formulaÇÃo de pastas cimentantes com adiÇÃo de...
TRANSCRIPT
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
ENGENHARIA DE MATERIAIS
FORMULAÇÃO DE PASTAS CIMENTANTES
COM ADIÇÃO DE ADITIVOS LEVES PARA
CIMENTAÇÃO COM FLEXITUBO
IRANTÉCIO MENDONÇA FERREIRA
NATAL - 2009
FORMULAÇÃO DE PASTAS CIMENTANTES
COM ADIÇÃO DE ADITIVOS LEVES PARA
CIMENTAÇÃO COM FLEXITUBO
IRANTÉCIO MENDONÇA FERREIRA
Monografia apresentada ao
programa de recursos humanos
da ANP para o setor petróleo e
gás – PRH30, da Universidade
Federal do Rio Grande do Norte,
referente à especialização em
Processamento e análise de
materiais utilizados na indústria
de petróleo e gás. Sob a
orientação do Prof. Dr. Antonio
Eduardo Martinelli e co-
orientação da Prof.ª Dr.ª Dulce
Maria de Araújo Melo.
NATAL - 2009

IRANTÉCIO MENDONÇA FERREIRA
FORMULAÇÃO DE PASTAS CIMENTANTES COM ADIÇÃO DE
ADITIVOS LEVES PARA CIMENTAÇÃO COM FLEXITUBO
Monografia aprovada como requisito para obtenção da especialização em Ciência e
Tecnologia de Materiais Aplicados à indústria de Petróleo e Gás Natural, pelo programa de
recursos humanos da ANP (Agência Nacional de Petróleo, Gás Natural e Biocombustíveis)
para o setor de petróleo e gás- PRH30, da Universidade Federal do Rio Grande do Norte.
_________________________________________
Prof. Dr. Antonio Eduardo Martinelli
Universidade Federal do Rio Grande do Norte
_________________________________________
Prof.ª Dr.ª Dulce Maria de Araújo Melo
Universidade Federal do Rio Grande do Norte
_________________________________________
Prof. Dr. Marcus Antonio de Freitas Melo
Universidade Federal do Rio Grande do Norte
NATAL-2009

Dedico este trabalho a Deus, sinônimo de sabedoria e esperança;
Aos meus pais, Irani e Técia pelos preciosos ensinamentos concedidos;
Aos meus irmãos, Isaac e Ana Marina pelo apoio e compreensão na hora dos
meus estudos;
A minha filha Ingrid, fonte de inspiração e razão de viver;
Aos meus avós maternos Marina (in memoriam) e João Antônio (in
memoriam) e aos meus avós paternos Ana Dantas e Oscar Vicente (in
memoriam). Desse modo, a maioria não conseguiu acompanhar a finalização
deste trabalho, mas foram figuras fundamentais para o meu crescimento
pessoal , profissional e acadêmico.
“Meus irmãos, tende por motivo de toda alegria o passardes por várias
provações, sabendo que a provação da vossa fé, uma vez confirmada, produz
perseverança. Ora, a perseverança deve ter ação completa, para que sejais
perfeitos e íntegros, em nada deficientes. Se, porém, algum de vós necessita de
sabedoria, peça-a a Deus, que a todos dá liberalmente e nada lhes impropera;
e ser-lhe-á concedida”(Tiago,Caps.1.2-5).

AGRADECIMENTOS
À Deus, meu refúgio e fortaleza , que esteve ao meu lado nos momentos de alegria e de
tristeza, vivenciados não só no desenvolvimento deste trabalho, mas também no caminho
da vida.
Ao meu pai, Irani Dantas Ferreira, eterno estudante, educador e orientador dos meus
caminhos. Assim sendo, obrigado pelo amor e incentivo em todos os momentos vividos.
À minha mãe, Técia Maria Mendonça Ferreira, pelo seu jeito simples e cativante sempre
conquistou amigos, familiares e filhos, incentivando-me através do eterno carinho e amor
incondicional. As minhas conquistas, a minha profunda e eterna gratidão.
Aos meus irmãos Isaac Terciano e Ana Marina, pelos filhos obedientes que sempre foram
para com meus pais e pela forma de carinho demonstrada com a minha pessoa.
A minha filha, Ingrid Mendes Ferreira, uma das bênçãos de Deus na minha vida nasceu
exatamente, no ano que ingressei na UFRN (2006).
À toda a minha família, pelas orações, carinho e incentivo ao longo da minha vida , vocês
foram fundamentais.
Ao professor Antonio Eduardo Martinelli pela orientação em todas as etapas desenvolvidas
neste projeto, convivência, ensinamentos de vida, aprendizado, amizade e a confiança
depositada na minha pessoa.
Aos professores Marcus Antonio F. de Melo e Dulce Maria de Araújo Melo pelas sugestões
e apoio durante a realização deste projeto.
Ao Engenheiro de Petróleo e, acima de tudo, amigo Marco Antonio B. de Lima, pela
disponibilidade em trocar e discutir idéias.
À Júlio pelo ensino dos ensaios e pelas oportunidades de discussão de aspectos relevantes
do trabalho.
Ao Laboratório de Cimentos (LABCIM) da UFRN.
Aos grandes amizades que conquistei durante a graduação e no desenvolvimento deste
trabalho, que serão lembrados sempre: Gudson, Júnior, Filipe, Bruno do Nascimento,
Bruno Leonardo, Érica, Renan, Daniel, Daniele Henrique, Tiago Renovato, Rodrigo ,
Alexandre, Eduardo Dias, Andreza, Ângelo, Ary, Ana Cecília, Pablo, Flank , Fernando
Lima, Luciana, Carina Melo pela convivência, ajuda, atenção e troca de experiências
durante todo o trabalho.
Agradeço a Roseane e Petrúcia pela amizade e pela caminhada conjunta no laboratório.
À todos os professores da graduação pelo conhecimento transmitido durante o curso em
especial: Martinelli, Rubens Maribondo, Neyde, Paskocimas, Daniel, Márcia Rodrigues,
Furukava e Janiere.
À Agência Nacional de Petróleo - ANP, em especial ao PRH 30 pela bolsa de estudos
concedida.
À indústria SIKA pelo fornecimento do incorporador de ar.
Enfim, a todas as pessoas que não foram citadas, no entanto contribuíram
significativamente para o desenvolvimento da minha pesquisa.

RESUMO
O uso de cimento para isolamento de zonas produtoras em poços de petróleo visa desde o
melhoramento das condições de produção até o abandono temporário ou definitivo do poço.
Esta operação pode ser realizada durante as etapas de perfuração, completação e produção.
Dependendo da geometria do poço, o alvo produtor a ser isolado pode estar num trecho de
alta inclinação e o uso de pastas convencionais nestas condições pode ser ineficaz, uma vez
que a segregação gravitacional incorrerá em falha no isolamento hidráulico do tampão de
isolamento. Essa é uma das razões para o uso do flexitubo na cimentação, pois possui fácil
acesso em poços de diversas inclinações. Esta tecnologia hoje permite uma série de
serviços tais como estimulação, perfuração, perfilagem, pescaria, cimentação, entre outros.
O presente trabalho tem como objetivo estudar a formulação de pastas de cimento com
aditivos leves (vermiculita e incorporador de ar) para o isolamento de zonas produtoras
com flexitubo em poços de petróleo revestidos. A vermiculita é um aluminossilicato
hidratado de ferro e de magnésio, pertencente à família dos filossilicatos. Ela possui
estrutura cristalina do tipo micácea lamelar com cátions tocáveis em posições
interlamelares. Já os aditivos incorporadores de ar são produtos químicos tensoativos que
possibilitam a redução da tensão ar/água e a dispersão dos finos e têm a função de
introduzir pequenas bolhas de ar à pasta. Os resultados revelaram que é possível formular
pastas leves com resistência mecânica satisfatória, possibilitando a redução da pressão
hidrostática na frente dos intervalos canhoneados, diminuindo o risco de fraturamento.
Além disso, a viscosidade baixa obtida em algumas pastas, junto com o baixo peso
específico reduzem as pressões de bombeio, uma vez que o diâmetro interno do flexitubo é
muito pequeno, o que desfavorece o escoamento. Outra vantagem dessas pastas é que o
baixo peso específico dificulta a segregação gravitacional entre o fluido de completação e a
pasta de cimento. A ausência de segregação gravitacional é benéfica para o isolamento de
intervalos, pois não forma a canalização na geratriz superior dos revestimentos,
contribuindo positivamente para o sucesso da operação.
Palavras-Chaves: Cimentação, Flexitubo, Vermiculita e Incorporador de ar.

ABSTRACT
Cement slurries are used to isolate pay zones in oil wells, providing a wide range of uses
such as better outputs, temporary and permanent abandonment. Cementing can be
performed in different interventions: drilling, completions, workover, abandonment, among
others. The use of conventional slurries in cementing operations may be ineffective in some
scenarios, since gravitational segregation commonly results in hydraulic isolation failure, in
high inclination situations. Coiled tubing technology allows to perform many services, such
as drilling, stimulation, logging, fishing and cementing. Coiled tubing cementing is an
interesting solution to improve cementing quality at reduced costs. It can be applied to both
onshore and offshore wells with different geometries. This study aimed at preparing and
characterizing lightweight cement slurries for cased oilwell cementing operations using
vermiculite with an air entrainment admixture to provide zonal isolation. Vermiculite is a
lamellar lightweighted hydrated aluminosilicate containing iron and magnesium. Air
entrainment admixtures are surfactants that reduce the air/water surface tension and trap air
bubbles in the hardened slurry. The results show that is possible to design satisfactory
lightweight cement slurries combining water-extending additives with air entrainment,
which can reduce fracturing risk due to lowers hydraulic pressure obtained in front of the
perforated zones. Some lightweighted slurries with low viscosity may have good pumping
properties, since coiled tubing diameters are small. Other benefit provided by lightweight
slurries is a harder gravitational segregation, which avoids isolation failure in casing’s high
side.
KEYWORDS: Cementing, Coiled Tubing, Vermiculite and Air Entrainment.
LISTA DE FIGURAS
Figura 1 - Processo de fabricação do cimento Portland (KIHARA e MARCIANO, 1995).
.............................................................................................................................. 21
Figura 2 - Micrografia Eletrônica de Varredura do cimento após 3 h de hidratação
(METHA e MONTEIRO, 2001). ......................................................................................... 25
Figura 3 - Micrografia Eletrônica de Varredura do cimento após 10 h de hidratação
(METHA e MONTEIRO, 2001). ......................................................................................... 25
Figura 4 - Curvas de Resistência à Compressão de Pastas Puras Obtidas a Partir da
Hidratação dos Principais Compostos do Clínquer em Função do Tempo (LIMA, 2004). . 26
Figura 5 – Taxas de Hidratação dos Principais Compostos do Clínquer nas Pastas de
Cimento em Função do Tempo (LIMA, 2004)..................................................................... 26
Figura 6 - Micrografia Eletrônica de Varredura mostrando a morfologia da fase C-S-H
(LIMA, 2004). ...................................................................................................................... 27
Figura 7 -Micrografia Eletrônica de Varredura mostrando a morfologia da fase Portlandita
(LIMA, 2004). ...................................................................................................................... 28
Figura 8 - Micrografia Eletrônica de Varredura da Etringita (LIMA,2004). ....................... 29
Figura 9- Resposta global das reações químicas que envolvem a hidratação do cimento. .. 29
Figura 10 - Esquema da perfuração de um poço de petróleo (Costa, 2004). ........................ 33
Figura 11 - Esquema mostrando uma operação de cimentação típica de poço de petróleo e
alguns equipamentos acessórios. (SCHLUMBERGER, 2002). ........................................... 34
Figura 12 - Isolamento entre poço aberto e revestimento na presença de zona com perda de
circulação (N-2730). ............................................................................................................. 37
Figura 13- Abandono deixando no poço parte da coluna de produção ou injeção. (N-2730).
.............................................................................................................................................. 38
Figura 14– Ilustração de uma operação com flexitubo......................................................... 52
Figura 15– Injetor: empurra e retira o flexitubo através de suas esteiras. ............................ 56
Figura 16– Carretel: acondiciona o flexitubo onde é conectado com o manifold de bombeio.
.............................................................................................................................................. 56
Figura 17 – Cabine de controle: onde são monitoradas e controladas as operações com
flexitubo. ............................................................................................................................... 57
Figura 18 – Power Pack: unidade de força que provê acionamento e controle hidráulico
para todos os equipamentos. ................................................................................................. 57

Figura 19 - Ilustração de uma operação de perfilagem e posterior canhoneio com Flexitubo.
.............................................................................................................................................. 58
Figura 20 – Surfactante liga-se com as moléculas de água, formando um filme e trapeando
as bolha de ar (BAUER, 2000). ............................................................................................ 59
Figura 21 – Ação do tensoativo sobre as partículas sólidas (BAUER, 2000). .................... 60
Figura 22 – Ação do tensoativo sobre as partículas sólidas e bolhas concomitantemente
(BAUER, 2000). ................................................................................................................... 61
Figura 23 – Relação da quantidade de um aditivo com a percentagem de ar efetivamente
incorporado (BAUER, 2000). ............................................................................................... 62
Figura 24 – Quanto maior for a % de ar incorporado, maior a % das bolhas e menor será o
diâmetro (BAUER, 2000). .................................................................................................... 63
Figura 25 – Percentagens de ar incorporado em função do ø máximo dos agregados e do
consumo de cimento (BAUER, 2000). ................................................................................. 64
Figura 26 – Influência da relação água/cimento (BAUER, 2000). ...................................... 65
Figura 27 - Aspecto geral da vermiculita. ............................................................................ 67
Figura 28 – Ilustração da granulometria da vermiculita. ...................................................... 69
Figura 29 - Misturador de palheta Chandler Modelo 80-60, com controlador de velocidade
(PROCIM, 2008). ................................................................................................................. 73
Figura 30 – Consistômetro Atmosférico Chandler Modelo 1200 (LIMA, 2004). ............... 74
Figura 31 - Viscosímetro Rotativo de Cilindros Coaxiais Chandler Modelo 3500 (LIMA,
2004). .................................................................................................................................... 76
Figura 32 – Frasco Erlenmeyer. ........................................................................................... 77
Figura 33 – (a) Máquina universal de ensaios Shimadzu Autograph modelo AG-I; (b)
Corpo de prova cúbico sendo ensaiado (LIMA, 2004). ....................................................... 78
Figura 34 – Analisador de Cimento Ultrasonico (PROCIM, 2008). .................................... 79
Figura 35 – Balança de lama pressurizada da Halliburton Services Modelo 7/22 lb/gal
(LIMA, 2004). ...................................................................................................................... 80
Figura 36 – Filtro Prensa Fann HPHT Series 387 (LIMA, 2004). ....................................... 81
Figura 37 - Valores médios obtidos para Viscosidade. ........................................................ 83
Figura 38 - Valores médios obtidos para Limite de Escoamento. ........................................ 83
Figura 39 - Valores médios obtidos para Gel Inicial. ........................................................... 84
Figura 40 - Valores médios obtidos para Gel Final. ............................................................ 84

Figura 41 - Microscopia Eletrônica de Varredura: Pasta com apenas Incorporador de Ar
(Formulação A) com aumento de 45x. Bolhas com diâmetro de 10 a 700 micras. .............. 85
Figura 42 - Microscopia Eletrônica de Varredura de uma amostra de pasta padrão
(composição B) mostrando poucas bolhas de ar, com diâmetros variando de 65 a 350
micras (aumento de 45x). ..................................................................................................... 86
Figura 43 - MEV de uma pasta com ar incorporado e vermiculita. ..................................... 87
Figura 44 - Ponto B, apresentou Mg, Al, Si e Fe presentes no argilomineral. ..................... 87
Figura 45- Ponto C, picos de Ca e Si da hidratação do cimento. ......................................... 88
Figura 46 – Resistência Mecânica média das amostras para tempo de cura 24h. ................ 89
Figura 47 - Variação da resistência com a redução de densidade. ....................................... 90
Figura 48 - Variação da resistência com a viscosidade. ....................................................... 91
Figura 49 – UCA (Densidade 14 lb/gal – Composição A3*). .............................................. 92
Figura 50 - UCA (Densidade 15 lb/gal – Composição A3*). .............................................. 93
Figura 51 – UCA (Densidade 14 lb/gal – Composição A4*). .............................................. 94
Figura 52 - UCA (Densidade 15 lb/gal – Composição A4*). .............................................. 94
Figura 53 - Redução de densidade da pasta de referência com 13 lb/gal. ............................ 97
Figura 54 - Redução de densidade da pasta de referência com 14 lb/gal. ............................ 97
Figura 55 - Redução de densidade da pasta de referência com 15 lb/gal. ............................ 98
Figura 56 - Resumo da redução de densidade. ..................................................................... 98
LISTA DE TABELAS
Tabela 1 - Classificação e Características do Cimento API ................................................. 23
Tabela 2– Comportamento do cloreto de sódio. ................................................................... 47
Tabela 3– Classificação da vermiculita. ............................................................................... 69
Tabela 4- Composições das pastas – vermiculita. ................................................................ 70
Tabela 5 - Propriedade das pastas ........................................................................................ 71
Tabela 6 - Resultados de água livre para as formulações 14 e 15 lb/gal para aplicação em
campo. .................................................................................................................................. 95
Tabela 7 - Resultados de perda de filtrado para aplicação em campo. ................................. 96
Tabela 8 - Densidade do aditivo sólido (vermiculita). ......................................................... 99
Tabela 9 - Fluorescência de raios-X da vermiculita. .......................................................... 100
Tabela 10- Fluorescência de raios-x do incorporador de ar. .............................................. 100
SUMÁRIO
RESUMO ............................................................................................................................... 8
ABSTRACT ........................................................................................................................... 9
LISTA DE FIGURAS .......................................................................................................... 10
LISTA DE TABELAS ......................................................................................................... 13
1. Introdução ......................................................................................................................... 18
1.1 Descrição do problema ................................................................................................... 18
1.2 Objetivo .......................................................................................................................... 18
2. Cimento Portland .............................................................................................................. 19
2.1 Definição ........................................................................................................................ 19
2.2 Histórico ......................................................................................................................... 19
2.3 Fabricação ....................................................................................................................... 20
2.3.1 Composição química do cimento ................................................................................ 21
2.3.2 Tipos de cimento Portland ........................................................................................... 22
2.4 Hidratação da pasta de cimento ...................................................................................... 24
2.4.1 Hidratação dos silicatos de cálcio ................................................................................ 27
2.4.2 Hidratação dos aluminatos de cálcio ........................................................................... 28
2.5 Pega e Endurecimento .................................................................................................... 30
3. Cimentação de poços petrolíferos..................................................................................... 31
3.1 Histórico ......................................................................................................................... 31
3.2 Por que cimentar um poço .............................................................................................. 32
3.3 Tipo de Cimentações ...................................................................................................... 35
3.3.1 Cimentação Primária ................................................................................................... 35
3.3.2 Cimentação Secundária ............................................................................................... 35
3.3.2.1 Recimentação............................................................................................................ 36
3.3.2.2 Compressão de cimento ou squeeze ......................................................................... 36

3.3.2.3 Tampão ..................................................................................................................... 36
3.4 Objetivos das operações de Cimento na Completação ................................................... 38
3.4.1 Correção de Cimentação Primária ............................................................................... 38
3.4.2 Correção de Microanular ............................................................................................. 39
3.4.3 Isolamento de topo do liner ......................................................................................... 40
3.4.4 Tamponamento de canhoneados .................................................................................. 40
3.4.4.1 Elevada razão água/óleo ........................................................................................... 41
3.4.4.2 Elevada razão gás/óleo ............................................................................................. 42
3.4.5 Reparos de vazamentos no revestimento ..................................................................... 42
3.4.6 Tampões de abandono ................................................................................................. 42
3.4.7 Combate à perda de circulação .................................................................................... 42
3.5 Operações com cimento em situações especiais ............................................................ 43
3.5.1 Operações em calcário fraturados................................................................................ 43
3.5.2 Operações em folhelhos............................................................................................... 44
4. Curiosidades sobre o cimento ........................................................................................... 44
4.1 Cimento Espumoso ......................................................................................................... 44
4.2 Cimentos Ultraleves ....................................................................................................... 45
5. Utilização de aditivos nas pastas cimentantes .................................................................. 46
5.1. Aceleradores .................................................................................................................. 46
5.2. Retartadores ................................................................................................................... 47
5.3. Estendedores e adensantes ............................................................................................. 48
5.4. Dispersantes ................................................................................................................... 48
5.5. Controladores de filtrado ............................................................................................... 49
5.6. Controladores de perda de circulação ............................................................................ 50
5.7. Especiais ........................................................................................................................ 50
6. Flexitubo ........................................................................................................................... 51
6.1 Definição ........................................................................................................................ 51
6.2 Introdução ao flexitubo .................................................................................................. 52
6.3 Operações através de flexitubo ....................................................................................... 54
7. Incorporador de ar ............................................................................................................ 58
7.1 A ação e os efeitos do incorporador de ar sobre o cimento ............................................ 61
7.2 Fatores que influenciam na ação do incorporador .......................................................... 62
8. Vermiculita ....................................................................................................................... 66
8.1. Definição ....................................................................................................................... 66
8.2. Introdução a Vermiculita................................................................................................66
8.3 Características da vermiculita ......................................................................................... 68
10. Metodologia .................................................................................................................... 70
10.1 – Formulação e caracterização de pastas cimentantes com adição de aditivos leves para
cimentação com Flexitubo. ................................................................................................... 71
10.2- Técnicas utilizadas para caracterização das pastas ..................................................... 72
10.2.1- Cálculo da energia de mistura .................................................................................. 72
10.2.2-Mistura das Pastas ..................................................................................................... 73
10.2.3-Homogeneização das Pastas ...................................................................................... 74
10.2.4-Ensaios Reológicos ................................................................................................... 75
10.2.5-Ensaio de Água Livre ................................................................................................ 76
10.2.6-Ensaio de Resistência à Compressão ........................................................................ 77
10.2.7-Ensaio de Resistência à Compressão (UCA) ............................................................ 78
10.2.8-Ensaio de Determinação do Peso Específico ............................................................ 79
10.2.9-Ensaio de Determinação de Filtrado ......................................................................... 80
10.2.10- Fluorescência .......................................................................................................... 81
11. Resultados e discussões .................................................................................................. 82
11.1 Vermiculita ................................................................................................................... 82

11.1.1 Reologia ..................................................................................................................... 82
11.1.2 Resistência Mecânica e MEV .................................................................................... 85
11.1.3 UCA ........................................................................................................................... 92
11.1.4 Água Livre ................................................................................................................. 95
11.1.5 Controle de Filtrado ................................................................................................... 95
11.1.6 Densidade .................................................................................................................. 96
11.1.7 Caracterização dos materiais ..................................................................................... 99
12. Conclusões .................................................................................................................... 101
Referências ......................................................................................................................... 103
18
1. Introdução
O uso de cimento para isolamento de zonas produtoras em poços de petróleo visa
desde o melhoramento das condições de produção até o abandono temporário ou definitivo
do poço. Esta operação pode ser realizada durante as etapas de perfuração, completação e
produção. Dependendo da geometria do poço, o alvo produtor a ser isolado pode estar num
trecho de alta inclinação e o uso de pastas convencionais nestas condições pode ser
ineficaz, uma vez que a segregação gravitacional incorrerá em falha no isolamento
hidráulico do tampão de isolamento. Essa é uma das razões para o uso do flexitubo na
cimentação, pois possui fácil acesso em poços de diversas inclinações.
1.1 Descrição do problema
O isolamento de zonas produtoras em poços revestidos pode ser feito com barreiras
mecânicas e/ou com cimento. Esta operação visa desde o melhoramento das condições de
produção até o abandono temporário ou definitivo do poço. A escolha do tipo de barreira
varia de acordo com o objetivo da intervenção, orientada por normas específicas conforme
cada caso.
Tampões de cimento são soluções comuns. Entretanto, a depender a geometria do
poço, o alvo produtor a ser isolado pode estar num trecho de alta inclinação. Nestes casos, o
uso do cimento pode ser ineficaz, visto que podem surgir canalizações na geratriz superior
do poço, devido à presença de água livre após a pega da pasta e/ou segregação
gravitacional.
1.2 Objetivo
O presente trabalho tem como objetivo estudar pastas de cimento com aditivos leves
tais como (vermiculita e incorporadores de ar) para o isolamento de zonas produtoras em
poços de petróleo revestidos e de alta inclinação. Como uma maneira de reduzir custos com
isolamento, as empresas operadoras podem optar por intervenções com flexitubo. Esta

19
tecnologia hoje permite uma série de serviços tais como estimulação, perfuração,
perfilagem, pescaria, cimentação, entre outros. Outro motivo para o uso dos flexitubos na
cimentação é o fato de serem eficientes para várias geometrias de poço, podendo ser
utilizados também em poços terrestres ou marítimos (ICoTA, 2005).
2. Cimento Portland
2.1 Definição
Segundo (NEVILLE,1997), o cimento pode ser considerado todo material com
propriedades adesivas e coesivas capaz de unir fragmentos de minerais entre si de modo a
formar um todo compacto. Esta definição abrange uma grande variedade de materiais. O
cimento é produzido a partir de uma mistura resultante da moagem do clínquer,
constituição fundamental do cimento Portland , que tem como matérias-primas básicas o
calcário e argila , podendo ser empregados outros materiais, como a bauxita. A mistura das
matérias-primas finamente moídas atravessa um forno giratório de grande diâmetro e
comprimento, com uma temperatura interna de até 1450 °C. O calor transforma a mistura
em um novo material, o clínquer. Saído do forno, ele é resfriado para, posteriormente, ser
moído. Conforme (LIMA, 2004), os principais componentes químicos do cimento portland
são a cal (CaO) – de 60% a 67%, sílica (SiO2) – de 17% a 25%, alumina (Al2O3) – de 3% a
8% e óxido de ferro (Fe2O3) – de 0,5% a 6%. Estes componentes também são indicados
pelas letras C, S, A e F para a cal, sílica, alumina e óxido de ferro, respectivamente.
2.2 Histórico
O emprego do cimento é bem antigo. Os antigos egípcios usavam gesso impuro
calcinado. Os gregos e romanos usavam calcário calcinado e aprenderam, posteriormente, a
misturar cal e água, areia e pedra fragmentada, tijolos ou telhas em cacos. Foi o primeiro
concreto da história (NEVILLE, 1997).

20
Na idade média, houve um grande declínio no uso do cimento, só retornando em
1756, quando John Smeanton encarregou de reconstruir o farol de Eddystone,
desenvolvendo uma argamassa resultante da queima de argila e cal. John Aspdim em 1824
patenteou o aglomerante de nódulos calcinado de calcário argiloso em proporções
apropriadas com o nome de cimento Portland (MEHTA e MONTEIRO, 2001).
Hoje, o cimento é denominado um aglomerante hidráulico obtido pela moagem de
clínquer Portland, constituído, em sua maior parte, por silicatos de cálcio hidráulicos, e que
apresenta características especiais para uso em poços de petróleo até a profundidade de
2440 m, assim como produzido. Na fabricação, a única adição permitida é a de gesso
durante a moagem (NBR- 9831).
2.3 Fabricação
O processo de fabricação do cimento consiste em retirar o calcário da jazida, levá-lo
ao britador para diminuir seu tamanho e misturá-los a argila em processo de via seca ou
úmida. No processo por via úmida, onde se emprega a argila natural como matéria-prima,
esta é inicialmente misturada com água, formando uma lama espessa. Já no processamento
por via seca, a matéria-prima é inicialmente conduzida a uma estufa, onde é
convenientemente secada. Em seguida, a mistura é levada a um moinho de bolas para gerar
um pó bem fino (farinha de cru). Esse pó é bombeado até os silos onde é feito o
balanceamento das proporções adequadas à produção do cimento por meio de peneiras.
Após o processo de balanceamento, o pó é colocado em um forno rotativo até uma
temperatura de cerca de 1450°C, fornecendo uma energia necessária às reações químicas de
formação do clínquer de cimento. Ao sair do forno, o clínquer é resfriado para manter as
características físico-químicas do produto final e, em seguida, o mesmo é moído juntamente
com o sulfato de cálcio. O resultado desta última moagem é o cimento pronto para ser
comercializado (SANTOS JÚNIOR, 2006; NELSON, 1990).
As fábricas modernas de cimento priorizam o processo por via seca, o qual em
termos de energia é mais eficiente do que o processo por via úmida porque a água usada
para produzir a lama deverá ser posteriormente evaporada antes da operação de
clinquerização.(SANTOS, 2008).

21
Na figura 1 observa-se um esquema simplificado do processo de fabricação do
cimento Portland (KIHARA e MARCIANO, 1995).
Figura 1 - Processo de fabricação do cimento Portland (KIHARA e MARCIANO, 1995).
2.3.1 Composição química do cimento
A mistura de matérias-primas utilizadas na fabricação do cimento portland
consistem principalmente de calcário, sílica, alumina e óxido de ferro. Estes compostos
reagem entre si no forno formando uma série de produtos mais complexos:
• Aluminato tricálcico (C3A) – reage rapidamente com a água e cristaliza-se em poucos
minutos. É o constituinte do cimento que apresenta o maior calor de hidratação. Controla a
pega inicial e o tempo de endurecimento da pasta, mas é o responsável pela baixa
resistência aos sulfatos;
• Ferro-aluminato tetracálcico (C4AF) – é o componente que dará coloração cinzenta ao
cimento, devido à presença de ferro. Este libera baixo calor de hidratação e reage menos
rapidamente que o C3A. Controla a resistência a corrosão química do cimento;
• Silicato tricálcico (C3S) – é o principal componente do cimento e o que responde pela sua
resistência mecânica inicial (1 a 28 dias). Sua hidratação começa em poucas horas e
desprende quantidade de calor inferior ao C3A;

22
• Silicato dicálcico (C2S) – reage lentamente com a água e libera baixo calor de hidratação.
Apresenta baixa resistência mecânica inicial, mas contribui significativamente com o
aumento da resistência ao longo do tempo. (THOMAS, 2001).
Além destes, que são constituintes principais do cimento, estão também presentes os
constituintes menores, tais como os álcalis (Na2O ; K2O) que podem acelerar a pega do
cimento, os que apresentam na forma de sulfatos, o óxido de magnésio (MgO), a cal livre
(CaO) e outros. Também, percebe-se que estes óxidos secundários influenciam na taxa de
crescimento da resistência à compressão do cimento.
2.3.2 Tipos de cimento Portland
São fabricados diversos tipos de cimento, relacionados as propriedades dos seus
principais componentes e resultam no desenvolvimento de variadas características
mecânicas, físicas e químicas.Para a indústria de petróleo, a API classificou os cimentos
Portland em classes, designados pelas letras de A a J (Tabela 1) , em função da composição
química do clínquer, que deve estar adequada às condições de uso, pela distribuição relativa
das fases e também adequada à profundidade e a temperatura dos poços (NELSON, 1990).

23
Tabela 1 - Classificação e Características do Cimento API
Classe API Profundidade de uso Características
A Superfície a 1830m
Quando não são requeridas propriedades
especiais. Corresponde ao cimento Portland
comum.
B Superfície a 1830m Quando é requerida moderada ou alta
resistência ao sulfato.
C Superfície a 1830m Quando é requerida alta resistência
inicial.Apresenta alta resistência aos sufatos.
D Superfície a 3050m
Pega retardada para maiores profundidades.
Média e alta resistência ao sulfato. Moderada
resistência a altas temperaturas e altas pressões.
E Superfície a 4270m
Pega retardada para maiores profundidades.
Média e alta resistência ao sulfato. Alta
resistência a altas temperaturas e altas pressões.
F Superfície a 4880m
Pega retardada para maiores profundidades.
Média e alta resistência ao sulfato. Alta
resistência a pressões de altas profundidades.
G Superfície a 2440m
Composição compatível com aditivos
aceleradores ou retardadores de pega, podem
ser utilizados praticamente em todas as
condições previstas para os cimentos das
classes A até E.
H Superfície a 2440m
Cimento básico para cimentação de poços.
Admite uso de aditivos para ajuste de
propriedades. Média e alta resistência ao
sulfato. Menor área superficial do clínquer em
relação ao G.
J Superfície de 3660 a
4880m
Sob condições de pressão e temperatura
extremamente elevadas.

24
2.4 Hidratação da pasta de cimento
Os compostos presentes no cimento Portland apresentam-se anidros, no entanto,
quando em contato com água, estes são atacados ou decompostos, originando compostos
hidratados (NELSON, 1990). Os componentes principais do cimento Portland, que são as
fases do clínquer C3S, C2S, C3A e C4AF apresentam diferentes cinéticas de reação e
formam diferentes produtos de hidratação. As análises de calorimetria mostram que as
reações químicas, durante o processo de hidratação, ocorrem muito rapidamente nas
primeiras 4 horas e continuam ocorrendo mais lentamente ao longo do tempo (SANTOS
JUNIOR, 2006). A reação química do cimento com a água é exotérmica, liberando
considerável quantidade de calor. O calor de hidratação é influenciado pela granulometria e
composição química do cimento, pelos aditivos usados e pelo ambiente em que se processa
a reação. Quanto maior a temperatura do ambiente mais rápida é a reação e a liberação de
calor. Há outros fatores que influenciam no processo de hidratação do cimento tais como: a
relação água cimento usada, além das variações relacionadas com as características do
clínquer Portland, suas oscilações de composição e as próprias reatividades diferenciadas
de suas fases.(LIMA, 2004).
A hidratação do cimento se dá em diferentes estágios: No primeiro, ocorre o
processo de hidratação inicial, onde ao se adicionar certa quantidade de água ao cimento
Portland, tem-se, quase que instantaneamente, o início de uma série complexa de reações de
dissolução de compostos anidros e a formação de novas fases hidratadas na solução. Nesse
estágio, há um aumento da taxa de liberação de calor. Esta taxa diminui rapidamente
durante o período subseqüente conhecido por período de dormência, que ocorre a partir dos
15 minutos iniciais até cerca de 4h após a mistura. Nesse período predominam a reações
das fases aluminato e, finalizando, a taxa de evolução aumenta rapidamente dando início ao
período de aceleração da hidratação, também conhecido como período de pega, que ocorre
após 4 horas (TAYLOR, 1997).
No estágio seguinte, após a aceleração das reações de hidratação do cimento,
tem-se uma redução no desenvolvimento de calor, diminuição da velocidade global de
reação e conseqüentemente, mudança na sua morfologia, como mostrada nas figuras 2 e 3,
abaixo.

25
Figura 2 - Micrografia Eletrônica de Varredura do cimento após 3 h de hidratação
(METHA e MONTEIRO, 2001).
Figura 3 - Micrografia Eletrônica de Varredura do cimento após 10 h de hidratação
(METHA e MONTEIRO, 2001).
Foi analisado também separadamente o comportamento exibido pelas diversas fases
que compõe o clínquer, no sentido de melhor compreender o processo de hidratação do
cimento Portland. Observa-se na figura 4 as curvas de resistência à compressão das pastas
puras obtidas por meio da mistura das principais fases do clínquer com água.Na figura 5,

26
observa-se graficamente as taxas de hidratação desses compostos, na pasta de cimento em
função do tempo.
Figura 4 - Curvas de Resistência à Compressão de Pastas Puras Obtidas a Partir da
Hidratação dos Principais Compostos do Clínquer em Função do Tempo (LIMA, 2004).
Figura 5 – Taxas de Hidratação dos Principais Compostos do Clínquer nas Pastas de
Cimento em Função do Tempo (LIMA, 2004).

27
Segundo (Nelson, 1990), A hidratação dos principais compostos é apresentada a seguir:
2.4.1 Hidratação dos silicatos de cálcio
Alita e belita se hidratam similarmente formando um gel denominado tobermorita
ou fase C-S-H, obtido pela dissolução de etringita e hidróxido de cálcio. Esse silicato de
cálcio hidratado é o principal responsável pelas propriedades hidráulicas do cimento. O gel
de tobermorita varia sua composição ao longo da hidratação tanto em função do tempo
como da tempertatura em que se dá a hidratação e também em função do silicato (C3S e
C2S) que está sendo hidratado, até adquirir um valor estável. Enquanto a hidratação do C3S
é mais rápida e se completa em aproximadamente um ano, a do C2S pode durar anos. A
hidratação do C3S libera mais hidróxido de cálcio que a do C2S. É importante ressaltar que
a rede cristalina formada durante esta hidratação é a principal responsável pela resistência
mecânica do cimento (PAIVA, 2003). O grande responsável pela resistência mecânica do
cimento é o C-S-H, que possui estrutura praticamente amorfa (Figura 6). Já a Portlandita
(CH) possui morfologia bem definida, de forma cristalina e prismática, com tendência à
forma hexagonal, como mostra a (Figura 7).
Figura 6 - Micrografia Eletrônica de Varredura mostrando a morfologia da fase C-S-H
(LIMA, 2004).

28
Figura 7 -Micrografia Eletrônica de Varredura mostrando a morfologia da fase Portlandita
(LIMA, 2004).
2.4.2 Hidratação dos aluminatos de cálcio
A hidratação dos aluminatos de cálcio (C3A e C4AF) é fortemente influenciada
pela quantidade e tipo de gesso adicionado. Quando em contato com água, C3A reage
energicamente, todavia o sulfato de cálcio (gesso) reage com C3A nos primeiros estágios da
hidratação formando sulfoaluminatos, mas, eventualmente, forma-se um composto
metaestável chamado de aluminato de cálcio hidratado, conhecido como etringita,
retardando assim a pega do cimento. A etringita apresenta morfologia fibrosa com longas
agulhas hexagonais (TAYLOR, 1997), de acordo com a (figura 8), abaixo.

29
Figura 8 - Micrografia Eletrônica de Varredura da Etringita (LIMA,2004).
O ferroaluminato tetracálcico reage bem menos energicamente com a água e com o
hidróxido de cálcio da hidratação dos silicatos absorvendo 13 ou 19 moléculas de água
(PAIVA, 2003).
Na (figura 9) é mostrado, esquematicamente, a resposta global das reações químicas
que envolvem a hidratação do cimento.
Figura 9- Resposta global das reações químicas que envolvem a hidratação do cimento.

30
Estágio I: O C3S é dissolvido progressivamente formando uma camada de gel C-S-H que
precipita na superfície das partículas de cimento. Ocorre o aumento dos íons Ca+2
e SO4-2
,
presente na fase líquida formando a etringita.
Estágio II: Período de dormência, onde a taxa de hidratação dos minerais no clinquer é
muito lenta. A concentração de Ca(OH)2 na fase líquida é máxima, diminuindo com o
tempo. A pasta de cimento nesta fase torna-se plástica e com trabalhabilidade.
Estágio III: Período de aceleração ou pega inicial. Ocorre a hidratação da maior parte da
fase C2S. A portlandita (Ca(OH)2) precipita e diminui a concentração dos íons Ca+2
presente na fase líquida.
Estágios IV e V: Ocorre uma desaceleração da reação e a taxa de calor liberado é reduzido.
A reação do C2S é mais lenta que a do C3S e a quantidade de Ca(OH)2 formada é menor.
2.5 Pega e Endurecimento
O tempo de pega é um fator importante nas pastas de cimento para poços de
petróleo e são escolhidos de acordo com a temperatura do poço (BENSTED, 1993). Um
cimento sendo hidratado constitui-se de uma massa plástica que, após certo tempo, começa
perder essa plasticidade chegando ao que se denomina de início de pega, que evidência as
reações de hidratação já descritas anteriormente. O início da pega corresponde a um
aumento brusco da consistência da pasta e uma elevação da sua temperatura. O fim da pega
ocorre quando a pasta cessa de ser deformável para pequenas cargas e se torna um bloco
rígido. Daí em diante, a massa de cimento continua a aumentar a coesão e a resistência
entrando na fase de endurecimento (NELSON, 1990).
Para cada tipo de clínquer, existe uma quantidade ótima de gesso a ser adicionada
para retardar a pega, ou seja, aumentar o tempo disponível de bombeabilidade da pasta.
Essa quantidade é função do teor de C3A, que reage mais rapidamente com a água e
também é função da percentagem de álcalis e do grau de moagem. Neste caso, os cimentos
muitos finos dão início de pega rápido e fim de pega mais demorado que os mais grossos.
O aumento da temperatura também diminui o tempo de pega (MARINHO, 2004; LIMA,
2004).

31
O endurecimento é passagem do estado gel para o estado sólido por desidratação da
argamassa, sendo que a progressão deste se mede mediante ensaios de resistência mecânica.
Não se deve confundir pega com endurecimento, visto que um cimento pode ser de pega
lenta e apresentar o endurecimento rápido. Para que o cimento possua endurecimento
rápido, não está implícito que sua resistência final seja superior à resistência do cimento de
endurecimento normal, ao término do período de um ou mais anos. As velocidades da pega
e do endurecimento podem ser reguladas com o uso de aditivos específicos para cada caso
(FREITAS, 2007).
3. Cimentação de poços petrolíferos
3.1 Histórico
O primeiro poço de petróleo a ser explorado foi no século XIX, através da execução
e colocação em funcionamento de um poço com 21 m nos Estados Unidos em 1859
(THOMAS, 2001). Este poço foi perfurado pelo Coronel Edwin L. Drake por meio de
broca à percussão, semelhante a um bate-estacas, a produção diária inicial era de 19 barris,
cerca de 3 m³/dia.(BEZERRA, 2006).
Embora o petróleo já fosse conhecido desde épocas remotas em outros países, como
a Rússia, China, países do oriente médio, etc, com fins diversos da obtenção e geração de
energia (ALMEIDA, 1977), a história da cimentação propriamente dita tem seu início a
partir de 1883 na Califórnia, Estados Unidos. Até então, ou seja, 24 anos após o início da
exploração de petróleo, os poços eram cimentados com camadas de solo argiloso
compactadas precariamente. Observe-se que o cimento Portland ainda não era um material
de largo emprego, pois eram decorridos apenas 59 anos do seu patenteamento por Aspdin
(HEWLETT, 2004). Além disso, a estrutura de revestimento dos poços era feita de
alvenaria e/ou talas de madeira (THOMAS, 2001). O problema recorrente em esta época
era o da falta de estanqueidade do revestimento, que permitia a perda de grandes volumes
de petróleo e água para a formação rochosa e para lençóis freáticos adjacentes.

32
O uso do cimento pela primeira vez em poços de petróleo ocorreu na Califórnia em
1883, mas só a partir de 1903, parte do poço começou a ser cimentada como forma de
combater as infiltrações de água que podem levar a perda do mesmo, utilizando o cimento
Portland em um processo manual de mistura com água, para a obtenção da pasta de cimento
(HALLIBURTON, 1998).
O uso de vapor, água ou fluido de perfuração para bombear a pasta pelo poço, com
tampões metálicos à frente e atrás da pasta (evitando a sua contaminação), foi o método
patenteado por Perkins, em 1910 (NELSON, 1990). A automação do processo foi possível
a partir de 1922, quando a Halliburton patenteou o misturador com jatos. Naquela época,
era necessário aguardar de 7 a 28 dias para o cimento endurecer. No início, apenas 1 ou 2
tipos de cimentos eram disponíveis para cimentação. À medida que os poços se tornavam
mais profundos, a exigência em relação ao desempenho dos cimentos comerciais crescia.
Mas a partir de 1923, alguns fabricantes de cimento passaram a produzir cimentos especiais
para industria do petróleo, com alta resistência inicial.Com o advento dos aditivos
químicos, o tempo de pega foi sendo paulatinamente reduzido (72 h até 1946; 24 h a 36 h a
partir de 1946) e outras propriedades da pasta de cimento foram controladas.Atualmente as
pastas podem ter suas características alteradas para se manterem bombeáveis a alta
temperaturas e pressões por tempos bem menores (em torno de 4 horas).
3.2 Por que cimentar um poço
A cimentação é uma das operações mais importantes realizadas em um poço de
petróleo. Ocorre após o término da perfuração como mostra a (Figura 10), com o objetivo
de compor a vedação entre as zonas permeáveis ou até mesmo em um único intervalo
permeável, impedindo a intercomunicação de fluidos da formação que ficam por trás do
revestimento, bem como propiciar suporte à coluna de revestimento (OLIVEIRA, 2004,
VLACHOU e et al, 1997).
33
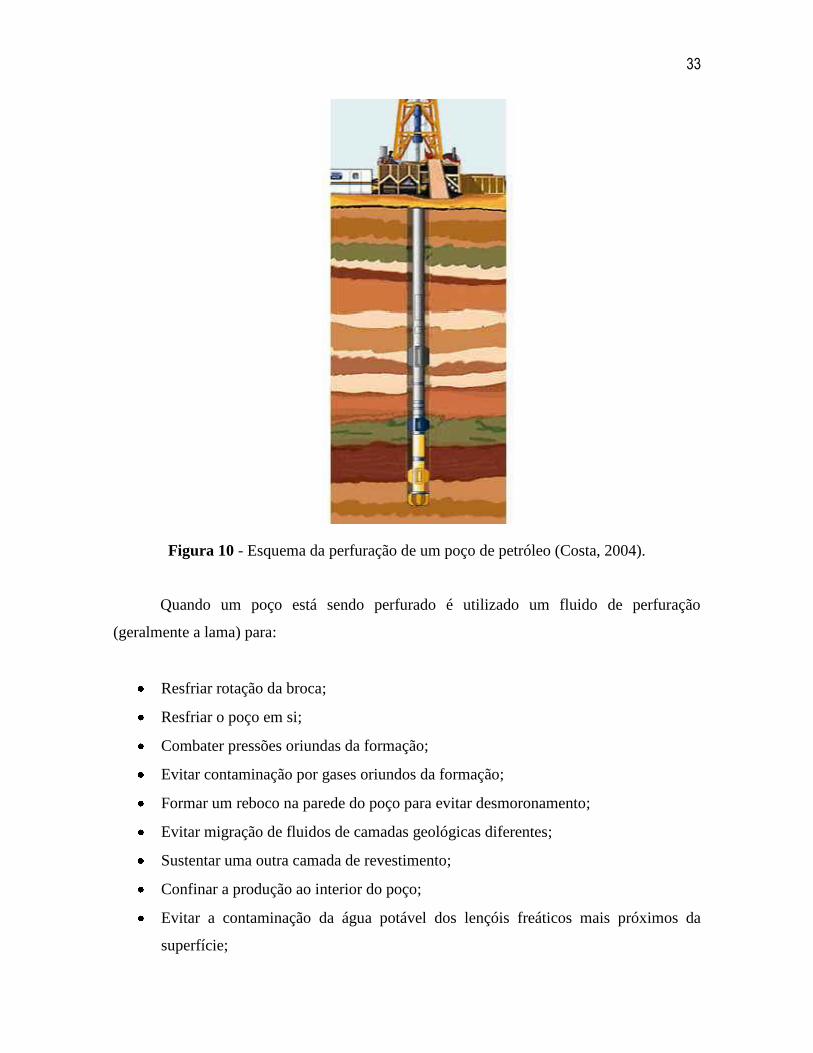
Figura 10 - Esquema da perfuração de um poço de petróleo (Costa, 2004).
Quando um poço está sendo perfurado é utilizado um fluido de perfuração
(geralmente a lama) para:
Resfriar rotação da broca;
Resfriar o poço em si;
Combater pressões oriundas da formação;
Evitar contaminação por gases oriundos da formação;
Formar um reboco na parede do poço para evitar desmoronamento;
Evitar migração de fluidos de camadas geológicas diferentes;
Sustentar uma outra camada de revestimento;
Confinar a produção ao interior do poço;
Evitar a contaminação da água potável dos lençóis freáticos mais próximos da
superfície;

34
Permitir a adoção de sistema de fluidos de perfuração diferente, mais compatível
com as formações a serem perfuradas adiante;
Sustentar os equipamentos de segurança de cabeça de poço;
Alojar os equipamentos de elevação artificial.
Para sustentar todas as fases de um poço e no final este ser colocado para produzir,
apenas a lama de perfuração seria insuficiente, então o poço é revestido para que haja uma
parede sólida para combater todos os possíveis acidentes oriundos de fatores como pressão,
gases e fluidos indesejados, desmoronamentos, etc. Para que o revestimento seja fixado no
poço e não ocorra desmoronamentos e até mesmo colapso no revestimento (por diferencial
de pressão), temos que colocar cimento no espaço anular entre o poço aberto e o
revestimento e algumas vezes até entre revestimentos, formando uma parede de sustentação
entre revestimento e poço (BJ , 2002). Como ilustra a Figura 11.
Figura 11 - Esquema mostrando uma operação de cimentação típica de poço de petróleo e
alguns equipamentos acessórios. (SCHLUMBERGER, 2002).
35
A cimentação representa um meio eficaz e eficiente de proteger e isolar zonas de
interesse em um poço, de maneira simples e econômica. Esta técnica de cimentar poços de
petróleo ou gás vem com o passar dos tempos evoluindo em eficiência e complexidade.
3.3 Tipo de Cimentações
3.3.1 Cimentação Primária
Tendo por objetivo principal a fixação eficiente para o restante das fases do poço
esta cimentação é como o próprio nome já diz a primeira a ser efetuada no poço, é efetuada
logo após a descida do primeiro revestimento no poço. Esta é de grande importância para a
construção de qualquer poço de petróleo, pois uma cimentação mal elaborada reduz o ciclo
de vida do poço e implica em custos adicionais em sua construção.A sua qualidade é
avaliada, geralmente, por meio de perfis acústicos corridos por dentro do revestimento
(PELIPENKO e FRIGAARD, 2004).
3.3.2 Cimentação Secundária
A cimentação secundária é realizada quando ocorrem falhas na cimentação
primária. Fatores como densidade incorreta da pasta, fluxo de gás ascendente, entrada de
gás na coluna de pasta, contração volumétrica e aderência insuficiente podem ser
responsáveis por erros de cimentação (THOMAS, 2004).
A necessidade de execução de uma cimentação secundária é realizada por meio de
ensaios não destrutivos de perfilagem através da instalação de sondas ultrasônicas, que
permitem a construção de perfís ultrasônicos. Estes perfís indicam quais são os trechos que
estão com deficiências de cimentação.Há três tipos de cimentação secundária:
recimentação, compressão de cimento ou squeeze e tampão.
36
3.3.2.1 Recimentação
Normalmente efetuada para corrigir uma cimentação anterior onde o topo do
cimento no anular ficou abaixo do desejado. Canhoneia-se o revestimento em dois pontos
em profundidades distintas e só se efetua a recimentação se for conseguida circulação pelo
anular. Esta circulação é obtida bombeando-se através da coluna de perfuração equipada
com packer e este permitindo uma pressurização necessária para deslocar a pasta pelo
anular. (BJ , 2002).
3.3.2.2 Compressão de cimento ou squeeze
Como o próprio nome originário da língua inglesa significa compressão ou seja é
um bombeio forçado da pasta sob determinada pressão, visando corrigir falhas de
cimentações anteriores, tapar furos no revestimentos, isolar zonas produtoras de fluídos
diferentes (óleo e água por exemplo.), isolar água de formação, abandonar definitivamente
uma zona não produtora.
3.3.2.3 Tampão
Consiste basicamente em bombear um volume de pasta de cimento para o poço para
um determinado trecho para efetuar ali um isolamento temporário ou definitivo. O seu
objetivo é isolar alguma zona de interesse particular. Eles são empregados em alguns casos
específicos, tais como:
Perda de circulação de produção de petróleo por motivo desconhecido: neste caso, o
poço é isolado por meio de um tampão de cimento e investigações são realizadas
para identificação do problema (Observe figura 12);

37
Figura 12 - Isolamento entre poço aberto e revestimento na presença de zona com perda de
circulação (N-2730).
Abandono definitivo do poço: quando um poço não apresenta mais produção
suficiente ou apresenta alguma falha grave de estabilidade, que possa comprometer
a segurança das instalações e das pessoas envolvidas, o mesmo é tamponado e
abandonado por meio de tampões de cimento (BEZERRA, 2006);
Abandono temporário do poço: alguns poços apresentam comportamento errático na
produção, ora possuem boa produção, ora não compensam sua exploração. Nestes
casos, os poços recebem tampões de cimento temporários, que são rompidos
posteriormente por meio de operações de perfuração, quando se deseja retomar a
produção (BEZERRA, 2006);
Operações de desvio de poços: a contínua produção de um poço de petróleo e a
realização de furos de sondagem na região, modifica a distribuição de petróleo da
área e levam à necessidade do redirecionamento de alguns poços específicos.
Assim, um poço pode ter seu percurso redirecionado com o objetivo de atingir
outras zonas que apresentem melhor produção. Estes poços, denominados de poços
direcionais, podem ser perfurados com desvios acentuados da direção vertical desde
próximo à superfície, como também podem ser redirecionados a partir de poços
verticais existentes em certa profundidade (BEZERRA, 2006);
Compressão de cimento: a falha de um trecho da cimentação primária que apresenta
vazamento (petróleo, gás e/ou água), mas que apresenta estabilidade mecânica, é

38
corrigida por meio da operação de compressão de cimento (mencionado acima).
Para que esta operação possa ser realizada, a tubulação de revestimento deve estar
isolada abaixo e acima impossibilitando a penetração de pasta de cimento indevida
no interior da tubulação de revestimento, o que pode comprometer a produção. Este
isolamento, assim, é realizado por meio de tampões de cimento.
Figura 13- Abandono deixando no poço parte da coluna de produção ou injeção. (N-2730).
3.4 Objetivos das operações de Cimento na Completação
3.4.1 Correção de Cimentação Primária
Cimentações primárias deficientes podem causar intervenções de “workover”
onerosas. A decisão quanto a necessidade ou não da correção de cimentação primária é uma
tarefa de grande importância. A correção implica elevados custos, principalmente no caso
de poços no mar, onde o custo com sonda é um dos mais relevantes (LIMA, 2004).
39
O prosseguimento das operações, sem devido isolamento hidráulico entre as
formações permeáveis, pode resultar em:
Produção de fluidos indesejáveis devido a proximidade dos contatos
óleo/água ou gás/óleo;
Testes de avaliação das formações incorretos;
Prejuízo no controle dos reservatórios (produção, injeção, recuperação
secundária);
Operações de estimulação mal sucedidas, com possibilidade inclusive de
perda do poço.
3.4.2 Correção de Microanular
Trata-se, também, de um problema decorrente de deficiência da cimentação
primária. O microanular é um diminuto espaço que se forma entre o revestimento e o
cimento devido a variação de pressão e temperatura após a cura do cimento
(COMPLETAÇÃO, 1991).
As principais causas para o aparecimento de microanular são:
a) Microanular Térmico
Durante a pega, o cimento libera calor de hidratação gerando uma variação
de temperatura da ordem de 60°F (33°C) acima do gradiente normal de
temperatura do poço.Isto causa a expansão do revestimento.
A posterior dissipação do calor provoca a contração do revestimento e o
aparecimento de microanular, que de acordo com (Dumbauld, 1956), ocorre
em mais de 90% dos poços.
A magnitude do microanular térmico é função do volume de cimento no
anular, da composição da pasta de cimento e da condutividade térmica da
formação.
Assim, por exemplo, calcários com baixa porosidade tem alta condutividade
térmica e dissipam rapidamente o calor, gerando menores microânulos que
40
folhelhos porosos, que contém muito fluido e tem menor condutividade
térmica.
b) Microanular Induzido
A aplicação de pressão no revestimento em testes de BOP e correções de
cimentação, bem como a redução de coluna hidrostática com a substituição de lama
de perfuração por fluido de completação mais leve também provocam deformações
no revestimento e o aparecimento de microanulares.
O microanular interfere com o sinal acústico do CBL, indicando ausência de
cimento ou uma má aderência entre revestimento e cimento. Daí, ser necessário
correr o perfil com o revestimento submetido a uma pressão adequada, de forma a
promover a expansão do revestimento e permitir uma correta interpretação do perfil
de aderência do cimento.
Há microanulares superior a 0,1mm, os quais podem permitir o fluxo de gás
ou até mesmo de líquidos, porém não permitem o fluxo de pastas corretivas.
Atualmente, vem sendo desenvolvidas pesquisas com cimento de granulometria
fina, resinas, polímeros e outros fluidos para o preenchimento de microanulares.
3.4.3 Isolamento de topo do liner
Uma outra possível falha da cimentação primária, que precisa ser corrigida, se refere
a falta de isolamento do topo do liner. Tais falhas são decorrentes das condições adversas
encontradas para a sua cimentação, como anular pequeno e difícil centralização do liner.
3.4.4 Tamponamento de canhoneados
A finalidade básica uma compressão de cimento para o tamponamento de
canhoneados é impedir o fluxo de fluidos entre a formação e o interior do revestimento e
vice-versa. No caso de tamponamento de um intervalo extenso, com um grande numero de
canhoneados, é difícil assegurar o preenchimento e vedação de todos os furos.Os problemas

41
mais comuns que geram intervenções para tamponamento de canhoneados são aqueles
relacionados com a excessiva produção de água ou gás (COMPLETAÇÃO, 1991).
3.4.4.1 Elevada razão água/óleo
A produção de água apresenta várias desvantagens como perda de energia do
reservatório, dispêndio de energia em elevação artificial e custos com tratamento e descarte,
além de riscos de degradação ao meio ambiente. Uma elevada produção de água pode ser
conseqüência da elevação do contato óleo/ água devido ao mecanismo de produção (influxo
de água), ou injeção de água. Isto pode ser agravado pela ocorrência de “cones” ou
“fingerings”, falhas na cimentação, furo no revestimento, ou estimulação atingindo a zona
de água. O aparecimento de água é normal em um reservatório com influxo de água ou sob
injeção da mesma. Algum dia tem-se que produzir água para recuperar petróleo.Se a zona
produtora é espessa pode-se tamponar os canhoneados e recanhonear apenas na parte
superior, o que resolve o problema temporariamente. O aparecimento de água se torna um
problema mais complexo quando há permeabilidade estratificada. A variação de
permeabilidade ao longo da zona, verticalmente, provoca um avanço diferencial da água
conhecido como “fingering”. O “fingering” pode ser minimizado com redução de
vazão.Uma alternativa seria completar as zonas separadamente. O cone de água é um
movimento essencialmente vertical da água na formação. Não ultrapassa barreiras pouco
permeáveis.Ocorre normalmente em pequenas distâncias, sendo altamente agravado por
elevadas vazões.Quando a elevada RAO não é devida e esses dois fenômenos, pode-se
suspeitar ou de dano no revestimento, degradação da cimentação ou de fraturas mal
dirigidas.Perfis de produção podem indicar a existência de dano no revestimento ou
migração vertical de uma fratura hidráulica.Um dano no revestimento pode ser solucionado
por uma compressão de cimento ou por um isolamento com obturadores. Já a migração
vertical excessiva por uma fratura é um problema de difícil solução.
42
3.4.4.2 Elevada razão gás/óleo
Uma razão gás-óleo alta pode ter como causa o próprio gás dissolvido no óleo, o gás
de uma capa ou aquele proveniente de uma outra zona ou reservatório adjacente. Esse
último caso pode ser produto de uma falha de cimentação primária, furo no revestimento ou
de uma estimulação mal concretizada. A produção excessiva de gás, devido a formação de
cone, pode ser contornada, temporariamente completando-se o poço apenas na parte
inferior. Um cone de gás é mais facilmente controlado pela redução de vazão do que o de
água. Isto se deve a maior diferença de densidade entre o óleo e o gás. O fechamento do
poço, temporariamente, é uma técnica recomendada para a retração do cone de gás ou água.
3.4.5 Reparos de vazamentos no revestimento
Vazamentos no revestimento podem ocorrer devido a corrosão, colapso da
formação, fissuras, desgastes ou falhas nas conexões dos tubos, sendo necessário identificar
a natureza do problema, sua localização e extensão. Basicamente em se tratando de pontos
localizados ou pequenos intervalos de revestimento danificados, a técnica utilizada é
semelhante à empregada em tamponamentos de pequeno número de canhoneados. No caso
de trechos longos, o tratamento é similar ao de canhoneados extensos.
3.4.6 Tampões de abandono
Existem normas que tratam dos procedimentos relativos as operações com cimento
em tamponamento e abandono temporário ou definitivo de poços na plataforma continental
e em terra. Objetivando-se em perfeitas questões de segurança.
3.4.7 Combate à perda de circulação
Pastas de cimento podem ser usadas para estancar perdas apenas quando não há
preocupação com o dano de formação, isto é, em zonas que vão ser isoladas
43
definitivamente. Nesses casos podem ser usadas pastas aceleradas, tixotrópicas, espumadas
ou outros sistemas especiais.Recentemente (SPE 18031) foi introduzido um cimento
magnesiano ( mistura de magnésio, óxidos de cálcio, carbonatos e sulfatos), fabricado na
Alemanha, o qual seria um excelente produto para combate a perda de circulação.
Esse cimento magnesiano apresenta:
Completa dissolução em HCl, logo não é danificante;
Pode ser removido por jateamento, contrafluxo (“backflushing”) ou
acidificação;
Resiste a diferencial reverso de pressão de até aproximadamente 750 psi ou
(5,17 MPa);
Pode ser formulado em pesos específicos de 12,5 a 14 lb/gal, com tempo de
pega de 1 a 12 horas;
Elimina ou reduz substancialmente a perda de fluido em poros e
microfraturas.
3.5 Operações com cimento em situações especiais
3.5.1 Operações em calcário fraturados
A baixa permeabilidade da matriz associada a existência de “vugs”, fissuras,
fraturas e, em alguns casos até mesmo cavernas (vide Lagoa Piabanha na Bacia do Espírito
Santo), faz com que a pasta usual penetre profundamente na formação, até desidrata-se.
Assim, a pasta pode ir além do alcance dos jatos de canhoneio. Nos casos mais simples, o
uso de pasta acelerada ou tixotrópica resolve o problema. Nos casos mais críticos
recomenda-se tratamento em duas etapas. Na primeira etapa injeta-se à pressão controlada,
uma pasta com agentes de combate a perda de fluido, ou acelerada, ou tixotrópica ou ainda
com agente gelificante, a qual tem por função criar suporte (pontes) para a segunda pasta.
Após a pega dessa pasta, injeta-se a segunda, a qual deve apresentar baixa perda de filtrado,

44
de forma a criar um anel de cimento em torno do revestimento preenchendo todos os vazios
nesse anel.
Em zonas depletadas e/ou com perda de circulação é muito importante não exceder
a pressão de absorção de fluidos ou a pressão de quebra da formação.Para tal pode ser
necessário o uso de fluidos de deslocamento de baixas densidades (óleo tratado, diesel, N2
e até mesmo o uso de pastas de baixa densidade). Em alguns casos pode-se eliminar parte
ou todo o fluido de deslocamento, deixando a pasta descer por gravidade (vácuo).
3.5.2 Operações em folhelhos
Como o folhelho apresenta permeabilidade matricial praticamente nula, torna-se
muito difícil, senão impossível, preencher com pasta de cimento canais não comunicantes.
Essa situação pode ocorrer em correção de cimentação primária, onde há cimento suficiente
para impedir a comunicação hidráulica mas insuficiente para garantir o isolamento
hidráulico ao longo do tempo. Para esses casos recomenda-se uma escolha criteriosa-
baseada em perfis- dos pontos a canhonear, o uso preferencial de circulação da pasta
“cement retainer” com canhoneados acima e abaixo do anel de cimento a ser criado – e o
uso de “mud acid” para obtenção de comunicação entre os canhoneados ou entre
canhoneados e zona permo-porosa.
4. Curiosidades sobre o cimento
4.1 Cimento Espumoso
O cimento com espuma, mistura de uma pasta convencional com N2 ou CO2 , foi
introduzido na indústria de petróleo em 1978, como um meio de obtenção de pastas leves.
Assim seu uso se limitava a cimentações em formações de baixo gradiente de fratura.
Porém , o desenvolvimento da tecnologia de pastas de cimento com espuma ampliou muito
sua aplicação.
A pasta de cimento com espuma oferece as seguintes vantagens:

45
Melhor aderência revestimento-cimento-formação: Na pasta convencional, à
medida em que ocorre a hidratação do cimento, ocorre uma perda de
hidrostática, diminuído as forças de contato revestimento-cimento-
formação.Com a pasta de cimento com espuma, a perda de hidrostática
causa uma expansão das bolhas de gás, o que mantém o grau de contato
revestimento-cimento-formação.
Melhor isolamento hidráulico: Explicado pelas razões anteriores.
Eliminação de perda de circulação: A baixa densidade, associada a baixos
coeficientes de fricção e a propriedades tixotrópicas torna a pasta de cimento
com espuma ideal para zonas de perda de circulação, fraturas ou cavernas.
Isolamento térmico: Pasta de cimento com espuma, termicamente
estabilizadas (até 572°F), são excelentes para cimentações de poços de
injeção de vapor, combustão “in situ” e geotérmicos, devido suas elevadas
porosidades e baixa permeabilidades.
4.2 Cimentos Ultraleves
As microesferas foram desenvolvidas para cimentação de condutores e revestimentos
de superfícies onde alargamentos (“washouts”) e baixa pressões de fraturamento são
comuns.
As esferas de vidro são apresentadas em faixas granulométricas de 20 a 200 µm
com espessura de parede de 0,5 a 2,0 µm. Elas são classificadas em graus conforme sua
resistência à pressão hidrostática. São comuns as que resistem a até 5000 psi, havendo
porém graus especiais, com paredes mais espessas, que resistem a até 10000 psi. As esferas
de vidro são raramente usadas devido ao seu elevado custo, muito superior ao das esferas
de cerâmica.
As esferas de cerâmica são obtidas de “fly ashes”, portanto sua casca é composta
por aluminosilicato e o interior é preenchido por CO2 e N2. O limite de pressão para as
microesferas de cerâmica é de 4500 psi, sendo previsível o aumento da densidade da pasta,

46
com a pressão hidrostática. As microesferas devem ser pré-misturadas no cimento e não na
água.
5. Utilização de aditivos nas pastas cimentantes
Operações com cimento são realizadas nos mais variados ambientes, em
temperaturas desde abaixo de 0° C até 350°C e pressões desde próximas a uma atmosfera
até 200 MPa ( 30.000 psi). Uma variedade de aditivos estão disponíveis no mercado para
adequar o cimento a essa variada gama de situações. Esses aditivos são geralmente
classificados em oito categorias: aceleradores, retardadores, estendedores, adensantes,
dispersantes, controladores de filtrado, controladores de perda de circulação e especiais.
O comportamento de uma pasta de cimento depende das características do cimento,
temperatura, pressão, concentração dos aditivos, energia de mistura, ordem de mistura e
razão água-cimento. Para a maior parte das operações com cimento na completação, a pasta
deve apresentar baixa viscosidade, não gelificar quando estática, manter a viscosidade
praticamente constante até a ocorrência da pega, ter baixa perda de filtrado sem separação
de água livre ou decantação de sólidos (LIMA, 2004). Dada a interação entre os vários
aditivos incluídos em uma pasta e a variação na composição do cimento, deve ser sempre
efetuados testes laboratoriais destinados à cimentação de poços. Além da interação entre os
aditivos, ação sistêmica , é também de grande importância o comportamento desses durante
a filtração – criação do reboco de cimento. Assim, por exemplo, se um retardador for
lixiviado para a formação, a pasta remanescente no revestimento poderá sofrer pega
prematura. Se um redutor de filtrado, com efeito secundário de retardamento de pega, for
concentrado no reboco, esse terá a pega retardada. Se a interação entre aditivos causar
gelificação da pasta pode ocorrer entupimento ou até mesmo prisão da coluna.
5.1. Aceleradores
Muitos sais inorgânicos são aceleradores de pega de cimento Portland. O cloreto de
cálcio (CaCl2), introduzido em 1914 (Crenshaw, 1985), é o mais eficiente e econômico dos

47
aceleradores. É usado em concentrações de 2% a 4% em massa de cimento. Embora atue
como acelerador em qualquer concentração, os resultados tornam-se imprevisíveis acima de
6% (NELSON, 1990), podendo ocorrer pega prematura.
Ou seja, esses aditivos têm a função de diminuir o tempo de pega do cimento. Eles
são utilizados no caso de cimentações em profundidades menores onde, devido à baixa
temperatura, um tempo de pega muito longo acarretaria em uma espera longa para a
retomada da perfuração (PETROBRÁS, 2002).
O cloreto de sódio, também funciona como acelerador dependendo da concentração.
Este apresenta o seguinte comportamento (Tabela 2):
Tabela 2– Comportamento do cloreto de sódio.
CONCENTRAÇÃO CONCENTRAÇÃO EFEITO OBSERVAÇÕES
EM MASSA DE ÁGUA mg/l
0 – 10% 0 - 107.1OO acelerador O NaCl não é um acelerador eficiente.
10 – 18% 107.100 - 203.700 Neutro Deve-se preferir o CaCl2
> 18% > 203.700 retardador
5.2. Retartadores
Fabricados à base de lignossulfonatos e derivados, ácidos orgânicos, derivados de
celulose e derivados de glicose. Agem por absorção superficial ou por formação de
precipitados superfíciais impermeáveis que retardam o processo de hidratação fazendo com
que o início da pega seja retardado principalmente quando a temperatura e pressão sejam
altas, fatores estes que atrapalhariam o bombeio da pasta. Compostos inorgânicos como
ácidos e sais de boro, fósforo, flúor e cromo, cloreto de sódio em concentrações superiores
a 20% em massa de cimento e óxidos de zinco e chumbo são retardadores. O óxido de
zinco (ZnO) é usado para retardar pastas tixotrópicas.

48
5.3. Estendedores e adensantes
Estendedores de cimento permitem maior rendimento da pasta e resulta em pastas
mais leves. Possibilita maiores alturas de pasta e menor pressão hidrostática. Podem
funcionar por absorção de águas (argilas como a bentonita, ou produtos químicos, como os
silicatos) ou pela adição de agregados de baixa densidade (pozolana, perlita, gilsonita). As
pozolanas (terras diatomáceas, “fly ashes”, sistemas de cimento leve e micro sílica)
constituem o grupo mais importante de estendedores. Em alguns casos pode-se utilizar
ainda o nitrogênio ou microesferas cerâmicas para criar pastas excepcionalmente leves.
Nesse caso, há o surgimento de muita água livre, mais que pode ser resolvido com o
uso de estendedores que adsorvem essa água, como a bentonita e silicatos. Algumas vezes,
se utiliza gás para reduzir a densidade e ter uma alta resistência compressiva, pois uma
pasta de cimento espumada possui bolhas que diminuem a densidade sem comprometer a
sua resistência compressiva. A grande limitação deste material, é que eles podem ser
esmagados quando submetidos a uma pressão hidrostática alta (PETROBRÁS, 2002,
NASCIMENTO, 2006).
Já os adensantes possuem o efeito contrário aos estendedores, aumentando a
densidade da pasta (NASCIMENTO, 2006).
5.4. Dispersantes
Os dispersantes também são chamados indutores de turbulência ou redutores de
fricção. Pois estes abaixam a viscosidade aparente, o limite de escoamento e a força gel das
pastas, melhorando suas propriedades de fluxo. Ou seja, tornam a pasta mais fina,
possibilitando com isto que se bombeie a mesma com maiores vazões com menores perda
de carga, causando melhor remoção do fluído de perfuração e um menor risco de fratura na
formação. Os sulfonatos são os dispersantes mais comuns, sendo o sulfonato
polinaftalênico (PNS) o mais usado em poços de petróleo.
Suas propriedades baseiam-se no equilíbrio eletrostático das partículas de cimento,
eles agem quebrando este equilíbrio, fazendo surgir partículas carregadas eletrostaticamente
49
que se repelem (SANTOS JUNIOR, 2006).A adição destes pode produzir um efeito
secundário indesejável: aumento da água livre e da decantação dos sólidos, tornando a pasta
menos estável (HALLIBURTON, 1998).
5.5. Controladores de filtrado
Evitam que a pasta perca água prematuramente nas zonas permeáveis, mantendo a
bombeabilidade e impedindo que se cause danos à formação produtora. São utilizados
simultaneamente com dispersantes pois um dos fatores que afeta o controle de filtrado de
uma pasta é o seu grau de dispersão.
A perda de filtrado API para uma pasta de cimento pura (sem aditivos) geralmente
supera 1500 ml / 30 min. Com freqüência necessita-se de pastas com perda de filtrado tão
baixa quanto 50 ml / 30 min.Os controladores atuam diminuindo a permeabilidade do
reboco de cimento criado e/ou aumentando a viscosidade do filtrado. A redução da
permeabilidade do reboco é o mecanismo mais importante. Uma pasta com perda de
filtrado de 50 ml / 30 min apresenta permeabilidade do reboco 1000 vezes inferior à do
reboco de pasta pura, enquanto a viscosidade do filtrado é apenas 5 vezes maior.
Os polímeros, introduzidos como controladores de filtrado na década de 40, são os
mais usados. Acredita-se que os mesmos se adsorvem na superfície dos grãos do reboco
diminuindo o tamanho dos poros e formam agregrados coloidais que bloqueiam os poros,
reduzindo, portanto, a permeabilidade do reboco (NELSON, 1990). Naturalmente,
aumentam também a viscosidade do filtrado, a qual não pode ser muito alta a fim de não
prejudicar a mistura da pasta.
Vários controladores de filtrados foram desenvolvidos nos últimos anos. Esses
aditivos existem na forma de materiais particulados, tipo bentonita, resinas termoplásticas,
látex (APPLEBY e WILSON, 1996; NELSON, 1990) e polímeros solúveis em água como
derivados de celulose, tipo hidroxietilcelulose ou HEC (FYTEN e GETZLAF,
2006).Também existe os derivados de polímeros sintéticos não-iônicos tipo
polivinilpirolidone (PVP) e álcool polivinílico (PVA), aniônicos como o poliacrilamida e
catiônico como o poli(etilenamina) (LU et al, 2005 ; BONCAN, 2004 ; LARAMAY et al,
50
2000; BONCAN e GANDY, 1986; CARPENTER, 1986; McKENZIE, 1984; McKENZIE e
McELFRESH, 1982).
5.6. Controladores de perda de circulação
Em zonas de perda elevada é conveniente adicionar ao cimento agentes granulares,
fibrosos, aceleradores de pega ou tixotrópicos. Os agentes granulares como gilsonita,
carvão, bentonita, etc, facilitam a criação de pontes. Em zonas fraturadas pode ser usado
flocos de celofane. Em zonas vugulares ou cavernosas a pasta tixótropica pode ser uma boa
alternativa.
5.7. Especiais
Plastificantes: reduzem a quantidade de água necessária para se misturar com o
cimento sem alterar sua viscosidade. Atuam de forma semelhante aos dispersantes
com o adicional de reduzir o FAC;
Superplastificantes: atuam de forma semelhante aos dispersantes, apresentando um
poder maior de redução de água;
Incorporadores de ar: é um aditivo líquido para a pasta de cimento. Incorpora ao
cimento minúsculas bolhas de ar esféricas, uniformemente distribuídas. É o
principal aditivo de estudo do presente trabalho e será descrito posteriormente com
mais detalhes.
Expansores: promovem a expansão da pasta fresca no interior de poros não
preenchidos ou de difícil penetração em função do tipo de formação;
Densificadores: são aditivos colocados em pastas que serão bombeadas em poços
profundos, em que altas pressões podem fazer a formação entrar em colapso e
fechar o poço antes da hidratação do cimento Portland;
Pastas salgadas: a incorporação de soluções salinas em pastas é recomendada
quando estratificações salinas são encontradas nas formações. O objetivo é garantir
maior compatibilidade entre a pasta e a formação;

51
Controladores de migração de gás: são aditivos que possuem a função de
bloquear o fluxo de gases da formação para o anular e na própria bainha que está
sendo cimentada. A presença de gases pode aumentar a permeabilidade da bainha e
reduzir o desempenho mecânico da mesma;
Espumantes: pastas que precisam apresentar massas específicas muito baixas são
aditivadas com espumas ou gases, como é o caso da incorporação de nitrogênio
gasoso.
6. Flexitubo
6.1 Definição
É um longo e contínuo tubo de aço de pequeno diâmetro e com alta resistência
mecânica. Seu grande comprimento permite alcançar grandes profundidades no poço. O
flexitubo vem enrolado num carretel, de onde é esticado e empurrado para dentro do poço
pelo injetor. O BOP é o equipamento de segurança contra pressões. Conectadas a todos
esses equipamentos estão as unidades de mistura e bombeio. Ao final das operações, o tubo
é recolhido novamente para o carretel.
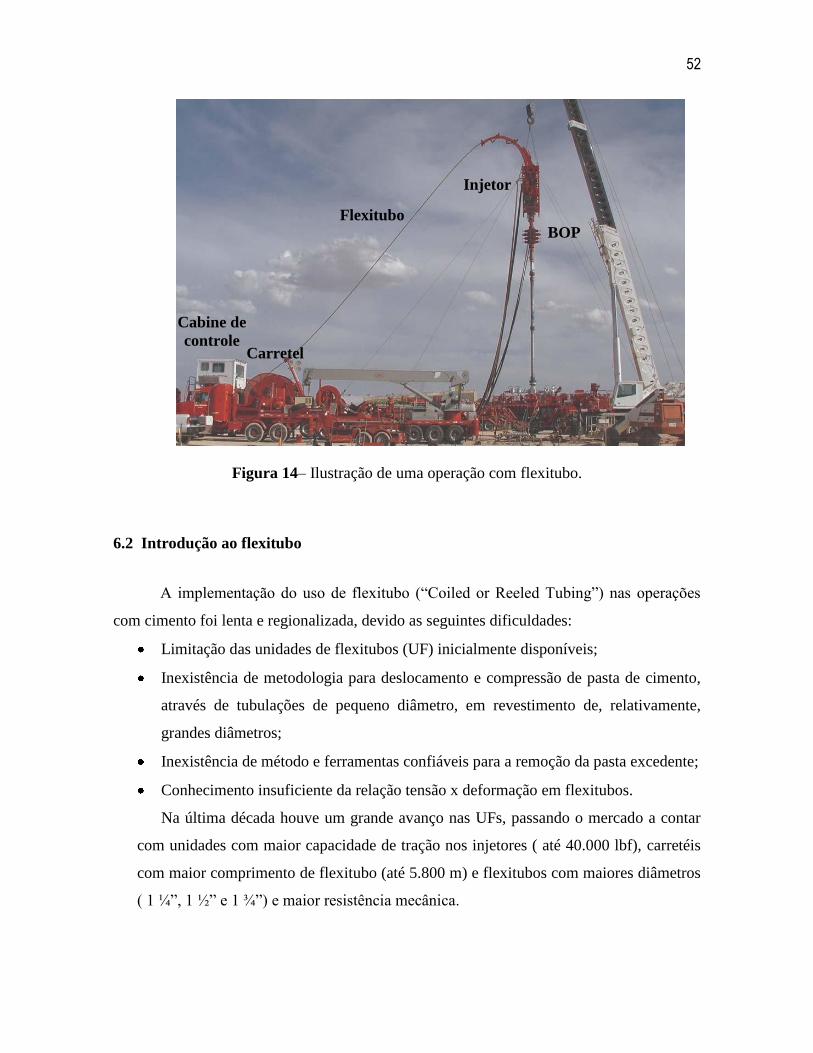
52
Figura 14– Ilustração de uma operação com flexitubo.
6.2 Introdução ao flexitubo
A implementação do uso de flexitubo (“Coiled or Reeled Tubing”) nas operações
com cimento foi lenta e regionalizada, devido as seguintes dificuldades:
Limitação das unidades de flexitubos (UF) inicialmente disponíveis;
Inexistência de metodologia para deslocamento e compressão de pasta de cimento,
através de tubulações de pequeno diâmetro, em revestimento de, relativamente,
grandes diâmetros;
Inexistência de método e ferramentas confiáveis para a remoção da pasta excedente;
Conhecimento insuficiente da relação tensão x deformação em flexitubos.
Na última década houve um grande avanço nas UFs, passando o mercado a contar
com unidades com maior capacidade de tração nos injetores ( até 40.000 lbf), carretéis
com maior comprimento de flexitubo (até 5.800 m) e flexitubos com maiores diâmetros
( 1 ¼”, 1 ½” e 1 ¾”) e maior resistência mecânica.
Cabine de
controle
Carretel
Flexitubo
Injetor
BOP

53
O aumento do diâmetro interno do flexitubo era imprescindível a fim de permitir
maiores vazões. A elevada perda de carga no flexitubo de diâmetro nominal de 1 pol era
um empecilho a muitas operações.
A incorporação de dispositivos computadorizados que permitem um registro
contínuo e acurado do histórico de esforços sobre o flexitubo e de “softwares” para
operações com flexitubo foram dois grandes avanços.
A evolução das UFs foi acompanhada de progresso semelhante no desenvolvimento
de ferramentas conduzidas e operadas por flexitubo.
Outro progresso marcante foi a comprovação na prática, seguida do
desenvolvimento de modelo teórico , da grande capacidade de trabalho do flexitubo sob
compressão. Sob compressão o flexitubo assume uma forma senoidal o que lhe permite
avançar em longos trechos de alta inclinação, só assumindo a flambagem helicoidal acima
de um limite de compressão alto e ainda em estudo.
Quanto à metodologia de deslocamento, posicionamento, compressão e remoção da
pasta de cimento excedente, o mesmo foi desenvolvido pela ARCO-ALASKA INC. (SPE
15104).
Assim, em 1983 foram realizadas duas operações de squeeze através de flexitubo,
porém usando procedimentos semelhantes ao de squeeze através de tubing. Embora bem
sucedidas, as operações foram demoradas e exigiram várias repetições, demostrando a
necessidade de desenvolvimento nos seguintes itens:
Controle da profundidade do flexitubo: foi desenvolvido um localizador na
extremidade do flexitubo para controle de profundidade;
Controle de qualidade da pasta: um sistema de pré-mistura para pequenos
volumes de pasta e balança de precisão para pequenos volumes de aditivos foram
adotados;
Controle do filtrado: foram introduzidos testes de filtração “in loco”. O teor de
filtrado é controlado na faixa de 25 a 110 cm3/30 min;
Técnicas de posicionamento da pasta: foi construído um modelo com tubo
acrílico de 4” , simulando um revestimento de diâmetro interno 9,625” e tubo PVC
de 0,25”, simulando um flexitubo de diâmetro externo 1,25”, para estudar as
técnicas de posicionamento de pasta. Pasta de cimento com 15,8 lb/gal era
54
bombeada a 2,5 gal/ min simulando as operações de campo. Foram testados vários
fluidos como tampão (fundo falso) para suportar a pasta de cimento. A
viscosificação de fluidos não surtiu efeito, nem mesmo um tampão de gel semi-
sólido conteve o cimento. Comprovou-se que a densidade é o fator de controle.
Apenas quando se usou lama com 16,0 lb/gal, não houve mistura de fluido com
cimento de 15,8 lb/gal;
Controle de pega retardada: O retardamento da pega e diluição da pasta foram
testados usando citrato de sódio , etilenoglicol, metanol e bórax. Selecionou-se
como melhor uma mistura de 10 lb/ gal de bentonita e 20 lb/ gal de bórax em água.
Esse processo propicia tempo para circulação reversa do excesso de pasta, caso
ocorra algum problema (variações climáticas, falhas de equipamentos, etc). Facilita
ainda a circulação da pasta devido a diluição (redução da densidade) e manutenção
dos sólidos em suspensão.
6.3 Operações através de flexitubo
A utilização de flexitubo em operações de cimentação tem adquirido grande
importância nos últimos anos. Isto se deve à substancial redução dos custos, decorrente da
facilidade de mobilização do equipamento, da possibilidade de operar sem sonda, de se
trabalhar em “underbalance” e, conseqüentemente, de se evitar o dano decorrente do
amortecimento do poço para desequipá-lo. Estas operações de cimentação já pode ser
considerada uma técnica totalmente dominada pela indústria do petróleo. A literatura cita
inúmeras intervenções bem sucedidas no exterior. O flexitubo vem sendo aplicado no
Alasca, com resultados positivos desde 1983 (HARRISON, 1986).
As vantagens de utilizar flexitubo são inúmeras. Contudo, o mais importante é que a
operação pode ser conduzida “underbalance”. Isto evita que o poço seja desequipado e o
dano à formação, decorrente do amortecimento, é evitado. Esta possibilidade não pode ser
facilmente expressa em cifras, mas é de longe, o principal beneficio do flexitubo.
Paralelamente, existe uma notável diminuição dos custos diretos destas operações.
Estão reportadas reduções da ordem de cinqüenta porcento no custo médio dos trabalhos de
cimentação realizados pela British Petroleum nos últimos anos da década passada, devido a

55
atualização do flexitubo (MAURER, 1994). Isto foi devido à elevada capacidade de
mobilização dos equipamentos, aliada à rapidez das operações (flexitubos podem ser
facilmente descidos ou retirados).
O flexitubo assume uma importância muito grande quando a sua utilização em
unidades de posicionamento dinâmico é analisada. Neste caso, é necessária a utilização de
um BOP submarino de workover. Em sondas onerosas, a economia de tempo de sonda
representa um aumento muito grande na magnitude da redução de custos.
Está sendo considerado como ponto estratégico, a implementação de flexitubo na
empresas do ramo de petróleo. Uma das grandes frentes de utilização é em operações de
cimentação. Pretende-se que abandonos com tampão de cimento sejam realizados thru-
tubing com flexitubo. A idéia é que squeezes em intervalos produtores e correção de
canalização em cimentação de revestimento sejam operações que possam ser realizadas a
médio prazo.
Drásticas variações nas propriedades da pasta podem ocorrer, principalmente no
tempo de espessamento, devido ao bombeio através de flexitubos. Para pequenos volumes
de pasta, a energia de mistura do sistema utilizado no bombeio e deslocamento é de vital
importância. Alguns trabalhos publicados recentemente (VIDICK, 1990) trazem resultados
impressionantes, com aceleração da evolução da consistência da ordem de até setenta
porcento.
Em intervenções sem sonda, os equipamentos são montados com guindastes. Já em
poços submarinos, a montagem é feita na própria sonda. Quase todos os equipamentos têm
acionamento hidráulico. Alguns equipamentos em detalhe:

56
Figura 15– Injetor: empurra e retira o flexitubo através de suas esteiras.
Figura 16– Carretel: acondiciona o flexitubo onde é conectado com o manifold de
bombeio.
57
Figura 17 – Cabine de controle: onde são monitoradas e controladas as operações com
flexitubo.
Figura 18 – Power Pack: unidade de força que provê acionamento e controle
hidráulico para todos os equipamentos.
58
Inicialmente o flexitubo era empregado em operações de indução de surgência,
pescaria, acidificações, limpezas, etc. Com o desenvolvimento de técnicas e ferramentas
especiais, o flexitubo passou a ser usado em operações especiais como perfuração,
cimentação, infláveis, perfilagem, canhoneio (figura 19), entre outras.
Figura 19 - Ilustração de uma operação de perfilagem e posterior canhoneio com
Flexitubo.
7. Incorporador de ar
Há basicamente três maneiras de abaixar a densidade das pastas de cimento na
industria do petróleo: usando micro esferas; usando aditivos extendedores de água e pasta
espumada (KULAKOFSKY, 2005). Os aditivos incorporadores de ar surgem como
produtos químicos tensoativos que possibilitam a redução da tensão ar/água e a dispersão
dos finos e têm a função de introduzir pequenas bolhas de ar ao cimento; sendo assim,
também capaz de reduzir a densidade das pastas.
O cimento contém sempre, em sua massa, grande ou considerável quantidade de ar
nele introduzido durante o período de mistura. O ar naturalmente se mistura a água, e as
bolhas assim formadas, por serem instáveis, agrupam-se formando outras de maiores
dimensões que escapam durante o lançamento. As bolhas de ar assim formadas, durante ou
pela mistura, podem atingir dimensões de até 10 mm de diâmetro.

59
O ar que é incorporado, no entanto, por força do aditivo, tem características
diferentes do introduzido no cimento quando do seu preparo, ou pela evaporação da água.
O ar assim introduzido no cimento tem forma de pequenas bolhas de dimensões entre 10 e
1000 mícrons, sendo que a maior parte se encontra compreendida entre 25 e 250 mícrons.
As distâncias entre as bolhas variam de 100 a 200 mícrons. As bolhas têm diâmetros
diferentes, constituindo uma certa granulometria.São ainda, estas bolhas, elásticas
(BAUER, 2000).
O incorporador de ar é um tensoativo que age diminuindo a tensão superficial da
água. Estes aditivos pertencem ou ao grupo dos “dífilos” com grupos polares hidrófilos ou
acrófobos, ou ao grupo dos apolares acrófilos (ou hidrófobos).
Devido a sua menor densidade, a bolha tenderá a subir. Ao chegar junto à
superfície, estabilizará sem se romper (figura 20).
Figura 20 – Surfactante liga-se com as moléculas de água, formando um filme e
trapeando as bolha de ar (BAUER, 2000).
Para que a bolha pudesse ser rompida, deveria aumentar até que vencendo a tensão
superficial fosse produzida uma descontinuidade na interface ar/líquido. Por outro lado, se

60
nesta interface houver um aditivo absorvido, pelo aumento da bolha, haverá uma
diminuição da sua concentração naquela área. Com a diminuição da concentração do ativo
haverá novo aumento da tensão superficial. Assim sendo, ocorre a estabilização do sistema,
pois que o aumento da tensão opõe-se à ruptura de bolha.
Observou-se o que ocorre pela ação do tensoativo sobre as bolhas de ar. Veja a
seguir a ação do tensoativo sobre as partículas de cimento ou de agregado muito fino.
O aditivo forma uma camada monomolecular com seu radical polar (aeróforo),
sobre as partículas soltas. Este posicionamento das moléculas acarreta a flotação ou
agrupamento das partículas pela solubilidade dos restos apolares. As (figuras 21 e 22)
ilustram o modo de ação do tensoativo sobre as partículas sólidas, bem como sobre as
partículas sólidas e bolhas concomitantemente.
Por outro lado, o aditivo unido por sua extremidade polar às partículas, fixa sobre a
sua superfície bolhas estabilizadas por meio de seus radicais apolares hidrófobos.
Assim, uma partícula sólida, recoberta por um certo aditivo, entrando em contato
com uma bolha de ar recoberta pelo mesmo aditivo, ou por outro de igual natureza, forma
grupo mais estável.
Figura 21 – Ação do tensoativo sobre as partículas sólidas (BAUER, 2000).
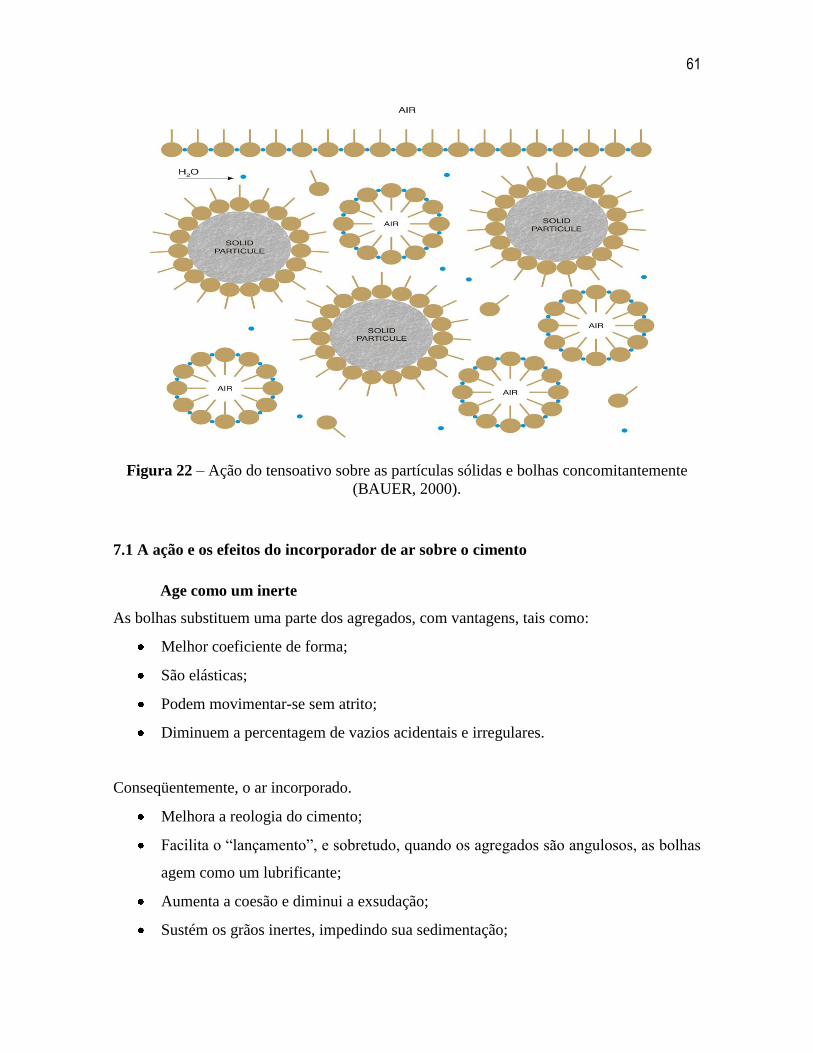
61
Figura 22 – Ação do tensoativo sobre as partículas sólidas e bolhas concomitantemente
(BAUER, 2000).
7.1 A ação e os efeitos do incorporador de ar sobre o cimento
Age como um inerte
As bolhas substituem uma parte dos agregados, com vantagens, tais como:
Melhor coeficiente de forma;
São elásticas;
Podem movimentar-se sem atrito;
Diminuem a percentagem de vazios acidentais e irregulares.
Conseqüentemente, o ar incorporado.
Melhora a reologia do cimento;
Facilita o “lançamento”, e sobretudo, quando os agregados são angulosos, as bolhas
agem como um lubrificante;
Aumenta a coesão e diminui a exsudação;
Sustém os grãos inertes, impedindo sua sedimentação;

62
7.2 Fatores que influenciam na ação do incorporador
A percentagem de ar incorporado, bem como, as características de bolhas dependem
de:
ADITIVO. A dosagem e a natureza do aditivo utilizado intervêm sobre:
O volume de ar incorporado;
A dimensão e distribuição das bolhas;
A estabilidade e a resistência das membranas.
A quantidade de ar incorporado pode não ser proporcional à quantidade do aditivo
empregado. A figura 23 relaciona a quantidade de um aditivo com a percentagem de ar
efetivamente incorporado.
Figura 23 – Relação da quantidade de um aditivo com a percentagem de ar efetivamente
incorporado (BAUER, 2000).
A quantidade de ar incorporado tem influência sobre a granulometria das bolhas.
A figura 24 ilustra a granulometria das bolhas em função da quantidade de ar
incorporado.
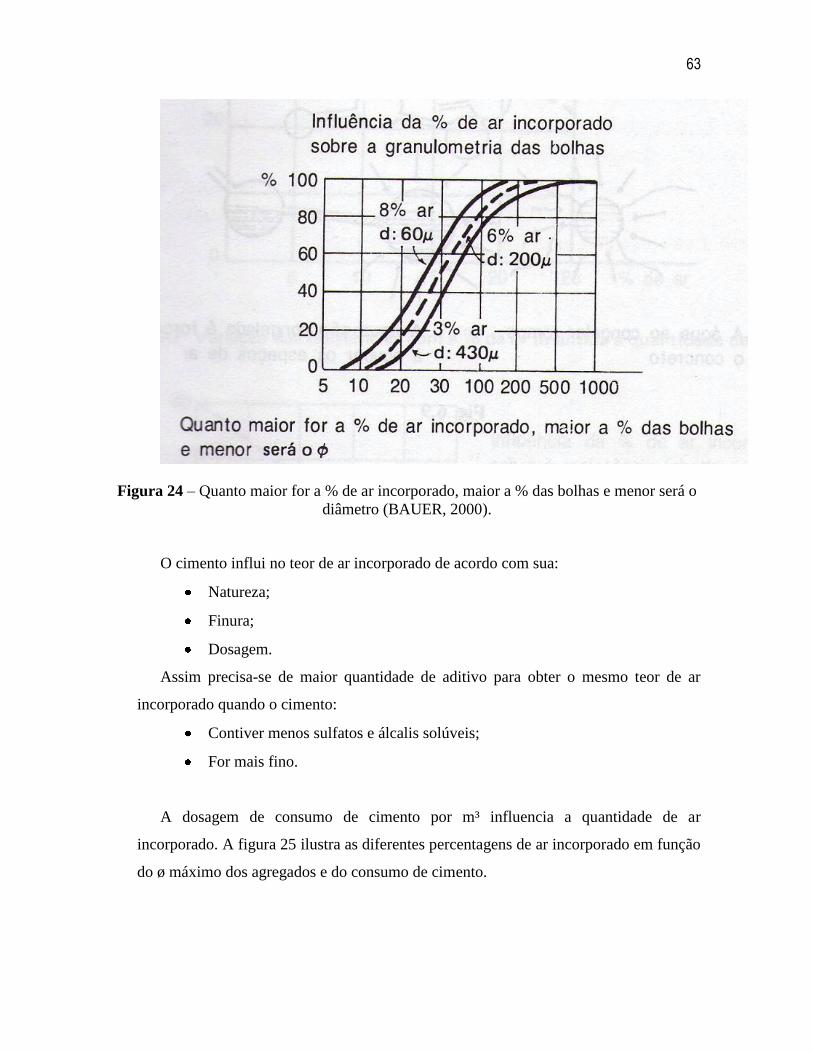
63
Figura 24 – Quanto maior for a % de ar incorporado, maior a % das bolhas e menor será o
diâmetro (BAUER, 2000).
O cimento influi no teor de ar incorporado de acordo com sua:
Natureza;
Finura;
Dosagem.
Assim precisa-se de maior quantidade de aditivo para obter o mesmo teor de ar
incorporado quando o cimento:
Contiver menos sulfatos e álcalis solúveis;
For mais fino.
A dosagem de consumo de cimento por m³ influencia a quantidade de ar
incorporado. A figura 25 ilustra as diferentes percentagens de ar incorporado em função
do ø máximo dos agregados e do consumo de cimento.

64
Figura 25 – Percentagens de ar incorporado em função do ø máximo dos agregados e do
consumo de cimento (BAUER, 2000).
Relação água/cimento
Tem influência não somente sobre o teor de ar incorporado, mas também, sobre a
distribuição das bolhas. A figura 26 seguinte ilustra o fato.
Verifica-se que quanto mais elevado for o fator a/c, maior se torna o diâmetro da
bolha.
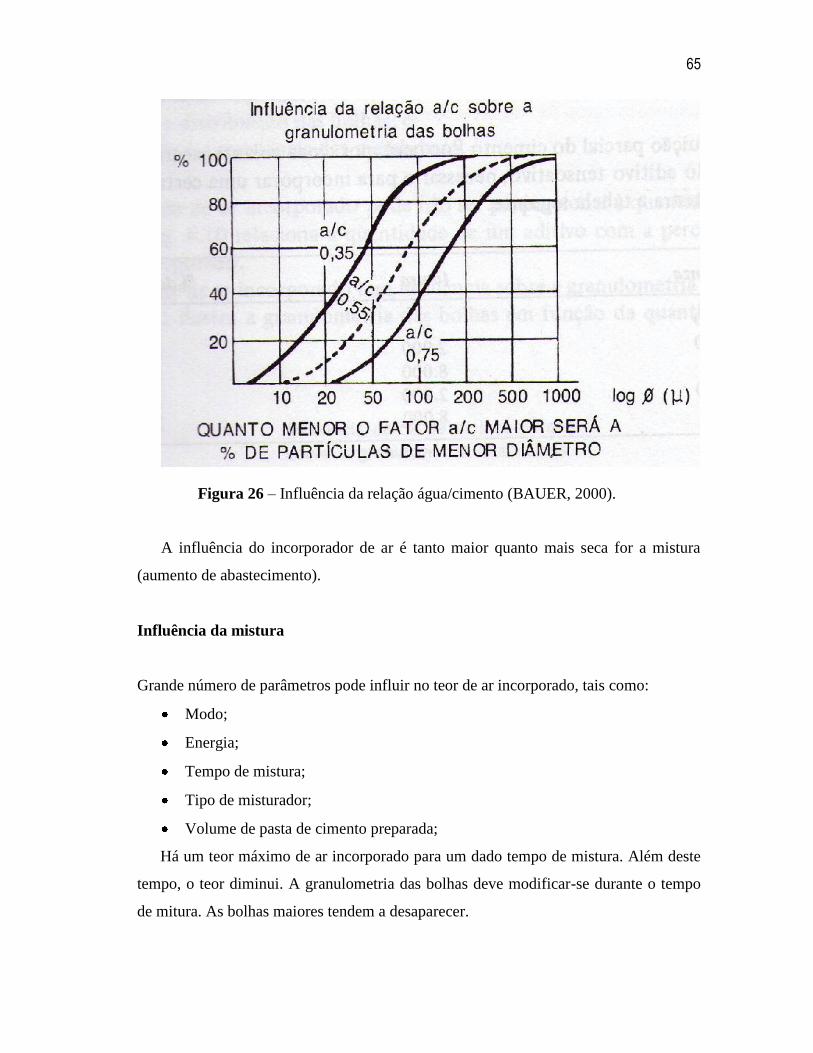
65
Figura 26 – Influência da relação água/cimento (BAUER, 2000).
A influência do incorporador de ar é tanto maior quanto mais seca for a mistura
(aumento de abastecimento).
Influência da mistura
Grande número de parâmetros pode influir no teor de ar incorporado, tais como:
Modo;
Energia;
Tempo de mistura;
Tipo de misturador;
Volume de pasta de cimento preparada;
Há um teor máximo de ar incorporado para um dado tempo de mistura. Além deste
tempo, o teor diminui. A granulometria das bolhas deve modificar-se durante o tempo
de mitura. As bolhas maiores tendem a desaparecer.

66
8. Vermiculita
8.1 Definição
A vermiculita é um aluminosilicato hidratado de ferro e de magnésio de baixa
densidade que possui estrutura cristalina micáceo-lamelar com cátions trocáveis em
posições interlamelares.
8.2 Introdução a Vermiculita
O termo vermiculita era muito mal definido, sendo aplicado a todo mineral micáceo,
em lâminas macroscópicas que abriam ou esfoliavam pelo aquecimento; os estudos
químicos e por difração de raios X, depois dos de Gruner (1934), mostraram que um grande
número de minerais classificados como vermiculitas eram camadas mistas
interestratificadas de mica-vermiculita e clorita-vermiculita; Whittig e Jackson (1955,1956)
mostraram que também interestratificações ternárias e quaternárias de vermiculita com ilita,
clorita e/ou montmorilonita podem existir.Além disso, também existe mistura lateral de
vermiculita e clorita dentro da mesma camada estrutural. (SANTOS, 1962).
Sua origem está nas rochas ígneas, principalmente naquelas onde o feldspato é
predominante, como o granito e sienito. Também pode ser encontrada em grandes folhas
nos diques de pegmatito e em muitas lavas felsíticas e pórfiros, em alguns gnaisses e xistos,
associada muitas vezes, com a muscovita e menos comum nas rochas ferro-magnesianas
(BASSET, 1963; DANA, 1970; FERRAZ, 1971; KRIEGEL, 1940; MORAES, 1944).
Ladoo e Myers (1951) caracterizaram as vermiculitas pela expansão de volume (na
direção perpendicular ao plano de clivagem das placas) de seis a vinte vezes daquele da
vermiculita original; a média recomendada é de uma esfoliação de dezesseis vezes pelo
aquecimento acima de 150°C (SANTOS,1962). Este processo é chamado de expansão.
O mineral vermiculita (Figura 27) é um silicato composto principalmente de ferro,
alumínio e cálcio. Pertencente à família das micas. A vermiculita tem densidade baixa e
67
apresenta forma de lâmina (lamelar). Sua principal vantagem é ser um material inorgânico e
resistente a temperaturas elevadas.
Figura 27 - Aspecto geral da vermiculita.
Como a maioria dos minerais, a vermiculita é hidrofílica, ou seja, atrai moléculas de
água e pode ser molhada. Poucos minerais são hidrófobos, como enxofre, grafite e carvão
que quando mergulhados na água, esses minerais não molham e saem secos (MARTINS,
2000). Essa característica é definida pela polaridade: minerais apolares (que não
apresentam pólos negativos ou positivos) são hidrofóbicos.
As principais aplicações da vermiculita estão na construção (como concreto
isolante, isolante térmico e acústico), na indústria (usada na filtração, dispersão, adsorvente,
isolante de temperaturas altas e baixas).De acordo com (FERRAZ, 1971) e
(ROSEMBURG,1972) os principais usos industriais da vermiculita no Brasil são: cortiça
mineral para isolantes térmicos; revestimento, isolante térmico para tubulações industriais;
massa para conexões de tubos isolantes; argamassa para pré-fabricação de tijolos; placas e
blocos refratários isolantes; argamassa para isolantes acústicos; isolantes acústicos e
térmicos para aplicação por pistola pneumática; agregados leves e ultraleves; filtros para
máscara de proteção, para fins industriais; substituto total ou parcial do solo agrícola, como
condicionador e retentor de água. O trabalho de (FULKERSON,1972) lista, os principais
68
usos para vermiculita esfoliada: isolante térmico à base de carbono pirolizado; barbotina de
vermiculita para isolamento térmico de canalizações de vapor; adsorvente para purificação
de águas residuais ricas em sais dissolvidos; remoção de camadas poluentes do petróleo na
superfície de águas oceânicas.
8.3 Características da vermiculita
O argilomineral vermiculita apresenta semelhanças estruturais com a clorita e com a
montmorilonita. É constituído por unidades de silicato do tipo encontrado nas micas com
deficiência de cargas negativas devido às substituições na camada tetraédrica. Os cátions
interlamelares neutralizantes são geralmente magnésio, como na clorita, mas diferem desta
por estarem rodeadas por água em vez de hidroxilas (WALKER, 1961). Portanto, a água
interlamelar, quando retirada pelo aquecimento rápido, faz com que o argilomineral se
expanda e, conseqüentemente, produza uma melhoria em uma das suas propriedades
físicas, a área superficial.
Durante o aquecimento da vermiculita entre 750-850ºC, acontece uma modificação
na sua estrutura, onde se verifica a formação da enstatita. Sabe-se que, durante o
aquecimento ocorre a esfoliação que dá a impressão de ser uma simples desintegração
mecânica, ao longo da partícula, durante a formação do vapor, deixando a vermiculita com
uma resistência mecânica menor quando estes limites de temperatura são ultrapassados
(GRUNER, 1934).
A vermiculita possui as seguintes características:
Baixa condutividade acústica - até 62 % de redução de ruídos;
Baixa condutividade térmica - a sua condutividade térmica é aproximadamente
0,048 Kcal/m2/h/°C (cerca de 30 à 40 % menor que o bloco de concreto celular) o
que permite sua utilização para a produção de refratários em isolamentos térmicos;
Praticamente incombustível - funde a 1315 ºC;
Não tóxico - silicato mineral infértil;
Não abrasiva - na escala de Mohs (1 a 10) a vermiculita apresente dureza de 1,5;

69
Retenção de água - tem o poder de reter grande quantidade de água;
Peso específico variando de 2,3 a 2,5 g/ cm3;
Cor brilho, variando de castanha, amarelo-ouro ou verde, amarelo-bronze;
Clivagem perfeita (001), e fraturas em lâminas flexíveis, não-elásticas.
A vermiculita pode ser classificada como:
Figura 28 – Ilustração da granulometria da vermiculita.
Tabela 3– Classificação da vermiculita.
Padrão
Internacional
Tamanho em
mm
Padrão
Americano
Tamanho em
mm
Padrão
Brasileiro
Tamanho em
mm
Large -8.0 a +2.8 1 -7.0 a +3.327
Médium -4.0 a +1.4 2 -3.5 a +1.75 Médio 55-95% > 2.4
Fine -2.0 a +0.71 3 -2.0 a +0.6 Fino 65-95% > 1.2
Superfine -1.0 a +0.355 4 -0.85 a +0.212 Superfino 70-95% >0.6
Mícron -0.71 a+0.25 5 -0.3 Mícron 80-100% > 0.3

70
10. Metodologia
A metodologia do trabalho consiste na preparação e avaliação das pastas por meio
de procedimentos adotados pelo American Petroleum Institute (API) e pela Associação
Brasileira de Normas Técnicas (ABNT). Foram preparadas pastas padrão; pastas com
somente incorporador de ar com concentração 0,022 gpc (galão por pé cúbico); pastas com
(incorporador de ar e vermiculita) com concentrações 1, 2, 3 e 4% (Tabelas 4).
Tabela 4- Composições das pastas – vermiculita.
COMPOSIÇÕES DAS PASTAS – VERMICULITA
Padrão B
Somente Ar A
Ar + 1% Vermiculita A1
Ar + 2% Vermiculita A2
Ar + 3% Vermiculita + 0,7% Controlador de Filtrado A3
Ar + 4% Vermiculita + 0,7% Controlador de Filtrado A4
Ar + 3% Vermiculita + 0,9% Controlador de Filtrado A3*
Ar + 4% Vermiculita + 0,9% Controlador de Filtrado A4*

71
10.1 – Formulação e caracterização de pastas cimentantes com adição de aditivos leves
para cimentação com Flexitubo.
Misturas secas
Foram formuladas misturas binárias de aditivos sólidos. As misturas binárias foram
compostas de (cimento e vermiculita). Na caracterização da vermiculita foram
determinadas suas densidades, composição química, e área superficial.
A determinação das densidades dos aditivos sólidos foi realizada por meio de frasco
de Le Chatelier, picnômetro comum e picnômetro eletrônico Micromeritics Accupyc 1340.
Outro parâmetro determinado foi a composição química da vermiculita e incorporador de ar
pelo método de fluorescência de raios-X (FRX). O ensaio de BET determinou a área
superficial específica da amostra de vermiculita. A área específica determina tanto a
reatividade quanto a presença de poros em amostras na forma de pó.
Por fim, foram realizados testes laboratoriais com as misturas secas e
incorporadores de ar, adicionados na água de mistura, onde foram analisados a densidade
das pastas e a variação de concentração de vermiculita para pré-seleção de composições
para os demais ensaios API. Permitindo assim à pasta ser submetida aos ensaios de
reologia, água livre, controle de filtrado, densidade e resistência mecânica. E com isso
obtendo as propriedades conforme a (Tabela 5).
Tabela 5 - Propriedade das pastas
PROPRIEDADE DAS PASTAS
Viscosidade Plástica VP
Limite de Escoamento LE
Gel Inicial GI
Gel Final GF
Resistência à Compressão RC
Densidade D
Redução de Densidade % RD%
Filtrado FL
Água Livre AL

72
As pastas foram submetidas a um estudo de suas propriedades reológicas, utilizada
na determinação do modelo reológico que melhor descreve o escoamento da pasta, do
regime de escoamento e na previsão de pressões geradas nas operações de cimentação e sua
correção. O entendimento e o controle das propriedades reológicas da pasta nas operações
visam otimizar a eficiência com que a pasta desloca o fluido do espaço anular sob
determinado regime de fluxo e a real pressão exercida sobre as paredes do poço. A
viscosidade é função, principalmente, do FAC, da granulometria da mistura seca, da área
superficial do cimento e dos aditivos.
Outro parâmetro muito importante estudado foi o teor de água livre. Isto foi feito
depois de selecionar uma pasta com boa viscosidade e condições de bombeio. O objetivo é
obter uma pasta estável evitando que durante a operação de bombeio ocorra separação da
água livre e sedimentação dos sólidos. O teste de água livre visou determinar o percentual
de volume da fase sobrenadante, obtido por um valor da massa da pasta de (760 ± 5) g
vertida em um frasco Erlenmeyer, após repouso de 2 horas à temperatura ambiente. Tal
informação possibilita estimar a suscetibilidade de uma pasta em ter seu volume total
efetivo reduzido.
Também foi determinada a resistência à compressão das pastas no estado
endurecido. Tal informação possibilita estimar a resistência mecânica que a pasta
endurecida apresentará no poço.
O teste de filtrado teve como objetivo determinar a perda de fase líquida, em
condição estática, a partir do volume de pasta contido em um filtro-prensa API, através de
um elemento filtrante, submetido a um diferencial de pressão de 1000 psi e na temperatura
requerida para o teste, durante período de tempo máximo de 30 minutos. Tal informação
possibilita estimar a susceptibilidade da pasta em perder parte de sua fase aquosa para a
formação.
10.2- Técnicas utilizadas para caracterização das pastas
10.2.1- Cálculo da energia de mistura
De posse das informações do diâmetro interno do flexitubo (polegadas), perda de
carga estimada (psi), vazão de bombeio de injeção da pasta (bpm), comprimento do carretel

73
do flexitubo (pés) e do peso da pasta (lb/gal), calcula-se a rotação equivalente no
misturador de palhetas e o tempo de mistura da pasta, respectivamente. Calcula-se também
a energia específica de mistura (kJ/kg), e a seguir, foi definido os períodos de tempo de
adição do cimento à água de mistura e o período de homogeneização (PROCELAB).
10.2.2-Mistura das Pastas
Para efetuar a mistura das pastas utilizou-se um misturador Chandler modelo 80-60
(Figura 29). A mistura foi realizada ligando-se o misturador, contendo a água de mistura
onde adicionou-se o incorporador de ar e nas pastas com concentrações de 3% e 4% do
aditivo leve também se fez necessário adicionar o controlador de filtrado, em velocidade
baixa (4 000 rpm ± 200 rpm), lançando-se neste a amostra das misturas binárias, por meio
de funil de colo curto, pela abertura central da tampa da jarra, e uma espátula. Durante 15 s,
a velocidade foi mantida constante. O tempo de adição foi controlado pelo temporizador do
misturador. Após toda amostra ter sido ininterruptamente adicionada à água, deu-se
continuidade a agitação em velocidade alta (12 000 rpm ± 500 rpm) durante 35 s,
desligando-se, em seguida, o misturador.
Figura 29 - Misturador de palheta Chandler Modelo 80-60, com controlador de velocidade
(PROCIM, 2008).

74
10.2.3-Homogeneização das Pastas
Imediatamente após a mistura da pastas, realizou-se a homogeneização das mesmas,
conforme a (NBR 9826), em uma célula de um consistômetro atmosférico Chandler modelo
1200 (Figura 30). O recipiente (célula) contendo a pasta até o nível apropriado juntamente
com a palheta estacionária e o dial, foram colocados em um banho para homogeneização
das pastas a temperatura ambiente por 20 min à 150 ± 15rpm. Já as pastas com
aquecimento a homogenização foi realizada a temperaturas de 50°C e 76°C para BHCT e
BHST respectivamente por 30 min a partir das informações da profundidade vertical do
poço (2000 m), Gradiente Geotérmico (1,35°F/100ft), lâmina d’água (108 m) e operação
tipo tampão. Esta palheta transmite o torque imposto pela pasta a uma mola acoplada ao
dial, que indica a consistência da pasta durante o processo de homogeneização. O
equipamento também é dotado de um elemento aquecedor que possibilita elevar e controlar
a temperatura do banho, por meio de um termômetro com resolução mínima de 0,5°C e
escala compatível. Após a homogeneização, desmontou-se o conjunto, retirou-se a palheta e
agitou-se manualmente a pasta na célula, com o auxílio de uma espátula, por 5 s para
assegurar sua uniformidade, antes de vertê-la para o recipiente do teste seguinte.
Figura 30 – Consistômetro Atmosférico Chandler Modelo 1200 (LIMA, 2004).

75
10.2.4-Ensaios Reológicos
O equipamento utilizado na realização dos ensaios reológicos foi um viscosímetro
rotativo de cilindros coaxiais Chandler modelo 3500 (Figura 31). Nesse viscosímetro, a
pasta contida em um copo é cisalhada entre uma camisa externa rotativa e um cilindro
interno, o qual é ligado a um torquímetro de mola.
O viscosímetro rotativo é um instrumento de leitura direta movido por um motor
com ou sem uma engrenagem de redução de velocidade. O cilindro externo ou rotor é
impulsionado a uma velocidade rotacional constante (em rpm). A rotação do rotor na pasta
produz um torque no cilindro interno (bob). Uma mola restringe o movimento do bob e um
ponteiro conectado à mola de torção indica o deslocamento angular do bob. Para a
realização deste ensaio utilizou-se a pasta homogeneizada, provinda do consistômetro
atmosférico, acondicionada a temperaturas citadas no item 10.2.3, vertendo-a
imediatamente para o copo do viscosímetro e efetuando-se as leituras nas rotações de 3
rpm, 6 rpm, 10 rpm, 20 rpm , 30 rpm, 60 rpm,100 rpm, 200 rpm e 300 rpm, de maneira
ascendente e descendente, com intervalos de 10 s entre as leituras (NBR 9830). Após a
leitura de 3 rpm, aumentou-se a velocidade do rotor para 300 rpm, mantendo-a por 1 min.
Em seguida, o motor foi desligado e após 10 s, o mesmo foi novamente acionado a 3 rpm,
registrando-se a deflexão máxima observada (Gi). Desligou-se mais uma vez o motor por
10 min, no fim dos quais o motor foi religado, registrando-se a deflexão máxima observada
(Gf) (NBR 9830). Ao final, determinaram-se os seguintes parâmetros: Limite de
Escoamento (LE) e Viscosidade Plástica (VP), aplicando-se o modelo matemático de
Bingham, o qual relaciona linearmente estes dois parâmetros, segundo a Equação:
τ = LE + VPγ (1)
76
Figura 31 - Viscosímetro Rotativo de Cilindros Coaxiais Chandler Modelo 3500 (LIMA,
2004).
10.2.5-Ensaio de Água Livre
Para a realização deste ensaio, utilizou-se a pasta preparada e homogeneizada. Em
seguida, a pasta foi então vertida em um frasco Erlenmeyer (Figura 32) e registrado o valor
da massa de (760 ± 5) g. O frasco foi vedado com filme plástico e assentado sobre uma
placa metálica suportada por uma espuma de poliuretano e isento de vibrações. A água
sobrenadante formada no frasco, após um período de 2h ± 5 min, foi removida por meio de
uma seringa ou pipeta e transferida para a proveta e registrando assim o volume obtido.Este
resultado foi utilizado para calcular o teor de água, em percentual, de acordo com a
seguinte equação:
Al = (Val x ρ / mp) x 100 (2)
Onde:
Al – é o conteúdo de água livre da pasta, em porcentagem volumétrica;
Val – é o volume de fluido sobrenadante coletado, em mililitros;
mp – é a massa inicial da pasta, em gramas;
ρ – é a densidade da pasta, em gramas por centímetro cúbico.
77
Figura 32 – Frasco Erlenmeyer.
10.2.6-Ensaio de Resistência à Compressão
A preparação para este ensaio é realizada preparando-se as pastas conforme o
processo de mistura citado no item 10.2.2, vertendo-as em moldes plásticos de forma
cúbica de 50 mm de aresta. As amostras foram curadas à pressão atmosférica e temperatura
ambiente em um Banho Termostático Modelo Nova Ética 500/3DE, que possui dimensões
adequadas à imersão completa dos moldes e também um sistema de circulação realizado
por um agitador (NBR 9831; NBR 9828). As curas foram realizadas em 24 h de imersão, ao
fim das quais os moldes são removidos do banho e desmoldados. Depois de enxutos com
papel absorvente, os corpos de prova têm suas dimensões medidas com um paquímetro para
avaliar possíveis rebaixamentos e encaminhados imediatamente para o ensaio de resistência
à compressão axial. A ruptura dos mesmos é realizada em uma Máquina Universal de
Ensaios Shimadzu Autograph Modelo AG-I (Figura 33), controlada pelo programa
TRAPEZIUM 2. Para a ruptura dos corpos de prova com 24 h , utilizou-se velocidade de
carregamento de 71,7 ± 7,2 kN/min.

78
(a) (b)
Figura 33 – (a) Máquina universal de ensaios Shimadzu Autograph modelo AG-I; (b)
Corpo de prova cúbico sendo ensaiado (LIMA, 2004).
10.2.7-Ensaio de Resistência à Compressão (UCA)
Determinou-se o a resistência à compressão de uma pasta de cimento por método
ultra-sônico (UCA). A medida da resistência é correlacionada, através de um algoritmo
interno, com o período de tempo que a onda ultra-sônica leva para atravessar uma amostra
sob cura (tempo de trânsito). O método, além de ser não destrutivo, permite um
acompanhamento contínuo do desenvolvimento da resistência à compressão
(PROCIM,2008).
O equipamento (Figura 34) é composto de uma célula cilíndrica de aço inoxidável
onde a pasta de cimento foi colocada e esteve sujeita a um controle automático de
temperatura a 76°C e pressão de 3000 psi durante a cura da pasta.Verteu-se
aproximadamente 200 ml de pasta de cimento na célula de teste tomando cuidado para não
deixar cair pasta de cimento nas roscas. Foi utilizado o indicador de nível de pasta para
maior precisão.Preencheu-se com água desde o topo da pasta de cimento em teste até o
indicador de nível, com uma chapa metálica em forma de “T”, posicionada no topo da
célula de teste.Logo depois enroscou-se a tampa superior na célula de teste. Secando a
célula de teste e fixando-a na autoclave.Com isso deu-se início ao teste de resistência à
compressão.
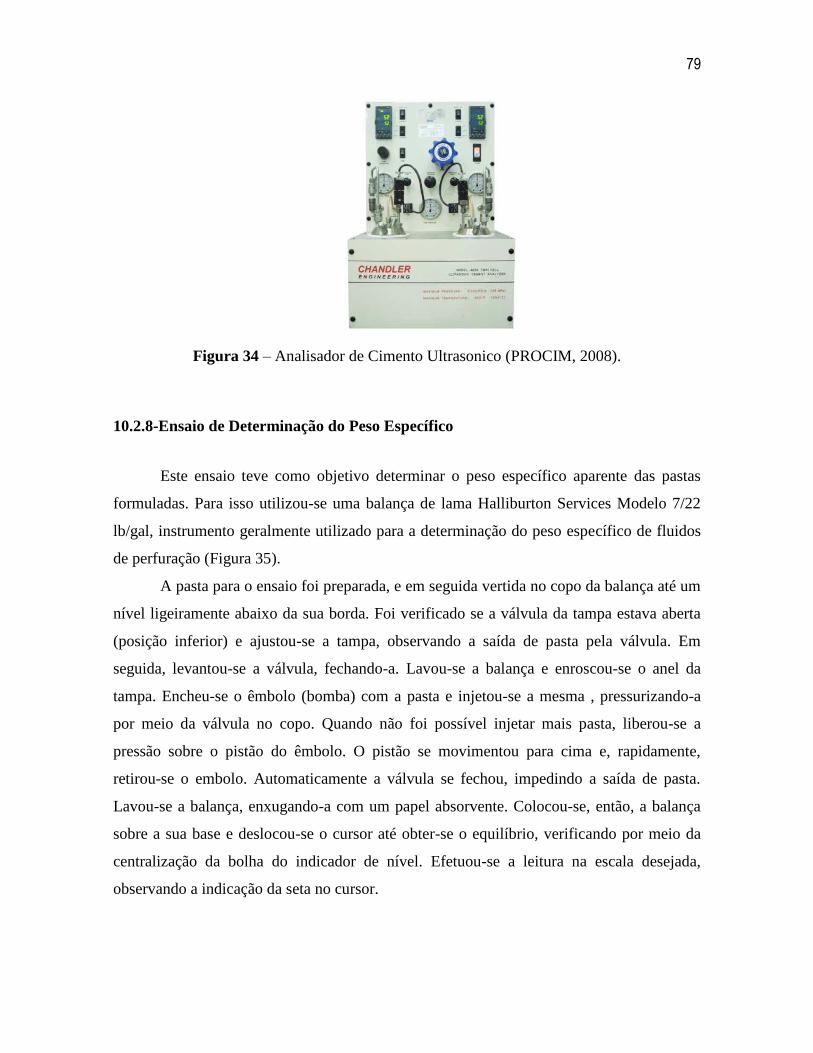
79
Figura 34 – Analisador de Cimento Ultrasonico (PROCIM, 2008).
10.2.8-Ensaio de Determinação do Peso Específico
Este ensaio teve como objetivo determinar o peso específico aparente das pastas
formuladas. Para isso utilizou-se uma balança de lama Halliburton Services Modelo 7/22
lb/gal, instrumento geralmente utilizado para a determinação do peso específico de fluidos
de perfuração (Figura 35).
A pasta para o ensaio foi preparada, e em seguida vertida no copo da balança até um
nível ligeiramente abaixo da sua borda. Foi verificado se a válvula da tampa estava aberta
(posição inferior) e ajustou-se a tampa, observando a saída de pasta pela válvula. Em
seguida, levantou-se a válvula, fechando-a. Lavou-se a balança e enroscou-se o anel da
tampa. Encheu-se o êmbolo (bomba) com a pasta e injetou-se a mesma , pressurizando-a
por meio da válvula no copo. Quando não foi possível injetar mais pasta, liberou-se a
pressão sobre o pistão do êmbolo. O pistão se movimentou para cima e, rapidamente,
retirou-se o embolo. Automaticamente a válvula se fechou, impedindo a saída de pasta.
Lavou-se a balança, enxugando-a com um papel absorvente. Colocou-se, então, a balança
sobre a sua base e deslocou-se o cursor até obter-se o equilíbrio, verificando por meio da
centralização da bolha do indicador de nível. Efetuou-se a leitura na escala desejada,
observando a indicação da seta no cursor.
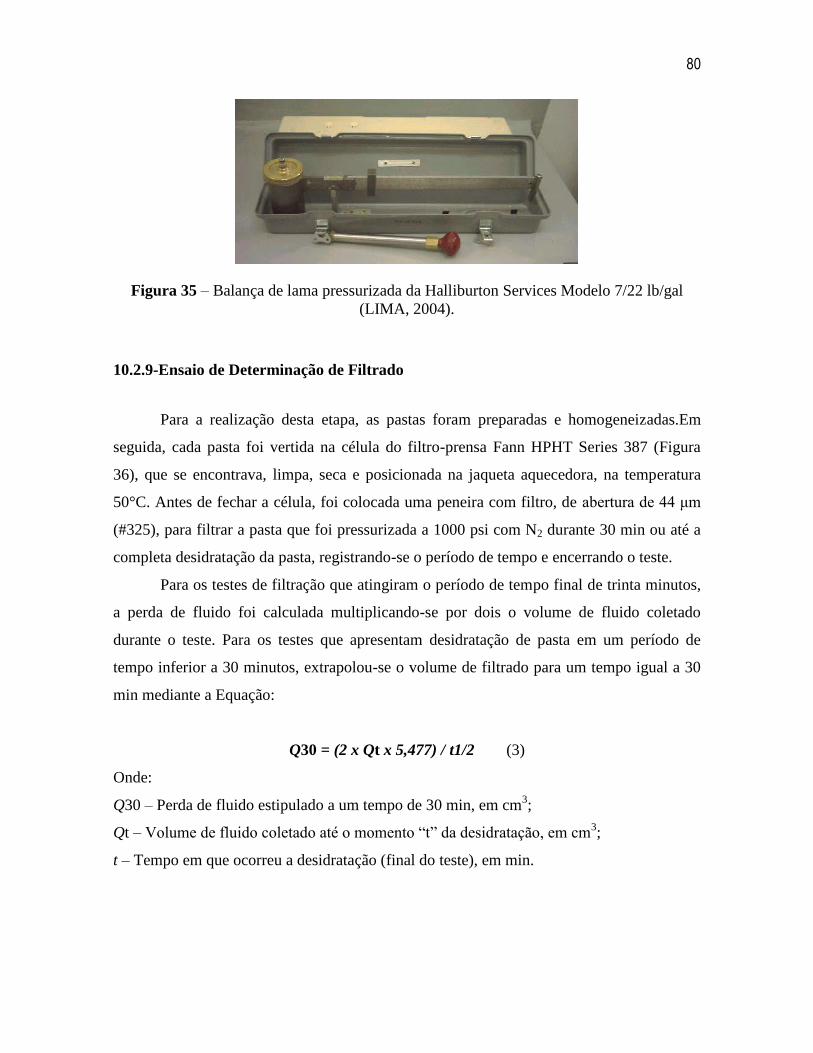
80
Figura 35 – Balança de lama pressurizada da Halliburton Services Modelo 7/22 lb/gal
(LIMA, 2004).
10.2.9-Ensaio de Determinação de Filtrado
Para a realização desta etapa, as pastas foram preparadas e homogeneizadas.Em
seguida, cada pasta foi vertida na célula do filtro-prensa Fann HPHT Series 387 (Figura
36), que se encontrava, limpa, seca e posicionada na jaqueta aquecedora, na temperatura
50°C. Antes de fechar a célula, foi colocada uma peneira com filtro, de abertura de 44 μm
(#325), para filtrar a pasta que foi pressurizada a 1000 psi com N2 durante 30 min ou até a
completa desidratação da pasta, registrando-se o período de tempo e encerrando o teste.
Para os testes de filtração que atingiram o período de tempo final de trinta minutos,
a perda de fluido foi calculada multiplicando-se por dois o volume de fluido coletado
durante o teste. Para os testes que apresentam desidratação de pasta em um período de
tempo inferior a 30 minutos, extrapolou-se o volume de filtrado para um tempo igual a 30
min mediante a Equação:
Q30 = (2 x Qt x 5,477) / t1/2 (3)
Onde:
Q30 – Perda de fluido estipulado a um tempo de 30 min, em cm3;
Qt – Volume de fluido coletado até o momento “t” da desidratação, em cm3;
t – Tempo em que ocorreu a desidratação (final do teste), em min.
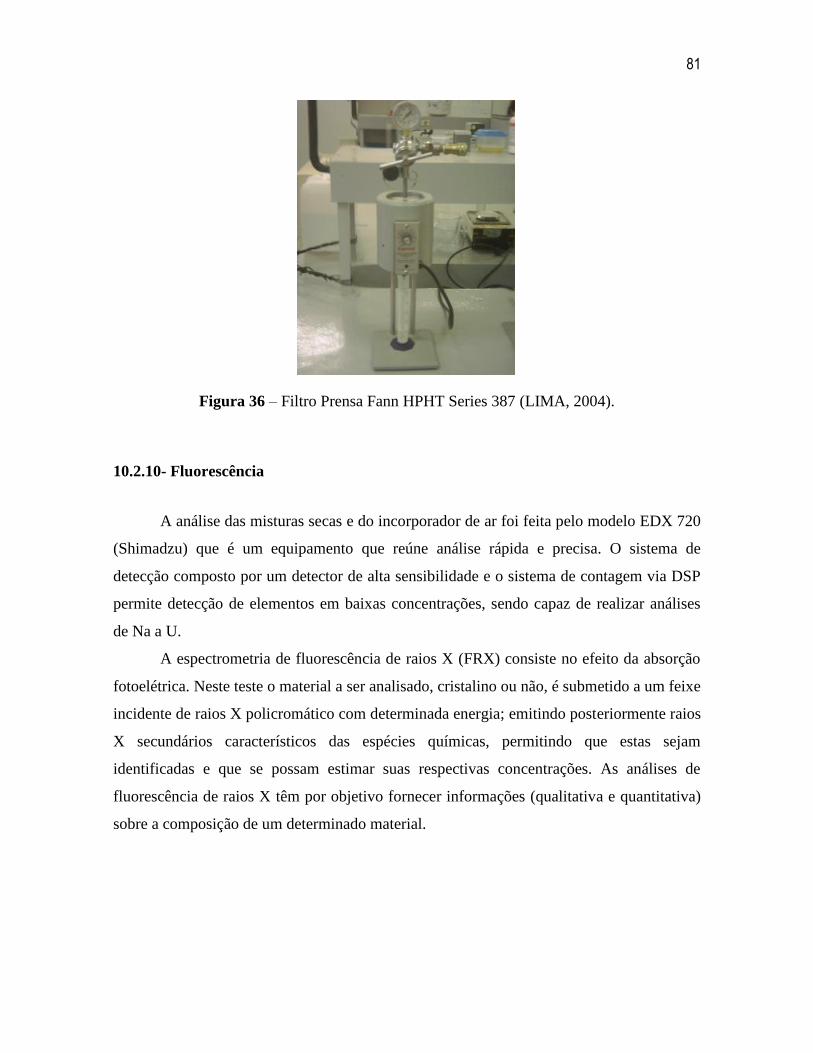
81
Figura 36 – Filtro Prensa Fann HPHT Series 387 (LIMA, 2004).
10.2.10- Fluorescência
A análise das misturas secas e do incorporador de ar foi feita pelo modelo EDX 720
(Shimadzu) que é um equipamento que reúne análise rápida e precisa. O sistema de
detecção composto por um detector de alta sensibilidade e o sistema de contagem via DSP
permite detecção de elementos em baixas concentrações, sendo capaz de realizar análises
de Na a U.
A espectrometria de fluorescência de raios X (FRX) consiste no efeito da absorção
fotoelétrica. Neste teste o material a ser analisado, cristalino ou não, é submetido a um feixe
incidente de raios X policromático com determinada energia; emitindo posteriormente raios
X secundários característicos das espécies químicas, permitindo que estas sejam
identificadas e que se possam estimar suas respectivas concentrações. As análises de
fluorescência de raios X têm por objetivo fornecer informações (qualitativa e quantitativa)
sobre a composição de um determinado material.
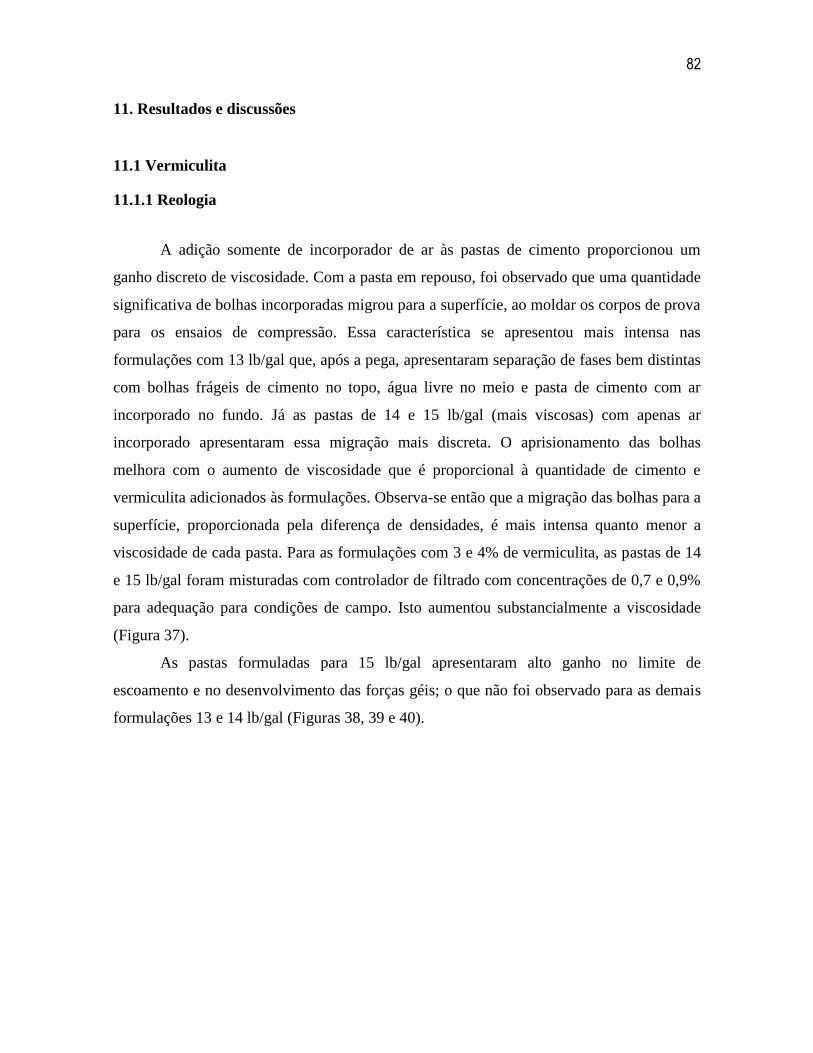
82
11. Resultados e discussões
11.1 Vermiculita
11.1.1 Reologia
A adição somente de incorporador de ar às pastas de cimento proporcionou um
ganho discreto de viscosidade. Com a pasta em repouso, foi observado que uma quantidade
significativa de bolhas incorporadas migrou para a superfície, ao moldar os corpos de prova
para os ensaios de compressão. Essa característica se apresentou mais intensa nas
formulações com 13 lb/gal que, após a pega, apresentaram separação de fases bem distintas
com bolhas frágeis de cimento no topo, água livre no meio e pasta de cimento com ar
incorporado no fundo. Já as pastas de 14 e 15 lb/gal (mais viscosas) com apenas ar
incorporado apresentaram essa migração mais discreta. O aprisionamento das bolhas
melhora com o aumento de viscosidade que é proporcional à quantidade de cimento e
vermiculita adicionados às formulações. Observa-se então que a migração das bolhas para a
superfície, proporcionada pela diferença de densidades, é mais intensa quanto menor a
viscosidade de cada pasta. Para as formulações com 3 e 4% de vermiculita, as pastas de 14
e 15 lb/gal foram misturadas com controlador de filtrado com concentrações de 0,7 e 0,9%
para adequação para condições de campo. Isto aumentou substancialmente a viscosidade
(Figura 37).
As pastas formuladas para 15 lb/gal apresentaram alto ganho no limite de
escoamento e no desenvolvimento das forças géis; o que não foi observado para as demais
formulações 13 e 14 lb/gal (Figuras 38, 39 e 40).

83
Viscosidade Plástica (cP)
0
50
100
150
200
250
300
B A A1 A2 A3 A4 A3* A4*
13 lb/gal 14 lb/gal 15 lb/gal
Figura 37 - Valores médios obtidos para Viscosidade.
Limite de Escoamento (lbf/100ft²)
0
20
40
60
80
100
120
140
160
180
200
B A A1 A2 A3 A4 A3* A4*
13 lb/gal 14 lb/gal 15 lb/gal
Figura 38 - Valores médios obtidos para Limite de Escoamento.
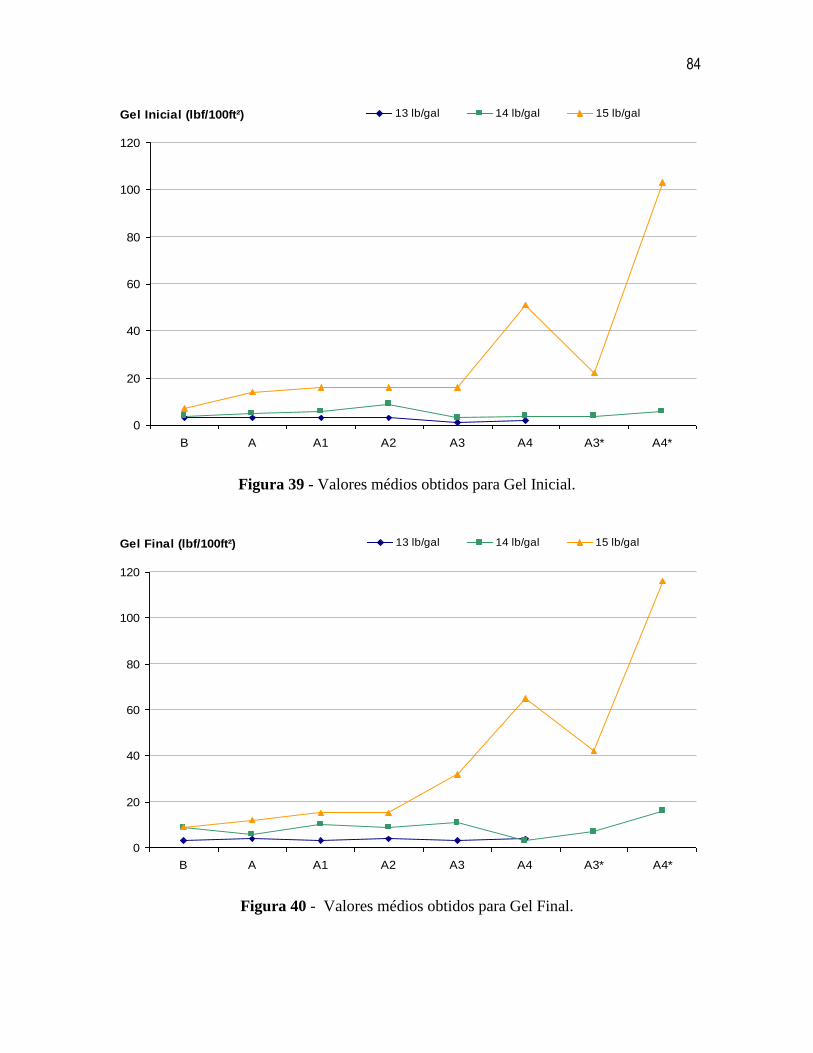
84
Gel Inicial (lbf/100ft²)
0
20
40
60
80
100
120
B A A1 A2 A3 A4 A3* A4*
13 lb/gal 14 lb/gal 15 lb/gal
Figura 39 - Valores médios obtidos para Gel Inicial.
Gel Final (lbf/100ft²)
0
20
40
60
80
100
120
B A A1 A2 A3 A4 A3* A4*
13 lb/gal 14 lb/gal 15 lb/gal
Figura 40 - Valores médios obtidos para Gel Final.

85
11.1.2 Resistência Mecânica e MEV
As resistências mecânicas para as formulações com apenas ar incorporado sofreram
redução quando comparadas com a pasta padrão para todas as densidades. Isso indica que a
migração de ar não é total e que ainda restam bolhas incorporadas na pasta que não
escaparam até o início da pega do cimento, uma vez que a presença de ar no corpo de prova
enfraquece a estrutura da pasta endurecida (Figura 41). O aumento da viscosidade nas
formulações com vermiculita e incorporador de ar proporcionou uma maior retenção das
bolhas nas pastas, visto que foi observada redução acentuada da migração de ar para
superfície das amostras em repouso para cura. A adição de vermiculita proporcionou ainda
aumento na resistência mecânica das formulações A1 e A2 quando comparadas com as que
possuem apenas ar incorporado e inclusive com a pasta de referência B (Figura 42).
Figura 41 - Microscopia Eletrônica de Varredura: Pasta com apenas Incorporador de Ar
(Formulação A) com aumento de 45x. Bolhas com diâmetro de 10 a 700 micras.

86
Figura 42 - Microscopia Eletrônica de Varredura de uma amostra de pasta padrão
(composição B) mostrando poucas bolhas de ar, com diâmetros variando de 65 a 350
micras (aumento de 45x).
Na (Figura 43) observa-se o efeito estendedor pelos pontos B e C que mostram
cimento endurecido entre as placas de vermiculita. Um maior volume é obtido, reduzindo-
se a densidade da pasta. EDS no ponto B apresentou Mg, Al, Si e Fe presentes no
argilomineral (Figura 44). Já no ponto C, picos de Ca e Si da hidratação do cimento(Figura
45).
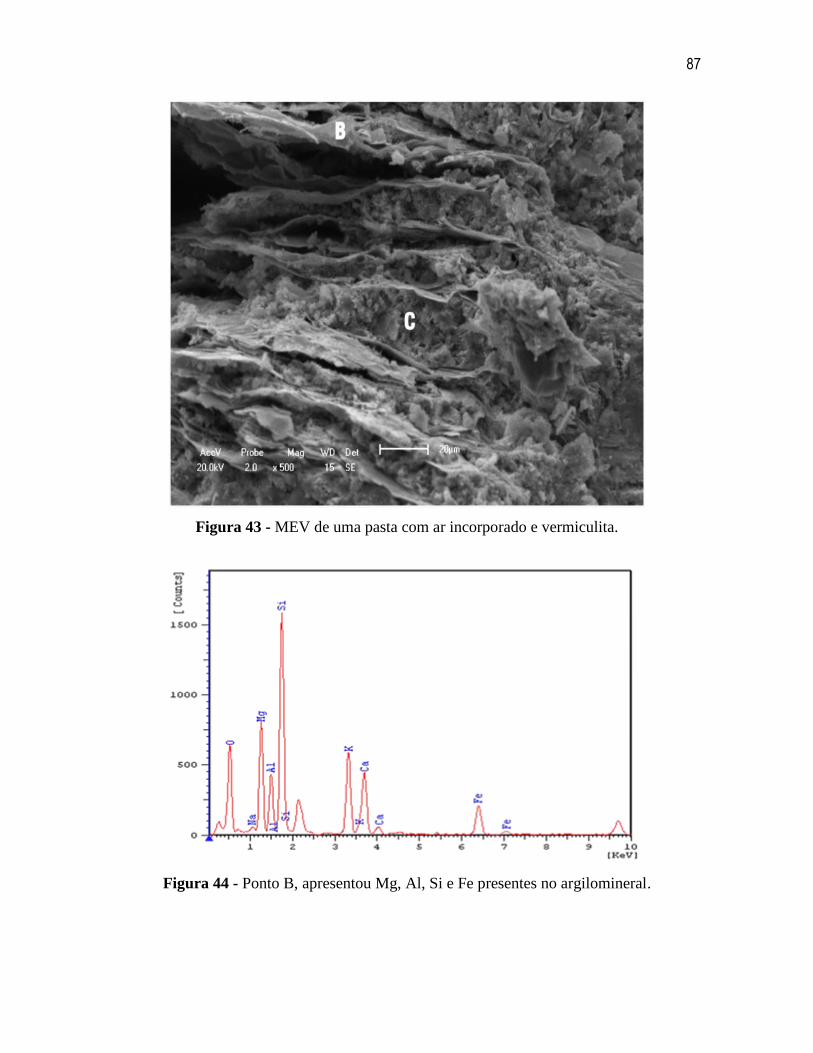
87
Figura 43 - MEV de uma pasta com ar incorporado e vermiculita.
Figura 44 - Ponto B, apresentou Mg, Al, Si e Fe presentes no argilomineral.
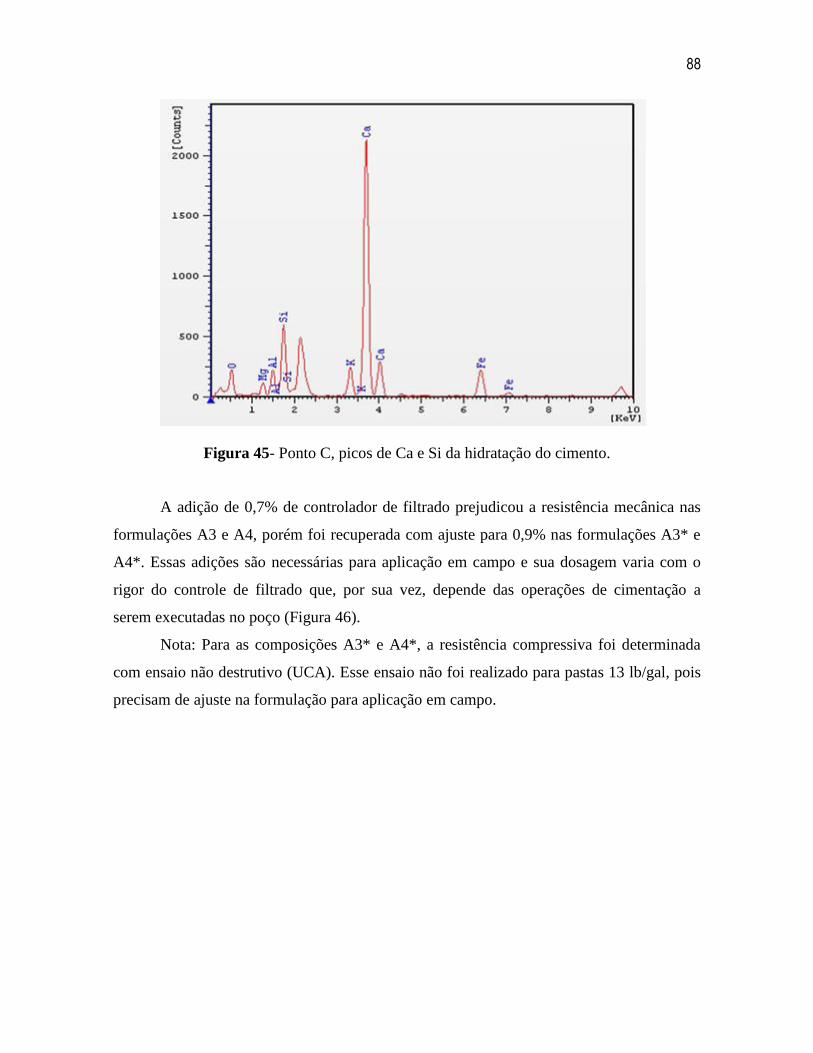
88
Figura 45- Ponto C, picos de Ca e Si da hidratação do cimento.
A adição de 0,7% de controlador de filtrado prejudicou a resistência mecânica nas
formulações A3 e A4, porém foi recuperada com ajuste para 0,9% nas formulações A3* e
A4*. Essas adições são necessárias para aplicação em campo e sua dosagem varia com o
rigor do controle de filtrado que, por sua vez, depende das operações de cimentação a
serem executadas no poço (Figura 46).
Nota: Para as composições A3* e A4*, a resistência compressiva foi determinada
com ensaio não destrutivo (UCA). Esse ensaio não foi realizado para pastas 13 lb/gal, pois
precisam de ajuste na formulação para aplicação em campo.

89
Resistência Compressiva (psi)
0
200
400
600
800
1000
1200
1400
B A A1 A2 A3 A4 A3* A4*
13 lb/gal 14 lb/gal 15 lb/gal
Figura 46 – Resistência Mecânica média das amostras para tempo de cura 24h.
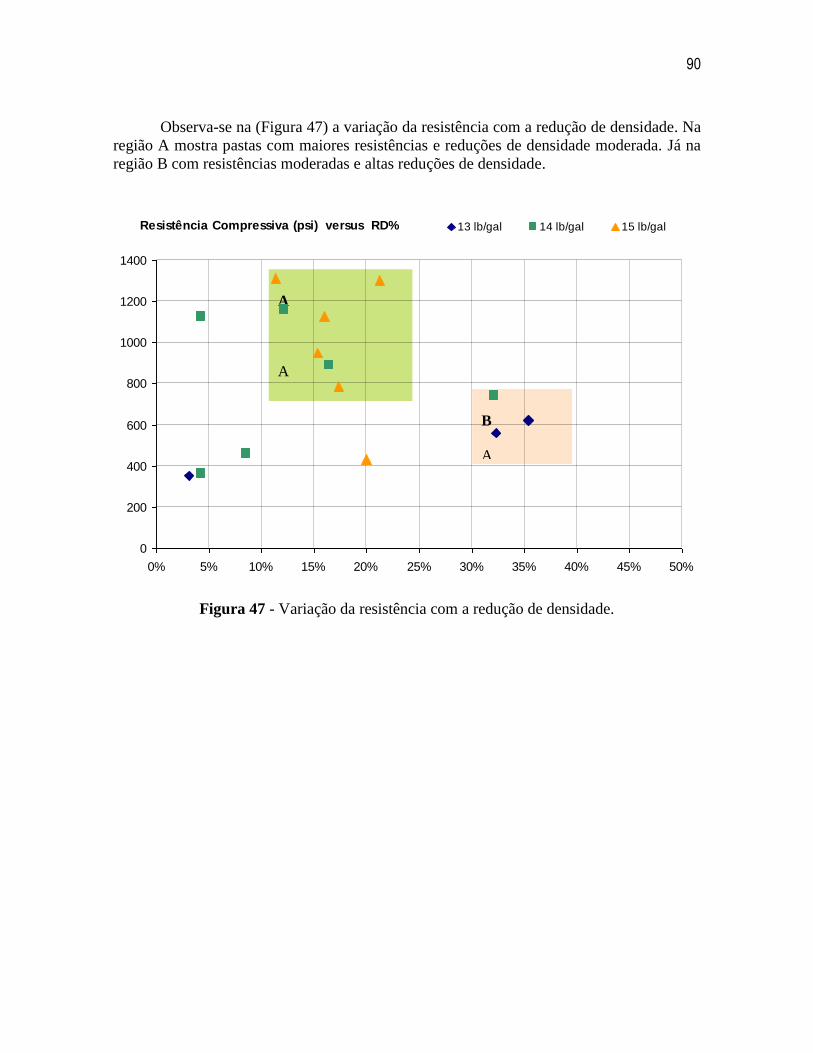
90
A
A
B
A
Observa-se na (Figura 47) a variação da resistência com a redução de densidade. Na
região A mostra pastas com maiores resistências e reduções de densidade moderada. Já na
região B com resistências moderadas e altas reduções de densidade.
Resistência Compressiva (psi) versus RD%
0
200
400
600
800
1000
1200
1400
0% 5% 10% 15% 20% 25% 30% 35% 40% 45% 50%
13 lb/gal 14 lb/gal 15 lb/gal
Figura 47 - Variação da resistência com a redução de densidade.

91
A presença da vermiculita na massa de cimento Portland provocou o aumento nos
valores de Viscosidade Plástica, tornando a pasta mais viscosa, como descrito
anteriormente.Este aumento, no entanto, não atingiu os valores limites estabelecidos por
norma para algumas formulações. A NBR 9831 admite o seguinte limite para Viscosidade
Plástica (55x10-3
Pa.s ou 55 Cp), a temperatura ambiente (80°F = 27°C). Observa-se na
(Figura 48) a variação da resistência com a viscosidade. A maioria dos resultados
enquadram-se na região destacada, com viscosidade baixa e resistência satisfatória.
Resistência à Compressão (psi) versus Viscosidade Plástica (cP)
0
200
400
600
800
1000
1200
1400
0 50 100 150 200 250 300
13 lb/gal 14 lb/gal 15 lb/gal
Figura 48 - Variação da resistência com a viscosidade.
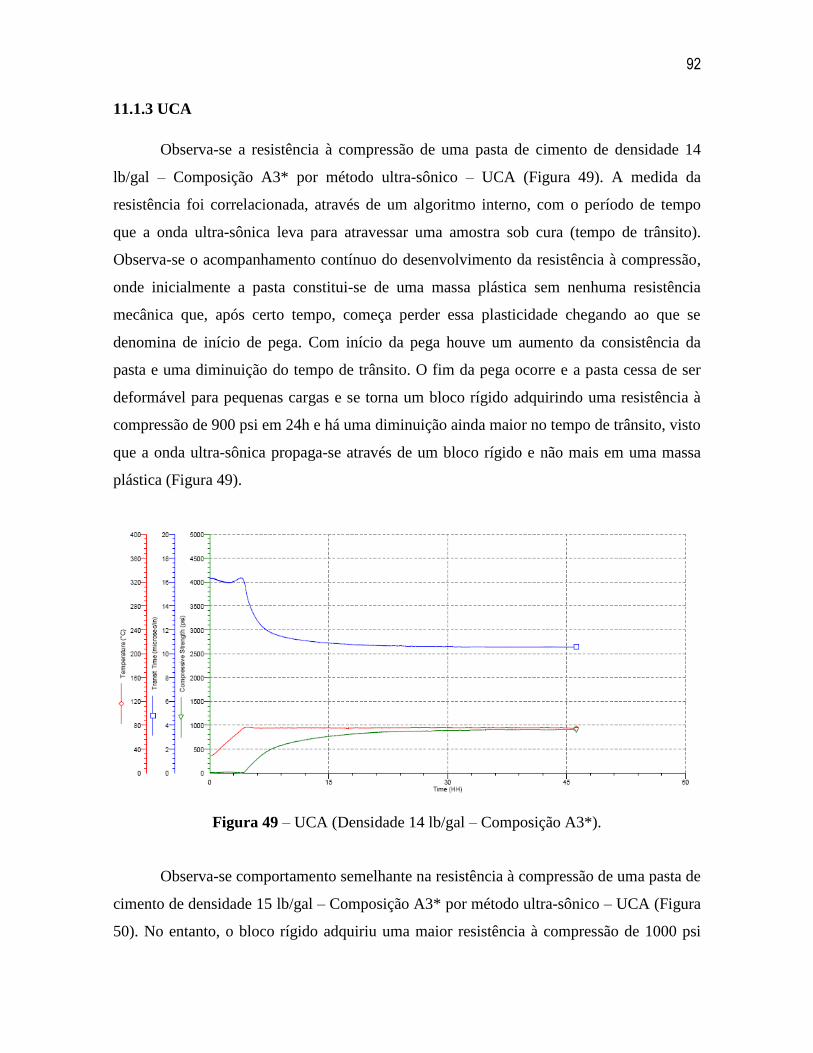
92
11.1.3 UCA
Observa-se a resistência à compressão de uma pasta de cimento de densidade 14
lb/gal – Composição A3* por método ultra-sônico – UCA (Figura 49). A medida da
resistência foi correlacionada, através de um algoritmo interno, com o período de tempo
que a onda ultra-sônica leva para atravessar uma amostra sob cura (tempo de trânsito).
Observa-se o acompanhamento contínuo do desenvolvimento da resistência à compressão,
onde inicialmente a pasta constitui-se de uma massa plástica sem nenhuma resistência
mecânica que, após certo tempo, começa perder essa plasticidade chegando ao que se
denomina de início de pega. Com início da pega houve um aumento da consistência da
pasta e uma diminuição do tempo de trânsito. O fim da pega ocorre e a pasta cessa de ser
deformável para pequenas cargas e se torna um bloco rígido adquirindo uma resistência à
compressão de 900 psi em 24h e há uma diminuição ainda maior no tempo de trânsito, visto
que a onda ultra-sônica propaga-se através de um bloco rígido e não mais em uma massa
plástica (Figura 49).
Figura 49 – UCA (Densidade 14 lb/gal – Composição A3*).
Observa-se comportamento semelhante na resistência à compressão de uma pasta de
cimento de densidade 15 lb/gal – Composição A3* por método ultra-sônico – UCA (Figura
50). No entanto, o bloco rígido adquiriu uma maior resistência à compressão de 1000 psi

93
em 24h. Este fenômeno é explicado devido a maior densidade da pasta, ou seja, maior
quantidade de cimento e vermiculita adicionados à formulação da mesma (Figura 50).
Figura 50 - UCA (Densidade 15 lb/gal – Composição A3*).
Com o aumento da concentração de vermiculita observou-se ainda um aumento na
resistência mecânica que foi de 1158 psi em 24h para a formulação de densidade 14 lb/gal –
Composição A4* (Figura 51), quando comparada com a de densidade 14 lb/gal –
Composição A3* que foi de 900 psi em 24h (Figura 49).Além disso, o período de tempo
que a onda ultra-sônica levou para atravessar esta amostra foi menor (Figura 51).

94
Figura 51 – UCA (Densidade 14 lb/gal – Composição A4*).
De forma semelhante o aumento da concentração de vermiculita aumentou a
resistência mecânica da formulação de densidade 15 lb/gal – Composição A4* (Figura 52)
onde foi obtido um valor de 1307 psi em 24h, quando comparada com a de densidade 15
lb/gal – Composição A3* que foi de 1000 psi em 24h (Figura 50).E o período de tempo que
a onda ultra-sônica levou para atravessar esta amostra também foi menor (Figura 52).
Figura 52 - UCA (Densidade 15 lb/gal – Composição A4*).

95
11.1.4 Água Livre
Os resultados para água livre são apresentados abaixo na (Tabela 6). O uso de
vermiculita como estendedor permitiu a redução da densidade acompanhada de retenção de
água, o que diminuiu a água livre para todas as formulações abaixo. Quando adiciona-se
controlador de filtrado, a pasta viscosifica dificultando a migração da água para superfície,
amplificando o controle da água livre. Observa-se inclusive água livre abaixo de 5,9% em
todas as a formulações com 15 lb/gal (exceto pasta base) e nas formulações A1, A3 e A4*
com 14 lb/gal, conforme (NBR 9831).
Tabela 6 - Resultados de água livre para as formulações 14 e 15 lb/gal para aplicação em
campo.
ÁGUA LIVRE
DENSIDADE 14 lb/gal 15 lb/Gal
PASTA Água livre
(ml) AL(%)
Água livre
(ml) AL (%)
B 89 19,6% 41 9,7%
A1 32 4,8% 12 2,4%
A2 49 10,4% 10 2,1%
A3 14 2,8% 0 0,0%
A4 37 7,8% 0 0,0%
A3* 60 11,1% 4 0,9%
A4* 25 4,8% 0 0,0%
11.1.5 Controle de Filtrado
Os resultados de controle de filtrado são mostrados na (Tabela 7). Normalmente a
perda de filtrado para pastas puras é maior que 1500 ml/30min.A adição de vermiculita
auxilia no controle de filtrado reduzindo a permeabilidade, através da formação de reboco.
Já o controlador de filtrado adicionado atua como viscosificante da fase líquida das pastas.
Os resultados mostrados abaixo têm um grande intervalo de valores, mostrando que se

96
aplicam às variadas operações, dependendo das condições físicas e geométricas do poço,
como permeabilidade da formação e profundidade, por exemplo. O projeto da pasta para o
poço determinará o ajuste e o rigor no controle de filtrado.
Tabela 7 - Resultados de perda de filtrado para aplicação em campo.
PERDA DE FILTRADO
PASTA Perda de
filtrado
Tempo
(min)
Filtrado
extrapolado
(ml/30min)
14 lb/gal
A3 51 7,5 204,00
A4 49 4,16 263,17
A3* 39 30 78,00
A4* 31 30 62,00
15 lb/gal
A3 43 8 166,54
A4 25 5,75 114,21
A3* 36 30 72,00
A4* 32 30 64,00
11.1.6 Densidade
Após mistura, as formulações apresentaram redução de densidade, através da adição
de vermiculita, agindo como estendedor e de incorporação de ar agindo como aditivo leve.
Os valores apresentados na figuras 53, 54 e 55 mostraram o desempenho da combinação
desses aditivos. Já a figura 56 o resumo desta redução.

97
Redução de Densidade - RD (%)
35,4% 35,4% 32,3%
3,1%
0
2
4
6
8
10
12
14
16
B A A1 A2 A3 A4 A3* A4*
13 lb/galD
en
sid
ad
e (
lb/g
al)
Figura 53 - Redução de densidade da pasta de referência com 13 lb/gal.
Redução de Densidade - RD (%)
32,1%
4,3%
8,6%
4,3%
16,4%
12,1%
0
2
4
6
8
10
12
14
16
B A A1 A2 A3 A4 A3* A4*
14 lb/gal
Den
sid
ad
e (
lb/g
al)
Figura 54 - Redução de densidade da pasta de referência com 14 lb/gal.
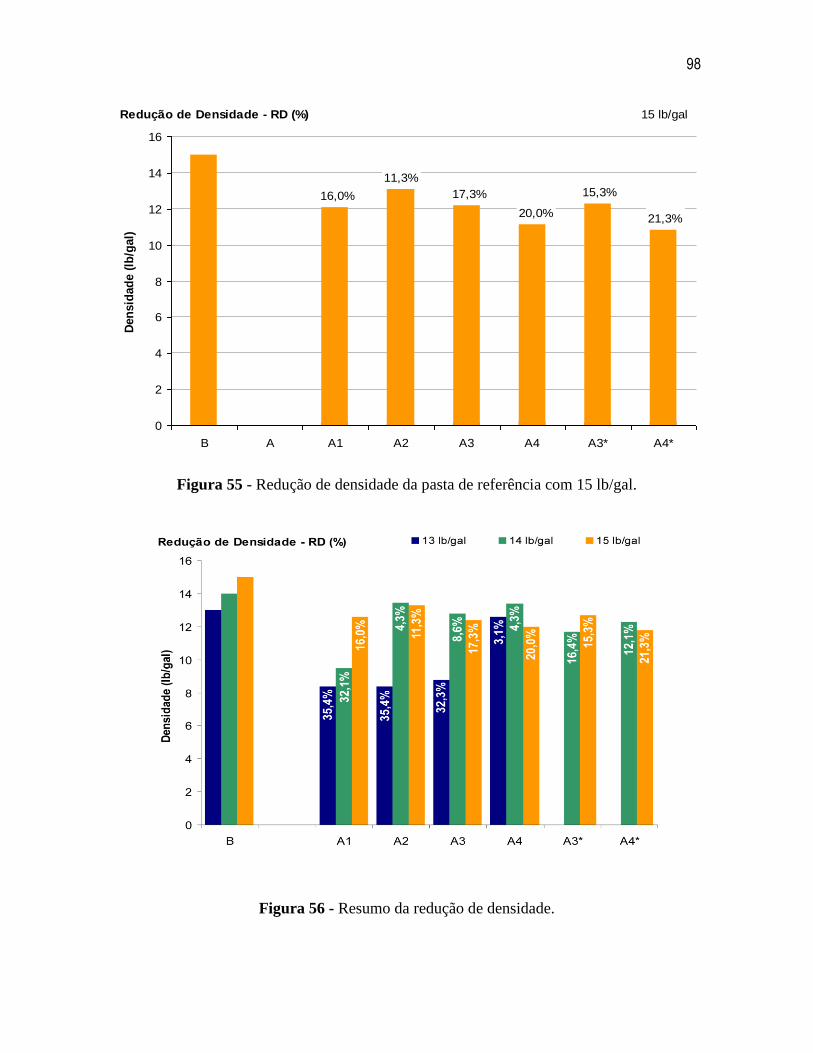
98
Redução de Densidade - RD (%)
16,0%
11,3%
17,3%
20,0%
15,3%
21,3%
0
2
4
6
8
10
12
14
16
B A A1 A2 A3 A4 A3* A4*
15 lb/gal
Den
sid
ad
e (
lb/g
al)
Figura 55 - Redução de densidade da pasta de referência com 15 lb/gal.
Figura 56 - Resumo da redução de densidade.

99
11.1.7 Caracterização dos materiais
A Tabela 8 mostra os valores de densidade obtidos por diferentes métodos. Por se
tratar de um material muito poroso, a determinação da densidade da vermiculita foi
dificultada. Desta forma adotou-se o valor de referência para a densidade deste material.
Tabela 8 - Densidade do aditivo sólido (vermiculita).
Densidade (g/cm3)
Picnômetro
eletrônico
Picnômetro
comum
Lê
Chatelier
Valor referencial
(dens. absoluta)
Vermiculita 2,12 1,69 - 0,78
Os espectros de fluorescência de raios X foram obtidos utilizando-se cerca de 300
mg de vermiculita na forma de um pó fino depositado em uma porta-amostra formado por
um filme plástico de polietileno, que apresenta baixa absorção de raios X na faixa de
energia de interesse. O resultado da composição química com a distribuição granulométrica
da vermiculita bastante larga, com frações retidas em peneiras de diferentes aberturas, foi
analisada por FRX em função da sua granulometria (Tabela 9). Isto foi feito para avaliar se
a escolha de determinada distribuição granulométrica afeta a composição química do
material. Verificou-se que da composição básica da vermiculita, ou seja, Mg, Ca, Fe, Al e
Si, apenas a concentração de Ca é fortemente influenciada pela distribuição granulométrica
do material com frações acima de 15% para granulometria inferior a 300 μm.
Verifica-se que não ocorreu variação significativa nos valores dos compostos
identificados nas amostras, todas elas apresentam teor significativo de Silício, Magnésio,
Alumínio e Ferro, próprio dos aluminossilicatos e encontram-se dentro das faixas
estabelecidas para a maioria das vermiculitas de interesse econômico.

100
Tabela 9 - Fluorescência de raios-X da vermiculita.
Elemento
Frações
> 600 μm (%) 600 a 425 μm
(%)
425 a 300 μm
(%)
300 a 212 μm
(%)
< 212 μm
(%)
Fe 47,611 44,428 46,235 31,741 32,993
Si 24,244 25,384 25,634 29,724 27,133
Mg 7,517 7,074 7,63 6,634 6,016
Al 6,545 6,451 6,913 4,963 5,191
K 6,033 - 6,838 5,672 5,334
S 1,961 1,296 1,191 - 1,17
Ti 1,621 1,856 2,175 1,203 1,421
Ca 0,533 2,517 0,461 15,254 15,949
P - - - - 1,04
A Tabela 10 ilustra a composição química do incorporador de ar. A amostra
analisada confirma a composição química esperada do material, consistindo essencialmente
de potássio.
Tabela 10- Fluorescência de raios-x do incorporador de ar.
Óxido Composição
K2O 85,995%
SiO2 9,255%
SO3 4,750%
O resultado de área superficial encontrado foi 8,66 m²/g para a vermiculita.
Considerando-se a granulometria desse material na faixa de micrometros, o resultado é
condizente com a presença de porosidade interna no material.

101
12. Conclusões
A proposta de se estudar pastas de cimento com aditivos leves tais como
(vermiculita e incorporadores de ar) para o isolamento de zonas produtoras em poços de
petróleo revestidos e de alta inclinação.Surgiu como uma maneira de reduzir custos com
isolamento, onde as empresas operadoras podem optar por intervenções com flexitubo.
O interesse foi de se obter uma pasta leve com incorporação de ar bem distribuída.
Ou seja, este ar deve permanecer aprisionado na pasta até a pega do cimento. Para isso,
deve-se combater a migração de bolhas para superfície com o aumento da viscosidade das
pastas através da adição de aditivos leves.
A adição somente de incorporador de ar às pastas de cimento proporcionou um
ganho discreto de viscosidade plástica. Observa-se também que a migração das bolhas para
a superfície, proporcionada pela diferença de densidades, é mais intensa quanto menor a
viscosidade de cada pasta.
A adição de (incorporador de ar e vermiculita) às pastas de cimento apontam para o
aumento da viscosidade plástica e limite de escoamento.
As pastas formuladas para 15 lb/gal apresentaram alto ganho no limite de
escoamento e no desenvolvimento das forças géis; o que não foi observado para as demais
formulações 13 e 14 lb/gal. Isso foi devido não só ao aumento de cimento, mas com grande
contribuição da adição do controlador de filtrado.
Com a adição do incorporador de ar, era esperada uma redução na resistência
mecânica devido à presença de bolhas na pasta; porém, seu baixo peso evitaria o fluxo de
decantação, conferindo boa estabilidade da pasta antes da pega.
Pastas somente com ar incorporado tiveram suas resistências à compressão
reduzidas. Com a adição de vermiculita, houve recuperação das propriedades mecânicas
quando comparadas com as formulações com somente ar incorporado, mesmo apresentando
resistências menores que a pasta padrão sem aditivos.
Na análise da resistência à compressão de uma pasta de cimento pelo método ultra-
sônico – UCA: Para o estendedor vermiculita houve aumentos significativos nos valores de
resistência à compressão analisada pelo UCA através do aumento da concentração do
estendedor e pela variação de densidade.Este fenômeno é explicado devido a maior
quantidade de cimento e vermiculita adicionados à formulação da mesma.
102
Microscopia eletrônica de varredura foi necessária para atestar a presença de ar
incorporado e para caracterizar tamanho e distribuição das bolhas nas pastas. Desta forma,
pode-se otimizar as dosagens de incorporador de ar e vermiculita, bem como outros
aditivos que possam ajustar o comportamento da pasta para aplicações de campo.
Através do MEV observou-se o efeito do estendedor vermiculita mostrando o
cimento endurecido entre as placas de vermiculita.Onde um maior volume é obtido,
reduzindo-se a densidade da pasta.
A análise dos ensaios de água livre revelou que o uso de vermiculita como
estendedor permitiu a redução da densidade acompanhada de retenção de água, o que
diminuiu a água livre.
Quando se adicionou o controlador de filtrado, a pasta viscosificou dificultando a
migração da água para superfície, amplificando o controle da água livre para o estendedor
vermiculita.
A adição de vermiculita auxiliou no controle de filtrado reduzindo a
permeabilidade, através da formação de reboco.O controlador de filtrado adicionado atuou
como viscosificante da fase líquida das pastas. Os resultados obtidos se aplicam às variadas
operações, dependendo das condições físicas e geométricas do poço.
O peso específico das pastas é reduzido, em função da introdução do incorporador
de ar e auxilio de materiais leves na retenção destas bolhas, com densidades inferiores a do
cimento.
É possível formular e obter pastas cimentantes de baixa densidade com (vermiculita
e incorporadores de ar), com propriedades mecânicas e reológicas satisfatórias para
operações de cimentação de poços de petróleo. Reduções de custo nessas operações podem
ser obtidas com a diminuição do consumo de cimento, associada à adoção de flexitubo nas
intervenções.
Com resultados positivos, é possível eliminarmos novas entradas no poço para
retrabalhos, reduzindo tempo de intervenções, riscos de acidentes e, claro, custos.

103
Referências
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9826: Preparação e
Homogeneização das Pastas para Ensaio do Cimento Portland Destinado à Cimentação de
Poços Petrolíferos, Rio de Janeiro, 1993.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9830: Cimento Portland
Destinado à Cimentação de Poços Petrolíferos – Determinação das Propriedades
Reológicas,Rio de Janeiro, 1993.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9828: Cimento Portland
Destinado à Cimentação de Poços Petrolíferos – Determinação da Resistência à
Compressão,Rio de Janeiro, 1993.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 9831 – Cimento Portland
destinado a cimentação de poços petrolíferos – Rio de Janeiro, 1993.
ALMEIDA, Antônio Carvalho de. Manual de perfuração. 1 ed. Salvador:
PETROBRAS,1977.
Appleby, S.; Wilson, A., Permeability and suction in setting cement, Chemical Engineering
Science, v. 51, p.251-267. 1996.
Bensted, J.A., Simple retarder response test for oil well cements at high temperatures,
Cement and Concrete Research, v. 23, p.1245, 1993.
BEZERRA, Ulisses Targino - Compósitos Portland-Biopolímero para Cimentação de
Poços de Petróleo, Tese de Doutorado em Ciências e Engenharia dos Materiais,
Universidade Federal do Rio Grande do Norte (UFRN), Natal, 2006.
BJ , Apostila de Cimentação, 2002.
Boncan, V.C.G., Polymer shell encapsulated gas as a cement expansion additive, United
States Patente Application 20040147406, 2004.
Boncan, V.G.C.; Gandy, R., Well Cementing method using AM/AMPS Fluid-loss additive
blend, US PATENT 4.632.186, 1986.
BAUER, L.A.F; Materiais de Construção. Volume 1, 5ª edição revisada. Cap 6. LTC, Rio
de Janeiro, 2000.

104
BASSET, W. A., The Geology of vermiculite Occurrences, Clays and Clay Minerals, vol.
10, pág. 61-69, 1963.
COSTA, J. C. C. Cimentação de poços de Petróleo, Macaé, 2004. 38p.(Monografia
apresentada à Coordenação do Curso de Engenharia de Exploração e Produção de Petróleo
para obtenção do título em Bacharel em Engenharia de E&P). Centro de Ciência e
Tecnologia, Universidade Estadual do Norte Fluminense.
COMPLETAÇÃO, Operações com cimento na área da. – Serviço de Recursos Humanos –
SEREC – (Valdo F. Rodrigues e Ronaldo Vicente)- Petrobrás, 1991.
Crenshaw, Paul L.: “How to Avoid Myth of Squeeze Cementing”, Technology, Oil and Gás
Journal 93-95 (Apr.22, 1985).
Carpenter, R.B., Matrix control cementing slurry, US PATENT 4.569.395, 1986.
DANA, J. D., Hurlbut Jr., C. S., Manual de Mineralogia, vol. 2, Rio de Janeiro – RJ,
Editora de Universidade de São Paulo, pág. 518, 1970.
FREITAS, J.J, Validação de uma Metodologia de Ensaio de Resistência ao Cisalhamento
para Avaliação da Aderência de Interfaces Revestimento Metálico-Bainha de Cimento
Aplicada a Poços de Petróleo, Dissertação submetida à Universidade Federal do Rio
Grande do Norte (UFRN), Natal, 2007 como parte dos requisitos para obtenção do título de
Mestre em Engenharia Mecânica.
Fyten, G.C.; Getzlaf, D.A. Methods of cementing and cement compositions containing a
polymeric cement cohesion additive,. US PATENT 6.295.000 (2006), 2006.
FERRAZ, C. P., Vermiculita, Um importante Mineral Industrial, DNPM, Seção
Econômica, Rio de Janeiro, 1971.
FERRAZ, C. P., Vermiculita, Um importante Mineral Industrial, DNPM, Seção
Econômica, Rio de Janeiro, 1971.
Fulkerson, F. B., Vermiculite, U. S. Bureau of mines minerals yearbook, vol. 1, pág. 1295,
Washington, 1972.
GRUNER, J. W., Structure of vermiculite and their collapse by dehydration, American
Mineralogy, vol. 19, pág. 557, 1934.
HEWLETT, Peter C. et al. Lea’s chemistry of cement and concrete. 4th ed. Burlington:
Elsevier/Butterworth-Heinemann, 2004.
105
Halliburton Company, Cimentação (apostila), Mossoró, RN. p.120, 1998.
HARRISON, T.W. & BLOUNT, C.G; “Coiled tubing cement squeeze technique at
Prudhoe Bay, Alaska”, SPE 15104, SPE 56th
California Regional Metting, April 1986.
ICoTA (International Coiled Tubing Association). An Introduction to Coiled Tubing –
History, Applications and Benefits. TX, USA, 2005.
Kihara, Y; Marciano JR, E., Qualidade e produtividade na indústria de cimento,
Informativo ABESC, 1995.
KULAKOFSKY, D; Araujo, O; and Self, F; Mora, A; Hendriks, P and Mestre, P;
Petroleum Development, Oman. New Ultra-lightweight Cementing Technology Proven
with Case Studies, Combines Benefits of Current Leading Methodologies. SPE 92970-MS
– 2005.
KULAKOFSKY, D and Vargo, R. New Technology for the Delivery of Beaded
Lightweight Cements. SPE 945941-MS – 2005.
KRIEGEL, W. W., Summary of Occurrence, Properties and uses of vermiculite at Libby,
Montana, American Ceramic Society Bull., vol. 19, pág. 94-97, 1940.
LIMA, Flank Melo de - Monografia apresentada para conclusão do curso de Engenharia de
Materiais, UFRN, 2004.
Lu, Y.; Guo, X.; Huang, Z.; Hu, X.; Liu, Y., Research of polyvinyl alcohol as fluid loss
additive of well cement, Natural Gas Industry Journal Agency, v. 25, 2005.
Laramay, S.B.; Udarbe, R.G.; George,C.R., Method for control of fluid loss and gas
migration in well cementing, US PATENT 6.089.318 (2000), 2000.
METHA, P.K.; MONTEIRO, P.M., Concrete: Microestructure, properties and materials,
Editora University of Califórnia, 1 ed., Berkeley, 2001.
MARINHO, E.P.M., Desenvolvimento de pastas geopolímericas para cimentação de poços
de petróleo, Tese de Doutorado em Ciências e Engenharia dos Materiais, Universidade
Federal do Rio Grande do Norte (UFRN), Natal, 2004.
Mckenzie, L.F., Polyamine fluid-loss additive for oilwell cements, US PATENT 4.482.383,
1984.

106
Mckenzie, L.F.; Mcelfresh, P.M., Acrylamine-acrylic acid copolymers for cement fluid-loss
control, Paper SPE 10623, 1982.
MAURER ENGINEERING INC. (DEA -67), “Slim-hole and coiled tubing”, apostila
apresentada no CAPER/ 94, Salvador, Março de 1994.
MORAES, L. J., Vermiculita no Brasil, Bol. 45, FFCLUSP (Geologia), pág. 29-33, São
Paulo - SP, 1944.
MARTINS, J.; Vermiculita é transformada em mineral hidrofóbico, por Mara Figueira,
Ciência Hoje, Jornal do Brasil, Rio de Janeiro - RJ, 2000.
NEVILLE, A. Propriedades do concreto. São Paulo: PINI. 1997.
NELSON, E.B., Well cementing, Saint-Etienne: Schulumberger Educational Services,
1990.
N-2730 – Abandono de poço – CONTEC (Comissão de normas técnicas)- Petrobras, 2003.
NASCIMENTO, José Heriberto Oliveira do., Adição de Poliuretana não iônica a cimento
Portland especial para Cimentação de Poços de Petróleo, Dissertação de Mestrado
apresentado ao Programa de Pós Graduação em Engenharia Mecânica da Universidade
Federal do Rio Grande do Norte, 2006.
OLIVEIRA, V.C.C., Análise de segurança em operações marítimas de exploração e
produção de petróleo, Dissertação de Mestrado em Ciências e Engenharia do Petróleo,
Universidade de Campinas, Campinas, 2004.
PAIVA, M.D.M., Influência da adição de diatomita nas propriedades reológicas e
mecânicas de pastas leves para cimentação de poços petrolíferos depletados. Natal, RN,
2003.
Pelipenko, S.; Frigaard, I.A., Mud removal and cement placement during primary
cementing of an oil well, Journal of Engineering Mathematics, v. 48, p.1-26, 2004.
Petrobras, Avaliação de cimentação (apostila), 2002.
PROCELAB – Procedimentos e métodos de laboratório destinado a cimentação de poços
de petrolíferos. Petrobrás, BJ Services, Halliburton Serviços LTDA e Shlumberger.

107
PROCIM – Manual de procedimentos do laboratório de cimentos da UFRN, 2008.
ROSEMBURG, J.P., Estudo de vermiculitas brasileiras, Tese de Doutorado, Instituto de
Química, USP, São Paulo, 1972.
SANTOS JUNIOR, B.F., Modificações morfológicas e estruturais de pastas de cimento
aditivadas com termofixos a base de epóxi para utilização em poços de petróleo,
Dissertação de Mestrado em Física, Universidade Federal de Sergipe, Sergipe, 2006.
SANTOS, Maria Luiza Lopes de Oliveira – Tese de Doutorado em Ciência e Engenharia de
Materiais, UFRN, 2008.
SANTOS, Pérsio de Souza. CIÊNCIA E TECNOLOGIA DE ARGILAS volumes 2 e 3.
Editora Edgard Blucher 1962.
SCHLUMBERGER D.,Wireline-Conveyed Perforating, SMP-7035, 2002.
THOMAS, J.E. Fundamentos de Engenharia de Petróleo - Petrobrás. Ed. Interciência,Rio
de Janeiro, 2001.
TAYLOR, H.F.W, Cement Chemistry, Editora Academic Press, 2 ed., London, 1997.
Vlachou, P. V., Piau, J.M. The influence of the shear field on the microestructural and
chemical evolution of na oil well cement slurry and its rheometric impact, Cement and
Concrete Research, v. 27, p.869, 1997.
VIDICK, B; NASH, F.D. & HARTLEY, I; “Cementing through tubing and its influence on
slurry properties”, SPE 20959, October, 1990.
Walker, G. F., Vermiculite minerals, em X-Ray identification and crystal structure of clays
minerals, 2ª ed. P. 297, por G. Brown, Mineralogical Society, 1961.