the manufacture of aluminium-bronze castings
TRANSCRIPT
The manufacture of aluminium-bronze castings
L. R. VAIDYANATH
THE development of aluminium-bronze alloys hasbasically been due to a combination of useful pro-perties particuarly appealing to the designers in
various engineering fields, the most important applica-tion being in the marine and hydraulic field. Importantproperties of aluminium-bronzes include the follo%%ing
(1) Useful combination of mechanical properties withability to retain these properties at moderatelyelevated temperature
(2) Excellent resistance to corrosion and cavitation
(3)(4)
erosionHigh impact value, andHigh wear resistance.
In the design of castings. weight plays an importantpart both from the economical and functional pointsof view and castings of aluminium-bronzes have ful-filled these requirements admirably. Perhaps this is theonly alloy in the copper alloy series where almost 80%of the test bar strength can he achieved in castings.
Although the properties of aluminium-bronze havebeen known for a long time, the use of the alloy invarious fields-have not been appreciable but followedclosely improvements in its casting and fabricationtechniques. Castings of aluminium-bronze are generallyemployed as components of pumps, valves for waterand steam, gear wheels, helical gearings of certain type,chemical and marine fittings and in food industries. Ofthe two principal alloys available, the AB-I type ofalloy containing nominally 10% Al and 2.5° , Fe isused now mostly for die-casting. Bulk of the sand cas-tings are made from the second AB-2 alloy, which hasa similar aluminium content but with additional quanti-ties of 5°,%, each of nickel and iron. This alloy with slightcompositional modifications is used in the manufactureof marine propellers, water turbine runners, pelton wheels,impellers and in many applications where resistance tocavitation erosion is important. Resistance to picklingby sulphuric acid led to its use in pickling hooks,chains, etc.
Although the alloy was available for casting pur-poses for many years, the difficulties involved ineconomic production of the alloy, free from castingdefects, severely restricted its rapid development. Speci-
Dr L. R. 'aidhanath, General Manager, Indian Copper Inform-ation Centre , Calcutta.
SYNOPSIS
Employing practices and equipment generally, availablefor copper allv.r castings like gun metals and phosphor-bronze, attempts have been made by Indian foundries tomanufacture aluminium-bronze castings trithout under-standing its basic principles. The paper has tried to dealfrith factors that should be considered for economic pro-duction of aluminium-bronze castings.
Briefly explaining the metallurgy of the alloy, theparameters governing foundry practice of aluminium-bronze have been discussed. Factors like the effect ofshort freezing range, structure, effect of casting andmould variables on mechanical properties, control ofcomposition and gas absorption, etc. are explained.
Concluding, suggestions have been made to adopt suchtechniques that would give a sound casting.
tic knowledge of the alloy through experience islacking and there is not much published literaturefor the guidance of the founder . It is imperative thatattempts in casting of this alloy will require consi-derable experimental work and therefore due allowanceshould be made for lapses until complete confidenceis obtained for the manufacture of defect-free castings.
The main bottleneck in the growth of the aluminium-bronze industry was due to lack of understand-ing of the alloy . Metallurgically the alloy was treatedin the manner of standard brasses and bronzes andeconomically it was considered unfavourable comparedto brass and steel. A better evaluation of the castingproblems of the alloy can be made when the metal-lurgical principles involved are properly understood.
Theoretical considerations
The problem of manufacture of aluminium-bronzecasting is generally associated with lack of adequatetechnical and foundry control of the process parti-cularly in the case of complex design and whenservice conditions are severe. Compared to the morecommon foundry alloys like gun metals and phosphor-bronzes, the aluminium-bronze has different metallurgicalcharacteristics. A foundry, well conversant with manu-facture of gun metal castings, will therefore be ill-advised to attempt aluminium-bronze castings in a
72
12001
1100
1000
700
600
500
400
LlaUI D
0 2 4 6 8 10 12WEIGHT % ALUMINIUM---
1 Simplified copper-aluminium equilibrium diagram
14
similar manner, without understanding certain metal-lurgical concepts of the alloy.
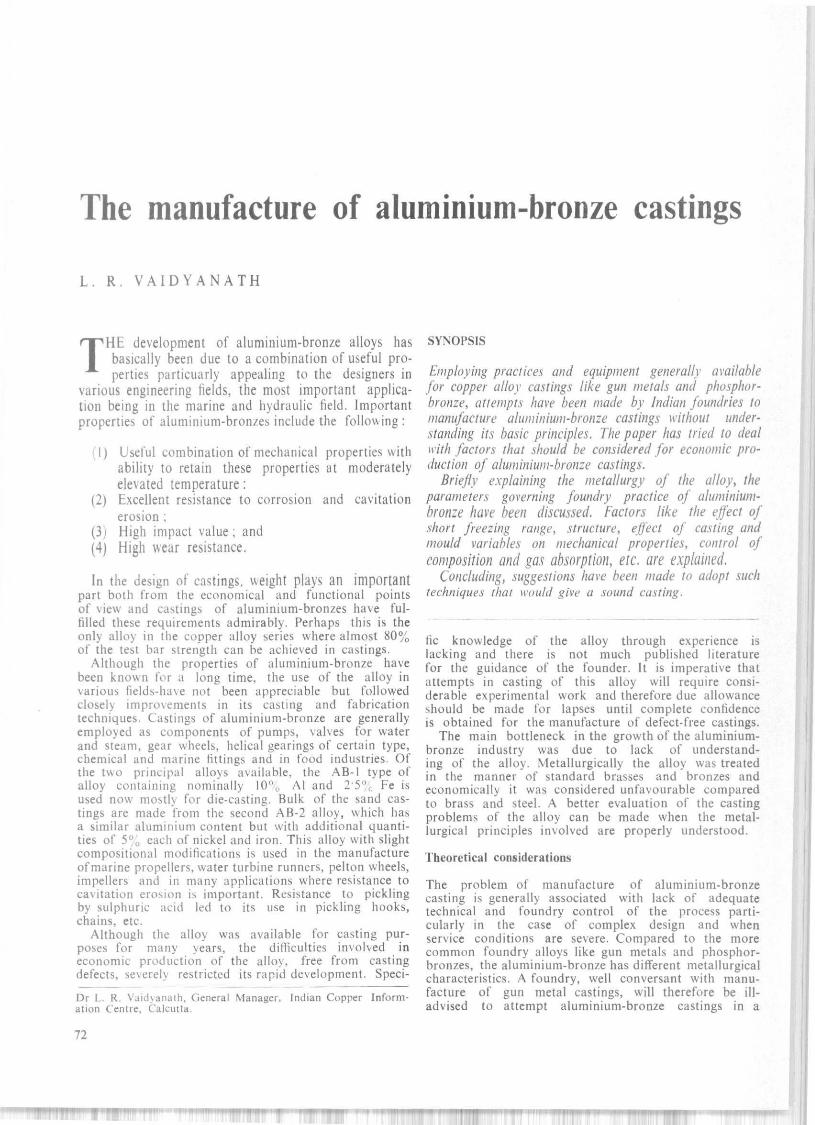
Aluminium-bronze alloys can be categorized in threedistinct series as can be seen from the binary equi-librium diagram of copper-aluminium system. Theyconstitute the -c series, the -c-1-fl series and <- yzseries, possessing properties entirely different in nature.The wide range of properties that can be obtainedby suitable alloying addition and heat treatment hasopened out immense possibilities for its applicationin various engineering fields. In fact, the role of alu-minium has been compared with that of carbon insteel and comparison of properties that can beobtained with aluminium bronze has often beenmade.'
The x aluminium-bronze mostly in the solid solu-tion range contains about 9.4°%o aluminium, which canbe obtained in casting only on very slow cooling. Itis difficult to avoid the hard /3 formation under nor-mal conditions of cooling, even with 7.4% aluminiumin the alloy. From the equilibrium diagram, Fig. I, itis clear that the ^ structure is stable only at hightemperature and undergoes an .-y., transformation atabout 565°C'. Being a sluggish process, it is notpossible for the reaction to take place in castingsundergoing normal cooling rate.
The 0 phase gives a high hardness combined withrelatively high mechanical properties under normalconditions, but severity of cooling results in the for-
Vaidyanath : The manufacture of aluminium bronze castings
mation of $ phase with martensitic structure whichhas lower elongation. The -(/fl alloys have favourablecombination of strength and corrosion resistance. Theeutectoid structure of which has a lower electro-chemical potential corrodes at a higher rate and hastherefore to be avoided.' The decomposition of 9 tok+y,, which occurs during slow cooling or reheatingin the temperature range between 550 C and 350°C,has to be avoided. Cooling rates have therefore tobe drastic.
The most important aspect is the eutectoid transfor-mation in which the phases are
1. -c Al bronze having f. c. c. lattice similar to iron
2.
3.
in its working characteristics.d Al bronze with a b . c. c. structure./3 Al bronze which at the eutectoid transfor-mation of 525°C transforms to c--ye.
Role of added elements
The role of alloying elements like nickel, iron andmanganese which tend to stabilize f3 and effectivelypermit slower cooling rate, is very important. Wheniron and nickel are present at a nominal level of5% each, they modify the structure of aluminium-bronze and instead of the normal a.-i 9 an a.-Kstructure with small but tolerable amounts of /3 isformed. The complex alloys--notable for their highstrength, corrosion and erosion resistance-can be casteasily without the influence of the eutectoid structure.This is the main reason that where die-casting isintended, the economical AB-l type of alloy is pre-ferred. In case of complicated sand casting whererequisite mechanical and other properties like corro-sion are important and desirable, the choice is ofthe AB-2 type of alloy, even though it may be anexpensive product. In order to understand the roleof alloying additions a knowledge of the effect ofeach of the elements is required.
Aluminium
Commercial binary alloys of aluminium - bronze usuallycontain about 81,', Al, but the best combination ofproperties are obtained in the range of 9 to 1 I% Al.In this range of binary aluminium , advantage can betaken of the characteristic eutectoid transformation inwhich phase changes occur. This is very important inrespect of engineering alloys where suitable heat treat-ment can confer desired properties in castings.
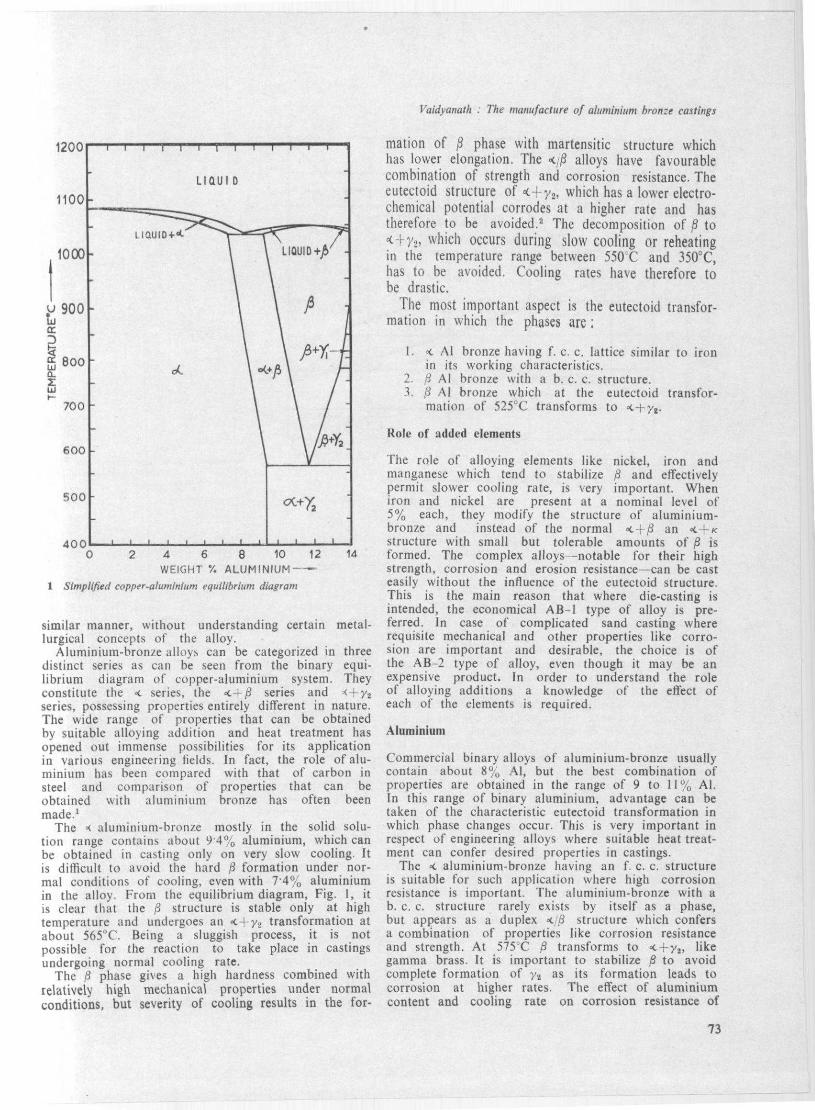
The -c aluminium - bronze having an f. c. c. structureis suitable for such application where high corrosionresistance is important . The aluminium - bronze with ab. c. c. structure rarely exists by itself as a phase,but appears as a duplex x /3 structure which confersa combination of properties like corrosion resistanceand strength . At 575-C /3 transforms to a.+y,, likegamma brass . It is important to stabilize /3 to avoidcomplete formation of 7, as its formation leads tocorrosion at higher rates . The effect of aluminiumcontent and cooling rate on corrosion resistance of
73
Vaidyanath : The manufacture of aluminium bronze castings
100
GOOD CORROSION
RESISTANCE
OIATEDZ+6 VARIABLE BEHAVIOUR
EMI -CONTINUOUS
DANGEROUS
STRUCTURE
(+CONT .
GOOD CORROSION RESISTA
d-+ ,A
NCE
10
0 5z oF, rn
2
1RA 8.8
PERCE NT AIJIMINIJIM
9.0
binary aluminium is shown in Fig. 23 which clearlyindicates the conditions to obtain acceptable structure.
Iron
The addition of about 10/ iron improves the mechani-cal properties mainly due to its effect on grain refine-ment. Althouuh additions up to 5 5" of- iron is permit-ted, the influence of additions above 1 .2°„ does reflectappreciably improved mechanical properties like tensilestrength and hardness but lowered ductility. Iron alsostabilizes 13 to some extent.
When iron is present in traces, it is not termed asan impurity but as a useful addition. Beyond I ";, it ispresent as a finely dispersed phase in the structure andhas no adverse influence on corrosion properties. It ispossible to increase the solubility of iron in the solidsolubility range by the addition of nickel.
Nickel
The addition of nickel has a strong influence in thestabilization of'H. The a/(3 structure is retained at verylow cooling rates even with 2 per cent nickel.
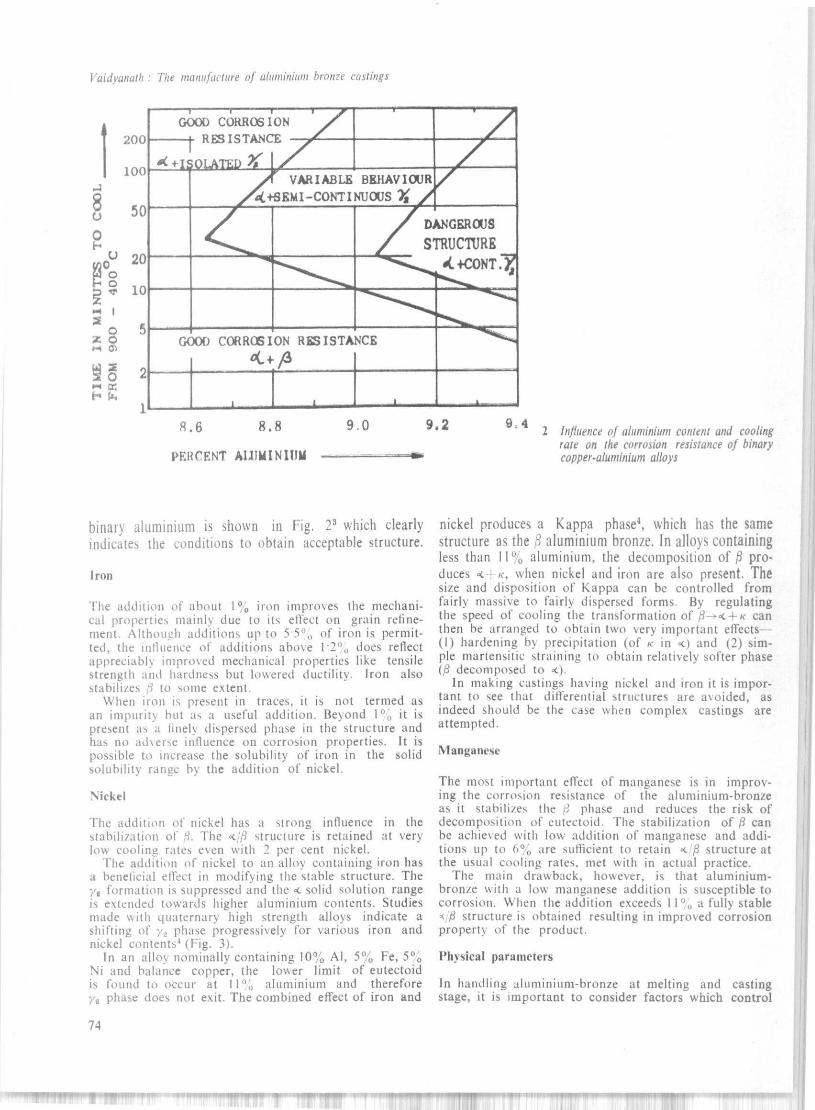
The addition of nickel to an alloy containing iron hasa beneficial effect in modifying the stable structure. Theye formation is suppressed and the -c solid solution rangeis extended towards higher aluminium contents. Studiesmade with quaternary high strength alloys indicate ashifting of y, phase progressively for various iron andnickel contents' (Fig. 3).
In an alloy nominally containing 10% Al, 5% Fe, 5%Ni and balance copper, the lower limit of eutectoidis found to occur at 1 I% aluminium and thereforey, phase does not exit. The combined effect of iron and
74
9.2 9.4 2 Influence of aluminium content and coolingrate on the corrosion resistance of binarycopper-aluntiniunt alloys
nickel produces a Kappa phase', which has the same
structure as the P, aluminium bronze. In alloys containingless than I I" aluminium, the decomposition of ^ pro-
duces -c.. cc, when nickel and iron are also present. Thesize and disposition of Kappa can be controlled fromfairly massive to fairly dispersed forms. By regulatingthe speed of cooling the transformation of /3--(+K callthen he arranged to obtain two very important effects--(I) hardening by precipitation (of Kin ,c) and (2) sim-ple martensitic straining to obtain relatively softer phase(B decomposed to -,c).
In making castings having nickel and iron it is impor-tant to see that differential structures are avoided, asindeed should be the case when complex castings areattempted.
Manganese
The most important effect of manganese is in improv-ing the corrosion resistance of the aluminium-bronzeas it stabilizes the phase and reduces the risk ofdecomposition of eutectoid. The stabilization of 9 canhe achieved with low addition of manganese and addi-tions up to f,°.o are sufficient to retain -e, structure atthe usual cooling rates. met with in actual practice.
The main drawback, however, is that aluminium-bronze with a low manganese addition is susceptible tocorrosion. When the addition exceeds I I% a fully stable
0 structure is obtained resulting in improved corrosionproperty of the product.
Physical parameters
In handling aluminium-bronze at melting and castingstage, it is important to consider factors which control
Vaidvanath : The manufacture of alurniniunt bronze castings
10004Ni+4Fe 4Ni+6Fe 6Ni+6Fe 6Ni+4Fe
900
800
U0
700
4 600
10
500
400
^BrX
(^
d^f +X
a x
t+x.
8 9 10 11 12 8 9 10 11 12 8
PER CENT ALUMINIUM
3 Equilibrium diagrams of the quuternarr ststem Cu-Al-Fe-Ni
9 10 11 12 8 9 10 11 12
production of (1) clean metal, (2) permit ease of casting lity of any gas pick-up that might affect the soundnesswithout undue metal loss, (3) control mould design of the casting.that would permit a clean and solid casting withminimum feeder head, riser head loss, etc. and (4) Melting and casting variablesfinally allow minimum post casting treatment. The abovecan be achieved with proper control at each stage of It is necessary to understand the characteristics of theworking and mainly depends on factors like control inmetal store, control in metal quality, control in mouldmaking materials and finally control in pouring, run-ning and feeding techniques. It may not be justifiablypossible to deal with all the above factors in a restrictedreview like this but the most important ones will bedealt in this paper.
The principles of application of control in metal storeare well understood and irrespective of the metal handleda well known procedure is available and can be adop-ted. In case of control of melt quality special precau-tions have to be taken for all the copper alloys, moreso for aluminium-bronze, for the production of castingto be economic with consistency in quality. To ascer-tain that melt quality conforms to requirements it maybe necessary to check microstructure and dissolved gasof the alloy along with compositional check, to ensurethat resulting casting will be of requisite quality.
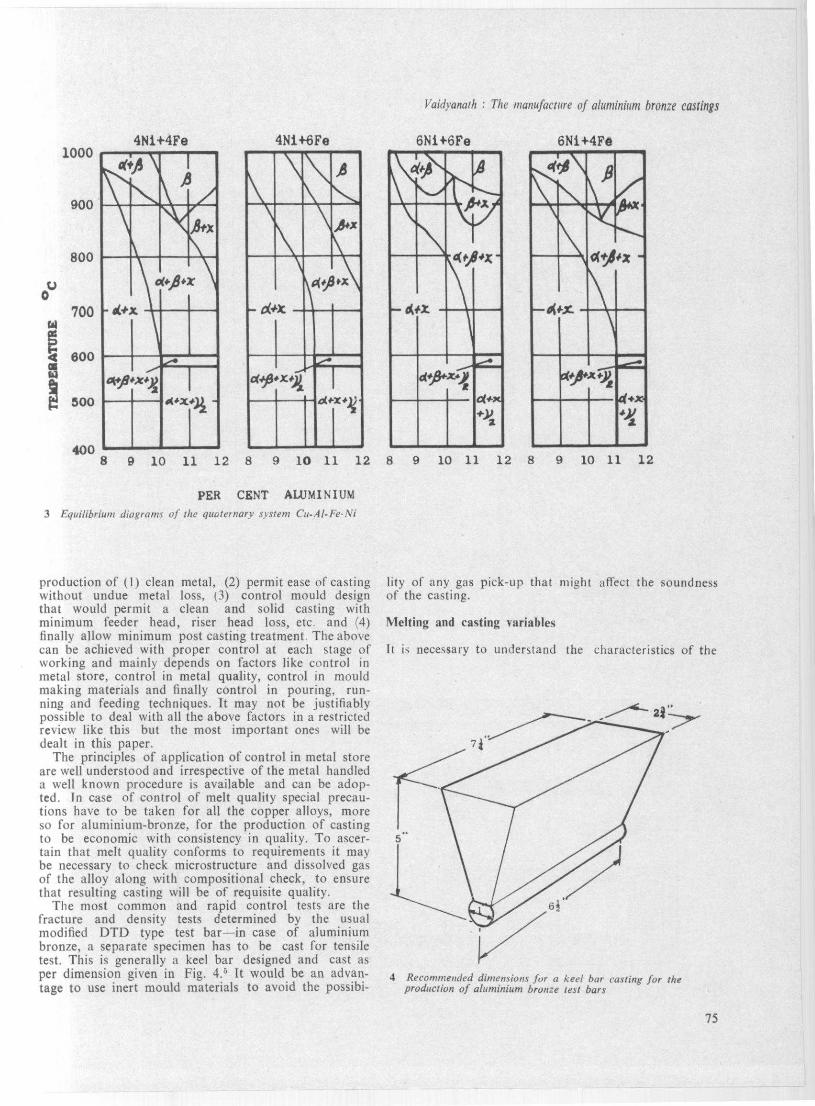
The most common and rapid control tests are thefracture and density tests determined by the usualmodified DTD type test bar--in case of aluminiumbronze, a separate specimen has to he cast for tensiletest. This is generally a keel bar designed and cast asper dimension given in Fig. 4.5 It would be an advan- 4 Recommended dimensions for a keel bar casting for thetage to use inert mould materials to avoid the possibi- production of aluminium bronze test bars
75
Vaidycnrath : The manufacture of aluminium bron.:e castings
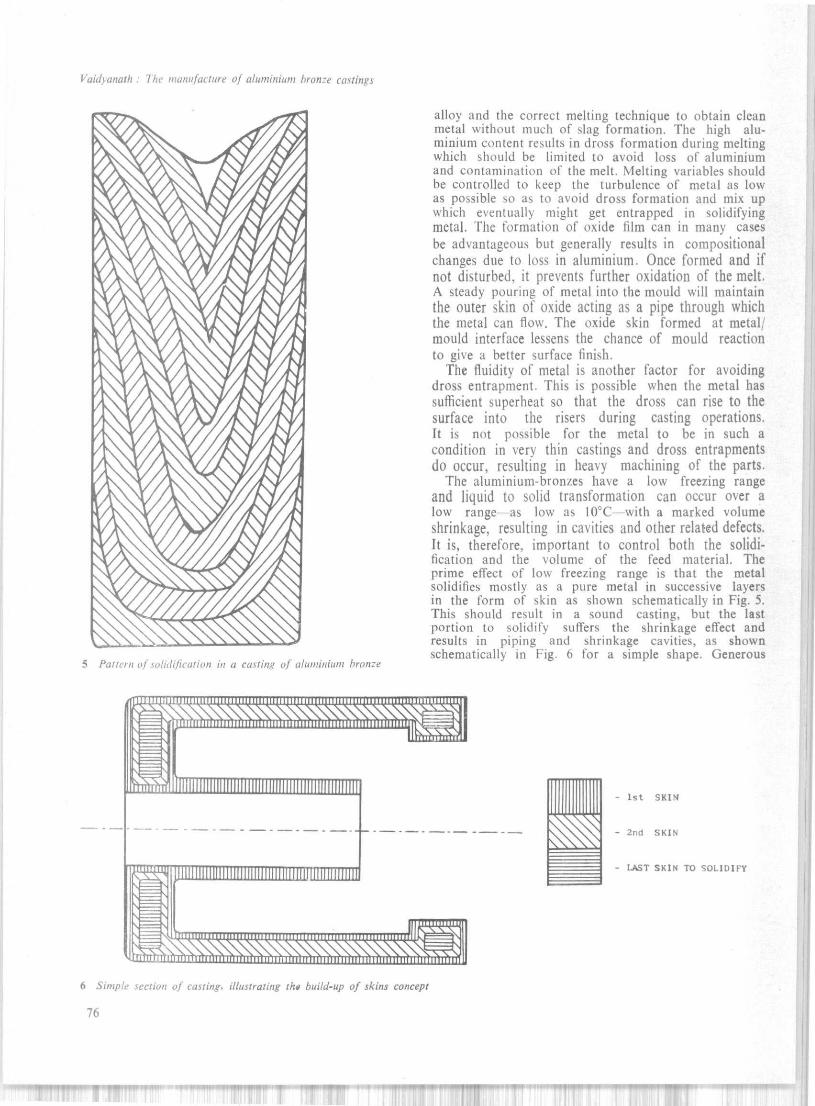
5 Pattern oJ'solidification in a casting of aluminium bronze
alloy and the correct melting technique to obtain cleanmetal without much of slag formation. The high alu-minium content results in dross formation during meltingwhich should be limited to avoid loss of aluminiumand contamination of the melt. Melting variables shouldhe controlled to keep the turbulence of metal as lowas possible so as to avoid dross formation and mix upwhich eventually might get entrapped in solidifyingmetal. The formation of oxide film can in many cases
be advantageous but generally results in compositionalchanges due to loss in aluminium. Once formed and ifnot disturbed, it prevents further oxidation of the melt.A steady pouring of metal into the mould will maintainthe outer skin of oxide acting as a pipe through whichthe metal can flow. The oxide skin formed at metal/mould interface lessens the chance of mould reactionto give a better surface finish.
The fluidity of metal is another factor for avoidingdross entrapment. This is possible when the metal hassufficient superheat so that the dross can rise to thesurface into the risers during casting operations.it is not possible for the metal to be in such acondition in very thin castings and dross entrapmentsdo occur, resulting in heavy machining of the parts.
The aluminium-bronzes have a low freezing rangeand liquid to solid transformation can occur over alow range -as low as 10°C ---with a marked volume
shrinkage, resulting in cavities and other related defects.
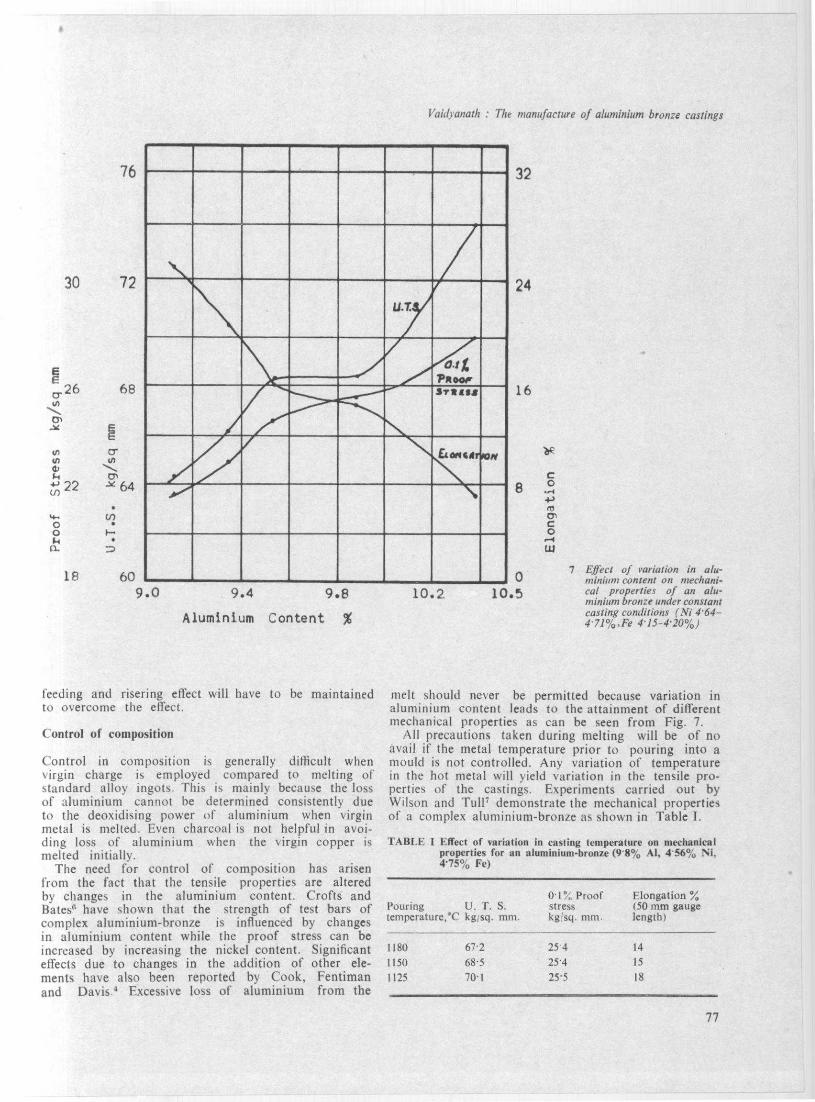
It is, therefore, important to control both the solidi-fication and the volume of the feed material. Theprime effect of low freezing range is that the metalsolidifies mostly as a pure metal in successive layersin the form of skin as shown schematically in Fig. 5.This should result in a sound casting, but the lastportion to solidify suffers the shrinkage effect andresults in piping and shrinkage cavities, as shownschematically in Fig. 6 for a simple shape. Generous
111 11 111111 Wu I I I III 11-1111111 11111111111] 111 IIJILL11
- 1st SKIN
- 2nd SKIN
- LAST SKIN TO SOLIDIFY
6 Simple section of casting, illustrating the build-up of skirts concept
76
twl,ia• *^ w ^^T. 7,
Vaidtanath : The manufacture of aluminium bronze castings
30 72
u. L
E
0_26 68Ln
76
N tTN N
22 - 64
w t/)oo ►-
18 609.0 9.4 9.8
Aluminium Content %
feeding and risering effect will have to be maintainedto overcome the effect.
Control of composition
Control in composition is generally difficult whenvirgin charge is employed compared to melting ofstandard alloy ingots . This is mainly because the lossof aluminium cannot he determined consistently dueto the deoxidising power of aluminium when virginmetal is melted . Even charcoal is not helpful in avoi-ding loss of aluminium when the virgin copper ismelted initially.
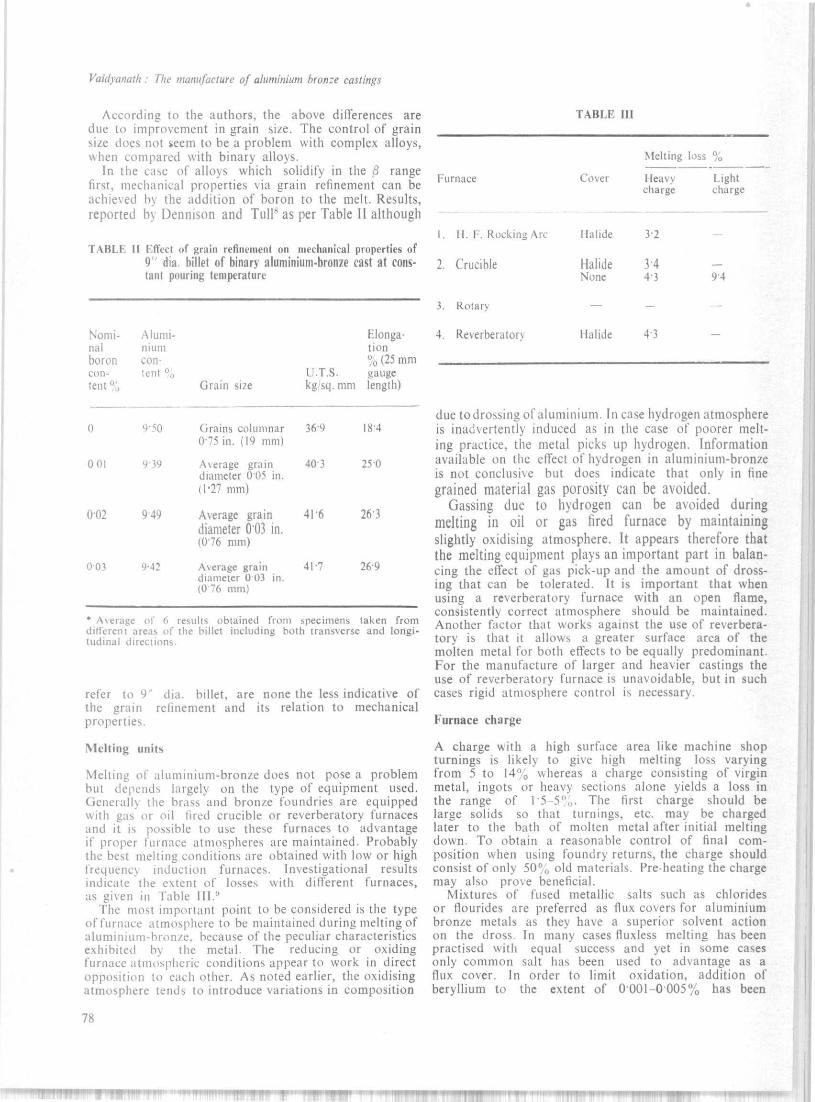
The need for control of composition has arisenfrom the fact that the tensile properties are alteredby changes in the aluminium content . Crofts andBates" have shown that the strength of test bars ofcomplex aluminium - bronze is influenced by changesin aluminium content while the proof stress can beincreased by increasing the nickel content . Significanteffects due to changes in the addition of other ele-ments have also been reported by Cook, Fentimanand Davis' Excessive loss of aluminium from the
',Io.rtPR *OF3-r a l is
lFtalcA rYON
10.2
32
24
16
V
8
010.5
7 Elect of variation in alu-nriniunr content on nrechani-cat properties of an alu-minium bronze under constantcasting conditions (Ni 4.64-4'71%,Fe 4'15-4.20%)
melt should never be permitted because variation inaluminium content leads to the attainment of differentmechanical properties as can be seen from Fig. 7.
All precautions taken during melting will be of noavail if the metal temperature prior to pouring into amould is not controlled . Any variation of temperaturein the hot metal will yield variation in the tensile pro-perties of the castings. Experiments carried out byWilson and Tull demonstrate the mechanical propertiesof a complex aluminium - bronze as shown in Table I.
TABLE I Effect of variation in casting temperature on mechanicalproperties for an aluminium -bronze (9'800 Al. 4'56% Ni,4.75% Fe)
Pouring U. T. S.0.1% Proofstress
Elongation %(50 nim gauge
temperature,"C kg,sq. mm. kg'sq. mnt. length)
1180 67-2 25 4 141150 68.5 254 15
1125 70.1 25.5 18
77
Vaidyanath : The manufacture of aluniiniuni bronze castings
According to the authors, the above differences aredue to improvement in grain size. The control of grainsize does not seem to be a problem with complex alloys,when compared with binary alloys.
In the case of alloys which solidify in the j3 rangefirst, mechanical properties via grain refinement can beachieved by the addition of boron to the melt. Results,reported by Dennison and Tull" as per Table 11 although
TABLE It E ffect of grain refinement on mechanical properties of9" dia. billet of binary aluminium-bronze cast at cons-tant pouring temperature
Nomi- Alumi- Elonga-nal nium tionboron con- % (25 mmcon- tent °. U.T.S. gaugetent °;, Grain size hg!sq. mm length)
0 9.50 Grains columnar 36.9 18'40-75 in. (19 nun)
001 9,39 Average graindiameter 0'05 in.(1-27 tnni)
40.3 25.0
0'02 9.49 Average graindiameter 0-03 in.
41-6 26'3
(0'76 mm)
0.03 9-42 Average graindiameter 0 03 in.(0'76 nine)
41'7 26'9
" Average of 6 results obtained from specimens taken fromdifferent areas of the billet including both transverse and longi-tudinal directions.
refer to 9" dia. billet, are none the less indicative ofthe grain refinement and its relation to mechanicalproperties.
Melting units
Melting of aluminium-bronze does not pose a problembut depends largely on the type of equipment used.Generally the brass and bronze foundries are equippedwith gas or oil fired crucible or reverberatory furnacesand it is possible to use these furnaces to advantageif proper furnace atmospheres are maintained. Probablythe best melting conditions are obtained with low or highfrequency induction furnaces. Investigational resultsindicate the extent of losses with different furnaces,as given in Table lll."
The most important point to be considered is the typeof furnace atmosphere to he maintained during melting ofaluminium-bronze. because of the peculiar characteristicsexhibited by the metal. The reducing or oxidingfurnace atmospheric conditions appear to work in directopposition to each other. As noted earlier, the oxidisingatmosphere tends to introduce variations in composition
TABLE III
Melting loss °o
Furnace Cover Heavy Lightcharge charge
H. F. Rocking Arc Ilalide 3-2
2. Crucible Halide 3'4 -None 4-3 94
3. Rotary
4. Reverberatory Halide 4.3
due todrossing of aluminium. In case hydrogen atmosphereis inadvertently induced as in the case of poorer melt-ing practice, the metal picks up hydrogen. Informationavailable on the effect of hydrogen in aluminium-bronzeis not conclusive but does indicate that only in finegrained material gas porosity can be avoided.
Gassing due to hydrogen can be avoided duringmelting in oil or gas fired furnace by maintaining
slightly oxidising atmosphere. It appears therefore thatthe melting equipment plays an important part in balan-cing the effect of gas pick-up and the amount of dross-ing that can be tolerated. It is important that whenusing a reverberatory furnace with an open flame,consistently correct atmosphere should be maintained.Another factor that works against the use of reverbera-tory is that it allows a greater surface area of themolten metal for both effects to be equally predominant.For the manufacture of larger and heavier castings theuse of reverberatory furnace is unavoidable, but in suchcases rigid atmosphere control is necessary.
Furnace charge
A charge with a high surface area like machine shopturnings is likely to give high melting loss varyingfrom 5 to 14°% whereas a charge consisting of virginmetal, ingots or heavy sections alone yields a loss inthe range of 1.5 5°,. The first charge should belarge solids so that turnings, etc. may be chargedlater to the bath of molten metal after initial meltingdown. To obtain a reasonable control of final com-position when using foundry returns, the charge shouldconsist of only 50°x, old materials. Pre-heating the chargemay also prove beneficial.
Mixtures of fused metallic salts such as chloridesor flourides are preferred as flux covers for aluminiumbronze metals as they have a superior solvent actionon the dross. In many cases fluxless melting has beenpractised with equal success and yet in some casesonly common salt has been used to advantage as aflux cover. In order to limit oxidation, addition ofberyllium to the extent of 0.001-0005% has been
78
Vaidranath : The manufacture of aluminium bronze castings
recommended"' provided, the element is not presentin the charge already.
Additions of nickel, iron and manganese are madein the form of master alloys. It is always advan-tageous to cast the metal first as pre-alloyed ingotsand then remelt them for production of castings. Thisensures not only better control over composition butalso helps in avoiding hydrogen pick-up.
Moulding techniques
Moulding and casting techniques for aluminium bronzeneed special attention because of its low range ofsolidification and the tendency for dross formation.The latter will be predominant when turbulence duringpouring of the metal occurs. Turbulence may also bedue to mould material where hard rammed fine sandmould of low permeability is used . The sand withclay content of 12 17°%^, having a permeability of 70A. F. S. is most desirable for casting. In case of greensand the moisture content should not exceed 4°o andshould preferably be well below this figure . For largershapes sand cement has been used with advantagebut the use of mould dressing, particuarly those contain-ing graphite , should be avoided.
Attention to chilling and risering helps to avoidshrinkage cavities and the gating should be such thatmetal turbulence in the mould should be a minimum.Use of chills either of cast iron or graphite is recom-mended to obtain directional solidification with com-plex castings . Where heavy and light sections join,chills are used to chill the light section directionallyto the heavy section ensuring that heavy section isfed adequately with metal . Haphazard chill applicationcan create problems and only experience can be themost j udicious criterion.
Gating and risering
Normal straight gates used in casting copper alloyscannot be used for aluminium-bronzes, because ofturbulence causing heavy dressing during pouring.Generally, gating is applied wherever possible into thelowest level of casting, and in this context the heightof the casting should be in the minimum position.Pouring basins are useful to avoid turbulent flow ofmetal into the sprue.
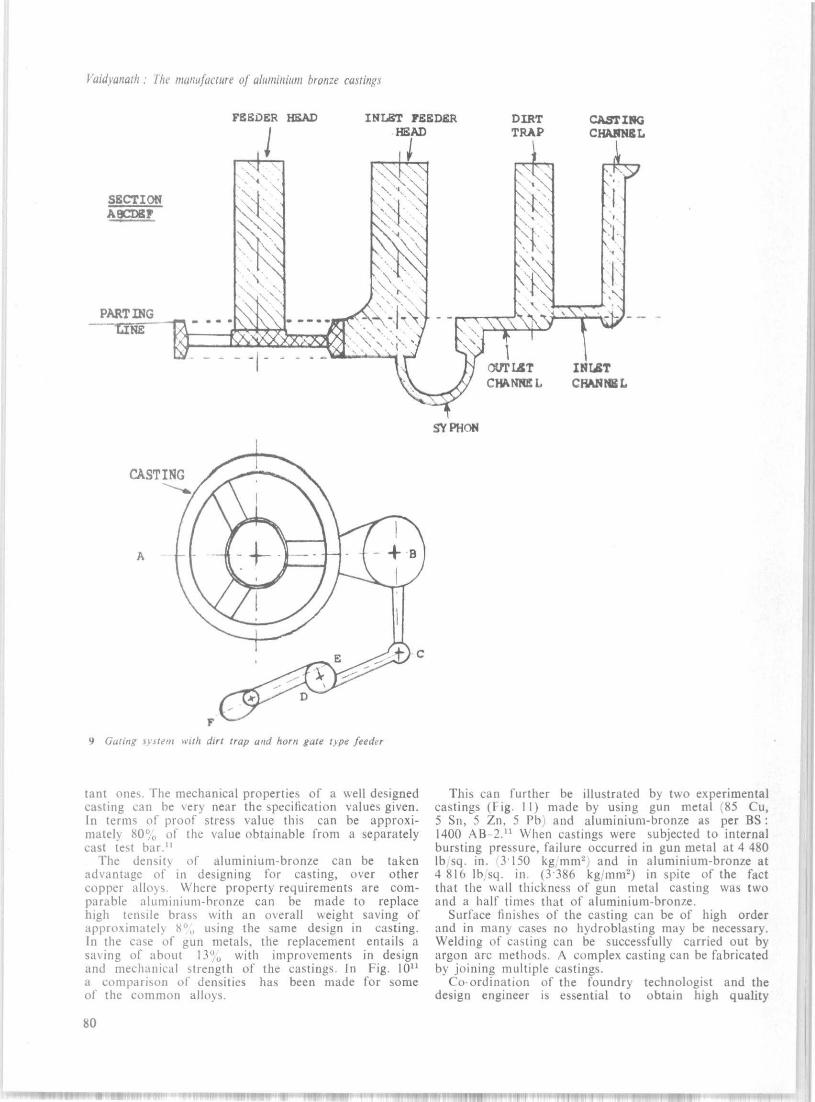
Feeding successfully into mould involves due consi-deration of sprue, runner and ingates and works ex-perience has indicated that the ratio of their areasshould be of the order I : 2 : 4. This coupled withstrain gates, reverse horn gates, skim gates and stepgates provide improved casting. Examples of the feed-ing systems of the casting are given in Figs. 8 and 9.
In case of small castings the weight of metal infeeding system may be more than the casting whichcannot be avoided if sound castings are desired.
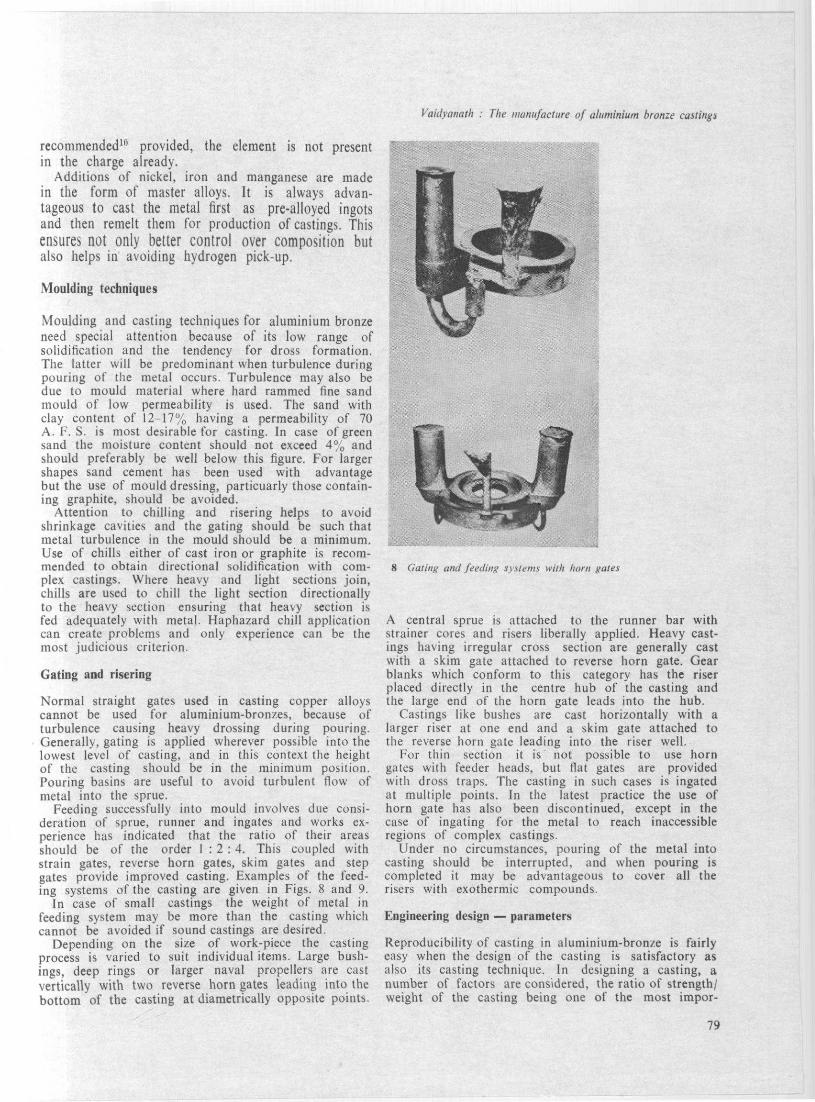
Depending on the size of work-piece the castingprocess is varied to suit individual items. Large bush-ings, deep rings or larger naval propellers are castvertically with two reverse horn gates leading into thebottom of the casting at diametrically opposite points.
8 Gating and feeding ststems with horn gates
A central sprue is attached to the runner bar withstrainer cores and risers liberally applied. Heavy cast-ings having irregular cross section are generally castwith a skim gate attached to reverse horn gate. Gearblanks which conform to this category has the riserplaced directly in the centre hub of the casting andthe large end of the horn gate leads into the hub.
Castings like bushes are cast horizontally with alarger riser at one end and a skim gate attached tothe reverse horn gate leading into the riser well.
For thin section it is not possible to use horngates with feeder heads, but flat gates are providedwith dross traps. The casting in such cases is ingatedat multiple points. In the latest practice the use ofhorn gate has also been discontinued, except in thecase of ingating for the metal to reach inaccessibleregions of complex castings.
Under no circumstances, pouring of the metal intocasting should be interrupted, and when pouring iscompleted it may be advantageous to cover all therisers with exothermic compounds.
Engineering design - parameters
Reproducibility of casting in aluminium-bronze is fairlyeasy when the design of the casting is satisfactory asalso its casting technique. In designing a casting, anumber of factors are considered, the ratio of strength/weight of the casting being one of the most impor-
79
Vaidvanath ; The manufacture of alantinloin bronze castinSrs
SECTIONA BCDEP
PART ING
9 Gating s,'stent with dirt trap and horn gate type feeder
tant ones. The mechanical properties of a well designedcasting can he very near the specification values given.In terms of proof stress value this can be approxi-mately 80°x, of the value obtainable from a separatelycast test bar."
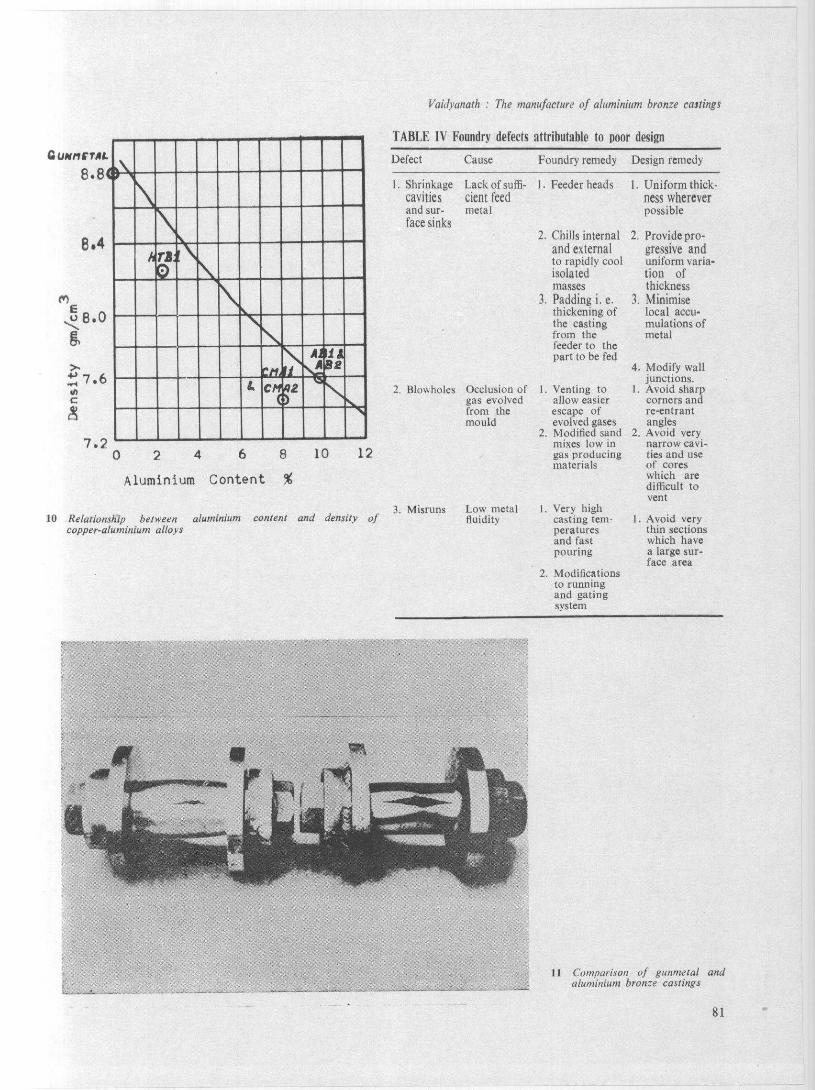
The density of aluminium-bronze can be takenadvantage of in designing for casting, over othercopper alloys. Where property requirements are com-parable aluminium-bronze can be made to replacehigh tensile brass with an overall weight saving ofapproximately 8'% using the same design in casting.In the case of gun metals, the replacement entails asaving of about 13°x, with improvements in designand mechanical strength of the castings. In Fig. 10"a comparison of densities has been made for someof the common alloys.
SY PHON
This can further be illustrated by two experimentalcastings (Fig. II) made by using gun metal (85 Cu,5 Sn, 5 Zn, 5 Pb and aluminium-bronze as per BS :1400 AB-2." When castings were subjected to internalbursting pressure, failure occurred in gun metal at 4 480lb sq. in. 3.150 kg mm- and in aluminium-bronze at4 816 lbsq. in. (3386 kg,'mm'-) in spite of the factthat the wall thickness of' gun metal casting was twoand a halt' times that of aluminium-bronze.
Surface finishes of the casting can be of high orderand in many cases no hydroblasting may be necessary.Welding of casting can be successfully carried out byargon arc methods. A complex casting can be fabricatedby joining multiple castings.
Co-ordination of the foundry technologist and thedesign engineer is essential to obtain high quality
80
Vaidyanath : The manufacture of aluminium bronze callings
TABLE IV Foundry defects attributable to poor designG uNncrAL
8.8
8.4
T7.6
NcA
7.20 2 4
LI C
6 8 10
Aluminium Content %
12
Defect Cause Foundry remedy Design remedy
1. Shrinkage Lack of suffi-cavities cient feedand sur- metalface sinks
I . Feeder heads 1. Uniform thick-ness whereverpossible
2. Chills internal 2. Provide pro-and external gressive andto rapidly cool uniform varia-isolated tion ofmasses thickness
3. Padding i. e. 3. Minimisethickening of local accu-the casting mulations offrom the metalfeeder to thepart to be fed
4. Modify walljunctions.
2, Blowholes Occlusion of I. Venting to 1. Avoid sharpgas evolved allow easier corners andfrom the escape of re-entrantmould evolved gases angles
2. Modified sand 2. Avoid verymixes low in narrow cavi-gas producing ties and usematerials of cores
which aredifficult tovent
3. Misruns Low metal I. Very high10 Relationship between aluminium content and density of fluidity casting tem- 1. Avoid very
copper-aluminium alloys peratures thin sectionsand fast which havepouring a large sur-
face area2. Modifications
to runningand gatingsystem
r l Comparison of ganntetal andaluminium bronze castings
81
I aid vanath . The manufacture o/' alanrinianr bron:e castings
castings in aluminium-bronze. It is important that thefoundry has a prior knowledge of the service conditionsand function of parts being cast. The design engineersshould also be appraised of the possible defects thatcan creep in due to poor design. In Table IV a summaryof general defects attributable to casting design isgiven.'"
Conclusion
Aluminium-bronze castings have a potential role in thedeveloping copper alloy foundry. The high strength,corrosion resistant alloys can he used advantageouslyin multiple applications and the useful properties shouldstimulate interest in its technology and application in adeveloping country like India.
References
1. Hudson. N. C. and Wilson, C. V. : Metal Industry, 19-26August, 1966, pp. 1-6.
2. Rowlands, J. C.: Corrosion Science 1962, pp. 89-94.3. Macken, P. J. and Smith, A. A.: "The Aluminium-Bronzes,"
Copper Development Association Publication No. 31 p. 112.
4. Cook. M. Fentiman, W. P. and Davis, E. : Journal of Insti-tute of Metals-80 (51-52), pp. 419-429.
5. Macken, P. J. and Smith, A. A. : "The Aluminium- Bronzes,"Copper Development Association Publication No. 31, p. 53.
6. Crofts, W. L. J. and Bates, A. P. : "British Foundry", May1964 Vol. 52 No. 2, V. 98.
7. Wilson C. V. and Tull E, V. : "British Foundryman", 1957(50), pp. 237-245.
8. Dennison, J. P. and Tull E. V. : Journal of Inst. of Metals1952 53 (81) pp. 513 520
9. Ruddle, R. W. Modern Castings 53 (2) Feb., 68-pp.91-98,
10. Brunhuber, E. IL RAME No. 12 Dec. 65 pp. 19-33-tran-slated from Italian.
11. Hodges, F. F. : Paper to Conference on copper and copperalloy casting, Brescia, May, 11.
12. Hall, H. T. : "British Foundryman", Vol. LXI- Part 5, May1968, pp. 191-201.
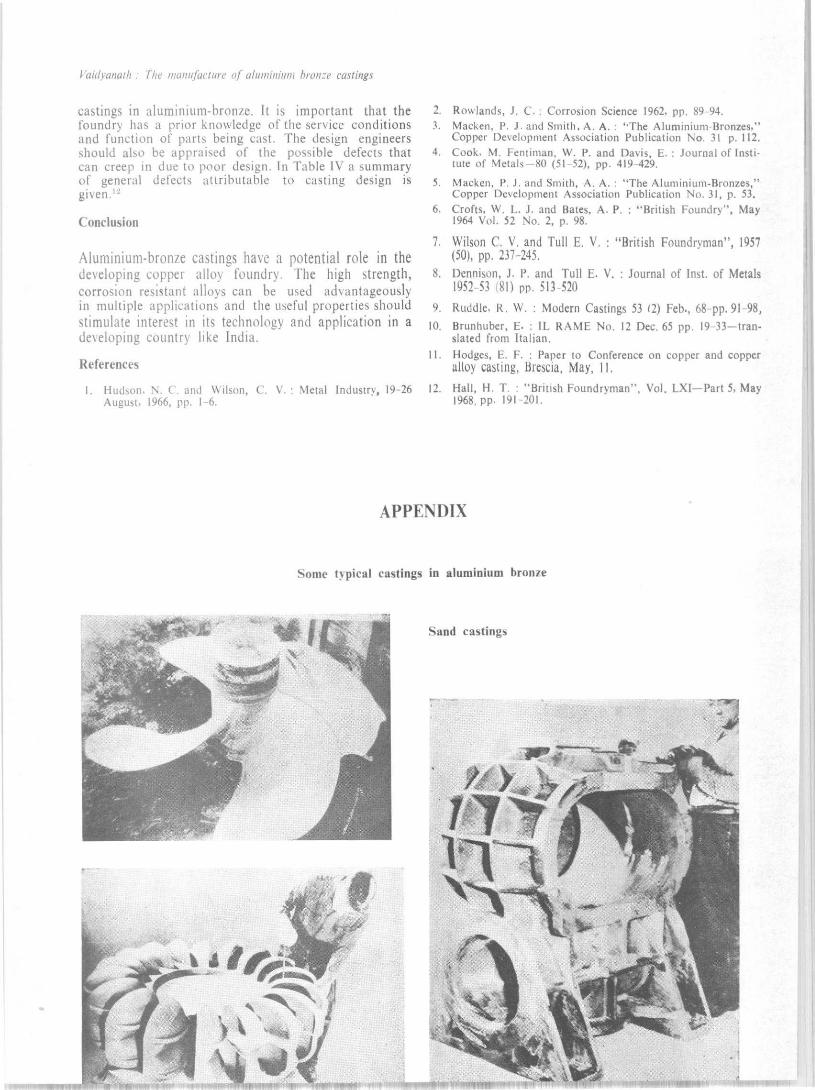
APPENDIX
Some typical castings in aluminium bronze
'and casting,
Voidranath : The manufacture of aluminium bronze castings
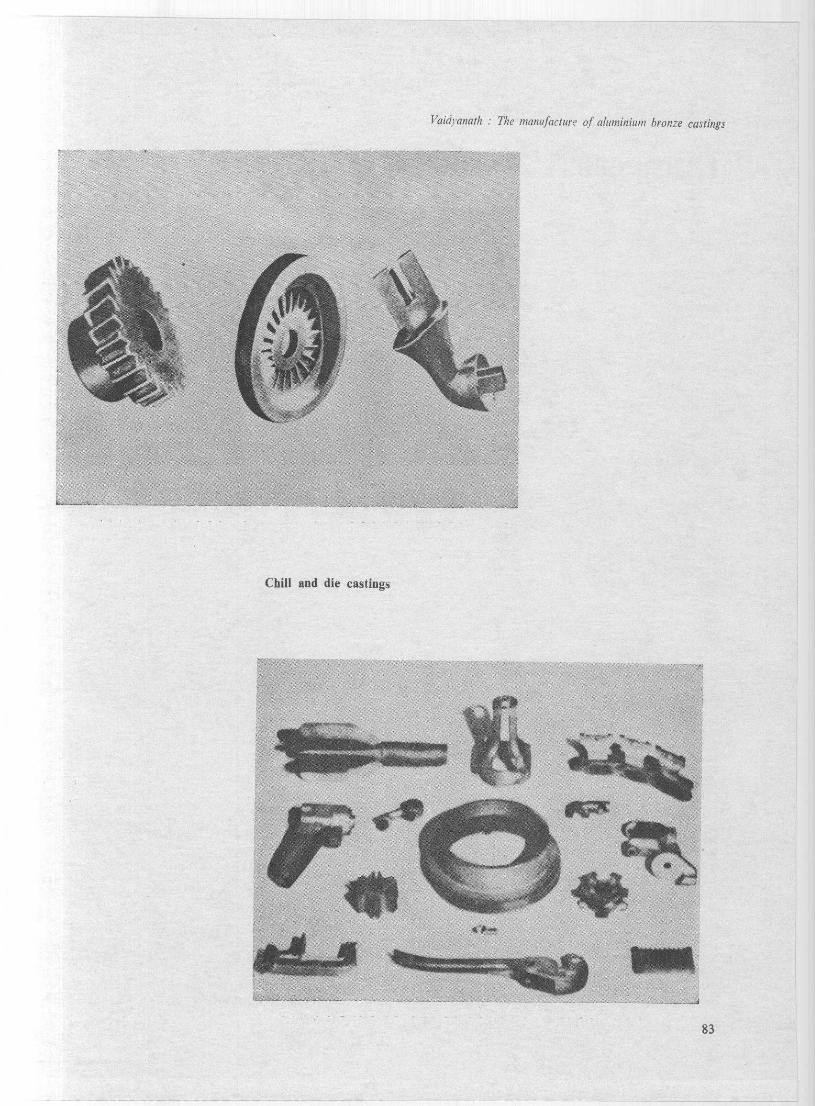
Chill and die castings
83
Vaidyanath : The manufacture of aluminium bronze castings
Discussions
Mr V. P. Arya (Hindustan Steel Ltd., Rourkela) : Theauthor has very correctly pointed out that graphitedressing is undesirable in aluminium-bronze castings.Which mould would the author suggest for thesecastings?
Mr Man Mohan Singh (Small Industries Service Institute,Ludhiana) : The author has stated that attempts havebeen made by the Indian foundries to manufacture Al-bronze castings. Factors like short freezing range, com-position, gas absorption, blow holes, etc. can be con-trolled by the temperature of the metal. It is wellknown that rate of pouring, height of pouring, sizeand shape of runner and gates for different sectionthicknesses of casting, also play an important role inthe technique of casting. Will the author give hissuggestions on these factors with reference to Al-bronzecastings ?
Mr Devendra Sahai (Hindustan Steel Ltd., Bhilai)Alloys which contain upwards of 11 " of aluminiumand therefore show greater quantities of the ( or y..,
phases, tend to possess extremely low ductility and highhardness. Some castings of alloys containing as muchas I3-5% aluminium along with large amounts ofother elements are used where considerable hardness isessential. I would like to know from the author whatelements are added to overcome the shortcomingsdue to a large amount of aluminium and where thesealloys are used.
I would also like to know which is the best deoxidantin the manufacture of aluminium-bronze ?
Dr L. R. Vaidyanath (Author) : In reply to the ques-tion raised by Mr V. P. Arya, I would like to makea comment to modify the statement in regard to theuse of graphite mould wash mentioned in my paper.Graphite as a mould wash was prohibited in certainAdmiralty specifications and other castings where cor-rosion resistance is very important. It was feared thatthe presence of residual graphite particles on the sur-face of the casting might entail corrosion failure of thecasting while in service at a later date. The views arenow generally modified because the means of overcom-ing the presence of graphite are many, one of thembeing shot blasting of the cast product. Graphite, there-fore, can be safely used where subsequent treatmentlike shot blasting, cleaning or any other efficient re-moval methods are employed.
With regard to the query raised by Mr Man MohanSingh, I would like to mention that the answer is notvery simple. It is very difficult to outline the processof casting including the height of pouring, size andshape of runner and gating techniques for differentsection thicknesses of casting. In the appendix, I hadshown a photograph of the gating techniques for some
bushes and gear wheels. It is necessary to study thesize of the casting as well as its shape before one canestablish the gating and risering techniques that affectthe quality of the casting. It must be, however, empha-sised here that because the aluminium-bronzes havevery small freezing range, the solidification occurs thesame way as in pure metal. This enables sounder castingsto be obtained but the total shrinkage effect is con-centrated in those regions of the casting that freezelast, thus making it susceptible to piping and grossshrinkage cavities. The feeders are, therefore, largercompared to gun metal and similar alloys.
The rate of pouring of course should be well con-trolled and the height of pouring should be kept to aminimum. In fact, it is known that metal forms a skinwhich acts as a `pipe' through which the metal entersthe mould cavity. The formation of `pipe' helps toprevent any further oxide formation and should not bedisturbed. Depending on the size of the castings, tiltingmethod can be employed satisfactorily. Examples ofrunning and gating are illustrated in some of the ex-cellent publications like the one brought out by theCopper Development Association, London. It may beemphasised that no rigid method can be specified andinitial experimentation may be necessary for a finalsuccessful technique. It is easier to deal with a specificproblem than to generalize on the subject.
In reply to Mr Devendra Sahai, aluminium-bronzescontaining 12 to 14% aluminium have exceptionallyhigh hardness values accompanied by very low ductility.This is why the aluminium-bronzes containing highaluminium are used where the loading is fully com-pressive and are subjected to high wear rates. Thesealloys contain practically no alpha and they are suscep-tible to grain growth at high temperature. To someextent this is obviated by an addition of iron but thegeneral property can be improved by further additionsof tin. The addition is kept well below 1 %. Nickel isnormally not present in such alloys.
Alloys containing I I to 11'5% aluminium with 5%nickel and 5% iron have been developed for applica-tions where hardness values of 300 HV are important.There are some excellent papers on this subject and Iwould suggest the following references :
1. Dennison, J. P. and Tull, E. V. `The Applica-tion of Grain Refinement to Cast Copper-Alu-minium Alloys containing the S phase', J. Inst.Met., 1951-52, 80, 419-29.
2. Goel, D. B. and Saxena, M. N. `CommercialUtilisation of Aluminium-Bronzes', The EasternIv Metals Review, Mid-year Number, 1967.
In regard to the best deoxidant in the manufactureof aluminium-bronze, it is well known that aluminium
84
I
Vaidvanath : The manufacture of aluminium bronze castings
itself is a very good deoxidiser. The question is notquite specific. If it is intended to use virgin metals forthe manufacture of aluminium - bronze, then the copperhas to be deoxidised before aluminium additions aremade. This can he done in a conventional manner, ifaluminium is not to be lost by dross formation.Alternatively, if standard alloy ingots are used formelting, it is better to melt these alloys under naturalcryolite cover so as to prevent excessive drossformation.
Mr R. D . Gupta ( National Metallurgical Laboratory) :Extensive work has been done at the NML on chillcast aluminium-bronze alloys. The effect of a few dropsof carbon tetrachloride in the chill mould prior tocasting and mould dressing of 50 : 50 saturated solutionof sodium chloride and potassium chloride showed greatimprovement in the surface finish of the casting andpassivity of the ingot ; this might be attributed to thereplacement of air by the gases evolved from the carbontetrachloride and/or chloride dressing.
85