inspection and quality assurance for high-volume machine
TRANSCRIPT
A N A M E R I C A N N A T I O N A L S T A N D A R D
ASME B18.18.2-2009[Revision of ASME/ANSI B18.18.2M-1987 (R2005)]
Inspection and Quality Assurance for High-Volume Machine Assembly Fasteners

ASME B18.18.2-2009[Revision of ASME/ANSI B18.18.2M-1987 (R2005)]
Inspection and QualityAssurance forHigh-Volume MachineAssembly Fasteners
A N A M E R I C A N N A T I O N A L S T A N D A R D
The Standard is downloaded from www.bzfxw.com Standard Sharing

Date of Issuance: September 15, 2009
This Standard will be revised when the Society approves the issuance of a new edition. There willbe no addenda issued to this edition.
ASME issues written replies to inquiries concerning interpretations of technical aspects of thisStandard. Periodically certain actions of the ASME B18 Committee may be published as Cases.Cases and interpretations are published on the ASME Web site under the Committee Pages athttp://cstools.asme.org as they are issued.
ASME is the registered trademark of The American Society of Mechanical Engineers.
This code or standard was developed under procedures accredited as meeting the criteria for American NationalStandards. The Standards Committee that approved the code or standard was balanced to assure that individuals fromcompetent and concerned interests have had an opportunity to participate. The proposed code or standard was madeavailable for public review and comment that provides an opportunity for additional public input from industry, academia,regulatory agencies, and the public-at-large.
ASME does not “approve,” “rate,” or “endorse” any item, construction, proprietary device, or activity.ASME does not take any position with respect to the validity of any patent rights asserted in connection with any
items mentioned in this document, and does not undertake to insure anyone utilizing a standard against liability forinfringement of any applicable letters patent, nor assumes any such liability. Users of a code or standard are expresslyadvised that determination of the validity of any such patent rights, and the risk of infringement of such rights, isentirely their own responsibility.
Participation by federal agency representative(s) or person(s) affiliated with industry is not to be interpreted asgovernment or industry endorsement of this code or standard.
ASME accepts responsibility for only those interpretations of this document issued in accordance with the establishedASME procedures and policies, which precludes the issuance of interpretations by individuals.
No part of this document may be reproduced in any form,in an electronic retrieval system or otherwise,
without the prior written permission of the publisher.
The American Society of Mechanical EngineersThree Park Avenue, New York, NY 10016-5990
Copyright © 2009 byTHE AMERICAN SOCIETY OF MECHANICAL ENGINEERS
All rights reservedPrinted in U.S.A.

CONTENTS
Foreword . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . ivCommittee Roster . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vCorrespondence With the B18 Committee . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . vi
1 General Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
2 Fasteners for High-Volume Machine Assembly Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Figure1 Basic Plan Outline . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Tables1 Final Inspection — Machine Assembled and Other Special Purpose Fasteners —
Nondestructive Tests . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42 Sample Size . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Nonmandatory AppendicesA Inspection Level Decision . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7B Ordering Information . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
iii
The Standard is downloaded from www.bzfxw.com Standard Sharing

FOREWORD
American National Standards Committee B18 for the standardization of bolts, screws, nuts,rivets, and similar fasteners was organized in March 1922 as Sectional Committee B18 underthe aegis of the American Engineering Standards Committee (later the American StandardsAssociation, then the United States of America Standards Institute and, as of October 6, 1969,the American National Standards Institute, Inc.) with the Society of Automotive Engineers andthe American Society of Mechanical Engineers as joint sponsors.
Subcommittee 18 of Committee B18 was established in September 1978 to develop a documentto cover the quality assurance provisions for internally and externally threaded metric fastenersand accessories or associated parts.
At the March 1979 meeting of Subcommittee 18, it was agreed that the quality assurancedocument should be circulated for subcommittee consideration as a proposed standard. Subcom-mittee acceptance of the content ensued and the document was approved by letter ballot to theAmerican National Standards Committee B18 on March 21, 1980.
The Standard was subsequently approved by the Secretariat and submitted to the AmericanNational Standards Institute for redesignation as an American National Standard it was desig-nated ANSI B18.18.2M-1982 and approved on September 14, 1982.
A periodic review of the Standard, undertaken by the Subcommittee in 1985, resulted inagreement that the document be revised to allow it to be used for inch as well as metric products.
This was done by deleting the word "metric" from the title as well as from each place in theStandard where it would inhibit the use of the document for inch as well as metric products. Byretaining the "M" in the designator, the Standard can be used for both inch and metric productswithout having to change any references made. A proposal containing these changes, as well aseditorial corrections, was prepared and balloted by letter ballot to ASME Committee B18. Follow-ing approval by ASME, the proposal was submitted to the American National Standards Instituteand designated an American National Standard on January 16, 1987.
A periodic review of the Standard, undertaken by the Subcommittee in 2008, resulted inagreement that the document be revised. The “M” in the designation has been removed becausethis Standard is not solely related to metric fasteners. The restriction of lot size of 250,000 pieceswas removed. The sample sizes were revised to be aligned with those used in ASTM F 1470. ThisStandard is now intended to be directly related to determining the acceptability of dimensionalcharacteristics and the acceptance of chemical and physical characteristics are directed toASTM F 1470 when applicable. A proposal containing these changes, as well as editorial correc-tions, was prepared and balloted by letter ballot to ASME Committee B18.
This Standard was approved by the American National Standards Institute on July 14, 2009.
iv

ASME B18 COMMITTEEStandardization of Bolts, Nuts, Rivets, Screws,
Washers, and Similar Fasteners(The following is the roster of the Committee at the time of approval of this Standard.)
STANDARDS COMMITTEE OFFICERS
D. A. Clever, ChairR. D. Strong, Vice Chair
R. L. Crane, Secretary
STANDARDS COMMITTEE PERSONNEL
V. Cartina, Continental-AeroD. A. Clever, Deere & Co.A. P. Cockman, Ford Motor Co.B. D. Burnside, Alternate, Ford Motor Co.R. L. Crane, The American Society of Mechanical EngineersJ. S. Foote, Contributing Member, Trade Association
Management, Inc.D. S. George, ND IndustriesJ. Greenslade, Industrial Fasteners InstituteJ. J. Grey, Contributing Member, Fastener Consulting Services, Inc.B. Hasiuk, Contributing Member, Defense Supply Center
PhiladelphiaA. Herskovitz, ConsultantJ. Hubbard, Leland-Powell Fasteners, Inc.J. Jennings, Contributing Member, Naval Surface Warfare CenterW. H. King, Porteous Fastener Co.
SUBCOMMITTEE 18 — INSPECTION AND QUALITY ASSURANCE FOR FASTENERS
C. B. Williamson, Chair, Fastenal Co.W. H. King, Vice Chair, Porteous Fastener Co.A. L. Guzman, Secretary, The American Society of Mechanical
EngineersV. Cartina, Continental-AeroD. A. Clever, Contributing Member, Deere & Co.C. A. Dugal, TSPD. S. George, ND IndustriesJ. Greenslade, Industrial Fasteners InstituteJ. J. Grey, Contributing Member, Fastener Consulting Services, Inc.A. Herskovitz, ConsultantJ. Hubbard, Leland-Powell Fasteners, Inc.J. Jennings, Contributing Member, Naval Surface Warfare CenterM. Keller, ConsultantW. H. Kopke, Consultant
v
J. F. Koehl, Contributing Member, Spirol International Corp.W. H. Kopke, ConsultantW. J. Lutkus, Emhart TeknologiesD. McCrindle, Canadian Fasteners InstituteM. D. Prasad, Contributing Member, Global M&F Solutions, Inc.S. Savoji, ITW MedalistW. Schevey, Contributing Member, BGM Fastener Co., Inc.Q. M. Smith, Oregon DOTW. R. Stevens, RamcoR. D. Strong, General Motors Corp.S. W. Vass, ConsultantC. B. Wackrow, Contributing Member, MNP Corp.W. K. Wilcox, ConsultantC. B. Williamson, Fastenal Co.C. J. Wilson, ConsultantR. B. Wright, Contributing Member, Wright Tool Co.J. G. Zeratsky, National Rivet and Manufacturing Co.
J. F. McCarrick, Defense Supply Center PhiladelphiaD. McCrindle, Canadian Fasteners InstituteR. B. Meade, Atrona Material Testing Laboratories, Inc.S. Savoji, ITW MedalistL. C. Schroeder, Kansas Department of TransportationR. M. Serabin, Freundlich Supply Co.D. F. Sharp, GMS Structural EngineersG. M. Simpson, Semblex Corp.W. R. Stevens, RamcoR. D. Strong, General Motors Corp.S. W. Vass, ConsultantC. B. Wackrow, MNP Corp.P. H. Werner, Safety Socket Screw Corp.W. K. Wilcox, ConsultantC. J. Wilson, Consultant
The Standard is downloaded from www.bzfxw.com Standard Sharing

CORRESPONDENCE WITH THE B18 COMMITTEE
General. ASME Standards are developed and maintained with the intent to represent theconsensus of concerned interests. As such, users of this Standard may interact with the Committeeby requesting interpretations, proposing revisions, and attending Committee meetings. Corre-spondence should be addressed to:
Secretary, B18 Standards CommitteeThe American Society of Mechanical EngineersThree Park AvenueNew York, NY 10016-5990
Proposing Revisions. Revisions are made periodically to the Standard to incorporate changesthat appear necessary or desirable, as demonstrated by the experience gained from the applicationof the Standard. Approved revisions will be published periodically.
The Committee welcomes proposals for revisions to this Standard. Such proposals should beas specific as possible, citing the paragraph number(s), the proposed wording, and a detaileddescription of the reasons for the proposal, including any pertinent documentation.
Proposing a Case. Cases may be issued for the purpose of providing alternative rules whenjustified, to permit early implementation of an approved revision when the need is urgent, or toprovide rules not covered by existing provisions. Cases are effective immediately upon ASMEapproval and shall be posted on the ASME Committee Web page.
Requests for Cases shall provide a Statement of Need and Background Information. The requestshould identify the standard, the paragraph, figure or table number(s), and be written as aQuestion and Reply in the same format as existing Cases. Requests for Cases should also indicatethe applicable edition(s) of the standard to which the proposed Case applies.
Interpretations. Upon request, the B18 Standards Committee will render an interpretation ofany requirement of the Standard. Interpretations can only be rendered in response to a writtenrequest sent to the Secretary of the B18 Standards Committee.
The request for an interpretation should be clear and unambiguous. It is further recommendedthat the inquirer submit his/her request in the following format:
Subject: Cite the applicable paragraph number(s) and the topic of the inquiry.Edition: Cite the applicable edition of the Standard for which the interpretation is
being requested.Question: Phrase the question as a request for an interpretation of a specific requirement
suitable for general understanding and use, not as a request for an approvalof a proprietary design or situation. The inquirer may also include any plansor drawings that are necessary to explain the question; however, they shouldnot contain proprietary names or information.
Requests that are not in this format may be rewritten in the appropriate format by the Committeeprior to being answered, which may inadvertently change the intent of the original request.
ASME procedures provide for reconsideration of any interpretation when or if additionalinformation that might affect an interpretation is available. Further, persons aggrieved by aninterpretation may appeal to the cognizant ASME Committee or Subcommittee. ASME does not“approve,” “certify,” “rate,” or “endorse” any item, construction, proprietary device, or activity.
Attending Committee Meetings. The B18 Standards Committee regularly holds meetings, whichare open to the public. Persons wishing to attend any meeting should contact the Secretary ofthe B18 Standards Committee.
vi

ASME B18.18.2-2009
INSPECTION AND QUALITY ASSURANCE FOR HIGH-VOLUMEMACHINE ASSEMBLY FASTENERS
1 GENERAL INFORMATION
1.1 Basic Plan Structure
This Standard outlines a Quality Assurance Plan forinternally and externally threaded fasteners and acces-sories or associated parts. Provisions are included forsampling plans, inspection frequencies, control proce-dures, and record keeping.
Included in this plan are fasteners such as those wherea more detailed inspection would enhance mass assem-bly operation. The quality assurance plan for these fas-teners relies primarily on increased final inspectionrather than on documented in-process control.
This Standard will be used in conjunction with otheraccepted standards for product, testing, gaging, andmaterial and, therefore, those provisions as well as pack-aging are not included herein.
1.2 Inspection Levels
The substantial difference in importance to the userof various characteristics and the dissimilar degrees ofcontrol in manufacture make impractical the subjectingof all characteristics to the same degree of inspection.Therefore, three inspection levels have been provided.
Any additional characteristics deemed applicable bythe user that do not appear in the plan shall be explicitlydesignated by the user, preferably on engineering draw-ings and related specifications by the appropriate codeletter at the time of ordering (see NonmandatoryAppendix B). To assist in arriving at the most appro-priate inspection level, Fig. A-1 included inNonmandatory Appendix A is recommended forguidance.
1.3 Measuring and Testing Equipment
All measuring and testing equipment shall be system-atically maintained and controlled as specified inISO 17025.
1.4 Basic Plan Outline
The basic plan outline as shown in Fig. 1 is includedto enhance understanding and use.
1
2 FASTENERS FOR HIGH-VOLUME MACHINEASSEMBLY APPLICATIONS
2.1 Scope
This Standard is an Acceptance Sampling Plan forhigh-volume machine assembly fasteners, accessories,and associated parts. It establishes specific inspectionfunctions that must be performed on the finished prod-uct or at the appropriate stage of manufacturing withthe objective of ensuring that the accepted product con-forms to all the requirements of engineering drawings,related standards, and/or specifications.
This plan does not necessitate in-process control; how-ever, the producer, at his discretion, may applyin-process control. Adherence to the requirements of thisplan does not release the contractor from the responsibil-ity of exercising due care in the production of all partsto the requirements established for all characteristicsshown on engineering drawings and relatedspecifications.
2.2 Applicable Characteristics
Unless designated characteristics are specifically spec-ified in the product standard, the applicable characteris-tics include all characteristics of a part that are describedby engineering drawings and related specifications.Three levels of inspection — A, B, and C — are providedin the plan. Alternate levels may be designated by theuser if required. Refer to Fig. A-1 in NonmandatoryAppendix A to establish alternate levels as required.Any additional characteristic(s) deemed applicable bythe user and not appearing in the general plan, or charac-teristics for which the user requires an inspection levelother than that designated in the plan, must be explicitlyrequested by the user and shown on drawings or specifi-cations by the appropriate code letter at the time ofordering (see Nonmandatory Appendix B).
2.3 Lot Definition
A lot is a quantity of product of one part number madefrom one heat of raw material by the same productionprocess and subsequently submitted for final inspectionat one time. In the case of fasteners assemblies, such asscrew and washer assemblies, the manufacturer shallmaintain lot traceability for all components.
The Standard is downloaded from www.bzfxw.com Standard Sharing

ASME B18.18.2-2009
Fig. 1 Basic Plan Outline
Fasteners for high-volumemachine assembly
Raw materialchecks and records for
each mill heat (batch cost,melt, etc.) used
In-process controland inspection
at producer’s discretion
Final inspection
Records of final inspectionmaintained for a minimum of
1 yr as objective evidenceof conformance
2
2.4 Records
The supplier shall maintain and provide the purchaserlogs and records of inspections and tests as required bythis plan if requested. Such records shall indicate thenature and number of observations made, the numberand type of deficiencies found, the quantities of materialor parts approved and rejected, and the nature of thecorrective action taken, as appropriate. Records shallalso include the disposition of rejected parts in accor-dance with para. 2.9 and shall be maintained for a mini-mum of 1 yr from the date of shipment of the parts.
2.5 Purchased Accessories and Parts
Accessories, services, and partially fabricated parts(e.g., washers, nuts, blanks, heat treating, plating, etc.)may be purchased by the prime contractor from subcon-tractors for use in the production of fasteners, providedthe following conditions and requirements are met:
(a) The prime contractor shall be responsible to theuser for the quality of the final product.
(b) The prime contractor shall be responsible for theimplementation of all requirements of this plan, includ-ing records.
(c) All lots that are heat treated and/or finished bya subcontractor and all lots that are processed by a sub-contractor following heat treatment and/or finishingoperations shall undergo final inspection by the subcon-tractor or the prime contractor.
2.6 Raw Material
2.6.1 General. Raw material (rod, wire, or bar) shallbe reviewed to determine that each coil or bundle hasa mill identification and that each heat (batch, melt, cast,etc.) is accompanied by a mill certification of analysisor the equivalent. The raw material or its accompanyingmill certification shall be inspected prior to release forfabrication to verify that it conforms to the materialrequirements specified.
2.6.2 General Quality. One fastener, taken at ran-dom from representative coils of rod or wire or frombundles of bars, shall be visually inspected to verify thegeneral quality of the raw material and its conditionfollowing the forming process. The part shall be exam-ined for evidence of pipe, cracks, seams, and other sur-face discontinuities according to applicablespecifications.
2.7 Final Inspection
Each lot of fasteners shall be subjected to a final inspec-tion. The final inspection is intended to verify lot identi-fication and to inspect designated characteristics forconformance to related standards, specifications, andengineering drawings. Final inspection of any character-istic may be conducted at any stage of manufacturing

ASME B18.18.2-2009
after which that characteristic will not be altered. Rec-ords of final inspection shall be maintained in accor-dance with para. 2.4. The dimensional final inspectionrequirements are given in Table 1. Sample sizes are thendetermined in accordance with Table 2. Chemical, physi-cal, and mechanical final inspection requirements arespecified in ASTM F 1470.
If a documented, verifiable, statistically basedin-process inspection system is used by the fastenermanufacturer, inspection sample sizes and reportingshall be in accordance with specified quality systemssuch as ASME, ASTM, or ISO.
2.8 Acceptance and Rejection
2.8.1 Basis of Rejection. Any coil of rod or wire orbundle of bars failing to meet the requirements ofpara. 2.6 shall be held for disposition.
2.8.2 Acceptance Criteria
2.8.2.1 Dimensional. If a single nonconformingcharacteristic is found in final inspection, the lot shallbe held for disposition in accordance with para. 2.9.
2.8.2.2 Chemical and Mechanical. Chemical,mechanical, and other physical requirements are to beaccepted per the requirements of ASTM F 1470.
2.8.3 Customer Inspection. If on receipt of the mate-rial the user discovers a single nonconforming part, hemay sample the lot for such nonconforming characteris-tic(s) in accordance with ASME B18.18.1.
2.9 Disposition of Nonconforming Materials or Parts
Records of disposition shall be maintained in accor-dance with para. 2.4.
2.9.1 Manufacturer’s Options. The manufacturerhas the choice of the following options in the dispositionof those materials or parts that have been found to con-tain discrepancies within his plant:
(a) They may be scrapped.
3
(b) They may be 100% sorted and all nonconformingparts removed.
(c) They may be reworked or reprocessed to correctthe nonconforming characteristic(s).
(d) The customer may be informed of the rejectableitems and his advice requested on their disposition.
If the customer considers that the degree to which thecharacteristic(s) deviates from specified requirementswill have no significant effect on the performance ofthe parts in their service application, the customer mayauthorize release of the parts or materials for completionof production or for shipment as applicable.
2.9.2 Customer’s Options. The customer shall estab-lish agreement with the manufacturer on one of thefollowing options for the disposition of those lots orparts that have been rejected after receipt from themanufacturer:
(a) They may be scrapped.(b) They may be 100% sorted and all nonconforming
parts removed.(c) They may be reworked or reprocessed to correct
the nonconforming characteristic(s).(d) If the customer considers that the degree to which
the characteristic(s) deviates from specified require-ments will have no significant effect on the performanceof the parts in their service application, the customermay authorize release of the parts or materials for useand advise the manufacturer.
(e) They all may be returned.
2.9.3 Reinspection. All pieces that have been sortedand/or reworked in accordance with para. 2.9.1 orpara. 2.9.2 shall be resubmitted for lot sampling andinspection in accordance with para. 2.7 for the character-istic(s) found nonconforming and all other characteris-tics that would be affected by the repair or reprocessingoperation(s). If no parts in the sample inspected arefound nonconforming, the material may reenter the pro-duction flow or may be approved for delivery or use asapplicable.
The Standard is downloaded from www.bzfxw.com Standard Sharing

ASME B18.18.2-2009
Table 1 Final Inspection — Machine Assembled and Other Special PurposeFasteners — Nondestructive Tests
Internally ExternallyInspection Threaded Threaded
Characteristic level Parts Parts
1 Body diameter C NA WA2 Length B NA WA3 Width across flats B WA WA4 Width across corners C WA WA
5 Head or nut thickness C WA WA6 Wrenching height B WA WA7 Angularity of bearing surface C WA WA8 Bearing surface diameter C WA WA
9 Head diameter C NA WA10 Flange diameter C WA WA11 Flange thickness C WA WA12 Recess penetration A NA WA
13 Paint diameter B NA WA14 Countersink diameter and depth C WA WA15 Thread acceptability [Note (1)] C WA WA16 Total thread length B NA WA
17 Grip length B NA WA18 Slot width A WA WA19 Slot depth A WA WA20 Slot alignments and location B WA NA
21 Diameter of undercut C NA WA22 Depth of undercut C NA WA23 Washer O.D. C WA WA24 Washer thickness C WA WA25 Visual inspection [Note (2)] A WA WA
GENERAL NOTES:(a) WA — when applicable; NA — not applicable.(b) Refer to para. 2.8.2 for acceptance criteria. Refer to Table 2 for sample size.
NOTES:(1) ANSI/ASME B1.3M or other applicable standards and at the appropriate inspection level (B or C).(2) Visual inspection for grade and source identification, presence of finish, duds, surface discontinu-
ities, head and/or flange eccentricity, flange flatness, radius under head, type of washer, presenceof locking feature, closeness of thread to head, and general workmanship.
4

ASME B18.18.2-2009
Table 2 Sample Size
Sample Size
Lot Size A B C
1 to 2 2 1 13 to 15 3 2 116 to 25 4 3 126 to 50 5 4 1
51 to 90 6 5 291 to 150 7 6 2151 to 280 10 7 2281 to 500 11 9 3
501 to 1,200 15 11 31,201 to 3,200 18 13 33,201 to 10,000 22 15 410,001 to 35,000 29 15 4
35,001 to 150,000 29 15 5150,001 to 500,000 29 15 6500,001 and over 29 15 7
GENERAL NOTES:(a) The acceptance number in all cases is zero defects.(b) Suppliers shall furnish certified test results from which the
shipping lots originated. If certified test reports are not avail-able, then the supplier must default to Sample Size C andconduct the test required.
5
The Standard is downloaded from www.bzfxw.com Standard Sharing

INTENTIONALLY LEFT BLANK
6

ASME B18.18.2-2009
NONMANDATORY APPENDIX AINSPECTION LEVEL DECISION
Fig. A-1 Inspection Level Decision
?
??
C
Yes
Inspection levels
No
Minor Major
Yes No
B A
Is characteristic classified as major or minor? (A major characteristic materially affects the useability of the product for its intended purpose; a minor characteristic does not.)
Is characteristic set by tooling or material (not subject to rapid change during production)?
7
The Standard is downloaded from www.bzfxw.com Standard Sharing
ASME B18.18.2-2009
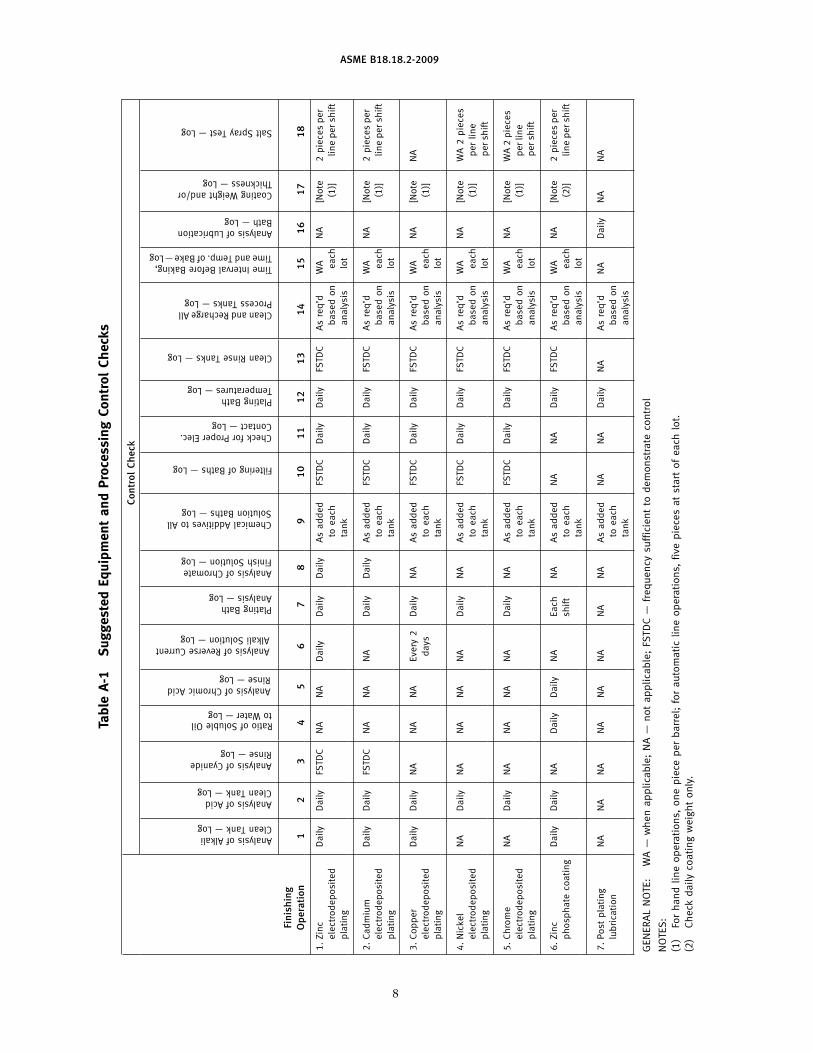
Tabl
eA
-1S
ugge
sted
Equi
pmen
tan
dPr
oces
sing
C ont
rol
Chec
ks
Con
trol
Ch
eck
Fini
shin
gO
per
atio
n1
23
45
67
89
10
11
12
13
14
15
16
17
18
1.
Zinc
elec
trod
epos
ited
pla
ting
Dai
lyD
aily
FSTD
CN
AN
AD
aily
Dai
lyD
aily
As
add
edto
each
tank
FSTD
CD
aily
Dai
lyFS
TDC
As
req
’db
ased
onan
alys
is
WA ea
chlo
t
NA
[Not
e(1
)]2
pie
ces
per
line
per
sh
ift
2.
Cad
miu
mel
ectr
odep
osit
edp
lati
ng
Dai
lyD
aily
FSTD
CN
AN
AN
AD
aily
Dai
lyA
sad
ded
toea
chta
nk
FSTD
CD
aily
Dai
lyFS
TDC
As
req
’db
ased
onan
alys
is
WA ea
chlo
t
NA
[Not
e(1
)]2
pie
ces
per
line
per
sh
ift
3.
Cop
per
elec
trod
epos
ited
pla
ting
Dai
lyD
aily
NA
NA
NA
Ever
y2
day
sD
aily
NA
As
add
edto
each
tank
FSTD
CD
aily
Dai
lyFS
TDC
As
req
’db
ased
onan
alys
is
WA ea
chlo
t
NA
[Not
e(1
)]N
A
4.
Nic
kel
elec
trod
epos
ited
pla
ting
NA
Dai
lyN
AN
AN
AN
AD
aily
NA
As
add
edto
each
tank
FSTD
CD
aily
Dai
lyFS
TDC
As
req
’db
ased
onan
alys
is
WA ea
chlo
t
NA
[Not
e(1
)]W
A2
pie
ces
per
line
per
sh
ift
5.
Ch
rom
eel
ectr
odep
osit
edp
lati
ng
NA
Dai
lyN
AN
AN
AN
AD
aily
NA
As
add
edto
each
tank
FSTD
CD
aily
Dai
lyFS
TDC
As
req
’db
ased
onan
alys
is
WA ea
chlo
t
NA
[Not
e(1
)]W
A 2
pie
ces
per
line
p
er s
hif
t
6.
Zinc
ph
osp
hat
eco
atin
gD
aily
Dai
lyN
AD
aily
Dai
lyN
AEa
chsh
ift
NA
As
add
edto
each
tank
NA
NA
Dai
lyFS
TDC
As
req
’db
ased
onan
alys
is
WA ea
chlo
t
NA
[Not
e(2
)]2
pie
ces
per
line
per
sh
ift
7.
Post
pla
ting
lub
rica
tion
NA
NA
NA
NA
NA
NA
NA
NA
As
add
edto
each
tank
NA
NA
Dai
lyN
AA
sre
q’d
bas
edon
anal
ysis
NA
Dai
lyN
AN
A
AnalysisofAlkaliCleanTank—Log
AnalysisofAcidCleanTank—Log
AnalysisofCyanideRinse—Log
toWater—Log
AnalysisofChromicAcidRinse—Log
AnalysisofReverseCurrentAlkaliSolution—Log
PlatingBathAnalysis—Log
AnalysisofChromateFinishSolution—Log
ChemicalAdditivestoAllSolutionBaths—Log
FilteringofBaths—Log
CheckforProperElec.Contact—Log
PlatingBathTemperatures—Log
CleanRinseTanks—Log
Clean and Recharge AllProcessTanks—Log
TimeIntervalBeforeBaking,Time and Temp. of Bake — Log
AnalysisofLubricationBath—Log
CoatingWeightand/orThickness—Log
SaltSprayTest—Log
RatioofSolubleOil
GEN
ERA
LN
OTE
:W
A—
wh
enap
plic
able
;N
A—
not
app
licab
le;
FSTD
C—
freq
uenc
ysu
ffic
ient
tod
emon
stra
teco
ntro
l
NO
TES
:(1
)Fo
rha
ndlin
eop
erat
ions
,on
ep
iece
per
bar
rel;
for
auto
mat
iclin
eop
erat
ions
,fi
vep
iece
sat
star
tof
each
lot.
(2)
Ch
eck
dai
lyco
atin
gw
eigh
ton
ly.
8

ASME B18.18.2-2009
NONMANDATORY APPENDIX BORDERING INFORMATION
B-1 SPECIFICATIONS
When ordering, specify(a) number and title of document (e.g., ASME B18.18.2, Inspection and Quality Assurance for High-Volume
Machine Assembly Fasteners)(b) exceptions (e.g., thread acceptability shall be based on the thread acceptability paragraph in ASME B1.3 with
an A inspection level)
9
The Standard is downloaded from www.bzfxw.com Standard Sharing

ASME Services
ASME is committed to developing and delivering technical information. At ASME’s Information Central, we make every effort to answer yourquestions and expedite your orders. Our representatives are ready to assist you in the following areas:
ASME Press Member Services & Benefits Public InformationCodes & Standards Other ASME Programs Self-Study CoursesCredit Card Orders Payment Inquiries Shipping InformationIMechE Publications Professional Development Subscriptions/Journals/MagazinesMeetings & Conferences Short Courses Symposia VolumesMember Dues Status Publications Technical Papers
How can you reach us? It’s easier than ever!
There are four options for making inquiries* or placing orders. Simply mail, phone, fax, or E-mail us and an Information Central representativewill handle your request.
Mail Call Toll Free Fax—24 hours E-Mail—24 hoursASME US & Canada: 800-THE-ASME 973-882-1717 [email protected] Law Drive, Box 2900 (800-843-2763) 973-882-5155Fairfield, New Jersey Mexico: 95-800-THE-ASME07007-2900 (95-800-843-2763)
Universal: 973-882-1167
* Information Central staff are not permitted to answer inquiries about the technical content of this code or standard. Information as towhether or not technical inquiries are issued to this code or standard is shown on the copyright page. All technical inquiries must besubmitted in writing to the staff secretary. Additional procedures for inquiries may be listed within.

M12609
ASME B18.18.2-2009
The Standard is downloaded from www.bzfxw.com Standard Sharing