tachos - peter rein
TRANSCRIPT

15 CRISTALIZACIÓN
15.1 Fundamentos de la cristalización
15.1.1 Solubilidad y sobresaturación
La sacarosa tiene una elevada solubilidad en agua. Una
solución saturada de sacarosa se encuentra en equilibrio
termodinámico con la fuse solida de sacarosa y contiene
alrededor de dos partes de sacarosa por cada parte de agua a
temperatura ambiente y casi cinco partes de sacarosa por cada
parte de agua a 100 º C. Para cristalizar la sacarosa se
requiere elevar su concentración por encima de aquella
correspondiente a una solución saturada, y llevarla en forma
regulada y con precisión a la concentración requerida para
lograr la cristalización deseada. Por lo tanto es importante
establecer la concentración de sacarosa en solución saturada
bajo las condiciones de operación.
En general se acepta que la ecuación de Charles (I960)
representa adecuadamente la solubilidad de la sacarosa en
soluciones puras entre 0 y 90 °C:
64.397 + 0.07251 • 1 + 0.002057 • 12 - 9.035 • 106 - 13
(15.1)
donde es la concentración expresada como g sacarosa/100 g de
solución saturada a la temperatura y en ºC. En varias
publicaciones el primer termino de es la ecuación ha sido
utilizado incorrectamente como 64.407. La ecuación de

Charles ha sido aceptada por ICUMSA, como lambien lo ha sido
la ecuación de Vavrinecz (Anon. 2005) que es válida en el
rango de temperaturas de -13 a 100 º C.
El coeficiente de saturación q es la solubilidad de
sacarosa pura en agua bajo condiciones de saturación
expresada como g sacarosa/g agua. Por lo tanto: (formula)
Este también se puede expresar como: (formula)
El coeficiente de saturación es aplicable a soluciones puras
de sacarosa. Las soluciones que se presentan durante el
proceso de la caña de azúcar como siempre impuras y las
impurezas afectan la solubilidad de la sacarosa. El
coeficiente de solubilidad SC se utiliza para representar la
relación entre la concentración de sacarosa en una solución
saturada impura y la concentración de sacarosa en una
solución pura a igual temperatura (con la concentración
expresada como la relación entre sacarosa/agua). Este se
define como: (formula)
Desafortunadamente existe cierta confusión con la
terminología de la industria de azúcar de remolacha, donde a
este último término se le conoce como coeficiente de
saturación {van tier Poel ct al. 1998:650).
Para una solución sobresaturada, sea pura o impura, el grado
de sobresaturación se expresa mediante el coeficiente de
sobresaturación y calculado dividiendo la relación
sacarosa/agua de la solución sobresaturada por la relación

sacarosa/agua de una solución saturada a iguales condiciones
de temperatura y pureza (o relación no-sacarosas/agua). El
coeficiente de sobresaturación indica si la solución es no
saturada (y < 1), saturada (y = 1), o sobresaturada (y > 1).
Este se define como: (formula)
La solubilidad de soluciones puras de sacarosa se presenta en
la Figura 15.1. El estado de saturación está representado por
la curva y = 1. Es claro que la temperatura tiene un fuerte
efecto sobre la solubilidad. La figura también muestra las
curvas correspondientes a yp = 1.2 y 1.3. La región donde el
coeficiente de sobresaturación esta entre 1.0-1.2 se conoce
como región meta estable. En esta región los cristales de
azúcar crecen sin que se produzca nucleación de nuevos
granos de azúcar. Esta es la región donde la cristalización
debe ser efectuada. La región comprendida entre 1.2-1.3 se
conoce como región intermedia, donde los cristales pueden
continuar creciendo, pero con formación de nuevos núcleos
cuando hay presencia de cristales de azúcar. La región que se
encuentra por encima de la curva de coeficiente de
sobresaturación 1.3 se conoce como región lábil; en esta
región se produce nucleación espontanea.
Para una solución sub-saturada que se encuentra en cierto
punto por debajo de la curva de saturación (A en la Figura
15.1), la solución puede llevarse hasta la región de
sobresaturación mediante evaporación a temperatura constante,

o mediante enfriamiento manteniendose constante el contenido
de sólidos disueltos.

15.1.2 Nucleación y crecimiento de cristales
El crecimiento de los cristales es un proceso complejo y se
recomienda al lector consultar van der Poel et al. (1998:653-
670) para un tratamiento exhaustivo del tenia. Para
propósitos prácticos se puede considerar como un proceso
cinético de reacción, donde la fuerza impulsora es el grado
de sobresaturación. Las moléculas de sacarosa en solución
tienen que esparcirse 6 difundirse hasta el crista! y luego
ser incorporadas en la estructura reticular del cristal. Por
lo tanto la proporción de cristalización depende de estos dos
procesos. La Figura 15.2 presenta una capa limite a través de
la cual las moléculas se difunden, y una capa de adsorción
sobre la superficie del cristal. Estos dos procesos pueden
ser representados como: (formula)
donde A es el área superficial del cristal, kn y kR son las
constantes de las tasas de difusión y reacción superficial,
e, c* y c son las concentraciones de la solución, en la
interface sobre la superficie del cristal, y de equilibrio
respectivamente. En realidad esto es una simplificación, pues
el proceso de incorporación en la estructura reticular del
cristal consiste de varios procesos incluyendo adsorción
sobre la capa superficial, migración a un sitio apropiado
sobre la superficie, y adhesión a la estructura reticular. No
obstante, estas dos ecuaciones se pueden combinar para
obtener: (formula)

Se ha establecido que a temperaturas < 40 °C el proceso de
incorporación sobre la superficie está controlado por la tasa
de reacción, siendo kQ = kR. Cuando la temperatura es > 50 °C
la tasa de difusión controla el proceso y kG = kD.
En la práctica se ha encontrado que este no es siempre un
proceso de primer orden, y que la tasa de cristalización se
expresa mejor como:
(formula)
Donde n tiene un valor entre 1 y 2 cuando la diferencia de
concentración es pequeña, pero tiende a 1 (es decir a proceso
de primer orden) cuando la diferencia de concentración es
mayor. La constante de la tasa de reacción kQ depende de la
temperatura de acuerdo con una relación tipo Arrhenius, la
cual se puede expresar como:
(formula)
En esta ecuación R es la constante universal de gases (8.314
kJ/(kmol • K)) y T la temperatura absoluta.

La energía de activación EA es más elevada temperaturas,
correspondientes al proceso poracion superficial, mientras
que los va menores en el rango de temperaturas más alto,
donde la difusión controla la tasa de reacción. La figura
15.3 presenta la variación de la energía de activación con la
temperatura. Para el caso de conocimiento en
evapocristalizadores o "tachos" el rango elevado de
temperatura es más relevante.
Mientras que una diferencia grande de concentración promueve
la velocidad de la cristalización,

Se debe tener cuidado para asegurar que no sea tan grande que
la concentración de la solución caiga en la región intermedia
o lábil. Esto resultaría en formación de nuevos núcleos de
cristalización, cultivando cristales de menor tamaño que
posteriormente afectan la separación de los cristales del
licor madre.
La nucleación es un proceso complejo, que es influenciado por
muchos factores y difícil de controlar o predecir. Los
procesos de cristalización deben evitar operar en regímenes
de concentración y temperatura donde pueda ocurrir nucleación
descontrolada. Van der Poel et al. (1998:650-653) han tenido
en cuenta los principales factores que controlan el proceso
de nucleación en la práctica.
15.1.3 Efecto de las no-sacarosas
Los componentes en solución diferentes a la sacarosa, o no -
sacarosas, tienen cuatro efectos significativos sobre la
cristalización:
• Modifican la solubilidad de la sacarosa. El coeficiente de
solubilidad generalmente es menor a uno cuando el valor de
la relación no-saca-rosas/agua es pequeño (ver ecuación
(18.3) en Sección 18.1.1), pero cuando esta relación es más
elevada el valor excede a uno, indicando un incremento de
la solubilidad de la sacarosa.

• Reducen la proporción o tasa de cristalización al reducir
la velocidad del proceso de difusión debido al incremento
de la viscosidad o por interacción con ciertas caras de la
superficie del cristal, inhibiendo así la incorporación en
la estructura cristalina.
• Afectan la forma o morfología del cristal. Esto está
asociado con el punto anterior, pues algunas impurezas
bloquean los sitios de cristalización de ciertas
superficies, reduciendo el crecimiento de estas caras y por
lo tanto cambiando la forma del cristal. Se conoce
particularmente de ciertos oligosacáridos que son causa de
cristales alarga-dos {Morel du Boil 1991).
• Incrementan el espesor de la región meta estable que se
presenta en la Figura 15.1, ampliando el rango seguro de
condiciones de concentración y temperatura para el
crecimiento de cristales.
Los efectos de las no-sacarosas varían de una región de
cultivo de caña a otra y de acuerdo al momento de la zafra.
Generalmente son difíciles de medir o predecir.
La Figura 18.1 presenta valores del coeficiente de
solubilidad. Estos son afectados por la relación no-
sacarosas/agua y también por la relación entre azucares
reductores/ceniza. El coeficiente baja por debajo de uno
hasta valores entre 0.8 y 0.9 cuando la relación no-
sacarosas/agua es tres. Esto implica que la solubilidad de

la sacarosa en agua se reduce a medida que la pureza es
menor. A medida que la relación no-sacarosas/agua se
incrementa por encima de tres, el coeficiente de solubilidad
incrementa, excediendo a uno cuando la relación no-sacarosas/
agua pasa aproximadamente por encima de cuatro.
Han sido pocas las ocasiones en que se ha intentado
cuantificar el efecto de las no-sacarosas sobre la tasa de
cristalización. Incorporando la propuesta de Wright y White
(1974) en la ecuación (15.11) se puede obtener: (formula)
En esta ecuación (formula) es la relación entre no-saca-
rosas/agua. Love (2002) analizo los resultados de varios
investigadores y demostró que la constante 1.75 es muy baja,
estimando que deberá tener un valor alrededor de 2.4. La
forma de la ecuación (15.12) puede ser apropiada
funcionalmente, pero no existe mucho acuerdo en cuanto a los
valores a ser emplea-dos con esta ecuación.
15.1.4 Tasa de cristalización
Las ecuaciones (15.8) y (15.12) pueden ser utilizadas para
estimar la tasa de cristalización cuando se pueden efectuar
suposiciones adecuadas sobre el área de la superficie de
cristalización (tamaño promedio, distribución de tamaño y
factores de forma). Sin embargo no existen valores
comprobados de los parámetros disponibles que puedan ser
utilizados confiablemente. Otra aproximación distinta es el

uso de información industrial combinada con datos obtenidos
en plantas piloto y en el laboratorio para estimar la tasa
promedio de cristalización global, expresada como la tasa de
crecimiento de los cristales con base en mediciones del
tamaño de cristal. Love (2002) ha presentado resultados
disponibles en la literatura junto con datos obtenidos por
Tongaat-Hulett Sugar. Estos resultados junto con algunos
datos recientes de Australia se presentan en la Tabla 15.1.
Estas cifras proporcionan solamente una aproximación a las
tasas de cristalización reales, debido a las siguientes
razones:
• La pureza del licor madre puede variar amplia-mente durante
el desarrollo de cada cocimiento.
• Durante una parte del proceso, la evaporación y no la
cristalización puede ser el factor limitante, de manera que

la tasa de cristalización podrá ser en promedio mayor que
los valores presentados. Esto está bien ilustrado en los
datos de Lionnet encontrados en la Tabla para cocimientos
de refinería; la primera cifra representa la tasa de
crecimiento durante la etapa inicial del cocimiento, cuando
la tasa de evaporación excede a la tasa de cristalización,
mientras que la segunda cifra representa la tasa cuando el
proceso está limitado por la tasa de evaporación.
• El control del proceso y en particular de la
sobresaturación puede tener un efecto significativo. Los
tachos que hierven más activamente debido a buena
circulación brindan mayores tasas aparentes de
cristalización.
• Existe una dispersión grande y variable del tamaño de
cristales, la cual influencia significativamente a los
valores promedio. Esta dispersión se debe a variaciones en
la tasa de crecimiento, que puede diferir en un orden de
magnitud (White et al. 1998).
Se ha propuesto que las tasas de crecimiento relativo de los
cristales en una suspensión son dependientes de la historia
de los cristales (White et al. 1998). La tasa de crecimiento
de cada cristal es una propiedad del mismo; algunos crecen
más rápidamente y otros lentamente, y es esta propiedad la
que conduce a la dispersión durante el crecimiento de los
cristales.

15.1.5 Elevación del punto de ebullición
El hecho de que las soluciones de sacarosa hiervan a mayor
temperatura que el agua se discutió en la Sección 12.1.2. La
elevación del punto de ebullición se presentó como una
función del contenido de sacarosa en la Figura 12.1, la cual
ilustra como la elevación del punto de ebullición es menor a
medida que se reduce la temperatura. Esta información es
presentada de manera ligeramente distinta en la Figura 15.4
en función de la temperatura de la masa cocida, con base en
la interpretación dada por Holven a los datos de Thieme (Chen
y Chou 1993:238).
Saska (2002) señala que existen diferentes correlaciones
disponibles para el punto de ebullición, pero que todas han
sido derivadas de solo dos investigaciones originales, una
por Spengler para remolacha y la otra por Thieme para
productos de caña. Otros datos obtenidos por Batterham y
Norgate (1975) han sido prácticamente olvidados, excepto en
Australia. Saska efectuó estudios subsecuentes comparando sus
mediciones con las correlaciones existentes, y propuso la
siguiente relación para la elevación del punto de ebullición


Nótese que se refiere aquí a la concentración de solidos
disueltos del licor madre; la elevación del punto de
ebullición no depende del contenido total de sólidos en la
masa cocida. Esta ecuación cubica el rango de RDS de 69 a 82
y un rango de temperaturas de 58 a 76 °C. La ecuación tiene
forma similar a la ecuación integrada de Clausius -
Clapeyron lo cual sugiere que los exponentes de los primeros
dos términos deberían ser 1 y 2 respectivamente. El término
adicional de pureza incluye el efecto de soluciones impuras.
Partiendo de esto, una propiedad útil de las soluciones de
sacarosa es el hecho de que la elevación del punto de
ebullición es directamente proporcional a la concentración
cuando se expresa como g de sacarosa disuelta/g agita. Por
tanto, si una solución tiene una elevación del punto de
ebullición de 10 °C bajo condiciones de saturación para una
sobresaturación de 1.2 la elevación será 12 º C. Esta
propiedad es utilizada para el control automático de los
tachos.
Usualmente se asume que el efecto de tener bajas purezas es
un incremento en la elevación del punto de ebullición pero
trabajos efectuados por Saska (2002) han mostrado un efecto
opuesto de la pureza tal como lo muestra la ecuación (15.13).
Saska (2002) présenlo sus resultados en el mismo formato de
la Figura 15.4, que es útil para la operación de lachos: los
resultados se ilustran en la Figura 15.5. El efecto de la

pureza es bastante reducido y los dalos de elevación del
punto de ebullición para so-luciones puras son mayores a
temperaturas por encima de aproximadamente 65 º C; los datos
de Holven como han sido publicados por Chen y Chou (1993)
muestran en promedio un incremento de elevación del punto de
saturación de 1 °C porcada cambio de 10 unidades de pureza;
los dalos de Saska muestran en promedio alrededor de la mitad
de este efecto.
15.1.6 Tamaño y forma de los cristales
El tamaño de cristal del azúcar producido es importante
porque usualmente tiene que cumplir con determinada
especificación de calidad del consumidor. El azúcar para
consumo directo tiene un tamaño promedio entre 0.2 mm y 2 mm
dependiendo de los requerimientos del mercado, siendo
producidos en la India los mayores tamaños de grano. El
azúcar crudo para refinerías normalmente tiene que cumplir
especificaciones de tamaño que faciliten una afinación
aliciente en la refinería.
Los cristales de tamaño más grande tienen menos área
superficial por unidad de masa y son más fáciles de procesar
durante la centrifugación debido a que la cantidad de
película de miel sobre la superficie es menor. Sin embargo,
con cristales más pequeños se tienen una mayor área
superficial, lo cual mejora la lasa de cristalización. Esto

es particularmente importante para los cocimientos de baja
pureza donde el tamaño de los cristales se mantiene pequeño.
típicamente alrededor de 0.2 mm para masas cocidas ºC. El
tamaño de apertura de las mallas de centrifugas se
selecciona de acuerdo con el tamaño de cristal a ser
separado.
La distribución del tamaño de los cristales es también
importante. La separación en las centrifugas se facilita a
medida que la distribución del tamaño de cristal es más
uniforme. Los granos linos en masas cocidas tienden a llenar
espacios presentes entre cristales más grandes, produciendo
una capa de cristales en las maquinas centrifugas que no se
puede filtrar o purgar fácilmente. Adicionalmente los
cristales pequeños pueden pasar a través de las aperturas de
la malla resultando en un menor agotamiento de las mieles.
La distribución del tamaño de cristales generalmente se
caracteriza utilizando el coeficiente de variación CV, que
se define como: (formula)
Donde es el tamaño promedio de cristal y a la desviación
estándar de la distribución. A medida que los cristales
crecen el tamaño promedio se incrementa y se espera que el
CV se reduzca. En la práctica el efecto de la dispersión de
tamaño es evidente resultando en cristales que crecen a
diferentes velocidades. Esto contradice la tradicional ley

de McCabe, que predice que el incremento de la longitud del
cristal con el tiempo es independiente del tamaño de grano.
La ley dc McCabe conduciría a un mejoramiento del CV siempre
que ocurra crecimiento de cristales. White el al. (1998)
demostraron que existe una variación de las tasas de
crecimiento de los cristales, que es fuertemente dependiente
de la historia de cada cristal; un cristal de rápido
crecimiento continuara creciendo más rápido que el promedio,
llevando a la conclusión de que los cristales de mayor
tamaño tienen mayor tasa de crecimiento. En las masas
cocidas A. el efecto neto es un mejoramiento (reclucción)
del CV a medida que se produce crecimiento de los cristales
pero en las masas de baja pureza los efectos de la
distribución del tamaño son más fuertes, conduciendo a
peores valores del CV a medida que transcurre el crecimiento
de los cristales {Rein y Msimanga 1999).
Es conveniente asumir que la distribución del tamaño del
azúcar se asemeja a una distribución normal, logarítmica que
representa mejor la distribución no simétrica e igualmente
incorpora un valor promedio y un CV. White asume una
distribución normal. Esta sin embargo es simétrica
alrededor del valor promedio y por lo tanto puede incluir en
ocasiones valores negativos de tamaño. Hoekstra (1985)
utilizó una distribución exponencial negativa para el
análisis de resultados de pruebas de tachos. Rein y

Archibald (1989) usaron la distribución normal logarítmica,
que representa mejor la distribución no simétrica e
igualmente incorpora un valor promedio y un CV. White el al.
(1998) también demostraron que la distribución normal
logarítmica es apropiada. En la industria del azúcar de
remolacha se acepta a la distribución RRSB (Rosin-Rammler-
Sperling-Bennett) como mejor representación de la
distribución de tamaño (van der Poel et al. 1998:106).
Medición de tamaño de cristales. El tamaño de los cristales
se puede medir de varias maneras cristalinas:
El azúcar producido se puede secar y tamizar en una
torre de tamices durante un tiempo estándar. Para ello
el método ICUMSA OS2-37 aplica (Anon. 2005). Con el
método Powers la apertura media es un tamaño promedio
basado en la masa y se obtiene como el punto
correspondiente al 50 % en un gráfico de la masa de
aplicar acumulada con respecto al tamaño de apertura.
La desviación estándar se obtiene de la diferencia
entre la media en el gráfico de distribución acumulada
con respecto a los puntos 16 ó 84 %.
En algunas ocasiones se proporciona un tamaño de grano
específico. Para esto se utilizan los resultados de una
prueba de tamizados que permite determinar un tamaño
promedio" en términos del área de superficie (SASTA 2005).

• En algunos casos se mide únicamente a los "linos" como la
fracción de azúcar que pasa a través de una malla de
apertura 0.6 mm (Malla 28 Tyler)
• La técnica de análisis digital dc imágenes se está
haciendo popular, pues no se requiere necesariamente que el
azúcar sea separado y secado antes de efectuar las
mediciones. Por lo tanto es adecuado particularmente para
las masas de baja pureza. Las imágenes pueden ser
procesadas manualmente (contando y midiendo cristales
individuales) o automáticamente utilizando software
especialmente desarrollado. Los valores medios obtenidos
corresponden a múltiples valores medios. Es posible
reportar el tamaño medido o el diámetro equivalente. El
primero es más apropiado para determinar el potencial de
que un cristal pueda pasar a través de la malla de una
centrifuga continua, mientras que el segundo puede ser más
apropiado para los estudios de cristalización.
• Equipos de medición más sofisticados costosos usualmente
basados en técnicas de rayos láser pueden ser utilizados
para analizar muestras secas de azúcar o muestras en
suspensión con adecuada consistencia para la medición.
Se debe hacer distinción entre las distribuciones basadas en
masa (como se obtiene por laminado) y aquellas basadas en
número (al emplear técnicas de análisis de imágenes). Es

posible derivar equivalencias matemáticas dependiendo de la
distribución asumida (ej. Broadfoot 1992). También se debe
tener cuidado con el hecho de que para la determinación de la
apertura media se aplican varios métodos: así de los cuatro
métodos ICUMSA para expresar resultados tres emplean a la
mediana en lugar del tamaño promedio por masa como la
apertura media.
Factores de forma. La relación entre el tamaño del cristal
(con diámetro característico de densidad), área del cristal
A y masa del cristal m requiere el uso de factores de forma:
(fórmula)
Se ha encontrado que el factor de forma α tiene un valor de
0.34 (Liomnet 1998) con base en el di definido como {I2 • b)
donde 1 y b son la longitud y amplitud de los cristales.
Bubnik y Kadlec (1992) sugieren un valor de α = 0.31.
Liommet (1998) cálculo que el factor de forma β es 2.9.
resultando en una relación α β = 0.116. Nótese que esta
relación tiene un valor de 1/6 6 0.1667 para esferas y
cubos.
Utilizando los valores propuestos por Liommet, las
ecuaciones (15.15) y (15.16) pueden ser combinadas para
obtener la siguiente relación entre el área del cristal en m2
y la masa del cristal en kg:
(formula)

Van der Rod et al. (1998:74) sugieren un valor de 0.042 para
la constante de la ecuación (15.17).
Lionnel (1998) demostró que los factores de forma pueden ser
utilizados para definir la equivalencia entre las dos
maneras de expresar la tasa de crecimiento, es decir la tasa
de crecimiento lineal R en m/s y la tasa de crecimiento R
expresada en kg/
3-a i),.
(formula)
15.1.7 Contenido de cristales en masas cocidas
Las siguientes dos ecuaciones permiten calcular el contenido
de cristales en g/100 g de masa cocida y en g/100 g DS:
(formula)
Usualmente la cantidad de cristales en la masa cocida es un
factor limitante para el proceso de cristalización. El
contenido de cristal puede alcanzar valores tan elevados que
la masa cocida se forma principalmente en un sólido por lo
cual la cristalización debe interrumpirse antes de que la
viscosidad de la masa cocida se torne excesivamente elevada.
El límite del contenido de cristales puede ser calculado,
asumiendo que los cristales se encuentran en contacto entre
sí y que los espacios vacíos están rellenos únicamente por
licor madre. En este caso la porosidad o fracción
volumétrica del líquido se puede ser calculada a partir de

la densidad del cristal p y la densidad aparente pb:
(fomula)
Asumiendo que los espacios vacíos se encuentran ocupados por
licor madre con un contenido de sólidos disueltos| y densidad
el contenido de cristal estará dado por:
(formula)
Asumiendo que el licor madre tiene una super saturación de
1.05 el contenido de sólidos disueltos se puede encontraren
Bubnik el al. (199.5).
Cálculos para dos masas cocidas de diferente pureza y a dos
temperaturas son presentados en la tabia 15.2. La densidad
de los cristales de sacarosa es 1587 kg/m3 {Bubnik et at.
1995) y la densidad del licor madre se puede obtener de
Tablas o correlaciones.
15.1.8 El proceso de cristalización
La cristalización en las fábricas se produce bajo vacío e
involucra procesos simultáneos de transferencia de masa y
evaporación. El vacío es necesario para mantener la
temperatura a un nivel suficientemente bajo que permita
minimizar la formación de color y la inversión o degradación
de sacarosa en el proceso.
Al iniciar un cocimiento discontinuo o 'batch', el licor se
concentra hasta alcanzar la zona metaestable (Figura 15.1).
La cristalización se inicia adicionando semillas muy finas

en forma de suspensión ó slurry las cuales proporcionan
sitios de nucleación para comenzar la cristalización. A
partir de entonces la con concentración del licor madre se
controla de manera que la cristalización ocurra sin disolver
ningún cristal y sin formación de nuevos núcleos (falso
grano). Para esto se requiere establecer suficiente área
superficial de cristales y regular la alimentación del tacho
para controlar la concentración del licor madre
tradicionalmente este proceso se ha efectuado empleando
tachos discontinuos, pero recientemente se han introducido
sistemas continuos. Sin embargo, la etapa inicial de
cristalización se realiza aún de manera discontinua. En
algunas ocasiones el proceso comienza partiendo de un magma o
pie de templa, es decir una mezcla de licor y cristales de un
cocimiento previo, evitando así el proceso de semillamiento.

15.1.9 Objetivos de la casa de cocimientos
El proceso de cristalización en una fábrica de azúcar crudo
debe cristalizar tanto azúcar como sea posible de la meladura
proveniente de los evaporadores. El azúcar tiene que ser
producido con la calidad requerida y el contenido de azúcar
en miel final debe ser tan bajo como sea posible, dado que
cualquier azúcar remanente en estas mieles es una pérdida
operacional. La cristalización se debe realizar en varias
etapas para lograr reducir aceptablemente el contenido de
sacarosa en miel final. Distintos es-quemas de cristalización
pueden ser utilizados para lograr estos objetivos.
Las operaciones necesitan también ser conducidas de manera
que se cumplan las metas de producción. Esto requiere
alcanzar ciertas metas de eficiencia de cristalización, de
manera que los equipos instalados no constituyan cuellos de
botella. Al mismo tiempo se debe tener cuidado para asegurar
que la cantidad de vapor utilizado en el proceso no resulte
excesiva. Generalmente una cristalización eficiente minimiza
el consumo de vapor.
La calidad del azúcar es afectada por la calidad de la
meladura a procesar, específicamente por su pureza, color y
turbiedad. El esquema de cristalización se debe seleccionar
para alcanzar la calidad requerida a partir de la meladura a
ser procesada. El esquema óptimo es aquel que permite
satisfacer la calidad deseada con una mínima capacidad de

equipos instalada.
Obtener una eficiencia de cristalización elevada implica la
producción de la máxima cantidad de cristales de azúcar en
cada etapa de cristalización. La importancia de este aspecto
se ilustrara en la Sección 15.2.6. Un agotamiento elevado en
cada etapa minimiza la cantidad de masa cocida a ser
procesada, lo cual a su vez minimiza el uso de vapor y la
capacidad requerida en tachos y centrifugas.
15.2 Esquemas de cocimientos de azúcar
La máxima recuperación de la sacarosa por cristalización no
puede lograrse en una sola etapa. Existe cierto límite del
contenido de cristales que se encuentra en el punto donde la
masa cocida no puede fluir fuera del tacho. La cristalización
se debe detener antes de alcanzar este punto y la masa cocida
debe centrifugarse para separar los cristales de la miel. Las
mieles producidas contienen aún azúcar cristalizable y el
proceso se repite, usualmente en una o dos etapas adicionales
para lograr un recobrado óptimo de sacarosa. La pureza de la
masa cocida decrece sucesivamente con cada etapa, a medida que
se remueve mayor cantidad de sacarosa. Varios esquemas de
cristalización pueden ser utilizados para satisfacer la
calidad de azúcar a ser producida de acuerdo con la pureza de
la meladura.

Los siguientes esquemas de cristalización son utilizados
comúnmente para la producción de azúcar crudo:
• Esquema de dos conocimientos,
• Esquema de ties conocimientos,
• Esquema de doble Einwurf,
• Esquema VHP (Very High Pol).
15.2.1 Descripción de los esquemas de cocimiento
Estos esquemas se ilustran en las Figuras 15.6 a 15.9.
Existen múltiples variaciones que pueden ser introducidas
dentro de cada esquema para satisfacer condiciones
particulares. Por ejemplo, la centrifugaci6n doble
(afinación) de azucares B y C puede ser requerida para
producir azúcar de bajo color y cenizas cuando la pureza de la
meladura es baja; mientras que la recirculación de retornos de
jarabe puede ser utilizada para reducir la pureza de la masa
cocida cuando las purezas de la meladura son muy elevadas.
La elección del esquema de cocimiento afecta la cantidad
total de masas cocidas y la demanda de energía para la
cristalización. Cada sistema ofrece diferentes ventajas y
desventajas, pudiendo ser comparados únicamente bajo un rango
de condiciones claramente definido. Una comparación de las
cantidades de masa cocida y la demanda de energía con tres
diferentes esquemas de cocimiento fue publicada por

Birkett(1978).
El número de etapas requerido para lograr el agotamiento de
la meladura hasta obtener la pureza de miel final depende en
primer lugar de la pureza de la meladura. Las etapas de
cristalización y sus productos luego de ser separados se
identifican usualmente con letras. La etapa de mayor pureza
se denomina etapa A, que produce miel A y azúcar A. Las otras
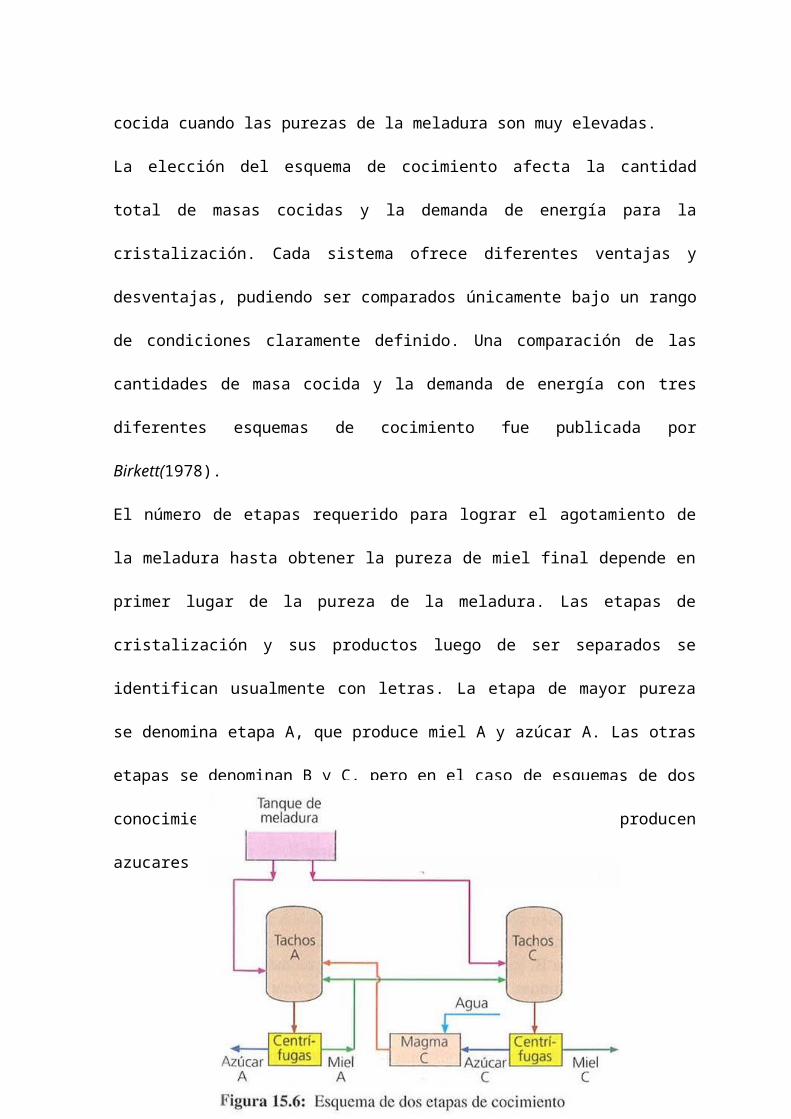
etapas se denominan B y C, pero en el caso de esquemas de dos
conocimientos la secuencia se altera y solo se producen
azucares A y C.
En la práctica, resulta poco posible adherirse rígidamente a
un esquema de cristalización durante toda una temporada de
zafra. Las estaciones de cristalización son diseñadas con
cierta flexibilidad para poder tolerar variaciones de la

calidad del suministro de meladura y del azúcar producido.
Esquemas de dos conocimientos. La principal ventaja de los
esquemas de cristalización de dos etapas de cocimiento
(Figura 15.6) en comparación con los esquemas de tres etapas
es la simplificación de la estación requerida al eliminarse
la etapa B. No obstante, este esquema no afecta
apreciablemente el volumen total de masa cocida a ser
procesada, y por tanto tampoco la capacidad requerida de los
equipos en la estación de conocimientos.
La miel A se utiliza como jarabe de alimentación para la
masa cocida C. La masa cocida C se centrifuga en máquinas
continuas y el azúcar C se hace magma con una pureza de
aproximadamente 85. El azúcar A se cristaliza a partir de
meladura utilizando al magma C como semilla. La masa A debe
ser agotada en su totalidad en los tachos y en los
cristalizadores por enfriamiento para obtener una caída de
pureza de al menos 20 puntos entre masa cocida y miel de
purga de primera.
No se debe permitir que la pureza de la masa A llegue a
exceder 80-82 si se quiere que la caída de pureza entre masa
A y miel final pueda alcanzarse con dos etapas de cocimiento.
En caso de contar con purezas de meladura elevadas, se hace
necesario recircular mieles A sobre la templa A; este esquema
es más apropiado para meladuras de baja pureza. La
cristalización a partir de masas A de pureza relativamente
baja produce azúcar de color relativamente elevado. Por esta
razón el esquema de dos conocimientos no debe ser empleado en
fábricas que cuentan con una refinería al final.
Perk (1973) también reporta que la recirculación continua de
no-sacarosas con la repetición del cocimiento de material
conduce a tener masas cocidas excesivamente "adherentes".
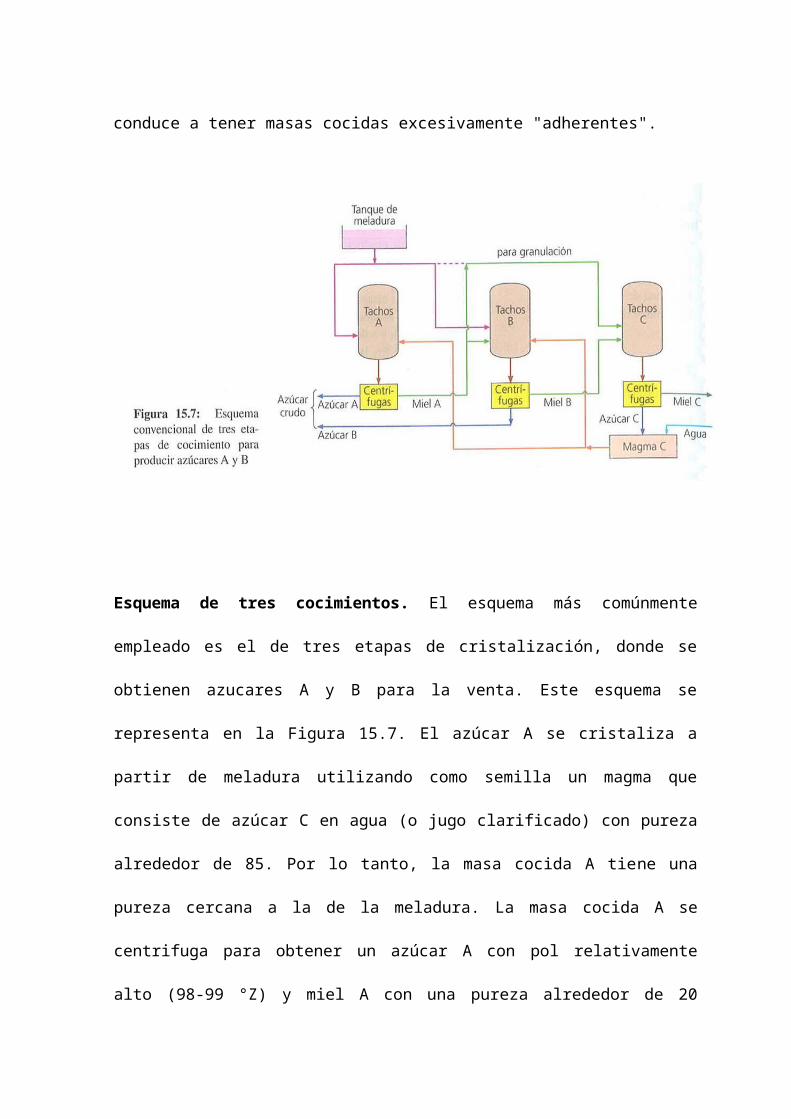
Esquema de tres cocimientos. El esquema más comúnmente
empleado es el de tres etapas de cristalización, donde se
obtienen azucares A y B para la venta. Este esquema se
representa en la Figura 15.7. El azúcar A se cristaliza a
partir de meladura utilizando como semilla un magma que
consiste de azúcar C en agua (o jugo clarificado) con pureza
alrededor de 85. Por lo tanto, la masa cocida A tiene una
pureza cercana a la de la meladura. La masa cocida A se
centrifuga para obtener un azúcar A con pol relativamente

alto (98-99 °Z) y miel A con una pureza alrededor de 20
unidades por debajo de la pureza de la meladura.
El azúcar B se cristaliza a partir de mieles A (pureza 60-70)
y meladura, utilizando como semilla el mismo magma de azúcar
C para iniciar la masa cocida B. La masa B se centrifuga
utilizando maquinas discontinuas, obteniendo azúcar B con pol
entre 97-98 °Z que se mezcla con el azúcar A para ser
despachados de la fabrica.
El pie de templa para la semilla C consiste de una mezcla
entre miel A y meladura con pureza alrededor de 70 o
sencillamente miel A con pureza entre 60 y 70. Los
cocimientos de masa C se alimentan con miel B. La masa cocida
C es centrifugada usan-do maquinas continuas para obtener
azúcar C y miel final. El azúcar C, con pureza alrededor de
85, es mezclada para formar el magma que se utiliza como
semilla para las etapas de cristalización A y B.
La pureza de la masa cocida B es mayor que la pureza de la
miel A debido en parte a la influencia del semillamiento con
magma C, pero también a la adición de meladura a la masa B
para reducir la viscosidad. La pureza debe mantenerse en el
rango de 70-75 para obtener azúcar B alrededor de 98 °Z, con
cristales relativamente grandes y una capacidad aceptable en
las centrifugas discontinuas. La alta pureza de las masas
cocidas B lleva a una pureza relativamente elevada de la
miel de purga de segunda, lo cual a su vez incrementa la
pureza de la masa cocida C y la pureza de las mieles
finales. Esta es la principal desventaja de este esquema.
Esquema doble Einwurf. Este se conoce en algunas ocasiones
como el esquema de "doble magma" o esquema CBA. El esquema
tiene tres etapas de cristalización y utiliza azúcar C como
semilla para el azúcar B de la masa cocida B, y al azúcar B
como semilla para el azúcar A de la masa cocida A. El azúcar
producido para la venta es de un solo grado (Figura 15.8).
La preparación del azúcar C es igual que en el sistema de
tres cocimientos y la masa C se centrifuga en máquinas
continuas. El azúcar C se mezcla con agua o jugo clarificado
para hacer magma que se utiliza como semilla para el azúcar
B.
El azúcar B se cristaliza alimentando mieles A y se
centrifuga en máquinas continuas. Con el azúcar B también se
hace un magma B. El azúcar A se cristaliza alimentando
meladura y usando como semilla magma B, para ser luego
centrifugada en máquinas discontinuas. Cualquier exceso sea
de azúcar B o C se disuelve y es retornado a la meladura
como material re disuelto o refundido.
Las ventajas del sistema son primero la producción de un
solo grado de azúcar de buena calidad, y segundo el uso de
máquinas centrifugas continuas para la masa cocida B. Las
ventajas dc este esquema han sido discutidas por Rodríguez
(1980). Este esquema es adecuado para los tachos continuos
que pueden ser alimentados directamente con magma, sin
previa preparación de semilla en tachos discontinuos. Este
esquema ha sido utilizado para este propósito en Reunión y
Sudáfrica.
La calidad del azúcar producido es mejor que la obtenida con
el esquema convencional de tres conocimientos pero el color
y el contenido de cenizas son mayores que con el esquema VHP
debido a la presencia del azúcar C usado para nucleación del
azúcar A. La principal desventaja es una mayor pureza de la
masa cocida B debido al uso de magma como semilla.
Adicionalmente el control del tamaño de cristal de los
azucares B y C' es crítico para evitar tener que disolver
excesos de azúcar. El volumen total de masa cocida a ser
cristalizada es mayor que con los otros esquemas pero en la
práctica se ha encontrado que no se requiere capacidad

adicional de equipos debido a la rápida cristalización de
las masas cocidas A.
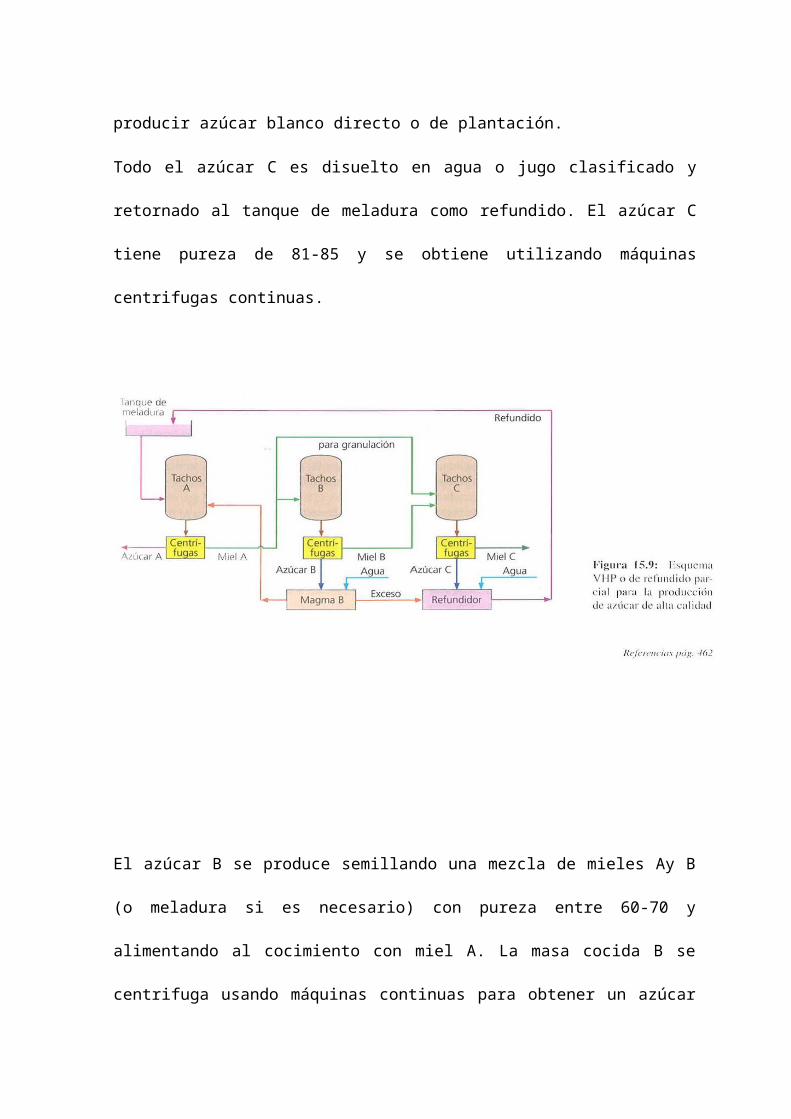
Esquema VHP. Esta modificación del esquema de tres etapas de
conocimiento es ampliamente utilizada en Sudáfrica para la
producción de azúcar de Muy Alta Polarización (VHP), entre
99.3 y 99.5 V. (Figura 15.9). Este esquema fue utilizado en
Hawai para producir azúcar de bajo color que será procesado
en una refinería. Es también el esquema utilizado para
producir azúcar blanco directo o de plantación.
Todo el azúcar C es disuelto en agua o jugo clasificado y
retornado al tanque de meladura como refundido. El azúcar C
tiene pureza de 81-85 y se obtiene utilizando máquinas
centrifugas continuas.
El azúcar B se produce semillando una mezcla de mieles Ay B
(o meladura si es necesario) con pureza entre 60-70 y
alimentando al cocimiento con miel A. La masa cocida B se
centrifuga usando máquinas continuas para obtener un azúcar
de pureza alrededor de 90 a 92, con la cual se hace magma
que será utilizado como semilla para la etapa A de
cristalización. Cualquier exceso de azúcar B se disuelve y
retorna al tanque de meladura como refundido.
La masa cocida A se centrifuga utilizando máquinas
discontinuas y el azúcar A es el único que sale de la
fábrica como producto. Algunas fábricas que cuentan con
refinería han reemplazado a las centrifugas discontinuas con
máquinas continuas debido a que el azúcar es disuelto
inmediatamente para la refinación y el tamaño de grano no es
importante.
Las principales ventajas de este esquema de cristalización
son una buena calidad del azúcar A producido y una baja
pureza de la miel C, con lo cual se facilita obtener un buen
agotamiento de las mieles. Una variación del esquema VHP.
que involucra el uso de magma de azúcar C como semilla para
la masa cocida B y la disolución de todo el azúcar B para
reducir el color del azúcar A ha sido descrita por de
Robillard y van Hengel (1984).
15.2.2 Comparación de esquemas de cocimiento
En resumen el esquema de dos cocimientos es adecuado para
procesar meladuras de baja pureza (<82). El esquema de tres
etapas de cocimiento es el más común para la producción de
azúcar en el rango de 98 a 99 °Z y requiere la menor
capacidad de equipos pero necesita un cuidadoso control de
las purezas para lograr una pureza de la masa C
suficientemente baja que facilite el buen agotamiento de
mieles. El sistema doble Einwurf simplifica las operaciones
y permite producir azúcar de mejor calidad y lograr mejores
agotamientos de las mieles. El sistema VHP se usa cuando se
quiere producir azúcar de la mejor calidad; este requiere
una mayor capacidad de equipos, pero es fácil de operar
logrando azúcar de buena calidad y mieles de baja pureza. Se
requiere también más vapor, pero en términos generales para
lograr mejor calidad del azúcar es siempre necesaria mieles
re-fundición y se tiene mayor consumo de vapor.
15.2.3 Cálculos y balances de la estación de cocimientos
Para determinar la cantidad de masa cocida de los diferentes
grados y los requerimientos de vapor es esencial contar con
un balance de la estación de conocimientos. Algunos cálculos
básicos son utilizados para efectuar estos balances. Todos
estos cálculos asumen que no hay perdidas de sacarosa en el

proceso.
Formula SJM. Esta es útil para calcular el recobrado de
sacarosa. Sc parte de 1 kg de solidos disueltos en el
jugo/meladura de pureza P que resultan en aplicar de pureza
Ps y miel de pureza
Se asigna A' kg a los sólidos recuperados en el azúcar.por
lo tanto corresponde a los sólidos en las mieles y el
balance de sacarosa será:
(formula)
El recobrado de sólidos en azúcar expresado en % es:
(formula)
El recobrado de sacarosa RS en % es:
(formula)
Esta es la formula SJM. Una forma más familiar de la
ecuación representa las purezas con los subíndices donde es
fácil observar porque se denomina a esta relación como la
formula SJM:
(formula)
Para que esta relación sea precisa, es necesario utilizar
purezas reales. En la mayoría de casos en ausencia de
purezas reales se recurre a utilizar purezas aparentes.

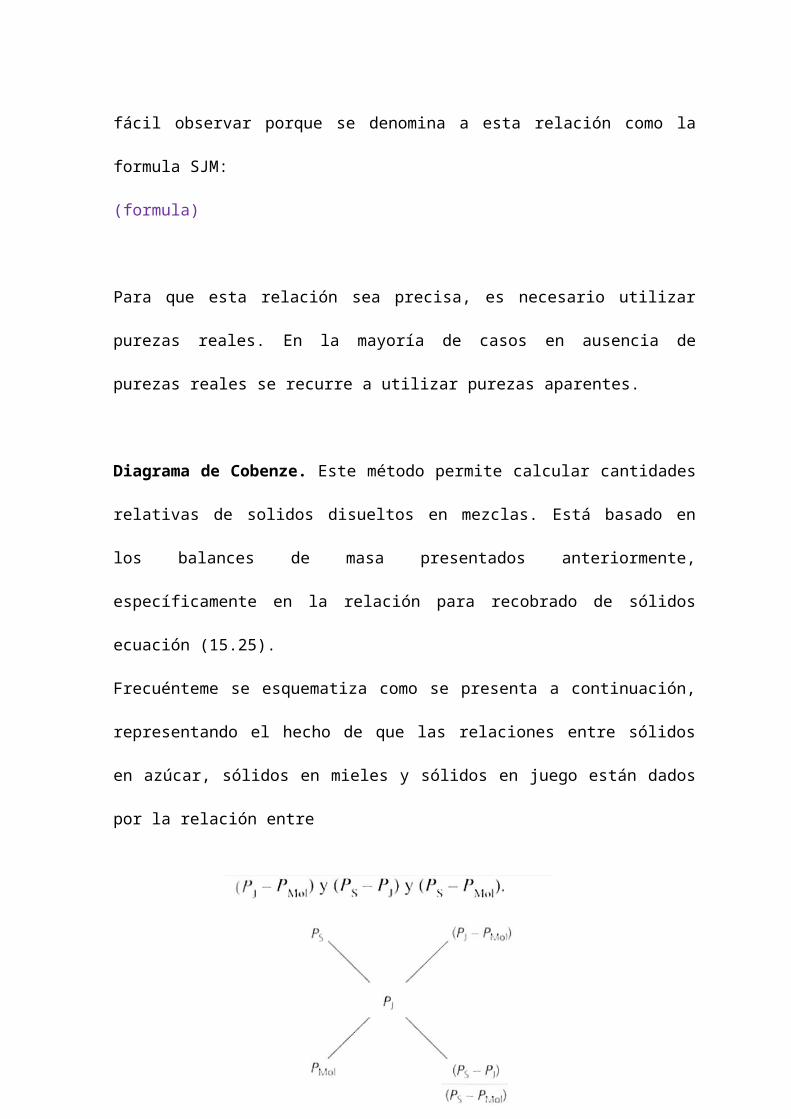
Diagrama de Cobenze. Este método permite calcular cantidades
relativas de solidos disueltos en mezclas. Está basado en
los balances de masa presentados anteriormente,
específicamente en la relación para recobrado de sólidos
ecuación (15.25).
Frecuénteme se esquematiza como se presenta a continuación,
representando el hecho de que las relaciones entre sólidos
en azúcar, sólidos en mieles y sólidos en juego están dados
por la relación entre
Frecuentemente se utiliza para calcular las cantidades
relativas entre dos corrientes, como es el caso de semilla y
mieles, que son requeridas para lograr una pureza
predeterminada de la mezcla por ejemplo, las cantidades
relativas de una semilla de pureza 65 y mieles de pureza 50
que son requeridas para producir una masa cocida de pureza
55 pueden ser calculadas como se presenta a continuación.
Contenido de cristal en la masa cocida. El grado de
cristalización logrado en cada etapa de conocimiento se
expresa comúnmente en términos del contenido de cristal en
la masa cocida. Este se calcula de acuerdo con las
ecuaciones (15.22) y (15.23) que relacionan la pureza de las
mieles con la pureza de la masa cocida. Las implicaciones
del contenido de cristal y su relación con el agotamiento se
discutirán en la Sección 15.5.5.
Balances de masa de la estación de conocimientos. El
procedimiento para este cálculo ha sido descrito por van der
Pod el al. (1998:1063) y Birkett (1978). Una metodología
para el balance lambien se puede encontraren Bubnik el al.
(1995:336). La mayoría de procedimientos de cálculo requiere
especificar el contenido de solidos disueltos y la pureza de
meladura azucares A. B y C, y masas cocidas B y C además del
contenido de solidos disueltos en la masa cocida A.
Adicionalmente se deben especificar también las purezas de
las mieles, o alternativamente el agotamiento o contenido de
cristal de cada masa cocida. Estos cálculos asumen que no se
presentan perdidas de sacarosa químicas o físicas y que no
se pierden o forman componentes de no-sacarosas.
El punto de partida es el uso de la formula SJM para
calcular las cantidades de azúcar producida y de miel C.
Entonces, la cantidad de masa cocida C puede ser calculada.
Dependiendo del esquema utilizando los cálculos son
ligeramente distintos a partir de este punto. Las hojas de
cálculo son muy apropia-das para manejar este tipo de
operaciones.
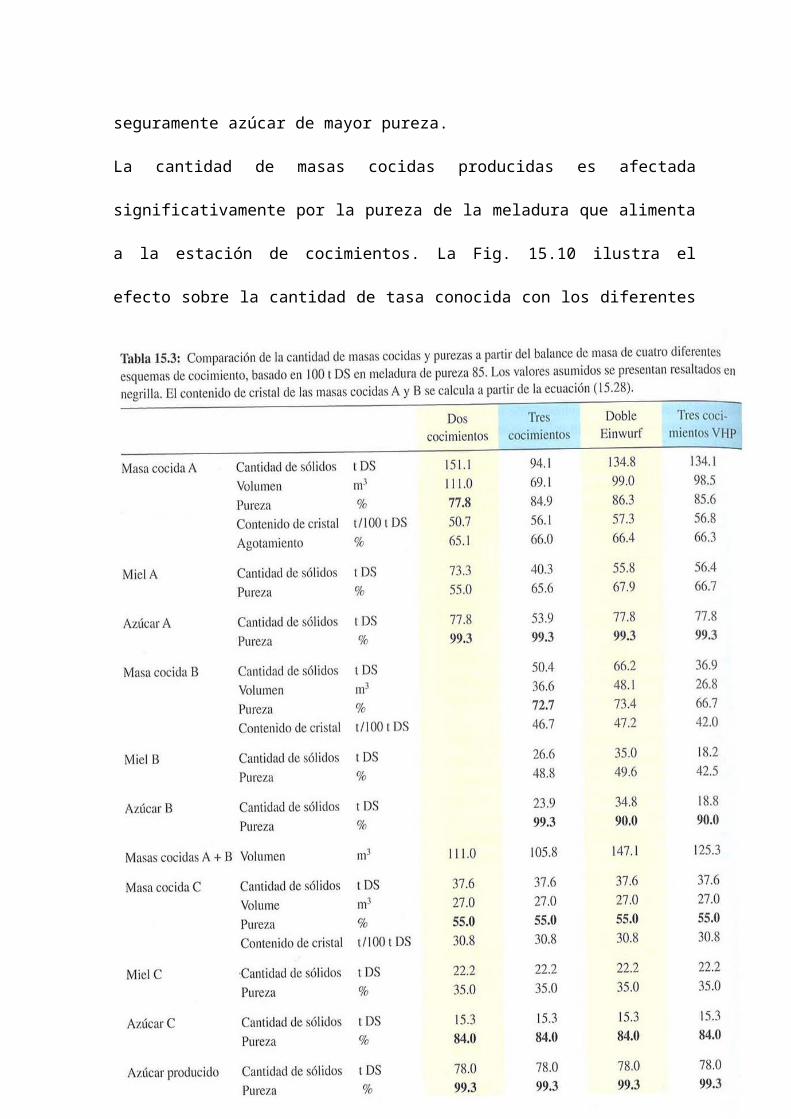
Una comparación de las cantidades de masa cocida obtenidas
con los diferentes esquemas de conocimiento se presenta en
la labia 15.3. Para propósito de comparación es necesario
reducir a algunas suposiciones. Así se asume que en todos
los casos se produce azúcar codo de igual calidad con 99 “Z”
también se asume que las purezas de la masa cocida C, el
azúcar C y la miel C son las mismas en todos los casos. El
agotamiento alcanzado en los conocimientos A y B se define
por el contenido de cristal, que es relacionado con la
pureza de la masa cocida usando la siguiente relación:
(formula)
Esta se basa en la experiencia Sudafricana y considera el

hecho de que con mayor pureza de la masa cocida se hace
posible obtener mejores agotamientos. En el caso del esquema
de dos etapas de conocimiento la pureza de la masa cocida A
tiene que ser reducida para lograr la pureza de miel C
requerida; la pureza requerida se calcula utilizando esta
ecuación.
La cantidad producida de masa cocida C es igual en todos los
casos debido a las purezas especificadas. El sistema de tres
conocimientos produce la menor cantidad dc masa A + B.
seguido de cerca por el sistema de dos conocimientos. El
sistema VHP produce aproximadamente 20 % más que el sistema
convencional de tres etapas. El sistema doble Einwurf
presenta un incremento de 38 % en la cantidad de masa
cocida; sin embargo este valor es engañoso, pues tanto los
cocimientos de A como de B comienzan con un pie de templa
bastante desarrollado que representa una fracción
significativa (-25 %) de la tasa cocida producida.
Para propósitos de comparación algunos parámetros de la
Tabla 15.3 se han mantenido iguales. En la práctica, las
purezas de la tasa cocida C y el azúcar C serán normalmente
mayores con los esquemas de dos y tres etapas de cocimiento,
mientras que se menores para el caso del esquema VHP.
Adicionalmente, los casos VHP y Doble Einwurf producirían
seguramente azúcar de mayor pureza.
La cantidad de masas cocidas producidas es afectada

significativamente por la pureza de la meladura que alimenta
a la estación de cocimientos. La Fig. 15.10 ilustra el
efecto sobre la cantidad de tasa conocida con los diferentes
esquemas de cocimiento

15.2.4 Efecto de las diferencias entre pol-sacarosa y entre
Brix-solidos disueltos
Los resultados de los balances de masa son afectados por la
precisión de las mediciones. Los balances asumen el empleo
de datos reales de materia seca, solidos disueltos y
sacarosa. Estas cifras generalmente no están disponibles y
en su lugar se emplean RDS (Brix) y pol. Esto conduce a
diferencias apreciables, particularmente en los materiales
finales de menor pureza. En caso de utilizarse mediciones de
Brix con aguja, los resultados pueden resultar siendo
irrelevantes.
En caso de que solamente se disponga de datos de RDS y pol,
se puede efectuar una estimación de los sólidos reales y el
contenido de sacarosa con las siguientes ecuaciones:
(formula)
La ecuaci6n (15.29) fue propuesta por Love (2002a) y la
ecuación (15.30) se deriva de datos obtenidos por el
Instituto de Azúcar Audubon.
15.2.5 Efecto en el color del azúcar
Es posible incluir al color en el balance de los
cocimientos, siempre que se conozcan o puedan asumir los
factores de transferencia o partición de color para cada
etapa de cocimiento. Un ejemplo de estos cálculos es
presentado por Wright (1996). En términos generales, los
resultados muestran que el color del azúcar se puede reducir
mediante el incremento de refundición de azúcar, lo cual a
su vez requiere una mayor capacidad en la estación de tachos
e incrementa el consumo de vapor. Wright demostró que el
sistema VHP puede producir azúcar con un color 3.5 % por
debajo del sistema convencional de tres cocimientos para
azúcar de la misma pureza bajo condiciones Australianas. En
la práctica el sistema VHP permite obtener azúcar de mayor
pol y con una reducción significativa de color.
El color del azúcar es en gran parte función del color de la
meladura a partir de la cual se cristaliza, aunque el

proceso de cristalización realizado y las características de
circulación de los tachos tienen también un efecto
importante pero menos significativo. El color está
determinado por la cantidad de película de miel que queda
sobre los cristales (Sección 23.1.6). La intensidad del
lavado de azúcar en las centrifugas tiene un gran efecto
sobre esta película, que se puede remover mediante
afinación. El color de los cristales afinados usualmente se
encuentra en el rango de 0.025 a 0.05 veces el color del
licor madre, pero dependiendo de la masa cocida y las
purezas del azúcar, el color total del azúcar tiende a estar
entre 0.05 y 0.15 veces el color de la masa cocida. Se ha
dado a conocer que la transferencia de color a los cristales
de azúcar es mucho menor en fábricas que utilizan
sulfitación.
15.2.6 Efecto del agotamiento de la masa cocida y el
rendimiento de cristales
El agotamiento que se logra en los cocimientos de alta
pureza, particularmente el de masa A, tiene un efecto
sustancial sobre la cantidad total de masas cocidas. Es
importante obtener el máximo agotamiento, que se logra al
tener el máximo contenido posible de cristales en el primer
cocimiento. El efecto del contenido de cristales en la masa
cocida.

A sobre la cantidad de masa cocida A se ilustra en la Figura
15.1 I.
El efecto del agotamiento de la masa cocida B es mucho menor
que el efecto del agotamiento A. pero es aún importante. Un
elevado agotamiento no solo 1 leva a menores cantidades de
masa cocida y por consiguiente menores requerimientos de
capacidad en los lachos, sino que también conduce a menor
recirculación y por lo tanto menor degradación y perdidas de
sacarosa durante los conocimientos.
15.2.7 Factores que afectan la cantidad de masa cocida C
Existen únicamente tres factores que influencian la cantidad
de masa cocida C a ser procesada:
1. El más significativo es la pureza de la meladura
suministrada a la estación de evapo - cristalizadores:
la cantidad de masa cocida C es directamente
proporcional a la carga de impurezas es decir a (100-
P) Este efecto puede ser observado en la Figura 15.10.
2. El segundo factor más significativo es la pureza de
la misma masa cocida C; una menor pureza de la masa C
conduce a menor cantidad de la misma. Esto puede
observarse en la Figura 15.12 para las condiciones que
se asumen en la Tabla 15.3.
3. La cantidad de masa cocida C es afectada en menor
grado por la pureza del azúcar C que se recicla a los

conocimientos de alta pureza. Esto también puede ser
apreciado en la Figura 15.12.
La cantidad de masa cocida C no es influenciada por el
esquema de conocimientos empleado excepto por el hecho de
que los esquemas de tres conocimientos no siempre pueden
lograr una pureza de la masa cocida B suficientemente baja,
lo cual afecta el límite hasta el cual se puede reducir la
pureza de la masa cocida C. La cantidad de masa C puede ser
sin embargo afectada por la formación de no-sacarosas en la
casa de conocimientos, con lo cual se incrementa la carga
efectiva de impurezas.
15.2.8 Capacidad y requerimientos de vapor
La capacidad nominal de diseño requerida en los evapo -
cristalizadores se puede calcular a partir de las calidades
de masa cocida esperadas y la duración de los cocimientos.
Es importante tener en cuenta posibles variaciones en la
pureza de la meladura durante la zafra, dado que esto puede
tener un efecto sustancial sobre las cantidades de masa
cocida como lo presenta la Figura 15.10.

Una vez que las cantidades y los contenidos de solidos
disueltos de las masas cocidas y de la relación
meladura/mieles alimentadas se hayan establecido el cálculo
tie la cantidad teórica de vapor requerida es relativamente
sencillo. En la práctica un factor de tachos entre 1.15 y
1.3 se aplica a la evaporaci6n calculada para tener en
cuenta pérdidas de vapor y de calor, adiciones de vapor a
tanques de acondiciona-miento de mieles soplado de los
tachos y conductos, y la adición de vapor en las
centrifugas. Un valor de 1.3 aplicado a la cantidad de vapor
brinda una estimación conservadora. Para los conocimientos
de alta pureza se pueden utilizar menores valores.
Los requerimientos de vapor para los cuatro diferentes
esquemas de cocimiento que se presentan .MI la Tabla 15.3 se
han calculado utilizando un factor de tachos de 1.25 para
todos los cocimientos y los resultados se presentan en la
labia 15.4.
Dado que la cantidad de vapor requerido es esencialmente
proporcional a la cantidad de masa cocida a procesar todos
los factores discutidos anteriormente que afecta la cantidad
de masa cocida afectan también a la demanda de vapor. Los
requerimientos de vapor pueden ser reducidos limitando la
cantidad de agua utilizada en la casa de conocimientos para
el movimiento en tachos en las centrifugas y en la dilución

de mieles.
15.3 Evapo-cristalizadores discontinuos
15.3.1 Tipos de evapo-cristalizadores
A través del tiempo se han empleado muchos I pos de evapo-
cristalizadores discontinuos, partiendo del diseño original
introducido por Howard en 1813. Estos han evolucionado con
el tiempo gracias a una combinación de experiencia sentido
común y ciencia hasta llegar a una geometría básica
relativamente estándar, con forma cilíndrica vertical, que
utiliza calandrias de tubos verticales, donde vapor o escape
se condensa sobre la superficie externa de los tubo Varias
geometrías y tipos de evapo - cristalización utilizados en
el pasado han sido descritos por Tromp (1936) y Hugot
(1986)Los tachos que se utilizan en la actualidad son
caracterizados de acuerdo a su forma; las variaciones
encontradas generalmente en las fábricas de azúcar de caña
se encuentran cubiertas en los esquemas presentados en la
Figura 15.1 3.
La característica más distintiva de los evapo -
cristalizadores es la calandria. El diseño más común
incorpora una calandria con placas de tubos horizontales.
Normalmente se utiliza un único conducto de descenso o "tubo
central rodeado por tubos verticales lo que constituye un
diseño efectivo de construcción simple y baja demanda de

manteniendo el diámetro del conducto de descenso es de 30 a
50 % del diámetro de la calandria, usualmente alrededor de
40 % en tachos de circulación natural, mientras que tubos de
descenso más pequeños pueden ser utilizados en tachos con
circulación forzada.
Algunos diseños antiguos de evapo-cristalizadores utilizan
placas de calandria inclinadas con pendientes entre 10° y
25º respecto a la horizontal. Esto implica mayores costos de
construcción. La placa de tubos superior es horizontal en
algunos casos.
Los tachos tie calandria flotante cuentan con el conducto de
descenso localizado sobre la región anular externa. A pesar
tie que estos se desarrollaron con la intención de mejorar
las características de circulación, mediciones basadas en el
uso de radioisótopos trazadores demostraron que el tubo de
descenso central convencional se desempeña mejor {Wright

1966).
Se ha venido presentado una tendencia de diseño de tachos
con baja cabeza de masa cocida para mejorar la circulación.
Los tachos de baja cabeza son particularmente valiosos para
el conocimiento de las masas cocidas más viscosas tie baja
pureza.
Algunos diseñadores han adoptado un ensanchamiento cónico
del cuerpo del tacho por encima de la calandria buscando
incrementar la capacidad del equipo sin aumentar la altura
de la templa. Además de brindar una baja relación entre el
volumen del pie de templa y el volumen final. Sin embargo.
estos tachos cónicos fueron desacreditados debido a
presentar efectos negativos sobre la circulación (van der
Poel et at. 1998:783-784). Esto ha sido confirmado mediante
modelamiento computacional (Rein et al. 2004). Tippens
(1972) demostró que los tachos de pared plana se desempeñan
mejor que los tachos conucos mientras que es aún posible
lograr una relación aceptable entre volumen final por debajo
de 0.33.
La forma del fondo del lacho debe promover una distribución
uniforme de la masa cocida por debajo tie la calandria sin
restringir la circulación o generar áreas de estancamiento,
además de permitir la descarga de la templa en un tiempo
aceptable. El diseño con fondo en forma de "W" se ha hecho
muy popular particularmente para los tachos más grandes.

Este fondo permite mantener un bajo volumen del pie de
templa mientras que es posible lograr una buena circulación
y tiempos de conocimiento razonables.
15.3.2 Circulación en evapo-cristalizadores
La velocidad con la cual la masa cocida circula dentro de
los evapo-crislalizadores es de vital importancia dado que
la mayoría de tachos dependen de un mecanismo de
circulación natural, la circulación y la transferencia de
calor se encuentran Fuertemente ligadas. La diferencia de
densidad entre el vapor y la masa cocida suministra la
fuerza motriz para el movimiento de la masa cocida. Una
generación intensa de vapor incrementa la fuerza motriz y
el balance entre la fuerza de flotación y la resistencia
por Fricción determinan la circulación en el lacho. Una baja
resistencia al flujo tie masa cocida conduce a mayores
velocidades de circulación y buenas tasas de transferencia
de calor, lo cual promueve la circulación. Por lo tanto la
transferencia de calor se encuentra fuertemente
interrelacionada con la velocidad del flujo o circulación.
Una buena circulación de la masa cocida ayuda a obtener
condiciones uniformes dentro del tacho, requerimiento que es
vital para lograr buenas condiciones de cristalización. El
lograr satisfacer los tres objetivos es decir buena
circulación elevadas tasas de transferencia de calor y

condiciones uniformes de la masa cocida, es posible a naves
de un buen diseño y la selección apropiada de la geometría
del lacho. Como en cualquier diseño, es necesario cierto
compromiso para lograr obtener un desempeño satisfactorio
sin costos excesivos de los equipos. En términos generales.
La circulación es favorecida por los diseños de tachos que
incorporan tubos cortos y tie diámetro grande con baja
altura de masa sobre la calandria y un conducto de descenso
tie diámetro grande.
Valores recomendables para las variables de diseño se
discuten en la siguiente sección. Algunos aspectos básicos
que afectan la circulación y necesitan consideración son:
Los espacios para flujo de masa cocida deben estar
limpios y libres de obstrucciones. Los arreglos tipo
persiana escalonada así como otros accesorios de hierro
instalados dentro del tacho o cualquier pieza metálica
innecesaria en contacto con la masa cocida deben ser
removidos.
Los gases incondensables deben ser ventilados en el
diámetro externo de la calandria nunca a través de la
masa cocida.
Similarmente, las descargas dc condensado deben ser
posicionadas sobre la periferia del lacho. y no
partiendo de la placa inferior de tubos y atravesando
la masa cocida.

El sistema tie alimentación de meladura o miel debe
también constituir una obstrucción mínima para la
circulaci6n de la masa cocida. La alimentación debe
introducirse a través de la periferia del tacho por
debajo de la calandria o a través de tuberías o
conductos de tamaño mínimo sobre el fondo del tacho.
Si la alimentación es acondicionada y se encuentra a
mayor temperatura que la masa cocida hirviente la
alimentación debería descargarse por debajo de la
calandria de manera que la generación de vapor
instantánea (Hash) ayude a la circulación.
El ensanchamiento cónico del tacho por encima de la
calandria tiene un efecto negativo sobre la
circulación. Los antiguos tachos de diseño cónico
pueden ser convenidos a tachos de pared cilíndrica
plana mediante el incremento del diámetro de la
calandria. En un caso de estos el volumen del tacho se
incrementó en 25 % y la superficie de transferencia en
52 %. conduciendo a un incremento significativo del
desempeño del tacho {Bergeron y Carline 2004).
La circulación puede ser asistida mediante la
instalación de un agitador o impulsor en el tubo de
descenso o mediante el uso de un anillo burbujeador de
vapor (jigger) para promover la circulación (Sección
15.3.6).

15.3.3 Diseño de evapo-cristalizadores discontinuos
La calandria es esencialmente un calentador de carcasa y
tubos. El área de transferencia de calor expresada por
unidad de volumen de masa cocida normalmente esta entre 5 y
6 m2/m3. Este parámetro puede ser tan bajo como 4.5 para
tachos de baja pureza pero para los tachos de alta pureza
donde las tasas de evaporación son mayores, se puede
incrementar hasta 9 m2/m3. A pesar de que varias
alternativas de diseño de calandria son ilustradas en la
Figure 15.13 solamente la calandria de placas horizontales y
con tubo de descenso central será discutida aquí, dado que
es considerada la línea alternativa viable. Algunos de los
diseños más recientes son presentados en la Figure 15.14
(ver próxima página).
Tubos. (generalmente los tubos son de 100 mm de diámetro y
se instalan con un arreglo de paso triangular 120 mm.
Algunos diseños han utilizado menores pasos alrededor de 115
mm, en un intento por incremental la densidad de área de
intercambio. El diámetro de los tubos puede ser más grande
para los conocimientos de baja pureza y más pequeño para los
conocimientos de las masas cocidas de alta pureza: sin
embargo, incluso para los tachos de refinería se considera
que tubos con diámetros < 100 mm afectan la circulación

adversamente (Tippens 1972). Los tubos por encima de este
tamaño presentan menor resistencia y favorecen la
circulación pero la menor relación entre área/volumen es
desfavorable y el volumen del pie de templa se incrementa
consecuentemente (Rouillard 1985). Tubos con longitudes
entre 900 y 1500 mm han sido utilizados en el pasado pero
actualmente los tachos se diseñan con tubos de longitud
entre 600 y 1200 mm. Los tubos más cortos se seleccionan
para los tachos de baja pureza mientras que tubos más largos
son elegidos para los tachos de alta pureza o cuando se
cuenta con un impulsor de alimentación forzada. Los tubos
cortos brindan mejores coeficientes de transferencia de
calor y probablemente no existe justificación para usar
tubos cuya longitud exceda 900 mm. Los tubos son casi
universalmente de acero inoxidable. Típicamente de calibre
16 y grado 304 o 430.
Un diseño diferente de calandria y tubos es ofrecido por
Buckau-Woir (BWS). Los extremos de los tubos se fabrican con
diseño de sección en forma de panal de abejas y se sueldan
junios formando la placa de tubos. Este arreglo permite
posicionar a los tubos más cercanos entre sí que en las
calandrias convencionales.
Placas de tubos. Las placas de tubos normalmente tienen un

espesor de 25 mm y los tubos son expandidos sobre las placas
de tubos de manera que puedan ser reemplazados cuando sea
necesario. Las placas de tubos pueden ser más delgadas
cuando los tubos se sueldan a las placas de tubos. Esto es
posible con tubos de acero inoxidable que rara vez requieren
ser reemplazados. Esto hace posible un diseño con bajas
perdidas por fricción a la entrada y la salida del tubo.
Diámetro del tubo central de descenso. El diámetro del tubo
central de descenso generalmente no es menor que 0.4 veces
el diámetro del tacho, excepto en casos donde se cuenta con
impulsores de circulación forzada. Menores diámetros han
demostrado restringir la circulación {Tippens 1972). La
relación entre el área total de la sección transversal de
los tubos y el área del tubo de descenso se denomina
relación de circulación. Realmente este parámetro debe estar
par debajo de 2.5 para obtener un tacho con buena
circulación aunque muchos tachos que tienen valores hasta de
2.8 han brindado resultados razonables
Altura de la masa cocida.

La altura optima de la masa cocida o templa (nivel de la
masa al momento de descarga) depende de la tarea del tacho.
A medida que la altura de la cabeza de masa cocida
incrementa por encima de la placa de tubos superior la
presión hidrostática de la masa cocida hirviendo se
incrementa elevando la temperatura de ebullición.
Como resultado la diferencia de temperatura disponible entre
el vapor en la calandria y la masa cocida se hace más
pequeña, llevando a una reducción en la tasa de evaporación
y la circulación de masa cocida. Esta situación es
particularmente crítica al final del ciclo de conocimiento
cuando el máximo nivel del tacho coincide con la máxima
densidad y viscosidad de la masa cocida siendo todos
factores que reducen la circulación.
Tippens (1972) señalo que la máxima evaporación en un tacho
de refinería provisto con impulsor de circulación forzada se
encuentra cuando la altura de la masa cocida por encima de
la calandria es 1.4 m. Tomando en cuenta la caída de
evaporación por encima de este punto, se calculó que la
máxima tasa de producción se obtiene cuando la altura de la
masa esta entre 1.5 y 2 in por encima de la calandria, y que
es afectada ligeramente en este rango. Pruebas realizadas
por Austmeyer (1986) en tachos de azúcar de remolacha con
impulsores sugieren que el máximo coeficiente de

transferencia de calor se logra cuando el nivel de la masa
cocida esta 0.8 in por encima de la placa de tubos superior,
luego de lo cual se reduce progresivamente a medida que el
nivel de masa cocida aumenta. Sin embargo, se demostró que
para cocimientos de azúcar blanco, el máximo coeficiente de
transferencia se alcanza con un nivel entre 0.15 y 0.65 m
por encima de la placa de tubos.
Usualmente el nivel del tacho para máxima transferencia de
calor es menor con la masa cocidas de baja pureza. En tachos
discontinuas la altura de masa se puede encontrar entre 1.2
y 2.0 m. Perk (1973) considera que la altura optima máxima
de la masa cocida por encima de la calandria es 1.35 m. La
altura optima es menor para las masas cocidas más viscosas
de baja pureza y mayor para tachos de alta pureza y
refinería. Una altura de la masa alrededor de 1.2-1.6 m
usualmente brinda el mejor balance entre calidad, desempeño
y capacidad.
Volumen del pie de templa. El volumen de pie de templa es el
volumen del tacho por debajo del nivel de la placa de tubos
superior, que es el mínimo volumen con el cual el tacho
puede operar. Este representa el volumen al inicio del ciclo
dc cocimiento en los tachos discontinuos, el cual se elabora
a partir de un pie de templa que se carga al tacho o de
grano obtenido previamente por semillamiento en el mismo

tacho.
Dado que el crecimiento de cristales requerido desde el
momento del semillamiento hasta la masa cocida final es
significativo, una proporción grande de semilla en la masa
cocida implica un mayor número de ciclos de cocimiento para
alcanzar el tamaño de grano requerido. El volumen del pie de
templa debe mantenerse al mínimo y no debe exceder más de
40% del volumen total de la templa del tacho.
Altura de separación. Es importante suministrar suficiente
altura de separación por encima del nivel de la masa cocida,
de manera que la salpicadura de masa no produzca arrastres y
perdidas de azúcar. Diferentes valores de altura requerida
han sido utilizados entre 2.4 y 3.6 m (Tippens 1972). Sin
embargo, el mayor problema es frecuentemente la explosión de
espuma que ocurre cuando se descarga nuevo material en el
tacho. Esto determina la altura de separación requerida,
implicando típicamente un espacio entre 2.0 y 2.4 m de
altura entre el nivel de la masa cocida y el separador de
arrastres.
Sistema de alimentación de tachos. El sistema de
alimentación de tachos debe ser diseñado para mezclar la
alimentación con el volumen de masa cocida tan rápido como
sea posible. Un mezclado bueno y rápido de la alimentación
con la masa cocida es importante para evitar la existencia

prolongada de áreas bajo condiciones de su saturación, lo
cual puede conducir a una disolución parcial de cristales.
Cuando se cuenta con impulsores de circulación forzada la
alimentación debe realizarse en el tubo central de descenso.
De otro modo deberá dirigirse uniformemente por debajo de la
calandria, particularmente cuando la alimentación es
caliente y se evapora instantáneamente al ingresar (flash),
lo que promueve la circulación. Dos arreglos de alimentación
que han sido utilizados exitosamente y no cau-san bloqueo se
presentan en la Figura 15.15.
Vapor calefactor. El vapor vegetal o escape debe tener una
presión suficientemente elevada para alcanzar la diferencia
de temperatura requerida en el proceso de transferencia de
calor. Generalmente en los tachos se requiere un At entre el
vapor calefactor y la masa cocida de 35 °C para tachos con
circulación forzada y de 45 a 50 °C para los tachos de
circulación natural (Ziegler 1978). Dado que la temperatura
de la masa cocida se encuentra en promedio alrededor de 65
°C, esto implica que cl vapor en la calandria deberá tener
una temperatura de al menos I 10 °C (144 kPa) para tachos de
circulación natural y 100 °C (102 kPa) para los tachos con
circulación forzada.
Distribución del vapor. El sistema de alimentación de vapor
debe diseñarse para asegurar una distribución uniforme a
todas las partes de la calandria. Adicionalmente se requiere
tener una purga positiva de incondensables hasta los puntos
de descarga localizados apropiadamente. Los mismos
requerimientos para cuerpos evaporadores (Sección 12.7.1)
aplican lambien para las calandrias de los tachos.
Geometría del fondo del tacho. La forma de la sección al
fondo del tacho debe ser tal que permite mantener el volumen
del pie de templa al mínimo. La sección vertical localizada
a los lados por debajo de la placa inferior de tubos no debe
exceder 150 mm (Lippens 1972). La sección del fondo
normalmente incluye una inclinación entre 14° y 24" para
permitir una descarga fácil del tacho. Con el objeto de
mantener un bajo volumen de pie de templa mientras que sea
aún posible obtener una buena circulación bajo la calandria,
se recomienda una pendiente alrededor de 18°. El uso de un

fondo de sección con forma "W" es útil en este sentido
particularmente en los tachos de diámetro más grande.
Válvula de descarga de tachos. En los tachos con fondo
cónico la válvula de descarga se localiza sobre el centre.
En el pasado era común el uso de válvulas operadas
hidráulicamente. Más recientemente se ha encontrado que las
válvulas de mari-posa con paredes protegidas por
recubrimientos de caucho son más económicas y fáciles de
mantener, las cuales se han comercializado exitosamente y
re-quieren únicamente el suministro de aire a presión en
lugar de un sistema hidráulico para su activación.
Típicamente para un tacho de 85 m3 se requiere de una
válvula de 760 mm en cl caso de masa cocida C y de 600 mm
para masa cocida A. El recubrimiento de caucho que protege
al cuerpo de acero debe ser capaz de resistir las
condiciones de vacío del tacho sin desprenderse del cuerpo
metálico. Para los tachos con fondo en forma de "W" se
pueden utilizar dos válvulas pequeñas opuestas
diametralmente.
Evacuación de condensado y gases incondensables. Deben
efectuarse arreglos adecuados para la remoción del
condensado y de los gases incondensables. Es importante dar
atención adecuada a estos detalles dado que pueden ser causa

de pobre desempeño cuando no son diseñados adecuadamente.
Las mismas consideraciones discutidas para los cuerpos
evaporadores (Sección 12.7.4) lambien aplican en este caso.
Generalmente el condensado se remueve desde la parte más
baja de la carcasa de la calandria a través de más de una
línea de drenaje. Es recomendable dimensional estas
descargas en forma amplia dado que la acumulación de
condensado en la calandria reduce la transferencia de calor
y puede resultar en golpes de ariete y daño de los tubos. El
diseño de los drenajes para condensado se basa en una
velocidad dc salida del líquido por debajo de 0.45 m/s a la
máxima lasa de evaporación.
Los gases incondensables necesitan ser purgados desfogando o
venteando cierta cantidad de vapor y generalmente se
remueven desde el punto más apartado de la entrada de vapor.
Esto seguirá un purgado positivo de incondensables. La mejor
configuración incorpora un flujo de vapor radial desde un
cinturón distribuidor de vapor localizado alrededor de la
calandria que es dirigido hacia el tubo central. Dado que el
vapor viaja en dirección radial hacia el centro, el arreglo
de descarga de los incondensables puede consistir de dos
anillos localizados alrededor del tubo central de descenso
uno en la parte superior y uno al fondo de la calandria, tal
como se presenta para los evaporadores en la Figure 12.14 G.
Debe tenerse cuidado con el tamaño y la cantidad de agujeros

en los anillos de incondensables buscando garantizar un
adecuado y uniforme desfogue de los gases. Las dos
corrientes de incondensables deben ser desfogadas
independientemente. La cantidad total del desfogue debe
estar alrededor de 1 % del flujo de vapor a la calandria.
En casos donde la economía de vapor es importante es posible
utilizar válvulas termo estáticas para el desfogue de los
incondensables minimizando la perdida de vapor a la
atmosfera.
Calculo del volumen en evapo-cristalizado-res discontinuos.
El volumen dc masa cocida dentro de un tacho discontinuo es
determinado principalmente por el diámetro del tacho y la
altura de la masa cocida. Los siguientes cálculos se basan
en las dimensiones presentadas en la Figure 15.16, asumiendo
que el tacho tiene N tubos de diámetro interno d.
Volumen del pie de templa. Se asume como el volumen

comprendido por debajo de la placa superior de tubos de la
calandria. El volumen ocupado por los gases calefactores en
el lado vapor de la calandria debe ser substraído antes de
obtener el volumen del pie de templa. Para un fondo con
sección cónica, el volumen de pie de templa V está dado por:
(formula)
En caso de que el fondo del tacho no sea cónico sino de
sección toriesférica (elipsoidal) el primer término de la
ecuación (15.31) se reemplaza por 0.1
Para los fondos con sección en forma de W generalmente es
necesario consultar los pianos antes de poder calcular el
volumen. Para una rápida estimación, asumiendo que las
pendientes al fondo son iguales, el volumen del pie de
templa V puede ser calculado como:
(formula)
Volumen total de templa. El volumen por encima de la placa
de tubos debe ser adicionado al volumen del pie de templa
para obtener el volumen total de masa cocida de la templa
Vm.
Para un tacho con paredes rectas:
(formula)
Para un tacho con ensanchamiento cónico:

(formula)
15.3.4 Capacidad de los cristalizadores evaporativos
El punto de referencia para determinar la capacidad
requerida de tachos es un balance de masa que defina la
cantidad de masa de cada tipo a ser procesada. Esto
dependerá del esquema de conocimientos empleado y el
agotamiento esperado en cada etapa de cocimiento. Luego se
requiere una estimación de los tiempos de cocimiento para
cada tipo de masa cocida.
Dividiendo el flujo de masa cocida a procesar por el tiempo
de cocimiento se obtiene la capacidad requerida, en 1 0 m
para cada etapa de cocimiento.
Sin embargo, es necesario contar con cierta capacidad extra
para compensar por pérdidas de tiempo en los tachos. Incluso
en las casas de cocimiento mejor diseñadas, el tiempo
perdido es inevitable debido a cambios en las cantidades
relativas de los distintos grados de masa cocida,
transferencias de masa cocida, retrasos y paros debidos a
restricciones de producción misceláneas. Se puede esperar
que el tiempo efectivo de utilización de los equipos de
cocimiento esee alrededor de 80 % pero puede variar
considerablemente alrededor de este valor.
Por lo tanto, para definir con precisión los requerimientos
dc capacidad dc la estación de evapo - cristalizadores es
necesario contar con cierta experiencia en operación de
tachos. En Sudáfrica durante muchos años se ha utilizado
exitosamente un índice dc tiempo de tachos (Archibald y
Smith 1975) para estimar los requerimientos de tachos en
sistemas de tres cocimientos VHP. Este se define simplemente
como la capacidad del lacho en m3 para cierto tipo de masa
cocida dividido por el correspondiente flujo de masa cocida
en mVh. Algunos valores del índice de tiempo de tachos que
han sido utilizados son:
Masa cocida A: 4.5 h
Masa cocida B: 6.0 h
Masa cocida C: 9.0 h
Para los sistemas convencionales de tres etapas de
cocimientos, que no requieren crecimiento dc grano adicional
de la templa B. y donde las purezas son usualmente
ligeramente más elevadas que en Sudáfrica, los siguientes
índices de tiempo de tachos son más apropiados:
Masa cocida A: 3.75 li
Masa cocida B: 4.5 h
Masa cocida C: 9.0 h
Los índices de tachos usualmente se basan en lasas promedio

del flujo de masa cocida. I.as cantidades relativas de los
diferentes tipos de masa cocida pueden variar
substancialmente durante la zafra.
Esta variación puede ser normalmente tolerada
redistribuyendo las asignaciones de los tachos; por lo tanto
es recomendable diseñar la estación de cocimientos brindando
cierta flexibilidad de manera que parte de los tachos puedan
ser utilizados para más de un tipo de cocimiento.
15.3.5 Tasas de evaporación
Partiendo de mediciones experimentales. Rouillard (1985)
identificó que la tasa de evaporaci6n se incrementa a medida
que aumentan la presión del vapor calefactor el vacío y la
pureza de la masa cocida. Por el contrario, tubos de mayor
longitud, mayores alturas dc masa cocida dentro del lacho y
mayores concentraciones reducen la lasa dc evaporación. La

lasa de evaporación varía significativamente durante cada
ciclo de cocimiento. Inicialmente cuando el nivel de masa
cocida es bajo la evaporación es intensa. A medida que el
contenido de solidos disuelto aumenta, junto con la
viscosidad y el nivel de la masa, la tasa de evaporación se
reduce progresivamente y alcanza un valor mínimo al final de
cada ciclo (Tabla 15.5). Los máximos valores pueden
sobrepasar a las cifras presentadas en esta tabla hasta en
50 %.
Estos valores se basan en el uso de vapor I en la calandria,
con una presión alrededor de 160 kPa. La Figura 15.17
presenta una relación aproximada entre la tasa de
evaporación promedio y la presión en la calandria, derivada
de dalos recolectados en numerosas refinerías. Las tasas de
evaporación son en promedio más bajas en los tachos de
aplicar crudo.
15.3.6 Circulación forzada mediante impulsores o asistida

con inyección de vapor
Impulsores. Los impulsores o agitadores para tachos, cuando
se diseñan adecuadamente, pueden mejorar significativamente
el desempeño de los evapo-cristalizadores. La circulación
forzada mejora la transferencia de calor y reduce la
duración de cada ciclo de cocimiento, contribuyendo por lo
tanto a mejorar la capacidad. También se ha demostrado que
los impulsores ayudan a mejorar la calidad del azúcar de
alta pureza (Rein 1988), esto como consecuencia de que una
mejor circulación lleva a tener condiciones de
cristalización más homogéneas dentro del tacho. Sin embargo,
un impulsor nunca puede compensar totalmente el hecho de
tener un tacho mal diseñado.
La primera etapa de los ciclos de cocimiento se caracteriza
por una elevada tasa de evaporación. Dado que la evaporación
es intensa, los impulsores no tienen mucho efecto durante
este periodo; el efecto de la circulación mecánica es
pequeño en comparación con la circulación producida por las
burbujas de vapor. A medida que la altura de la masa cocida
se incrementa, la presión hidrostática de la masa sobre los
tubos de la calandria es mayor, incrementando la temperatura
en los tubos y llevando así a una reducción en la diferencia
de temperatura entre masa cocida y vapor calefactor. Durante
las últimas etapas del ciclo de cocimiento la tasa de

evaporación es mínima, resultando en una baja generación de
burbujas. El efecto de la circulación forzada se torna
importante en este periodo, y esto se refleja en mayores
coeficientes de transferencia de calor en comparación con
los tachos de circulación natural (Austmeyer 1986).
En general no existe un acuerdo con respecto a la
efectividad económica de los impulsores mecánicos. Su
instalación brinda todas las ventajas asociadas con una
buena circulación que han sido mencionadas previamente y
promueve la circulación al final de la templa. En contraste,
elevados costos de capital, entradas de aire y un elevado
consumo de potencia, particularmente al final de la templa,
están en contra del uso de impulsores mecánicos. Los
beneficios en términos de calidad de azúcar usualmente
justifican la instalación de impulsores en los cocimientos
de refinerías. Sin embargo, en el caso de tachos para
cocimientos de alta calidad en azúcar crudo, que cuentan con
un diseño adecuado, el uso de impulsores es frecuentemente
injustificado.
Los impulsores mecánicos permiten lograr una transferencia
de calor aceptable con menores diferencias de temperatura.
El uso de vapores de menor presión se hace entonces posible,
permitiendo reducir la demanda de vapor de la fábrica de
azúcar.
Los impulsores hacen posible el uso de tubos de descenso de

menor diámetro, permitiendo así la instalación de mayor área
de transferencia de calor en un tacho de cierto diámetro. El
impulsor se instala dentro del mismo tubo de descenso cuando
se trata de un impulsor de flujo axial (impulsor de alabes
sesgados o tipo marino), o de otro modo se ubica justo por
debajo del tubo de descenso en el caso de impulsores de
flujo radial. Experiencias con impulsores Kaplan (flujo
mixto) y de tipo axial-helicoidal han sido descritas por
Purdham y Cox (1990). Diagramas de estos dos tipos de
impulsor se presentan en la Figura 15.18.
La potencia instalada debe estar en un rango de 1.0 a 1.7
kW/m3. Tippens (1972) declare que impulsores con potencia
instalada 1.6 kW/m3 han brindado buenos resultados. La
potencia P en W consumida por un impulsor de diámetro d que
rota a n s está dada por la relación:
(formula)
Ne es el número de Newton, que es un número adimensional que
depende del tipo de impulsor y su número de Reynolds, con un
valor cercano a la unidad para condiciones turbulentas, como
es el caso de los cocimientos de alta pureza. El valor de Ne
alcanza mayores valores cuando el número de Reynolds es
menor (Austmeyer 1986). Para este caso el número de Reynolds
está dado por:
(fomrmula)

Para esta fórmula se utiliza la viscosidad efectiva , que
está basada en la tasa media de deformación cortante, la
cual se sugiere esta alrededor de 11 • /;, donde n es la
frecuencia del impulsor (Wilkens et al. 2003). Para valores
de Re < 100, Ne = c/Re, en cuyo caso:
(formula)
c es una constante dependiente del tipo de impulsor
utilizado y que tiene valores alrededor de 100. Esto aplica
usualmente para los cocimientos de baja pureza. Rackemann et
al. (2006) dieron a conocer valores de esta constante que
varían entre 60 y 140, confirmando la relación anterior.
La forma de la ecuación (15.35) es similar a la esperada
para las bombas centrifugas, aunque la dependencia sobre el
diámetro del impulsor es algo mayor en esta ecuación. En la
práctica la potencia máxima se utiliza únicamente al final
del ciclo de cocimiento al concentrar cerca del contenido de
sólidos final de la masa cocida; por esta razón en algunos
casos se emplean motores de dos velocidades.
La velocidad de punta se debe mantener por debajo de cierto
límite máximo designado, o de lo contrario se presenta
formación de falso grano. Van der Poel et al. (1998:786)
recomendaron una velocidad máxima de punta de 5.8 m/s, y
Kuijvenhoven (1983) una velocidad máxima de 10 m/s. En la

práctica se ha encontrado que velocidades de punta por
debajo de 7 m/s brindan buenos resultados.
Cada impulsor debe ser diseñado individualmente para el
tacho en particular y su tipo de cocimiento. No existe un
diseño universal de impulsor utilizable para toda
aplicación. Casi nunca es posible transferir un impulsor de
un tacho a otro sin que sea necesario rediseñar el sistema,
cuando se quieren obtener resultados óptimos.
Inyección de vapor. La instalación de un tubo burbujeador
debajo de la calandria para inyectar vapor de baja presión
es otra alternativa para ayudar a la circulación en evapo-
cristalizadores, mediante reducción de la densidad efectiva
de la masa cocida en la calandria, promoviendo pruebas de
flotación y mejorando la circulación, particularmente
cuando la cabeza hidrostática es más elevada al final del
ciclo de cocimiento.
La simplicidad, bajo costo, y ausencia de partes móviles
hacen que esta alternativa sea particularmente fácil de
poner en práctica. Frecuentemente se aplica para tachos de
conocimientos de baja pureza, mientras que son innecesarios
en el caso de tachos de alta pureza bien diseñados.
Se debe anotar que el vapor inyectado no se condensa, si no
que pasa a través de la masa cocida sin causar ningún
sobrecalentamiento o disolución de los cristales. Una

ventaja de los burbujeadores de vapor es que pueden ser
detenidos en cualquier momento, lo cual no es posible con
los impulsores mecánicos, y además pueden ser ajustados para
lograr el grado de circulación deseado. Estudios CFD han
indicado que la lasa dc circulación puede ser incrementada
sustancialmente (Rein el al. 2004). Por lo tanto el efecto
do la inyección de vapor, conocida frecuentemente como
"steam jigger", es permitir una mayor altura de templa o de
la masa cocida, y adicionalmente reducir la duración del
ciclo tie cocimiento.
El dimensionamiento de sistemas promotores de circulación
por inyección de vapor debe basarse en una máxima lasa de 25
kg/h por m' de volumen de masa cocida del tacho. La
dimensión del tubo burbujeador y el número de agujeros se
determinan a partir del flujo de vapor requerido. El
diámetro del tubo debe ser tal que la caída de presión a
través del mismo sea inferior al 10 % de la caída de presión
a través de cada agujero. Este es el mismo criterio
requerido para el diseño de los anillos de alimentación de
evaporadores y las ecuaciones de la Sección 12.7.5 pueden
ser utilizadas para ello. Esto asegura que el flujo a través
de cada agujero es aproximadamente igual. Para los evapo-
cristalizadores más grandes, el uso de un solo anillo
burbujeador puede no ser satisfactorio, sino que se
requieren arreglos distintos que permitan producir una

distribución uniforme del vapor por debajo de la calandria.
Inyección de aire.
La inyección de aire en lugar del vapor ha sido adoptada en
algunas fábricas españolas. La inyección de aire comprimido
de 750 KPa precalentado hasta 65-70 °C por debajo de la
calandria de tachos de masa A se ha reconocido como efectiva
para reducir los tiempos de cocimiento en un 11 % e
incrementar el recobrado sin ningún efecto apreciable sobre
el vacío del tacho (Stobie 1999). Sin embargo, es la opción
requiere una bomba de vacío o eyector mucho más grande para
remover la cantidad adicional de aire.

15.3.7 Separación de arrastres

Los principios de separación de arrastres aplicados a los
evaporadores lambien se aplican a los tachos. De los tipos
descritos en la Sección 12.9 los separadores de flujo
reversado centrifuga y de placas Chevron han resultado ser
los más exitosos.
Bajo la mayoría de condiciones los arrastres en evapo-
cristalizadores son despreciables. Los arrastres más serios
ocurre casi siempre durante los arranques y las paradas de
los tachos, cuando puede presentarse formación de espuma o
entrada de aire al tacho. Cuando estas operaciones se
controlan apropiadamente el arrastre en el tacho es mínimo,
Los separadores de arrastres deben diseñarse para un amplio
rango de operación; el rango de lasas de evaporación durante
un cocimiento discontinuo es bastante amplio como lo
muestran los dalos de la labia 15.5. Sin embargo, con las
menores lasas de evaporación encontradas al final de los
ciclos de cocimiento las velocidades dc vapor en el tacho
son bajas y el arrastre de golas en el vapor es muy pequeño.
Los separadores se deben dimensional para soportar la máxima
lasa de evaporación Humin {1980) describe ensayos con
diferentes tipos de separadores en evapo-cristalizadores. HI
sugerió una máxima velocidad de 40 m/s para separadores
centrífugos por encima de la cual ocurre rearrastre. La
efectividad de los separadores Chevron fue demostrada y han
sido recomendados preferentemente respecto a los separadores

centrífugos.
Los separadores de placas Chevron tienen la ventaja de no
requerir tuberías para retorno de arrastres dado que las
gotas separadas caen desde la parte inferior del separador
regresando a la masa cocida los otros tipos de separador
requieren tubos de retorno dc arrastres que deben ser
apropiadamente diseñados incorporando una pierna con sello U
y haciendo el retorno de cualquier arrastre visible al
operador. Por lo tanto los tubos de retorno de arrastres
deben salir del tacho y pasar a través de una mirilla de
vidrio con un sello U que sea purgable. El diagrama de una
configuración recomendada se presenta en la Figura 15.19.
15.4 Evapo-cristalizadores continuos

Aunque la primera patente para un evapo-cristalizador
continuo fue otorgada en 1932 a Werkspoor, fue únicamente
hasta finales de 1970 cuando los tachos continuos comenzaron
en realidad a ser una proposición práctica. La facilidad de
operación de los tachos continuos ha sido una de su
característica, lo cual inicialmente lleva a su aplicación
en cocimientos de baja pureza, que subsecuentemente se ha
extendido a los cocimientos de alta pureza gracias al
desarrollo de instrumentos de medición y transductores
adecuados. Otra característica de los lachos continuos es
una menor diferencia de temperaturas entre el vapor de la
calandria y la masa cocida, mientras que aún es posible
lograr una buena circulación por convección natural.
La semilla utilizada para alimentar a los tachos continuos
es necesario producirla utilizando aún tachos discontinuos o
“batch”. Los intentos para producir semilla de manera
continua han fracasado en su mayoría (Broadfoot y Wright
1992). Dentro del futuro previsible se espera que la semilla
continuara siendo producida de manera discontinua.
En algunos casos, la producción de semilla en tachos
discontinuos ha podido ser eliminada mediante la
alimentación directa de magma de azúcar como semilla a los
lachos continuos. Los lachos continuos son en teoría
adecuados para el sistema Doble Einwurf. En este caso
únicamente se requiere producirán tachos discontinuos

semilla para el cocimiento C. La azúcar C se usa como
semilla para el cocimiento B. y el azúcar B como semilla
para el cocimiento A. Sin embargo, tal como en cualquier
sistema Doble Einwurf, el control del tamaño de grano es
crucial.
15.4.1 Tipos de evapo – cristalizadorcs continuos
Los diseños de tachos continuos que han encontrado mayor
aceptación se agrupan dentro dc las siguientes tres
categorías:
Cristalizador horizontal de múltiples compartimientos. La
combinación en serie de varios tanques de mezclado puede
brindar una aproximación suficientemente cercana al flujo
ideal tipo pistón que permita lograr una distribución de
tamaño de cristales razonable. Los primeros lachos de este
tipo fueron instalados por Fives-Cail Babcock (FCB), ahora
dentro del grupo Fives Cail. El tacho Australiano SRI y el
tacho Tongaat- Hulett, comercializados por Fletcher Smith,
caen dentro de la misma categoría, pero el calentamiento de
la masa cocida y los patrones de circulación son diferentes.
Los tachos se muestran en las Figuras 15.20 a 15.22. El SRI
ha desarrollado un nuevo diseño en conjunto con Triveni
Engineering de la India (Agravall el al. 2001) el cual tiene
una forma de sección transversal similar al Tongaat-Hulell.

Los tachos operan con base en circulación natural.
El diseño original del tacho FCB contaba con placas
verticales actuando como elementos calefactores.
Posteriormente se reemplazaron con tubos horizontales
actuando como calandria, dentro de un cuerpo cilíndrico para
reducir costos (tipo CCTR). El más reciente FCB CCTW bene
una forma que se asemeja al tacho Tongaal-Hulett con el
propósito de obtener mejor circulación, estos son ilustrados
en la Figura 15.23. El tacho continuo Bosch es un diseño más
reciente que también ha sido concebido con un cuerpo
cilíndrico, pero utilizando una calandria de tubos
verticales. La geometría interna ha sido modificada desde su
primera instalación y el diseño de 2006 se presenta en la
Figura 15.24.
Los detalles del tacho continuo CSR (Australia) no han sido
publicados. Este utiliza una geometría similar a la de un
tacho discontinuo con tubos verticales, pero con bafles
radiales para formar los compartimientos. Se cuenta con dos
o más capas, de manera que la masa cocida pueda fluir
descendiendo desde una capa a la siguiente.
En la industria del azúcar de remolacha la semilla se
produce con un tamaño alrededor de 0.1 mm mediante un
proceso de enfriamiento discontinuo. En este caso se
identifica la necesidad de un sistema continuo que
permitiera el crecimiento de esta semilla hasta un mayor

tamaño para alimentar diseños existentes de tachos
continuos. Cuando se parte de una semilla pequeña, la
relación requerida entre área de transferencia/volumen es
menor, debido a que el área superficial de los cristales es
baja y la evaporación generalmente es más rápida que la
cristalización por lo que la circulación natural debe ser
asistida con circulación forzada. Esto condujo al desarrollo
del tacho Seaford para esta tarea (Randall 1991), el cual
bene una menor relación entre área de calentamiento /volumen
y utiliza dos impulsores horizontales para asistir la
circulación natural.

Tipos de evapo – cristalizadores continuos



Evapo-cristalizadores de flujo tipo pistón. El tacho
Langreney fue diseñiado como un sistema de largo trayecto dc
flujo buscando aproximarse verdaderamente al flujo tipo
pistón (Langreney 1977). El tacho esencialmente consiste de
un recipiente al vacío angosto y largo, dividido
longitudinalmente en dos secciones, una de las cuales
contiene un elemento calefactor tubular. Posteriormente se
adoptó una geometría circular, de manera que la masa cocida
fluya a lo largo de un canal circundante externo, y
posteriormente a través de uno interno, pasando finalmente a
una sección central que cuenta con un impulsor, donde se
logra el apretado final de la masa cocida. Este tacho se
ilustra en la Figura 15.25.
Una aproximación similar utilizando un largo trayecto de
flujo fue aplicada para el diseño de un tacho en la fábrica
Racecourse de Australia (McDougall y Wallace 1982), pero fue
posteriormente modificado mediante instalación de
compartimientos, en gran medida para mejorar el control y
además para incrementar la capacidad (Attardy Doyle 1998).
Esta aproximación de diseño no ha logrado difundirse
exitosamente. Una comparación de algunas de las principales
características de los tachos continuos horizontales es
presentada en la Tabla 15.6.

Interconexión de múltiples evapo-cristalizadores
discontinuos. Se ha demostrado que la conexión de varios
tachos discontinuos en serie para formar un sistema continuo
es efectiva. Tal sistema ha operado durante muchos años en
una fábrica de azúcar remolacha (Austmeyer 1986a).
Una modificación de este sistema es evidente en la torre
vertical de cristalización BMA utilizada primordialmente en
la industria remolachera, el cual consiste de cuatro (o
algunas veces cinco) compartimientos al vacío dispuestos uno
sobre el otro. El flujo de masa cocida ocurre por gravedad
bajando desde un compartimiento al siguiente, como se
presenta en la Figura 15.26 (Austmeyer 1986a).
Sin embargo, el contar con solamente cuatro compartimientos
en serie tiende a ampliar el tiempo de residencia y la
distribución del tamaño de cristal. Una distribución
aceptable del tamaño en el producto final puede ser obtenida
siempre que la semilla sea de tamaño regular y no muy
pequeña. Los impulsores en cada compartimiento incrementan
el costo de este tacho continuo, pero permiten la operación
con menores diferencias de temperatura entre el vapor de la
calandria y la masa cocida hirviente.


15.4.2 Diseño de evapo-cristalizadores continuos
Evaporación requerida. La cantidad de evaporación requerida
se puede calcular fácilmente a partir de un balance global
de masa y agua, utilizando los flujos y la concentración de
solidos de la alimentación, la semilla y la masa cocida. El
balance de masa que se tiene es:
(formula)
La carga térmica se calcula entonces a partir de la tasa de
evaporación, permitiendo determinar el área de intercambio
de calor requerida utilizando un coeficiente de
transferencia de calor para la temperatura de calandria
correspondiente, tal como en el caso de los cálculos para
evaporadores (ecuación 12.11).
Circulación y transferencia de calor. Tal como en el caso de
los tachos discontinuos, la mayoría de tachos continuos
dependen exclusivamente del mecanismo de circulación natural
y existe en ellos una fuerte interrelación entre la tasa de
transferencia de calor y la circulación. Por lo tanto es
necesario lograr una buena circulación que permita obtener
condiciones homogéneas de la masa cocida y transferencia de
calor aceptable. El coeficiente de transferencia de calor es
una función de la pureza de la masa cocida y la diferencia
de temperatura, así como también de aspectos del diseño de
tachos tales como la longitud y el diámetro de los tubos.

EI nivel de masa cocida por encima de la calandria es
normalmente bajo, promoviendo una buena circulación.
Usualmente la altura de masa esta alrededor de 300 mm por
encima de la calandria, aunque niveles de 500 mm han sido
reportados (Arcidiacono et al. 1992). Broadfoot (2005)
sugirió que el nivel óptimo de masa cocida para máxima
circulación depende del tipo de cocimiento de acuerdo con
los siguientes valores:
Masa cocida A (pureza 85-90) 600 mm
Masa cocida B (pureza 80-84) 400 mm
Masa cocida C (pureza 64-68) 300-400 mm
La forma (geometría) del tacho debe ser tal que evite el
desarrollo de áreas de estancamiento sin que la circulación
sea restringida. El área de la sección transversal del
conducto de descenso es amplia (generalmente la razón de
circulación v es < 1), lo cual también favorece la
circulación. Las calandrias de tubos verticales han
demostrado brindar mejores tasas de transferencia de calor y
mejores coeficientes de transferencia que las calandrias de
tubos horizontales {Rein y Msimanga 1999). En los tachos
SRI/Triveni y FCB (Journel 1998) se han instalado impulsores
dentro de los compartimientos finales para mejorar la
circulaci6n. El uso de inyección de vapor (jigger) para

asistir la circulación constituye una solución más simple
cuando y donde es requerido. Algunos datos de transferencia
de calor medidos en Sudáfrica son presentados en la Tabla
15.7.
Los datos presentados en la Tabla 15.7 están en general de
acuerdo con los datos conocidos para tachos SRI usados en
cocimientos de alta pureza {Broadfoot et al. 2004,
Arcidiacono et al. 1992).
Rein y Msimanga (1999), dieron a conocer cifras de la tasa
de evaporación en kg/(h • m2), que se representan con las
siguientes relaciones, con expresado en °C:
(Formula)
Algunos valores medidos en Sudáfrica son presentados en
la Figura 15.27.
El mínimo valor de At para tachos continuos de circulación
natural parece ser aproximadamente 20 °C, dependiendo del

tipo de masa cocida y del diseño del tacho.
Arcidiacono et al. (1992) dieron a conocer valores para un
tacho de B entre II 18 kg/(h • m2), con una presión de
calandria de 85 a 102 kPa. Vermeulen y Pillay (1999)
reportaron valores para un tacho FCB de C entre
3.75.9kg/(h•m) y para un tacho SRI de C entre 3.9-4.6 kg/(h
• m). También se informó acerca de modificaciones de un
tacho FCB de masa A que llevaron a un incremento de la
evaporación desde 9.3 hasta 17.8 kg/(h • m). Broadfoot el
al. (2004) obtuvieron un valor de 17 kg/(h • m2) utilizando
vapor de escape para la calandria dc un tacho de masa A.

Volumen del tacho y tiempo de residencia. El volumen de un
tacho tiene que ser suficientemente grande para proporcionar
el tiempo de residencia requerido para que ocurra el
crecimiento de cristal deseado y por lo tanto depende de
los tamaños de cristal en la semilla y en la masa cocida. El
volumen puede ser estimado asumiendo una tasa de crecimiento
de los cristales con base en la experiencia o mediciones de
masas dc cristalización en aplicaciones similares. Un
ejemplo de esta aproximación es el trabajo comunicado por
Hoekstra (1985) quien modelo el desempeño de un tacho
continuo A buscando establecer los parámetros a utilizar
para propósitos de diseño.
Tales cálculos asumiendo que cierta alimentación de
meladura/mieles entra en cada compartimiento tenian en
cuenta las variaciones de flujo a lo largo del tacho
continuo, que se incrementa desde el flujo de semilla
alimentada hasta el flujo final de masa cocida producida. El
tiempo de residencia de los cristales en el tacho es por lo
tanto mayor que el calculado al dividir el volumen de masa
cocida en el tacho por el flujo de masa cocida producida
(que es el tiempo dc retención nominal). Pruebas con
trazadores han demostrado CJUC la relación entre el tiempo
de residencia real y el tiempo de residencia nominal puede
variar entre 1.4 y 1.8. Esta relación es mayor cuando la
relación entre tamaños de cristal de la semilla y de la masa

cocida aumenta, o es decir cuando la relación entre masa
cocida/semilla es mayor.
El tiempo de residencia nominal se encuentra típicamente
alrededor de 2.5 a 3 h para masas cocidas A. 3.5 a 4 h para
masas B. y 6 a 6.5 h para masas C.
Se utilizaron algunas ocasiones un parámetro global de tasa
de crecimiento para el dimensionamiento de tachos. La tasa
de deposición del cristal (COR) se calcula como la cantidad
de sacarosa depositada sobre el cristal por hora en unidades
dc volumen del tacho; y se expresa en términos de kg/m
(formula)
La tasa de cristalización depende de la pureza y de la
sobresaturación en el tacho, y puede ser por lo tanto
bastante variable. Los valores de CDR presentados en la
tabla 15.8 se consideran como típicos en la práctica.
Broadfoot (2005) dio a conocer cifras que muestran un CDR de
240 kg/m. h) para una masa cocida de pureza 89. La tasa de
cristalización depende de la pureza del licor madre, que
varía a lo largo del tacho continuo, más que de la pureza de
la masa cocida.

Sin embargo, el fuerte efecto de la pureza es evidente,
Incluso cuando estos valores representan burdas
aproximaciones, son útiles para un dimensionamiento
aproximado de los tachos.
Razón entre superficie de calentamiento/volumen. En general
los tachos continuos han sido instalados con áreas de
intercambio de calor con-servadoras (sobredimensionadas). La
relación entre superficie de calentamiento/volumen puede
estar usualmente entre 8 y 12 nr1. La mayoría de estos
tachos operan con presiones de calandria iguales o
inferiores a la presión atmosférica. Con base en los
coeficientes de transferencia de calor promedio para tachos
de A y de C mostrados en la Tabla 15.7, puede demostrarse
que es posible utilizar menores áreas de incrementar la
presión de la calandria. En la Tabla 15.9 se presentan
algunos resultados obtenidos utilizando de este cálculo para
masas cocidas A y C. En caso de utili/.ar vapor de
calentamiento por encima de 100 a 105 °C, se hace posible
utilizar relaciones de superficie de calentamiento/volumen

similares a las encontradas en los tachos discontinuos.
Alimentación de la semilla. Es importante regular bien el
flujo de semilla al tacho para poder lograr la pureza y
tamaño de cristales correctos en la masa cocida producida.
Esto casi siempre se efectúa utilizando una bomba de
desplazamiento positivo conducida con un accionamiento de
velocidad variable. Es importante elegir una bomba que no
rompa los cristales. Las bombas de engranaje externo
(Broquet type) y tipo “lobe” son frecuentemente utilizados
para este propósito.
El tamaño de cristal en la masa cocida está relacionado con
el tamaño en la semilla y la proporción entre flujos de
semilla y masa cocida. Si se asume que no se generan o
destruyen cristales dentro del tacho, que el diámetro
característico del cristal es d, y que la masa de cristal es
proporcional a d, entonces:
El flujo másico de cristal entrando al tacho es:
(formula)

El flujo másico de cristal saliendo del tacho es:
(formula)
Asumiendo que el factor de forma de los cristales no cambia,
entonces:
(formula)
Algunos valores típicamente encontrados en la práctica se
presentan en la Tabla 15.10.
La línea de alimentación puede ser dimensionada con base en
el flujo volumétrico, asumiendo una velocidad en la tubería
de 4 m/min (67 mm/s). Para dimensionar la línea de salida de
la masa cocida a la pierna sello se puede usar una velocidad
de 3 m/min para las masas cocidas A y B, y de 0.75 m/min
para las masas cocidas C.
Características de flujo de la masa cocida.
Para los sistemas de flujo continuo las dos condiciones
extremas son un único tanque de mezclado y el flujo tipo
pistón (Levenspiel 1962). El flujo tipo pistón es la
condición ideal para tachos, el cual implica que todos los
cristales permanecen en el sistema durante igual cantidad de
tiempo. Los diseños de tacho discutidos en la Sección 15.4.1
intentan proporcionar un largo trayecto de flujo o combinar
varios compartimientos en serie para aproximarse a un

sistema de flujo tipo pistón. De hecho, un modelo que asume
que los tachos continuos son equivalentes a un número de
tanques perfectamente mezclados conectados en serie ha sido
ampliamente utilizado para representar las características
de flujo de los tachos continuos. El número de tanques
equivalente se establece a partir del análisis de pruebas
efectuadas con trabadores. Una aproximación más cercana al
flujo tipo pistón se puede lograr incrementando el número de
compartimientos y asegurando que el diseño de los puertos de
paso desde un compartimiento al siguiente haga imposible
cualquier cortocircuito.
Otro requerimiento primordial en los tachos continuos es
asegurar que no existan regiones de estancamiento. Esto
también puede ser establecido a partir de pruebas con
trazadores.
Numero de compartimientos. Un sistema de flujo tipo pistón
asegura que todos los cristales tengan el mismo tiempo de
residencia, y por lo tanto asegura una distribución de
tamaño de cristales uniforme en la masa cocida producida.
Adicionalmente se promueve en general la velocidad de la
cristalización, debido a que la pureza del licor madre
cambia a lo largo del sistema, donde la cristalización en la
parte inicial ocurre a una tasa mis rápida partiendo de
licor madre de mayor pureza.

Rein et al. (1985) demostraron como el tamaño de los
cristales y la distribución de tamaño (o CV) pueden ser
calculados con un modelo de tanques en serie, basándose en
el supuesto de una distribución de tamaño logarítmica
normal. La ecuación para la varianza o2 de la distribución
de tamaño (sobre un número base) está dada por:
(formula)
donde:
varianza de la distribución del tamaño de cristales en
semilla;
kQ tasa de crecimiento promedio en mm/h;
N número de tanques en serie;
x tiempo en h;
P constante de proporcionalidad en mm, expresando el
grado de dispersión de los cristales para cierto
incremento del tamaño de cristal (Wright y White 1969).
Con base en el supuesto de que no se presenta nucleación,
rompimiento, o aglomeración de cristales.
Esta ecuación puede ser utilizada para calcular efecto del
número de compartimientos (o tanques serie) sobre el CV de
los cristales en el producto. Datos de masas cocidas A se
ajustaron con esta ecuación, consiguiéndose valores típicos

para kG de 0, mm/h y para p de 0.05 mm (Rein et al. 1985).
Uno de estos valores, se calcularon cifras de CV para
condiciones típicas de masas cocidas A que se presentan en
la Figura 15.28. Wright y White (1969) reportaron valores de
p entre 0.03 y 0.1 mm para tachos de A y B de fábricas de
crudo, encontrando los mayores valores cuando se tienen
menores tasas de crecimiento y purezas más elevadas.
No existe mucho beneficio (en términos de CV) al incrementar
el número de tanques en serie por encima de 12. A partir de
pruebas con trazadores se determinado que el tacho continuo
Tongaat-Hul de 12 compartimientos se puede representar
aproximadamente como 18 tanques en serie (Rein et 1985), y
que los 10 compartimientos del tacho SRI. Se comportan como
15 tanques en serie (Arcidiacono et al. 1992, Broadfoot et
al. 2004). Por lo tantoun tacho de 8 compartimientos es
aparentemente equivalente a un sistema de 12 tanques en
serie. L datos de la Figura 15.28 sugieren que es muy poco
el beneficio obtenido al incrementar el número de tanques en
serie por encima de 12, y por lo tanto que 8 compartimientos
deberían ser adecuados en la mayoría de casos.

Los compartimientos generalmente tienen el mismo volumen,
simplificando la construcción y reduciendo costos. Broadfoot
(1992) mostro que el arreglo ideal incorpora compartimientos
que aumentan en tamaño desde la alimentación hasta la
descarga. Si los compartimientos se dimensional) para
proporcional igual tiempo de residencia de los cristales en
cada compartimiento, la distribución del tamaño de cristales
mejorara, resultando en un CV alrededor de 2 unidades por
debajo del caso de compartimientos de igual tamaño
{Broadfoot 1992). En la práctica, a no ser que se busque un
incremento muy grande de tamaño de cristal entre semilla y
masa cocida, o que se utilice un bajo número de
compartimientos, este efecto es pequeño.
15.4.3 Comparación de evapo-cristalizadores continuos y
discontinuos
Las condiciones generales que favorecen el empleo de tachos
discontinuos y continuos han sido bien resumidas por
Levenspiel (1962), haciendo relación a los reactores
químicos:
"El reactor discontinuo ofrece como ventajas un bajo costo
de instrumentación y flexibilidad de operación (puede ser
detenido fácil y rápidamente). Tiene las desventajas de
mayores costos de labor y operación, frecuentemente
considerables tiempos muertos durante la descarga, limpieza,

y recarga, además de una menor capacidad de control sobre la
calidad del producto. Por lo tanto, se puede generalizar que
los reactores discontinuos son apropiados para la producción
de pequeñas cantidades de material o para producir muchos
productos diferentes con un mismo equipo. Por otro lado se
encuentra que para el tratamiento químico de grandes
cantidades de material, el proceso continuo es casi siempre
el más económico". Este análisis es igualmente valido tanto
para tachos discontinuos como continuos. A medida que las
fábricas se han expandido y buscado formas de mejorar la
eficiencia operacional, los tachos continuos han probado ser
económicamente más efectivos.
Economía de vapor. Los tachos continuos pueden utilizar
vapores de menor presión en la calandria, mientras que aún
se depende exclusivamente de la circulación natural. Esto
permite lograr ahorros de vapor que pueden ser
significativos cuando así se requiere. Los tachos continuos
usualmente operan con valores de At entre 25 y 40 °C como se
aprecia en la Figura 15.27. Los tachos discontinuos de
circulación natural tienen que operar con valores de At por
encima de 40 °C para poder lograr tiempos de cocimiento
razonables, particularmente a medida que el tacho se llena.
Algunas fábricas operan los tachos continuos utilizando
vapor 2, o incluso vapor 3, obteniendo ahorros de vapor

significativos. Adicionalmente, los soplos de vapor son
eliminados, reduciendo la demanda de evaporación total.
Cuando se buscan ahorros de vapor excepciona-les, el tacho
continuo vertical BMA ofrece ventajas. Este puede operar con
un At bastante bajo debido a los impulsores forzados, y
puede ser utilizado en conjunto con un recompresor mecánico
de vapor. Debido a la operación continua, el vapor puede ser
extraído del tacho y recomprimido continuamente para el
suministro de vapor a la calandria.
Volumen de evapo-cristalizadores. El uso del volumen
instalado es más eficiente en los tachos continuos. La
relación entre el tiempo de residencia real / nominal es de
1.4 a 1.8 (Sección 15.4.2). Adicionalmente, dado que la
producción es continua y el tacho esta siempre lleno, se
evita el tiempo muerto asociado en los tachos discontinuos a
descargas y soplos de limpieza. Por lo tanto, la eficiencia
volumétrica de un tacho continuo es en general 1.8 veces
mayor que la de un tacho discontinuo. Al comparar el costo
de los tachos discontinuos y continuos es importante tomar
en cuenta esta diferencia en eficiencia volumétrica.
Control del proceso. El control de los cocimientos en tachos
discontinuos es más complicado que en los tachos continuos,
a pesar de que los últimos tienden a tener más lazos de

control por tacho. Ambos tipos de tachos pueden ser
automatizados exitosamente.
Incrustación de las superficies internas. Este problema no
se encuentra en los tachos discontinuos, debido a que
normalmente se limpian “soplando” vapor al final de cada
templa. Este problema no es importante en los tachos
continuos de B o C, que pueden operar durante largos
períodos sin tener que ser liquidados. Por otro lado, con
cocimientos de alta pureza la incrustación de las
superficies de los tachos continuos puede ser severa y
conducir a la formación de aglomerados.
Costos de capital de las instalaciones. Los tachos continuos
pueden resultar aparentemente más caros por unidad de
volumen, pero no cuando se toma en cuenta la eficiencia
volumétrica. Un estimativo dc la comparación de costos de
capital para una nueva fábrica mostró que el sistema
empleando lachos continuos representaba apenas un poco más
de 2/3 del costo del sistema convencional con tachos
discontinuos (Rein 1992). Los ahorros en costos de capital
se deben a que los equipos auxiliares tales como bombas de
vacío y bombas de agua de inyección no requieren tener la
capacidad para lidiar con los elevados picos de carga
asociados a los lachos discontinuos; esto significa que es

posible utilizar bombas más pequeñas.
Flexibilidad de la casa de cocimientos. Los sistemas
discontinuos tienen mayor flexibilidad. Dependiendo del
momento durante la zafra y la pureza de la caña. Las
cantidades relativas de masa cocida A. B y (' cambian. Con
lachos discontinuos es fácil re-acomodar las tareas de los
tachos para ajustarse a estas variaciones. Con los tachos
continuos es la flexibilidad se pierde y los tachos deben
diseñarse para poder afrontar los picos de carga.
Operación. Las fábricas que han reemplazado tachos
discontinuos por lachos continuos usualmente han logrado
ahorros en los requerimientos laborales o de operación. Los
tachos continuos operan de manera estable requiriendo menor
supervisión que los tachos discontinuos.
Calidad del azúcar. Gracias a la baja cabeza hidrostática en
los sistemas continuos las condiciones de cristalización son
más uniformes. La cabe/a hidrostática de masa cocida se
reduce, y con buena circulación, las variaciones de
temperatura dentro del lacho son menores. Pruebas
comparativas de evapo - cristalizadores continuos y
discontinuos han mostrado que el color del azúcar producido
en un lacho continuo de masa A fue un promedio 16 % menor

que la producida con tachos discontinuos (Rein 1987).
Los tachos discontinuos ofrecen una ventaja en términos de
la distribución del tamaño de grano, dado que cada cristal
tiene el mismo tiempo de residencia en el sistema. Sin
embargo, siempre que se preste adecuada atención a la
obtención de una distribución apropiada del tiempo de
residencia próxima al flujo pistón, y que la calidad de la
semilla sea razonablemente aceptable. La distribución del
tamaño de grano obtenida con tachos continuos no es
sensiblemente inferior. Una revisión de las cifras para
masas cocidas A y C de las fabricas Sudafricanas no hallo
diferencias discernibles de CV entre las fábricas que operan
con lachos discontinuos y continuos (Rein y Msimanga 1999).
Expansión de la capacidad. Una filosofía comúnmente empleada
cuando se requieren expansiones marginales ha sido la
instalación de un tacho continuo de C. y la reasignación de
los tachos discontinuos de C para las templas de B o A.
Subsecuentemente cuando algunos de los tachos más viejos o
pequeños se tornan difíciles de mantener. Se precede a
instalar un tacho continuo para masa B. Esta estrategia
conduce a tener finalmente una estación de tachos más
compacta, con menor número de tachos sin que sea necesario
expandir la edificación. Un ejemplo de como el uso de tachos
continuos en proyectos de expansión puede conducir a una

estación de cocimientos simplificada que presentado por Rein
y Msimanga (1999).
La estrategia general de reemplazo de los lachos de menor
capacidad por unidades más grandes esta también disponible
con la opción de utilizar lachos discontinuos. Sin embargo,
para los tachos discontinuos existe un límite de capacidad
máxima, en la mayoría de industrias azucareras los tachos
más grandes no exceden 100 ml y aunque se pueden encontrar
algunos más grandes en operación. Estos no llegan a
aproximarse al tamaño de los tachos continuos que se
encuentran actualmente en las fábricas. por ejemplo por
encima de 200 m\ Debido a que la capacidad electiva de un
lacho continuo es aproximadamente 80 % mayor que en un tacho
discontinuo equivalente un tacho continuo de 200 m3 iguala
en términos de capacidad a un lacho discontinua de
aproximadamente 360 m.
Expansiones marginales de 10 % se pueden lograr más
fácilmente con tachos discontinuos. Una pequeña expansión de
este tipo puede lograrse instalando un lacho discontinuo
adicional y redistribuyendo los tachos de la estación. Esto
no se podría lograr tan fácilmente con tachos continuos.
Sin embargo, con los tachos horizontales modulares de
múltiples compartimientos es posible adicionar
compartimientos para incrementar la capacidad cuando se
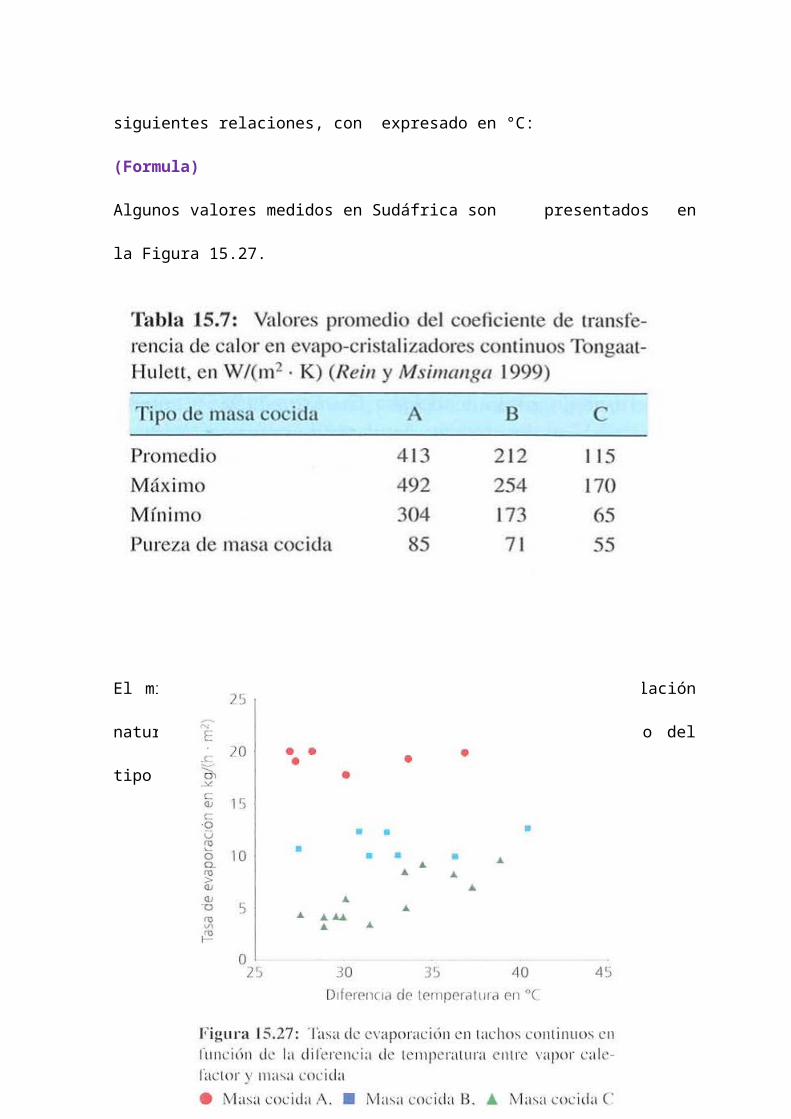
contempla una expansión pequeña y/o la adición de una etapa
final con una última celda provista de agitación mecánica
{Attard y Doyle 1998, Watson y Broadfoot 1998). Otra
aproximación indicada por FCB involucra la adición de más
tubos horizontales al banco de tubos que constituye la
calandria (Joumet y Pelh'lcm 2001). Una expansión de 60 % es
posible usando Esla aproximacion pero se incrementan la
altura hidrostática y la resistencia al flujo.
15.5 Control y operación de evapo-cristalizadores
15.5.1 Ciclo en evapo-cristalizadores discontinuos
Los pasos involucrados en el ciclo convencional de mi lacho
discontinuo se describen a continuación:
1. El tacho se cierra y se induce el vacío. Usualmente el
tacho se encuentra lleno de vapor luego del soplo de
limpieza que se logra admitiendo vapor por la parte
superior del lacho hasta que el vapor comienza a salir
por la válvula de descarga. La inyección de agua al
condensador reduce rápidamente la presión absoluta. El
tiempo requerido para que la bomba de vacío (o eyector)
logre remover la pequeña cantidad de gases in-
condensables remanente se reduce ampliamente en
comparación con tener que evacuar un lacho
completamente lleno de aire.

2. El tacho se llena con meladura hasta alcanzar un nivel
justo por encima de la calandria. Luego se permite la
entrada de vapor o escape a la calandria y el pie de
templa se concentra hasta el nivel deseado para el
semillamiento. Durante esta etapa la tasa de
evaporación es elevada y se debe tener cuidado para
asegurar que no se presenten arrastres.
3. Una vez que se logra alcanzar la concentración correrla
de solidos disueltos. el tacho estará listo para el
semillamiento. Usualmente el tacho se mantiene a la
concentración deseada para estabilizar antes del
semillamiento. Cualquiera de los tres métodos
siguientes puede ser utilizado:
a) La concentración se puede llevar hasta la región
lábil donde el grano se forma espontáneamente;
cuando el operador del tacho considera que se halla
formado suficientes granos, se procede a adicionar
agua para reducir la concentración hazla la región
meta estable.
b) La carga se concentra hasta alcanzar la zona
intermedia, luego de lo cual se adiciona una pequeña
cantidad de polvillo de azúcar: esto induce la
formación de nuevos núcleos de crecimiento en el
Équido y se conoce como semillamiento por choque
(shock).

c) El licor se concentra hasta la región meta estable.
Luego de lo cual se adiciona una suspensión (slurry)
que contiene granos de semilla finamente molidos;
los pequeños cristales del slurry son los núcleos de
crecimiento sobre los cuales se cristaliza a la
sacarosa. Esto se conoce como semillamienlo completo
y en teoría el número de cristales de la masa cocida
esta determinado por el número de cristales en el
slurry adicionado.
4. Para establecer el tamaño de grano se requiere que el
licor madre sea controlado de cerca asegurando que los
cristales crezcan y que no se presente disolución de
cristales. En este punto el área superficial de los
cristales es pequeña y la tasa de evaporación es
potencialmente mucho mayor que la tasa de
cristalización; es necesario adicionar agua para
reducir la tasa neta de evaporación o en caso de contar
con un impulsor que permita mantener la circulación se
restringe el suministro de vapor a la calandria. No se
adicionan ni meladura ni mieles durante Esla etapa dado
que tendrán el efecto de dispersar a los cristales e
incrementar la distancia entre ellos. Esta etapa
continua hasta establecer suficiente área superficial
de cristal (los granos han sido llevados a estar

próximos simultáneamente).
5. Cuando se utiliza magma como pie de templa, el
semillamiento es innecesario. Sin embargo se requiere
disolver a los cristales pequeños indeseables y llevar
a la masa cocida hazla la condición o consistencia
correcta antes de iniciar la alimentación.
6. Inicio de la alimentación de meladura/miel. En este
punto el área superficial de los cristales es
suficiente para reducir razonablemente el riesgo de que
se presente formación de falso grano. La alimentación
se efectúa a una tasa que permita mantener el contenido
de cristal y la consistencia de la masa cocida en un
valor óptimo.
7. Cuando el nivel en el tacho alcanza el valor no-minal
se precede a suspender la alimentación. La masa cocida
se concentra finalmente hasta el nivel de solidos
deseado para poder lograr un buen agotamiento.
8. La válvula de vapor se cierra, se rompe el vacío
permitiendo el ingreso de aire al tacho y se abre la
válvula de descarga. El contenido se descarga por
gravedad a un cristalizador o un recibidor de masa
cocida. Alternativamente, parle del contenido puede ser
enviado a otro tacho; en este caso la alimentación de
meladura/miel se reanuda posteriormente para continuar
el crecimiento de los cristales hasta un mayor tamaño.

9. Una vez que el tacho se encuentra prácticamente vacío,
se procede a inyectar vapor o agua caliente para
limpiar el tacho. Es importante asegurar que la masa
cocida se remueve totalmente antes de iniciar el
siguiente ciclo. El agua de lavado se envía fuera del
tacho, al refundidor (para tachos A) o a tanques de
mieles, de manera que la masa cocida descargada que ha
sido cuidadosamente concentrada no sea diluida
inmediatamente.
Es importante minimizar el tiempo no productivo del tacho
mediante un planeamiento cuidadoso de su operación. También
ayuda romper el vacío y elevarlo con vapor en el tacho. Las
tuberías y canales para romper vacío y masa cocida deben ser
dimensionadas adecuadamente, así como también las válvulas
de descarga para minimizar la pérdida de tiempo.
15.5.2 Semillamiento
La nucleación usualmente se induce en los tachos mediante
adición de una suspensión o 'slurry' que contiene partículas
de azúcar molidas muy finamente. Varios métodos para la
preparación del slurry son utilizados, pero normalmente
involucran el uso de molinos de bolas para preparar una
suspensión de alcohol y azúcar refinada durante cierto
periodo determinado, típicamente 12 h. Ninela y Rajoo (2006)
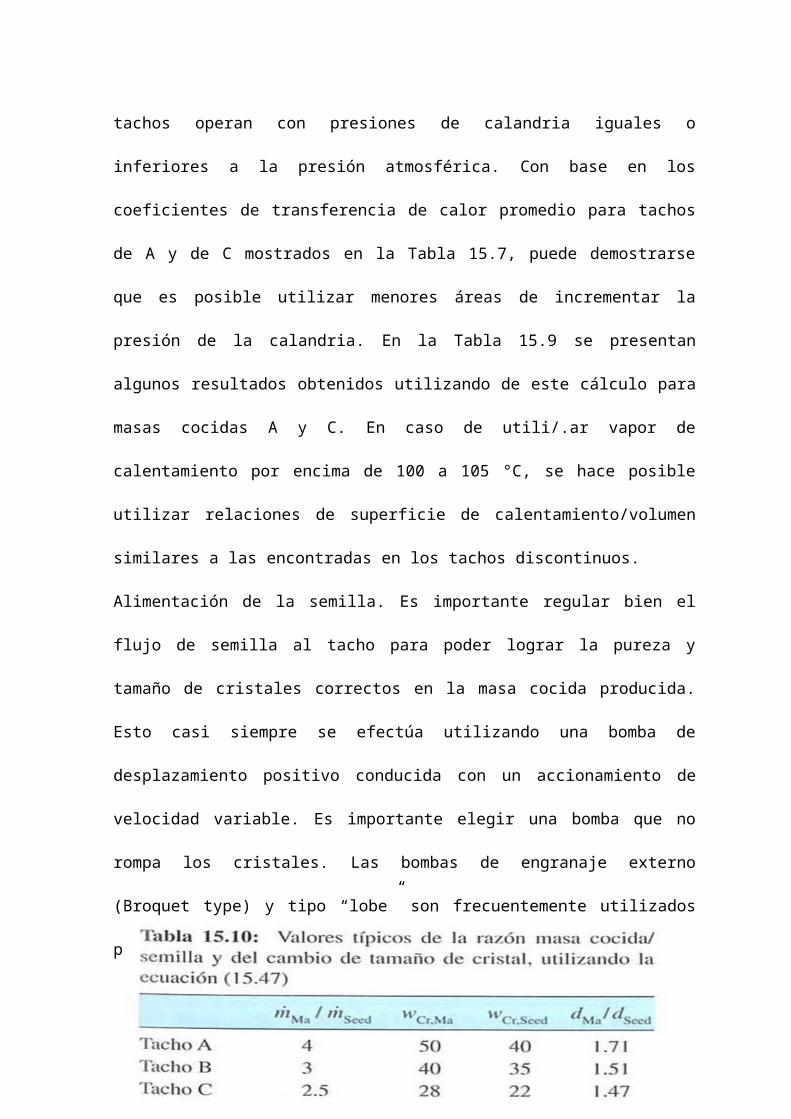
describen los procedimientos utilizados en algunos ingenios
de Sudáfrica; el procedimiento re-comendado involucra moler
800 g de azúcar en 2 L de alcohol/alcohol desnaturalizado en
un molino de bolas de 160 mm de diámetro y 200 mm de
longitud a 74 miir1. Luego de finalizada la molienda el
slurry se lleva hasta 6 L.
Patterson (1985) recomendó procesar con el molino de bolas
dos partes de alcohol isopropílico con una parte de azúcar
granulada durante 24 h. La cantidad de slurry requerida
usualmente es determinada a partir de la experiencia. Se
cree que en la mayoría de casos no ocurre semillamiento
completo, es decir que algunos sitios de nucleación
adicionales se forman cuando se adiciona el slurry. En
términos generales, la adición de unas slurry conduce a un
menor tamaño de los cristales en la masa cocida. Debido a
esto es importante tener una preparación consistente del
slurry.
Ninela y Rajoo (2006) recomendaron el uso de 20 mL de slurry
por m3 de masa cocida C.
15.5.3 Obtención del tamaño del cristal
En los cocimientos discontinuos con semillamiento el tamaño
de cristal es afectado por la cantidad y calidad de la
semilla como se mencionó anteriormente. Tanto para tachos

discontinuos y continuos, el tamaño y la calidad del magma o
semilla utilizados como pie de templa tiene un efecto
significativo.
Una baja relación entre volumen del pie de templa y volumen
del tacho contribuye a lograr los requerimientos de tamaño
de cristal en el producto. En caso de que no sea posible
lograr esto en una sola etapa, como es normalmente el caso,
la masa cocida se debe partir una o más veces para poder
lograr el tamaño de cristal requerido.
15.5.4 Pruebas de vacío
Es importante efectuar periódicamente una revisión de los
evapo-cristalizadores para detectar entradas de aire o fugas
de vacío. Debido a las condiciones húmedas y calurosas, la
corrosión es siempre causa de preocupación.
Las pruebas de vacío consisten en inducir vacío en el tacho
y registrar el incremento de presión con respecto al tiempo.
Partiendo del hecho de que la presión absoluta del tacho sea
inferior a 53 kPa, el flujo de aire entrando al cuerpo es
independiente de la presión absoluta. Se considera que las
pruebas de vacío en tachos nuevos deben indicar un
incremento de presión por debajo de aproximadamente 10 kPa
en 60 minutos, y 10 kPa en 30 minutos para tachos más
viejos.

15.5.5 Evaluación de la calidad de los cocimientos
El objetivo global de la estación de cocimientos es
cristalizar tanta azúcar como sea posible, mientras que se
logre producir cristales del tamaño requerido y con una
buena distribución de tamaño. Es también deseable lograr
esto con la mínima capacidad posible de tachos y sin
excesivo consumo de vapor o escape. Con frecuencia no se
aprecia cuán grande es el efecto que tiene el trabajo de
cocimientos efectuado en los tachos de A y B para lograr
estos objetivos, tal como se ilustra en la Figura 15.11
(Sección 15.2.6).
Medición de la eficiencia de los cocimientos
EI grado de cristalización alcanzado se mide mediante el
agotamiento, o alternativamente mediante el contenido de
cristal, expresados ambos como porcentaje. El agotamiento
representa el porcentaje de sacarosa en la masa cocida que
está presente en forma cristalina. Este se puede calcular
utilizando la formula SJM (15.26), suponiendo que el azúcar
cristalino tiene una pureza de 100:
(formula)
donde:
PMa pureza de la masa cocida;
PMo] pureza de la miel.

Como una alternativa el contenido de cristal de la masa
cocida descargada puede ser utilizado como medida de
desempeño, pues el factor limitante del proceso de evapo -
cristalización es en realidad el contenido de cristal en la
masa. La ecuación para contenido de cristal, es decir g
cristal/100 g masa cocida, la ecuación para agotamiento, tal
como se observa en la ecuación (15.19). Al comparar las dos
ecuaciones se puede observar que la relación entre
agotamiento y contenido de cristal esta* dada por:
(formula)
El contenido de cristal se expresa frecuentemente con
relación a la materia seca de la masa cocida, excluyendo por
consiguiente el agua, como se muestra en la ecuación
(15.20). Esta es una ecuación más simple que la ecuación
(15.19), excluyendo a la materia seca 0 Brix de la masa
cocida. En consecuencia es teóricamente una medida menos
confiable del desempeño de los tachos; no obstante, el logro
de un contenido de cristal elevado implica obtener un Brix
elevado en la masa cocida.
Valor objetivo en la práctica para el contenido de cristal
en masas cocidas. Un valor objetivo para el agotamiento de
masas cocidas A que se utiliza con frecuencia en Sudáfrica
es:
(formula)

Esto indica que un mayor agotamiento se puede lograr a
medida que se incrementa la pureza de la masa cocida. El
límite del contenido de cristal depende de la pureza de la
masa cocida.
En Australia, Broadfool y Pennisi (2001) propusieron una
ecuación para los máximos valores posibles de contenido de
cristal por cada 100 g de sólidos, en el rango de pureza de
65 a 100:
(formula)
Esta ecuación restringe el contenido de cristal a un valor
de 71 % cuando la pureza es 100. Los autores opinan que en
la práctica deberá ser posible alcanzar valores hasta de 90%
del valor límite. La ecuación se presenta gráficamente en la
Figura 15.29, junto con los máximos valores límites
calculados en la Sección 15.1.7.


Algunos valores logrados en la práctica también son
presentados son base en datos reportados en las memorias de
SASTA entre 1999 y 2003, y de experiencias en Louisiana
(Birkett, comunicación personal). La ecuación (15.52) parece
ser aplicable cuando la pureza es elevada, pero es evidente
que subestima los valores a bajas purezas. La ecuación
(15.28), que está basada en contenidos de cristal logrados
en ingenios azucareros sudafricanos, también se presenta en
esta figura.
La misma información es presentada en términos de caídas de
pureza en la Figura 15.30. La caída de pureza depende de la

pureza de la masa cocida de manera algo impredecible. El
contenido de cristal y el agotamiento son por consiguiente
los criterios de desempeño más confiables.
Para los cálculos de fábrica normalmente se hace uso de
purezas aparentes. En particular, para los cocimientos de
baja pureza, el contenido de cristal y el agotamiento
calculados se ven afectados por el uso de purezas aparentes
y Brix refracto métrico en lugar de la pureza real y la
materia seca. Estos resultados se pueden considerar como
contenidos aparentes de cristal. En la Tabla 15.11 se
sugieren valores típicos de los límites alcanzables en la
práctica con un buen cocimiento para masas cocidas de pureza
aparente promedio.
En los cocimientos de masa C existen otros objelivos
adicionales al contenido de cristal que también son
importarlas, los cuales se describirán en la Sección 18.3.2.
Es importante evitar que el contenido de cristal de la masa
cocida C caiga por debajo de 25 g/100 g de masa cocida, o de
lo contrario el agotamiento se verá afectado.
Tamaño de cristal. Los métodos para medición del tamaño de
cristal se discutieron en la Sección 15.1.6. El CV se
definió en la ecuación (15.14) como la relación entre la
desviación estándar de la distribución y la media, expresada
en términos de porcentaje. Para los cocimientos de alta

pureza se considera que un CV alrededor de 30 % es bueno,
aunque un CV más bajo es fácil de lograr con mayores
aperturas medias de cristal. Como alternativa es posible
utilizar un límite de la cantidad de linos como parámetro de
control de tamaño. El CV es muy inferior en los cocimientos
de baja pureza, debido a efectos de dispersión de la tasa de
crecimiento de los cristales que son más frecuentes a bajas
purezas (Rein y Msimanga 1999).
Medir rutinariamente el tamaño de cristal de las masas
cocidas descargadas es una buena práctica. En particular
para las masas cocidas C el tamaño de cristal afecta a la
perdida de sacarosa en miel que ocurre en las centrífugas.
Una fotografía o imagen de video de cada masa C descargada
es una medida útil para el control de desempeño, ya que el
incremento de pureza en las centrifugas depende
significativamente del tamaño de cristal.
15.5.6 Temperatura y presión de ebullición
Durante el proceso de evapo - cristalización pueden ocurrir
perdidas do sacarosa significativas. Por esta relación es
conveniente reducir las temperaturas de ebullición al mínimo
valor práctica y minimizar los tiempos do residencia en los
tachos. Con altos agotamientos de las masas cocidas se
reduce la calidad total de masa a cocer contribuyendo a
reducir las pérdidas dc sacarosa al mínimo.
Las bajas temperaturas de ebullición permiten además el uso
de extracciones de vapor desde el tándem de evaporadores
para calefacción en la calandria obteniendo una diferencia
de temperatura suficiente para la transferencia de calor. La
mayoría de cocimientos se efectúan con temperaturas de la
masa cocida en el rango de 63 a 70 º C. Los cocimientos de
masa C en particular requieren más tiempo y son más
propensos a reacciones de tipo Maillard, siendo deseable
operar a la más baja temperatura de masa cocida posible. Es
importante mantener una presión absoluta estable durante el
proceso: en caso de tener variaciones importantes estas
pueden conducir a disolución de cristales o formación de
falso grano, ambos efectos indeseables.
En los cocimientos de refinería la temperaturita que se
mantiene es ligeramente más elevada para promover la lasa de
cristalización. EI tiempo de cocimiento es mucho más
reducido y se pueden tolerar temperaturas más altas.

15.5.7 Efecto de las condiciones del evapo -cristalizador
y de su operación sobre la calidad de azúcar
Los tachos con buena circulación de masa cocida producen
aplicar de mejor calidad esto constituye una ventaja
particularmente en los tachos continuos. La calidad del
aplicar también se ve afecada por el control global de la
estación de tachos y por el grado de control del proceso
individual en cada tacho. Un buen control automático siempre
conduce a aplicar de calidad mejorada y más consistente.
Bajas temperaturas de ebullición minimizan la formación de
color debida a reacciones de Maillard y otras reacciones.
15.5.8 Operación de evapo - cristalizadores continuos
El contenido de cristal en el primer compartimiento debe ser
suficiente alto y proveer suficiente área de cristal para
obtener una elevada lasa de cristalización sin formación dc
falso grano. A partir de entonces el contenido dc cristal es
el parámetro que se controla con la mayoría de transductores
de medición. El contenido de cristal debe aumentar
progresivamente a lo largo del lacho. Esto se comprueba por
medio de mediciones del contenido dc materia seca (RDS) al
momento de iniciar el tacho y periódicamente según sea
necesario.
Un perfil ideal del tiempo de residencia RDS a través de los
tachos no ha sido establecido. Existen dos escuelas de

pensamiento: la primera se altera a la ciencia de que el
contenido de cristal se deberá mantener alto durante todo el
recorrido a través del lacho: la segunda estima que un RDS
ligeramente inferior en los compartimientos intermedios
conduce a una mejor circulación y a una cristalización más
uniforme. En ambos casos el contenido de cristal de la masa
cocida producida se debe mantener tan alto como sea posible
para lograr un agotamiento elevado.
Bs imposible hacer concertar a la tasa de evaporación y la
lasa de cristalización a lo largo de lodo el tacho.
Dependiendo de las condiciones y el desempeño del tacho una
u otra será el factor limitante. En las primeras etapas es
más probable que la tasa de cristalización constituya el
límite, mientras que en las últimas etapas el Brix de la
masa cocida es mayor y es más probable que la evaporación
sea limitante, ya que la superficie del cristal es elevada,
Al comparar las lasas de cristalización en tachos, tanto la
lasa de cristalización como la lasa dc evaporación
influencian los resultados obtenidos.
Debido a que los tachos continuos operan bajo condiciones
estables se espera que los arrastres sean reducidos. El
detenimiento de una estación de tachos con unidades
continuas es simple. Para un paro de mantenimiento de 16-
horas no se requiere tomar ninguna medida en particular con
respecto a los tachos continuos excepto tal vez reducir

ligeramente el nivel de la masa cocida. En caso de que se
presenten paros de fábrica más largos, el suministro de
vapor calefactor al tacho se puede interrumpir sin que sea
necesario tomar ninguna otra acción. Los tachos continuos se
pueden poner en línea nuevamente con facilidad Luego de las
paradas, siempre que se tenga el cuidado de no comenzar a
alimentar meladura o mieles antes de que el tacho se
encuentre circulando bien.
Liquidación y limpieza. Los tachos continúes A se descargan
y limpian siguiendo ciclos regulares usualmente de una a
cuatro semanas. La plantación de las limpiezas usualmente se
hace buscando coincidir con los paros de mantenimiento
programados. El efecto de la interrupción sobre la
producción se puede minimizar si se presta suficiente
atención a los detalles. En Felixton el tiempo total de
parada asociado con la limpieza de los tachos continuos A se
redujo de 6 VA a 3 Vi horas (Montocchio 1988). Esto implicó
la limpieza con soplos de vapor en lugar de hervir con agua,
además del uso de recipientes de semilla y cortes de templa
para almacenar masa cocida de las diferentes secciones del
tacho. Al momento del arranque, las masas cocidas se llevan
de nuevo al tacho para minimizar el tiempo requerido antes
de empezar a producir masa cocida aceptable. Broadfoot et
al. (2004) informaron sobre un tiempo de parada

correspondiente a solo 3,6 h para cuando el tacho no se
alimenta con meladura.
El sistema continuo BMA se instala con la posibilidad de
puentear cualquiera de las cuatro etapas, de modo que una
etapa puede ser limpiada a la vez con mínima perturbación de
la producción. Los tachos Fletcher Smith se instalan a veces
con una partición al centro, de modo que cada mitad del
tacho se puede operar independientemente de la otra. Esto
proporciona la capacidad de limpiar una mitad del tacho
mientras que la otra mitad sigue en funcionamiento.
Los tachos continuos B usualmente son vaciados y limpiados
con una frecuencia entre 4 y 20 semanas dependiendo de la
zona de cultivo de la caña. Los tachos continuos de C operan
a menudo sin requerir limpieza durante toda una zafra de 40
semanas, pero se pueden limpiar más frecuentemente.
Incrustación. El problema de la incrustación de azúcar en
las superficies internas de los tachos ha sido tratado con
algo de detalle (Rein 1990). En realidad esto solo es
significativo con masas cocidas de alta pureza, y si no se
controla es causa de los siguientes problemas:
El azúcar, que se acumula sobre las superficies
internas, se rompe en terrones, que pueden llegar a
bloquear los tubos o las descargas y causar presencia
de terrones en el azúcar producido.

La incrustación progresiva o ensuciamiento de las
superficies de calefacción reduce la tasa de
transferencia de calor, lo cual en condiciones de
operación prolongada puede conducir a una reducción de
capacidad.
Dado que los mecanismos de incrustación son diferentes, se
debe establecer una distinción entre las incrustaciones
acumuladas por encima del nivel de masa cocida y por debajo
de la masa cocida en ebullición. La mayoría de las
incrustaciones por debajo del nivel de masa cocida se pueden
superar mediante el aislamiento de las superficies externas
del tacho para reducir el enfriamiento de las paredes. Se ha
encontrado que las esquinas agudas y discontinuidades pueden
promover incrustación localizada y deben ser evitadas. Las
sondas de medición deben tener bordes redondeados, y los
tubos de la calandria idealmente se deben encontrar soldados
a ras sobre las placas de tubos, dado que los tubos
salientes son a menudo punto de partida para incrustaciones
significativas. Si los puertos de paso están por debajo de
nivel de masa cocida, pueden constituir un punto de initio
de incrustación, y requerir burbujeadores de vapor para
mantenerlos fibras de incrustaciones.
Las incrustaciones sobre las superficies por encima del
nivel de masa cocida por lo general se producen más
rápidamente. Estas son causadas por salpicaduras de la masa

cocida sobre las superficies expuestas y cristalización
sobre la superficie antes de que tengan oportunidad de
escurrir hasta la masa cocida.
Este proceso se acelera en caso de una ebullición muy
intensa con salpicaduras excesivas y en los casos en que la
viscosidad es alta. La velocidad de incrustación es mayor a
medida que aumenta la sobresaturación de la masa cocida y se
reduce el área de superficie de los cristales por unidad de
volumen. Por lo tanto, no es raro encontrar mayor nivel de
incrustaciones en los compartimentos de las primeras etapas
de los tachos continuos, donde las tasas de evaporación y
cristalización son altas. También se ha encontrado que la
incrustación ocurre mis rápidamente cuando se opera
intensamente el tacho a una tasa de producción alta y con un
mayor nivel de sobresaturación.
La incrustación por encima de la superficie de masa cocida
se puede minimizar o eliminar de varias maneras:
Minimizar las superficies expuestas, tales como bafles;
Aplicar periódicamente agua o meladura de alimentación
pulverizadas sobre las superficies expuestas;
Pasar una tubería de agua fría por encima de los
bafles, de modo que la condensación resultante escurra
sobre el bafle para mantenerlo limpio;
Elevar el nivel de la masa cocida periódicamente por

encima de las áreas incrustadas;
Asegurar un buen control de la sobresaturación y el
contenido de cristal;
Operar el tacho en la forma más estable posible.
En algunos casos se recurre a elevar periódicamente la
presión absoluta del tacho para derretir las incrustaciones.
Este procedimiento no es recomendable ya que altera
severamente las condiciones de la masa cocida y las altas
temperaturas promueven problemas de incrustación por debajo
del nivel de la masa cocida.
15.6 Instrumentación y control del tacho
15.6.1 Transductores de medición
Los métodos convencionales para medición de presión, flujo y
nivel no revisten ningún problema en particular. Para el
control de la presión se requiere de un transmisor de
presión absoluta, en lugar de un transmisor de vacío
(transmisor de presión que mide la presión relativa a la
presión atmosférica). Esto asegura que la temperatura de
ebullición en el tacho no se vea afectada por cambios de
presión atmosférica. Las mediciones utilizadas para el
control de los tachos son sensibles a variaciones de
temperatura y por lo tanto es importante tener una
temperatura controlada (Soska y Rein 2001).
El principal desafío del sistema de control de tachos es

controlar la concentración de solidos disueltos, el
contenido de cristales y la consistencia de la masa cocida.
No existen instrumentos comerciales disponibles que puedan
medir estas variables directamente, requiriéndose usar
mediciones secundarias para inferir los valores de interés.
Durante el inicio del cocimiento, y en particular durante la
formación de los granos, la sobresaturación del licor madre
debe ser controlada. A medida que el proceso de evapo
cristalización transcurre, el control del contenido de
cristal se vuelve mas importante, siendo el factor dominante
que determina la consistencia al final de la templa.
Para determinar la concentración del licor madre (súper
saturación), se pueden utilizar mediciones de la elevación
del punto de ebullición y refractómetros en línea. Estos son
útiles al comienzo de los cocimientos, pero únicamente miden
las condiciones del licor madre y no pueden ser utilizados
para el control de todo el ciclo. Las mediciones del punto
de ebullición son además afectadas por cambios en el nivel
de masa cocida.
Algunos transductores utilizados son sensibles a la
concentración, tanto en el comienzo del cocimiento como a
través de todo el ciclo:
La conductividad eléctrica es un método útil. En
realidad mide la actividad de los componentes iónicos,
pero depende tanto de la concentración del licor madre
como de la consistencia de la masa cocida, que son
afectados por el aumento del contenido de cristal. Este
método se utiliza casi universalmente para masas
cocidas B y C, donde el contenido de cenizas es elevado
y relativamente estable; para las masas cocidas de alta
pureza este método es menos confiable, pues las
variaciones del contenido iónico tienen un mayor efecto
sobre el valor absoluto. La conductividad no es lineal
respecto a la concentración de solidos disueltos.
Los transductores de viscosidad se comportan de manera
similar a los de conductividad, pero puede utilizarse
en todo tipo de cocimiento. Los medidores de
consistencia Ziegler fueron comúnmente usados en el
pasado, pero estos y otros transductores de viscosidad
son menos frecuentes hoy en día.
Los medidores de conductividad por radio frecuencia
miden las propiedades eléctricas a las frecuencias de
radio (Radford et al. 1988; Reichard et al. 1992).
Estas mediciones son afecta-das tanto por la
conductividad como por la constante dieléctrica. Tienen
algunas ventajas sobre mediciones de conductividad
convencionales, ya que pueden operar en ausencia de
impurezas iónicas (es decir en cocimientos de
refinería), pueden tolerar cierto grado de incrustación

de la sonda sin que las lecturas se vean afectadas, y
es posible obtener señales separadas representativas de
las propiedades de resistencia y capacitancia de la
masa cocida.
Los medidores de densidad nuclear son sensibles al
contenido de crista), pero relativamente insensibles a
cambios en la concentración del licor madre. Sin
embargo estos se pueden utilizar para el control del
crecimiento de los cristales (Donovan 1988).
Las mediciones de absorción de microondas son bastante
sensibles al contenido de agua y por lo tanto permiten
medir el contenido total de sólidos con exactitud. Son
similares a las mediciones de densidad nuclear en el
sentido de que son más sensibles al contenido de
crista! que a la concentración del licor madre. Su
mayor ven-taja radica en el hecho de que la medición no
se ve afectada por los cambios de pureza (Saska y Rein
20Q\).
Es importante considerar cuidadosamente el sitio de
instalación de los dispositivos de medición. Estos deben
localizarse suficientemente lejos de la alimentación y de
las burbujas de vapor como para que estas no puedan afectar
la medición. El sitio de instalación se vuelve más crítico
cuando el lacho no tie-lie buena circulación,
particularmente al final de los cocimientos. La mejor

position para los electrodos de conductividad en un tacho
discontinuo es dentro del tubo central de descenso; como
alternativa, se pueden instalar en el rondo del tacho en una
región donde la masa cocida se mueva rápidamente.
15.6.2 Dimensionamiento de válvulas de control
Un correcto dimensionamiento de las válvulas de control es
esencial si se quiere obtener un control bueno y confiable.
El primer requisito es determinar los flujos mínimo medio y
máximo a esperar. Luego es necesario calcular los valores de
C para estas condiciones, que permitirán establecer el
tamaño necesario de la válvula de control a partir de las
especificaciones del proveedor de válvulas. Para los flujos
de líquidos, el C se define como el número de galones
americanos de agua (US gal) que la válvula puede pasar con
una diferencia de presión de 1 lb/ pulg a través de la
válvula
La ecuacion es:
(formula)
donde el flujo se expresa en US gal/min la caída de presión
en lb/pulg2 y SG representa la gravedad específica del
líquido. Las unidades no son estándar pero ha sido la forma
en que tradicionalmente la mayoría de proveedores presentan
la capacidad de las válvulas. Al utilizar unidades SI. el

valor de C es más facil de calcular como:
(formula)
donde el flujo se expresa en m Vh y la caída de presión Ap
se expresa en bares (= kPa/100). Esto resulta en un valor
numérico cercano a los valores convencionales. La válvula
seleccionada debe tener un C suficientemente grande para
permitir el paso del flujo máximo mientras que sea aún
posible operar a una abertura de válvula razonable (< 60 %
abertura) bajo condiciones promedio.
Es necesario efectuar correcciones cuando el tamaño de la
válvula es menor que el tamaño de la línea en la que está
instalada o si la viscosidad es muy alta. La corrección
puede ser necesaria en flujos de miel con válvulas pequeñas.
Los manuales de los fabricantes deben ser consultados para
estas correcciones.
La evaporación Hash y la cavitación pueden tener un efecto
significativo sobre el desempeño de las válvulas. A medida
que él líquido pasa a través de la válvula la velocidad
aumenta y la presiona disminuye según la ecuación de
Bernoulli. Si la presión desciende lo suficiente el líquido
sufrirá evaporación por descomposición “Hash". Tomando
burbujas de vapor. Esto tiene dos efectos potencialmente
adversos: en primer lugar la capacidad de la válvula de
permitir cl paso de cierta cantidad de líquido requerida se
ve gravemente afectada y en segundo lugar si la presión se
incrementa subsecuentemente las burbujas dc vapor colapsan.
lo que con el tiempo puede producir graves daños a la
válvula. La probabilidad de que esto ocurra es alta en los
casos del agua de inyección para condensadores y de
alimentación acondicionada para lachos a consecuencia de la
reducción de presión aguas abajo y el incremento en
temperatura. En el caso de agua de inyección la válvula
deberá estar situada a una baja elevación donde la presión
estática sea suficientemente alta para prevenir la
cavitación, o justo sobre la entrada al condensador, donde
las consecuencias de la cavilación son menos severas.
En el régimen de cavilación la diferencia de presión a
utilizar en las ecuaciones para dimensionamiento es menor
que la caída de presión disponible. Para propósitos de
dimensionamiento, la caída de presión máxima permisible está
dada por el valor crítico con el cual se produce cavitación
en válvulas de alta recuperación (válvulas tipo mariposa y
de globo, opción mas común para control de tachos).
Dependiendo de la presión de entrada del agua y la presiona
de vapor pv de acuerdo con:
(formula)
El valor de K. es suministrado por el fabricante de la
válvula. y generalmente varía entre 0.6 y 0.3 para las
válvulas de mariposa dependiendo del porcentaje de abertura.
Para las válvulas convencionales la máxima diferencia de
presión para propósitos de dimensionamiento está determinada
por el flujo obstruido. Los fabricantes disponen de
diferentes métodos para la verificación correspondiente.
15.6.3 Control de evapo -cristalizadores discontinuos
Control de procesos. La automatización del proceso en tachos
conduce a resultados consistentes y cuando la configuración
es óptima permite lograr buenos agotamientos buena calidad
del aplicar y máxima capacidad de los equipos. Dado que
cualquiera de los tachos discontinuos puede desempeñar una o
todas las diferentes etapas del ciclo de cocimiento
formación de grano, desarrollo de templa, evaporación final
o apriete) con diferentes grados de masa cocida (A. B. (').
las recelas necesarias para cada tipo de cocimiento deben
estar disponibles para cada tacho.
Los sistemas de control fundamentales son casi iguales para
todos los tachos. Una configuración típica se presenta en la
Figura 15.31. Este diagrama muestra el control manual del
suministro de vapor al tacho; en la mayoría de las fábricas
de crudo la presión de la calandria no se controla
automáticamente. También se muestra la conductividad como
parámetro de control principal para esta función otras
mediciones pueden ser utilizadas en su lugar. Las acciones

de control involucradas son:
Control de presión absoluta. Esta se controla mediante
regulación del flujo de agua de inyección al condensador. El
valor objetivo (setpoint) normalmente se mantiene constante

a lo largo de la templa, aunque también puede variar durante
el cielo de cocimiento, particularmente en los tachos de
refinería. El sistema puede incorporar una acción de control
dominante (override) basada en la temperatura de la tubería
de descarga. Esto limita el uso excesivo de agua de
inyección que puede ser causado por un sistema de vacío
inadecuado o con fallas. En caso de que una bomba de vacío
no esté funcionando bien, la concentración de gases
incondensables se eleva, reflejándose en un aumento de la
presión absoluta y el sistema de control responded agregando
más agua de inyección.
Control de nivel. Este opera durante el llenado, al mismo
tiempo que controla el nivel durante el periodo de
concentración previo a la formación de grano, mediante
regulación de la válvula de alimentación. El transmisor de
nivel también detecta la condición de 'tacho lleno' e inicia
la etapa final de concentración.
Control de conductividad. Este controla la concentración
antes, durante y luego de la formación de grano, regulando
la adición de agua. Una vez que se establece el grano, el
crecimiento comienza con la alimentación de mieles o
meladura. El valor objetivo del control de conductividad
usualmente se ajusta con una rampa descendente a medida que

el nivel se incrementa para lograr un crecimiento estable en
el contenido de cristal. Una vez que el tacho se ha llenado,
la conductividad se lleva al valor deseado para la descarga;
durante este periodo el controlador admitirá agua de ser
necesario a través de la válvula de control de agua.
Potencia en el motor del impulsor. La potencia absorbida por
el impulsor de circulación formada puede utilizarse en lugar
de la conductividad para el control de la alimentación
durante el periodo de crecimiento de grano. La potencia del
impulsor es particularmente útil como medición confiable y
reproducible de la consistencia final de la templa.
Adición de semilla de cristales. Una vez que se alcanza la
concentración correcta para formación del grano, el tacho se
mantiene a esta concentración durante cierto tiempo para
permitir que se estabilicen las condiciones. Posteriormente
el sistema de control puede abrir la válvula de suspensión o
slurry de semillamiento de forma automática, admitiendo la
carga de slurry que el operador ha puesto en el embudo de
alimentación. Algunos operadores prefieren que esto se pueda
hacer de forma manual por el tachero, que es alertado por
una alarma de "listo".
Algunas variaciones de este esquema básico se deben hacer en
los tachos que comienzan el cocimiento partiendo de un pie

de templa o el corte de una templa de otro tacho. La mayoría
de los sistemas de control tienen la flexibilidad de
mantener al tacho en espera a cualquier momento, en caso de
que se presente una escasez de alimentación, o de que el
tacho no pueda ser descargado o la templa deba ser cortada
debido a estancamientos del proceso. Adicionalmente las
principales variables de proceso tienen alarmas que alertan
a los operadores en caso de presentarse algún problema.
Automatización total del ciclo de cocimiento.
Para automatizar completamente las operaciones de un tacho
las válvulas deben ser todas accionadas y controladas
mediante un controlador secuencial. Esto requiere actuadores
remotos para la válvula de suministro de vapor a la
calandria, el interruptor de vacío, los soplos de vapor,
vapor a eyectores, así como válvulas automáticas para la
descarga de masa cocida y sistemas de transferencia. La
duración de operaciones tales como el soplo de vapor se
establece con temporizadores; también es necesario contar
con alarmas para advertir al operador de las acciones de
control.
15.6.4 Control automático de tachos continuos
Los controles necesarios para un tacho continúe se presentan
en la Figura 15.32. En los tachos de múltiples

compartimientos por lo general se requiere de un lazo de
control por compartimiento, pero estos controles son
sencillos, empleándose a menudo simples controladores del
tipo encendido/apaga-do (on/off) para esta tarea.
La presión de calandria puede ser controlada a un valor
constante, o puede ser regulada para mantener cierta tasa de
evaporación deseada, que se obtiene midiendo el flujo de
condensados. Este "control de la tasa de evaporación” es
útil para ajustar la lasa dc producción, o para repartir
equitativamente el trabajo entre dos tachos continuos que
procesan masa cocida del mismo tipo.
La tasa de evaporaci6n determina la presión de Calandria. HI
flujo de meladura/mieles depende de la lasa de evaporación;
el esquema de la Figura 15.32 presenta a la lasa de

alimentación de semilla controlada usando una proporción
respecto a la tasa de alimentación de meladura o mieles. De
esta manera el tacho se puede operar de manera completamente
automática, siendo necesario fijar solamente la lasa de
evaporación para lograr la lasa de producción requerida.
En general las condiciones de la masa cocida en cada
compartimiento son controladas mediante conductividad (masas
cocidas B y C) o por señales de sondas de RF (masa cocida
A). Sin embargo, estas últimas son aun propensas a la
incrustación por lo que necesitan ser removidas y limpiadas
manualmente, generalmente una vez al día. Broadfoot el al.
(2004) describen el uso de una sonda de RF calentada con
vapor que permanece libre de incrustaciones gracias a que la
sonda se mantiene a una temperatura promedia de la de la
masa cocida. Los dispositivos de medición de densidad por
microondas son muy confiables y menos dependientes de la
pureza de la masa cocida, pudiendo en el futuro reemplazará
las sondas RF en esta tarea.
Un enfoque diferente ha sido utilizado en los tachos FCB
para masas de alta pureza. Este involucra el control del
flujo de vapor al tacho y la regulación del flujo a los
compartimientos individuales proporcionalmente al flujo de
vapor. Un medidor nuclear de densidad sobre la línea de
salida de masa cocida controla la alimentación del ultimo
compartimiento (Chielens y Lavogiez 1987).

El enfoque australiano es algo diferente Davies el al.
(1989) describen el sistema de control de los tachos SRI. HI
flujo de meladura o mieles a cada compartimiento se ajusta
para lograr la lasa de alimentación requerida mientras que
se controla una válvula de agua a cada compartimiento para
obtener la consistencia correcta en cada uno de ellos, la
cual es obtenida por conductividad. Este método en teoría
permite el control tanto de la consistencia como del
contenido de cristal al mismo tiempo, pero estos valores en
realidad no se pueden medir en línea. Esto países una
complicación innecesaria y la necesidad de alimentación de
agua a cada compartimiento significa que la demanda de vapor
del tacho será mayor de lo necesario.
Un método para el ajuste de los controles de tachos
continuos ha sido ideado por Love y Chilvers (1986) y ha
ido utilizado con éxito para determinar parámetros de
control. El sistema no tiene ningún elemento de
autorregulación y la respuesta a un cambio tipo escalón es
una rampa continua hasta que se elimine el escalón. Un
ejemplo de esta respuesta se presenta en la figura 15.33
Love y Chilvers mostraron como las mediciones del tiempo de
retraso y pendiente, en relación con la capacidad del
comportamiento, se pueden utilizar para configurar
parámetros óptimos de control.
Los controles de alimentación para los compartimientos

pueden utilizar controladores de modulación o del tipo
encendido / apagado (on / off). En general se ha encontrado
que es más fácil utilizar controladores on / off
temporizados. La ventajas son: se pueden utilizar simples
válvulas tipo on/off, no se necesitan transductores l/P o
posicionadores de válvula, el dimensionamiento de la válvula
de control no es crítico, se pueden utilizar restricciones
en las líneas de agua y/o meladura para igualar las
ganancias del lazo y el sistema de alimentación es menos
propenso a taponamientos.

15.7 Equipos auxiliares en la estación de conocimientos
15.7.1 Acondicionamiento de mieles
Una práctica común es acondicionar las mieles A y B antes de
ser alimentadas a los tachos. Esto involucra una reducción
de la concentración de solidos disueltos y el calentamiento
de la miel hasta una temperatura constante. Frecuentemente
se utiliza una combinación de 70ºC y 70 Brix, valores
estables de estos parámetros facilitan el control de las
condiciones en el tacho. Solo el material a punto de ser
alimentado a los tachos debe ser calentado para minimizar la
inversión de sacarosa. La dilución de las mieles de esta
manera conduce a una mayor demanda de vapor en el tacho, la
cual puede reducirse en casos donde la economía del vapor
tiene alta prioridad.
Los tanques de acondicionamiento están diseñados para
alcanzar la temperatura y concentración requeridas, además
de proporcionar el tiempo de residencia suficiente para que
se disuelvan los cristales pequeños que puedan estar
presentes en la miel. La mejor forma de lograrlo es si el
recipiente donde la miel es calentada y diluida cuenta con
buena agitación. Posteriormente se dispone de una sección de
flujo tipo pistón que llega hasta la descarga hacia los
tachos, proporcionando el tiempo de residencia requerido.