vol. 1 no. 1, 2015 adenopus breviflorus benth oil
TRANSCRIPT

E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
Adenopus breviflorus benth oil composite reinforced with naturaland modified coir fiber: fabrication and properties.
Akintayo1* Cecilia O; Steuernagel2 Leif; Beuermann3 Sabine and Akintayo4 Emmanuel T. 1
Chemistry Department, Federal University Oye, Oye- Ekiti, Ekiti State, Nigeria2Institute for Polymer Science and Engineering, TU-Clausthal, Clausthal Zellerfeld, Germany
3Institute for Technische Chemie, TU-Clausthal, Clausthal Zellerfeld, Germany4Chemistry Department, Ekiti State University, Ado Ekiti, Ekiti State, Nigeria
*Corresponding Author
E-mail – [email protected]
Abstract
The viscoelastic, mechanical and thermal properties of Adenopus breviflorus benth oil resin /composites
reinforced with native and modified coir fibres have been studied. The influence of chemically modified
fibres (mercerated and oxidized) on the properties of the resulting composites were of particular interest.
Generally the composites were better damping materials than the neat resin. Mercerisation of the native coir
fibre led to an improved adhesion to the resin. However incorporation of the mercerated coir fibre beyond
2wt % adversely affected the visco-elastic properties of the resulting composites. Results also show that the
mercerated fibre composites exhibited better tensile modulus than the oxidized fibre composites. The thermal
degradation temperature of both composites was found to be higher than that of the neat resin.
Introduction
Natural fibers as potential reinforcement in composites, offer many advantages including: good strength
properties, low cost, low density, high toughness, biodegradability, good thermal properties, availability
and non-abrasive behavior(1). There have been many researches whereby liquid cellulosic fibers in particular
have been used as reinforcement in composites (Martinez-Hernamdez et al., 2007, Manikandan- Nair et al,
2001, Ray et al., 2002, Niraikanbo and Bisanda, 1999, Owolabi et al., 1985). In these cases the problem of
incompatibility of natural liquid cellulosic fibers with the hydrophobic polymer matrix as well as the
tendency of the natural fibers to form aggregates during processing and their poor resistance to moisture
have become challenges that must be overcome in order to expand their usefulness as reinforcements in
composites.
The problem of poor bonding of natural liquid cellulosic fibers to synthetic resins has been attributed
mainly to the presence of organic and inorganic substances on the molecules of the resin and fiber, and the
hydrophobic nature of cellulose (Bisanda, 2000). The surface of natural liquid cellulosic fiber covered with
water usually has a low surface tension and it is not suitable for creating strong bond with polymer matrix.
However the bonding between the cellulosic fiber and polymer matrix can be improved by any of the
following operations; (i) dissolving the fatty substances on the surface of the fiber (ii) reacting the fiber with
reagents that would make it hydrophobic (iii) grafting the fiber surface with polymers compatible with the
27

E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
resin matrix and (iv) dissolving the resin- fiber mixture during moulding (Bisanda 2000). Chemical treatment
of natural fibers with alkali (mercerization) and hydrogen peroxide(oxidation) have been shown to improve
the surface roughness of the fiber and therefore their adhesion to polymer matrix which led to improved
mechanical properties of such composites (Huda et al., 2008, Hen et al., 2007, Nur et al., 2014). Mercerization
is the process of swelling cellulose fibers in caustic soda. The process has been reported to improve the
flexibility and surface adhesive characteristics of nature cellulose fiber (Bisanda, 2000). On the other hand
treatment of liquid cellulosic fiber with hydrogen peroxide, an oxidizing bleaching agent has been reported
to improve both physical appearance and mechanical properties of the fibers (Nur et al., 2014)
Coir is a liquid cellulosic fiber obtained from the fibrous mesocarp of coconuts, the fruit of coconut tree (Cocos
nucifera). The coconut tree is grown extensively in Lagos and Rivers States of Nigeria with an estimated
36,000ha presently used for cultivating coconut tree in the country. The coir is a hard fiber that is renowned
from its durability due to its high lignin content (41-45%) compared to the other natural fibers (Goethama et
al., 1995). Owolabi et.al (11) used coir fiber as reinforcing filler for plastics. The aim of this work is to extract
coir fiber from coconut native to Nigeria and study the effect of using the natural and chemically modified
(mercerizated and oxidised) coir fibers as reinforcement on the dynamic- mechanical, thermal and mechanical
properties of the coir fiber- reinforced composites. The polymer matrix, a thermosetting resin was prepared
by cationic polymerization of Adenopus breviflorus oil with divinyl benzene and styrene initiated by boron
trifluoride- diethyletherate or related modified initiators.
Adenopus breviflous (ADB) is a shrub grown in the middle belt area of Nigeria. At maturity it produces seeds
which are mostly utilized as a soup ingredient. The seeds have an oil yield of 56.2% and the oil has a fatty
acid composition comprising of palmitic acid (10.8%), stearic acid(14.1%); oleic acid (13.8%) and linoleic
acid (61.3%) (Akintayo and Bayer, 2002). We have used the oil to prepare rigid thermosetting resins
successfully (Akintayo et al., 2014). Further to Nigerian government effort to encourage industrial development
along its natural resources endowment, this study aims at synthesizing polymer composites from Adenopus
breviflorus benth oil and coconut coir, both being natural resources obtainable from Nigeria.
Experimental
Materials
The studied composite material was made of thermoset resin based on Adenopus breviflorus oil as matrix
reinforced with native and chemically modified coconut fibres. The native coconut fibres were abstracted
from whole ripe coconut fruits obtained from farm sites in Lagos State, Nigeria. The fruits were dehusked
and coconut husk retted in water for five months to facilitate removal of the fibres. The abstracted fibres were
then dried at 700C using drying oven. Adenopus breviflorus (ADB) seeds were purchased from Erekesan
market in Ado-Ekiti, Ekiti State Nigeria. The good seeds were washed with water and air dried and later
milled using Christy mill. Oven dried samples (1030C) were extracted by Soxhlet method using n- hexane.
Solvent was removed under reduced pressure on a rotary evaporator. The crude oil was refined by agitating
with 18M NaOH (1:30g/g of alkali: powder) for 15min. The resultant mixture was heated to 75-800C to break
28
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
the soap stock and the neutral oil separated by centrifugation. Styrene (ST) and divinylbenzene (DVB) were
purchased from Aldrich Chemical Company and used as received. Distilled grade boron trifluoride etherate
(BF3E) also from Aldrich chemical (Milwaukee, WI) was modified with Adenopus breviflorus oil (ADBO) ester
[referred to in this work as modified catalyst (MC)] before being used as initiator in the reaction. All reagents
used were of analytical grade.
Chemical Treatments of coconut fibre
Between 5mm – 10mm length of abstracted coconut fibres were chemically modified to obtain mercerated
and oxidized coir fibre as detailed below;
Mercerated fibre
10g of fibre was weighed into 100ml round bottom flask and sufficient amount of 10% (w/v) NaOH was
added to completely cover the fibre. The mixture was left for 24hours. The treated fibres were thoroughly
rinsed with distilled water until neutral to litmus paper, followed by drying in an oven at 105oC for 12hours.
Oxidized fibre
To 5g of fibre in a round bottom flask was added 100mL of a H2O2 solution in basic medium (18ml of H2O2
added to 0.05g NaOH dissolved in 100ml solution). The mixture was then refluxed at 85oC for 2hrs.
Preparation of resin matrix
The resin mixture was prepared by mixing 45wt % Adenopus breviflorus oil (ADBO), 32wt % styrene (ST),
15wt % divinyl benzene (DVB) and 8wt % modified catalyst (5wt% ADBO ester + 3wt% BF3E).
Preparation of Composites
Specimens of fibre reinforced composites were prepared using hand – lay – up and open mould technique.
A square shape stainless steel mould having dimensions of 210mm x 210mm x 3 mm was used. The internal
surface of the mould was sprayed with a release agent (PVA) before using the mould to facilitate easy
removal from the mould. Chopped fibres (5-10 mm in length) were laid in the mould and the resin mixture
poured to completely wet the fibres. Mixing was done by hand until the material was consistent by visual
evaluation. The mix of the chopped fibres and resin was stirred manually for sufficient time to disperse the
fibres in the matrix taking care that the fibres were evenly distributed to ensure uniform sample since
natural fibres have the tendency to clump and tangle together. The weight percent of the fibre in the composite
ranging between 1 – 4% was calculated according to
wt% fibre = x 100
as detailed in the table below:
Sample 0% 2% 3% 4%
Resin Mixture (g) 4 4 4 4
Fibre (g) 0 1.0 1.7 2.7
% Fibre loading
29

E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
The composite mixture was then cured as follows: 600C for 10 minutes, 800C for 20 minutes and then 1100C
for 24 hours. After the composites were fully dried, they were separated off from the moulds.
Dynamic Mechanical Analysis (DMA)
The dynamic mechanical properties of the composite were obtained on a TA Instrument dynamic mechanical
analyzer, Q800 (TA instruments, New Castle, DE, USA) in the three point bending mode with a static force
of 100MPa and dynamic force of 110mN. Thin sheet specimens 30mm x10mm x3mm were used and the
spin- to –depth ratio was maintained at approximately 2. Each specimen was first cooled to – 600C and then
heated at 30C /minute and a frequency of 1Hz under nitrogen. The visco-elastic properties viz; the storage
modulus (E’) and mechanical loss tangent (tan ä damping) or loss factor were recorded as a function of
temperature. The glass- transition temperature (Tg) of the polymers were obtained from the peak of the tan
ä curve. The damping properties were evaluated by the loss tangent maximum (tan ämax) and the temperature
range (ÄT) for efficient damping (tan ä Ã 0.3).
Thermogravimetric Analysis (TGA)
A TA instrument thermogravimeter, Q5000 IR (TA Instruments, New Castle, DE, USA) was used to measure
the weight loss of polymers/composites in air (20ml/min). Samples were heated from 300C to 8000C at a
heating rate of 200C /mm.
Mechanical Test
The compressive mechanical tests were conducted according to DIN EN ISO 527 specification using a
Zwick universal testing machine ( Zwick GmbH and Co, KG, Ulm, Germany) at a cross head speed of 2mm/
min. The tensile modulus (Et), tensile stress (ìm), yield or failure stress (ìb) and elongation at break (ªb) were
obtained from the tensile tests.
RESULTS & DISCUSSION
A clear understanding of the storage modulus-temperature curve obtained during DMA analysis provides
a valuable insight into the stiffness of a material as a function temperature (Kuzak and Shanmugam, 1999).
Also it has been established that the storage modulus (E¹) of polymeric materials improves with the degree
of cross linking and molecular weight (Nelson, 1974). However the loss modulus (E¹¹) is a measure of the
energy dissipated as heat by a material under deformation or the viscous response of a material (Hameed et
al., 2007). A common parameter deducible from the plot of E¹ versus temperature and E¹¹ versus temperature
is the dynamic glass transition temperature (Tg). The dynamic Tg is defined as the temperature at which
maximum of E¹¹ occurs or the middle of E¹ versus temperature curve (Marayama, 1982, Akay, 1993).
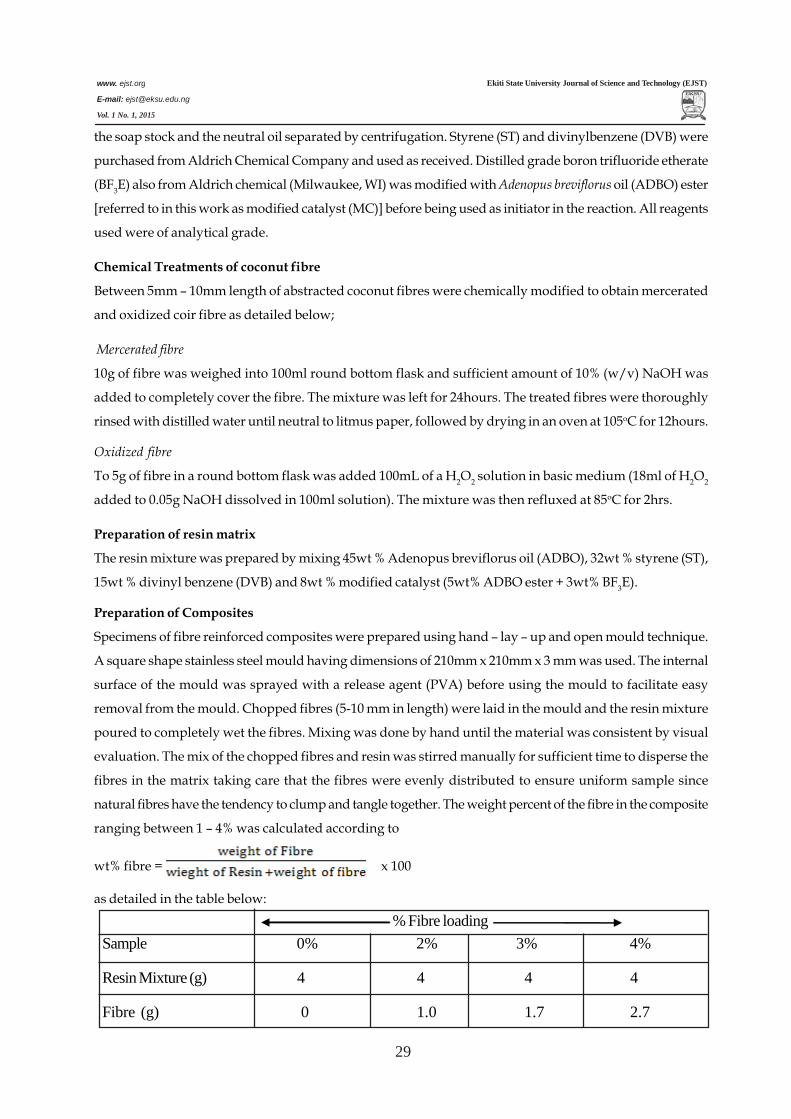
Figure 1.0 shows the effect of temperature on the storage modulus and loss modulus of cured ADBO resin
(neat) and cured ADBO resins reinforced with native and mercerated coir fibers at weight percentage of 2,
3, and 4%
30
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
80 -60 -40 -20 0 20 40 60 80 100 120 140
Temperature(0C)
ADBO Resin Cured ADBONF
ADBOMF2
ADBOMF3
ADBOMF4
80 -60 -40 -20 0 20 40 60 80 100 120 140
Temperature(0C)
ADBO Resin Cured
ADBONF
ADBOMF2
ADBOMF3
ADBOMF4
Fig 1.0: Effect of temperature on the Storage and Loss Modulus of ADBO resin and ADBO
composites reinforced with different mercerated fibre content.
The storage modulus of the ADBO composite increased greatly with increasing coir fiber content especially
around the temperatures where the rubbery plateau occurred. The curves indicates that the initial storage
modulus value E¹ of all the mercerated coir- ADBO resin composites were greatly improved compared to the
native coir fiber- ADBO resin composite and that, even higher than that of the neat resin (ADBO- resin)
31

E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
Figure 1 clearly reveals that the initial E¹ value of the ADBOMF4 is enhanced by more than 75% and 70%
when compared to the neat resin and ADBONF composite respectively. The much improved moduli of the
three mercerated coir fiber- ADBO resin composites might be due to the greater interfacial bond strength
between the matrix resin and the mercerated fiber. All the composites exhibit a dramatic decrease in E¹ in the
temperature range of -60°C to10°C corresponding to the primary relaxation process of the Adenopus breviflorus
benth oil polymer. After that the storage modulus reaches a rubbery plateau around 10MPA and the rubbery
plateau modulus is stable from about 30°C to 150°C suggesting that the polymer is cross linked.
The plots of loss modulus (E¹¹) versus temperature of the samples also shown in Fig 1 indicate that the loss
modulus of the composites at any temperature is greater than that of the neat resin. Fibre incorporation
increased the loss modulus indicating higher heat dissipation (i.e heat buildup) in the mercerated coir fibre
reinforced ADBO composite. The loss modulus plot also show that the peak temperature of the neat resin
was lower compared to that of the native coir- fiber resin composite indicating reduced mobility of the
composite compared to the neat resin (Giethamma et al., 2005). While the loss modulus peak temperature
was decreased for the ADBOMF2 and ADBOMF3, the ADBOMF4 had the same peak temperature loss
modulus as that of the neat resin. A highest value of E¹¹ maximum was observed for the composite ADBOMF4
having average fiber at 4wt%.
The plateau modulus at 10°C of the composites containing native coir fiber, 2%, 3% and 4% mercerated
fiber as reinforcement when compared with the neat resin increased in the order ADBO resin, ADBOMF2<
ADBOMF3<ADBONF<ADBOMF4. This result indicates that the coir fiber incorporated in the polymer
resin reduced the deformability of the composites.
80 -60 -40 -20 0 20 40 60 80 100 120 140
Temperature (0C)
ADBO Resin Cured ADBONF ADBOOF2 ADBOOF3 ADBOOF4
32
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
80 -60 -40 -20 0 20 40 60 80 100 120 140
Temperature(0C)
ADBO Resin Cured
ADBONF
ADBOOF2
ADBOOF3
ADBOOF4
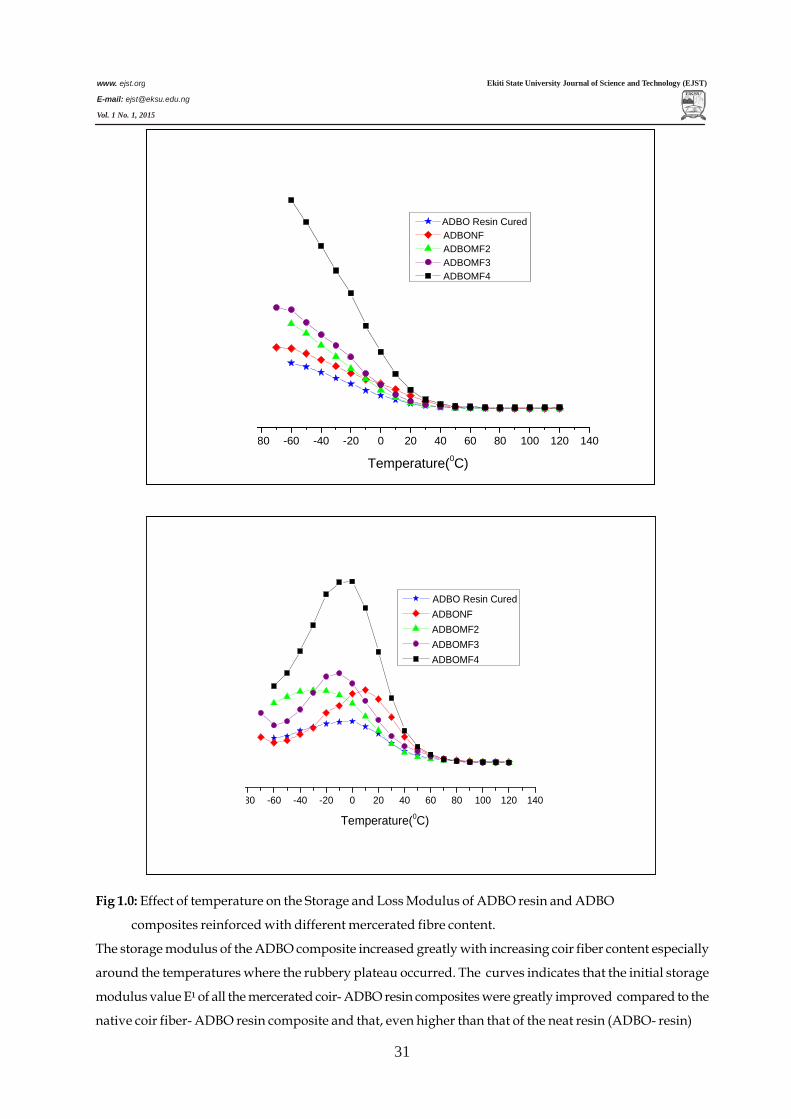
Fig 2.0: Effect of temperature on the Storage and Loss Modulus of ADBO resin and ADBO
composites reinforced with different oxidized fibre content.
Figure 2.0 presents the effect of the temperature on the storage modulus and loss modulus of ADBO resin
and ADBO composites reinforced with different oxidized fiber content. As expected the composite show
higher E¹ values compared to the neat resin. However results in figure 2 clearly indicate lower E¹ values for
composite reinforced with oxidized fibers compared to results in figure 1 for composite reinforced with
mercerated fibers. This might suggest a lower interfacial bonding between the ADBO resin and the oxidized
coir fiber compared to that between ADBO resin and the mercerated coir. This observation is also corroborated
by the results of the experimental crosslink densities presented in table 2.0. The crosslink densities of
composites prepared using oxidized coir fibres are generally lower to those prepared using mercerated coir
fibre. The ADBO composite reinforced with oxidized fiber reached their plateau at 30°C and the modulus
plateau was stable from 40°C to 150°C.
Damping is a sensitive indicator of all kinds of molecular motions going on in a material. Keusch and
Haessler (Keusch and Haseeler, 1994) had reported that in a composite, the molecular motions at the interface
contribute to the damping of the material. The determination of the magnitude of the damping therefore
makes it possible to quantify the interfacial bonding. A strong interaction of fibres and matrix tend to reduce
the mobility of the molecular chains at the interface and therefore reduce damping. Figures 3 and 4 present
the temperature dependence of tan “ for ADBO resin and ADBO composites reinforced with different weight
percent of mercerated and oxidized coir fibre respectively.
33

E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
Li et al., 2005) had reported that a good damping material should possess a high tan “ (tan “ > 0.3) over a
temperature range of at least 60-800C. The tan “ peak which indicated the damping ability of the material
over certain temperature range and the glass transition temperature Tg obtainable from the DMA tan “ plot
are presented in table 2.0. Most of the results show the composites to have higher tan “ than the neat resin
indicating them as better damping materials than the neat resin.
Figures 3 and 4 reveal that there is not much difference in the height of the tan “ peak for all the composites
prepared using oxidized and mercerated coir fibres when compared to the neat resin. This may suggest that
nearly all the composites possess the same order of damping abilities.
-60 -40 -20 0 20 40 60 80 100 120 140
Temperature (0C)
ADBOMF4
ADBOMF3
ADBOMF2
ADBONF
ADBO Cured Resin
Fig 3: Tan delta as a function of temperature for ADBO resin and ADBO composites reinforced with
different mercerated coir fibre content
0 100
Temperature (0C)
ADBOOF4
ADBOOF3
ADBOOF2
ADBONF
ADBO Resin, Cured
Fig 4: Tan delta as a function of temperature for ADBO resin and ADBO composites reinforced
with different oxidized coir fibre content.
34
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
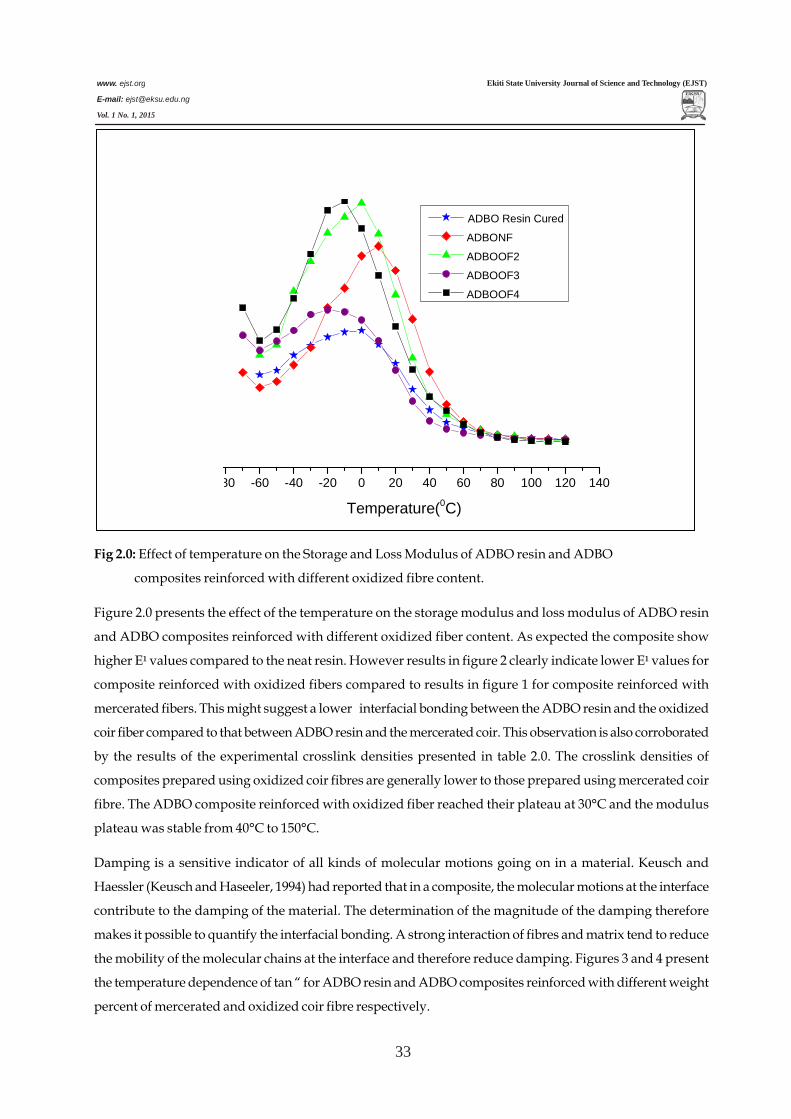
Table 2.0: DMA Characteristics of ADBO resin and ADBO composites reinforced with different mercerated coir fibre and oxidized coir fibre content.
Resin /Composite Tg (°c) Ve (mol/dm³) Tan ∂max ∆t
Resin
ADBR- MF ADBR- MF2 ADBR- MF3 ADBR-MF4
30.49
41.45
32.33
41.61
32.60
8.86x10³ 0.399 45(13-58)
33.70x10³ 0.425 47(15-62)
17.82x10³ 0.32 41(11-52)
15.23x10³ 0.445 49(11-60)
21.57x10³ 0.477 44(9-53)
Resin ADBR- MF ADBR- OF2 ADBR- OF3 ADBR-OF4
30.49
41.43
30.49
32.58
51.39
8.86x10³ 0.399 45(13 – 53)
33.70x10³ 0.425 47(15 – 62)
7.9x10³ 0.463 50(7 – 57)
14.9x 10³ 0.4388 46( 10 – 56)
6.21 x10³ 0.311 15( 41 -56)
Table 2 however specifically show reduced tan “ of the ADBO-MF2 when compared with the ADBO-NF
while the ADBO-MF3 and ADBO-MF4 have higher tan “ peak values when compared with the neat resin.
These results indicate improved adhesion on incorporation of mercerated fibre into the resin at 2wt % and
higher wt % incorporation of the mercerated fibre led to reduced adhesion. Furthermore based on the tan “
peak values, the incorporation of oxidized fibre in the composites generally led to reduced adhesion when
compared with incorporation of native fibre into the resin.
Mechanical Properties.
The tensile mechanical properties of the ADBO resin based composites are presented in table 3.0. The
results show that the ADBO resin exhibited lower tensile modulus compared to the composites reinforced
by mercerated fibre. Increase in percent weight incorporation of mercerated fibre from 2-4% into the resin
matrix led to a progressive increase in the tensile modulus of the composites. As the fibre content increased
in the composite, it restricts the mobility of the matrix, consequently the composites become stiffer and the
tensile modulus increased. Similar results of tensile properties increase for coir based hybrid composite
with increasing fibre content has been reported by Kumar et al. (Kumar and Subha, 2009). The increase in
tensile modulus of ADBO composite reinforced with oxidized coir fibre however only became noticeable at
4% oxidized fibre incorporation. While the tensile modulus of ADBR-MF4 is 10.88MPa, that of ADBR-OF4
is 6.37MPa. The results generally show that the mercerated fibre composites exhibited better tensile modulus
at each fibre loading compared to the oxidized fibre composite. This suggests a better interfacial interaction
35
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
between the mercerated coir fibre and the ADBR matrix than between the oxidized coir fibre and the ADBR
matrix. The result further suggest that addition of mercerated fibre into the ADBR matrix increase the load
bearing capability of the ADBR composite better than when oxidized fibre is added. The ADBR-mercerated
fibre composites were therefore stiffer than the ADB-oxidised fibre.
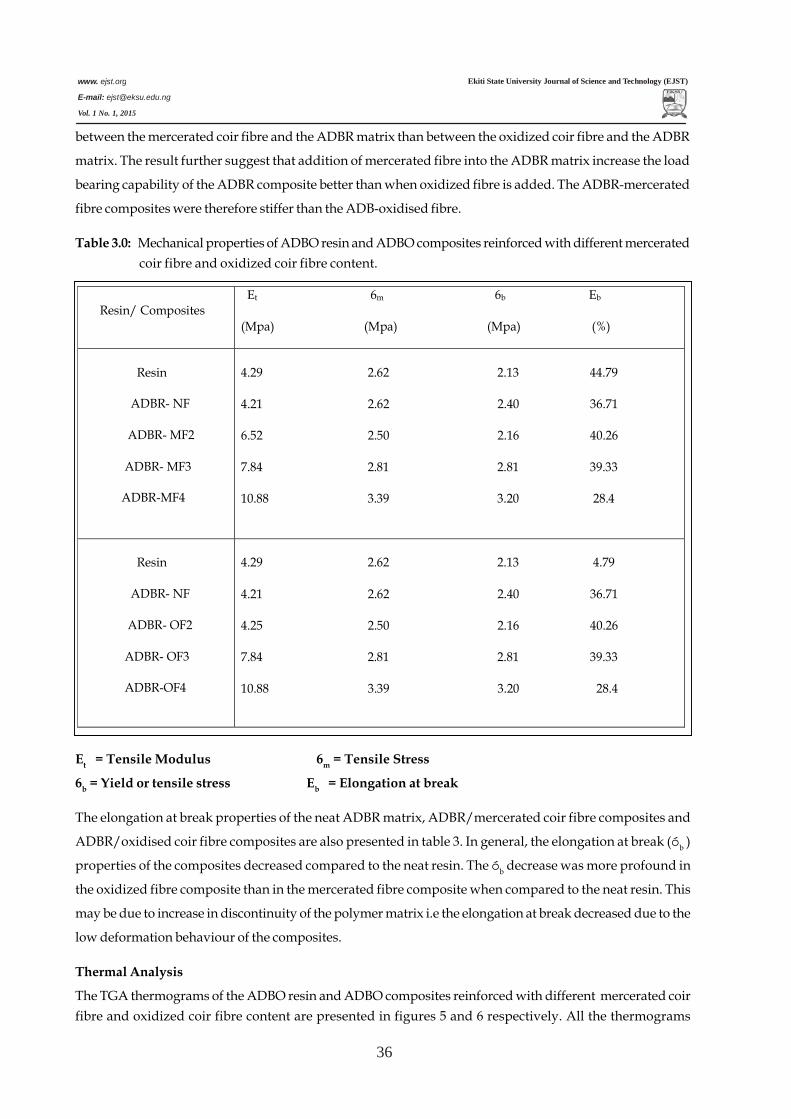
Table 3.0: Mechanical properties of ADBO resin and ADBO composites reinforced with different mercerated coir fibre and oxidized coir fibre content.
Resin/ Composites
Et 6m 6b Eb (Mpa) (Mpa) (Mpa) (%)
Resin ADBR- NF ADBR- MF2 ADBR- MF3 ADBR-MF4
4.29 2.62 2.13 44.79 4.21 2.62 2.40 36.71 6.52 2.50 2.16 40.26 7.84 2.81 2.81 39.33 10.88 3.39 3.20 28.4
Resin ADBR- NF ADBR- OF2 ADBR- OF3 ADBR-OF4
4.29 2.62 2.13 4.79 4.21 2.62 2.40 36.71 4.25 2.50 2.16 40.26 7.84 2.81 2.81 39.33 10.88 3.39 3.20 28.4
Et = Tensile Modulus 6m = Tensile Stress
6b = Yield or tensile stress Eb = Elongation at break
The elongation at break properties of the neat ADBR matrix, ADBR/mercerated coir fibre composites and
ADBR/oxidised coir fibre composites are also presented in table 3. In general, the elongation at break (ób )
properties of the composites decreased compared to the neat resin. The ób decrease was more profound in
the oxidized fibre composite than in the mercerated fibre composite when compared to the neat resin. This
may be due to increase in discontinuity of the polymer matrix i.e the elongation at break decreased due to the
low deformation behaviour of the composites.
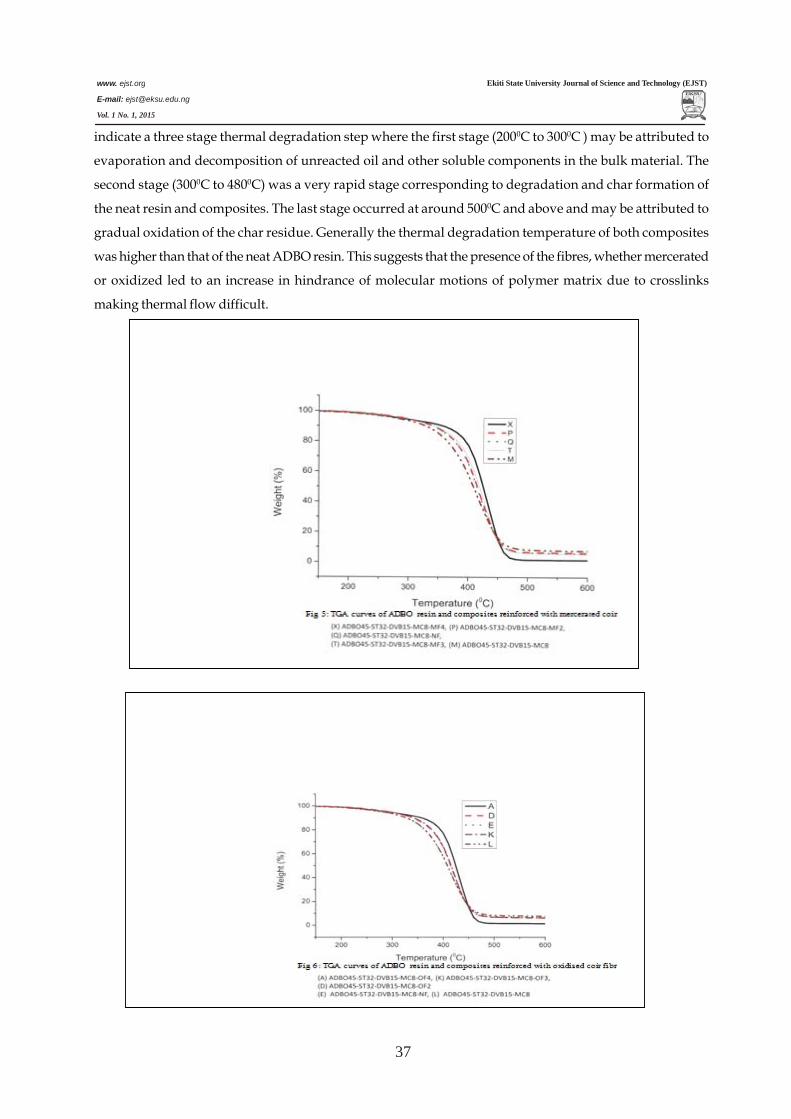
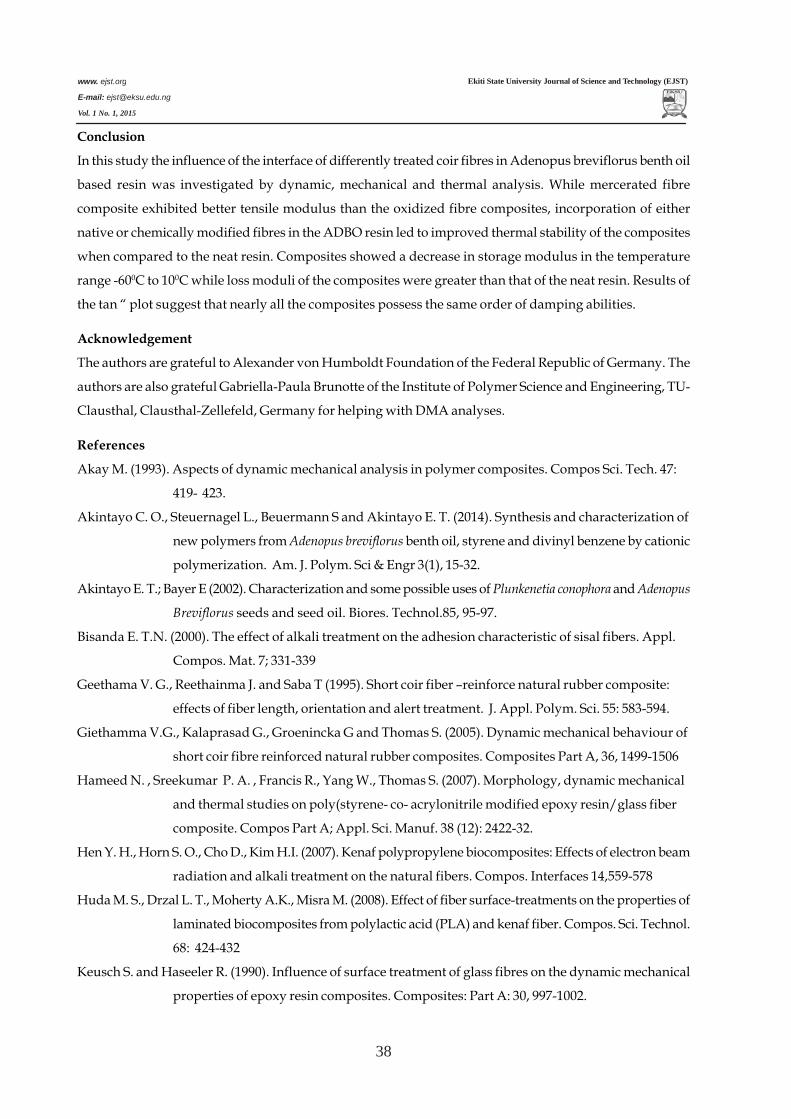
Thermal Analysis
The TGA thermograms of the ADBO resin and ADBO composites reinforced with different mercerated coirfibre and oxidized coir fibre content are presented in figures 5 and 6 respectively. All the thermograms
36
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
indicate a three stage thermal degradation step where the first stage (2000C to 3000C ) may be attributed to
evaporation and decomposition of unreacted oil and other soluble components in the bulk material. The
second stage (3000C to 4800C) was a very rapid stage corresponding to degradation and char formation of
the neat resin and composites. The last stage occurred at around 5000C and above and may be attributed to
gradual oxidation of the char residue. Generally the thermal degradation temperature of both composites
was higher than that of the neat ADBO resin. This suggests that the presence of the fibres, whether mercerated
or oxidized led to an increase in hindrance of molecular motions of polymer matrix due to crosslinks
making thermal flow difficult.
37

E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
Kumar N.M., Subha M.C.S (2009). Mechanical properties of coir/glass fibre phenolic resin based composites.
J. Reinforced Plast. Compos. 28(2), 2605-13.
Kuzak S. G. and Shanmugam A (1999). Dynamic mechanical analysis of fiber – reinforced phenolics. J.
Appl. Polym. Sci. 78, 649-656
Li F., Hasjim J., Larock R.C. (2005). Synthesis, structure and thermophysical and mechanical properties of
new polymers prepared by cationic copolymerization of corn oil styrene and divinyl benzene.
J. Appl. Polym. Sci., 90, 1830-1838.
Manikandan –Nair K. C., Thomas S., Groemarks G.(2001). Thermal and dynamic mechanical analysis of
polystyrene composite reinforced with short sisal fibers. Compos. Sci. Technol. 61: 2519-29.
Marayama T. Dynamic’s mechanical analysis of polymeric materials. 2nd edition, New York; Elsevier; 1982
Martinez-Hernamdez. A. L., Velasco- Santos C., Icaza M, Castano V.M. (2007). Dynamical- mechanical and
thermal analysis of polymeric composites reinforced with keratin biofibers from chicken
feathers. Composite Part B, 38: 405-410
Nelson L. E. Mechanical properties of polymers and composite Marcel Dekker: New York, 1974.
Niraikanbo L.Y., Bisanda E.T.N. (1999). The performance of cotton-kapok fabric- polyester composite. Polym.
Testing 18: 181-98
Nur I. A. R., Nos A. I., Norhazlin Z., Marwah R., and Wan Z.S. (2014). The influence of chemical surface
modification of kenaf fiber using Hydrogen peroxide on the mechanical properties of
biodegradable Kenaf fiber/ poly (Lactic Acid) composites. Molecules, 19, 2957-2968
Owolabi O., Cavikovsaky T., Kovacs I. (1985). Coconut fibre reinforced thermosetting plastics. J. Appl.
Polymer Sci. 30: 1827Ray D., Sarkar B.K., Das S., Rana A.K. (2002). Dynamic mechanical and thermal analysis of vinylester-resin-
matrix composites reinforced with untreated jute fiber. Compos. Sci. Technol. 62: 911-7
39
E-mail: [email protected]
Ekiti State University Journal of Science and Technology (EJST)www. ejst.org
Vol. 1 No. 1, 2015
Conclusion
In this study the influence of the interface of differently treated coir fibres in Adenopus breviflorus benth oil
based resin was investigated by dynamic, mechanical and thermal analysis. While mercerated fibre
composite exhibited better tensile modulus than the oxidized fibre composites, incorporation of either
native or chemically modified fibres in the ADBO resin led to improved thermal stability of the composites
when compared to the neat resin. Composites showed a decrease in storage modulus in the temperature
range -600C to 100C while loss moduli of the composites were greater than that of the neat resin. Results of
the tan “ plot suggest that nearly all the composites possess the same order of damping abilities.
Acknowledgement
The authors are grateful to Alexander von Humboldt Foundation of the Federal Republic of Germany. The
authors are also grateful Gabriella-Paula Brunotte of the Institute of Polymer Science and Engineering, TU-
Clausthal, Clausthal-Zellefeld, Germany for helping with DMA analyses.
References
Akay M. (1993). Aspects of dynamic mechanical analysis in polymer composites. Compos Sci. Tech. 47:
419- 423.
Akintayo C. O., Steuernagel L., Beuermann S and Akintayo E. T. (2014). Synthesis and characterization of
new polymers from Adenopus breviflorus benth oil, styrene and divinyl benzene by cationic
polymerization. Am. J. Polym. Sci & Engr 3(1), 15-32.
Akintayo E. T.; Bayer E (2002). Characterization and some possible uses of Plunkenetia conophora and Adenopus
Breviflorus seeds and seed oil. Biores. Technol.85, 95-97.
Bisanda E. T.N. (2000). The effect of alkali treatment on the adhesion characteristic of sisal fibers. Appl.
Compos. Mat. 7; 331-339
Geethama V. G., Reethainma J. and Saba T (1995). Short coir fiber –reinforce natural rubber composite:
effects of fiber length, orientation and alert treatment. J. Appl. Polym. Sci. 55: 583-594.
Giethamma V.G., Kalaprasad G., Groenincka G and Thomas S. (2005). Dynamic mechanical behaviour of
short coir fibre reinforced natural rubber composites. Composites Part A, 36, 1499-1506
Hameed N. , Sreekumar P. A. , Francis R., Yang W., Thomas S. (2007). Morphology, dynamic mechanical
and thermal studies on poly(styrene- co- acrylonitrile modified epoxy resin/glass fiber
composite. Compos Part A; Appl. Sci. Manuf. 38 (12): 2422-32.
Hen Y. H., Horn S. O., Cho D., Kim H.I. (2007). Kenaf polypropylene biocomposites: Effects of electron beam
radiation and alkali treatment on the natural fibers. Compos. Interfaces 14,559-578
Huda M. S., Drzal L. T., Moherty A.K., Misra M. (2008). Effect of fiber surface-treatments on the properties of
laminated biocomposites from polylactic acid (PLA) and kenaf fiber. Compos. Sci. Technol.
68: 424-432
Keusch S. and Haseeler R. (1990). Influence of surface treatment of glass fibres on the dynamic mechanical
properties of epoxy resin composites. Composites: Part A: 30, 997-1002.
38