasta”.
La pasta resultante del proceso de mezclado se traslada a su respectiva homogenización o “afinado” en un molino abierto mez-clador (llamado molino homogenizador
Homogenizado del compuesto
puede combinar en molinos abiertos mezcladores, pero el proceso se torna muy lento dadas las características de la mezcla y la incorporación de las cargas (los molinos abiertos en sus masas de-ben estar a temperatura controlada de unos 70 grados centígrados). Es usual utilizar los molinos abiertos mezclado-res para realizar ensayos o pruebas de un compuesto, dado que este se pue-de cerrar o abrir de acuerdo a la masa a probar. Además, por lo general, esa masa o pasta es de menor peso compara-da con la que debe cargar en un mezcla-dor cerrado, esto es un batch completo.
En cualquiera de los casos de mezcla-dores cerrados, estos deben contar con:
» Un estado general del equipo en perfecto estado, sin fugas
» Un adecuado sistema de enfriamiento
» Un apropiado sistema de presión neumática o sistema de aire compri-mido (para el pisón o mazo, en al-gunos casos cerrado/apertura, y para limpieza del equipo)
» Sensores de control de temperatura de mezclado, tipo termocupla u otro, sensores de potencia, relojes controla-dores de tiempo, entre otros
» Un óptimo sistema de extracción y recolección de polvos u otros
» Una apta instalación del equipo, para facilitar la operación
Los mezcladores tipo Kneader son los más recomendados para ejecutar procesos de mezclado de compuestos de EVA. Sin embargo, los Banbury u otros también pueden y suelen ser utilizados. Es normal encontrar perdidas de peso inicial del batch versus el peso final mezclado, debido al efecto del extractor o posibles fugas. Di-chas pérdidas deben de ser mínimas, no mayores a un 2% del volumen mezclado, de otra forma se está bajo el escenario de un equipo en mal estado o con fugas. Como consecuencia, traerá malas mezclas y variabilidad en el proceso.
Los batch de EVA se pueden mezclar bajo tres métodos:
1. Por tiempo2. Por temperatura3. Por energía Pirómetro infrarrojo
Se hace de especial importancia y re-levancia el uso de medidores de tem-peratura portátiles, como por ejemplo pirómetros infrarrojos, que permitan medir carga a carga, o batch a batch la temperatura final real de salida del batch de la cámara de mezclado. Esto como mecanismo de control para comparar lo que indica el medidor con lo que se lee en los indicadores del mezclador.
Luego de efectuar todas estas indica-ciones, el proceso de vertido en la cá-mara del mezclador y sus tiempos, se debe realizar de la siguiente manera:
Si se sobredimensiona la capacidad de car-ga de la cámara de mezclado, se obten-drán malas mezclas o mezclas deficientes, y desperdicios de materias primas. Sucede de igual manera si no se le da un volumen adecuado a la cámara, esto es, infra-di-mensionada, ya que el equipo no logrará mezclar de manera efectiva el compuesto o alargará el tiempo de mezcla. En resu-men, la capacidad de mezclado será deter-minada por la densidad del compuesto, las condiciones del equipo y el tipo de fór-mula utilizada o requerida.

Revista SLTCaucho
28
APLIC. EN CALZADO Microporosos de eva: recepción y procesos

29
o preparador). El método de traslado del equipo mezclador al molino abierto varía de acuerdo a lo que se disponga en plan-ta. En algunas, el mezclador está de forma elevada por sobre el molino homogeni-zador o recibidor de la pasta (esta cae por gravedad). En otras, ambos equipos están a la misma altura, dispuestos uno después del otro, y la pasta se acarrea del mezclador hacia el molino homogenizador.
Cualquiera que fuera el sistema, lo ideal es no dejar enfriar la pasta. El molino homogenizador debe tener una capaci-dad adecuada para recibirla entera. Debe contar con sistemas de enfriamiento/calentamiento, dado que sus masas o ro-dillos deben de estar al menos entre 65 a 70 grados centígrados (entre más con-trolado, mejor). Esto es de suma impor-tancia dado que si los rodillos del molino están con una temperatura muy elevada, se tendrá problemas de adhesión de estos con la pasta, y activación prematura de los agentes esponjante y reticulante.
Asimismo, si la temperatura está muy baja, se enfría la pasta y no se adhiere, además de que no se logra el efecto de “banda”, por lo que se hace improcesable la pasta y su respectiva homogenización.
Cuidando los detalles antes descriptos, una vez que la pasta sale del mezclador se procede con su homogenización. Este proceso se demora de cuatro a cinco minutos (depende del compuesto y la efectividad del mezclado).
Este procedimiento de homogenizar la pasta, colabora y consolida el proceso de
Molino homogenizador con Stock Blender
mezclado la misma, distribuye de ma-nera uniforme sus componentes y, de muy importante manera, el esponjante y el reticulante. En esta parte, se puede controlar la temperatura de trabajo con el pirómetro infrarrojo (antes indicado), siendo normal que de la temperatura de salida del mezclador, como ya descripto los 115 grados centígrados, la tempera-tura de la pasta baje a los 80. Como ya indicado también, si la pasta a homoge-nizar baja de los 70 grados, el proceso se malogra. Esto está muy ligado al punto de fusión o suavizamiento (melt point) de la Resina E.V.A., que está en el rango de los 65 a los 70 grados centígrados, ca-racterística que la hace procesable a las temperaturas de trabajo indicadas.
La homogenización se puede realizar de manera manual (cortes sucesivos izquierda-derecha- de la banda en el molino homogenizador, dejando siempre un banco de pasta por sobre los dos rodillos, o mediante el uso de un Stock-Blender (no requiere re-frigeración ni calentamiento, sólo su efectivo zigzag).
El sistema de homogenizado por Stock-Blender es el ideal, siendo que una vez que se hace la banda en los rodillos del molino homogenizador, inmediatamen-te ésta se corta y se inserta entre los rodillos giratorios de dicha máquina, que realiza movimientos oscilatorios. Se homogeniza, pues, durante unos cuatro o cinco minutos.
Este artículo continuará en la edición Número 6 de Revista SLTCaucho. ¡No te lo pierdas!
APLIC. EN CALZADO Microporosos de eva: recepción y procesos
Revista SLTCaucho
30
PRESENTACIÓN
l International Seminaron Elastomers (ISE) es un se-
minario internacional que reúne cada 2 años a los científicos y tecnólogos de mayor reputación en el mundo. Se han realizado 14 ediciones del mis-mo. El líder de este emprendimiento es el Dr. Robert Schuster.
El ISE 2014 fue la última edición rea-lizada en Bratislava, Eslovaquia. La
próxima reunión será en agosto del 2016 en Pekín, China.
La SLTC ha concretado un convenio para publicar en su Revista SLTCau-cho diversas presentaciones selec-cionadas de este evento.
Se publicarán los resúmenes (abs-tracts) en español ylos interesados en leer los trabajos completos debe-
rán remitirse a la dirección de correo electrónico de sus autores para reci-birlos en idioma inglés.
Este muy interesante convenio se con-cretó gracias a la excelente disposición del Dr. Ivan Chodák de la Academia de Ciencias de Eslovaquia y de la secreta-ria del evento Daniela Moskova, quienes diligentemente nos ayudaron a obtener las autorizaciones correspondientes.
Elastómeros Termoplásticos: competencia y tendencias
Guenter Scholz (BASF Corporation)
El todavía pequeño campo de los elas-tómeros termoplásticos (TPE) es una clase de materiales en continuo cre-cimiento, con diferentes estructuras y morfologías. Ya sea en las aplicaciones de los clásicos cauchos como en las de variaciones modificadas de alto impac-to, los TPE se posicionan para mejorar propiedades y optimizar las condicio-nes de los procesos de producción.
Un mercado significativo es el de sobre moldeo de plásticos rígidos por apli-cación de sellado o de una superficie blanda al tacto. Entre los materiales de esta clase existe una competencia para mejorar el perfil de propiedades, especialmente en lo que respecta a la
Los elastómeros termoplásticos pueden clasificarse en dos diferentes morfologías: mezclas de polímeros y copolímeros con una parte cristalina y una fase elastomérica.
En el caso de las mezclas de polímeros (TPO) se usan principalmente polipro-
estabilidad, a la temperatura y la dura-bilidad de estos materiales poliméricos.Este artículo da una reseña de los mate-riales de la familia de los TPE, respec-to de la comparación de propiedades y otros productos que buscan innovar y seguir nuevas tendencias.
Clasificación de TPE
pileno y copolímero de etileno propi-leno dieno. La morfología de fase es irregular y cambia durante el procesa-do. Esto significa que las propiedades del material también dependerán de las condiciones de proceso.
Una estructura mejorada se hace con vulcanizados (TPV) donde el EPDM es radicalmente entrecruzado durante el proceso con PP. Las especialidades basadas en los distintos materiales ya están disponibles en pequeña escala.
Los miembros del grupo de copolímeros son denominados por su parte cristalina, como Estireno (TPS), Uretano (TPU), Co-Poliester (TPC) y Poliamida (TPA).
International Seminar on Elastomers (ISE)
Tecnología del futuro
Bratislava, Eslovaquia, 2014

31
Siguiendo un estudio del Grupo Free-donia de 2013, la demanda mundial actual de TPE es de alrededor de 4.000.000 Ton en 2012. El análisis detallado para ese año muestra el más alto uso de poliolefinas (TPO, 41%), seguido de los copolímeros de Estireno (TPS, con 37%). Una razón para ello parece ser que los grados de menor cos-to están dentro de aquel grupo.
Participación en el mercado de TPE 2012Mercado mundial de 4,46 millones de toneladas
TPO .......... 41,6% (extruder blend 26%; reactor blend 15,46%)TPS .......... 36,9%TPU .......... 9,4%TPV .......... 6,8%TPC .......... 3,2%Otros .......... 2,1%
Fuente: Freedonia 2013
En relación a propiedades y nivel de precio de cada tipo de TPE estos pue-den competir entre ellos y ser reem-plazados. A continuación se listan los diferentes grados en relación a su re-levancia en el mercado y oportunidad de elección:
» Los TPO pueden ser una alternativa del PVC plastificado cuando quedan atrás restricciones medioambientales. Podemos ver la tendencia de que este reemplazo es una creciente tendencia de uso en los paneles de la industria au-tomotriz. Aún los TPS son un objetivo de reemplazo por los TPO así como los más caros TPV.
» Por la misma razón, también los TPS son una opción frente a los PVC plasti-ficados. Además de las aplicaciones de caucho, los TPU son una alternativa.
Mercado de los TPE
La próxima clase de copolímeros TPO encuentra su mayor aplicación en las poliolefinas modificadas o cauchos. Estos materiales se sintetizan directa-mente en el reactor. Otro campo es el de la extrusión de films, que si bien son estirables, tienen baja elasticidad pero aun así son adecuados para ser usados en packaging.
La familia de los TPS se está expan-diendo al utilizar una gran variedad de monómeros para hacer que estos materiales sean más durables. Los téc-nicos son cada vez más creativos para combinar ciertos polímeros juntos y en-contrar estabilizadores adecuados. Otra tendencia es el desarrollo de grados ex-tremadamente blandos para conseguir geles termoplásticos.
Para lograr resistencia a las altas tem-peraturas, se está trabajando con TPV, PP y EPDM entrecruzado. Esto es bien conocido, pero la fase continua cristali-na puede ser conseguida con poliamida, acrilatos, poliestireno y poliéster. Hasta las partículas de caucho también se ha-cen a partir de caucho natural, NBR y caucho de siliconas.
Estas son todavía especialidades pero los niveles de propiedades son altamen-te apreciados y la capacidad para adhe-rir a muchos plásticos es alta.
Las tendencias en TPU están conducidas por el deseado uso a elevadas temperaturas,
La fase elastomérica comprende olefinas, esteres y otros.
La Norma DIN EN ISO 18064, de 2005, permite una clasificación más profunda entre cada uno de los tipos de TPE al menos que no haya una des-cripción posible, relacionada con com-puestos de TPE de algún otro tipo.
TECNOL. DEL FUTURO International Seminar on Elastomers (ISE). Bratislava, Eslovaquia, 2014.
Algunas veces se ofrecen compuestos de TPU con ciertos TPS. De alguna manera estos últimos tienen propieda-des comparables a los TPV.
» Los TPU son alternativas de mayor precio al igual que los TPC o los TPA. Se da esta oportunidad en los casos en que la requerida resistencia a la tem-peratura sea bastante alta. Algunas ve-ces el PVC puede ser reemplazado de acuerdo a la demanda del cliente, por razones medioambientales.
» El campo de aplicaciones para los TPA o TPC es el del uso a altas tempe-raturas cuando la ductilidad es mejor, claramente, que la de los termoplásti-cos modificados para impacto.
Tendencias actuales
Bio materias primas
Comentarios
Referencias
creando grados más blandos y mejorando las propiedades de superficie como la trans-parencia, blandura y resistencia al arañado.
La variabilidad de materias primas pa-rece no tener fin y la expectativa desde el lado de los clientes se mantiene muy alta. Aún el agregado de aditivos para la estabilidad frente a la radiación UV, retardo de llama y características de procesabilidad es un gran desafío para el desarrollo y la investigación.
Los aspectos medioambientales jue-gan un rol significativo en el mercado. Por esta razón los TPE son atractivos porque se pueden reciclar. La biode-gradación, sin embargo, es requerida de alguna manera, aunque todavía sin presión visible.
Más importantes son los TPE basados en fuentes renovables, como:
Azúcar => ácido malónico => propano diol
Azúcar => ácido succínico => butano diol
Aceite Castor => ácido sebacínico => poliéster
Esto puede ser usado para TPU, TPC y TPA. La Pentano diamina elaborada a partir de lisina puede utilizarse para TPA pero el proceso de producción es muy elaborado.
Este artículo no informa sobre todos los posibles compuestos poliméricos donde los TPE se combinan. La razón de su utilización es la de reducir el costo de los materiales e incrementar el perfil de las propiedades. El negocio es muy importante para producir productos customizados, para su uso inmediato.
1. Feedonia Group 20132. Markets and Markets 20133. Diverse material data sheets
Descárguese la presentación completa
haciendo click aquí
Revista SLTCaucho
32
Influencia del sistema de cura y de la estructura del polímero sobre el entrecruzamiento
H.J. Weidenhaupt(Lanxess Deutschland GmbH -
Cologne, Germany) [email protected]
Los artículos de caucho se exponen frecuentemente a altas temperaturas, severos esfuerzos mecánicos, a medios de alta extractabilidad y altas concen-traciones de ozono. Esta exposición causa cambios importantes en las pro-piedades y pueden conducir a la des-trucción del artículo.
Para lograr productos que satisfagan la de-manda creciente de condiciones de servi-cio extendidas y larga vida útil, la reduc-ción o eliminación de los cambios en las propiedades del caucho a través de la incor-poración de aditivos específicos o agentes entrecruzantes es, entre otras consideracio-nes, una demanda general de la industria.
La estabilidad y comportamiento me-cánico-dinámico de los vulcanizados es afectada por la micro y macroestruc-tura del polímero, el tipo de sistema de entrecruzamiento y el sistema antide-gradante que se utilice.
INTRODUCCIÓN
Cada polímero tiene su propia influencia característica sobre la cinética de la velo-cidad de entrecruzamiento y las propieda-des de sus vulcanizados. El caucho natural (NR) y sus mezclas, el poliisopreno (IR), caucho butílico (IIR) y algunos terpolí-meros de etileno propileno (EPDM) son muy sensibles1 en la estabilidad del entre-cruzamiento. K. H. Nordsiek2 investigó la influencia de la estructura del polímero sobre la reversión.
Se ha encontrado que los grupos metilo tienen un efecto negativo sobre la esta-bilidad de la reversión, la relación cis/trans de los dobles enlaces de polímeros de metilo sustituído no tiene influen-cia y una cantidad creciente de dobles enlaces vinilo así como una cantidad reducida de dobles enlaces dentro de la cadena principal del polímero mejoran la estabilidad de reversión3. El fenileno4 y los sustituyentes nitrilo tienen una mayor estabilidad a la reversión que los sustituyentes metilo.
En el caso del caucho estireno butadieno (SBR) y el nitrilo (NBR), la estabilidad es también dependiente de la configura-ción5: el SBR de alto trans es más estable que el de alto cis.
Los cambios en la densidad del entre-cruzamiento de azufre y la estrctura del entrecruzado bajo severas condiciones de servicio, altas temperaturas y largos tiempos de vulcanización son conocidos como reversión. La química de la vulca-nización con azufre y los cambios en la estructura del entrecruzamiento de vul-canizados de NR fueron descriptos por Chapman y Porter6. Entrecruzados cor-tos de azufre ofrecen alta estabilidad a la temperatura7 pero el desgarramiento y comportamiento dinámico de los mis-mos son insuficientes para aplicaciones de neumáticos.
Por lo tanto, en dichas aplicaciones se utilizan los entrecruzados polisulfídi-cos sensibles a la temperatura, que dan los mejores valores de desgarramiento y propiedades dinámicas. Hay poco potencial para mejorar esa resistencia a la reversión.
La elección adecuada del sistema anti-degradante tiene también importancia, entre otras consideraciones, acerca del polímero y del sistema de entrecruza-
Solo hay posibilidades limitadas para revisar un vulcanizado real y estudiar la formación y cambios de los entre-cruzamientos durante las etapas de vulcanización o la vida útil.
Con la espectroscopía NMR o medicio-nes de esfuerzo-deformación (Mooney Rivlin) solo se puede obtener informa-ción sobre la densidad de entrecruzamien-to (XLD). También el torque reométrico puede utilizarse aquí especialmente para compuestos negros, cargados con silica y más problemáticos, debido a la influencia de la dispersión de la silica en el torque.
Para estudios mecánicos se utiliza el así llamado modelo de vulcanización con 2,3 dimetilbuteno-28-9. Debido al bajo peso molecular de los productos de reacción, la espectroscopía NMR, HPLC o la espectroscopía de masa se puede utilizar para la identificación.
Para ver diferencias en la formación de entrecruzamientos mono, di y polisul-fídicos de un vulcanizado, se usa nor-malmente la bien conocida técnica de
Influencia del polímero
Parte experimental
Influencia del sistema de entrecruzamiento
Influencia del sistema antidegradante
miento, para lograr productos que sa-tisfagan las siempre crecientes demandas para mejorar las condiciones de servicio y extender la vida útil.
International Seminar on Elastomers (ISE). Bratislava, Eslovaquia, 2014.

33
Se investigó la influencia de diferentes sulfenamidas, micro y macroestructura de polímeros sobre el entrecruzamien-to. Se demuestra a través de la técni-ca de hinchamiento tiol-amina que el MBS puede reemplazarse por CBS o TBBS dando la misma densidad de entrecruzamiento y estructura, así la problemática MBS puede ser evitada.
TECNOL. DEL FUTURO International Seminar on Elastomers (ISE). Bratislava, Eslovaquia, 2014.
hinchamiento tiol-amina, de acuerdo a Saville y Watson10 para la determina-ción de la densidad (XLD) y estructura (XLS)11 de entrecruzamiento. Usando este método, la influencia de aceleran-tes de sulfenamida comerciales, como también experimentales, fueron inves-tigados y también la influencia de la micro y macro estructura de cauchos de propósitos generales.
Podría demostrarse que ensayando CBS, TBBS y MBS a la misma concentración molar resultará en la misma eficiencia, rendimiento y estructura de entrecruza-miento. La más dificultosa diciclohexi-lamina en DCBS tiene una influencia significativa dando más puentes polisul-fídicos con menor rendimiento.
Dibencilamina muestra una estructura del entrecruzamiento entre la del CBS y DCBS con menor eficiencia y rendi-miento. Con pesos moleculares crecien-tes del polímero, aumentará la densidad de entrecruzamiento, debido a más en-trecruzamientos físicos, mientras que la isomería cis-trans tiene un efecto en la densidad química del entrecruzamiento.
1. T.Kempermann, U.Eholzer, Kautsch Gummi, Kunstst. 34, 722 (1981)
2. K.H.Nordsiek, Kautsch Gummi, Kunstst 41, 327 (1988)
3. A.Draexler, Kautsch Gummi, Kunstst 36, 1037 (1983)
4. W.Kleemann, R.Moewes, Plaste Kautschuk 30,24 (1983)
5. J.Markert, Kautsch Gummi, Kunstst 34,269 (1981)
6. A.V.Chapman and M.Porter, “Natural Rubber Science and Technology” A.D.Roberts Ed. Oxford University Press,
Oxford, 1988, 511-620
7. W.F.Helt, B.H.To, W.W. París, Rubber World 1991, 18
8. J.Hahn, P.Palloch, N.Thelen, H.-J.Weidenhaupt, Rubber Chem. and Technology 74,28 (2001)
9. J.Hahn, E.Walter, H.-J.Weidenhaupt Workshop “Structure and Reactivity of Crosslinks” March 19th 1998 University of
Leiden, The Nederlands
10. B.Seville, A.A.Watson, Rubber Chem,.and Technology 40,160 (1967)
11. H.Buding, W.Jeske, H.-J. Weidenhaupt. Kautsch Gummi Kunstst 54, 250 (2001)
RESUMEN
REFERENCIAS
La formación de puentes monosulfí-dicos aún en la etapa de vulcanización explica diferentes comportamientos mecánico-dinámicos de los vulcaniza-dos. La micro y macro estructura del polímero también influye en la cinética y la densidad del entrecruzamiento.

Revista SLTCaucho
34
Media Partner, convenio que nos permite intercambiar artículos técnicos con Revista Caucho de España perteneciente a:
Haz click aquí para conocer el sitio web del Consorcio
Le damos la bienvenida a los dos primeros anunciantes europeos:
JGL & Eclitec y KCM.

35
Lesol sitúa sus productos en 22 países alcanzando un 50% de exportación
desde hace años, en Italia la estrategia se ha centrado en la asistencia a las fe-rias MCE Expoconfort de Milán, cele-brada en marzo, y a la Expoferroviaria de Turín, celebrada en abril, donde ha captado nuevos clientes del sector de aire acondicionado, cabinas de ascen-sores y ferrocarril.
Por su parte, en Alemania ha conse-guido aumentar sus ventas de forma exponencial gracias, por una parte, a la asistencia a ferias como la K- Dus-seldorf, Hannover Messe, Innotrans o Chillventa de Nuremberg, así como al departamento comercial multilingüe con el que cuenta. Además, en 2011 la firma contrató a un representante local para el país, una decisión que se
esol dirige ya la mitad de sus ventas al área inter-
nacional, con presencia en 22 países. Además, ha sumado nuevas referencias y diversificado los sectores en los que está presente.
La firma guipuzcoana fabricante de ma-terial antivibratorio Lesol ha alcanzado ya el 50% de exportación con Francia, Alemania, Italia y China como prin-cipales mercados. Resultado de las acciones que ha realizado en los últi-mos años en estos países mediante las que ha logrado aumentar su cartera de clientes y consolidar sus ventas.
Así, mientras que Francia es un mer-cado natural de la firma al que exporta
Lesol exporta actualmente a un total de 22 países a los que sumarán India y Bra-sil, en los que en breve contará con re-presentación local esperando incorporar nuevos clientes en el mediano plazo. Además, está centrando esfuerzos tam-bién en el norte de África, asistiendo en 2013 a la Midest de Marruecos, celebra-da en Casablanca, donde abrió mercado en Argelia captando varios clientes con consumos interesantes.
Ferrocarriles, ascensores, grupos elec-trógenos y climatización son los prin-cipales sectores de Lesol, aunque sus productos están también presentes en ventiladores, bombas, compresores, fabricantes de electrónica, energías re-novables e industria en general. Para continuar consolidándose en los mis-mos, la firma seguirá con su estrategia de visitas a ferias. Así, el pasado mes de septiembre acudió a Innotrans de
ha mostrado acertada ya que Lesol está consolidándose en el mercado alemán con expectativas de crecimiento a me-diano plazo.
En cuanto a China, desde hace tres años la compañía cuenta con una em-presa que le representa en el mercado interno, ShiJia Zhuang High Fin M&E Equipment Co., Ltd. Y es que, según explican desde Lesol, “contar con una representante de nacionalidad china abre muchas oportunidades en este mercado”. De hecho, ha adquirido proyectos importantes en el área ferro-viaria, estando sus piezas presentes en los metros de Shanghai y Guanzhou, y acaba de acceder a otro proyecto de otra línea.
Francia, Alemania, Italia y China se sitúan como principales mercados y prepara su entrada en Brasil, India y norte de África
NUEVOS MERCADOSBerlín, la feria ferroviaria más grande del mundo.
Además, en una continua búsqueda de la diversificación, durante el último año ha centrado esfuerzos en acceder a nuevos sectores como el agrícola, maquinaria y fabricantes de autobuses, áreas en las que ya ha comenzado a rea-lizar ventas.
En cuanto al mercado nacional, donde cuenta con cinco representantes, Lesol ha logrado mantener el nivel de ventas a pesar de la crisis, gracias a la potente acción comercial realizada. Cabe re-cordar también que a finales del 2011 la firma adquirió la empresa catalana Mago, incorporando nuevos clientes y ampliando la gama de productos que ofrece. Actualmente cuenta con unas 1.000 referencias estándar, más las pie-zas que fabrica a medida para determi-
nados clientes a través de su departa-mento de ingeniería.
Así pues, mediante su entrada en nue-vos mercados territoriales y sectoriales, la suma de nuevas referencias y el desa-rrollo de soluciones a medida, Lesolpre-tende convertirse en una marca líder en los sectores en los que opera, ofreciendo fiabilidad, calidad y servicio.
MEDIA PARTNER Revista Caucho de España

Revista SLTCaucho
36
Para Lesol 2013 fue año “moderada-mente aceptable”en el que aumentó su facturación en un 5,4% respecto a 2012.Lesol cuenta con unas 1000 referencias es-tándar, más las piezas que fabrica a medida a través de su departamento de ingeniería
Ingeniería e I+D+i junto a Tecnun (Universidad de Navarra).Tanto su departamento de ingeniería, centrado en producto como, y sobre todo, su área de I+D+i, dedicada a la optimización de la producción, cuen-tan con el apoyo y la colaboración constante de la Escuela de Ingenieros Tecnun de la Universidad de Navarra, de la mano de la que Lesol ha realizado diversos proyectos. Así, con el fin de aumentar la productividad, reducir las mermas e implantar un sistema de me-jora continua, desde hace cuatro años estudiantes de esta universidad han ido desarrollando sus proyectos de final de carrera en la firma,logrando, conjun-tamente, muy buenos resultados. Los proyectos se han centrado en inno-vación en el proceso de vulcanizado, estudio de tiempos y planificación en prensas, implantación del OEE (Overall Equipment Eficience), de APS y de un sistema de mejora continua.
Fachada
Stand
Productos Lesol-Mago
LADRILLOS
DESPIECE
Revista Caucho de España
37
Revista SLTCaucho
38
l objetivo principal de esta etapa del proceso es
restaurar la fuerza y la flexibilidad de un neumático dañado, evaluando pre-viamente la avería. El especialista en reparación tiene la responsabilidad de analizarla teniendo en cuenta su locali-zación en el casco, el tamaño y el uso posterior del neumático. En función de estos datos, debe tomar una determi-nación contemplando la seguridad vial y el costo que implica la reparación
La técnica a utilizar es seleccionada por un especialista con suficientes conoci-mientos y experiencia.
Los pasos a seguir son los siguientes:
Análisis de la avería. Se evaluarán el tamaño, la localización, la antigüedad y el uso posterior del neumático.
Límite. Una vez terminado el análi-sis, el técnico deberá proceder a abrir y limpiar la parte dañada, definiendo el tamaño de la reparación y observando especialmente si los daños alcanzan la estructura del neumático.
Parches con estructura diagonalParches con estructura radial
El equipamiento necesario es el siguiente:
• Separadores de talones, de tamaño y ca-pacidad suficientes para manejar todas las dimensiones de neumáticos a procesar.• Compresor de aire de capacidad y tamaño suficientes para todos los equipos y herramientas operados con aire comprimido.• Aspiradora industrial para remover polvo de pulido, suciedad y agua.• Equipos de pulido, como por ejem-plo pulidores de eje flexible, pulido-res de neumáticos, entre otros.• Soportes o carrilera para sostener los neumáticos en proceso y mante-nerlas por encima del piso.• Instrumentos de desbaste, como por ejemplo herramientas neumáticas de alta y baja velocidad, de corte de car-buro de tungsteno, de remoción de caucho, cepillos, y otros.
1) Reparación de pinchazo2) Reparación de punto3) Reparación de sección4) Reparación de refuerzo
1) Reparación de pinchazoUn pinchazo se define como una pene-tración causada por un objeto extraño a través del casco. El diámetro de un pinchazo en un neumático de pasajero
Preparación de la avería. Después de haber expuesto la avería y removido todo el material dañado, se debe verificar si la localización y tamaño del desperfecto están dentro de los límites permitidos. Se pueden reparar tanto la parte interna como externa del neumático.Las tareas involucradas en este paso son: texturización del caucho, limpieza del material del cordón textil o de acero y preparación del revestimiento interno.
Elección del parche de reparación. Cada fabricante de material de repa-ración de neumáticos publica cuadros y especificaciones para seleccionar el parche más adecuado para los diferen-tes tipos de estructuras, teniendo en cuenta el tamaño de la avería y su loca-lización (banda de rodamiento, hom-bro, pared lateral).
Colocación del parche de reparación. Una vez que ha sido rellenada la avería con el material apropiado, se debe pre-parar mediante pulido y aspirado la zona interna del neumático. El parche de re-paración puede ser colocado luego de aplicar y dejar secar el cemento líquido.
Tipos de parchesde reparación
Tipo de reparacionesno debe exceder los 6 mm. En un neu-mático de camión liviano o mediano no debe exceder los 10 mm.
2) Reparación de puntoSe aplica a averías externas menores en el neumático. Estas son causadas usualmente por riesgos del camino tales como elemen-tos cortantes y púas que dañen la pared la-teral, laceraciones por metal o piedras, etc.El daño en la pared lateral, que afecta a menos del 25% de las telas reales de
la estructura del neumático, puede ser reparado sin el uso de un parche de re-paración de refuerzo, en neumáticos de estructura diagonal.
La reparación de punto en neumáti-cos de estructura radial es exclusiva-mente para daños hechos al caucho. Cualquier daño que afecte los alambres debe tratarse con una reparación de sección o refuerzo.
Guillermo LanzaniTécnico
INTI - [email protected]
Etapa dereparación
Reconstrucción de neumáticos (llantas)

39
En el área de rodamiento de neumáti-cos radiales con al menos cinco capas de mallas metálicas, se puede aplicar la reparación de punto si solo las primera y segunda capas están afectadas.
3) Reparación de secciónSe considera una reparación mayor para el casco de un neumático. Es necesario que el especialista en reconstrucción esté también capacitado en temas como tecnología de fabricación de neumáti-cos, análisis de desperfectos, herramien-tas necesarias, materiales y métodos de vulcanización.
Los neumáticos diagonales que presen-tan un daño en la estructura de capaci-dad de telas reales mayor al 75%, deben recibir la reparación de sección. Por ejemplo, este es el caso de un neumático de camión diagonal especificado para 12 telas, con 8 reales y una avería de 6.
Cualquier daño a los cables de la es-tructura del neumático radial, requiere una reparación de sección.
Para realizar este tipo de reparaciones, se deben emplear los parches correspon-dientes e indicados en las tablas provis-tas por los fabricantes de los mismos.
4) Reparación de refuerzoEs una reparación requerida para adicionar fortaleza a una sección de neumático que
ha sido dañada y donde el material se re-movió por encima del 75% de las capas del casco. Para realizar este tipo de reparacio-nes, se deben emplear los parches corres-pondientes e indicados en las tablas provis-tas por los fabricantes de los mismos.
RECONSTR. NEUMÁTIC. Etapa de reparación

Revista SLTCaucho
40
Etapa de reparación
ALARNEU se consolida y tuvo su segunda reuniónEn la ciudad de Cancún, México, del 3 al 5 de octubre tuvo lugar la segun-da reunión plenaria de la Asociación Latinoamericana de Reforma de Neu-máticos (ALARNEU), en el ámbito de la “ANDELLAC” (Feria Nacional De Comerciantes Y Reformadores De Neumáticos) y el 1er Congreso Inter-nacional de Reconstructores
De la reunión participaron cámaras empresarias de nueve países, que de-sarrollaron los temas más interesantes referentes a la reconstrucción. En pri-
mera instancia, se acordó un estatuto que regirá los destinos de la Asociación.
También estuvieron presentes la Aso-ciación Europea de Reconstructores y la Tire Retread & Repair Information Bureau (TRIB), Estados Unidos. Esta última con la presencia de su presidente.
Los nueve países representados por sus cámaras tuvieron la oportunidad de informar la problemática de trabajo en cada una de sus plazas y su futura labor.
En el desarrollo de las reuniones hubo un tema preponderante: el medio am-biente y la posibilidad cierta de contri-buir con trabajo a mejorarlo. Esa fue una de las banderas de lucha del encuentro.
Otra bandera que votaron los presentes fue tratar de atenuar la entrada de neu-máticos de baja calidad y orígenes di-versos en forma indiscriminada, aten-tando contra toda la cadena de valor e incluso con el medio ambiente.
Por último se trató la necesidad de que cada país adopte la certificación de los neumáti-cos reconstruidos, asegurando la viabilidad del negocio y la seguridad al sistema.


Revista SLTCaucho
42
Los siguientes ensayos se realizan de acuerdo a normas IRAM, ASTM, DIN, ISO o con requisitos y/o especificaciones especiales, a solicitud del cliente
* Se realiza en INTI - Construcciones
LISTADO DE ENSAYOS DE INTI- Caucho
Dureza Shore A y D
Resistencia a la tracción y alargamiento a la rotura
Resistencia a la tracción de o rings
Resistencia al desgarre
Deformación permanente por tracción
Deformación permanente por compresión
Envejecimiento térmico acelerado en estufa de convexión forzada
Envejecimiento en cámara de ozono, estático y dinámico
Exposición a bajas temperaturas
ENSAYOS SOBRE CINTAS
TRANSPORTADORASEnsayos Físicos sobre la cobertura
Medidas
Resistencia a la tracción y alargamiento de rotura de la cinta
Conductividad eléctrica
Ensayo de inflamabilidad *
Confección de especificaciones de compra
ENSAYOS SOBRE COLCHONES
Densidad
Medidas
Factor de confortabilidad
Resistencia al desgarre
Resistencia a la tracción
Compresión - deflexión
ENSAYOS DE PLANTA PILOTO
Mezclado en molino y en Banbury
Ensayo en reómetro
Moldeado por Inyección
Extrusionado
Viscosidad Mooney de polímeros y compuestos
Vulcanización de compuestos crudos
Vulcanización en autoclave
Optimización de procesos
Ciclado en cámara climática
Deformación permanente por compresión a baja temperatura
Fragilidad a baja temperatura, flexibilidad e impacto
Resiliencia al impacto
Adhesión
Densidad
Variación de propiedades por inmersión en fluidos
Abrasión Taber
Resistencia a la abrasión mediante dispositivo de tambor giratorio
Resistencia a la flexión con máquina de Mattia
Ensayos de certificación de líquidos de frenos
Ensayo de penetración de tapones medicinales
Rigidez a la flexión (cánulas, catéteres)
Resistencia entre uniones(cánulas, catéteres)
Ensayos según Nota 4 del Capítulo 40 de Aduanas
Extracción de probetas a partir de piezas vulcanizadas
Preparación de películas para ensayos físicos
ENSAYOS FÍSICOS
Centros de Investigación: INTI-Caucho
Laboratorios especializados

43
Centro de investigación INTI-Caucho
ENSAYOS QUÍMICOS
Azufre total
Contenido de negro de humo por vía seca
Extracción continua con solvente
Identificación por infrarrojo
Residuos por ignición de compuestos de caucho
Contenido total de sólidos en peso
Solubilidad en solventes selectivos
Comportamiento térmico
Verificación Lista Positiva MERCOSUR
Migración total en agua o simulante
Punto de fusión con capilar
Punto de fusión con aparato Fisher Jones
Determinación de pH de materias primas y pigmentos
ENSAYOS SOBRE GUANTES DE CIRUJÍAResistencia a la tracción y alargamiento
a la rotura, originales y envejecidas
Desgarramiento de puño
Detección de agujeros y zonas porosas
Determinación de polvo residual
Evaluación de embalaje y dedo oponible
ENSAYOS SOBRE ADHESIVOS Y PRODUCTOS
ADHESIVADOSAdhesión sobre cintas medicinales
Adhesión “Peeling”
Adhesión “Shear”
Cohesión “Holding Power”
Tack “Rolling Ball”
Tack “Loop Tack”
Observación al microscopio/lupa
Preparación de mezclas
Absorción de agua
Gramaje de adhesivo
Dimensiones
Resistencia a la tracción longitudinal
Resistencia al desgarro
Identificación de adhesivo
Viscosidad “Brookfield RVT”
Desarrollo de productos
Asistencia Técnica en Procesos
ENSAYOS DE CERTIFICACIÓN DE CUBIERTAS NEUMÁTICAS DE BICICLETAVerificación de familia
de cubiertas neumáticas, Verificación de excepciones
Marcado y medidas
Durabilidad por rodadura
Presión de agua
Carga de tracción de talón
Resistencia al ozono
ENSAYOS DE CERTIFICACIÓN
DE CÁMARAS PARA CUBIERTAS NEUMÁTICAS DE
BICICLETAHermeticidad
Resistencia a la tracción y alargamiento
Resistencia a la tracción unión a tope
Resistencia adhesión base de válvula
ENSYOS SOBRE PRESERVATIVOS
Detección de agujeros y zonas porosas
Medidas
Capacidad volumétrica y Presión de reventado Av. Gral. Paz 5445
San Martín, Pcia. de Buenos Aires
ArgentinaTeléfono: 0800-444-4004Sitio web: www.inti.gob.ar
Email: [email protected]
LABOR. ESPECIALIZADOS

Revista SLTCaucho
44
45
Experimentado sommelier
Sommelier de experiencia internacional organiza acti-vidades sobre vinos, para empleados, clientes y provee-dores, con la posibilidad de ser en español, portugués y/o inglés.| REF: CC4337
Oferta de lotes de materias primas
Se ofrecen lotes de materias primas en oferta por ex-ceso de stock o razones similares. Cumplen con todas las especificaciones de calidad.
Las materias primas en oferta son las siguientes:• Plastificante Pinetar Tarene 40• Plastificante Dibutil Ftalato (DBP)• Resina De Colofonia Resistor 90• Plastificante ADB 30• Empaste 70/10 NBR HAF• Ethacure 300 LC• EPDM Dutral CO 034• EPDM Royalene 301T• PU EMD135 Part A• PU EMD135 Part B• PU EMD135 Part C• Resina Colofonia Hirenol KA-19• Resina Colofonia Hirenol KPTF 1360
| REF: CC4336
Capacitaciones para compañías
¿Cuáles son los beneficios de la capacitación realizada dentro de la empresa?• Se puede convocar a todo el personal que se desee.• La actividad permite analizar y discutir cualquier tema, libremente.• Los cursos dentro de la empresa desarrollan un conte-nido diseñado a la medida de las necesidades de la com-pañía, acordado previamente.• Permiten revisar formulaciones, procesos, procedi-mientos y problemas de calidad o de fabricación.
Ing. Esteban Friedenthal: más de 40 años de experiencia en capacitación y asesoramiento de las empresas de caucho.www.consultorencaucho.com | [email protected]| REF: CC4335O
FRE
CID
OS
Compañías interesadas en contratar
los servicios de los postulantes, o
solicitantes con interés en las ofertas
de empleo, por favor contactarse a
[email protected] el código del anuncio en
el asunto del correo.
ClasificauchosPedidos y ofrecidosde la industria del caucho
Propiedad intelectual / NoticiasAgenda / Interés / Foro técnico
Novedades

47
María Alexandra PiñaIng. Química
Gerente en Silkymia Colombia [email protected]
La nueva vocal de la SLTC y experta en Patentes y Vigilancia Tecnológica, la Ing. María Alexandra Piña, entre-vistó a José Luis Londoño Fernán-dez, Superintendente Delegado para la Propiedad Industrial de la Super-intendencia de Industria y Comercio de Colombia (SIC).
José Luis es abogado de la Universi-dad Externado de Colombia con in-tensificación en Derecho de la Com-petencia, especialista en Propiedad
La propiedad industrial como ventaja competitiva en Latinoamérica
Vigilancia tecnológica y patentes
Industrial, Derechos de Autor y Nue-vas Tecnologías. Ha trabajado como abogado especializado en la Super-intendencia de Industria y Comercio y en la Federación Nacional de Cafe-teros y como abogado asociado en la firma Olarte Raisbeck. En esta en-trevista nos cuenta qué hace la SIC, cuál es la situación de la Propiedad Industrial en Colombia y en el resto de Latinoamérica y qué proyectos hay y cómo se fomenta.
El número de solicitudes de paten-tes por millón de habitantes en Co-lombia y en la región es muy bajo comparado con otras regiones del mundo. ¿Cuál es la función de la Secretaría de Industria y Comercio en la promoción de la Propiedad In-dustrial?
En 2008, el Compex 3533 advirtió que en Colombia no había uso del Sistema de Propiedad Industrial. Un uso, diga-mos, que se compadeciera con el creci-miento económico y con la economía del país, en mayor medida por el des-conocimiento del Sistema de Patentes.
Una de las razones de tal desconoci-miento era que nuestras oficinas de Propiedad Industrial en América La-tina, en teoría, estaban siendo vistas como oficinas de registro y nada más.Es decir, si vienen a registrar algo, bienvenido, y sino también. Nadie sale a buscar clientes. También es cierto que nosotros, tanto en América Latina como en Colombia, no hemos utiliza-do el Sistema de Propiedad Industrial como herramienta de competitividad.No hemos sabido explotarlo en su gran dimensión. Entonces si no lo usamos,
se crea un círculo vicioso: el que no lo conoce siendo estudiante es porque su profesor no se lo está enseñando, y éste no se lo está enseñando porque no trabaja en una empresa que se dedique a la Investigación y Desarrollo o por-que no considera que sea importante la Propiedad Industrial para el creci-miento empresarial. Es este círculo el que queremos romper.
¿Qué hacemos como Superintendencia respecto de ello? Muchas de nuestras actividades tienen que ver con la di-vulgación y la promoción del Sistema de Propiedad Industrial. Por ejemplo, creamos, ainicios del 2012, el Aula de Propiedad Intelectual (API), donde ofrecemos cursos básicos en el tema.No estamos pretendiendo crear maestros ni expertos en Propiedad Industrial, sino cursos básicos que permitan a todos los empresarios, a los inventores, a los in-vestigadores y a los jóvenes, darse cuen-ta que existe la Propiedad Industrial.
Damos cursos básicos de los aspectos a tener en cuenta para radicar una paten-te o una marca. Pero principalmente, también cursos para que la gente cree conciencia de que existe el Sistema
de Propiedad Industrial y para qué le puede servir. No necesariamente que el presidente de una empresa se meta en la discusión de si algo es patentable o no, sino que él pueda crear esa con-ciencia dentro de su compañía para que sepan si tienen productos o procesoso que ya perdieron la patente, o si en el futuro no la van a perder si mantienen en alerta la situación.
Además del API, utilizamos muchos mecanismos de alianzas con Cámaras de Comercio, con universidades, con entidades asociadas al Sistema de Cien-cia, Tecnología e Innovación para lle-gar a la mayoría.
Tenemos un programa denominado SIC Móvil, que consiste en ir una se-mana a una ciudad del país, con todas las delegaturas de la Superintendencia de Industria y Comercio y reunirnos con empresarios, universidades, con-sumidores, agremiaciones, y contarles qué hace la Superintendencia, por su-puesto en cada uno de los temas en los que trabaja la SIC. En el caso propio, con los temas relacionados a la Propie-dad Industrial. Ayudamos a desmiti-ficar mucho lo que tiene que ver con
José Luis Londoño
NOVEDADES Propiedad intelectual

Revista SLTCaucho
48
atacar el desconocimiento del sistema y con la cantidad de mitos que hay alre-dedor del mismo.
Uno de esos mitos es el costo de una patente.Cuando a uno le dicen que una patente es muy cara, yo pregunto de qué se trata la invención. Suelen res-ponderme que su invento es una ma-ravilla. Entonces, yo alego que si fuera empresario, le compraría ese producto, porque quiere decir que tiene algo que puede ser un avance tecnológico. Sin embargo cuando uno pregunta por qué no la patenta, responden que es costo-so. No puede ser posible que alrededor de 2.500.000 pesos colombianos (USD 1095) que pueden suponer todos los trámites de una patente, dividido en un poco más de dos años, le parezca excesivo cuando eso le otorga el bene-ficio de ser el único que pueda explotar la invención por 20 años.
También existe un desconocimiento de cómo apreciar la tecnología en una empresa, es decir, cuál es el va-lor que le agrega ésta a la compañía. No solamente como explotación de
la invención, sino en términos de li-cenciamiento o de venta de la misma, que también añade valor adicional.
Por supuesto, además de que eres la única persona que puede explotar esa invención, también tienes el poder so-bre esa tecnología que, si es tan buena como dices, debes esperar un ingreso que te justifique el costo de la investi-gación y el costo de protegerla.
Entonces, respecto a lo que tú mencio-nas, si lo vas a licenciar y vas a cobrar mensualmente por esa patente, se paga con la misma solicitud. Inclusive, si no lo hicieras, pero resulta que tu inven-ción te permite guardar dinero en una parte de tus procesos, por ejemplo por los próximos nueve o diez años, mien-tras modernizas, solucionas o creas de-sarrollo sobre esa misma tecnología, te estás ahorrando una cantidad de dinero que al final termina siendo parte de la inversión que tú hiciste para esa paten-te, y una ventaja ante tu competencia.Esto es lo que siempre tratamos de de-cirle a la gente: no lo miren como un gasto, mírenlo como una inversión.
En relación a eso, una patente es algo que es nacional. Si yo soy un inventor, pues yo tendría que pro-tegerlo en varios países, ¿no es ahí donde está lo costoso?
Puede ser que el Sistema Internacional sea costoso, pero lo que uno tiene que preguntarse es “¿dónde me interesa a patentar?”. Yo tengo que ser sincero, uno esperaría que patenten en su pro-pio país. Pero al final del día, gracias a las telecomunicaciones, a uno como Estado le interesa que se licencie bási-camente porque la tecnología se divul-ga. Entonces a medida que la invención se vaya divulgando, se crea una cadena de desarrollos tecnológicos. Esa es la contraprestación que nos da el inven-tor, al hacer público su conocimiento, que nadie más tiene, el Estado le da la exclusividad para que sea él quien lo explote durante un tiempo. A mí como Estado también me importa que se di-funda. En realidad, no me afecta nega-tivamente que un inventor colombiano no patente en Colombia y lo haga en Estados Unidos, porque al final del día, lo está divulgando.
Propiedad intelectual

49
NOVEDADES Propiedad intelectual
¿Qué es lo que hace falta? Por un lado, tenemos el desconocimiento del sis-tema y su existencia. Y por otro, los pocos que lo conocen no tienen una idea clara acerca de por qué y para qué es. Pero es un desconocimiento del uso estratégico de la Propiedad Industrial, tanto del Sistema Nacional como del Internacional como herramienta de competitividad. Si tú no tienes com-petencia en Colombia y el producto que has patentado no crees que vaya a llegar al mercado colombiano, no tiene sentido patentarlo en ese país. Lo que tienes que mirar es hacia dónde va tu invento, en dónde sería interesante si túno la explotas, y lo que quisieras es licenciarlo. Dónde se produce, o dón-de podría llegar a fabricarse en mayor medida esa tecnología.
Asiduamente muchas empresas en el mundo patentan en Estados Unidos y no en sus jurisdicciones porque con te-nerlo patentado allí, ya enervan la po-sibilidad de que otra persona lleve ese producto al mercado estadounidense. Entonces no importa si no lo patentaste en China o en Argentina si el principal mercado al que va dirigido es Estados
Unidos. Pues no van a poder exportar-lo allá, y si no van a poder exportarlo, no van a tener la utilidad de copiarse.
Entonces, en base a esto, ¿qué reco-mendaría a un pequeño o mediano empresario que tiene algo tecnológi-camente novedoso y patentable?
No estoy diciendo que uno deba pa-tentar internacionalmente por el sim-ple hecho de hacerlo. Las empresas que licencian a nivel mundial es porque tienen un potencial o una cantidad de productos reales que van a diferentes jurisdicciones. Si yo patento en un país, no significa que otra persona no vaya a producir una mejora. En realidad hay que diferenciar muy claramente entre el requisito de novedad de la patente versus el ámbito territorial que tiene su protección. Son dos cosas diferentes.
La originalidad como condición con-siste en que la invención que yo pre-sento para patentar no haya sido hecha accesible al público, es decir, divulgada o comercializada. ¿En dónde? En cual-quier parte del mundo.
¿Eso qué significa? Que si yo invento la rueda hoy, mañana nadie puede pa-tentarla en ninguna parte del mundo. Eso es distinto a que si yo la creo y la patento en Colombia, pero no en otros países. Nadie podría licenciarla, pero sí podrían usarla, fabricarla y explotarla.
Entonces, lo que me interesa como in-ventor o empresario es conocer muy bien dónde puedo tener mi competen-cia en relación con estos productos,o hacia dónde van destinados los artícu-los, inclusive materias primas, para po-der patentar allá.
Hablando ya a nivel regional, ¿qué es el PROSUR? ¿Qué beneficio tiene para los empresarios de Sudamérica?
El PROSUR es un proyecto derivado de unos recursos dados por el Banco Interamericano de Desarrollo (BID) en el marco de los bienes públicos re-gionales. Consiste principalmente en el traspaso de capital para que nueve oficinas de Propiedad Industrial Sud-americanas empezaran a compartir y adelantar una serie de proyectos que llevaran unos productos que le servi-

Revista SLTCaucho
50
rían a las micro y pequeñas empresas en relación al uso de la propiedad in-dustrial. Pero esencialmente fue uti-lizado para crear una plataforma en la que se compartieran exámenes de pa-tentabilidad. De tal forma que ayudara a evitar la duplicidad de esfuerzos que se presentan actualmente en cada una de las oficinas de Propiedad Industrial por el hecho de que la gran mayoría de patentes que reciben ya han sido pre-sentadasen otras muchas oficinas.
Más o menos, una solicitud de patente internacional, de grandes patentadore-sa nivel mundial, podrían estar yendo a 100 países. Siendo la misma solicitud y con criterios muy estandarizados, no tiene sentido que haya 100 examina-dores haciendo el mismo estudio de patentabilidad.
En el caso Sudamericano, lo se hizo fue que el que primero haga el estudio, lo suba a una plataforma, y las demás ofi-cinas, si tienen la misma solicitud de patente, pueden ver ese estudio y basar su decisión en el mismo. Para que no tengan que ir a investigar nuevamen-te. Igualmente si desean indagar más, pueden hacerlo.
No tiene carácter de tratado vinculan-te ni legal. Simplemente es compartir información, para que pueda ayudar a agilizar los trámites en cada oficina.
¿Cuál es la diferencia con el Patent Cooperation Treat (PCT)?
El PCT es un tratado que fue creado en los años setenta precisamente con miras a ir reduciendo la duplicidad de esfuerzos. Tiene por objetivo una úni-ca solicitud internacional, un único examen de búsqueda internacional y un único examen preliminar de paten-
Si yo invento la rueda
hoy, mañana nadie puede
patentarla en ninguna parte
del mundo. Eso es distinto a
que si yo la creo y la patento
en Colombia, pero no en
otros países. Nadie podría
licenciarla, pero sí podrían
usarla, fabricarla y explotarla.
tabilidad. Pero en términos legales es muy distinto al PROSUR porque en el PCT los países reconocen a ciertas autoridades en diferentes oficinas de Propiedad Industrial, para adelantar la búsqueda y el examen preliminar.
Lo primero es que fija los criterios sobre quien puede ser una oficina de búsque-da y examen preliminar, la misma tiene que tener capacidad administrativa, tec-nológica y financiera. Una vez que una oficina cumple con estos criterios, los demás países miembros pueden decirles a aquellas personas que vienen por una patente vía PCT qué oficinas pueden hacerle la búsqueda internacional.
Entonces, cuando la persona solicita su patente por vía PCT, llega a la ofici-na internacional y dice en qué países quiere inicialmente proteger, pasa su solicitud a publicación, después se hace la búsqueda preliminar a ver si se en-cuentran anterioridades y si la persona ha optado por un examen preliminar se realiza el mismo. Cuando ya se obtie-nen esos dos informes, puede decidir a qué países ir a pretender la protección de la patente.
No es que allá en la OMPI hayan de-cidido que ya es patentable o que ya tiene derechos. No, tiene que ir a cada una de esas jurisdicciones y en cada una de ellas llegará con el informe de búsqueda. Nuestros nacionales pueden escoger una oficina de búsqueda y de examen preliminar entre aquellas que están reconocidas como autoridades bajo el PCT.
Colombia pertenece al PCT desde 2001. Fue uno de los primeros países en hacerlo en Suramérica. Colombia siempre ha sido pionera en este tipo de tratados. En el Protocolo de Madrid fue el primer país de Sudamérica, por ejemplo. Después entró México.
¿Qué esperan ustedes a nivel de pa-tentes e indicadores de crecimiento?
Nosotros hasta antes de 2010, recibía-mos un poco menos de tres solicitudes de patentes por millón de habitantes (residentes colombianos). Eso más o menos significaba unas 120/140 solici-tudes de patentes al año. Hoy estamos recibiendo 240, es decir que hemos aumentado más del 60% en volumen
de solicitudes por millón de habitantes. No creo que haya un país que haya su-bido ese porcentajeen cuatro años.
Lo que esperamos es que se materia-licen las diferentes teorías económicas que muestran que las empresas intensi-vas en propiedad industrial, por ejem-plo en Europa, dan cuenta de más del 30% de los empleos. No sólo eso, sino que además esos empleados dedicados a la producción de bienes de propiedad industrial tienen mejores ingresos que aquellos que trabajan en empresas que no se dedican a la innovación.
Eso pasa en Europa y uno piensa que podría aplicarse en cualquier país. Si yo tengo empresas que se dedican a la investigación y al desarrollo de nue-vos productos, seguramente necesitan personal de mayor calificación, por lo tanto de mayor exigencia de sala-rio, pero también al mismo tiempo, de generación de productos con valor mayor valor agregado que es lo que se va a producir un empleado que tienen esas capacidades.
Como segunda medida, nuestra oficina de estudios económicos hizo un análi-sis en el que por cada punto porcentual que se suba en el volumen de solicitu-des de patentes, a largo plazo debería incidir en el PBI casi en un 0,5% por cada punto porcentual.
En resumen, los diferentes incentivos que nos están ayudando a la promoción son los siguientes:
1. Premio Nacional al inventor. Va por su cuarta edición. En las condi-ciones o requisitos del proyecto que se deben presentar, en ninguna parte habla de novedad, de nivel inventi-vo o de aplicación industrial. Trata-mos de cambiarle la jerga para que la gente se diera cuenta que sí podía tener invenciones susceptibles de pa-tentabilidad al haberle cambiado los requisitos, aunque sustancialmente éstos son los mismos que los que se exigen para una patente. Y lo curio-so es que en 2011 que se presentaron 150 solicitudes de patentes, nos presen-taron un poco más de 70 proyectos, en un período de cuatro meses que duró el concurso abierto. Este año se presentaron 100. Quiere decir que sí tenemos gente que inventa. No voy
Propiedad intelectual

51
a decir que todas sean patentables, pero creo que ni el 50% son solici-tantes de patentes en Colombia. En-tonces sí tenemos masa para ello.El que gana el concurso, se le otorga la tasa absolutamente gratis para la soli-citud de patente.
2. Otros estímulos son descuentos en las tasas a universidades y centros de investigación.
3. Motivamos a las micro, pequeñas y medianas empresas con descuentos en las tasas.
4. Rebajas si se radica en línea.
5. Si se han adelantado cursos con la SIC o a través de un tercero vincu-lado a la Superintendencia, y se es-tablece la marca o patente dentro de un período de tiempo determinado después de haber recibido el curso, se otorga otro descuento.
El Instituto Colombiano
del Plástico y del Caucho
es un ejemplo nacional
y mundial de cómo usar
la propiedad industrial.
Ellos han llegado a puntos
en los que la propiedad
industrial se vuelve su
moneda de cambio para
su operación. En la medida
en que mejora, transforma.
6. Los cursos de la SIC no tienen cos-to. Para los interesados pueden entrar en la página de la API, donde está el calendario.
El Instituto Colombiano del Plástico y del Caucho es un ejemplo nacional y mundial de cómo usar la propiedad in-dustrial. Ellos han llegado a puntos en los que la propiedad industrial se vuel-ve su moneda de cambio para su ope-ración. En la medida en que mejora, transforma, desarrolla, máquinas que les sirven para sus procesos, y entonces las patentan, y por supuesto quienes fabri-can esas maquinas compran sus patentes y les dan una maquina ya mejorada.
Cursos disponibles en Propiedad Industrial
http://www.sic.gov.co/drupal/cursos-dis-ponibles-en-propiedad-industrial
NOVEDADES Propiedad intelectual

Revista SLTCaucho
52
Noticias del mundo del caucho
NEGOCIOS
Arkema anuncia expansión mundial en la producción del Bis-Peróxido
Lion Copolymer adquiere la planta de SBR de Ashland Elas-tomers en Port Neches, TX.
Fabricantes de caucho de Emiratos Árabes Unidos apuntan a oportunidades en México, Panamá y Brasil
Arkema, compañía global y primer grupo químico de origen Francés con fábricas de diversos productos en los cinco continentes incluyendo dos plan-tas en Brasil, ubicadas en Rio Claro-SP (peróxidos orgánicos) y Araçariguama-SP (resinas acrílicas para pinturas y aditivos reológicos), anuncia un incre-mento de 15% en su capacidad produc-tiva del peróxido orgánico 1,3 1,4 – Bis (Tert-butylperoxyisopropylbenzeno) producto también conocido como Bis Peróxido. El producto es un agente reti-culante para elastómeros y plastómeros, principalmente utilizado en compues-tos a base de EVA, con característica de exención del olor en los artefactos reti-culados. Esta ampliación comprende las fábricas de Spinetta (Italia) y Franklin (Virginia, EE.UU.).
Esta nueva capacidad va permitir a Ar-kema responder inmediatamente a la fuerte demanda en el sector de reticu-lación del caucho sintético, en particular en Asia y países emergentes, apoyando los desarrollos en los mercados de rápi-do crecimiento.
“Este aumento de capacidad productiva, ya efectiva, es la primera fase de un plan
Lion Copolymer Holdings, LLC (Lion) ha anunciado la adquisición de Ashland Elastomers, LLC en Port Necehes, Texas. El negocio de elastómeros, emplea a unas 250 personas, y se enfoca principalmente en el mercado de llantas de reemplazo. La división representaba cerca del 18% de las ventas de 1.6 billones de USD de Ashland Performance Materials.
La venta forma parte de la estrategia de Ashland de vender sus activos no estraté-gicos y fortalecer su presencia en el seg-mento de especialidades químicas. As-hland compró el negocio de elastómeros
Rubber World Industries, fabricante de cau-cho con sede en Emiratos Árabes, pre-tende expandir su mercado en países de América, de acuerdo a lo que confirmó el Director General Rizwan Shaikhani.
La compañía que forma parte del Gru-po Shaikhani está apuntando a oportu-nidades en México, Panamá y Brasil, entre otros mercados, y ha asistido a exposiciones comerciales en EE.UU. y Canadá este año, países donde también tiene oficinas.
de expansión cuya intención es aumentar la capacidad de provisión global del bis-peróxido en 30% hasta el final de 2014”, informó Evandro Falaguasta, Gerente de Ventas y Desarrollo de Peróxidos Orgá-nicos para Crosslinking, Composites y Phar-ma para Brasil y LATAM.
Con sus dos marcas, Luperox® y Vul-cup®, Arkema es líder mundial en la producción de bis-peróxido, un artículo ampliamente utilizado en la reticulación de compuestos de caucho en varios seg-mentos como hilos y cables, automotriz y calzados. El mercado de bis-peróxido debe crecer alrededor de 6% al año en las tres principales regiones de Asia, América y Europa.
"Esa nueva capacidad va fortalecer to-davía más nuestra posición de liderazgo en la producción y provisión global de bis-peróxido. Más aun, va permitir un mayor acompañamiento en cuanto a las crecientes demandas de nuestros clien-tes”, informa Manny Katz, Presidente Global de la división de aditivos fun-cionales / peróxidos orgánicos.
Con operaciones en más de 40 países, alrededor de 14 mil funcionarios y diez Fuente
Fuente
Evandro Falaguasta, Gerente de Ventas y Desarrollo de Peróxidos Orgánicos de Arkema Química Ltda
centros de investigación, Arkema ge-nera recetas anuales de € 6,5 billones, y retiene posiciones de liderazgo en todos los mercados, con un portafolio de mar-cas reconocidas internacionalmente.
como parte de la adquisición de Interna-tional Specialty Products en agosto de 2011.
El presidente de Lion Copolymer Jesse Zeringue comentó en un comunicado que “la planta de producción de SBR en Port Neches representa una impor-tante actualización en la producción de SBR con respecto a la planta que vendimos a principios de este año. Esta compra le permite a Lion la posibilidad de mejorar el portafolio de productos, que ofrecerá grados de SBR fabricados tanto en emulsión caliente como fría.”
La compañía cambiará su nombre a Lion Elastomers.
Noticias de actualidad

53

Revista SLTCaucho
54
Noticias del mundo del caucho
Industria del caucho de Camboya gana fuerza debido a acuerdo de precio mínimo
Trelleborg da a conocer al mercado nuevos neumáticos radiales en México
El precio del caucho camboyano vendi-do local e internacionalmente es un res-guardo después de que fuese fijado un precio mínimo del kilogramo, por los representantes del sector de la región. Esto da a los comerciantes cierta espe-ranza de que la industria está ganando fuerza después de languidecer durante meses, debido al exceso de oferta.
Funcionarios del gobierno de Cambo-ya y representantes de la industria han instado a los compradores y vendedores para garantizar que el precio de mer-cado del caucho se mantenga en línea con el precio mínimo de $1.50 por kg
Trelleborg Wheel Systems continua su empuje de la tecnología del neumático radial en México, y mostró sus nuevos modelos en la Expo Agroalimentaria, celebrada del 11 a 14 noviembre en Ira-puato, México.
Andrea Masella, Gerente de marketing para Trelleborg Agricultural and Forestry Ti-res en América del Norte, dijo: "Esta es nuestra segunda vez en Agroalimentaria y tras el éxito del año pasado estamos encantados de volver a Irapuato. Hemos estado promoviendo la tecnología radial en México por más de un año y estamos seguros de la aceptación del mercado. Definitivamente podemos decir que la demanda y el interés de los neumáticos radiales está creciendo rápidamente".
Fuente
Fuente
Fuente
La empresa fabrica aislantes para tubos y bobinas que se utilizan para proteger las tuberías de climatización y evitar la condensación, así como rollos de hoja de aislamiento. Tiene una serie de líneas de productos relacionados, incluyendo pegamentos, cintas y revestimientos de lona. Sus artículos son confeccionados bajo la marca Gulf-O-Flex que tiene una fábrica de 100.000m2 en la zona industrial de Ajman.
Recientemente pusieron en marcha dos nuevos productos. El primero, Gulfo-O-Flex XPE, es una tubería de polietileno
acordados en una reunión de octubre en Malasia.
El precio mínimo busca revivir una in-dustria que ha sido gravemente afectada por la caída de los precios mundiales de-bido a la desaceleración de la demanda de los principales importadores de China.
Heng Sreng, Director General del ex-portador local de caucho Long Sreng International Co., Ltd., dijo que los pre-cios de exportación se han incrementa-do de $1450 por tonelada a la acordada de $1.500, aproximadamente diez días después de la reunión en Malasia.
En la feria de este año Trelleborg ofreció nuevos productos, como la 400 / 75R38 (más conocido como 15.5R38) con una banda de rodadura de R-1W. El 10,00-
reticular que es usada como cubierta de aislamiento para tuberías refrigeradas. A diferencia de las que son a base de caucho estándar utilizadas para cubrir los equi-pos de climatización que tienen que ser capaces de manejar altas temperaturas, las tuberías de polietileno son reciclables y por lo tanto mejores para el medio am-biente, según el gerente de desarrollo de negocios Mohsin Moín.
El segundo es una nueva línea de la gama de los Gulf-O-Glue, con un nivel inferior de contenido orgánico volátil (VOC de sus siglas en inglés), que se
utiliza para unir los tableros de goma espuma aislada. Esto se produce para satisfacer los requisitos de especifica-ción de una variedad creciente de con-sultores que tienen que cumplir con las normas ambientales, añadió Moín.
Shaikhani dijo que Rubber World Indus-tries produce actualmente alrededor de 600 contenedores por valor de aislantes para tubos y hojas por año, que se venden a través de Emiratos Árabes Unidos y se exportan a 60 países.
16 TD300 TL 10 PR también estuvo en el stand con otros nuevos tamaños. Esta es una buena solución para los usuarios que buscan comodidad y productividad.
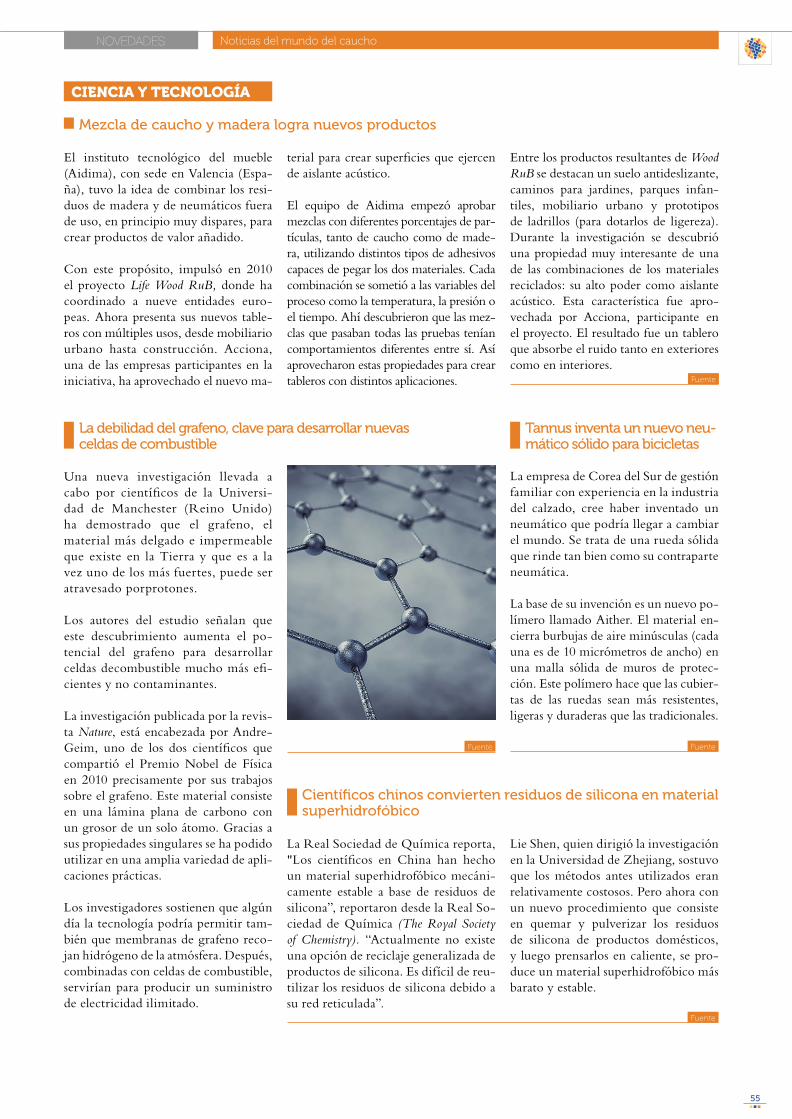
55
NOVEDADES Noticias del mundo del caucho
CIENCIA Y TECNOLOGÍA
Mezcla de caucho y madera logra nuevos productos
Científicos chinos convierten residuos de silicona en material superhidrofóbico
Tannus inventa un nuevo neu-mático sólido para bicicletas
La debilidad del grafeno, clave para desarrollar nuevas celdas de combustible
El instituto tecnológico del mueble (Aidima), con sede en Valencia (Espa-ña), tuvo la idea de combinar los resi-duos de madera y de neumáticos fuera de uso, en principio muy dispares, para crear productos de valor añadido.
Con este propósito, impulsó en 2010 el proyecto Life Wood RuB, donde ha coordinado a nueve entidades euro-peas. Ahora presenta sus nuevos table-ros con múltiples usos, desde mobiliario urbano hasta construcción. Acciona, una de las empresas participantes en la iniciativa, ha aprovechado el nuevo ma-
La Real Sociedad de Química reporta, "Los científicos en China han hecho un material superhidrofóbico mecáni-camente estable a base de residuos de silicona”, reportaron desde la Real So-ciedad de Química (The Royal Society of Chemistry). “Actualmente no existe una opción de reciclaje generalizada de productos de silicona. Es difícil de reu-tilizar los residuos de silicona debido a su red reticulada”.
La empresa de Corea del Sur de gestión familiar con experiencia en la industria del calzado, cree haber inventado un neumático que podría llegar a cambiar el mundo. Se trata de una rueda sólida que rinde tan bien como su contraparte neumática.
La base de su invención es un nuevo po-límero llamado Aither. El material en-cierra burbujas de aire minúsculas (cada una es de 10 micrómetros de ancho) en una malla sólida de muros de protec-ción. Este polímero hace que las cubier-tas de las ruedas sean más resistentes, ligeras y duraderas que las tradicionales.
Una nueva investigación llevada a cabo por científicos de la Universi-dad de Manchester (Reino Unido) ha demostrado que el grafeno, el material más delgado e impermeable que existe en la Tierra y que es a la vez uno de los más fuertes, puede ser atravesado porprotones.
Los autores del estudio señalan que este descubrimiento aumenta el po-tencial del grafeno para desarrollar celdas decombustible mucho más efi-cientes y no contaminantes.
La investigación publicada por la revis-ta Nature, está encabezada por Andre-Geim, uno de los dos científicos que compartió el Premio Nobel de Física en 2010 precisamente por sus trabajos sobre el grafeno. Este material consiste en una lámina plana de carbono con un grosor de un solo átomo. Gracias a sus propiedades singulares se ha podido utilizar en una amplia variedad de apli-caciones prácticas.
Los investigadores sostienen que algún día la tecnología podría permitir tam-bién que membranas de grafeno reco-jan hidrógeno de la atmósfera. Después, combinadas con celdas de combustible, servirían para producir un suministro de electricidad ilimitado.
terial para crear superficies que ejercen de aislante acústico.
El equipo de Aidima empezó aprobar mezclas con diferentes porcentajes de par-tículas, tanto de caucho como de made-ra, utilizando distintos tipos de adhesivos capaces de pegar los dos materiales. Cada combinación se sometió a las variables del proceso como la temperatura, la presión o el tiempo. Ahí descubrieron que las mez-clas que pasaban todas las pruebas tenían comportamientos diferentes entre sí. Así aprovecharon estas propiedades para crear tableros con distintos aplicaciones.
Entre los productos resultantes de Wood RuB se destacan un suelo antideslizante, caminos para jardines, parques infan-tiles, mobiliario urbano y prototipos de ladrillos (para dotarlos de ligereza). Durante la investigación se descubrió una propiedad muy interesante de una de las combinaciones de los materiales reciclados: su alto poder como aislante acústico. Esta característica fue apro-vechada por Acciona, participante en el proyecto. El resultado fue un tablero que absorbe el ruido tanto en exteriores como en interiores.
Fuente
Fuente
FuenteFuente
Lie Shen, quien dirigió la investigación en la Universidad de Zhejiang, sostuvo que los métodos antes utilizados eran relativamente costosos. Pero ahora con un nuevo procedimiento que consiste en quemar y pulverizar los residuos de silicona de productos domésticos, y luego prensarlos en caliente, se pro-duce un material superhidrofóbico más barato y estable.

Revista SLTCaucho
56
Cursos y eventos próximos
2015ArabPlast 2015Fecha: 10 al 13 de enero de 2015Lugar: Dubai International Exhibition Cen-tre, Dubai, Emiratos Árabes UnidosMás información
Feria Internacional de China de Tecnología del CauchoNombre original (inglés): RTF China Inter-national Rubber Technology Fair
Fecha: 9 al 11 de abril de 2015Lugar: International Convention Center, Qingdao, ChinaMás información
Exposición Norteamericana de Neumáticos y RecauchutadoNombre original (inglés): North American Tyre and Retread Expo
Fecha: 15 al 17 de abril de 2015Lugar: New Orleans, Louisiana, USAMás información
Tire Technology Expo 2015Fecha: 10 al 12 de febrero de 2015Lugar: Cologne, AlemaniaMás información
2° World Elastomer SummitFecha: 11 y 12 de marzo de 2015Lugar: Lyon, FranciaMás información
Tyre & Rubber Indonesia 2015Fecha: 18 al 21 de marzo de 2015Lugar: Jakarta International Expo Kema-yoran, IndonesiaMás información
NPE2015: Exposición Internacional de PlásticosNombre original (inglés): NPE2015: The In-ternacional Plastics Showcase
Fecha: 23 al 27 de marzo de 2015Lugar: Orlando, Florida, USAMás información
World Rubber Summit 2015Fecha: 24 y 25 de marzo de 2015Lugar: MAX Atria@Singapore EXPO, SingapurMás información
Tyrexpo Asia 2015Fecha: 24 al 26 de marzo de 2015Lugar: Singapore Expo Centre, SingapurMás información
Plast 2015Fecha: 5 al 9 de mayo de 2015Lugar: Milán, ItaliaMás información
3° Exhibición y Conferencia Internacional sobre la Industria del Caucho y la Producción de NeumáticosNombre original (inglés): The 3rd Interna-tional Exhibition on Rubber Industry and Tyre Manufacturing
Fecha: 10 al 12 de junio de 2015Lugar: Saigon Exhibition and Convention Center (SECC), Ho Chi Minh City, VietnamMás información
ENER
O
ABRI
L
FEB.
MAR
ZO
MAY
.JU
NIO
8th India Rubber Expo &Tyre Show 2015Fecha: 15 al 17 de enero de 2015Lugar: Pragati Maidan, New Delhi, IndiaMás información
Interplastica 2015: 18° Feria Internacional Rusa de Plásticos y CauchoFecha: 27 al 30 de enero de 2015Lugar: Moscú, RusiaMás información
Agenda

57
2016
Conferencia Internacional de látexNombre original (inglés): Internacional La-tex Conference
Fecha: 11 y 12 de agosto de 2015Lugar: Chennai Trade Centre, Chennai, IndiaMás información
AGO
S.
Conferencia Internacional de Elastómeros 2015Nombre original (inglés): 2015 Internatio-nal Elastomer Conference
Fecha: 13 al 15 de octubre de 2015Lugar: Cleveland Convention Center, Cle-veland, USAMás información
OCT.
NOVEDADES Cursos y eventos próximos
Tyrexpo India 2015Fecha: 7 al 9 de julio de 2015Lugar: Chennai Trade Centre, Chennai, IndiaMás información
Conferencia Asiática 2015de Caucho y Neumáticos Nombre original (inglés): Asian Tyre and Rubber Conference 2015
Fecha: 12 y 13 de junio de 2015Lugar: San Pablo, BrasilMás información
Conferencia Internacional de Elastómeros 2016Nombre original (inglés): 2016 Internacional Elastomer Conference
Fecha: 11 al 13 de octubre de 2016Lugar: Kentucky International Convention Center, Kentucky, USAMás información
Conferencia Internacional de CauchoNombre original (inglés): The International Rubber Conference 2016
Fecha: 24 al 28 de octubre de 2016Lugar: Kitakyushu International Conference Center, Kitakyushu, JapónMás información
16° Congreso de Tecnologíadel CauchoNombre original (portugués): 16° Congresso de Tecnologia da Borracha
Fecha: 28 y 29 de junio de 2016
Lugar: San Pablo, BrasilMás información
189° Encuentro Técnico y Simposio de EducaciónNombre original (inglés): 189th Technical Meeting & Education Symposium
Fecha: 18 al 21 de abril de 2016Lugar: Hilton Palacio Del Rio, San Antonio, Texas, USAMás información
XIII JornadasLatinoamericanas en
Antigua Guatemala[Guatemala]
23 y 24 de noviembre de 2015:Pre-Jornadas
25 y 26 de noviembre de 2015:Jornadas
27 de noviembre de 2015:Visita a plantaciones
| Más información
JULI
O
OCTU
BRE
JULI
OAB
RIL
NO
VIE
MBR
E

Revista SLTCaucho
58
Interés
Curso a distancia de tecnología del caucho
Durante este 2014 no puedes dejar de utilizar el
nuevo curso online de tecnología del caucho.
Esta excelente herramienta creada por el Ing. Esteban Friedenthal y la Lic. Liliana Rehak de capacitación teórico-práctica, utiliza la web como medio de comunicación entre los usuarios y docentes.
El curso está diseñado para adaptarse al es-pacio, ritmo, y posibilidades de cada alum-no, y desarrollado sin plazos para finalizar su completo programa de módulos y ejercicios prácticos. El usuario recibe en todo mo-mento la orientación y guía de profesionales del caucho de gran experiencia académica y fabril.
El programa trabaja particularmente en la simulación de problemas para su resolución, tanto en calidad y fabricación, como en re-ducción de costos y aumento de la producti-vidad en los procesos.
Para ingresaren el curso
haz click aquí
Link de interés

59
En un mercado competitivo donde la información y el conocimiento técnico a menudo no se actualizan, la discusión de cuestiones relacionadas con los elastómeros, su procesamiento y composición, y el intercambio de expe-riencias, pueden ser las soluciones a las distintas problemáticas del día a día.
El Foro técnico de caucho funciona a través de Yahoo! Groups, una he-rramienta de comunicación vía internet. Tiene como objetivo el intercambio de información entre los técnicos y profesionales que trabajan en el sector del caucho.
Presente desde junio de 2004, cuenta con 330 miembros activos que inte-ractúan todos los días sobre diferentes aspectos del rubro.Cada mensaje enviado por un miembro puede ser leído a través de la casilla de correo electrónico o bien en la página de inicio del grupo.
Se desarrolla en portugués y español y cuenta con un calendario de todos los eventos importantes de la industria a nivel mundial como, por ejemplo, conferencias, seminarios y cursos.
Para participar puedes unirte entrando ahttps://br.groups.yahoo.com/neo/groups/forumtecnico_borracha/info
o enviando un correo electrónico a: [email protected]
Buje para automotores de EPDM esponjoso
2.Estimado Colega,
Para hacer una esponja es necesario incorporar a una formulación que Ud. tenga en uso, un esponjante de baja temperatura
de descomposición, como ser un Benzo Sulfo Hidracida (BSH) o Toluil Sulfo Hidracida (TSH).Comience agregando 3 phr del esponjante y use una aceleración
que actúe luego de la descomposición del esponjante.
Luego llene parcialmente la cavidad del molde donde va a vulcanizar. Comience cargando un volumen menor al volumen de la pieza. Por ejemplo, si la mezcla que tomó como partida tiene una densidad de 1,3 y tiene que llegar a 0,45 es preciso colocar en el molde la cantidad
correspondiente a 0,45 dividido 1,3, o sea 0,35% del volumen de la cavidad del molde. Vulcanice la pieza con un tiempo relativamente largo, pero sin exagerar demasiado.
Se produce primero la descomposición del esponjante, haciendo que el caucho se "infle" y llene toda la cavidad del molde, luego vulcaniza y toma la forma del molde.
Cuando abra el molde se puede encontrar fundamentalmente con 3 situaciones diferentes:
1. El caucho expandido no llegó a llenar todo el molde. La corrección puede tener dos caminos diferentes, o que faltó esponjante o que comenzó a vulcanizar muy rápido, corrija de acuerdo a lo que estime que sucedió.
2. El caucho expandido llenó todo el molde. Cuando abre el mismo hay un leve agrandamiento de la pieza, retire la misma de la cavidad y espere que se enfríe y vea la densidad y la dimensión final. Puede suceder que necesite un pequeño ajuste en la cantidad del esponjante, o en la cantidad de mezcla que cargó en el molde.
3. El caucho expandido cuando abre el molde se agranda mucho sobre la cavidad del molde. Verá que será necesario disminuir un poco la cantidad de goma cargada en el molde si la densidad es
la deseada o bien disminuir la cantidad de esponjante usada en la formulación.
Como Ud. podrá ver el ajuste de una mezcla de EPDM, para hacerla esponja es relativamente simple, por supuesto parta de una mezcla de dureza 60 o 70 Shore A.
Al expandirla va a ablandarse y tendrá que ver si cumple con las demás propiedades que le soliciten.
El ajuste final lo deberá hacer en función de los requerimientos del cliente.
Cordiales saludos,
Mauricio A. Giorgi
1.Boa Tarde
Gostaria de uma ajuda a respeito de um composto esponja EPDM
para prensado com especificação:Bucha automotiva0,40 ~ 0,50 g/cm³
Preciso muito desta ajuda
Grande abraço, Att,
Rafael Pedrosoda Silva
Foro técnico
Únete al foro técnico del caucho
NOVEDADES

SLTC social
Gaceta N°83
61
Gaceta N°83
La foto destacada.GACETA
Günther Lottmann y María Alexandra Piña en la Rubber Expo de octubre en Nash-ville, Estados Unidos.Jaime Gomez de Parabor Colombia, María Piña de Glassven, Paul Esposito de Exxon y Diana Betancourt de Parabor Colombia en el stand de Glassven en la Rubber Expo.Distintos amigos caucheros en la recepción de la Rubber Expo organizada por Struktol. Se destacan la presencia de Lars Larsen de EE.UU (1º a la izq.), Cleber Fernandes de Brasil (2° a la izq.) y Fernando Genova de Brasil, ex presidente de la SLTC (1º a la derecha adelante).Una de las tantas plantaciones de caucho que podrá disfrutar en Las XIII Jornadas a celebrarse en La Antigua Guatemala del 23 al 27 de noviembre de 2015. Vista desde arriba del patio interno del Hotel Casa Santo Domingo, sede de las XIII Jornadas Latinoamericanas.El Palacio de Ayuntamiento de La Antigua Guatemala. Uno de los edificios históricos preferidos por los turistas. Luego de Las XIII Jornadas, tómese unos días para conocer esta bella ciudad.
1
3
5
2
4
6
1
3
2
5
4
6

Revista SLTCaucho
62
En tinta, por Martín Keipert
Hernando Vargas un simbolo de la Industria del
Caucho colombiana. Maestro de generaciones de técnicos,
estudioso y seguro de sus conceptos. Su aparición en esta
sección es nuestro reconocimiento a su trayectoria de mas de 60 años en la especialidad.


El muro de SLTCaucho
El m
uro
de
SLT
Cau
cho
Si quieres enviarnos tu mensaje, puedes mandarlo a [email protected]
Buenas tardes Víctor,Muchas gracias por afiliarme la sociedad, estuve
mirando un poco las publicaciones y me parecieron interesantes, me resulta muy útil su contacto
para los desarrollos que estamos trabajando en la empresa en este momento. Voy a evaluar la
posibilidad de pasar a ser socio plenario.Estamos en contacto, saludos!
Ing. Esteban LangoneSocio N°3910
Me gustaría que hubiera un resumen mensual de
los precios internacionales del hule natural.
Miguel Ángel Peña CardenasSocio N°208
Cada vez que aparece una nueva edición,
los contenidos y temas son mejores,
más completos y más interesantes.
Me gustaría recibir mayor información
sobre reciclaje en caucho. Mil felicitaciones.
Ing. Giovanni MartínezSocio N°2922
Buen trabajo. Ánimo y a seguir contribuyendo al aumento de conocimientos en nuestra industria.
Antes del final, la gente de Soporte dejarán la editorial y trabajaran asesorando a la industria
de la goma y látex.De nuevo felicidades.
José Luis FeliúSocio N°8
Los felicito por la edición de la Revista #4, quedó fabulosa y de lujo. Gracias por todo el apoyo.Saludos, que estén muy bien!
Atentamente,
Ing. Randall Jiménez C.Socio N°194
Prezados senhores:Gostaria de cumprimenta-los
pela Edição da Revista SLT Caucho. É de altíssimo nível, todos os artigos
impecáveis nos conteúdos e formatação. Nota-se que dedicou-se muito tempo e muita paixão.
Parabéns a todos que contribuíram neste projeto e espero continuar sermos honrados (todos nós do setor borracheiro) com novas publicações.
Eng. João Carlos LanzarinSocio N°1624
Víctor:Realmente lo felicito por el trabajo en SLTC. Están muy buenas la revista y
la página. Me puse a mirar un poco y veo unas jornadas en GUATEMALA!
Ganas de ir nunca faltan!Solo le mandaba este mensaje a fines
de felicitarlo sinceramente por su labor en este mundo cauchero.
Un abrazo,
Pablo ArgañarazSocio N°2716

SOCIOSAFILIADOS
SOCIOSPLENARIOS
PRESTIGIO Pertenecer a una red de 4000 colegas de la industria del caucho de 32 países diferentes.
BOLETINES Recibir los boletines de la SLTC vía mail.
SLTCAUCHORecibir la revista bimestral SLTCaucho con la información más completa y deta-llada de la industria.
CAUCHOTECNIA Acceder a la colección más completa de información del rubro del caucho.
TARIFAS PROMOCIONALES
Obtener 25% de descuento en todas las jornadas y seminarios que organice e impulse la SLTC.
ACCESO PRIVILEGIADO
Acceder sin cargo al material completo de todas las jornadas y seminarios que genere la SLTC.
DIFUSIÓN Publicar ilimitadamente en la sección Clasi-ficauchos de la revista SLTCaucho.
REDACCIÓN Publicar hasta 3 (tres) artículos técnicos por año en la revista SLTCaucho.
CONSULTAS Acceder a la consultoría técnica de la SLTC para preguntas personalizadas del rubro.
Quiero serSOCIO AFILIADO
Quiero serSOCIO PLENARIO
GRATIS! $180 USD2 (dos) añosvía transferencia
bancaria
$140 USD2 (dos) añosal contado a unrepresentante de
la SLTC
Únete a la familia
¡Llegó la hora de
transformarte en plenario!Sé parte de una red con presencia en más de 30 países.
Encuéntrate con colegas, haz negocios con ellos, o simplemente comparte una taza de café conversando sobre la pasión que nos une.

Revista SLTCaucho
66
COMITÉ DE PRESIDENCIA
CONSEJO ASESOR
VOCALES
PRESIDENTE: Víctor Oscar Dvoskin. N° de socio plenario: 1.
VICEPRESIDENTE: Alberto Ramperti. N° de socio plenario: 50.
SECRETARIO: Esteban Friedanthal. N° de socio plenario: 7.
TESORERO: Sergio Junovich. N° de socio plenario: 1333.
Carlos Alejandro Keipert. N° de socio plenario: 44.Luis Pío Sabbatini. N° de socio plenario: 1276.Liliana Rehak. N° de socio plenario: 51.Martín Cattaneo. N° de socio plenario: 3087.
La familia de la SLTC
Marly JacobiSíntesis y caracterización de polidienos y meca-nismo de deformación de las redes de caucho.
Gunther LottmannPlantaciones, procesamiento y fabricación de látex y caucho natural
Fernando GenovaFabricación y distribución de materias primas
Carlos CorralTecnología del caucho
Cleber FernandesTecnología del caucho
Robert SchusterTecnología y ciencia de elastómeros
Ken BatesTecnología del caucho
Raphäel Sánchez Inyección de elastómeros
Juan José Hugo GallarTecnología de aplicación y comercializa-ción de caucho natural
Paul TejadaTecnología del caucho y representación de em-presas internacionales de insumos para la industria
Mauricio GiorgiFormulaciones y procesamiento del caucho y di-seño y puesta en marcha de plantas de mezclado
Lars LarsenTecnología del caucho. Comercialización a nivel mundial de insumos para la industria
José Luis FeliúTecnología del látex
Mauricio de GreiffTecnología del caucho. Plantaciones, procesa-miento y fabricación de látex y caucho natural
Jorge MandelbaumTecnología del caucho. Investigación y desarrollo de compuestos de caucho
Tim OsswaldTecnología del caucho y procesamiento de polímeros
Ricardo NúñezDesarrollo y fabricación de piezas de látex
Marcos CarpeggianiTecnología del caucho. Investigación y desarrollo de compuestos de caucho
Artemio Vicente Dmitruk. N° de socio plenario: 1119.María Alexandra Piña. N° de socio plenario 1338.Juan Sibemhart. N° de socio plenario: 3486


Revista SLTCaucho
68