tätigkeitsbericht zum f+e-projekt 'wirksamkeit eines
TRANSCRIPT
Schlussbericht Zuwendungsempfänger: Hochschule Ostwestfalen-Lippe Liebigstraße 87 32657 Lemgo
Förderkennzeichen: 02WA0992
Vorhabensbezeichnung des Verbundprojektes:
Reinigung von Tapiokaabwasser und nachhaltiges Gewässerschutzmanagement in der Hauptwirtschaftszone
in Südvietnam
Laufzeit des Vorhabens: 01.03.2009 – 31.10.2012 Berichtszeitraum: 01.03.2009 – 31.10.2012
Prof. Dr. Joachim Fettig
Dipl.-Ing. Volker Pick
Hochschule Ostwestfalen-Lippe
FB Umweltingenieurwesen und Angewandte Informatik
FG Wassertechnologie
Höxter, 29. April 2013

Danksagung
Das diesem Bericht zugrunde liegende Vorhaben wurde mit Mitteln des Bundes-ministeriums für Bildung und Forschung unter dem Förderkennzeichen 02WA0992 gefördert. Dafür möchte sich die Hochschule Ostwestfalen-Lippe ausdrücklich bedanken. Die Verantwortung für den Inhalt dieser Veröffentlichung liegt bei den Autoren.

Inhaltsverzeichnis
Kurzdarstellung
1 Aufgabenstellung ......................................................................................................1
2 Voraussetzungen, unter denen das Vorhaben durchgeführt wurde .....................1
3 Planung und Ablauf des Verfahrens ........................................................................3
4 Wissenschaftlicher und technischer Stand, an den angeknüpft wurde ...............5
5 Zusammenarbeit mit anderen Stellen ......................................................................6
Ausführliche Darstellung
6 Motivation – Ausgangssituation...............................................................................7
7 Kennzahlen, Produktionsprozess und Abwasserzusammensetzung...................8 7.1 Kennzahlen..................................................................................................................... 8 7.2 Produktionsprozess ........................................................................................................ 8 7.3 Abwasserzusammensetzung.......................................................................................... 9
8 Stand der Abwasserbehandlungsverfahren in Vietnam.......................................10
9 Beschreibung des Abwasserbehandlungskonzeptes und der Pilotanlage........12
10 Standort der Pilotanlage .........................................................................................18
11 Rechtliche Rahmenbedingungen ...........................................................................19
12 Methodik ...................................................................................................................20 12.1 Analytik ......................................................................................................................... 20
12.1.1 Vorort-Analytik.............................................................................................................. 20 12.1.2 Externe Analytik ........................................................................................................... 21
12.2 Datenerfassung und -auswertung................................................................................. 24 12.3 Versuchszeitraum und Betriebsphasen ........................................................................ 24
12.3.1 Versuchszeitraum......................................................................................................... 24 12.3.2 Betriebsphasen ............................................................................................................ 26
13 Ergebnisse und Diskussion....................................................................................27 13.1 Behandlungsstraße 1.................................................................................................... 27
13.1.1 Allgemeine Parameter (Temperatur, pH-Wert, Leitfähigkeit, Abfiltrierbare Stoffe)...... 27 13.1.2 Chemischer Sauerstoffbedarf (CSB, COD) in der homogenisierten Probe ................. 32 13.1.3 Biochemischer Sauerstoffbedarf (BSB5, BOD5)........................................................... 36 13.1.4 Gesamter Kjeldahl-Stickstoff (TKN) ............................................................................. 36 13.1.5 Stickstoffbilanzen ......................................................................................................... 37 13.1.6 Gesamtphosphor.......................................................................................................... 38 13.1.7 Cyanide ........................................................................................................................ 39 13.1.8 Biogasausbeuten.......................................................................................................... 43 13.1.9 Sonderuntersuchungen Behandlungsstraße 1, Stresstests ........................................ 44 13.1.10 Energetische Betrachtungen und Nachhaltigkeit des Verfahrenskonzeptes............... 53
13.2 Behandlungsstraße 2.................................................................................................... 56

13.2.1 Volumenstrom und Abwasserherkunft ......................................................................... 56 13.2.2 Allgemeine Parameter (Temperatur, pH-Wert, Leitfähigkeit, Abfiltrierbare Stoffe)...... 56 13.2.3 Chemischer Sauerstoffbedarf (CSB, COD) in der homogenisierten Probe ................. 59 13.2.4 Biochemischer Sauerstoffbedarf (BSB5, BOD5)........................................................... 62 13.2.5 Gesamter Kjeldahl-Stickstoff (TKN) ............................................................................. 62 13.2.6 Stickstoffbilanzen ......................................................................................................... 63 13.2.7 Gesamtphosphor.......................................................................................................... 64 13.2.8 Cyanide ........................................................................................................................ 65
14 Zahlenmäßiger Nachweis........................................................................................67
15 Notwendigkeit der geleisteten Arbeit und Verwertbarkeit der Ergebnisse.........68 15.1 Beurteilung der Ergebnisse im Hinblick auf die Vorhabensziele................................... 68 15.2 Voraussichtlicher Nutzen .............................................................................................. 69
16 Fortschritt auf dem Gebiet des Vorhabens bei anderen Stellen..........................69
17 Gesamtliste der Veröffentlichungen und Vorträge ...............................................70 17.1 Vorträge ........................................................................................................................ 70 17.2 Veröffentlichungen........................................................................................................ 71
18 Literatur ....................................................................................................................72
Anhang 1 Berichtsblatt..............................................................................................73
Anhang 2 Document control sheet...........................................................................75

Abbildungsverzeichnis
Abbildung 1:
Schematische Darstellung der Abwasserreinigung mittels Stabilisierungsteichen (Phuoc, 2007)
Abbildung 2: Entwicklung der Maniokproduktion in Vietnam im Zeitraum 2000 – 2011 (Koichi Kato, 2007; Hoang Kim et al., 2013)
Abbildung 3: Kennzahlen für die Herstellung von einer Tonne Tapioka-Stärke (Mai, 2006)
Abbildung 4: Schematische Darstellung des Produktionsprozesses zur Herstellung von Tapioka-Stärke bei der Firma Thanh Vinh
Abbildung 5: Schematische Darstellung der Abwasserreinigung mittels eingebundener Anaerobstufe (UASB-Reaktor), nach Mai (2006)
Abbildung 6: Schematische Darstellung des Abwasserbehandlungskonzeptes
Abbildung 7: Anlagenkomponenten der Straße 1 mit Angabe der wesentlichen Betriebsparameter
Abbildung 8: Anlagenkomponenten der Straße 2 bei Beschickung mit Abwasser aus der Flotationsstufe mit Angabe der wesentlichen Betriebsparameter
Abbildung 9: Anlagenkomponenten der Straße 2 bei Beschickung mit Rohabwasser mit Angabe der wesentlichen Betriebsparameter
Abbildung 10: Blick auf die beiden Container mit Anlagentechnik; im Hintergrund ist der EGSB-Reaktor zu erkennen
Abbildung 11: Blick in den Container mit Neutralisationsstufe und Flotation (im Hintergrund)
Abbildung 12: EGSB-Reaktor mit Vorversäuerungsstufe (rechts) und Konditionierung (links, schlanker Behälter)
Abbildung 13: Blick auf den Vertikalbodenfilter OKA1 in Richtung Produktionsbetrieb
Abbildung 14: Vertikalbodenfilter OKA 2
Abbildung 15: Vertikalbodenfilter OKA 3; im Hintergrund ist ein Teil des abgedeckten Anaerobteiches der Firma Thanh Vinh zu erkennen
Abbildung 16: Standort der Pilotanlage bei der Firma Thanh Vinh in der Provinz Tay Ninh
Abbildung 17: Laborbereich für die Vorort-Messungen in Tay Ninh
Abbildung 18: Darstellung der an den jeweiligen Probenahmepunkten gemessenen Parameter, getrennt nach Vorort-Messung und externer Analytik durch das IER
Abbildung 19: Darstellung des Zeitverlaufes des Betriebs der Pilotanlage
Abbildung 20: Statistische Auswertung des Parameters Temperatur in den einzelnen Anlagenteilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum
Abbildung 21: Statistische Auswertung des Parameters pH-Wert in den einzelnen Anlagenteilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum
Abbildung 22: Statistische Auswertung des Parameters Leitfähigkeit in den einzelnen Anlagenteilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum
Abbildung 23: Statistische Auswertung des Parameters Abfiltrierbare Stoffe in den einzelnen Anlagenteilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum
Abbildung 24: Zeitlicher Verlauf des Parameters CCSB, gesamt in der Behandlungsstraße 1 während der gesamten Betriebsdauer der Versuchsanlage
Abbildung 25: Mittelwerte des Parameters CCSB, gesamt in der Behandlungsstraße 1 während der Betriebsphasen III - IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
Abbildung 26: Durchschnittliche Eliminationsraten des CSBgesamt, bezogen auf die Konzentration des Rohabwassers, innerhalb der Betriebsphasen III – IX in den Anlagenteilen Flotation (grün), UASB (blau), OKA 1 (gold) sowie Angabe der gesamten Eliminationsrate über alle Behandlungsstufen (orange)

Abbildung 27: Zeitlicher Verlauf der Raumbelastung (kg CSB/(m3 * d) des Anaerobreaktors während des
gesamten Versuchszeitraumes
Abbildung 28: Raumbelastung (kg CSB/(m3 * d) des Anaerobreaktors während der einzelnen Betriebsphasen
Abbildung 29: Spezifischer CSB-Abbau (kg CSB/(m3 * d) des Anaerobreaktors als Funktion der Raumbelastung; Auswertungszeitraum 01.03.2010 – 30.09.2012
Abbildung 30: Mittelwerte des Parameters CBSB5 in der Behandlungsstraße 1 während der Betriebsphasen IV - IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
Abbildung 31: Mittelwerte des Parameters TKN in der Behandlungsstraße 1 während der Betriebsphasen III - IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
Abbildung 32: Stickstoffbilanzen für die Betriebsphasen VII – IX; Verteilung der Stickstoffspezies innerhalb der einzelnen Anlagenstufen in der Behandlungsstraße 1
Abbildung 33: Mittelwerte des Parameters Gesamtphosphor in der Behandlungsstraße 1 während der Betriebsphasen III – IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
Abbildung 34: Mittelwerte des Parameters Gesamtcyanid in der Behandlungsstraße 1 während der Betriebsphasen III – IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB, Messungen durch das Labor des IER
Abbildung 35: Feststoffanteil in Proben aus dem Ablauf der Flotationsstufe; links ohne, rechts mit Einsatz eines Flockungs- / Flockungshilfsmittels
Abbildung 36: Zeitlicher Verlauf der pH-Werte in der Vorversäuerungsstufe und im EGSB-Reaktor, des CSB-Wertes und der organischen Säuren (VFA) im Ablauf des Anaerobreaktors sowie des Volumenstromes der Speisepumpe während des Stresstests
Abbildung 37: Zeitlicher Verlauf des eingestellten sowie des tatsächlichen Zulaufvolumen-stroms und der spezifischen Gasproduktion während des Stresstests II
Abbildung 38: Zeitlicher Verlauf des eingestellten Zulaufvolumenstroms sowie der CSB- und der VFA-Konzentrationen während des Stresstests II
Abbildung 39: Spezifische Gasproduktion in Abhängigkeit des Zulaufvolumenstroms als Funktion der Zeit während des Stresstests II; Mittelwerte mehrerer Einzelablesungen für den jeweils eingestellten Volumenstrom (Betriebspunkt)
Abbildung 40: Blick in den Pumpensumpf (Ablauf) des EGSB-Reaktors; linke Aufnahme vom 22.11.2011 (Qzu = 450 l/h), rechte Aufnahme vom 13.03.2012 (Qzu = 700 l/h)
Abbildung 41: Blick in den Pumpensumpf (Ablauf) des EGSB-Reaktors; Aufnahme vom 15.03.2012 (Qzu = 900 l/h) vor Beendigung des Stresstests
Abbildung 42: Photodokumentation des Anaerobschlammes; links Aufnahme einer Schlamm-probe vom 30.03.2010 aus dem unteren Bereich des Anaerobreaktors, rechts Aufnahme vom 15.10.2012 vor Abstellung der Pilotanlage aus dem unteren (linker Imhofftrichter) und dem mittleren Horizont (rechter Imhofftrichter)
Abbildung 43: Zulaufvolumenstrom und Abwasserherkunft zur Beschickung der Behandlungs-straße 2 als Funktion der Zeit
Abbildung 44: Statistische Auswertung des Parameters Temperatur in den einzelnen Anlagenteilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
Abbildung 45: Statistische Auswertung des Parameters pH-Wert in den einzelnen Anlagenteilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
Abbildung 46: Statistische Auswertung des Parameters Leitfähigkeit in den einzelnen Anlagenteilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
Abbildung 47: Statistische Auswertung des Parameters Abfiltrierbare Stoffe in den einzelnen Anlagenteilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
Abbildung 48: Zeitlicher Verlauf des Parameters CCSB, gesamt in der Behandlungsstraße 2 während der gesamten Betriebsdauer der Versuchsanlage

Abbildung 49: Mittelwerte des Parameters CCSB, gesamt in der Behandlungsstraße 2 während der
Betriebsphasen IV - IX; Anzahl der Messwerte n bezieht sich auf Ablauf OKA 3
Abbildung 50: Durchschnittliche Eliminationsraten des CSBgesamt, bezogen auf die Konzentration des Rohabwassers, innerhalb der Betriebsphasen III - VII in den Anlagenteilen Flotation (grün), OKA 2 (blau), OKA 3 (gold) sowie gesamte Eliminationsrate über alle Behandlungsstufen (orange)
Abbildung 51: Mittelwerte des Parameters CBSB5 in der Behandlungsstraße 2 während der Betriebsphasen IV - IX; Anzahl der Messwerte n bezieht sich auf Ablauf OKA3
Abbildung 52: Mittelwerte des Parameters TKN in der Behandlungsstraße 2 während der Betriebsphasen IV - IX; Anzahl der Messwerte n bezogen auf Ablauf OKA 3
Abbildung 53: Stickstoffbilanzen für die Betriebsphasen VII – IX; Verteilung der Stickstoffspezies innerhalb der einzelnen Anlagenstufen in der Behandlungsstraße 2; Beschickung mit Rohabwasser in den Betriebsphasen VIII und IX
Abbildung 54: Mittelwerte des Parameters Gesamtphosphor in der Behandlungsstraße 2 während der Betriebsphasen IV – IX; Anzahl der Messwerte n bezieht sich auf Ablauf OKA 3
Abbildung 55: Mittelwerte des Parameters Gesamtcyanid in der Behandlungsstraße 2 während der Betriebsphasen IV – IX; Anzahl der Messwerte n bezieht sich auf Ablauf Flotation, Messungen durch das Labor des IER
Tabellenverzeichnis
Tabelle 1:
Mittlere Abwasserzusammensetzung der Firma Thanh Vinh im Zeitraum 01.01.2010 – 30.09.2012 im Vergleich zu Daten von Mai (2006)
Tabelle 2: Grenzwerte gemäß TCVN 5945-2005, Klasse B (Auswahl)
Tabelle 3: Übersicht über die vor Ort gemessenen Parameter
Tabelle 4: Übersicht über die durch das IER gemessenen Parameter
Tabelle 5: Übersicht über die durch das externe Labor in Deutschland gemessenen Parameter
Tabelle 6: Liste der aufgezeichneten und in der Datenbank gespeicherten Daten
Tabelle 7: Festgelegte Betriebsphasen der Pilotanlage
Tabelle 8: Ergebnisse zur Untersuchung des Einflusses einer längeren Probenlagerung auf die Cyanidbestimmungen; Messungen durch WESSLING Laboratorien
Tabelle 9: Ergebnisse zur Untersuchung der Konzentrationen an Thiocyanat; Vergleich der in Eigenanalytik ermittelten Werte mit denen des Laboratoriums WESSLING
Tabelle 10: Ergebnisse der Messungen zur Bestimmung der Cyanidkonzentrationen in ausgewählten Abwasserproben; Messungen durch WESSLING Laboratorien
Tabelle 11: Spezifische Biogasausbeuten während unterschiedlicher Betriebsphasen der Pilotanlage; Konzentrationsangaben CSB = frachtgewichtete Mittelwerte
Tabelle 12: Mittlere Trockensubstanzgehalte des Schlamms in den unterschiedlichen Horizonten des Anaerobreaktors im Zeitraum November 2011 – März 2012
Tabelle 13: Gegenüberstellung der Vor- und Nachteile von drei Verfahrenskombinationen zur Behandlung von Stärkeabwasser aus Maniok
Tabelle 14: Ergebnisse der Messungen zur Bestimmung der Cyanidkonzentration in ausgewählten Abwasserproben; Messungen durch WESSLING Laboratorien

Seite 1 von 76
1 Aufgabenstellung Im Rahmen des Verbundprojektes „Reinigung von Tapiokaabwasser und nachhaltiges Gewässerschutzmanagement in der Hauptwirtschaftszone in Südvietnam“ sollten Verfahren zur Verbesserung der Qualität von Oberflächenwässern in tropischen und subtropischen Regionen (Entwicklungs- und Schwellenländern) entwickelt werden. In einem experimentellen Teilprojekt war die Eignung eines innovativen Reinigungs-konzeptes zur Behandlung von hoch konzentriertem Abwasser aus der Herstellung von Tapioka-Stärke zu untersuchen und seine betriebliche Umsetzung zu optimieren. Die hierbei gewonnenen Daten sind in den modelltechnischen Teil des Verbundvorhabens eingeflossen, der als Zielsetzung die Entwicklung eines Managementsystems für tropische Fließgewässer hatte. Im vorliegenden Berichtsteil werden die Ergebnisse des experimentellen Teilprojektes präsentiert.
2 Voraussetzungen, unter denen das Vorhaben durchgeführt wurde Die planerische und praktische Realisierung des Vorhabens erfolgte, aufbauend auf den Ergebnissen eines im Zeitraum Dezember 2006 bis März 2008 durchgeführten Vorprojektes (BMBF-Förderkennzeichen 02WT0840), im Gebiet der Provinz Tây Ninh nord-westlich von Ho Chi Minh City. Die Recherchen, Datenerhebungen und Analysen vor Ort sowie die dabei geknüpften Fachkontakte dienten der Präzisierung der Aufgabenstellung und dem daraus abgeleiteten Arbeitsplan. So stellte sich als eine der Hauptverschmutzungsquellen der Oberflächengewässer das mit organischen Inhaltsstoffen stark belastete Abwasser aus der Produktion von Tapioka-Stärke heraus. Die Ableitung in die Vorfluter erfolgt häufig ohne eine ausreichende Vorreinigung in den Betrieben und führt zu einer erheblichen Gewässerbelastung mit organischen Stoffen und Cyaniden. In Kooperation mit den vietnamesischen und den deutschen Partnern wurde ein innovatives Konzept zur Abwasserbehandlung erarbeitet, welches im Rahmen des experimentellen Teilprojektes während eines dreijährigen Betriebszeitraumes angewandt und sukzessive optimiert worden ist. Die Betreuung erfolgte durch die Hochschule Ostwestfalen-Lippe. Das Verbundprojekt wurde mit den folgenden Kooperationspartnern durchgeführt:

Seite 2 von 76
Leichtweiß-Institut für Wasserbau der Technischen Universität Braunschweig (Prof. Dr.-Ing. Günter Meon)
o Gesamtprojektleitung und -koordination
o Aufbau eines numerischen Systems zur Simulation des Wasserhaushaltes, des Schmutzwassereintrages in Gewässer und der Wasserqualität in Gewässernetzen unter Berücksichtigung der Ergebnisse aus dem experimentellen Teilprojekt zur Abwasserreinigung
Hochschule Ostwestfalen-Lippe (Fachgebiet Wassertechnologie), Höxter (Prof. Dr.-Ing. Joachim Fettig)
o Auswahl, Installation, Betreuung und Optimierung der chemisch-physikalischen Verfahrenskomponenten der Pilotanlage
o Auswertung der Betriebsdaten und Aufbereitung der Ergebnisse für das numerische Gewässergütemodell
Ingenieurbüro Blumberg, Bovenden
o Auswahl, Installation, Betreuung und Optimierung der ökotechnischen Verfahrenskomponenten der Pilotanlage
o Bauleitung der ökotechnischen Anlagen vor Ort
Firma Hager+Elsässer, Stuttgart
o Herstellung, Inbetriebnahme und Optimierung der Anaerobstufe (EGSB-Reaktor)
Firma enviplan, Lichtenau
o Herstellung, Inbetriebnahme und Optimierung der Flotationsstufe
Institute for Environment and Resources (IER), National University of Ho Chi Minh City, Vietnam (Prof. Dr. Nguyen Van Phuoc)
o Projektkoordination der vietnamesischen Partner
o Datensammlung für die Modellierung einschließlich Abwasserkataster des Saigon-Flussgebietes
o Datenmonitoring am Tay Ninh Kanal in Kooperation mit dem LWI
o Analytik der Wasserqualitätsdaten im Labor des IER
o Betreuung der Pilotanlage vor Ort
Seite 3 von 76
3 Planung und Ablauf des Verfahrens Die einzelnen Bearbeitungsschritte innerhalb des Teilprojektes sind nachfolgend stichwortartig zusammengestellt:
Planungs-, Beschaffungs- und Versandphase der Anlagen- und Labortechnik im Zeitraum März – Oktober 2009
o Planung und Beschaffung der Anlagenkomponenten der Neutralisations-stufe, der Stromverteilung und der Steuerungstechnik
o Aufbau und Testbetrieb der Anlagenkomponenten im Wasserbaulabor der Hochschule Ostwestfalen-Lippe
o Festlegung des Bedarfes für die Vorort-Analytik und Beschaffung der Laboreinrichtung und der benötigten Analysensets
o Transport sämtlicher Anlagenkomponenten, Laborgeräte, Analysensets und weiterer für den Anlagenbetrieb erforderlichen Materialien zum Verpacken für den Überseetransport bei der Firma enviplan
o Überwachung der Verpackung und Erstellung der Collielisten für den Seetranport
o Versand der Container nach Tay Ninh / Vietnam (24.08. – 30.10.2009)
Aufbau und Inbetriebnahme der Pilotanlage in Vietnam im Zeitraum November und Dezember 2009
o Aufbau der Anlagentechnik (07.11. – 13.11.2009)
o Laufende Anpassung / Optimierung der Anlagentechnik an die gegenüber dem Zeitpunkt der Antragstellung geänderten Randbedingungen der Tapioka-Produktion am Standort der Pilotanlage, die sich wesentlich auf die physikalisch / chemische Beschaffenheit des zu behandelnden Abwassers ausgewirkt haben
o Beschaffung des Anaerobschlamms für die Erstbefüllung des EGSB-Reaktors bei der Firma Tiger Beer in Ho Chi Minh City
o Inbetriebnahme der Pilotanlage und Einstellung der Betriebspunkte innerhalb der einzelnen Behandlungsstufen
o Einrichtung des Labors und Durchführung begleitender Analytik vor Ort
o Einarbeitung des zuständigen vietnamesischen Anlagenbetreuers für die Übernahme des Betriebs während der Abwesenheit der deutschen Projektpartner

Seite 4 von 76
Betrieb der Anlage mit Optimierungen im Zeitraum Januar 2010 – September 2012
o Adaption und Aufbau der Biomasse im Anaerobreaktor durch langsame Steigerung des Abwasserzuflusses unter anfänglicher Dosierung von Eisen-II-chlorid und Calciumchlorid mit begleitender Analytik vor Ort und beim Partnerinstitut IER
o Installation eines zweiten und dritten Pufferbehälters zur weitergehenden Vorversäuerung und Verbesserung der Feststoffabscheidung
o Durchführung von Untersuchungen zur Optimierung der Feststoff-abscheidung in der Flotationsstufe
o Durchführung eines Betriebsversuches zur Optimierung der Feststoff-abscheidung mit der Firma Nalco Vietnam
o Bau und Fertigstellung der ökotechnischen Anlagenkomponenten (Vertikalbodenfilter) im Zeitraum März – November 2010
o Anschluss und Inbetriebnahme der ökotechnischen Komponenten
o Teilnahme an mehreren Arbeitstreffen
Während der Projektlaufzeit wurde durch den Projektträger der ursprünglich bewilligte Zeitraum 01.03.2009 bis 29.02.2012 auf Antrag bis zum 31.08.2012 verlängert, um weitergehende Untersuchungen zu ermöglichen. Es folgte eine weitere, kostenneutrale Verlängerung bis zum 31.10.2012, um eine verlängerte Präsenz der Pilotanlage für interessierte potentielle Kunden vor dem Rückbau vor Ort gewährleisten zu können.

Seite 5 von 76
4 Wissenschaftlicher und technischer Stand, an den angeknüpft wurde
Die aus der Verarbeitung von Maniok zu Stärkepulver resultierenden Umweltprobleme in Vietnam basieren maßgeblich auf einer nicht oder nur unzureichenden Behandlung des anfallenden, hoch belasteten Abwassers. Dies führt einerseits zu sauerstoffzehrenden Prozessen in den Oberflächengewässern und andererseits zu akuten toxischen Auswirkungen auf aquatischen Organismen aufgrund des im Abwasser enthaltenen Cyanids, welches aus den Cyanoglykosiden der Maniokplanzen stammt. Bei der Produktion von 1 Tonne Tapioka-Stärke fallen rund 15 m³ hochbelasteten Abwassers an. Untersuchungen von Mai (2006) haben gezeigt, dass fast alle Familienbetriebe in der Provinz Dong Nai und in Ho Chi Minh City ihr Tapioka-Abwasser ohne Reinigung in die Kanäle oder Flüsse abgeben. Wenige mittlere bis große Betriebe, die über ausreichend Land verfügen, haben unbelüftete Teiche (stabilization ponds) für die Abwasser-behandlung angelegt. Diese Anlagen bestehen aus anaeroben Teichen, fakultativen Teichen und Nachklärteichen, wie Abbildung 1 veranschaulicht. Messungen von Mai (2006) im Ablauf ausgewählter Teichsysteme haben die Unzulänglichkeit dieser Art der Abwasserbehandlung aufgezeigt.
Abbildung 1: Schematische Darstellung der Abwasserreinigung mittels Stabilisierungsteichen
(Phuoc, 2007)

Seite 6 von 76
Besser geeignete Verfahren durch die Anwendung fortschrittlicher Technologien, wie z.B. der Einbindung einer Anaerobstufe (UASB-Reaktor = Upflow Anaerobic Sludge Blanket Reactor), die aus anderen asiatischen Ländern bekannt sind (Annachhatre und Amatya, 2000; Bal und Dhagat, 2001; Rajesh Banu, Kaliappan und Beck, 2006), werden nur von wenigen großen Betrieben in Vietnam angewandt. Derartige Reinigungsanlagen sind meist dann gebaut worden, wenn zur Finanzierung Emissionszertifikate für Firmen in Japan oder Europa gemäß der UN-Klimaschutz-konvention genutzt werden konnten. Diese so genannten CDM-Projekte waren in Vietnam im Zeitraum 2008 – 2012 möglich. Doch auch mit solchen Anlagen werden die relativ strengen vietnamesischen Grenzwerte nicht eingehalten, da die Verfahren nicht optimal an die Abwassersituation angepasst sind (Mai, 2006). So lassen sich beispielsweise häufig Probleme durch Verschlammung aufgrund der relativ hohen Feststoffgehalte beobachten.
5 Zusammenarbeit mit anderen Stellen Bei Fragen zur Anaerobtechnik konnte auf fachliche Unterstützung durch das Labor für Siedlungswasserwirtschaft der Hochschule Ostwestfalen-Lippe (Prof. Dr. U. Austermann-Haun) zurückgegriffen werden. Während der Projektlaufzeit gab es eine enge Zusammenarbeit mit den beteiligten Industriepartnern und dem Institute for Environment and Resources (IER) in Ho Chi Minh City.

Seite 7 von 76
6 Motivation – Ausgangssituation Der Anbau von Maniok – auch als Cassava oder Tapioka bezeichnet – und dessen Verarbeitung zu getrockneten Chips, Stärke und Bioethanol stellt mittlerweile in Vietnam einen bedeutenden Wirtschaftsfaktor dar, der kapazitativ im Agrarbereich nur vom Reisanbau übertroffen wird. Alleine im Zeitraum 2000 – 2008 hat sich die Produktions-kapazität von 2,0 Mio. auf 9,4 Mio. Tonnen Maniok pro Jahr nahezu verfünffacht (Abbildung 2). Dies wurde durch eine Vergrößerung der Anbaufläche einhergehend mit einer erheblichen Steigerung des spezifischen Ernteertrags (in t Maniok / ha) unter anderem durch den Einsatz neuer Sorten erreicht. In 2011 betrug die Ernte an Maniok 9,9 Mio. t (Kim et al., 2013). Die landesweite Produktionskapazität an Tapioka-Stärke betrug 2009 rund 800.000 – 1.200.000 Tonnen. Bei einem Bedarf von 3 – 4 Tonnen Maniokwurzeln für die Produktion von einer Tonne Stärke wurden also hierfür ca. 40 – 50% der land-wirtschaftlich angebauten Menge verwendet. Für das Jahr 2011 wird die Anzahl der großen Betriebe, die Stärke produzieren, mit 68 beziffert. Zum Vergleich: Zum Zeitpunkt der Antragstellung für das F+E Vorhaben im Jahr 2008 wurde von insgesamt 52 großen und etwa 4.000 kleinen und mittleren Betrieben berichtet (Mai, 2006). Die gesamte Verarbeitungskapazität an Maniokwurzeln für die Stärkeproduktion ist zwischenzeitlich auf ca. 8,8 Mio. t mit einer resultierenden Stärkemenge von 2,4 Mio. t gestiegen (Kim et al., 2013). Daneben erfolgt in insgesamt 13 Betrieben eine Produktion von Bioethanol. Aus ca. 6,5 Mio. t Maniokwurzeln werden hierbei ca. 1,1 Mio. Liter Ethanol gewonnen (Kim et al., 2013). Insgesamt werden gemäß der ausgewerteten Daten in Vietnam mehr Maniok-wurzeln verarbeitet als aus dem Anbau im eigenen Land verfügbar sind. Ein Großteil der Differenz wird über den Import aus angrenzenden Ländern, wie z.B. Kambodscha, abgedeckt.
0
2
4
6
8
10
12
2000 2002 2004 2006 2008 2010 2012
Jahr
Daten Hoang Kim (2010 / 2013)
Daten Koichi Kato (2007)
Maniokproduktion (Mio t/a)
Abbildung 2: Entwicklung der Maniokproduktion in Vietnam im Zeitraum 2000 – 2011
(Koichi Kato, 2007; Hoang Kim et al., 2013) Im Rahmen des Projektes sollte durch die Entwicklung einer geeigneten Verfahrens-kombination neben der sicheren und effizienten Reinigung des Abwassers aus der Stärkeproduktion auch eine Reduktion der Emissionen des klimaschädlichen Gases Methan erreicht werden. Im Erfolgsfall würde daher eine technische Umsetzung des Konzeptes mit Wasser und Luft zwei Umweltkompartimente erheblich entlasten können.

Seite 8 von 76
7 Kennzahlen, Produktionsprozess und Abwasserzusammensetzung
7.1 Kennzahlen In Abbildung 3 sind die Kennzahlen für die Herstellung von einer Tonne Tapioka-Stärke dargestellt. Demnach werden neben 4 Tonnen Maniok-Wurzeln 12 – 20 m³ Frischwasser sowie ca. 170 – 200 kWh elektrische Energie und 34 – 40 Liter Heizöl (bzw. Gas oder Schweröl) für den Trocknungsprozess benötigt. Das gesamte eingesetzte Frischwasser fällt am Ende des Prozesses als hoch belastetes Abwasser an. Die festen Abfälle in Form von Schalen und faserigen Reststoffen werden in der Regel als Viehfutter teil- oder vollständig weiterverwertet.
Maniok-Wurzeln4 t
Wasser12 – 20 m³
Tapioka-Stärke1 t
Abwasser12 - 20 m³
Abfall80 – 120 kg Schalen600 – 800 kg faserige
Reststoffe
SchälenZerkleinernExtrahierenKonzentrierenTrocknen
Wasserdampfaus Trocknung
0,4 t
EnergieeinsatzStrom: 170 – 200 kWhHeizöl für Trockner: 35 – 40 Liter
Abbildung 3: Kennzahlen für die Herstellung von einer Tonne Tapioka-Stärke (Mai, 2006)
7.2 Produktionsprozess Die Firma Thanh Vinh, die als Standort für die Pilotanlage ausgewählt wurde, ist ein mittelgroßer Betrieb in der Provinz Tây Ninh. Sie stellt täglich 125 – 150 t Tapioka-Stärke her und setzt hierfür ca. 500 – 600 t/d an Maniokwurzeln ein (Stand: 2012). Der Abwasseranfall aus dem Extraktionsprozess und der täglich durchgeführten Anlagen-reinigung beträgt ca. 1.500 – 2.000 m³/d. Dazu kommen noch ca. 300 m³/d aus der Wurzelwäsche und dem Schälvorgang, die aber getrennt abgeleitet werden. Die wichtig-sten Schritte des Produktionsprozesses sind in Abbildung 4 vereinfacht dargestellt. Aus Gründen der Übersichtlichkeit wurde auf die Wiedergabe der meisten internen Wasserkreislaufführungen verzichtet.

Seite 9 von 76
Sieben
Waschen und Schälen
1. Zerkleinerungsstufe
2. Zerkleinerungsstufe
Extraktion
1. Aufkonzentration mittels Tellerzentrifuge
2. Aufkonzentration mittels Filterzentrifuge
Trocknung
Verpackung
Aussortieren von schlechten Wurzeln / ggf. Abtrennen Wurzelenden
Sieb
Siebpresse
Fertiges Produkt
Frischwasser
Frischwasser
Maniok-Wurzeln
Faserige ReststoffeWasser
Schalen /Wasser
Aussortierte Wurzeln und Wurzelenden
Sand, Steine, Wurzelreste
Schalen
Faserige Reststoffe
Abwasser(zum Absetzteich)Q = ca. 300 m³/d
Abwasser(zum Anaerobteich)
Q = ca. 1.500 – 2.000 m³/d
Recyclingwasser
Abbildung 4: Schematische Darstellung des Produktionsprozesses zur Herstellung von
Tapioka-Stärke bei der Firma Thanh Vinh
7.3 Abwasserzusammensetzung Die mittlere Zusammensetzung des Abwassers aus dem Extraktionsprozess ist in Tabelle 1 vergleichend in der Literatur gefundenen Daten gegenübergestellt. Demnach rührt die Abwasserbelastung vor allem von den organischen Komponenten sowie vom toxischen Cyanid her, das durch enzymatische Hydrolyse aus den in der Maniokpflanze natürlich enthaltenen Cyanoglykosiden gebildet wird. Das Verhältnis der Parameter CSB/BSB lässt auf eine gute biologische Abbaubarkeit der organischen Abwasser-inhaltsstoffe schließen. Darüber hinaus enthält das Abwasser Feststoffe sowie Stickstoff- und Phosphorverbindungen.

Seite 10 von 76
Tabelle 1: Mittlere Abwasserzusammensetzung der Firma Thanh Vinh im Zeitraum 01.01.2010 – 30.09.2012 im Vergleich zu Daten von Mai (2006)
pH (5,6) 4,5 ± 0,31) 4,0 - 4,2Temperatur °C 31,9 ± 1,6 -Leitfähigkeit µS/cm 1.664 ± 343 -CCSB mg/l 11.650 ± 2.533 14.000 - 18.000
SCSB mg/l 8.760 ± 2.077 -
CBSB mg/l 6.697 ± 1.789 9.000 - 11.000
XTS mg/l 1.843 ± 579 1.500 - 2.600
SNH4 mg/l 15 - 30 -
CTKN mg/l 271 ± 77 -
CP mg/l 58 ± 31 -
CCN mg/l 21 ± 6 5,8 (- 96)
Parameter Einheit Rohabwasser Thanh Vinh Literaturwerte Mai (2006)
1) pH = 5,6 für frisches Rohabwasser, pH = 4,5 nach dreistündiger Versäuerung
8 Stand der Abwasserbehandlungsverfahren in Vietnam Abgesehen von wenigen großen Produktionsbetrieben, welche über technische Anlagen verfügen, wird Stärkeabwasser in Vietnam meist nur durch Stabilisierungs-teiche (Kombination aus Absetz- und Anaerobteichen) geleitet, wie bereits in Abbildung 1 exemplarisch dargestellt. Diese Verfahrensvariante weist eine Reihe von Nachteilen auf:
Hoher Flächenbedarf
Unzureichende Entfernung der Parameter CSB, BSB und Stickstoff
Keine nennenswerte Elimination von Phosphorverbindungen
Unzureichende Entfernung von Cyaniden
Keine energetische Nutzung des entstehenden Methans (freie Ableitung in die Atmosphäre)
Geruchsbelastung
Mückenproblematik
Mögliche stoßweise Belastung des Vorfluters
Als technisches Konzept für Vietnam wurde die in Abbildung 5 dargestellte Kombination aus einer Anaerobstufe und Stabilisierungsteichen vorgeschlagen und auch im Pilotmaßstab schon näher untersucht (Mai, 2006).
Derartige Anlagen weisen zwar bessere Reinigungsleistungen auf als mehrere in Reihe geschaltete Stabilisierungsteiche, können aber die Anforderungen des vietnamesischen Standards TCVN 5945 (CBSB = 50 mg/l, CN = 30 mg/l und CP = 6 mg/l), die zukünftig erfüllt werden sollen, nicht einhalten. Zudem führen die hohen Feststoffgehalte im Zulauf des Anaerobreaktors oftmals zu Betriebsproblemen durch Verschlammung.

Seite 11 von 76
Abbildung 5: Schematische Darstellung der Abwasserreinigung mittels eingebundener
Anaerobstufe (UASB-Reaktor), nach Mai (2006)
Als kostengünstige Variante wird vereinzelt die in Thailand entwickelte Technologie abgedeckter anaerober Teichanlagen in Kombination mit nachgeschalteten Absetz-teichen eingesetzt (Rajbhandari und Annachhatre, 2004). Das entstehende Biogas wird hierbei in der Regel energetisch genutzt. Der Produktionsbetrieb Thanh Vinh setzt seit Ende 2009 dieses Verfahren zur Behandlung des Abwassers aus der Stärkeproduktion ein, wobei die Teichanlage ein Volumen von V = 50.000 m³ (A = 10.000 m², T = 10 m) besitzt. Bei einem täglichen Abwasservolumenstrom von ca. 1.500 – 2.000 m³/d resultiert daraus eine mittlere Aufenthaltszeit von = 25 – 33 Tagen. Die Möglichkeit zur Steuerung des anaeroben Prozesses ist bei dieser Behandlungs-variante erheblich eingeschränkt und besteht lediglich aus einer Anhebung des pH-Wertes durch Dosierung von Natronlauge im Zulauf zum Teich sowie dem Betrieb einer Pumpstation zur Umwälzung des Wassers innerhalb des Systems. Die Reinigungsleistung ist vergleichbar mit der von Stabilisierungsteichen, d.h. die Konzentrationen zur Einleitung in einen Vorfluter werden auch hier für die maßgeblichen Parameter nicht erreicht. Darüber hinaus kommt es nach einer gewissen Betriebsdauer zu Problemen durch Verschlammung aufgrund des hohen Feststoffgehaltes im Rohabwasser, in deren Folge die im Teich abgelagerten Sedimente ausgetragen werden müssen. Technisch ist dies nur mit erheblichem Aufwand möglich.

Seite 12 von 76
9 Beschreibung des Abwasserbehandlungskonzeptes und der Pilotanlage
Das im Rahmen des Projektes entwickelte Konzept zur Behandlung des Abwassers aus der Produktion von Tapiokastärke beinhaltet eine physikalisch/chemische Vorbehandlung zur Abscheidung partikulärer Anteile, eine anaerobe Stufe zum Abbau gelöster organischer Inhaltsstoffe sowie eine nachgeschaltete ökotechnische Stufe zur weitergehenden Abwasserreinigung. Ein vereinfachtes Schema dieses Behandlungs-konzeptes ist in Abbildung 6 dargestellt.
Abbildung 6: Schematische Darstellung des Abwasserbehandlungskonzeptes
Die Pilotanlage war zweistraßig aufgebaut, um innerhalb des Vorhabens konzeptionell unterschiedliche Behandlungsmöglichkeiten untersuchen zu können:
Straße 1 Der Einsatz eines Anaerobreaktors zur Gewinnung von Biogas und somit Nutzung des energetischen Potenzials der organischen Abwasserinhaltsstoffe ist im Wesentlichen für mittlere und große Betriebe geeignet. Der nachgeschaltete Vertikalbodenfilter dient hierbei der weitergehenden Reinigung des Abwassers vor einer Einleitung in den Vorfluter.
Straße 2
Der rein aerobe Abbau der Abwasserinhaltsstoffe durch zwei in Reihe geschaltete Vertikalbodenfilter kann für kleinere Betriebe eine Alternative zu den üblicherweise eingesetzten anaeroben Teichanlagen darstellen. Der Hauptfokus liegt hierbei auf der Vermeidung der Bildung klimaschädlichen Methans mit freier Ableitung in die Atmosphäre sowie der besseren Steuerbarkeit des Prozesses.
Seite 13 von 76
Anmerkung Nach der Beantragung des Forschungsvorhabens sind durch den Firmeninhaber am Standort der Pilotanlage (siehe Kapitel 10) im Jahr 2009 umfangreiche Änderungen an der Verfahrensweise der Extraktion (durch den Einsatz von Zentrifugen an Stelle von flachen Absetzbecken) und der Vorbehandlung des anfallenden Abwassers (durch den Wegfall einer zuvor vorhandenen Absetzstufe) vorgenommen worden. Daher war eine Anpassung an die veränderten Randbedingungen (Abwassermatrix sowie Art des Abwasseranfalls) notwendig, bei der sich eine Korrektur des pH-Wertes vor der Flotationsstufe, wie ursprünglich geplant, als nachteilig erwiesen hat. Es wurde beobachtet, dass sich, bedingt durch den mikrobiellen Versäuerungsprozess des frischen Abwassers, bei dem der pH-Wert innerhalb eines Zeitraums von drei Stunden von ca. 5,6 auf ca. 4,5 absinkt, Flocken bilden, die sich anschließend gut in der Flotationsstufe abscheiden lassen. Eine Anhebung des pH-Wertes vor der Flotation würde diesen Effekt umkehren und zu einer geringeren Feststoffabscheidung führen. Die Korrektur des pH-Wertes wurde daher erst nach der Flotationsstufe im Anschluss an die Vorversäuerungsstufe des Anaerobreaktors vorgenommen. Damit konnte ein stabiler Betrieb beider Stufen sichergestellt werden. In Abbildung 7 sind die einzelnen Anlagenkomponenten der Behandlungsstraße 1 mit ihren wesentlichen Betriebsparametern dargestellt. Abbildung 8 zeigt die Komponenten der Behandlungsstraße 2 mit den wesentlichen Betriebsparametern bei Beschickung mit Wasser aus der Flotationsstufe und Abbildung 9 veranschaulicht die Bedingungen in der Behandlungsstraße 2 bei einer Beaufschlagung mit Rohabwasser. In den Abbildungen 10 - 15 sind Photos der Pilotanlage wiedergegeben.

Seite 14 von 76
Abbildung 7: Anlagenkomponenten der Straße 1 mit Angabe der wesentlichen Betriebsparameter

Seite 15 von 76
Puffer (3 x)o 3 Behältero Umwälzung mittels Tauchmotorpumpeo Nutzung des natürlichen Versäuerungsprozesses
(pH sinkt innerhalb von ca. 3 h von ca. 5,6 auf ca. 4,5) mit Flockenbildung
o Überbrückung der täglich stattfindenden Reinigung in der Produktion (Zeitbedarf ca. 1 – 2 Stunden)
V = 3,7 m³
Puffer
V = 0,7 m³
SchlammAblauf
Abwasser aus Zentrifuge
Mikroflotationo AQUATECTOR® Microfloat® Mikroflotation Firma
enviplan, Lichtenauo RVF = 40 – 50 %o qA,F = 2,5 – 3,0 m/ho TSZulauf = ca. 1.500 – 2.000 mg/lo BA = 2,6 – 3,5 kg TS/(m² h)o TSAblauf = ca. 500 – 1.000 mg/l
V = 0,6 m³
Neutralisationo Bei Antragstellung für die Anhebung des pH-Wertes
und die Cyanidentgiftung des Abwassers aus den ursprünglich vorhandenen Absetzteichen konzipiert
o Einstellung des pH-Wertes in der Vorversäuerungsstufe des Anaerobreaktors unter den neuen Betriebsbedingungen sinnvoller
o Nutzung für die Polymerdosierung bei Flockungstests mit der Firma NALCO im Zulauf der Flotation
V = 0,7 m³
Vertikalbodenfilter (OKA 2)o Fläche A = 416 m² (4 Teilbecken a 104 m²)o Befüllung mit Filtersand (von oben nach unten):
Grobsand (1/4) H = 0,15 mFeinkies (2/5) H = 0,35 mGrobkies (16/32) H = 0,30 – 0,58 m
o Auslegungsgröße hydraulische Belastung: 30 l/(m² d)o Intervallweise Beschickung über eine Pumpstation
A = 416 m²
Vertikalbodenfilter (OKA 3)o Fläche A = 312 m² (3 Teilbecken a 104 m²)o Befüllung mit Filtersand (von oben nach unten):
Grobsand (1/4) H = 0,50 mFeinkies (2/5) H = 0,15 mGrobkies (16/32) H = 0,29 – 0,49 m
o Auslegungsgröße hydraulische Belastung: 40 l/(m² d)o Intervallweise Beschickung über eine Pumpstation
A = 312 m²
Rec
ycle
stro
m
Abbildung 8: Anlagenkomponenten der Straße 2 bei Beschickung mit Abwasser aus der Flotationsstufe mit Angabe der wesentlichen Betriebsparameter

Seite 16 von 76
Abbildung 9: Anlagenkomponenten der Straße 2 bei Beschickung mit Rohabwasser mit Angabe der wesentlichen Betriebsparameter

Seite 17 von 76
Abbildung 10: Blick auf die beiden Container
mit Anlagentechnik; im Hinter-grund ist der EGSB-Reaktor zu erkennen
Abbildung 11: Blick in den Container mit Neutralisationsstufe und Flotation (im Hintergrund)
Abbildung 12: EGSB-Reaktor mit Vorversäuerungsstufe (rechts) und Konditionierung (links, schlanker Behälter)
Abbildung 13: Blick auf den Vertikalbodenfilter OKA1 in Richtung Produktions-betrieb
Abbildung 14: Vertikalbodenfilter OKA 2 Abbildung 15: Vertikalbodenfilter OKA 3; im
Hintergrund ist ein Teil des abgedeckten Anaerobteiches der Firma Thanh Vinh zu erkennen

Seite 18 von 76
10 Standort der Pilotanlage Die Pilotanlage wurde auf dem Betriebsgelände der Firma Thanh Vinh in der Provinz Tây Ninh, ca. 100 km nordwestlich von Ho Chi Minh City, betrieben. Die Koordinaten des Standortes lauten:
106,115 Grad östliche Länge 11,357 Grad nördliche Breite
Die Position ist auf der Karte in Abbildung 16 rot markiert dargestellt.
Thanh Vinh
Hanoi
Phnom Penh
VientianeVientiane
Ho Chi Minh CityHo Chi Minh City
Nanning
Da Nang
Haiphong
Hue
Can Tho
Bien Hoa
Nha Trang
MMeekkoonngg
Abbildung 16: Standort der Pilotanlage bei der Firma Thanh Vinh in der Provinz Tay Ninh

Seite 19 von 76
11 Rechtliche Rahmenbedingungen Die Anforderungen für die Einleitung von industriellem Abwasser in ein Gewässer sind in Vietnam im Standard TCVN 5945-2005 geregelt. Konkrete Vorgaben der einzuhaltenden Konzentrationen nach Herkunftsbereichen und Ort des Anfalls, wie sie zum Beispiel in Deutschland in den Anhängen der Abwasserverordnung festgelegt sind, erfolgen hierbei nicht. In Abhängigkeit von der Nutzung des Oberflächenwasserkörpers, zum Beispiel zur Trinkwassergewinnung oder zur Bewässerung, existieren jedoch drei unterschiedliche Kategorien mit entsprechend einzuhaltenden Grenzwerten (Klasse A, B und C). Im betrachteten Untersuchungsgebiet erfolgt die Einleitung der behandelten Abwässer in ein Fließgewässer (Tây Ninh-Kanal), welches nicht für die öffentliche Wasserversorgung genutzt wird. Daher gelten bei der Abwassereinleitung die Grenzwerte gemäß Klasse B, die in Tabelle 2 dargestellt sind. Aus Gründen der Übersichtlichkeit werden nur die für das Stärkeabwasser relevanten Parameter wiedergegeben. Auf die Darstellung der weiteren Grenzwerte, z.B. für Schwermetalle, Pestizide, Farbigkeit etc., wird verzichtet.
Tabelle 2: Grenzwerte gemäß TCVN 5945-2005, Klasse B (Auswahl)
Parameter Einheit GrenzwertCSB (mg/l) 80BSB5 (mg/l) 50TSS (mg/l) 100NH4-N (mg/l) 10Ngesamt (mg/l) 30Pgesamt (mg/l) 6
CN- (mg/l) 0,1
Anmerkung: Die Grenzwerte für die beiden organischen Parameter CSB und BSB5 sind wider-sprüchlich, denn in einem gereinigten Abwasser befindet sich immer ein Rest schwer abbaubarer Verbindungen. Dem trägt beispielsweise die deutsche Abwasser-verordnung Rechnung durch die Anforderungen BSB5 = 25 mg/l und CSB = 110 mg/l für Abwässer aus der Lebensmittel- und Getränkeindustrie, entsprechend einem Verhältnis CSB : BSB von 4,4 : 1. Bei der Verarbeitung von Kartoffeln (CSB = 150 mg/l) und Zucker (CSB = 200 mg/l) sind die Verhältnisse von CSB zu BSB mit 6 : 1 bzw. 8 : 1 sogar noch größer. Deshalb wurde als maßgebliches Projektziel die Einhaltung des Grenzwertes von 50 mg/l für den Parameter BSB5 definiert.

Seite 20 von 76
12 Methodik
12.1 Analytik
12.1.1 Vorort-Analytik Ein großer Teil der versuchsbegleitenden Analytik erfolgte vor Ort. Zu diesem Zweck wurde ein kleiner Laborbereich in einem der Container eingerichtet (Abbildung 17), der mit den wichtigsten benötigten Geräten ausgestattet war. Für eine zeitnahe Steuerung der Anlagentechnik, vor allem des Anaerobreaktors, war dieses Vorgehen zwingend notwendig.
Abbildung 17: Laborbereich für die Vorort-Messungen in Tay Ninh
Neben den Standardparametern Temperatur, pH-Wert und Leitfähigkeit wurden die in Tabelle 3 dargestellten Größen vor Ort bestimmt. Nicht alle aufgeführten Parameter wurden von Beginn der Inbetriebnahme der Pilotanlage an gemessen. Die Bestimmung der Parameter NO3-N und TSS (Abfiltrierbare Stoffe) erfolgten ab November 2011, um zeitnah Aussagen zu der Auswirkung geänderter Anlagenparameter zu erhalten. Tabelle 3: Übersicht über die vor Ort gemessenen Parameter
Parameter Method Remarks
CODtotalCOD Cell Test ‐ Photometrically determination ‐
Merck Spectroquant 1.14541.0001 and 1.14555.0001
Analogous to EPA 410.4, US Standard
Methods 5220 D and ISO 15705
CODdissolvedCOD Cell Test ‐ Photometrically determination ‐
Merck Spectroquant 1.14541.0001 and 1.14555.0001
Analogous to EPA 410.4, US Standard
Methods 5220 D and ISO 15705
NH4‐NAmmonium Cell Test ‐ Photometrically determination ‐
Merck Spectroquant 1.00683.0001
Analogous to EPA 350.1, US Standard
Methods 4500‐NH3 D and ISO
7150/1
NO3‐NNitrate Cell Test ‐ Photometrically determination ‐
Merck Spectroquant 1.09713.0001 / 1.09713.0002Analogous to DIN 38405 D9
PO4‐PPhosphate Cell Test ‐ Photometrically determination ‐ Merck
Spectroquant 1.14842.0001
Analogous to US Standard Methods
4500‐P CVFA (Volatile
Organic Acids)
Volatile Organic Acids Cell Test ‐ Photometrically
determination ‐ Merck Spectroquant 1.01763.0001TSS Determination of the filterable substances Analogous to DIN 38409 H2

Seite 21 von 76
Darüber hinaus erfolgten orientierend einzelne Sondermessungen vor Ort, die in Anlehnung an die jeweilige DIN- bzw. EN-Methode unter Feldbedingungen durchgeführt wurden. Hierzu zählen unter anderem:
Calciumbestimmung – komplexometrische Titration mit EDTA und Calcarbonsäure als Indikator (DIN 38406 Teil 3)
BSB5-Bestimmung – Bestimmung des biochemischen Sauerstoffbedarfs durch Verdünnung und Impfen mit Nitrifikationshemmstoff (DIN EN 1899 Teil 1)
Für die analytischen Messungen wurden die folgenden Geräte verwendet:
pH, Leitfähigkeit, Temperatur, Sauerstoff WTW Multi 340i mit pH-Elektrode SENTIX 41, TETRACON 325 Leitfähigkeitszelle, CELLOX-3 Sauerstoffsensor; Temperaturmessung über die interne, in den Sensoren eingebaute Vorrichtung
Photometer
MERCK Spectroquant SQ118 und Thermoblock für die CSB-Bestimmung
Zusammensetzung des Biogases DRÄGER X-am 7000
Abfiltrierbare Stoffe
Waage SARTORIUS m-prove
12.1.2 Externe Analytik
Der Betrieb der Pilotanlage wurde analytisch durch das Institute for Environment and Resources (IER) in Ho Chi Minh City begleitet. Die dort bestimmten Parameter sind mit den jeweils zugrundeliegenden Methoden in Tabelle 4 aufgeführt.
Tabelle 4: Übersicht über die durch das IER gemessenen Parameter
Parameter Method
CODtotal APHA 5220 C
BOD5 APHA 5210 B
TSS APHA 2450 D
TKN APHA 4500 N (B&C)
Total Phosphorus APHA 4500-P D
CN‐ APHA 4500-CN- D
MLVSS APHA 2450 D
Alkalinity APHA 2340 B
Acidity APHA 2310 B

Seite 22 von 76
Weitergehende Untersuchungen, z.B. zur Erstellung von Ionenbilanzen und Bestimmung von Spurenelementen in ausgewählten Proben, erfolgten durch ein externes Labor in Deutschland nach den entsprechenden DIN/EN bzw. ISO-Verfahren. Die Parameter sind zusammen mit den angewandten Verfahren in Tabelle 5 aufgeführt.
Tabelle 5: Übersicht über die durch das externe Labor in Deutschland gemessenen Parameter
Parameter Method
NH4‐N DIN 38406 E5-1
NO3‐N EN ISO 10304-1
NO2‐N EN 26777
TKN EN 25663 H11Ngesamt DIN 38409 H12
PO4‐P EN 1189
Pgesamt EN ISO 6878
CN‐gesamt EN ISO 14403
CN‐leicht freisetzbar EN ISO 14403
Cl‐ EN ISO 10304-1
SO42‐ EN ISO 10304 D19/D20
HCO3‐ DIN 38405 D8
CO32‐ DIN 38405 D8
Na+ ISO 17294-2
K+ ISO 17294-2
Ca2+ ISO 17294-2
Mg2+ ISO 17294-2
Zn+ ISO 17294-2
Fe3+ ISO 17294-2
Si4+ ISO 17294-2
B3+ ISO 17294-2
Cd2+ ISO 17294-2
In Abbildung 18 sind die Parameter, die im Rahmen der standardmäßig durchgeführten versuchsbegleitenden Analytik an den einzelnen Probenahmepunkten bestimmt wurden, getrennt nach Vorort-Messungen und externer Messung im IER zusammenfassend dargestellt.

Seite 23 von 76
Abbildung 18: Darstellung der an den jeweiligen Probenahmepunkten gemessenen Parameter, getrennt nach Vorort-Messung und externer Analytik durch das IER

Seite 24 von 76
12.2 Datenerfassung und -auswertung Für die Auswertung der im Rahmen des Anlagenbetriebs erfassten Daten wurden mehrere Datenbanken erstellt, in denen neben den in Tabelle 6 aufgeführten Parametern auch die Ergebnisse der Analytik (vgl. Abschnitt 12.1) gespeichert wurden. Die Verknüpfung der Daten erfolgt dann über eine sogenannte Steuerdatenbank, in der diverse Werkzeuge für eine grafische Anzeige und statistische Auswertungen erstellt worden sind.
Tabelle 6: Liste der aufgezeichneten und in der Datenbank gespeicherten Daten
Parameter Bezeichnung Einheit Aufzeichnung Intervall
FIR201Volumenstrom Abwasser von der
Vorversäuerung zum EGBS‐Reaktorl/h Automatisch
1/Minute
FIR202 Recyclevolumenstrom l/h Automatisch 1/Minute
PIRSA201 Druckmessung Speisepumpe bar Automatisch 1/Minute
Q101 pH Vorversäuerung ‐ Automatisch 1/Minute
QIR201 pH EGSB‐Reaktor ‐ Automatisch 1/Minute
Status Statusmeldung ‐ Automatisch 1/Minute
TIR201 Temperatur EGSB‐Reaktor °C Automatisch 1/Minute
FQR203_Increment Gas volume incremental m³/d Automatisch 1/Tag
FQR203_Sum Gas volume Sum m³ Automatisch 1/Tag
OKA_1_Fluid_Tipper Kippzähler im Ablauf der OKA 1 n Händisch i.d.R. 1/Tag
OKA_Settling_Pond_Fluid_Tipper Kippzähler im Ablauf des Absetzteiches n Händischi.d.R. 1/Tag
OKA_3_Fluid_Tipper Kippzähler im Ablauf der OKA 3 n Händisch i.d.R. 1/Tag
12.3 Versuchszeitraum und Betriebsphasen
12.3.1 Versuchszeitraum
Der gesamte Versuchszeitraum an der Pilotanlage erstreckte sich inklusive Aufbau der technischen Komponenten von November 2009 bis Ende September 2012. Dabei traten Unterbrechungen jeweils während des Tet-Festes (Vietnamesisches Neujahrsfest) und bei Ende der Maniokverarbeitung, die im Kampagnenbetrieb erfolgt, auf. In Abbildung 19 ist ein vereinfachter Zeitplan für den Gesamtzeitraum dargestellt. Rot markiert sind die Zeitbereiche, in denen die Pilotanlage nicht betrieben worden ist, da kein Abwasser zur Verfügung stand. Der technische Teil der Pilotanlage, bestehend aus Neutralisationsstufe, Flotation und Anaerobreaktor, wurde im November 2009 aufgebaut und in Betrieb genommen. Im Zeitraum Januar bis Oktober 2010 wurden darauf folgend die Erdbauarbeiten für die ökotechnischen Anlagen (Vertikalbodenfilter) durchgeführt. Die Inbetriebnahme dieser Komponenten erfolgte Ende Oktober 2010.

Seite 25 von 76
Abbildung 19: Darstellung des Zeitverlaufes des Betriebs der Pilotanlage
Nr.
Vor
gang
snam
e
1G
esam
tbet
rieb
szei
trau
m
2B
etri
eb o
hn
e ö
kote
chn
isch
e A
nla
gen
3A
nlag
enau
fbau
und
Inbe
trie
bnah
me
4S
tart
up-P
hase
(B
egin
n O
ptim
ieru
ngen
)
5T
et-F
est
6O
pera
ting
Pha
se I
(Bet
rieb
mit
Opt
imie
rung
en)
7K
ampa
gnen
ende
Stä
rkep
rodu
ktio
n
8O
pera
ting
Pha
se II
(B
etrie
b m
it O
ptim
ieru
ngen
)
9B
etri
eb m
it ö
kote
chn
isch
en A
nla
gen
10O
pera
ting
Pha
se II
I (B
etrie
b m
it O
ptim
ieru
ngen
)
11T
et-F
est
12O
pera
ting
Pha
se IV
13O
pera
ting
Pha
se V
14K
ampa
gnen
ende
Stä
rkep
rodu
ktio
n
15O
pera
ting
Pha
se V
I
16O
pera
ting
Pha
se V
II (B
etrie
b m
it O
ptim
ieru
ngen
)
17T
et-F
est
18O
pera
ting
Pha
se V
III (
Bet
rieb
mit
Str
esst
ests
)
19O
pera
ting
Pha
se IX
(B
etrie
b m
it O
ptim
ieru
ngen
)
OS
AJ
ND
JF
MA
MJ
JA
SO
ND
JF
MA
MJ
JA
SO
ND
JF
MA
MJ
Häl
fte 2
, 201
2H
älfte
1, 2
012
Häl
fte 2
, 201
1H
älfte
1, 2
011
Häl
fte 2
, 201
0H
älfte
1, 2
010

Seite 26 von 76
12.3.2 Betriebsphasen
Der Versuchszeitraum wurde in einzelne Betriebsphasen untergliedert, die sich aus wesentlichen Änderungen der Parametrierung der Versuchsanlage oder Unter-brechungen aufgrund von Betriebsstillständen des Produktionsbetriebs ableiten. Die einzelnen Phasen sind in Tabelle 7 mit einer kurzen Beschreibung sowie einer Angabe über den Status der Stärkeproduktion aufgeführt.
Tabelle 7: Festgelegte Betriebsphasen der Pilotanlage
Start_Time End_Time Operating_Phase Remarks Production
22.11.2009 31.12.2009 Initial Operation Assembling of pilot plant, Tests Yes
01.01.2010 09.02.2010 Startup Phase Starting of optimization Yes
10.02.2010 20.02.2010 Tet Feast Tet Feast Vietnam; everthing is being switched off
No
21.02.2010 14.04.2010 Operating Phase I After Tet Feast; Normal operation with optimization
Yes
15.04.2010 11.06.2010 Non operating ‐ Production stop
No operation due to stop of production No
12.06.2010 21.10.2010 Operating Phase II Normal operation with optimization Yes
22.10.2010 30.01.2011 Operating Phase III After installation of additional buffer tank (Buffer tank 2); Startup of the OKAs
Yes
31.01.2011 09.02.2011 Tet Feast Tet Feast Vietnam; everthing is being switched off
No
10.02.2011 13.03.2011 Operating Phase IV After Tet Feast; Normal Operation Yes
14.03.2011 02.05.2011 Operating Phase V After installation of additional buffer tank (Buffer tank 3)
Yes
03.05.2011 26.06.2011 Non operating ‐ Production stop
No operation due to stop of production No
27.06.2011 16.11.2011 Operating Phase VI Normal operation without optimization Yes
17.11.2011 19.01.2012 Operating Phase VII Normal operation with optimization Yes
20.01.2012 26.01.2012 Tet Feast Tet Feast Vietnam; everthing is being switched off
No
27.01.2012 31.03.2012 Operating Phase VIII Normal operation with optimization ‐ Raw waste water to sedimentation pond – Stress tests
Yes
01.04.2012 30.09.2012 Operating Phase IX Normal operation with optimization ‐ Raw waste water to sedimentation pond
Yes
Start des Anlagenbetriebes (Initial Operation) Neben dem Aufbau und der Inbetriebnahme der Anlagentechnik stand die Beschaffung eines geeigneten Impfschlamms für den Anaerobreaktor im Vordergrund dieser Betriebsphase. Die Firma Tiger Beer in Ho Chi Minh City stellte freundlicherweise ca. 5 m³ Schlamm aus der betriebseigenen anaeroben Abwasserbehandlung (UASB-Reaktor) zur Verfügung. In den folgenden Monaten musste sich die Biozönose zunächst an die Abwasserzusammensetzung vor Ort adaptieren, bevor die maximale Leistungsfähigkeit erreicht war.

Seite 27 von 76
Zum Schutz der Bakterien vor den im Abwasser der Stärkeproduktion enthaltenen, natürlichen Cyanid-Verbindungen erfolgte für einen Zeitraum von ca. 12 Monaten die Dosierung von Eisen-II-chlorid in der Vorversäuerungsstufe zur komplexo-metrischen Cyanidfällung. Die Bakterien sind nach einer gewissen Adaptionszeit in der Lage, Cyanide über Stoffwechselprozesse abzubauen, so dass eine weitergehende Dosierung dann nicht mehr notwendig war. Zusätzlich wurde der Aufbau der Pellets im Anaerobreaktor während des gleichen Zeit-raums durch die Dosierung von Calciumchlorid unterstützt.
13 Ergebnisse und Diskussion Nachfolgend werden die wesentlichen Ergebnisse getrennt für die beiden Behandlungsstraßen dargestellt.
13.1 Behandlungsstraße 1
13.1.1 Allgemeine Parameter (Temperatur, pH-Wert, Leitfähigkeit, Abfiltrierbare Stoffe)
Die Darstellung der allgemeinen Parameter erfolgt in Form von sogenannten Boxplot-Diagrammen jeweils für die gesamte Betriebsdauer der Pilotanlage. Die grau ausgefüllte Box stellt den Perzentilbereich von 25 – 75% dar. Die blaue Linie repräsentiert den Medianwert, das Sternchen den arithmetischen Mittelwert. Ferner sind der Minimalwert (grün) und der Maximalwert (rot) abgetragen. Die Darstellungen beinhalten auch sogenannte Ausreißerwerte, daher ist der Wertebereich teilweise etwas erweitert. Zur jeweiligen Probenahmestelle ist die Anzahl n der Einzelmesswerte mit angegeben.

Seite 28 von 76
13.1.1.1 Temperatur
In Abbildung 20 sind die Einzelwerte der Temperaturmessungen für die Anlagenstufen der Behandlungsstraße 1 zusammenfassend dargestellt. Demnach liegt das Temperaturniveau in den ersten drei Stufen bei ca. 32 °C. Erst im Vertikalbodenfilter werden geringere Temperaturen im Bereich von 29 °C verzeichnet. Dies wird einerseits auf die Abwasserspeicherung in den Pumpenschächten mit Energieabgabe an das umgebende Erdreich und andererseits auf Verdunstungseffekte bei der Beschickung an der Filteroberfläche zurückgeführt. Insgesamt zeigen die Werte anschaulich, dass auf die sonst übliche Begleitheizung des Anaerobprozesses unter den klimatischen Bedingungen verzichtet werden kann. Die Schwankungsbreiten zwischen den 25% und 75%-Perzentilen sind insgesamt sehr gering.
31,8 32,0 32,2
28,6
20
22
24
26
28
30
32
34
36
38
40
Influentn = 215
Effluent Flotationn = 218
Effluent EGSBn = 247
Effluent OKA1n = 89
Temperatur (°C )
Abbildung 20: Statistische Auswertung des Parameters Temperatur in den einzelnen Anlagen-teilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum

Seite 29 von 76
13.1.1.2 pH-Wert
In Abbildung 21 sind die Messwerte des Parameters pH-Wert für die einzelnen Anlagenstufen der Behandlungsstraße 1 über den gesamten Versuchszeitraum zusammenfassend dargestellt. Der pH-Wert des Zulaufes liegt geringfügig über dem Ablauf der Flotationsstufe. Dies ist auf eine weitergehende Versäuerung der organischen Abwasser-inhaltsstoffe zurückzuführen. Der Ablauf des Anaerobreaktors weist mit pH = 7,2 ein Niveau im Bereich des im Prozess eingestellten Wertes von pH = 6,9 auf. Im Ablauf des Vertikalbodenfilters ist dieser nochmals um 0,4 pH-Einheiten leicht erhöht. Dies wird auf eine Verschiebung des Kalk-Kohlensäure-Gleichgewichtes durch das Ausgasen gelösten Kohlendioxides zurückgeführt.
4,44,2
7,2
7,6
3
4
5
6
7
8
9
Influentn = 215
Effluent Flotationn = 218
Effluent EGSBn = 247
Effluent OKA1n = 89
pH ( )
Abbildung 21: Statistische Auswertung des Parameters pH-Wert in den einzelnen Anlagenteilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum

Seite 30 von 76
13.1.1.3 Leitfähigkeit
Abbildung 22 stellt die Einzelmessungen des Parameters Leitfähigkeit für die einzelnen Anlagenstufen zusammenfassend für den gesamten Betriebszeitraum dar. Der Zulauf sowie der Ablauf der Flotationsstufe liegen auf einem vergleichbaren Niveau von LF = 1.660 – 1.720 µS/cm. Im Ablauf des Anaerobreaktors wird mit einem Medianwert von LF = 5.250 µS/cm ein erheblich höherer Wert als im Ablauf der Flotation ermittelt. Ursächlich hierfür sind mehrere Einflüsse, wie z.B. dissoziierte organische Säuren als Folge von Hydrolyse- und Versäuerungsprozessen, Kationen aus der Dosierung von Natronlauge und gelöstes Hydrogencarbonat. Nach Passage des Vertikalbodenfilters werden insgesamt geringe Leitfähigkeiten verzeichnet (Medianwert LF = 4.135 µS/cm) als im Ablauf des Anaerobreaktors. Dies wird maßgeblich auf Verdünnungseffekte innerhalb der Regenzeit und geringfügig auf Adsorptionsvorgänge im Filterkörper zurückgeführt. Gegen Ende des Anlagenbetriebs wurde eine tendenzielle Zunahme der Leitfähigkeit im Ablauf des Vertikalbodenfilters beobachtet. Dies könnte darauf hindeuten, dass die Kapazität des Bodens zur Ionensorption abnimmt.
1.659 1.720
5.250
4.135
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
9.000
Influentn = 208
Effluent Flotationn = 211
Effluent EGSBn = 240
Effluent OKA1n = 82
Leitfähigkeit (µS/cm)
Abbildung 22: Statistische Auswertung des Parameters Leitfähigkeit in den einzelnen Anlagen-teilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum

Seite 31 von 76
13.1.1.4 Abfiltrierbare Stoffe (AFS, TSS)
In Abbildung 23 sind die Einzelmessungen des Parameters Abfiltrierbare Stoffe (AFS bzw. TSS) für die einzelnen Anlagenstufen zusammenfassend als Box-Plot-Diagramme für den gesamten Betriebszeitraum dargestellt. Über die Abscheidung der Feststoffe in der Flotationsstufe findet eine Reduktion des Parameters von 1.788 mg/l auf 518 mg/l statt. Im Ablauf des Anaerobreaktors wird mit 430 mg/l nochmals eine geringfügige Reduktion, vermutlich aufgrund von Hydrolyse partikulärer Abwasserinhaltsstoffe, verzeichnet. Der Ablauf des Vertikalbodenfilters ist mit 14 mg/l erwartungsgemäß praktisch frei von Feststoffen.
1.788
518 430
140
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
Neutralisationn = 106
Buffer_EGSBn = 107
EGSB_Effluentn = 94
OKA1_Effluentn = 74
TSS (mg/l)
Abbildung 23: Statistische Auswertung des Parameters Abfiltrierbare Stoffe in den einzelnen Anlagenteilen der Behandlungsstraße 1 über den gesamten Versuchszeitraum

Seite 32 von 76
13.1.2 Chemischer Sauerstoffbedarf (CSB, COD) in der homogenisierten Probe
In Abbildung 24 ist der zeitliche Verlauf des CCSB im Zulauf und Ablauf der einzelnen Behandlungsstufen für die gesamte Betriebsdauer der Versuchsanlage dargestellt. Die Werte weisen eine gewisse Schwankungsbreite auf, die maßgeblich vom Durchsatz an Maniokwurzeln in der Produktion herrührt. Ab August 2011 ist ein insgesamt geringeres Konzentrationsniveau im Zulauf (= Rohabwasser) zu verzeichnen. Ursächlich hierfür ist eine Umstellung im Produktionsbetrieb, bei der eine zusätzliche Zentrifuge zur Kapazitätssteigerung installiert und parallel dazu der spezifische Frischwassereinsatz überproportional erhöht wurde.
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
16.000
18.000
20.000
11.2009 02.2010 05.2010 08.2010 11.2010 02.2011 05.2011 08.2011 11.2011 02.2012 05.2012 08.2012
Datum ( )
CCSB (mg/l)
Influent Effluent Flotation Effluent EGSB Effluent OKA1
Abbildung 24: Zeitlicher Verlauf des Parameters CCSB, gesamt in der Behandlungsstraße 1 während der gesamten Betriebsdauer der Versuchsanlage
In Abbildung 25 sind die Mittelwerte für die Betriebsphasen III – IX der Pilotanlage dargestellt. Die daraus abgeleiteten, in den einzelnen Stufen erzielten durch-schnittlichen Eliminationsraten, bezogen auf die Konzentration des Rohabwassers, sind in Abbildung 26 wiedergegeben. Demnach werden in der Flotationsstufe durch die Ausschleusung von Feststoffen 20 – 25% des gesamten CSB aus dem Abwasser entfernt. Mit 60 – 74% erfolgt in der Anaerobstufe der größte Anteil der CSB-Elimination. Im abschließenden Bodenfilter OKA 1 werden noch 9 – 18% des CSB aerob abgebaut. Die Gesamtelimination beträgt über alle Stufen mehr als 98% des Zulaufwertes.

Seite 33 von 76
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
16.000
22.10.2010 -30.01.2011
Operating Phase III
n = 29
10.02.2011 -13.03.2011
Operating Phase IV
n = 6
14.03.2011 -02.05.2011
Operating Phase V
n = 44
27.06.2011 -16.11.2011
Operating Phase VI
n = 20
17.11.2011 -19.01.2012
Operating Phase VII
n = 23
27.01.2012 -31.03.2012
Operating Phase VIII
n = 26
01.04.2012 -30.09.2012
Operating Phase IX
n = 13
COD (mg/l)
Influent Effluent Flotation Effluent EGSB Effluent OKA1
Abbildung 25: Mittelwerte des Parameters CCSB, gesamt in der Behandlungsstraße 1 während der Betriebsphasen III - IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
25,6
20,4
25,6
18,7 19,717,1
60,6 61,6 60,763,5 64,5
66,9
73,7
14,210,8
17,6
9,7
15,612,6
8,9
97,4 98,1 98,7 98,8 98,8 99,1 99,7
22,6
0
10
20
30
40
50
60
70
80
90
100
22.10.2010 -30.01.2011
Operating Phase III
10.02.2011 -13.03.2011
Operating Phase IV
14.03.2011 -02.05.2011
Operating Phase V
27.06.2011 -16.11.2011
Operating Phase VI
17.11.2011 -19.01.2012
Operating Phase VII
27.01.2012 -31.03.2012
Operating Phase VIII
01.04.2012 -30.09.2012
Operating Phase IX
COD degradation (%)
Degradation Flotation (%)
Degradation EGSB (%)
Degradation OKA1 (%)
Degradation Over All (%)
Abbildung 26: Durchschnittliche Eliminationsraten des CSBgesamt, bezogen auf die Konzentration des Rohabwassers, innerhalb der Betriebsphasen III – IX in den Anlagenteilen Flotation (grün), UASB (blau), OKA 1 (gold) sowie Angabe der gesamten Eliminationsrate über alle Behandlungsstufen (orange)
In Abbildung 27 ist der zeitliche Verlauf der Raumbelastung des Anaerobreaktors für den gesamten Versuchszeitraum dargestellt. Die erhaltenen Werte werden dabei mit der Auslegungsgröße von 15 kg CSB/(m³ * d) des Reaktors (als 100%-Marke dargestellt) verglichen.

Seite 34 von 76
Im ersten Betriebsjahr waren zunächst aus dem Impfschlamm Pellets zu „züchten“. Erst danach ließ sich die Belastung steigern, wobei ab Mitte März 2011 eine mehrfache Überschreitung der Auslegungsgröße von 15 kg CSB/(m³ * d) mit Werten von über 30 kg CSB/(m³ * d), erreicht wurde. Aufgrund einer Abnahme der Stärkeproduktion zu Ende der Tapioka-Kampagne und einem dadurch bedingten geringeren Durchsatz fällt die Belastung in den letzten Apriltagen 2011 wieder etwas ab. Im Rahmen eines Stresstests im März 2012 wurde kurzfristig eine Raumbelastung von 44 kg CSB/(m³ * d) erreicht. Wie bereits im gleichen Zeitraum des Vorjahres (2011) wurde ab April 2012 eine Abnahme der Stärkeproduktion verzeichnet. Dies ist in den geringen Raumbelastungen des Anaerobreaktors abzulesen. Zwar wurde durch das Unternehmen weiterhin Maniok auf dem Markt akquiriert, jedoch in wesentlich geringerem Umfang als dies während der Hauptkampagnen der Fall ist. Zusätzlich fanden im Zeitraum vom 30.06. – 20.07.2012 umfangreiche Revisionsarbeiten in der Produktion statt, in deren Folge kein Abwasser angefallen ist.
0
5
10
15
20
25
30
35
40
45
50
12.2009 03.2010 06.2010 09.2010 12.2010 03.2011 06.2011 09.2011 12.2011 03.2012 06.2012 09.2012
Datum ( )
COD load (kg/(m³ d))
COD load
100%
Abbildung 27: Zeitlicher Verlauf der Raumbelastung (kg CSB/(m3 * d) des Anaerobreaktors
während des gesamten Versuchszeitraumes
Abbildung 28 stellt die mittlere Raumbelastung des Anaerobreaktors für die einzelnen Betriebsphasen dar. Die Auslegungsgröße von 15 kg CSB/(m³ * d) des Reaktors ist hier wieder als 100%-Linie abgetragen. Für die Betriebsphasen V, VII und VIII wird demnach eine Überschreitung der Auslegungsgröße verzeichnet, die im Mittel jedoch nicht so hoch ausfällt, wie dies bei den Einzelwerten in Abbildung 27 abzulesen ist. Für eine dauerhafte Aufrechterhaltung einer hohen Raumbelastung des Anaerobreaktors wäre zur Überbrückung von Produktionsstillständen ein erheblich größeres Puffervolumen zur Abwasserspeicherung notwendig gewesen, da aus dem Ablauf der Flotation parallel auch noch die Behandlungsstraße 2 mit stetig steigendem Volumenstrom versorgt worden ist.

Seite 35 von 76
1,9
6,2
3,6 3,2
9,8
11,1
16,0
8,5
15,8
17,3
8,1
0
5
10
15
20
22.11.2009 -31.12.2009
InitialOperation
01.01.2010 -09.02.2010
StartupPhase
21.02.2010 -14.04.2010 Operating
Phase I
12.06.2010 -21.10.2010 Operating
Phase II
22.10.2010 -30.01.2011 OperatingPhase III
10.02.2011 -13.03.2011 OperatingPhase IV
14.03.2011 -02.05.2011 OperatingPhase V
27.06.2011 -16.11.2011 OperatingPhase VI
17.11.2011 -19.01.2012 OperatingPhase VII
27.01.2012 -31.03.2012 OperatingPhase VIII
01.04.2012 -30.09.2012 OperatingPhase IX
COD load (kg/(m³ d))
COD load
100%
Abbildung 28: Raumbelastung (kg CSB/(m3
* d) des Anaerobreaktors während der einzelnen Betriebsphasen
Zur Abschätzung des Leistungsvermögens des Anaerobreaktors wurden die spezifischen Zulauf- und Ablauffrachten für den Zeitraum 01.03.2010 – 30.09.2012 durch Verknüpfung der im Zu- und Ablauf des Reaktors gemessenen CSB-Werten mit den jeweiligen Volumenströmen bilanziert. In Abbildung 29 ist der hieraus ermittelte spezifische CSB-Abbau als Funktion der korrelierenden Raumbelastung dargestellt. Die Varianz der Werte fällt recht gering aus, was sich im Bestimmtheitsmaß R² mit einem Wert von 0,97 widerspiegelt. Demnach wurde innerhalb des Versuchs-zeitraumes die Grenze der Leistungsfähigkeit des Reaktors nicht erreicht. Mit hoher Wahrscheinlichkeit kann daraus die Aussage abgeleitet werden, dass für die vorliegende Abwasserzusammensetzung eine zulässige Raumbelastung des EGSB-Reaktors im Bereich von ca. 30 - 35 kg CSB/(m³ * d) im Dauerbetrieb möglich ist.
R2 = 0,9687
0
5
10
15
20
25
30
35
40
45
50
0 5 10 15 20 25 30 35 40 45 50
COD load (kg/m³ d)
COD degradation (kg/m³ d)
COD Degradation
Linear regression
Abbildung 29: Spezifischer CSB-Abbau (kg CSB/(m3
* d) des Anaerobreaktors als Funktion der Raumbelastung; Auswertungszeitraum 01.03.2010 – 30.09.2012

Seite 36 von 76
13.1.3 Biochemischer Sauerstoffbedarf (BSB5, BOD5)
In Abbildung 30 sind die Mittelwerte für den biochemischen Sauerstoffbedarf nach 5 Tagen während der Betriebsphasen IV – IX der Pilotanlage dargestellt. Demnach findet bereits in der Flotationsstufe durch die Ausschleusung von Feststoffen eine Reduktion um ca. 20 – 30% statt. Mit etwa 60 – 70% erfolgt in der Anaerobstufe der größte Anteil der BSB-Elimination. Im abschließenden Bodenfilter OKA 1 werden ca. 10 – 26% des BSB aerob abgebaut. Die Gesamtelimination beträgt über alle Stufen mehr als 99% des Zulaufwertes. Die Ablaufkonzentrationen der Gesamtanlage liegen weit unter dem vietnamesischen Grenzwert.
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
9.000
10.000
10.02.2011 -13.03.2011
Operating Phase IV
n = 5
14.03.2011 -02.05.2011
Operating Phase V
n = 4
27.06.2011 -16.11.2011
Operating Phase VI
n = 23
17.11.2011 -19.01.2012
Operating Phase VII
n = 3
27.01.2012 -31.03.2012
Operating Phase VIII
n = 11
01.04.2012 -30.09.2012
Operating Phase IX
n = 38
BOD (mg/l)
Influent Effluent Flotation Effluent EGSB Effluent OKA1
Abbildung 30: Mittelwerte des Parameters CBSB5 in der Behandlungsstraße 1 während der Betriebsphasen IV - IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
13.1.4 Gesamter Kjeldahl-Stickstoff (TKN)
In Abbildung 31 sind die Mittelwerte des Parameters Kjeldahl-Stickstoff für die Betriebs-phasen III – IX dargestellt. Aufgrund des Einfahrbetriebs des Vertikalbodenfilters 1 während der Betriebsphase III in eingestautem Zustand erfolgte eine Beprobung und Analytik für den Ablauf des Bodenfilters erst ab Februar 2011. Demnach wird durch die Abscheidung der Feststoffe in der Flotationsstufe eine Elimination in der Größenordnung von 10 – 40 % erreicht. Ab Betriebsphase VI liegen die Konzentrationen im Rohabwasser auf einem geringeren Niveau als in den vorangegangenen Phasen. Dies wird auf Umstellungen im Produktionsbetrieb zurückgeführt. Während der Betriebsphasen IV und V wurde der Anaerobreaktor mit einer deutlich höheren Raumbelastung betrieben, so dass die in diesem Anlagenteil beobachtete Stickstoffelimination dem Aufbau zusätzlicher Biomasse zugeschrieben wird. Eine weitere signifikante Elimination erfolgt im aerob betriebenen Vertikalbodenfilter. Bezogen auf die Zulaufkonzentration werden über alle Anlagenstufen ca. 80 - 85% des Kjehldahl-Stickstoffs eliminiert.

Seite 37 von 76
0
50
100
150
200
250
300
350
400
450
500
22.10.2010 -30.01.2011
Operating Phase III
n = 5
10.02.2011 -13.03.2011
Operating Phase IV
n = 5
14.03.2011 -02.05.2011
Operating Phase V
n = 4
27.06.2011 -16.11.2011
Operating Phase VI
n = 23
17.11.2011 -19.01.2012
Operating Phase VII
n = 3
27.01.2012 -31.03.2012
Operating Phase VIII
n = 11
01.04.2012 -30.09.2012
Operating Phase IX
n = 38
TKN (mg/l)
Influent Effluent Flotation Effluent EGSB Effluent OKA1
Abbildung 31: Mittelwerte des Parameters TKN in der Behandlungsstraße 1 während der
Betriebsphasen III - IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
13.1.5 Stickstoffbilanzen
Während der letzten drei Betriebsphasen wurden neben dem Parameter Kjeldahl-Stickstoff (TKN) und Ammonium-Stickstoff (NH4-N) auch die Konzentrationen an Nitrat-Stickstoff (NO3-N) bestimmt. Aus der Differenz von TKN und NH4-N lässt sich rechnerisch die Konzentration an organischem Stickstoff (N-Organic) ermitteln. Die Ergebnisse der Auswertung sind in Abbildung 32 dargestellt. Demnach sind bereits im Zulauf zur Pilotanlage (Influent) neben den organischen Stickstoffverbindungen auch geringe Konzentrationen an Ammonium- und Nitrat-Stickstoff enthalten. Über die Abscheidung der Feststoffe in der Flotationsstufe erfolgt vorwiegend ein Austrag von organischen Stickstoffverbindungen. In der anaeroben Stufe findet anschließend eine teilweise Umwandlung des organischen Stickstoffs in Ammonium-Stickstoff statt. Daneben erfolgt eine Reduktion des Nitrat-Stickstoffs. Besonders interessant erscheint das Ergebnis der Bilanzierung im Ablauf der OKA1 während der Betriebsphase VII zu sein, in der im Gegensatz zu den folgenden Phasen keine nennenswerten Konzentrationen an Nitrat-Stickstoff ermittelt werden konnten. Fehlmessungen wurden durch eine wiederholte Durchführung der Analysen ausgeschlossen, da ursprünglich aufgrund der aeroben Bedingungen innerhalb des Bodenfilters von einer Oxidation des Ammoniums zum Nitrat ausgegangen wurde und das Ergebnis somit zunächst nicht der Erwartung entsprach. Als Erklärungsansatz könnte der während dieser Phase durchgeführte Austausch von Teilen der Bepflanzung im Vertikalbodenfilter dienen: Um den neuen Pflanzen ein Anwachsen zu ermöglichen, wurde der Wasserspiegel angehoben und der Vertikalbodenfilter um einige zehn Zentimeter höher eingestaut betrieben. Während dieses Zeitraumes lag

Seite 38 von 76
somit eine aerobe Zone des Filters über einer anoxischen Zone. Somit könnte durchaus eine Denitrifikation im unteren, wassergesättigten Teil stattgefunden haben. Üblicherweise wird dieser Effekt durch das Hintereinanderschalten zweier unterschiedlich betriebener Bodenfilter erreicht. In den beiden letzten Phasen im rein aeroben Betrieb kann eine ausgeprägte Nitrifikation des Ammonium-Stickstoffs und ein weitergehender Abbau des organischen Stickstoffs verzeichnet werden. Bezogen auf den Gesamtstickstoff im Zulauf (Rohabwasser) werden über alle Stufen ca. 40 – 50 % abgebaut. Der vorwiegende Anteil der Stickstoffspezies im Ablauf liegt in Form von Nitrat-Stickstoff vor.
0
50
100
150
200
250
300
350
Influent Effluent Flotation
Effluent EGSB Effluent OKA1
Influent Effluent Flotation
Effluent EGSB Effluent OKA1
Influent Effluent Flotation
Effluent EGSB Effluent OKA1
17.11.2011 ‐ 19.01.2012Operating Phase VII
27.01.2012 ‐ 31.03.2012Operating Phase VIII
01.04.2012 ‐30.09.2012Operating Phase IX
Concentration (mg/l)
NO3‐N
NH4‐N
N Organic
Abbildung 32: Stickstoffbilanzen für die Betriebsphasen VII – IX; Verteilung der Stickstoffspezies innerhalb der einzelnen Anlagenstufen in der Behandlungsstraße 1
13.1.6 Gesamtphosphor
In Abbildung 33 sind die Mittelwerte des Parameters Gesamtphosphor für die Betriebs-phasen III – IX dargestellt. Aufgrund des Einfahrbetriebs des Vertikalbodenfilters 1 während der Betriebsphase III in eingestautem Zustand erfolgte – wie beim Parameter TKN – eine Beprobung und Analytik für den Ablauf des Bodenfilters erst ab Februar 2011. Eine signifikante Elimination an Gesamtphosphor findet erst im Vertikalbodenfilter statt. Der ab Betriebsphase VI zu verzeichnende Rückgang des Konzentrationsniveaus im Zulauf der Pilotanlage wird auf eine Umstellung im Produktionsprozess zurückgeführt und konnte beim Parameter TKN ebenfalls beobachtet werden.

Seite 39 von 76
Wie bereits beim Gesamtstickstoff wird auch hier in den Betriebsphasen IV und V von einem Biomasseaufbau in der Anaerobstufe ausgegangen, wodurch die Konzentration an Phosphor im Ablauf geringer ausfällt als im Zulauf. Die Ablaufkonzentration im Bodenfilter liegt in diesen beiden Betriebsphasen mit 7 – 9,3 mg/l im Bereich des vietnamesischen Grenzwertes. Dies entspricht einer Reduktion von ca. 90 - 93%, bezogen auf die Zulaufkonzentration im Rohabwasser. Ab der Betriebsphase VI wird allerdings wieder ein Anstieg der Ablaufkonzentration verzeichnet, so dass von einer zwischenzeitlich eingetretenen Erschöpfung der Adsorptionskapazität des Filtermaterials ausgegangen wird. In den Betriebsphasen VII – IX stellt sich im Ablauf des Vertikalbodenfilters eine nahezu konstante Konzentration in Höhe von 32 – 37 mg/l ein. Die entspricht, bezogen auf die Zulaufkonzentration im Rohabwasser während dieses Zeitraumes, einer Reduktion um ca. 50 %.
0
20
40
60
80
100
120
22.10.2010 -30.01.2011
Operating Phase III
n = 5
10.02.2011 -13.03.2011
Operating Phase IV
n = 5
14.03.2011 -02.05.2011
Operating Phase V
n = 4
27.06.2011 -16.11.2011
Operating Phase VI
n = 23
17.11.2011 -19.01.2012
Operating Phase VII
n = 3
27.01.2012 -31.03.2012
Operating Phase VIII
n = 11
01.04.2012 -30.09.2012
Operating Phase IX
n = 38
P (mg/l)
Influent Effluent Flotation Effluent EGSB Effluent OKA1
Abbildung 33: Mittelwerte des Parameters Gesamtphosphor in der Behandlungsstraße 1
während der Betriebsphasen III – IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB
13.1.7 Cyanide
In Abbildung 34 sind die Mittelwerte des Parameters Gesamtcyanid für die Betriebs-phasen III – IX dargestellt. Die Bandbreite der Zulaufwerte von 18 - 30 mg/l wird auf unterschiedliche Rohstoffqualitäten (Herkunft und Sorte) des verarbeiteten Manioks zurückgeführt. Bereits über die Abscheidung der Feststoffe in der Flotation findet eine geringe Konzentrationsabnahme im Bereich einiger mg/l statt. Nach Untersuchungen von Siller und Winter (2004) lassen sich in einem adaptierten Anaerobreaktor nennenswerte Mengen an Cyanid eliminieren. Dies gelingt auch mit dem EGSB-Reaktor, mit dem während der Betriebsphasen III – V Ablaufwerte von 5 - 6 mg/l sicher erreicht werden.
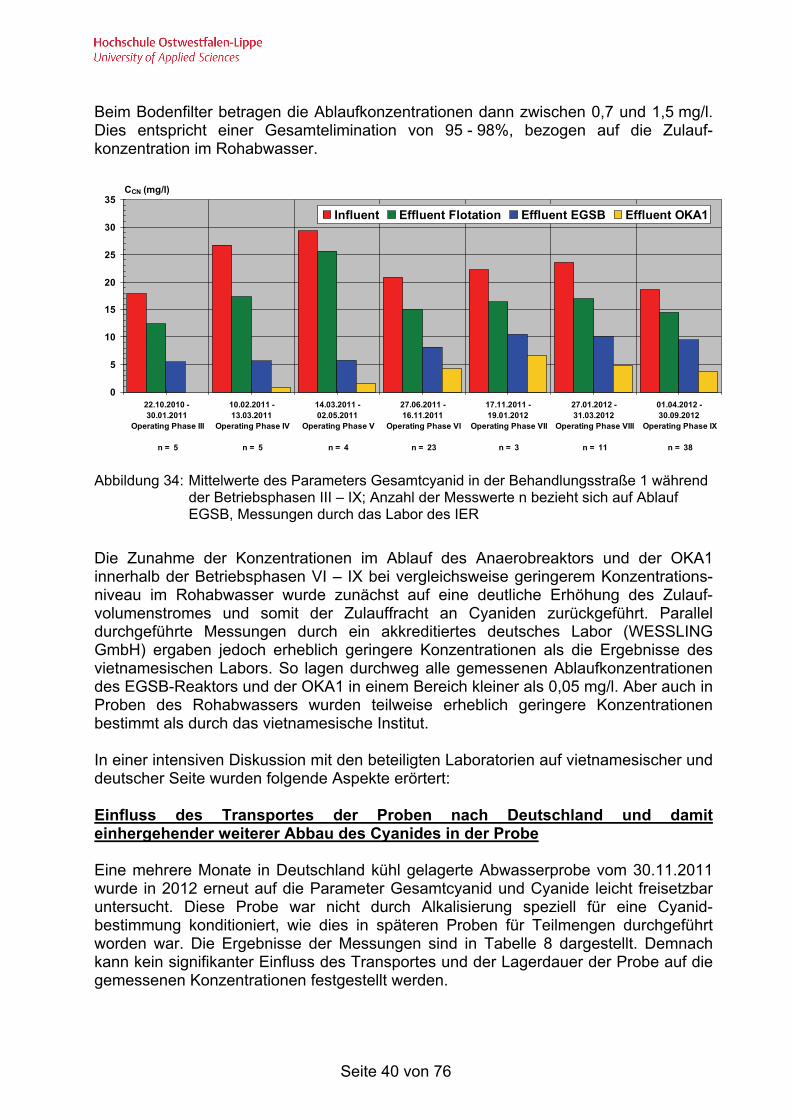
Seite 40 von 76
Beim Bodenfilter betragen die Ablaufkonzentrationen dann zwischen 0,7 und 1,5 mg/l. Dies entspricht einer Gesamtelimination von 95 - 98%, bezogen auf die Zulauf-konzentration im Rohabwasser.
0
5
10
15
20
25
30
35
22.10.2010 -30.01.2011
Operating Phase III
n = 5
10.02.2011 -13.03.2011
Operating Phase IV
n = 5
14.03.2011 -02.05.2011
Operating Phase V
n = 4
27.06.2011 -16.11.2011
Operating Phase VI
n = 23
17.11.2011 -19.01.2012
Operating Phase VII
n = 3
27.01.2012 -31.03.2012
Operating Phase VIII
n = 11
01.04.2012 -30.09.2012
Operating Phase IX
n = 38
CCN (mg/l)
Influent Effluent Flotation Effluent EGSB Effluent OKA1
Abbildung 34: Mittelwerte des Parameters Gesamtcyanid in der Behandlungsstraße 1 während der Betriebsphasen III – IX; Anzahl der Messwerte n bezieht sich auf Ablauf EGSB, Messungen durch das Labor des IER
Die Zunahme der Konzentrationen im Ablauf des Anaerobreaktors und der OKA1 innerhalb der Betriebsphasen VI – IX bei vergleichsweise geringerem Konzentrations-niveau im Rohabwasser wurde zunächst auf eine deutliche Erhöhung des Zulauf-volumenstromes und somit der Zulauffracht an Cyaniden zurückgeführt. Parallel durchgeführte Messungen durch ein akkreditiertes deutsches Labor (WESSLING GmbH) ergaben jedoch erheblich geringere Konzentrationen als die Ergebnisse des vietnamesischen Labors. So lagen durchweg alle gemessenen Ablaufkonzentrationen des EGSB-Reaktors und der OKA1 in einem Bereich kleiner als 0,05 mg/l. Aber auch in Proben des Rohabwassers wurden teilweise erheblich geringere Konzentrationen bestimmt als durch das vietnamesische Institut. In einer intensiven Diskussion mit den beteiligten Laboratorien auf vietnamesischer und deutscher Seite wurden folgende Aspekte erörtert: Einfluss des Transportes der Proben nach Deutschland und damit einhergehender weiterer Abbau des Cyanides in der Probe Eine mehrere Monate in Deutschland kühl gelagerte Abwasserprobe vom 30.11.2011 wurde in 2012 erneut auf die Parameter Gesamtcyanid und Cyanide leicht freisetzbar untersucht. Diese Probe war nicht durch Alkalisierung speziell für eine Cyanid-bestimmung konditioniert, wie dies in späteren Proben für Teilmengen durchgeführt worden war. Die Ergebnisse der Messungen sind in Tabelle 8 dargestellt. Demnach kann kein signifikanter Einfluss des Transportes und der Lagerdauer der Probe auf die gemessenen Konzentrationen festgestellt werden.

Seite 41 von 76
Tabelle 8: Ergebnisse zur Untersuchung des Einflusses einer längeren Probenlagerung auf die Cyanidbestimmungen; Messungen durch WESSLING Laboratorien
Bezeichnung Datum Probenahme Datum Analytik CNgesamt CNleicht freisetzbar Anmerkung
( ) ( ) ( ) (mg/l) (mg/l) ( )
Rohabwasser 30.11.2011 14.12.2011 34 25 Probe nicht konditioniert, Erstmessung
Rohabwasser 30.11.2011 21.05.2012 32 23 Nachmessung, Probe im Kühlschrank gelagert
Einfluss des Analyseverfahrens auf das Ergebnis Die Verfahren zur Bestimmung des Gesamtcyanids, welche in Vietnam (APHA 4500-CN- D) und in Deutschland (EN ISO 14403) angewandt werden, unterscheiden sich sowohl hinsichtlich der Probenaufbereitung zur Freisetzung des gebundenen Cyanides als auch in der Art der anschließenden Detektion. Gemäß der Methode APHA 4500-CN- D wird das gebundene Cyanid nach Säure-einwirkung durch Destillation abgetrennt (Vorbehandlung gemäß APHA 4500-CN- C), in Alkalilösung absorbiert und anschließend mittels Titration gegen Silberionen bestimmt. Bei der (neuen) Methode nach EN ISO 14403 erfolgt eine Zersetzung des komplex gebundenen Cyanides unter Einwirkung von UV-Licht mit Abtrennung über eine hydrophobe Membran, gefolgt von einer Absorption in alkalischer Lösung und anschließender photometrischer Bestimmung. Beide Analyseverfahren sollten hinsichtlich des Parameters Gesamtcyanid vergleichbare Ergebnisse liefern. Dies wurde von den beteiligten Laboratorien bestätigt. Somit wird eine signifikante Differenz aufgrund des eingesetzten Verfahrens zunächst ausgeschlossen. Einfluss von Thiocyanat (SCN-) Als eine mögliche Fehlerquelle, die zu einem Mehrbefund führen könnte, wurde eine mögliche Mitbestimmung von Thiocyanaten diskutiert. Diese sollten eigentlich bei sorgfältiger Anwendung der oben genannten Analyseverfahren von der Detektion aus-geschlossen sein. Gleichwohl ist bei einer photometrischen Bestimmung des freien oder leicht freisetzbaren Cyanides mittels Küvetten- oder Reagenzientests der Einfluss eventuell vorhandenen Thiocyanates zu berücksichtigen, da dieses wie das Cyanid-Ion ebenfalls zu einer Farbreaktion führt und somit zu einem Mehrbefund führen kann. Eigene orientierende Untersuchungen im hochschuleigenen Laboratorium unter Anwendung von Küvettentests bestätigten die Detektion von Thiocyanat als Cyanid:
Zwei Proben (Rohabwasser vom 30.11.2011 und Ablauf Anaerobreaktor vom 01.12.2011) wurden zunächst photometrisch auf den Parameter freies Cyanid untersucht (Cyanidtest 14800 der Firma Merck).
Anschließend erfolgte eine photometrische Untersuchung auf Anwesenheit von
Thiocyanat-Ionen (Komplexierung als Eisen(III)-thiocyanat) gemäß Applikation „Thiocyanat neben Cyanid in Abwasser“ der Firma Merck.

Seite 42 von 76
In beiden Proben wurden daraufhin die Konzentrationen an Thiocyanat nach Methode EN ISO 10304-3 (D22) durch das Laboratorium WESSLING bestimmt.
Die Ergebnisse der eigenen Labormessungen sind in Tabelle 9 denen des Laboratoriums WESSLING gegenübergestellt. Demnach werden photometrisch erheblich höhere Thiocyanat-Konzentrationen ermittelt als dies bei dem ionenchromatographischen Verfahren nach EN ISO 10304-3 (D22) der Fall ist. Offensichtlich enthalten die Abwasserproben Substanzen, die bei der photometrischen Analyse ähnliche Reaktionen zeigen, wie dies bei Cyanid- oder Thiocyanationen der Fall ist.
Tabelle 9: Ergebnisse zur Untersuchung der Konzentrationen an Thiocyanat; Vergleich der in Eigenanalytik ermittelten Werte mit denen des Laboratoriums WESSLING
Bezeichnung Datum Probenahme Messung WESSLING
( ) ( ) CNgesamt CNleicht freisetzbar CNleicht freisetzbar SCN SCN
(mg/l) (mg/l) (mg/l) (mg/l) (mg/l)
Rohabwasser 30.11.2011 34 25 23,3 8 1,2
Ablauf EGSB 01.12.2011 <0,05 0,02 10,5 27,8 1,9
Messung WESSLING Eigenanalytik
Fazit Obwohl die Untersuchungen nur orientierend durchgeführt wurden, könnte aus den Ergebnissen ein Hinweis auf mögliche Fehlmessungen im vietnamesischen Laboratorium abgeleitet werden. Die im Ablauf des Anaerobreaktors mit dem photometrischen Verfahren ermittelte (falsche) Cyanid-Konzentration von ca. 10 mg/l entspricht ziemlich genau dem Konzentrationsniveau, welches durch das vietnamesische Institut als Gesamtcyanid im Vergleichszeitraum bestimmt worden ist. Das Institut hat angekündigt, sich im Rahmen weitergehender Untersuchungen mit der Thematik zu befassen. Aufgrund der auch in der Literatur genannten Eignung des Anaerobverfahrens zum Abbau von Cyaniden in stärkehaltigen Abwässern (Gijzen et. al., 2000; Siller und Winter, 2004) wird somit den Ergebnissen des deutschen Laboratoriums gefolgt, die in allen Ablaufproben des Anaerobreaktors Konzentrationen kleiner 0,05 mg/l ermittelt haben. In Tabelle 10 sind die Ergebnisse der durchgeführten Messungen dargestellt.
Tabelle 10: Ergebnisse der Messungen zur Bestimmung der Cyanidkonzentrationen in aus-gewählten Abwasserproben; Messungen durch WESSLING Laboratorien
Bezeichnung Datum Probenahme Datum Analytik CNgesamt CNleicht freisetzbar Anmerkung
( ) ( ) ( ) (mg/l) (mg/l) ( )
Rohabwasser 29.10.2010 12.11.2010 66 63 Probe nicht konditioniert
Ablauf EGSB 12.11.2010 23.11.2010 0,017 <0,01 Probe nicht konditioniert
Rohabwasser 30.11.2011 14.12.2011 34 25 Probe nicht konditioniert
Ablauf EGSB 01.12.2011 14.12.2011 <0,05 0,02 Probe nicht konditioniert
Rohabwasser 30.03.2012 27.04.2012 1,8 1 Probe konditioniert
Ablauf Flotation 30.03.2012 27.04.2012 0,97 0,3 Probe konditioniert
Ablauf EGSB 30.03.2012 27.04.2012 0,016 <0,005 Probe konditioniert
Ablauf OKA1 30.03.2012 27.04.2012 0,013 <0,005 Probe konditioniert

Seite 43 von 76
Auffällig ist die geringe Konzentration in der Probe des Rohabwassers vom 30.03.2012. Die Bestimmung wurde sicherheitshalber wiederholt und das Ergebnis bestätigt. Recherchen beim Produktionsbetrieb ergaben für den Zeitpunkt der Probenahme, dass vorwiegend sogenannte „süße“ Manioksorten angekauft und verarbeitet worden sind, die einen bedeutend geringeren Gehalt an Cyaniden aufweisen als dies bei den „bitteren“ Sorten der Fall ist. Im Ablauf des Anaerobreaktors und des Vertikalbodenfilters ist praktisch kaum noch Gesamtcyanid enthalten. Eine weitergehende Behandlung des Abwassers zur Cyanid-reduktion ist demnach nicht erforderlich.
13.1.8 Biogasausbeuten
Das im Anaerobreaktor produzierte Biogas wurde mittels eines Balgenzählers und elektronischer Signalwandlung erfasst. Darüber hinaus wurden im Rahmen der Vorort-Präsenzen Kurzzeitmessungen zur Bestimmung der qualitativen Gaszusammen-setzung durchgeführt (Instrument: DRÄGER X-am 7000, kalibriert). In Tabelle 11 sind die spezifischen Biogas- und Methanausbeuten für zwei Messzeiträume mit den relevanten Volumen- und Stoffstromdaten dargestellt. Die Volumenangaben des Biogases beziehen sich auf Bedingungen im Normzustand (0°C, trocken) ohne Luftdruckkorrektur. Für den Zeitraum März – April 2010 wurde eine Gaszusammensetzung von 70% Methan und 30% Kohlendioxid bestimmt. Der Anaerobreaktor befand sich zu diesem Zeitpunkt noch in der sogenannten Startphase, in der zunächst ein Zuwachs an Biomasse erzielt werden musste. Die später verzeichnete Leistungsfähigkeit war daher zu diesem Zeitpunkt noch nicht annähernd erreicht. Dies ist einerseits deutlich an der geringen Raumbelastung von 4,64 kg CSB/m³ * d und andererseits am recht geringen Wirkungsgrad des CSB-Abbaus von η = 63,7%, bezogen auf die Zulauffracht, abzulesen. Die spezifische Methanausbeute betrug in diesem Zeitraum VN = 0,22 m³/kg CSBabgebaut und lag damit unter dem stöchiometrischen Wert von VN = 0,35 m³/kg CSBabgebaut, der für vergleichbare Abwasserzusammensetzungen in der Literatur angegeben wird (Austermann-Haun, 2008). Im Vergleichszeitraum des Folgejahres (März 2012) wurde der Reaktor mit einer mittleren Raumbelastung von 18,6 kg CSB/m³ * d betrieben, die mehrmals kurzzeitig um mehr als das Doppelte überschritten wurde. Der Wirkungsgrad des CSB-Abbaus erreicht, bezogen auf die Zulauffracht, einen Wert von 81,5%. Bei einer gemessenen Zusammensetzung des Biogases von 79% Methan und 21% Kohlendioxid wird eine spezifische Methanausbeute von VN = 0,32 m³/kg CSBabgebaut erzielt, die nur geringfügig unter dem o.a. theoretischen Maximalwert liegt.
Tabelle 11: Spezifische Biogasausbeuten während unterschiedlicher Betriebsphasen der Pilotanlage; Konzentrationsangaben CSB = frachtgewichtete Mittelwerte
Zeitraum Qzu = Qab m(CSBzu) BR(CSB) m(CSBab) m(CSBabgebaut) η V(Biogas) V(Biogas)spez. c(CH4) c(CO2) V(CH4)spez.
(l) (kg) (kg CSB/m³*d) (kg) (kg) (%) (Nm³) (Nm³/kg CSBabgeb.) (Vol %) (Vol %) (Nm³/kg CSBabgeb.)
12.03. ‐ 12.04.2010 63.908 717 4,64 260 457 63,7 147 0,32 70 30 0,22
09.03. ‐ 30.03.2012 337.875 2.475 18,58 458 2.016 81,5 827 0,41 79 21 0,32

Seite 44 von 76
13.1.9 Sonderuntersuchungen Behandlungsstraße 1, Stresstests
Während des Betriebes der Pilotanlage wurden ergänzende Untersuchungen zur Optimierung der Feststoffabscheidung in der Flotationsstufe durchgeführt. Darüber hinaus wurde im Rahmen von sogenannten Stresstests der Anaerobreaktor hinsichtlich des Betriebsverhaltens bei Störungen in der Steuerung des pH-Wertes und bei Über-schreitung der hydraulischen Zulauffracht untersucht. Die Ergebnisse werden nach-folgend kurz dargestellt.
13.1.9.1 Untersuchungen zur Verbesserung der Feststoffabscheidung in der Flotationsstufe
Während der Vorort-Präsenzen des wissenschaftlichen Hochschulmitarbeiters im März und Oktober 2010 fanden gemeinsame Untersuchungen mit der Firma NALCO Vietnam zum Einsatz eines Flockungs- und Flockungshilfsmittels im Zulauf zur Flotationsstufe zur weiteren Steigerung des Wirkungsgrades statt. Obwohl nach den bis dahin vorliegenden Daten keine Beeinträchtigung des Anaerob-reaktors durch die (verhältnismäßig geringen) Restgehalte an Feststoffen im Abwasser nach der Flotationsstufe zu besorgen war, sollten die Untersuchungen generelle Aus-sagen zur Wirksamkeit und zur Wirtschaftlichkeit beim Einsatz eines Flockungsmittels ermöglichen. Da der aus der Flotationsstufe anfallende Schlamm grundsätzlich die Möglichkeit einer Weiterverwendung als Tierfuttermittel bieten sollte, wurde die Präferenz bei der Auswahl einer geeigneten Chemikalienkombination auf Produkte gelegt, welche eine Zulassung der FDA (Food and Drug Administration der USA) besitzen. Als geeignet erwiesen hat sich eine Kombination der folgenden Produkte:
CAT-FLOC 8103 PLUS (Kationisches polymeres Flockungsmittel)
OPTIMER 7194 PLUS (Kationisches polymeres Flockungshilfsmittel) Im Rahmen eines Betriebsversuches im März 2011 erfolgte der Einsatz im Zulauf zur Flotation über einen Zeitraum von zwei Tagen. Begleitet wurde dieser durch zwei Mitarbeiter der Firma NALCO, die für einen gesamten Tag vor Ort waren. Der Feststoffgehalt im Ablauf der Flotation ließ sich damit von ca. 500 mg/l auf etwa 200 mg/l um etwas mehr als die Hälfte senken. Die Ergebnisse der Vorversuche wurden hierbei bestätigt, teilweise lagen die Abscheide-leistungen aber noch deutlich darüber (Abbildung 35). Aufgrund des sehr stabilen Betriebs des Anaerobreaktors bei mäßiger Feststoffbelastung im Zulauf wurde auch aus Kostengründen jedoch entschieden, auf einen dauerhaften Einsatz der Chemikalien im Bereich der Flotationsstufe zu verzichten.

Seite 45 von 76
Abbildung 35: Feststoffanteil in Proben aus dem Ablauf der Flotationsstufe; links ohne, rechts mit Einsatz eines Flockungs- / Flockungshilfsmittels
13.1.9.2 Verhaltens des Anaerobreaktors bei Überschreitung des Soll-pH-Wertes
Der Stresstest I diente der Überprüfung des Betriebsverhaltens des Anaerobreaktors bei starker Überschreitung des Soll-pH-Wertes von pH = 6,9 – 7,0. Ein solches Ereignis kann beispielsweise infolge eines Ausfalls der pH-Sonde im Reaktor oder einer Störung des Niveausensors in der Vorversäuerung eintreten. Letzterer steuert zwei Speisepumpen (Exzenterschneckenpumpen):
1. Zulauf vom Pufferbehälter (Ablauf Flotation) zur Vorversäuerung
2. Zulauf von der Vorversäuerung zum EGSB-Reaktor
Während des Tests wurde eine Verschlammung (Verzopfung) des Niveausensors in der Vorversäuerung während der Nachtstunden simuliert, in deren Folge stets ein aus-reichendes Abwasserniveau in der Vorlage signalisiert wurde. Damit werden folgende Fehler im System ausgelöst:

Seite 46 von 76
1. Der Behälter wird bis auf ein kleines Restvolumen entleert. Im Regelbetrieb würde die Sonde bei Unterschreitung eines Mindestniveaus die Abschaltung der Speisepumpe zum EGSB-Reaktor auslösen. Diese ist zusätzlich mit einem Trockenlaufschutz versehen, so dass eine Schädigung des Pumpenstators während des Tests nicht zu besorgen war.
2. Die pH-Sonde in der Vorversäuerung fällt trocken und liefert keine verwertbare Messgröße für die Regelung der Natronlaugedosierung. In der Folge wird weiter Natronlauge in den Behälter gefördert. Der Regelbereich des Systems ist auf einen pH-Wert von 5,4 – 5,6 eingestellt. Bei Unterschreitung von pH 5,4 erfolgt eine Zudosierung von Natronlauge, bis der obere Regelwert von pH = 5,6 erreicht ist.
Versuchsdurchführung Die Unterschreitung des minimal zulässigen Niveaus in der Vorversäuerung erfolgte am 05.03.2012 gegen 18:00 Uhr. Der Sensor wurde kurzgeschlossen, um einen aus-reichenden Abwasserfüllstand im Behälter zu simulieren. Das System lief über Nacht durch. Am 06.03.2012 um 07:30 Uhr wurde der simulierte Fehler wieder behoben. Die Vorversäuerungsstufe wurde daraufhin wieder mit Abwasser aus der Flotationsstufe befüllt. Zeitgleich wurde die Speisepumpe für den Anaerobreaktor im Handbetrieb gestartet. Beobachtungen In Abbildung 36 ist der zeitliche Verlauf der Parameter pH-Wert in der Vorversäuerung und im EGSB-Reaktor, CSB und organische Säuren (VFA) im Ablauf des Reaktors sowie der Volumenstrom der Speisepumpe dargestellt. Anmerkung Zeitabschnitte, in denen der Zulaufvolumenstrom zum EGSB-Reaktor (Feedpumpe) auf Null zurückgeht, sind durch Reinigungen oder Wartungsarbeiten des Produktions-betriebes verursacht, bei denen kein Abwasseranfall erfolgt.

Seite 47 von 76
4479
2116
0
2
4
6
8
10
12
05.03.12 0:00 06.03.12 0:00 07.03.12 0:00 08.03.12 0:00 09.03.12 0:00 10.03.12 0:00
Datum / Uhrzeit
pH (‐)
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
4.500
5.000Volumenstrom Feedpumpe Q (l/h) ‐ CSB, VFA (mg/l)
pH Vorversäuerung
pH EGSB
Feed EGSB (l/h)
CSB Ablauf EGSB
VFA Ablauf EGSB
Start Stresstest Ende Stresstest
Abbildung 36: Zeitlicher Verlauf der pH-Werte in der Vorversäuerungsstufe und im EGSB-Reaktor, des CSB-Wertes und der organischen Säuren (VFA) im Ablauf des Anaerobreaktors sowie des Volumenstromes der Speisepumpe während des Stresstests
Vorversäuerung Der pH-Sensor in der Vorversäuerung reicht nicht bis zum Behälterboden. Daher ist bei einer Unterschreitung der Mindestfüllmenge im Behälter keine korrekte Messung mehr möglich. Dieses ist am zeitlichen Verlauf des pH-Wertes ab 05.03.2012 18:00 Uhr (Start des Stresstests) zu erkennen: Der Wert fällt von ca. pH = 5,5 innerhalb von 2 Stunden bis auf pH = 4,8 ab. Nach diesem Zeitpunkt (ca. 20:00 Uhr) steigt dieser wieder langsam an, obwohl keine Benetzung des Sensors durch Flüssigkeit stattfand. Als Ursache wird die Bildung von Ammoniak, bedingt durch die Überdosierung von Natronlauge, vermutet, welches in der wasserdampfgesättigten Gasphase zu einem Messsignal der Sonde führt. Der an Gülle erinnernde Geruch des Abwassers durch die Alkalisierung war am nächsten Morgen deutlich wahrnehmbar. Um ca. 02:40 Uhr ist der obere Regelwert (pH = 5,6) für die Abschaltung der Natronlaugedosierung erreicht. Ab diesem Zeitpunkt erfolgt keine weitere Zufuhr an Lauge. Während der folgenden Stunden steigt der pH-Wert in der Gasphase weiter an. Gegen 09:00 Uhr wird ein Maximum von pH = 12 erreicht. Erst ab diesem Zeitpunkt befindet sich der pH-Sensor wieder unterhalb des Flüssigkeitsspiegels. Der Peak gegen 08:00 Uhr (pH = 8,3) wird auf einen kurzfristigen Wasserspritzer, bedingt durch das Rührwerk, zurückgeführt. Durch die weitere Zufuhr von Abwasser – unterbrochen von einer ca. 1,5-stündigen Reinigungsphase des produzierenden Betriebs, bei dem kein Abwasser anfällt – sinkt der pH-Wert weiter ab und erreicht gegen 17:00 Uhr wieder den Sollwert von pH = 5,5.

Seite 48 von 76
EGSB-Reaktor Nach der automatischen Abschaltung (Trockenlaufschutz) der Speisepumpe am 05.03.2012 um ca. 20:00 Uhr stellt sich während der Nachstunden im Anaerobreaktor ein leicht erhöhter pH-Wert von 7,0 – 7,3 ein. Für eine gewisse Zeitspanne muss während der Beschickung am Vorabend bereits alkalisches Abwasser in den Reaktor gelangt sein, bevor es zur Notabschaltung der Pumpe kam. Unmittelbar nach Wiederinbetriebnahme um 08:00 Uhr des folgenden Morgens steigt der pH-Wert infolge der Zufuhr des stark alkalisierten Abwassers aus der Vorversäuerung innerhalb weniger Minuten bis auf einen Wert von 8,8 an. Zeitversetzt um ca. 1 – 2 Stunden wird im Ablauf des Reaktors ein leichter Ammoniakgeruch wahrgenommen. Die Farbe des Abwassers hat sich von gelblich nach dunkelgrau/schwarz verändert. Ab ca. 14:00 Uhr erreicht der pH-Wert wieder den Sollbereich von pH = 7,0. Die Abbauleistung des Anaerobreaktors geht während des Stresstests signifikant zurück und erholt sich in der Folge nur relativ langsam, denn der CSB-Wert im Ablauf des Reaktors steigt zeitversetzt um einen Tag von ca. 1.000 mg/l bis auf ca. 4.500 mg/l (07.03.2012 um 15:00 Uhr) an. Die organischen Säuren erreichen zu diesem Zeitpunkt eine kritische Konzentration von ca. 2.100 mg/l. Die Gasproduktion des Reaktors kommt innerhalb dieser Zeitspanne praktisch zum Erliegen (im Diagramm aus Gründen der Übersichtlichkeit nicht dargestellt). Sicherheitshalber wurde der Zulaufvolumenstrom am Nachmittag des 07.03.2012 auf ca. 250 l/h reduziert, um die Biozönose im Reaktor zu schützen. Eine Beprobung des Ablaufes am Morgen des 08.03.2012 ergab sowohl für den CSB und die organischen Säuren wieder unkritische Werte im normalen Bereich. Der Versuch wurde am 08.03.2012 gegen 14:00 Uhr abgeschlossen. Fazit Die Abbauleistung des Anaerobreaktors nimmt bei einem Anstieg des pH-Wertes über den Sollbereich von pH = 6,9 – 7,0 signifikant ab. Trotz Erreichen des Soll-pH-Wertes innerhalb weniger Stunden benötigt die Biozönose einen Zeitraum von ca. 1 – 2 Tagen unter Beschickung mit reduziertem Abwasservolumenstrom, um wieder das vorherige Leistungsniveau zu erreichen. Bei einer großtechnischen Umsetzung ist daher für diesen Fall ein ausreichendes Puffervolumen zur Speicherung der zwischenzeitlich anfallenden Abwässer vorzuhalten bzw. eine Umfahrung der Anaerobstufe vorzusehen. Eine nachhaltige Schädigung der Biozönose ist nicht eingetreten.
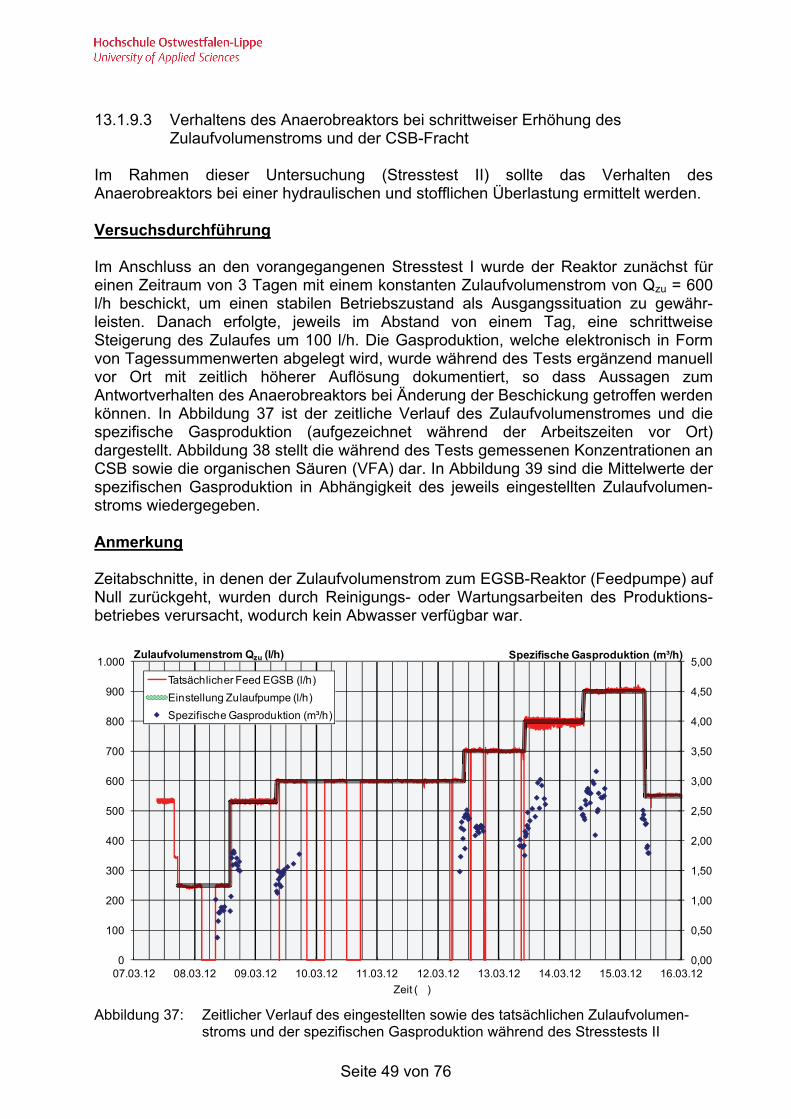
Seite 49 von 76
13.1.9.3 Verhaltens des Anaerobreaktors bei schrittweiser Erhöhung des Zulaufvolumenstroms und der CSB-Fracht
Im Rahmen dieser Untersuchung (Stresstest II) sollte das Verhalten des Anaerobreaktors bei einer hydraulischen und stofflichen Überlastung ermittelt werden. Versuchsdurchführung Im Anschluss an den vorangegangenen Stresstest I wurde der Reaktor zunächst für einen Zeitraum von 3 Tagen mit einem konstanten Zulaufvolumenstrom von Qzu = 600 l/h beschickt, um einen stabilen Betriebszustand als Ausgangssituation zu gewähr-leisten. Danach erfolgte, jeweils im Abstand von einem Tag, eine schrittweise Steigerung des Zulaufes um 100 l/h. Die Gasproduktion, welche elektronisch in Form von Tagessummenwerten abgelegt wird, wurde während des Tests ergänzend manuell vor Ort mit zeitlich höherer Auflösung dokumentiert, so dass Aussagen zum Antwortverhalten des Anaerobreaktors bei Änderung der Beschickung getroffen werden können. In Abbildung 37 ist der zeitliche Verlauf des Zulaufvolumenstromes und die spezifische Gasproduktion (aufgezeichnet während der Arbeitszeiten vor Ort) dargestellt. Abbildung 38 stellt die während des Tests gemessenen Konzentrationen an CSB sowie die organischen Säuren (VFA) dar. In Abbildung 39 sind die Mittelwerte der spezifischen Gasproduktion in Abhängigkeit des jeweils eingestellten Zulaufvolumen-stroms wiedergegeben. Anmerkung Zeitabschnitte, in denen der Zulaufvolumenstrom zum EGSB-Reaktor (Feedpumpe) auf Null zurückgeht, wurden durch Reinigungs- oder Wartungsarbeiten des Produktions-betriebes verursacht, wodurch kein Abwasser verfügbar war.
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
0
100
200
300
400
500
600
700
800
900
1.000
07.03.12 08.03.12 09.03.12 10.03.12 11.03.12 12.03.12 13.03.12 14.03.12 15.03.12 16.03.12
Zeit ( )
Tatsächlicher Feed EGSB (l/h)
Einstellung Zulaufpumpe (l/h)
Spezifische Gasproduktion (m³/h)
Zulaufvolumenstrom Qzu (l/h) Spezifische Gasproduktion (m³/h)
Abbildung 37: Zeitlicher Verlauf des eingestellten sowie des tatsächlichen Zulaufvolumen-
stroms und der spezifischen Gasproduktion während des Stresstests II

Seite 50 von 76
0
2.000
4.000
6.000
8.000
10.000
12.000
0
100
200
300
400
500
600
700
800
900
1.000
07.03.12 08.03.12 09.03.12 10.03.12 11.03.12 12.03.12 13.03.12 14.03.12 15.03.12 16.03.12
c(CSB), c(VFA) (mg/l)
Zeit ( )
Einstellung Zulaufpumpe (l/h)
CSB Zulauf EGSB (mg/l)
CSB Ablauf EGSB (mg/l)
VFA Ablauf EGSB (mg/l)
Zulaufvolumenstrom Qzu (l/h)
Abbildung 38: Zeitlicher Verlauf des eingestellten Zulaufvolumenstroms sowie der CSB- und
der VFA-Konzentrationen während des Stresstests II
R² = 0,9822
0,00
0,50
1,00
1,50
2,00
2,50
3,00
0 100 200 300 400 500 600 700 800 900 1.000
Volumenstrom Qzu (l/h)
Spez. Gasproduktion (m³/h)
Spezifische Gasproduktion (m³/h)
Abbildung 39: Spezifische Gasproduktion in Abhängigkeit des Zulaufvolumenstroms als
Funktion der Zeit während des Stresstests II; Mittelwerte mehrerer Einzel-ablesungen für den jeweils eingestellten Volumenstrom (Betriebspunkt)
Beobachtungen Nach einer Erhöhung des Zulaufvolumenstroms und somit auch der stofflichen Fracht reagiert der Reaktor bereits innerhalb eines Zeitraumes von 0,5 – 1 h mit einer Zunahme der Gasproduktion (Abbildung 37). Die spezifische Gasproduktion korreliert innerhalb des untersuchten Bereiches nahezu linear mit dem Zulaufvolumenstrom (Abbildung 39).

Seite 51 von 76
Im Ablauf des Reaktors steigt die Konzentration an CSB und organischen Säuren mit zunehmender Beaufschlagung leicht an. Bezogen auf die Abbauleistung für den Parameter CSB wird jedoch nur ein Rückgang um ca. 5% verzeichnet. Am 14.03. wurde eine spezifische Raumbelastung von BR(CSB) = 44 kg CSB/m³ * d (vergleiche Abbildung 27) und somit fast eine dreifache Überschreitung der Auslegungsgröße erreicht. Ab einem Zulaufvolumenstrom von Qzu = 700 l/h findet ein vermehrter Austrag an Pellets über den Ablauf des Reaktors statt, vermutlich als Folge eines Flotationseffektes durch das gebildete Biogas. Bereits seit November 2011 wurde gelegentlich ein leichter Verlust von Pellets beobachtet, die sich als Schwimmdecke auf der Wasseroberfläche im Pumpensumpf akkumulierten. Während des Stresstests war die ausgetragene Menge an Pellets jedoch erheblich größer, wie in Abbildung 40 deutlich zu erkennen ist. Der Ablauf wies darüber hinaus größere Mengen an gelöstem Gas auf, welches „sprudelnd“ aus dem Wasser freigesetzt wurde. Orientierende Untersuchungen vor Ort durch Zusatz konzentrierter Salzsäure ergaben einen Anteil gelösten Kohlendioxids von ca. 0,2 - 0,5 l CO2/l Wasser. Nach Erreichen eines Zulaufvolumenstroms von Qzu = 900 l/h war der Austrag von Pellets nahezu beendet (Abbildung 41). Die in der Zwischenzeit ausgetragene Menge konnte nicht genau quantifiziert werden, es handelte sich jedoch mit Sicherheit um mehrere hundert Liter. Auf die Reinigungsleistung des Anaerobreaktors hatte dies aber noch keinen signifikanten Einfluss.
Abbildung 40: Blick in den Pumpensumpf (Ablauf) des EGSB-Reaktors; linke Aufnahme vom
22.11.2011 (Qzu = 450 l/h), rechte Aufnahme vom 13.03.2012 (Qzu = 700 l/h)
Abbildung 41: Blick in den Pumpensumpf (Ablauf) des EGSB-Reaktors; Aufnahme vom
15.03.2012 (Qzu = 900 l/h) vor Beendigung des Stresstests

Seite 52 von 76
Fazit Der Reaktor reagiert bei einer Steigerung des Zulaufvolumenstroms sehr rasch mit vermehrter Biogasproduktion. Im untersuchten Lastbereich wird eine nahezu lineare Abhängigkeit der spezifischen Gasproduktion vom eingestellten Volumenstrom verzeichnet. Infolge eines Flotationseffektes kommt es bei der vermehrten Biogasproduktion zum Austrag leichterer Pellets aus dem Reaktor. Die Konzentrationen an CSB und VFA im Ablauf des Reaktors steigen mit zunehmender Belastung moderat an. Die Abbaurate für den Parameter CSB nimmt parallel um ca. 5% ab. Als Ergebnis dieser Untersuchung kann die Aussage getroffen werden, dass der Reaktor zur Behandlung einer wesentlich höheren Raumbelastung geeignet ist. Mit den eingestellten Betriebspunkten wurde die maximale Lastgrenze jedenfalls noch nicht erreicht.
13.1.9.4 Untersuchungsergebnisse der Biomasse
Während der Laufzeit des Vorhabens erfolgten neben der visuellen Beurteilung auch orientierende Bestimmungen des Trockensubstanzgehaltes der Biomasse im Anaerob-reaktor. Dieser weist Probenahmestutzen in unterschiedlichen Höhen auf, so dass Proben entnommen und eine grobe Abschätzung der Bettausdehnung und somit des Schlammvolumens vorgenommen werden kann. In Abbildung 42 sind Aufnahmen des Anaerobschlamms zu unterschiedlichen Betriebszeitpunkten vergleichend dargestellt. Gegenüber der Ausgangssituation (Anfang 2010), in der fast ausschließlich flockige Strukturen vorlagen, haben sich über die Projektlaufzeit Pellets ausgebildet, die eine Größe von 1 – 3 mm aufweisen.
Abbildung 42: Photodokumentation des Anaerobschlammes; links Aufnahme einer Schlamm-
probe vom 30.03.2010 aus dem unteren Bereich des Anaerobreaktors, rechts Aufnahme vom 15.10.2012 vor Abstellung der Pilotanlage aus dem unteren (linker Imhofftrichter) und dem mittleren Horizont (rechter Imhofftrichter)

Seite 53 von 76
Die Entnahme einer repräsentativen Schlammprobe aus den unterschiedlichen Horizonten des Reaktors gestaltet sich recht schwierig. Daher sind die Angaben zum Trockensubstanzgehalt in Tabelle 12 als Mittelwerte aus mehreren Messungen mit den jeweiligen Standardabweichungen angegeben. Die Messwerte für den oberen Horizont entsprechen den Ablaufproben des Reaktors. Daher ist die Anzahl der Messungen hierbei im Vergleich zu den anderen Horizonten deutlich höher.
Tabelle 12: Mittlere Trockensubstanzgehalte des Schlamms in den unterschiedlichen Horizonten des Anaerobreaktors im Zeitraum November 2011 – März 2012
Probenahmestelle TS Anzahl Messungen
(g/l) (n)
Unten 69,5 ± 28,1 3
Mitte 61,5 ± 7,6 3
Oben 0,25 ± 0,22 22 Die mittlere Höhe des Schlammbettes im Reaktor beträgt ca. 3,6 m. Bei einem Durch-messer von 1,2 m ergibt sich somit ein Schlammbettvolumen von V = 4 m³. Eine Mittel-wertbildung aus den Messergebnissen der unteren und der mittleren Probenahmestelle ergibt einen TS-Gehalt von 65,5 g/l. Dies entspricht einer Masse von ca. 260 kg Anaerob-schlamm im Reaktor.
13.1.10 Energetische Betrachtungen und Nachhaltigkeit des Verfahrenskonzeptes
Unter bestimmten Voraussetzungen bieten anaerobe Verfahren im Vergleich zu einer konventionellen aeroben Abwasserbehandlung, wie sie beispielsweise im Bereich kommunaler Abwässer eingesetzt wird, zwei wesentliche Vorteile:
1. Der spezifische Energiebedarf zum Abbau des organischen Kohlenstoffes ist geringer als bei einem aeroben Verfahren, da der Betrieb von Belüftungseinheiten entfällt. Dafür muss unter klimatisch ungünstigen Bedingungen der Energiebedarf für eine Begleitheizung berücksichtigt werden, die aber im vorliegenden Fall nicht notwendig ist.
2. Durch die Gewinnung von Biogas wird eine Nutzung des im Abwasser enthaltenen Energiepotenzials möglich.
3. Die Biomasse in Anaerobreaktoren kann längere Zeiträume ohne Beschickung mit Abwasser überleben und eignet sich daher auch für Produktionen mit Kampagnen-betrieb.
Den Vorteilen stehen die folgenden Nachteile entgegen:
1. Zur Einstellung des optimalen pH-Wertes ist in der Regel eine Dosierung von Chemikalien, z.B. Natronlauge, notwendig. Dies kann jedoch auch bei aeroben Verfahren, abhängig von der Abwassercharakteristik, der Fall sein.
2. Der Abbau von organischen Stoffen ist in der Regel nicht vollständig, so dass eine aerobe Nachbehandlung zum weitergehenden Abbau erforderlich ist.

Seite 54 von 76
3. Stickstoff- und Phorphorverbindungen werden durch Einbau in die Biomasse nur begrenzt aus dem Abwasser entfernt, so dass auch aus diesem Grund eine aerobe Nachbehandlung zur Nitrifikation und Denitrifikation, ggf. in Kombination mit einer Phosphatfällung, durchgeführt werden muss.
Es ist daher durch eine fallweise Betrachtung, unter Abwägung der einzelnen Vor- und Nachteile, eine Entscheidung zugunsten eines der Verfahren oder einer angepassten Verfahrenskombination zu treffen. Eine umfassende Quantifizierung der ökonomischen Aspekte des untersuchten Verfahrenskonzeptes ist sehr aufwändig, was im Übrigen auch für die Mehrzahl der alternativen Behandlungskonzepte gilt. InTabelle 13 wird deshalb nur ein halbquantitativer Vergleich der Vor- und Nachteile von drei Verfahren zur Behandlung von Stärkeabwasser aus Maniok gegeben.
Tabelle 13: Gegenüberstellung der Vor- und Nachteile von drei Verfahrenskombinationen zur Behandlung von Stärkeabwasser aus Maniok
Kriterium Flotation + EGSB-Reaktor + ökotechnische Anlage
UASB-Reaktor + Teiche (UNFCCC, 2006)
UAF-Reaktor + Teiche (Phuoc & Phuong, 2012)
CSB-Abbau > 98% 90% 98% Nährstoffelimination gut keine Daten mittel
Cyanid-Abbau gut keine Daten keine Daten Biogasnutzung ja ja nein
Betriebskosten ohne Erträge
0,77 $ / m³ 0,99 $ / m³ 0,89 $ / m³
Die Betriebskosten beinhalten die Chemikalien- und Energiekosten sowie den Personalaufwand. Wie die Zahlen inTabelle 13 belegen, ist das in diesem Projekt untersuchte Verfahrenskonzept kostengünstiger zu betreiben als die beiden anderen Verfahrenskombinationen. Für eine Vollkostenrechnung müssten allerdings auch die Kapitalkosten berücksichtigt werden. Der spezifische Energiebedarf beträgt für die Flotationsstufe ca. 0,2 kWh / m³ und für den Anaerobreaktor ca. 0,3 kWh / m³. Die spezifische Biogasausbeute liegt bei 2,3 – 3,0 mN³ pro m³ Abwasser. Die Werte weisen eine relativ starke Abhängigkeit vom spezifischen Frischwassereinsatz in der Produktion auf. Bezogen auf den Massenstrom an CSB im Zulauf zum EGSB-Reaktor und einen 80%igen CSB-Abbau in dieser Anlagenstufe kann jedoch durch Verknüpfung mit der Produktionskapazität des Stärke-Betriebes eine recht genaue Aussage über die energetische Ausbeute des untersuchten Verfahrens getroffen werden. Demnach können pro Tonne produzierter Tapiokastärke ca. 35 mN³ an Methan aus dem Abwasser gewonnen werden. Die technisch einfachste Verwendung des Methans (Biogases) bestünde in der Substitution des für die Produkttrocknung eingesetzten Heizöls (teilweise auch Schweröl), von dem bei einer Produktionskapazität von ca. 150 Tonnen Stärke pro Tag ca. 6.700 Liter benötigt werden.

Seite 55 von 76
Bei einer Methanausbeute von ca. 4.500 mN³ / d ließe sich der Ölbedarf auf ca. 2.200 Liter / d reduzieren. Basierend auf einem Ölpreis von ca. 0,85 $ / Liter würde dies einer Ersparnis von ca. 3.800 $ / d oder 25 $ pro t produzierter Stärke entsprechen. Der jährliche Kohlendioxidausstoß des Unternehmens könnte so in einer Größenordnung von 20.000 – 25.000 Tonnen vermindert werden. Der in der Flotationsstufe anfallende Schlamm mit einer spezifischen Menge von ca. 2 kg / m³ Abwasser kann den übrigen faserigen Reststoffen aus der Produktion vor der Entwässerung beigemengt und somit als Viehfutter weiter verwendet werden, da ein Einsatz von Flockungs- und Flockungshilfsmitteln nicht notwendig ist. Dies wird maß-geblich durch die sehr effiziente Flotation mit besonders feinen Bläschen im Bereich von 30 – 50 µm erreicht. Im Vergleich zu den weiteren in Tabelle 13 dargestellten Verfahrenskombinationen weist das untersuchte Behandlungskonzept neben den Kostenvorteilen eine erheblich bessere Toleranz gegenüber Prozessschwankungen auf. Die Rezirkulation innerhalb des EGSB-Reaktors führt zu einer besseren Steuerbarkeit des pH-Wertes im System, so dass der Reaktor auch variierende Zulaufvolumenströme und -frachten leichter verkraften kann, als dies bei einfach durchströmten Systemen der Fall ist. Darüber hinaus ist eine höhere Toleranz gegenüber Feststoffen im Abwasser gegeben, da sie nicht im Reaktor akkumulieren, sondern aufgrund der hohen hydraulischen Geschwindigkeit über den Ablauf aus dem System ausgetragen werden. Die abschließende aerobe Behandlung in einem Vertikalbodenfilter bedingt außer dem Energieeinsatz für das Pumpen des Abwassers keine weiteren spezifischen Kosten. Der Eintrag von Luftsauerstoff für die aeroben Vorgänge im Filter erfolgt während der Infiltration des Abwassers. Das Konzept hat sich als sehr robust, zuverlässig und einfach zu betreiben herausgestellt. Zusammenfassend erfüllt das Behandlungskonzept der Straße 1, also der Kombination aus technischen Komponenten und einem Vertikalbodenfilter, folgende Nachhaltigkeits-kriterien:
1. Effiziente Entfernung suspendierter organischer Stoffe mit anschließender land-wirtschaftlicher Verwertung
2. Verringerung der Belastung der Anaerobstufe, die kleiner gebaut und sicherer betrieben werden kann
3. Energetische Nutzung der gelösten organischen Stoffe durch die Erzeugung von Biogas
4. Einsatz einer ökotechnischen Stufe mit hoher Prozessstabilität und niedrigen betrieblichen Anforderungen zur aeroben Nachreinigung
5. Geringer Materialeinsatz, denn nach der Einfahrphase werden außer Natronlauge keine Chemikalien benötigt
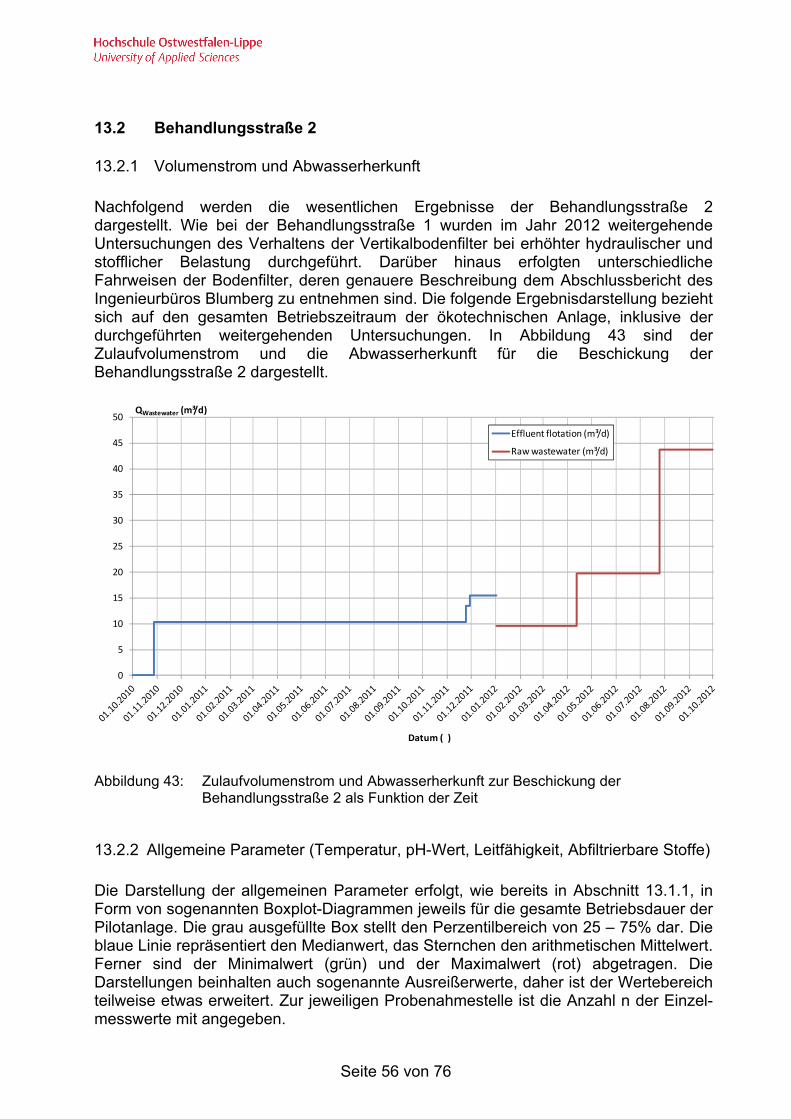
Seite 56 von 76
13.2 Behandlungsstraße 2
13.2.1 Volumenstrom und Abwasserherkunft
Nachfolgend werden die wesentlichen Ergebnisse der Behandlungsstraße 2 dargestellt. Wie bei der Behandlungsstraße 1 wurden im Jahr 2012 weitergehende Untersuchungen des Verhaltens der Vertikalbodenfilter bei erhöhter hydraulischer und stofflicher Belastung durchgeführt. Darüber hinaus erfolgten unterschiedliche Fahrweisen der Bodenfilter, deren genauere Beschreibung dem Abschlussbericht des Ingenieurbüros Blumberg zu entnehmen sind. Die folgende Ergebnisdarstellung bezieht sich auf den gesamten Betriebszeitraum der ökotechnischen Anlage, inklusive der durchgeführten weitergehenden Untersuchungen. In Abbildung 43 sind der Zulaufvolumenstrom und die Abwasserherkunft für die Beschickung der Behandlungsstraße 2 dargestellt.
0
5
10
15
20
25
30
35
40
45
50QWastewater (m³/d)
Datum ( )
Effluent flotation (m³/d)
Raw wastewater (m³/d)
Abbildung 43: Zulaufvolumenstrom und Abwasserherkunft zur Beschickung der Behandlungsstraße 2 als Funktion der Zeit
13.2.2 Allgemeine Parameter (Temperatur, pH-Wert, Leitfähigkeit, Abfiltrierbare Stoffe)
Die Darstellung der allgemeinen Parameter erfolgt, wie bereits in Abschnitt 13.1.1, in Form von sogenannten Boxplot-Diagrammen jeweils für die gesamte Betriebsdauer der Pilotanlage. Die grau ausgefüllte Box stellt den Perzentilbereich von 25 – 75% dar. Die blaue Linie repräsentiert den Medianwert, das Sternchen den arithmetischen Mittelwert. Ferner sind der Minimalwert (grün) und der Maximalwert (rot) abgetragen. Die Darstellungen beinhalten auch sogenannte Ausreißerwerte, daher ist der Wertebereich teilweise etwas erweitert. Zur jeweiligen Probenahmestelle ist die Anzahl n der Einzel-messwerte mit angegeben.

Seite 57 von 76
13.2.2.1 Temperatur
In Abbildung 44 sind die Einzelwerte der Temperaturmessungen für die Anlagenstufen der Behandlungsstraße 2 zusammenfassend dargestellt. Demnach liegt das Temperaturniveau in den ersten zwei Stufen bei ca. 32 °C. In den Vertikalbodenfiltern werden geringere Temperaturen im Bereich von 28 - 29 °C verzeichnet. Dies wird einerseits auf die Abwasserspeicherung in den Pumpenschächten mit Energieabgabe an das umgebende Erdreich und andererseits auf Verdunstungseffekte bei der Beschickung an der Filteroberfläche zurückgeführt.
31,8 32,0
28,3 28,428,8
20
22
24
26
28
30
32
34
36
38
40
Influentn = 215
Effluent Flotationn = 218
Effluent OKA2n = 86
Effluent OKA3n = 88
Effluent SettlingPondn = 77
Temperatur (°C )
Abbildung 44: Statistische Auswertung des Parameters Temperatur in den einzelnen Anlagen-
teilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
13.2.2.2 pH-Wert
In Abbildung 45 sind die Messwerte des Parameters pH-Wert für die einzelnen Anlagenstufen der Behandlungsstraße 2 über den gesamten Versuchszeitraum zusammenfassend dargestellt. Der pH-Wert des Zulaufes (Rohabwasser) liegt geringfügig über dem Ablauf der Flotationsstufe. Dies ist auf eine weitergehende Versäuerung der organischen Abwasserinhaltsstoffe zurückzuführen. Der Ablauf der Vertikalbodenfilter liegt mit pH = 7,0 – 7,2 im neutralen Bereich. Im Ablauf des Absetzteiches wird im Vergleich zum Rohabwasser bzw. zum Ablauf aus der Flotationsstufe ein Niveau im Bereich von pH = 6,1 verzeichnet. Die Schwankungs-breite zwischen dem unteren und oberen Perzentil ist erheblich größer als in den anderen Stufen der Pilotanlage. Dies wird auf eine zeitweise durchgeführte Rezirkulation von Abwasser aus den Vertikalbodenfiltern 2 und 3 zurückgeführt. Detailliertere Angaben zur Betriebsweise der Bodenfilter sind dem Abschlussbericht des Ingenieurbüro Blumberg zu entnehmen.

Seite 58 von 76
4,44,2
7,07,2
6,1
3
4
5
6
7
8
9
10
Influentn = 215
Effluent Flotationn = 218
Effluent OKA2n = 86
Effluent OKA3n = 88
Effluent SettlingPondn = 77
pH ( )
Abbildung 45: Statistische Auswertung des Parameters pH-Wert in den einzelnen
Anlagenteilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
13.2.2.3 Leitfähigkeit
Abbildung 46 stellt die Einzelmessungen des Parameters Leitfähigkeit für die einzelnen Anlagenstufen der Behandlungsstraße 2 zusammenfassend für den gesamten Betriebszeitraum dar. Bis auf den Ablauf der OKA2 mit einem Medianwert von LF = 2.020 µS/cm weisen alle anderen Stufen vergleichbare Werte im Bereich von LF = 1.660 – 1.720 µS/cm auf und liegen damit auf dem Niveau des Rohabwassers.
1.659 1.720
2.0201.738 1.660
0
500
1.000
1.500
2.000
2.500
3.000
3.500
4.000
4.500
5.000
Influentn = 208
Effluent Flotationn = 211
Effluent OKA2n = 79
Effluent OKA3n = 81
Effluent SettlingPondn = 70
Leitfähigkeit (µS/cm)
Abbildung 46: Statistische Auswertung des Parameters Leitfähigkeit in den einzelnen Anlagen-
teilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
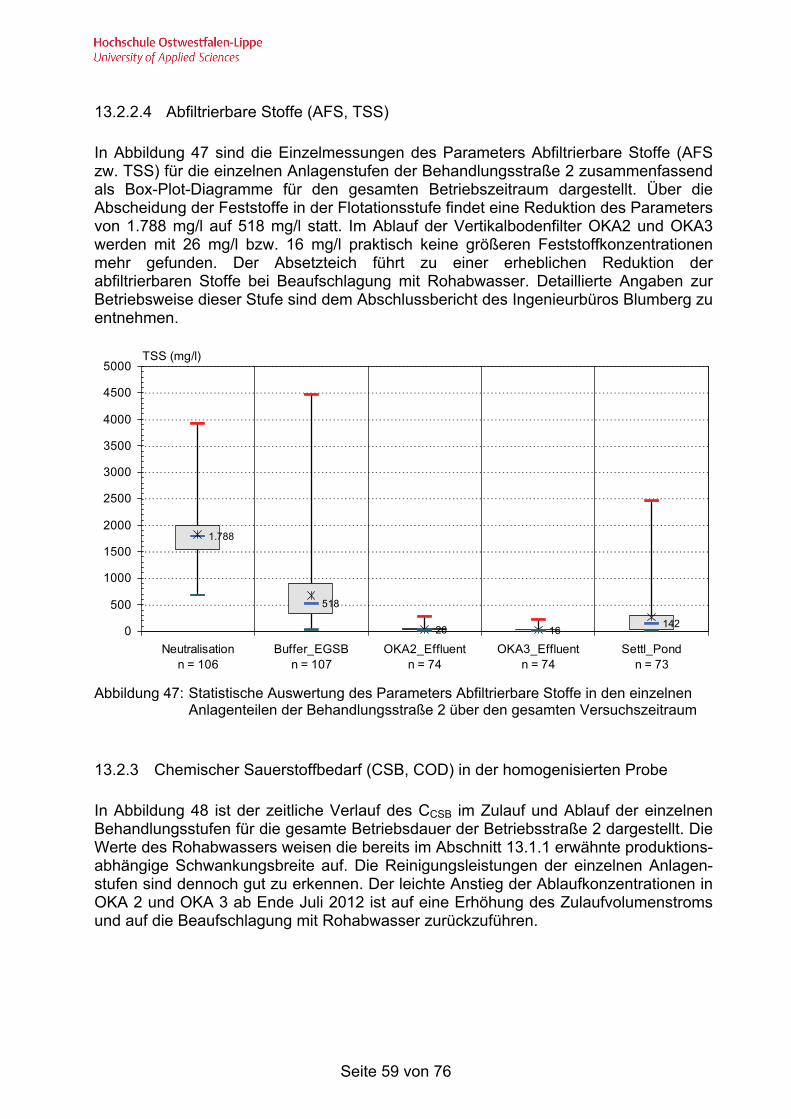
Seite 59 von 76
13.2.2.4 Abfiltrierbare Stoffe (AFS, TSS)
In Abbildung 47 sind die Einzelmessungen des Parameters Abfiltrierbare Stoffe (AFS zw. TSS) für die einzelnen Anlagenstufen der Behandlungsstraße 2 zusammenfassend als Box-Plot-Diagramme für den gesamten Betriebszeitraum dargestellt. Über die Abscheidung der Feststoffe in der Flotationsstufe findet eine Reduktion des Parameters von 1.788 mg/l auf 518 mg/l statt. Im Ablauf der Vertikalbodenfilter OKA2 und OKA3 werden mit 26 mg/l bzw. 16 mg/l praktisch keine größeren Feststoffkonzentrationen mehr gefunden. Der Absetzteich führt zu einer erheblichen Reduktion der abfiltrierbaren Stoffe bei Beaufschlagung mit Rohabwasser. Detaillierte Angaben zur Betriebsweise dieser Stufe sind dem Abschlussbericht des Ingenieurbüros Blumberg zu entnehmen.
1.788
518
26 16142
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
Neutralisationn = 106
Buffer_EGSBn = 107
OKA2_Effluentn = 74
OKA3_Effluentn = 74
Settl_Pondn = 73
TSS (mg/l)
Abbildung 47: Statistische Auswertung des Parameters Abfiltrierbare Stoffe in den einzelnen
Anlagenteilen der Behandlungsstraße 2 über den gesamten Versuchszeitraum
13.2.3 Chemischer Sauerstoffbedarf (CSB, COD) in der homogenisierten Probe
In Abbildung 48 ist der zeitliche Verlauf des CCSB im Zulauf und Ablauf der einzelnen Behandlungsstufen für die gesamte Betriebsdauer der Betriebsstraße 2 dargestellt. Die Werte des Rohabwassers weisen die bereits im Abschnitt 13.1.1 erwähnte produktions-abhängige Schwankungsbreite auf. Die Reinigungsleistungen der einzelnen Anlagen-stufen sind dennoch gut zu erkennen. Der leichte Anstieg der Ablaufkonzentrationen in OKA 2 und OKA 3 ab Ende Juli 2012 ist auf eine Erhöhung des Zulaufvolumenstroms und auf die Beaufschlagung mit Rohabwasser zurückzuführen.

Seite 60 von 76
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
16.000
18.000
20.000
11.2009 02.2010 05.2010 08.2010 11.2010 02.2011 05.2011 08.2011 11.2011 02.2012 05.2012 08.2012
Datum ( )
CODtotal (mg/l)
Influent Effluent Flotation Effluent OKA2 Effluent OKA3
Abbildung 48: Zeitlicher Verlauf des Parameters CCSB, gesamt in der Behandlungsstraße 2
während der gesamten Betriebsdauer der Versuchsanlage
Die zusammenfassende Darstellung in Form von Mittelwerten in Abbildung 49 gibt die Konzentrationen für die Betriebsphasen III – IX wieder. Die in den einzelnen Stufen erzielten durchschnittlichen Eliminationsraten, bezogen auf die Ausgangskonzentration im Rohabwasser, sind in Abbildung 50 wiedergegeben. Demnach werden in der Flotationsstufe durch die Ausschleusung der Feststoffe ca. 20 – 25% des gesamten CSB aus dem Abwasser entfernt. Der Abbaugrad innerhalb der OKA 2 und OKA 3 lässt eine deutliche Abhängigkeit von der Betriebsdauer erkennen. So steigt der Abbaugrad in OKA 2 von anfangs 64% auf bis zu 80% (ab Betriebsphase VII). Entsprechend ist eine Abnahme in OKA 3 von anfangs 9% auf 0,1 – 1,4% zu verzeichnen. Dies wird auf die Adaption der Bakterien an das Substrat zurückgeführt. Die OKA 3 nimmt somit die Funktion eines sogenannten „Polizeifilters“ wahr, der erst greifen muss, wenn die vorgeschaltete erste Stufe versagt. Die Gesamteliminationsrate beträgt, wie auch in der Behandlungsstraße 1, über alle Stufen mehr als 98% des CSB-Zulaufwertes.

Seite 61 von 76
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
16.000
22.10.2010 -30.01.2011
Operating Phase III
n = 10
10.02.2011 -13.03.2011
Operating Phase IV
n = 6
14.03.2011 -02.05.2011
Operating Phase V
n = 14
27.06.2011 -16.11.2011
Operating Phase VI
n = 13
17.11.2011 -19.01.2012
Operating Phase VII
n = 10
27.01.2012 -31.03.2012
Operating Phase VIII
n = 18
01.04.2012 -30.09.2012
Operating Phase IX
n = 12
COD (mg/l)
Influent Effluent Flotation Effluent OKA2 Effluent OKA3
Beschickung mit Rohabwasser01.01.2012 - 30.09.2012
Abbildung 49: Mittelwerte des Parameters CCSB, gesamt in der Behandlungsstraße 2 während der
Betriebsphasen IV - IX; Anzahl der Messwerte n bezieht sich auf Ablauf OKA 3
25,6
20,4
25,6
18,7 19,717,1
64,2
70,3
78,1
73,1
79,8 78,580,4
9,0
2,40,2 0,1 0,7 1,0 1,4
95,898,3 98,7 98,7 99,2 99,2 98,9
22,6
0
10
20
30
40
50
60
70
80
90
100
22.10.2010 -30.01.2011
Operating Phase III
10.02.2011 -13.03.2011
Operating Phase IV
14.03.2011 -02.05.2011
Operating Phase V
27.06.2011 -16.11.2011
Operating Phase VI
17.11.2011 -19.01.2012
Operating Phase VII
27.01.2012 -31.03.2012
Operating Phase VIII
01.04.2012 -30.09.2012
Operating Phase IX
COD degradation (%)
Degradation Flotation (%)
Degradation OKA2 (%)
Degradation OKA3 (%)
Degradation Over All (%)
Abbildung 50: Durchschnittliche Eliminationsraten des CSBgesamt, bezogen auf die
Konzentration des Rohabwassers, innerhalb der Betriebsphasen III - VII in den Anlagenteilen Flotation (grün), OKA 2 (blau), OKA 3 (gold) sowie gesamte Eliminationsrate über alle Behandlungsstufen (orange)
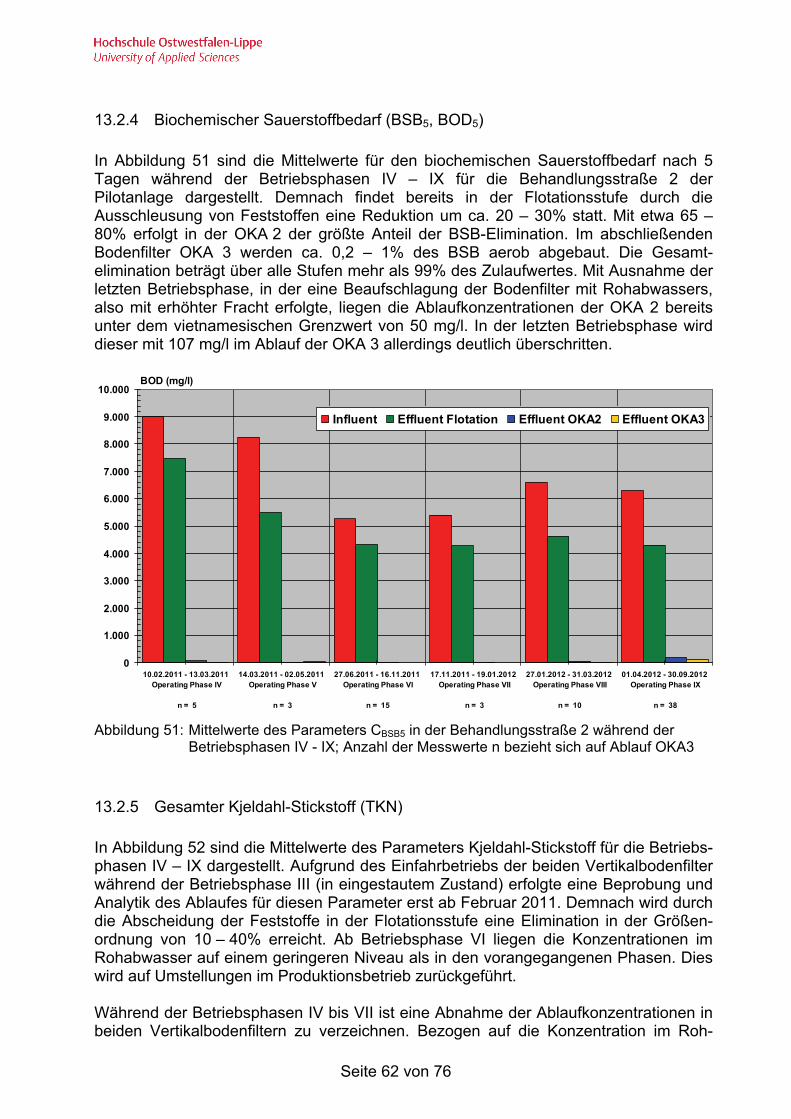
Seite 62 von 76
13.2.4 Biochemischer Sauerstoffbedarf (BSB5, BOD5)
In Abbildung 51 sind die Mittelwerte für den biochemischen Sauerstoffbedarf nach 5 Tagen während der Betriebsphasen IV – IX für die Behandlungsstraße 2 der Pilotanlage dargestellt. Demnach findet bereits in der Flotationsstufe durch die Ausschleusung von Feststoffen eine Reduktion um ca. 20 – 30% statt. Mit etwa 65 – 80% erfolgt in der OKA 2 der größte Anteil der BSB-Elimination. Im abschließenden Bodenfilter OKA 3 werden ca. 0,2 – 1% des BSB aerob abgebaut. Die Gesamt-elimination beträgt über alle Stufen mehr als 99% des Zulaufwertes. Mit Ausnahme der letzten Betriebsphase, in der eine Beaufschlagung der Bodenfilter mit Rohabwassers, also mit erhöhter Fracht erfolgte, liegen die Ablaufkonzentrationen der OKA 2 bereits unter dem vietnamesischen Grenzwert von 50 mg/l. In der letzten Betriebsphase wird dieser mit 107 mg/l im Ablauf der OKA 3 allerdings deutlich überschritten.
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
8.000
9.000
10.000
10.02.2011 - 13.03.2011 Operating Phase IV
n = 5
14.03.2011 - 02.05.2011 Operating Phase V
n = 3
27.06.2011 - 16.11.2011 Operating Phase VI
n = 15
17.11.2011 - 19.01.2012 Operating Phase VII
n = 3
27.01.2012 - 31.03.2012 Operating Phase VIII
n = 10
01.04.2012 - 30.09.2012 Operating Phase IX
n = 38
BOD (mg/l)
Influent Effluent Flotation Effluent OKA2 Effluent OKA3
Abbildung 51: Mittelwerte des Parameters CBSB5 in der Behandlungsstraße 2 während der
Betriebsphasen IV - IX; Anzahl der Messwerte n bezieht sich auf Ablauf OKA3
13.2.5 Gesamter Kjeldahl-Stickstoff (TKN)
In Abbildung 52 sind die Mittelwerte des Parameters Kjeldahl-Stickstoff für die Betriebs-phasen IV – IX dargestellt. Aufgrund des Einfahrbetriebs der beiden Vertikalbodenfilter während der Betriebsphase III (in eingestautem Zustand) erfolgte eine Beprobung und Analytik des Ablaufes für diesen Parameter erst ab Februar 2011. Demnach wird durch die Abscheidung der Feststoffe in der Flotationsstufe eine Elimination in der Größen-ordnung von 10 – 40% erreicht. Ab Betriebsphase VI liegen die Konzentrationen im Rohabwasser auf einem geringeren Niveau als in den vorangegangenen Phasen. Dies wird auf Umstellungen im Produktionsbetrieb zurückgeführt. Während der Betriebsphasen IV bis VII ist eine Abnahme der Ablaufkonzentrationen in beiden Vertikalbodenfiltern zu verzeichnen. Bezogen auf die Konzentration im Roh-

Seite 63 von 76
abwasser (Influent) erfolgt innerhalb der Betriebsphase VII über alle Anlagenstufen eine Elimination des Kjeldahl-Stickstoffs von ca. 95%. Bei der Beschickung mit Rohabwasser während der Betriebsphasen VIII und IX, die zum Teil mit einer erheblich höheren Stofffracht einhergeht, sinkt die Gesamteliminationsrate, bezogen auf die Konzentrationen im Rohabwasser, moderat auf 90 – 92%.
0
50
100
150
200
250
300
350
400
450
500
10.02.2011 - 13.03.2011 Operating Phase IV
n = 5
14.03.2011 - 02.05.2011 Operating Phase V
n = 3
27.06.2011 - 16.11.2011 Operating Phase VI
n = 15
17.11.2011 - 19.01.2012 Operating Phase VII
n = 3
27.01.2012 - 31.03.2012 Operating Phase VIII
n = 10
01.04.2012 - 30.09.2012 Operating Phase IX
n = 38
KN (mg/l)
Influent Effluent Flotation EffluentOKA2 Effluent OKA3
Beschickung mit Rohabwasser 01.01.2012 - 30.09.2012
Abbildung 52: Mittelwerte des Parameters TKN in der Behandlungsstraße 2 während der
Betriebsphasen IV - IX; Anzahl der Messwerte n bezogen auf Ablauf OKA 3
13.2.6 Stickstoffbilanzen
Während der letzten drei Betriebsphasen wurden neben dem Parameter Kjeldahl-Stickstoff (TKN) und Ammonium-Stickstoff (NH4-N) auch die Konzentrationen des Nitrat-Stickstoffes (NO3-N) bestimmt. Aus der Differenz von TKN und NH4-N lässt sich rechnerisch die Konzentration an organischem Stickstoff (N-Organic) ermitteln. Die Ergebnisse der Auswertung sind in Abbildung 53 dargestellt. Demnach sind bereits im Zulauf zur Pilotanlage (Influent) neben den organischen Stickstoffverbindungen geringe Konzentrationen an Ammonium- und Nitrat-Stickstoff enthalten. Über die Abscheidung der Feststoffe in der Flotationsstufe erfolgt vorwiegend ein Austrag von organischen Stickstoffverbindungen. Der Ablauf der OKA2 weist in den Betriebsphasen VII und VIII praktisch keinen organischen Stickstoff mehr auf, im Gegensatz zu dem Ablauf der OKA3, welcher in Summe auch noch einen etwas höheren Gesamtstickstoffgehalt aufzeigt. Die Ursache hierfür könnte, neben Ungenauigkeiten bei der Analytik, im Probentransport und der zeitlichen Verzögerung der Messung liegen. In der OKA3 findet offensichtlich eine Nitrifikation statt. Insgesamt liegen dort ca. 50% des gesamten Stickstoffs in Form von Nitrat vor.
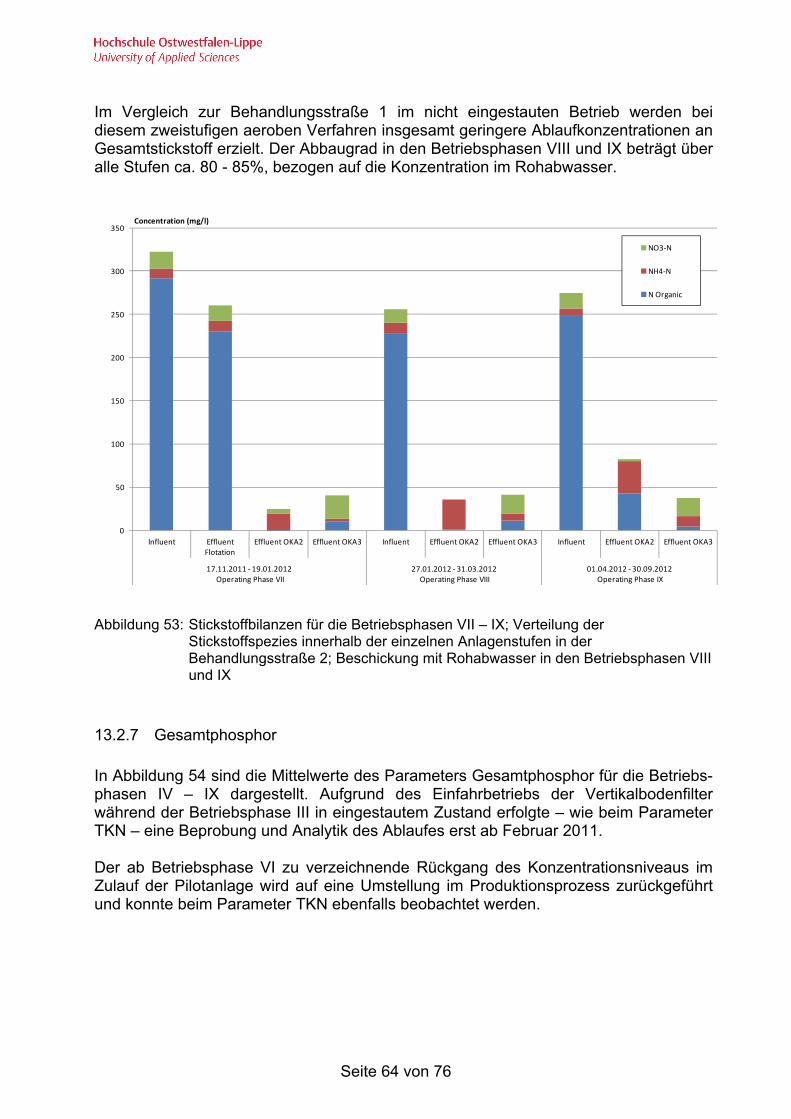
Seite 64 von 76
Im Vergleich zur Behandlungsstraße 1 im nicht eingestauten Betrieb werden bei diesem zweistufigen aeroben Verfahren insgesamt geringere Ablaufkonzentrationen an Gesamtstickstoff erzielt. Der Abbaugrad in den Betriebsphasen VIII und IX beträgt über alle Stufen ca. 80 - 85%, bezogen auf die Konzentration im Rohabwasser.
0
50
100
150
200
250
300
350
Influent Effluent Flotation
Effluent OKA2 Effluent OKA3 Influent Effluent OKA2 Effluent OKA3 Influent Effluent OKA2 Effluent OKA3
17.11.2011 ‐ 19.01.2012Operating Phase VII
27.01.2012 ‐ 31.03.2012Operating Phase VIII
01.04.2012 ‐30.09.2012Operating Phase IX
Concentration (mg/l)
NO3‐N
NH4‐N
N Organic
Abbildung 53: Stickstoffbilanzen für die Betriebsphasen VII – IX; Verteilung der Stickstoffspezies innerhalb der einzelnen Anlagenstufen in der Behandlungsstraße 2; Beschickung mit Rohabwasser in den Betriebsphasen VIII und IX
13.2.7 Gesamtphosphor
In Abbildung 54 sind die Mittelwerte des Parameters Gesamtphosphor für die Betriebs-phasen IV – IX dargestellt. Aufgrund des Einfahrbetriebs der Vertikalbodenfilter während der Betriebsphase III in eingestautem Zustand erfolgte – wie beim Parameter TKN – eine Beprobung und Analytik des Ablaufes erst ab Februar 2011. Der ab Betriebsphase VI zu verzeichnende Rückgang des Konzentrationsniveaus im Zulauf der Pilotanlage wird auf eine Umstellung im Produktionsprozess zurückgeführt und konnte beim Parameter TKN ebenfalls beobachtet werden.

Seite 65 von 76
0
20
40
60
80
100
120
10.02.2011 - 13.03.2011 Operating Phase IV
n = 5
14.03.2011 - 02.05.2011 Operating Phase V
n = 3
27.06.2011 - 16.11.2011 Operating Phase VI
n = 15
17.11.2011 - 19.01.2012 Operating Phase VII
n = 3
27.01.2012 - 31.03.2012 Operating Phase VIII
n = 10
01.04.2012 - 30.09.2012 Operating Phase IX
n = 38
P (mg/l)
Influent Effluent Flotation Effluent OKA2 Effluent OKA3
Beschickung mit Rohabwasser 01.01.2012 - 30.09.2012
Abbildung 54: Mittelwerte des Parameters Gesamtphosphor in der Behandlungsstraße 2
während der Betriebsphasen IV – IX; Anzahl der Messwerte n bezieht sich auf Ablauf OKA 3
Eine signifikante Elimination des Gesamtphosphors findet Abbildung 54 zufolge erst in den Bodenfiltern statt, deren Ablaufkonzentration in den Betriebsphasen IV – VII im Bereich von 8 – 19 mg/l liegt, mit einer tendenziellen Zunahme in der Phase VII. Vermutlich ist es analog zur Behandlungsstraße 1 zwischenzeitlich zu einer Erschöpfung der Adsorptionskapazität in den Bodenfiltern gekommen. In den darauf folgenden Betriebsphasen nehmen die Ablaufkonzentrationen in beiden Bodenfiltern weiter zu, wahrscheinlich noch beschleunigt durch die Beaufschlagung mit Rohabwasser. Ein stationärer Betriebszustand (Beharrungszustand) kann auch zum Ende der Betriebsphase IX noch nicht festgestellt werden. Das Konzentrationsniveau im Ablauf liegt dann bei ca. 50 % des Zulaufwertes.
13.2.8 Cyanide
In Abbildung 55 sind die Mittelwerte des Parameters Gesamtcyanid für die Betriebs-phasen IV – IX dargestellt. Die Bandbreite der Zulaufwerte von 18 – 30 mg/l wird auf unterschiedliche Rohstoffqualitäten (Herkunft und Sorte) des verarbeiteten Manioks zurückgeführt. Bereits über die Abscheidung der Feststoffe in der Flotation findet eine geringe Konzentrationsabnahme in der Größenordnung von einigen mg/l statt. In den Bodenfiltern werden während der Betriebsphasen IV und V Cyanid-konzentrationen von 0,5 – 0,8 mg/l erreicht. Dies entspricht einer Elimination von ca. 97%, bezogen auf die Konzentration im Rohabwasser. Innerhalb der Betriebsphasen VI – IX weisen die Ablaufwerte der Bodenfilter analog zu den Auswertungen in Abschnitt 13.1.7 ein signifikant höheres Niveau im Bereich von 4 – 6,5 mg/l auf. Der Ablauf der OKA 3 liegt hierbei relativ konstant bei ca. 4 mg/l.

Seite 66 von 76
0
5
10
15
20
25
30
35
10.02.2011 - 13.03.2011 Operating Phase IV
n = 5
14.03.2011 - 02.05.2011 Operating Phase V
n = 5
27.06.2011 - 16.11.2011 Operating Phase VI
n = 23
17.11.2011 - 19.01.2012 Operating Phase VII
n = 3
27.01.2012 - 31.03.2012 Operating Phase VIII
n = 11
01.04.2012 - 30.09.2012 Operating Phase IX
n = 38
CCN (mg/l)
Influent Effluent Flotation Effluent OKA2 Effluent OKA3
Abbildung 55: Mittelwerte des Parameters Gesamtcyanid in der Behandlungsstraße 2 während der Betriebsphasen IV – IX; Anzahl der Messwerte n bezieht sich auf Ablauf Flotation, Messungen durch das Labor des IER
Bezüglich der im Rahmen der Cyanidbestimmungen aufgetretenen Differenzen zwischen den vietnamesischen und deutschen Laboratorien wird auf die Ausführungen im Abschnitt 13.1.7 verwiesen. In Tabelle 14 sind die Ergebnisse einer Messung des deutschen Laboratoriums für unterschiedliche Probenahmepunkte dargestellt. Demnach liegen die Ablaufkonzentrationen in beiden Bodenfiltern weit unterhalb der gesetzlichen Anforderungen.
Tabelle 14: Ergebnisse der Messungen zur Bestimmung der Cyanidkonzentration in ausgewählten Abwasserproben; Messungen durch WESSLING Laboratorien
Bezeichnung Datum Probenahme Datum Analytik CNgesamt CNleicht freisetzbar Anmerkung
( ) ( ) ( ) (mg/l) (mg/l) ( )
Rohabwasser 30.03.2012 27.04.2012 1,8 1 Probe konditioniert
Ablauf Flotation 30.03.2012 27.04.2012 0,97 0,3 Probe konditioniert
Ablauf OKA2 30.03.2012 27.04.2012 0,008 <0,005 Probe konditioniert
Ablauf OKA3 30.03.2012 27.04.2012 0,007 <0,005 Probe konditioniert

Seite 67 von 76
14 Zahlenmäßiger Nachweis Die der Hochschule Ostwestfalen-Lippe zur Verfügung gestellten finanziellen Mittel sind für folgende Maßnahmen eingesetzt worden:
Planung des Konzeptes der Pilotanlage und Koordination des Bau der Anlagen- komponenten durch die industriellen Partner Beschaffung von Laborgeräten und Analysensets für den Einsatz in Vietnam Koordination von Aufbau und Inbetriebnahme der Pilotanlage vor Ort Betrieb der Pilotanlage einschließlich Beschaffung der benötigten Betriebsmittel
Durchführung der Analytik und sonstiger Datenerhebungen
Planung und Durchführung von Sonderuntersuchungen
Auswertung der Messdaten und Aufbereitung der Ergebnisse für die
Projektpartner
Vorbereitung und Teilnahme an Workshops und Besprechungsterminen
Erstellung von Vorträgen und Publikationen Die wichtigsten Positionen des zahlenmäßigen Nachweises sind in Tabelle 15 aufgeführt. Tabelle 15: Zuwendungen an die HS OWL im Zeitraum vom 01.03.2009 bis zum 31.10.2012
Position Zuwendung
Personalmittel 97.984 €
Gerätebeschaffung 15.767 €
Sachmittel für Anlagenbetrieb und Analytik
29.761 €
Reisekosten 37.864 €

Seite 68 von 76
15 Notwendigkeit der geleisteten Arbeit und Verwertbarkeit der Ergebnisse
15.1 Beurteilung der Ergebnisse im Hinblick auf die Vorhabensziele Wie in den Kapiteln 1, 4 und 11 dargelegt, war es das Ziel des experimentellen Teilprojektes, ein innovatives Reinigungskonzept zur Behandlung von hoch konzentriertem Abwasser aus der Herstellung von Tapioka-Stärke zu untersuchen und seine betriebliche Umsetzung zu optimieren. Derartige Abwässer werden trotz bestehender gesetzlicher Regelungen in Vietnam bisher nicht oder nur unzureichend gereinigt. Die im Teilprojekt gewonnenen Daten sollten außerdem in den modelltechnischen Teil des Vorhabens einfließen, der als Zielsetzung die Entwicklung eines Managementsystems für tropische Fließgewässer hatte. Die vorgesehenen Aufgaben konnten in vollem Umfang bearbeitet werden. Dabei war die gewährte Verlängerung des Projektes um 6 Monate sehr hilfreich, weil sich die Inbetriebnahme der ökotechnischen Stufe aufgrund von Problemen bei der baulichen Realisierung im Jahr 2010 verzögerte. Wie im Kapitel 13 dargestellt, konnte der technische Teil der Pilotanlage somit fast 34 Monate und die Gesamtanlage knapp 24 Monate lang betrieben werden. Die im Projekt entwickelte innovative Kombination von technischen und ökotechnischen Komponenten hat sich als geeignet erwiesen, die Hauptbelastungsparameter BSB5 und Cyanid aus dem Stärkeabwasser soweit zu entfernen, dass die vietnamesischen Anforderungen für die Direkteinleitung in ein Gewässer eingehalten werden. Auch der Grenzwert für den Gesamtstickstoffgehalt kann bei entsprechender Betriebsweise des Bodenfilters unterschritten werden. Lediglich beim Parameter Gesamtphosphor gelingt dies nicht ganz, weil das Behandlungskonzept hierfür keine effektive Senke aufweist. Die untersuchte Verfahrenskombination könnte aber durch die Nachrüstung mit einer Fällungsstufe nach dem Anaerobreaktor oder den Einbau einer adsorptiv wirkenden Schicht in den Bodenfilter ergänzt werden, um auch dieser Anforderung zu genügen. Als ein besonderer Vorteil der entwickelten Verfahrenskombination ist anzusehen, dass sie mehrere Nachhaltigkeitsaspekte erfüllt: Sie ist sicher und (bis auf Natronlauge zur Korrektur des pH-Wertes) ohne Chemikalien zu betreiben, die Reststoffe sind im Agrar-bereich verwertbar, und es wird Biogas erzeugt, mit dem in der Stärkeproduktion Heizöl substituiert werden kann. Durch den langen Versuchsbetrieb in der Provinz Tây Ninh konnte auch nachgewiesen werden, dass die Anlagenkomponenten unter den dortigen klimatischen und sonstigen Bedingungen robust arbeiten. Dies war insbesondere für die deutschen Industriepartner wichtig, die so Erfahrungen mit dem Anlagenbetrieb vor Ort sammeln konnten und eine sehr gute Referenz für den asiatischen Markt bekommen haben. Einzelheiten hierzu sind in den Abschlussberichten der industriellen Projektpartner zu finden. Darüber hinaus konnten die mit der Pilotanlage erzielten Reinigungsergebnisse für Stärkeabwasser an die Projektpartner von der TU Braunschweig weitergegeben werden, um dort Eingang in das zu entwickelnde Managementsystem für tropische Fließgewässer zu finden.

Seite 69 von 76
15.2 Voraussichtlicher Nutzen Wie bereits im Abschnitt 15.1 beschrieben, bietet der erfolgreiche Betrieb der Pilotanlage den beteiligten deutschen Firmen einen hervorragenden Einstieg in den asiatischen Markt für Abwasserreinigungsanlagen. Erste Kontakte und Projekte sind in den jeweiligen Abschlussberichten dargestellt. Die Erkenntnisse aus dem Betrieb der Pilotanlage sollten mittelfristig auch in den Bau technischer Anlagen in Vietnam und anderen asiatischen Ländern einfließen. So ist die Kombination der technischen Komponenten mit dem Bodenfilter für mittlere und größere Betriebe geeignet, die genügend Platz für die Einrichtung von Bodenfiltern haben. Die Kombination aus Flotationsstufe und ökotechnischen Komponenten könnte ein Modell für kleine Familienbetriebe auf dem Land sein, für die eine technische Anlage zu aufwändig ist. Um die Projektergebnisse zu verbreiten, ist im März 2012 ein Workshop in der Provinz Tay Ninh und im Oktober 2012 ein Workshop in Ho Chi Minh City durchgeführt worden. Darüber hinaus wurden Vorträge beim IWA World Water Congress & Exhibition in Busan (Süd Korea) im September 2012 und bei der 3rd VNU-HCM International Conference for Environment and Natural Resources an der National University in Ho Chi Minh City im Dezember 2012 gehalten. In Vietnam sind Probleme mit der Umsetzung von Konzepten zur Reinhaltung des Wassers aber derzeit nicht primär technischer Natur. Das Zinsniveau im Land ist hoch, so dass Investitionen in vermeintlich unnötige Technik wie z.B. Abwasserreinigungs-anlagen von den Betrieben nur sehr ungern getätigt werden. Auf der anderen Seite werden die vorhandenen gesetzlichen Regelungen nicht konsequent angewendet bzw. überwacht. Wie das Beispiel anderer asiatischer Staaten gezeigt hat, wird sich diese Situation jedoch mit zunehmender wirtschaftlicher Entwicklung in Zukunft anders darstellen, d.h. der Gewässerschutz bzw. der Umweltschutz generell werden an Bedeutung gewinnen. Insofern ist zu erwarten, dass es in absehbarer Zeit auch zu einer konkreten Nutzung der Projektergebnisse kommen wird. Die technischen Komponenten der Pilotanlage sind nach Projektende an einen anderen Standort im Süden Vietnams umgesetzt worden und werden dort im Rahmen des neuen deutsch-vietnamesischen Verbundvorhabens Technologien zum nachhaltigen Gewässer- und Umweltschutz von Küstenlandschaften in Vietnam (EWATEC-COAST) im Teilprojekt 8 Industrielle Wasserwirtschaft weiter verwendet.
16 Fortschritt auf dem Gebiet des Vorhabens bei anderen Stellen Uns ist nicht bekannt, dass es während der Laufzeit des Projektes vergleichbare Unter-suchungen zur Behandlung von Tapioka-Abwasser an anderer Stelle gegeben hat, die zu einem Fortschritt geführt hätten.

Seite 70 von 76
17 Gesamtliste der Veröffentlichungen und Vorträge
17.1 Vorträge
Fettig, J.: A Novel Treatment Concept for Tapioca Processing Wastewater. Workshop, IER, HCMC, Vietnam, 10.-11.06.2010
Austermann-Haun, U.: Biological Principles oft he Anaerobic Treatment of High
Strength Wastewater. Workshop, IER, HCMC, Vietnam, 10.-11.06.2010
Pick, V., et al.: Eine neue Verfahrenskombination zur Reinigung von Stärke-abwasser in Vietnam. Gemeinschaftsveranstaltung DECHEMA / DWA „Industrie-tage Wassertechnik“ Management und Behandlung industrieller Roh-, Prozess- und Abwässer, Frankfurt, 07.-08.11.2011
Fettig, J., et al.: A Novel Treatment Concept For Tapioca Processing
Wastewater Based On Sustainable Principles. 2nd IWA Development Congress & Exhibition, Kuala Lumpur, Malaysia, 21.-24.11.2011
Fettig, J., Pick, V.: The Pilot Plant for Tapioca Wastewater Treatment in Tây
Ninh and a German Concept for a Technical-Scale Plant. Workshop „Tapioca Wastewater Treatment in Connection with CDM Projects“, Vict Phuong Hotel, Tây Ninh, Vietnam, 30.03.2012
Fettig, J., et al.: Treatment of tapioca starch wastewater by a novel combination
of physical and biological processes. IWA World Water Congress & Exhibition, Busan, Süd Korea, 16.-21.09.2012
Pick, V.: Treatment of Tapioca Starch Wastewater by a Novel Combination of
Physical and Biological Processes - Final results. Workshop “Sustainable Water Pollution Control Management of the Tay Ninh River and the Saigon River Catchment”, IER, HCMC, Vietnam, 08.10.2012
Fettig, J., Pick, V.: Treatment of Tapioca Starch Wastewater by Physical and
Biological Processes. 3rd VNU-HCM International Conference for Environment and Natural Resources, Vietnamese National University, Ho Chi Minh City, Vietnam, 04.-05.12.2012

Seite 71 von 76
17.2 Veröffentlichungen
Kurzdarstellung des Vorhabens in der Broschüre WATER der Innovations-Allianz der NRW-Hochschulen (ISBN: 978-3-00-033413-9), Düsseldorf, 2011, S. 38
Pick, V., Fettig, J., Austermann-Haun, U., Fabritius, B., Stein, A., Blumberg, M.,
Phuoc, N. V.: Eine neue Verfahrenskombination zur Reinigung von Stärke-abwasser in Vietnam, Tagungsband der Gemeinschaftsveranstaltung von DECHEMA und DWA „Industrietage Wassertechnik“ 07.-08.2011, Frankfurt, 2011, S. 140-147
Kurzdarstellung des Vorhabens in der Broschüre ÖKOLOGIE & NACH-HALTIGKEIT – Forschung für die Nachhaltigkeit (ISBN: 978-3-9812459-5-0), Ministerium für Innovation, Wissenschaft und Forschung NRW, Düsseldorf 2011, S. 29-30
Fettig, J., Pick, V., Austermann-Haun, U., Blumberg, M., Phuoc, N.V.: Treatment
of tapioca starch wastewater by a novel combination of physical and biological processes. Water Science and Technology (2013), in Druck.

Seite 72 von 76
18 Literatur
Annachhatre, A.P. und Amatya, P.L.: UASB Treatment of Tapioca Starch Wastewater. J. Environmental and Engineering. 126 (2000) 12, 1149-1152.
Austermann-Haun,U.: Anaerobverfahren – Übersicht. gwf Wasser / Abwasser 149 (2008) 14, 6-11
Bal, A.S. und Dhagat, N.N.: Upflow anaerobic sludge blanket reactor – a review. Indian J. Environ Health. 43 (2001) 2, 1-82.
Gijzen, H., Bernal, F. und Ferrer, H.: Cyanide toxicity and cyanide degradation in anaerobic wastewater treatment. Water Research 34 (2000), 2447 – 2454
Kim, H., Ham, L.H., Ishitani, M., et. al.: Vietnam Cassava Breeding Overview. Kickoff Meeting of a cooperative Research Project at the Agricultural Genetics Institute (AGI), Hanoi, 08.-09.01.2013
Koichi Kato: Tapioca wastewater treatment and clean development mechanism project. Conference on Tapioca-Eco-industrial Cluster in Vietnam, Van Lang University, 2007
Mai, H.N.P.: Integrated Treatment of Tapioca Processing Industrial Wastewater Based on Evironmental Bio-Technology. Dissertation, Universität Wageningen, Niederlande, 2006
Phuoc, N.V. et. al.: Environment pollution of tapioca wastewater. Workshop of the BMBF-project: “The sustainable water pollution control management of SGDN river basin”, LWI-IER, 2007
Phuoc, N.V. et. al.: Environment pollution of tapioca wastewater. Proceedings of the Workshop of the BMBF-project: “The sustainable water pollution control management of SGDN river basin”, Institute for Environment and Resources, HCMC, Vietnam, 10.-11.06.2010
Phuoc, N.V., Phuong, N.T.: Apply hybrid technology for tapioca wastewater. Workshop „Tapioca Wastewater Treatment in Connection with CDM Projects“, Vict Phuong Hotel, Tây Ninh, Vietnam, 30.03.2012
Rajbhandari, B.K., und A.P. Annachhatre. Anaerobic ponds treatment of starch wastewater: Case Study in Thailand. Bioresource Technology (2004), 135-143
Rajesh Banu, J., Kaliappan, S. und Beck, D.: Treatment of sago wastewater using hybrid anaerobic reactor. Water Quality Research Journal of Canada. 41 (2006) 1, 56-62.
Siller, H. und Winter, J.: Treatment of cyanide-containing wastewater from the food industry in a laboratory-scale fixed-bed methanogenic reactor. Applied Microbiology and Biotechnology 49 (2004) 2, 215-220.
UNFCCC (2006) Clean Development Mechanism Project Design Document Form for the Vedan Binh Phuoc Plant tapioca starch wastewater biogas extraction and utilization project, Binh Phuoc Province, S. R. Vietnam, 22 December 2006.

Seite 73 von 76
Anhang 1 Berichtsblatt

Seite 74 von 76
Berichtsblatt
1. ISBN oder ISSN
2. Berichtsart (Schlussbericht oder Veröffentlichung)
Schlussbericht
3. Titel
Reinigung von Tapiokaabwasser und nachhaltiges Gewässerschutzmanagement in der Hauptwirtschaftszone in Südvietnam Teilprojekt: Entwicklung eines Reinigungskonzeptes für Tapiokaabwasser
5. Abschlussdatum des Vorhabens
Oktober 2012 6. Veröffentlichungsdatum
4. Autor(en) [Name(n), Vorname(n)]
Fettig, Joachim Pick, Volker 7. Form der Publikation
9. Ber. Nr. Durchführende Institution
10. Förderkennzeichen
02WA0992
8. Durchführende Institution(en) (Name, Adresse)
Hochschule Ostwestfalen-Lippe Liebigstraße 87 32657 Lemgo
11. Seitenzahl
89 13. Literaturangaben
14 14. Tabellen
14
12. Fördernde Institution (Name, Adresse) Bundesministerium für Bildung und Forschung (BMBF) 53170 Bonn
15. Abbildungen
54 16. Zusätzliche Angaben -
17. Vorgelegt bei (Titel, Ort, Datum)
PTKA-WTE, Karlsruhe, 30.04.2013; Bibliothek des BMBF, Bonn, 30.04.2013; TIB, Hannover, 30.04.2013
18. Kurzfassung
Ziel des Teilprojektes war die Entwicklung und Optimierung eines innovativen Reinigungskonzeptes für hoch konzentrierte Abwässer aus der Herstellung von Tapioka-Stärke. Derartige Abwässer werden trotz bestehender gesetzlicher Regelungen in Vietnam bisher nicht oder nur unzureichend gereinigt. Die im Teilprojekt gewonnenen Daten sollten außerdem in den modelltechnischen Teil des Vorhabens ein-fließen. Dazu wurde in der Provinz Tây Ninh eine Pilotanlage, bestehend aus Flotationsstufe, Anaerob-reaktor und Vertikalbodenfilter (1. Straße) bzw. aus Flotation und zweistufigem Bodenfilter (2. Straße) errichtet und über 24 Monate betrieben. Die Anlagenkombination hat sich als geeignet erwiesen, die Hauptbelastungsparameter BSB5 und Cyanid aus dem Stärkeabwasser soweit zu entfernen, dass die Anforderungen für die Direkteinleitung in ein Gewässer in Vietnam eingehalten werden. Als ein besonderer Vorteil des Konzeptes ist anzusehen, dass es mehrere Nachhaltigkeitsaspekte erfüllt: Die Anlagen sind sicher und (bis auf Natronlauge zur Korrektur des pH-Wertes) ohne Chemikalien zu betreiben, die Reststoffe sind im Agrarbereich verwertbar, und es wird Biogas erzeugt, mit dem in der Stärkeproduktion Heizöl substituiert werden kann. Durch den langen Versuchsbetrieb konnte auch nachgewiesen werden, dass die Anlagenkomponenten unter den dortigen Bedingungen robust arbeiten. Die Ergebnisse haben zudem Eingang in das vom Projektpartner an der TU Braunschweig entwickelte Managementsystem für tropische Fließgewässer gefunden.
19. Schlagwörter
Vietnam, Abwasserreinigung; Tapioka; Druckentspannungsflotation; Anaerobverfahren; Bodenfilter 20. Verlag
21. Preis

Seite 75 von 76
Anhang 2 Document control sheet

Seite 76 von 76
Document Control Sheet
1. ISBN or ISSN
2. type of document (e.g. report, publication) Final report
3. title
Treatment of Tapioca Wastewater and Sustainable Water Pollution Control Management of Key Economic Zones in Southern Vietnam Subproject: Development of a Treatment Concept for Tapioca Wastewater
5. end of project
October 2012
6. publication date
4. author(s) (family name, first name(s))
Fettig, Joachim Pick, Volker 7. form of publication
9. originator’s report no.
10. reference no.
02WA0992
8. performing organization(s) (name, address)
University of Applied Sciences Ostwestfalen-Lippe Liebigstraße 87 32657 Lemgo
11. no. of pages
89
13. no. of references
14
14. no. of tables
14
12. sponsoring agency (name, address) Bundesministerium für Bildung und Forschung (BMBF) 53170 Bonn
15. no. of figures
54
16. supplementary notes -
17. presented at (title, place, date) PTKA-WTE, Karlsruhe, 30.04.2013; Bibliothek des BMBF, Bonn, 30.04.2013; TIB, Hannover, 30.04.2013
18. abstract
Aim of this subproject was the development and optimization of an innovative treatment concept for highly polluted wastewater from the production of Tapioca starch. So far, this type of wastewater is not treated sufficiently in Vietnam despite existing regulations. Data from the subproject should furthermore be used as input parameters in the water quality modelling part of the research project. A pilot plant consisting of a flotation unit, an anaerobic reactor and a constructed wetland (Line 1), and a flotation unit and a two-stage constructed wetland (Line 2), respectively, was built and operated for 24 months in the province of Tây Ninh. The treatment train has proven its ability to efficiently remove the major pollutants BOD5 und Cyanide from starch wastewater so the discharge requirements of the national regulation can be met. As a particular advantage, the treatment concept includes several sustainable aspects: The treatment train can be operated reliably without the addition of chemicals (except sodium hydroxide for pH adjustment), the residuals can be reused in agriculture, and the biogas produced can substitute fuel oil in the starch production process. Due to the long operation time of the pilot plant it could be demonstrated that the plant components are very robust under the field conditions encountered. The results have also been taken into account by the project partner at the Technical University of Braunschweig where a water pollution control management system for surface waters in tropical regions has been developed.
19. keywords Vietnam, Wastewater treatment; Tapioca; Dissolved air flotation; Anaerobic reactor; Constructed wetlands
20. publisher
21. price