thesis.swu.ac.ththesis.swu.ac.th/swuthesis/ind_ed/rewat_m.pdf · molding design. master thesis,...
TRANSCRIPT

การพฒนาหลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
ปรญญานพนธ ของ
เรวตร มสถตย
เสนอตอบณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ เพอเปนสวนหนงของการศกษา ตามหลกสตรปรญญาการศกษามหาบณฑต สาขาวชาอตสาหกรรมศกษา
พฤษภาคม 2549

การพฒนาหลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
บทคดยอ ของ
เรวตร มสถตย
เสนอตอบณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ เพอเปนสวนหนงของการศกษา ตามหลกสตรปรญญาการศกษามหาบณฑต สาขาวชาอตสาหกรรมศกษา
พฤษภาคม 2549

เรวตร มสถตย. (2549) การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉด พลาสตก. ปรญญานพนธ กศ.ม. (อตสาหกรรมศกษา). กรงเทพฯ : บณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ. คณะกรรมการควบคม: อาจารย ดร.อปวทย สวคนธกล, อาจารยสดใจ เหงาสไพร. ความมงหมายของการวจยครงน เพอพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ผวจยไดพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก โดยมข นตอนการพฒนาดงน วเคราะหภาระงาน ความร และคณสมบตของบคลากรดานแมพมพฉดพลาสตก กาหนดวตถประสงคและขอบเขตเนอหาในหลกสตรฝกอบรม กาหนดโครงสรางหลกสตรฝกอบรม กาหนดรปแบบการฝกอบรม ออกแบบการฝกอบรมการออกแบบ ตรวจสอบหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ดาเนนการฝกอบรมโดยในเนอหาของหลกสตรฝกอบรมประกอบดวย 2 สวนคอ สวนท 1 พลาสตกและเครองฉด สวนท 2 การออกแบบแมพมพฉดพลาสตกและการตรวจสอบแมพมพฉดพลาสตก ผวจยไดสรางแบบทดสอบความรความเขาใจเพอทดสอบในระหวางการฝกอบรม รวมแบบทดสอบทงหมด 2 สวน มจานวนขอ 26 ขอ โดยแตละขอม 4 ตวเลอก และสรางแบบทดสอบความรทดสอบภายหลงเสรจสนการฝกอบรมโดยแบบทดสอบทสรางเปนชนดเลอกตอบ 4 ตวเลอก จานวน 26 ขอ ครอบคลมเนอหาทง 2 สวน ผวจยไดนาหลกสตรฝกอบรมทพฒนาขนไปทดลองฝกอบรมกบผเขารบการฝกอบรมจานวน 24 คน ผลการวจยพบวาประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกในดานความรความเขาใจมประสทธภาพ 82.37/85.79 สงกวาเกณฑทตงไว แสดงวาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกทผวจยไดพฒนาขนมประสทธภาพโดยในดานความรความเขาใจในระหวางฝกอบรมจบในแตละสวนไดดงน คอ สวนท 1 พลาสตกและเครองฉด ไดคาประสทธภาพเทากบ 82.37 ในสวนท 2 การออกแบบแมพมพฉดพลาสตก และการตรวจสอบแมพมพฉดพลาสตก ไดคาประสทธภาพ 85.79 ดงนนจงสรปไดวาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกทผวจยไดพฒนาขนมประสทธภาพและสามารถนาไปใชฝกอบรมกบผเขารบการฝกอบรมใหผเขาฝกอบรมมความรความเขาใจไดมากขนในการออกแบบและการสรางแมพมพฉดพลาสตก

THE CURRICULUM DEVELOPMENT AND TRAINING ON PLASTIC INJECTION MOLDING DESIGN
AN ABSTRACT BY
REWAT MEESATIT
Presented in partial fulfillment of the requirements for the Master of Education degree in Industrial Educational
at Srinakharinwirot University May 2006

Rewat Meesatit. (2006). The Curriculum Development and Training on Plastic Injection Molding Design. Master thesis, M.Ed. (Industrial Education) Bangkok: Graduate School, Srinakharinwirot University. Advisor Committee: Dr. Upawit Suwakantagul, Mr. Soodchai Ngaosiprai. The purposes of this research were to develop the curriculum on design and construction of plastic injection mold. The researcher developed a curriculum on design and construction of plastic injection mold. The seven developing steps were: to analyze task knowledge skill and qualification of personnel who took responsibilities in molding, to set up the objectives of the training curriculum, to design training curriculum of mold designing, to set up the curriculum forms, to design the training curriculum of designing, to check the training curriculum on design and construction of plastic injection mold, to carry on this training. The content of the training curriculum on design and construction of plastic injection mold consisted of 2 parts were: part one is plastic and injection and part two is the designing of plastic injection mold and checking of this instrument. The researcher constructed the test for during training in order to evaluate the achievement of knowledge and operating skill. There were 26 of 4 choices objective test to evaluate the achievement of training. This test was carried out with 24 trainees. The results of the research show that the efficiency of training curriculum on design and construction of plastic injection mold in terms of comprehension and operating skill was 82.37/85.79, higher than the criteria that were set up. This indicated that the training curriculum of designing and constructing plastic injection molding was high efficiency as follows: part one the efficiency value of plastic and injection was 82.37 and in part two, the efficiency of the design of plastic injection mold and checking was 85.79. The developing efficiency of both part two from the transitional behavior activities test and post test of training curriculum on design and construction of plastic injection mold can be used to train the trainees so that the can improve their ability in design and construction plastic injection mold.

การพฒนาหลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
ปรญญานพนธ ของ
เรวตร มสถตย
เสนอตอบณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ เพอเปนสวนหนงของการศกษา ตามหลกสตรปรญญาการศกษามหาบณฑต สาขาวชาอตสาหกรรมศกษา
พฤษภาคม 2549 ลขสทธเปนของ มหาวทยาลยศรนครนทรวโรฒ

ปรญญานพนธ เรอง
การพฒนาหลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
ของ เรวตร มสถตย
ไดรบอนมตจากบณฑตวทยาลยใหนบเปนสวนหนงของการศกษาตามหลกสตร ปรญญาการศกษามหาบณฑต สาขาวชาอตสาหกรรมศกษา
ของมหาวทยาลยศรนครนทรวโรฒ
.....................................................................................คณบดบณฑตวทยาลย (ผชวยศาสตราจารย ดร.เพญสร จระเดชากล)
วนท..........เดอน....................พ.ศ.2549
....................................................................................................ประธานควบคมปรญญานพนธ (อาจารย ดร.อปวทย สวคนธกล)
...................................................................................................กรรมการควบคมปรญญานพนธ
(อาจารยสดใจ เหงาสไพร)..........
..........................................................................................กรรมการทแตงตงเพมเตม (อาจารย ดร.ไพรช วงศยทธไกร).
..........................................................................................กรรมการทแตงตงเพมเตม
(อาจารยโอภาส สขหวาน)...........

ประกาศคณปการ ปรญญานพนธฉบบนสาเรจลลวงลงไดดวยความกรณาจากทานผทรงคณวฒหลายทานอาจารยดร.อปวทย สวคนธกล ประธานกรรมการควบคมปรญญานพนธ อาจารยสดใจ เหงาสไพร กรรมการ ทไดกรณาใหคาปรกษาและแนวทางในการคนควาแหลงขอมลตลอดจนการปรบปรงแกไขรปแบบของปรญญานพนธใหมความสมบรณยงขน ขอขอบพระคณอาจารย ดร.ไพรช วงศยทธไกร อาจารยโอภาส สขหวาน คณะกรรมการสอบปรญญานพนธ ทไดใหขอเสนอแนะในการปรบปรงปรญญานพนธฉบบนใหสมบรณ ขอขอบพระคณผอานวยการวทยาลยเทคนคอางทอง อาจารยประทป ฟองเพชร อาจารยวเชยร ดฉาย ทอนญาตใหใชสถานทในการเกบขอมล ขอขอบพระคณ อาจารย ดร.ชนะ รกษศร อาจารยสมปอง อนทอง อาจารยอนศกด กาญจน อาจารยประทป ฟองเพชร อาจารยวเชยร ดฉาย ทใหความกรณาเปนผเชยวชาญตรวจแบบประเมนหลกสตรและแบบทดสอบวดประสทธภาพหลกสตรฝกอบรม ทชวยแกไขและแนะนาเนอหาหลกสตรใหมความสมบรณสงผลใหการวจยครงนสาเรจลลวงไปดวยด สดทายนขอขอบพระคณบดามารดา ทเปนผกระตนและใหกาลงใจ และเพอนๆ ทกคนทใหกาลงใจและคอยสนบสนนใหการวจยครงนประสบผลสาเรจ
เรวตร มสถตย

สารบญ บทท หนา 1 บทนา………………………………………………...……………………………….......... 1 ภมหลง.................................................................................................................... 1 ความมงหมายของการวจย....................................................................................... 2 ความสาคญของการวจย........................................................................................... 3 ขอบเขตของการวจย................................................................................................ 3 ประชากรและกลมตวอยาง……………............................................................. 3 หลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก...................... 3 ตวแปรทศกษา…………………………………………...…..………………….….……. 4 นยามศพทเฉพาะ………………………………..………………….……….….............. 4 กรอบแนวคดในการคนควา…………………………………………………................... 5 สมมตฐานของการศกษาคนควา…………………………....…………………............... 5 2 เอกสารและงานวจยทเกยวของ ................................................................................ 6 การพฒนาหลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก............... 6 การพฒนาหลกสตร......................................................................................... 6 หลกสตรการฝกอบรม.................................................................................... 12 ความหมายของการฝกอบรม.......................................................................... 12 วตถประสงคของการฝกอบรม........................................................................ 13 ความสาคญและประโยชนของการฝกอบรม..................................................... 15 ประเภทของการฝกอบรม............................................................................... 17 เทคนคการฝกอบรม....................................................................................... 19 การศกษาความตองการจาเปนในการฝกอบรม............................................... 24 กระบวนการในการฝกอบรม........................................................................... 25 การดาเนนการฝกอบรม................................................................................. 26 การประเมนและตดตามผลการฝกอบรม......................................................... 28 พลาสตก................................................................................................................ 31 ความรเบองตนงานฉดพลาสตก...................................................................... 31 ประวตความเปนมาของพลาสตก.................................................................... 32 กระบวนการฉดพลาสตก (The injection Molding Process)........................... 33

สารบญ (ตอ ) บทท หนา 2 (ตอ ) การฉดพลาสตก............................................................................................ 35 เครองฉดพลาสตก (Injection Moulding Machine)......................................... 38 รปแบบการไหลในขณะฉด............................................................................. 45 ความเคนเฉอนจากการไหล (Flow Shear Stress)....…………….................... 46 ชวงเพมแรงดน (The pressurization Phase)....……………........................... 48 ชวงฉดชดเชย (The Compensating Phase)....……………............................ 48 ผลของสภาพการฉดพลาสตก (Effect of Molding Condition)....…….............. 48 อณหภมแมพมพ (Mold Temperature)…………………………………………. 48 เวลาทใชในการฉด (Fill Time)....................................................................... 50 แปรเปลยนความเคน (Stress Varies)............................................................ 51 การรกษาแรงดนตามและชวงเวลาทใหแรงดน................................................. 51 การไหลกลบ (Back Flow)............................................................................. 52 แมพมพฉดพลาสตก............................................................................................... 53 แมพมพชนดตางๆ (Type of Moulds)............................................................ 53 แมพมพสองแผน (Two Plate Mould)............................................................ 53 แมพมพสามแผน (Three Plate Mould)......................................................... 53 แมพมพแบบแยก (Split Mould)..................................................................... 55 การออกแบบแมพมพฉดพลาสตก........................................................................... 55 หวขอวเคราะหทสาคญในการออกแบบแมพมพ...……………………………… 55 ขนตอนการออกแบบแมพมพฉดพลาสตก....................................................... 72 การตรวจสอบแมพมพ.................................................................................... 89 ประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก........ 94 การกาหนดเกณฑประสทธภาพการพฒนาหลกสตรฝกอบรมการออกแบบและสราง แมพมพฉดพลาสตก...................................................................................... 94 การวดผล...................................................................................................... 96 การประเมนผล.............................................................................................. 97 พฤตกรรมทางการศกษา................................................................................ 98 แบบทดสอบ.................................................................................................. 99

สารบญ (ตอ ) บทท หนา 2 (ตอ ) การวเคราะหขอสอบ.................................................................................... 102 งานวจยทเกยวของ............................................................................................... 103 งานวจยภายในประเทศ................................................................................ 103 งานวจยตางประเทศ..................................................................................... 105 3 วธดาเนนการวจย ................................................................................................. 107 การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก……......... 107 ประชากรและกลมตวอยาง.................................................................................... 111 ประชากร..................................................................................................... 111 กลมตวอยาง................................................................................................ 111 เครองมอในการรวบรวมขอมล............................................................................... 111 การดาเนนการฝกอบรม........................................................................................ 113 การวเคราะหขอมล............................................................................................... 114 4 ผลการวเคราะหขอมล ........................................................................................... 124 การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก………….. 124 การศกษาประสทธภาพของพฒนาหลกสตรฝกอบรมการออกแบบและสราง แมพมพฉดพลาสตก....................................................................................... 125 5 สรป อภปรายผล และขอเสนอแนะ ....................................................................... 132 ความมงหมายของการวจย.................................................................................... 132 สมมตฐานของการวจย.......................................................................................... 132 วธดาเนนการวจย................................................................................................. 132 สรปผลการวจย.................................................................................................... 133 การอภปรายผล.................................................................................................... 134 ขอเสนอแนะ......................................................................................................... 135 ขอเสนอแนะสาหรบการวจยครงตอไป................................................................... 136
สารบญ (ตอ ) บทท หนา บรรณานกรม............................................................................................................ 137 ภาคผนวก................................................................................................................. 140 ภาคผนวก ก แมพมพฉดพลาสตก........................................................................ 140 ภาคผนวก ข แบบประเมนความเทยงตรงดานเนอหาของเครองมอวจย………….... 279 ภาคผนวก ค เครองมอทใชในการวเคราะหขอมลในการวจย……………………….. 290 ภาคผนวก ง ขอมลการวจย.................................................................................. 312 รายชอผเชยวชาญ................................................................................................ 316 ประวตยอผวจย ........................................................................................................ 317

บญชตาราง
ตาราง หนา 1 แนะนาขนาดของ Sprue gate ซงจะตองเลอกใชใหเหมาะสมกบขนาดชนงาน…….….. 81 2 แนะนาการใชขนาดรนเนอรและขนาดของเกจ............................................................. 81 3 แนะนาการใชขนาดรนเนอรกบพลาสตกชนดตางๆ..................................................... 84 4 การออกแบบระบบหลอเยนในแมพมพ…………….……………………………............. 86 5 การบารงรกษาแมพมพทเทยงตรงสง.......................................................................... 93 6 แผนการสอนหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก................ 110 7 ผลวเคราะหคาความเชอมนของแบบทดสอบในดานพลาสตกและการออกแบบ แมพมพฉดพลาสตกระหวางฝกอบรมและหลงฝกอบรมในขนตอนการ Try out.....117 8 แสดงคาอานาจจาแนก (r) และคาความยากงาย (P) ของแบบทดสอบระหวาง ฝกอบรมในสวนท 1 เรองพนฐานดานพลาสตกททดสอบกบผเขารบการฝกอบรม จานวน 12 คน................................................................................................... 119 9 แสดงคาอานาจจาแนก (r) และคาความยากงาย (P) ของแบบทดสอบระหวาง ฝกอบรมในสวนท 2 เรองการออกแบบแมพมพททดสอบกบผเขารบการฝกอบรม จานวน 12 คน................................................................................................... 120 10 แสดงคาอานาจจาแนก (r) และคาความยากงาย (P) ของแบบทดสอบหลง ฝกอบรมในสวนท 1 เรองพนฐานดานพลาสตกททดสอบกบผเขารบการฝกอบรม จานวน 12 คน................................................................................................... 121 11 แสดงคาอานาจจาแนก (r) และคาความยากงาย (P) ของแบบทดสอบหลง ฝกอบรมในสวนท 2 เรองการออกแบบแมพมพททดสอบกบผเขารบการฝกอบรม จานวน 12 คน................................................................................................... 122 12 ผลการประเมนความเทยงตรงดานเนอหาในเอกสารหลกสตรฝกอบรมการออกแบบ และสรางแมพมพฉดพลาสตก............................................................................ 123 13 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบ ความรในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 1 ระหวางฝกอบรม เรอง พนฐานพลาสตก................................................................................................ 129 14 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบ ความรในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 2 ระหวางฝกอบรม เรอง การออกแบบแมพมพ......................................................................................... 129

บญชตาราง (ตอ )
ตาราง หนา 15 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบ ความรในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 1 หลงฝกอบรม เรอง พนฐานพลาสตก................................................................................................ 129 16 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบ ความรในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 2 หลงฝกอบรม เรอง การออกแบบแมพมพ......................................................................................... 130 17 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน และระดบความร การฝก อบรมตามหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก คา ประสทธภาพในระหวางฝกอบรมจบในแตละสวน (E1) และคาประสทธภาพหลง เสรจสนการฝกอบรม (E2).................................................................................. 130

บญชภาพประกอบ
ภาพประกอบ หนา 1 รปแบบการพฒนาหลกสตรและการสอนแบบบนไดเวยน (The curriculum development spiral in system model).................................................................. 7 2 แผนภมแสดงลาดบขนตอนการพฒนาหลกสตรและการสอนแบบระบบ.......................... 8 3 ขนตอนการฉดพลาสตก ดวยเครองฉดพลาสตกแบบเกลยวอด.................................... 33 4 สวนประกอบของชนสวนแมพมพฉดพลาสตก............................................................. 35 5 การทางานของ Injection pressing………………………………………………………. 36 6 เครองฉดพลาสตกชนดเทอรโมพลาสตกโฟม ปรมาตรชวงชก 19,000 ลกบาศกเซนตเมตร.............................................................................................. 37 7 เครองฉดพลาสตกชนดลกสบ..................................................................................... 39 8 บรเวณกระบอกหลอมพลาสตกทเปนซหรอหลายครบพรอมดวยตอรปโด..................... 40 9 โครงสรางและการทางานของเครองฉดแบบเกลยวอด................................................. 41 10 วาลวปองกนการไหลกลบในเครองฉดแบบเกลยว ........................................................ 42 11 เครองฉดพลาสตกในยคปจจบน .................................................................................. 42 12 การไหลของพลาสตก……………………………………………………………………… 45 13 สภาพการไหลของพลาสตก………………………………………………………………. 46 14 อตราเฉอนของนาพลาสตก (Shear Rate)……………………………………………….. 47 15 ความเคนเฉอน…………………………………………………………………………….. 47 16 การชดเชยการหดตว (ภาพตดขวาง)…………………………………..………………… 48 17 การชดเชยการหดตว……………………………………………………………………… 49 18 อณหภมในระบบหลอเยน…………………………………………………………………. 50 19 ความเคนในระบบหลอเยน……..…………………………………………………………. 50 20 การรกษาแรงดน….……………………………………………………………………….. 51 21 สภาพความเคนชนงานพลาสตก………………………………………………………….. 52 22 สภาพการไหลกลบ………………………………………………………………………… 52 23 การปลดชนงานแมพมพสามแผน……………………………………………………….... 54 24 เกด Short shot บนชนงาน…………….…………………………………………………. 57 25 ครบแลบ……………………………………………………………………………………. 58 26 Weld line………………………………………………………………………………...... 60 27 Shrink mark……………………………………………………………………………….. 61

บญชภาพประกอบ (ตอ )
ภาพประกอบ หนา 28 Flow mark…………………………………………………………………………………. 63 29 Jetting……………………………………………………………………………………… 64 30 แผนภมแสดงขนตอนการออกแบบแมพมพ……………………………………………… 71 31 แบบชนงานทจะผลต...............................................................................……………. 74 32 การแบงสวนเพอหาปรมาตร............……………………………………………………... 75 33 ตาแหนงของคาวต ในแมพมพมาตรฐานขนาด 546 x 546 มม…………………………. 77 34 ความหนาสวนตางๆ ของแมพมพ………………………………………………………... 78 35 แสดงขนาดรนเนอร………………………………………………………………………... 83 36 ระบบหลอเยนรปวงกลมรองวงกลมทมจดศนยกลางรวมกน…………………………..... 88 37 ระบบหลอเยนรปวงกลมรองขดเปนวง………………………………………………….... 88 38 ระบบหลอเยนเปนรปขดสาหรบชนงานเหลยม…………………………………………... 88 39 ระบบหลอเยนสาหรบชนงานรปเหลยมทเกทเขาศนยกลาง.......................................... 88
1
บทท 1 บทนา
ภมหลง การพฒนาเศรษฐกจและสงคมของประเทศใหเจรญกาวหนาไดนนจาเปนตองมการพฒนามนษยควบคกบการเปลยนแปลงเทคโนโลยทนามาใชในการผลต เพอกอใหเกดผลผลตสงสด การพฒนาทรพยากรมนษยนบเปนปจจยสาคญประการหนงในการพฒนาประเทศจา กแนวคดและทศทางการพฒนาประเทศในชวงแผนพฒนาเศรษฐกจและสงคมแหงชาต ไดมงเนนการพฒนาคนเปนจดมงหมายหลกของการพฒนาประเทศ (สานกคณะกรรมการพฒนาเศรษฐกจและสงคมแหงชาต. 2538 : 15) เพราะสงคมปจจบนเขาสยคของภาคอตสาหกรรม ขบวนการในการผลตใน
ภาคอตสาหกรรมเขามามบทบาทในการพฒนาประเทศ ในสภาพปจจบนการแขงขนกนระหวางใน
ประเทศเองและภายนอกประเทศเทคโนโลยทมการเปลยนแปลงตลอดเวลา การพฒนาคนใหทนกบความเปลยนแปลงจงจดวามความสาคญ การพฒนาคณภาพคนไทยใหมความร ความสามารถ มความคดรเรมเพอเพมความสามารถในการผลตแมพมพทมคณภาพ ใหทดเทยมกบประเทศทประสบผลสาเรจ เชน ญปน เกาหล มาเลเซย ดงนนการพฒนาหลกสตร ฝกอบรมการผลตแมพมพฉด
พลาสตก เพอใหบคลากรดานแมพมพฉดพลาสตกมความร ความเขาใจใหสามารถนาไปประกอบอาชพไดเปนการเพมศกยภาพของผทผานการฝกอบรม ในภาคอตสาหกรรมธรกจดานพลาสตกไดเขามามบทบาทโดยเฉพาะธรกจยานยนตซงสถาบนยานยนตไดเสนอขอมลการขยายตวของธรกจยานยนตจากปพ.ศ.2539 ทมการผลตรถยนตลดลงเหลอเพยง 160,000 คนตอปในป พ.ศ. 2545 ไดมการขยายตวจนมาถงปจจบนการผลตรถยนตเพมขน 600,000 คนตอป ซงชนสวนหลกทามาจากพลาสตก และธรกจดานการสอสารกเชนกนพลาสตกเขาไปมบทบาทในธรกจการพฒนาของธรกจพลาสตกไดมการพฒนาอยางตอเนองเพอใหรองรบกบการขยายตวอยางตอเนอง การขยายตวของธรกจดานพลาสตกเปนการขยายตวและควบคกบการพฒนาชนดเมดพลาสตก เพอใหมความสอดคลองกบความตองการในภาคอตสาหกรรมอยางแทจรง จากการขยายตวของธรกจดานพลาสตก ทาใหธรกจการผลตแมพมพฉดพลาสตกมการขยายตวอยางตอเนองจากการขยายตวของธรกจการทาแมพมพฉด ทาใหเกดความตองการทจะพฒนาระบบในการผลตทดกวา มความผดพลาดนอยลงเพราะปจจบนการผลตแมพมพไมไดเจาะจง
ทาในธรกจใดธรกจหนงเพยงอยางเดยวในระบการผลตแมพมพสามารถเขาไปรองรบกบผลตภณฑแตละผลตภณฑได ธรกจการผลตแมพมพฉดพลาสตกเปนธรกจทตองควบคไปกบธรกจอน การขยายตวของธรกจนจงมการเปลยนแปลงดงนนผประกอบการทมความพรอมจงสามารถไดเปรยบการผลตแมพมพฉด การพฒนาคนโดยการฝกอบรม เปนวธการหนงทจะชวยปองกนการทางานผด พลาดทาใหบคลากรมความมนใจในการทางาน ไดถกวธชวยใหคณภาพของงานออกมคณภาพ และตรงกบ

2
ความตองการของลกคาดงนนผออกแบบแมพมพ ชางทาแมพมพและชางฉดพลาสตกจงมความสาคญตองานทตนรบผดชอบการออกแบบแมพมพฉดพลาสตกทดยงชวยในการลดตนทนการผลตดวยการออกแบบแมพมพจงตองมความสอดคลองกบกรรมวธการผลตแมพมพดวยเพราะการออกแบบแมพมพทดสามารถทาใหไดชนงานทดแลวยงชวยใหชางฉดพลาสตกสามารถทาการปรบคาไดงายขนลดเวลาในการปรบแตงคาไดรวดเรวหากการออกแบบแมพมพเกดขอบกพรองจากการออกแบบจะทาใหสญเสยทงเวลาและวตถดบ ดงนนเมอผออกแบบออกแบบไดแมพมพทมคณภาพงานทผลตออกมาไดงานทดยอมทาใหพนกงานมทศนคตทดตอองคกร การออกแบบและสรางแมพมพฉดพลาสตกจาเปนตองมสอดคลองกบการเจรญเตบโตของธรกจดานพลาสตก เพอใหหลกสตรทพฒนาขนใหม เมอผเขารบการฝกอบรม ไดผานการอบรมแลวสามารถทจะนาไปใชในการปฏบตงาน หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก เนอหาดานทฤษฎเพอใหผออกแบบไดเขาใจหลกการออกแบบทถกตองและขอผดพลาดทอาจจะเกดจากการออกแบบ การพฒนาหลกสตรการออกแบบและการออกแบบการสรางแมพมพฉดพลาสตกเพอเขามารองรบกบการขยายตวทเพมขน เพอใหหลกสตรทไดพฒนาขนรองรบกบความตองการของโรงงานผลตแมพมพขนาดเลกและขนาดกลางเพอชวยสรางชางทาแมพมพทมความรท ถกตองการผลตแมพมพทมคณภาพ สามารถแขงขนในการผลต จากการพฒนาหลกสตรดงกลาวจะชวยลดการขาดแคลนชางทาแมพมพจะทาใหธรกจแมพมพสามารถเจรญกาวหนาและธรกจขนาดเลกและขนาดกลางสามราถดาเนนธรกจตอได ควบคกบการเจรญเตบโตในธรกจแมพมพหลกสตรฝกอบรมทพฒนาขนมา เปนหลกสตรทเนนทางดานทฤษฎ โดยเนอหาหลกสตรไดเนนใหผเขารบการฝกอบรมไดเรยนรหลกการออกแบบแมพมพทถกตองแยกระยะเวลาททาการฝกอบรมเปนชวงระยะเวลาททาการฝกอบรมระยะ 2 วน โดยหลกสตรนผท เขารบการฝกอบรมกอนจบหลกสตรจะตองสามารถเขาใจการออกแบบและสรางแมพมพฉดพลาสตกและผานการทดสอบดานทฤษฎ การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกขนเพอใหสอดคลองกบสถานการณปจจบนสถานศกษาหลายแหงไดเปดสอนในสาขาแมพมพเนองจากความ
ตองการบคลากรดานแมพมพเพมขนจากหลกสตรทเรยนจงไดพฒนาเพอใหทนกบการพฒนาวธการออกแบบ เทคโนโลยและการขยายตวของภาคอตสาหกรรมแมพมพ นกศกษาสาขาแมพมพไดรบการฝกอบรมในหลกสตรทพฒนาขนซงเปนหลกสตรเรงรด การดาเนนการฝกอบรมระยะสน ใหผเขาฝกอบรมไดรบความรใหมกบการพฒนาทางดานอตสาหกรรมแมพมพ
ความมงหมายของการวจย 1. เพอพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก สาหรบนกศกษาสาขาแมพมพฉดพลาสตก

3
2. เพอศกษาประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ความรในทฤษฎการออกแบบและสรางแมพมพฉดพลาสตก ของผทผานการฝกอบรมหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก
ความสาคญของการวจย การศกษาคนควาในครงน เพอเปนการแกไขปญหาการขาดแคลนชางทาแมพมพฉด
พลาสตกทมความชานาญและทางานในพนฐานของความถกตอง ทนกบเทคนควธการใหมๆ หลกสตร การฝกอบรมการออกแบบและสรางแบบพมพฉดพลาสตก สามารถนาไปใชกบการฝกอบรมขององคกรตอไป การสรางหลกสตรการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก จากการศกษาคนควาครงน ยงสามารถหาขอบกพรองของหลกสตร เพอทาการปรบปรงแกไขตอไปเพอใหหลกสตรมความสมบรณ
ขอบเขตของการวจย 1. ประชากรและกลมตวอยาง ประชากรทใชในการวจย ประชากรเปนนกศกษาระดบประกาศนยบตรวชาชพชนสง 1 (ระดบ ปว.ส.1) กาลงศกษาในภาคเรยนท 2 สาขาแมพมพ วทยาลยเทคนคอางทอง จงหวดอางทอง จานวน24 คน กลมตวอยาง ทใชในการวจย เปนบคลากรทเขารบการฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตการเลอกกลมตวอยางคดเลอกจากผเขารบการฝกอบรม จานวน12 คน ทเขารบการฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตกจานวน 24 คน 2. หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก เปนหลกสตรทพฒนาขนมาเพอใหผทผานการฝกอบรม สามารถนาความรไปประกอบการออกแบบแมพมพฉดพลาสตกไดอยางถกตองรจกการแกปญหา เพ อใหแมพมพทผลตเสรจแลวสามารถใชงานไดอยางมประสทธภาพ มเนอหาดงน 2.1 ความรพนฐานดานพลาสตก 2.2 ความรพนฐานเครองฉดพลาสตก 2.3 แมพมพฉดพลาสตก 2.4 การออกแบบแมพมพฉดพลาสตก 2.5 การตรวจสอบแมพมพฉดพลาสตก 2.6 การบารงรกษาแมพมพฉดพลาสตก

4
ตวแปรทศกษา ตวแปรทศกษา คอประสทธผลของหลกสตรการออกแบบและการสรางแมพมพฉด
พลาสตกในดานความรการออกแบบและสรางแมพมพฉดพลาสตก
นยาม ศพทเฉพาะ 1. หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก หมายถง กระบวนการสรางหลกสตรประกอบดวย วตถประสงค ขอบเขตเนอหา แผนการสอนและการประเมนผลของของหลกสตร 2. ความรพนฐานดานพลาสตก หมายถง ความรดานชนดพลาสตก การเลอกใชพลาสตกและคาการหดตวตามหลกวศวกรรม 3. ความรเรองเครองฉดพลาสตก หมายถง ความรดานหลกการ วธการใช ขอจากดของเครองฉดแตละประเภท และขอด ขอเสยของเครองฉดแตละชนด 4. ความรเรองแมพมพฉดพลาสตก หมายถง ความรดานการเลอกประเภทแมพมพ ระบบของแมพมพแตละประเภทใหเหมาะสมตามลกษณะของประเภทชนงาน 5. ความรเรองการออกแบบแมพมพฉดพลาสตก หมายถง ความรในดานตางๆ ทเกยวของกบกระบวนการออกแบบ หลกการออกแบบการวเคราะหโครงสรางแมพมพ การเลอกวสด การวางระบบแมพมพ ใหถกตองตามหลกการออกแบบทด 6. ความรเรองการตรวจสอบชนสวนแมพมพฉดพลาสตก หมายถง ความรดานการอานแบบ สามารถบงบอกถง ความเสยหายหรอขอผดพลาดตางทอาจทาใหเกดความเสยหายตอชนสวนแมพมพไดอยางถกตอง 7. ความรเรองการตรวจสอบชนงานททาการฉดเสรจแลว หมายถง การตรวจสอบขนาดชนงาน เมอทาการผลตชนงานออกมา แลวทาการตรวจสอบขนาดตามทแบบชนงานกาหนดขนาดไดตามทกาหนดหรอไม นาชนงานมาประกอบตรวจสอบความถกตองตามแบบชนงาน 8. ความรเรองการบารงรกษาแมพมพฉดพลาสตก หมายถง กระบวนการการบารงรกษาเปนตามตามระยะเวลาทกาหนด หรอความถของการใชแมพมพ เพอใหอายการใชงานของแมพมพสามารถผลตชนงานไดตามจานวนทตองการผลต 9. ประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก หมายถง ความสามารถของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกในการทจะถายทอดเนอหาความรในดานการออกแบบและสรางแมพมพฉดพลาสตก โดยทจะทาใหผเขารบการฝกอบรมเกดการเรยนร ไดอยางสมบรณ และตามเกณฑ 80/80 โดยมรายละเอยดดงน 80 แรก หมายถง คะแนนของผเขารบการฝกอบรมสามารถตอบคาถามในแบบทดสอบระหวางฝกอบรมวดความรไดถกตองเฉลยรอยละ 80

5
80 หลง หมายถง คะแนนของผเขารบการฝกอบรมสามารถตอบคาถามในแบบทดสอบหลงการฝกอบรมวดความรไดถกตองเฉลยรอยละ 80
กรอบแนวคดในการวจย
สมมตฐานในการวจย หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกจะมประสทธภาพไมตากวเกณฑ 80/80
ศกษาความตองการพฒนา หลกสตรฝกอบรมการสราง
แมพมพฉดพลาสตก
1. ความตองการของหนวยงาน 2. ความตองการของบคลากร
ดานแมพมพฉดพลาสตก
การสรางหลกสตรฝก อบรม
การศกษาประสทธภาพของหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก
กาหนดวตถประสงคและขอบเขตเนอหาของหลกสตร
กาหนดอปกรณในการฝก อบรม
กาหนดระยะเวลาการฝก อบรม
ผเชยวชาญวเคราะหแผน
ปรบปรงแกไข
หลกสตรฝกอบรม
การจดทาหลกสตร
1. ศกษาการจดทาหลกสตร 2. การวเคราะหปญหา
ความร ในดานการออกแบบและสรางแมพมพฉดพลาสตก
ผเชยวชาญตรวจสอบเนอหา

6
บทท 2 เอกสารและงานวจยทเกยวของ
การวจยครงนเปนการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก โดยศกษาจากเอกสารงานวจยทเกยวของและสอบถามความตองการของหนวยงานทจะพฒนาหลกสตรฝกอบรม เพอใหเปนไปตามความตองการของบคลากรดานแมพมพฉดพลาสตกในบทนไดนาเสนอเอกสารและงานวจยทเกยวของดงน 1. การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก 2. พลาสตก 3. แมพมพฉดพลาสตก 4. การออกแบบแมพมพฉดพลาสตก 5. ประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก 6. งานวจยทเกยวของ
1. การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ในการพฒนาหลกสตรฝกอบรมการการออกแบบและสรางแมพมพฉดพลาสตกนนจะตองมความสมพนธในดานของหลกการฝกอบรม โดยไดมการรวบรวมและสรปความรทมความสมพนธกนในดานของหลกการฝกอบรม โดยไดจากผร และนกวชาการโดยมหวขอทเปนรายละเอยดในหลกการฝกอบรม คอ การพฒนาหลกสตร หลกสตร ความหมาย วตถประสงค ประโยชน ประเภทเทคนคการฝกอบรม กระบวนการในการจดการ ความจาเปน การดาเนนการ การประเมนและตดตามผลของการฝกอบรม โดยมรายละเอยดดงน 1.1 การพฒนาหลกสตร 1.1.1 วชย วงษใหญ (2537:5) ไดใหความหมายของการพฒนาหลกสตรและการเปลยนแปลงปรบปรงหลกสตรไวดงน การเปลยนแปลงและการปรบปรงหลกสตรมความแตกตางกบการพฒนาหลกสตรในดานขอบเขตเทานนแตวธการกระทาเปนประเภทเดยวกน 1.1.1.1 การเปลยนแปลงหลกสตร หมายถง การเปลยนแปลงทงระบบของหลกสตรหรอการเปลยนเฉพาะรายวชาซงกระบวนการเปลยนแปลงจะเรมจากองคประกอบหลกสตรดงน 1.1.1.1.1 วตถประสงค 1.1.1.1.2 เนอหาวชาองคประกอบของหลกสตร 1.1.1.1.3 วธการสอนและการจดกจกรรมการเรยนการสอน 1.1.1.1.4 วธการประเมนผล

7
วชย วงษใหญ (2537: 19-21) ไดใหรปแบบการพฒนาหลกสตรและการสอนแบบบนไดเวยน ซงเปนการพฒนาเปนรปแบบทมความตอเนองดงภาพประกอบ 1 การวเคราะห การตรวจสอบ, ขอมลยอนกลบ การตรวจสอบ, ขอมลยอนกลบ การปฏบตการ การสงเคราะห การวเคราะห ภาพประกอบ 1 รปแบบการพฒนาหลกสตรและการสอนแบบบนไดเวยน (The curriculum development spiral in system model) ทมา : วชย วงษใหญ. (2537). หนา 21. การพฒนาหลกสตรแบบบนไดเวยน ไดรบการนามาคดตอเปนวธการพฒนาหลกสตรแบบพนจระบบ (Systems approach) ซงเปนทนยมใชกนอยในปจจบน
การทบทวนครงท 2
การปฏบตการ
การสงเคราะห
การวเคราะห
การทบทวนครงท 1

8
1.1.1.2 การพฒนาหลกสตรดวยวธการระบบ จะอธบายถงกระบวนการโดยละเอยด (ภาพประกอบท 2) ดงน
ภาพประกอบ 2 แผนภมแสดงลาดบขนตอนการพฒนาหลกสตรและการสอนแบบระบบ ทมา : วชย วงษใหญ. (2537). หนา 44. 1.1.1.2.1 ศกษาสภาพปญหา ความตองการของสงคม โดยทาการศกษาอยาง
กวางและลกเพอทจะไดภาพรวมเกยวกบความคาดหวงของสงคมทจะบงชการกาหนดจดประสงค 1.1.1.2.2 ศกษากลมเปาหมายของผเรยนวาจะพฒนาไปในรปแบบใด ทจะไป
ปรบตวหรอมความสามารถดานใดเกยวกบการเปลยนแปลงสงคม 1.1.1.2.3 ใชวธการทางปรชญา เพอตรวจสอบเกยวกบการกาหนดทศทางของหลกสตรและจดประสงครวมกบนกจตวทยา นกการศกษา รวมทงผเชยวชาญสาขาตางๆ ทเกยวของกบการพฒนาหลกสตร
การศกษาปญหา วเคราะหปญหา สงเคราะหปญหา
นยามเกยวกบปญหา
ทดลองใช ประเมนผล ปรบแก
ใชขอมลประกอบเลอกวธการหรอทางเลอกทคดวา
ดทสด
คดหาวธการทางเลอกหลายๆรปแบบ

9
1.1.1.2.4 เพอความชดเจนของหลกการ จดประสงค โครสรางและเนอหาสาระของหลกสตรนนควรจะมคณะกรรมการพฒนาหลกสตรดาเนนการกลนกรองใหรอบคอบ 1.1.1.2.5 ศกษาวเคราะหถงความสามารถและลาดบขนตอนการเรยนรของผเรยน เพอความสอดคลองกบจดประสงคและเนอหาสาระของหลกสตร 1.1.1.2.6 ตรวจสอบเนอหาสาระใหมความสมพนธกนกบผเขยน โดยคณะบคคลตางๆ เชนนกวชาการ นกจตวทยา นกการศกษา เพอปรบปรงแกไข 1.1.1.2.7 วเคราะหเนอหาสาระเพอความสอดคลองกบวตถประสงค โครงสรางและหลกการของ หลกสตร รวมทงการจดลาดบขนตอนการเรยนร กจกรมและประสบการณ 1.1.1.2.8 อภปรายกบนกวชาการสาขาตางๆ เพอเปนการตรวจสอบอกครงในเรองความถกตองของ เนอหาสาระ ลาดบขนตอน การเรยนรและประสบการณการเรยน 1.1.1.2.9 แบงเนอหาสาระออกเปนหนวยการเรยนทเหมาะสมกบระยะเวลา เพอความสะดวกในการพฒนาสอการเรยนการสอนของแตละหนวยไดชดเจนและสะดวกในการนาไปปฏบตจรง 1.1.1.2.10 อภปรายกบนกวชาการ ในสาขาตางๆ ทเกยวของ เพอปรบปรงวสดประกอบหลกสตร ของหนวยการเรยนนนๆ ใหมประสทธภาพยงขนกอนทจะนาออกไปใช 1.1.1.2.11 กาหนดจดประสงคของการเรยนการสอนใหชดเจน และสามารถบงชถงการจดกจกรรม และประสบการณเรยนรและการประเมนผล 1.1.1.2.12 พจารณาทางเลอกหลายๆทางเกยวกบการจดกจกรรม และประสบการณเพอตอบสนองความตองการ ความสนใจของผเรยนทมโอกาสจะไดเลอกทากจกรรมในหลายรปแบบ โดยคานงถงหลกความแตกตางระหวางของผเรยนเปนพนฐานในการพฒนาสอการเรยนและวสดหลกสตรอนๆ 1.1.1.2.13 ทดลองใชสอการเรยนทพฒนาขนมาเพอตรวจสอบด วามสงใดทตองปรบแก และเพอความเหมาะสมรวมทงคณภาพของสอการเรยนการสอนทพฒนาขนมามความสอดคลองกบหลกสตรมากนอยเพยงใด 1.1.1.2.14 ใชขอมลทไดจากการทดลอง ทาการปรบแกสอการเรยนการสอนใหเหมาะสม เปนปจจบนอยเสมอ 1.1.1.2.15 ประเมนผลเพอตรวจสอบคณภาพของระบบหลกสตร ซงสามารถทาไดทงระบบตงแตระยะแรกถงระยะสดทาย หรอจะทาการตรวจสอบในแตละระยะๆ ของการพฒนากได ทงนขนอยกบความตองการและความจาเปนวาจะนาสงทประเมนนนมาใชทาอะไร แตอยางไรกตามแนวคดเกยวกบการตรวจสอบหรอการประเมนผลนนการพฒนาหลกสตรของการสอนจะละเลยไมไดเลย เพราะสงนถอวาเปนสวนสาคญประการหนงของการพฒนาหลกสตรและการสอนทนกพฒนาหลกสตรจะตองคานงถงและจะตองปฏบตระบบการเปลยนแปลงหลกสตรและการสอน

10
แนวคดวธการพนจระบบนใหมการปรบขยายเพอความสมบรณในรปแบบตาง ๆ ดงทไดกลาวมาแลวหลกสตรและการสอนทนยมใชอยในโรงเรยนในปจจบน 1.1.2 วชย ดสสระ (2532:35) อางองจากเชยเลอร และอเลกซานเดอร (Saylor and Alexander. (1966). p. 7)ใหขอคดวา กระบวนการวางแผนพฒนาหลกสตรนน ตองประกอบดวยสงตางๆเหลาน 1.1.2.1 หลกสตรตองคานงถงสงตางๆเหลาน 1.1.2.1.1 ตวผเรยนเองซงเปนสวนหนงของสงคมและสงคมมองเหนวานกเรยนคออะไร มสวนเกยวของกบสงคมอยางไรบาง สงคมตองการอะไรจากนกเรยนและนกเรยนมความตองการอะไรงในแงของสวนบคคล และสงคม 1.1.2.1.2 หนาทและจดมงหมายของโรงเรยนคออะไร โรงเรยนมแนวคดและยดปรชญาทางการศกษาในสาขาใด และมแนวปฏบตใหบรรลเปาหมายนนอยางไร 1.1.2.1.3 ธรรมชาตของความรนนเปนอยางไร ขอบขายของความรทจาเปนจะตองศกษานนมมากนอยแคๆ หนอยางไร อะไรเปนสงจาเปนกอนและหลงหรอลาดบของความรเปนอยางไร 1.1.2.1.4 กระบวนการเรยนรเปนอยางไร ลาดบหรอขนตอนของการเรยนรเปนอยางไรโดยสรปสาหรบสงทนกพฒนาหลกสตรตองคานงถงในการพฒนาหลกสตรในตอนแรกนนกคอ เรองทเกยวกบสงคม ปรชญาผเรยนและขบวนการเรยนรซงตรงกบแนวคดของ ไทเลอร กเลอรและฟอกซ 1.1.3 บคคลททาหนาทวางแผนพฒนาหลกสตรประกอบดวย 1.1.3.1 นกการศกษาในทกระดบตงแตระดบอนบาล ประถม มธยม อดมศกษา นกวชาการ นกวจย เปนตน 1.1.3.2 ผทรงคณวฒและผท เกยวของกบการศกษา เชน นกเรยน ผปกครอง สมาชกในชมชนและสมาคมตางๆเปนตน 1.1.4 ใครเปนผตดสนใจเลอกใชหลกสตรผททาหนาทตดสนใจเลอกใชหลกสตรกคอนกพฒนาหลกสตรซงอาจประกอบดวยคร นกการศกษา ผบรหารการศกษา ผปกครอง ผเชยวชาญสาขาตางๆประกอบขนเปนกรรมการดาเนนการพฒนาหลกสตร โดยทาในสงตอไปน 1.1.4.1 คดเลอกและจดระบบเนอหาสาระตลอดทงแบบเรยน 1.1.4.2 กาหนดระบบการเรยนการสอน 1.1.4.3 การตดสนใจเลอกนน กระทาตามระดบและขนตอนทเกยวของเปนชางๆทงนตองคานงถงอทธพลของเทคโนโลยดวย 1.1.5 การวางแผนจดทาหลกสตร บคคลทมหนาทวางแผนหลกสตรตองรวมกนจดทาแผนจดทาหลกสตรตามขนตอนอยางละเอยด และสามารถตรวจสอบแตละขนตอนวาเปนไปตามจดมงหมายทกาหนดไวหรอไมอยางไร หากมปญหากสามารถปรบปรงเปลยนแปลงได กาหนด
แผนการเรยนการสอนในหลกสตรจะชวยใหทราบวา จะตองจดกจกรรมการเรยนรมากนอยเพยงไร

11
และอยางไร ทงยงสมารถกาหนดสอการเรยนการสอน การประเมนผล เพอใหเหมาะสมกบกระบวนการเรยนรท งรายกลมและรายบคคล หรอทเรยกกนทวไปวา คมอคร 1.1.6 วชย วงษใหญ (2537:5-8) ไดใหความหมายของการพฒนาหลกสตรและการเปลยนแปลงปรบปรงหลกสตรไวดงน การเปลยนแปลงและการปรบปรงหลกสตรมความแตกตางกบการพฒนาหลกสตรในดานขอบเขตเทานนแตวธการกระทาเปนประเภทเดยวกน การเปลยนแปลงหลกสตร หมายถงการเปลยนแปลงทงระบบของหลกสตรหรอการเปลยนเฉพาะรายวชาซงกระบวนการเปลยนแปลงจะเรมจากองคประกอบหลกสตรดงน 1.1.6.1 วตถประสงค 1.1.6.2 เนอหาวชาองคประกอบของหลกสตร 1.1.6.3 วธการสอนและการจดกจกรรมการเรยนการสอน 1.1.6.4 วธการประเมนผล วชย วงษใหญ (2537:7-8) ไดกลาววา องคประกอบของหลกสตรนจะนามาใชเปนแกนในการเปลยนแปลงหรอปรบปรงหลกสตรวาจะ ปรบปรงในองคประกอบใดหรอทงหมดยอมขน อยกบการทไดทาการศกษาขอมลดานตางๆ ทสงเคราะหและหลอมรวมมาเปนปจจยหรอ ตวกาหนด ทสนบสนนการเปลยนแปลงหลกสตรคอ 1.1.7 ความหมายของหลกสตรทจะเปลยนแปลงในครงนมความหมายทแคบ หรอในความหมายกวางและลกซงมากนอยเพยงใด 1.1.8 สภาพปจจบนของการจดการศกษาทตองการพฒนาในระดบใดทจะสงถง
อนาคต 1.1.9 สภาพปญหาและความตองการของสงคมไทยไดบงชในเรองใดทชดเจน เชน
ตองการให ผเรยนไดทราบถงวธการของกระบวนการการเรยนร เพอทจะนามาใชในการสบเสาะหาความรการปรบตวใหเขากบสภาพของการเปลยนแปลงของสงคมหรอตองการใหผเรยนไปเปนผนาในการเปลยนแปลงและทาประโยชนตอสงคม 1.1.10 ความคาดหวงตอการเปลยนแปลงเกยวกบดานใดมากนอยกวากนหรอมงเนนดานใดเชน เปลยนความร เปลยนเจตคต และเปลยนแนวการปฏบตเปนตน การกาหนดระดบความหมายของหลกสตรทจะเปลยนแปลงนนเปนสงทสาคญ เพราะจะเปนตวบงชถงการเปลยนแปลงวาจะกระทาในรปแบบใด เชนกาหนดความหมายของหลกสตรในแนวกวางวา “หลกสตรคอมวลประสบการณทงหลายททางโรงเรยนจดใหนกเรยน เพอใหนกเรยนไดเรยนรและพฒนาตนเองไปในทศทางทพงปรารถนา” จากการนยามความหมายของหลกสตรน การเปลยนแปลงหลกสตรจะแตกตางกนกบนยามหลกสตรในแนวแคบคอ “หลกสตรคอขอกาหนดการเรยน” กระบวนการพฒนาหลกสตรทกขนตอน จะดาเนนไปไดอยางมประสทธภาพและเกดประสทธผล จะตองอาศยความรวมมอ รวมใจจากบคคลหลายฝายรวมรบผดชอบทงทางตรงและ

12
ทางออมดวยความเขาใจอยางลกซงและมศรทธาอยางจรงใจในการปรบปรงหลกสตร แตขอเทจจรงในปจจบนปรากฏวาทกขนตอนของการเปลยนแปลงกยงคงมปญหา แ ละอปสรรคเปนปกตวสยโดยเฉพาะในขนตอนของการเรมทจะเปลยนแปลงและเรมดาเนนการพฒนาหลกสตร 1.2 หลกสตรการฝกอบรม หลกสตรการฝกอบรมเปนขนตอนทไดจากการวเคราะหในสภาพปญหาทเกดขนแลว
นามาจดทาเปนหลกสตรฝกอบรมเพอทจะปรบเปลยนทาใหปญหานน ๆ ลดนอยลงโดยมนกวชาการและนกการศกษาไดใหหลกเกณฑทรรศนะไวดงน 1.2.1 พฒนา สขประเสรฐ (2540:35) ไดกลาววา หลกสตรการฝกอบรม หมายถง ความรและประสบการณการเรยนรทจดใหแกผเขารบการฝกอบรม เพอใหบรรลถงวตถประสงคตามทตองการของโครงการ สวนทสาคญของหลกสตรทจะตองพจารณาไดแกวตถประสงคของการฝกอบรม เนอหาสารถทจดและควรระบเปนรายหวขอวชาและระบกจกรรมการเรยนการสอน ซงรวมถงการใชสอในการเรยนการสอนและการประเมนผล พฒนา สขประเสรฐ (2540:36) ไดใหทรรศนะของการสรางหลกสตรฝกอบรมวา การจดหลกสตรนนจะตองใหเหมาะสมและตรงกบความตองการในการฝกอบรม ซงควรจะไดพจารณาดงนคอ 1.2.1.1 เปนวชาทตอบสนองหรอแกปญหาตามวตถประสงคของการฝกอบรม
หรอแกของหนวยงาน 1.2.1.2 วชาทระบในหลกสตร ควรกาหนดวตถประสงคเปนลายลกษณอกษร มรายละเอยดหรอสาระสาคญของวชา เพอใหการดาเนนงานหรอการสอนของวทยากร ตรงตามวตถประสงคและความตองการของผจดการฝกอบรม 1.2.1.3 พจารณาระยะเวลาทเหมาะสมแกความจาเปนเวลาทจะอานวยประโยชนของผเขาอบรม หรอชวงทหนวยงานมงานเขามานอย 1.2.1.4 คานงถงการระดมทรพยากรตาง ๆ ทงภายในและภายนอกหนวยงาน หลกสตรฝกอบรมทไดมผร นกการศกษา นกวชาการ ไดใหความหมายไวนนสามารถสรปไดวา หลกสตรฝกอบรมหมายถง กระบวนการทถกจดทาขนโดยมเนอหาของโครงการทจะฝกอบรม และมข นตอนในการจดฝกอบรมเพอใหสอดคลองกบวตถประสงคของหลกสตรฝกอบรมทจดทาขน 1.3 ความหมายของการฝกอบรม การฝกอบรมเปนกระบวนการททาการพฒนาใหบคคลมความสามารถเพมขนโดยทกสาขาวชา ไดมการนากระบวนการฝกอบรมไปปฏบตโดยมนกวชาการสาขา ไดใหความหมายของการฝกอบรมไวตามทศนะของแตละทานดงน

13
1.3.1 สมเกยรต พวงรอด (2544:132) ไดกลาววา การฝกอบรมเปนกระบวนการทจดขนเพมพนความร ความชานาญ และเปลยนแปลงทศนคตในการปฏบตงานไดดข น ซงจะนาไปสการเพมพนประสทธภาพในการปฏบตงานตอไปทงในปจจบนและในอนาคต 1.3.2 สมชาต กจยรรยง (2545:15) ไดกลาววา การฝกอบรม หมายถง กระบวนการการทจะทาใหผเขารบการอบรมเกดความร (Knowledge) เกดความเขาใจ (Understanding) เกดความชานาญ (Skill) และเกดเจตคต (Attitude) ทดเกยวกบเรองใดเรองหนง จนกระทงใหผเขารบการฝกอบรมเกดการเรยนร หรอเปลยนแปลงพฤตกรรมไปตามวตถประสงคของการฝกอบรมอยางมประสทธผล และประสทธภาพ 1.3.3 พฒนา สขประเสรฐ (2540:4) ไดกลาววา การฝกอบรม หมายถง กระบวนการสาคญทจะชวยพฒนาหรอฝกฝนเจาหนาทหรอบคลากรใหมทจะเขาทางานหรอทปฏบตงานประจาอยแลวในหนวยงาน ใหมความรความสามารถ ทกษะหรอความชานาญ ตลอดจนประสบการณใหเหมาะสมกบการทางาน รวมถงกอใหเกดความรสก เชน ทศนคตทดตอการปฏบตงาน อนจะสงผลใหบคคลากรแตละคนในหนวยงานหรอองคการมความสามารถเฉพาะตวสงขน มประสทธภาพในการทางานรวมกบผอนไดด ทาใหหนวยงานหรอองคกรมประสทธผลและประสทธภาพทดข น 1.3.4 สมคด บางโม (2540:4) ไดกลาววา การฝกอบรม (training) หมายถง กระบวนการเพมประสทธภาพในการทางานของบคคลโดยมงเพมพนความร (knowledge) ทกษะ (skills) และทศนคต (attitude) อนจะนาไปสการยกมาตราฐานการทางานใหสงขน ทาใหบคคลมความเจรญกาวหนาในหนาทการงานและองคการบรรลเปาหมายทกาหนดไว ดงนนจะเหนวาการ
ฝกอบรมเปนสวนหนงของการพฒนาบคคลนนเอง 1.3.5 เสนาะ ตเยาว (2543:95) ไดกลาววา การฝกอบรม หมายถง กระบวนการทจดขนเพอใหบคคลไดเรยนรและมความชานาญเพอวตถประสงคอยางหนง โดยมงใหคนไดรเรองใดเรองหนงโดยเฉพาะ และเพอเปลยนพฤตกรรมของคนไปในทางทตองการ ตามความหมายดงกลาว การฝกอบรมเปนทางทาใหผรบการอบรมไดรบความรใหมๆ ไดความชานาญในการปฏบตงานมากขน เพมประสทธภาพในการแกปญหาและทศนคตทจะปรบปรงงาน เปลยนแปลงงานใหดขนตาม
แนวทางทองคการกาหนด 1.4 วตถประสงคของการฝกอบรม วตถประสงคของการฝกอบรมเปนหวขอหนงในการฝกอบรมทจะอธบายใหทราบถงเปาหมายของการฝกอบรมวาสงทคาดวาไดรบจากการฝกอบรม ซงมนกการศกษา นกวชาการได
กลาวถงวตถประสงคของการฝกอบรมไวดงน 1.4.1 ชชย สมทธไกร (2540:40) ไดกลาววา การกาหนดวตถประสงคของการฝกอบรม คอ การกาหนดเปาหมายวาการฝกอบรมจะตองเปลยนแปลงความร ทศนคต และ
พฤตกรรมของผรบการอบรม ใหเปนไปในทางใดและระดบใด การกาหนดวตถประสงคของโครงการ

14
ฝกอบรม จะตองไมกระทาไปอยางเลอนลอย เพอฝนไปตามจนตนาการ แตจะตองอาศยขอมลท
ไดรบจากการวเคราะหความตองการในการฝกอบรม เพอใหการฝกอบรมสามารถสนองความตองการและเปาหมายขององคการไดอยางดทสด 1.4.2 ฐระ ประวาลพฤกษ (2538:91-92) ไดกลาววา การกาหนดวตถประสงคทด จะตองใหครอบคลมจดมงหมายทางการศกษา ซงแบงเปน 3 ดาน คอ 1.4.2.1 ดานพทธพสย (Cognitive Domain) เปนจดมงหมายทเกยวกบการเรยนรทางดานความคด ความรและการแกปญหา ซงนกวชาการศกษาแบงไวเปนระดบตงแตความร
(knowledge) ความเขาใจ (Comprehension) การนาไปใช (Application) การวเคราะห (Analysis) การสงเคราะห (Synthesis) ไปจนถงการประเมนคา (Evaluation) 1.4.2.2 ดานจตพสย (Affective Domain) เปนจดมงหมายทแสดงออกทางดานเจตคต คานยมความสนใจและความซาบซง 1.4.2.3 ดานทกษะพสย (Psychomotor Domain) เปนจดมงหมายทางดานทกษะของการเคลอนไหวการใชอวยวะตางๆ ของรางกาย ตลอดจนการสอสารและการใชภาษา 1.4.3 พฒนา สขประเสรฐ (2540:5-7) ไดกลาววา วตถประสงคของการฝกอบรมโดยทวไปแลวมจดมงหมายเพอ 1.4.3.1 เพมพนความร (Knowledge) 1.4.3.2 พฒนาทกษะ (Skill) 1.4.3.3 เปลยนแปลงเจตคต (Attitude) เมอบคคลไดรบการฝกอบรมทางดานความร ทกษะ และเจตคตแลวอยางใดอยางหนงหรอหลายอยางรวมกน เมอกลบไปปฏบตงาน จะกอใหเกดการเปลยนแปลงไปในทางทดหรอเกดการเปลยนแปลงพฤตกรรมหรอเจตคตในการปฏบตงาน ทาใหการปฏบตงานไดผลดขน 1.4.4 เพมพนความร (Knowledge) การเพมพนความรหรอเสรมสตปญญาหรอเพอปรบปรงแกไขความรอบรเพอการ
ปฏบตงานของแตละบคคลในแตละดบเกยวกบการเขาใจกฎหมาย กฎ ระเบยบ ขอบงคบ หนาทรบผดชอบของแตละหนวยงาน/บคคล การเขาใจการจดการบรหาร รปแบบการบรหาร ทาใหมความรคอรวาสงนนเปนอะไร และสามารถจดจาไวได มความเขาใจคอรในเหตและผลของสงทไดรนน สามารถอธบายและขยายความไดอยางถกตองและแจมชด สามารถนาสงทรไปใชในสถานการณจรงได นอกเหนอจากนแลวการฝกอบรมยงสามารถมงสงขนใหผเขารบการอบรม สามารถวเคราะหแยกแยะใหเหนองคประกอบตางๆทเปนลาดบสมพนธกนได สามารถสงเคราะห จดเรยบเรยงและรวบรวมองคประกอบตางๆทกระจายกนอยเขาเปนแบบแผนหรอโครงสรางใหมได และทสาคญคอสามารถประเมนคา คอตดสนคณคาของสงใดตามเกณฑทกาหนดได การเพมพนความรความเขาใจ อาจขยายไปถงการเพมขดความสามารถในการนาไปใชปรบในสถานการณจรงดวย เปนการเสรมความรความสามารถในวชาชพ

15
1.4.5 พฒนาทกษะ (Skill) การพฒนาทกษะความชานาญ เปนจดมงหมายของการฝกอบรมและการพฒนามาชานานรวมถงตงแตการจดลาดบความสาคญของงาน การแกไขสถานการณเฉพาะหนา การเพมความมนใจในการตดสนใจทาใหสามารถปฏบตไดอยางถกตองและคลองตว จนมความเชอมนวาจะสามารถทาไดเองในสถานการณจรงของทองถนและความพรอมของตน การเพมจานวนครงหรอความถในการฝกปฏบตใหมประสบการณและทกษะในการทางานสงนน กอใหเกดความมนใจไดเปนอยางด สามารถปฏบตงานไดอยางมประสทธภาพและถกตองโดยใชเวลาทนอยลง 1.4.6 เปลยนแปลงเจตคต (Attitude) เมอสรางเจตคตทดทเหมาะสมแกผเขารบการฝกอบรม ทาใหมกาลงใจหรอขวญทดในการทางาน สามารถทางานของตนไดดวยความยนดและพอใจ และสามารถทางานรวมกบผอนไดดวยความสบายใจ การฝกอบรมโดยทวไปมกมจดมงหมายเพอปรบปรงแกไขความรอบรเพอการปฏบตงาน และเพมทกษะความชานาญการ แตละเลยการจงใจบคลากรใหปฏบตงานในหนาทใหดขน ทงทการจงใจบคลากรเปนเรองสาคญอกเรองหนงทจะตองคานงถง เพราะหากบคลากรมความรและทกษะในการทางาน แตขาดแรงจงใจในการทางานกจะไมนาความรและทกษะมาใชในการปฏบตงานอยางเตมความสามารถ และการขาดความจงใจในการปฏบตงานอาจเปนสาเหตหนงทบคลากรทไดรบการฝกอบรมและการพฒนา ไมนาความรและทกษะทไดรบมาใชในการปฏบตในการปฏบตงานอยางเตมความสามารถ ทาใหการฝกอบรมไมเกดผลตามกาหนดไว จากรายละเอยดของวตถประสงคของการฝกอบรมทไดมผร นกการศกษา และนกวชาการไดกลาวไวนนจงสามารถสรปไดวา วตถประสงคของการฝกอบรม เปนแนวทางหลกทจะเปนการกาหนดใหการฝกอบรมมแนวทางในการฝกกอบรมทชดเจนโดยลกษณะของวตถประสงคของการฝกอบรมนนมงทจะเปลยนแปลงพฤตกรรมของบคคลไปในทางทดข น 1.5 ความสาคญและประโยชนของการฝกอบรม การฝกอบรมเปนกระบวนการทมงเนนใหบคคลมการเปลยนแปลงไปในทางทดข นทงความรทกษะและเจตคต ดงนน การฝกอบรมจงมความสาคญและมประโยชนอยางยงโดยไดมนกการศกษาและนกวชาการไดแสดงทรรศนะไดดงน 1.5.1 พฒนา สขประเสรฐ (2540:14) ไดกลาววา การฝกอบรมชวยพฒนาบคลากรใหมคณภาพสงขน ในยคของขอมลขาวสารเทคโนโลยอนทนสมยทสภาพแวดลอมเปลยนแปลงอยเสมอและเปนไปอยางรวดเรว การพฒนา “คน” ใหมความเหมาะสมกบ “งาน” และให “งาน” มความเหมาะสมกบ “คน” จาเปนตองดาเนนอยางเปนระบบตอเนอง จรงอยถงแมวาการฝกอบรมจะไมชวยแกไขปญหาในการทางานไดทกเรอง แตการฝกอบรมทจดอยางมเปาหมายและมการวางแผนทดก
ชวยเพมประสทธภาพของงานไดมใชนอย ซงในการวดหรอการประเมนอาจดไดจากผลผลตท
16
เพมขน การลงทนทตาลงหรอกาไรทไดเพมขน อบตเหตในการทางานลดนอยลง งานดาเนนไอยารวดเรวขน หรออาจมองในรปของความสามารถในการใหบรการแกผมาตดตอไดมากขนและทวถง 1.5.2 สมคด บางโม (2540:15-16) ไดกลาววา องคการตางๆ จาเปนตองจดใหมการฝกอบรมเพราะสาเหตตางๆ ดงน 1.5.2.1 เพอความอยรอดขององคการเอง เพราะปจจบนมสภาพการแขงขน
ระหวางองคการรนแรงมาก การฝกอบรมจะชวยใหองคการเขมแขง และชวยใหพนกงานมประสทธภาพในการทางานยงขน 1.5.2.2 เพอใหองคการเจรญเตบโต มการขยายผลต การขาย และการขยายงานดานตางๆ ออกไป ในการนจาเปนตองสรางบคคลทมความสามารถเพอทจะรองรบงานเหลานน 1.5.2.3 เมอรบพนกงานใหมจาเปนตองใหเขารจกองคการเปนอยางดในทกๆ ดานและตองฝกอบรมใหรวธทางานขององคการ แมจะมประสบการณมาจากทอนแลวกตามเพราะสภาพการทางานในแตละองคการยอมแตกตางกน 1.5.2.4 ปจจบนเทคโนโลยเจรญกาวหนาไปรวดเรวมาก จงจาเปนตองฝกอบรม
พนกงานใหมความรทนสมยเสมอ ถาพนกงานมความคดลาหลง องคการกจะลาหลงตามไปดวย 1.5.2.5 เมอพนกงานทางานมาเปนเวลานานจะทาใหเฉอยชา เบอหนาย ไมกระตอรอรน การฝกอบรมจะชวยกระตนใหมประสทธภาพเพมขน 1.5.2.6 เพอเตรยมพนกงานสาหรบรบตาแหนงใหมทสงขน โยกยายงานหรอแทนคนทลาออกไป 1.5.3 สมคด บางโม (2540:16) ไดกลาววา การฝกอบรมนอกจากเปนสงจาเปนในการแกปญหาภายในขององคการแลว ยงกอใหเกดประโยชนแกสวนตางๆ ขององคการอยางเหนไดชด
ดงน 1.5.3.1 เพมประสทธภาพในการผลต 1.5.3.2 ทาใหผลผลตมคณภาพสงขน 1.5.3.3 พนกงานมขวญและกาลงใจดขน 1.5.3.4 ทาใหพนกงานมความรมความชานาญในวทยาการใหม ๆ 1.5.3.5 ทาใหระบบขาวสารภายในองคการดขน 1.5.3.6 ลดเวลาการเรยนรงาน 1.5.3.7 พนกงานแตละคนมโอกาสกาวหนาไดเลอนตาแหนง 1.5.3.8 ลดอบตเหตในการทางาน 1.5.3.9 เปนประโยชนตอการบรหารงาน

17
1.6 ประเภทของการฝกอบรม การฝกอบรม ในองคการหรอหนวยงานตางๆ มรปแบบของการฝกอบรมทแตกตางกนออกไป ตามความตองการหรอความเหมาะสมขององคการหรอหนวยงานนน ในการจดแบงประเภทของการฝกอบรมไดมนกวชาการหลายๆ ทานไดจดแบงประเภทของการฝกอบรมไวดงน 1.6.1 สมชาต กจยรรยง (2545:137) ไดกลาววา เทคนคการฝกอบรม (Training Technique) หมายถง วธการทใชในการสอสารหรอถายทอดความร ความคดเหน ขอเทจจรง ประสบการณ หรอ ขอมลตางๆ ทจะทาใหผเขารบการฝกอบรมเกดความร ความเขาใจ เกดทศนคตทด และมความสามารถในการปฏบตงานอยางมประสทธภาพ 1.6.2 สมชาต กจยรรยง (2545:139-140) ไดใหทรรศนะวา เทคนคการฝกอบรม จาแนกไดเปน 4 ประเภท คอ 1.6.2.1 ประเภทการเนนบทบาทของวทยากร เทคนคการฝกอบรมประเภทน ไดแก การบรรยายหรอ ปาฐกถา (Lecture or Speech) การบรรยายเปนชด (Symposium) การอภปรายเปนคณะ (Panel Discussion) เปนตน 1.6.2.2 ประเภทเนนบทบาทของผเขารบการอบรม เชน การสมมนา (Seminar) การอภปรายกลม(Group Discussion) การประชม (Syndicate Method) การระดมความคด (Brainstorming) การแสดงบทบาทสมมต (Role Playing) การประชมถกเถยง (Buzz Session) การศกษาเฉพาะกรณ (Case Study) การใหเวลาซกถาม (Question Period) การสมภาษณ (Interview) การสาธต (Demonstration) การประชมเชงปฏบตการ (Workshop) การทศนศกษา (Field Trip) เปนตน 1.6.2.3 ประเภทพฒนาเฉพาะตวบคคล ผเขารบการฝกอบรม สามารถปรบใหเขากบระดบความสามารถในการเรยนร และความสะดวกของตนได เชน การสอนแบบสาเรจรป (Programmed Instruction) การสอนแนะ (Coaching) 1.6.2.4 ประเภทใชสอโสตทศนในการฝกอบรม เชน การสไลด (Slide/Tape Presentation) การใชภาพยนตร (Instructional Film) คอมพวเตอร เปนตน 1.6.3 ฐระ ประวาลพฤกษ (2538:61-62) ไดกลาววา การจดแบงประเภทของการฝกอบรม จดไดหลายลกษณะ ผรบผดชอบหรอเจาหนาทจดฝกอบรมจะตองทราบประเภทของการฝกอบรม เพอทราบกลมคนทเขาฝกอบรมวาเปนพวกไหน มความรและประสบการณเพยงใด จะไดจดเนอหาสาระ (Course Content) ตลอดจนการเลอกใชเทคนค และวธการฝกอบรมใหสอดคลองกบลกษณะและความตองการของการอบรมนน ๆ การแบงประเภทการฝกอบรมอาจแบงได ดงน 1.6.3.1 การแบงประเภทตามลกษณะกอนหลงของการเขาทางาน แบงได 2 ประเภท

18
1.6.3.1.1 การฝกอบรมกอนเขาทางาน (Per-service training) เชน การปฐมนเทศ (Orientation) การแนะทางาน (Induction training) เพอใหผเขาทางานมความรความเขาใจเกยวกบองคการ และงานทจะตองทาใหสามารถทาไดถกตอง 1.6.3.1.2 การฝกอบรมระหวางทางาน (In-service training) เชน การฝกอบรมทใชการเสนอแนะ (Coaching) การสาธต (Demonstration) เพอใหผปฏบตงานไดพฒนาการทางานใหดขน 1.6.3.2 การแบงประเภทตามจานวนผเขารบการฝกอบรม แบงเปน 2 ประเภท 1.6.3.2.1 การฝกอบรมเปนรายบคคล (Individual Training) เปนการฝกอบรมทใชเทคนควธสอนตวตอตว การเรยนดวยตนเอง (Self Development) เปนตน 1.6.3.2.2 การฝกอบรมเปนกลม (Group Training) เปนการฝกอบรมทมผเขารบการอบรมครงละหลายๆ คน จานวนคนขนอยกบลกษณะการใชเทคนคและขดจากดของวสดอปกรณ เชน การอบรมการใชคอมพวเตอร การอบรมแตละรนคงรบจานวนไดไมมาก หรอการฝกอบรมทใชเทคนคการใชสถานการณจาลอง กรณศกษากตองจากดจานวนคน แตถาการอบรมทใชวธการบรรยาย สามารถจดเปนกลมใหญได 1.6.3.3 การแบงประเภทตามวตถประสงคของการฝกอบรม แบงได 2 ประเภท คอ 1.6.3.3.1 การฝกอบรมเพอเขาสตาแหนงใหม (Promotions) เปนการฝกอบรมเพอเตรยมคนเขาสตาแหนงหนาท ทจะตองรบผดชอบสงขน หรอหนาทใหม เชน การฝกอบรมผทจะทาหนาทหวหนาคนงาน ผทจะเปนผจดการสาขา ผทเขาสตาแหนงผจดการฝาย
เทคนค วธทจะใช ไดแก การแสดงบทบาทสมมต กรณศกษา และการศกษาจากพฤตกรรมทเปนจรง (Modeling Behavior) 1.6.3.3.2 การฝกอบรมเพอเสรมสมรรถภาพในการปฏบตงาน เปนการฝกอบรมทตองจดใหทงผบรหารและผปฏบตงาน ใหสามารถทางานไดอยางมประสทธภาพเพมขน โกลดสไตน และซอรเซอร (Arnold Goldstein and Melvin Sorcher) เชอวาการเปลยน ระดบของผลการทางานของผปฏบตใหสงขน ตองเปลยนแปลงลกษณะการบงคบบญชาของผบรหารระดบตน ซงอยใกลชดกบผปฏบตงานดวย การฝกอบรมผบรหารจงเปนแนวทางหนงทตอบสนองแนวคดของโกลดสไตน กบซอรเซอร การอบรมเสรมสมรรถภาพทาไดดงน 1.6.3.3.2.1 การฝกอบรมทางดานมนษยสมพนธ (Human relation) ใหแก ผบรหารทตองทางานกากบดแลงาน (Supervision) เทคนควธทใชจะเปนการบรรยาย และการใชบทบาทสมมต 1.6.3.3.2.2 การฝกอบรมใหความรท วไป (General Education) เพอใหเขาใจเรองการบรหารงาน และการจดองคการสมยใหมการดาเนนธรกจในปจจบนและอนาคต
เทคนคทอาจจะใชการบรรยายประกอบวดทศน การศกษาดงาน

19
1.6.3.3.2.3 การฝกอบรมทางดานทกษะ (Skill training) เชน การอบรมการใชเทคโนโลยหรอเครองมอสาหรบการทางานในโรงงานอตสาหกรรมใหแกผปฏบตงาน เทคนควธทนามาใชจะเปนการบรรยายประกอบการสาธต การใชสถานการณจาลอง และการฝกในสถานการณทเปนจรง 1.6.3.3.2.4 การพฒนาตนเอง (Self Development) เปนการกระตนใหคนในองคการไดตนตวทจะใฝหาความรดวยตนเอง ซงมผลตอการทางานในหนาทดวย การพฒนาอาจ
ศกษาจากเอกสารตารา สนทนาสมภาษณผมความร หรอศกษาสงเกตจากการปฏบตจรง 1.6.3.4 การแบงประเภทตามลกษณะวธการฝกอบรมทวๆ ไป แบงเปน 2 ประเภท 1.6.3.4.1 การฝกปฏบตงานปกตในททาการ (On-the-job training) เปนการฝกปฏบตงานททาจรงๆ เพอใหคนงานเขาใจวธการทางาน และเกดทกษะในการปฏบตงาน ลกษณะการฝกปฏบตจะเปนแบบทาไป เรยนรไป อาจมการอธบายประกอบหรอการสาธตเพมเตม 1.6.3.4.2 การฝกปฏบตงานนอกททาการ (Off-the-Job training) เปนการฝกอบรมทเตรยมใหคนงานพรอมทจะเขาไปสการปฏบตงานจรง เพราะงานบางงานตองเสยงกบการเกดอบตเหต และตองการเทคนคเฉพาะทาง เชน งานในโรงงานอตสาหกรรมทใชเครองจกรกล เทคนคการฝกอบรมมทงการบรรยาย การอภปราย การสาธต การทดลองปฏบตในสถานการณจาลอง การฝกอบรมแบบนชวยลดคาใชจายจากการตองปฏบตจรงและชวยลดอบตเหตในการทางาน จากประเภทของการฝกอบรมทไดมผร นกการศกษา และนกวชาการไดกลาวไวนนจงสามารถสรปไดวาประเภทของการฝกอบรม นนไดมหลกใหญอย 3 หลกทเหนวาทกประเภทของการฝกอบรมมความเกยวของกนคอ การฝกอบรมจะฝกอบรมตามวตถประสงคทต งไว การฝกอบรมจะฝกอบรมตามจานวนผเขาอบรม และการฝกอบรมจะสอดคลองกบการปฏบตงาน 1.7 เทคนคการฝกอบรม การฝกอบรมในองคการหรอหนวยงานตางๆ ไดมการนาการนาเสนอเนอหาในการฝกอบรมมาใชกนหลากหลายในการฝกอบรม โดยในการจดการฝกอบรมจงไดมการนาเทคนคการฝกอบรมมาใชกนอยางมากมายโดยไดมนกวชาการหลายๆ ทานไดกลาวไวดงน 1.7.1 ฐระ ประวาลพฤกษ (2538:111-112) ไดกลาววา เทคนคการฝกอบรม หมายถง กลวธในการถายทอดประสบการณทงในดานความรทกษะ และเจตคตทดในเรองใดเรองหนงใหแกผเขารบการอบรม เพอใหเกดการเรยนรและเปลยนแปลงพฤตกรรมตามวตถประสงคของการฝกอบรมทกาหนดไว ประเภทของเทคนคทกลาวมาน เปนการจดแบงตามแนวความคดของผรซ งมวตถประสงคเพอจดกลมของเทคนควธทเหมอนกนมารวมกนเทานน เชน จดโดยยดหลกการณม

20
สวนรวมของผเขารบการอบรม ซงโดยธรรมชาตแลวแตละเทคนคจะมลกษณะเฉพาะของเทคนคนนๆ บางเทคนคอาจจะมลกษณะคลายหรอสมพนธกน บางเทคนคตองอาศยเทคนคอนเขามาประกอบ การนาเสนอในทนจงเปนการนาเอาเทคนควธทใชกนมากมาเสนอเปนแนวทางตามลาดบดงน 1.7.1.1 การบรรยาย (Lecture) 1.7.1.2 การอภปรายเปนคณะ (Panel Discussion) 1.7.1.3 การอภปรายปาฐกถาหรอการบรรยายเปนชด (Symposium Discussion) 1.7.1.4 การอภปรายกลม (Group Discussion) 1.7.1.5 การอภปรายถกเถยง (Buzz session) 1.7.1.6 การอภปรายแบบปจฉาวสชนา (Colloguy Method) 1.7.1.7 การระดมสมอง (Brain Stroming) 1.7.1.8 การประชม (Conference) 1.7.1.9 การประชมใหญ (Convention) 1.7.1.10 การสมมนา (Seminar) 1.7.1.11 การประชมปฏบตการ (Workshop) 1.7.1.12 การสาธต (Demonstration) 1.7.1.13 กรณศกษา (Case Study) 1.7.1.14 การแสดงบทบาทสมมต (Role playing) 1.7.1.15 บทเรยนสาเรจรป (Programmed Instruction) 1.7.1.16 การอบรมดานความรสก (Sensitivity Training) 1.7.1.17 การสอนแนะ (Coaching) 1.7.1.18 การโยกยายสบเปลยนงาน (Job rotation) 1.7.1.19 การศกษาจากพฤตกรรมทเปนจรง (Behavior Modeling) 1.7.1.20 เกมการบรหาร (Management Game) 1.7.1.21 สถานการณจาลอง (Simulation Technigue or Simulators) 1.7.1.22 การฝกอบรมในหองทดลองปฏบตงาน (Vestibule Training) 1.7.1.23 การฝกอบรมในงาน (On the Job Training) 1.7.1.24 การฝกอบรมตามรปแบบของแพทยฝกหดในโรงพยาบาล (Internship) 1.7.1.25 การฝกหดชางฝมอ (Apprenticeship Training) 1.7.2 สมชาต กจยรรยง (2545:137) ไดกลาววา เทคนคการฝกอบรม (Training Technique) หมายถง วธการทใชในการสอสารหรอถายทอดความร ความคดเหน ขอเทจจรง ประสบการณ หรอ ขอมลตางๆ ทจะทาใหผเขารบการฝกอบรมเกดความร ความเขาใจ เกดทศนคตทดและมความสามารถในการปฏบตงานอยางมประสทธภาพ

21
1.7.3 ราไพพรรณ อภชาตพงศชย (2545:77) ไดกลาววา เทคนคการฝกอบรมหมายถงกลวธในการถายทอดประสบการณทงในดานความร ทกษะและทศนคต เพอใหผเขารบการอบรมเกดการเปลยนแปลงพฤตกรรมตามวตถประสงคของการฝกอบรมทไดกาหนดไว ราไพพรรณ อภชาตพงศชย (2545:77-104) ไดใหทรรศนะวา การเลอกใชเทคนคทเหมาะสมจะตองพจารณาถงเนอหาความแตกตางของกลมบคคล เชน ระดบอาย ระดบการศกษา ฯลฯ ระยะเวลาอบรมตลอดจนคาใชจายเพอการใชเทคนคนนๆ การฝกอบรมแตละครงอาจจะตองใชเทคนคหลายวธประกอบกน เพอใหเกดประโยชนสงสดในการฝกอบรม โดยมเทคนคการฝกอบรมตางๆ ดงนคอ 1.7.3.1 เทคนคการฝกอบรมโดยใชวทยากรเปนศนยกลางการเรยนร โดยอางองจาก ราไพพรรณ อภชาตพงศชย (2545:77-104) ทไดใหทรรศนะวา เทคนคในการฝกอบรมทางดานการสงเสรมการเกษตรโดยมวทยากรเปนศนยกลางการเรยนรนน สามารถแบงออกไดดงน 1.7.3.1.1 การบรรยาย (Lecture) วทยากรบรรยายตามหวขอทไดรบมอบหมาย อาจใชสอตางๆ ประกอบการบรรยาย เชน รปภาพ สไลด หรอ วดโอเทปและในบางครงอาจจะเปดโอกาสใหผฟงไดซกถาม 1.7.3.1.2 การอภปรายเปนคณะ (Panel Discussion) การอภปรายเปนคณะเปนการอภปรายโดยผทรงวฒ 3-5 คน ใหขอเทจจรง ความคดเหน ปญหา อปสรรค แนวทางแกไขซงเปนการอภปรายในลกษณะทสนบสนน หรอใหเหตผลโตแยงผทรงคณวฒดวยกน และมพธกรหนงคนเปนผดาเนนการอภปราย (Moderator) ประสานงาน เชอมโยง และสรปการอภปรายของวทยากรแตละคน หลงการอภปรายและจะเปดโอกาสใหผฟงซกถาม 1.7.4 การประชมปาฐกถาหรอการประชมทางวชาการ (Symposium) การชมนมปาฐกถาหรอการประชมทางวชาการ เปนการบรรยาย แบบมวทยากรหรอผเชยวชาญประมาณ 2-6 คน มพธกรเปนผดาเนนการอภปรายเปนคณะ เนนหวขอวชาเปนสาคญ เมอเสรจสนการบรรยายจะเปดโอกาสใหผฟงซกถามปญหาตางๆ ได เปนการประชมปาฐกถาหรอการประชมทางวชาการท
เชญผทรงคณวฒมาใหความรในเรองทสนใจในแตละดานเชนการประชมปาฐกถา เรอง “ยทธศาสตรในการพฒนาคณภาพพนกงาน” กอาจเชญผเชยวชาญ ทางดานการบรหารทรพยากรบคคลมออาชพ หลากหลายวงการ ทงภาครฐ ภาคเอกชน (ภาคอตสาหกรรม ภาคการเงน ภาคธรกจ) มารวมเปนองคปาฐกถา ซงผฟงหรอผเขารบการฝกอบรมจะไดรบความร ความเขาใจ ตามเรองและ
วตถประสงคทกาหนดไว 1.7.5 การสาธต (Demonstration) การสาธต เปนวธการสงเสรมโดยใชการบรรยายประกอบการแสดงทาใหผเรยนร “ไดฟง” และ “ไดเหน” ไปพรอมกน วตถประสงคของการสาธต เพอใหเกษตรกรไดเรยนรถงวธการปฏบตหรอผลจากการปฏบตทมลาดบขนตอน มหลกวชาการและสามารถนาไปปฏบตได เปนการพฒนาทกษะ (skill) ของเกษตรกรใหสามารถปฏบตการไดอยางถกตอง การสาธตแบงออกเปน 2 แบบ คอ การสาธตวธ (Method demonstration) กบการสาธตผล (result demonstration)

22
1.7.6 การศกษาและดงานนอกสถานท (Tour and filed trips) จดเปนวธการสงเสรมทเพมความรและประสบการณใหแกผรบการสงเสรมไดเปนอยางดวธหนง เพราะผรวมในการศกษาและดงานจะมโอกาสไดพบเหนผลงานของผอน ซงไดทาสาเรจแลว อนจะมผลในการเพมความเชอมนใหแกผรวมศกษาดงานใหยอมรบสงใหมมากขน เจาหนาทสงเสรมอาจใชวธจดใหมการศกษาดงานนอกสถานทตอเนอง จากการสาธตผลกได ทงนผรบการสงเสรมจะไดพบเหน ไดรบฟง ได
แลกเปลยนความคดเหน สรปผลและตดสนใจเองวาจะนาสงไหนไปใชในการประกอบอาชพและในครอบครวของเขาไดบาง 1.7.6.1 เทคนคการฝกอบรมโดยผเขารบการฝกอบรมมสวนรวมในการเรยนร โดยอางองจาก ราไพพรรณ อภชาตพงศชย (2545:77-104) ทไดใหทรรศนะวา เทคนคในการฝกอบรมทางดานการสงเสรมการเกษตรโดยมผเขารบการฝกอบรมมสวนรวมในการเรยนร สามารถแบงออกไดดงน 1.7.6.1.1 การระดมสมอง (Brainstorming) การระดมสมองหรอการระดมความคดคอการทใหสมาชกทกคนในกลมไดใหความคดเหนเกยวกบเรองหรอปญหาหนงอยางอสระ
โดยไมมการอภปรายวาความคดทเสนอถกหรอผด เหมาะสมมากนอยเพยงใด จนกวาสมาชกจะเสนอความคดหมดแลวจงวเคราะห หรอประเมนคาของความคดเพอนาไปสขอสรปในเรองหรอปญหานน อาจกลาวอกนยหนงวา การระดมสมองเปนการประชมกลมเลกไมเกน 15 คน โดยเปดโอกาสใหทกคนแสดงความคดเหนอยางเสรโดยปราศจากขอจากดหรอกฎเกณฑใดๆ ในหวขอหนง หรอปญหาใดปญหาหนง โดยไมคานงวาจะถกหรอผด ดหรอไมด ความคดหรอขอเสนอทกอยางจะถกจดบนทกไวแลวนาไปกลนกรองอกชนหนง ดงนน พอเรมประชมตองมการเลอกประธานและเลขานการของกลมเสยกอน 1.7.6.1.2 การประชมกลมยอย (Buzz Session or Phillip 6-6) การประชมกลมยอย บางครงเรยกวา Buzz Group หรอ Phillip 6-6 เปนการแบงผเขารบการอบรมเปนกลมยอยจากกลมใหญกลมยอยละ 2-6 คน เพอพจารณาประเดนปญหา อาจเปนปญหาเดยวกนหรอ
ตางกน ในชวงเวลาทกาหนด มวทยากรคอยชวยเหลอทกกลม แตละกลมตองเลอกประธานและเลขานการของกลมเพอดาเนนการ แลวนาความคดเหนของกลมเสนอตอทประชมใหญ สาหรบการประชมแบบฟลลป 6-6 นนเปนการจดกลมยอยอยางรวดเรวโดยผเขารบการอบรมทนงอยในหองอบรมแถวหนา 3 คน ยกเกาอหนกลบไปหาผนงแถวหลงตน 3 คน รวมกลมกนเปน 6 คน ใหเวลาปรกษากน 6 นาท แลวสลายกลมกลบทเดม 1.7.6.1.3 กรณศกษา (Case Study) กรณศกษา หรอการศกษาเฉพาะกรณ เทคนคการฝกอบรมทนาเอากรณหรอเรองราวทเปนปญหาทเกดขนจรงๆ เสนอในกลมผเขารบการ
อบรม สมาชกของกลมจะใชหลกวชาการและประสบการณทไดจากการปฏบตงานมาผสมผสานเพอวเคราะหกรณทยกมา โดยมทปรกษาคอยใหคาแนะนาและใหแนวทางเพอชวยสมาชกกลมวเคราะหปญหาไดตรงวตถประสงค ขนตอนของการศกษาจะเรมดวยหลกการและการใหภาพตางๆ ทจะเปน
ประโยชนตอการพจารณาตดสนใจแกปญหา จากนนผเขาอบรมจะศกษา อภปรายและคนควาหา

23
ขอมลตามหลกวชา ซงบางครงขอมลทสาเรจอยแลว แตบางครงจาเปนตองคนควาหาขอมลบางและในขนตอนสดทายผเขารบการอบรมจะตองพจารณาตดสนใจแกปญหาหรอกรณทนาเสนอภายใต
สภาพการณทใกลเคยงกบความเปนจรงมากทสดและเพอชวยใหการตดสนใจของผเขารบการอบรมดขน การนาเสนอกรณหรอปญหา จะตองมรายละเอยดมากพอทจะทาใหผศกษาไดเหนจดสาคญ
ของปญหาและไดขอมลทเปนแนวทางนาไปสการตดสนใจแกปญหา กรณศกษา เหมาะสาหรบการ
ฝกอบรมทางกฎหมาย การบรหารงานและการฝกอบรมเรองทเกยวของกบความสาคญของมนษย ประเภทบคคลทเขาฝกอบรมทเหมาะสมทจะใชเทคนควธนคอผบรหาร ผจดการและผทจะเขาสระดบมออาชพ สวนในเรองการสนองตอบวตถประสงคของการฝกอบรมจะใชไดดกบการฝกอบรมจะตองมการเปลยนทศนคตและสรางเสรมทกษะความสมพนธระหวางบคคล 1.7.6.1.4 การประชมใหญ (Convention) การประชมคอนเวนชน เปนรปแบบของการประชมทจดขนเพอใหสมาชกทเปนผแทนของสวนงานตางๆ ไดมารวมพจารณานโยบายหลกเกณฑและแนวทางดาเนนการ เพอใหเกดความมนคงและกาวหนาขององคการ เชน การประชมผบรหารสานกงานสาขา เปนตน ลกษณะของการประชมแบบน ผเขารวมประชมจะมเปนจานวนมาก การเตรยมการจดประชม จงมความสาคญตงแตการจดหาหองประชมขนาดใหญ ทมหองประชมยอยการจดเตรยมสงอานวยความสะดวก วสดอปกรณและบรรยากาศการประชม ตลอดจนสงทเปนแรงจงใจแกผเขาประชม การดาเนนการประชม จะเรมพธเปดดวยการเชญบคคลสาคญหรอผทมชอเสยงมาเปนประธาน มการจดระเบยบวาระการประชมและจดกจกรรมประกอบการประชม ในการประชมใหญนน สมาชกผเขาประชมนอกจากจะมสวนรวมในการพจารณานโยบาย หลกเกณฑและแนวทางดาเนนงานแลว ยงเปนโอกาสทดทผเขารวมประชมจะไดรบความร ประสบการณเกยวกบสงใหมๆ ดานเทคนควธการนาเอาเทคโนโลยและแนวคดใหมมาใชในการดาเนนกจกรรมใหทนกบความเปลยนแปลงของโลก การประชมใหญจงเปนเทคนควธหนงทสามารถใชเพอการพฒนาบคคล 1.7.6.1.5 การแสดงบทบาทสมมต (Role Playing) การแสดงบทบาทสมมต เปนเทคนควธทคลายกบกรณศกษา (Case Study) กลาวคอ เปนเทคนคทนาเอาเรองทเปนกรณตวอยางมาเสนอในรปแบบการแสดงบทบาท ใหผเขารบการอบรมไดเหนภาพชดเจนไดสมผสกบประสบการณและความรสกทแทจรงเกยวกบปญหาทเปนกรณตวอยาง การแสดงบทบาทสมมตได
ชวยใหผเขารบการอบรมไดรบทราบขอมลและเรองราวทตรงกบเนอเรองทใชในแนวเดยวกน ซงตางจากกรณทผเขารบการอบรมอานเนอหาแลวตองจนตนาการและตความหมายของปญหา ในบางคร งอาจจะทาใหเกดความเขาใจไขวเขวได นอกจากนหลงการแสดงบทบาทสมมตแลว ผเขารบการอบรมสามารถวเคราะหปญหาไดพรอมกนทงกลมใหญหรอกลมยอยทาใหไดขอเสนอและขอสรปเพอ
การแกปญหา 1.7.6.1.6 การสมมนา (Seminar) การสมมนาเปนการประชมของผทปฏบตงานอยางเดยวกนหรอคลายกนแลวพบปญหาทเหมอนๆ กน เพอรวมกนแสดงความคดเหน
หาแนวทางปฏบตในการแกปญหา ทกคนทไปรวมการสมมนาตองชวยกนแสดงความคดเหน ปกต

24
จะบรรยายใหความรพนฐานกอนแลวจงแบงกลมยอย จากนนนาผลการอภปรายของกลมยอยเสนอทประชมใหญ การสมมนา เปนรปแบบของการฝกอบรมทผเขารบการอบรมมความสนใจหรอประสบปญหาในการปฏบตอยางเดยวกน ตองการทจะศกษาคนควา เพอนาขอสรปไปใชในการพฒนาหรอ
ปรบปรงและแกปญหาในการทางาน ซงในการศกษา คนควา เสนอความคดเหนทจะกอใหเก ดความรและแนวทางเพอนาไปใชในการแกไขปญหาและพฒนาการปฏบตงานในความรบผดชอบของ
ผเขาสมมนา การสมมนาจะเกดประสทธภาพไดขนอยกบผเขารวมสมมนาจะตองเปนผทมความร ความสามารถและประสบการณในการทางานมากพอทจะทาใหการวเคราะหวพากษวจารณเปนไปอยางกวางขวาง นาไปสผลหรอขอสรปทด การนาเทคนควธการสมมนาไปใช เหมาะสาหรบการฝกอบรมทงระดบผบรหารและผปฏบตการ ในลกษณะการฝกอบรมนอกงานถาผเขาสมมนาแตละกลมมความรและประสบการณในการทางานทใกลเคยงกนจะทาใหการสมมนาเกดประสทธภาพยงขนและถาจะพจารณาทางดานการใชเทคนคใหเหมาะกบวตถประสงคของการอบรมแลว การสมมนาจะเหมาะกบการฝกอบรมทตองการใหเกดความรและความเขาใจทจะสรางประสบการณในแนวทางใหม 1.7.6.1.7 การประชมเชงปฏบตการ (workshop) การประชมเชงปฏบตการ เปนรปแบบของการฝกอบรมทสงเสรมใหผเขารบการอบรมเกดการเรยนรท งทางดานทฤษฎและปฏบตสามารถนาสงทไดรบไปปฏบตงานในสถานการณจรงทผเขารบการอบรมปฏบตอย เชน ในองคกรหรอหนวยงานมการนาเอาเครองจกรกลหรอเทคโนโลยใหมๆ มาใช จาเปนทจะตองอบรมพนกงานใหมความรและสามารถปฏบตงานได บางทจงเรยกการอบรมในลกษณะเขม (Intensive Training Course) ลกษณะของการประชมเชงปฏบตการ จะแบงการดาเนนการไดเปน 2 สวนคอ สวนแรกจะเปนการใหความรของวทยากรเพอเพมพนความร ความเขาใจใหแกผเขารบการอบรม ใหสามารถแกไขขอขดของในการทางาน กาหนดแนวทางในการปฏบตงานและปรบปรงงาน สวนทสอง จะเปนปฏบตการของผเขารบการอบรมทจะหารออภปราย ใหไดแนวทางแกปญหาหรอวธการ
ปฏบตงานโดยอาจจะดาเนนการทงกลมใหญหรอแบงกลมยอย ซงการดาเนนการของสวนทสอง จะอาศยหลกวชาการหรอหลกการทวทยากรไดบรรยายมาประกอบเปนแนวทาง อาจจะกลาวไดวา การประชมเชงปฏบตการ เปนการอบรมทใหผเขารบการอบรมไดปฏบตจรง โดยทวไปจะมการบรรยายใหความรพนฐานกอนแลวจงใหลงมอปฏบต อาจเปนการฝกการใชเครองมอใหมๆ ประชมเพอชวยกนสรางคมอ หรอประชมเพอสรางอปกรณตางๆ เปนตน การปฏบตนยมใหรวมกนเปนกลมยอยๆ มากกวาปฏบตเปนกลมใหญหรอรายบคคล 1.8 การศกษาความตองการจาเปนในการฝกอบรม 1.8.1 การศกษาความตองการจาเปน เปนการคนหาสภาพการณหรอปญหาเกยวกบ
บคลากรในองคการทตองแกไขดวยวธการฝกอบรม ความตองการจาเปนในการฝกอบรม (Training needs) เปนขนตอนทสาคญและเปนขนตอนแรกของระบบการฝกอบรม ทเจาหนาทฝกอบรมหรอ

25
ผรบผดชอบการฝกอบรมตองดาเนนการเพอวางแผนและโครงการฝกอบรมใหดาเนนไปอยางมประสทธภาพ โดยเฉพาะความตองการจาเปนของการฝกอบรมจะนาไปสการกาหนดวตถประสงคของโครงการฝกอบรมทชดเจน ชวยทาใหเหนความสาเรจของการฝกอบรม พฒนา สขประเสรฐ (2540:12) ไดใหทรรศนะวา ความจาเปนในการฝกอบรม หมายถง สภาพการณ หรอปญหาอปสรรคขอขดของตางๆ ทตองการดาเนนการหรอแกไขดวยการ
ฝกอบรม เพอใหบรรลถงจดมงหมายหรอวตถประสงคทต งไว หนวยงานและองคกรยอมมการเปลยนแปลงไปตามกาลเวลาทเปลยนไปโดยอาจเปนไปในลกษณะทกาวหนาขนหรอเสอมทรามลง ถาองคการหรอหนวยงานเปลยนไปในทางเจรญกาวหนามการขยายอตราการเตบโต ตองเพมการผลต มการตดตอสอสารมากขน มการใชเครองมอและอปกรณมากมายหลายชนด ตองรบคนเขามาทางานมากขน จงมความจาเปนอยางยงทจะตองฝกอบรมเจาหนาทเพอใหมความร ความเขาใจ ความสามารถทจะใชเครองมอเครองจกรกลทมประสทธภาพเพอทาหนาททรบเขามาใหม จะตองเรยนรในเรอง กฎ ระเบยบ ขอบงคบและขอพงปฏบตในหนาททรบผดชอบและโครงสรางการดาเนนงานภายในหนวยงาน รวมถงความสมพนธทพงปฏบตกบผรวมงาน หรอประชาชนทตดตอเกยวของ ในขณะเดยวกนบคลากรททางานอยเดมภายในองคกรกมความจาเปนทจะตองเขารบการฝกอบรมเชนเดยวกนเพอใหมความเชยวชาญและทกษะความชานาญงานโดยเฉพาะ เพอใหปฏบตหนาททไดรบมอบหมายไดอยางมประสทธผลและประสทธภาพสงสด จากการศกษาความตองการจาเปนในการฝกอบรมทไดมผร นกการศกษาและนกวชาการไดใหทรรศนะไว สามารถสรปไดวา การศกษาความตองการจาเปนในการฝกอบรมนนเปนขนตอนทสาคญในการวเคราะหหาสาเหตของทจะตองนาการฝกอบรมไปใชแกปญหา ใหสอดคลองกบควา มจาเปนทเกดขนในเรองนนๆ 1.9 กระบวนการในการฝกอบรม 1.9.1 กระบวนการในการฝกอบรม นนเปนขนตอนทมสวนสาคญทจะทาใหการฝกอบรมนนมประสทธภาพ โดยกระบวนการในการฝกอบรมนนมนกวชาการและนกการศกษาไดใหทรรศนะไวดงน พฒนา สขประเสรฐ (2540:27) ไดกลาววา การฝกอบรมเปนกระบวนการพฒนาบคคล ซงประกอบดวยกจกรรมตาง ๆ ทมความสมพนธซงกนและกน โดยจะตองดาเนนไปตามลาดบขนตอนและตอเนองเพอใหการฝกอบรมเกดประสทธภาพและประสทธผลแกบคคล งาน และหนวยงานมากทสดเพอจะไดเปนพนฐานและนาไปสความเขาใจทลกซงและละเอยดยงขน จะขอกลาวถงกจกรรมสาคญททาใหเกดกระบวนการจดฝกอบรมหรอกระบวนการฝกอบรมทง 6 ขน คอ 1.9.1.1 การสารวจความจาเปนในการฝกอบรม 1.9.1.2 การจดหลกสตรฝกอบรม

26
1.9.1.3 การวางแผนโครงการฝกอบรม 1.9.1.4 การดาเนนงานฝกอบรม 1.9.1.5 การประเมนและตดตามผลการฝกอบรม 1.9.1.6 การจดทารายงานสรปผล 1.9.1.7 เลอกอปกรณการฝกอบรม 1.9.1.8 ดาเนนการฝกอบรม 1.9.1.9 ประเมนผลและตดตามผล สงทตองคานงถงคอการฝกอบรมบคคลเปนงานของผบรหารทกระดบชนซงความจรงแลวหนาทการสอนงานหรอฝกอบรมนนผบรหารตองทาอยแลว แตขาดระบบและวธการทเปนทางการ อกทงผบรหารกมภาระหนาทอนๆ มากมาย จงตองอาศยผชานาญพเศษดานการฝกอบรมเขามาชวยเหลองานดานการฝกอบรมโดยเฉพาะ ดงนนผบรหารจะตองใหความชวยเหลอแกผชานาญพเศษเพอดาเนนงานใหตรงกบวตถประสงคขององคกร 1.9.2 สมชาต กจยรรยง (2545:15) ไดใหทรรศนะวา กระบวนการในการฝกอบรมจะประกอบดวย 4 ขนตอนหลกคอการหาความตองการจาเปนในการฝกอบรม 1.9.2.1 การสรางโครงการหรอหลกสตรอบรม 1.9.2.2 การดาเนนการจดฝกอบรม 1.9.2.3 การประเมนผลการฝกอบรม 1.10 การดาเนนการฝกอบรม การดาเนนการฝกอบรมเปนสวนหนงทอธบายในขนตอนการปฏบตในการฝกอบรม โดยมนกวชาการและนกการศกษาไดใหทรรศนะไวดงน 1.10.1 สมชาต กจยรรยง (2545:27) ไดกลาววา การดาเนนการฝกอบรม เปนขนตอนสาคญทวทยากรตองมบทบาททสาคญทจะชวยใหโครงการฝกอบรมในหลกสตรตางๆ บรรลเปาหมาย โดยทผรบผดชอบจะตองมการเตรยมการและมการดาเนนงานทด ซงมข นตอนในการ
ดาเนนการฝกอบรมอย 3 ขนตอน คอ 1.10.1.1 การเตรยมการกอนการฝกอบรม 1.10.1.2 การดาเนนการระหวางการฝกอบรม 1.10.1.3 การดาเนนภายหลงสนสดการฝกอบรม 1.10.2 พฒนา สขประเสรฐ (2540:40) ไดกลาววา การดาเนนงานฝกอบรม หมายถง การดาเนนการตางๆ ตามกจกรรมทไดมการวางแผนลวงหนามาแลวใหเปนตามทกาหนดอยางปลอดประสานสอดคลองกนและเปนไปดวยความเรยบรอยเพอใหบรรลถงวตถประสงคตามทกาหนดไว
27
1.10.3 พฒนา สขประเสรฐ (2540:40-42) ไดใหทรรศนะวา การดาเนนงานฝกอบรมจะรวมถงการดาเนนงานในชวงกอนการฝกอบรม ชวงฝกอบรมและชวงหลงการฝกอบรม รายการและรายละเอยดตางๆ ทตองดาเนนการในการจดฝกอบรม หากจะมองถงกระบวนการในการจดทาโครงการฝกอบรม พอจะสรปไดเปนขนตอนดงนคอ 1.10.3.1 การสารวจและวเคราะหสภาพปญหา โดยผทาโครงการฝกอบรมจะตอง
เกบรวบรวมขอมลซงอาจไดมาจากเอกสารตางๆ การสอบถาม แบบสมภาษณหรออนๆ โดยพจารณาวาหนวยงานหรอองคกรมปญหาอะไรบางทจะแกไขดวยการฝกอบรม 1.10.3.2 การหาความจาเปนในการฝกอบรม หมายถง ความตองการของบคคลหรอหนวยงานในการเขารบการอบรม เพอแกไขขอบกพรองตางๆ ทไมไดมาตราฐาน ไมมประสทธภาพ การขาดความร ประสบการณ หรอ ขาดทกษะ สงตางๆ เหลานลวนเปนปญหาและ
เปนความจาเปนในการเขารบการฝกอบรม 1.10.3.3 กาหนดวตถประสงคในการฝกอบรม เพอใหประโยชนเกดโดยตรงกบผเขารบการฝกอบรมและหนวยงานทเกยวของวตถประสงคเชงพฤตกรรมทจะแสดงออกใหเหนไดสามารถวดไดอยางชดเจนและเปนไปในแนวเดยวกน 1.10.3.4 กาหนดวตถประสงคของวชา การกาหนดขอบเขตของวชาใหกะทดรดเปนขอๆ เพอใหวทยากรไดเตรยมเนอหา วธการสอน ตรงตามหลกสตรหรอโครงการตองการ เพอใหเกดการเรยนรใหมๆ และผเขารบการอบรมสามารถนาไปใชไดจรง 1.10.3.5 กาหนดแนวทางฝกอบรม พจารณาถงแนวทางทจะทาใหผเขารบการอบรมเกดการเปลยนแปลง ตองใชทฤษฎอะไรบาง หรอหลกการอะไรบางทจะเปลยนแปลงพฤตกรรมใหบรรลตามวตถประสงคของโครงการฝกอบรมใหไดมากทสด 1.10.3.6 กาหนดเทคนควธการฝกอบรม พจารณาถงเทคนคทเหมาะสมในแตละกรณของการฝกอบรม ซงรายละเอยดของเทคนควธการฝกอบรม จะไดกลาวถงในรายละเอยดตอไป 1.10.3.7 กาหนดสถานทฝกอบรม เพอเสรมสรางบรรยากาศในการกระตนใหเกดการเรยนร ความพรอมของโสตทศนปกรณตางๆ 1.10.3.8 การกาหนดตวผเขารบการฝกอบรมและวทยากร ควรคดเลอกผเขารบการฝกอบรมทมระดบของคณสมบตอนไดแก ตาแหนงหนาทการงาน ระดบการศกษา ประสบการณในการทางาน หรอคณสมบตเฉพาะอนๆ ทใกลเคยงกน เพอใหการเรยนการสอนและการรบความรเปลยนไปอยางรวดเรวใกลเคยงกนและการแลกเปลยนประสบการณระหวางผเขารบการอบรมเปนไปอยางมอสระและคณภาพ สวนวทยากรควรเขาใจไดดถงจดมงหมายของการฝกอบรมดาเนนอย 1.10.3.9 กาหนดแนวทางและวธประเมนผล เพอประเมนคาของการฝกอบรมวาเกดความพงพอใจไดหรอไมตรงตามวตถประสงคทต งไวหรอไมเมอเทยบกบเกณฑทกาหนด ซงในเรองของการประเมนผลจะไดแสดงในรายละเอยดตอไป

28
1.10.3.10 การรายงานผล เพอเปนขอมลใหผทสนใจไดมโอกาสเรยนรและวเคราะหโครงการวาประสบผลสาเรจหรอไม อยางไรและมคณคามากนอยเพยงใด โดยปกต เพอใหโครงการฝกอบรมบรรลผลสาเรจตามวตถประสงคดวยความเรยบรอย เจาหนาทฝกอบรมจะตองเตรยมการทกอยางใหพรอม ซงในการฝกอบรมนนยอมมรายการปฏบตเปนจานวนมาก ดงนนจงควรจดทารายการทตองปฏบตไวลวงหนา เพอใหทราบวามงานอะไรตองทาบางและงานใดควรทากอน จะไดไมหลงลม แมวางานบางอยางจะเปนงานเลก แตกไมควรใหเกดขอบกพรองเพราะอาจทาใหเกดผลเสยหายตามมาเกนความคาดหมายกไดและขณะเดยวกนจะไดทราบวาใครเปนผรบผดชอบในหนาทตาง ๆ จะไดไมสบสนกนในการทางานรวมกน การดาเนนการฝกอบรมทไดมผร นกการศกษา นกวชาการ ไดใหทรรศนะไวนนสามารถสรปไดวา การดาเนนการฝกอบรม เปนสวนทจดอยในรายละเอยดของการฝกอบรม โดยจะอธบายในระยะเวลา และเนอหาในการฝกอบรมพรอมทงรายละเอยดในระยะเวลากอนและหลงการฝกอบรมทมการปฏบต 1.11 การประเมนและตดตามผลการฝกอบรม การประเมนและการตดตามผลการฝกอบรมเปนขนตอนสดทายทสาคญ เนองจากเปนขนตอนทจะอธบายใหทราบวาการฝกอบรมมประสทธภาพและประสทธผลตรงตามทกาหนดไวหรอไม โดยมนกวชาการและนกการศกษาไดใหแนวคดไวดงน 1.11.1 ราไพพรรณ อภชาตพงศชย (2545:119) ไดกลาววา การประเมนผลการฝกอบรม เปนกระบวนการตดตาม สงเกตเพอปรบปรง แกไขการจดการฝกอบรม เพอใหการฝกอบรมนนบรรลวตถประสงคอยางมประสทธภาพและประสทธผล 1.11.2 สมชาต กจยรรยง (2545:28) ไดใหทรรศนะวา การประเมนผลการฝกอบรมเปนขนตอนสดทายในกระบวนการฝกอบรม ซงโดยปกตสวนใหญการประเมนมกจะจดทาแตเพยงผเขารบการอบรมประเมนวทยากรผบรรยายวารสกอยางไร ไดสาระและมการบรรยายทจงใจใหตดตามหรอไม โดยหลกการแลวการประเมนสามารถทาไดหลายรปแบบคอ 1.11.2.1 ผเขารบการอบรมประเมนวทยากร/และผดาเนนโครงการ 1.11.2.2 วทยากรประเมนผดาเนนโครงการและผเขารบการอบรม 1.11.2.3 ผดาเนนโครงการประเมนผฟงและวทยากร 1.11.2.4 ผรบผดชอบโครงการตดตามผลผเขารบการอบรม 1.11.3 สมชาต กจยรรยง (2545:197-198) ไดใหทรรศนะวา ขนตอนการประเมนผลการฝกอบรมมดงตอไปน 1.11.3.1 ศกษาถงวตถประสงคของการฝกอบรม ศกษาประเดนการฝกอบรมใหชดเจน เพอใหทราบถงสงทตองบรรลจากการฝกอบรมตามทโครงการไดกาหนดไว

29
1.11.3.2 กาหนดวตถประสงคการประเมนผลการฝกอบรม โดยการสมภาษณจากผบงคบบญชาของผทาการประเมน จากผบงคบบญชาของผเขารบการฝกอบรม จากเพอนรวมงานของผเขารบการฝกอบรม และจากผเกยวของอนๆ 1.11.3.3 วางแผนการประเมนผล โดยพจารณาถงผรบผดชอบ ระยะเวลาททาการประเมน วธ หรอประเภทในการประเมน 1.11.3.4 พจารณาถงผเกยวของกบการฝกอบรม ซงจาเปนตองไดรบความรวมมอในการเกบขอมล ตงแตผบงคบบญชาของผเขารบการฝกอบรมวทยากร ผบรหารโครงการ ผรบผดชอบโครงการ ผเขารบการฝกอบรม เพอนรวมงาน ผใตบงคบบญชาและลกคาผรบบรการ 1.11.3.5 พจารณาถงรายละเอยดโครงการ ประเดนการฝกอบรม หวขอวชา รายละเอยดหวขอวชา เอกสารประกอบการฝกอบรม แบบฝกปฏบต 1.11.3.6 ระยะเวลาในการประเมนผลการฝกอบรม กอนการฝกอบรม ระหวางการฝกอบรม หลงการฝกอบรม ทงทนททการฝกอบรมแลวเสรจ หรอภายหลงผเขารบการฝกการอบรมกลบไปปฏบตงานในชวงระยะเวลาหนง 1.11.3.7 กาหนดประเภทของการประเมนผล วาจะทาในระดบใด 1.11.3.8 กาหนดวธการในการรวบรวมขอมล เชน แบบทดสอบ แบบสมภาษณ แบบประเมน 1.11.3.9 กาหนดวธการในการวเคราะหขอมล ดวยวธการทางสถต 1.11.3.10 ดาเนนการตามแผนทวางไว 1.11.4 สมคด บางโม (2540:106) ไดกลาววา การประเมนผลโครงการฝกอบรมแยกออกไดเปน 6 ขนตอนดงน 1.11.4.1 ศกษาวตถประสงคของการฝกอบรมใหชดเจน 1.11.4.2 กาหนดวตถประสงคของการประเมนผลวาตองการประเมนเพออะไร 1.11.4.3 การวางแผนการประเมน ไดแก กาหนดระยะเวลาประเมน ประเมนใครบาง วธประเมนจะทาอยางไร เครองมอประเมน ขอมลทจะรวบรวมมอะไรบาง 1.11.4.4 สรางเครองมอการประเมน เชน แบบสอบถาม แบบบนทกการสงเกต แบบสมภาษณ เปนตน 1.11.4.5 ดาเนนการเกบขอมลแลวนาขอมลมาวเคราะห แปลผล และสรป 1.11.4.6 เขยนรายงานการประเมนผลตอผรบผดชอบ 1.11.5 พฒนา สขประเสรฐ (2540:54) ไดกลาววา การประเมนผลกคอ การดาเนนงานเพอพจารณาวนจฉยวาโครงการฝกบอรมบรรลตามวตถประสงคทไดกาหนดไวหรอไม โดยวตถประสงคของการฝกอบรมนนตองการทจะเปลยนพฤตกรรมการเรยนรของผเขารบการฝกอบรมออกเปน 3 ลกษณะคอ ความร ทกษะ และเจตคต โดยพฤตกรรมทตองการใหเปลยนนนอาจเปนเพยงลกษณะเดยว สองลกษณะ หรอทงสามลกษณะประกอบกนกได

30
พฒนา สขประเสรฐ (2540:54) ไดใหทรรศนะวา การประเมนผลการฝกอบรมสามารถทาไดหลายลกษณะ แตอยาลมวาการประเมนผล (Evaluation) เปนกระบวนการทใชดลยพนจ (Judgment) และ / หรอคานยม (value) ในการพจารณาตดสนคณคา ความเหมาะสม ความคมคา หรอสมฤทธผลของโครงการหลงจากการเปรยบเทยบผลทวดไดจากการวดผล (measurement) โดยวธการใดๆ กตาม กบเปาหมายวตถประสงค หรอเกณฑทกาหนดไว 1.11.6 เสนาะ ตเยาว (2543:106) ไดกลาววา เมอการฝกอบรมเสรจสนลงแลว เปนหนาทของผอานวยการอบรมจะตองประเมนผลวาไดรบประโยชนคมคาหรอไม วธการงายๆ กคอดวาการฝกอบรมนนทาใหคนงานเปลยนแปลงพฤตกรรมบางอยางของตนเองอยางไรบางและมผลในทางเพมประสทธภาพของงานหรอไม โดยปกตการวดผลไมไดพจารณาจากความพอใจของคนงานทมตอโครงการอบรม หรอจากการเปรยบเทยบคะแนนไดจากการทดสอบความรของคนงานกอนและหลงการอบรม เพราะคะแนนไมเปนสงแสดงความสมพนธโดยตรงตองาน แตควรจะใชหลายๆ วธประกอบกน วธทวดผลของการฝกอบรมทดอกอยางคอการเปรยบเทยบผลงานทเกดขนจากผปฏบตงานกอนและหลงฝกอบรม โดยดจากผลผลตและคณภาพของงาน แตการดจากผลงานกมสงควรพจารณาอยบางคอ ผลงานทเพมขนหรอลดลงอาจไมไดเกดจากการฝกอบรมอยางเดยว แตมปจจยอยางอนดวยกไดคอ อาจเกดเพราะมการวางแผนงานทดข น การควบคมทมประสทธภาพ วธการทางานแบบใหมททนสมยกวาหรอการใชวสดทมคณภาพสงขน การประเมนผลอกอยางหนงทใชวดการฝกอบรมทไดผลกคอ การวดผลการปฏบตงานกอนและหลงการฝกอบรมจากกลมคนงานเรยกวา Control group กบ Experimental group วธนผทาการวดผลจะตองเลอกคนขน 2 กลม บคคลทงสองกลมจะตองมคณสมบตอยางเดยวกนในดานการศกษาประสบการณ ความชานาญ กลมแรก (experimental group) จะตองใหการฝกอบรมทถกตอง สวนกลมทสอง (control group) ไมตองใหการฝกอบรมใดๆ เลย ใหทงสองกลมปฏบตงานอยางเดยวกนโดยมเครองมอและวธการเหมอนกนและสงแวดลอมอยางเดยวกนแลวจงวดผลงานทงสองกลมวาใหผลออกมาแตกตางกนหรอไม จากผลอนนทาใหเชอถอวาการฝกอบรมจะมผลตอประสทธภาพของการปฏบตงานอยางไร นอกจากจะเปรยบเทยบระหวางพนกงานสองกลมทไมไดรบการฝกอบรมกบผไดรบการฝกอบรมแลวอาจจะเปรยบเทยบกนระหวางพนกงานขายผผานการอบรมดวยกน โดยแยกผรบการอบรมทมผลการเรยนอยในเกณฑดมากกบพวกอยในเกณฑพอใช เพอดวาการปฏบตงานจะแตกตางกนมากนอยเพยงใด สงทแสดงวาการอบรมจะไดรบผลดหรอไมกใหประเมนผลจากการปฏบตงาน 2 ลกษณะคอ 1.11.6.1 ผลทางดานการผลต ซงแสดงดวยผลการผลตเพมขน ของเสยเกดจากการผลตลดลง เวลาทใชผลตและตนทนตอหนวยนอยลงและเวลาวางเปลาไมม 1.11.6.2 ผลทางดานแรงงาน เชน อตราการหมนเวยนของแรงงานลดลง การขาดงานมนอยลง จานวนอบตเหตและความถของอบตเหตลดลง ขวญของพนกงานสงขน การรองทกข

31
และการทาผดระเบยบวนยลดลงจานวนพนกงานทถกใหออกจากงานหรอการลาออกมจานวนนอยลง 1.11.7 ชชย สมทธไกร (2540:226) ไดใหทรรศนะวา การประเมนผลโครงการฝกอบรม มวตถประสงคเพอตรวจสอบวาการฝกอบรมบรรลตามวตถประสงคทกาหนดไวหรอไม เพอคนหาจดดและจดเสยของการฝกอบรม เพอตรวจสอบความคมคาของโครงการฝกอบรม เพอวนจฉยวาผรบการอบรมใดหรอกลมใดทไดรบประโยชนมากทสดและนอยทสดจากการฝกอบรม และเพอรวบรวมขอมลซงจะชวยในการจดการฝกอบรมในอนาคต เกณฑของการประเมนผลมสประเภท ไดแก (1) ปฏกรยาหรอความรสกของผรบการอบรมทมตอโครงการฝกอบรม (2) การเรยนร หรอ เกณฑทบงชวาผรบการอบรมมความร ทกษะ หรอทศนคตเปลยนแปลงไปในทางทดข นกวาเดมหรอไม (3) พฤตกรรม คอ การประเมนวาพฤตกรรมการทางานของผรบการอบรมมการเปลยนแปลงไปในทางทดข นหรอไม ภายหลงจากการฝกบอรม และ (4) ผลลพธ คอ การประเมนผลของการฝกอบรมทมตอการดาเนนงานขององคการ การประเมนความเหมาะสมของเกณฑกเปนประเดนทมความสาคญประเดนหนง เกณฑซงใชในการประเมนผลการฝกอบรมจะถอวามความเหมาะสมหรอถกตอง (relevance) กตอเมอเกณฑนนประกอบดวยความร ทกษะหรอความสามารถ (KSA) ทไดมาจากการวเคราะหความตองการในการฝกอบรมและถอวาจาเปนสาหรบการปฏบตงานอยางมประสทธภาพ เกณฑทไมเหมาะสมประเภทแรก คอ เกณฑทขาดหาย หมายถง เกณฑทไมไดถกบรรจไวในการประเมนผล ทงๆ ทการวเคราะหความตองการระบวาเปนเกณฑทเกยวของและเหมาะสม อกประเภทหนงคอ เกณฑทถกปนเปอน หมายถง เกณฑซงมสงแปลกปลอมเขามาแทรก ทาใหกลายเปนเกณฑซงไมสามารถวดความสาเรจของการฝกอบรมไดอยางแทจรง จากการประเมนผลการฝกอบรมทไดมผร นกการศกษา นกวชาการไดใหทรรศนะไวนนสามารถสรปไดวา การประเมนผลการฝกอบรม นนเปนกระบวนการทจดทาขนเพอใชในการพสจนหรอวเคราะหผลทเกดขนหลงจากการฝกอบรมโดยจะอธบายวาในการฝกอบรมมสวนดหนอสวนดอยในจดไหนและเปนการอธบายวาการจดการฝกอบรมนนสอดคลองตรงตามวตถประสงคของการจดฝกอบรมมากนอยแคไหน เพอจะนาไปปรบปรงแกไขใหดขน
2. พลาสตก 2.1 ความรเบองตนงานฉดพลาสตก งานฉดพลาสตก เปนลกษณะกระบวนการผลตชนงานพลาสตก โดยเครองฉดพลาสตกทางานเปนรอบๆกระบวนการเรมจาก พลาสตกในรปผงหรอเมดพลาสตก ถกสงเขาไปในสวนปอนและควบคมปรมาณ กอนทจะคอยๆ หลอมเหลวในสวนท มอณหภมตางๆ กน แลวจงฉดเขาไปในแมพมพดวยแรงสงของลกสบหรอเกลยวอด พลาสตกเหลว (หรอเรยกวานาพลาสตก) จะไหลเตมแมพมพกลายเปนพลาสตกแขง สดทายจงนาออกจากแมพมพ เปนชนงานสาเรจ
32
ปรมาณพลาสตกทฉด ขนาดของชนงาน ความเปนเนอเดยวกนของนาพลาสตกแลคณภาพของชนงานฉดพลาสตก ไดรบการปรบปรงอยางมากหลงจาก ค.ศ. 1950 เมอมการนาเครองฉดแบบเกลยวอดมาใชแทนทเครองฉดแบบลกสบ งานฉดพลาสตก จะเกยวของกบเครองฉด แมพมพ เมดพลาสตกและชนงาน ตองใชความสามารถอยางมากในดานเทคนค และอาศยประสบการณสง เพอใหไดชนงานทมคณภาพสมาเสมอและใชงานไดด ชนงานจะดหรอไม ขนอยกบแมพมพทใชฉด ดงนน ผออกแบบแมพมพและชางทาแมพมพ จงมความสาคญตองานนและคณภาพและความเชอถอไดของแมพมพ มผลตอความสวยงามของชนงานและตนทนการผลตหนงสอเลมนมสวนชวยในการถายทอดความร ทงทเปนพนฐานและทไดมการพฒนาขนใหม ใหแกผออกแบบแมพมพและชางทาแมพมพ งานฉดพลาสตกไดพฒนาไปอยางมาก ในเวลา 25 ปทผานมา เครองฉดพลาสตกทม ความแมนยาสง เครองฉดแบบเกลยวอด การนาคอมพวเตอรมาควบคมเครองฉด เพอใหการปรบตงและควบคมตวแปรในการฉดพลาสตกเปนไปอยางสมาเสมอ การผลตพลาสตกชนดใหมและกาปรบปรงคณสมบต ทาใหฉดชนงานไดพกดวามเผอทละเอยดและโครงสรางมคณภาพสมาเสมอ ปจจบนน สามารถฉดช นงานพลาสตก ซงไมสามารถฉดไดเมอ 5 ถง10 ปทแลว การฉดพลาสตกสองส ชนงานทางวศวกรรมทมพกดความเผอละเอยดมาก โครงสรางผลกสมาเสมอเปเนอเดยว มคณสมบตทนความรอนสงและความเสยดทานตา เหลานมสวนชวยพฒนาอตสาหกรรพลาสตก 2.2 ประวตความเปนมาของพลาสตก พลาสตกสามารถแบงออกไดเปน 4 กลม ตามอนพนธและการสงเคราะห พลาสตกทไดจากธรรมชาต เชน fiber (1859) celluloid ประมาณป ค.ศ. 1870 และ artificial horn (1897) พลาสตกททาจาก cellulose ไดพฒนาขนมาตงแตป ค.ศ.1910 ซงพลาสตกเหลานยงมทใชอยในปจจบน และเปนคแขงทสาคญของพลาสตกแผนบางทใชในอตสาหกรรมบรรจภณฑ พลาสตกชนด thermoses มาก จากการคนพบของ L.H. Backhand ในป ค.ศ. 1910 ซงบางทเรยกวา Bacdbile การผลตพลาสตกในปจจบน หรอทเรยกวา thermoplastic ไดเรมมาตงแตป ค.ศ. 1922 โดย H. Staudinger ไดวางรากฐานการผลตโดยใชกรรมวธ polymerization . {PS} (1930) polyvinyl chloride [PVC] (1931) polyetylene {high pressure} [LDPE] (1930) [HDPE] (1953) และ low pressure polyethylene [LLDPE] (1970) ทงชนดทเปน Homopolymer Copolymer และพลาสตกผสม มการใชกนมากกวา 60% ของจานวนพลาสตกทงหมด พลาสตกทใชในงานวศวกรรม กระบวนการผลตจะมความซบซอนกวากระบวนการผลตดงกลาวมาแลวขางตน กระบวนการดงกลาวคอ polyaddition และ polycondensation เปนตน พลาสตกทางวศวกรรมน สามารถผลตใหไดคณสมบตตามทตองการ ซงอาจจะมคณสมบตคลายกบ

33
ยาง หรอคลายกบ thermoses หรอ thermoplastics ได ตวอยางเชน พลาสตกทมชอทางการคาเหลาน Lexan, Noryl (Feneral Electric Plastic). Joplin (Mitsubishi Gas & Chemicals Ind. Co.), Hostadur (HOECHST A.G.), U; tradir (BASF A.G.), Tedur (BAYER) A.G. และอนๆ อก 2.3 กระบวนการฉดพลาสตก (The Injection Molding Process) การฉดพลาสตก คอ การทาใหพลาสตกหลอมละลายดวยความรอน จนกระทงกลายเปนของเหลว แลวทาการฉดพลาสตกทเหลวนนเขาสแมพมพดวยความดนสง หลงจากนนพลาสตกจะคอยๆ เยนตว จนกระทงกลายเปนของแขงมรปรางตามแบบ แมพมพจะเปดออก ชนงานกจะถกดนออกมา นาไปตกแตงเปนชนงานสาเรจรป ซงในการกระทงออกมานน ทางเขา (sprue) และทางวง (runner) ทเยนตวพรอมๆ กบชนงานกจะหลดออกมาดวยกน ในภาพประกอบ 3 ขนตอนการทางานของกระบวนการฉดตามขนตอนตางๆ มดงน
(Screw type injection molding machine)
ภาพประกอบ 3 ขนตอนการฉดพลาสตก ดวยเครองฉดพลาสตกแบบเกลยวอด
ทมา : ชยรตน แกวดวง. (2538). หนา 3

34
2.3.1 แมพมพปด (Mold clamping) การเรมตนของกระบวนการฉด เรมตงแตแมพมพปด โดยอาศยแรงปดจากเครองฉดพลาสตกหลงจากตรวจดแลวไมมสงแปลกปลอมตดคางอยบรเวณผวหนาประกบของแมพมพ 2.3.2 ฉด (Injection) หลงจากหวฉด (Nozzle) และแมพมพ (Mold) เคลอนอยตาแหนงฉดแลว เกลยวสงในกระบอกอดเครองฉดพลาสตก (cylinder) ซงมพลาสตกหลอมเหลวอยภายใน (ในรปตามขนตอนท 4) เกลยวนาสงจะอดนาพลาสตกทหลอมเหลวเขาสแมพมพ จากหวฉด (Nozzle) เขาสทางเขา (Sprue) และทางวง (Runner) เขาสแบบชนงาน (Cavity) 2.3.3 การรกษาความดน (ความดนตาม) (Pressure holding) ขนตอนการคงความดนนน เปนการรกษาความดนฉดพลาสตกภายในแมพมพระยะหนงกอน ดวยเกลยวอด เพอชดเชยกบการหดตวของพลาสตกใน cavity ซงจะเยนตวกลายเปนของแขง 2.3.4 การระบายความรอน (Cooling, Plasticizing and metering) เมอฉดพลาสตกเตมแบบ (cavity) พลาสตกจะเรมเยนตวเปนของแขง ระบบหลอเยนจะเรมทางานเพอระบายความรอนออกจากชนงาน เพอใหชนงานเยนตวรกษาสภาพรปทรงได จนกระทงสามารถนาออกจากแมพมพได ในสวนของกระบอกอด เมดพลาสตกในถงปอน (hopper) กจะไหลลงสกระบอกอด เมดพลาสตกจะถกเกลยวบดและไดรบความรอนจนหลอมละลาย คอยๆ เคลอนตวไปสหวฉด โดยเกลยวอดคอยๆ ดนพลาสตกทหลอมเหลวไปเรอยๆ เพอฉดเขาสแมพมพตอไป 2.3.5 เปดแมพมพ (Mold Release and Removal) เมอชนงานกลายเปนของแขงแลว แมพมพกจะถกเปดออก ชนงานภายในแมพมพจะถกตวกระทง (Ejector) ดนออกมาขางนอก ซงในการทาแมพมพจะออกแบบกลไกตวกระทง (Ejector) เอาไวภายในตวดวย แมพมพฉดพลาสตก (ภาพประกอบ 4) ประกอบดวย ทางเขาพลาสตก (Sprue) ทางวง (Runner) และรนาพลาสตกเขา (Gate) ซงเปนสวนประกอบสาคญของชนงานพลาสตก การฉดพลาสตกทเปนพวกเทอรโมพลาสตก ชนงานทเสยหาย เราสามารถนา sprue หรอ runner ไปบดแลวกลบนาไปใชใหมไดอก

35
ภาพประกอบ 4 สวนประกอบของชนสวนแมพมพฉดพลาสตก ก) แสดงการฉดพลาสตกเหลวเขาสแมพมพ ข) แมพมพเปดออก ชนงานจะถกกระทงออกมา ทมา : ชาล ตระการกล. (2537). หนา 183. ในแมพมพชดหนงๆ สามารถทจะฉดชนงานไดระหวาง 10,000 – 1,000,000 ชนเวลาทใชในการฉดในรอบหนงเราเรยกวา Shot โดย Shot หนงๆ อาจใชเวลา 2 – 10 นาท บางทอาจเรยกวา cycle time ซงเราจะใชวธนตลอด ในการผลตชนงานจานวนมากๆ จงมการหาวธทจะผลตโดยวธอตโนมตในการฉดพลาสตก ออกมาแนะนาอยหลายวธ เพอความรวดเรวในการทาแมพมพฉด ในปจจบนมรปร างทยงยากสลบซบซอนยงขน จงไดมการผลตชนสวนแมพมพสาเรจรปออกมา ตามขนาดมาตรฐานเพอการจาหนายในทองตลาดและหาซอไดงาย แตกเปนชนสวนทวๆ ไป ถาเปนรปแบบพเศษจาเปนตองผลตขนมาเอง ในปจจบน
ผลตภณฑไดมการนาไปใชอยางกวางขวางในดานการผลตชนสวนรถยนต ชนสวนอตสาหกรรม เครองมอทางการแพทย เปนตน 2.4 การฉดพลาสตก 2.4.1 การฉดแบบ Intrusion (The Intrusion Method) กรรมวธการฉดแบบน ไดดดแปลงมาจากการฉดแบบธรรมดา คอพลาสตกเหลวจะถกฉดเขาในแมพมพดวยความเรวสงกวาปกต โดยทวไป จะใชมากในการฉดชนงานทมผนงบาง
ก)
ข)

36
แตอยางไรกตามไมมขอแตกตางกนมากนก กบการฉดชนงานทมความหนากรรมวธการฉดแบบน มในประเทศองกฤษ ตงแตป ค.ศ. 1950 สาหรบการผลตถงบรรจขนาดใหญ ทมผนงหนา โดยใชพลาสตกชนด LDPE ในปจจบนน วธการนถกนามาใชมากในอตสาหกรรมการผลตขอตอของทอ
PVC 2.4.2 การฉดแบบ Injection pressing (The Injection Pressing Method) ในการฉดชนงานพลาสตกทมขนาดใหญ ซงเครองฉดทใชไมมแรงฉดและแรงประกบแมพมพเพยงพอ อาจทาไดดวยการลดแรงประกอบแมพมพในตอนแรกของกระบวนการฉดและไมตองใชแรงฉดสงมากนก ในทนททพลาสตกหลอมเหลวถกฉดเขาไปเตมแมพมพ แมพมพจะถกอดเขาดวยแรงกระแทกอกครงหนง เทคนคอนนไดจดทะเบยนลขสทธในประเทศเยอรมน แมพมพสาหรบใชกบเครองฉดแลวอดน จะตองมลกษณะพเศษ คอ จะตองมระยะเพอใหแมพมพเอนชดกนไดและเสนแบงระหวางแมพมพ (parting line) จะตองไมชดกน
ภาพประกอบ 5 การทางานของ Injection pressing
ก) ณ รอบการฉด ข) ณ รอบการอด ทมา : ชาล ตระการกล. (2538). หนา 4. วธการน นอกจากจะใชกบชนงานทมพนทมากๆ แลว ยงสามารถใชกบงานทวๆ ไปและจะทาใหแรงดนประกบบนผวงาน มความสมาเสมอทวกนทงชนงาน ทาใหไดชนงานทไมมความเคน 2.4.3 การฉดพลาสตกสาหรบเทอรโมพลาสตกทขยายตวได (Injection Moulding of Expandable Thermoplastic) เทอรโมพลาสตกทขยายตวได ใชในการฉดพลาสตกครงแรกในเยอรมน ราว ค.ศ. 1960 สวนใหญมกใชกบงานทมความหนามาก การฉดชนงานทมเนอโครงสรางเปนลกษณะโฟม (แขงแกรงภายนอก ภายในมโครงสรางเปนลกษณะเหมอนโฟม) เรมเปนทนยมใชกนมากในสหรฐอเมรกา ใชในงานทาเฟอรนเจอร วทย ต ทวและงานอนๆ ทมลกษณะคลายๆ กบตวอยางดงกลาว และเปนทนยมใชกนมากในยโรป ความหนาทนอยทสด สาหรบงานเทอรโมพลาสตกทม
ก) ข)

37
โครงสรางโฟมนคอ ประมาณ 4 มลลเมตร โดยทมผวแกรงภายนอกหนาประมาณ 1 – 1.25 มลลเมตร ขอไดเปรยบของการฉดแบบน คอ สามารถฉดชนงานทมความหนาทแตกตางกนได โดยไมเหนรอย ยงไปกวานนเทอรโมพลาสตกทมโครงสรางโฟมนนมความแขงแกรงกวาชนดทมโครงสรางตน เวลาทใชในการหลอเยนของการฉดงานชนดน จะนานกวาการฉดพลาสตกทมโครงสรางทวๆ ไป
(a) Locking Force Cylinder. (b) Locking Cylinder. (c) Locking. (d) Hydraulics for Reciprocarting Locking Unit. (e) & (g) Platen. (f) Nozzle Locking. (h) Accumulator. (i) Plastifying Unit. (k) Vertical Adjustment. (l) Hopper. (m) Screw Drive. (n) Compressed Gas Bolle
ภาพประกอบ 6 เครองฉดพลาสตกชนดเทอรโมพลาสตกโฟม ปรมาตรชวงชก 19,000 ลกบาศกเซนตเมตร ทมา : ชาล ตระการกล. (2538). หนา 5. แรงดนนาพลาสตก 1,100 บาร แรงกดอดแมพมพ 6,000 Nระยะแมพมพเปดสด 1,200มลลเมตร ขนาดหนาแปลน 1,900 x 1,900 มลลเมตร 2.4.5 การฉดพลาสตกเทอรโมเซท (Injection Moulding of Thermoset) เครองฉดพลาสตกทใชระบบเกลยวอดเปนทนยมกนมาก เพราะวาเครองฉดชนดนยงเหมาะสมกบการฉดพลาสตกเทอรโมเซท ฟนอล/ฟอรมาลดไฮด เมลามน/ฟอรมาลดไฮด และสารอลาสโตเมอร ดงนน จงทาใหมการใชพลาสตกชนดน ในการฉดชนงานตางๆ มากยงขน

38
2.5 เครองฉดพลาสตก (Injection Moulding Machine) ลกษณะของเครองฉดพลาสตกทใชกนอยในปจจบนน อาศยหลกการเดยวกนกบ
เครองฉดในยคแรกทเปนแบบแนวตง ซงเปนลขสทธของอเมรกา คอ ชดฉด ชดประกบและแมพมพ จะทางานรวมกนเปนหนวยเดยว หนวยนจะรวมกบชดขบและชนสวนเคลอนท เปนระบบการทางานทสมพนธกน 2.5.1 ชดหลอมพลาสตกและชดฉดของเครองฉดแบบลกสบ (Plunger Type) ระบบการหลอมพลาสตกและชดฉดมกจะอยรวมกน ระบบฉดจะทาหนาทหลอมพลาสตกดวย ในกรณของเครองฉดชนดกระบอกอดพลาสตก ผลหรอเมดจะถกหลอมละลายโดยการนาความรอนเขามาและความรอนทเกดจากการฉกขาดของพลาสตกในการเคลอนทของเกลยว ในระบบเกลยวอดทาใหพลาสตกหลอมละลายเปนเนอเดยวกนดกวา ยงผลใหคณภาพของงานพลาสตกทฉดออกมามคณภาพสงขน ในเครองฉดระบบกระบอกอด ระบบการหลอมละลายและหนวยฉดจะรวมเขาดวยกนในขณะทาการอด สาหรบระบบเกลยว พลาสตกจะหลอมละลาย ในขณะทเกลยวหมนอยและพลาสตกทหลอมละลายจะถกอดไปอยบรเวณหวฉด ตอจากนนจงถกฉดเขาสแมพมพ โดยการเคลอนทไปขางหนาของเกลยวทงชด

39
2.5.2 เครองฉดพลาสตกแบบลกสบ (Plunger Type)
1) Heated Nozzle; 2) Cylinder Heating;3) Cylinder; 4) Volumetric Metering Device;5) Hydraulic Cylinder for Injection Unit; 6) Mould Opening Cylinder;7) Injection Plunger
ภาพประกอบ 7 เครองฉดพลาสตกชนดลกสบ ทมา : ชยรตน แกวดวง. (2538). หนา 8. สวนทหลอมพลาสตกในกระบอกฉดของเครองฉดแบบลกสบ พลาสตกจะไหลไปตามกระบอกฉดและหลอดละลายภายใตแรงดน โดยลกสบและความรอนจากไฟฟา ดานในของ
กระบอกฉด (บางครงกใชของเหลวชวยถายเทความรอน หรอใชการเหนยวนา) อณหภมภายนอกถงศนยกลางจะแตกตางกน ทงนขนอยกบปจจยบางอยาง คอความหนาของชนพลาสตก การนาความ
รอน ระดบอณหภม ความดนและอตราการหลอมของพลาสตก สาหรบการนาความรอนคาหนง (หามเกนอณหภมสงสดเพราะพลาสตกมขดจากดทางดานความรอน) ประสทธภาพการหลอมเหลวจะเพมขน เมอเพมอตราสวนพนทผวตอปรมาตรของพลาสตก ดวยเหตนจงมการแบงปรมาณของพลาสตกเหลว โดยใชตอรปโด ตอรปโดมลกษณะเปนซๆ ดงแสดงไวในภาพประกอบ 8 แตมขอเสยคอ พลาสตกสวนนจะเปนฉนวนและทาใหการนาความรอนลดลงทกครงทมการฉด พลาสตกสวนนจะปะปนเขาไปในชนงานจะมองเหนเปนเสนรอยขวน (dark streaks) เครองฉดแบบลกสบ ยงคงใชการประกอบชดตอรปโดเขากบชองพลาสตก ดวยเกลยวหรอเชอมตดการอนเมดพลาสตก จะกระทากอนทจะถงตอรปโด ความสามารถของกระบอกหลอมพลาสตกแบบตอรปโดจงมขดจากด เพราะพนทถายเทความรอนจะขนอยกบความจของ

40
กระบอกฉด จงตองใชวธการฉดโดยลกสบ จะอดซาๆ กนหลายๆ ครง จนกวาจะเตมคาวต แตปรมาความรอนทถายเทกยงมขดจากด ปญหานสามารถทจะแกไขโดยเครองฉดพลาสตกแบบ transfer ซงพฒนาขนในอเมรกา สาหรบการฉดขนาดใหญ เชน ผนงดานในตเยน เครองแบบนมกระบอกฉดทวางเอยง พรอมดวยตอรปโด ซงเคลอนทเพอหลอมพลาสตกซาๆ กนหลายครง และสงไปทกระบอเพอทาการฉด โดยพลาสตกเหลวเคลอนทผานลกบอลหรอลนกนกลบแบบลกเลอน การใชเกลยวหมนชวยหลอมพลาสตกดวยเกลยว (Extruder) จะวางขนานกบแนวนอน วางเอยงหรอแนวดง ในลกษณะทสมพนธกบการทางานของกระบอกฉดแบบลกสบ
ภาพประกอบ 8 บรเวณกระบอกหลอมพลาสตกทเปนซหรอหลายครบพรอมดวยตอรปโด ทมา : ชยรตน แกวดวง. (2538). หนา 9. 2.5.3 เครองฉดพลาสตกแบบเกลยวอด (Reciprocating Screw Injection Machine) เพอเพมขดความสามารถของเครองฉดพลาสตกใหสงขน และปรบปรงคณภาพของนาพลาสตก จงมการพฒนาใหเกลยวหลอมพลาสตกควบคไปกบการเคลอนท เชนเดยวกบลกสทใชฉด (เกลยวเลอนไปมาได) หลกการนเปนลขสทธของฝรงเศส ลกษณะการออกแบบคอ ชดเกลยวจะหมนและเคลอนทไปตามแนวแกนดวย เครองฉดแบบนไดรบความนยมอยางรวดเรวในยโรป ในขณะทประเทศอเมรกายงลงเลทจะนามาใชในปจจบนนเครองฉดแบบนไดกล ายเปนตนแบบสาหรบเครองฉดชนงานทมขนาดเลก จนถงชนงานทมขนาดใหญมาก โดยขนาดใหญสดทเคยฉดกนมามนาหนกถง 25 กโลกรม โครงสรางและการทางานของชดเกลยวอดแสดงในภาพประกอบ 9

41
ภาพประกอบ 9 โครงสรางและการทางานของเครองฉดแบบเกลยวอด ทมา : ชยรตน แกวดวง. (2538). หนา 10. ในประเทศเยอรมน เรมสรางเครองฉดแบบนในป ค.ศ. 1956 ขณะทประเทศองกฤษเรมใชเครองฉดแบบเกลยวอดทชดฉดมเกลยวค เหตทเลอกเครองฉดแบบเกลยวค เพราะคดวามขอดคอ สามารถปองกนการรวของนาพลาสต กในขณะฉดไดดกวาแบบเกลยวเดยว ขอแตกตางจากเครองฉดแบบเกลยวเดยวกคอ เครองฉดแบบเกลยวคไมสามารถควบคมนาหนกของพลาสตกทฉดและแรงดนฉดใหมขนาดตางๆ โดยการเปลยนกระบอกฉด เพราเกลยวทขบกนอยจะตองมเสนผาศนยกลาง ระยะระหวางแกนของเกลยวและระยะพทซทสมพนธกน ในเครองฉดแบบเกลยวเดยว การปรบนาหนกพลาสตกทฉดภายในชวงหนง โดแรงดนฉดคงท ทาไดดวยการปรบระยะเคลอนอดของเกลยว หากนาหนกทฉดนอกเหนอจากน กอาเปลยนกระบอกหลอมพลาสตกทงชดใหฉดไดปรมาตรมากขนหรอนอยลง วธนจะทาใหแรงดนฉดและความเรวในการฉดเปลยนไปดวย โดยการใชวาลวทปองกนการไหลกลบในระบบเกลยวเดยว (single screw) กสามารถทาใหแนนและปองกนการซมไดดกวาของระบบเกลยวค (twin screw) เพราะเหตวาการใชวาลวทปองกนการไหลกลบ ในระ บบเกลยวคนนยากตอการสราง ในภาพประกอบ 10 แสดงใหเหนวา วงแหวนของวาลวทปองกนการไหลกลบจะปดใหทนท
- P x (Fring – Fsegment) + R > P x Fring - R = แรงเสยดทานระหวางแหวนกบกระบอกฉด

42
ภาพประกอบ 10 วาลวปองกนการไหลกลบในเครองฉดแบบเกลยว ทมา : ชยรตน แกวดวง. (2538). หนา 11. 2.5.4 เครองฉดพลาสตกชนดพเศษ (Special Purpose Injection Moulding Machines)
ภาพประกอบ 11 เครองฉดพลาสตกในยคปจจบน ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2546). หนา 21.

43
เครองฉดพลาสตกชนดพเศษสาหรบการฉด Thermoplastic ทมสวนผสมของ Blowing Agents หรอทรจกกนทวไปวา การฉดโฟมเปนแบบทใชฉด Thermoplastic ทม Blowing Agents โดยวธผสมเปนเนอเดยวกน ลกษณะพเศษของเครองฉดชนดนกคอ ชดฉดจะมชดรวบรวมนาพลาสตก ระบบนจะควบคมการหลอมละลายของนาพลาสตกไดอยางถกตอง และนาพลาสตกหลอมเปนเนอเดยวกนได อกทงความยาวทงานของเกลยว จะคงทตลอดเวลาของการสงนาพลาสตก (เกลยวจะไมมการเลอนไปมาดงเชนเครองฉดทวไป) พลาสตกจะถกอดเขาไปในชดรวบรวมนาพลาสตก (ภาพประกอบ 11) ซงตอถงแมพมพ โดยผานทางรของ Needle Shut – Off Valve ทควบคมดวย Hydraulic วาลวทมรกวางกบระบบไฮดรอลกสทไดขนาด จะทาใหเวลาในการฉดลดลงได เครองฉดแรงดนตาจะใชกบชนงานหนา ทมความหนาตงแต 5 มลลเมตร ขนไป พลาสตกทเหมาะกบการฉดโฟมคอ PS, ABS, PE, PP, PA, EVA, PPO, PC เครองฉดแบบพเศษดงกลาวมาแลวนจะมประกบแมพมพเพยง 40 – 50 % ของเครองฉดแรงดนสงทมขนาดหนาแปลนเทากน เครองฉดแรงดนสง ใชฉดเทอรโมพลาสตกซงไหลตวยากและชนงานทหนาไมเกน 6 มลลเมตร โครงสรางของชดฉดทมชดรวบรวมนาพลาสตกยงชวยในการเตรยมนาพลาสตกส าหรการฉดโฟมใหเปนไปไดดอกดวยการฉดโฟมทรจกกนดคอ 2.5.4.1 การฉดโดยใชแรงดนตา 2.5.4.2 การฉดโดยมแรงดนสวนจากกาซ Blowing agents สามารถทจะทาไดทงแบบเคมหรอฟสกส Blowing agents แบบเคมจะผสมกบเมดพลาสตกกอนเทลงใน Hopper หรอใสลงใน Throat ในลกษณะเปนผง แปงเปยก หรอเหลว
โดยทวไปจะใช Blowing agents แบบเคม เพราะงานฉดสวนมากจะมคณภาพนอกจากเตม Blowing agents ลงไปในพลาสตกแลว ในทางปฏบตยงใชการฉด Blowing agents แบบฟสกสเขาไปทเกลยวภายในกระบอกฉด Blowing agents น อาจเปนกาซ เชน ไนโตรเจน หรอของเหลว เชน Fluorinated Hydrocarbons โดยใสในปรมาณพอเหมาะและผสมกบนาพลาสตก ไนโตรเจนจะใชไดดโดยเฉพาะกบการฉดชนงานทบาง ชดสาหรบเตมกาซไนโตรเจน ประกอบดวยเครองอดอากาศ เกลยวทมรปรางและความยาวพเศษหวฉด อปกรณวดปรมาณ ชดควบคมดวยไฮดรอลกสและไฟฟา ขอดของการเตมกาซไนโตรเจน ใชไดดกบการฉดชนงานทบางมาก แตสาหรบชนงานทหนาแลว การเตมกาซดวยวธเคมหรอ Blowing agents จะดกวา การฉดชนงานทมโครงสรางเปนโฟม สามารถใชเครองฉดพลาสตกทวไปได โดยตดตงอปกรณ สารวมนาพลาสตกเขากบ Blowing agents ขอดของเครองฉดแบบนกคอ ใชฉดไดทงโครงสรางโฟมและโครงสรางตน 2.5.5 เครองฉดพลาสตกแบบ CNC (CNC Controlled Injection Molding Machine)

44
2.5.5.1 เครองฉดพลาสตกแบบใหม จะมการตดตงชดควบคม Computer Numerical Control (CNC) ดวย คอมพวเตอรจะควบคมและตรวจสอบตวแปรสาหรบฉดพลาสตกชนดตางๆ คาตวแปรเฉพาะของพลาสตกและชนงานแตละชนด สามารถเกบไวเพอใชสาหรบการปรบตงเครองฉด เมอตองการจะฉดชนงานนนอก เครองคอมพวเตอรอาจประกอบรวมเขากบเครองฉดหรอแยกเปนชดกได แสดงชดคอมพวเตอรแยกตางหาก ทงคอมพวเตอรในตวและแยกตางหากจะขนอยกบขนาดและแบบของเครองฉด หรอแตกตางกนไปตามบรษทผผลตรปแบบการไหลนเรยกวาการไหลแบบลกโปงหรอแบบนาพ (Fountuin Effect or Bubble flow) เพราะหนาการไหลคลายลกโปงทกาลงพองตวออกดวยพลาสตกทรอนดนตรงกลาง ชนพลาสตกท แขงตวเกดจากการพองตวออกน และมความเคนเฉอนตา จงมระดบ Orientation ตกคางอยไดอก หากจะพจารณาจดทเรมตนทางการไหล พลาสตกรอนจะไหลอยางตอเนองเขาสคาวต โดยเฉพาะ ขณะผานเกจทเลก และเกดความรอนเพมขนจากการไหลเสยดทาน ระหวางนาพลาสตกกบผวคาวต ในชวงแคบๆขณะเดยวกน ความรอนสญเสยไปทางชนพลาสตกแขงสแมพมพทเยนกวา จงเปนการชดเชยความรอนตอกน ในชวงเรมตนชนพลาสตกแขงทมความบางมาก ความรอนจงถายเทออกอยางรวดเรว เปนผลใหชนแขงของพลาสตกมความหนาเพมขน จนทาใหการถายเทความรอนลดลง หลงจากผานไประยะหนงแลว ชนพลาสตกแขงจะมความหนาคงท การถายเทความรอนระหวางนาพลาสตกกแมพมพ จะเหลอเพยงการสญเสย ดวยวธการนาความรอนเพยงอยางเดยว ซงจะเทากบความรอนทเพมขนจากการเสยดสระหวางนาพลาสตกกบผวแมพมพทาใหเกดความสมดลทางความรอนขน 2.5.5.2 ชวงเพมแรงดน เปนชวงทนาพลาสตกเตมแมพมพ ทาใหความดนใแมพมพเพมขนอยางรวดเรว เกลยวของกระบอกสบจะเคลอนทชาลง แตเคลอนทไปได เนองจากพลาสตกเปนวสดทสามารถอดตวได ความดนจะเพมถงสงสดของแรงฉด (Injection Pressure) โดยทวไปแลวจะสามารถจะอดตวไดอก 15 % การอดตวพลาสตกเราสามารถพสจนได โดยกนหวฉดไวแลวกดปมฉดพลาสตกเมอใหแรงดนเกลยวจะเคลอนทไปขางหนา แตจะสปรงกลบเมอปลอยแรงดน ซงไมเหมอนกบนาทอดตวไมได แตนาพลาสตกจะคลายกบแกส 2.5.5.3 ชวงฉดชดเชย ชวงการฉดชดเชยนนจะตอหลงจากชวงเพมแรงดน ชวงนเกดจากพลาสตกทไหลเขาสแมพมพ จะเรมเยนตว และหดตวดวย จงจาเปนตองมเนอพลาสตกมาเสรมแทนทสวนทหดตวไป เพราะฉะนนในการฉดจาเปนตองคงความดนฉดไปชวงหนง จนกวาการเยนตวของพลาสตกจะถงจดทไมสามารถอดเขาไปไดแลว โดยทวๆ ไป ตวกาหนดเวลาจดน กคอการเยนตวของเกจนนเอง ชวงการฉดชดเชยนจะเตมนาพลาสตกเขาไปปรมาตร 25 % ของการฉด Shot หนง ซงจะเหนไดจากชนงานทฉดไมเตม สวนปลายไหลของพลาสตกจะหดตวมากและจะเหนความแตกตางระหวางปรมาตรของชนงานกบปรมาตรของคาวตทหดตวนจะถกฉดชดเชย จะเหนวาปรมาตรทฉดเพมเพยง 15 % ในชวงเพมแรงดนไมเพยงพอทจะชดเชยปรมาตรทหดตวไป 25 % จงตองมการฉดชดเชย

45
2.6 รปแบบการไหลในขณะฉด ในขณะฉดพลาสตกโดยทวไปชางฉดจะไมคอยสนใจรปแบบการไหล ไมไดมองลกไปถงรายละเอยดของการไหลมากนก ทาใหไมสามารถจะวเคราะหรายละเอยดวธการไหลเขาสคาวตไดอยางไรอาจเปนเพราะเราไมสามารถมองเหนพลาสตกขณะทไหลไนแมพมพได จงไมคอยตรวจสอบจดนมากนก แตถาใชคอมพวเตอรมาวเคราะหการไหลกจะมองเหนภาพทชดเจนยงขน วธการทดลองในการฉดพลาสตกโดยการใชพลาสตกสองส เตมเมดพลาสตกสแดงในจานวนเลกนอยลงไปในกระบอกฉดทวางแลวตามดวยพลาสตกสเขยวหรอเมดตางสกน แลวทาการฉดพลาสตกตามปกต นาพลาสตกจะไหลจากหวฉดจนเตม Sprue และ Runner แลวเขาสคาวต รปแบบ บรเวณสวนหนา หรอหวไหลจะเปนรปลกโปง ผวของพลาสตกสวนนจะสมผสกบผวแมพมพทเยนตวกวาจะกลางเปนของแขงอยางรวดเรว ถาหากเสนทางทยาวมาก หนาไหลนจะเยนตวและแขงตวกลายเปนรปทรงกลมและหมนไปเรอยๆ ตามแรง ทฉดมาเรอยๆ แตถายงไมเยนตวมากนก ทแกนกลางกยงหลอมเหลวอย พลาสตก ทฉดมาเรอยๆ แตถายงไมเยนตวมากนก ทแกนกลางกยงหลอมเหลวอย พลาสตกทฉดตามเขาไปจะไหลเขาไปตามแกนกลางของแกนรปลกโปรงนและไลพลาสตกทเยนตวใหไปประกบกบผวขางคาวต แลวกลายเปนหนาไหลใหมอกอยางนเรอยๆ สวนทไหลออกไปบางนอกประกบกบผวของคาวตกจะกลายเปนผวแขงนกจะกลายเปนฉนวนความรอนทก นอณหภมระหวางแกนแลางทกาลงหลอมเหลวอยอยางยาวนานขน พลาสตกทฉดเพมเขาไปกจะไหลไปตามแกนกลางทกาลงหลอมเหลวอยอยางยาวนานขน พลาสตกทฉดเพมเขาไปกจะไหลไปตามแกนกลางเหลานตลอดไป
ภาพประกอบ 12 การไหลของพลาสตก ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 19. สวนความหนาของชนพลาสตกทแขงตวระหวางผวคาวตกบแกนของพลาสตก ทหลอมเหลวอยจะมความแตกตางกน ถาอตราการฉดชาการไหลจะทาใหเกดความรอน จากการเตมเขามาของพลาสตกและความเสยดทานตา การสญเสยความรอนจะมเทาเดม เมอไดรบความรอนนอย

46
ชนพลาสตกจะแขงและหนาขน แตถาอตราการฉดเรวจะไดรบความรอนจากพลาสตกทไหลตามมาอยางรวดเรว ทาใหชนพลาสตกบางขน แตกจะอยในขดจากดดวยเหมอนกน ถานาพลาสตกแลแมพมพมอณหภมสง จะทาใหละความหนาของชนพลาสตกแขงได ซงวธการนสามารถทจะทดสอบไดโดยใชการฉดพลาสตกสองส
ภาพประกอบ 13 สภาพการไหลของพลาสตก
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 20. 2.7 ความเคนเฉอนจากการไหล (Flow Shear Stress) ในการไหลของพลาสตก มกจะเกดความสบสนกบระหวางระดบ ความเคน Orientation ของพลาสตก ขณะพลาสตกไหลกจะเกดความเคนเฉอน จากการไหลของเหลวชนดอนกเหมอนกน ขณะเกดการไหลกจะเกดความเคนเฉอน จากการเคลอนไหวของโมเลกลพลาสตก เรยกวาความเคนเฉอนจากการไหลความเคนนจะทาใหพลาสตกเกด Orientation คอ ทาใหโมเลกลเคลอนท วางแนวไปในทศทางการไหลความเคนเฉอนการไหลภายในแมพมพฉด จะแปรคาสงสดทดานนอกทตดกบผวแมพมพและลดลงจนกลายเปนศนยทกงกลางของเสนทางการไหล หมายเหต ความเคนเฉอน คอ แรงตอพนทสะสมในเนอพลาสตกทไหล อยาสบสนกบอตราเฉอน ซงเปนอตราการเฉอนของชนพลาสตกบนชนถดไป อตราเฉอนเปนศนยทดานนอกสด ทพลาสตกแขงตวและเพมจนถงคาสงสดระหวางสวนของเหลวทไหลกบสวนทแขงยดอยกบทและลดลงทกงกลาง

47
ภาพประกอบ 14 อตราเฉอนของนาพลาสตก (Shear Rate) ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 22. ถานาพลาสตกหยดไหลและปลอยใหพลาสตกคอยๆ เยนตวอยางชาๆ จะมเวลาให Orientation เกดการคลาย ทาให Orientation เหลอคางอยในระดบตา ตรงกนขาม ถาพลาสตกมความเคนและพลาสตกเยนตวแขงทนท (Hard Cooling) Orientation และความเคน กจะเหลอตกคางอยภายในพลาสตกเกอบทงหมด ดงภาพประกอบท 15
ภาพประกอบ 15 ความเคนเฉอน
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 29. เมอพจารณา Orientation จากผวแมพมพจนกระทงกงกลางของการไหล นาพลาสตชนทเปนพลาสตกแขงจะเกดความเคนเฉอนตา จงม Orientation นอย ชนพลาสตกทอยถดจากชนพลาสตกแขงในสวนทตดกนกบสวนทเหลว จะเกดความเคนเฉอนสงสดและจะกลายเปนพลาสตกแขงทนททหยดไหล Orientation เกอบทงหมดจงคางอยถดเขาไปอกจนถงกงกลางความเคนเฉอน

48
จะลดลงและอตราการเยนตวจะตากวามาก ทาใหมเวลามากกวาสาหรบการคลาย Orientation ดงนน Orientation ทคางอยจงลดลงมาจนกระทงถงกงกลาง รปแบบของ Orientation จะมผลตอระดบความเคนตกคาง พลาสตกทม Orientation มากมกจะหดตวมากกวาพลาสตก ทม Orientation นอย ทผวในของชนพลาสตกแขง พลาสตกทม Orientation ทตากวา ชนพลาสตกแขง จะเกดสภาถกดงจากชนพลาสตกท Orientation น กเปนสาเหตทาใหเกดความเคนตกคางและกเปนสาเหตใหญททาใหเกดการโคงงอหรอบดตวของชนงานพลาสตก 2.8 ชวงเพมแรงดน (The pressurization Phase) การไหลของพลาสตกเขาสแมพมพในชวงเพมแรงดน คลายกบชวยฉดเตมแมพมพแตอตราการไหลจะลดลงมา ขณะทแรงดนภายในแมพมพจะสงขน ทาใหชนพลาสตกแขงหนาขน 2.9 ชวงฉดชดเชย (The Compensating Phase) การไหลในชวงนจะไมแนนอน พจารณาการฉดรปจานในภาพประกอบ 16 จากภาพประกอบ ถาลองพจารณาวาพลาสตกนาจะไหลไปถงบรเวณทขอบหนาอยางสมาเสมอ โดยผาสวนบาง แตในทางปฏบตถานามาพจารณาใหดแลว พลาสตก จะไหลแตกแขนงคลายแมน (ภาพประกอบ 17) ซงพลาสตกทไหลจะแบงเปนกลมกอนเซกเตอรของวงกลม ไมไดราบเรยบสมาเสมอตามแนวรศมอยางคลนนา คลายรอย Melt line ขนาดเลก อนเกดจากความแตกตางของ Pressure ภายในสวนชนงานพลาสตกและผลจะตามมาในเรองของการชดเชยการหดตว
ภาพประกอบ 16 การชดเชยการหดตว (ภาพตดขวาง)
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 34.

49
ภาพประกอบ 17 การชดเชยการหดตว
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 39. 2.10 ผลของสภาพการฉดพลาสตก (Effect of Molding Condition) สภาพการฉด (Molding Condition) เปนสงจาเปนอยางยงในการฉดพลาสตกจะสงผลตอคณภาพของชนงานโดยตรงเสมอ ซงสภาพการฉดน ผควบคมการฉดเปนผรบรและตองรผลกระทบตอชนงานจากสภาพการฉดนดวยเสมอ ตวแปรเหลาน คอ อณหภมแมพมพ, อณหภมนพลาสตก, เวลาฉด, ความเรวในการฉดและความดนตางๆ 2.11 อณหภมแมพมพ (Mold Temperature) การเพมอณหภมแมพมพมผลคลายกบการเพมอณหภมนาพลาสตก เพยงแตไมมผลกระทบตอแรงดนและระดบความเคนจะนอยกวา นอกจากวาอณหภมแมพมพจะสงจนใกลถงอณหภมทพลาสตกเรมแขงตว แตผลตอเวลาในการหลอเยน จะยาวนานขนมาก กวาการเพมอณหภมนาพลาสตกขอดของการเพมอณหภมแมพมพ คอ ใชอตราการฉดอยางชาๆ ไดโดยไมทใหพลาสตกเยนตวเรวเกนไป
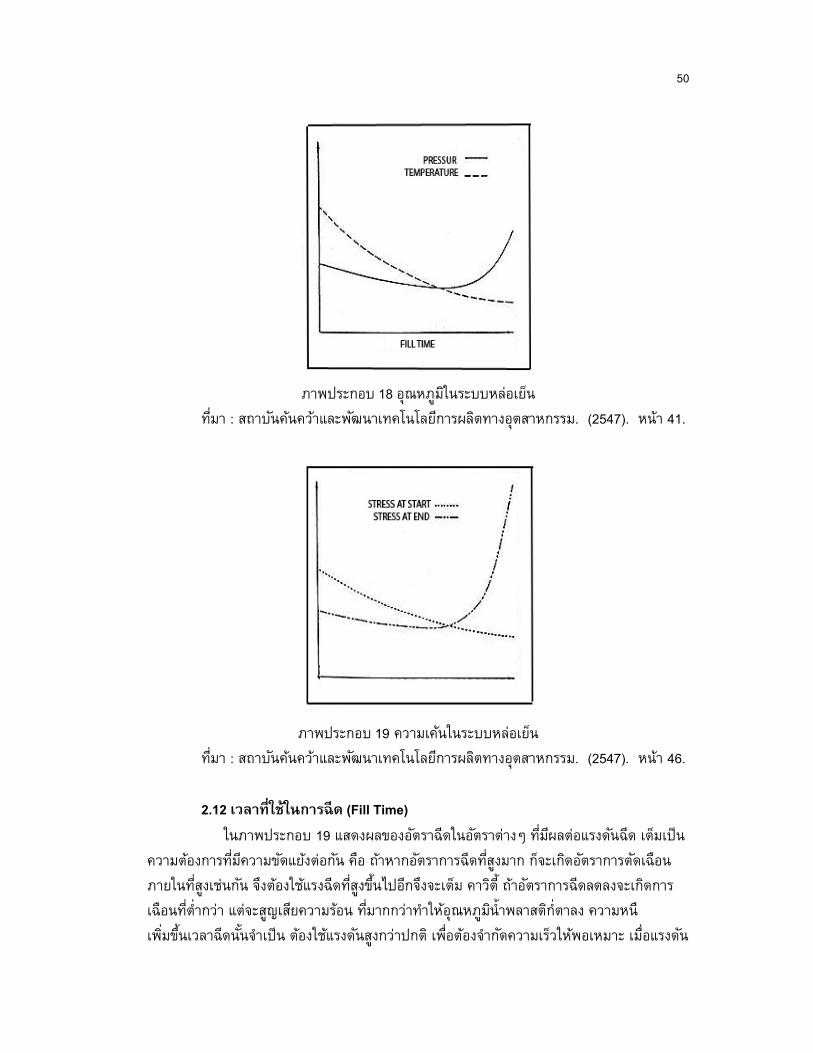
50
ภาพประกอบ 18 อณหภมในระบบหลอเยน
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 41.
ภาพประกอบ 19 ความเคนในระบบหลอเยน
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 46. 2.12 เวลาทใชในการฉด (Fill Time) ในภาพประกอบ 19 แสดงผลของอตราฉดในอตราตางๆ ทมผลตอแรงดนฉด เตมเปนความตองการทมความขดแยงตอกน คอ ถาหากอตราการฉดทสงมาก กจะเกดอตราการตดเฉอนภายในทสงเชนกน จงตองใชแรงฉดทสงขนไปอกจงจะเตม คาวต ถาอตราการฉดลดลงจะเกดการเฉอนทตากวา แตจะสญเสยความรอน ทมากกวาทาใหอณหภมนาพลาสตกต าลง ความหนเพมขนเวลาฉดนนจาเปน ตองใชแรงดนสงกวาปกต เพอตองจากดความเรวใหพอเหมาะ เมอแรงดน

51
ในการฉดสง อตราการไหลจะสงดวย ถาเวลาฉดนาน จาเปนตองใชแรงดนสงขนอก เพราะนาพลาสตกทปลายทางไหลมอณหภมตาเกนไประหวางสองจดนจะมชวงพอด ถาจะอธบายทวๆ ไปใการควบคมตวแปรเหลาน คอ การทางานตองมปจจยคอ ความเรว เวลา อณหภมและความดนเปน
ตวควบคมใหไดทกอยางสมดลย เหมาะสมกบชนงานใหชนงานออกมาทมคณภาพมากทสด 2.13 การแปรเปลยนความเคน (Stress Varies) ลกษณะการเปลยนแปลงความเคนนน สามารถทจะพจารณาไดในชวงของการไหลวา ชวงนนเปนชวงของการเรมตนหรอจดสนสดของการไหลเพราะ ความเคนนนจะเกดเกยวของกบอณหภมเวลาเยนตว แรงดนในการฉดดวย เมอเรมตนการไหล ความรอนยงไมสญเสยไปมากนก ความเคนภายใน จะขนอยกบอตราการไหล นนคอ ถานาพลาสตกไหลเขาระดบความเคนภายในจะตา สวนทปลายทางไหล จะความขดแยงความเคนทเกดขนในเสนทางการไหล ระหวางอตราการเฉอนทสงอนเกดจากนพลาสตกทฉดมาในชวงเวลาสน กบอตราการเฉอนทฉดมาเปนเวลานานและอณหภมตา
2.14 การรกษาแรงดนตามและชวงเวลาทใหแรงดน การทดลองในเรองการรกษาแรงดน (Holding Pressure) และเวลาทใชนน โดยการใชเครองฉดพลาสตกทมตวควบคมการฉดเตมเปนหลก หลงจากนนกให การควบคมชวงฉดเตมคงทตลอดและปรบเปลยนแรงดนตามและเวลาการรกษา แรงดนในระดบตางๆ นาผลของชนงานทไดไปวเคราะหสรปผลชนงานทมนาหนกเทากน แตฉดดวยแรงดนตาม (Holding Pressure) และเวลา Holding Time ทแตกตางกน คอ บางชนฉดดวยแรงดนความถสงและใชเวลาสนๆ บางชนกใช Holding Pressure ตา Holding Time เวลานาน
ภาพประกอบ 20 การรกษาแรงดน
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 51.

52
สรปไดวาในการทดลองกระบวนการน แรงดน Hydrostatic หรอแรงดนโดยรอบ ไมทาใหเกดความเคน ถาวางพลาสตกชนหนงในถงอดความดนและสงแรงดนกระทาตอชนพลาสตกนน แรงดนโดยรอบจะไมทาใหเกดความเคนภายในตอชนงาน
ภาพประกอบ 21 สภาพความเคนชนงานพลาสตก
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 57. สาเหตของความเคนทเกดขนในชนงานพลาสตก คอ การไหลพลาสตก ขณะกาลงแขงตว มการเคลอนตวขณะทเรมจบตวกนภายในโครงสรางเนอพลาสตก เมอมแรงมากระทาขณะแขงตวและเปลยนแรงกระทานนกลายเปนความเคนทนท สภาพเชนนจะเกดขนระหวางชวงใหแรงดนตาม หรอชวงฉดชดเชย
ภาพประกอบ 22 สภาพการไหลกลบ
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 59. 2.15 การไหลกลบ (Back Flow) การเกดสภาพไหลกลบ คอ สภาพทเกดขนภายในคาวตขณะฉดพลาสตก เมออดแรงดนฉดเขาไปภายในคาวตดวยแรงดนสงมาก เมอพลาสตกเกอบจะเตมคาวต กจะถงชวงเพมแรงดนอดพลาสตกอกประมาณ 15 % เขาไปในแมพมพ ถาแรงดนตามมากเกนไป จะเกดแรงดน

53
สะทอนกลบออกมา (Back Flow) พลาสตกจะไหลยอนกลบออกจากแมพมพส Runner ซงสภาวะอยางนจะเกดขนไมบอยนก การไหลยอนกลบนจะมผลเชนเดยวกบการไหลไปขางหนา คอ เกดความเคนจากการไหลและแขงตว
3. แมพมพฉดพลาสตก 3.1 แมพมพชนดตางๆ (Type of Moulds) แมพมพฉดพลาสตก ทใชในอตสาหกรรมฉดพลาสตกทกรปแบบนน มอยหลายชนด ทาใหยากแกการแบงแยกกชนดใหชดเจน อยางไรกตาม สามารถแบงแมพมพออกเปนกลม ซงมโครงสรางพนฐานตางกน แตเพอความชดเจนเกยวกบชนดของแมพมพ จะอธบายเฉพาะแมพมพแบบทมใชกนทวๆ ไป การแบงชนดของแมพมพฉดพลาสตก ตามแบบโครงสรางพนฐานและหนาทการทางานนนเปนวธทสะดวกทสด ซงจะแบงตาม 3.1.1 ชนดของรเขา (gate) และระบบ runner 3.1.2 ชนดของของการปลดชนงาน 3.1.3 มหรอไมม Undercut และ Slide Core 3.1.4 ชนดของตวกระทงชนงาน (Ejection) แมจะพจารณาเฉพาะพนฐานสขอดงกลาวและแบบทเกดจากแบบทงสมาผสมกน กบยงมจานวนแบบทตางอกมาก ซงไมสามารถอธบายไดหมดในทน อยางกตาม หลกการสาคญทสดในการออกแบบจะอยในบทตอๆ ไป ซงอธบายถงการออกแบบแมพมพฉดพลาสตก การแบงชนดของแมพมพอาจแบงตามโครงสรางพนฐาน ดงนคอ 3.1.5 แมพมพสองแผน (Two Plate Mould) 3.1.6 แมพมพสามแผน (Three Plate Mould) 3.1.6 แมพมพแบบแยก (Split Mould) 3.2 แมพมพสองแผน (Two Plate Mould) การทางานของแมพมพสองแผน ในระหวางรอบการฉด แมพมพจะเปดออกทระนาบเดยว ระนาบของการเปดหรอทเรยกวา “เสนแบง” “(Parting Line)” จะระบไวบนแบบของแมพมพ (Mould – assembly drawing) โดยสญลกษณทนยมใชกนอยสองแบบ เปนสญลกณทใชกนอยในประเทศองกฤษ หรอไดรบอทธพลจากประเทศทใชภาษาองกฤษ (P/L = Parting line) ขณะทประเทศอนใชสญลกษณเปนหวลกศรชเขาหาแมพมพ 3.3 แมพมพสามแผน (Three Plate Mould) ขอแตกตางทเหนไดชดของแมพมพสามแผนคอ แมพมพจะเปดออกในสองระนาบ สวนทอยกบทของแมพมพ จะประกอบดวยแผนสองแผน แมพมพสามมกจะใชรเขาแบบเขม ซงยอมใหเหนรอย gate ไดเพยงเลกนอยบนชนงานทใชแมพมพสามแผนคอ

54
3.3.1 ใชเมอพจารณาแลวเหนวาไมสามารถให gate แบบอนไดและจานวนชนงานทตองการมากพอทจะใชแมพมพสามแผน ซงมคาใชจายสงกวาแมพมพสองแผน 3.3.2 ปกตจะใชเฉพาะกบชนงานทมผนงบาง 3.3.3 มพลาสตกสวนทเปน Sprue และ Runner เกดขนทกครงทฉด และมกจะมปรมาตรใหญกวาท เกดจากใชแมพมพสองแผนซงอาจนามาบดและผสมกบเมดพลาสตกใหมดงทอธบายไปแลวและใหทาตามคาแนะนาของบรษทผผลตเมดพลาสตก 3.3.4 การตดสวน gate จะทาโดยอตโนมต จนสามารถควบคมการทางานของเครองคนเดยว
ก) แมพมพปดและฉดพลาสตกเขาจนเตม
ข) แยกสวน Runner และ Sprue ค) สวนของ Runner และ Sprue
ใหออกจากชนงาน ออกจากแมพมพแลวปลดชนงาน
ภาพประกอบ 23 การปลดชนงานแมพมพสามแผน ทมา : ชยรตน แกวดวง. (2538). หนา 182.
55
3.4 แมพมพแบบแยก (Split Mould) แมพมพแบบแยก จะออกแบบใหม Jaw ทตดอยทสวนเคลอนทของแมพมพ โดยเปดและปดไดดวยการเปดและปดแมพมพ แมพมพชนดนสามารถม Jaw ตงแตสองอนขนไป ตวอยางของแมพมพชนดนกคอ แมพมพสาหรบฉดลงวางของในกรณทแมพมพประกอบดวย Jaw สอน เพอกเขารปสวนรอบนอบของลง ซงม Undercut ทลกและตางกน แบบแมพมพแบบแมพมพแบบแยกทม Jaw สองอน แมพมพแบบแยกจะใชในกรณท 3.4.1 เมอ undercut บนชนงานทาใหจาเปนตองใชแมพมพแบบนและยอมใหม รอยเสนแบง (Parting line) บนผวดานนอกของชนงานได 3.4.2 เมอการปลดชนงานดวย Slide core ไมอาจทาได เนองจากแพงเกนไป การ เคลอนทของ Jaw สามารถทาเปนแบบเชงกล หรอดวยสปรงหรอทางานดวยนวเมตกหรอไฮดรอลกส
4. การออกแบบแมพมพฉดพลาสตก 4.1 หวขอวเคราะหทสาคญในการออกแบบแมพมพ 4.1.1 ขนาดของแมพมพ 4.1.2 การกาหนดแนวแยกแมพมพ 4.1.3 การกาหนดหวขอเสนอแนะของ Gate 4.1.3.1 ชนดของ Gate 4.1.3.2 ตาแหนงของ Gate 4.1.3.3 จานวนของ Gate 4.1.4 การกาหนดหวขอเสนอแนะของ Runner 4.1.4.1 การวางตาแหนงของ Runner 4.1.4.2 รปรางพนทหนาตดของ Runner 4.1.4.3 วธการลอค Runner 4.1.5 การกาหนดประสทธภาพในการปรบอณหภม 4.1.6 การกาหนดวธการแยกเบาออกจากกน 4.1.7 การกาหนดวธการกาจด Undercut 4.1.7.1 Slide Core 4.1.7.2 Angular Pin 4.1.7.3 Core ลอย 4.1.7.4 อนๆ 4.1.8 การวเคราะหความแขงแรงของแมพมพ 4.1.8.1 ความหนาของแมพมพ

56
4.1.8.2 การวางตาแหนงของ Support Block 4.1.8.3 การวางตาแหนงของ Support Pin 4.1.9 การวเคราะหวธการดนออก 4.1.10 การวเคราะหวสดชนสวน 4.1.10.1 วตถดบ 4.1.10.2 การผานขบวนการความรอน 4.1.10.3 การตกแตงพนผว 4.1.11 การวเคราะหคณสมบตในการขนรปของเครองจกรกล 4.1.11.1 Milling 4.1.11.2 Turnning 4.1.11.3 Lathe Working 4.1.11.4 Surface Grinding 4.1.11.5 Electric Sparking 4.1.11.6 Wire Cutting 4.1.11.7 NC Milling 4.1.12 การวเคราะหมาตรการปองกนการสกกรอนของเบา 4.1.12.1 การชบเคลอบผว 4.1.12.2 การเคลอบผวในสญญากาศ 4.1.12.3 อนๆ 4.1.13 การวเคราะหความสมดลยการไหลของนาพลาสตกขนาดของความหนาของเนชนงานการวางตาแหนงเบา

57
4.1.13.1 ฉดไมเตม (Short Shot)
ภาพประกอบ 24 เกด Short Shot บนชนงาน ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 29. 4.1.13.1.1 สาเหต 4.1.13.1.1.1 ปรมาณฉดไมเพยงพอ 4.1.13.1.1.2 เครองฉดมขอจากดในการฉดพลาสตก 4.1.13.1.1.3 วตถดบทใชไมเหมาะสม มขอบกพรอง เชน เอาวตถดบทใชเปามาฉด 4.1.13.1.1.4 ออกแบบเกยวกบแมพมพไมเหมาะสม 4.1.13.1.2 เงอนไข : สภาพเครอง 4.1.13.1.2.1 ปรบปรมาณการฉดพลาสตกใหพอกบปรมาตรชนงาน 4.1.13.1.2.2 เพมอณหภมทอฉด 4.1.13.1.2.3 เพม Holding Pressure 4.1.13.1.2.4 เพม Injection Pressure 4.1.13.1.2.5 เพมระยะเวลาฉด 4.1.13.1.2.6 ตงตาแหนง Holding Pressure ไมถกตอง 4.1.13.1.2.7 เปลยนหว Nozzle ใหรใหญขน 4.1.13.1.2.8 เพมความเรวของการฉด 4.1.13.1.2.9 เพมความรอนท Nozzle บางท Nozzle ยาวความรอนไมเพยงพอ 4.1.13.1.2.10 ตรวจสอบ Nozzle วาอดตน บดงอ หรอไม
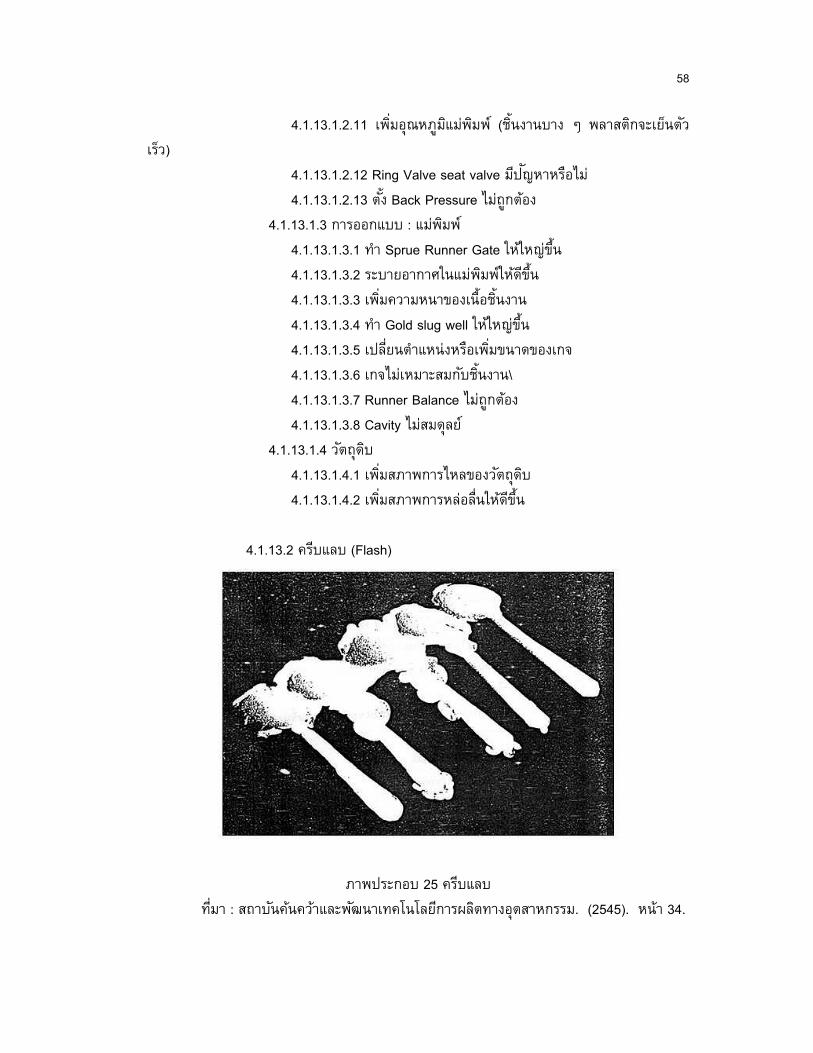
58
4.1.13.1.2.11 เพมอณหภมแมพมพ (ชนงานบาง ๆ พลาสตกจะเยนตวเรว) 4.1.13.1.2.12 Ring Valve seat valve มปญหาหรอไม 4.1.13.1.2.13 ตง Back Pressure ไมถกตอง 4.1.13.1.3 การออกแบบ : แมพมพ 4.1.13.1.3.1 ทา Sprue Runner Gate ใหใหญขน 4.1.13.1.3.2 ระบายอากาศในแมพมพใหดขน 4.1.13.1.3.3 เพมความหนาของเนอชนงาน 4.1.13.1.3.4 ทา Gold slug well ใหใหญขน 4.1.13.1.3.5 เปลยนตาแหนงหรอเพมขนาดของเกจ 4.1.13.1.3.6 เกจไมเหมาะสมกบชนงาน\ 4.1.13.1.3.7 Runner Balance ไมถกตอง 4.1.13.1.3.8 Cavity ไมสมดลย 4.1.13.1.4 วตถดบ 4.1.13.1.4.1 เพมสภาพการไหลของวตถดบ 4.1.13.1.4.2 เพมสภาพการหลอลนใหดขน 4.1.13.2 ครบแลบ (Flash)
ภาพประกอบ 25 ครบแลบ ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 34.

59
4.1.13.2.1 สาเหต 4.1.13.2.1.1 ครบแลบออกมาท Parting Line 4.1.13.2.1.2 กรณทแรงปดปากกา (เลกกวา) พนทกอรปแรงฉด 4.1.13.2.1.3 ความหนดของพลาสตกตาเกนไป เหลวเกนไป 4.1.13.2.2 เงอนไข: สภาพเครอง 4.1.13.2.2.1 ปรบปรมาณการฉดพลาสตกใหพอกบความตองการของสนคา 4.1.13.2.2.2 เพมแรงปดของแมพมพ 4.1.13.2.2.3 ลดอตราแรงฉด 4.1.13.2.2.4 ลดอณหภมทอฉด 4.1.13.2.2.5 ลด holding pressure 4.1.13.2.2.6 ลดอณหภมแมพมพ 4.1.13.2.2.7 ลดความเรวการฉดลง 4.1.13.2.2.8 ตงตาแหนง holding pressure ไมถกตอง ควรปรบใหม 4.1.13.2.2.7 อยาใชแมพมพทเลกหรอใหญเกนไป 4.1.13.2.2.8 กรณระบบขอเสอ ทาใหแรงตานของ Tie Bar สมาเสมอ 4.1.13.2.3 การออกแบบ: แมพมพ 4.1.13.2.3.1 ขจดรอยและสงแปลกปลอมทผวหนาของแมพมพ (Parting line) 4.1.13.2.3.2 ทา Air Vent (ระบายอากาศ) ใหตนและทาการประกบใหแนนขน 4.1.13.2.3.3 ปรบตงความใหญเลกของเกจ 4.1.13.2.3.4 ทาพนทกอรปใหเลกลง 4.1.13.2.3.5 ใชวสดทแขงขนทาแมพมพ หรอเพมความแกรงของแมพมพ 4.1.13.2.3.6 ในกรณทจะผลตชนงานหลายๆ ชนในแมพมพเดยวกน พยายามใหคาวตสมดลยกน 4.1.13.2.4 วตถดบ 4.1.13.2.4.1 ทาสภาพการไหลใหเลวลง 4.1.13.2.4.2 เพมความหนดใหมากขน

60
4.1.13.3 รอยเชอมประสาน (WELD MARK, WELD LINE)
ภาพประกอบ 26 WELD LINE
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 37.
4.1.13.3.1 สาเหต 4.1.13.3.1.1 สงทพลาสตกไหลแยกมากกวา 2 กระแส และเมอมาจบกนขณะอณหภมตาเกนไป 4.1.13.3.1.2 ตงประสทธภาพของการฉดไมดพอ 4.1.13.3.1.3 มอปสรรคในการไหลของพลาสตกเกดจากการออกแบบสนคา 4.1.13.3.2 เงอนไข : สภาพเครอง 4.1.13.3.2.1 เพมอณหภมทอฉด 4.1.13.3.2.2 เพมอณหภมแมพมพ 4.1.13.3.2.3 เพมความเรวการฉด 4.1.13.3.2.3 เพมเวลาฉดใหยาวขน 4.1.13.3.2.4 เพมปรมาณฉดมากขน 4.1.13.3.2.5 ใช Silicon Spray ใหนอยลง 4.1.13.3.3 การออกแบบ : แมพมพ 4.1.13.3.3.1 ทาใหสภาพการไหลของพลาสตกดขน เพอหลกเลยงการเปลยนแปลงสวนหนา-บาง อยางรวดเรวของชนงาน

61
4.1.13.3.3.2 ทา Sprue Runner Gate ใหใหญขน 4.1.13.3.3.3 ปรบโครงสรางของทางเดนระบายความรอนของแมพมพ เพอใหแมพมพอณหภมสงขน 4.1.13.3.3.4 ปรบ Cold slug well ใหใหญขน 4.1.13.3.3.5 เพมตง (กกเรซน) ในตาแหนงทพลาสตกหลายสายไหลมาบรรจบกน 4.1.13.3.3.6 ปรบการระบายอากาศในสวนทพลาสตกไหลมาบรรจบกนใหดขน 4.1.13.3.3.7 Gate Balance ไมถกตอง 4.1.13.3.4 วตถดบ 4.1.13.3.4.1 เพมสภาพการไหลพลาสตก 4.1.13.3.4.2 ลดการระเหยของวตถดบใหนอยลง 4.1.13.3.4.3 ใชตวทอตราหดเลกนอย 4.1.13.3.4.4 ปรบสารหลอลนในวตถดบใหนอยลง 4.1.13.3.4.5 ทาการอบแหงใหเพยงพอ 4.1.13.4 รอยบม (Shrink Mark)
ภาพประกอบ 27 Shrink Mark
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 41. ลกษณะของชนงานเปนตาม ฟองสญญากาศในพลาสตก มกเกดขนกบชนงานทม ความหนาบางของพลาสตกทตางกนมาก 4.1.13.4.1 สาเหต 4.1.13.4.1.1 ความแตกตางระหวางปรมาตรการหดตวของพลาสตก 4.1.13.4.1.2 อตราการเยนตวไมเทากน 4.1.13.4.1.3 ปรบตงประสทธภาพไมเพยงพอ

62
4.1.13.4.1.4 ความผดพลาดขนพนฐานในการออกแบบผลตภณฑ 4.1.13.4.2 เงอนไข : สภาพเครอง 4.1.13.4.2.1 เพอกาลงการฉด 4.1.13.4.2.2 เพม Holding pressure 4.1.13.4.2.3 เพมระยะเวลาฉด 4.1.13.4.2.4 ปรบปรมาณนาเขาแมพมพ เพอระบายความรอน 4.1.13.4.2.5 ปรบปรมาณการฉดพลาสตกใหพอกบความตองการสนคา 4.1.13.4.2.6 เพม Back Pressure 4.1.13.4.2.7 ความเรวในการฉดไมถกตอง เรวหรอชาเกนไป 4.1.13.4.2.8 ปรบอณหภมทอฉดไมถกตอง สงหรอตาเกนไป 4.1.13.4.3 การออกแบบ : แมพมพ 4.1.13.4.3.1 ทาให Sprue Runner Gate ใหญขน 4.1.13.4.3.2 พยายามใหความหนาของชนงานสมาเสมอ 4.1.13.4.3.3 ดดแปลงรองนาเยนเพอทาใหสวนกลางผวหนาของสวนทหนากบสวนทบางเยนตวไดพรอมกน 4.1.13.4.3.4 ตดเกจไวกบสวนทหนาของชนงาน 4.1.13.4.3.5 เพมสวนโคงกบสวนทเปนมม เพอหลกเลยงความรนแรงการไหลของพลาสตกในสวนหนาและบางไมเทากน 4.1.13.4.3.6 เปดรองระบายอากาศไมถกตอง 4.1.13.4.4 วตถดบ 4.1.13.4.4.1 ทาสภาพการไหลของพลาสตกใหตาลง 4.1.13.4.4.2 เลอกตวทมอตราการหดตวตา 4.1.13.4.4.3 ใสวสดประเภทกราสไฟเบอร ฯลฯ

63
4.1.13.5 ลายคลนบนชนงาน (Flow Mark)
ภาพประกอบ 28 Flow mark
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 44. 4.1.13.5.1 สาเหต 4.1.13.5.1.1 อณหภมของพลาสตกหลอมเหลวทอณหภมตาเกนไป 4.1.13.5.1.2 ความหนดพลาสตกสงเกนไป แลวฝนฉดเขาไป 4.1.13.5.1.3 ปรบตงประสทธภาพของการฉดไมด 4.1.13.5.1.4 มขอบกพรองขณะไหลของพลาสตก 4.1.13.5.2 เงอนไข: สภาพเครอง 4.1.13.5.2.1 เพมอณหภมของทอฉดพลาสตก 4.1.13.5.2.2 เพมอณหภมของแมพมพ 4.1.13.5.2.3 เพมอตราแรงฉด 4.1.13.5.2.4 เพมปรมาณพลาสตกมากขน 4.1.13.5.2.5 เพมความเรวฉดมากขน 4.1.13.5.2.6 ปรบปรมาณนาเยน อณหภม และวธการวางทอ เพอทาใหอณหภมแมพมพ ณ สวนปลายการไหลสง 4.1.13.5.2.7 ทาร Nozzle ใหใหญขน 4.1.13.5.3 การออกแบบ: แมพมพ 4.1.13.5.3.1 ทา Sprue Runner gate ใหใหญขน 4.1.13.5.3.2 ปรบโครงสรางรองนาเยนเพอชวยอณหภมสวนปลายขอแมพมพสงขน 4.1.13.5.3.3 ปรบ Cold slug well ใหใหญขน

64
4.1.13.5.3.4 เกจไมเหมาะสมกบชนงาน 4.1.13.5.3.5 ปรบการระบายอากาศและแกสในแมพมพ 4.1.13.5.4 วตถดบ 4.1.13.5.4.1 เพมสภาพการไหลของพลาสตก 4.1.13.5.4.2 ลดการระเหยของวตถดบใหนอยลง 4.1.13.6 เจทตง (Jetting)
ภาพประกอบ 29 Jetting ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 56. 4.1.13.6.1 สาเหต 4.1.13.6.1.1 ในชวงการไหลของพลาสตก มการแปรปรวน 4.1.13.6.1.2 ตงความเรวของการฉดเรวเกนไป ทาใหการประสานตวของพลาสตกไมคอยด 4.1.13.6.2 เงอนไข: สภาพเครอง 4.1.13.6.2.1 ขจดแรงตานทสวนของ Nozzle 4.1.13.6.2.2 ทาใหร Nozzle ใหญขน 4.1.13.6.2.3 อบเมดพลาสตกไมถกตอง หรอใชเวลานอยเกนไป 4.1.13.6.2.4 ตงอณหภมทอฉดสงเกนไป 4.1.13.6.2.5 อตราในการฉดเรวเกนไป 4.1.13.6.3 การออกแบบ: แมพมพ 4.1.13.6.3.1 ปรบ Cold slug well ใหใหญขน 4.1.13.6.3.2 ปรบเกจใหใหญขน 4.1.13.6.3.3 เกจไมเหมาะสมกบผลตภณฑ

65
4.1.13.6.4 วตถดบ 4.1.13.6.4.1 ปรบสภาพการไหลของพลาสตก 4.1.13.6.4.2 ลดสารเพมความหลอลนของพลาสตก 4.1.13.6.4.3 อบเมดพลาสตกใหแหงอยางเพยงพอ 4.1.13.7 รอยราว (Crack) รอยปร (Crazing) รอยยาว (Blushing) 4.1.13.7.1 สาเหต 4.1.13.7.1.1 การสรางแมพมพไมดพอ 4.1.13.7.1.2 การออกแบบชนงานและเทเปอรถอดแบบไมดพอ 4.1.13.7.1.3 การเปลยนรปและการสกกรอนของแมพมพ 4.1.13.7.1.4 การกระทงและการแยกแมพมพเปนไปอยางฝนตว 4.1.13.7.1.5 การตงกาลงฉดมากเกนไป ทาใหมการจบตวแนนเกนไป 4.1.13.7.1.6 ความสมพนธของหวฉดและสปรบทของแมพมพไมด 4.1.13.7.2 เงอนไข : สภาพเครอง 4.1.13.7.2.1 ลดความดนของกาลงฉด 4.1.13.7.2.2 ปรบปรมาณการฉดใหพอด 4.1.13.7.2.3 ปรบเวลาการทาความเยนใหพอเหมาะ 4.1.13.7.2.4 ลดเวลาและกาลงของ Holding Pressure 4.1.13.7.2.5 ปรบหรอเปลยน Sprue Bush ของแมพมพใหเขากนพอด 4.1.13.7.2.6 ตงตวกระทงเรวเกนไป 4.1.13.7.2.7 เปดแมพมพเรวเกนไป 4.1.13.7.2.8 อณหภมของแมพมพเยนเกนไป 4.1.13.7.2.9 ตงตาแหนง Holding Pressure ไมถกตอง ควรปรบใหม 4.1.13.7.3 การออกแบบ : แมพมพ 4.1.13.7.3.1 เพม ของชนงานมากขน 4.1.13.7.3.2 ขจดรอยขดขด รอยตะไบ ในขณะสรางแมพมพ 4.1.13.7.3.3 แกไขการบดเบยว และการสกหรอของผวหนาประกอบแมพมพ 4.1.13.7.3.4 ทาการชบแมพมพใหม 4.1.13.7.3.5 เปลยนวธการกระทง 4.1.13.7.3.6 ขดแมพมพตามทศทางทจะเอาชนงานออก 4.1.13.7.4 วตถดบ 4.1.13.7.4.1 ใชนายาเพมความลนของพลาสตกมากขน

66
4.1.13.8 รอยดา รอยไม สเพยน 4.1.13.8.1 สาเหต 4.1.13.8.1.1 การแยกตวของพลาสตกเพราะความรอน 4.1.13.8.1.2 การแยกตวของสารเคมทใสเขาไป 4.1.13.8.1.3 เกดการอดตวของแกสในแมพมพทไมมรองระบาย 4.1.13.8.1.4 การเสยดสอยางผดปกตของโลหะ 4.1.13.8.2 เงอนไข: สภาพเครอง 4.1.13.8.2.1 ลดอณหภมของทอฉดและแมพมพ 4.1.13.8.2.2 ลดความเรวของการฉด 4.1.13.8.2.3 ลดจานวนการหมนรอบของสกร 4.1.13.8.2.4 พลาสตกคางอยใน Cyliner นานเกนไป (เนองจากเครองใหญเกนไปฉดชนงานทเลก) 4.1.13.8.2.5 การไลพลาสตกทคางใน Cyliner ไมดพอ เมอเปลยนพลาสตกชนดใหม 4.1.13.8.2.6 ลด Back Pressure ใหตาลง 4.1.13.8.2.7 เปลยนตวสกร เปลยน Check Valve 4.1.13.8.2.8 การใชยาปองกนการไหมท Nozzle Sprue มากเกนไป 4.1.13.8.3 การออกแบบ: แมพมพ 4.1.13.8.3.1 ปรบการระบายอากาศทสวนปลายของการไหลพลาสตกใหดขน 4.1.13.8.3.2 ปรบการระบายอากาศทพลาสตกไหลมาบรรจบกนใหดขน 4.1.13.8.3.3 ตดตง Cold slug well ในแมพมพ 4.1.13.8.3.4 ทา Sprue Gate Runner ใหใหญขน 4.1.13.8.3.5 ขจดยาปองกนสนมออกใหหมด 4.1.13.8.3.6 ปรบหรอเปลยนหวฉดหรอ Sprue bush ของแมพมพใหเขากนไดดพอ 4.1.13.8.4 วตถดบ 4.1.13.8.4.1 ลดสารชวยลดความลนของพลาสตก 4.1.13.8.4.2 เพมสารรกษาเสถยรภาพของความรอน 4.1.13.8.4.3 ลดการระเหยของเรซน 4.1.13.8.4.4 อบเมดพลาสตกใหดพอ 4.1.13.9 รอยมนในชนงาน (Silver mark) ฟองอากาศ (Pin Hold) 4.1.13.9.1 สาเหต

67
4.1.13.9.1.1 มนาปนเขาไป 4.1.13.9.1.2 มอากาศและกาซ 4.1.13.9.1.3 มสงปลอมปน 4.1.13.9.1.4 สนคามขนาดหนา หรอบางมากเกนไป 4.1.13.9.2 เงอนไข : สภาพเครอง 4.1.13.9.2.1 ลดอณหภมของพลาสตกลง จนถงระดบไมมแกสระเหย 4.1.13.9.2.2 เพมกาลงของ Back pressure ใหสงขน 4.1.13.9.2.3 เพมอณหภมแมพมพ 4.1.13.9.2.4 ลดความเรวของการฉด 4.1.13.9.2.5 เพมปรมาณการฉดและการหลอมละลาย 4.1.13.9.2.6 ลดชวงเวลาทอยใน Cylinder ใหส นลง 4.1.13.9.2.7 ใชซลกอลสเปรยใหนอยลง 4.1.13.9.2.8 ลดจานวนรอบของสกรของเครองฉด 4.1.13.9.2.9 เพมกาลงฉดของสกร 4.1.13.9.3 การออกแบบ : แมพมพ 4.1.13.9.3.1 ปรบการระบายอากาศใหดขน 4.1.13.9.3.2 ปรบ Sprue Runer Gate ใหใหญขน 4.1.13.9.3.3 ปรบหรอเปลยนหวฉดใหพอดกบสปรบชของแมพมพ 4.1.13.9.3.4 ระวงเรองนาร ว 4.1.13.9.3.5 พยายามหลกเลยง Rib (กานยด) ทต งฉากและชนงานทม ความหนาบางแตกตางกนมาก 4.1.13.9.3.6 อยาใหมการไหลอยางแปรปรวนในคาวต หรอใหลดความเรวของการฉด 4.1.13.9.4 วตถดบ 4.1.13.9.4.1 ทาการอบเมดพลาสตกใหแหงอยางเพยงพอ 4.1.13.9.4.2 ใชสารเสถยรภาพความรอนมากขน 4.1.13.9.4.3 ระวงความสามารถในการดดความชนของสารทใสเขาไป 4.1.13.9.4.4 ระวงการปลอมปนของสงอนๆ และพลาสตกผดชนดกน 4.1.13.20 งอโคง บดเบยว ผดรป 4.1.13.20.1 สาเหต 4.1.13.20.1.1 เกดจากความผดพลาดในพนฐานการออกแบบ 4.1.13.20.1.2 อทธพลจากแรงอดฉดทหลงเหลออย 4.1.13.20.1.3 อตราการหดตวของแตละสวนไมเทากน
68
4.1.13.20.1.4 อตราการเยนตวแตกตางกนมาก 4.1.13.20.2 เงอนไข : สภาพเครอง 4.1.13.20.2.1 เพมอณหภมพลาสตก ลดแรงฉด 4.1.13.20.2.2 ลดอณหภมแมพมพ 4.1.13.20.2.3 เพมความเรวในการฉด 4.1.13.20.2.4 ทา Annealing ใหเพยงพอ 4.1.13.20.2.5 ปรบอณหภม ปรมาณนาเยน การวางทอใหความเรวในกาลดอณหภมใหเปนไปอยางสมาเสมอ 4.1.13.20.2.6 อยาใหมการฝนในขณะแยกแมพมพและขณะกระทงชนงานออก 4.1.13.20.3 การออกแบบ : แมพมพ 4.1.13.20.3.1 การออกแบบใหมความสามารถในเชงกล 4.1.13.20.3.2 ออกแบบใหหนเหและกลบตว (Orientation) นอยลง 4.1.13.20.3.3 ลด Gate ใหเลกลงหรอเพมจานวน Gate ใหมากขน 4.1.13.20.3.4 เปลยนวธกระทง 4.1.13.20.3.5 ทาโครงสรางการหลอเยนใหมการเยนตวอยางสมาเสมอ 4.1.13.20.4 วตถดบ 4.1.13.20.4.1 เพมสภาพการไหลของพลาสตก 4.1.13.20.4.2 ใชพลาสตกเกรดทมการหดตวนอย 4.1.13.20.4.3 ใชพลาสตกทมความแขงมากขน 4.1.13.21 การฝงตวไมดของ Insert 4.1.13.21.1 สาเหต 4.1.13.21.1.1 การประกบแมพมพไมสนท 4.1.13.21.1.2 เลอกใชวสดไมมคณภาพ 4.1.13.21.1.3 การออกแบบตว Insert มขอบกพรอง 4.1.13.21.2 เงอนไข : สภาพเครอง 4.1.13.21.2.1 ใช Insert ทมมมยด 4.1.13.21.2.2 วอรมตว Insert ทใสเสยกอน 4.1.13.21.2.3 ลดกาลงแรงฉด 4.1.13.21.2.4 อยาใส Insert เขาไปดวยมอเปลา (ขจดนามนของ Insert) 4.1.13.21.2.5 เพออณหภมของพลาสตกและแมพมพ 4.1.13.21.3 การออกแบบ : แมพมพ 4.1.13.21.3.1 ระมดระวงความแมนยาของการประกบ

69
4.1.13.21.3.2 ระวงความแตกตางในความสง (ความหนา) และเสนผาศนยกลาง 4.1.13.21.3.3 ออกแบบในลกษณะทเลยงการกระจกตวของแรงตอบโตบรเวณรอบตว Insert 4.1.13.21.3.4 พยายามดดแปลงระบบยด Insert 4.1.13.21.3.5 ลดการขยายตวจากความรอน 4.1.13.21.4 วตถดบ 4.1.13.21.4.1 ใชพลาสตกทมอตราการขยายตวนอย 4.1.13.22 สเพยน มว ไมแวว เปราะ 4.1.13.22.1 สาเหต 4.1.13.22.1.1 ความเรวในการไหลไมคงท 4.1.13.22.1.2 การสรางแมพมพไมเหมาะสม 4.1.13.22.1.3 เปนผลมาจากการระเหยของแกสและเมดสผสม 4.1.13.22.1.4 การหลอมละลายของพลาสตกทไมสมาเสมอ 4.1.13.22.1.5 การเปลยนแปลงเนองจากแรงภายนอก 4.1.13.22.2 เงอนไข : สภาพเครอง 4.1.13.22.2.1 ปรบอณหภมพลาสตก อณหภมแมพมพใหเหมาะสม 4.1.13.22.2.2 ปรบอตราความเรวของการฉดใหพอด 4.1.13.22.2.3 ขจดนา นามน คราบแกส 4.1.13.22.2.4 อบแหงใหเพยงพอ 4.1.13.22.2.5 ลดแรงตานทานทหวฉด 4.1.13.22.2.6 เพมอณหภมแมพมพและพลาสตก 4.1.13.22.2.7 ลดแรงฉดและเพมอตราความเรวของการฉด 4.1.13.22.3 การออกแบบ : แมพมพ 4.1.13.22.3.1 ขดเงาแมพมพใหด 4.1.13.22.3.2 ปรบการระบายอากาศใหสะดวก 4.1.13.22.3.3 ทา Gate Sprue Runner ใหใหญขน 4.1.13.22.3.4 ตดตง Cold slug well 4.1.13.22.3.5 แกไขการออกแบบใหความหนาสมาเสมอ โดยเฉพาะสวทเนอบาง 4.1.13.22.4 วตถดบ 4.1.13.22.4.1 ลดการดดซมความชน 4.1.13.22.4.2 ลดการระเหยของพลาสตก

70
4.1.13.22.4.3 เปลยนชนดของพลาสตกหรอสของพลาสตก 4.1.13.22.4.4 เพมสภาพการไหลของพลาสตก 4.1.13.22.4.5 ระวงสงแปลกปลอมในเมดพลาสตก 4.1.13.22.4.6 ใชพลาสตกชนดททนตอสภาพอากาศ 4.1.13.22.4.7 อยาใสสารชวยการหลอมละลาย และการออนตวของพลาสตกหรอใสสารชวยเสรมความแขงแรงของพลาสตก ใหใสตามสภาพชนงาน

71
ภาพประกอบ 30 แผนภมแสดงขนตอนการออกแบบแมพมพ
ทมา : ดารง ไชยธรานวฒศร. (2539). หนา 72
แบบชนงาน, ขอกาหนดของชนงาน, ปรมาณทส งทา, จานวนชนงานตอเดอนตอป, อายการใช
งานของแมพมพ
รปรางชนงานพกดความเผอ
จานวนคาวตทเหมาะสมตามทฤษฎ
ชนดของการออกแบบแมพมพ แมพมพ Two Plate
Cold Runner Hot Runner ไมใช Runner
แมพมพ Three Plate
Cold Runner Hot Runner
ตาแหนงของคาวต
จดวางเปนรปดาว จดวางแบบสมมาตร จดวางเรยงกน
ระบบการเขา Gate
Sprue Gate Pin Gate Overlap Gate Film Gate Ring Gate Tunnel Gate
ระบบหลอเยน / ใหความรอน
นามน แทงใหความรอน นา ลม
ระบบปลดชนงาน
เขมกระทง แผนปลด ลม Slide Bracket
ระบบระบายอากาศ
Parting line Core Insert เขมกระทง Lamella โลหะ Sinter
วสดทใชทาแมพมพ
ฐานแมพมพ - High Alloy Steel - Case Hardening Steel - Plain Carbon Steel
Mould Insert/แผนคาวต - High Alloy Steel - Case Hardening Steel - Nitriding Steel - Martensitic Stainless Steel
Core - High Alloy Steel - Case Hardening Steel - Nitriding Steel - Martensitic Stainless Steel
ประมาณขนาดการหดตว
แบบแมพมพในขนสดทาย
ตองยนยนโดยลกคาหรอฝายผลต
เลอกเครองฉดพลาสตก - แรงประกบแมพมพตอคาวต - พนทของหนาแปลน - ปรมาณพลาสตกทหลอมได - ปรมาณพลาสตกทฉดได - นาหนกสงสดของพลาสตกทฉด ไดในแตละครง

72
4.2 ขนตอนการออกแบบแมพมพฉดพลาสตก 4.2.1 ประเดนสาคญในการออกแบบแมพมพสาหรบพลาสตก 4.2.1.1 ขนาดชนสวนของแมพมพตองมความแนนอนสง 4.2.1.2 แมพมพตองไมชารดเสยหาย 4.2.1.3 สามารถควบคมอณหภมไดเปนอยางด 4.2.1.4 มประสทธภาพในการปลอยกาซออกไดด 4.2.1.5 พนผวภายในเบาตองทาใหเรยบเหมอนผวกระจก 4.2.1.6 การบารงรกษาสามารถทาไดโดยงาย 4.2.1.7 เปนโครงสรางแมพมพซงเหมาะสมกบอายของสนคา 4.2.1.8 เปนโครงสรางทสญเสยวตถดบนอย 4.2.1.9 คานงถงความเอยงของมมในการถอดแมพมพ (Draft Angle) 4.2.1.9.1 ความเอยงในการถอดจากฝงยดตด 4.2.1.9.2 ความเอยงในการถอดจากฝงเคลอนท 4.2.1.10 พยายามออกแบบใหเนอชนงานหนาสมาเสมอ 4.2.1.11 การตดตง Cold Slag Well 4.2.1.12 การคานงถงอายของแมพมพ 4.2.2 วธการออกแบบแมพมพฉดพลาสตก เมอชนงานพลาสตกทจะผลตไดออกแบบและแกไขจนเปนทพอใจแลว สงทตองทราบอนดบแรกคอ โครงสรางภายนอก ความหนาของชนงาน ตาแหนงทจะมลายนน ห สน ฯลฯ การคาดคะเนจานวนทจะผลตได ตลอดอายการใชงานของแมพมพและจานวนการผลตทตองการ ตอชวงเวลาหนง เมอทราบสงเหลานทงหมดแลวจงจะเรมออกแบบแมพมพฉดได ตาม diagram ทแสดงการออกแบบแมพมพพลาสตก จะตองคานวณหาจานวน Cavity กอน การคานวณจานวนของ Cavity ขนอยกบ เวลาทางานและเวลาทตองการในการผลตจานวนชนทตองการ 4.2.3 การกาหนดโครงสรางแมพมพ ตวอยาง ชนงานในภาพประกอบ 31 เปนชนงานทตองการผลต ความตองการของลกคา ดงน จานวนทคาดวาจะผลตไดตลอดอายการใชงานของแมพมพ 2.8ลานชน จานวนทจะตองสงใหลกคาในแตละเดอน 100,000 ชน การวางแผนการใชเวลาในการผลต ชวโมงทางานในแตละวน 8 ช.ม. ทางานสปดาหละ 5 วน = 8x5 = 40 ชม./สปดาห ใน 1 เดอน มวนทางาน 22 วน = 8x22 = 176 ชม./สปดาห

73
เวลาทสญเปลา (ตงขนจากการสงเกต) = 2.5% ดงนน เวลาทเครองทางานจรง (tm) เพยง 97.5 % ของเวลาเตม Tm = 97.5x176 = 171.6 ชม./เดอน 100 ชวงเวลา 1 รอบ การทางานของเครอง = 25 วนาท เวลาทตองการสาหรบการผลต (tpr) (tpr) = 25 x 100,000 = 694.5 ชวโมง 3,600 จะเหนวาใน 1 เดอน เรามเวลาทางานจรงเพยงแค 171.6 ชวโมงเทานน แตเราตองการใชเวลาในการผลตถง 694.5 ชวโมง เพอหลกเลยงในการจายคาลวงเวลา ดงนนจานวน Cavity ทตองการ (C) คอ C = เวลาทตองการใชจรง = 694.5 = 4.05 หรอ 4 Cavities เวลาทมสาหรบการผลต 171.6 การคานวณแรงยดแมพมพ (Locking force requirement) ภาพประกอบ 31 เปนแบบชนงานของรปถวยทาจาก HDPE ประมาณวาความดนใน Cavity อยระหวาง 300-800 bar (กโลกรม/ตารางเซนตเมตร) และจากตารางคณสมบตของพลาสตก ความดนในการฉดของ HDPE คอ 600-1500 bar สมมตความดนใน Cavity = 450 bar (สาเหตทเลอกตาลงเพราะเกด pressure drop ในขนตอนการฉด) พนทภาพฉาย (Project area) ของชนงานคอ สวนทเสนผาศนยกลางใหญทสด ดงนน a = D2 x ¶ 4 สาหรบ 4 Cavity = D2 x ¶ x 4 = 11.22 x ¶ x 4 4 4 = 395 cm2
เนองจาก การคานวณในปจจบนใชหนวย S.I. แตเครองจกรเกา ๆ ยงใชหนวยเกาอยหนวยทใช คอ กก./ซม.2 ดงนนจงใชการแปลงหนวยดงตอไปน
1 kgf = 10 N = 0.01 KN. หรอ 1,000 kgf = 10 KN. ดงนน 1 ton = 10 KN.
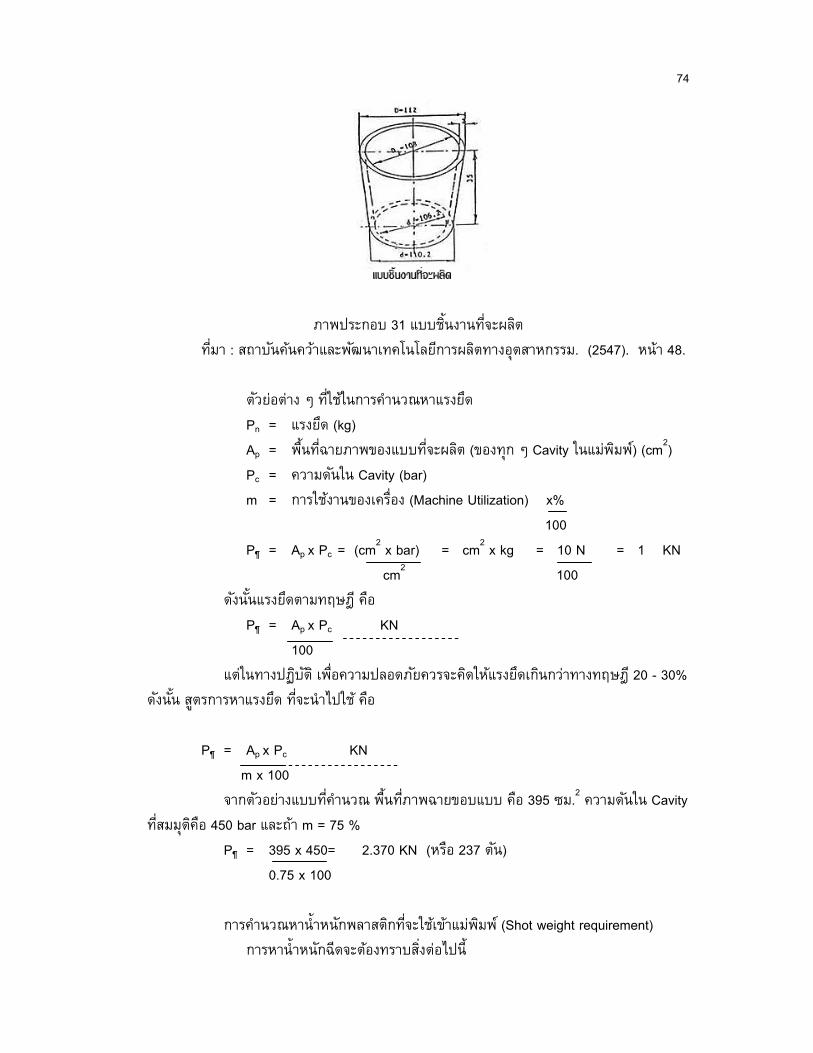
74
ภาพประกอบ 31 แบบชนงานทจะผลต ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 48.
ตวยอตาง ๆ ทใชในการคานวณหาแรงยด Pn = แรงยด (kg) Ap = พนทฉายภาพของแบบทจะผลต (ของทก ๆ Cavity ในแมพมพ) (cm2) Pc = ความดนใน Cavity (bar) m = การใชงานของเครอง (Machine Utilization) x% 100 P¶ = Ap x Pc = (cm2 x bar) = cm2 x kg = 10 N = 1 KN cm2 100 ดงนนแรงยดตามทฤษฎ คอ P¶ = Ap x Pc KN
100
แตในทางปฏบต เพอความปลอดภยควรจะคดใหแรงยดเกนกวาทางทฤษฎ 20 - 30% ดงนน สตรการหาแรงยด ทจะนาไปใช คอ P¶ = Ap x Pc KN
m x 100 จากตวอยางแบบทคานวณ พนทภาพฉายขอบแบบ คอ 395 ซม.2 ความดนใน Cavity ทสมมตคอ 450 bar และถา m = 75 % P¶ = 395 x 450= 2.370 KN (หรอ 237 ตน) 0.75 x 100 การคานวณหานาหนกพลาสตกทจะใชเขาแมพมพ (Shot weight requirement) การหานาหนกฉดจะตองทราบสงตอไปน

75
- ความหนาแนนของวตถดบในทนเลอกใช HDPE ซงมความหนาแนน 0.96 กรม/ ซม.3
- ขนาดของชนงาน ตองทราบในเชงปรมาตร เมอทราบสองอยางดงกลาวนแลวกสามารถทจะคานวณหานาหนกได คอ
นาหนก = ปรมาตร x ความหนาแนน
ภาพประกอบ 32 การแบงสวนเพอหาปรมาตร ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 49. สตรการหาปรมาตรของทรงกรวยตด คอ
V = π.h x [D2 + d2 + (D x d)] 2 = 0.2618 x h x [D2 + d2 + (D x d)] ในภาพประกอบ 32 เราแบงชนงานออกเปน 2 สวน คอ V1 = ปรมาตรของสวนทเปนผนงถวย V2 = ปรมาตรของสวนทเปนพนดานลางของถวย V1 = 0.2618h[D2 – D1
2 + d2 - d12 + (D x d) – (D1 x d1)]
= 0.2618 x 3.5 [11.22 – 10.8
2 + 11.022 – 10.622 + (11.2 x 11.02) – (10.8 x 10.62)] = 23.99 = 24 ซ.ม.3
V2 = ¶.x d12 x h
4 = 3.14 x 10.622 x 0.2 4 = 17.72 ซม.3

76
V = V1 + V2= 24 + 17.72 = 41.72 ซม.3
นาหนกของชนงานจะหาไดโดย นาหนก = ปรมาตร x ความหนาแนน (ซม.3 x กรม/ซม.3) = 41.72 x 0.96 = 40.05 กรม สาหรบแมพมพทม 4 Cavity = 40.05 x 4 = 160.2 กรม ตองเผอไวสาหรบรนาพลาสตกเขาและทางวง คดเปนนาหนกประมาณ 20 % ของนาหนก ทง 4 ชนงาน ดงนน นาหนกฉด = 160.2 x 1.20 = 193 กรม และประสทธภาพการทางานของเครองประมาณ 70-80 % สมมตวาประสทธภาพของเครอง 75 % นาหนกฉด = 193 = 257 กรม 0.75
ขนาดฐานของแมพมพ ชนสดทายทจะตดสนใจเลอกสาหรบการออกแบบ คอ ขนาดของแมพมพทงในตาแหนงเปดและตาแหนงปด จากคาทไดคานวณไว แมพมพนจะตองม 4 Cavity ขนาดเสนผาศนยกลางของชนงานทใหญทสด คอ 112 มม. ดงนนเสนผาศนยกลางรอบนอกทเผอไวสาหรบ Cavity คอ 150 มม. และเพอใหแนใจวา แผน Cavity จะมความแขงแรงเพยงพอจงเลอก mould base ขนาดมาตรฐาน คอ ขนาด 546 x 546 มม. การคานวณความหนาของแมพมพและระยะสาหรบเปดแมพมพ สาหรบแมพมพทม 4 Cavity ดงรปท 52 จะใชแมพมพทม 3 plate และใชรนพลาสตกเขาแบบรเขม (needle gate) ในการหาระยะของแมพมพในตาแหนงปดและเปด จะตองทราบความหนาของแมพมพแตละแผน ซงความหนาของแผนแมพมพน อาจจะเลอกใชตามขนาดมาตรฐานทมอย ยกเวนบางกรณทไมสามารถใชแมพมพมาตรฐานได ซงจะตองทาใหเสยคาใชจายเพมขน แมพมพชดหนง ซงประกอบดวยชนสวนตาง ๆ คอ ความสงของชนงาน35มม. แผน Cavity # 4 56มม. (ตองหนากวาความสงของชนงาน) Coreplate 36มม. แผน # 2 และ # 326มม. (ไมใชขนาดมาตรฐาน) แผนปลด (Stripper plate) # 518มม. (ไมใชขนาดมาตรฐาน) Core back plate # 756มม. Space # 8 85มม. แผนยดตวปลด # 1016มม.

77
Ejector back plate และ stop bottom30มม.
ภาพประกอบ 33 ตาแหนงของคาวต ในพมพมาตรฐาน ขนาด 546 x 546 มม. ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 51. แผนท 1 = 36มม. 2 = 26 มม. 3 = 26 มม. 4 = 56 มม. 5 = 18 มม. 6 = 36 มม. 7 = 56 มม. 8 = 85 มม. 9 = 36 มม. 10 = 16มม. 11 = 26มม. (ไมม Stop bottom)

78
ภาพประกอบ 34 ความหนาสวนตางๆ ของแมพมพ ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2545). หนา 57. A = 95 มม. B = 110 มม. C = แผน # 10 + แผน # 11 + stop bottom + ความสงของชนงาน + 4 มม. (เพอใหชนงานหลนได) = 85 มม. ระยะของแมพมพทงชดในตาแหนงปด = 375 มม. ระยะเปด P/L 2 (A) เพอให sprue และ runner หลนออก 95 มม. ระยะเปด P/L 1 (B) เพอใหชนงานหลนไดอยางสะดวก คอ 2 เทาของความสงของชนงาน + ระยะเผอ 40 มม. = (2 x 35) + 40 = 110 มม. ระยะในตาแหนงทแมพมพเปด 580 มม. หมายเหต ไมควรใชเครองเตม 100 % ของความสามารถในการทางานของเครองควรใชเพยงแค 70 % - 80 % เทานน

79
4.2.4 การออกแบบ GATE GATE คอ สวนทออกแบบไว เพอกาหนดจดประตการไหลของนาพลาสตก ใหเขาส CAVITY หรอประตทางเขา CAVITY 4.2.4.1 หนาทของ GATE 4.2.4.1.1 ควบคมความดนนาพลาสตก 4.2.4.1.2 เพอควบคมใหนาพลาสตกไหลเขาในลกษณะทไมเกดผลเสยกชนงาน 4.2.4.1.3 เพอใหแยกชนงานกบ RUNNER ออกจากกน 4.2.4.1.4 เพอปองกนนาพลาสตกใน CAVITY ไหลกลบและกลบปองกน
Pressure ยอนกลบ 4.2.4.1.5 เพอการผลตแบบอตโนมต 4.2.4.2 ปจจยในการกาหนดตาแหนง , การออกแบบและขนาดของ Gat รปราง ความหนาผนง ชนงาน ทศทางทรบแรง คณภาพทตองการในดานขนาด, ผว, ทางกลม ระยะทางไหล/ ความหนาผนง ความหนด อณหภม ชนดของพลาสตก ลกษณะการไหล สารเดม การหดตว การบดงอ รอยตอ อนๆ การปลดไดงาย การแยก Runner จากชนงาน ราคา 4.2.4.3 หลกการวางตาแหนง GATE 4.2.4.3.1 รปรางชนงาน วางตาแหนง Gate ทสวนหนาทสด ของชนงานทศทางการไหลจากGate ไปยงสวนตางๆ ของชนงาน ม ระยะทางไหลเทากน หลกเลยงการ ไหลเปนลา (Jetting) คานงถงความ
80
เปนไปไดในการระบายอากาศ 4.2.4.3.2 ทศทางทรบแรงสงสด การเลอกวางตาแหนง Gate ใหม ทศทางความเคนหลกตามทศ ทางการ ไหล ซงพลาสตกมความ ตานแรงดงและแรงกระแทกไดสงสด โดยเฉพาะพลาสตกเสรมแรง (Reinforce) 4.2.4.3.3 ความเรยบรอยของชนงาน (รอย Gate, รอยตอ, รอยยบ) ตาแหนง Gate อยในบรเวณทไม สะดดตาปองกนการเกดรอยตอ หรอ ใหนาพลาสตกหลอมรวมกนไดด โดยระยะทางไหลสนใหแรงดนตาม เพยง พอทจะไมเกดรอยยบ (Sink mark) 4.2.4.3.4 ขนาดทถกตอง พจารณาการผดขนาดของชนงาน เนองจากการเสยรปและการหดตว ในทศทางตางๆ การหดตวอาจ ตางกนในทศทางการไหลและขวาง การไหล 4.2.4.4 ขอแนะนาทวๆ ไปของตาแหนง Gate 4.2.4.4.1 ให Gate เขาทางดานหนาๆ ของชนงานหลกเลยงจดทเปนแหลมคมหรอมนโคงบนชนงานกาหนดตาแหนง Gate ทดานกวางดกวาดานแคบ 4.2.4.4.2 กาหนดตาแหนง Gate เขาในตาแหนงทแตงชนงานหรอตดเกจออกจากชนงานงาย 4.2.4.4.3 กาหนดตาแหนง Gate เขาใหมระยะถงจดไกลสดของเสนทางการไหลพลาสตกเปนระยะเทากน 4.2.4.4.4 ใช Gate เขาแบบจด (Pin Point Gate) สาหรบชนสวนรปถวย 4.2.4.4.5 ใช Gate เขา 2 ประตสาหรบชนงานผอมสงและชนงานทมพนทหนาตดไมเทากน 4.2.4.4.6 ใช Gate เขาหลายๆ แหงสาหรบชนงานบางๆ 4.2.4.4.7 วางตาแหนง Gate เขาทจะไมทาใหเกดรอยตอ

81
ตาราง 1 แนะนาขนาดของ Sprue gate ซงจะตองเลอกใชใหเหมาะสมกบนาหนกของชนงาน
นาหนกของชนงาน (กรม) ขนาดเสนผาศนยกลางของ Sprue gate (มม.) เบากวา 200 200 – 400 400 – 1000
หนกกวา 1000
2 - 4 4 - 6 6 - 8 8 - 12
ตาราง 2 แนะนาการใชขนาดรนเนอรและขนาดของเกจ
Runner Gate Gate Land Remarks Pin Point
Over To
Normal
นาหนกชนงาน (g)
4 to 6 0.6 0.8 (W x D) 0.80
+0.2 x 1.50
+0.5
0.80+0.3 < 150 g
8 0.8 1.2 10+0.5 x 20
+1 0.80+0.3 < 350 g
8 to 12 1.0 1.6 20+1 x 30
+2 0.80+0.3 < 350 g
6 to 8 0.6 1.0 1.00+0.5 x
1.50+0.5
0.80+0.3 < 150 g
8 to 10 1.0 1.4 1.20+0.5 x 20
+1.0 0.80+0.3 < 350 g
10 to 14 1.4 1.8 2.50+0.5 x 40
+3.0 0.80+0.3 < 350 g
4.2.5 การออกแบบ Runner RUNNER คอ เสนทางสาหรบนานาพลาสตกทหลอมเหลวใหไหลเขาส Cavity Runner อาจมหลายเสนทางกได แลวแตการออกแบบระบบทางเดนของนา เปนลกษณะแบบเดยวกระบบชลประทานของนาทวไป 4.2.5.1 หนาทของ Runner 4.2.5.1.1 ลาเลยงนาพลาสตกเขาส Cavity อยางรวดเรวและไมตดขดในเสนทางทส นทสด โดยสญเสยความรอนและแรงดนนอยทสด 4.2.5.1.2 นาพลาสตกไหลเขา Cavity ททกๆ Gate พรอมกนภายใตแรงดนและอณหภมทเทากน

82
4.2.5.1.3 หนาตดควรมขนาดเลก เพอประหยดเนอพลาสตก ถงแมหนาตดใหญอาจดกวาในการไหลเขา Cavity และคงแรงดนตามไวแตตองใชเวลาในการหลอเยนนานกวา 4.2.5.1.4 อตราสวนพนทผวตอปรมาตร ควรมคานอย 4.2.5.2 ปจจยทมผลตอการออกแบบ Runner 4.2.5.2.1 ปรมาตรชนงาน 4.2.5.2.2 ความหนาผนง 4.2.5.2.3 ชนดพลาสตก 4.2.5.2.4 ระยะทางการไหลของนาพลาสตก 4.2.5.2.5 ความตานทางการไหล 4.2.5.2.6 พนทผวตอปรมาตรของ Runner 4.2.5.2.7 การสญเสยความรอน 4.2.5.2.8 การสญเสยจากความเสยดทาน 4.2.5.2.9 เวลาการหลอเยน 4.2.5.2.10 ปรมาณเศษพลาสตก 4.2.5.2.11 คาทาแมพมพ 4.2.5.2.12 ชนดของแมพมพ 4.2.5.3 หนาทของระบบ Runner ทสมบรณ 4.2.5.3.1 ทาใหนาพลาสตกไหลเขา Cavity โดยมรอยตอ (Weld Line) นอยทสด 4.2.5.3.2 มความตานทางการไหลนอยทสด 4.2.5.3.3 มนาหนกนอยเมอเทยบกบชนงาน 4.2.5.3.4 ปลดชนงานไดงาย 4.2.5.3.5 ไมทาใหชนงานมรอยตาหน 4.2.5.3.6 ระยะทางไหลสน เพอลดการสญเสยแรงดน, ความรอนและพลาสตก 4.2.5.3.7 หนาตดใหญกวาชนงาน เพอให Runner กลายเปนของแขงชากวาชนงานและชนงานไดรบแรงดนตาม (Holding Pressure) 4.2.5.3.8 ระบบ Runner ไมควรมผลกระทบตอรอบเวลาฉด (Cycle Time) 4.2.5.3.9 ระบบ Runner ควรใหเปนรปแบบ “H” เพอความสมดลของการไหล 4.2.5.3.10 การวางตาแหนงและแบบของ Gate ไมทาใหนาพลาสตกไหลเปลา (Jetting) 4.2.5.3.11 ควรหลกเลยงระบบ Runner ในรปแบบกางปลา ซงจะทาใหการไหลไม สมดล 4.2.5.3.12 บรเวณสวนปลายของ Runner จะตองม Gold Slug wells เสมอ

83
4.2.5.4 การคานวณหาขนาด Runner
ภาพประกอบ 35 แสดงขนาดรนเนอร
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 43. 4.2.5.4.1 การใชสตร
D = w1/4 x L1/2
3.7 เมอ D = ขนาดเสนผาศนยกลางของ Runner (mm) W = นาหนกของชนงาน (g) L = ความยาวของ Runner (mm)
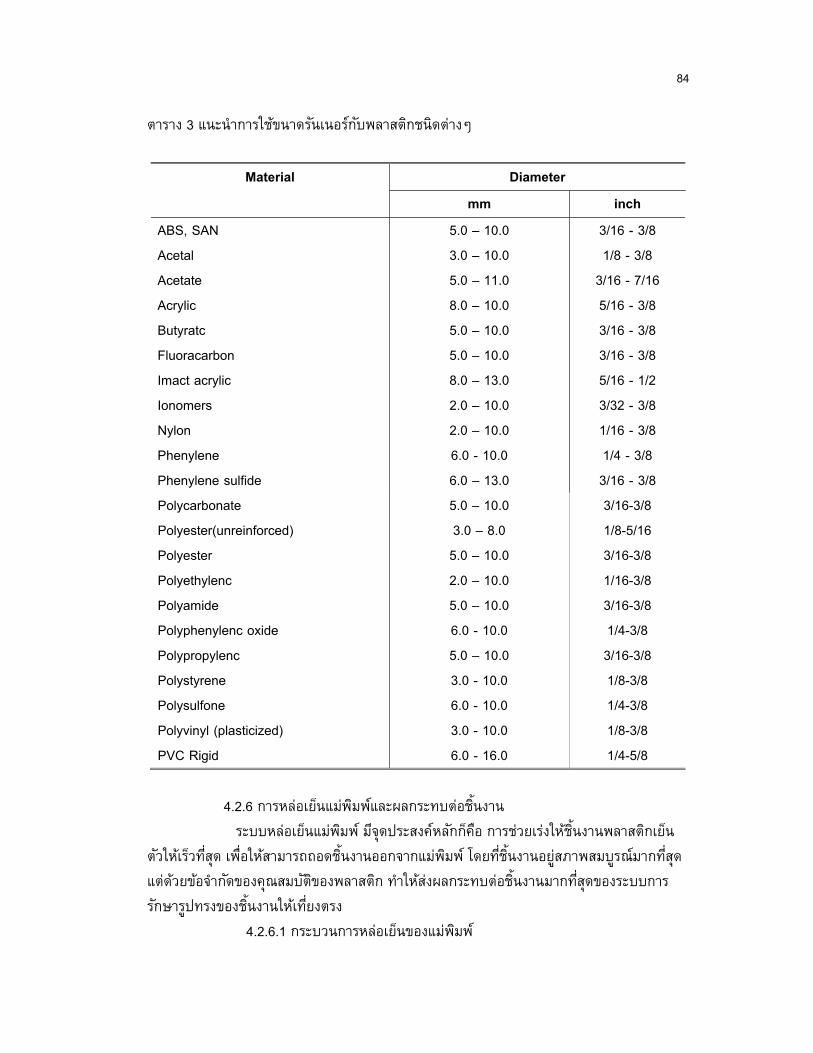
84
ตาราง 3 แนะนาการใชขนาดรนเนอรกบพลาสตกชนดตางๆ
Material Diameter
mm inch
ABS, SAN Acetal Acetate Acrylic Butyratc Fluoracarbon Imact acrylic Ionomers Nylon Phenylene Phenylene sulfide
5.0 – 10.0 3.0 – 10.0 5.0 – 11.0 8.0 – 10.0 5.0 – 10.0 5.0 – 10.0 8.0 – 13.0 2.0 – 10.0 2.0 – 10.0 6.0 - 10.0 6.0 – 13.0
3/16 - 3/8 1/8 - 3/8
3/16 - 7/16 5/16 - 3/8 3/16 - 3/8 3/16 - 3/8 5/16 - 1/2 3/32 - 3/8 1/16 - 3/8 1/4 - 3/8 3/16 - 3/8
Polycarbonate Polyester(unreinforced) Polyester Polyethylenc Polyamide Polyphenylenc oxide Polypropylenc Polystyrene Polysulfone Polyvinyl (plasticized) PVC Rigid
5.0 – 10.0 3.0 – 8.0 5.0 – 10.0 2.0 – 10.0 5.0 – 10.0 6.0 - 10.0 5.0 – 10.0 3.0 - 10.0 6.0 - 10.0 3.0 - 10.0 6.0 - 16.0
3/16-3/8 1/8-5/16 3/16-3/8 1/16-3/8 3/16-3/8 1/4-3/8 3/16-3/8 1/8-3/8 1/4-3/8 1/8-3/8 1/4-5/8
4.2.6 การหลอเยนแมพมพและผลกระทบตอชนงาน ระบบหลอเยนแมพมพ มจดประสงคหลกกคอ การชวยเรงใหชนงานพลาสตกเยนตวใหเรวทสด เพอใหสามารถถอดชนงานออกจากแมพมพ โดยทชนงานอยสภาพสมบรณมากทสด แตดวยขอจากดของคณสมบตของพลาสตก ทาใหสงผลกระทบตอชนงานมากทสดของระบบการรกษารปทรงของชนงานใหเทยงตรง 4.2.6.1 กระบวนการหลอเยนของแมพมพ

85
4.2.6.1.1 การนาความรอน โดยการถายเทความรอนภายในเนอพลาสตกสแมพมพ 4.2.6.1.2 การพาความรอน โดยการถายเทความรอนจากแมพมพสระบบทอหลอเยน ซงเปนสารหลอเยน 4.2.6.1.3 การแผรงส โดยการถายเทความรอนเปนในรปการแผคลนความรอนออกจากแมพมพ 4.2.6.2 หลกการหลอเยนตอคณภาพชนงานฉด การควบคมอณหภมใหคงทในแมพมพตองไมแตกตางกน ในแตละสวนของแมพมพและแตละสวนของชนงานจะสงผลกระทบโดยตรงตอรปทรงชนงาน” จะเหนไดวาหลกการนนเราจะออกแบบระบบหลอเยนดวยวธไหนกไดทสามารถทาใหแมพมพมการเยนตวพรอมกนทกจด จงจะไดชนงานตรงตามแบบพมพ แตในการผลตแมพมพทาไดมากนอยแคไหนกจะสงผลกระทบตอชนงานไปดวย 4.2.6.3 รปแบบของการหลอเยน 4.2.6.3.1 Hard Cooling คอ การทาใหแมพมพและชนงานเยนตวอยางรวดเรวเหมาะสาหรบการผลตหรอชนงานปรมาณมากๆ (Mass Production) รอบการฉด (Cycle time) สน 4.2.6.3.2 Soft Cooling โดยการใชระบบหลอเยนหรอการควบคมอณหภมแมพมพใกลเคยงกบจด Crystallite Melting point ของพลาสตกแลวคอย ๆ หลอเยนชนงาน ซงจะไดชนงานทมความเทยงตรง และคณสมบตเชงกลของชนงานดขน แตอยางไรกตามแมพมพจะตอบสนองตอการพจารณาเลอกแนวทางการควบคมอณหภมแมพมพการเยนตวของพลาสตกและผลกระทบตอชนงาน 4.2.6.4 ปจจยทสงผลกระทบตอรปทรงชนงานใหชวยเปนตว 4.2.6.4.1 ความหนาชนงาน 4.2.6.4.2 ความยาวเสนทางการไหลของนาพลาสตกในชนงาน 4.2.6.4.3 ตาแหนงการหลอเยนชนงาน 4.2.6.4.4 ชนดของพลาสตกและการหดตว 4.2.6.4.5 ความหนาแนนของเนอพลาสตกแตละจดของชนงาน จากปจจยทกลาวมาทงหมดสดทายททาใหเกดปญหาหรอสงผลกระทบกบชนงานคอ
อตราการเยนตว เยนตวแตกตางกนอนเปนสาเหตหลกของการเสยรปของชนงาน อยางเชนในรปตวอยาง

86
ตาราง 4 การออกแบบระบบหลอเยนในแมพมพ
รปท เสนผาศนยกลางหรอ ความกวางของคอร
ลกษณะเฉพาะ การออกแบบ
1 > 3 มม.
ถายเทความรอนออกโดยลมจากภายนอกขณะเปดแมพมพ การหลอเยนแบบตอเนองไดเฉพาะกบชนงานรปรางคลายทอ
2 > 5 มม.
แทงโลหะทนาความรอนจะตอไปถงทอหลอเยนโคนของแทงหลอเยนควรทาใหใหญ
3 > 8 มม.
ทาเปนแบบนาพหรอแบบพนทอ ขนาดเสนผาศนยกลางไมเกน 4 มม. ควรตดปลายเฉยง
4
แบบนาพ หรอแบบพน ID = OD/2
5
แบบนาพ หรอแบบพนสาหรคอรทมการหมนเพอคลายเกลยว
6
แบบแผนกน
7
แบบแผนกนบดเปนเกลยว

87
ตาราง 4 (ตอ) การออกแบบระบบหลอเยนในแมพมพ
รปท เสนผาศนยกลางหรอ ความกวางของคอร
ลกษณะเฉพาะ การออกแบบ
8
แกนทมรองขดเปนเกลยวปากเดยวหรอสองปาก ใสแบบหลวม ๆ เขาไปในคอรเปนชนสวนมาตรฐาน
9 แทงถายเทความรอน มขนาด ตงแต 3 มม. ภายในบรรจของเหลวนาความรอน
10 > 40 มม. หลอเยนแบบรองเกลยว
11 คอรดานใน S > 4 มม.
แบบรองเกลยวค และแบบนาพ
12
a. ชนงาน b. ปลอกโลหะผสมทองแดง- เบรลเลยม < 3 มม. d. เหลกกลา 3 มม. c. ชองหลอเยนแบบเกลยว d. ชนสวนเหลกกลาไรสนมนา
มาเชอมตดกน

88
ภาพประกอบ 36 ระบบหลอเยนรปวงกลมรองวงกลมทมจดศนยกลางรวมกน ทมา : ชยรตน แกวดวง. (2538). หนา 233.
ภาพประกอบ 37 ระบบหลอเยนรปวงกลมรองขดเปนวง ทมา : ชยรตน แกวดวง. (2538). หนา 233.
ภาพประกอบ 38 ระบบหลอเยนเปนรปขดสาหรบชนงานเหลยม ทมา : ชยรตน แกวดวง. (2538). หนา 234.
ภาพประกอบ 39 ระบบหลอเยนสาหรบชนงานรปสเหลยมท gate เขาศนยกลาง ทมา : ชยรตน แกวดวง. (2538). หนา 234.

89
4.3 การตรวจสอบแบบแมพมพ เมอเราไดทาการออกแบบแลวเสรจหรอไดรบแบบมา อนดบแรกจะเรมดโครงสรางทวๆ ไป พลาสตกทจะใชฉด เพอใหไดชนงานทดทสดและรกษาแมพมพใหยาวนาน จงตองพจารณา ในสวนแบบแมพมพกอนเปนอนดบแรก กอนทจะดาเนนการผลตจรง 4.3.1 การพจารณาตรวจสอบแบบแมพมพ 4.3.1.1 ตรวจสอบโครงสรางหลกของชนงาน ความแขงแรง ความหนาของแมพมพตาแหนง Support ตางๆ 4.3.1.2 ตรวจสอบวสดทใชทาแมพมพ Standard Parts วาถกตองหรอไมรวมทงกระบวนการทางความรอนและการตรวจสอบความแขง 4.3.1.3 ตรวจสอบโครงสรางของชนงาน วาจะสงผลกระทบตอโครงสรางหลกจากการเยนตว 4.3.1.4 ตรวจสอบระบบการทางานตาง ๆ ของแมพมพ 4.3.1.4.1 ระบบปลดชนงาน 4.3.1.4.2 การระบายอากาศ 4.3.1.4.3 การวางระบบ Runner 4.3.1.4.4 ระบบหลอเยน 4.3.1.5 ตรวจสอบความสามารถการขนรปเครองจกรกล 4.3.1.5.1 เครอง Milling 4.3.1.5.2 เครอง EDM 4.3.1.5.3 เครองเจยระไน 4.3.1.5.4 การขดผวขนสดทาย 4.3.1.6 ตรวจสอบโอกาสการเสยรปแมพมพขณะใชงาน 4.3.1.6.1 การสกกรอนของ Cavity และ Core 4.3.1.6.2 โอกาสเสยโครงสรางรวมเมอรบแรงฉดทสงและแรงยดแมพมพ 4.3.1.6.3 การเคลอนยายตาแหนง Parting Line 4.3.1.6.4 การเสยรปของ Cavity เมอไดรบแรงอดทสง 4.3.1.6.5 การเสยหายและการเคลอนตวของ Core ขณะรบแรงฉด โดยเฉพาะสวนทอยใกลเกจ 4.3.1.6.6 Insert และการจบยด Insert 4.3.1.6.7 Slide Core และ Angle Pin 4.3.1.6.8 การเสยดสของ Ejector Pin และการหกหรองอโคงของ Ejector Pin

90
4.3.2 หวขอการวเคราะห 4.3.2.1 แบงกลมชนงาน 2 กลม 4.3.2.1.1 กลมทสกหรอปกต จะเปลยนตามกาหนดเวลา เชน บช สลก คอร ฯลฯ 4.3.2.1.2 กลมทแตกหกปกต จะเปลยนทนททแตกหก เชน Ejector Pin, Slide ตางๆ ฯลฯ 4.3.2.2 ปจจยความเสยหายของแมพมพ 4.3.2.2.1 การออกแบบโครงสรางแมพมพ 4.3.2.2.2 วสดทใชทาแมพมพ 4.3.2.2.3 การ Machining 4.3.2.2.4 การอบชบดวยความรอน 4.3.2.2.5 การเจยระไน 4.3.2.2.6 การใชงานแมพมพ 4.3.2.2.7 การบารงรกษา 4.3.2.3 จดทเกดความเสยหายบอยในแมพมพฉด 4.3.2.3.1 การเคลอนยายของเสน Parting Line 4.3.2.3.2 ผวหนาผวแมพมพเกดการยบหรอเปนรอย 4.3.2.3.3 ผวของ Cavity หรอ Core เกดการแตกราวหรอแตกสะเกด 4.3.2.3.4 รเกจเกดการอดตน 4.3.2.3.5 Insert ตาง ๆ เกดการเคลอนยายหรอเบยงเบน 4.3.2.3.6 เกดการกดกรอนทคอรเลก ๆ 4.3.2.3.7 Slide Core และ Angle Pin เกดการไหมและสกหรอ 4.3.2.3.8 Ejector Pin เกดการหกงอโคงหรอแตกหก 4.3.2.3.9 ทอนาหลอเยนเกดการอดตน 4.3.3 การตรวจสอบชนสวนแมพมพ การประกอบแมพมพนนเปนขนตอนทยงยาก ผประกอบเองตองเขาใจและรรายละเอยดของแมพมพอยางด ไมวาการออกแบบ การขนรป การแกปญหา การ Machine ชนสวนตาง ๆ ซงตองอาศยเทคนคและประสบการณเปนอยางสง รวมทงการทดลอง ตรวจสภาพ และซอมแมพมพ กจาเปนตองมในตวของชางประกอบแมพมพ ปจจ บนบคลากรทางดานการประกอบแมพมพนนหายาก สาหรบแมพมพทจะนามาประกอบดวยกนนน ชนสวนทกชนจะตองผานการตรวจสอบ และตรวจวด ขนาด ผว ไดอยางถกตองตามมาตรฐาน โดยเฉพาะ Insert ทจะนามาใชตองเนนในเรองพกดความเผอใหถกตอง ผวในสวน คาวตและคอร จะตองเปนผวสาเรจรปแลว การประกอบจะแบงแมพมพเปน 2 สวน คอ สวนคอร กบสวนคาวต

91
4.3.3.1 การประกอบ Cavity ทาไดดงน 4.3.3.1.1 ประกอบในสวนของ Insert ตาง ๆ เขากบแผน Cavity Plate เสยกอน พรอมกบ Guide Pin 4.3.3.1.2 ตรวจสอบขนาด ผว ของแผนคาวต ใหถกตองตามแบบ 4.3.3.1.3 ถามสวนประกอบอน ๆ หรอกลไกเพมเตมในแมพมพ กดาเนนการประกอบตามหลกเกณฑของรปแบบนน ๆ 4.3.3.1.4 แผน Front Plate ประกอบ Locating Ring, Sprue Bush และ Spring Ejector Runner 4.3.3.1.5 ถาแมพมพมแผน Runner Plate ดวย กจะประกอบแผน Runner พรอมกบ Locking Runner Pin ใหเรยบรอยกอน 4.3.3.1.6 ประกอบแผน Front Plate + Runner Plate + Cavity Plate 4.3.3.2 การประกอบสวน Core 4.3.3.2.1 ประกอบในสวนทเปน Insert ตางๆ เขากบแผน Core ใหเรยบรอยเสยกอน และตรวจสอบขนาดตางๆ และผวของ Core ถกตอง 4.3.3.2.2 ประกอบ Guide Pin พรอมกบแผน Core back Plate เขากบแผน Core Plate 4.3.3.2.3 ทดลองใส Ejector Pin ผานรใสเขมกระทงโดยไมตดขด ทกตาแหนงและทง Core Plate และ Core Back Plate 4.3.3.2.4 ชด Ejector Pin ประกอบไดดงน 4.3.3.2.4.1 ใส Ejector Pin และ Return Pin พรอมสปรงกบแผน Retaining Ejector Plate 4.3.3.2.4.2 ประกอบ Ejector Pin ประกอบไดดงน 4.3.3.2.5 ทดลองนาชดกระทงไปประกอบกบชด Core Plate ดเพอไมใหมปญหาเรองตาแหนงรเขมกระทงไมตรงตาแหนง และคางไวตาแหนงนน 4.3.3.2.6 นาแผน Back Plate และ Specer bar พรอมสกรยดคอย ๆ ขนสกรยดเขาไปใหแนน ขณะนนตองระมดระวง พยายามขนใหเขาพรอมกนทกดาน สงเกตขณะนนสกรยดจะคอยดนสปรงของ Return Pin และตรวจด Ejector Pin ใหใสไปในตาแหนงของรเขมกระทงอยางไมตดขดและผวเรยบเสมอผวคอร 4.3.3.2.7 นาชดแมพมพทงสองชดประกอบเขาดวย โดยอาศย Guide Pin และ Bush เปนตวกาหนดตาแหนง ซงในขนตอนนจะตองใชเครองมอในการประกอบดวยเสมอ เพราะนาหนกของแมพมพมาก ขอควรระมดระวง ในการประกอบแมพมพจะตองทาดวยความระมดระวง และใจเยนเปนพเศษ หามชนสวนทกชนดกระแทกหรอครดไปกบผวพนเดดขาด โดยเฉพาะในสวนของ Core และ Cavity การ

92
ใชคอนทนใหใชเฉพาะคอนยาง คอนพลาสตก หรอคอนโลหะชนดออน เทานน โดยปกตแลวชนสวนถาผลตมาไดมาตรฐานตามแบบแลว ในขนตอนการประกอบจะไมยาก ไมตองแกไขมากนก ประกอบกนไมยาก 4.3.4 การบารงรกษาแมพมพ การบารงรกษาแบบปองกน (Preventive Maintenance) การจดระบบโรงงานโดยพจารณาในการซอมบารง 4.3.4.1 ขอแนะนาในการดแลรกษาแมพมพ 4.3.4.1.1 การใชสมดบนทกแมพมพใหเปนประโยชนหรอสมดประวตแมพมพ 4.3.4.1.2 การควบคมและดแลทอนาเยนตลอดอายแมพมพ 4.3.4.1.3 การควบคมดแลผวหนาแมพมพ และชองระบายอากาศ 4.3.4.2 หวขอทควรบนทกลงในสมดประวตแมพมพ 4.3.4.2.1 เบอรของแมพมพ 4.3.4.2.2 ชอชนงาน 4.3.4.2.3 วสดทใชฉด 4.3.4.2.4 นาหนกตอ Shot 4.3.4.2.5 นาหนกชนงาน 4.3.4.2.6 จานวน Cavity 4.3.4.2.7 เงอนไขการฉดขนรป 4.3.4.2.8 ประวตการฉดขนรป 4.3.4.2.9 ประวตการซอม 4.3.4.2.10 อน ๆ 4.3.4.3 เวลาตดตงอยกบเครองฉดพลาสตก 4.3.4.3.1 ใชผาเชดถผวแมพมพใหทวถง 4.3.4.3.2 พนสเปรยปองกนสนมบาง ๆ (เลอกใชสเปรยทใชเฉพาะกบแมพมพฉดพลาสตก) 4.3.4.3.3 ปดแมพมพเอาไวดวยแรงปดตา 4.3.4.3.4 เวลาทเรมตนฉดใหม ใชผาเชดถผวแมพมพอยางทวถง 4.3.4.4 เวลาถอดลงจากเครองฉดพลาสตก 4.3.4.4.1 (ภายหลงจากทาตามขนตอนทระบไวดานบนเวลาตดตงคางอยบนเครองฉดเรยบรอยแลวถอดออกจากเครองฉด เปาลดไลนาทตกคางภายในรนาหลอเยนออกใหหมด ) 4.3.4.4 .2 (ถอดสายยางสงนา (Nipple) แยกเกบไวตางหาก 4.3.4.4.3 ใชเทปปดหอหม Locating Ring และปดรฉด (ปองกนเศษผงหรอน
เขา) 4.3.4.5 เวลาทไมใชงานสกระยะหนง)

93
4.3.4.5.1 (ภายหลงจากทาตามทระบไวดานบนเรยบรอยแลว) 4.3.4.5.2 วางแมพมพตวผแมพมพตวเมย แยกกนบนพน ทาการตรวจเชค ลางคราบนามน (รตางๆ ใหลางภายใน ดวย นายาลางคราบนามน เปาลมไลออกใหหมด ) 4.3.4.5.3 ใชผาเชดถใหท วถง 4.3.4.5.4 ลงนายาปองกนสนมใหทวถง (เลอกใชนายาทใชเฉพาะกบแมพมพฉดพลาสตก) 4.3.4.6 สถานทเกบรกษา 4.3.4.6.1 เกบวางไวบนชนเกบรกษา (ตดปายบอกแสดงใหชดเจน ) 4.3.4.6.2 ในกรณทวางบนชนเกบรกษาไมไดใหวางบน Pallet ททาจากไม (หามวางบนพนคอนกรต) 4.3.4.6.3 เกบวางในทแหง (ถาความชนสงเกนกวา 70 % จะขนสนมไดงายขน) ตาราง 5 การบารงรกษาแมพมพเทยงตรงสง
ระดบการตรวจซอม วธการตรวจซอม ระยะเวลากาหนด
ระดบปกต
ทาความสะอาดผวแมพมพใหทว ลางคราบนามน ทาความสะอาดใหแหงทจด ดยเฉพาะในทอนาหลอเยน และผขางใน พนนายากนสนม
หลงจากการปฏบตงานฉด ประจาวน
ระดบตรวจสอบตามอาย
ปฏบตเชนเดยวกบปกต เพมการถอดชนสวนทมการเสยดส และเคลอนทเชน บช เขมกระทง Angle Pin Slide Core ฯลฯ ออกมาทาความสะอาด ตรวจสอบขนาดความเสยหาย และเปลยนทดแทน
กาหนดอายการซอมบารงรกษาตามสภาพของแมพมพและความตองการความเทยงตรง อาจกาหนด ระยะเวลาหรอจานวน Shot กได
ระดบเขมขน
ปฏบตเชนเดยวกบปกต เพมการถอดชนสวนทกชนออกมาทาความสะอาด ตรวจสอบขนาด ความเสยหายและเปลยนทดแทน
ทกครงหลงปฏบตการฉดเสรจแลว ตามระยะเวลาหรอจานวน Shot กได
ทมา : สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม. (2547). หนา 63.

94
5. ประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉด พลาสตก ในการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกนน จะใหมความถกตองและมมาตรฐานไดจะตองมการทาการหาประสทธภาพของหลกสตรฝกอบรมเพอจะทาใหหลกสตรฝกอบรมเปนไปตามเกณฑทกาหนดไว จะตองประกอบดวยเนอหาดงน คอ การกาหนดเกณฑประสทธภาพ การวดผล การประเมนผล พฤตกรรมทางการศกษา แบบทดสอบ การวเคราะหขอสอบ 5.1 การกาหนดเกณฑประสทธภาพการพฒนาหลกสตรฝกอบรมการ ออกแบบและสรางแมพมพฉดพลาสตก การทจะศกษาหาประสทธภาพของหลกสตรฝกอบรมเพอใหไดเกณฑทกาหนดจะตองมการทดลองและปรบปรงในอนทจะทาใหไดหลกสตรฝกอบรมตามเกณฑทกาหนดไว และมประโยชนตอหลกสตรฝกอบรมคอ ทาใหหลกสตรฝกอบรมมคณภาพและมประสทธภาพตอการนาไปฝกอบรม เกณฑประสทธภาพ หมายถง ระดบขดความสามารถของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกทเปนเกณฑกาหนดประสทธภาพในอนทจะทาใหผเขารบการอบรมเกดความรและทกษะในเนอหาททาการฝกอบรม การกาหนดเกณฑประสทธภาพ สามารถทจะทาได โดยการประเมนผลพฤตกรรมของผเขยน 2 ประเภท คอ พฤตกรรมตอเนองและพฤตกรรมขนสดทาย โดยกาหนดคาประสทธภาพเปน E (ประสทธภาพของกระบวนการ) E2 (ประสทธภาพของผลลพธ) ซงมรายละเอยดดงน (สมณ กลาหาญ. 2543:47-50) ประเมนพฤตกรรมตอเนอง (Transitional Behavior) คอประเมนผลตอเนอง ซงประกอบไปดวยพฤตกรรมยอยหลายๆ พฤตกรรม เรยกวา กระบวนการ ของผเรยนทสงเกตจากการประกอบกจกรรมกลม (รายงานกลม) และรายงานบคคล ไดแก งานทมอบหมาย และกจกรรมอนทผสอนกาหนดไว ประเมนพฤตกรรมขนสดทาย (Terminal Behavior) คอ ประเมนผลลพธของผเรยนโดยพจารณาจากการสอบหลงเรยน และการสอบไล ประสทธภาพของหลกสตรฝกอบรมการการออกแบบและสรางแมพมพฉดพลาสตกจะกาหนดเปนเกณฑทผสอนคาดหมายวาผเรยนจะเปลยนพฤตกรรมเปนทพงพอใจโดยกาหนดเปนเปอรเซนต ของผลเฉลยของคะแนนการทางานและการประกอบกจกรรมของผเรยนทงหมด ตอเปอรเซนต ของผลเฉลยของผลการสอบหลงเรยนของผเรยนทงหมด นนคอ E1/E2 คอ ประสทธภาพของกระบวนการ/ประสทธภาพของผลลพธ เชน 80/80 หมายความวาเมอเขารบการการฝกอบรมจากหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกแลว ผเรยนสามารถ

95
ทาแบบฝกหดหรองานไดผลเฉลยรอยละ 80 และทาแบบทดสอบหลงเรยนไดผลเฉลยรอยละ 80 การทจะกาหนดเกณฑ E1/E2 ใหมคาเทาใดนนผสอนเปนผพจารณา โดยปกตเนอหาทเปนความรความจามกจะตงไว 80/80 85/85 หรอ 90/90 สวนเนอหาทเปนทกษะอาจตงไวตากวาน เชน 75/75 5.1.1 วธการคานวณหาประสทธภาพของสอการสอนโดยใชสตร กระทาโดยใชสตรตอไปน E1 = ประสทธภาพของกระบวนการ
ΣX1 = คะแนนรวมของแบบฝกหดหรองาน N = จานวนผเรยน A = คะแนนเตมของแบบฝกหดทกชนรวมกน E2 = ประสทธภาพของผลลพธ
ΣX2 = คะแนนรวมของผลลพธหลงเรยน N = จานวนผเรยน B = คะแนนเตมของการสอบหลงเรยน การคานวณหาประสทธภาพโดยใชหลกสตรขางตน กจะมการนาคะแนนแบบฝกหดหรอผลงาน ในขณะประกอบกจกรรมกลม/เดยว และคะแนนสอบหลงเรยนมาเขาตารางแลวจงคานวณหาคา E1/E2 หลงจากคานวณหาคา E1 และ E2 ผลลพธทไดมกจะใกลเคยงกน และหางกนไมเกน รอยละ 5 ซงเปนตวชทจะยนยนไดวา นกเรยนไดมการเปลยนแปลงพฤตกรรมตอเนองตามลาดบขนหรอไม กอนจะมการเปลยนพฤตกรรมขนสดทาย หรออกนยหนงการทนกเรยนจะสอบไลไดเทาใด เชน รอยละ 90 นน นกเรยนมความรจรง หรอทาไดเพราะการเดาสม เมอมการรายงานคะแนนเปนตวเลข 2 ตว เชน 78/83 นนจะทาใหเราทราบวานกเรยนทางานและแบบฝกหดทงปได รอยละ 78 และสอบไลได รอยละ 83 เปนการยนยนการเปลยนแปลงพฤตกรรมของนกเรยนทคอนขางแนนอน 5.1.2 ขนตอนการหาประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
100 x 11
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
ΑΝΧ
=Ε ∑
100 x 2
2
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
ΒΝΧ
=Ε ∑

96
เมอทาการสรางหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกขนเปนตนแบบแลว ตองนาเนอหาของหลกสตรฝกอบรมไปหาประสทธภาพตามขนตอนดงน 5.1.2.1 แบบเดยว (1:1) คอ ทดลองเรยนกบผเรยน 1 คน โดยใชเดกออน ปานกลางและเกง คานวณหาคาประสทธภาพ เสรจแลวปรบปรงใหดข น โดยปกตคะแนนทไดจากการทดลองแบบเดยวนจะไดคะแนนตากวาเกณฑมาก แตไมตองวตกเมอปรบปรงแลวสงขนมากกอนาไปทดลองแบบกลม ในขนน E1/E2 ทจะไดจะมคาประมาณ 60/60 5.1.2.2 แบบกลม (1:10) คอ ทดลองกบผเรยน 6-10 คน (คละผเรยนทเกงกบออน) คานวณหาประสทธภาพแลวปรบปรง ในคราวนคะแนนของผเรยนจะเพมขนอกเกอบเทากบเกณฑ โดยเฉลยจะหางจากเกณฑประมาณ 10 % นนคอ E1/E2 ทไดจะมคาประมาณ 70/70 5.1.2.3 ภาคสนาม (1:100) ทดลองกบผเรยนทงชน 40 -100 คน คานวณหาคาประสทธภาพแลวทาการปรบปรง ผลลพธทไดควรใกลเคยงกบเกณฑทต งไว หากตากวาเกณฑไมเก 25% กใหยอมรบ หากแตกตางกนมากผสอนตองกาหนดเกณฑประสทธภาพของบทเรยนคอมพวเตอรชวยสอนใหม โดยยดสภาพความเปนจรงเปนเกณฑ สมมตวา เมอทดสอบหาประสทธภาพแลวได 83.5/85.4 กแสดงวาสอการสอนนนมประสทธภาพใกลเคยงกบเกณฑ 85/85 ทต งไว แตถาตงเกณฑไว 75/75 เมอผลการทดลองเปน 83.5/85.5 กอาจเลอนเกณฑขนมาเปน 85/85 ได 5.2 การวดผล ในกระบวนการของการหาประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก จะตองมการวดผลเพอเปนการกาหนด โดยมผร นกการศกษาและนกวชาการไดกลาวไวดงน สมนก ภททยธน (2541 : 1) ไดกลาววาการวดผล หมายถง กระบวนการการปรมาณ หรอจานวนของสงของตางๆ โดยใชเครองมออยางใดอยางหนงมาวด ผลจากการวดมกจะออกมาเปนตวเลขหรอสญลกษณหรอขอมล ภทรา นคมนนท (2543 : 10) ไดกลาววาการวดผล หมายถง กระบวนการทเกยวของกบชวตประจาวนของทกคนอยตลอดเวลา ทกครงทเกดปญหาในการตดสนใจ เรามกจะหาขอมล
เพอใชประกอบในการตดสนใจไดถกตอง การหาขอมลจาเปนตองใชเครองมอหรอเทคนควธตางๆ ในการรวบรวมขอมล จากความหมายของการวดผลทไดมผร นกการศกษาและนกวชาการไดกลาวไวนน สามารถสรปไดวา การวดผล หมายถงกระบวนการกาหนดคณลกษณะปรมาณของขอมลทเปนทงบคคล หรอสงของได โดยระบเปนตวเลขหรอสญลกษณในการทาการวด

97
5.3 การประเมนผล การทจะอธบายถงประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกวจะอยในระดบเกณฑทยอมรบไดนนจะตองมการประเมนผล โดยไดมผร นกการศกษา นกวชาการ ไดกลาวไวดงน พชต ฤทธจรญ (2544:5) ไดกลาววา การประเมนผล หมายถง การตดสนคณคาหรอการตราคาขอมลทไดจากการวดโดยเปรยบเทยบขอมลอนๆ หรอเกณฑทต งไว ภทรา นคมนนท (253:12) ไดกลาววา การประเมนผล หมายถง การนาเอาขอมลทงหลายทไดจากการวดมาใชในการตดสนใจ โดยการหาขอสรปตดสนประเมนคาหรอตราคาโดยเปรยบเทยบกบขอมลอนๆ หรอเกณฑทต งไว 5.3.1 ประเภทของการประเมนผล การประเมนผล สามารถจาแนกประเภทไดดงน 5.3.1.1 จาแนกตามวตถประสงคของการประเมน แบงเปน 3 ประเภทคอ 5.3.1.1.1 การประเมนผลกอนเรยน (Pre-evaluation) มจดมงหมายเพอตรวจสอบความรพนฐานและทกษะของผเรยนวา มความรเพยงพอทจะเรยนตอในรายวชาใหมหรอเนอหาใหมไดหรอไม ถาพบวามความรพ นฐานไมเพยงพอหรอไมมพฤตกรรมขนตนกอนเรยน ครจะจดใหมการสอนปรบพนฐานจนผเรยนมความรเพยงพอทจะเรยนในเนอหาใหมได 5.3.1.1.2 การประเมนผลระหวางเรยนหรอประเมนความกาวหนา (Formative evaluation) มจดมงหมายเพอตรวจสอบวาผเรยนบรรลตามวตถประสงคการเรยนทกาหนดไวหรอไม เพยงใด หากพบวามขอบกพรองในจดประสงคใด กหาแนวทางปรบปรงแกไขขอบกพรองในจดประสงคนนๆ โดยจดสอนซอมเสรมใหแกผเรยน 5.3.1.1.3 การประเมนผลรวมสรป (Summative evaluation) เปนการประเมนเพอตดสนผลการเรยนมจดมงหมายเพอศกษาวาผเรยนมความรท งสนเทาไร ควรตดสนได-ตก ผาน-ไมผาน หรอควรไดเกรดอะไร เปนตน 5.3.2 จาแนกตามระบบการวดผล แบงเปน 2 ประเภท 5.3.2.1 การประเมนผลแบบองกลม (Norm-referenced evaluation) เปนการตดสนคณคาของคณลกษณะหรอพฤตกรรม โดยเปรยบเทยบกบผเรยนทอยในกลมเดยวกนททาขอสอบฉบบเดยวกนโดยมจดมงหมายเพอจาแนกหรอจดลาดบบคคลในกลมนนๆ ตวอยางของการประเมนแบบองกลม เชน การสอคดเลอกเชาศกษาตอในสถานศกษา การสอบชงทนการศกษา เปนตน 5.3.2.2 การประเมนผลแบบองเกณฑ (Criterion-referenced evaluation) เปนการตดสนคณคาของคณลกษณะหรอพฤตกรรมโดยเปรยบเทยบกบเกณฑ ซงเกณฑมทงเกณฑมาตรฐาน (Standard criteria) ทมอยแลวหรอเกณฑทผประเมนกาหนดขน (Arbitrary criteria) ในทางปฏบตการประเมนผลสมฤทธทางการเรยน เกณฑจะหมายถง กลมพฤตกรรมตาม

98
จดมงหมายในแตละบทหรอหนวยการเรยนโดยทวไป นยมใชจดประสงคเชงพฤตกรรม (Behavioral objective) หรอกลมของพฤตกรรม (Domain of behavior) 5.4 พฤตกรรมทางการศกษา พฤตกรรมทางการศกษาทนยมใชในปจจบนเปนของบลมและคณะ ซงใชหลกการจด
จาแนกอนดบ (taxonomy) จาแนกพฤตกรรมการศกษาเปน 3 ประเภทคอ พฤตกรรมดานพทธพสย (cognitive domain) พฤตกรรมดานจตพสย (affective domain) และพฤตกรรมดานทกษะพสย (psychomotor domain) ซงสามารถสรปไดดงน (พชต ฤทธจรญ.2544 : 31-42) 5.4.1 พฤตกรรมดานพทธนสย พฤตกรรมทางพทธนสยเปนสมรรถภาพดานสมองหรอสตปญญาของบคคลในการ
เรยนรส งตางๆ แบงเปน 6 ระดบเรยงตามลาดบขนตอนการเกดพฤตจากขนตาสดถงข นสงสด คอความรความเขาใจ การนาไปใช การวเคราะห การสงเคราะห และการประเมนคา ดงนน 5.4.1.1 ความร - ความจา (knowledge) หมายถงความสามารถทางสมองในการทรงไว หรอรกษาไวซงเรองราวตาง ๆ ทบคคลไดรบรไวในสมองไดอยางถกตองแมนยา 5.4.1.2 ความเขาใจ (comprehension) หมายถง ความสามารถในการจบใจความสาคญของเรอง สามารถถายทอดเรองราวเดมออกมาเปนภาษาของตนเองไดโดยทยงมความหมายเหมอนเดม 5.4.1.3 การนาไปใช (application) เปนความสามารถในการนาหลกวชาไปใชแกปญหาในสถานการณใหม ซงอาจใกลเค ยงหรอคลายคลงกบสถานการณทเคยพบเหนมากอน เชน การนาสตรพนทสามเหลยมไปใชหาพนทสามเหลยมรปใหมได การแกประโยคทเขยนไวยากรณผดได 5.4.1.4 การวเคราะห (analysis) เปนความสามารถในการแยกแยะเรองราวสงตางๆ ออกเปนสวนยอย ๆ ไดวาเรองราวหรอสงนนๆ ประกอบดวยอะไรบาง มความสาคญอยางไร อะไรเปนเหตอะไรเปนผล และทเปนไปอยางนนอาศยหลกการอะไร 5.4.1.5 การสงเคราะห (synthesis) เปนความสามารถในการผสมผสานสวนยอยตางๆ เขาดวยกนเพอเปนสงใหมอกรปแบบหนงมคณลกษณะโครงสรางหรอหนาทใหมทแปลกแตกตางไปจากของเดม 5.4.1.6 การประเมนคา (evaluation) เปนความสามารถในการพจารณาตดสนหรอลงสรปเกยวกบคณคาของเนอหาและวธการตางๆ โดยอาศยเกณฑและมาตรฐานทวางไว 5.4.2 พฤตกรรมดานจตพสย พฤตกรรมดานจตพสยเปนพฤตกรรมทเกยวกบความรสกนกคดทางจตใจ อารมณ และคณธรรมของบคคลซงตองอาศยการสรางหรอปลกฝงคณลกษณะนสยตาง ๆ ใหเกดขนโดยเรม
จากพฤตกรรมขนแรกทงายไปหาขนสดทายทยาก ซงม 5 ระดบ คอ

99
5.4.2.1 การรบร (receiving or attending) เปนขนทบคคลรสกวามสงเรามากระตนใหแสดงพฤตกรรม และจะเรมทาความรจกในสงนน นนคอเรมสนใจและเตมใจในสงเรานน 5.4.2.2 การตอบสนอง (responding) เปนขนทบคคลแสดงปฏกรยาโตตอบสงเรานนดวยความยนยอม เตมใจ 5.4.2.3 การเกดคานยม (valuing) เปนขนทบคคลมองเหนคณคาของการตอบสนองสงเราหรอประสบการณแลวกลายมาเปนสงทยดถอของบคคลในโอกาสตอไป 5.4.2.4 การจดระบบคณคา (organization) เปนขนตอนทบคคลนาคานยมทตนเองสรางไวแลวมาจดระบบหรอหมวดหมโดยอาศยความสมพนธระหวางคานยมเหลานนและปรบสงทขดแยงกน เพอนามาสรางเปนคานยมเพอถอปฏบตตอไป 5.4.2.5 การสรางลกษณะนสย (characterization by a value complex) เปนขนการนาคานยมทจดระบบคณคาทมในตวเขาเปนระบบทถาวรและทาหนาทควบคมพฤตกรรมของบคคลไมวาจะอยในสถานการณใดๆ กจะแสดงพฤตกรรมตามคานยมทยดถอตลอดไป สมาเสมอจเกดเปนลกษณะนสยประจาตวของแตละบคคล 5.4.3 พฤตกรรมดานทกษะพสย พฤตกรรมดานทกษะพสยเปนพฤตกรรมทเกยวกบความสามารถเชงปฏบตการซงเกยวของกบระบบการใชงานของอวยะตางๆ ในรางกายทตองอาศยการประสานสมพนธของกลามเนอกบการทางานของระบบประสาทตางๆ ซงเปนหนวยสงการ เชน การเคลอนไหวอวยวะตาง ๆ ในการทากจวตรประจาวน เลนกฬา เลนตนตรหรอกจกรรมอนๆ หากนกเรยนไดฝกฝนการทางานของกลามเนอและระบบประสาทใหมการประสานสมพนธกนยอมกอใหเกดความชานาญ หรอทกษะในการปฏบตงาน การจาแนกพฤตกรรมดานทกษะพสยนมหลายกลมความคดในทนจะนาเสนอ 2 แนว ดงน 5.4.3.1 แนวทางท 1 แบงลกษณะของพฤตกรรมตามพฒนาการดานทกษะพสยออกเปน 5 ระดบ คอขนเลยนแบบ การทาโดยยดแบบ การทาดวยความชานาญ การทาในสถานการณตางๆ ได การแกปญหาไดโดยฉบพลน 5.4.3.2 แนวทางท 2 แบงลกษณะของพฤตกรรมในเรองทกษะการเคลอนไหวแบงเปน 4 ดานคอ ทกษะการเคลอนไหวทงรางกาย ทกษะเคลอนไหวทตองใชประสาทรวมๆ กน ทกษะการสอสารโดยใชทาทาง ทกษะพฤตกรรมทางดานภาษา 5.5 แบบทดสอบ ความหมาย แบบทดสอบคอชดของสงเราทนาไปใชกระตนบคคลตอบสนองออกมา ชดของสงเรานมกจะอยในรปของคาถาม ซงอาจใหเขยนตอบ ใหแสดงพฤตกรรม ใหพดออกทางวาจา กได ทาใหสามารถวดได สงเกตได และนาไปสการแปลความหมายได แบบทกสอบนสามารถ

100
ใชไดกบขอมลทางพทธปญญาดานจตอารมณ และดานทกษะ แตนยมใชวดทางดานพทธปญญาเปน
สวนใหญ ชนดของแบบทดสอบ แบงเปน 3 ชนด ดงน 5.5.1 แบบทดสอบวดผลสมฤทธทางการเรยน (Achievement test) เปนแบบทดสอบทใชวดความรทกษะและสมรรถภาพสมองดานตางๆ ทผเรยนไดรบจากประสบการณทงปวงทงจากทางบาน และสถาบนการศกษา แบบทดสอบวดผลสมฤทธทางการเรยนนยงแบงออกเปน 2 ประเภท คอ แบบทดสอบทครสรางขนเอง (Teacher-made test) และแบบทดสอบทเปนมาตรฐาน (Standardized test) แบบทดสอบทง 2 ประเภทนจะถามเนอหาเหมอนกน คอ ถามสงทผเรยนไดรบจากการเรยนการสอนซงจดเปนกลมพฤตกรรมได 6 ประเภท คอ ความรความจา ความเขาใจ การนาไปใช การวเคราะห การสงเคราะห การประเมนคา รปแบบของการทดสอบวดผลสมฤทธทนยมใชม 3 รปแบบ คอ 5.5.1.1 แบบปากเปลา (Oral test) เปนการทดสอบทอาศยการซกถามเปนรายบคลใช ไดผลดถามผเขาสอบจานวนนอย เพราะตองใชเวลามาก ถามไดละเอยด เพราะสามารถโตตอบกนได 5.5.1.2 แบบเขยนตอบ (Paper – pencil test) เปนการทดสอบทเปลยนแปลงมาจากการสอบแบบปากเปลา เนองจากจานวนผเขาสอบมากและมจานวนจากดแบงไดเปน 2 แบบ คอ 5.5.1.2.1 แบบความเรยง (Essay type) เปนการสอบทใหผตอบไดรวบรวบเรยบเรยงคาพดของตนเองแสดงทศนคตและความรสก ความคดไดอยางอสระภายใตหวเรองทกาหนดให เปนขอสอบทสามารถวดพฤตกรรมดานการสงเคราะห ไดอยางด แตกมขอเสยเพราะ การใหคะแนนทาใหมความเปนปรนยไดยาก 5.5.1.2.2 แบบจากดคาตอบ (Fixed – response type) เปนขอสอบ ทมคาตอบถกภายใตเงอนไขทกาหนดใหอยางจากด ขอสอบแบบนยงแบบออกเปน 4 แบบ คอ แบบถกผด (True – false) แบบเตมคา (Completion) แบบจบค (Matching) แบบเลอกตอบ (Multiple choice) 5.5.1.3 แบบปฏบต (Performance test) เปนการทดสอบทผสอบไดแสดงพฤตกรรมออกมาโดยการกระทาหรอลงมอปฏบตจรงๆ เชนการทดสอบทางดนตร ชางกล พลศกษา เปนตน 5.5.2 แบบทดสอบวดความถนดหรอตวปญญา (Aptitude test) เปนการทดสอบทใชวดศกยภาพระดบสงสดของบคคลวาสมรรถภาพในการเรยนรมากนอยเพยงใด และควรเรยนดานใดหรอทางานดานใด จงจะประสบความสาเรจอยางด แบบทดสอบประเภทนอาจแบงยอยไดเปน 2 ประเภท คอ แบบทดสอบความถนดในการเรยน (Scholastic aptitude test) และแบบทดสอบความถนดจาเพาะ (Specific aptitude test) นกวดผลแบงกลมความถนดเปน 7 ดาน คอ ความถนดดานภาษา (Varbal Factor) ความถนดดานการใชคา (Word fluency Factor) ความถนดดานตวเลข (Number Factor) ความถนดดานมตสมพนธ (Space Factor) ความถนดดานความจา (Memory

101
Factor) ความถนดดานการสงเกตรบร (Perception Factor) ความถนดดานการใชเหตผล (Reasoning Factor) 5.5.3 แบบทดสอบวดความสมพนธของบคคลตอสงคม แบบทดสอบประเภทน จะวดเกยวกบบคลกภาพหรอการปรบตนเองของบคคลในสงคม วดความสนใจตองสงตาง ๆ แบบทดสอบประเภทน มกอยในรปแบบทดสอบถามวดลกษณะบคคล เชน แบบทดสอบความเกรงใจ แบบทดสอบความคดสรางสรรค แบบสารวจความสนใจตางๆ เปนตน 5.5.4. การวางแผนการสรางแบบทดสอบ ในการสรางแบบทดสอบผวจยควรกาหนดแผนการสรางซงประกอบดวยขนตอนตางๆ ดงน คอ 5.5.4.1 กาหนดวตถประสงคในการศกษา ขนนเปนการวางโครงการลวงหนา วาการวจยนนตองการศกษาอะไร กบใคร และศกษาเพออะไร 5.5.4.2 กาหนดลกษณะของแบบทดสอบทจะใช ขนนเปนการกาหนดรปแบบของแบบทดสอบทจะใชในการวจย โดยกาหนดวาจะใชแบบทดสอบประเภทใดจงจะสอดคลองกบคณลกษณะทตองการศกษา จานวนขอความมเทาใดและเวลาทใชควรเปนเทาใดจงจะเหมาะสม 5.5.4.3 การสรางแบบทดสอบ ขนนเปนการพจารณาวาคณลกษณะทตองการศกษานน มองคประกอบของพฤตกรรมใดบางโดยตองคานงวาตวขอสอบหรอแบบทดสอบนนเปนเพยงตวแทนของพฤตกรรมทงหมดดงนนจงตองใชวจารณญาณอยางดในการพจารณาเลอกตวแทนพฤตกรรม แตละองคประกอบทนามาสรางแบบทดสอบซงอาจตองใชเทคนคการสมตวอยางเนอหา (Content sampling) โดยอาศยตารางวเคราะหหลกสตร เปนแนวทางในการสราง (ในกรณทเปนขอสอบวดผลสมฤทธ) 5.5.4.4 การสรางตวคาถาม ยดหลกใชภาษาทเขาใจงาย ชดเจนและมความเปนปรนยถาขอสอบนนเปนขอสอบแบบปรนย การสรางตวเลอกใหเปนอสระจากกน มความชดเจน ไมแนะคาตอบ (ควรศกษาเทคนคการเขยนขอคาถามและตวเลอกจากหนงสอเทคนคการเขยนขอสอบประกอบดวย จะไดสามารถสรางไดถกหลกเกณฑ) 5.5.4.5 การประเมนคณภาพของแบบทดสอบ ขนนเปนการตรวจสอบดวาเนอหาและพฤตกรรมตาง ทนามาสรางเปนแบบทดสอบนนเปนตวแทนทดหรอไม ครอบคลมเนอหาและพฤตกรรมทงหมดหรอไม โดยตรวจคณภาพทสาคญ ๆ ตอไปน 5.5.4.5.1 ความเทยงตรง (Validity) เปนการตรวจสอบวาแบบทดสอบนน วดตรงตามวตถประสงคทต งไวหรอไม 5.5.4.5.2 ความเชอมน (Reliability) เปนการตรวจสอบดวา ผลของการวดจากแบบทดสอบนนมความคงทแนนอนมากนอยเพยงใด 5.5.4.5.3 ความเปนปรนย (Objective) เปนการตรวจสอบดวาคาถาม หรอสงทถามในแบบทดสอบมความชดเจนดพอหรอไม ระบบการใหคะแนนและการแปลความหมายคะแนน นาไปใชไดตรงกนทวไปไดหรอไม

102
5.6 การวเคราะห ขอสอบ การวเคราะหขอสอบชนดเลอกตอบหลายตวเลอกใชวธวเคราะหทางสถต ม 3 ประเภท คอ (รววรรณ ชนะตระกล.2535 :234-236) 5.6.1 ระดบความยากขอสอบ ระดบความยากขอสอบ หมายถง รอยละของจานวนคนทงหมดทตอบขอสอบนนถกตอง เชน ขอสอบวชาสถตและวจยการศกษาขอหนง มคนตอบทงหมด 10 คน ปรากฏวามคนตอบถกเพยง 50 คน ดงนนขอสอบขอนจงมระดงความยากเทากบ 50 ใน 100 ซงเทากบ .50 หรอรอยละ 50 ถาขอสอบขอใดมคนเปนจานวนมากหรอทงหมดตอบถก กอาจถอวาขอสอบขอนนงายมาก ในตรงขาม ถาหากมคนเพยงจานวนเลกนอยตอบถก หรอไมมใครตอบถกเลย ขอสอบขอสอบนนกยากมาก ระดบความยากของขอสอบมคาตงแต 0.00 ถง 1.00 ตวเลขทมคาตาๆ หมายความวมความยากมาก สวนตวเลขทมคาสงๆ หมายความวามความงายมาก โดยทวไปขอสอบทมระดบความยากตงแต .20 ถง .80 เปนขอสอบทความยากงายพอเหมาะ คอไมยากจนเกนไปและไมงายจนเกนไปและขอสอบทงฉบบควรมระดบความยากเฉลยปานกลาง คอประมาณ .50 5.6.2 อานาจจาแนกของขอสอบ อานาจจาแนกของขอสอบ หมายถง ความสามารถของขอสอบทจาแนก หรอแยกใหเหนความแตกตางของคนทงสองกลม เชนสามารถจาแนกระหวางคนเกงวชา Computer กบคนไมเกงวชา Computer ได หรอสามารถจาแนกระหวางคนทมความสามารถพเศษในการวาดรป กบคนทไมมความสามารถวาดรปได อานาจจาแนกของขอสอบมคาตงแต -1.00 ถง +1.00 ขอสอบทม คาอานาจจาแนกเขาใกล –1.00 หรอ +1.00 แสดงวามคาอานาจจาแนกสงมาก คาตดลบแสดงวาจาแนกผดทางไมตรงตามความประสงคของผสรางขอสอบ คาบวกแสดงวาจาแนกไดถกตองตรงตามทผสรางขอสอบตองการ ขอสอบทมคาอานาจจาแนกเขาใกล 0.00 แสดงวามคาอานาจจาแนกตาจาแนกไมคอยได หรอจาแนกไมไดเลย โดยทวไปขอสอบทมคาอานาจจาแนกตงแต .20 ขนไปถอวาเปนขอสอบทมอานาจอยในเกณฑใชได และถามคาตงแต .40 ขนไป ถอวาขอสอบนนมอานาจจาแนกดมาก 5.6.3 ประสทธภาพของตวลวง ประสทธภาพของตวลวง หมายถง ความสามารถของตวลวงใหคนกลมไมเกงมาเลอกตอบมากกวาคนกลมเกง ตวลวงกคอตวเลอกทไมคาตอบถก ตวลวงทมประสทธภาพหรอตวลวงทด คอ ตวลวงทมคนกลมไมเกงมาเลอกตอบเปนจานวนมาก แตคนกลมเกงไมเลอกหรอมเพยงบางคนเทานนทจะเลอกตอบ แตถาปรากฏวาคนกลมเกงเลอกตอบตวลวงตวนนมากกวาคนกลมไมเกง เพราะคดวาตวลวงนนเปนคาตอบถก ตวลวงนนกใชไมได ผสรางขอสอบจะตองทาการปรบปรงแกไขใหดขน วธการหาประสทธภาพของตวลวงกทาคลายกบการหาคาอานาจจาแนก คอหาผลตางระหวางสดสวนสองจานวน แตตวตงและตวลบใหสลบทกน กลาวคอ เอาคาสดสวนจานวนผเลอกตอบของกลมไมเกงเปนตวตง แลวลบดวยคาสดสวนผเลอกตอบของกลมเกง เชนกลมไมเกงม

103
คน 20 คน ไดเลอกตวลวงนน 6 คน ดงนนสดสวนจานวนคนเลอกจงเทากบ 6/20 ซงเทากบ .30 สวนคนเกงกมคน 20 คนเชนกน แตมาเลอกตวลวงเพยง 2 คน ดงนน สดสวนจงเทากบ 2/20 เทากบ .10 ฉะนน ประสทธภาพของตวลวงตวนนจงเทากบ .30-.10 ซงเทากบ .20 5.6.4 วธวเคราะหขอสอบ วธวเคราะหขอสอบ มขนตอนดงน คอ (รววรรณ ชนะตระกล.2535 : 236-238) ขนท 1 ตรวจสอบและใหคะแนนในกระดาษเรยบรอยแลว นากระดาษคาตอบมาเรยงลาดบตามคะแนนรวมสงสดไปจนถงคะแนนรวมตาสด ทงนเพอทจะทาการแบงกลกระดาษคาตอบออกเปนกลมทเกงและกลมทไมเกง กลมทเกง คอ กลมทจะไดคะแนนสงซงเรยกวากลมสง สวนกลมทไมเกงคอ กลมทไดคะแนนตา เรยกวา กลมตา ซงจ านวนนกเรยนในกลมตวอยควรสงกวา 60 คน ถามจานวนไมถงรอยละ 60 หรอนอยกวานวเคราะหได แตอาจจะใชเกณฑแบงแตกตางกนออกไป ถาจานวนนกเรยนในกลมตวอยางยงมากเทาไรยงทาใหผลการวเคราะหขอสอบนน มความเทยงตรงมากขน ขนท 2 แบงกลมสงตา โดยมกลกเกณฑในการแบงดงน ถามกระดาษคาตอของผเขาสอบเปนจานวนมากตงแต 100 คนขนไป กใชเทคนครอยละ 27 คอนบเอากระดาษคาตอบทไดคะแนนสงสดลงมาใหไดครบรอยละ 27 ของทงหมดเปนกลมสง แลวนบเอาจากคะแนนตาสดขไปใหไดรอยละ 27 ของทงหมดเปนกลมตา กลมทเหลอตรงกลางมรอยละ 46 ของทงหมดอาจจะเอามาใชหรอไมใชกได แตถาหากผเขาสอบมจานวนไมมากนก เชนมเพยง 60 คนหรอ 40 คน การแบงกลมสง กลมตา อาจจะตองใชประมาณรอยละ 33 หรอรอยละ 50 ถาผวจยใชแบงกลมดวยเทคนครอยละ 27 คาสถตทคานวณไดกาจจะมความคลาดเคลอนมากเกนไป หลงจากมการแบงคะแนนออกเปนกลมทมคะแนนสงกบกลมทมคะแนนตาเรยบรอยแลว กทาการบนทกความถของกาเลอกตอบทกตวเลอก เปนรายขอทกขอของแตละกลม แลวคานวณหาระดบความยาก (P) และคาอานาจจาแนก (r) ตอไป
6. งานวจยทเกยวของ 6.1 งานวจยภายในประเทศ การพฒนาหลกสตรฝกอบรมการสรางแมพมพฉดพลาสตก สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม โดยมการพฒนาหลกสตรฝกอบรม การจดการกระบวนการในการฝกอบรม ไดมการจดทาขนมาและมรปแบบของการสรางและพฒนาหลกสตรฝกอบรมคลายกบการสรางและพฒนาหลกสตรฝกอบรมดงน คอ สนทศน วงศมาก (2541 : บทคดยอ) ไดทาการวจยเรองการพฒนาหลกสตรฝกอบรมชางเทคนคระบบการสอสารใยแกวนาแสงขององคการโทรศพทแหงประเทศไทย โดยในการวจยนน มความมงหมาย เพอศกษาความตองการและความรทางดานเทคนคของชางเทคนคระบบสอสารใยแกวนาแสงพอนามาพฒนาเปนหลกสตรฝกอบรมชางเทคนคขององคการโทรศพทแหงประเทศไทย

104
และผลการวจยทไดคอ ความตองการทางดานวชาการของผเขารบการฝกอบรม 5 ดาน คอ ดานหลกการจดและบรหารฝกงาน ดานความรและงานทางชาง ดานเทคนคและวธฝกอบรม ดานการผลตและใชสอฝกอบรม และดานการวดและการประเมนผล เฉลมพล คงจนทร (2540 : บทคดยอ)ไดทาการวจยเรองการพฒนาหลกสตรฝกอบรมเทคโนโลยรถยนตไฟฟาสาหรบนกศกษาชางยนต โดยมความมงหมายของการวจยน เพอพฒนาหลกสตรฝกอบรม เทคโนโลยรถยนตไฟฟาสาหรบนกศกษาชางยนต โดยแบงขนตอนการวจย ดงน
ตอนท 1 เปนการใชกระบวนการเพอหาสมรรถภาพของนกศกษาชางยนตในอนาคตโดยใชเทคนคเดลฟายสอบถามความคดเหนของผเชยวชาญจานวน 17 ทาน ทงในรอบท 1 รอบท 2 และรอบท 3 ตามลาดบ ไดสมรรถภาพของนกศกษาชางยนต ดงน ดานความร ดานจตพสย ตอนท 2 เปนการพฒนาหลกสตรฝกอบรมเทคโนโลยรถยนตไฟฟา โดยนาสมรร ถภาพของนกศกษาชางยนตในอนาคต มากาหนดเปนกรอบและแนวทางในการจดทาหลกสตร ตอนท 3 เปนการนาหลกสตรไปทดลองใช โดยใชรปแบบการทดลองแบบกลมเดยววดผลสองครงซงเปนนกศกษาชางยนต จานวน 17 คน ผลการทดลองปรากฎวา จากการประเมนการใชหลกสตรโดยผทาการ อบรมและผเขารบการอบรมพบวา เนอหาวชากจกรรมและวธการอบรมสอประกอบการสอนและการวดและประเมนผลมความเหมาะสมมาก ผลการปฏบตงานของนกศกษาชางยนตอยในระดบมากในทกทกษะและนกศกษาชางยนตมเจตคตสงกวากอนการใชหลกสตรอยางมนยสาคญทางสถตทระดบ 0.05 องอาจ พงษพสทธบปผา (2541:บทคดยอ)ไดทาการวจยเรองการพฒนาหลกสตรฝกอบรมเพอเสรมสรางพฤตกรรมผนาทางการเกษตรสาหรบนกเรยน โครงการอาชวศกษา เพอพฒนาชนบท (อศ. กช.)ความมงหมายของการวจยน เพอพฒนาหลกสตรฝกอบรมเพอเสรมสรางพฤตกรรมผนาทางการเกษตร สาหรบนกเรยนโครงการอาชวศกษาเพอการพฒนาชนบท (อศ.กช.) ใหมความรมเจตคตทดและมทกษะพฤตกรรมผนาทางการเกษตร แบงการวจยออกเปน 4 ขนตอน ดงน ขนตอนท 1 การศกษาขอมลพนฐานเปนการศกษาเอกสารงานวจย ขนตอนท 2 การสรางหลกสตรเปนการนาผลจากการขนตอนท 1 มากาหนดเปนโครงรางหลกสตร ขนตอนท 3 การทดลองใชหลกสตร ผวจยนาหลกสตรไปทดลองใชกบนกเรยน จานวน 32 คน โดยการทดลองกอนการฝกอบรมใหการฝกอบรมและทดสอบหลกการฝกอบรม ขนตอนท 4 การตดตามผลหลกสตร ผวจยไดตดตามผลหลงจากการฝกอบรม 1 เดอน โดยใชแบบสอบถาม ชนดมาตราสวนประมาณคา 5 ระดบ จากผลการวจยพบวา นกเรยนทผานการฝกอบรมมพฤตกรรมผนาทางการเกษตรดานการแสวงหาความรทางการเกษตรและความคดรเรมสรางสรรคเปลยนแปลงเพมขนในระดบปานกลาง เกศรน มนญผล (2544 : บทคดยอ) ไดทาการวจยเรองการพฒนาหลกสตรฝกอบรมครเพอเสรมสมรรถภาพดานการจดทาหนงสอเสรมประสบการณทสอดคลองกบทองถน โดยมความมงหมายของการวจยน เพอเสรมสมรรถภาพดานการจดการทาหนงสอเสรมประสบการณทสอดคลองกบทองถน โดยมความมงหมายของการวจยน เพอเสรมสมรรถภาพดานการจดการทา

105
หนงสอเสรมประสบการณทสอดคลองกบทองถน การพฒนาหลกสตรนไดดาเนนการในลกษณะของการวจยและพฒนา ซงม 4 ขนตอนคอ 6.1.1 การศกษาขอมลพนฐาน เพอใชวางแผนในการสรางหลกสตร 6.1.2 การสรางหลกสตร ซงไดจากการนาขอมลพนฐานมาเปนแนวทางในการกาหนดองคประกอบของการรางหลกสตร 6.1.3 การทดลองใชหลกสตร ไดนาหลกสตรทปรบปรงแลวไปใชฝกอบรมครกลมสนใจจานวน 35 คนใชระยะเวลา 3 เดอน มภาคทฤษฎและปฏบตเปนชวงๆ 6.1.4 การประเมนหลกสตรไดดาเนนการประเมนหลกสตรทงในแงบรบท ตวปอน
กระบวนการและผลผลต ผลการประเมนพบวา หลกสตรนสามารถนาไปใชไดอยางมประสทธภาพ สวนผลการสอบวดความรกอนและหลงการฝกอบรมพบวาผลสมฤทธหลกฝกอบรมเพมขนอยางมนยสาคญ 6.2 งานวจยตางประเทศ SWANSON, BARBARA LYNNE (1990 : บทคดยอ) ไดทาการวจย เรองการพฒนาและการประเมนของรปแบบการวางแผน, การเฝาตดตามและการประเมนหลกสตรทนาไปใชโดยม
ข นตอนในการวจย ดงน คอ 6.2.1 พฒนาการวจยเบองตนของรปแบบสาหรบการวางแผน การเฝาตดตามและการ
ประเมนกระบวนการของหลกสตรทนาไปใช 6.2.2 มรปแบบการประเมนโดยประสบการณทนาหลกสตรไปใชในลกษณะของความเขาใจเหตผลและเปนประโยชนและผลการวจยพบวา 6.2.3 การรวบรวมขอมลความรทหาไดมาพจารณาในกระบวนการนาหลกสตรไปใช 6.2.4 นยสาคญของการนาหลกสตรไปใชทเปนกระบวนการปรบปรง นนไมสามารถทนาไปใชนอกเหนอจากคณสมบตสงแวดลอมในองคกร 6.2.5 การศกษาทเปลยนขอกาหนดการประเมนในกฎสมพนธภาพใหมทอยภายในและนอกของเฉพาะโรงเรยนนนๆ และโรงเรยนในตาบล 6.2.6 มกระบวนการประเมนทางดานปรมาณทเกดจากความตองการ การเฝาตดตาม
และปรบปรงการนาหลกสตรไปใชในชวตจรง 6.2.7 จดใหโรงเรยนประจาตาบลมโครงสรางทเปนมาตรฐานในการนาหลกสตรไปใชใหเกดการเปลยนแปลงในโรงเรยนประถม กบโรงเรยนมธยมใหมความแตกตางในความสามารถทใกลเคยงกน จากผลการวจยทเปนงานวจยทเกยวของนนเปนงานวจยทเกยวกบการพฒนาบคคลทงหมด โดยในผลงานการวจยจะพบปญหาตางๆทเกดขนและกไดสามารถททาใหการวจย
ดาเนนการลลวงไวมากมายไดรายละเอยดในกระบวนการทแสดงใหในวธการอยางชดเจน โดยผวจย

106
ไดนาแนวทางจากผลการวจยทศกษานามาเปนแนวทางในการตงสมมตฐานในการวจย และเปนแนวทางในการวจย เพอใชในการพฒนาบคคลครงนดวย โดยในการวจยในการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ไดนาหลกการพฒนาหลกสตรของเชยเลอรและอเลกซานเดอร (Saylor and Alexander.1966:7) มาเปนหลกการในการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก และในการฝกอบรมไดจดฝกอบรมโดยใชรปแบบการฝกอบรมแบบทฤษฎ นนคอใหผเขารบการฝกอบรมไดเรยนรในดานของทฤษฎ และในกระบวนการฝกอบรมไดมการจดใหมการทดสอบเปนระยะเพอประเมนความรในเรองทฝกอบรม ในขนตอนสดทายมการทดสอบความรในเนอหาทงหมดทไดฝกอบรมมาเพอเปนการประเมนความสามารถของผเขารบการฝกอบรมและเพอพสจนในสมมตฐานทต งไวในงานวจย

107
บทท 3 วธดาเนนการวจย
การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก โดยใชรปแบบการวจยเชงทดลอง สามารถสรปแนวทางการทดลองการวจยดงน 1. พฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก 2. ศกษาประสทธภาพของหลกสตร จากแบบทดสอบของผเขาฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก และจากการสงเกตในขณะทาการฝกอบรมวาผเขาฝกอบรมมความรมากนอยเพยงใด การสรางหลกสตรฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก เนอหาจะเนนไปในสวนของการออกแบบแมพมพ การกาหนดขนาดของชนงานแมพมพฉดมาแลวไดขนาดของชนงานทมความแมนยา ในแตละขนาดของชนงานทฉดออกมา สวนในดานกรรมวธการสรางแมพมพ จะกลาวถง การเลอกใชเครองจกรใหมความเหมาะสมกบแตละชนสวนและการใชเครองจกรทถกตองและในสวนสดทายของการฝกอบรมจะเปนเนอหาเกยวกบการตรวจสอบแมพมพการประกอบแมพมพและการตรวจสอบความถกตองของชนงานททาการผลตออกมา จากเนอหาดงกลาวขางตนของการสรางหลกสตรฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตกโดยมข นตอนการศกษาและการสรางหลกสตรดงน 1. ทาการศกษาความตองการของการพฒนาหลกสตรของหนวยงานวามความตองการทจะพฒนามากนอยเพยงใด วเคราะหผท จะเขามาฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตกวามแนวโนมเปนอยางไร วเคราะหโดยบคลากรทมความรในดานแมพมพฉดพลาสตก โดยดจากบคลากรในสถาบนการศกษาและความตองการของบคลากรดานแมพมพ 2. กาหนดขอบเขตเนอหาในหลกสตรฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก การกาหนดหลกสตรโดยศกษาจากตาราและผททางานดานแมพมพฉดทมความเชยวชาญ 3. กาหนดโครงสรางของหลกสตร จดลาดบกอนหลงของลาดบการฝกอบรมตามเนอหาและขอบเขตทกาหนดไว 4. กาหนดรปแบบการจดฝกอบรม โดยกาหนดตามชวโมงการฝกอบรมในภาคทฤษฎตามสดสวนทกาหนด 5. รปแบบของการฝกอบรม โดยมข นตอนดงน 5.1 กาหนดวตถประสงคของการฝกอบรม 5.2 เนอหาของหลกสตร
108
5.3 การใชสอในการจดฝกอบรม 5.4 การจดในภาคทฤษฎ 5.5 การประเมนผลผเขารบการฝกอบรมในลกษณะกอนและหลงการฝกอบรม 6. การตรวจสอบหลกสตร ตรวจสอบโดยผเชยวชาญดานตางๆ ดงน ดานความเชยวชาญ ดานการออกแบบแมพมพฉดและผเชยวชาญดานการสรางแมพมพ ในสวนของหลกสตรมผเชยวชาญในดานการพฒนาหลกสตรและการสรางหลกสตร ทงในสองสวนมผเชยวชาญ 5 ทาน เพอชวยในการแกไขและปรบปรงใหหลกสตรมความสมบรณ การนาแบบประเมนหลกสตรใชในการเกบขอมลตองผานการตรวจจากผเชยวชาญกอนนาไปใช คณสมบตของผเชยวชาญมดงน เปนผทมความรในเรองแมพมพฉดพลาสตก โดยคณวฒทางการศกษาไมตากวาระดปรญญาตรและประสบการณการทางานไมตากวา 3 ป ในสายงานแมพมพฉดพลาสตกจานวน 2 คน เปนผทมความรในเรองการออกแบบและสรางแมพมพฉดพลาสตก คณวฒทางการศกษาไมตากวาระดบปรญญาตรและมประสบการณในการออกแบบแมพมพฉดพลาสตกไมตากวา 3 ปจานวน 2 คน เปนผทมความรดานการสรางหลกสตรและการฝกอบรม คณวฒทางการศกษาไมตกวาปรญญาตร มประสบการณการทางานไมตากวา 3 ป จานวน 1 คน 7. ขอเสนอแนะและการปรบปรงแกไข ของผเชยวชาญมาปรบปรงแกไขหลกสตร 8. นาหลกสตรทแกไขสมบรณแลวไปใชกบผเขารบการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก 9. ทาการปรบปรงหลกสตรสตรการออกแบบและสรางแมพมพฉดพลาสตกอกครง หลงจากการฝกอบรม 10. หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก 11. การดาเนนการในชวงวนท 27 มกราคม พ.ศ. 2549 ถงวนท 28 มกราคม พ.ศ. 2549 จานวน 1 หลกสตร เอกสารประกอบการฝกอบรมหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก 11.1 หลกการของหลกสตรฝกอบรม การจดทาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก โดยหลกสตรฝกอบรมทจดทาขน เปนการนาหลกการ รปแบบและเทคนคการฝกอบรม มาจดทาเปนหลกสตรฝกอบรม และหลกสตรทจดทาขนจะประกอบไปดวยเนอหาการออกแบบและสรางแมพมพฉดพลาสตก 11.2 เนอหาของหลกสตรฝกอบรม 11.2.1 ความรพนฐานดานพลาสตก 11.2.1.1 ประวตความเปนมาของพลาสตก 11.2.1.2 กระบวนการฉดพลาสตก 11.2.1.3 การฉดพลาสตก

109
11.2.2 ความรดานเครองฉดพลาสตก 11.2.2.1 เครองฉดแบบควบคมดวยมอ 11.2.2.2 เครองฉดแบบ ซเอนซ 11.2.3 แมพมพฉดพลาสตก 11.2.3.1 แมพมพสองแผน 11.2.3.2 แมพมพสามแผน 11.2.3.3 แมพมพแบบแยก 11.2.4 การออกแบบแมพมพฉดพลาสตก 11.2.4.1 การออกแบบโครงสรางแมพมพฉดพลาสตก 11.2.4.1.1 การกาหนดแนวแยกแมพมพ 11.2.4.1.2 การออกแบบชนสวน 11.2.4.1.3 การออกแบบเบาแมพมพฉดพลาสตก 11.2.5 การวเคราะหในการออกแบบแมพมพฉดพลาสตก 11.2.5.1 การวเคราะหวสดทาแมพมพ 11.2.5.2 การวเคราะหคณสมบตในการขนรป 11.2.5.3 การวเคราะหมาตรการปองกนการสกหรอของเบา 11.2.5.4 การวเคราะหความสมดลยการไหลของนาพลาสตก 11.2.6 การตรวจสอบแมพมพ 11.2.7 การบารงรกษาแมพมพ 11.3 อปกรณทใชในการฝกอบรม 11.3.1 คอมพวเตอร 1 ชด 11.3.2 โปรแกรมเขยนแบบ3 มต (Unigraphics NX2) 11.3.3 แมพมพ 2 ชด 11.3.4 ชนงานตวอยาง 11.3.5 เครองฉดพลาสตก 1 เครอง 11.3.6 เมดพลาสตก 11.4 วธการฝกอบรม ในการดาเนนการฝกอบรมเปนการฝกอบรมในแบบทฤษฎคอการบรรยาย 11.5 วธการประเมนผล 11.5.1 แบบทดสอบความรระหวางการฝกอบรมตามเกณฑ 80/80 11.5.2 แบบทดสอบความรหลงการฝกอบรมตามเกณฑ 80/80 11.6 ในรายละเอยดของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ไดเชญผเชยวชาญในดานการออกแบบแมพมพฉดพลาสตกและผเชยวชาญดานการเรยนการสอนมาวเคราะหในดานเนอหาของหลกสตรฝกอบรมโดยมผเชยวชาญ 5 ทานมรายนามผเชยวชาญดงน
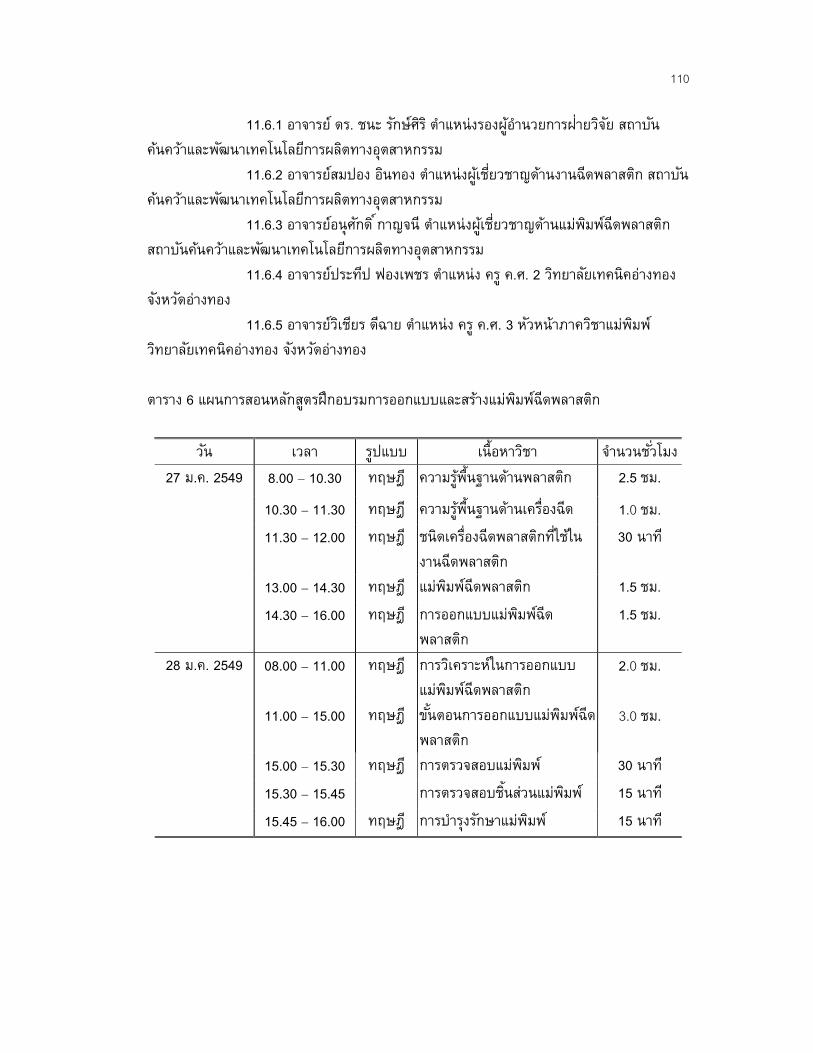
110
11.6.1 อาจารย ดร. ชนะ รกษศร ตาแหนงรองผอานวยการฝายวจย สถาบน
คนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม 11.6.2 อาจารยสมปอง อนทอง ตาแหนงผเชยวชาญดานงานฉดพลาสตก สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม 11.6.3 อาจารยอนศกด กาญจน ตาแหนงผเชยวชาญดานแมพมพฉดพลาสตก สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม 11.6.4 อาจารยประทป ฟองเพชร ตาแหนง คร ค.ศ. 2 วทยาลยเทคนคอางทอง จงหวดอางทอง 11.6.5 อาจารยวเชยร ดฉาย ตาแหนง คร ค.ศ. 3 หวหนาภาควชาแมพมพ วทยาลยเทคนคอางทอง จงหวดอางทอง ตาราง 6 แผนการสอนหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
วน เวลา รปแบบ เนอหาวชา จานวนชวโมง 8.00 – 10.30 ทฤษฎ ความรพนฐานดานพลาสตก 2.5 ชม.
10.30 – 11.30 ทฤษฎ ความรพนฐานดานเครองฉด 1.0 ชม.
11.30 – 12.00 ทฤษฎ ชนดเครองฉดพลาสตกทใชในงานฉดพลาสตก
30 นาท
13.00 – 14.30 ทฤษฎ แมพมพฉดพลาสตก 1.5 ชม.
27 ม.ค. 2549
14.30 – 16.00 ทฤษฎ การออกแบบแมพมพฉดพลาสตก
1.5 ชม.
08.00 – 11.00 ทฤษฎ การวเคราะหในการออกแบบแมพมพฉดพลาสตก
2.0 ชม.
11.00 – 15.00 ทฤษฎ ขนตอนการออกแบบแมพมพฉดพลาสตก
3.0 ชม.
15.00 – 15.30 ทฤษฎ การตรวจสอบแมพมพ 30 นาท
15.30 – 15.45 การตรวจสอบชนสวนแมพมพ 15 นาท
28 ม.ค. 2549
15.45 – 16.00 ทฤษฎ การบารงรกษาแมพมพ 15 นาท

111
ประชากรและกลมตวอยาง 1. ประชากร ประชากรเปนนกศกษาระดบประกาศนยบตรวชาชพชนสง 1 (ระดบ ปว.ส.1) กาลงศกษาในภาคเรยนท 2 สาขาแมพมพ วทยาลยเทคนคอางทอง จงหวดอางทอง จานวน 24 คน 2. กลมตวอยาง 2.1 กลมตวอยางเปนบคลากรทเขารบการฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตกการเลอกกลมตวอยางคดเลอกจากผเขารบการฝกอบรม จานวน 12 คน ทเขารบการฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตกจานวน 24 คน 2.1.1 กาหนดขนาดกลมตวอยางโดยวธแบบเจาะจง (Purposive Sampling) เลอกมาจากจานวนประชากรทเปนผเขารบการฝกอบรมในหลกสตรการออกแบบและ สรางแมพมพฉดพลาสตกไดจานวนตวอยาง 12 คนวธเลอกใชวธเลอกแบบเจาะจง (Purposive Sampling) 2.1.2 ระบกลมตวอยางตองเปนนกศกษาระดบประกาศนยบตรวชาชพชนสง 1 (ระดบ ปว.ส.1) กาลงศกษาในภาคเรยนท 2 สาขาแมพมพ วทยาลยเทคนคอางทอง 2.2 การดาเนนการฝกอบรม ประกอบดวย 2.2.1 การดาเนนการจดทาโครงการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก เพอทตองการทจะถายทอดความร ในดานการออกแบบแมพมพฉดพลาสตกใหกบผเขารบการฝกอบรม โดยมการฝกอบรมแบบทฤษฎสถานทฝกอบรม วทยาลยเทคนคอางทอง จงหวดอางทอง 2.2.2 จดหาสงอานวยความสะดวกในการจดฝกอบรม ในดานของสถานทฝกอบรมผเขารบการฝกอบรม เครองมออปกรณในการฝกอบรมและเอกสารประกอบการฝกอบรม โดยมรายละเอยดดงน 2.2.2.1 สถานทฝกอบรม วทยาลยเทคนคอางทอง จงหวดอางทอง การฝกอบรมภาคทฤษฎ ใชหองเรยน 101 อาคารชางกลโรงงาน แผนกแมพมพวทยาลยเทคนคอางทอง จงหวดอางทอง 2.2.2.2 แมพมพฉดพลาสตกและคอมพวเตอรในการออกแบบแมพมพ เอกสารประกอบการฝกอบรม เปนเอกสารททางวทยากรเปนผจดทา ใหเพยงพอตอผเขารบการฝกอบรม
เครองมอในการรวบรวมขอมล เครองมอทใชในการรวบรวมขอมล มรายละเอยดดงตอไปน

112
1. แบบทดสอบความรการออกแบบและสรางแมพมพฉดพลาสตกตโดยใชทดสอบกบผเขารบการฝกอบรมระหวางการฝกอบรม หลงการฝกอบรม โดยมการสรางและตรวจสอบประสทธภาพ ดงน 1.1 ศกษาวธการสรางแบบสอบทดสอบจากเอกสาร ตาราและงานวจยทเกยวของกบการรวบรวมขอมลและประเมนผลสาหรบการวจย 1.2 สรางแบบทดสอบความรในการออกแบบและสรางแมพมพฉดพลาสตก โดยเปนแบบทดสอบ 4 ตวเลอก โดยใหเลอกตอบ ถกได 1 คะแนน ผดไมไดคะแนน 1.3 นาแบบทดสอบทสรางเสรจแลวเสนอตอประธานกรรมการควบคมและกรรมการควบคม เพอตรวจสอบและปรบปรงแกไข 1.4 นาแบบทดสอบทแกไขปรบปรงเสนอตอผเชยวชาญ ตรวจสอบจานวน 5 คน มคณสมบตดงน 1.4.1 มคณวฒไมตากวาปรญญาตร ทางดานวทยาศาสตรหรอวศวกรรมศาสตร 1.4.2 มประสบการณทางการออกแบบและสรางแมพมพฉดพลาสตก 5 ป หรอ ดานการฝกอบรมอยางนอย 3 ป 1.5 นาแบบทดสอบความรการออกแบบและสรางแมพมพฉดพลาสตกในระหวางและหลงการฝกอบรมในแตละสวนของเนอหาในหลกสตรทไดปรบปรงแกไขแลวไปทดสอบ (Try out) กบผเขารบการฝกอบรมทไมใชกลมตวอยางจานวน 12 คนเพอหาความเชอมนของแบบทดสอบโดยใชสตรคเดอร-รชารดสน-20 (KR-20) ผลทไดจากการทดลองในสวนท 1ไดคาความเชอมนเทากบ 0.81 แสดงวาแบบทดสอบมความสอดคลอง สวนท 2 ไดคาความเชอมนเทากบ 0.82 แสดงวาแบบทดสอบมความสอดคลองสวนท 3 ไดคาความเชอมนเทากบ 0.80 แสดงวาแบบทดสอบมความสอดคลองสวนท 4 ไดคาความเชอมนเทากบ 0.80 แสดงวาแบบทดสอบมความสอดคลอง 1.6 นาแบบทดสอบความร ความเขาใจในการออกแบบและสรางแมพมพฉดพลาสตกในระหวางและหลงการฝกอบรมในแตละสวนของเนอหาในหลกสตรทไดปรบปรงแกไขแลวไปทดสอบ (Try out) กบผเขารบการฝกอบรมทไมใชกลมตวอยางจานวน 9 คนเพอหาคาความยากงายเพอนาไปปรบปรงแกไขแบบทดสอบโดยขอทมความงาย p เทากบ 1 และมคาความยาก q เทากบ 0 มาปรบปรงคาถามคาตอบใหมความชดเจน เพอนาแบบทดสอบฉบบสมบรณไปเกบขอมลในการวจยครงน 1.7 ลกษณะของแบบทดสอบความรการออกแบบและสรางแมพมพฉดพลาสตกในระหวางและหลงการฝกอบรมในแตละสวนของเนอหาในหลกสตร มลกษณะของแบบทดสอบทใชในการเลอกตอบ (Multiple choice) 4 ตวเลอกมคาถามในแตละสวนของเนอหาจานวนขอ 10 ขอและ 16 ขอ ขอละ 1 คะแนน ทดสอบความรความเขาใจในการการออกแบบและสรางแมพมพฉดพลาสตก โดยแบงได 4 ระดบ ดงน 1.7.1 ในสวนท 1 (ระหวางฝกอบรม1) ม 10 ขอ คะแนน 8.00 ขนไป หมายถง มความรดมาก

113
คะแนน 7.00 - 7.99 หมายถง มความรด คะแนน 6.00 - 6.99 หมายถง มความรพอใช คะแนน 5.99 ลงมา หมายถง มความรนอย 1.7.2 ในสวนท 1 (ระหวางฝกอบรม2) 16 ขอ คะแนน 12.80 ขนไป หมายถง มความรดมาก คะแนน 11.20 - 12.79 หมายถง มความรด คะแนน 9.60 - 11.19 หมายถง มความรพอใช คะแนน 9.59 ลงมา หมายถง ความรนอย 1.7.3 ในสวนท 2 (หลงฝกอบรม1) 10 ขอ คะแนน 8.00 ขนไป หมายถง มความรดมาก คะแนน 7.00 - 7.99 หมายถง มความรด คะแนน 6.00 - 6.99 หมายถง มความรพอใช คะแนน 5.99 ลงมา หมายถง มความรนอย 1.7.4 ในสวนท 2 (หลงฝกอบรม2) 16 ขอ คะแนน 12.80 ขนไป หมายถง มความรดมาก คะแนน 11.20 - 12.79 หมายถง มความรด คะแนน 9.60 - 11.19 หมายถง มความรพอใช คะแนน 9.59 ลงมา หมายถง มความรนอย
การดาเนนการฝกอบรม ไดดาเนนการฝกอบรมโดยมในรายละเอยดดงน 1. วธดาเนนการทดลองไดใชแบบแผนการทดลองชนดการวจยเชงทดลอง (Experimental Research) แบบกลมเดยวสอบกอนและสอบหลง (One-Group Pretest Posttest only Design)
E X T1 T2 E แทน กลมทดลองในทนเปนผเขารบการฝกอบรมในหลกสตรการออกแบบและ สรางแมพมพฉดพลาสตก X แทน หลกสตรการออกแบบและสรางแมพมพฉดพลาสตก T1 แทน การทดสอบความรในการออกแบบและสรางแมพมพฉดพลาสตกระหวาง การฝกอบรม T2 แทน การทดสอบความรในการออกแบบและสรางแมพมพฉดพลาสตกหลงการ ฝกอบรม
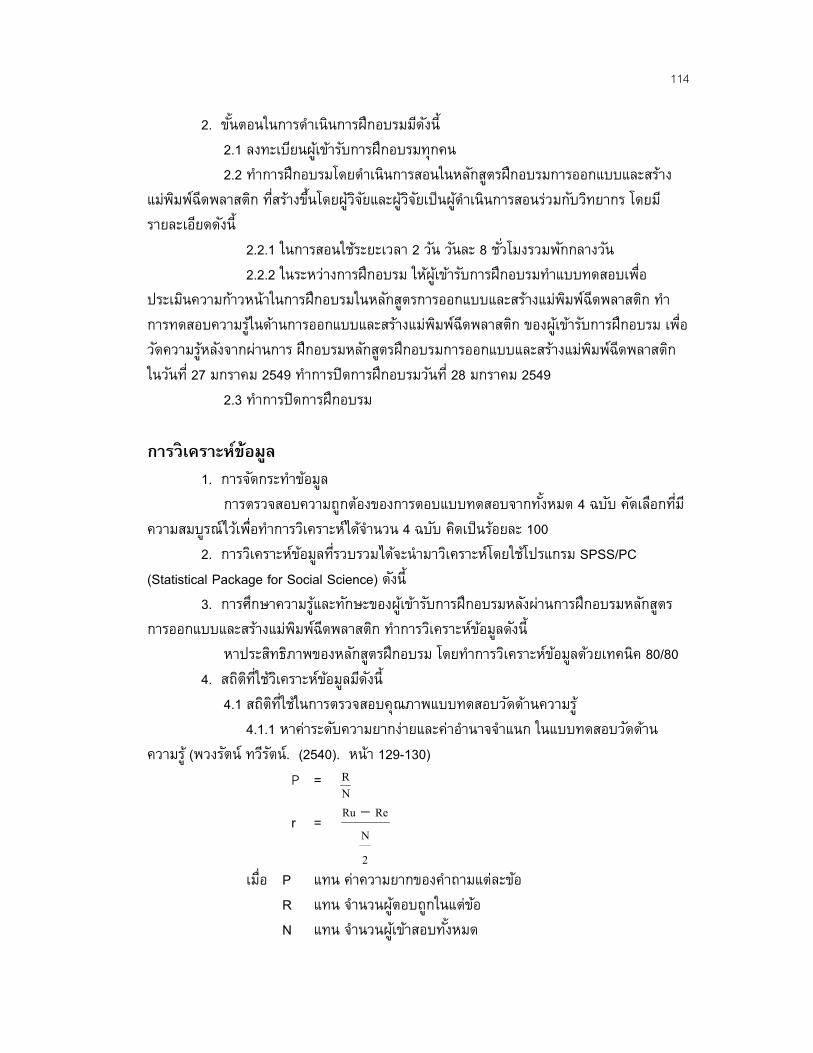
114
2. ขนตอนในการดาเนนการฝกอบรมมดงน 2.1 ลงทะเบยนผเขารบการฝกอบรมทกคน 2.2 ทาการฝกอบรมโดยดาเนนการสอนในหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทสรางขนโดยผวจยและผวจยเปนผดาเนนการสอนรวมกบวทยากร โดยมรายละเอยดดงน 2.2.1 ในการสอนใชระยะเวลา 2 วน วนละ 8 ชวโมงรวมพกกลางวน 2.2.2 ในระหวางการฝกอบรม ใหผเขารบการฝกอบรมทาแบบทดสอบเพอประเมนความกาวหนาในการฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก ทาการทดสอบความรในดานการออกแบบและสรางแมพมพฉดพลาสตก ของผเขารบการฝกอบรม เพอวดความรหลงจากผานการ ฝกอบรมหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกในวนท 27 มกราคม 2549 ทาการปดการฝกอบรมวนท 28 มกราคม 2549 2.3 ทาการปดการฝกอบรม
การวเคราะหขอมล 1. การจดกระทาขอมล การตรวจสอบความถกตองของการตอบแบบทดสอบจากทงหมด 4 ฉบบ คดเลอกทมความสมบรณไวเพอทาการวเคราะหไดจานวน 4 ฉบบ คดเปนรอยละ 100 2. การวเคราะหขอมลทรวบรวมไดจะนามาวเคราะหโดยใชโปรแกรม SPSS/PC (Statistical Package for Social Science) ดงน 3. การศกษาความรและทกษะของผเขารบการฝกอบรมหลงผานการฝกอบรมหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก ทาการวเคราะหขอมลดงน หาประสทธภาพของหลกสตรฝกอบรม โดยทาการวเคราะหขอมลดวยเทคนค 80/80 4. สถตทใชวเคราะหขอมลมดงน 4.1 สถตทใชในการตรวจสอบคณภาพแบบทดสอบวดดานความร 4.1.1 หาคาระดบความยากงายและคาอานาจจาแนก ในแบบทดสอบวดดานความร (พวงรตน ทวรตน. (2540). หนา 129-130) P =
ΝR
r =
2N
ReRu −
เมอ P แทน คาความยากของคาถามแตละขอ R แทน จานวนผตอบถกในแตขอ N แทน จานวนผเขาสอบทงหมด

115
r แทน คาอานาจจาแนกเปนรายขอ Ru แทน จานวนผทตอบถกในขอนนในกลมเกง Re แทน จานวนผทตอบถกในขอนนในกลมออน N แทน จานวนคนในกลมตวอยางทงหมด 4.1.2 หาคาความเชอมนแบบองกลมของแบบทดสอบวดดานความรของผเขารบการฝกอบรม โดยใชสตรของคเดอร-รชารดสน-20 (พวงรตน ทวรตน. (2540). หนา 123)
rtt = ⎥⎦
⎤⎢⎣
⎡−
−∑
2tSpq
11n
n
เมอ rtt แทน ความเชอมนของแบบทดสอบ n แทน จานวนขอ p แทน สดสวนของคนทาถกในแตละขอ q แทน สดสวนของคนทาผดในแตละขอ = 1-p 2
tS แทน คาความแปรปรวนของคะแนนทงฉบบ 5. สถตทใชหาประสทธภาพของหลกสตรฝกอบรม
E1 = 100A
X/N×∑
E2 = 100B
F/N×∑
เมอ E1 แทน ประสทธภาพของหลกสตรฝกอบรมในระหวางฝกอบรมคดเปน เปอรเซนต (%) ไดจากการทาแบบทดสอบ E2 แทน ประสทธภาพของหลกสตร (พฤตกรรมทเปลยนในตวผเขารบ การฝกอบรมหลงการฝกอบรม) คดเปนเปอรเซนต (%) ไดจาก การทาแบบทดสอบ
∑X แทน คะแนนรวมของผเขารบการฝกอบรมจากแบบฝกหด
∑F แทน คะแนนรวมของผเขารบการฝกอบรมจากการทาแบบทดสอบวด ความรในหลกสตรฝกอบรม N แทน จานวนผเขารบการฝกอบรม A แทน คะแนนเตมของแบบฝกหด B แทน คะแนนเตมของแบบทดสอบ

116
6. สถตทใชในการวเคราะหผลการทดลอง (พวงรตน ทวรตน. (2540). หนา 137)
6.1 การคานวณหาคาคะแนนเฉลย
X = n
N
1iiX∑
=
เมอ X แทน มชฌมเลขคณตของกลมตวอยาง n แทน จานวนคนของกลมตวอยาง x แทน คะแนนแตละตว 6.2 การคานวณหาคาสวนเบยงเบนมาตรฐาน (พวงรตน ทวรตน. (2540). หนา 143)
S = 1)n(n
X)(Xn
22
−
−∑ ∑
เมอ S แทน สวนเบยงเบนมาตรฐานของกลมตวอยาง (SD) x แทน ขอมลแตละจานวน
x แทน คาเฉลยเลขคณตของกลมตวอยาง f แทน ความถ 6.3 การคานวณหาคาความแปรปรวนของคะแนน (พวงรตน ทวรตน. (2540). หนา 142)
S2 = 1)n(n
X)(Xn 22
−
−∑ ∑
เมอ S2 แทน ความแปรปรวนของคะแนน ∑ 2X)( แทน ผลรวมของคะแนนทงหมดยกกาลงสอง ∑ 2X แทน ผลรวมของคะแนนแตละขอยกกาลงสอง n แทน จานวนผเรยนทงหมด 6.4 การคานวณหาคาความเชอมนแบบองกลมของแบบทดสอบวดดานความรความเขาใจของผเขารบการฝกอบรม โดยใชสตรของคเดอร-รชารคสน-20 (พวงรตน ทวรตน. (2540). หนา 123)
rtt = ⎥⎥⎦
⎤
⎢⎢⎣
⎡−
−∑
2tS
pq1
1n
n

117
เมอ rtt แทน ความเชอมนของแบบทดสอบ n แทน จานวนขอ p แทน สดสวนของคนทาถกในแตละขอ q แทน สดสวนของคนทาผดในแตละขอ = 1-p 2
tS แทน คาความแปรปรวนของคะแนนทงฉบบ คาความเชอมนของแบบทดสอบในดานพลาสตกและการออกแบบแมพมพฉดพลาสตกระหวางฝกอบรมและหลงการฝกอบรมในขนตอนการ (Try out) วเคราะหไดผลดงตาราง 7 ตาราง 7 ผลการวเคราะหคาความเชอมนของแบบทดสอบในดานพลาสตกและการออกแบบแมพมพ ฉดพลาสตกระหวางฝกอบรมและหลงการฝกอบรมในขนตอนการ Try out
ในระหวางฝก อบรมสวนท / หลงเสรจสนการ
ฝกอบรม
จานวน ขอทงหมด
จานวนขอทยาก
(p=1.00)
จานวนขอทงาย
(q=0.00)
คาความเชอมน
ผลการวเคราะห
ความรพนฐานดานพลาสตกระหวาง
ฝกอบรม
10 4 3 81.77 มความสอดคลองภายใน
ความรพนฐานดานออกแบบระหวาง
ฝกอบรม
16 4 4 82.15 มความสอดคลองภายใน
ความรพนฐานดานพลาสตกหลงฝกอบรม
10 1 - 81.74 มความสอดคลองภายใน
ความรพนฐานดานออกแบบหลงฝกอบรม
16 3 3 80.48 มความสอดคลองภายใน
หลงเสรจสนการฝกอบรม
52 - - 85.89 มความสอดคลองภายใน

118
ในระหวางฝกอบรมจบในสวนท 1 ไดคาความเชอมน 0.81 แสดงวามความสอดคลองภายใน ในระหวางฝกอบรมจบในสวนท 2 ไดคาความเชอมน 0.82 แสดงวามความสอดคลองภายใน หลงฝกอบรมจบในสวนท 1 ไดคาความเชอมน 0.81 แสดงวามความสอดคลองภายใน หลงฝกอบรมจบในสวนท 2 ไดคาความเชอมน 0.80 แสดงวามความสอดคลองภายใน หลงเสรจสนการฝกอบรม ไดคาความเชอมน 0.85 แสดงวามความสอดคลองภายใน ในการวดคาความเชอมนของแบบทดสอบแบบองกลมของแบบทดสอบวดดานความรความเขาใจของผเขารบการฝกอบรม โดยเปนการหาคาความสอดคลองภายในทมความเหมาะสม โดยผลของความเชอมน (rtt) ของแบบทดสอบระหวางฝกอบรมในสวนท 1 เรอง พนฐานดานพลาสตกททดสอบกบผเขารบการฝกอบรมจานวน 12 คน มคาความเชอมนเทากบ 0.81 ในการวดคาความเชอมนของแบบทดสอบแบบองกลมของแบบทดสอบวดดานความรความเขาใจของผเขารบการฝกอบรม โดยเปนการหาคาความสอดคลองภายในทมความเหมาะสม โดยผลของความเชอมน (rtt) ของแบบทดสอบระหวางฝกอบรมในสวนท 2 เรอง การออกแบบแมพมพททดสอบกบผเขารบการฝกอบรมจานวน 12 คน มคาความเชอมนเทากบ 0.82 ในการวดคาความเชอมนของแบบทดสอบแบบองกลมของแบบทดสอบวดดานความรความเขาใจของผเขารบการฝกอบรม โดยเปนการหาคาความสอดคลองภายในทมความเหมาะสม โดยผลของความเชอมน (rtt) ของแบบทดสอบหลงฝกอบรมในสวนท 1 เรอง พนฐานดานพลาสตกททดสอบกบผเขารบการฝกอบรมจานวน 12 คน มคาความเชอมนเทากบ 0.81 ในการวดคาความเชอมนของแบบทดสอบแบบองกลมของแบบทดสอบวดดานความรความเขาใจของผเขารบการฝกอบรม โดยเปนการหาคาความสอดคลองภายในทมความเหมาะสม โดยผลของความเชอมน (rtt) ของแบบทดสอบหลงฝกอบรมในสวนท 2 เรอง การออกแบบแมพมพททดสอบกบผเขารบการฝกอบรมจานวน 12 คน มคาความเชอมนเทากบ 0.80 ในการวดคาความเชอมนของแบบทดสอบแบบองกลมของแบบทดสอบวดดานความรความเขาใจของผเขารบการฝกอบรม โดยเปนการหาคาความสอดคลองภายในทมความเหมาะสม โดยผลของความเชอมน (rtt) ของแบบทดสอบหลงเสรจสนการฝกอบรมททดสอบกบผเขารบการฝกอบรมจานวน 12 คน มคาความเชอมนเทากบ 0.85 6.5 การคานวณหาคาระดบความยากงายและคาอานาจจาแนก ในแบบทดสอบวดดานความร (พวงรตน ทวรตน. (2540). หนา 129-130)
P = ΝR

119
r =
2N
ReRu −
เมอ P แทน คาความยากของคาถามแตละขอ R แทน จานวนผตอบถกในแตขอ N แทน จานวนผเขาสอบทงหมด r แทน คาอานาจจาแนกเปนรายขอ Ru แทน จานวนผทตอบถกในขอนนในกลมเกง Re แทน จานวนผทตอบถกในขอนนในกลมออน N แทน จานวนคนในกลมตวอยางทงหมด ผลการวเคราะหหาคาอานาจอานาจจาแนก(r) และคาความยากงาย (P) ของแบบทดสอบแสดงดงตาราง 8 ถง 11 ตาราง 8 แสดงคาอานาจจาแนก(r) และคาความยากงาย (P) ของแบบทดสอบระหวางฝกอบรมใน สวนท 1 เรองพนฐานดานพลาสตกททดสอบกบผเขารบการฝกอบรมจานวน 12 คน
ขอท จานวน
คนทตอบ
ถกใน
กลมสง
จานวนคนทตอบถกในกลมตา
คาความยากงายในกลมสง
(U)
คาความยากงายในกลมตา
(L)
คาอานาจจาแนก
(r)
จานวนผทตอบถกในแต
ละขอ (R)
คาความยากงาย
(P)
1 2 1 0.66 0.33 0.33 3 0.50 2 2 1 0.66 0.33 0.33 3 0.50 3 3 2 1.00 0.66 0.33 5 0.83 4 3 1 1.00 0.33 0.67 4 0.67 5 3 2 1.00 0.66 0.33 5 0.83 6 3 2 1.00 0.66 0.33 5 0.83 7 2 1 0.66 0.33 0.33 3 0.50 8 3 2 1.00 0.66 0.33 5 0.83 9 3 1 1.00 0.33 0.67 4 0.67 10 3 1 1.00 0.33 0.67 4 0.67 รวม 4.33 6.83 เฉลย 0.43 0.68

120
ขอสอบทมคาอานาจจาแนกอยระหวาง 0.2 – 1.0 ถอวาเปนขอสอบทม ความสามารถจาแนกผเขารบการฝกอบรมทร-ผเขารบการฝกอบรมทไมรไดดและขอสอบมคาความยากงายอยระหวาง 0.2 - 0.8 ถอวาเปนขอสอบทมความยากงายทมความเหมาะสม โดยผลของคาอานาจจาแนกของแบบทดสอบระหวางฝกอบรมในสวนท1 มคาอยระหวาง 0.33 - 0.67 โดยมคาเฉลยเทากบ 0.43 และคาความยากงายมคาอยระหวาง 0.50 - 0.83 โดยมคาเฉลยเทากบ 0.68 ตาราง 9 แสดงคาอานาจจาแนก(r) และคาความยากงาย (P) ของแบบทดสอบระหวางฝกอบรมใน สวนท 2 เรองการออกแบบแมพมพททดสอบกบผเขารบการฝกอบรมจานวน 12 คน
ขอท จานวนคน
ทตอบถก
ในกลมสง
จานวนคนทตอบถกในกลมตา
คาความยากงายในกลมสง
(U)
คาความยากงายในกลมตา
(L)
คาอานาจจาแนก
(r)
จานวนผทตอบถกในแตละขอ
(R)
คาความยากงาย
(P) 1 3 2 1.00 0.66 0.33 5 0.83 2 3 2 1.00 0.66 0.33 5 0.83 3 2 1 0.66 0.33 0.33 3 0.50 4 3 2 1.00 0.66 0.33 5 0.83 5 3 2 1.00 0.66 0.33 5 0.83 6 3 1 1.00 0.33 0.67 4 0.67 7 1 0 0.33 0.00 0.33 1 0.20 8 3 1 1.00 0.33 0.67 4 0.67 9 3 1 1.00 0.33 0.67 4 0.67 10 2 1 0.66 0.33 0.33 3 0.50 11 1 0 0.33 0.00 0.67 1 0.20 12 3 2 1.00 0.66 0.67 5 0.83 13 3 2 1.00 0.66 0.33 5 0.83 14 2 1 0.66 0.33 0.33 3 0.50 15 2 0 0.66 0.00 0.67 2 0.33 16 2 1 0.66 0.33 0.33 3 0.50 รวม 7.50 9.72 เฉลย 0.47 0.61

121
ขอสอบทมคาอานาจจาแนกอยระหวาง 0.2 - 1.0 ถอวาเปนขอสอบทมความสามารถจาแนกผเขารบการฝกอบรมทร-ผเขารบการฝกอบรมทไมรไดดและขอสอบมคาความยากงายอยระหวาง 0.2 - 0.8 ถอวาเปนขอสอบทมความยากงายทมความเหมาะสม โดยผลของคาอานาจจาแนกของแบบทดสอบระหวางฝกอบรมในสวนท2 มคาอยระหวาง 0.33 - 0.67 โดยมคาเฉลยเทากบ 0.47 และคาความยากงายมคาอยระหวาง 0.20 - 0.83 โดยมคาเฉลยเทากบ 0.61 ตาราง 10 แสดงคาอานาจจาแนก (r) และคาความยากงาย (P) ของแบบทดสอบหลงฝกอบรมใน สวนท 1 เรองพนฐานดานพลาสตกททดสอบกบผเขารบการฝกอบรมจานวน 12 คน
ขอท จานวนคน
ทตอบถก
ในกลมสง
จานวนคนทตอบถกในกลมตา
คาความยากงายในกลมสง
(U)
คาความยากงายในกลมตา
(L)
คาอานาจจาแนก
(r)
จานวนผทตอบถกในแตละขอ
(R)
คาความยากงาย
(P)
1 3 2 1.00 0.66 0.33 5 0.83 2 2 1 0.66 0.33 0.33 3 0.50 3 2 0 0.66 0.00 0.67 2 0.33 4 2 1 0.66 0.33 0.33 3 0.50 5 2 1 0.66 0.33 0.33 3 0.50 6 2 0 0.66 0.00 0.67 2 0.33 7 2 0 0.66 0.00 0.67 2 0.33 8 3 0 1.00 0.00 0.67 3 0.67 9 2 0 0.66 0.00 0.67 2 0.33 10 2 0 0.66 0.00 0.67 2 0.33 รวม 5.34 4.65 เฉลย 0.53 0.47
ขอสอบทมคาอานาจจาแนกอยระหวาง 0.2 – 1.0 ถอวาเปนขอสอบทม ความสามารถจาแนกผเขารบการฝกอบรมทร-ผเขารบการฝกอบรมทไมรไดดและขอสอบมคาความยากงายอยระหวาง 0.2 - 0.8 ถอวาเปนขอสอบทมความยากงายทมความเหมาะสม โดยผลของคาอานาจจาแนกของแบบทดสอบหลงฝกอบรมในสวนท1 มคาอยระหวาง 0.33 - 0.67 โดยมคาเฉลยเทากบ 0.53และคาความยากงายมคาอยระหวาง 0.33 - 0.83 โดยมคาเฉลยเทากบ 0.47

122
ตาราง 11 แสดงคาอานาจจาแนก(r) และคาความยากงาย (P) ของแบบทดสอบหลงฝกอบรมในสวน ท 2 เรองการออกแบบแมพมพททดสอบกบผเขารบการฝกอบรมจานวน 12 คน
ขอท จานวน
คนทตอบ
ถกใน
กลมสง
จานวนคนทตอบถกในกลมตา
คาความยากงายในกลมสง
(U)
คาความยากงายในกลมตา
(L)
คาอานาจจาแนก
(r)
จานวนผทตอบถกในแตละขอ
(R)
คาความยากงาย
(P)
1 2 1 0.66 0.33 0.33 4 0.33 2 3 1 1.00 0.33 0.33 4 0.67 3 3 1 1.00 0.33 0.33 4 0.67 4 3 2 1.00 0.66 0.33 5 0.33 5 3 1 1.00 0.33 0.33 4 0.33 6 2 1 0.66 0.33 0.67 3 0.33 7 2 2 0.66 0.66 0.33 3 0.33 8 3 2 1.00 0.66 0.67 5 0.33 9 3 2 1.00 0.66 0.67 3 0.33 10 3 1 1.00 0.33 0.33 4 0.33 11 2 1 0.66 0.33 0.67 3 0.33 12 2 1 0.66 0.33 0.67 3 0.33 13 3 1 1.00 0.33 0.33 4 0.67 14 3 2 1.00 0.66 0.33 5 0.33 15 3 2 1.00 0.66 0.67 5 0.33 16 2 0 0.66 0.00 0.33 2 0.67 รวม 7.32 6.64 เฉลย 0.46 0.42
ขอสอบทมคาอานาจจาแนกอยระหวาง 0.2 – 1.0 ถอวาเปนขอสอบทม ความสามารถจาแนกผเขารบการฝกอบรมทร-ผเขารบการฝกอบรมทไมรไดดและขอสอบมคาความยากงายอยระหวาง 0.2 - 0.8 ถอวาเปนขอสอบทมความยากงายทมความเหมาะสม โดยผลของคาอานาจจาแนกของแบบทดสอบหลงฝกอบรมในในสวนท 2 มคาอยในระดบ 0.33 - 0.67 โดยมคาเฉลยเทากบ 0.46 และคาความยากงายมคาอยระหวาง 0.33 - 0.67 โดยมคาเฉลยเทากบ 0.42

123
6.6 ผลการประเมนเนอหาและแบบทดสอบการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกโดยผเชยวชาญ 5 ทานไดผลดงตาราง 13 ถง 17 ในบทท 4 ตาราง 12 ผลการประเมนความเทยงตรงดานเนอหาในเอกสารหลกสตรฝกอบรมการออกแบบและ สรางแมพมพฉดพลาสตก
ขอ คาถาม
รายการเนอหาตามหลกสตร
ดชนความ เทยงตรงดานเนอหา
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
ดานจดประสงคในหลกสตรประกอบดวยรายละเอยดดงน มรายละเอยดทอธบายถงความสาคญพนฐานงานฉดพลาสตก มเนอหาในความหมายประวตความเปนมาของพลาสตก มเนอหาในความหมายของเครองฉดพลาสตก มเนอหาทอธบายถงธรรมชาตการไหลของนาพลาสตก มเนอหาทอธบายในเรองทเกยวกบการเลอกวสดเหลก มเนอหาทอธบายในเรองการเลอกใชวสดพลาสตก มเนอหาทอธบายถงชนดของวสดทมใชท วไป มเนอหาทอธบายถงหลกการการระบายอากาศในแมพมพฉดพลาสตก มเนอหาทอธบายถงแมพมพแบบสองแผน มเนอหาทอธบายถงแมพมพแบบสามแผน มเนอหาทอธบายถงแมพมพแบบแยก มเนอหาทอธบายถงการวเคราะหในการออกแบบแมพมพฉดพลาสตก มเนอหาทอธบายถงการออกแบบแมพมพฉดพลาสตก มเนอหาทอธบายถงวธการการกาหนดโครงสรางแมพมพ มเนอหาทอธบายถงวธการปลดชนงาน มเนอหาทอธบายถงการหลอเยนแมพมพฉดพลาสตก มเนอหาทอธบายถงการตรวจสอบชนสวนแมพมพฉดพลาสตก มเนอหาทอธบายถงการตรวจสอบแมพมพฉดพลาสตก มเนอหาทอธบายในเรองการตรวจสอบความเสยหายของแมพมพ มเนอหาทอธบายถงการบารงรกษาแมพมพ
0.80 0.80 1.00 1.00 1.00 1.00 0.60 1.00 0.80 0.80 0.80 1.00 1.00 1.00 1.00 1.00 1.00 0.60 0.60 1.00

124
บทท 4 ผลการวเคราะหขอมล
ผลการวเคราะหขอมล หลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก ไดนาเสนอตามลาดบดงน
1. การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก 2. การศกษาประสทธภาพของการพฒนาหลกสตรฝกอบรมการออกแบบและการสราง
แมพมพฉดพลาสตก
การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก สรางจากเอกสารทวาดวยการออกแบบและการสรางแมพมพฉดพลาสตกเอกสารทเกยวกบเนอหาการออกแบบ งานวจยทเกยวของและจากการสอบถามความคดเหนจากผเชยวชาญในดานการออกแบบ แลวนามาเรยบเรยงเปนหลกสตรฝกอบรมารออกแบบและการสรางแมพมพฉดพลาสโดยมโครงสรางของเนอหา ความรพนฐานดานพลาสตก เครองฉดพลาสตก แมพมพฉดพลาสตก การออกแบบแมพมพฉดพลาสตก การตรวจสอบแมพมพฉดพลาสตก การบารงรกษาแมพมพฉดพลาสตก โดยในหลกการพฒนาหลกสตรอางองจาก วชย วงษใหญ. (2537). หนา 19 – 21 แลวนามาประยกตใชในการพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตกไดดงน 1. วเคราะหภาระงาน ความร ทกษะและคณสมบตของผออกแบบ โดยศกษาจากสภาพการทางานในดานการออกแบบและจากเอกสารในหนาทความรบผดชอบ 2. กาหนดวตถประสงคขอบเขตเนอหาในหลกสตรฝกอบรม โดยมรายละเอยดดงน คอ การศกษาจากภาระงานความร ทกษะ คณสมบตของผททาหนาท นามากาหนดเปนวตถประสงคของหลกสตร 3. กาหนดโครงสรางหลกสตรฝกอบรม โดยเปนการนาเนอหาวชาทตองนามาใชในการฝกอบรมมาทาการจดเปนรายละเอยดของการฝกอบรม ตามแตลาดบของเนอหาการฝกอบรมและจานวน วน เวลา ทจะตองทาการฝกอบรม 4. กาหนดรปแบบการฝกอบรมโดยเปนการจดการฝกอบรม ใหเหมาะสมกบเนอหาการฝกอบรม โดยเปนการฝกอบรมเชงปฏบตการ 5. ออกแบบการฝกอบรมการ ออกแบบและการสรางแมพมพฉดพลาสตกโดยในขนตอนนจะเปนการดาเนนการในการจดขนตอน ในการฝกอบรม โดยมรายละเอยดดงน คอ 5.1 กาหนดวตถประสงคของการฝกอบรม 5.2 จดเนอหาการฝกอบรม 5.3 จดสอทใชในการฝกอบรม

125
5.4 จดการฝกอบรมในทฤษฏ โดยให ใหมการประเมนผเขารบการฝกอบรมในลกษณะของการประเมนกอนและหลงการฝกอบรม 6. ตรวจสอบหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก โดยผเชยวชาญดานการออกแบบและการพฒนาหลกสตรฝกอบรม 7. เรมทาการฝกอบรม ผลของการพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก ไดทาการทดสอบ (Try out) กบผเขารบการฝกกอบรมทไมใชกลมตวอยางจานวน 9 คน เพอหาคาความเชอมน (Reliability) ของแบบทดสอบโดยใชสตรคเดอร – รชารดสน - 20 (KR-20) คาอานาจจาแนกและคาความยากงาย (พวงรตน ทวรตน. (2543). หนา 123) ของแบบทดสอบทางดานความรในระหวางทาการฝกอบรม ในสวนท 1 และ สวนท 2 แบบทดสอบทางดานความรหลงเสรจสนการฝกอบรม ผลทไดจากการพฒนาหลกสตรดงนคอ คาความเชอมน (Reliability) ของแบบทดสอบในสวนท 1 ไดคาความเชอมนเทากบ 0.81 แบบทดสอบในสวนท 2 ไดคาความเชอมนเทากบ 0.82 และแบบทดสอบหลงเสรจสนการฝกอบรม แบบทดสอบในสวนท 3 ไดคาความเชอมนเทากบ 0.81 แบบทดสอบในสวนท 4 ไดคาความเชอมนเทากบ 0.80 คาอานาจจาแนกของแบบทดสอบทางดานความรในระหวางทาการฝกอบรมในสวนท 1 - 2 ไดคาอยระหวาง 0.33 - 0.67 ของแบบทดสอบทางดานความรหลงเสรจสนการฝกอบรมไดคาอยระหวาง 0.33 - 0.67 ความเทยงตรงเชงเนอหาโดยพจารณาจากผเชยวชาญทง 5 ทานเพอทาการประเมนดานเนอหาของหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
การศกษาประสทธภาพของการพฒนาหลกสตรฝกอบรมการ ออกแบบและสรางแมพมพฉดพลาสตก จากการทดลองฝกอบรม หลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก กบผเขารบการฝกอบรม จานวน 12 คน โดยกลมตวอยางตองเปนผทกาลงศกษาในสาขาแมพมพระดบประกาศนยบตรวชาชพชนสง กลมตวอยางตองมความรทางดานแมพมพหรอพนฐานการออกแบบ กลมตวอยางเปน บคคลทวไปทคณสมบตตามกลาวมาขางตน มผลการวเคราะหในดานความร ในการออกแบบและการสรางแมพมพฉดพลาสตกดงน 1. เนอหาในสวนท 1 ระหวางฝกอบรม ประกอบดวยเนอหา 2 หวขอ ดงน 1.1ความรพนฐานดานงานฉดพลาสตก ไดประสทธภาพ 83.16 คะแนนเฉลย 4.99 จากผลการทดสอบความร หวขอพนฐานดานงานฉดพลาสตก ไดคาประสทธภาพ 83.16 และคะแนนเฉลย 4.99 ซงอยในเกณฑความรด 1.2 ความรดานเครองฉด ไดคาประสทธ 83.25

126
จากผลการทดสอบความรเรอง หวขอดานเครองฉดพลาสตก ไดประสทธภาพ 83.25 และคะแนนเฉลย 3.33 อยในเกณฑความรฉด จากผลการทดสอบความรในสวนท 1 ระหวางฝกอบรมในเรองความรพนฐานงานฉดพลาสตกและเรองความรดานเครองฉดในสวนท 1 ไดคาประสทธภาพรวม เทากบ 83.20 ซงเปนคาทสอดคลองกบเกณฑทต งไว คอ ผลของการทดสอบความรระหวางฝกอบรม คาประสทธภาพทต งไว 80 ผลทไดหลงจากการทดสอบ ซงไดคาประสทธภาพ 83.20 แสดงวาหลกสตรฝกอบรมมประสทธภาพ 2. เนอหาในสวนท 2 ระหวางฝกอบรม ประกอบดวยเนอหา 5 หวขอ 2.1 แมพมพฉดพลาสตก ไดคาประสทธภาพ 81.75 คะแนนเฉลย 3.27 จากผลการทดสอบความรระหวางการฝกอบรม เรองแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.75 คะแนนเฉลย 3.27 ดงนน จากผลการทดสอบสามารถ สรปไดวา ผเขาฝกอบรมมความรเรองแมพมพฉดพลาสตกอยในเกณฑทด 2.2 การออกแบบแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.60 คะแนนเฉลย 4.08 จากผลการทดสอบความร ระหวางการฝกอบรม เรองการออกแบบแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.60 คะแนนเฉลย 4.08 ดงนน จากผลการทดสอบสามารถสรปไดวา ผเขาฝกอบรมมความร เรองการออกแบบ แมพมพฉดพลาสตกอยในเกณฑด 2.3 การตรวจสอบชนสวนแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.50 คะแนนเฉลย 1.63 จากผลการทดสอบความร ระหวางฝกอบรมเรองการตรวจสอบชนสวนแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.50 คะแนนเฉลย 1.63 2.4 การตรวจสอบชนงานททาการฉดเสรจแลว ไดคาประสทธภาพ 81.66 คะแนนเฉลย 2.45 จากผลการทดสอบความร ระหวางการฝกอบรม เรองการตรวจสอบชนงานททาการฉดเสรจแลว ไดคาประสทธภาพ 81.66 คะแนนเฉลย 2.45 ดงนน จากผลการทดสอบสามารถสรปไดวา ผเขาฝกอบรมมความร หวขอการตรวจสอบชนงานททาการฉดเสรจแลวอยในเกณฑด 2.5 การบารงรกษาแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.50 คะแนนเฉลย 1.63 จากผลการทดสอบความร ระหวางฝกอบรม หวขอการบารงรกษาแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.50 คะแนนเฉลย 1.63 ดงนน จากผลการทดสอบระหวางฝกอบรม สามารถสรปไดวา ผเขาฝกอบรม มความรอยในเกณฑด จากผลการทดสอบความรในสวนท 2 ระหวางฝกอบรมในเรองแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.75 คะแนนเฉลย 3.27 การออกแบบแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.60 คะแนนเฉลย 4.08 การตรวจสอบชนสวนแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.50
127
คะแนนเฉลย 1.63การตรวจสอบชนงานททาการฉดเสรจแลว ไดคาประสทธภาพ 81.66 คะแนนเฉลย 2.455 การบารงรกษาแมพมพฉดพลาสตก ไดคาประสทธภาพ 81.50 คะแนนเฉลย 1.63 ซงเปนคาทสอดคลองกบเกณฑทต งไว คอ ผลของการทดสอบความรระหวางฝกอบรม คาประสทธภาพทต งไว 80 ผลทไดหลงจากการทดสอบซงไดคาประสทธภาพ 81.60 แสดงวาหลกสตรฝกอบรมมประสทธภาพ 3. เนอหาในสวนท 1 หลงฝกอบรมประกอบดวยเนอหา 2 หวขอ ดงน 3.1 ความรพนฐานดานพลาสตก ไดคาประสทธภาพ 83.00 คะแนนเฉลย 4.98 จากผลการทดสอบความร หลงฝกอบรม หวขอความรพ นฐานฉดพลาสตก ไดคาประสทธภาพ 83.00 คะแนนเฉลย 4.98 ดงนน จากผลการทดสอบความรหลงฝกอบรม สามารถสรปไดวา ผเขาฝกอบรมมความรหวขอพนฐานงานฉดพลาสตก ความรอยในเกณฑด 3.2 ความรดานเครองฉด ไดคาประสทธภาพ 83.00 คะแนนเฉลย 3.33 ดงนนจากผลการทดสอบความร หลงฝกอบรม สามารถสรปไดวา ผเขาฝกอบรมมความรหวขอความรดานเครองฉดพลาสตก ความรอยในเกณฑด จากการทดสอบในสวนท 1 หลงฝกอบรม ในหวขอความรพนฐานดานงานฉดและความรดานเครองฉด ในสวนท 1 หลงฝกอบรมทง2หวขอไดคาสอดคลองกบเกณฑทต งไว คอ ผลของการทดสอบความรหลงฝกอบรม คาประสทธภาพทต งไว 80 ผลทไดหลงจากการทดสอบความรไดคาประสทธประสทธภาพ 83.00 แสดงวาหลกสตรฝกอบรมทประสทธภาพ 4. เนอหาในสวนท 2 หลงฝกอบรม ประกอบดวยเนอหา 5 หวขอ 4.1 แมพมพฉดพลาสตก ไดคาประสทธภาพ 87.50 คะแนนเฉลย 3.50 จากผลการทดสอบความรระหวางการฝกอบรม เรองแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.50 คะแนนเฉลย 3.50 ดงนน จากผลการทดสอบสามารถ สรปไดวา ผเขาฝกอบรมมความรเรองแมพมพฉดพลาสตกอยในเกณฑทด 4.2 การออกแบบแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.40 คะแนนเฉลย 4.37 จากผลการทดสอบความร ระหวางการฝกอบรม เรองการออกแบบแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.40 คะแนนเฉลย 4.37 ดงนน จากผลการทดสอบสามารถสรปไดวา ผเขาฝกอบรมมความร เรองการออกแบบ แมพมพฉดพลาสตกอยในเกณฑด 4.3 การตรวจสอบชนสวนแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.00 คะแนนเฉลย 1.74 จากผลการทดสอบความร ระหวางฝกอบรมเรองการตรวจสอบชนสวนแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.00 คะแนนเฉลย 1.74

128
4.4 การตรวจสอบชนงานททาการฉดเสรจแลว ไดคาประสทธภาพ 87.33 คะแนนเฉลย 2.62 จากผลการทดสอบความร ระหวางการฝกอบรม เรองการตรวจสอบชนงานททาการฉดเสรจแลว ไดคาประสทธภาพ 87.33 คะแนนเฉลย 2.62 ดงนน จากผลการทดสอบซงไดคาประสทธภาพ 87.32 สามารถสรปไดวา ผเขาฝกอบรมมความร หวขอการตรวจสอบชนงานททาการฉดเสรจแลวอยในเกณฑด 4.5 การบารงรกษาแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.40 คะแนนเฉลย 1.74 จากผลการทดสอบความร ระหวางฝกอบรม หวขอการบารงรกษาแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.4 คะแนนเฉลย 1.74 ดงนน จากผลการทดสอบระหวางฝกอบรม สามารถสรปไดวา ผเขาฝกอบรม มความรอยในเกณฑด จากผลการทดสอบความรในสวนท 2 หลงฝกอบรมในเรองแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.50 คะแนนเฉลย 3.50 การออกแบบแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.40 คะแนนเฉลย 4.37 การตรวจสอบชนสวนแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.00
คะแนนเฉลย 1.74 การตรวจสอบชนงานททาการฉดเสรจแลว ไดคาประสทธภาพ 87.33 คะแนนเฉลย 2.62 การบารงรกษาแมพมพฉดพลาสตก ไดคาประสทธภาพ 87.40 คะแนนเฉลย 1.74 ซง
เปนคาทสอดคลองกบเกณฑทต งไว คอ ผลของการทดสอบความรระหวางฝกอบรม คาประสทธภาพทต งไว 80 ผลทไดหลงจากการทดสอบ แสดงวาหลกสตรฝกอบรมมประสทธภาพ โดยการทดสอบความรความเขาใจ หลงเสรจสนการฝกอบรม โดยในดานความรความเขาใจไดคะแนนเฉลย เทากบ 22.33 ไดคาประสทธภาพ เทากบ 85.89 และเมอรวมคะแนนการทดสอบความรความเขาใจ ในระหวางฝกอบรมจบในแตละสวนของเนอหาทงหมด 2 สวนแลวไดคะแนนเฉลย เทากบ 21.41 ไดคาประสทธภาพ (E1 ) เทากบ 82.37 และคะแนนการทดสอบความรความเขาใจหลงเสรจสนการฝกอบรม ไดคะแนนเฉลย เทากบ 22.33 ไดคาประสทธภาพ (E2) 85.89 โดยสงกวาเกณฑทต งไวคอ 80/80 โดยแสดงวาหลกสตรฝกอบรมทสรางขนนนมประสทธภาพสอดคลองกบเกณฑทต งไว แลวสามารถนาไปดาเนนการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกได หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกโดยผเขารบการฝกอบรมมความคดเหนหลงจากผานการฝกอบรมวา หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก นนเปนหลกสตรฝกอบรมทใหความรการออกแบบแมพมพฉดพลาสตกเปนอยางมาก ทงในเรองพนฐานดานพลาสตก การออกแบบแมพมพฉดพลาสตกและการตรวจสอบแมพมพ จงสามารถสรปไดวาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกทผวจยจดทาขนมานนมประสทธภาพ ผลการทดสอบความรหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกไดแสดงในตาราง 13 ถง 17

129
ตาราง 13 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 1 ระหวางฝกอบรม เรองพนฐานพลาสตก
คะแนนรวม คะแนนเฉลย ความเบยงเบนมาตรฐาน ระดบความร
10 8.33 0.49 ดมาก
คาประสทธภาพ (สวนท 1) 83.33
จากตาราง 13 แสดงวาระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในระหวางฝกอบรมจบในสวนท 1 เรอง ความรพ นฐานดานพลาสตกและดานเครองฉดพลาสตก อยในระดบดมาก (คะแนนเฉลย = 8.33) และคาประสทธภาพ ของหลกสตรฝกอบรม ในสวนท 1 เทากบ 83.33 ตาราง 14 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 2 ระหวางฝกอบรม เรองการออกแบบแมพมพ
คะแนนรวม คะแนนเฉลย ความเบยงเบนมาตรฐาน ระดบความร
16 13.08 0.51 ดมาก
คาประสทธภาพ (สวนท 2) 81.77
จากตาราง 14 แสดงวาระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในระหวางฝกอบรมจบในสวนท 2 เรอง การออกแบบแมพมพ อยในระดบดมาก (คะแนนเฉลย = 13.08) และคาประสทธภาพ ของหลกสตรฝกอบรม ในสวนท 2 เทากบ 81.77 ตาราง 15 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 1 หลงฝกอบรม เรองพนฐานพลาสตก
คะแนนรวม คะแนนเฉลย ความเบยงเบนมาตรฐาน ระดบความร
10 8.33 0.50 ดมาก
คาประสทธภาพ (สวนท 1) 83.03

130
จากตาราง 15 แสดงวาระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม หลงฝกอบรมจบในสวนท 1 เรอง พนฐานพลาสตก อยในระดบดมาก (คะแนนเฉลย = 8.33) และคาประสทธภาพของหลกสตรฝกอบรม ในสวนท 1 เทากบ 83.03 ตาราง 16 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน คาประสทธภาพและระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในสวนท 2 หลงฝกอบรม เรองการออกแบบแมพมพ
คะแนนรวม คะแนนเฉลย ความเบยงเบนมาตรฐาน ระดบความร
16 14.00 0.60 ดมาก
คาประสทธภาพ (สวนท 2) 87.50
จากตาราง 16 แสดงวาระดบความร ในการฝกอบรมตามหลกสตรฝกอบรม ในหลงฝกอบรมจบในสวนท 2 เรอง การออกแบบแมพมพ อยในระดบดมาก (คะแนนเฉลย = 14.00) และคาประสทธภาพของหลกสตรฝกอบรม ในสวนท 2 เทากบ 87.50 ตาราง 17 คะแนนรวม คะแนนเฉลย คาความเบยงเบนมาตรฐาน และระดบความร การฝกอบรม ตามหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก คาประสทธภาพใน ระหวางฝกอบรมจบในแตละสวน (E1) และคาประสทธภาพหลงเสรจสนการฝกอบรม (E2)
คะแนนรวม คะแนนเฉลย ความเบยงเบนมาตรฐาน ระดบความร 26 21.41 0.90 ดมาก คาประสทธภาพในขณะ
ฝกอบรมจบในทกสวน (E1)
82.37 คะแนนรวม คะแนนเฉลย ความเบยงเบนมาตรฐาน ระดบความร
26 22.33 0.98 ดมาก
คาประสทธภาพหลง
เสรจสนการฝกอบรม (E2)
85.89
จากตาราง 17 แสดงวาระดบความร ในการฝกอบรมตามหลกสตรฝกอบรมการออกแบบ
และสรางแมพมพฉดพลาสตก ในระหวางฝกอบรมจบในแตละสวน อยในระดบดมาก (คะแนนเฉลย = 21.41) และคาประสทธภาพ (E1) เทากบ 82.37 และหลงเสรจสนการฝกอบรมอยในระดบ ดมาก (คะแนนเฉลย = 22.33) และคาประสทธภาพ (E2) เทากบ 85.89

131
ความคดเหนและขอเสนอแนะในการปรบปรงหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก ดงน คอ สวนท 1 ระหวางฝกอบรม เรอง ความรพนฐานดานพลาสตกและความรดานเครองฉด สวนท 2 ระหวางฝกอบรม เรอง ความรพนฐานดานพลาสตกและความรดานเครองฉด สวนท 1 หลงฝกอบรม เรองการออกแบบแมพมพ สวนท 2 หลงฝกอบรม เรองการออกแบบแมพมพมความเหมาะสม ทาใหเกดความร ในการออกแบบและการสรางแมพมพฉดพลาสตก เพมมากขนความคดเหน และขอเสนอแนะในการปรบปรงหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก ดงน คอ สวนท สวนท 1 ระหวางฝกอบรม เรอง พนฐานพลาสตกและความรดานเครองฉด สวนท 2 ระหวางฝกอบรม เรองแมพมพฉดพลาสตก การออกแบบแมพมพ การตรวจสอบแมพมพ การบารงรกษาแมพมพ สวนท 1 หลงฝกอบรม เรอง พนฐานพลาสตกและความรดานเครองฉด สวนท 2 หลงฝกอบรม เรองแมพมพฉดพลาสตก การออกแบบแมพมพ การตรวจสอบแมพมพ การบารงรกษาแมพมพเนอหาในหลกสตรมความเหมาะสม ทาใหเกดความรในการออกแบบเพมมากขน

132
บทท 5 สรป อภปรายผลและขอเสนอแนะ
การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกไดสรปการอภปรายผล และขอเสนอแนะดงตอไปน
ความมงหมายของการวจย การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก การศกษาประสทธภาพของการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
สมมตฐานของการวจย หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกจะมประสทธภาพไมตากวเกณฑ 80/80
วธดาเนนการวจย ประชากรทใชในการศกษาครงน ไดแกผทเขารบการฝกอบรมในหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกจานวน 12 คน เครองมอทใชในการวจย และการรวบรวมขอมลประกอบดวย หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก แบบทดสอบความร ในการออกแบบแมพมพฉดพลาสตก ในขณะฝกอบรมจบในแตละสวนเนอหาของรายละเอยดทเกยวของกบการออกแบบและสรางแมพมพฉดพลาสตกทใชในการฝกอบรม และภายหลงเสรจสนจากการฝกอบรม แบบประเมนความสอดคลองของแบบสอบถามผเชยวชาญในกระบวนการฝกอบรมในหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก โดยในการรวบรวมขอมลนนกระทาโดยนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ไปดาเนนการจดทาการฝกอบรมกบผเขารบการฝกอบรมทเปนกลมทดลอง ทาการทดสอบความร การออกแบบและสรางแมพมพฉดพลาสตก ในขณะฝกอบรมจบในแตละสวนเนอหา และหลงเสรจสนการฝกอบรมแลวทาการประเมนประสทธภาพในการปฏบตตามหลกสตรฝกอบรม และขอเสนอแนะในการปรบปรง หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทาการวเคราะหขอมล โดยทาการประเมนประสทธภาพของหลกสตรฝกอบรม เปรยบเทยบคาเฉลย คาเบยงเบนมาตรฐาน ความรของผเขารบการฝกอบรม ในหลกสตรฝกเรองการออกแบบและสรางแมพมพฉดพลาสตก เปรยบเทยบคาเฉลย และความเบยงเบนมาตรฐานระดบความสามารถในการเรยนรหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก

133
สรปผลการวจย การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ไดมการสรางในรปแบบของการพฒนาหลกสตรโดยไดนาเรองของการออกแบบแมพมพมาใชในภาคอตสาหกรรม สถาบนการศกษาและสภาพปญหาทเกดขนในคณภาพของ การออกแบบแมพมพของภาคอตสาหกรรม สถาบนการศกษา มากาหนดเปนหวขอในเนอหาของหลกสตรฝกอบรม โดยไดกาหนดสวนของหวขอเนอหาไว 2 สวนคอ สวนท 1 ความรพนฐานดานพลาสตกและความรดานเครองฉด สวนท2. แมพมพฉดพลาสตก การออกแบบแมพมพฉดพลาสตก การตรวจสอบแมพมพ การบารงรกษาแมพมพฉดพลาสตก โดยการกาหนดเนอหาและรปแบบของเนอหาในหลกสตรฝกอบรมนนไดพจารณาไวเปนขนตอนดงนคอ วเคราะหภาระงาน ความร คณสมบตของผเขาฝกอบรม กาหนดวตถประสงคขอบเขตเนอหาในหลกสตรฝกอบรม กาหนดโครงสรางหลกสตรฝกอบรม กาหนดรปแบบการฝกอบรมโดยเปนการจดการฝกอบรม ออกแบบการฝกอบรมการออกแบบ ตรวจสอบหลกสตรฝกอบรมการออกแบบ และการดาเนนการจดฝกอบรม การทดลองวจยในครงนเปนการทดสอบความรการออกแบบและสรางแมพมพฉดพลาสตกในลกษณะของระหวางการฝกอบรมและหลงจากเสรจสนการฝกอบรม โดยมเครองมอทใชในการทดสอบความรเปนแบบทดสอบ แบบเลอกตอบ 4 ตวเลอกไดแกแบบทดสอบในระหวางฝกอบรมจบทง 2 สวนในหลกสตร มจานวน 26 ขอ แบงเปนสวนท 1 ความรพนฐานดานพลาสตกและความรดานเครองฉด ม 10 ขอ สวนท2 แมพมพฉดพลาสตก การออกแบบแมพมพฉดพลาสตก การตรวจสอบแมพมพ การบารงรกษาแมพมพฉดพลาสตก ม 16 ขอ แบบทดสอบหลงดาเนนการเสรจสนการฝกอบรมในหลกสตรเปน แบบเลอกตอบ 4 ตวเลอกแบบทดสอบหลงการฝกอบรมมจานวน 26 ขอ โดยไดคอบคลมเนอหาทง 2 สวน สวนท 1 ความรพนฐานดานพลาสตกและความรดานเครองฉด ระหวางฝกอบรมม 10 ขอ และสวนท 2 แมพมพฉดพลาสตก การออกแบบแมพมพฉดพลาสตก การตรวจสอบแมพมพ การบารงรกษาแมพมพฉดพลาสตก ระหวางฝกอบรมม 16 ขอ สวนท 1 ความรพนฐานดานพลาสตกและความรดานเครองฉด หลงฝกอบรม ม 10 ขอ และสวนท 2 แมพมพฉดพลาสตก การออกแบบแมพมพฉดพลาสตก การตรวจสอบแมพมพ การบารงรกษาแมพมพฉดพลาสตกหลงฝกอบรม ม 16 ขอความเทยงตรงเชงเนอหาโดยพจารณาจากผเชยวชาญทง 5 ทานเพอทาการประเมนดานเนอหาและแบบทดสอบของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก มเนอหาทสอดคลองกบวตถประสงคของหลกสตรฝกอบรมการศกษาประสทธภาพของการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ในขณะฝกอบรมจบในแตละสวนของเนอหามรายละเอยดดงน ในขณะฝกอบรมทางดานความร ในสวนท 1 ไดคะแนนเฉลย เทากบ 8.33 ไดคาประสทธภาพ เทากบ 83.33 ในสวนท 2 ไดคะแนนเฉลย เทากบ 13.08 ไดคาประสทธภาพ เทากบ 81.77

134
ในดานความรหลงฝกอบรม ในสวนท 1 ไดคะแนนเฉลย เทากบ 8.33 ไดคาประสทธภาพ เทากบ 83.03 ในสวนท 2 ไดคะแนนเฉลย เทากบ 14.00 ไดคาประสทธภาพ เทากบ 87.50 เนอหาในดานความรนน คาในสวนท 1 จะมคาประสทธภาพจากเนอหาความรพนฐานดานพลาสตกมรายละเอยดทสามารถอธบายใหเขาใจไดในลกษณะของเหตและผลคาในสวนท 2 การออกแบบแมพมพฉดพลาสตกและการตรวจสอบแมพมพ อธบายเปนขนตอนพรอมกบมภาพประกอบใหเหนและมพนฐานในดานของการออกแบบในแตละชนสวนหรอระบบตางๆ ในขณะฝกอบรมจบในแตละสวนของเนอหา อยในระดบดมาก (คะแนนเฉลย = 21.41) และคาประสทธภาพ (E1) เทากบ 82.37 สวนคาประสทธภาพหลงเสรจสนการฝกอบรมไดระดบความรอยในระดบดมาก (คะแนนเฉลย = 22.33) และคาประสทธภาพ (E2) เทากบ 85.89
การอภปรายผล 1. การพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทพฒนาขนมานนไดพฒนามาจากการศกษาในเอกสารและงานวจยทางดานของการพฒนาหลกสตร เพอใหเขาใจถงหลกการและเหตผลของการพฒนาหลกสตร จงไดนามากาหนดเปนหลกสตรฝกอบรม ทใชรปแบบการฝกอบรมแบบทฤษฎ โดยมขอบเขตของเนอหาในการออกแบบและสรางแมพมพฉดพลาสตก คอไดกาหนดหวขอของเนอหาในหลกสตรไวทงหมด 2 สวน คอ สวนท 1 ความรพนฐานดานพลาสตกและความรดานเครองฉด สวนท2. แมพมพฉดพลาสตก การออกแบบแมพมพฉดพลาสตก การตรวจสอบชนสวนแมพมพฉดพลาสตก การตรวจสอบชนงานททาการฉดเสรจแลว การบารงรกษาแมพมพฉดพลาสตก เพราะวาเนอหาทง 2 สวนนนมความสาคญในดานความรการออกแบบ ทจะทาใหผเขารบการฝกอบรมเกดความรในระบบของการออกแบบ โดยในเนอหาของหลกสตรฝกอบรมนนจะสอดคลองกบองคประกอบของผทจะทาหนาทในสายงานการออกแบบแมพมพ เนองจากในกระบวนการพฒนาหลกสตรไดทาการศกษาถงคณสมบตของผทปฏบตงานในสายงานออกแบบและสรางแมพมพ แลวนาไปใหผเชยวชาญทาการประเมน โดยจากการประเมนของผเชยวชาญทง 5 คน แสดงความเหนสอดคลองกนวา หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก สามารถนาไปใชในการฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกใหกบผเขารบการฝกอบรมในภาคอตสาหกรรมได เนอหาในดานความรเนอหาความรพ นฐานดานพลาสตกมรายละเอยดทสามารถอธบายใหเขาใจไดในลกษณะของเหตและผลเนอหาในสวนนยงจาเปนตองมการเพมเนอในเรองความรดานเครองฉดและปรบแบบทดสอบใหมความสอดคลองกบเนอดานความรเนอหา การออกแบบแมพมพฉดพลาสตกและการตรวจสอบแมพมพ อธบายเปนขนตอนพรอมกบมภาพประกอบใหเหนและมพนฐานในดานของการออกแบบในแตละชนสวนหรอระบบตางๆ ในขณะ

135
ฝกอบรมจบในแตละสวนของเนอหา อยในระดบดมาก (คะแนนเฉลย = 21.41) และคาประสทธภาพ (E1) เทากบ 82.37 สวนคาประสทธภาพหลงเสรจสนการฝกอบรมไดระดบความรอยในระดบดมาก (คะแนนเฉลย = 22.33) และคาประสทธภาพ (E2) เทากบ 85.89 จากการทดสอบความรภายหลงเสรจสนการฝกอบรม ไดระดบความรอยในระดบดมาก (คะแนนเฉลย = 22.33) ไดคาประสทธภาพ 85.89 โดยแสดงวาคาประสทธภาพของหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ไดคาประสทธภาพ 82.37/85.89 หมายถง คาประสทธภาพ E1 เทากบ 82.37 แสดงถงผเขารบการฝกอบรม มความร การออกแบบและสรางแมพมพฉดพลาสตกในแตละสวนของเนอหาในหลกสตรอยในระดบดมาก (คะแนนเฉลย = 21.41) และคาประสทธภาพ E2 เทากบ 85.89 แสดงถงผเขารบการฝกอบรม มความร การออกแบบและสรางแมพมพฉดพลาสตกหลงเสรจสนการฝกอบรมอยในระดบดมาก (คะแนนเฉลย = 22.33) โดยสามารถใหประโยชนแกผเขารบการฝกอบรมทเขารบการฝกอบรม และทาใหการพฒนาหลกสตรฝกอบรมไดผลสาเรจออกมาด โดยมความสอดคลองกบหลกการของสมเกยรต พวงรอด (2544:132) ทกลาววาการฝกอบรมเปนกระบวนการทจดขนเพมพนความร ความชานาญ และเปลยนแปลงทศนคตในการปฏบตงานไดดข น ซงจะนาไปสการเพมพนประสทธภาพในการปฏบตงานตอไปทงในปจจบนและในอนาคต 2. ความคดเหนตอหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ในขณะฝกอบรมจบในแตละสวนของเนอหาของหลกสตร โดยผเขารบการฝกอบรมมความคดเหนวา ในเนอหาและรายละเอยดของหลกสตรฝกอบรม ใหความรในดานของความสาคญของการออกแบบและสรางแมพมพฉดพลาสตก มากขนโดยมความสอดคลองกบหลกการของ ฐระ ประวาลพฤกษ (2538:4) ทกลาววาการฝกอบรมหมายถงกระบวนการเสรมสรางสมรรถภาพบคคลใหมความร ความสามารถ ทกษะและทศนะคตเพมขน ทาใหเกดการเปลยนแปลงพฤตกรรมการทางานในขอบเขตของการปฏบตงานเฉพาะดาน อนมผลตอความสาเรจขององคการและสอดคลองกบงานวจยของ ภาณ พรพรหมประธาน (2545:115-119) ทไดสรางหลกสตรฝกอบรมการควบคม ตรวจซอม และบารงรกษา ระบบอาณตสญญาณและโทรคมนาคม เพอการเดนรถสาหรบพนกงานเทคนคและนายตรวจสายบรรจใหม ของการรถไฟแหงประเทศไทย ทไดทาการศกษาประสทธผลของหลกสตร โดยประเมนสมรรถภาพในการปฏบตงานของผเขารบการฝกอบรมและความคดเหนตอการใชหลกสตรฝกอบรม ซงพนกงานเทคนคและนายตรวจสายบรรจใหม มความรความสามารถและดานเทคนควธการเฉลยสงกวาคะแนนกอนการฝกอบรม ในดานของความคดเหนตอการใชหลกสตรฝกอบรมพบวาทง 2 ดานมความเหมาะสมอยในระดบดมาก
ขอเสนอแนะ จากการวจยครงนมขอเสนอแนะเกยวกบการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ดงน

136
1. หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทไดสรางขนนน มรายละเอยดของเนอหาทมความเหมาะสมสามารถนาไปใชฝกอบรมได โดยสอดคลองกบประสทธภาพตามเกณฑ 80/80 ความรควรมการพฒนาเนอหาในหลกสตรใหมความชดเจนเพมมากขนในเนอหาการออกแบบใหมเนอหาครอบคลมแมพมพในแตแบบมากกวานตอไป 2. หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทไดสรางขนนน มรายละเอยดของเนอหาทมเหมาะสมสามารถนาไปใชเปนหลกสตรฝกอบรมใหกบบคลากรในองคกรทตองการใหบคลากรไดเพมพนความรในการทจะออกแบบแมพมพหรอการสรางแมพมพเพอใหมความเขาใจถงชนสวนแตละชนมความสาคญอยางไร แตควรมการปรบเพม-ลดเนอหาของหลกสตรใหเหมาะสมกบประเภทและชนดแมพมพ 3. หลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก สามารถนาไปใชฝกอบรมใหกบบคลากรในหนวยงานของรฐและเอกชนทมรปแบบการปฏบตงานในดานการจดฝกอบรมทางอตสาหกรรมแมพมพและสถาบนการศกษา
ขอเสนอแนะสาหรบการวจยครงตอไ ป ควรมการปรบปรงเนอหาการพฒนาหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตกใหมเนอการออกแบบครอบคลมและมความชดเจนในมพมพแตละชนด

136
บรรณานกรม

137
บรรณานกรม
เกศรน มนญผล. (2544). การพฒนาหลกสตรฝกอบรมครเพอเสรมสมรรถภาพ ดานการจดทา หนงสอเสรมประสบการณทสอดคลองกบทองถน. ปรญญานพนธ กศ.ม.(อตสาหกรรม ศกษา). กรงเทพฯ: บณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ. ถายเอกสาร. เฉลมพล คงจนทร. (2540). การพฒนาหลกสตรฝกอบรมเทคโนโลยรถยนตไฟฟา สาหรบ
นกศกษาชางยนต. ปรญญานพนธ กศ.ม. (อตสาหกรรมศกษา) กรงเทพฯ: บณฑตวทยาลยมหาวทยาลยศรนครนทรวโรฒ. ถายเอกสาร. ชชย สมทธไกร. (2540). การฝกอบรมบคลากรในองคกร. กรงเทพฯ: จฬาลงกรณมหาวทยาลย. ชาล ตระกาลกล. (2539). การออกแบบแมพมพฉด1. กรงเทพฯ: สมาคมสงเสรมเทคโนโลย (ไทย-ญปน). ชาล ตระกาลกล. (2537). การออกแบบแมพมพฉด2. กรงเทพฯ: สมาคมสงเสรมเทคโนโลย (ไทย-ญปน). ชยรตน แกวดวง. (2538). เทคโนโลยการออกแบบแมพมพฉดพลาสตก. กรงเทพฯ: สานกพฒนา อตสาหกรรมสนบสนนการสงเสรมอตสาหกรรม กระทรวงอตสาหกรรม. ฐระ ประวาลพฤกษ. (2538). การพฒนาบคคลและการฝกอบรม. กรงเทพฯ: สานกงานสถาบนราชภฏ. บรรเลง ศรนลและชาตร รตนวงศ. (ม.ป.พ.). คมอการออกแบบแมพมพฉดพลาสตก. กรงเทพฯ: สถาบนเทคโนโลยพระจอมเกลาพระนครเหนอ. พวงรตน ทวรตน. (2540). วธการวจยทางพฤตกรรมศาสตรและสงคมศาสตร. พมพครงท7. กรงเทพฯ พฒนา สขประเสรฐ. (2540). กลยทธในการฝกอบรม. กรงเทพฯ: มหาวทยาลยเกษตรศาสตร.

138
พชต ฤทธจรณ. (2544). วธการวจยทางพฤตกรรมศาสตรและสงคมศาสตร. พมพครงท7. กรงเทพฯ. ภาณ พรพรหมประธาน. (2545). สรางหลกสตรฝกอบรมการควบคม ตรวจซอม และบารงรกษา ระบบอาณตสญญาณและโทรคมนาคม เพอการเดนรถสาหรบพนกงานเทคนคและ นายตรวจสายบรรจใหมของการรถไฟแหงประเทศไทย. ปรญญานพนธ กศ.ม. (อตสาหกรรมศกษา). กรงเทพฯ: บณฑตวยาลย มหาวทยาลยศรนครนทรวโรฒ. ถายเอกสาร. พส โลหารชนพรอมคณะ. (1991). การออกแบบการสรางแมพมพฉดพลาสตก และการออกแบบ เชงวเคราะห. กรงเทพฯ: สถาบนพฒนาอตสาหกรรมเครองจกรกลและโลหะการ กรม สงเสรมอตสาหกรรมกระทรวงอตสาหกรรม. พส โลหารชนพรอมคณะ. (2531). การออกแบบการสรางแมพมพฉดพลาสตก. กรงเทพฯ: สถาบนพฒนาอตสาหกรรมเครองจกรกลและโลหะการ กรมสงเสรมอตสาหกรรม กระทรวงอตสาหกรรม. รววรรณ ชนะตระกล. (2535). วธวจยการศกษา. กรงเทพฯ: คณะครศาสตรอตสาหกรรม สถาบนเทคโนโลยพระจอมเกลาฯ ลาดกระบง. ราไพพรรณ อภชาตพงศชย. (2545). การฝกอบรมในงานสงเสรมการเกษตรการวางแผนและการ จดการ. เชยงใหม: พ อาร คอมพวเตอร. วเชยร จนทะโชต. (2540). การพฒนาหลกสตรการปองกนยาเสพตด สาหรบนกศกษา อตสาหกรรมศกษา สถาบนราชภฏอดรธาน. ปรญญานพนธ กศ.ม. (อตสาหกรรมศกษา). กรงเทพฯ: บณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ. ถายเอกสาร. สมเกยรต พวงรอด. (2544). การบรหารงานบคคล. ปตตาน : มตรภาพปตตาน . สมคด บางโม. (2540). เทคนคการฝกอบรมและการประชม. พมพครงท2. กรงเทพฯ: วทยาพฒน. สมชาย หรญกตต. (2542). การบรหารทรพยากรมนษย ฉบบสมบรณ. กรงเทพฯ: ธระฟลมและไซเทกซ.
139
สมชาต กจยรรยง. (2545). เทคนคการเปนวทยากรฝกอบรมฝกอบรม. กรงเทพฯ: มลตอนฟอรชนเทคโนโลย. สนทศน วงศมาก. (2541). การพฒนาหลกสตรชางเทคนคระบบการสอสารใยแกวนาแสงของ องคการโทรศพทแหงประเทศไทย. ปรญญานพนธ กศ.ม.(อตสาหกรรมศกษา). กรงเทพฯ: บณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ. ถายเอกสาร. องอาจ พงษพสทธบปผา. (2541). การพฒนาหลกสตรฝกอบรมเพอเสรมสรางพฤตกรรมผนาทาง การเกษตรสาหรบนกเรยนโครงการอาชวศกษา เพอพฒนาชนบท (อศ.กช.). ปรญญานพนธ กศ.ม. (อตสาหกรรมศกษา). กรงเทพฯ: บณฑตวทยาลย มหาวทยาลยศรนครนทรวโรฒ. ถายเอกสาร. Belofsky, Harold. (1995). Plastics: Product Design and Process Engineering. Munich Vienna, New York: Hanser Publishers. Linder, E. and Unger, P. (1993). Gastrow Injection Molds 108 Proven Designs. Munich Vienna, New York Hanser Publishers.Menges, George and Mohern, Paul. (1993). How to Make Injection Mold. Munich Vienna, New York: Hanser Publishers. Bertuleit and others. (1995). Training in Injection Molding. Munich Vienna, New York: Hanser Publishers. Rees, Herbert. (1995). Mold Engineering. Munich Vienna, New York: Hanser Publishers. Rees, Herbert. (1996). Understanding Product Design for Injection Molding. Munich Vienna, New York: Hanser Publishers.

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 138
ภาคผนวก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 139
ภาคผนวก ก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 140
โครงการฝกอบรมในหลกสตร การออกแบบและการสรางแมพมพฉดพลาสตก
ชอโครงการ โครงการฝกอบรมในหลกสตร การออกแบบและการสรางแมพมพฉดพลาสตก
1. หลกการของหลกสตรฝกอบรม การจดทาหลกสตร การออกแบบและการสรางแมพมพฉดพลาสตก โดยหลกสตรทจดทาขนเปน
การนาหลกการ รปแบบ และเทคนคการฝกอบรม มาจดทาเปนหลกสตรฝกอบรม และหลกสตรทจดทาขนจะประกอบดวยเนอหาของการออกแบบ คอ ความรพนฐานดานพลาสตก เครองฉดพลาสตก ความรดานการฉดพลาสตก การออกแบบแมพมพ การวเคราะหในการออกแบบแมพมพฉดพลาสตก การตรวจแมพมพฉดพลาสตก และการบารงรกษาเพอใหในเนอหาของการฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตกมประสทธภาพมากขน
2. วตถประสงคของหลกสตรฝกอบรม 2.1 เพอพฒนาหลกสตรการฝกอบรม การออกแบบ และการสรางแมพมพฉดพลาสตกสาหรบ
ชางเทคนค ดานแมพมพฉดพลาสตก 2.2 เพอศกษาประสทธภาพของหลกสตรฝกอบรม การออกแบบและการสรางแมพมพฉด
พลาสตก ดานความรในทฤษฎการออกแบบ การประกอบของผทผานการฝกอบรมหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก
3. เนอหาหลกสตร 3.1 พลาสตก 3.1.1 พนฐานดานงานฉดพลาสตก
3.1.1.1 ประวตความเปนมาของพลาสตก 3.1.1.2 กระบวนการฉดพลาสตก 3.1.1.3 การฉดพลาสตก 3.1.2 ความรดานเครองฉดพลาสตก 3.1.2.1 เครองฉดแบบควบคมดวยมอ 3.1.2.2 เครองฉดแบบ ซเอนซ 3.2 แมพมพฉดพลาสตก 3.2.1 แมพมพสองแผน 3.2.2 แมพมพสามแผน 3.2.3 แมพมพแบบแยก 3.3 การออกแบบแมพมพฉดพลาสตก 3.3.1 การออกแบบโครงสรางแมพมพฉดพลาสตก 3.3.2 การกาหนดแนวแยกแมพมพ 3.3.3 การออกแบบชนสวน 3.3.3 การออกแบบเบาแมพมพฉดพลาสตก 3.4 การวเคราะหในการออกแบบแมพมพฉดพลาสตก 3.4.1 การวเคราะหวสดทาแมพมพ 3.4.2 การวเคราะหคณสมบตในการขนรป

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 141
3.4.3 การวเคราะหมาตรการปองกนการสกหรอของเบา 3.4.4 การวเคราะหความสมดลยการไหลของนาพลาสตก 3.5 การตรวจสอบแมพมพ 3.6 การบารงรกษาแมพมพ
4. คณสมบตของผเขารบการฝกอบรม 4.1 เปนบคคลทเคยทางานดานแมพมพฉด มประสบการณทางาน ไมเกน 6 เดอน
4.2 เปนบคคลทกาลงศกษาอยในสาขาแมพมพ ระดบประกาศนยบตรวชาชพ และระดบประกาศนยบตรวชาชพขนสง
5. ระยะเวลาในการดาเนนการฝกอบรม ระยะฝกอบรม 2 วน แบงเปนวนละ 7 ชม. 6. แผนจดดาเนนการฝกอบรม 6.1 ขนเตรยมการฝกอบรม 6.1.1 จดทาหลกสตรฝกอบรม 6.1.2 อปกรณทใชในการฝกอบรม 6.2.1.1 คอมพวเตอร 1 ชด 6.2.1.2 โปรแกรมเขยนแบบ3 มต (Unigraphics NX2) 6.2.1.3 แมพมพ 2 ชด 6.2.1.4 ชนงานตวอยาง 6.2.1.5 เครองฉดพลาสตก 1 เครอง 6.2.1.6 เมดพลาสตก 6.1.3 เสนอ อนมต จดการฝกอบรม 6.2 ขนดาเนนการฝกอบรม 6.2.1 ตดตอประสานงานกบหนวยงานทจะทาการจดการฝกอบรม 6.2.2 แจงหนวยงานและผเขารบการฝกอบรม 6.2.3 จดเตรยมเอกสาร อปกรณ และแมพมพฉดพลาสตก 6.2.4 ดาเนนการฝกอบรม 6.2.5 ประเมนการฝกอบรม

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 142
ปฏทนปฏบตงาน
7. วธการฝกอบรม ในการดาเนนการฝกอบรมเปนการฝกอบรมในแบบทฤษฎการบรรยายโดยผวจยและผเชยวชาญในดานการออกแบบแมพมพฉดพลาสตก 7.1 วธการประเมนผล 7.1.1 แบบทดสอบความรระหวางการฝกอบรมตามเกณฑ 80/80 7.1.2 แบบทดสอบความรหลงการฝกอบรมตามเกณฑ 80/80
ตลาคม 2548 ธนวาคม 2548 มกราคม 2549 กมภาพนธ 2549 ขนตอนการดาเนนงาน 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1. จดทาหลกสตร 2. เสนอขออนมตจดการ ฝกอบรม 3. ตดตอประสานงานกบ หนวยงานจดฝกอบรม 4. แจงหนวยงานและผเขา ฝกอบรม 5. จดเตรยมเอกสาร อปกรณและแมพมพ ฉดพลาสตก 6. ดาเนนการฝกอบรม 7.ประเมนผลการฝกอบรม

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 143
ตาราง แผนการสอนหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก
วนท เวลา รปแบบ เนอหาวชา จานวนชวโมง
8.00 – 10.30 ทฤษฎ ความรพนฐานดานพลาสตก 2.5 ชม.
10.30 – 11.30 ทฤษฎ ความรพนฐานดานเครองฉด 1.0 ชม. 11.30 – 12.00 ทฤษฎ ชนดเครองฉดพลาสตกทใชในงาน
ฉดพลาสตก 30 นาท
13.00 – 14.30 ทฤษฎ แมพมพฉดพลาสตก 1.5 ชม.
27 ม.ค. 2549
14.30 – 16.00 ทฤษฎ การออกแบบแมพมพฉดพลาสตก 1.5 ชม.
08.00 – 11.00 ทฤษฎ การวเคราะหในการออกแบบแมพมพฉดพลาสตก
2.0 ชม.
11.00 – 15.00 ทฤษฎ ขนตอนการออกแบบแมพมพฉดพลาสตก
3.0 ชม.
15.00 – 15.30 ทฤษฎ การตรวจสอบแมพมพ 30 นาท
15.30 – 15.45 การตรวจสอบชนสวนแมพมพ 15 นาท
28 ม.ค. 2549
15.45 – 16.00 ทฤษฎ การบารงรกษาแมพมพ 15 นาท

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 144
คานา
ในปจจบน อตสาหกรรมแมพมพไดมการพฒนาอยางรวดเรว หลกสตรฝกอบรม การออกแบบแมพมพฉด
พลาสตกและการสรางแมพมพฉดพลาสตก โดยเฉพาะการศกษาแมพมพในปจจบน จาเปนตองพฒนาหลกสตรให
มความทนสมยเพอรองรบกบการเจรญเตบโตของอตสาหกรรมสาขาแมพมพฉดพลาสตก เนอหาหลกสตรการฝกอบรม การออกแบบและการสรางแมพมพฉดพลาสตก มงเนนดานวธการออกแบบ
และขอผดพลาดอนเกดจากการออกแบบ และยงเสรมเนอหาดานพนฐานงานฉดพลาสตกเนนเนอหาสาหรบผเขารบการฝกอบรมใหมความรมากขนโดยหลกสตรทจดขนเปนหลกสตรเรงรดระยะเวลาในการฝกอบรมใชเวลา2วน
ทงนหลกสตรฝกอบรม การออกแบบและการสรางแมพมพฉดพลาสตก เนนเนอหาทสามารถอานแลว
เขาใจไดงาย เนองจากผสรางหลกสตรไดเนนภาพประกอบกบการบรรยาย เพอใหเกดความเขาใจมากขน หลกสตรการออกแบบและการสรางแมพมพฉดพลาสตกสาเรจได ตองขอขอบคณ สานกหอสมดมหาวทยาลยเกษตรศาสตร สานกหอสมดสถาบนพระจอมเกลาพระนครเหนอ สมาคมแมพมพ และเจาหนาททกทานไว ณ ทนดวย
เรวตร มสถตย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 145
สารบญ หนา ความรเบองตนงานฉดพลาสตก 1 ประวตควาเปนมาของพลาสตก 2 การฉดพลาสตก 6 เครองฉดพลาสตก 8 การไหลของนาพลาสตก 18 หลกเกณฑการเลอกวสดเหลก 29 ขอพจารณาในการเลอกวตถดบพลาสตก 30 ชนดของพลาสตกทใชทวไป 33 หลกเกณฑทวไปในการออกแบบชนงานพลาสตก 39 ตารางความหนาของผนงของของผลตภณฑพลาสตก 41 การระบายอากาศในแมพมพฉดพลาสตก 48 แมพมพชนดตางๆ 52 การออกแบบแมพมพฉดพลาสตกและหลกเกณฑการวเคราะห 54 ขนตอนการออกแบบแมพมพฉดพลาสตก 88 วธการออกแบบแมพมพฉดพลาสตก ชนสวนของแมพมพ 89 การหลอเยนแมพมพและผลกระทบตอชนงาน 98 การออกแบบระบบหลอเยนในแมพมพ 100 การตรวจสอบแมพมพ 103 การบารงรกษาแมพมพ 106 ภาคผนวก 108

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 146
ความรเบองตนงานฉดพลาสตก งานฉดพลาสตก เปนลกษณะกระบวนการผลตชนงานพลาสตก โดยเครองฉดพลาสตกทางานเปนรอบๆกระบวนการเรมจาก พลาสตกในรปผงหรอเมดพลาสตก ถกสงเขาไปในสวนปอนและควบคมปรมาณ กอนทจะคอยๆ หลอมเหลวในสวนทมอณหภมตางๆ กน แลวจงฉดเขาไปในแมพมพดวยแรงสงของลกสบหรอเกลยวอด พลาสตกเหลว (หรอเรยกวานาพลาสตก) จะไหลเตมแมพมพกลายเปนพลาสตกแขง สดทายจงนาออกจากแมพมพ เปนชนงานสาเรจ ปรมาณพลาสตกทฉด ขนาดของชนงาน ความเปนเนอเดยวกนของนาพลาสตกและคณภาพของชนงาฉดพลาสตก ไดรบการปรบปรงอยางมากหลงจาก ค.ศ. 1950 เมอมการนาเครองฉดแบบเกลยวอดมาใชแทนทเครองฉดแบบลกสบ งานฉดพลาสตก จะเกยวของกบเครองฉด แมพมพ เมดพลาสตกและชนงาน ตองใชความสามารถอยางมากในดานเทคนค และอาศยประสบการณสง เพอใหไดชนงานทมคณภาพสมาเสมอและใชงานไดด ชนงานจะดหรอไม ขนอยกบแมพมพทใชฉด ดงนน ผออกแบบแมพมพและชางทาแมพมพ จงมความสาคญตองานน และคณภาพและความเชอถอไดของแมพมพ มผลตอความสวยงามของชนงานและตนทนการผลตหนงสอเลมนมสวนชวยในการถายทอดความร ทงทเปนพนฐานและทไดมการพฒนาขนใหม ใหแกผออกแบบแมพมพ และชางทาแมพมพ งานฉดพลาสตกไดพฒนาไปอยางมาก ในเวลา 25 ปทผานมา เครองฉดพลาสตกทมความแมนยาสง เครองฉดแบบเกลยวอด การนาคอมพวเตอรมาควบคมเครองฉด เพอใหการปรบตง และควบคมตวแปรในการฉดพลาสตกเปนไปอยางสมาเสมอ การผลตพลาสตกชนดใหมและการปรบปรงคณสมบต ทาใหฉดชนงานไดพกดวามเผอทละเอยดและโครงสรางมคณภาพสมาเสมอ ปจจบนน สามารถฉ ดชนงานพลาสตก ซงไมสามารถฉดไดเมอ 5 ถง10 ปทแลว การฉดพลาสตกสองส ชนงานทางวศวกรรมทมพกดความเผอละเอยดมาก โครงสรางผลกสมาเสมอเปนเนอเดยว มคณสมบตทนความรอสง และความเสยดทานตา เหลานมสวนชวยพฒนาอตสาหกรรมพลาสตก
ประวตความเปนมาของพลาสตก วสดพลาสตกสามารถแบงออกไดเปน 4 กลม ตามอนพนธและการสงเคราะห พลาสตกทไดจากธรรมชาต เชน fiber (1859) celluloid ประมาณป ค.ศ. 1870 และ artificial horn (1897) พลาสตกททาจาก cellulose ไดพฒนาขนมาตงแตป ค.ศ.1910 ซงพลาสตกเหลานยงมทใชอยในปจจบน และเปนคแขงทสาคญของ
พลาสตกแผนบางทใชในอตสาหกรรมบรรจภณฑ พลาสตกชนด thermoses มาก จากการคนพบของ L.H. Backhand ในป ค.ศ. 1910 ซงบางทเรยกวา Bacdbile การผลตพลาสตกในปจจบน หรอทเรย กวา thermoplastic ไดเรมมาตงแตป ค.ศ. 1922 โดย H.
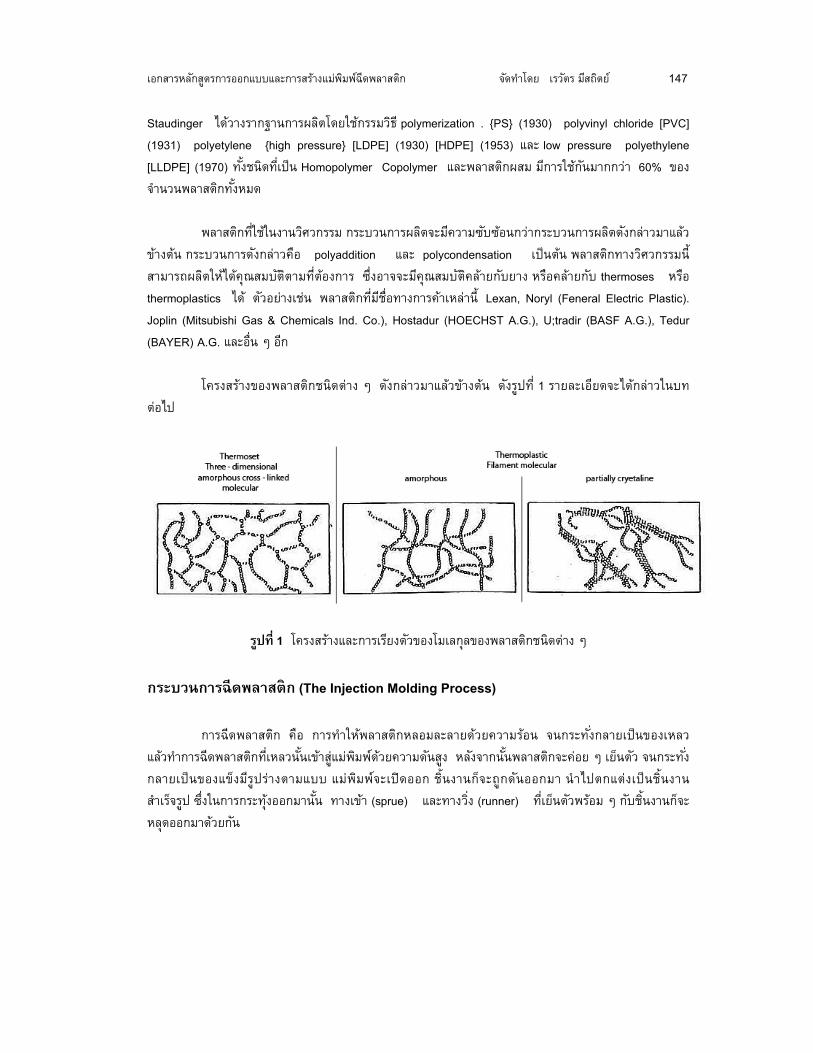
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 147
Staudinger ไดวางรากฐานการผลตโดยใชกรรมวธ polymerization . {PS} (1930) polyvinyl chloride [PVC] (1931) polyetylene {high pressure} [LDPE] (1930) [HDPE] (1953) และ low pressure polyethylene [LLDPE] (1970) ทงชนดทเปน Homopolymer Copolymer และพลาสตกผสม มการใชกนมากกวา 60% ของจานวนพลาสตกทงหมด พลาสตกทใชในงานวศวกรรม กระบวนการผลตจะมความซบซอนกวากระบวนการผลตดงกลาวมาแลวขางตน กระบวนการดงกลาวคอ polyaddition และ polycondensation เปนตน พลาสตกทางวศวกรรมน สามารถผลตใหไดคณสมบตตามทตองการ ซงอาจจะมคณสมบตคลายกบยาง หรอคลายกบ thermoses หรอ thermoplastics ได ตวอยางเชน พลาสตกทมชอทางการคาเหลาน Lexan, Noryl (Feneral Electric Plastic). Joplin (Mitsubishi Gas & Chemicals Ind. Co.), Hostadur (HOECHST A.G.), U;tradir (BASF A.G.), Tedur (BAYER) A.G. และอน ๆ อก โครงสรางของพลาสตกชนดตาง ๆ ดงกลาวมาแลวขางตน ดงรปท 1 รายละเอยดจะไดกลาวในบทตอไป
รปท 1 โครงสรางและการเรยงตวของโมเลกลของพลาสตกชนดตาง ๆ
กระบวนการฉดพลาสตก (The Injection Molding Process) การฉดพลาสตก คอ การทาใหพลาสตกหลอมละลายดวยความรอน จนกระทงกลายเปนของเหลว แลวทาการฉดพลาสตกทเหลวนนเขาสแมพมพดวยความดนสง หลงจากนนพลาสตกจะคอย ๆ เยนตว จนกระทงกลายเปนของแขงมรปรางตามแบบ แมพมพจะเปดออก ชนงานกจะถกดนออกมา นาไปตกแตงเปนชนงานสาเรจรป ซงในการกระทงออกมานน ทางเขา (sprue) และทางวง (runner) ทเยนตวพรอม ๆ กบชนงานกจะหลดออกมาดวยกน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 148
รปท 2 เปนการแสดงขนตอนการฉดพลาสตก ดวยเครองฉดพลาสตกแบบเกลยวอด (Screw type injection molding machine)
ในรปแบบการแสดงขนตอนการทางานของกระบวนการฉดตามขนตอนตาง ๆ มดงน
1. แมพมพปด (Mold clamping) การเรมตนของกระบวนการฉด เรมตงแตแมพมพปด โดยอาศยแรงปดจากเครองฉดพลาสตกหลงจากตรวจดแลวไมมสงแปลกปลอมตดคางอยบรเวณผวหนาประกบของแมพมพ 2. ฉด (Injection) หลงจากหวฉด (Nozzle) และแมพมพ (Mold) เคลอนอยตาแหนงฉดแลว เกลยวสงในกระบอกอดเครองฉดพลาสตก (cylinder) ซงมพลาสตกหลอมเหลวอยภายใน (ในรปตามขนตอนท 4) เกลยวนาสงจะอดนาพลาสตกทหลอมเหลวเขาสแมพมพ จากหวฉด (Nozzle) เขาสทางเขา (Sprue) และทางวง (Runner) เขาสแบบชนงาน (Cavity) 3. การรกษาความดน (ความดนตาม) (Pressure holding) ขนตอนการคงความดนนน เปนการรกษาความดนฉดพลาสตกภายในแมพมพระยะหนงกอน ดวยเกลยวอด เพอชดเชยกบการหดตวของพลาสตกใน cavity ซงจะเยนตวกลายเปนของแขง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 149
4. การระบายความรอน (Cooling, Plasticizing and metering) เมอฉดพลาสตกเตมแบบ (cavity) พลาสตกจะเรมเยนตวเปนของแขง ระบบหลอเยนจะเรมทางานเพอระบายความรอนออกจากชนงาน เพอใหชนงานเยนตวรกษาสภาพรปทรงได จนกระทงสามารถนาออกจากแมพมพได ในสวนของกระบอกอด เมดพลาสตกในถงปอน (hopper) กจะไหลลงสกระบอกอด เมดพลาสตกจะถกเกลยวบดและไดรบความรอนจนหลอมละลาย คอย ๆ เคลอนตวไปสหวฉด โดยเกลยวอดคอย ๆ ดนพลาสตกทหลอมเหลวไปเรอย ๆ เพอฉดเขาสแมพมพตอไป 5. เปดแมพมพ (Mold Release and Removal) เมอชนงานกลายเปนของแขงแลว แมพมพกจะถกเปดออก ชนงานภายในแมพมพจะถกตวกระทง (Ejector) ดนออกมาขางนอก ซงในการทาแมพมพจะออกแบบกลไกตวกระทง (Ejector) เอาไวภายในตวดวย
รปท 3 สวนประกอบของชนสวนแมพมพฉดพลาสตก a) แสดงการฉดพลาสตกเหลวเขาสแมพมพ b) แมพมพเปดออก ชนงานจะถกกระทงออกมา
จากรปท 3 แมพมพฉดพลาสตกประกอบดวย ทางเขาพลาสตก (Sprue) ทางวง (Runner) และรนพลาสตกเขา (Gate) ซงเปนสวนประกอบสาคญของชนงานพลาสตก การฉดพลาสตกทเปนพวกเทอรโมพลาสตก ชนงานทเสยหาย เราสามารถนา sprue หรอ runner ไปบดแลวกลบนาไปใชใหมไดอก ในแมพมพชดหนง ๆ สามารถทจะฉดชนงานไดระหวาง 10,000 – 1,000,000 ชน เวลาทใชในการฉดในรอบหนงเราเรยกวา Shot โดย Shot หนง ๆ อาจใชเวลา 2 – 10 นาท บางทอาจเรยกวา cycle time ซงเราจะใชวธนตลอด ในการผลตชนงานจานวนมาก ๆ จงมการหาวธทจะผลตโดยวธอตโนมตในการฉดพลาสตก ออกมาแนะนาอยหลายวธ
a)
b)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 150
เพอความรวดเรวในการทาแมพมพฉด ในปจจบนมรปรางทยงยากสลบซบซอนยงขน จงไดมการผลต
ชนสวนแมพมพสาเรจรปออกมา ตามขนาดมาตรฐานเพอการจาหนายในทองตลาดและหาซอไดงาย แตกเปนชนสวนทว ๆ ไป ถาเปนรปแบบพเศษจาเปนตองผลตขนมาเอง ในปจจบนผลตภณฑไดมการนาไปใชอยาง
กวางขวางในดานการผลตชนสวนรถยนต ชนสวนอตสาหกรรม เครองมอทางการแพทย เปนตน ในรปท 4 เปนตวอยางของชนสวนพลาสตกทนาไปใชในรถยนต
รปท 4 ชนสวนพลาสตกทประกอบในรถยนต

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 151
การฉดพลาสตก การฉดแบบ Intrusion (The Intrusion Method) กรรมวธการฉดแบบน ไดดดแปลงมาจากการฉดแบบธรรมดา คอพลาสตกเหลวจะถกฉดเขาในแมพมพดวยความเรวสงกวาปกต โดยทวไป จะใชมากในการฉดชนงานทมผนงบาง แตอยางไรกตามไมมขอแตกตางกนมากนก กบการฉดชนงานทมความหนากรรมวธการฉดแบบน มในประเทศองกฤษ ตงแตป ค.ศ. 1950 สาหรบการผลตถงบรรจขนาดใหญ ทมผนงหนา โดยใชพลาสตกชนด LDPE ในปจจบนน วธการนถกนามาใชมากในอตสาหกรรมการผลตขอตอของทอ PVC การฉดแบบ Injection pressing (The Injection Pressing Method) ในการฉดชนงานพลาสตกทมขนาดใหญ ซงเครองฉดทใชไมมแรงฉดและแรงประกบแมพมพเพยงพอ อาจทาไดดวยการลดแรงประกอบแมพมพในตอนแรกของกระบวนการฉด และไมตองใชแรงฉดสงมากนก ในทนททพลาสตกหลอมเหลวถกฉดเขาไปเตมแมพมพ แมพมพจะถกอดเขาดวยแรงกระแทกอกครงหนง เทคนคอนนไดจดทะเบยนลขสทธในประเทศเยอรมน แมพมพสาหรบใชกบเครองฉดแลวอดน จะตองมลกษณะพเศษ คอ จะตองมระยะเพอใหแมพมพเอนชดกนได และเสนแบงระหวางแมพมพ (parting line) จะตองไมชดกน
รปท 5 การทางานของ Injection pressing
a) At the Injection Cycle b) At the Pressing Cycle
วธการน นอกจากจะใชกบชนงานทมพนทมาก ๆ แลว ยงสามารถใชกบงานทว ๆ ไปและจะทาใหแรงดนประกบบนผวงาน มความสมาเสมอทวกนทงชนงาน ทาใหไดชนงานทไมมความเคน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 152
การฉดพลาสตกสาหรบเทอรโมพลาสตกทขยายตวได (Injection Moulding of Expandable Thermoplastic) เทอรโมพลาสตกทขยายตวได ใชในการฉดพลาสตกครงแรกในเยอรมน ราว ค.ศ. 1960 สวนใหญมกใชกบงานทมความหนามาก การฉดชนงานทมเนอโครงสรางเปนลกษณะโฟม (แขงแกรงภายนอก ภายในมโครงสรางเปนลกษณะเหมอนโฟม) เรมเปนทนยมใชกนมากในสหรฐอเมรกา ใชในงานทาเฟอรนเจอร วทย ต ทวและงานอนๆ ทมลกษณะคลายๆ กบตวอยางดงกลาว และเปนทนยมใชกนมากในยโรป ความหนาทนอยทสด สาหรบงานเทอรโมพลาสตกทมโครงสรางโฟมนคอ ประมาณ 4 มลลเมตร โดยทมผวแกรงภายนอกหนาประมาณ 1 – 1.25 มลลเมตร ขอไดเปรยบของการฉดแบบน คอ สามารถฉดชนงานทมความหนาทแตกตางกนได โดยไมเหนรอย ยงไปกวานนเทอรโมพลาสตกทมโครงสรางโฟมนนมความแขงแกรงกวาชนดทมโครงสรางตน เวลาทใชในการหลอเยนของการฉดงานชนดน จะนานกวาการฉดพลาสตกทมโครงสรางทวๆ ไป
(a) Locking Force Cylinder. (b) Locking Cylinder.
(c) Locking. (d) Hydraulics for Reciprocarting Locking Unit. (e) & (g) Platen. (f) Nozzle Locking.
(h) Accumulator. ( i ) Plastifying Unit. (k) Vertical Adjustment. ( l ) Hopper.
(m) Screw Drive. (n) Compressed Gas Bolle
รปท 6 เครองฉดพลาสตกชนดเทอรโมพลาสตกโฟม ปรมาตรชวงชก 19,000 ลกบาศกเซนตเมตร แรงดนนาพลาสตก 1,100 บาร แรงกดอดแมพมพ 6,000 N ระยะแมพมพเปดสด 1,200 มลลเมตร ขนาดหนาแปลน 1,900 x 1,900 มลลเมตร

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 153
การฉดพลาสตกเทอรโมเซท (Injection Moulding of Thermoset) เครองฉดพลาสตกทใชระบบเกลยวอดเปนทนยมกนมาก เพราะวาเครองฉดชนดนยงเหมาะสมกบการฉดพลาสตกเทอรโมเซท ฟนอล/ฟอรมาลดไฮด เมลามน/ฟอรมาลดไฮด และสารอลาสโตเมอร ดงนน จงทาใหมการใชพลาสตกชนดน ในการฉดชนงานตาง ๆ มากยงขน
เครองฉดพลาสตก (Injection Moulding Machine) ลกษณะของเครองฉดพลาสตกทใชกนอยในปจจบนน อาศยหลกการเดยวกนกบเครองฉด ในยคแรกทเปนแบบแนวตง ซงเปนลขสทธของอเมรกา คอ ชดฉด ชดประกบ และแมพมพ จะทางานรวมกนเปนหนวยเดยว หนวยนจะรวมกบชดขบและชนสวนเคลอนท เปนระบบการทางานทสมพนธกน
ชดหลอมพลาสตกและชดฉดของเครองฉดแบบลกสบ (Plunger Type) ระบบการหลอมพลาสตกและชดฉดมกจะอยรวมกน ระบบฉดจะทาหนาทหลอมพลาสตกดวย ในกรณของเครองฉดชนดกระบอกอดพลาสตก ผลหรอเมดจะถกหลอมละลายโดยการนาความรอนเขามา และความรอนทเกดจากการฉกขาดของพลาสตกในการเคลอนทของเกลยว ในระบบเกลยวอดทาใหพลาสตกหลอมละลายเปนเนอเดยวกนดกวา ยงผลใหคณภาพของงานพลาสตกทฉดออกมามคณภาพสงขน ในเครองฉดระบบกระบอกอด ระบบการหลอมละลายและหนวยฉดจะรวมเขาดวยกนในขณะทาการอด สาหรบระบบเกลยว พลาสตกจะหลอมละลาย ในขณะทเกลยวหมนอย และพลาสตกทหลอมละลายจะถกอดไปอยบรเวณหวฉด ตอจากนนจงถกฉดเขาสแมพมพ โดยการเคลอนทไปขางหนาของเกลยวทงชด เครองฉดพลาสตกแบบลกสบ (Plunger Type)
1) Heated Hozzle; 2) Cylinder Heating; 3) Cylinder; 4) Volumetric Metering Device; 5) Hydraulic Cylinder for Injection Unit; 6) Mould Opening Cylinder; 7) Injection Plunger
รปท 7 เครองฉดพลาสตกชนดลกสบ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 154
สวนทหลอมพลาสตกในกระบอกฉดของเครองฉดแบบลกสบ พลาสตกจะไหลไปตามกระบอกฉดและหลอดละลายภายใตแรงดน โดยลกสบและความรอนจากไฟฟา ด านในของกระบอกฉด (บางครงกใชของเหลวชวยถายเทความรอน หรอใชการเหนยวนา) อณหภมภายนอกถงศนยกลางจะแตกตางกน ทงนขนอยกบปจจย
บางอยาง คอความหนาของชนพลาสตก การนาความรอน ระดบอณหภม ความดนและอตราการหลอมของพลาสตก สาหรบการนาความรอนคาหนง (หามเกนอณหภมสงสดเพราะพลาสตกมขดจากดทางดานความรอน) ประสทธภาพการหลอมเหลวจะเพมขน เมอเพมอตราสวนพนทผวตอปรมาตรของพลาสตก ดวยเหตนจงมการแบงปรมาณของพลาสตกเหลว โดยใชตอรปโด ดงรปท 8 ตอรปโดมลกษณะเปนซ ๆ ดงแสดงไวในรป แตมขอเสยคอ พลาสตกสวนนจะเปนฉนวนและทาใหการนาความรอนลดลงทกครงทมการฉด พลาสตกสวนนจะปะปนเขาไปในชนงานจะมองเหนเปนเสนรอยขวน (dark streaks) เครองฉดแบบลกสบ ยงคงใชการประกอบชดตอรปโดเขากบชองพลาสตก ดวยเกลยวหรอเชอมตดการอนเมดพลาสตก จะกระทากอนทจะถงตอรปโด ความสามารถของกระบอกหลอมพลาสตกแบบตอรปโดจงมขดจากด เพราะพนทถายเทความรอนจะขนอยกบความจของกระบอกฉด จงตองใชวธการฉดโดยลกสบ จะอดซาๆกนหลายๆ ครง จนกวาจะเตมคาวต แตปรมาณความรอนทถายเทกยงมขดจากด ปญหานสามารถทจะแกไขโดย
เครองฉดพลาสตกแบบ transfer ซงพฒนาขนในอเมรกา สาหรบการฉดขนาดใหญ เชน ผนงดานในตเยน เครองแบบนมกระบอกฉดทวางเอยง พรอมดวยตอรปโด ซงเคลอนทเพอหลอมพลาสตกซาๆ กนหลายครง แลสงไปทกระบอกเพอทาการฉด โดยพลาสตกเหลวเคลอนทผานลกบอลหรอลนกนกลบแบบลกเลอน การใชเกลยวหมนชวยหลอมพลาสตกดวยเกลยว (Extruder) จะวางขนานกบแนวนอน วางเอยงหรอแนวดง ในลกษณะทสมพนธกบการทางานของกระบอกฉดแบบลกสบ
รปท 8 บรเวณกระบอกหลอมพลาสตกทเปนซหรอหลายครบพรอมดวยตอรปโด

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 155
เครองฉดพลาสตกแบบเกลยวอด (Reciprocating Screw Injection Machine) เพอเพมขดความสามารถของเครองฉดพลาสตกใหสงขน และปรบปรงคณภาพของนาพลาสตก จงมกาพฒนาใหเกลยวหลอมพลาสตกควบคไปกบการเคลอนท เชนเดยวกบลกสบทใชฉด (เกลยวเลอนไปมาได) หลกการนเปนลขสทธของฝรงเศส ลกษณะการออกแบบคอ ชดเกลยวจะหมนและเคลอนทไปตามแนวแกนดวย เครองฉดแบบนไดรบความนยมอยางรวดเรวในยโรป ในขณะทประเทศอเมรกายงลงเลทจะนามาใชในปจจบนนเครองฉดแบบนได
กลายเปนตนแบบสาหรบเครองฉดชนงานทมขนาดเลก จนถงชนงานทมขนาดใหญมาก โดยขนาดใหญสดทเคยฉดกนมามนาหนกถง 25 กโลกรม โครงสรางและการทางานของชดเกลยวอดแสดงในรปท 9
รปท 9 โครงสรางและการทางานของเครองฉดแบบเกลยวอด ในประเทศเยอรมน เรมสรางเครองฉดแบบนในป ค.ศ. 1956 ขณะทประเทศองกฤษเรมใชเครองฉดแบบเกลยวอดทชดฉดมเกลยวค เหตทเลอกเครองฉดแบบเกลยวค เพราะคดวามขอดคอ สามารถปองกนการรว
ของนาพลาสตกในขณะฉดไดดกวาแบบเกลยวเดยว ขอแตกตางจากเครองฉดแบบเกลยวเดยวกคอ เครองฉดแบบเกลยวคไมสามารถควบคมนาหนกขอพลาสตกทฉดและแรงดนฉดใหมขนาดตางๆ โดยการเปลยนกระบอกฉด เพราะเกลยวทขบกนอยจะตองมเสนผาศนยกลาง ระยะระหวางแกนของเกลยวและระยะพทซทสมพนธกน ในเครองฉดแบบเกลยวเดยว การปรบนาหนกพลาสตกทฉดภายในชวงหนง โดยแรงดนฉดคงท ทไดดวยการปรบระยะเคลอนอดของเกลยว หากนาหนกทฉดนอกเหนอจากน กอาจเปลยนกระบอกหลอมพลาสตทงชดใหฉดไดปรมาตรมากขนหรอนอยลง วธนจะทาใหแรงดนฉดและความเรวในการฉดเปลยนไปดวย โดยการใชวาลวทปองกนการไหลกลบในระบบเกลยวเดยว (single screw) กสามารถทาใหแนนและปองกนการซมไดดกวาของระบบเกลยวค (twin screw) เพราะเหตวาการใชวาลวทปองกนการไ หลกลบ ในระบบเกลยวคนนยากตอการสราง ในรปท 10 แสดงใหเหนวา วงแหวนของวาลวทปองกนการไหลกลบจะปดใหทนท

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 156
- PX (Fring – Fsegment) + R > P X Fring - R = แรงเสยดทานระหวางแหวนกบกระบอกฉด
รปท 10 วาลวปองกนการไหลกลบในเครองฉดแบบเกลยว
เครองฉดพลาสตกชนดพเศษ (Special Purpose Injection Moulding Machines)
รปท 11 เครองฉดพลาสตกในยคปจจบน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 157
เครองฉดพลาสตกชนดพเศษสาหรบการฉด Thermoplastic ทมสวนผสมของ Blowing Agents หรอทรจกกนทวไปวา การฉดโฟมเปนแบบทใชฉด Thermoplastic ทม Blowing Agents โดยวธผสมเปนเนอเดยวกน ลกษณะพเศษของเครองฉดชนดนกคอ ชดฉดจะมชดรวบรวมนาพลาสตก ระบบนจะควบคมการหลอละลายของนาพลาสตกไดอยางถกตอง และนาพลาสตกหลอมเปนเนอเดยวกนไดด อกทงความยาวทงานของเกลยจะคงทตลอดเวลาของการสงนาพลาสตก (เกลยวจะไมมการเลอนไปมาดงเชนเครองฉดทวไป) พลาสตกจะถกอดเขาไปในชดรวบรวมนาพลาสตก (ดรปท 11) ซงตอถงแมพมพ โดยผานทางรของ Needle Shut – Off Valve ทควบคมดวย Hydraulic วาลวทมรกวางกบระบบไฮดรอลกสทไดขนาด จะทาใหเวลาในการฉดลดลงได เครองฉดแรงดนตาจะใชกบชนงานหนา ทมความหนาตงแต 5 มลลเมตร ขนไป พลาสตกทเหมาะกบการฉดโฟมคอ PS, ABS, PE, PP, PA, EVA, PPO, PC เครองฉดแบบพเศษดงกลาวมาแลวนจะมประกบแมพมพเพยง 40 – 50 % ของเครองฉดแรงดนสงทมขนาดหนาแปลนเทากน เครองฉดแรงดนสง ใชฉดเทอรโมพลาสตกซงไหลตวยาก และชนงานทหนาไมเกน 6 มลลเมตร โครงสรางของชดฉดทมชดรวบรวมนาพลาสตกยงชวยในการเตรยมนาพลาสตกส าหรบการฉดโฟมใหเปนไปไดดอดวย การฉดโฟมทรจกกนดคอ
- การฉดโดยใชแรงดนตา - การฉดโดยมแรงดนสวนจากกาซ
Blowing agents สามารถทจะทาไดทงแบบเคมหรอฟสกส Blowing agents แบบเคมจะผสมกบเมดพลาสตกกอนเทลงใน Hopper หรอใสลงใน Throat ในลกษณะเปนผง แปงเปยก หรอเหลว โ ดยทวไปจะใช Blowing agents แบบเคม เพราะงานฉดสวนมากจะมคณภาพด นอกจากเตม Blowing agents ลงไปในพลาสตกแลว ในทางปฏบตยงใชการฉด Blowing agents แบบฟสกสเขาไปทเกลยวภายในกระบอกฉด Blowing agents น อาจเปนกาซ เชน ไนโตรเจน หรอของเหลว เชน Fluorinated Hydrocarbons โดยใสในปรมาณพอเหมาะและผสมกบนาพลาสตก ไนโตรเจนจะใชไดดโดยเฉพาะกบการฉดชนงานทบาง ชดสาหรบเตมกาซไนโตรเจน ประกอบดวยเครองอดอากาศ เกลยวทมรปรางและความยาวพเศษหวฉด อปกรณวดปรมาณ ชดควบคมดวยไฮดรอลกสและไฟฟา ขอดของการเตมกาซไนโตรเจน ใชไดดกบการฉดชนงานทบางมาก แตสาหรบชนงานทหนาแลว การเตมกาซดวยวธเคมหรอ Blowing agents จะดกวา การฉดชนงานทมโครงสรางเปนโฟม สามารถใชเครองฉดพลาสตกทวไปได โดยตดตงอปกรณ สารวมนาพลาสตกเขากบ Blowing agents ขอดของเครองฉดแบบนกคอ ใชฉดไดทงโครงสรางโฟมและโครงสรางตน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 158
รปท 12 ตวอยางของการฉดโฟม
a. หนาตดของชนงานทฉดเปนชน ๆ ผวชนนอกมสตางจากโฟมเนอใน ซงเปนพลาสตกชนดเดยวกน b. หนาตดของฝาครอบหลอดไฟ ผวนอกเปนพลาสตกชนด PBTP ชนดไมเสรมแรง เนอในเปน
PBTP ชนดเสรมใบแกว ความหนา 15 มลลเมตร เนอในเปนพลาสตกชนดเดยวกนและตน c. หนาตดของชนงานทฉดดวยแรงดนตา d. หนาตดของชนงานทฉดโดยมแรงดนสวนของกาซ
เครองฉดพลาสตกเปนช น ๆ (Multi-Component Injection Moulding Machine) เครองฉดพลาสตกแบบน สามารถฉดโครงสรางเปนชน ๆ ซงมลกษณะพเศษ โดยการใชพลาสตกตางชนดหรอชนดเดยวกนมาประกอบกน
ลกษณะโครงสรางทฉดไดจะเปนดงน - ผวชนนอกตน เนอในเปนโฟม - ผวชนนอกและเนอในตน - ผวชนนอกเปนโฟม เนอในตน
การใชงานในปจจบนนสวนใหญเปนการฉดโครงสรางทประกอบดวยผวชนนอกตนและเนอในเปนโฟม
ขอดของชนงานทฉดดวยวธน คอ ทาใหคณสมบตของโครงสรางโฟม พรอมกบผวทเหมอนการฉดชนงานตด การฉดแบบนเรยกวาการฉดแบบแซนวช จะใชประโยชนไดมาคอ สาหรบชนงานทมความหนากวา 4 มลลเมตร ควรฉดแบบโครงสรางทเนอในเปนโฟม เพอกนการเกด Sink Mark ในบรเวณทเปลยนความหนาหรอมครบ ในกรณนสามารถฉดไดโดยไมมแรงดนตาม แตการฉดชนงานทหนาตงแต 1 – 4 มลลเมตร มกใหมเนอในตน ในกรณน การปองกนการเกด Sink Mark ทาไดเชนเดยวกบการฉดพลาสตกตด คอ การใหแรงดนตาม การฉดพลาสตกเปนชนมการพฒนากรรมวธตาง ๆ มาก ไมสามารถนามาอธบายไดทงหมด จงยกตวอยางของการฉด วธ Two – channel ทพฒนาโดยบรษท Battenfeild มาอธบาย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 159
ชนงานทฉดดวยกรรมวธ Two – channel นพลาสตกทเนอในจะมการกระจายตวอยางสมาเสมอ ซงทไดโดย จดชวงการฉดผวเนอในไปพรอมกน ชวงการฉดพลาสตกชนนอกและชนในซงควบคมความเรวและเวลาอยางแมนยาแบบ Closed – loop จงทาใหการไหลของนาพลาสตกมความเรวคงทในขณะทฉด พลาสตกเนอใจะเรมฉดเขาไป กอนทการฉดผวนอกจะเสรจ วธนชวยควบคมความเรวและแรงดนของนาพลาสตกภายในคาวต เปนผลใหชนงานทไดมผวเรยบรอย ปราศจากรอยตอและขอบกพรอง
รปท 13 แสดงหวฉดแบบ Two – channel พลาสตกทเปนผวนอกจะถกฉดผาน Hopper เขาไปในหวฉด พลาสตกเนอในทเปนโฟมหรอตน (สเทา) จะถกฉดเขาไปในหวฉดดานในทมศนยเดยวกนโดยผานตวปอน
รปท 13 หวฉดแบบ Two – channel สาหรบการฉดพลาสตกเปนชน ๆ โดยการทางานทเปนอสระตอกนของหวฉดทง A และ B
หวฉดแบบรวมศนยเปนลกษณะพเศษของหวฉดแบบ Two – channel ของเครองฉด Battenfeild หวฉดคมชดปดทปลาย การฉดจะควบคมโดยการทางานทเปนอสระตอกน ทงหวฉด (A) และ (B) ดงรปท 14
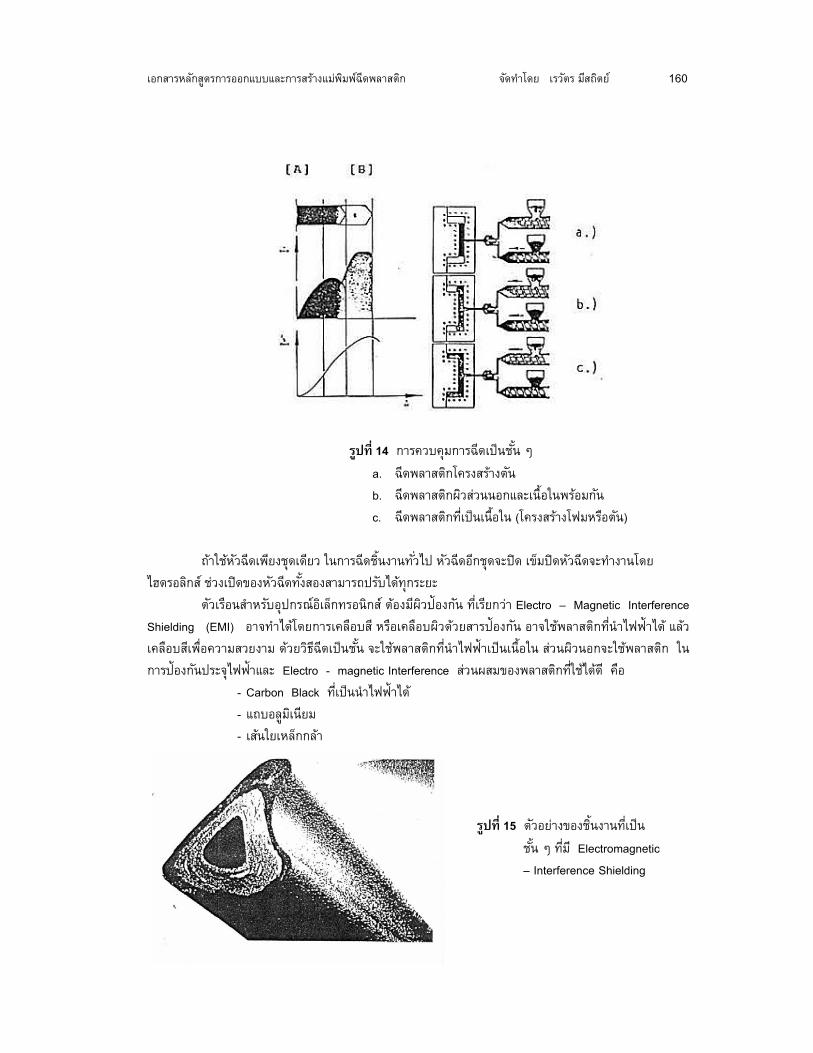
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 160
รปท 14 การควบคมการฉดเปนชน ๆ a. ฉดพลาสตกโครงสรางตน b. ฉดพลาสตกผวสวนนอกและเนอในพรอมกน c. ฉดพลาสตกทเปนเนอใน (โครงสรางโฟมหรอตน)
ถาใชหวฉดเพยงชดเดยว ในการฉดชนงานทวไป หวฉดอกชดจะปด เขมปดหวฉดจะทางานโดย ไฮดรอลกส ชวงเปดของหวฉดทงสองสามารถปรบไดทกระยะ ตวเรอนสาหรบอปกรณอเลกทรอนกส ตองมผวปองกน ทเรยกวา Electro – Magnetic Interference Shielding (EMI) อาจทาไดโดยการเคลอบส หรอเคลอบผวดวยสารปองกน อาจใชพลาสต กทนาไฟฟาได แลว
เคลอบสเพอความสวยงาม ดวยวธฉดเปนชน จะใชพลาสตกทนาไฟฟาเปนเนอใน สวนผวนอกจะใชพลาสตก ใน
การปองกนประจไฟฟาและ Electro - magnetic Interference สวนผสมของพลาสตกทใชไดด คอ - Carbon Black ทเปนนาไฟฟาได - แถบอลมเนยม - เสนใยเหลกกลา
รปท 15 ตวอยางของชนงานทเปน ชน ๆ ทม Electromagnetic – Interference Shielding

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 161
รปท 15 แสดงตวอยางของชนงานทฉดเปนชน ๆ ทม Electromagnetic – Interference Shielding
a. หนาตดของชนงาน : ผวเปนพลาสตก PPO ทม carbon black 35% b. หนาตดของชนงาน : ผวเปนพลาสตกผสม PC กบ ABS เนอในเปนพลาสตกผสม PC กบ
ABS ทมแถบอลมเนยม 40% c. หนาตดของชนงาน : ผวเปนพลาสตก ABS ชนดทนไฟ เนอในเปนพลาสตก ABS ทนไฟทมเสน
ใยเหลกกลา 14%
เครองฉดพลาสตกแบบ CNC (CNC Controlled Injection Molding Machine) เครองฉดพลาสตกแบบใหม จะมการตดตงชดควบคม Computer Numerical Control (CNC) ดวย คอมพวเตอรจะควบคม และตรวจสอบตวแปรสาหรบฉดพลาสตกชนดตาง ๆ คาตวแปรเฉพาะของพลาสตกและชนงานแตละชนด สามารถเกบไวเพอใชสาหรบการปรบตงเครองฉด เมอตองการจะฉดชนงานนนอก เครองคอมพวเตอรอาจประกอบรวมเขากบเครองฉดหรอแยกเปนชดกได รปท 16 แสดงเครองฉดทมคอมพวเตอรในตว รปท 17 แสดงชดคอมพวเตอรแยกตางหาก ทงคอมพวเตอรในตวและแยกตางหากจะขนอยกบขนาดและแบบของเครองฉด หรอแตกตางกนไปตามบรษทผผลต

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 162
รปท 16 เครองฉดพลาสตกทมชดควบคมดวยคอมพวเตอรในตว เครองฉดพลาสตกบางแบบจะมชดฉดทหมนจากแนวนอนไปเปนแนวดงได (เครองฉด ARBURG) ซงอยางไรกตามเครองฉดแบบนยงคงมแรงประกบแมพมพและปรมาณการฉดขนาดปานกลาง
รปท 17 เครองฉดทมชดฉดตงฉากกบการเคลอนเปดแมพมพ (การวางลกษณะนมกใชกบการฉด
ชนงานทมโลหะฝง เชน อปกรณไฟฟา เปนตน )
เครองฉดพลาสตกแบบ CNC (CNC Controlled Injection Molding Machine) เครองฉดพลาสตกแบบใหม จะมการตดตงชดควบคม Computer Numerical Control (CNC) ดวย คอมพวเตอรจะควบคม และตรวจสอบตวแปรสาหรบฉดพลาสตกชนดตาง ๆ คาตวแปรเฉพาะของพลาสตกและชนงานแตละชนด สามารถเกบไวเพอใชสาหรบการปรบตงเครองฉด เมอตองการจะฉดชนงานนนอก เครองคอมพวเตอรอาจประกอบรวมเขากบเครองฉดหรอแยกเปนชดกได รปท 16 แสดงเครองฉดทมคอมพวเตอรในตว รปท 17 แสดงชดคอมพวเตอรแยกตางหาก ทงคอมพวเตอรในตวและแยกตางหากจะขนอยกบขนาดและแบบของเครองฉด หรอแตกตางกนไปตามบรษทผผลต

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 163
รปท 21 รปแบบการไหลนเรยกวาการไหลแบบลกโปง หรอแบบนาพ (Fountuin Effect or Bubble flow) เพราะหนาการไหลคลายลกโปงทกาลงพองตวออกดวยพลาสตกทรอนดนตรงกลาง ชนพลาสตกทแขงตวเกดจาก
การพองตวออกน และมความเคนเฉอนตา จงมระดบ Orientation ตกคางอยไดอก หากจะพจารณาจดทเรมตนทางการไหล พลาสตกรอนจะไหลอยางตอเนองเขาสคาวต โดยเฉพาะ ขณะผานเกจทเลก และเกดความรอนเพมขนจากการไหลเสยดทาน ระหวางนาพลาสตกกบผวคาวต ในชวงแคบ ๆ ขณะเดยวกน ความรอนสญเสยไทางชนพลาสตกแขงสแมพมพทเยนกวา จงเปนการชดเชยความรอนตอกน ในชวงเรมตนชนพลาสตกแขงทมความบางมาก ความรอนจงถายเทออกอยางรวดเรว เปนผลใหชนแขงของพลาสตกมความหนาเพมขน จนทาใหการถายเทความรอนลดลง หลงจากผานไประยะหนงแลว ชนพลาสตกแขงจะมความหนาคงท การถายเทความรอนระหวางนาพลาสตกกบแมพมพ จะเหลอเพยงการสญเสย ดวยวธการนาความรอนเพยงอยางเดยว ซงจเทากบความรอนทเพมขนจากการเสยดสระหวางนาพลาสตกกบผวแมพมพทาใหเกดความสมดลทางความรอนขน ดงในรปท 22 2. ชวงเพมแรงดน เปนชวงทนาพลาสตกเตมแมพมพ ทาใหความดนในแมพมพเพมขนอยางรวดเรว เกลยวของกระบอกสบจะเคลอนทชาลง แตเคลอนทไปได เนองจากพลาสตกเปนวสดทสามารถอดตวได ความดนจะเพมถงสงสดของแรงฉด (Injectoin Pressure) โดยทวไปแลวสามารถจะอดตวไดอก 15 % (ตามรปท 20 และ 21) การอดตวพลาสตกเราสามารถพสจนได โดยกนหวฉดไวแลวกดปมฉดพลาสตกเมอใหแรงดนเกลยวจะ
เคลอนทไปขางหนา แตจะสปรงกลบเมอปลอยแรงดน ซงไมเหมอนกบนาทอดตวไมได แตนาพลาสตกจะคลกบแกส 3. ชวงฉดชดเชย ชวงการฉดชดเชยนนจะตอหลงจากชวงเพมแรงดน ชวงนเกดจากพลาสตกทไหลเขาสแมพมพ จะเรมเยนตว และหดตวดวย จงจาเปนตองมเนอพลาสตกมาเสรมแทนทสวนทหดตวไป เพราะฉะนนในการฉดจาเปนตองคงความดนฉดไปชวงหนง จนกวาการเยนตวของพลาสตกจะถงจดทไมสามารถอดเขาไปไดแลว โดยทว ๆ ไป ตวกาหนดเวลาจดน กคอการเยนตวของเกจนนเอง ชวงการฉดชดเชยนจะเตมนพลาสตกเขาไปปรมาตร 25 % ของการฉด Shot หนง ซงจะเหนไดจากชนงานทฉดไมเตม สวนปลายไหลของ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 164
พลาสตกจะหดตวมาก และจะเหนความแตกตางระหวางปรมาตรของชนงานกบปรมาตรของคาวตทหดตวนจะถกฉดชดเชย จะเหนวาปรมาตรทฉดเพมเพยง 15 % ในชวงเพมแรงดนไมเพยงพอทจะชดเชยปรมาตรทหดตวไป 25 % จงตองมการฉดชดเชย
รปแบบการไหลในขณะฉด ในขณะฉดพลาสตกโดยทวไปชางฉดจะไมคอยสนใจรปแบบการไหล ไมไดมองลกไปถงรายละเอยดของการไหลมากนก ทาใหไมสามารถจะวเคราะห รายละเอยดวธการไหลเขาสคาวตไดอยางไรอาจเปนเพราะเราไมสามารถมองเหนพลาสตกขณะทไหลไนแมพมพได จงไมคอยตรวจสอบจดนมากนก แตถาใชคอมพวเตอรมาวเคราะห การไหลกจะมองเหนภาพทชดเจนยงขน วธการทดลองในการฉดพลาสตกโดยการใชพลาสตกสองส เตมเมดพลาสตกสแดงในจานวนเลกนอย ลงไปในกระบอกฉดทวางแลวตามดวยพลาสตกสเขยวหรอเมดตางสกน แลวทาการฉดพลาสตกตามปกต นาพลาสตกจะไหลจากหวฉดจนเตม Sprue และ Runner แลวเขาสคาวต รปแบบ บรเวณสวนหนา หรอหวไหลจะเปนรปลกโปง ผวของพลาสตกสวนนจะสมผสกบผวแมพมพทเยนตว
กวาจะกลางเปนของแขงอยางรวดเรว ถาหากเสนทางทยาวมาก หนาไหลนจะเยนตว และแขงตวกลายเปนรปทรงกลม และหมนไปเรอย ๆ ตามแรง ทฉดมาเรอย ๆ แตถายงไมเยนตวมากนก ทแกนกลางกยงหลอมเหลวอย พลาสตก ทฉดมาเรอย ๆ แตถายงไมเยนตวมากนก ทแกนกลางกยงหลอมเหลวอย พลาสตก ทฉดตามเขาไปจะไหลเขาไปตามแกนกลางของแกนรปลกโปรงน และไลพลาสตก ทเยนตวใหไปประกบกบผวขางคาวต แลวกลายเปนหนาไหลใหมอกอยางนเรอย ๆ สวนทไหลออกไปบางนอกประกบกบผวของคาวตกจะกลายเปนผวแขงนกจะกลายเปนฉนวนความรอนทกนอณหภมระหวางแกนแลางทกาลงหลอมเหลวอยอยางยาวนานขน พลาสตกทฉดเพมเขาไปกจะไหลไปตามแกนกลางทกาลงหลอมเหลวอยอยางยาวนานขน พลาสตกทฉดเพมเขาไปกจะไหลไปตามแกนกลางเหลานตลอดไป ตามรปท 21
รปท 22 สวนความหนาของชนพลาสตกทแขงตวระหวางผวคาวตกบแกนของพลาสตก ทหลอมเหลวอยจะมความแตกตางกน ถาอตราการฉดชาการไหลจะทาใหเกดความรอน จากการเตมเขามาของพลาสตกและความเสยดทานตา การสญเสยความรอนจะมเทาเดม เมอไดรบความรอนนอย ชนพลาสตกจะแขงและหนาขน แตถอตราการฉดเรวจะไดรบความรอนจากพลาสตกทไหลตามมาอยางรวดเรว ทาใหชนพลาสตกบางขน แตกจะอย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 165
ในขดจากดดวยเหมอนกน ถานาพลาสตกและแมพมพมอณหภมสง จะทาใหละความหนาของชนพลาสตกแขงได ซงวธการนสามารถทจะทดสอบไดโดยใชการฉดพลาสตกสองส
รปท 23
ความเคนเฉอนจากการไหล (Flow Shear Stress) ในการไหลของพลาสตก มกจะเกดความสบสนกบระหวางระดบ ความเคน Orientation ของพลาสตก ขณะพลาสตกไหลกจะเกดความเคนเฉอน จากการไหลของเหลวชนดอนกเหมอนกน ขณะเกดการไหลกจะเกดความเคนเฉอน จากการเคลอนไหวของโมเลกลพลาสตก เรยกวาความเคนเฉอนจากการไหลความเคนนจะทาใหพลาสตกเกด Orientation คอ ทาใหโมเลกลเคลอนท วางแนวไปในทศทางการไหลความเคนเฉอนการไหลภายในแมพมพฉด จะแปรคาสงสดทดานนอกทตดกบผวแมพมพ และลดลงจนกลายเปนศนยทกงกลางของเสนทางการไหล หมายเหต ความเคนเฉอน คอ แรงตอพนทสะสมในเนอพลาสตกทไหล อยาสบสนกบอกตราเฉอน ซงเปนอตราการเฉอนของชนพลาสตกบนชนถดไป อตราเฉอนเปนศนยทดานนอกสด ทพลาสตกแขงตว และเพมจนถงคาสงสดระหวางสวนของเหลวทไหลกบสวนทแขงยดอยกบท และลดลงทกงกลาง (รปท 24)
รปท 24 อตราเฉอนของนาพลาสตก (Shear Rate) ถานาพลาสตกหยดไหล และปลอยใหพลาสตกคอย ๆ เยนตวอยางชา ๆ จะมเวลาให Orientation เกดการคลาย ทาให Orientation เหลอคางอยในระดบตา ตรงกนขาม ถาพลาสตกมความเคนและพลาสตกเย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 166
ตวแขงทนท (Hard Cooling) Orientation และความเคน กจะเหลอตกคางอยภายในพลาสตกเกอบทงหมด ดงรปท 25
รปท 25
เมอพจารณา Orientation จากผวแมพมพจนกระทงกงกลางของการไหล นาพลาสตกชนทเปพลาสตกแขงจะเกดความเคนเฉอนตา จงม Orientation นอย ชนพลาสตกทอยถดจากชนพลาสตกแขงในสวนทตดกนกบสวนทเหลว จะเกดความเคนเฉอนสงสด และจะกลายเปนพลาสตกแขงทนททหยดไหล Orientation เกอบทงหมดจงคางอยถดเขาไปอกจนถงกงกลางความเคนเฉอนจะลดลง และอตราการเยนตวจะตากวามาก ทใหมเวลามากกวาสาหรบการคลาย Orientation ดงนน Orientation ทคางอยจงลดลงมาจนกระทงถงกงกลาง รปแบบของ Orientation จะมผลตอระดบความเคนตกคาง พลาสตกทม Orientation มากมกจะหดตวมากกวาพลาสตก ทม Orientation นอย ทผวในของชนพลาสตกแขง พลาสตกทม Orientation ทตากวา ชนพลาสตแขง จะเกดสภาพถกดงจากชนพลาสตกท Orientation น กเปนสาเหตทาใหเกดความเคนตกคาง และกเปนสาเหตใหญททาใหเกดการโคงงอ หรอบดตวของชนงานพลาสตก
ชวงเพมแรงดน (The pressurization Phase) การไหลของพลาสตกเขาสแมพมพในชวงเพมแรงดน คลายกบชวยฉดเตมแมพมพแตอตราการไหลจะลดลงมา ขณะทแรงดนภายในแมพมพจะสงขน ทาใหชนพลาสตกแขงหนาขน
ชวง ฉดชดเชย (The Compensating Phase) การไหลในชวงนจะไมแนนอน พจารณาการฉดรปจานในรปท 26 จากรป ถาลองพจารณาวาพลาสตกนาจะไหลไปถงบรเวณทขอบหนาอยางสมาเสมอ โดยผานสวนบาง แตในทางปฏบตถานามาพจารณใหดแลว พลาสตก จะไหลแตกแขนงคลายแมนา (รปท 27) ซงพลาสตกทไหลจะแบงเปนกลมกอนเซกเตอรของวงกลม ไมไดราบเรยบสมาเสมอตามแนวรศมอยางคลนนา คลายรอย Melt line ขนาดเลก อนเกดจากความแตกตางของ Pressure ภายในสวนชนงานพลาสตก และผลจะตามมาในเรองของการชดเชยการหดตว

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 167
รปท 26 รปท 27
ผลของสภาพการฉดพลาสตก (Effect of Molding Condition) สภาพการฉด (Molding Condition) เปนสงจาเปนอยางยงในการฉด พลาสตกจะสงผลตอคณภาพของชนงานโดยตรงเสมอ ซงสภาพการฉดน ผควบคมการฉดเปนผรบร และตองรผลกระทบตอชนงานจากสภาพการฉดนดวยเสมอ ตวแปรเหลาน คอ อณหภมแมพมพ,อณหภมนาพลาสตก, เวลาฉด, ความเรวในการฉด และความดนตาง ๆ
อณหภมแมพมพ (Mold Temperature) การเพมอณหภมแมพมพมผลคลายกบการเพมอณหภมนาพลาสตก เพยงแตไมมผลกระทบตอแรงดน และระดบความเคนจะนอยกวา นอกจากวาอณหภมแมพมพจะสงจนใกลถงอณหภมทพลาสตกเรมแขงตว แตผลตอเวลาในการหลอเยน จะยาวนานขนมาก กวาการเพมอณหภม นาพลาสตกขอดของการเพมอณหภมแมพมพ คอ ใชอตราการฉดอยางชา ๆ ไดโดยไมทาใหพลาสตกเยนตวเรวเกนไป
รปท 28 รปท 29

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 168
เวลาทใชในการฉด (Fill Time) ในกราฟรปท 28 แสดงผลของอตราฉดในอตราตาง ๆ ทมผลตอแรงดนฉด เตมเปนความตองการทมความขดแยงตอกน คอ ถาหากอตราการฉดทสงมาก กจะเกดอตราการตดเฉอนภายในทสงเชนกน จงตองใชแรงฉดทสงขนไปอกจงจะเตม คาวต ถาอตราการฉดลดลงจะเกดการเฉอนทตากวา แตจะสญเสยความรอน ทมากกวาทาใหอณหภมนาพลาสตกตาลง ความหนดจะเพมข นเวลาฉดนนจ าเปน ตองใชแรงดนสงกวาปกต เพตองจากดความเรวใหพอเหมาะ เมอแรงดนในการฉดสง อตราการไหลจะสงดวย ถาเวลาฉดนาน จาเปนตองใชแรงดนสงขนอก เพราะนา พลาสตกทปลายทางไหลมอณหภมตาเกนไประหวางสองจดนจะมชวงพอด ถาอธบายทว ๆ ไปในการควบคมตวแปรเหลาน คอ การทางานตองมปจจยคอ ความเรว เวลา อณหภม และ
ความดนเปนตวควบคมใหไดทกอยางสมดลย เหมาะสมกบชนงานใหชนงานออกมาทมคณภาพมากทสด
การแปรเปลยนความเคน (Stress Varies) ลกษณะการเปลยนแปลงความเคนนน สามารถทจะพจารณาไดในชวงของการไหลวา ชวงนนเปนชวงของการเรมตนหรอจดสนสดของการไหลเพราะ ความเคนนนจะเกดเกยวของกบอณหภมเวลาเยนตว แรงดนในการฉดดวย เมอเรมตนการไหล ความรอนยงไมสญเสยไปมากนก ความเคนภายใน จะขนอยกบอตราการไหล นนคอ ถานาพลาสตกไหลเขาระดบความเคนภายในจะตา สวนทปลายทางไหล จะมความขดแยงความเคนทเกดขนในเสนทางการไหล ระหวางอตราการเฉอนทสงอนเกดจากนาพลาสตกทฉดมาในชวงเวลาสน กบอตรากาเฉอนทฉดมาเปนเวลานาน และอณหภมตา
การรกษาแรงดนตามและชวงเวลาทใหแรงดน การทดลองในเรองการรกษาแรงดน (Holding Pressure) และเวลาทใชนน โดยการใชเครองฉดพลาสตกทมตวควบคมการฉดเตมเปนหลก หลงจากนนกให การควบคมชวงฉดเตมคงทตลอดและปรบเปลยนแรงดนตาม และเวลาการรกษา แรงดนในระดบตาง ๆ นาผลของชนงานทไดไปวเคราะหสรปผลชนงานทมนาหนเทากน แตฉดดวยแรงดนตาม (Holding Pressure) และเวลา Holding Time ทแตกตางกน คอ บางชนฉดดวยแรงดนความถสง และใชเวลาสน ๆ บางชนกใช Holding Pressure ตา Holding Time เวลานาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 169
ขอสรป
ในการทดลองกระบวนการน แรงดน Hydrostatic หรอแรงดนโดยรอบ ไมทาใหเกดความเคน ถาวางพลาสตกชนหนงในถงอดความดน และสงแรงดนกระทาตอชนพลาสตกนน แรงดนโดยรอบจะไมทาใหเกดความเคนภายในตอชนงาน
รปท 31 สาเหตของความเคนทเกดขนในชนงานพลาสตก คอ การไหลพลาสตก ขณะกาลงแขงตว มการเคลอนตวขณะทเรมจบตวกนภายในโครงสรางเนอพลาสตก เมอมแรงมากระทาขณะแขงตวและเปลยนแรงกระทานนกลายเปนความเคนทนท สภาพเชนนจะเกดขนระหวางชวงใหแรงดนตาม หรอชวงฉดชดเชย
รปท 30

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 170
รปท 32
การไหลกลบ (Back Flow) การเกดสภาพไหลกลบ คอ สภาพทเกดขนภายในคาวตขณะฉดพลาสตก เมออดแรงดนฉดเขาไปภายในคาวตดวยแรงดนสงมาก เมอพลาสตกเกอบจะเตมคาวต กจะถงชวงเพมแรงดนอดพลาสตกอกประมาณ 15 % เขาไปในแมพมพ ถาแรงดนตามมากเกนไป จะเกดแรงดนสะทอนกลบออกมา (Back Flow) พลาสตกจะไหลยอนกลบออกจากแมพมพส Runner ซงสภาวะอยางนจะเกดขนไมบอยนก การไหลยอนกลบนจะมผลเชนเดยวกบการไหลไปขางหนา คอ เกดความเคนจากการไหล และแขงตว
รปท 33
การฉดชนงานทดทสด คอ ใหแรงดนในการฉดในระดบทเหมาะสม ในระดบทพอเหมาะและคงแรงดนนนไวในเวลามส นทสด เพอลด Sink Mark ใหนอยลง จนเปนทยอมรบได และใหระบบ Runner และเกจ แขงตวจนพลาสตกไมสามารถไหลผานเขาไปไดอกแลว
การงอโคง (Warping) ในการออกแบบชนสวนพลาสตกนน ประการแรกตองคานงมากทสด กคอ การรกษารปทรงของชนงานใหไดตามทตองการ หลงจากการถอดออกจากแมพมพแลว การเสยรปของชนงาน สวนมากจะเสยรปลกษณะการบดตว การหดตว และการงอโคง สาเหตหลกของการงอโคง เกดจากการหดตวในอตราท

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 171
แตกตางกน ภายในชนงานขณะชนงานเยนตว นาพลาสตกจะมเปอรเซนตหดตวอยแลว ถาหากชนงานบรเวณใบรเวณหนง เกดการหดตว ตางจากบรเวณอนซงสงเกตไดงาย คอ อตราการเยนตว ตางกนมากชนงานจะงอโคง ตวอยางเชน ถาบรเวณหนงเกด Overpacking ขณะทบรเวณอน Packing นอยกวา การหดตวทงสองบรเวณจะตางกน ชนงานจงเกดการงอโคง
รปท 34
รปท 35 การงอโคงเกดจากสาเหตตางๆ จากการทดลองโดยการฉดพลาสตกทเหลวลงบนแผน
โลหะทเยน เปรยบเหมอนผวแมพมพทมอณหภมตา กวาและเกดการเยนตวพลาสตกทฉดลงมา

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 172
การเยนตวทแตกตางกนของพลาสตกททดลอง โดยสวนทตดกบแมพมพจะเยนตวแขงตว และดงเนอพลาสตกสวนทรอนมาเสรม หรอชดเชยกบการหดตวเพอรกษารปทรงตามแบบ
สวนทเยนตวหลงจะเกดการการหดตวตามเปอรเซนต การหดตวปกต แตไมสามารถหาเนอจากสวนอนมา ชดเชย ทาใหมการหดตวเอง เปนผลทาใหดงเนอสวน อนใหเสยรปราง สงผลใหสวนตางๆ เกดการงอโคงขน
รปท 36 การงอโคงอสระของพลาสตกอนเกดจากอตราการเยนตวทตางกน
หลกเกณฑการพจารณาเลอกวสด (เหลก) ในการทาแมพมพฉดพลาสตก
หลกเกณฑการพจารณา เหลกชบแขงทว ๆ ไป อายใชงานสน ๆ
เหลกชบแขงอยางดอายใชงานยาวนาน
เหลกทนตอสารเคม
ทนทานแรงอด (Compression Strenge) ความหนาทนทานตอการสกหรอ (Wear Resistance) ความแขง (Hardness)
ตา
ตา
ตา
ด
ปานกลาง
ปานกลาง
ดมาก
ดมาก สง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 173
ความทนทานสารเคมกดกรอน (Corrosion Resistance) ความเหนยว (Toughness) ความยากงายของการขนรป (Machinabillity) ความยากงายของการขดเงา (Polishability) ความสะดวกในการเชอม(Weldability) ความยากงายของการชบแขง (Nitriding Ability)
ตา สง
ปานกลาง – ด
ปานกลาง – ด
ปานกลาง ปานกลาง
ตา
ปานกลาง ด ด ตา
ปานกลาง - ด
ด
ตา ด ด
ตา ปานกลาง
No. Name Standard Material Hardness Surface roughness
Remarks
1 Fixed botom plate Article on Themarker
S55C HR C16 6S – 125
2 Fixed retainer Plate< Cavity
JISB5 106 S50,SCM440 SK7,S55C
HR C10-22
6 – 35 Main mold
3 Movable retainer Plate
JISB5 106 S50C,SCM440 SK7,S55C
HR C10-22
6 – 35 Main mold
4 Backing plate JISB5 106 S50,SCM440 SK7,S55C
HR C10-22
6 – 35 Main mold
5 Spacetr block Article on The marker
S55C HR C16 6S – 125
6 Ejector plate (upper)
Article on The marker
Article on The marker
HR C16 125 – 255
7 Ejector plate (lower)
Article on The marker
S55C HR C16 6S – 125
8 Movble relainer Plate
Article on The marker
S55C HR C16 HR C16
9 Core Many Explained later
10 Locating retainer JISB5 111 S50,SK7,S55C 6.35
11 Sprue bushing JISB5 112 S50,SK5,SCM4 S55C,SK7
Above HR C40
1.65 Hardbness after Quenching
12 Guide pin JISB5 107 SK3,SK52,SUJ2 SK5,SKS3
Above HR C55
35
13 Guide bushing JISB5 110 SK3,SK52,SUJ2 Above HR 35

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 174
SK5,SKS3 C55 14 Sprue lock pin Article on
The marker SK4,SKS2,SKD61
Above HR C57
35 Identical to the Ejector pin
15 Ejector pin JISB5 108 SK3,KS2,SACMI. SK5,SKS3
Above HR C55
35
16 Return pin JISB5 109 SK3,SKS2,SK5, SK53
Above HR C55
35
17 Stop pin S45C
ตารางท 7 แสดงรายชอชนสวน และวสดทาแมพมพตามมาตรฐาน JIS
การใชอลมเนยมผสมทาแมพมพฉดพลาสตก
วสดทาแมพมพนอกจากจะเปนเหลกดงทกลาวมาแลว ในปจจบน ไดนาโลหะอยางอน ๆมาใชในการท แมพมพอกดวย ในรปแบบโลหะผสม ซงกยงมขอจากดอยบาง แตกเรมมการพฒนาไปเรอยๆ โลหะทนามาทาแมพมพฉดไดแก อลมเนยมผสมและเลรเลยมผสมทองแดง แตกสามารถนามาใชสาหรบทาชนสวนบางชนเทานน เชน CAVITY Mould Base สวนชนสวนอน ๆ กยงเปนเหลก แมพมพฉดทนยมอลมเนยมทาในปจจบน
เชน แมพมพฉดพนรองเทา แมพมพฉดตนแบบทไมละเอยดแลวนาไปตกแตงภายหลง ซงแมพมพเหลานราคาไมคอยแพงมากนก การขนรปงาย อายแมพมพไมมากนก ฉะนนการใชอลเนยมผสม สาหรบทาแมพมพฉดพลาสตกยงตองคนควาตอไป
การใชอลมเนยมผสมในการทาแมพมพฉดพลาสตก Aluminium Alloy สวนผสม สงกะส (Zn) 5.6% แมกนเซยม (Mg) 2.5% ทองแดง (Cu) 1.6% โครเมยม (Ce) 0.25% การนาความรอน สมประสทธการนาความรอน 121 W/m ๐ C ท 20 ๐ C ดกวาเหลกประมาณ 2.21 เทา การขยายตวเชงเสน 2 เทาของเหลก Tensile Strength 540 Mpa Compression Strength 540 Mpa Elongation 10 % Young’s Modulus of Elasticity 72,000 Mpa Hardness 145 BHN

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 175
ขอเสย - ใชงานนาน ๆ ทอณหภมสง ๆ ความแขงแกรงจะลดลงไป
- ไมทนตอกรดและดางมาก ๆ - ไมทนตอสารเคม เชน
- Arsenie Acid – Chlorine – Copper Sunphate - Hydrochloric Acid – Hydrobroric Acid – Hydrofluoric Acid - Caustic Potash – Lead Nitrate – Mercry – Sodium Phosphate

ขอพจารณาในการเลอกวตถดบพลาสตก
หวขอ จดปญหา หมายเหต
สภาพแวดลอมทใชงาน
นอกสถานท แสง กาซ
ของเหลว สมผส
แสงแดด ฝน นา ฝน นาแขง เสอมสภาพโดยแสงอลตราไวโอเลต เสอมสภาพโดยกมมนตภาพรงส crack เปลยนสหายใส การกดเซาะ กาซไอนา ความชน ความแหง นา นายาลาง สารเคม นายาละลาย ดดนา ละลาย Stress crack พษทองแดง สกหรอ
ทะเลทราย, แถบรอย,ทหนาว ชายฝงทะเล
อณหภมทใชงาน เวลาปกต, สงสด,ตาสด
เวลาปกต เวลาไมปกต อณภมเยนคณสมบตดวยลงดวยความรอน แปรรปดวยความรอน ขยายตวดวยความรอน เปราะดวยอณหภมตา
ในตโชวกระจก
การใชงาน เวลาปกต, สงสด
เวลาปกต ไมปกต อยกบท เคลอนไหว ทาซาครงแลวครงเลา ความเหนอยลา creep ความสนสะเทอน การชนกระแทก
การขนถายสนคา การใชงาน
ความละเอยดของขนาด คาพกดเผอ อณหภม ความชน ความอมนา นามน อยกบท เคลอนยาย ฤดรอน และฤดหนาว แหงแลง
รปลกษณภายนอก พนผว ส รปทรง รปแบบ ความเงางาม รอยขดขวน ความสกปรก ความเปนสนคา
ขอจากด กฎหมายมาตรฐาน กฎหมาย UL กฎหมายสาธารณสขอาหาร กฎหมายกวดขนเครองใชไฟฟา กฎหมายพนฐาน สขภาพ กฎหมายปองกนสงของใหญ ความรบผดชอบตอผลตภณฑในประเทศ ตางประเทศ นานาชาต
ความปลอดภย
ความนาเชอถอ อายการใชงาน ระยะเวลาประกนคณภาพ ระยะเวลาทซอมเสยเงน ระบบการบรการเมอผลตภณฑเสยหรอ มคารองเรยนจากลกคา
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 176

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 177
ชนดของพลาสตกทใชทวไปและการใชงานพลาสตก พลาสตกเทอรโมเซท (Thermoset Material) พลาสตกเทอรโมเซททใชกนอยท วไปและการใชงาน คอ
PF = Phenol – formaldehyde เปนพลาสตกทรจ กกนมานานในนามของเบเกลไลท (Bakelite)
เรยกตามชอของผคนพบ คอ Mr. Bakeland และ ไดจดทะเบยนลขสทธในป ค.ศ. 1909 ทประเทศอเมรกา PF เปนเรซนพวก Phenol – formaldehyde เปนพลาสตกเทอรโมเซททถกทสดมการคงตวของขนาดดมากและทนความรอนไดด เกรดทวไปจะทนไดถง 150ºC เกรดพเศษจะทนไดถง 300 ºC แตมเพยง 2 สคอ สดาและนาตาล
UF = Urea – formaldehyde ทนความรอนและคงขนาดไวไดไมดเทา PF แตสามารถ ทาไดเกอบ
ทกส ทนการขดขดไดไมดเทา PF แตราคาถกกวา
MF = Melamine – formadehyde เปนชนดทแขงทสด ทนตอการขดขดไดดกวาชนดอน ดงนนจงใช
ทาภาชนะใสอาหารและเครองใชในครว เปนพลาสตกทมราคาแพงทสดในกลมเทอรโมเซท
PE = Polyester resin ทนตอแรงกระแทกสงใชทาตวเรอนและครอบสาหรบเครองใชไฟฟา
และอปกรณภายในบาน เปนฉนวน ทนแรงสง สามารถนามาเสรมใยแกวได
เทอรโมพลาสตก (Thermoplastic Material) เทอรโมพลาสตก เปนวสดทใชในการขนรปดวยการฉด เปาและอดรด มการผลตพลาสตกชนดนหลาย
เกรดและคณมสมบตตางกน เชน เกรดทใชฉด เปา เกรดออน แขง ความหนาแนนตา -สง ไมไหมไฟ เสรมแรงดวยเสนใยตางๆ ได เปนตน
ABS = Acrylonitrile – styrene คาหดตวโดยเฉลย : 0.4 – 0.6 % จดอยในกลมของ Styrene-Polymeride ตานแรงกระแทก
อณหภมหลอมเหลว : 200 – 280 ºC ไดด ทนความรอนดมความเงาและแสงผานไดยากทนตอ อณหภมแมพมพ : 60 – 90 ºC สารไฮโดรคารบอน (เชนนามน) ดงนน จงใชสาหรบทา (ถาตองการใหผวเงามากใหใช ชนสวนรถยนต เฟอรนเจอร ภาชนะในครวเรอน ครอบ อณหภมสงกวาน) หลอดไฟ เปนตน สามารถนามาเคลอบผวดวยวธทางความหนาแนน : 1.05 g/cm3 ไฟฟา โดยไมตองเตรยมผวกอนเคลอบ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 178
CA = Cellulose – acetate คาหดตวดจากคมอของผผลต จดอยในกลมของ Cellulose – esler คอนขางแขงและทน อณหภมหลอมเหลว : 180 – 230 ºC ขดขด มความเคนภายในตา ดงนน จงใชสาหรบการฉด- อณหภมแมพมพ : 40 – 50 ºC หมชนสวนโลหะ เชน เครองมอพวกไขควง คม หวเขม-
ความหนาแนน : 1.33 g/cm3 ขดหว กระดมและขอใชสวนตวอนๆ เปนตน
CAB = Cellulose – acetate – butyrate
คาหดตวและตวแปรในการฉด คณสมบตและการใชงานคลาย CA นอกจากนยงใชกนเหมอนกบ CA มากในอตสาหกรรมแปรรปไฮโดรคารบอนโดยทาเปนทอความหนาแนน : 1.19 g/cm3 หรอสายสงเพราะทนตอการยอยสลายดวยพาราฟนไดด
ใชทาชนสวนภายในรถยนต เชน พวงมาลย ครอบ หลอดไฟ แผนตกแตงรวมกบอะลมเนยม
CP = Cellulose – Propionate
คาหดตวดจากคมอของผผลต มคณสมบตคลายกบ CAB ใชทากรอบแวนตาอยางด อณหภมหลอมเหลว : 130 – 180 ºC พลาสตกผสมของ CP – IR ใชทาแวนตาสาหรบงานอหณภมแมพมพ : 50 – 60 ºC เชอม เกรดทมสวนผสมของ CP – EVA ใชทาเครองใช
ในงานกรองแสง อปกรณแพทยททนความรอนคอนขาง สง อยางไรกตามหากไดรบความรอนสง ประกอบกบผล
ความหนาแนน : 1.21 g/cm3 จากความชนกมโอกาสเสยรปไดงาย
PA = Polyamide คาหดตวใหดจากคมอของผผลต ไนลอน ทนแรงกระแทกได ใชงานไดอยางกวางขวาง อณหภมหลอมเหลว : 230 – 290 ºC โดยเฉพาะในสาขาวศวกรรมเครองกลไฟฟา เนองจากรบ
อณหภมแมพมพ : 40 – 60 ºC แรงจากการเคลอนทไดด เชน เฟองทใชงานโดยไมเกด เสยงใบพด ชนสวนขบเคลอน ลกเบยว ฉนวนหมลวด
และสายเคเบลชนสวนรถยนต ททนตอนามน เชอเพลง ไดขอตอของทอ นอกจากนยงใชในอตสาหกรรมอาหาร ความหนาแนน : 1.02 – 1.14 g/cm3 และบรรจภณฑ
PB = Poly – butene กาหนดตวโดยเฉลย : 0.8 – 0.95 % ทนความรอนไดด ใชทาทอและขอตอของทอสาหรบนา
อณหภมหลอมเหลว : 190 – 220 ºC รอนภาชนะบรรจภณฑสาหรบอาหาร ทผานกรรมวธทาง อณหภมแมพมพ : 70 – 90 ºC ความรอน เปนตน
ความหนาแนน : 0.91 g/cm3
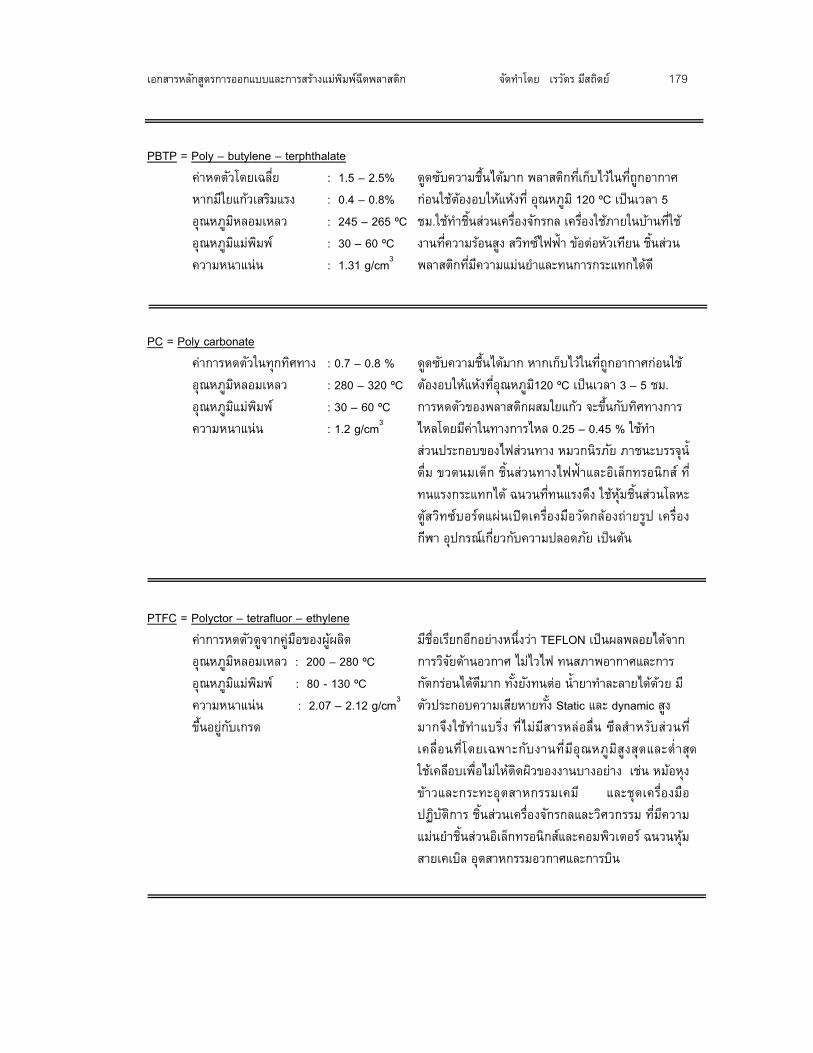
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 179
PBTP = Poly – butylene – terphthalate คาหดตวโดยเฉลย : 1.5 – 2.5% ดดซบความชนไดมาก พลาสตกทเกบไวในทถกอากาศ หากมใยแกวเสรมแรง : 0.4 – 0.8% กอนใชตองอบใหแหงท อณหภม 120 ºC เปนเวลา 5 อณหภมหลอมเหลว : 245 – 265 ºC ชม.ใชทาชนสวนเครองจกรกล เครองใชภายในบานทใช อณหภมแมพมพ : 30 – 60 ºC งานทความรอนสง สวทซไฟฟา ขอตอหวเทยน ชนสวน
ความหนาแนน : 1.31 g/cm3 พลาสตกทมความแมนยาและทนการกระแทกไดด
PC = Poly carbonate คาการหดตวในทกทศทาง : 0.7 – 0.8 % ดดซบความชนไดมาก หากเกบไวในทถกอากาศกอนใช อณหภมหลอมเหลว : 280 – 320 ºC ตองอบใหแหงทอณหภม120 ºC เปนเวลา 3 – 5 ชม. อณหภมแมพมพ : 30 – 60 ºC การหดตวของพลาสตกผสมใยแกว จะขนกบทศทางการ
ความหนาแนน : 1.2 g/cm3 ไหลโดยมคาในทางการไหล 0.25 – 0.45 % ใชทา สวนประกอบของไฟสวนทาง หมวกนรภย ภาชนะบรรจนดม ขวดนมเดก ชนสวนทางไฟฟาและอเลกทรอนกส ท
ทนแรงกระแทกได ฉนวนททนแรงดง ใชหมชนสวนโลหะ ตสวทซบอรดแผนเปดเครองมอวดกลองถายรป เครองกฬา อปกรณเกยวกบความปลอดภย เปนตน
PTFC = Polyctor – tetrafluor – ethylene
คาการหดตวดจากคมอของผผลต มชอเรยกอกอยางหนงวา TEFLON เปนผลพลอยไดจาก อณหภมหลอมเหลว : 200 – 280 ºC การวจยดานอวกาศ ไมไวไฟ ทนสภาพอากาศและการ อณหภมแมพมพ : 80 - 130 ºC กดกรอนไดดมาก ทงยงทนตอ นายาทาละลายไดดวย ม ความหนาแนน : 2.07 – 2.12 g/cm3 ตวประกอบความเสยหายทง Static และ dynamic สง ขนอยกบเกรด มากจงใชทาแบรง ทไมมสารหลอลน ซลสาหรบสวนท
เคลอนทโดยเฉพาะกบงานทมอณหภมสงสดและตาสดใชเคลอบเพอไมใหตดผวของงานบางอยาง เชน หมอหงขาวและกระทะอตสาหกรรมเคม และชดเครองมอปฏบตการ ชนสวนเครองจกรกลและวศวกรรม ทมความแมนยาชนสวนอเลกทรอนกสและคอมพวเตอร ฉนวนหมสายเคเบล อตสาหกรรมอวกาศและการบน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 180
PETB = Poly ethyiene terephtalate คาหดตวโดยเฉลย มคณสมบตคลายกบ PBTB ใชฉดชนงานทกรองแสง
อณหภมหลอมเหลว : 260 - 280 ºC สาหรบงานทตองการความแมนยาทางแสงมาก ๆ ใชเปาอณหภมแมพมพ : 120 - 140 ºC ขวดขนาดใหญกวา 1 – 2 ลตร ซงเหมาะสาหรบเครองดมความหนาแนน : 1.33 g/cm3 ทมคารบอเนต เปนตน
PE = Polyethylene คาการหดตวเฉลย : 1.5 – 3.0 % จดอยในกลมของ Polyolefine Polyethylene ทผลตขนม ขนอยกบเกรดทใช เกรด เชน PE-LD คอ PE ทมความหนาแนนตา อณหภมหลอมเหลว PE-LD คอ PE ทมความหนาแนนสงมใชกนทวไป PE-LD ผนงหนา 220 – 260 ºC ในงานฉดพลาสตก พลาสตกพวก Polyolefine
PHD ผนงบาง 180 – 220 ºC งายตอการฉด แตเนองจากการหดตวทแตกตางกนในทศ PE-H D ผนงหนา 260 – 300 ºC ทางการไหล และทศทางตงฉากกบการไหล PE-LD ผนงบาง 240 – 280 ºC อณหภมแมพมพ : 30 – 70 º C
PMMA = Acrylic หรอ Polymetyl methacrylate
คาหดตวดไดจากคมอผผลต เรยกอกอยางหนงวา PLEXIGLASS มความสามารถใน อณหภมหลอมเหลว : 160 – 230 ºC การไหลตา จงตองใชหวฉดขนาดใหญ ดดซบความชนได อณหภมแมพมพ : 50 – 90 ºC มากหากเกบไวใหถกอากาศ กอนใชตองนามาอบใหแหง
ความหนาแนน : 1.13 – 1.18 g/cm3 ทอณหภม 70 – 100 º C เปนเวลาท 4 – 5 ชม. (ขนอย กบเกรด) ความหนาของชนพลาสตกทอบแหง ตองไมเกน 40 มม. อณหภมแมพมพสง จะมผลตอรอบของการฉด แตสามารถลดความเคนภายในได ทนความรอนไดพอสมควร แสงลอดผานไดดกวา มความทนทานตอสารเคม และกรดทมความเขมขนปานกลาง เกอบทกเกรดจะใชเพอบรรจอาหารเกรดทไมมการปรบปรงจะแตกราวไดงาย เนองจากความเคนภายใตสภาพแวดลอมทแนนอน ฉดไดยากเนองจากมความหนดตา จาเปนตอใช Runner และ Gate ทมขนาดใหญกวาการฉดเทอรโมพลาสตกชนดอน ใชทาชนสวนทประกอบกบแสงสวางทกชนด เพราะมความโปรงแสงและทนความรอน ชนสวนทแมนยาในอตสาหกรรมเครองจกรกล งานทเกยวกบอตสาหกรรมเครองจกรกล งานทเกยวกบการแพทยและการรกษากระดก แผนพลาสตกสาหรบขนรปภาชนะดวยสญญากาศ อปกรณการเขยนแบบ เครองเขยน อปกรณวดและเลนส เปนตน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 181
POM = Poly oxymethylene คาหดตว : มากกวา 1 – 3 % มความแขงมากทผว ถาอณหภมสง จะลดการหดตวจาก พลาสตกเสรมใยแกว: 0.2 – 0.6 % 3% เหลอ 1% ใชฉดชนสวนทมความแมนยา เชน ความหนาแนน : 1.42 g/cm3 ชนสวนนาฬกาขอมอ นาฬกาทวไป อปกรณควบคมและ
อปกรณตงเวลา อปกรณใชกบรถยนต เครองสขภณฑ เฟอรนเจอร อปกรณลอก ไฟแชกซป
PP = Polypropylene คาหดตว : จดอยในกลมของ Polyolefine มความคงทน แขงและม ตามแนวยาว : 1.3 – 2.0 % อณหภมทจดเปลยนรปสงกวา PE – HD PP ใชทา ตามแนวขวาง : 0.8 – 1.8 % ชนสวนรถยนต เครองใชภายในบาน เครองใชไฟฟา ความหนาแนน : 0.91 g/cm3 กระสวยในงานทอผาและเยบผา เปนตน
PS = Polystyrene คาหดตวเฉลย : 0.5 – 0.6 % PS เกรดมาตรฐาน จะมความเปราะ แตแกไขไดโดยรวม อณหภมหลอมเหลว : 200 – 250 ºC ตวเปนสารประกอบ ใชทาโครงของวทย เครองเลนเทป อณหภมแมพมพ : 50 – 60 % เครองครว ผนงบตเยน จากคณสมบตททนการขดขดไดด จงนยมใชทาเครองใชภายในบานมากกวา PE
PVC = Polyvinyl chloride คาหดตวเฉลย : 0.4 – 0.5 % PVC ทผลตขนใชมหลายเกรดตามกรรมวธทางเคม อณหภมหลอมเหลว Unplasticized PVC ทนไฟไดและทนสารเคมไดดทสด PVC แขง 180 – 210ºC PVC จะเรมออนตวทประมาณ 80ºC และฉดทอณหภม PVC ออน 170 – 200ºC ระหวาง 140 – 200ºC Pre – stabilized PVC ม อณหภมแมพมพ : คณสมบตทางไฟฟาทด ความชนตาและเหมาะสาหรบฉด PVC แขง 20 - 60ºC ชนงานทใส สามารถฉดได โดยมหรอไมม Plasticiser ก PVC ออน 15 – 50ºC ได จงฉดชนงานทรปรางโคงหรอพบงอได มความคงทน ความหนาแนนเมอผสมสาร ตอแรงกระแทกไดสงและคงสภาพอยไดนานภายใต ทาใหออนตว 40 % : 1.2 g/cm3 สภาพอากาศและแสง Unplasticized PVC ใชใน นอกนนไมเกน 1.39 g/cm3 อตสาหกรรมเคมไฟฟา เปนตน Stabilzed PVC ทเตม สาร Stabilzer เชน barium – cadmium ใชในการทา
แผนพลาสตก ทอและขอตอ กรอบหนาตาง และอนๆ ในอตสาหกรรมวสดกอสราง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 182
SAN = Stvrol – acrylonitrile คาการหดตวดจากคมอผผลต คลายกบ ABS ใชทาเครองใชภายในบานทมคณภาพสง อณหภมหลอมเหลว : 220 – 260ºC เชน โทรศพท ชนสวนกลองแบตเตอรรถยนต เปนตน อณหภมแมพมพ : 1.08 g/cm3
ตารางท 5 พลาสตกทวไปและชอทางการคาทมจาหนายในทองตลาด
Original Name Acronym Brand name
Polystyrene PS Styron, Esbrite, Estyrene, toporex, diarex. Dicstyrene, Denka-styrol, Idmitsu-styrol
Acrylonitrile styrene SAN or AS Stylack As, Etyrene-AS, Cevian-N, Dycomp, Denka As, Toyorack, Litac-A, Sanrex
Acrylonitrile butadiene styrene
ABS Stylac ABS, Cylolac, Kaneace, Kralastic, Cevien-V, Denka-ABS, Toyorack, JSR-ABS, Tuflex, Diapet ABS, Cycomb
Polymethyl methacrylate PMMA Acrypel, Parapet, Delpet, Sumipex-B Polyethylene PE Suntec, Sholex,Sumikathene.
Rexlon, Mirason, Novatec. Yukalon, Nipolonhard, Staflene, Hi-Zex, Ullzex
Polyethylene PP Noblen, Shoallomer, Novatex Polyamide PA Leona, Zytel, Amilan, Novamid, Ultramide.
Daiamid, Reny , Rilsan, Unitica nylon Polyacetal POM Duracon, Tenac, Delrin, Jupital, Ultraform Polacarbonate PC Lexan, Panlite, Jupilon, Novarex, Touflon Polyphenylene ether PPE Noryl (modified PPO), Xyron, Jupiace Polybutylene terephthalate PBT Valox, Planac, Tuffpet, Duranex, Novadur, Toray PBT Polyphenylene sulfide PPS Novapps, Torelina, Supec

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 183
ตารางท 6 คา Condition สาหรบงานฉดพลาสตก
Set Cydlinder Temperature (ºC) Screw Back
Mold Temp.
Drying Temp.
Drying Time
Resin
H1 H2 H3 HH Press.(kg/cm2) (ºC) (ºC) (hr.)
Polyethylene (PE) (low density) LDPE (high density) HDPE
140-200 180-230
160-220 200-250
200-230 210-260
200-230 210-260
3-15
10-70
Polypropylene PP 170-270 190-290 190-310 190-310 3-15 15-80 Polystyrene (PS) (generl purpose) GPPS (high impact resistant) HIPS
160-250 170-240
170-270 180-260
180-280 180-270
180-280 180-280
5-20 10-65 60-80
2-4
Polyvinyl Chloride (PVC) (soft) SPVC (hard) HPVC
140-200 150-200
150-210 160-210
160-220 170-220
160-220 160-220
3-15 5-20
40-60 50-80
60-80 2-4
Polybutylene Terephthalate PBT 200-250 210-260 230-270 230-270 3-15 60-80 120-140 3-4 Polymetyl Methacrylate PMMA 170-240 180-250 190-260 190-260 3-15 40-90 70-80 4-5 Polymetyl POM 160-200 170-210 180-220 180-220 2-20 40-100 80-90 3-4 Polycarbonate PC 250-300 260-330 270-340 270-340 3-15 80-120 110-120 4-9 Polyamide (PA) PA-6 PA-66
200-230 250-280
220-250 260-290
230-260 270-300
230-260 270-300
3-15 20-90 75-80 5-10
Acrylonitrile Butadiene Styrene ABS 180-240 190-260 200-280 200-280 5-20 40-70 80-90 2-3 Acrylonitrile Styrene SAN or AS 170-230 180-250 190-260 190-260 5-20 30-80 70-85 2-5 Modified Polyphenylene Oxide PPO 190-220 200-240 210-270 220-270 5-15 100-130 80-100 3-5 Polyphenylene Sulfide PPS 250-300 270-320 280-330 280-330 5-20 60-80
130-200 120-140 2-4
รปท 37 กราฟแสดงผลของอณหภมพลาสตกตอนาหนก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 184
แมพมพชนดตางๆ (Type of Moulds) แมพมพฉดพลาสตก ทใชในอตสาหกรรมฉดพลาสตกทกรปแบบนน มอยหลายชนด ทาใหยากแกการแบงแยกกชนดใหชดเจน อยางไรกตาม สามารถแบงแมพมพออกเปนกลม ซงมโครงสรางพนฐานตางกน แตเพอความชดเจนเกยวกบชนดของแมพมพ จะอธบายเฉพาะแมพมพแบบทมใชกนทวๆ ไป การแบงชนดของแมพมพฉดพลาสตก ตามแบบโครงสรางพนฐานและหนาทการทางานนนเปนวธทสะดวกทสด ซงจะแบงตาม
- ชนดของรเขา (gate) และระบบ runner - ชนดของของการปลดชนงาน - มหรอไมม Undercut และ Slide Core - ชนดของตวกระทงชนงาน (Ejection)
แมจะพจารณาเฉพาะพนฐานสขอดงกลาวและแบบทเกดจากแบบทงสมาผสมกน กยงมจานวนแบบทตางอกมาก ซงไมสามารถอธบายไดหมดในทน อยางกตาม หลกการสาคญทสดในการออกแบบจะอยในบทตอๆ ไป ซงอธบายถงการออกแบบแมพมพฉดพลาสตก การแบงชนดของแมพมพอาจแบงตามโครงสรางพนฐาน ดงนคอ
- แมพมพสองแผน (Two Plate Mould) - แมพมพสามแผน (Three Plate Mould) - แมพมพแบบแยก (Split Mould)
แมพมพสองแผน (Two Plate Mould) การทางานของแมพมพสองแผน ในระหวางรอบการฉด แมพมพจะเปดออกทระนาบเดยว ระนาบของการเปดหรอทเรยกวา “เสนแบง” “(Parting Line)” จะระบไวบนแบบของแมพมพ (Mould – assembly drawing ) โดยสญลกษณทนยมใชกนอยสองแบบ เปนสญลกณทใชกนอยในประเทศองกฤษ หรอไดรบอทธพลจากประเทศทใชภาษาองกฤษ (P/L = Parting line) ขณะทประเทศอนใชสญลกษณเปนหวลกศรชเขาหาแมพมพ
แมพมพสามแผน (Three Plate Mould) ขอแตกตางทเหนไดชดของแมพมพสามแผนคอ แมพมพจะเปดออกในสองระนาบ สวนทอยกบทของแมพมพ จะประกอบดวยแผนสองแผน แมพมพสามมกจะใชรเขาแบบเขม ซงยอมใหเหนรอย gate ไดเพยงเลกนอยบนชนงานทใชแมพมพสามแผนคอ
- ใชเมอพจารณาแลวเหนวาไมสามารถให gate แบบอนไดและจานวนชนงานทตองการมากพอทจะใชแมพมพสามแผน ซงมคาใชจายสงกวาแมพมพสองแผน
- ปกตจะใชเฉพาะกบชนงานทมผนงบาง - มพลาสตกสวนทเปน Sprue และ Runner เกดขนทกครงทฉดและมกจะมปรมาตรใหญกวาทเกด
จากใชแมพมพสองแผนซงอาจนามาบดและผสมกบเมดพลาสตกใหม ดงทอธบายไปแลวและใหทาตามคาแนะนาของบรษทผผลตเมดพลาสตก
- การตดสวน gate จะทาโดยอตโนมต จนสามารถควบคมการทางานของเครองคนเดยว

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 185
แมพมพแบบแยก (Split Mould) แมพมพแบบแยก จะออกแบบใหม Jaw ทตดอยทสวนเคลอนทของแมพมพ โดยเปดและปดไดดวยการเปดและปดแมพมพ แมพมพชนดนสามารถม Jaw ตงแตสองอนขนไป ตวอยางของแมพมพชนดนกคอ แมพมพสาหรบฉดลงวางของในกรณทแมพมพประกอบดวย Jaw สอน เพอกเขารปสวนรอบนอบของลง ซงม Undercut ทลกและตางกน แบบแมพมพแบบแมพมพแบบแยกทม Jaw สองอน แมพมพแบบแยกจะใชในกรณท
- เมอ undercut บนชนงาน ทาใหจาเปนตองใชแมพมพแบบนและยอมใหมรอยเสนแบง (Parting line) บนผวดานนอกของชนงานได
- เมอการปลดชนงานดวย Slide core ไมอาจทาได เนองจากแพงเกนไป การเคลอนทของ Jaw สามารถทาเปนแบบเชงกล หรอดวยสปรงหรอทางานดวยนวเมตกหรอไฮดรอลกส
a) แมพมพปดและฉดพลาสตกเขาจนเตม
b) แยกสวน Runner และ Sprue c) สวนของ Runner และ Sprue
ใหออกจากชนงาน ออกจากแมพมพแลวปลดชนงาน
รปท 38 การทางานของแมพมพสามแผน (Three Plate Mould)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 186
การออกแบบพมพฉดพลาสตก เมอรายละเอยดในการออกแบบชนงานพลาสตกทจะผลต ไดรบการแกไขจนเปนทพอใจแลว เชน รปรางภายนอก ความหนาของผนง ตาแหนงของ Gate ตาแหนงของร (boss) ห (lug) โครง (rib) เปนตน จะถกกาหนดไว แลวระบปรมาณทคาดวาจะผลตได ในระหวางอายการใชงานของแมพมพและจานวนทตองการ ในชวงเวลาทกาหนด จงเรมออกแบบแมพมพ หลกเกณฑทวไปในการออกแบบชนงานพลาสตก
1. การยกระดบความสามารถในการออกแบบ 1.1 การใฝหาความรเกยวกบผลตภณฑ 1.2 การทาความเขาใจกบมาตรฐาน, ขอกาหนด 1.3 การนาความรเกยวกบ Drawing ในอดตมาใชใหเปนประโยชน 1.4 การยกระดบความสามารถในการเขยนแบบ 1.5 การนาคอมพวเตอรมาใช 1.6 การใชประโยชนจากเอกสารขอมลทางเทคนค และแคตตาลอก ทตามทนสมยเกยวกบวสด
พลาสตกทงภายในและนอกประเทศ 1.7 การศกษาจากวารสารตาง ๆ ในวงการพลาสตก 1.8 การไปชมงานแสดงผลตภณฑหรอนทรรศการประเทศตาง ๆ ทมสวนเกยวของกบ
พลาสตก 2. การออกแบบชนงานพลาสตกโดยคานงถงการผลตแมพมพดวย
2.1 ทาความเขาใจกบโครงสรางแมพมพ เพอทจะออกแบบชนงานใหมรปทรงท สามารถผลตแมพมพขนมาได หลงจากทฉดขนรปชนงานเสรจแลว ชนงานกจะถกปลดออกมาจากแมพมพ ซงจะมปญหาตาง ๆ เกดขนจากโครงสรางแมพมพ ดงตอไปน
1. ตาแหนงและรปทรงของแนวเปดแมพมพ (parting line) 2. วธการจดการกบคอคอด (Undercut) 3. ทศทางของการปลด (Ejector) 4. ตาแหนงของเกจ (gate)
2.2 ออกแบบชนงานใหมรปทรงทจะทาใหแมพมพมโครงสรางเปนแบบ insert 2.3 ออกแบบชนงานใหมรปทรงทจะทาใหแมพมพไมมสวนทออนแอ เชน knife-edged
3. การออกแบบชนงานพลาสตกโดยคานงถงความเปนไปไดในการขนรป 3.1 ออกแบบใหชนงานมมมปลด (Draft Angle) เพยงพอ 3.2 ออกแบบใหชนงานมความหนาสมาเสมอกนทกสวนเทาทจะทาได 3.3 หลกเลยงมมแหลม (sharp corner) 3.4 ออกแบบชนงานใหมรปทรงทงาย 3.5 ศกษาขอมลจากตวอยางในอดต
4. การพจารณาประเดนสาคญในการออกแบบชนงานพลาสตก 4.1 การหดตว (Mold Shrinkage) ปจจยททาใหเกดการหดตว
1. การหดตวเชงความรอน 2. การขยายตวเนองจากการคนสภาพของ Elasticity

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 187
3. การหดตวเนองจากการเปลยนแปลงของ ปรมาตรจาเพาะ ของการเปนผลกของพลาสตก
4. การหดตวเนองจากการปรบ การเรยงตวของโมเลกล คณสมบตจาเพาะของวตถดบในเรองการหดตว
1. พลาสตกประเภทเปนผลกจะมอตราการหดตวสงกวาพลาสตกประเภทไมเปนผลกและอตราการหดตวนจะเปลยนแปลงไดชวงกวาง แตขนกบรปทรง, ชนงาน และเงอนไขการฉดขนรป
2. วตถดบทมการเตมสารพวก Glass Fiber จะมอตราการหดตวลดลงและชวงการเปลยนแปลงของอตราการหดตวจะแคบดวย จงเหมาะสาหรบงานทตองการความเทยงตรงเรองขนาด
อตราการหดตว N = (So-S) / So x 100% mm / mm So : ขนาดแมพมพ S : ขนาดชนงานเมอเยนตวลงเทาอณหภมหอง
4.2 ความหนาชนงาน ขอแนะนาการออกแบบความหนาชนงาน
1. กาหนดความหนาใหเหมาะสมกบแรงทกระทาตอชนงาน และชนดของพลาสตกทจะใชในชนงานทบาง ควรพจารณาถง Flowabitity ของพลาสตกทใชดวย
2. ความแขงแรงของชนงานขนอยกบโครงสราง ถาโครงสรางดจะสามารถออกแบบใหบางได ซงมผลในการทาใหมนาหนกเบาและลดตนทนไดดวยในสวนของมมใหทา R ทกจดดวย
3. กรณชนงานทบางมากแมจะไมตองการความแขงแรงในการใชงาน แตอาจแตกไดในขณะทแมพมพเปด หรอขณะถกดนออกตอนขนรป
4. การกงวลเรองความแขงแรงมากไปทาใหตองเพมความหนาจะมผลใหชวงเวลาทตองใชในการหลอเยนนานขนและเกดการหดตวหรอฟองอากาศขนไดงาย
5. ควรพยายามออกแบบใหชนงานมความหนาสมาเสมอ ซงจะชวยลดชวงเวลาการหลเยนใหสนลง, ทาใหมการหดตวอยางสมาเสมอ และยงชวยลดแรงเครยดภายในกรณตองมการเปลยนของความหนา ใหคอย ๆ เปลยนแปลงทละนอยอยาใหเกดการเปลยนแปลงอยางรวดเรว
6. ในกรณตองการเพมคณสมบตการเปนฉนวนความรอนหรอปองกนเสยง จงจาเป นตองทาใหหนา ในกรณนควรใช Expandable Resin
7. กรณใช Insert โลหะอาจเกดการแตกบรเวณรอบ ๆ Insert ไดเนองจากความแตกตางของคา Coefficient of Linear Expansion ดงนจงจาเปนตองทาใหหนาเพยงพอ
8. โดยทวไปมกกาหนดความหนาจากประสบการณกรณมประสบการณไมมากควรนาสนคาในตลาดทใกลเคยงกบชนงาน เพอใชอางองและถาทาการเชคคาความแขงแรง ฯลฯ จะทาใหทราบไดถงสมรรถนะ และคณภาพของสนคาได

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 188
ตารางความหนาของผนงของผลตภณฑพลาสตกฉด
ตาสด ผลตภณฑขนาด
เลก ผลตภณฑขนาด
กลาง ผลตภณฑขนาด
ใหญ ชนดของพลาสตก
มม. มม. มม. มม.
Polyamide (Nylon) 0.4 0.6 1.5 2.5 – 3.2 Polyethylene (PE) 1.0 1.3 1.6 2.6 – 3.2 Polystyrene (PS) 0.8 1.3 2.0 3 – 5 Polyvinyl Chloride (PVC) 1.5 0.2 2.5 3.6 Polypropylene (PP) 0.2 0.5 1.5 2 – 5 ABS 0.8 1.3 2.0 3 – 5 Polecarbonate (PC) 1.0 1.5 2.0 3 – 5 Aerylonitrile 0.7 1.0 2.5 3 – 6
4.3 ความเรยวของชนงาน (Taper)
การกาหนดความเรยวควรคานงถงสงตอไปน 1. คณสมบตวตถดบ (อตราการหดตว ความแขงและคณสมบตของสารหลอลน) 2. รปทรง โครงสรางของชนงาน (ความสงชนงานในทศทางเปดแมพมพ ความหนา
ชนงาน) 3. โครงสรางแมพมพ (วธกระทงชนงานออก จานวนและเนอทของ Pin กระทง) 4. การผลตแมพมพ (การ finishing ผว Cavity ของแมพมพในทศทางทดงชนงาน
ออก) 5. เงอนไขการขนรป (แรงดนพลาสตกในแมพมพ) โดยทวไปความเรยวทเหมาะสมคอ 1-20 แมกรณทาใหเรยวยากกควรใหมราว 0.50
กรณชนงานทมความเรยวนอย ใหพจารณาใช Gas Ejection เพอหลกเลยง Overfilling มขอควรระวงในเรองความเรยวดงน
1. กรณทาใหเรยวไมได ใหทาแมพมพใหมโครงสรางแบบสไลดหรอแบบทสวน Undercut เปนแบบ Insert
2. กรณเปนลาย Texture ใหกาหนดความเรยวเปน 3-50 แตขนอยกบความลกดวย 3. กรณวตถดบทม Glass Fiber ผสมซงมอตราการหดตวนอย ใหทาใหเรยว
คอนขางมาก พยายามเพมพนทการกระทงชนงานและควรใชระบบ Stripper Plate และ Air Eject รวมกน
4.4 พน (Base) สวนพนของชนงานฉดเทอรโมพลาสตก ทมรปเปนวงกลมหรอสเหลยมนน ไมตองการความพถพถนในการออกแบบ เพยงใหความหนาของพนมความคงทจาก gate ไปถงขอบ เฉพาะในกรณทใช Pin Gate เทานน ทจาเปนตองทาสวนหนาคลายเลนสบรเวณใกล gate เพอปองก นการราว
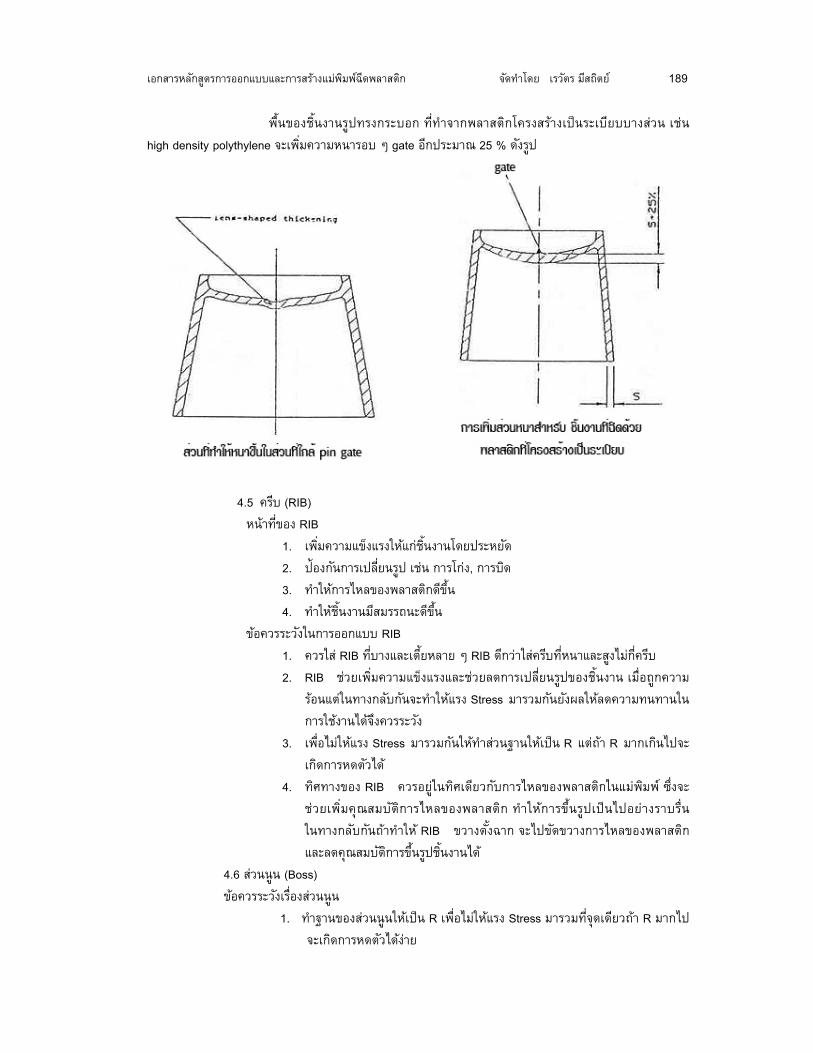
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 189
พนของชนงานรปทรงกระบอก ททาจากพลาสตกโครงสรางเปนระเบยบบางสวน เชน high density polythylene จะเพมความหนารอบ ๆ gate อกประมาณ 25 % ดงรป
4.5 ครบ (RIB)
หนาทของ RIB 1. เพมความแขงแรงใหแกชนงานโดยประหยด 2. ปองกนการเปลยนรป เชน การโกง, การบด 3. ทาใหการไหลของพลาสตกดขน 4. ทาใหชนงานมสมรรถนะดขน
ขอควรระวงในการออกแบบ RIB 1. ควรใส RIB ทบางและเตยหลาย ๆ RIB ดกวาใสครบทหนาและสงไมกครบ 2. RIB ชวยเพมความแขงแรงและชวยลดการเปลยนรปของชนงาน เมอถกความ
รอนแตในทางกลบกนจะทาใหแรง Stress มารวมกนยงผลใหลดความทนทานในการใชงานไดจงควรระวง
3. เพอไมใหแรง Stress มารวมกนใหทาสวนฐานใหเปน R แตถา R มากเกนไปจะเกดการหดตวได
4. ทศทางของ RIB ควรอยในทศเดยวกบการไหลของพลาสตกในแมพมพ ซงจะชวยเพมคณสมบตการไหลของพลาสตก ทาใหการขนรปเปนไปอยางราบรนในทางกลบกนถาทาให RIB ขวางตงฉาก จะไปขดขวางการไหลของพลาสตกและลดคณสมบตการขนรปชนงานได
4.6 สวนนน (Boss) ขอควรระวงเรองสวนนน
1. ทาฐานของสวนนนใหเปน R เพอไมใหแรง Stress มารวมทจดเดยวถา R มากไปจะเกดการหดตวไดงาย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 190
2. กรณตองเพมความแขงแรงใหฐานของสวนนนใหเพม RIB เสรมความแขงแรงท สวนนนนน
3. ควรหลกเลยงสวนนนทหนาและสง กรณหลกเลยงไมไดทาให Gateไวใกล ๆ 4. สวนนนทม Weld Line เกดชดเจน จะมความเสยงทจะแตกหกไดมากขณะ
ประกอบหรอใชงาน
4.7 เกลยว เกลยวเมตรก ISO เกลยว Unified Screw เกลยวทมหนาตดกลมตามมาตรฐาน DIN 405 T 1เปนเกลยวทเหมาะกบชนสวนพลาสตกมากทสดเพราะไมมปญหาเรองขอบคมทโคนเกลยว สวนเกลยวทมระยะฟต
นอยกวา 0.8 มม. หรอมากกวา 32 เกลยวตอนว จะฉดไดยาก ในอตสาหกรรมพลาสตก มการใชเกลยวสาหรบผลตภณฑทนยมใชกนอยเพยง 7 ชนด คอ
1. เกลยวมาตรฐานอเมรกา (American Standard) 2. เกลยวสเหลยม (Square) 3. เกลยวแอคม (ACME) 4. เกลยวฟนเลอย (Buttress) 5. เกลยวผาขวด (Bottle) 6. เกลยวรอง V หยาบ 7. เกลยวรอง V ละเอยด
สาหรบเกลยวรอง V นนไมแนะนาใหใชสาหรบชนสวนพลาสตก เพราะจากกรรมวธการผลตใหเปนรอง V ทาไดยากพลาสตกอาจเขาเปนเนอเกลยวไดนอยเกลยวทไดอาจไมสมบรณหรอการรบแรงของเกลยวไดนอย เกลยวอาจเสยหายไดงายขณะใชงาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 191
THREADS USED IN MOLDED PLASTICS เกลยวทนยมใชกนในชนสวนพลาสตก
ตวอยางชนสวนพลาสตกทใชเกลยวชนดตาง ๆ
ความหนาของผนงสวนนอกทนอยทสดของรเกลยวทชนงาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 192
4.8 Undercut ทชนงาน ชนงานฉดพลาสตกอาจม Undercut เพอประโยชนใชสอยเพอใหดสวยงาม Undercut ในชนงาน อาจเพมคาใชจายในการทาแมพมพ หรอใชเวลาการฉดนานขน Undercut สามารถแบงออกเปน Undercut ภายนอกและ Undercut ภายใน เมอ Undercut ขนาดเลกกวา 5 % ของเสนผาศนยกลาง และมรปหนาตดกลม กอาจปลด หรอกระทงชนงานออกจากคอร หรอคา-วตได อยางไรกตามหากตองการใชวธนจะตองออกแบบพมพใหปลดชนงานในขณะทผนงบางนน ไมมการขยายตวหรอบบตวในกรณดงกลาว อาจจาเปนตองใชการปลดดวยแหวนปลดหรอแผนปลด แทนทจะปลดดวยเขมกระทง
Undercut ภายนอกและภายในของชนงาน
4.9 รทช นงาน (Hole) ชนงานฉดพลาสตกจะสามารถทาใหมรไดงายโดยใชสลก (Pin) ในแมพมพซงวางใหยนเขาไปในคาวต รผานตลอด (Through Hole) ทาไดงายกวารตน (Blind Hole) เพราะสามารถยดปลายทงสองขางของสลกทยดปลายดานเดยวจะเอยงได เนองจากการไหลของนาพลาสตกเขาไปในคาวตดวยเหตนความลกของรตนมกจะไมเกนสองเทาของเสนผาศนยกลางของร รข นบนได (Stepped Hole) จะมความลกไดมากกวารทม เสนผาศนยกลางเทากนตลอด การทารตกบา (Counterboring) ทผนงดานขาง อาจชวยลดความลกของร รบางชนด โดยเฉพาะรป a) เปนการใชคอรทตงฉากกบผวแบง (Parting Surface) ของแมพมพ เพอใหเกดรทขนานกบผวแบงในหลายกรณ ทการออกแบบทาใหไมตองใช Side Core จงลดเวลาและคาใชจายในการทาแมพมพลงได
ชนดของรทช นงานฉดพลาสตก
(a) รข นบนได (Steppsed Hole) (b) รตกบา (Counterbore) (c) Core แนวดงทาใหเกดรแนวนอน
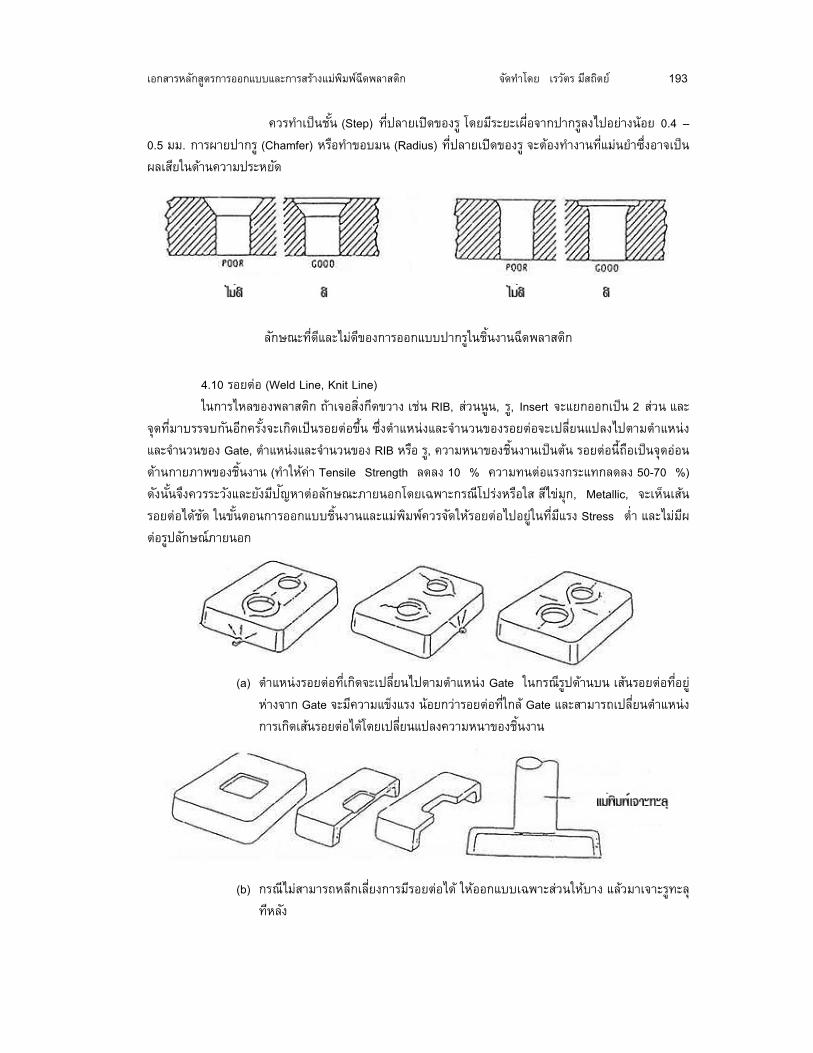
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 193
ควรทาเปนชน (Step) ทปลายเปดของร โดยมระยะเผอจากปากรลงไปอยางนอย 0.4 – 0.5 มม. การผายปากร (Chamfer) หรอทาขอบมน (Radius) ทปลายเปดของร จะตองทางานทแมนยาซงอาจเปนผลเสยในดานความประหยด
ลกษณะทดและไมดของการออกแบบปากรในชนงานฉดพลาสตก
4.10 รอยตอ (Weld Line, Knit Line) ในการไหลของพลาสตก ถาเจอสงกดขวาง เชน RIB, สวนนน, ร, Insert จะแยกออกเปน 2 สวน และจดทมาบรรจบกนอกครงจะเกดเปนรอยตอขน ซงตาแหนงและจานวนของรอยตอจะเปลยนแปลงไปตามตาแหนงและจานวนของ Gate, ตาแหนงและจานวนของ RIB หรอ ร, ความหนาของชนงานเปนตน รอยตอนถอเปนจดออนดานกายภาพของชนงาน (ทาใหคา Tensile Strength ลดลง 10 % ความทนตอแรงกระแทกลดลง 50-70 %) ดงนนจงควรระวงและยงมปญหาตอลกษณะภายนอกโดยเฉพาะกรณโปรงหรอใส สไขมก , Metallic, จะเหนเสนรอยตอไดชด ในขนตอนการออกแบบชนงานและแมพมพควรจดใหรอยตอไปอยในทมแรง Stress ตา และไมมผตอรปลกษณภายนอก
(a) ตาแหนงรอยตอทเกดจะเปลยนไปตามตาแหนง Gate ในกรณรปดานบน เสนรอยตอทอย
หางจาก Gate จะมความแขงแรง นอยกวารอยตอทใกล Gate และสามารถเปลยนตาแหนงการเกดเสนรอยตอไดโดยเปลยนแปลงความหนาของชนงาน
(b) กรณไมสามารถหลกเลยงการมรอยตอได ใหออกแบบเฉพาะสวนใหบาง แลวมาเจาะรทะล
ทหลง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 194
(c) ชนงานทมสวนพน กอาจเกดเสนรอยตอได แลวแตตาแหนง Gate และจะเกดได
เชนเดยวกบกรณสวนนนในกรณน ถาใหม RIB ดงรปกลางจะชวยเพมความแขงแรง ให
เกจเขา Center จะไมทาใหเกดรอยตอ
(d) ถามสวนทบางมากอยกลางสวนทหนา พลาสตกจะไหลจากสวนทหนากอนทาใหเกดเสน รอยตอ หรออาจเกด Air Pocker ได กรณนใหเพมความหนาใหกบสวนทบาง
5. การออกแบบความแขงแรงของชนงาน ในการออกแบบชนงาน ในทางอดมคตตองออกแบบใหไดคณภาพตามทตองการโดยใชวตถดบนอยทสด การใชวตถดบจานวนมากเกนไป เพอใหเกดความแขงแรงเกนจาเปน ไมถอวาเปนการออกแบบทด ในทนจะอธบายวธตาง ๆ ททาโดยไมตองเพมความหนา การออกแบบความแขงแรงควรพจารณาใหดในขนตอนของการออกแบบหรอนามาแกไขภายหลงจากขนรปชนงานแลวกได 5.1 การออกแบบความแขงแรงในขนตอนออกแบบ
1. การออกแบบขอบ กอนอนตองมสวนผนงดานขางใหเกดเปนขอบขน เพราะวาขอบของชนงานจะเปนสวนทไดรบแรงจากภายนอก และแตกหกงายทสด
2. การออกแบบสวนกน สวนกนทเรยบไมมนนเวา จะทาใหม Internal Stress ตกคางอยเปนสาเหตใหไมมความแขงแรงและเกดการเปลยนรปไดงาย กรณ Gate ทสวนกน บรเวณรอบ Gate จะแตกงายในการทดสอบเอาวตถตกใส ซงแกไขไดโดยออกแบบสวน Gate ใหหนา
3. การออกแบบผนงดานขาง สวนผวเรยบทกวาง ควรออกแบบใหม R มาก หรอใหมสวนนนเวา ซงสงเหลานจะมผลตอรปทรง จงควรรางแบบหรอสราง Model ในการพจารณากาหนดอยางรอบคอบ
4. Insert กรณพลาสตกมความแขงแรงไมเพยงพอในบางสวนใหใช Insert เพอเสรมความแขงแรงในสวนนน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 195
5. RIB การใสใหม R ในสวนมมตาง ๆ ของชนงาน เชน โคนของ RIB จะชวยกระจายแรง Stress ไดซงเปนการชวยยกระดบความแขงแรงของชนงานโดยทวไป ควรออกแบบใหคา R มากไวกอนเทาทจะกระทาได 5.2 การคานงถงความแขงแรงในขนตอนการแกไขหลงฉด
1. การเพม RIB ภาพหลงทดสอบการขนรป ถาไมไดความแขงแรงตามเปาหมาย วธทใชโดยทวไปในการเสรม
ความแขงแรง ในกรณนถา RIB ลกมากไปจะทาใหกาซมาสะสมทาใหเกดรอยไหมของพลาสตก หรอเกดปญหา
Short Shot หรอเสนรอยตอได จงควรใช RIB ทเตยแตจานวนมาก 2. การเปลยนแปลงความหนาบางจด
การทาใหความหนาโดยเฉลยหนาขน เปนการแกไขแมพมพทยาก และยงทาใหตองใชพลาสตกมากขน โดยไดผลไมคมคา ในการแกไขจงควรทาเฉพาะในบางจดไป
3. การเปลยนวตถดบ ในกรณไมสามารถแกไขแมพมพได หรอไมมเวลาแกไขแมพมพ และจาเปนตองเพมความแขงแรงขนมาก ใหพจารณาเรองวตถดบในกรณนมกจะทาใหตองเพมตนทนการผลตตามไปดวย
4. การชบ ชบชนงานทงหมดเพอเพมความแขงแรง กรณนมกจะมการวางแผนลวงหนา การชบทาใหตนทนสงขนและจะจากดวตถดบบางประเภททสามารถใชไดเทานน โดยทวไปมกทาเพอความสวยงามมากกวาเพอเพมความแขงแรง
การระบายอากาศในแมพมพฉดพลาสตก (VENTING) เมอเราฉดพลาสตกเหลวเขาไปในแมพมพ พลาสตกเหลวทฉดจะเขาไปแทนทอากาศทอยในแมพมพ อากาศทอยในแมพมพจะถกนาพลาสตกไลไปอยทใดทหนงในแมพมพเมออากาศ รวมตวกนและถกแรงดนจากกาฉดพลาสตกเหลวเขาไป อากาศจะมแรงตานเกดขนทาใหพลาสตกเหลวไมสามารถเขาไปแทนทได ซงจะทาใหเกดผลเสยแกชนงานได เพราะฉะนนตองทารระบายอากาศออกเรยกวา AIR VENT ซงรระบายอากาศมความจาเปนมากในแมพมพฉด เชน แมพมพฉดพลาสตก แมพมพฉดอลมเนยม 1.1 ความสาคญของรระบายอากาศในแมพมพฉดพลาสตก ขอดของรระบายอากาศในแมพมพฉดพลาสตก
- ทาใหเนอพลาสตกเขาไปแทนทไดทกสวนของชนงาน - ไมทาใหชนงานเกดรอยไหม - เพมความแขงแรงของชนงาน
1.2 ตาแหนงของรระบายอากาศในแมพมพฉดพลาสตก การกาหนดตาแหนงของรระบายอากาศในแมพมพฉดพลาสตกสงทตองคานงถงเปนอนดบแรกคอ รปรางของชนงาน การออกแบบแมพมพและทางเขาของนาพลาสตก (Gate) ตามลาดบ เราจงสามารถกาหนดตาแหนงของรระบายอากาศได ในบางครงการทารระบายอากาศเราจะทาหลงการทดสอบการฉดแลว เพราะรอากาศอาจทาไมเพยงพอ แตในปจจบนนมคอมพวเตอรทสามารถจะวเคราะหตาแหนงของการระบายอากาศได
อยางสมบรณ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 196
การกาหนดตาแหนงและชนดของรระบายอากาศทว ๆ ไปมดงตอไปน 1. การกาหนดตาแหนงรระบายอากาศทตาแหนงแมพมพเปด-ปด หรอ Parting line (P/L) ดงใน
รปท 39
รปท 39
รปท 40 Parting Line Venting

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 197
2. การทารระบายอากาศท core
รปท 41 การทารระบายอากาศท Core กบ Ejector Sleeve
3. การทารระบายอากาศทแผน Cavity Plate
รปท 42 การทารระบายอากาศท Cavity Plate 4. รระบายอากาศใชโลหะ Sintered Alloy การระบายอากาศแบบนจะใชเมอไมสามารถระบาย
อากาศดวยวธอนได โลหะ Sintered Alloy สวนมากจะใชบรอนซ ทองเหลอง ในบางครงอาจใชทองแดง แตขอเสยของทองแดงคอ ออนเกนไป หรออาจใชสแตนเลสกไดแตราคาอาจสงเกนไป

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 198
รปท 44 section A-A
รปท 44 การใช Sintered alloy ในการระบายอากาศจะทาใหรอยตอของพลาสตก (weld line) สนลงจะทาใหเพมความแขงแรงในชนงานเพมขน 5. การระบายอากาศโดยการทาเปนสญญากาศ การระบายอากาศแบบนจะใชปมดดอากาศ ออกจากแมพมพ แลวฉดพลาสตกเหลวเขาไป การใชปมอากาศดดออกนจะใชความดน เพยงเลกนอยประมาณ 0.005 kg/cm2 หรอ ประมาณ 50 mm ของนาหลกการนนาไปใชใน การฉดแผน CD (Compact disk)
รปท 43

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 199
ตารางการทารประบายอากาศของแมพมพ
ชนดของพลาสต ก ความลก (MM) ชนดของพลาสตก ความลก (MM)
ABS 0.01 – 0.03 PP 0.01 – 0.025
POM 0.01 – 0.02 PS 0.01 PPD 0.02 – 0.03 SB 0.03 PPS 0.01 – 0.03 PC 0.02 – 0.03
SAN 0.03 PA 0.01 – 0.03 ASA 0.03 PE 0.01 – 0.025 PVC 0.03 – 0.05 PA (glassfiber filled) 0.01 – 0.03 PBTP 0.01 – 0.03 Nylon 0.005 – 0.015

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 200
หลกเกณฑการวเคราะหในการออกแบบแมพมพฉดพลาสตก หวขอวเคราะหทสาคญในการออกแบบแมพมพ
1. ขนาดของแมพมพ 2. การกาหนดแนวแยกแมพมพ 3. การกาหนดหวขอเสนอแนะของ Gate
ชนดของ Gate ตาแหนงของ Gate จานวนของ Gate
4. การกาหนดหวขอเสนอแนะของ Runner การวางตาแหนงของ Runner รปรางพนทหนาตดของ Runner วธการลอค Runner
5. การกาหนดประสทธภาพในการปรบอณหภม 6. การกาหนดวธการแยกเบาออกจากกน 7. การกาหนดวธการกาจด Undercut
Slide Core Angular Pin Core ลอย อน ๆ
8. การวเคราะหความแขงแรงของแมพมพ ความหนาของแมพมพ การวางตาแหนงของ Support Block การวางตาแหนงของ Support Pin
9. การวเคราะหวธการดนออก 10. การวเคราะหวสดชนสวน
วตถดบ การผานขบวนการความรอน การตกแตงพนผว
11. การวเคราะหคณสมบตในการขนรปของเครองจกรกล Milling Turning Lathe Working Surface Grinding Electric Sparking Wire Cutting NC Milling
12. การวเคราะหมาตรการปองกนการสกกรอนของเบา การชบเคลอบผว

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 201
การเคลอบผวในสญญากาศ (Ion Plating) อน ๆ
13. การวเคราะหความสมดลยการไหลของนาพลาสตก ขนาดของความหนาของเนอชนงานการวางตาแหนงเบา
1. ฉดไมเตม (Short Shot)
รปท 45 เกด Short Shot บนชนงาน
สาเหต - ปรมาณฉดไมเพยงพอ
- เครองฉดมขอจากดในการฉดพลาสตก - วตถดบทใชไมเหมาะสม มขอบกพรอง เชน เอาวตถดบทใชเปามาฉด - ออกแบบเกยวกบแมพมพไมเหมาะสม
เงอนไข : สภาพเครอง - ปรบปรมาณการฉดพลาสตกใหพอกบปรมาตรชนงาน - เพมอณหภมทอฉด - เพม Holding Pressure - เพม Injection Pressure - เพมระยะเวลาฉด - ตงตาแหนง Holding Pressure ไมถกตอง - เปลยนหว Nozzle ใหรใหญขน - เพมความเรวของการฉด - เพมความรอนท Nozzle บางท Nozzle ยาวความรอนไมเพยงพอ - ตรวจสอบ Nozzle วาอดตน บดงอ หรอไม - เพมอณหภมแมพมพ (ชนงานบาง ๆ พลาสตกจะเยนตวเรว) - Ring Valve seat valve มปญหาหรอไม - ตง Back Pressure ไมถกตอง
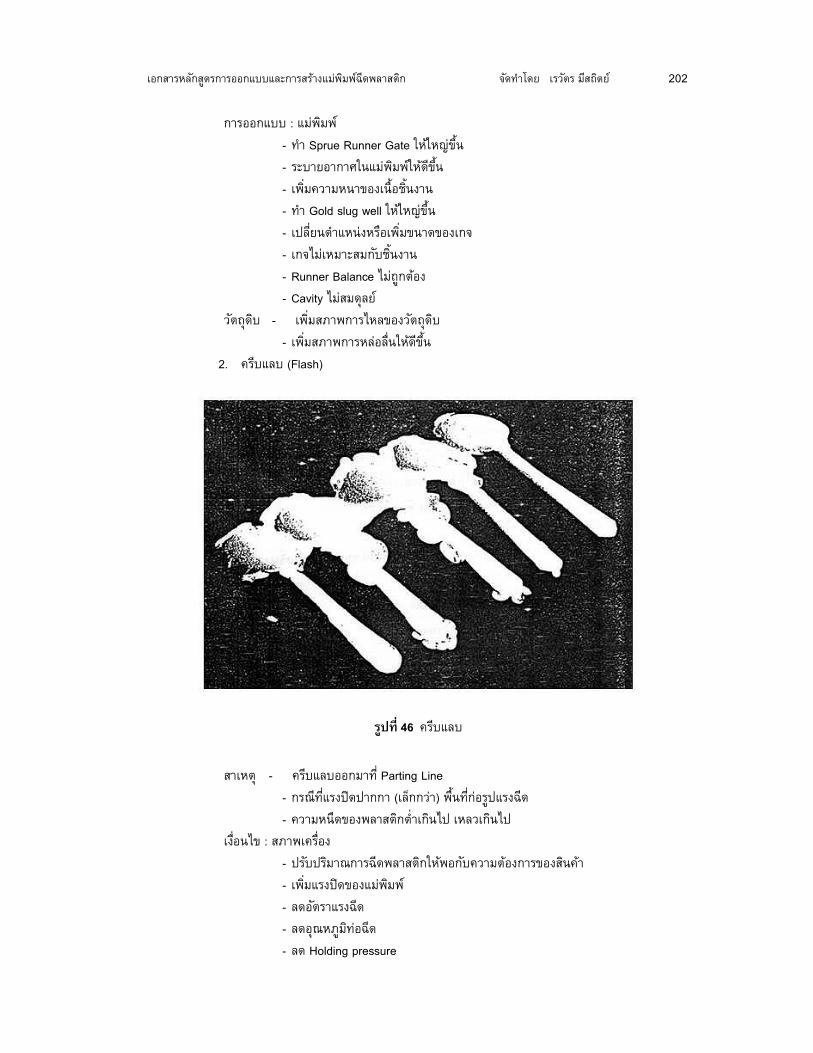
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 202
การออกแบบ : แมพมพ - ทา Sprue Runner Gate ใหใหญขน - ระบายอากาศในแมพมพใหดข น - เพมความหนาของเนอชนงาน - ทา Gold slug well ใหใหญขน - เปลยนตาแหนงหรอเพมขนาดของเกจ - เกจไมเหมาะสมกบชนงาน - Runner Balance ไมถกตอง - Cavity ไมสมดลย
วตถดบ - เพมสภาพการไหลของวตถดบ - เพมสภาพการหลอลนใหดข น
2. ครบแลบ (Flash)
รปท 46 ครบแลบ
สาเหต - ครบแลบออกมาท Parting Line
- กรณทแรงปดปากกา (เลกกวา) พนทกอรปแรงฉด - ความหนดของพลาสตกตาเกนไป เหลวเกนไป
เงอนไข : สภาพเครอง - ปรบปรมาณการฉดพลาสตกใหพอกบความตองการของสนคา - เพมแรงปดของแมพมพ - ลดอตราแรงฉด - ลดอณหภมทอฉด - ลด Holding pressure

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 203
- ลดอณหภมแมพมพ - ลดความเรวการฉดลง - ตงตาแหนง Holding pressure ไมถกตอง ควรปรบใหม - อยาใชแมพมพทเลกหรอใหญเกนไป - กรณระบบขอเสอ ทาใหแรงตานของ Tie Bar สมาเสมอ
การออกแบบ : แมพมพ - ขจดรอยและสงแปลกปลอมทผวหนาของแมพมพ (Parting line) - ทา Air Vent (ระบายอากาศ) ใหตนและทาการประกบใหแนนขน - ปรบตงความใหญเลกของเกจ - ทาพนทกอรปใหเลกลง - ใชวสดทแขงขนทาแมพมพ หรอเพมความแกรงของแมพมพ - ในกรณทจะผลตชนงานหลาย ๆ ชนในแมพมพเดยวกน พยายามให คาวตสมดลย
กน วตถดบ : ทาสภาพการไหลใหเลวลง
- เพมความหนดใหมากขน
3. WELD MARK, WELD LINE
รปท 47 WELD LINE

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 204
สาเหต : สงทพลาสตกไหลแยกมากกวา 2 กระแส และเมอมาจบกนขณะอณหภมตาเกนไป - ตงประสทธภาพของการฉดไมดพอ - มอปสรรคในการไหลของพลาสตกเกดจากการออกแบบสนคา
เงอนไข : สภาพเครอง - เพมอณหภมทอฉด - เพมอณหภมแมพมพ - เพมความเรวการฉด - เพมเวลาฉดใหยาวขน - เพมปรมาณฉดมากขน - ใช Silicon Spray ใหนอยลง
การออกแบบ : แมพมพ - ทาใหสภาพการไหลของพลาสตกดขน เพอหลกเลยงการเปลยนแปลงสวนหนา-บาง
อยางรวดเรวของชนงาน - ทา Sprue Runner Gate ใหใหญขน - ปรบโครงสรางของทางเดนระบายความรอนของแมพมพ เพอใหแมพมพมอณหภม
สงขน - ปรบ Cold slug well ใหใหญขน - เพมตง (กกเรซน) ในตาแหนงทพลาสตกหลายสายไหลมาบรรจบกน - ปรบการระบายอากาศในสวนทพลาสตกไหลมาบรรจบกนใหดข น - Gate Balance ไมถกตอง
วตถดบ - เพมสภาพการไหลพลาสตก - ลดการระเหยของวตถดบใหนอยลง - ใชตวทอตราหดเลกนอย - ปรบสารหลอลนในวตถดบใหนอยลง - ทาการอบแหงใหเพยงพอ
4. รอยบม (Shrink Mark)
รปท 48 Shrink Mark
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 205
ลกษณะของชนงานเปนตามด ฟองสญญากาศในพลาสตก มกเกดขนกบชนงานทมความหนาบางของพลาสตกทตางกนมาก สาเหต : ความแตกตางระหวางปรมาตรการหดตวของพลาสตก
- อตราการเยนตวไมเทากน - ปรบตงประสทธภาพไมเพยงพอ - ความผดพลาดขนพนฐานในการออกแบบผลตภณฑ
เงอนไข : สภาพเครอง - เพอกาลงการฉด - เพม Holding pressure - เพมระยะเวลาฉด - ปรบปรมาณนาเขาแมพมพ เพอระบายความรอน - ปรบปรมาณการฉดพลาสตกใหพอกบความตองการสนคา - เพม Back Pressure - ความเรวในการฉดไมถกตอง เรวหรอชาเกนไป - ปรบอณหภมทอฉดไมถกตอง สงหรอตาเกนไป
การออกแบบ : แมพมพ - ทาให Sprue Runner Gate ใหญขน - พยายามใหความหนาของชนงานสมาเสมอ - ดดแปลงรองนาเยนเพอทาใหสวนกลางผวหนาของสวนทหนากบสวนทบางเยนต
ไดพรอมกน - ตดเกจไวกบสวนทหนาของชนงาน - เพมสวนโคงกบสวนทเปนมม เพอหลกเลยงความรนแรงการไหลของพลาสตก ใน
สวนหนาและบางไมเทากน - เปดรองระบายอากาศไมถกตอง
วตถดบ : ทาสภาพการไหลของพลาสตกใหตาลง - เลอกตวทมอตราการหดตวตา - ใสวสดประเภทกราสไฟเบอร ฯลฯ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 206
5. ลายคลนบนชนงาน (Flow Mark)
รปท 49 Flow mark
สาเหต : อณหภมของพลาสตกหลอมเหลวทอณหภมตาเกนไป
- ความหนดพลาสตกสงเกนไป แลวฝนฉดเขาไป - ปรบตงประสทธภาพของการฉดไมด - มขอบกพรองขณะไหลของพลาสตก
เงอนไข : สภาพเครอง - เพมอณหภมของทอฉดพลาสตก - เพมอณหภมของแมพมพ - เพมอตราแรงฉด - เพมปรมาณพลาสตกมากขน - เพมความเรวฉดมากขน - ปรบปรมาณนาเยน อณหภม และวธการวางทอ เพอทาใหอณหภมแมพมพ ณ สว
ปลายการไหลสง - ทาร Nozzle ใหใหญขน
การออกแบบ : แมพมพ - ทา Sprue Runner gate ใหใหญขน - ปรบโครงสรางรองนาเยน เพอชวยอณหภมสวนปลายของแมพมพ สงขน - ปรบ Cold slug well ใหใหญขน - เกจไมเหมาะสมกบชนงาน - ปรบการระบายอากาศและแกสในแมพมพ
วตถดบ : เพมสภาพการไหลของพลาสตก - ลดการระเหยของวตถดบใหนอยลง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 207
6. เจทตง (Jetting)
รปท 50 Setting สาเหต : ในชวงการไหลของพลาสตก มการแปรปรวน
- ตงความเรวของการฉดเรวเกนไป ทาใหการประสานตวของพลาสตกไมคอยด เงอนไข : สภาพเครอง
- ขจดแรงตานทสวนของ Nozzle - ทาใหร Nozzle ใหญขน - อบเมดพลาสตกไมถกตอง หรอใชเวลานอยเกนไป - ตงอณหภมทอฉดสงเกนไป - อตราในการฉดเรวเกนไป
การออกแบบ : แมพมพ - ปรบ Cold slug well ใหใหญขน - ปรบเกจใหใหญขน - เกจไมเหมาะสมกบผลตภณฑ
วตถดบ : ปรบสภาพการไหลของพลาสตก - ลดสารเพมความหลอลนของพลาสตก - อบเมดพลาสตกใหแหงอยางเพยงพอ
7. รอยราว (Cruck) รอยปร (Crazing) รอยยาว (Blushing) สาเหต : การสรางแมพมพไมดพอ
- การออกแบบชนงานและเทเปอรถอดแบบไมดพอ - การเปลยนรปและการสกกรอนของแมพมพ - การกระทงและการแยกแมพมพเปนไปอยางฝนตว - การตงกาลงฉดมากเกนไป ทาใหมการจบตวแนนเกนไป - ความสมพนธของหวฉดและสปรบทของแมพมพไมด

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 208
เงอนไข : สภาพเครอง - ลดความดนของกาลงฉด - ปรบปรมาณการฉดใหพอด - ปรบเวลาการทาความเยนใหพอเหมาะ - ลดเวลาและกาลงของ Holding Pressure - ปรบหรอเปลยน Sprue Bush ของแมพมพใหเขากนพอด - ตงตวกระทงเรวเกนไป - เปดแมพมพเรวเกนไป - อณหภมของแมพมพเยนเกนไป - ตงตาแหนง Holding Pressure ไมถกตอง ควรปรบใหม
การออกแบบ : แมพมพ - เพม ของชนงานมากขน - ขจดรอยขดขด รอยตะไบ ในขณะสรางแมพมพ - แกไขการบดเบยว และการสกหรอของผวหนาประกอบแมพมพ - ทาการชบแมพมพใหม - เปลยนวธการกระทง - ขดแมพมพตามทศทางทจะเอาชนงานออก
วตถดบ : ใชนายาเพมความลนของพลาสตกมากขน
8. รอยดา รอยไม สเพยน สาเหต : การแยกตวของพลาสตกเพราะความรอน
- การแยกตวของสารเคมทใสเขาไป - เกดการอดตวของแกสในแมพมพทไมมรองระบาย - การเสยดสอยางผดปกตของโลหะ
เงอนไข : สภาพเครอง - ลดอณหภมของทอฉดและแมพมพ - ลดความเรวของการฉด - ลดจานวนการหมนรอบของสกร - พลาสตกคางอยใน Cylinder นานเกนไป (เนองจากเครองใหญเกนไปฉดชนงานท
เลก) - การไลพลาสตกทคางใน Cylinder ไมดพอ เมอเปลยนพลาสตกชนดใหม - ลด Back Pressure ใหตาลง - เปลยนตวสกร เปลยน Check Valve - การใชยาปองกนการไหมท Nozzle Sprue มากเกนไป
การออกแบบ : แมพมพ - ปรบการระบายอากาศทสวนปลายของการไหลพลาสตกใหดขน - ปรบการระบายอากาศทพลาสตกไหลมาบรรจบกนใหดขน - ตดตง Cold slug well ในแมพมพ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 209
- ทา Sprue Gate Runner ใหใหญขน - ขจดยาปองก นสนมออกใหหมด - ปรบหรอเปลยนหวฉดหรอ Sprue bush ของแมพมพใหเขากนไดดพอ
วตถดบ : ลดสารชวยลดความลนของพลาสตก - เพมสารรกษาเสถยรภาพของความรอน - ลดการระเหยของเรซน - อบเมดพลาสตกใหดพอ
9. รอยมนในชนงาน (Silver mark) ฟองอากาศ (Pin Hold)
สาเหต : มนาปนเขาไป - มอากาศและกาซ - มสงปลอมปน - สนคามขนาดหนา หรอบางมากเกนไป
เงอนไข : สภาพเครอง - ลดอณหภมของพลาสตกลง จนถงระดบไมมแกสระเหย - เพมกาลงของ Back pressure ใหสงขน - เพมอณหภมแมพมพ - ลดความเรวของการฉด - เพมปรมาณการฉดและการหลอมละลาย - ลดชวงเวลาทอยใน Cylinder ใหส นลง - ใชซลกอลสเปรยใหนอยลง - ลดจานวนรอบของสกรของเครองฉด - เพมกาลงฉดของสกร
การออกแบบ : แมพมพ - ปรบการระบายอากาศใหดข น - ปรบ Sprue Runer Gate ใหใหญขน - ปรบหรอเปลยนหวฉดใหพอดกบสปรบชของแมพมพ - ระวงเรองนาร ว - พยายามหลกเลยง Rib (กานยด) ทตงฉากและชนงานทมความหนาบางแตกตางกน
มาก - อยาใหมการไหลอยางแปรปรวนในคาวต หรอใหลดความเรวของ การฉด
วตถดบ : ทาการอบเมดพลาสตกใหแหงอยางเพยงพอ - ใชสารเสถยรภาพความรอนมากขน - ระวงความสามารถในการดดความชนของสารทใสเขาไป - ระวงการปลอมปนของสงอน ๆ และพลาสตกผดชนดกน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 210
10. งอโคง บดเบยว ผดรป สาเหต : เกดจากความผดพลาดในพนฐานการออกแบบ
- อทธพลจากแรงอดฉดทหลงเหลออย - อตราการหดตวของแตละสวนไมเทากน - อตราการเยนตวแตกตางกนมาก
เงอนไข : สภาพเครอง - เพมอณหภมพลาสตก ลดแรงฉด - ลดอณหภมแมพมพ - เพมความเรวในการฉด - ทา Annealing ใหเพยงพอ - ปรบอณหภม ปรมาณนาเยน การวางทอใหความเรวในการลดอณหภมใหเปนไ
อยางสมาเสมอ - อยาใหมการฝนในขณะแยกแมพมพและขณะกระทงชนงานออก
การออกแบบ : แมพมพ - การออกแบบใหมความสามารถในเชงกล - ออกแบบใหหนเหและกลบตว (Orientation) นอยลง - ลด Gate ใหเลกลงหรอเพมจานวน Gate ใหมากขน - เปลยนวธกระทง - ทาโครงสรางการหลอเยนใหมการเยนตวอยางสมาเสมอ
วตถดบ : เพมสภาพการไหลของพลาสตก - ใชพลาสตกเกรดทมการหดตวนอย - ใชพลาสตกทมความแขงมากขน
11. การฝงตวไมดของ Insert สาเหต : การประกบแมพมพไมสนท
- เลอกใชวสดไมมคณภาพ - การออกแบบตว Insert มขอบกพรอง
เงอนไข : สภาพเครอง - ใช Insert ทมมมยด - วอรมตว Insert ทใสเสยกอน - ลดกาลงแรงฉด - อยาใส Insert เขาไปดวยมอเปลา (ขจดนามนของ Insert) - เพออณหภมของพลาสตกและแมพมพ
การออกแบบ : แมพมพ - ระมดระวงความแมนยาของการประกบ - ระวงความแตกตางในความสง (ความหนา) และเสนผาศนยกลาง - ออกแบบในลกษณะทเลยงการกระจกตวของแรงตอบโตบรเวณรอบตว Insert - พยายามดดแปลงระบบยด Insert

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 211
- ลดการขยายตวจากความรอน วตถดบ : ใชพลาสตกทมอตราการขยายตวนอย
12. สเพยน มว ไมแวว เปราะ สาเหต : ความเรวในการไหลไมคงท
- การสรางแมพมพไมเหมาะสม - เปนผลมาจากการระเหยของแกสและเมดสผสม - การหลอมละลายของพลาสตกทไมสมาเสมอ - การเปลยนแปลงเนองจากแรงภายนอก
เงอนไข : สภาพเครอง - ปรบอณหภมพลาสตก อณหภมแมพมพใหเหมาะสม - ปรบอตราความเรวของการฉดใหพอด - ขจดนา นามน คราบแกส - อบแหงใหเพยงพอ - ลดแรงตานทานทหวฉด - เพมอณหภมแมพมพและพลาสตก - ลดแรงฉดและเพมอตราความเรวของการฉด
การออกแบบ : แมพมพ - ขดเงาแมพมพใหด - ปรบการระบายอากาศใหสะดวก - ทา Gate Sprue Runner ใหใหญขน - ตดตง Cold slug well - แกไขการออกแบบใหความหนาสมาเสมอ โดยเฉพาะสวนทเนอบาง
วตถดบ : ลดการดดซมความชน - ลดการระเหยของพลาสตก - เปลยนชนดของพลาสตกหรอสของพลาสตก - เพมสภาพการไหลของพลาสตก - ระวงสงแปลกปลอมในเมดพลาสตก - ใชพลาสตกชนดททนตอสภาพอากาศ - อยาใสสารชวยการหลอมละลาย และการออนตวของพลาสตกหรอใสสารชวยเสรม
ความแขงแรงของพลาสตก ใหใสตามสภาพชนงาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 212
ขอควรระวงหลงเสรจสนการฉดพลาสตก 1.1 วตถดบทใชหากเปนวตถดบทงายตอการเกดสนม เชน PVC ควรใช วตถดบทเปน PS ฉดไลวตถดบ ทคางอยในทอฉดออกใหหมดกอน แลวเดน Injection Ram มาไวในตาแหนงหนาสด แลวจงหยดเครอง 1.2 หากตองการยกแมพมพลงจากเครองในระยะเวลาไมนาน ควรใชสเปรยกนสนมพนกนสนมภายในแมพมพ แลวจงทาการปดแมพมพ (อยาตงสวทซไวในตาแหนง High Pressure Mold Close) ในประเทศไทย มกใชจารบเพอกนสนม แตไมอยากแนะนาใหใช 1.3 กรณหยดเครองเปนเวลาหลายวน ควรยกแมพมพลงจากเครอง ในกรณนใหไลนาหลอเยนใแมพมพใหหมดเสยกอน แลวประกบแมพมพเขาดวยกน อยาลมฉดสเปรยกนสนมในแมพมพ แลวจงนาลง แมพมพทใชชนสวนของสปรงควรลอคสปรงไวกอนจะนาลง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 213
ขนตอนการออกแบบแมพมพฉดพลาสตก
ตองยนยนโดยลกคาหรอฝายผลต
แบบชนงาน, ขอกาหนดของชนงาน, ปรมาณทสงทา, จานวนชนงานตอเดอนตอป, อายการใช
งานของแมพมพ
รปรางชนงานพกดความเผอ
จานวนคาวตทเหมาะสมตามทฤษฎ
ชนดของการออกแบบแมพมพ แมพมพ Two Plate
Cold Runner Hot Runner ไมใช Runner
แมพมพ Three Plate
Cold Runner Hot Runner
เลอกเครองฉดพลาสตก - แรงประกบแมพมพตอคาวต - พนทของหนาแปลน - ปรมาณพลาสตกทหลอมได - ปรมาณพลาสตกทฉดได - นาหนกสงสดของพลาสตกทฉด ไดในแตละครง
ตาแหนงของคาวต
จดวางเปนรปดาว จดวางแบบสมมาตร จดวางเรยงกน
ระบบการเขา Gate
Sprue Gate Pin Gate Overlap Gate Film Gate Ring Gate Tunnel Gate
ระบบหลอเยน / ใหความรอน
นามน แทงใหความรอน นา ลม
ระบบปลดชนงาน
เขมกระทง แผนปลด ลม Slide Bracket
ระบบระบายอากาศ
Parting line Core Insert เขมกระทง Lamella โลหะ Sinter
วสดทใชทาแมพมพ
ฐานแมพมพ - High Alloy Steel - Case Hardening Steel - Plain Carbon Steel
Mould Insert/แผนคาวต - High Alloy Steel - Case Hardening Steel - Nitriding Steel - Martensitic Stainless Steel
Core - High Alloy Steel - Case Hardening Steel - Nitriding Steel - Martensitic Stainless Steel
ประมาณขนาดการหดตว
แบบแมพมพในขนสดทาย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 214
ขนตอนการออกแบบแมพมพฉดพลาสตก
ประเดนสาคญในการออกแบบแมพมพสาหรบพลาสตก 1. ขนาดชนสวนของแมพมพตองมความแนนอนสง 2. แมพมพตองไมชารดเสยหาย 3. สามารถควบคมอณหภมไดเปนอยางด 4. มประสทธภาพในการปลอยกาซออกไดด 5. พนผวภายในเบาตองทาใหเรยบเหมอนผวกระจก 6. การบารงรกษาสามารถทาไดโดยงาย 7. เปนโครงสรางแมพมพซงเหมาะสมกบอายของสนคา 8. เปนโครงสรางทสญเสยวตถดบนอย 9. คานงถงความเอยงของมมในการถอดแมพมพ (Draft Angle)
• ความเอยงในการถอดจากฝงยดตด
• ความเอยงในการถอดจากฝงเคลอนท 10. พยายามออกแบบใหเนอชนงานหนาสมาเสมอ 11. การตดตง Cold Slag Well 12. การคานงถงอายของแมพมพ
วธการออกแบบแมพมพฉดพลาสตก เมอชนงานพลาสตกทจะผลตไดออกแบบและแกไขจนเปนทพอใจแลว สงทตองทราบอนดบแรกคอ โครงสรางภายนอก ความหนาของชนงาน ตาแหนงทจะมลายนน ห สน ฯลฯ การคาดคะเนจานวนทจะผลตได ตลอดอายการใชงานของแมพมพและจานวนการผลตทตองการ ตอชวงเวลาหนง เมอทราบสงเหลานทงหมดแลวจงจะเรมออกแบบแมพมพฉดได ตาม diagram ทแสดงการออกแบบแมพมพพลาสตก จะตองคานวณหาจานวน Cavity กอน การคานวณจานวนของ Cavity ขนอยกบ เวลาทางานและเวลาทตองการในการผลตจานวนชนทตองการ การคานวณหาจานวน Cavity ตวอยาง ชนงานในรปท 51 เปนชนงานทตองการผลต ความตองการของลกคา ดงน จานวนทคาดวาจะผลตไดตลอดอายการใชงานของแมพมพ 2.8 ลานชน จานวนทจะตองสงใหลกคาในแตละเดอน 100,000 ชน
การวางแผนการใชเวลาในการผลต
ชวโมงทางานในแตละวน 8 ชม. ทางานสปดาหละ 5 วน = 8x5 = 40 ชม./สปดาห หรอใน 1 เดอน มวนทางาน 22 วน = 8x22 = 176 ชม./สปดาห เวลาทสญเปลา (ตงขนจากการสงเกต) = 2.5 %

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 215
ดงนน เวลาทเครองทางานจรง (tm) เพยง 97.5 % ของเวลาเตม tm = 97.5x176 = 171.6 ชม./เดอน 100 ชวงเวลา 1 รอบ การทางานของเครอง = 25 วนาท เวลาทตองการสาหรบการผลต (tpr) (tpr) = 25 x 100,000 = 694.5 ชวโมง 3,600 จะเหนวาใน 1 เดอน เรามเวลาทางานจรงเพยงแค 171.6 ชวโมงเทานน แตเราตองการใชเวลาในการผลตถง 694.5 ชวโมง เพอหลกเลยงในการจายคาลวงเวลา ดงนนจานวน Cavity ทตองการ ( C ) คอ C = เวลาทตองการใชจรง = 694.5 = 4.05 หรอ 4 Cavities เวลาทมสาหรบการผลต 171.6 การคานวณแรงยดแมพมพ (Locking force requirement) รปเปนแบบชนงานของรปถวยทาจาก HDPE ประมาณวาความดนใน Cavity อยระหวาง 300-800 bar (กโลกรม/ตารางเซนตเมตร) และจากตารางคณสมบตของพลาสตก ความดนในการฉดของ HDPE คอ 600-1500 bar สมมตความดนใน Cavity = 450 bar (สาเหตทเลอกตาลงเพราะเกด pressure drop ในขนตอนการฉด) พนทภาพฉาย (Project area) ของชนงานคอ สวนทเสนผาศนยกลางใหญทสด ดงนน a = D2 x ¶ 4 สาหรบ 4 Cavity = D2 x ¶ x 4 = 11.22 x ¶ x 4 = 395 cm2
4 4 เนองจาก การคานวณในปจจบนใชหนวย S.I. แตเครองจกรเกา ๆ ยงใชหนวยเกาอยหนวยทใช คอ กก./ซม. 2
ดงนนจงใชการแปลงหนวยดงตอไปน
ตวยอตาง ๆ ทใชในการคานวณหาแรงยด Pn = แรงยด (kg) Ap = พนทฉายภาพของแบบทจะผลต (ของทก ๆ Cavity ในแมพมพ) (cm2) Pc = ความดนใน Cavity (bar) m = การใชงานของเครอง (Machine Utilization) x%
100
1 kgf = 10 N
= 0.01 KN.
หรอ 1,000 kgf = 10 KN.
ดงนน 1 ton = 10 KN.
รปท 51

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 216
P¶ = Ap x Pc = (cm2 x bar) = cm2 x kg = 10 N = 1 KN cm2 100
ดงนนแรงยดตามทฤษฎ คอ P¶ = Ap x Pc KN
100
แตในทางปฏบต เพอความปลอดภยควรจะคดใหแรงยดเกนกวาทางทฤษฎ 20 - 30 % ดงนน สตรการหาแรงยด ทจะนาไปใช คอ
P¶ = Ap x Pc KN m x 100 จากตวอยางแบบทคานวณ พนทภาพฉายขอบแบบ คอ 395 ซม.2 ความดนใน Cavity ทสมมตคอ 450
bar และถา m = 75 % P¶ = 395 x 450 = 2.370 KN (หรอ 237 ตน) 0.75 x 100 การคานวณหานาหนกพลาสตกทจะใชเขาแมพมพ (Shot weight requirement) การหานาหนกฉดจะตองทราบสงตอไปน
- ความหนาแนนของวตถดบ ในทนเลอกใช HDPE ซงมความหนาแนน 0.96 กรม/ ซม.3
- ขนาดของชนงาน ตองทราบในเชงปรมาตร เมอทราบสองอยางดงกลาวนแลวกสามารถทจะคานวณหานาหนกได คอ นาหนก = ปรมาตร x ความหนาแนน สตรการหาปรมาตรของทรงกรวยตด คอ
V = ¶.h x [D2 + d2 + (D x d)]
12
= 0.2618 x h x [D2 + d2 + (D x d)]
ในรปท 1b เราแบงชนงานออกเปน 2 สวน คอ
V1 = ปรมาตรของสวนทเปนผนงถวย
V2 = ปรมาตรของสวนทเปนพนดานลางของถวย
V1 = 0.2618h[D2 – D12 + d2 - d1
2 + (D x d) – (D1 x d1)]
= 0.2618 x 3.5 [11.22 – 10.8 2 + 11.022 – 10.622 + (11.2 x 11.02) – (10.8 x 10.62)]
= 23.99 = 24 ซ.ม.3
V2 = ¶.x d12 x h
4

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 217
= 3.14 x 10.622 x 0.2 4 = 17.72 ซม.3 V = V1 + V2 = 24 + 17.72 = 41.72 ซม.3
นาหนกของชนงานจะหาไดโดย นาหนก = ปรมาตร x ความหนาแนน (ซม.3 x กรม/ซม.3) = 41.72 x 0.96 = 40.05 กรม สาหรบแมพมพทม 4 Cavity = 40.05 x 4 = 160.2 กรม ตองเผอไวสาหรบรนาพลาสตกเขาและทางวง คดเปนนาหนกประมาณ 20 % ของนาหนก ทง 4 ชนงาน ดงนน นาหนกฉด = 160.2 x 1.20 = 193 กรม และประสทธภาพการทางานของเครองประมาณ 70-80 % สมมตวาประสทธภาพของเครอง 75 % นาหนกฉด = 193 = 257 กรม 0.75
ขนาดฐานของแมพมพ
ชนสดทายทจะตดสนใจเลอกสาหรบการออกแบบ คอ ขนาดของแมพมพทงในตาแหนงเปดและตาแหนงปด จากคาทไดคานวณไว แมพมพนจะตองม 4 Cavity ขนาดเสนผาศนยกลางของชนงานทใหญทสด คอ 112 มม. ดงนนเสนผาศนยกลางรอบนอกทเผอไวสาหรบ Cavity คอ 150 มม. และเพอใหแนใจวา แผน Cavity จะมความแขงแรงเพยงพอจงเลอก mould base ขนาดมาตรฐาน คอ ขนาด 546 x 546 มม. ดงรปท 57
การคานวณความหนาของแมพมพและระยะสาหรบเปดแมพมพ
สาหรบแมพมพทม 4 Cavity ดงรปท 52 จะใชแมพมพทม 3 plate และใชรนาพลาสตกเขาแบบรเข (needle gale) ในการหาระยะของแมพมพในตาแหนงปดและเปด จะตองทราบความหนาของแมพมพแตละแผน ซงความหนาของแผนแมพมพน อาจจะเลอกใชตามขนาดมาตรฐานทมอย ยกเวนบางกรณทไมสามารถใชแมพมพมาตรฐานได ซงจะตองทาใหเสยคาใชจายเพมขน แมพมพชดหนง ซงประกอบดวยชนสวนตาง ๆ คอ
ความสงของชนงาน 35 มม. แผน Cavity # 4 56 มม. (ตองหนากวาความสงของชนงาน) Coreplate 36 มม. แผน # 2 และ # 3 26 มม. (ไมใชขนาดมาตรฐาน) แผนปลด (Stripper plate) # 5 18 มม. (ไมใชขนาดมาตรฐาน) Core back plate # 7 56 มม. Space # 8 85 มม. แผนยดตวปลด # 10 16 มม. Ejector back plate และ stop bottom 30 มม.

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 218
รปท 52 ตาแหนงของ cavity ในพมพมาตรฐาน ขนาด 546 x 546 มม. แผนท 1 = 36 มม. 2 = 26 มม. 3 = 26 มม. 4 = 56 มม. 5 = 18 มม. 6 = 36 มม. 7 = 56 มม. 8 = 85 มม. 9 = 36 มม.
10 = 16 มม. 11 = 26 มม.
(ไมม Stop bottom) A = 95 มม. B = 110 มม. C = แผน # 10 + แผน # 11 + stop bottom + ความสงของชนงาน + 4 มม. (เพอใหชนงานหลนได)
= 85 มม.

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 219
ระยะของแมพมพทงชดในตาแหนงปด = 375 มม. ระยะเปด P/L 2 (A) เพอให sprue และ runner หลนออก 95 มม. ระยะเปด P/L 1 (B) เพอใหชนงานหลนไดอยางสะดวก คอ 2 เทาของความสงของชนงาน + ระยะเผอ 40 มม. = (2 x 35) + 40 = 110 มม. ระยะในตาแหนงทแมพมพเปด 580 มม.
แมพมพและแผนผงของเครอง เราจาเปนจะตองทราบรายละเอยดของเครอง และขนาดของแมพมพ ทจะใชกบเครอง เพอทจะสามารถออกแบบแมพมพ ทจะใชกบเครองไดอยางเหมาะสม และประหยด

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 220
หมายเหต ไมควรใชเครองเตม 100 % ของความสามารถในการทางานของเครองควรใชเพยงแค 70 % - 80 % เทานน
การออกแบบ GATE GATE คอ สวนทออกแบบไว เพอกาหนดจดประตการไหลของนาพลาสตก ใหเขาส CAVITY หรอประตทางเขา CAVITY
1. หนาทของ GATE 1.1 ควบคมความดนนาพลาสตก 1.2 เพอควบคมใหนาพลาสตกไหลเขาในลกษณะทไมเกดผลเสยกบชนงาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 221
1.3 เพอใหแยกชนงานกบ RUNNER ออกจากกน 1.4 เพอปองกนนาพลาสตกใน CAVITY ไหลกลบและกลบปองกน Pressure ยอนกลบ 1.5 เพอการผลตแบบอตโนมต
2. ปจจยในการกาหนดตาแหนง , การออกแบบและขนาดของ Gate รปราง ความหนาผนง
ชนงาน ทศทางทรบแรง คณภาพทตองการในดานขนาด, ผว, ทางกล ระยะทางไหล / ความหนาผนง
ความหนด อณหภม
ชนดของพลาสตก ลกษณะการไหล สารทเตม การหดตว
การบดงอ รอยตอ
อน ๆ การปลดไดงาย การแยก Runner จากชนงาน ราคา
3. หลกการวางตาแหนง GATE
3.1 รปรางชนงาน วางตาแหนง Gate ทสวนหนาทสดของชนงาน ทศทางการไหลจาก Gate ไปยงสวนตาง ๆ ของชนงาน มระยะทางไหลเทากน หลกเลยงการไหลเปนลา (Jetting) คานงถงความเปนไปไดในการระบายอากาศ
3.2 ทศทางทรบแรงสงสด การเลอกวางตาแหนง Gate ใหมทศทางความเคนหลกตามทศทางการไหล ซงพลาสตกมความตานแรงดงและแรงกระแทกไดสงสด โดยเฉพาะพลาสตกเสรมแรง (Reinforce)
3.3 ความเรยบรอยของชนงาน (รอย Gate, รอยตอ, รอยยบ) ตาแหนง Gate อยในบรเวณทไมสะดดตาปองกนการเกดรอยตอ
หรอใหนาพลาสตกหลอมรวมกนไดด โดยระยะทางไหลสนใหแรงดตามเพยงพอทจะไมเกดรอยยบ (Sink mark)
3.4 ขนาดทถกตอง พจารณาการผดขนาดของชนงาน เนองจากการเสยรปและการหดตวในทศทางตาง ๆ การหดตวอาจตางกนในทศทางการไหลและขวางการไหล

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 222
4. ขอแนะนาทว ๆ ไปของตาแหนง Gate 4.1 ให Gate เขาทางดานหนา ๆ ของชนงานหลกเลยงจดทเปนแหลมคมหรอมนโคง บนชนงาน
กาหนดตาแหนง Gate ทดานกวางดกวาดานแคบ 4.2 กาหนดตาแหนง Gate เขาในตาแหนงทแตงชนงานหรอตดเกจออกจากชนงานงาย 4.3 กาหนดตาแหนง Gate เขาใหมระยะถงจดไกลสดของเสนทางการไหลพลาสตกเปนระยะเทากน 4.4 ใช Gate เขาแบบจด (Pin Point Gate) สาหรบชนสวนรปถวย 4.5 ใช Gate เขา 2 ประตสาหรบชนงานผอมสงและชนงานทมพนทหนาตดไมเทากน 4.6 ใช Gate เขาหลาย ๆ แหงสาหรบชนงานบาง ๆ 4.7 วางตาแหนง Gate เขาทจะไมทาใหเกดรอยตอ
ผลกระทบตอชนงานอนเกดจากการวางตาแหนงเกจ
หดตว 1 2 3 4 5 6 7 8 9
ของชนงาน A 1.45 2.95 4.30 3.45 2.75 3.10 1.20 0.20 2.10
(%) B 1.10 1.80 2.30 1.70 1.95 1.90 1.90 0.50 0.85

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 223
ตารางแนะนาขนาดของ Sprue gate ซงจะตองเลอกใชใหเหมาะสมกบนาหนกของชนงาน
นาหนกของชนงาน (กรม) ขนาดเสนผาศนยกลางของ Sprue gate (มม.)
เบากวา 200 2 - 4 200 – 400 4 - 6 400 – 1000 6 - 8
หนกกวา 1000 8 - 12
ตารางแนะนาการใชขนาดรนเนอรและขนาดของเกจ
Runner Gate Gate Land Remarks
Pin Point
Over To
Normal
นาหนกชนงาน (g)
4 to 6 0.6 0.8 (W x D) 0.80
+0.2 x 1.50+0.5
0.80+0.3 < 150 g
8 0.8 1.2 10+0.5 x 20
+1 0.80+0.3 < 350 g
8 to 12 1.0 1.6 20+1 x 30
+2 0.80+0.3 < 350 g
6 to 8 0.6 1.0 1.00+0.5 x 1.50
+0.5 0.80+0.3 < 150 g
8 to 10 1.0 1.4 1.20+0.5 x 20
+1.0 0.80+0.3 < 350 g
10 to 14 1.4 1.8 2.50+0.5 x 40
+3.0 0.80+0.3 < 350 g
การออกแบบ Runner RUNNER คอ เสนทางสาหรบนานาพลาสตกทหลอมเหลวใหไหลเขาส Cavity Runner อาจมหลายเสนทางกได แลวแตการออกแบบระบบทางเดนของนา เปนลกษณะแบบเดยวกบระบบชลประทานของนาทวไป
1. หนาทของ Runner 1.1 ลาเลยงนาพลาสตกเขาส Cavity อยางรวดเรวและไมตดขดในเสนทางทส นทสด โดยสญเสย
ความรอนและแรงดนนอยทสด 1.2 นาพลาสตกไหลเขา Cavity ททก ๆ Gate พรอมกนภายใตแรงดนและอณหภมทเทากน 1.3 หนาตดควรมขนาดเลก เพอประหยดเนอพลาสตก ถงแมหนาตดใหญอาจดกวาในการไหลเขา
Cavity และคงแรงดนตามไวแตตองใชเวลาในการหลอเยนนานกวา 1.4 อตราสวนพนทผวตอปรมาตร ควรมคานอย
2. ปจจยทมผลตอการออกแบบ Runner - ปรมาตรชนงาน - การสญเสยความรอน - ความหนาผนง - การสญเสยจากความเสยดทาน - ชนดพลาสตก - เวลาการหลอเยน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 224
- ระยะทางการไหลของนาพลาสตก - ปรมาณเศษพลาสตก - ความตานทางการไหล - คาทาแมพมพ - พนทผวตอปรมาตรของ Runner - ชนดของแมพมพ
3. หนาทของระบบ Runner ทสมบรณ 3.1 ทาใหนาพลาสตกไหลเขา Cavity โดยมรอยตอ (Weld Line) นอยทสด 3.2 มความตานทางการไหลนอยทสด 3.3 มนาหนกนอยเมอเทยบกบชนงาน 3.4 ปลดชนงานไดงาย 3.5 ไมทาใหชนงานมรอยตาหน 3.6 ระยะทางไหลสน เพอลดการสญเสยแรงดน, ความรอนและพลาสตก 3.7 หนาตดใหญกวาชนงาน เพอให Runner กลายเปนของแขงชากวาชนงานและชนงานไดรบ
แรงดนตาม (Holding Pressure) 3.8 ระบบ Runner ไมควรมผลกระทบตอรอบเวลาฉด (Cycle Time) 3.9 ระบบ Runner ควรใหเปนรปแบบ “H” เพอความสมดลของการไหล 3.10การวางตาแหนงและแบบของ Gate ไมทาใหนาพลาสตกไหลเปนลา (Jetting) 3.11 ควรหลกเลยงระบบ Runner ในรปแบบกางปลา ซงจะทาใหการไหลไมสมดล 3.12 บรเวณสวนปลายของ Runner จะตองม Gold Slug wells เสมอ
4. การคานวณหาขนาด Runner
4.1 การใชสตร D = w1/4 x L1/2
3.7 เมอ D = ขนาดเสนผาศนยกลางของ Runner (mm) W = นาหนกของชนงาน (g) L = ความยาวของ Runner (mm)
Dco > l max + 1.5 mm. Ds > Dn + 1.0 mm. O > 10 - 20
Tano = Dco - Ds ! 2L

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 225
4.2 การใชกราฟ
Runner diameter chart for several material. G=weight (g); S=nominal thickness (mm);
D=reference diameter (mm).
Effect of runner length and length coefficient on diameter: 5. ประสทธภาพการไหลของนาพลาสตกในชอง Runner เปรยบเทยบกบรปรางหนาตดกลม
วธการใชตาราง 1. หาคา D, จากกราฟ 1,2 2. หาคา FL จากกราฟ 3 3. หาคา D จากสตร D = D,FL

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 226
6. ตารางแนะนาการใชขนาด Runner กบพลาสตกชนดตาง ๆ
Diameter Diameter Material
mm inch Material
mm inch
ABS, SAN 5.0 – 10.0 3/16-3/8 Polycarbonate 5.0 – 10.0 3/16-3/8 Acetal 3.0 – 10.0 1/8-3/8 Polyester(unreinforced) 3.0 – 8.0 1/8-5/16 Acetate 5.0 – 11.0 3/16-7/16 Polyester 5.0 – 10.0 3/16-3/8 Acrylic 8.0 – 10.0 5/16-3/8 Polyethylenc 2.0 – 10.0 1/16-3/8 Butyratc 5.0 – 10.0 3/16-3/8 Polyamide 5.0 – 10.0 3/16-3/8 Fluoracarbon 5.0 – 10.0 3/16-3/8 Polyphenylenc oxide 6.0 - 10.0 1/4-3/8 Imact acrylic 8.0 – 13.0 5/16-1/2 Polypropylenc 5.0 – 10.0 3/16-3/8 Ionomers 2.0 – 10.0 3/32-3/8 Polystyrene 3.0 - 10.0 1/8-3/8 Nylon 2.0 – 10.0 1/16-3/8 Polysulfone 6.0 - 10.0 1/4-3/8 Phenylene 6.0 - 10.0 1/4-3/8 Polyvinyl (plasticized) 3.0 - 10.0 1/8-3/8 Phenylene sulfide 6.0 – 13.0 3/16-3/8
PVC Rigid 6.0 - 16.0 1/4-5/8
ระบบการปลดชนงาน
การปลดชนงาน (Ejection of Moulding) หลงจากชนงานไดกลายเปนของแขงและเยนตวลงแลว จะตองนาออกจากแมพมพ ถานาหนชนงานทาใหชนงานแยกออกจากคาวตและคอรไดหลงจากเปดแมพมพแลวกเปนสงทด อยางไรกตาม ชนงานจะคางอยดวย Undercut การเกาะตด และความเคนภายใน จาเปนตองแยกชนงานออกจากแมพมพ ดวยระบบปลดชนงาน (Ejector system) ซงกลไกการปลดจะทางานโดยจงหวะเปดแมพมพของเครองฉด หากไมสามารถทาไดงายเชนน กอาศยระบบนวแมตกหรอไฮดรอลกสมาชวย การปลดชนงานดวยมอนน ทาไดเฉพาะแมพมพตนแบบขนาดเลก และฉดจานวนนอย เมอการปลดชนงานใชแรงนอย ไมจาเปนตองมรอบเวลาฉดทแนนอน ระบบการปลดชนงานโดยทวไป จะอยในแมพมพสวนเคลอนท การเปดแมพมพทาใหกลไกระบบปลดทางาน โดยเลอนไปขางหนาและกระทงชนงานหลดออก เงอนไขเบองตนสาหรบวธนกคอ ชนงานตองอยกบแมพมพสวนเคลอนท ซงทาไดโดยใช undercut หรอใหอณหภมของคอรและคาวตแตกตางกน ถาการใช undercut (รปท 53) ไมไดผล หรอไมอาจทาใหอณหภมแตกตางกนไดกสามารถทาได โดยใหชนงานจมอยในแมพมพสวนเคลอนท จาเปนตองใชแรงกระทงมาก (รป 53)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 227
รปท 53 แมพมพทม undercut ท คอร (a) และคาวตท แมพมพสวนเคลอนท (b)
การใหแรงดนฉดและแรงดนตามสงเปนเวลานาน โดยเฉพาะแรงดนตาม อาจทาใหเกดปญหาใน
การเปดแมพมพและปลดชนงาน การกระทงออกยากอาจเกดขนไดกบชนงานทมผนงบางมาก โดยเฉพาะททาดวยพลาสตกเปราะ เพราะไมสามารถใชแรงกระทงชนงานโดยตรง พลาสตกเหนยวหรอยางกเกดปญหาอยางนเชนกน บรเวณทสามารถวางตาแหนงตวกระทงได กคอทมมผนงขางหรอโครง (rib) ซง ทาใหปลดชนงานยากขน แตกเปนจดททนตอแรงกระแทกไดดทสด ถาชนงานไมมสวนทสามารถวางตาแหนงตวกระทงควรเลอกแบบและจานวนเขมกระทงใหเหมาะสมและวางตาแหนงใหปลดชนงานได โดยไมทาใหชนงานผดรปหรอเสยหาย พนททรบแรงของเขมกระทงควรมมากทสดเทาทจะทาได การจดวางเขมกระทงจะขนอยกบรปรางของชนงาน และชนดของพลาสตกทใช ความแขงแรง (rigidity) และความเหนยว ตวกระทงจะทาใหเกดรอยทเหนไดบนชนงาน ซงเปนสงทตองพจารณาในการออกแบบและวางตาแหนงระบบปลดชนงาน การทาแมพมพโดยขาดความละเอยด ยงอาจเปนสาเหตของครบแลบทรอยกระทง ถงแมจะตดครบออกไดกยงคงเหนรอยเสน ซงมผลเสยตอความสวยงามและความแมนยาของชนงาน ดงนนการประกอบเขมกระทงเขากบร ตองเปนงานสวมคลอนไดพอด (precision sliding fit) การประกอบเขมกระทงในแมพมพฉดพลาสตกเทอรโมเซท ควรใชความระมดระวงใหมากกวาในแมพมพฉดเทอรโมพลาสตก เพราะเทอรโมพลาสตกจะกลายเปนของแขงตอเมอไหลไปถงสวนทเยน และแคบมาก แตนาพลาสตกเทอรโมเซทหรอทเรยกวา cross link จะเปนของเหลวและฉดดวยแมพมพรอน จงยากทจะหลกเลยงการเกดครบแลบ หากประกอบเขมกระทงไมด ระบบปลดชนงานทรจกกนมากทสด คอ ใชเขมกระทง (ejector pin) ซงจะดนชนงานออกจากคอร เขมกระทงจะประกอบอยกบแผนกระทง (ejector plate) ซงจะยนกบสลกทยดตดกบเครองฉดในระหวางทแมพมพเปดและแมพมพสวนเคลอนทเลอนถอยหลง ระบบปลดชนงานจงทางานได เขมกระทงทกอนจะเรมปลดชนงานพรอมกน รปท 54) แสดงแมพมพทใชเขมกระทง ชนงานทมขนาดเลก โดยเฉพาะทมคอรทรงกระบอกอยตรงกลาง ไมมผวทจะใชเขมดน จะปลดดวยปลอกกระทง (ejector sleeve) เพอใหไดแรงกระทงมากกวา ปลอกนจะออกแรงดนตลอดเสนรอบวงของชนงาน (รปท 54) การทาปลอกจะมคาใชจายสงกวา หากใชกบชนงานทมขนาดใหญ จะตองมพกดความเผอแคบ มฉะนนจะเกดครบแลบระหวางปลอกกบคอร ซงทาใหชนงานดไมสวยงาม และตองเสยคาใชจายในการตดครบออก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 228
อกวธหนง คอ ใชแผนปลด (Stripper plate) ซงจะดนชนงานตลอดเสนรอบวง ใชเฉพาะชนงานรปวงกลมและรปรางอน ๆ แตเนองจากงานสวมทาใหมคาใชจายสง จงมกจะใชปลอกกระทงและแผนปลดสาหรบชนงานรปทรงกระบอก (รปท 54)
รปท 54 การปลดชนงานดวยวธตาง ๆ
(a) ใชเขมกระทง (Ejector pin) (b) ใชปลอกกระทง (Ejector sleeve) (c) ใชแผนปลด (stripper plate)
รปท 55 แสดงถงแมพมพฉดถวยแกวทใชแผนปลด โปรดสงเกตแนวคดในการออกแบบทางไหลกลบของสารหลอเยน และการระบายอากาศผานแผนปลด
รปท 55 แมพมพฉดถวยแกวทใชแผนปลด
ผวทสมผสกนระหวางคอรกบอปกรณปลด มกจะเปน Taper ตามมมเอยง (draft angle) ของคอร เพอใหแมพมพปดสนท และลดการสกหรอของผวคอร ผวทเปน taper ยงชวยใหเลอนสะดวกอกดวย แผนปลดทมบาขนาดเลก (รปท 56) จะปองกนไมใหผวคอรทขดมนแลวเกดการเสยหายในระหวางการกระทงหรอถอยกลบ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 229
รปท 56 คอรกบแผนปลด รปท 56 การปลดชนงานพรอมกนใน
หลายระนาบ รปท 56 แสดงการปลดชนงานทดนชนงานในหลายระนาบพรอมกน ระบบนเหมาะสาหรบการปลดชนงานลกททาจากพลาสตกออน ตวกระทงแบบเหดหรอจาน ทสวนลางยงทาเปนทางระบายอากาศ เพอปองกน
การเกดสญญากาศในคาวต ในตวอยางน การนาชนงานออกจากแมพมพ จะตองทาโดยใชมอหรอใชลมเปาผานรท
ศนยกลาง ตวกระทงแบบเหด มกจะใชกบชนงานลก ซงตองดนทสวนลางออกกอน (รปท 57) ควรใชเมอเสนผาศนยกลางใหญกวา 20 มม. บารอง (seat) ทเปน taper จะชวยกนนาพลาสตกไมใหร ว โดยตองม taper เปนมม ตงแต 15-45 องศา ตวกระทงแบบนจะหลอเยนแบบนาพได (รปท 57)
รปท 57 ตวกระทงแบบเหดทใชกบการหลอเยนแบบนาพ
หมดระบายอากาศ (Venting pin) สามารถใชเสรมการปลดชนงานได รปท 58 แสดงรปหมดระบายอากาศททางานโดยลมอด ลมจะดนหมดกลบ และเปดทางออกสทวางในคาวต อากาศทเขาไปในคาวต จะปองกน
การเกดสญญากาศ และชวยใหปลดชนงานงายขน แบบนจะไมเหมาะกบพลาสตกทออน และเหนยว

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 230
รปท 58 หมดระบายอากาศ (Venting pin) ทใชกบการปลดชนงานดวยลม
เพอหลกเลยงการเกดสญญากาศทตานการปลดชนงาน จะตองเปลยนจากการใชแผนกระทงไปเปนลกสบ ซงจะอดอากาศและทาใหไหลผานเขมกระทงทอยใตชนงาน
การพจารณาทวไปเกยวกบระบบปลดชนงาน หลงจากกาหนดมวลและรปรางของชนงานแลว กสามารถหาแรงปลดชนงานได โดยเฉพาะชนงานขนาดใหญทซบซอน ยงตองรตาแหนงของชนงานภายในแมพมพดวย ในการออกแบบรายละเอยดของระบบปลดชนงานเกยวกบจานวน การวางตาแหนงและชนดของตวกระทง สงสาคญทตองทราบ คอ แรงปลดทตองใช ขนาดของแรงปลด อาจทาใหจาเปนตองเปลยนตาแหนงของชนงานในแมพมพ และระบบปลดชนงานทงหมด นอกจากนการทราบถงแรงปลดและตวแปรทมผลตอแรงปลด อาจทาใหแรงนลดลงได โดยแกไขรปรางของชนงานบางสวน การขาดความรในเรองการแรงปลดชนงานพลาสตก เปนสาเหตใหการผลตลมเหลว โดยเฉพาะในแมพมพใหม และทตามมาคอเสยคาใชจายในการซอมแมพมพเพมขนอก แรงเปดแมพมพและแรงปลดชนงานเปนผลมาจากการกระทารวมกนระหวางการขยายตวของคาวตภายใตแรงดนฉดพลาสตก และการหดตวของพลาสตก ขณะทกลายเปนของแขงนาไปสแรงดนตดกบคาวตและคอร ซงตองใชแรงเปดแมพมพ และแรงปลดชนงานทจะเอาชนะแรงเสยดทานได แรงเปดแมพมพ จะมผลตอความยากในการผลตนอยกวาแรงปลดชนงาน ชดกระทง (Ejector Assembly) เขมกระทงจะประกอบดวย แผนกระทง (Ejector plate) แผนยด (retainer plate) ตวหยด (stoper) และกลไกดนกลบ ทงหมดเปนชดกระทง ถาเขมกระทงหลายอนดบชนงาน จะตองดนพรอมกน ดงนนจงประกอบอยกบแผนกระทง เขมกระทงทดนออกไปกอน จะทาใหชนงานงอและขดอยในแมพมพ เขมกระทงจะใสอยกบแผนยดซงตดกบแผนกระทงดวยสกร แผนนจะทางานโดยสลกทตอกบระบบกระทงของเครองฉด ตวหยดจะจากดระยะเลอนของชดกระทง ในระหวางปลดชนงาน การประกอบเขมกระทงกบแผนยด ตองทาแบบหลวม ๆ พอใหขยบทางดานขางได เพอใหเขมกระทงปรบแนวเขากบรทแมพมพ บางครงแผนกระทงถกชบแขงจนหวเขมกระทงไมสามารถกดใหยบลงไปได อาจเปนสาเหตใหเขมเกดการขดได ดงนนชดกระทงขนาดใหญจะมสลกนา (leader pin) สวนชดกระทงขนาดเลก อาจนาเลอนดวยเขมดนกลบ (return pin) เมอเรมตนปลดชนงานแรงกระทงทงหมดจะรวมอยทศนยกลางของแผนกระทง แผนนจงตองแขงแรงพอทจะไมถกดนจนแอนเมอแมพมพปด ชดกระทงตองกลบสตาแหนงเรมตนโดยเขมไมไดรบความเสยหายจากสวนของแมพมพทอยตรงขาม ซงทาไดโดยใช เขมดนกลบ สปรง หรอกลไก toggle รปท 59 แสดงชดกระทงทใชสลกกระทง (ejector bolt) เปนตวนาเลอนสาหรบแผนกระทง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 231
โดยปกตชดกระทงจะอยทตาแหนงศนยกลางของแมพมพ และเลอนอยในทวางแคบ ๆ ภายในแมพมพ จงอาจทาใหแผนคอรแอนได ซงสามารถปองก นโดยใชเสาคา
รปท 59 ระบบปลดชนงานทางาน และนาเลอนโดยสลกกระทง (ejector bolt)
และสปรงดนกลบ (return spring)
ใชตวกระทงรวมกบลม
การปลดชนงานทแสดงในรปท 60 ตอนแรกชนงานจะถกแกะออกจากคอรในระหวางเปดแมพมพ สดทายจะใชลมเปาชนงา นใหหลดออก ระบบนมขอดคอ แมพมพราคาถกเมอเทยบกบระบบปลดชนงานแบบเชงกลอยางเดยว และปลดไดนมกวาเพราะลมจะดนบนผวทงหมดของชนงาน มกจะใชเมอความยาวของระยะกระทงไมเพยงพอสาหรบปลดชนงานใหหลดออก ทางเขาของลมสามารถเลอกไวทตาแหนงใดกได
รปท 60 การกระทงแบบผสม รปท 61 ตวกระทงแบบจานหรอเหด (แผนปลดกบลม) ทางานดวยนวแมตก (ลมเปา) รปท 61 เปนแบบทคลายกน ซงมตวกระทงแบบเหด ลมจะดนสวนทคลายเหดใหยกขน และกระทงชนงานใหคลายออกจากคอร แลวลมจะเปาผานสวนเหดไปดนชนงานใหหลดออกจากแมพมพ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 232
ระบบปลดชนงานในแมพมพสามแผน (Three Plate Mould) ถาใชแมพมพหลายคาวต หรอแมพมพฉดงานทม gate หลายจด จะตองแยกระบบ runner ออกจากชนงานภายในแมพมพ ระหวางการเปดแมพมพและกระทงออก เพอใหการทางานเปนแบบอตโนมต ดงนนแมพมพตองมเสนแบง (parting line) หลายเสน การเลอนกระทงสามารถทาไดหลายวธ แบบทใชกนทวไปคอ สลกดง (shoulder bolt) หรอ latch bar การเลอนกระทงโดยใชสลกดง (Shoulder Bolt) รปท 62 แสดงแมพมพสามแผนในตาแหนงเปด (ดานซาย) และปด (ดานขวา) ตอนแรกแมพมพ จะเปดในระนาบของเสนแบงท 1 โดยตองใหชนงานตดอยกบคอร จงแยก gate ออกได หลงจากระยะเปดมากขน แผนลอยจะถกดงไปตามสลกดง และแมพมพเปดในระนาบของเสนแบงท 2 ระบบ runner ยงคงถกรงไวดวย undercut จนกระทงถกกระทงออกโดยแทงกระทง ซงทางานดวยสลก
รปท 62 แมพมพสามแผนทางานดวยสลกดง (Shoulder Bolt) การเลอนกระทงโดยใช Latch อปกรณน จะทาใหแผนลอยตดกบแผนคอรดวย latch หลงจากเปดแมพมพออกเปนระยะทางทแนนอน แทงปลดจะปลอยแผนลอย และแมพมพเปดทเสนแบงสองเสน ในรปท 63 A แมพมพอยในตาแหนงปด latch จะทาใหแผนลอย (g) ตดกบแผนคอร latch สามารถหมนรอบหมด (d) แะรงใหอยในแนวนอนดวยสปรง (e) และตวหยด (f) ในขณะทแมพมพปด ในระหวางเปด แมพมพ แทงปลด (b) จะยกสลก (c) (รปท 63) และปลด latch (a) (รปท 63) แมพมพจะเปดในเสนแบงทสองดวยระยะเปดอยางตอเนอง ชนงานและ runner จะถกกระทงออก ชนสวน latch และแทงปลดรวมทงตวหยดทแผนลอยจะตองทาจากเหลกกลาชบแขง เพราะเกดการสกหรอมาก แมพมพแบบนใชไดสาหรบชนงานหนกไมเกน 1 กโลกรม ชนงานทใหญกวาน มกจะใชอปกรณเปดแบบไฮดรอลกสและนวแมตก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 233
ในแมพมพทกแบบซงเปดในหลายระนาบ แผนลอยตองนาเลอน (guide) และใหอยในตาแหนงทแมนยา เพอใหผวคาวตวางแนวกนอยางถกตอง และไมเกดความเสยหาย การประกอบ latch ตองทาในลกษณะทไมขวางชนงานทหลนลงมาหลงจากการปลด
รปท 63 สวนประกอบของ latch (1)และ (2) คอเสนแบง (parting line) (a) latch bar; (b) แทงปลด; (c) สลกนา (guide pin); (d) เดอย (pivot pin); (e) spring; (f) ตวหยด ; (g) แผนลอย
การกระทงยอนจากแมพมพสวนอยกบท แมพมพบางแบบมคอรอยทแมพมพสวนอยกบท การปลดชนงานทาโดยกระทงชนงานใหหลดจากคอร แผนปลดจะเลอนดวยสลกดง (ดรปท 64) ซงตดอยกบแมพมพสวนเคลอนท หรอดวยโซสลก (pin-link chain) (ดรปท 64) และสาหรบชนงานขนาดใหญจะทางานดวย ไฮดรอลกสหรอนวแมตก การใชโซมขอเสย คอ เครองฉดไมสามารถเปดแมพมพดวยความเรวสงได จงเพมรอบเวลาฉดและโซจะขวางทางทจะเขาไปถงแมพมพ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 234
a. ) b. )
รปท 64 การปลดชนงานออกจากสวนอยกบทของแมพมพ (ปลดยอน)
(a) = เลอนกระทงดวยสลกดง (shoulder bolts) (b) = เลอนกระทงดวยสลก (pin – link chain)
ตวเลอนกระทงกลบ (Ejector Return) เมอแมพมพปด เขมกระทง แผนปลดและตวกระทงอนทยนออกมา จะตองเลอนกลบเขาทกอนทแมพมพปด มฉะนนชดกระทงหรอแมพมพสวนทอยตรงขามชดกระทงจะเสยหาย การเลอนกลบทาไดหลายวธ ทงดวยเขมดนกลบ หรออปกรณพเศษทเลอนตวกระทงกลบ เขมกระทงกลบ (Ejector Return Pins) วธทรจกกนดทสด ปลอดภยทสด และเสยคาใชจายนอยทสด สาหรบการเลอนชดกระทงกลบ กคอ ใชเขมดนกลบ (return pin) เขมกระทงทมหวและลาตวเปนทรงกระบอก สามารถใชเปนเขมดนกลบได โดยทาการชบไนไตรดและอบออน (anneal) และยดอยกบแผนกระทงเชนเดยวกบเขมกระทง ในระหวางการปดแมพมพ เขมจะถกดนกลบโดยแมพมพสวนทอยตรงขาม (รปท 65 a และ b) เขมนอาจแทงเขาเนอแผนแมพมพไดหลงจากฉดไประยะหนง เพราะแผนแมพมพสวนมากจะออน ดงนนจงตดเขมตาน (counter pin) ทชบแขงแลวไวทดานตรงขางเขมดนกลบ ดงรปท 65 c วธนเหมาะสาหรบแมพมพทฉดชนงานจานวนมาก เพราะสามารถถอดเปลยนไดงายในกรณทเกดการสกหรอ [Counter ring nut (d)] เมอแมพมพเปด สลกจบจะชนกบปลายสลกเรยว [Tapered Knockout bolt (e)] ทตดอยกบเครองฉด ซงจะถางกามจบของสลกจบเมอสลกเรยวเลอนเขาไปในสลกจบทกลวงแลว กามจบจะหบกลบทนท และจบทคอ (collar) ของสลกเรยวไว ทาใหสลกเรยวเลอนไปพรอมกบสลกจบได และสามารถเลอนชดกระทงกลบมาไดในขณะทแมพมพปด ทปลายของระยะชกกลบซงกาหนดโดยความยาวของปลอก กามจบจะปลอยสลกเรยว ความยาวของระยะชก (stroke) จะกาหนดอยางแมนยา โดยการปรบทปลอกและแปนเกลยวดวยเกลยวละเอยด ระบบนเปนระบบทเชอถอไดในการทางาน (a) แมพมพปด คอรดานขางเลอนเขาทระบบปลด A อยในตาแหนงกลบ (b) แมพมพเปดคอรดานขางเลอนเปดสลกเรยว (R) สอดเขาไปในกามจบ (F) ดนระบบปลดชนงานให กระทงชนงานออก กามจบอยทหวของสลกเรยว (c) แมพมพสวนทเลอนปดเปนระยะทาง B = ระยะเลอนกระทง + 5มม. ทาใหระบบปลดเลอนกลบคอรดานขาง สามารถเลอนเขาทโดยไมถกขวาง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 235
รปท 65 ตวเลอนชดกระทงกลบโดยใชชดสลกจบ (Pawl Pin)
ระบบดนกลบทแสดงในรปท 66 ทางานดวยลกปนในรอง (Ball notch) เครองฉดจะจบยดปลอกนอก [Bushing (a)] แทนทกานกระทง ลกปน (b) จะอยในปลอกนอก ปลอกใน [sleeve (c)] สามารถเลอนอยในปลอกนอกได สปรง (d) ดนปลอกในไวและสกรปรบ (e) จะหยดปลอกในทตาแหนงหนาสดในตาแหนงนลกปนจะเบยงมาทางปลอกใน ระหวางเปดแมพมพ ปลอกนอกจะเขาไปในปลอก (f) และปลอกในจะชนกบสลกกระทง ซงยดเกลยวตดกบแผนกระทงไปตามเสนแบงของแมพมพพอเลอนมาอกระยะหนง และชดกระทงจะเลอนกลบจากการดนของสปรง (g) โดยแรงสปรง (g) จะตองมากกวาแรงสปรง (d) ระหวางเปดแมพมพ ปลอกนอกจะออกจากปลอก (f) และสปรง (d) ดนปลอกในไปอยทตาแหนงเรมตน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 236
รปท 66 ระบบดนตวกระทงกลบโดยใชลกปนในรอง (Ball Catch)
ขอเสยของระยะนคอ ระยะเลอนกระทง (ejector stroke) มจากด ขอดคอ สามารถดนชดกระทงกลบไดในขณะทแมพมพยงคงเปดอย การปลดชนงานทม undercut ปญหาการปลดชนงานทม undercut จะขนอยกบรปรางและความลกของ undercut ซงเปนตวกาหนดวาสามารถปลด undercut ไดโดยตรง หรอตองทาชนสวนพเศษ เพอให undercut หลดออกดวย คอรดานขาง แมพมพแบบแยก (split mould) หรอการคลายเกลยว ชนงานทไมสามารถปลด undercut ไดโดยตรง จะตองใชแมพมพทมราคาแพง และอปกรณทตดเพมเขาไปกบเครองฉดพลาสตก ดงนนผออกแบบแมพมพควรปรกษากบลกคาดกอนวา สามารถหลกเลยง undercut โดยเปลยนแบบชนงานบางสวนไดหรอไม เชน การม taper หรอชองอยทผนง เปนตน ดงตวอยางทแสดงในรปท 67 ซงเปนชนงานทสามารถปลด undercut ไดโดยตรง บางกรณรอยตอแบบ snap และชนงานทมเกลยวกสามารถปลดออกไดโดยตรงเชนกน
(A) กลองทมชองทผนงขางทาใหเกด undercut (B) เปลยนชองใหเปนรอยเวาจะไมเกด undercut (C-E) ผนงเอยงสามารถทาเปนชองไดโดยไมเกด undercut และปลดออกจากคอรไดงาย
รปท 67 การเปลยนแบบชนงานทาใหไมจาเปนตองใชแมพมพราคาแพง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 237
การปลดชนงานทม undercut ดวยการกระทงโดยตรง การกระทงชนงานทม undercut เพอปลดชนงาน อาจทาไดถาชนงานสามารถเปลยนรปไดมากพอทจะทาให undercut หลดออกได ซงการเปลยนรปน จะตองไมเกนขดจากดความยดหยนของพลาสตกนนคอ พลาสตกททาชนงาน จะกลบคนสรปเดมโดยไมเปลยนรปถาวร ชนงานทรอนกวา จะปลด undercut ไดงายกวา แตผออกแบบแมพมพตองแนใจวา แรงปลดทกระทาตอชนงาน ไมทาใหชนงานเปลยนรปมากเกนไปจนเกดรอยจากตวกระทง ตารางขอมลประมาณการยดตวทยอมรบไดของพลาสตก ซงสามารถใชเปนความลกสงสดของ undercut ทมไดในชนงานผนงบาง
ตารางการยดตวระยะสนทยอมรบไดของเทอรโมพลาสตก
Material Permissible Elongation or
Maximum Undercut in %
Polystyrene < 0.5 Styrene acrylonitrile copolymer < 1.0 Acrylonitrile butadin < 1.5 Styrene copolymer Polycarbonate < 1.0 Nylon < 2.0 Polyacetal < 2.0 LD Polyethylene < 5.0 MD Polyethylene < 3.0 HD Polyethylene < 3.0 Polyvinyl chloride (rigid) < 1.0 Polyvinyl chloride (soft) < 10.0 Polypropylene < 2.0
ความลกของ undercut สาหรบการตอแบบ snap ชนงานหลายแบบทตอกนแบบ snap แลวสามารถปลดไดโดยไมตองทาแมพมพแบบพเศษ มกจะใชกบรอยตอทมรปรางสามแบบ คอ ขอ (hook) ทรงกระบอก และทรงกลม ความสมพนธระหวางความสงของ undercut
(H) กบการยดตวจะเปนเสนตรง ดงนนความสงของ undercut ทพอจะทาได (Hperm) จะถกจากดดวยการยดตว
สงสดทยอมรบได ( Hperm) ณ ขดจากดความยดหยน (Elastic limit) ของพลาสตก การคานวณคาสงสดของ undercut สาหรบรอยตอทมรปสามแบบดงกลาวขางตน สามารถใชสตรในการคานวณได โดยทวไปรอยตอสามแบบนจะเปนดงรปท 68

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 238
a.) การตอแบบขอ b.) รปรางทรงกระบอก c.) รปรางทรงกลม รปท 68 รอยตอแบบ snap สามแบบซงสามารถปลด undercut ไดโดยไมตองทาชดปลด undercut ทแมพมพ
สงสาคญอกอยางกคอ สวนทม undercut จะตองยดตวหรออดตวไดโดยไมมสงกดขวาง หมายถงผวในและผวนอกของชนงานทรงกระบอก ตองถกปลดออกไมพรอมกน นอกจากนมมของสวนทใชตอแบบ snap จะตองชไปในทศทางปลด รอยตอทถอดไมไดซงมมม = 90 องศา จะไมสามารถปลดไดดวยการกระทงออก เพราะจะทาใหสวน undercut ถกเฉอนขาด ในกรณน จะตองทาชดปลด undercut จากประสบการณ มมตอ (Joint angle) 1
ทเหมาะสมคอ 10-45 องศา ขนาดของ undercut สามารถขยายออกไปได ถาแบงสวนของชนงานทรงกระบอกทมหนาตดหนาและตน ออกเปนสวนทยดหยนกวา จะทาใหแรงปลดทใชนอยลง สาหรบสวนทเปนขอเปอรเซนตการยดตวของเสนใยดานนอกเนองจากการดด ควรจะนอยกวาทกาหนดไวในตาราง ตองระวงในเรองตาแหนงทแรงปลดกระทาตอชนงาน ถาแรงปลดกระทาตรง undercut จะไดผลดทสด ดงนน จงควรใชแผนปลด ซงมพนทสมผสมากทสด การปลดเกลยว เกลยวนอกมกจะขนรปไดดวยแมพมพแบบแยกหรอแมพมพทมคอรดานขาง โดยไมตองใชอปกรณคลายเกลยวซงมราคาแพง เกลยวในไมสามารถปลดดวยวธนได แตบางครงกสามารถปลดออกจากคอรไดถาออกแบบดงน การปลดเกลยวในแมพมพทใชตวกระทง การฉดชนงานทมเกลยวในดวยแมพมพทใชตวกระทงนน จะมขอจากดมาก การปลดชนงานจะขนอยกบชนดของพลาสตกและแบบของเกลยว ชนงานททาจากพลาสตกทมโมดลสของความยดหยนตา เชน CAB, PA-6, PP และ PE เปนตน สามารถปลดโดยกระทงออกได ถาออกแบบเกลยวอยางเหมาะสม โดยใชเกณฑตามทใหไวและการคานวณทเกยวของโดยทวไป เกลยวทมความสง 0.3 มม. สามารถถอดออกไดโดยการกระทงเมอเกลยวมหนาตดกลม คอรทยบได (Collapsible Core) คอรทยบไดดงรปจะใชไดกบชนงานขนาดเลก ในกรณนตองใชแผนปลดอกวธหนงในการฉดชนงานทมเกลยวใน (รปท 69) คอรเปนแกนเหลกทหมปลายดวยยางซลกอน ซงทาเปนเกลยวนอก ถาแมพมพปดแกนเหลกจะอดยางซลกอนใหยดออก ทงสองสวนจะประกอบกนจนไดรปคอรทมเกลยวถกตอง เมอแมพมพเปด แกนเหลก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 239
จะเลอยถอยกลบ ยางซลกอนยบตวลง ทาใหปลดชนงานออกจากคอรได แมพมพแบบนจะมราคาถกกวาแบบคอรทไดทกลาวไปขางตนและแมพมพทมอปกรณคลายเกลยว ยางซลกอนมอายการใชงานไมนานนก แตมราคาไมแพง และถอดเปลยนไดงาย อยางไรกตามคอรแบบนจะเกดปญหาในการหลอเยนและตองใชรอบเวลาฉดทนาน
กวา
รปท 69 คอรทยดไดทาจากแกนโลหะ (Metal pin) และยางซลกอน (Silicon rubber insert)
แมพมพทอธบายไปขางตน มขอจากดในการใช คอไมสามารถหลกเลยงการเกดรอยทชนงาน หากใชคอรทยบได ซงไมเหมาะกบชนงานทมความแมนยา เชน เฟองหนอน เปนตน แมพมพทใชยางซลกอนมกจะเกดการสกหรอ ยางอาจเสยรปจนใชงานไมได และไมเหมาะกบชนงาน ทตองการความเทยงตรงของขนาด แตสาหรบการฉดชนงานจานวนนอย ควรใชแมพมพทมราคาถก
แมพมพทมคอรแบบถอดได
มกจะใชกบชนงานทมเกลยวในทตองการผลตจานวนนอย คอรแบบนจะมดานเรยว (taper) ซงมมมเรยว 15 องศา ผคมเครองฉดจะใสคอรเขากบแมพมพ โดยเสยบดานเขากบรททาไวรบกบดามคอรแมพมพนมราคาคอนขางถก และมกจะใชกบชนงานทตองการความเทยงตรงของขนาดสง คอรจะดงชนงานออกจากคาวตหลงจากฉดเสรจแลวและนาคอรทมชนงานอยดวยออกจากแมพมพ ตอนนกสามารถหมนคลายเกลยว ใหชนงานออกจากคอร โดยใชมอหรออปกรณทเหมาะสม เชน เพลาขอเหวยงหรอมอเตอร จานวนคอรทตองใชจะกาหนดดวยรอบเวลาฉดรวมถงเวลาในการหลอเยน และอนคอร ควรชะลอเวลาในการปลดชนงานออกจากคอร จนกวาชนงานจะเยนลงถงอณหภมหองเพอใหมการหดตวนอยทสด
แมพมพทมอปกรณค ลายเกลยว
เกลยวคณภาพสงสามารถฉดไดในราคาถกและจานวนมาก โดยใชอปกรณคลายเกลยวชนสวนแมพมพทใชขนรปเกลยว โดยทวไปเปนแกนสาหรบการฉดเกลยวในและปลอกสาหรบการฉดเกลยวนอก ซงสามารถหมนไดในแมพมพ และปลดชนงานโดยการหมน ใหชนงานเลอนหลดออกในระหวางเปดแมพมพ หรอหมนแกนหรอปลอกในเลอนออกจากชนงานในระหวางปดแมพมพ แมพมพแบบนจะตองใหความระมดระวงในการปรบประกอบและวางแนวคอรและชดขบ หากประคองคอรไมดพอนาพลาสตกทไหลเขามา จะชนคอรเบยงจากตาแหนศนยกลาง โดยเฉพาะคอรทบาง ทาใหหมนคลายเกลยวไดยกหรอไมไดเลย เพราะแรงหมนจากชดขบไมพอทจะหมนคอรออกจากชนงานทเสยรปแบบของแมพมพยงแตกตางไปตามรปรางของชนงานดวย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 240
แมพมพกงอตโนมต (Semiautomatic Mould) แมพมพแบบน จะปลดชนงานทมเกลยว โดยใชมอควบคมอปกรณคลายเกลยว เฟองขบ (Gear Drive) สายพานลมหรอโซจะสงกาลงไปหมนคอรทข นรปเกลยว แมพมพเปนแบบคาวตเดยวหรอหลายคาวตกได ขอควรระวง คอ แรงทเพลาขอเหวยงตองไมเกน 150 นวตน แมพมพทมมอเตอรไฟฟาและโซขบ ดงรปท 261 เปนหนงในหลายแบบของแมพมพทมอปกรณคลายเกลยว
รปท 70 แมพมพฉดพลาสตกทมอปกรณคลายเกลยวและคลทซสปรง
แมพมพคลายเกลยวแบบอตโนมต (Automatic Unscrewing Mould) แรงขบสาหรบแมพมพแบบนจะถายทอดจากการเคลอนทของเกลยว (Lead Screw) ทเปนเกลยวหยาบ หรอเฟองสะพาน (Rack) หรอจากชดขบทแยกตางหาก เชน ชดขบดวยไฟฟานวแมตก หรอ ไฮดรอลกส
ซงมกจะทางานโดยมชดควบคมแยกตางหาก แมพมพคลายเกลยวดวยเฟองสะพาน (Rack) จานวนชนงานทสามารถปลดไดในแมพมพแบบน จะถกจากดดวยขนาดเสนผาศนยกลางของชนงาน แรงของเครองฉดหรอชดขบเฟองสะพาน และระยะชกของเฟองสะพาน การเลอนของเฟองสะพาน เกดจากการเปดแมพมพของเครองฉด ดงแสดงในรปท 71 หรอดวยลกสบไฮดรอ-ลกสหรอนวแมตก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 241
MOULDS FOR INTERNALLY THREADED COMPONENTS
รปท 71 แมพมพทมอปกรณคลายเกลยวขบดวยเฟองสะพานและเฟองขบ (Rack and Pinion) แมพมพนจะทาหนาทไมผดพลาดกตอเมอเฟองสะพานมระยะพตทถกตอง ทงเฟองหนอนและคอรมแบรงและตวนาเลอนทแมนยา มฉะนนคอรจะเอยง ขณะทนาพลาสตกถกฉดไหลเขาแมพมพเปนผลใหใชแรงหมนมาขนในการคลายเกลยวปลดชนงาน ซงอาจมากเกนกาลงทเฟองสะพานจะสงไปได เฟองสะพานจะเสยรปและฟนเฟองถกเฉอนขาดโดยเฉพาะในกรณทการหมนไมไดเกดจากการสงกาลงโดยตรง แตเพลาสงกาลงทามมกน
โดยใชเฟองดอกจอกหรอสงกาลงผานเฟองสะพานอกอนหนง ดงรปท 71 แมพมพในรปท 72 เฟองสะพานเลอนโดยชดขบภายนอก ซงเปนไฮดรอลกส แบบนมขอด คอ สามารถคลายเกลยวทชนงานไดในขณะทแมพมพปดอย

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 242
(a) เฟองสะพาน (b) คอรขนรปเกลยวและมเฟองขบ (c) ตวเวนระยะ (d) แผนยด (e) ปลอกนาเลอน รปท 72 แมพมพสคาวตทมปกรณคลายเกลยว ขบดวยเฟองสะพาน
แมพมพคลายเกลยวดวย Lead Screw เกลยวนาซงขบดวยแปนเกลยว ทตดไวกบเครองฉดพลาสตก จดวาเปนชดขบทงายทสดและปลอดภย
ทสดสาหรบคอรขนรปเกลยว ในการปลดชนงาน เกลยวนาจะแปลงการเคลอนทเปดแมพมพของเครองฉดใหเปนการหมนเพอขบใหคอรหมน ระยะเปดของเครองฉดพลาสตกจะเปนตวกาหนดชนด ขนาดเสนผาศนยกลางและจานวนของเกลยวและจานวนของคอร โดยทวไปวธนสามารถปลดเกลยวไดทละ 15 อน โดยมขนาดเสนผาศนยกลางถง 10 มม. บางครงอาจใหญกวานถาใชเกลยวนาทมระยะพตนอยลง มผผลตเกลยวนาออกจาหนาย โดยมเสนผาศนยกลางหลายขนาด ทงเกลยวซายและเกลยวขวา เปนเกลยวหลายปาก ซงผลตไดยากเพราะไมเพยงแตจะมมม lead ทชนมาก แตยงตองขดผวใหเรยบมากดวย หากไมมเครองมอพเศษกไมควรผลต ประสทธภาพของเกลยวนาจะเพมขนเมอมม lead โตขนแรงดนสมผสจะลดลงและเพมอายการใชงานของเกลยวและแปนเกลยว ระยะพตทตองใชในการปลดชนงานสามารถคานวณได
รปท 73 เกลยวนาทมมม lead (Helix) ชน และหมนอยในแมพมพโดยทาหนาทเปนคอรขนรปเกลยว

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 243
รปท 74 แมพมพทมอปกรณคลายเกลยว เกลยวนาทหมนไดประกอบไวในแมพมพ
รปท 75 ชนสวนของชดทมระยะพตมาก
Z 150/… แกนททาเปนเกลยวซายและขวาหลายปากและมระยะพตมาก Z 151/… และ Z 152/… แปนเกลยว Z 1550/… แกนททาเปนคอร Z 1553/… เฟองขบ Z 1554/… เฟองตาม Z 1558/… ลมสงกาลง Z 1560/… แบรงลกปนเรยว Z 1562/… แบรงลกปนกลมแบบมรองลกปน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 244
แมพมพหลายคาวต ทใชอปกรณคลายเกลยว ซงเปนชนสวนมาตรฐานของผผลตชนสวนแมพมพ (รปท 270) ขนาดตาง ๆ ของเกลยวนา แสดงในรปท 271 และตารางท 13 โดยเสนผาศนยกลาง (b) x ระยะพต (h) มตงแตขนาด 20 x 60 ถง 38 x 200 มม. และจานวนปากของเกลยว (n) ตงแต 5 ถง 12 ปาก ความยาว (l) ตงแต 240 ถง 450 มม. เกลยวนาจะทาจากเหลกกลาชบแขงทผวจนมความแขง 980 นวตน/ตร.มม. แปนเกลยวมทง
แบบทเปนปลอกเกลยวทาจากไนลอน (Polyamide) และบรอนซ ปลอกไนลอนจะเหมาะสาหรบการใชงานทอณหภมไมเกน 800C เพราะมความเสยดทานนอย
รปท 76 ชนสวนมาตรฐานของเกลยวนา (Lead Screw) และปลอก (Bushing) แมพมพทมชดหมนคลายเกลยวแยกตางหาก แบบของแมพมพทางานอตโนมตทไดอธบายไปแลวนน จานวนชนงานเกลยวทปลดไดจะถกจากดดวยระยะชกของชดประกอบแมพมพของเครองฉดพลาสตก การคลายเกลยวในขณะทแมพมพปดอยจงไมอาจทาได แตมชนงานหลายแบบทคลายเกลยวได เฉพาะตอนปดแมพมพเทานน เชน ในกรณทเกลยวอยคนละระนาบหรอทามมกน รปท 77 แสดงชนงานพลาสตกทมเกลยวอยคนละระนาบและทามมกน ชนงานทซบซอนเชนน หากมเกลยวยาวกจาเปนตองใชชดขบแยกตางหาก ซงทางานโดยไมขนอยกบระยะชกของเครองฉดพลาสตก นนคอชดขบททางานดวยไฟฟาหรอ ไฮดรอลกส การเปดปดชดขบน จะตองทาไดแมนยาตามทตองการ ถามอเตอรปด
กอนท core จะเลอนถงตาแหนงปลายกจะเกดครบแลบมากทชนงาน แตถามอเตอรเปดชาไป แรงหมนทงหมดจะสงไปท core และอดกบ core เปนผลใหแมพมพเสยหาย
(1) เกลยวนอก (2) เกลยวในและร (3) เกลยวในและร (4) เกลยวใน (5) ร (6) เกลยวใน (7) เกลยวในมทรองรบซล
รปท 77 ลาตวของกอกทมเกลยวอยคนละระนาบและทามมกน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 245
แมพมพทมตวเลอนดานขาง (Side Slide) ในระหวางการปลดชนงาน ตวเลอนจะถกดนดวย angle pin หรอลกเบยว บางครงดวยลกสบไฮดรอลกสหรออปกรณพเศษ ลกษณะทวไปของแมพมพทมตวเลอนดานขางคอ มคอร ดานขางหรอสวนทข นรปดานขาง ประกอบอยกบตวเลอน ในรปท 78 และ 79 แสดงแบบและการตดตง รวมทงขนาดเฉพาะของแมพมพแบบน การทางานของแมพมพจะแสดงในรปท 80
รปท 78 สวนประกอบของแมพมพทมตว รปท 79 แบบทใชลกเบยวขบ เลอนดานขางทใช angle pin
(1) core lock; (1) core lock; (2) แผนแมพมพ (2) แผนแมพมพ (3) แผนยด (3) ลกเบยว (4) Angle pin; (4) ตวเลอน (5) ตวเลอน (5) แผนแมพมพ (6) แผนแมพมพ (7) แผนรอง
รปท 80 การทางานของแมพมพทใชลกเบยว

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 246
ชนสวนของแมพมพ ในการอธบายเรองของแมพมพนน กอนอนควรจะรการเรยกชอสวนตาง ๆ ของแมพมพรจกชนสวนของแมพมพ และแมพมพชนดตาง ๆ รปท 81 แสดงใหเหนแบบทวไปของแมพมพฉดพลาสตก และการเรยกชอชนสวนตาง ๆ ของแมพมพ โดยอาศยหลกการเรยกชอชนสวนเครองฉดพลาสตก ทมหนาแปลนอยกบท (Fixed platen) และหนาแปลนเคลอนท (Moving Platen) แมพมพจงแบงไดเปนสวนทอยกบท (Fixed half) กบสวนทเคลอนท (Moving half) โดยทวไปรเขาของนาพลาสตก จะอยกบสวนทอยกบท ยกเวนแมพมพทมรเขาของนาพลาสตกอยทเสนแบง (Parting line)
การเรยกชอสวนตาง ๆ ของแมพมพ
รปท 81 การเรยกชอสวนตาง ๆ ของแมพมพ (ใชของอเมรกา)
ปลอกรฉด (Sprue Bushing) ปลอกรฉด (รปท 82) เปนสวนทสมผสโดยตรง ระหวางหวฉด (Nozzle) ของกระบอกฉด (Injectiond Cylinder) กบแมพมพ โดยทวไปจะมรศมความโคงทสมพนธกบรศมทหวฉด ใหหวฉดมรศม r และปลอกรฉดมรศม R หวฉดและปลอกรฉด จะประกอบกนอยางถกตองเมอ R = r+1 มม. ซงหมายถงรศมมความโคงของปลอกรฉด ควรจะใหญกวารศมสวนโคงของหวฉดอย 1 มม. (ดรปท 82) เพอใหนาพลาสตกไหเขาไปอยบรเวณผวสมผสากของผวโคงทงสอง และเมอแขงตว กจะทาใหการประกบระหวางหวฉดและปลอกรฉด แนบสนทยงขน จนไมมการรวของนาพลาสตกเมอฉดดวยแรงดนสง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 247
โดยทวไป รของปลอกรฉดม Taper 1๐ ถง 1๐ 30’ รของหวฉดซงเปน Taper ดวย ควรมเสนผาศนยกลางเลกกวารของปลอกรฉด ประมาณ 1 มม. ณ จดทสมผสกน เพอใหงายตอการดงพลาสตกแกนรฉด (Sprue) ออกเมอเปดแมพมพ คาพกดความเผอของเสนผาศนยกลางนอกของรฉดคอ g6 สาหรบวงกลมใหญ และคา k6 สาหรบวงกลมเลก ขณะทคาพกดความเผอของแผนยดสวนหนา คอ H9 และของแผนคาวตคอ H7
รปท 82 ปลอกรฉด (Sprue Bushing)
สลกนาและปลอกนา (Guide pin and Guide pin Bushing) สลกนาและปลอกนา จะเปนตวนาเลอนสวนเคลอนทของแมพมพ และบงคบใหอยในตาแหนงทถกตอง สมพนธกบสวนอยกบทของแมพมพ สลกนา (รปท 83 (a)และ 83 (b)) มกจะตดอยกบแรงดานขางทกระทาตอแผนแมพมพ ซงอาจเกดในแมพมพทม Sliding (Side) Core สลกนาและปลอกนา ดงรปท 83 และ 84 มกจะใชกนมากในแมพมพทมความเทยงตรง (Precision) สง เนองจากชวยในวางแนว (Alignment) ของแผนแมพมพทกแผนไดอยางถกตอง และสามารถรบแรงในแนวนอนไดมาก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 248
รปท 83 สลกนา (Guide Pin) a) มสวนตอ (Heel) b) ไมมสวนตอ
รปท 84 ปลอกนา (Guide Pin Bush) a) มสวนตอ (Heel) b) ไมมสวนตอ
Tapered Interlock สลกนาและปลอกนา จะรบแรงดานขางทเกดขนในแมพมพ อยางไรกตาม เมอแรงดานขางมาก หรอกรณทแมพมพหนกมาก จะประกอบ Tapered Interlock (รปท 85) เพมเขาไปในแมพมพในบางกรณ จะใช Tapered Interlock เพยงอยางเดยว ไมมสลกและปลอกนา โดยเฉพาะในแมพมพตน ๆ และไมมแรงดานขางเกดขนในระหวางปดแมพมพ งานสวม (Fit)และพกดความเผอ (Tolerances) จะระบไวในรปทแสดงรายละเอยดสาหรบพกดความเผอของเพลา สวนพกดความเผอของรในงานทาแมพมพใช H7 เสมอ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 249
รปท 85 Tapered Interlock
Angle Pin Side Core ทอยในแมพมพ จะเลอนโดยใช Angle Pin ซงประกอบเขาในแมพมพโดยเอยงเปนมมเพอเลอน Slide Core ใหไดระยะตามตองการ และสมพนธกบจงหวะเปดแมพมพ มกใชมมเอยงระหวาง 15 – 25 องศา แบบของ Angle pin และคาพกดความเผอแสดงในรปท 86
รปท 86 แบบตาง ๆ ของ Angle Pin ในกรณทใช Angle Pin ไปเลอน Slide Core ตวเลอนทเปน Core (Core Slide) จะตองถกลอกไวดวย Core Lock ทมผวเอยง ดงแสดงในรปท 87 ขณะทการประกอบ Angle Pin เขาไปในตวเลอนควรเปนแบบคอนขางหลวม การใส Angle Pin เพอใหแนใจไดวา ตวเลอนจะกลบสตาแหนงเดมอยางถกตองทกครง และ Core lock จะตองมความแขงแรง และประกอบกนอยางแมนยา เพอทจะไดตานแรงจากการฉดพลาสตกในแมพมพ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 250
รปท 87 การใช Angle Pin ในแมพมพ
a) แมพมพทม Core ขางเลอนได b) แมพมพแยก (Split Mould)
เขมกระทง (Ejector pin) และ Core Pin โดยทวไปเขมกระทงจะเปนสวนทตองทนแรงกด ทจะทาใหเขมงอโคง (Buckling) เนองจากมความยาวและคอนขางเลก ในอกดานหนง จะตองทนตอการสกหรอจากการเสยดส โดยเฉพาะอยางยงเมอเลอนไปมา จงควรชบแขงแบบไนไตรด (Nitrided) Trufftrided หรอ Borrided รปท 88 แสดงแบบของเขมกระทง ซงทผวมความแขงตาง ๆ กน จะเหนไดวาความแขงขนาด 65 – 70 HRC รปท 88 นทาไดโดยการชบแขงดวยวธทกลาวมาแลวเทานน ผวควรเจยรไนอยางละเอยด และพกดความเผอสาหรบรสวมเขมกระทง ควรเปน H7 และสาหรบเขมกระทง พกดความเผอควรเปน g6 เพอหลกเลยงการแลบของพลาสตก ทเกดกบชนงานบรเวณรอบเขมกระทง เขมกระทงอาจทาเปนขน ดงรปท 89 หรอกลวง ดงรปท 90
รปท 88 เขมกระทงแบบตรง (Straight Ejector Pin) (ระบพกดความเผอและความแขงไวดวย)
รปท 89 เขมกระทงแบบเปนขน (Stepped Ejector Pin)
(ระบคาพกดความเผอและความแขงไวดวย)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 251
รปท 90 ปลอกกระทง (Ejector Sleeve) (ระบคาพกดความเผอและความแขงไวดวย)
สลกสาหรบทารทช นงาน (Core pin) แสดงไวในรปท 91 และ 92 ซงมกจะทาจากเหลกกลาทผานการชบแขง โดยมความแขง 60 – 62 HRc และทหวมความแขง + 5 HRc แกนของสลกควรมความแขง 50 – 55 HRc สาหรบสลกเคลอนท และ 45 HRc สาหรบสลกทอยกบท เพอใหแนใจวามความเหนยว (toughness) ไดตามตองการ คาพกดความเผอสาหรบรทสวม Core Pin ควรเปน H7 สาหรบ Core Pin ทเคลอนท (รปท 91) คอ g6 และ N6 สาหรบ Core Pin ทอยกบท (รปท 92)
รปท 91 Core Pin เคลอนท (ระบคาพกดความเผอและความแขง)
รปท 92 Core Pin ทอยกบท (ระบคาพกดความเผอ)
แผนฐานอยกบทหรอยดสวนหนา (Flxed Base Plate or Front Clamp Plate) แผนฐานอยกบทหรอยดสวนหนา (ชอเรยกแบบอเมรกา)ทาใหยดสวนทอยกบทของแมพมพเขากบหนาแปลนดานทอยกบทของเครองฉดไดสะดวกขน และตองทนแรงดนซงหวฉดกดปลอกรฉด (Nozzle Pressure) และยงใชเปนแผนรองสาหรบสวนคาวต (Cavity insert) ไดในแมพมพบางแบบ ยงกวาน ยงสามารถทาชองหลอเยนไวในแผนยด เพอหลอเยนสวนแกนรฉด (Sprue) สาหรบการฉดชนงานทตองการใหรอบเวลาฉด (Cycle time) สน หรอผลผลตสง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 252
แผนยดสวนหนา อาจกวางกวาแผนคาวต (Cavity plate) 20 – 25 มม. สาหรบเปนทจบของตวยด (Machine clamp) หากพนทในการยดของเครองฉดมอยจากด กทาการเซาะรอสเหลยมทแผนยดหรอแผนคาวต สาหรบเปนทจบของตวยด อยางไรกตาม ควรทาเชนนในกรณทจาเปนเทานนคอไมมทวางพอในการยด เพราะสนเปลองคาใชจายในการกดรอง ซงกไมคมคากบวสดทประหยดได จากการลดขนาดแผนยด (ดรปท 93)
แผนคาวตอยกบทหรอแผนคาวตสวนหนา (Flxed Cavity Plate or Front Plate) เปนแผนทมไวสาหรบประกอบสวนคาวต (Cavity insert) เจาะชองนาหลอเยน และตอสายยางสาหรนาหลอเยนในแมพมพสวนทอยกบท แมพมพขนาดเลกจะใชการกดแผนคาวตใหเปนรปคาวตตามตองการ วธนจใชกบแมพมพขนาดเลก ขนาดกลางและขนาดใหญไดในบางกรณ แผนฐานเคลอนทหรอแผนยดสวนหลง (Moving Base Plate or Rear Clamp Plate) แผนยดสวนหลง จะทาหนาทโดยทวไปเหมอนกบแผนยดสวนหนา คอทาใหการยดสวนเคลอนทของแมพมพ เขากบหนาแปลนสวนทเคลอนทของเครองฉดไดสะดวกขน และมรทศนยกลางเพอใหแกนกระทง (Ejector Rod) ของเครองฉด ลอดเขาไปทาใหมการเคลอนทเพอปลดชนงาน (ดรปท 93)
รปท 93 สวนประกอบตาง ๆ ของแมพมพ
ตวเวนระยะ (Spacer) โดยทวไปจะมตวเวนระยะอยสองชน ประกอบไวทสวนเคลอนทของแมพมพ เพอใหมทสาหรบการเลอนของเขมกระทง ความสงของตวเวนระยะจะขนอยกบชวงความยาวของการปลดชนงาน (Ejector - Stroke)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 253
บวกกบขนาดของแผนจบเขมกระทง (Ejector holder) และแผนรอง (Ejector back plate) และหวของ Stop button ทโผลออกมา ดงรปท 96/97 เสาคา (Support Pilar) ในกรณทคาวตมพนทใหญมาก แผนรองคาสต (Cavity back Plate) ตองมการคาไวเพอปองกนกา
แอนของแผนรอง จงใสเสาคาดงรปท 94 จานวนเสาทใชและการเวนระยะหางทเทากนจะขนอยกบขนาดของคาวตและแรงทกดอย ขอสาคญคอ การใหมความเคนนา (Pre - Stress) ทตวเวนระยะ ดงนนเสาควรสงกวาขนาด N30 ในรปท 97 อย 0.025 มม.
รปท 94 สวนประกอบของแผนกระทง (Ejector Plate) พรอมดวยเสาคา
(Support Pillar) และแผนฐานเคลอนท (Moving base Plate)
รปท 95 เสาคา (Support Pillar) ชนดตาง ๆ (สาหรบการยดตดกบแผนเคลอนทดวยวธตาง ๆ)
แผนยดเขมกระทงและแผนรองพรอมดวย Stop Button(Ejector Holder and Back Plate with with Stop Button) แผนยดจะทาใหเขมกระทงอยในตาแหนงทถกตอง และเคลอนไปกลบไดอยางคลองตว โดยทวไปการประกอบเขมกระทงกบแผนยดจะคอนขางหลวม เสนผาศนยกลางขอบรจะมขนาดใหญกวาเขมกระทงประมาณ 0.1 – 0.3 มม. ขนอยกบขนาดเสนผาศนยกลางขอบกระทง เผอสาหรบการปรบ หากเกดการเยองศนยกนของเขมกระทงกบรทคาวตหรอ Core ความหนาของแผนยดมขนาด ประมาณ 10 – 16 มม. แผนรองจะรกษาตาแหนงของเขมกระทงในแนวยาวไว ขณะทเคลอนทไปกลบทศนยกลางขอแผนยดจะทาใหเขมกระทงอยในตาแหนงทถกตอง และเคลอนไปกลบไดอยางคลองตว โดยทวไป การประกอบเขมกระทงกบแผนยดจะคอนขางหลวม เสนผาศนยกลางของรจะมขนาดใหญกวาแผนรองอาจมรเกลยวไว สาหรบตอแกนกระทง (Ejector rod)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 254
ในกรณทเครองฉดพลาสตกนนตดตงชดกระทงแบบไฮดรอลกส นอกจากนควรม Stop button (รปท 96 b) จานวน 4 – 6 ตว ประกอบไวดงแสดงในรป 96 a เพอใหเขมกระทงเลอนกลบมาอยในตาแหนงทถกตอง แมในกรณทมสงแปลกปลอมหลดเขาไปอยระหวางแผนเคลอนท และแผนกระทง แมพมพทมแผนกระทงขนาดใหญ หรอเขมกระทงบางมาก จะมวธการนาเลอนแผนกระทงดวยสลกนา (guide - pin) ดงแสดงในรปท 97
รปท 96 การวางตาแหนงของ Stop button ในแผนรอง (Ejector Back Olate)
รปท 97 การนาเลอนแผนกระทง (Ejector Plate Guide) (ความสงตวเวนระยะ N30 = ความยาวชวงกระทง+ความหนาของแผนกระทง+ความสงของหว Stop button)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 255
การหลอเยนแมพมพและผลกระทบตอชนงาน ระบบหลอเยนแมพมพ มจดประสงคหลกกคอ การชวยเรงใหชนงานพลาสตกเยนตวใหเรวทสด เพอใหสามารถถอดชนงานออกจากแมพมพ โดยทชนงานอยสภาพสมบรณมากทสด แตดวยขอจากดของคณสมบตของพลาสตก ทาใหสงผลกระทบตอชนงานมากทสดของระบบการรกษารปทรงของชนงานใหเทยงตรง กระบวนการหลอเยนของแมพมพ
1. การนาความรอน โดยการถายเทความรอนภายในเนอพลาสตกสแมพมพ 2. การพาความรอน โดยการถายเทความรอนจากแมพมพสระบบทอหลอเยน ซงเปนสารหลอ
เยน 3. การแผรงส โดยการถายเทความรอนเปนในรปการแผคลนความรอนออกจากแมพมพ
หลกการการหลอเยนตอคณภาพชนงานฉด “การควบคมอณหภมใหคงทในแมพมพตองไมแตกตางกน ในแตละสวนของแมพมพและแตละสวนของชนงานจะสงผลกระทบโดยตรงตอรปทรงชนงาน” จะเหนไดวาหลกการนนเราจะออกแบบระบบหลอเยนดวยวธไหนกไดทสามารถทาใหแมพมพมการเยนตวพรอมกนทกจด จงจะไดชนงานตรงตามแบบพมพ แตในการผลตแมพมพทาไดมากนอยแคไหนกจะสงผลกระทบตอชนงานไปดวย รปแบบของการหลอเยน 1. Hard Cooling คอ การทาใหแมพมพและชนงานเยนตวอยางรวดเรวเหมาะสาหรบการผลตหรอ ชนงานปรมาณมาก ๆ (Mass Production) รอบการฉด (Cycle time) สน
2. Soft Cooling โดยการใชระบบหลอเยนหรอการควบคมอณหภมแมพมพใกลเคยงกบจด Crystallite Melting point ของพลาสตกแลวคอย ๆ หลอเยนชนงาน ซงจะไดชนงานทมความ เทยงตรง และคณสมบตเชงกลของชนงานดขน แตอยางไรกตามแมพมพจะตอบสนองตอการ พจารณาเลอกแนวทางการควบคมอณหภมแมพมพการเยนตวของพลาสตกและผลกระทบตอ ชนงาน
ปจจยทสงผลกระทบตอรปทรงชนงานใหช วยเปนตว 1. ความหนาชนงาน 2. ความยาวเสนทางการไหลของนาพลาสตกในชนงาน 3. ตาแหนงการหลอเยนชนงาน 4. ชนดของพลาสตกและการหดตว 5. ความหนาแนนของเนอพลาสตกแตละจดของชนงาน
จากปจจยทกลาวมาทงหมดสดทายททาใหเกดปญหาหรอสงผลกระทบกบชนงานคอ อตราการ เยนตว เยนตวแตกตางกนอนเปนสาเหตหลกของการเสยรปของชนงาน อยางเชนในรปตวอยาง
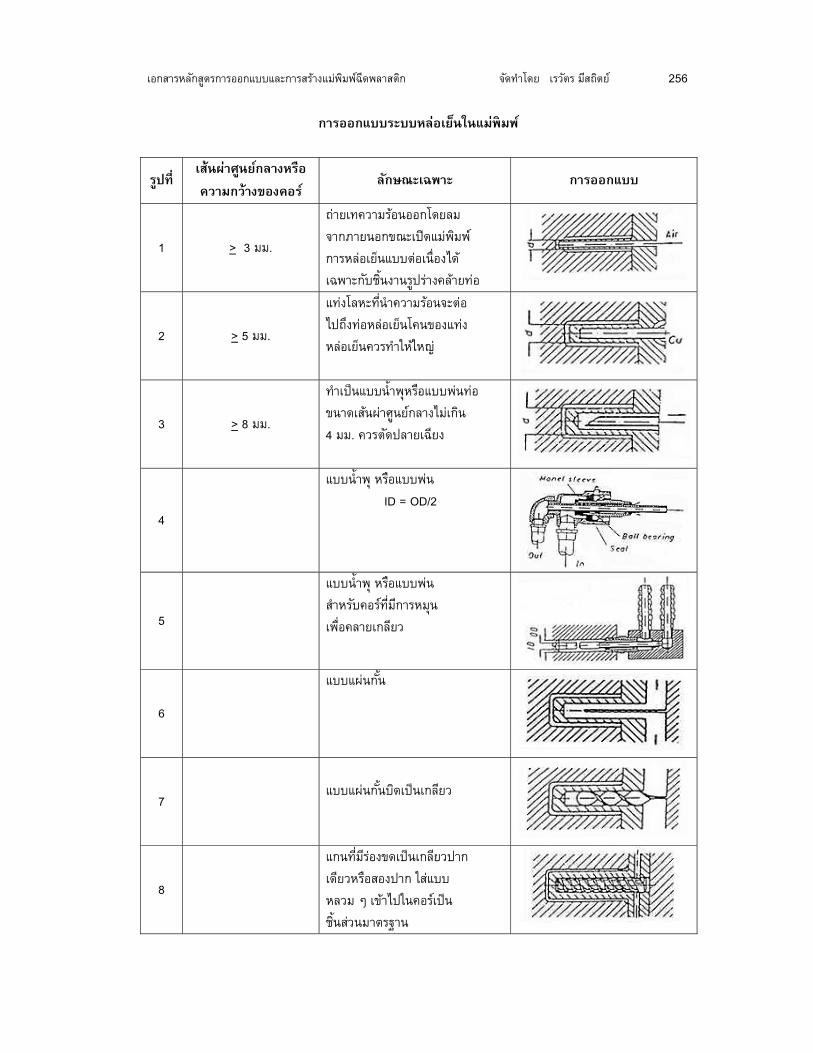
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 256
การออกแบบระบบหลอเยนในแมพมพ
รปท เสนผาศนยกลางหรอ ความกวางของคอร
ลกษณะเฉพาะ การออกแบบ
1 > 3 มม.
ถายเทความรอนออกโดยลม จากภายนอกขณะเปดแมพมพ การหลอเยนแบบตอเนองได เฉพาะกบชนงานรปรางคลายทอ
2 > 5 มม.
แทงโลหะทนาความรอนจะตอ ไปถงทอหลอเยนโคนของแทง หลอเยนควรทาใหใหญ
3 > 8 มม.
ทาเปนแบบนาพหรอแบบพนทอ ขนาดเสนผาศนยกลางไมเกน 4 มม. ควรตดปลายเฉยง
4
แบบนาพ หรอแบบพน ID = OD/2
5
แบบนาพ หรอแบบพน สาหรบคอรทมการหมน เพอคลายเกลยว
6
แบบแผนกน
7
แบบแผนกนบดเปนเกลยว
8
แกนทมรองขดเปนเกลยวปาก เดยวหรอสองปาก ใสแบบ หลวม ๆ เขาไปในคอรเปน ชนสวนมาตรฐาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 257
รปท เสนผาศนยกลางหรอ ความกวางของคอร
ลกษณะเฉพาะ การออกแบบ
9
แทงถายเทความรอน มขนาด ตงแต 3 มม. ภายในบรรจ ของเหลวนาความรอน
10 > 40 มม.
หลอเยนแบบรองเกลยว
11 คอรดานใน S > 4 มม.
แบบรองเกลยวค และแบบนาพ
12
a. ชนงาน b. ปลอกโลหะผสมทองแดง- เบรลเลยม < 3 มม. d. เหลกกลา 3 มม. c. ชองหลอเยนแบบเกลยว d. ชนสวนเหลกกลาไรสนมนา มาเชอมตดกน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 258
ชนงานรปวงกลม รองวงกลมทมจดศนยกลางรวมกน
ชนงานรปวงกลม รองขดเปนวง
ชองหลอเยนเปนรปขด สาหรบชนงานเหลยม
ชองหลอเยนสาหรบชนงาน รปสเหลยมท gate เขาศนยกลาง
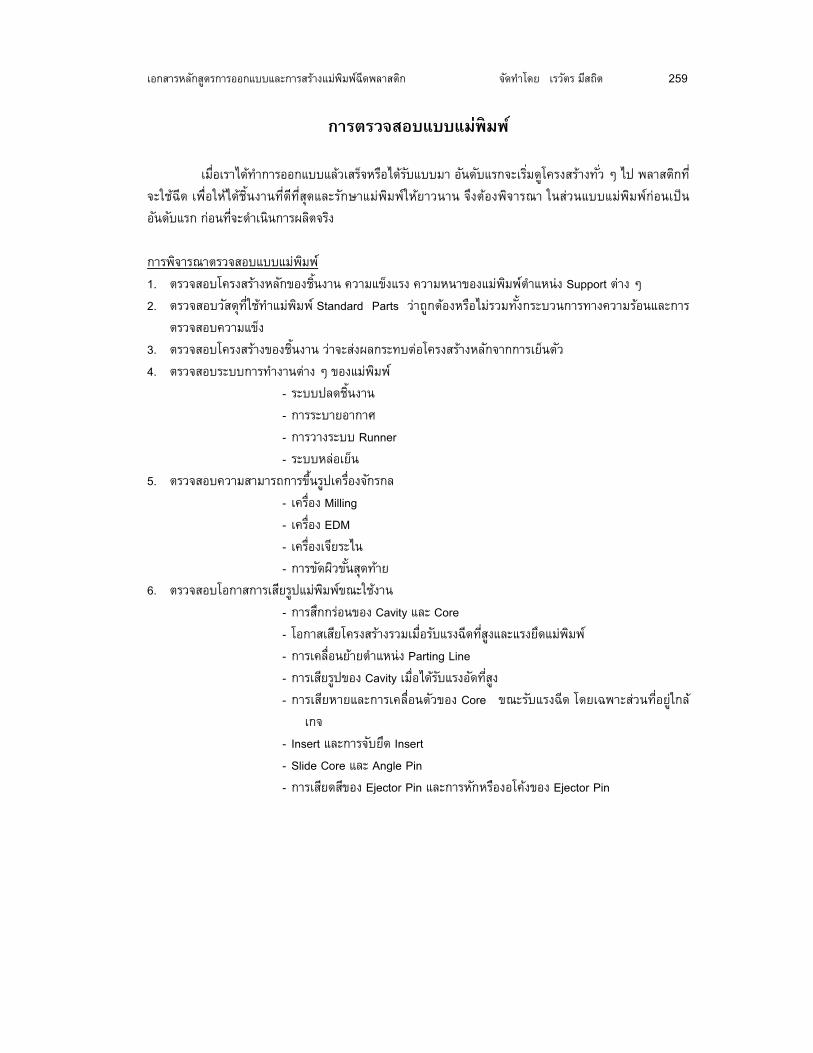
เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 259
การตรวจสอบแบบแมพมพ เมอเราไดทาการออกแบบแลวเสรจหรอไดรบแบบมา อนดบแรกจะเรมดโครงสรางทว ๆ ไป พลาสตกทจะใชฉด เพอใหไดชนงานทดทสดและรกษาแมพมพใหยาวนาน จงตองพจารณา ในสวนแบบแมพมพกอนเปนอนดบแรก กอนทจะดาเนนการผลตจรง การพจารณาตรวจสอบแบบแมพมพ 1. ตรวจสอบโครงสรางหลกของชนงาน ความแขงแรง ความหนาของแมพมพตาแหนง Support ตาง ๆ 2. ตรวจสอบวสดทใชทาแมพมพ Standard Parts วาถกตองหรอไมรวมทงกระบวนการทางความรอนและการ
ตรวจสอบความแขง 3. ตรวจสอบโครงสรางของชนงาน วาจะสงผลกระทบตอโครงสรางหลกจากการเยนตว 4. ตรวจสอบระบบการทางานตาง ๆ ของแมพมพ
- ระบบปลดชนงาน - การระบายอากาศ - การวางระบบ Runner - ระบบหลอเยน
5. ตรวจสอบความสามารถการขนรปเครองจกรกล - เครอง Milling - เครอง EDM - เครองเจยระไน - การขดผวขนสดทาย
6. ตรวจสอบโอกาสการเสยรปแมพมพขณะใชงาน - การสกกรอนของ Cavity และ Core - โอกาสเสยโครงสรางรวมเมอรบแรงฉดทสงและแรงยดแมพมพ - การเคลอนยายตาแหนง Parting Line - การเสยรปของ Cavity เมอไดรบแรงอดทสง - การเสยหายและการเคลอนตวของ Core ขณะรบแรงฉด โดยเฉพาะสวนทอยใกล
เกจ - Insert และการจบยด Insert - Slide Core และ Angle Pin - การเสยดสของ Ejector Pin และการหกหรองอโคงของ Ejector Pin

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 260
หวขอการวเคราะห แบงกลมชนงาน 2 กลม - กลมทสกหรอปกต จะเปลยนตามกาหนดเวลา เชน บช สลก คอร ฯลฯ - กลมทแตกหกปกต จะเปลยนทนททแตกหก เชน Ejector Pin, Slide ตาง ๆ ฯลฯ ปจจยความเสยหายของแมพมพ - การออกแบบโครงสรางแมพมพ - วสดทใชทาแมพมพ - การ Machining - การอบชบดวยความรอน - การเจยระไน - การใชงานแมพมพ - การบารงรกษา จดทเกดความเสยหายบอยในแมพมพฉด 1. การเคลอนยายของเสน Parting Line 2. ผวหนาผวแมพมพเกดการยบหรอเปนรอย 3. ผวของ Cavity หรอ Core เกดการแตกราวหรอแตกสะเกด 4. รเกจเกดการอดตน 5. Insert ตาง ๆ เกดการเคลอนยายหรอเบยงเบน 6. เกดการกดกรอนทคอรเลก ๆ 7. Slide Core และ Angle Pin เกดการไหมและสกหรอ 8. Ejector Pin เกดการหกงอโคงหรอแตกหก 9. ทอนาหลอเยนเกดการอดตน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 261
การตรวจสอบชนสวนแมพมพ การประกอบแมพมพนนเปนขนตอนทยงยาก ผประกอบเองตองเขาใจและรรายละเอยดของแมพมพอยางด ไมวาการออกแบบ การขนรป การแกปญหา การ Machine ชนสวนตาง ๆ ซงตองอาศยเทคนคและประสบการณเปนอยางสง รวมทงการทดลอง ตรวจสภาพ และซอมแมพมพ กจาเปนตองมในตวของชางประกอบแมพมพ ปจจบนบคลากรทางดานการประกอบแมพมพนนหายาก สาหรบแมพมพทจะนามาประกอบดวยกนนน ชนสวนทกชนจะตองผานการตรวจสอบ และตรวจวด ขนาด ผว ไดอยางถกตองตามมาตรฐาน โดยเฉพาะ Insert ทจะนามาใชตองเนนในเรองพกดความเผอใหถกตอง ผวในสวน คาวตและคอร จะตองเปนผวสาเรจรปแลว การประกอบจะแบงแมพมพเปน 2 สวน คอ สวนคอร กบสวนคาวต การประกอบ Cavity ทาไดดงน
1. ประกอบในสวนของ Insert ตาง ๆ เขากบแผน Cavity Plate เสยกอน พรอมกบ Guide Pin 2. ตรวจสอบขนาด ผว ของแผนคาวต ใหถกตองตามแบบ 3. ถามสวนประกอบอน ๆ หรอกลไกเพมเตมในแมพมพ กดาเนนการประกอบตามหลกเกณฑของรปแบบ
นน ๆ 4. แผน Front Plate ประกอบ Locating Ring, Sprue Bush และ Spring Ejector Runner 5. ถาแมพมพมแผน Runner Plate ดวย กจะประกอบแผน Runner พรอมกบ Locking Runner Pin ให
เรยบรอยกอน 6. ประกอบแผน Front Plate + Runner Plate + Cavity Plate การประกอบสวน Core 1. ประกอบในสวนทเปน Insert ตาง ๆ เขากบแผน Core ใหเรยบรอยเสยกอน และตรวจสอบขนาดตาง
ๆ และผวของ Core ถกตอง 2. ประกอบ Guide Pin พรอมกบแผน Core back Plate เขากบแผน Core Plate 3. ทดลองใส Ejector Pin ผานรใสเขมกระทงโดยไมตดขด ทกตาแหนงและทง Core Plate และ Core
Back Plate 4. ชด Ejector Pin ประกอบไดดงน
- ใส Ejector Pin และ Return Pin พรอมสปรงกบแผน Retaining Ejector Plate - ประกอบ Ejector Pin ประกอบไดดงน
5. ทดลองนาชดกระทงไปประกอบกบชด Core Plate ดเพอไมใหมปญหาเรองตาแหนงรเขมกระทงไมตรง
ตาแหนง และคางไวตาแหนงนน 6. นาแผน Back Plate และ Specer bar พรอมสกรยดคอย ๆ ขนสกรยดเขาไปใหแนน ขณะนนตอง
ระมดระวง พยายามขนใหเขาพรอมกนทกดาน สงเกตขณะนนสกรยดจะคอยดนสปรงของ Return Pin และตรวจด Ejector Pin ใหใสไปในตาแหนงของรเขมกระทงอยางไมตดขดและผวเรยบเสมอผวคอร
7. นาชดแมพมพทงสองชดประกอบเขาดวย โดยอาศย Guide Pin และ Bush เปนตวกาหนดตาแหนง ซงในขนตอนนจะตองใชเครองมอในการประกอบดวยเสมอ เพราะนาหนกของแมพมพมาก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 262
ขอควรระมดระวง ในการประกอบแมพมพจะตองทาดวยความระมดระวง และใจเยนเปนพเศษ หามชนสวนทกชนดกระแทกหรอครดไปกบผวพนเดดขาด โดยเฉพาะในสวนของ Core และ Cavity การใชคอนทนใหใชเฉพาะคอนยาง คอนพลาสตก หรอคอนโลหะชนดออน เทานน โดยปกตแลวชนสวนถาผลตมาไดมาตรฐานตามแบบแลว ในขนตอนการประกอบจะไมยาก ไมตองแกไขมากนก ประกอบกนไมยาก
การบารงรกษาแมพมพ
การบารงรกษาแบบปองกน (Preventive Maintenance) การจดระบบโรงงานโดยพจารณาในการซอมบารง
การเกบรกษาแมพมพ ขอแนะนาในการดแลรกษาแมพมพ 1. การใชสมดบนทกแมพมพใหเปนประโยชนหรอสมดประวตแมพมพ 2. การควบคมและดแลทอนาเยนตลอดอายแมพมพ 3. การควบคมดแลผวหนาแมพมพ และชองระบายอากาศ หวขอทควรบนทกลงในสมดประวตแมพมพ 1. เบอรของแมพมพ 2. ชอชนงาน 3. วสดทใชฉด 4. นาหนกตอ Shot 5. นาหนกชนงาน 6. จานวน Cavity 7. เงอนไขการฉดขนรป 8. ประวตการฉดขนรป 9. ประวตการซอม 10. อน ๆ เวลาตดตงอยกบเครองฉดพลาสตก - ใชผาเชดถผวแมพมพใหทวถง - พนสเปรยปองกน สนมบาง ๆ (เลอกใชสเปรยทใชเฉพาะกบแมพมพฉดพลาสตก - ปดแมพมพเอาไวดวยแรงปดตา - เวลาทเรมตนฉดใหม ใชผาเชดถผวแมพมพอยางทวถง เวลาถอดลงจากเครองฉดพลาสตก - (ภายหลงจากทาตามขนตอนทระบไวดานบนเวลาตดตงคางอยบนเครองฉดเรยบรอยแลว) ถอดออกจาก
เครอง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 263
ฉด เปาลดไลนาทตกคางภายในรนาหลอเยนออกใหหมด - (ถอดสายยางสงนา (Nipple) แยกเกบไวตางหาก) - ใชเทปปดหอหม Locating Ring และปดรฉด (ปองกนเศษผงหรอนาเขา ) เวลาทไมใชงานสกระยะหนง - (ภายหลงจากทาตามทระบไวดานบนเรยบรอยแลว) - วางแมพมพตวผแมพมพตวเมย แยกกนบนพน ทาการตรวจเชค ลางคราบนามน (รตาง ๆ ใหลางภายใน ดวย นายาลางคราบนามน เปาลมไลออกใหหมด ) - ใชผาเชดถใหทวถง - ลงนายาปองกนสนมใหทวถง (เลอกใชนายาทใชเฉพาะกบแมพมพฉดพลาสตก) สถานทเกบรกษา - เกบวางไวบนชนเกบรกษา (ตดปายบอกแสดงใหชดเจน ) - ในกรณทวางบนชนเกบรกษาไมไดใหวางบน Pallet ททาจากไม (หามวางบนพนคอนกรต) - เกบวางในทแหง (ถาความชนสงเกนกวา 70 % จะขนสนมไดงายขน)
การบารงรกษาแมพมพเทยงตรงสง
ระดบการตรวจซอม วธการตรวจซอม ระยะเวลากาหนด
ระดบปกต
ทาความสะอาดผวแมพมพใหทว ลางคราบนามน ทาความสะอาดใหแหทกจด โดยเฉพาะในทอนาหลอเยนและผวขางใน พนนายากนสนม
หลงจากการปฏบตงานฉด ประจาวน
ระดบตรวจสอบตามอาย
ปฏบตเชนเดยวกบปกต เพมการถอดชนสวนทมการเสยดส และเคลอนทเชน บช เขมกระทง Angle Pin Slide Core ฯลฯ ออกมาทาความสะอาด ตรวจสอบขนาดความเสยหาย และเปลยนทดแทน
กาหนดอายการซอมบารงรกษาตามสภาพของแมพมพและความตองการค ว า ม เ ท ย ง ต ร ง อ า จ ก า ห น ด ระยะเวลาหรอจานวน Shot กได
ระดบเขมขน
ปฏบตเชนเดยวกบปกต เพมการถอดชนสวนทกชนออกมาทาความสะอาด ตรวจสอบขนาด ความเสยหาย และเปลยนทดแทน
ทกครงหลงปฏบตการฉดเสรจแลว ตามระยะเวลาหรอจานวน Shot กได

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถตย 264
เอกสารอางอง
1. Belofsky, Harold:Plastics : Product Design and Process Engineering; Hanser Publishers, Munich Vienna,New York 1995. 2. E.Linder and P. Unger:Gastrow Injection Molds 108 Proven Designs, Hanser Publishers,Munich
Vienna,New York 1993. 3. Menges, George and Mohren,Paul : How to Make Injection Molds; Hanser Publishers,Munich
Vienna,New York 1993. 4. Michaeli,Greif,Kretzschmar,Kaufmann,Bertuleit : Training in Injection Molding; Hanser
Publishers,Munich Vienna,New York 1995 5. Rees,Herbert : Mold Engineering; Hanser Publishers, Munich Vienna,New York 1995 6. Rees, Herbert : Understanding Product Design for Injection Molding;Hanser Publishers,Munich
Vienna,New York 1996 7. ชยรตน แกวดวง : เทคโนโลยการออกแบบแมพมพฉดพลาสตก; สานกพฒนาอตสาหกรรมสนบสนน
การสงเสรมอตสาหกรรม กระทรวงอตสาหกรรม. 8. ดร. พส โลหารชนพรอมคณะ : เทคโนโลยการออกแบบแมพมพฉดพลาสตก และการออกแบบเชง
วเคราะห ; สถาบนพฒนาอตสาหกรรมเครองจกรกลและโลหะการ กรมสงเสรมอตสาหกรรม กระทรวงอตสาหกรรม 1991
9. ดร. พส โลหารชนพรอมคณะ : การออกแบบการสรางแมพมพฉดพลาสตก; สถาบนพฒนาอตสาหกรรมเครองจกรกลและโลหะการ กรมสงเสรมอตสาหกรรม กระทรวงอตสาหกรรม 2531.
10. ผศ. ชาล ตระการกล ; การออกแบบแมพมพฉด 1-2 ; สมาคมสงเสรมเทคโนโลย (ไทย-ญปน)

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 265
ผศ. ชาล ตระการกล ; การออกแบบแมพมพฉด 2 ; สมาคมสงเสรมเทคโนโลย (ไทย-ญปน)
ภาคผนวก ก การแบงกลมของแมพมพฉด
แมพมพฉดมาตรฐาน แมพมพฉดแบบใชแผนปลด แมพมพฉดแบบสพลต
ก. แผนยดแมพมพเคลอนท SS ข. ระบบปลดชนงาน ค. สวนเบา ง. รฉด จ. แผนยดแมพมพอยกบท DS
ก. แผนยดแมพมพเคลอนท SS ข. แผนปลด ค. สวนเบา ง. รฉด จ. แผนยดแมพมพอยกบท DS
ก. ระบบปลดชนงาน ข. สลกลกเบยว ค. สวนเบา ง. ชดแทนเลอน จ. รฉด
• การออกแบบงายทสด
• แมพมพมสองสวน
• เสนแบงสวนแมพมพเสนเดยว
• เคลอนทเปดทศทางเดยว
• ปลดชนงานดวยนาหนกขอชนงาน, สลกปลดหรอปลอกปลด
การออกแบบคลายคลงกบ แมพมพฉดมาตรฐาน แตใชแผนปลดในการปลดชนงานออกจากแมพมพ
การออกแบบคลายคลงกบ แมพมพฉดมาตรฐาน แตมชดแทนเลอนกบสลกลกเบยวทใชสาหรบการเคลอนทเปดดานขางเพมขนมา
ใชกบชนงานทกแบบทไมมรองหรอบาดานขาง (Undercut)
ใชสาหรบชนงานรปทรงถวยทไมมรองหรอบาดานขาง
ใชกบชนงานทมร องหรอ บาดานขางหรอเกลยวนอก

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 266
แมพมพฉดแบบแยกสวนเบา แมพมพฉดแบบปลดเกลยว แมพมพฉดแบบสามสวน
ก. ระบบปลดชนงาน ข. ปลอกบงคบ ค. ชนเบาแยกสวน ง. สวนเบา จ. รฉด
ก. ระบบปลดชนงาน ข. เกลยวนา ค. เฟองสงกาลง ง. สวนคอร จ. สวนเบา
ก. ระบบปลดชนงาน ข. สลกดงปลด ค. สวนเบา ง. รฉดและรวง
การออกแบบคลายคลงกบแมพมพฉดมาตรฐาน แตมชนเบาแยกสวน สาหรบขนรปชนงานทมรองหรอบาหรอเกลยวนอก
สวนคอรทขนรปเกลยวจะถกขบใหหม นด ว ยกล ไกท อ อกแบบไวภายในแมพมพ
• มเสนแบงสวนแมพมพสองเสน
• การเคลอนทของแผนเชอมจะถกดงดวยขอเกยวหรอสลกดงปลด
ใชกบชนงานรปไขหรอกวางมากทมรองหรอบาดานขางหรอเกลยว
ใชสาหรบชนงานทมเกลยวนอกหรอเกลยวใน
ใชกบชนงานทตองการแยกชนงานกบแกนรวงออกจากกนโดยอตโนมต
หมายเหต : = การเคลอนทเปดหลก : การเคลอนทนาเลอน
= การเคลอนทระหวางลกเบยวกบแทนเลอน : การเคลอนทสมพนธกน = การเคลอนทของแทนเลอนในระหวางการปลดชนงาน : การเคลอนทสดทาย = การเคลอนทคลายเกลยวสวนคอร : การเคลอนทหมนสมพนธกน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 267
ภาคผนวก ข กรรมวธการออกแบบแมพมพฉด
ในการดาเนนการออกแบบแมพมพฉดพลาสตกทดนน ควรจะยดถอระบบการออกแบบระบบใดระบบหนงไวเปนหลก ทงนเพราะวาแมพมพและกระบวนการทางานจะตองประสบกบเงอนไขตาง ๆ มากมาย แผนภมทแสดงในรปท 1 แสดงใหเหนวาเงอนไขการทางานตาง ๆ มขอบเขตและความสมพนธกนอยางไรกบขนตอนการออกแบบหลกในแตละขนตอน
รปท 1 แผนภมแสดงกรรมวธการออกแบบแมพมพ

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 268
เพอใหมความเขาใจและความรสกตอหลกของเหตและผลในกระบวนการออกแบบแมพมพฉด จงขอยกตวอยางการออกแบบแมพมพฉดมาตรฐานสาหรบผลตชนงานทมลกษณะคลายฝาปด เปนตวอยางแสดงการพจารณาการออกแบบในแตละขนตอน ดงแผนภมทแสดงในรปท 2
ขนาดกาหนด : R = 20 mm h = 8 mm s = 2 mm วสด : PS เครองฉด : รน………………………….. เวลาใน 1 รอบการ ทางาน……………………… ระยะเลอนเปด……………… ความดนฉด…………………

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 269
ไมมรองหรอบาดานขาง ! จานวนเบาพมพ n = f (อตราหลอม, แรงปดแมพมพ,
นาหนกฉด, ความประหยด, วนสง) เลอกใช : n = 4
ระบบรวง : เลอกใชระบบรฉดกบรวง และใชรเขาแบบเขม (Pinpoint)
รปพนทหนาตดของรวง :
• = เลอกใช

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 270

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 271

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 272
รปท 2 แผนภมตวอยางการออกแบบแมพมพ : แมพมพฉดมาตรฐาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 273
ภาคผนวก ค การแกปญหาของแมพมพฉดเนองจากการออกแบบทไมถกตอง
การออกแบบแมพมพฉดทไมถกตอง อาจนามาซงปญหาในขนตอนการผลตชนงานได ปญหาทเกดจาก
การออกแบบแมพมพฉดทไมถกตองพอจะสรปและรวบรวมไดดงตารางขางลาง ซงไดอธบายถงสาเหตททาใหเกดปญหานนพรอมดวยแนวทางในการแกไขปญหาดงกลาว ปญหาตาง ๆ ทแสดงในตารางขางลางนจะสมมตวา
พลาสตกหลอมอยในสภาวะการหลอม ณ อณหภมทถกตองในหนวยฉด (Injection Unit) ของเครองฉดพลาสตก และการปรบตงคาตวแปรตาง ๆ เชน ความดนฉด ความดนฉดแช อตราการฉด ความดนปดแมพมพ เปนตน ไดมการปรบตงอยางถกตองแลว
ปญหา สาเหต แนวทางการแกไข
1. รทางออกของหวฉดกบรทาง เขาของปลอกรฉดไมตรงศนยกน
1. ตรวจสอบแหวนบงคบศนย และปรบใหมใหตรงศนย
2. แรงดนหวฉดใหสมผสกบ ปลอกรฉดไมเพยงพอ
2. เพมแรงดนหวฉดใหสมผสกบ บารบของปลอกรฉดใหสงขน และตรวจสอบการสมผสวา สมาเสมอหรอไม โดยการใช กระดาษบาง ๆ การสมผสของ ปลายหว ฉดกบบ า รบของปลอก รฉดทสมาเสมอจะชวยใหแรกด สมผสแนบแนน ปองกนการ รวของพลาสตกหลอมไดด
3. รศมของปลายหวฉดกบบารบ ของปลอกรฉดไมถกตอง
3. ปรบขนาดรศมบารบของ ปลอกรฉดใหถกตอง โดย ปกตจะทาใหโตกวารศม ของ หวฉดประมาณ 1 มม.
1. พลาสตกหลอมรวออกตรงรอยตอระหวางหวฉดกบปลอกรฉด
4. รทางออกของหวฉดโตกวา รทางเขาของปลอกรฉด
5. ทารทางเขาของปลอกรฉด ให มขนาดเสนผานศนยกลางโต กวารmางออกของหวฉดอยาง นอย1 มม.

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 274
ปญหา สาเหต แนวทางการแกไข
1. เกดอนเดอรคต (Undercut) ท แกนรฉดเนองจาก 1.1 รศมของหวฉดกบบารบ ของปลอกรฉดไมถกตอง 1.2 หวฉดกบปลอกรฉดไม ตรงศนยกน 1.3 รทางออกของหวฉดโต กวารทางเขาของปลอกรฉด 1.4 ผวภายในรของปลอกร ฉดไมเรยบ ทาใหเกดเปนรองในแนวเสนรอบวงของร
1. ปรบปรงหวฉดกบปลอกรฉด ไมใหเกดอนเดอรคต โดย 1.1 ปรบปรงรศมบารบของ ปลอกรฉดใหเหมาะสมกบรศมปลายหวฉด 1.2 ตรวจสอบแหวนบงคบ ศนยและปรบใหตรงศนยกน 1.3 ทารทางเขาของปลอกร ฉดใหโตกวารทางออกของปลอกรฉด 1.4 ขดผวภายในรของปลอก
รฉดใหเรยบมนปราศจากรอง ททาใหเกดเปนอนเดอรคต
2. ปลดแกนรฉดออกไมไดหรอแกนรฉดหกคางอยในปลอกรฉด
2. แกนรฉดยงไมแขงตว เพราะวา 2.1 ปลอกรฉดโตเกนไปและ แกนรฉดหนามากเกนไป 2.2 การหลอเยนพนทรอบ ๆ ปลอกรฉดไมเพยงพอ
2. ตองมนใจวาแกนรฉดแขงตวแลวกอนทแมพมพจะเลอนเปดออก 2.1 เลอกใชปลอกรฉด และร ของปลอกรฉดใหเหมาะสมกบขนาดชนงาน 2.2 ตรวจสอบวงจรระบบ หลอเยนแมพมพและควบคมระดบอณหภมของแมพมพ
1. เกดอนเดอรคตบนผวของรฉด หรอระบบรวง
1. ตรวจสอบรศมของปลายหวฉดแ ล ะ บ า ร บ ข อ ง ป ล อ ก ร ฉ ดตรวจสอบผวของสวนเบา หาจดทอาจทาใหเกดเปน อนเดอรคต แลวขดผวของส วน เบ า ใหม ปรบปรงบรเวณทมมมแหลมคมใหโคงเปนรศม
3. ไมสามารถปลดชนงานออกจากแมพมพได เนองจาก ก. ชนงานเกาะตดอยในสวน
เบา
2. อณหภมของสวนเบาตาเกนไป
2. ตรวจสอบระบบควบคม อณหภมของสวนเบาและ ปรบใหถกตอง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 275
ปญหา สาเหต แนวทางการแกไข
3. เกดสญญากาศ (Vacuum) ขน ในสวนเบา
3. ตรวจสอบมมเอยงของสวนเบาทออกแบบชวยในการปลดชนงานพจารณาตาแหนงทควรทาชองระบายอากาศ
1. อนเดอรคตโตเกนไป
1. ตรวจสอบผวของสวนเบาท ไมเรยบอนเปนเหตใหเกด
เปนอนเดอรคตขน
ข. ชนงานแยกออกหลาย สวนในขณะปลดชนงาน
2. ตวปลดชนงานวางอยใน ตาแหนงททาใหการสงถาย แรงดนปลดไมเหมาะสม
2. ตรวจสอบการเกดสญญากาศ และตรวจสอบผวเอยงของ สวนเบา
1. รวงยาวเกนไปหรอขนาดรวง เลกเกนไปหรอทงสองกรณ
1. ขยายขนาดรวงใหโตขน
2. การไหลของพลาสตกหลอม ในสวนเบาถกกดขวางโดย
ความยาวหรอความหนาของ ผนง
2. ขยายขนาดรเขาใหโตขน
3. สวนคอรอาจขยบเลอนเปลยน ตาแหนงไป
3. ตรวจสอบการยดของสวน คอรและแกไขใหถกตอง
4. การระบายอากาศในแมพมพ ไมเพยงพอ
4. ตรวจสอบตาแหนงระบาย อากาศในแมพมพและเพมเตม
ถาจาเปน
4. การไหลเตมพลาสตกหลอม ในเบาแมพมพไมสมบรณ
5. อณหภมของแมพมพตาเกนไป 5. ตรวจสอบระบบควบคมอณหภมของแมพมพ
1. การปรบประกอบหนาสมผส บรเวณผวสวนแบงแมพมพ ไมด
1. ปรบผวหนาสมผสของแมพมพใหมใหสมผสกนแนบสนทด
- หนาสมผสชารดเนองจากเศษ
วสดไปตดคางอย - หนาสมผสเกดรอยเยน
5. เกดครบหรอพลาสตกหลอม ไหลทะลกออกตามขอบสวน
เบาหรอสวนคอร
2. แรง ป ดแมพมพ ไ ม เ พย งพอ เ นองจากพนทภาพฉายของชนงานโตมาก
2. ป รบ ต ง แ ร ง ป ด แ ม พ ม พ ใ ห ถกตองกบขนาดพนทภาพฉายของชนงาน

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 276
ปญหา สาเหต แนวทางการแกไข
3. อณหภมของแมพมพสงเกนไป 3. ตรวจสอบระบบหลอเยนและควบค ม อณหภ มแมพมพ ใ หถกตอง
1. วสดในรเขาแคบ ๆ มอณหภม สงเกนไป
1. ปรบขนาดรเขาใหโตขน
2. การระบายอากาศในแมพมพ ไมเพยงพอ
2. ตรวจสอบบรเวณสวนเบา หรอสวนคอรทจาเปนตองม การระบายอากาศ
6. เกดจดไหมทผวของชนงาน
3. เกดการไหลยอนทางของ พลาสตกหลอม
3. - ปรบขนาดรเขาเพอควบคม ท ศ ท า ง ไ ห ล ข อ ง พ ล า ส ต ก หลอม - เพมตาแหนงการระบาย
อากาศตรงบรเวณททาให พลาสตกหลอมไหลยอนกลบ ได
1. – ออกแบบใชชนดของรเขาไมถกตอง
- ตาแหนงรเขาไมถกตอง
1. แกไขหรอปรบตาแหนงรเขาใหมใหถกตอง
2. - อณหภมของแมพมพไม
สมาเสมอ - อณหภมของแมพมพไม
ถกตอง
2. ตรวจสอบระบบควบคม อณหภมของแมพมพใหม
7. ชนงานเกดการบดงอ (Distortion)
3. ผนงของชนงานมความหนาท แตกตางกนมาก
3. ผนงชนงานทมความหนา แตกตางกนมาก จาเปนตอง เพมวงจรระบบหลอเยนให เหมาะสม
1. การขดผวแมพมพเรยบมนไม เพยงพอ
1. ขดผวสวนเบาและสวนคอร ใหมใหเรยบมนเปนเงา
2. เลอกใชชนดและตาแหนงของรเขาไมถกตอง
2. เพมขนาดรวงกบรเขาและขดผวใหเรยบมน ตลอดจนตรวจสอบตาแหนงทตองมบอดก (Cold-Slug Well) วสดทเยน
8. ชนงานทผวดาน (Mat) หรอ เปนรว (Streaky)
3. อณหภมแมพมพเยนเกนไป ทาใหเกดความชนในแมพมพ
3. ปรบอณหภมของแมพมพใหถกตอง

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 277
ปญหา สาเหต แนวทางการแกไข
4. พลาสตกหลอม รอน เ กน ไป เนองจากมการระบายอากาศไมเพยงพอหรอมชองทางไหลของพลาสตกหลอมทไมด
4. ตรวจสอบตาแหนงทตองมการระบายอากาศและปรบชองทางไหลใหถกตอง
1. รวงและรเขาเลกเกนไป ทาให พลาสตกหลอมเกดการแขงตว กอนทจะใชความดนฉดแช
1. เพมขนาดรวงและรเขาตรวจสอบอณหภมของแมพมพ
9. ผวงานมรอยบม (Shrink Marks)
2. ชน ง านมผน งท มค ว ามหนาแตกตางกนมาก
2. ปรบขนาดความหนาของผนงชนงานหรอเพมความดนฉดแชใหนานขน
1. - กาหนดตาแหนงของรเขาไม ถกตอง - เลอกชนดและขนาดพนท หนาตดของรเขาไมถกตอง
1. ขยายขนาดของรเขา
2. การระบายอากาศในแมพมพไมด 2. ตรวจสอบตาแหนงระบายอากาศในแมพมพ
3. ก า รหล อ เ ยน ใ นแม พม พ ไ มสมาเสมอ
3. ตรวจสอบวงจรระบบหลอเยนแมพมพ
10. ชนงานมรอยวงไขว (Knit-Lines) ใหสงเกตเหนได
4. อณหภ ม ข อ ง แม พมพ อ า จตเกนไป
4. เพม อณหภมของแมพมพใหสงขน
11. ผวชนงานเปนสะเกด (Flaking or Scaling)
1. อณหภมของแมพมพกบ พลาสตกหลอมแตกตางกน
มากเกนไป
1. เพมอณหภมของแมพมพให สงขนขยายขนาดรวงและรเขา
ใหโตขน 1. อณหภมของแมพมพไม ถกตอง
1. ตรวจสอบระบบควบคม อณหภมของแมพมพและ ปรบแกไขใหถกตอง
2. พลาสตกหลอมไหลเตม แมพมพชาเกนไป
2. ขยายขนาดรวงและรเขา แตง บรเวณมมทแหลมคมใหโคง เปนรศม เพอชวยใหการไหลของพลาสตกหลอมสะดวกขน
12. ชนงานมผวไมมนเงา
3. ผวสวนเบาของแมพมพไม เรยบมนเพยงพอ
3. ขดผวสวนเบาของแมพมพ ใหม

เอกสารหลกสตรการออกแบบและการสรางแมพมพฉดพลาสตก จดทาโดย เรวตร มสถต 278
ปญหา สาเหต แนวทางการแกไข
13. สชนงานเปนรอยดางบรเวณใกล ๆ กบรเขา
1. อณหภมของแมพมพสงเกนไป
1. ตรวจสอบระบบควบคม อณหภมของแมพมพ และ ขยายขนาดรวงและรเขาใหโต ขน พจารณาบรเวณทตองม บอดกวสดทเยน
14. ชนงานเปราะ 1. อณหภมของแมพมพไมถกตอง 1. ตรวจสอบอณหภมของแมพมพขยายขนาดรวงและรเขาใหโตขน เพม บอดกวสดท เยน ในบรเวณทจาเปน
15. ผวชนงานเปนคลน (Rippled) 1. อณหภมของแมพมพสงเกนไป 1. ลดอณหภมของแมพมพ

278
ภาคผนวก ข

279
แบบประเมนความเหมาะสมของเอกสารหลกสตรฝกอบรมการ ออกแบบและการ
สรางแมพมพฉดพลาสตก เพอประเมนประสทธภาพของหลกสตรฝกอบรมการ ออกแบบและการสรางแมพมพฉดพลาสตก โดยสอบถามผเชยวชาญ
คาชแจง
1. แบบประเมนฉบบนมวตถปร ะสงค เพอตองการทราบความเหมาะสมของเนอหา ในเอกสารหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก โดยสอบถามจากผเชยวชาญ
2. ใหทานพจารณาเหนดวยหรอไมวารายละเอยดเนอหาในเอกสารหลก สตร การออกแบบและการสรางแมพมพฉดพลาสตก นนมเนอหาสอดคลองครอบคลมใน การออกแบบและการสรางแมพมพฉดพลาสตก หรอไม แลวเขยนเครองหมาย ลงในชองผลการพจารณา

280
ผลการพจารณา ขอท
รายการแบบประเมนเนอหาในเอกสารหลกสตรฝกอบรมการออกและสรางแมพมพฉดพลาสตก
เหนดวย
ไมแนใจ
ไมเหนดวย
ระยะเวลาการ
ฝกอบรม ดานเนอหาในความสาคญของการออกแบบและการ
สรางแมพมพฉดพลาสตกไปดวยเนอหาดงตอไปน
1. มรายละเอยดทอธบายถงความสาคญพนฐานงานฉดพลาสตก
40 นาท
2. มเนอหาในความหมายประวตความเปนมาของพลาสตก
30 นาท
3. มเนอหาในความหมายของเครองฉดพลาสตก 1 ชม. 4. มเนอหาทอธบายถงธรรมชาตการไหลของนาพลาสต
20 นาท
5. มเนอหาทอธบายในเรองทเกยวกบการเลอกวสดเหลก
30 นาท
6. มเนอหาทอธบายในเรองการเลอกใชวสดพลาสตก 30 นาท 7. มเนอหาทอธบายถงชนดของวสดทมใชท วไป 20 นาท 8. มเนอหาทอธบายถงหลกการการระบายอากาศใน
แมพมพฉดพลาสตก
30 นาท
9. มเนอหาทอธบายถงแมพมพแบบสองแผน
30 นาท
10. มเนอหาทอธบายถงแมพมพแบบสามแผน
30 นาท
11. มเนอหาทอธบายถงแมพมพแบบแยก
30 นาท
12. มเนอหาทอธบายถงการวเคราะหในการออกแบบแมพมพฉดพลาสตก
1.5 ชม.
13. มเนอหาทอธบายถงการออกแบบแมพมพฉดพลาสตก
40 นาท
14. มเนอหาทอธบายถงวธการการกาหนดโครงสรางแมพมพ
1 ชม.
15. มเนอหาทอธบายถงวธการปลดชนงาน 1 ชม.

281
ผลการพจารณา ขอท
รายการแบบประเมนเนอหาในเอกสารหลกสตรฝกอบรมการออกและสรางแมพมพฉดพลาสตก
เหนดวย
ไมแนใจ
ไมเหนดวย
ระยะเวลาการ
ฝกอบรม ดานเนอหาในความสาคญของการออกแบบและการ
สรางแมพมพฉดพลาสตกไปดวยเนอหาดงตอไปน
16. มเนอหาทอธบายถงการหลอเยนแมพมพฉดพลาสตก 40 นาท 17. มเนอหาทอธบายถงการตรวจสอบชนสวนแมพมพฉด
พลาสตก
30 นาท
18. มเนอหาทอธบายถงการตรวจสอบแมพมพฉดพลาสตก
30 นาท
19. มเนอหาทอธบายในเรองการตรวจสอบความเสยหายของแมพมพ
30 นาท
20. มเนอหาทอธบายถงการบารงรกษาแมพมพ 30 นาท ขอเสนอแนะเพมเตมในหลกสตรฝกอบรม .......................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
ผประเมน................................................
(...............................................)

282
แบบประเมนความเหมาะสมของแบบทดสอบในดานความรระหวางการฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก โดยใชทดสอบกบผเขารบการฝกอบรมระหวาง
การฝกอบรม
1. แบบประเมนฉบบนมวตถประสงค เพอตองการทราบความเหมาะสมของรายละเอยดในแบบทดสอบระหวา งการฝกอบรมในหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ในดาน/ความร โดยใชทดสอบกบผเขารบการฝกอบรม ระหวางการฝกอบรม
2. ใหทานพจารณาวาทานเหนดวยหรอไมวา รายละเอยดของแบบทดสอบ จะ
นาไปใชเปนตวแทนการวดหรอสอดคลองกบหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทจดขนในครงน ทไดเสนอไวในแบบประเมนนหรอไม แลวเขยน เครองหมาย ลงในชองผลการพจารณา
คาชแจง

283
แบบประเมนความเหมาะสมของแบบทดสอบในดานความรระหวางการฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมระหวางการฝกอบรม สวนท 1 ความรพนฐานดานงานฉดพลาสตก (ขอท 1 – 10) คาชแจง โปรดแสดงความคดเหนในแบบประเมนความเหมาะสมแบบทดสอบในดานความร ระหวางฝกอบรม โดยทาเครองหมาย ลงในชองผลการตดสน ดงน เหนดวย หมายถง ขอสอบวดไดตรงตามจดประสงคของการฝกอบรม ไมแนใจ หมายถง ไมแนใจวาขอสอบวดไดตรงกบจดประสงคของการฝกอบรม หรอไม ไมเหนดวย หมายถง ขอสอบวดไมตรงกบจดประสงคของการฝกอบรม
ผลการพจารณา ลาดบท
จดประสงคการฝกอบรม ขอสอบขอท
เหนดวย
ไมแนใจ
ไมเหนดวย
ดานความร งานออกแบบแมพมพ
1. บอกความหมายของชนดพลาสตกแตละประเภทได
1
2. บอกนยามของคาศพทได 2 3. บอกความหมายและหนาทของชดฉดได 3
4. บอกความหมายและขอด ขอเสยของเครองฉดแบบ ซ เอน ซ
4
5. บอกความหมายของพลาสตกและการไหลของนาพลาสตกได
5
6. บอกความหมายของสภาพการฉดได 6 7. บอกความหมายการฉดชนงานทไดคณภาพ 7 8. บอกคณสมบตของพลาสตก PVC ได 8 9. บอกสาเหตททาใหเกดครบบรเวณชนงานได 9 10. บอกหนาทการทางานของเครองฉดได 10

284
แบบประเมนความเหมาะสมของแบบทดสอบในดานความรระหวางการฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมระหวางการฝกอบรม
สวนท 2 ความรดานการออกแบบแมพมพฉดพลาสตก (ขอท 1– 16) คาชแจง โปรดแสดงความคดเหนในแบบประเมนความเหมาะสมแบบทดสอบในดานความร ระหวางฝกอบรม โดยทาเครองหมาย ลงในชองผลการตดสน ดงน เหนดวย หมายถง ขอสอบวดไดตรงตามจดประสงคของการฝกอบรม ไมแนใจ หมายถง ไมแนใจวาขอสอบวดไดตรงกบจดประสงคของการฝกอบรม หรอไม ไมเหนดวย หมายถง ขอสอบวดไมตรงกบจดประสงคของการฝกอบรม
ผลการพจารณา ลาดบท
จดประสงคการฝกอบรม ขอสอบขอท
เหนดวย
ไมแนใจ
ไมเหนดวย
ดานความร งานออกแบบแมพมพ 1. บอกถงความหมายและปจจยในการฉดชนงาน 1
2. อธบายถงความหมายและการเลอกวสดอลมเนยมทาแมพมพ
2
3. บอกความหมายชนสวนทเปน Undercut ได 3
4. บอกความหมายและขอจากดของการออกแบบครบได
4
5. บอกความหมายในการเพมความแขงของวสดได
5
6. บอกความหมายของ Cavity ได 6 7. อธบายถงสาเหตการแยกเปนสายได 7 8. บอกความหมายการเกดลายคลนบนชนงานได 8
9. บอกความหมายและหลกการในการออกแบบแมพมพ
9
10. บอกความหมายสตรการคานวณแรงยดแมพมพ
10

285
ผลการพจารณา
ลาดบท
จดประสงคการฝกอบรม ขอสอบขอท
เหนดวย
ไมแนใจ
ไมเหนดวย
11. อธบายถงผลกระทบของการออกแบบ Runner ได
11
12. อธบายหลกการการวางตาแหนงเกทได 12 13. อธบายถงหนาทการทางานของ Runner 13
14 14. อธบายถงการวางระบบการปลดชนงานได
15 15. อธบายถงหลกการออกแบบ Taper รฉดได 16
ขอเสนอแนะ..............................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
ผประเมน................................................. (................................................)

286
แบบประเมนความเหมาะสมของแบบทดสอบในดานความรหลงการฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก โดยใชทดสอบกบผเขารบการฝกอบรมหลง
1. แบบประเมนฉบบน มวตถประสงค เพอตองการทราบความเหมาะสมของรายละเอยดในแบบทดสอบหลงการฝกอบรมในหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ในดาน/ความร โดยใชทดสอบกบผเขารบการฝกอบรม หลงการฝกอบรม
2. ใหทานพจารณาวาทานเหนดวยหรอไมวา รายละเอยดขอ งแบบทดสอบ จะนาไปใชเปนตวแทนการวดหรอสอดคลองกบหลกสตรฝกอบรมการออกแบบและสรางแมพมพฉดพลาสตก ทจดขนในครงน ทไดเสนอไวในแบบประเมนนหรอไม แลวเขยน เครองหมาย ลงในชองผลการพจารณา
คาชแจง

287
แบบประเมนความเหมาะสมของแบบทดสอบในดานความรหลงการฝกอบรม การออกแบบและสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมหลงการฝกอบรม สวนท 1 ความรพนฐานดานงานฉดพลาสตก (ขอท 1 – 10) คาชแจง โปรดแสดงความคดเหนในแบบประเมนความเหมาะสมของแบบทดสอบในดาน ความรหลงการฝกอบรม โดยทาเครองหมาย ลงในชองผลการตดสน ดงน เหนดวย หมายถงขอสอบวดไดตรงตามจดประสงคของการฝกอบรม ไมแนใจ หมายถงไมแนใจวาขอสอบวดไดตรงกบจดประสงคของการฝกอบรม หรอไม ไมเหนดวย หมายถงขอสอบวดไมตรงกบจดประสงคของการฝกอบรม
ผลการพจารณา ลาดบท
จดประสงคการฝกอบรม ขอสอบขอท
เหนดวย
ไมแนใจ
ไมเหนดวย
ดานความร งานออกแบบแมพมพ 1. บอกขดความสามารถของเครองฉดได 1 2. บอกความหมายของเสนแบงแมพมพได 2 3. บอกขอด ขอเสย ของเครองฉดแบบเกลยวค 3
4 4.
บอกความหมายของพลาสตกและการไหลของนาพลาสตก 5
5. บอกสาเหตททาใหเกดความเคนในการไหลได 6 6. บอกคณสมบตของพลาสตก ABS ได 7 7. บอกคณสมบตของพลาสตก PVC ได 8 8. บอกหนาทการทางานของเครองฉดได 9
9. บอกความหมายและการเลอกพลาสตกใหเหมาะกบการใชงานได
10

288
แบบประเมนความเหมาะสมของแบบทดสอบในดานความรหลงการฝกอบรม การออกแบบและสรางแมพมพฉ ดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมหลงการฝกอบรม
สวนท 2 การออกแบบแมพมพฉดพลาสตก (ขอท 1-16 ) คาชแจง โปรดแสดงความคดเหนในแบบประเมนความเหมาะสมของแบบทดสอบในดาน ความรหลงการฝกอบรม โดยทาเครองหมาย ลงในชองผลการตดสน ดงน เหนดวย หมายถงขอสอบวดไดตรงตามจดประสงคของการฝกอบรม ไมแนใจ หมายถงไมแนใจวาขอสอบวดไดตรงกบจดประสงคของการฝกอบรม หรอไม ไมเหนดวย หมายถงขอสอบวดไมตรงกบจดประสงคของการฝกอบรม
ผลการพจารณา ลาดบท
จดประสงคการฝกอบรม ขอสอบขอท
เหนดวย
ไมแนใจ
ไมเหนดวย
ความรดาน งานออกแบบแมพมพ 1. บอกความหมายการแบงเสนแบงชนงาน 1 2. บอกหลกเกณฑการออกแบบชนงาน 2
3. บอกความหมายและขอจากดของการออกแบบครบได
3
4. บอกความหมายและหลกการออกแบบรระบายอากาศได
4
5. อธบายหลกการกาหนดรระบายอากาศได 5
6. บอกความหมายของการเกดครบและวธการปองกนได
6
7. บอกความหมายของการเกดรอยบมได 7 8. บอกสาเหตของการเกดเจทตงได 8 9. บอกหลกเกณฑในการคานวณจานวน Cavity 9 10. บอกความหมายและหนาทของเกทได 10

289
ผลการพจารณา ลาดบท
จดประสงคการฝกอบรม ขอสอบขอท
เหนดวย
ไมแนใจ
ไมเหนดวย
11. อธบายถงหลกการออกแบบในการปลดชนงานทเปน Undercut ได
11
12. อธบายถงการวางเกททไมถกตองได 12
13. อธบายถงจงหวะตาแหนงการปลดชนงานทถกตอง
13
14. อธบายถงการวางระบบการปลดชนงานได 14
15. อธบายถงปญหาทเกดจากชนงานทม
Undercut 15
16. อธบายหลกการทางานของ Angle Pin ได 16 ขอเสนอแนะ.........................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................................
ผประเมน................................................ (................................................)

289
ภาคผนวก ค

290
คาชแจง
แบบทดสอบความร ความเขาใจระหวางฝกอบรม
ในหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
1. แบบทดสอบความร ความเขาใจฉบบนเปนแบบทดสอบทมวตถประสงคเพอศกษาความรความเขาใจในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวาง
การฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแม พมพฉดพลาสตก 2. โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมาก ทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตร
ฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก 3. โปรดวงกลมรอบคาตอบททานเหนวาถกตองทสดเพ ยงคาตอบเดยว

291
แบบทดสอบ เรอง การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
---------------------------------
คาอธบายในแบบทดสอบ
แบบทดสอบน มวตถประสงคเพอศกษาความรในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวางการฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก จะมประสทธภาพในดานของความรในการออกแบบและการสรางแมพมพฉดพลาสตก โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมากทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก แบบทดสอบความรในการออกแบบและการสรางแมพมพฉดพลาสตก โดยทดสอบกบผเขารบการฝกอบรม ในระหวางการฝกอบรม ในแบบทดสอบการออกแบบและการสรางแมพมพฉดพลาสตก มจานวนขอสอบ 10 ขอ ใน 1 ขอ ม 4 ตวเลอก โดยเกณฑในการใหคะแนน คอ ตอบถกได 1 คะแนน ตอบผด ไมไดคะแนน คาชแจง โปรดทาเครองหมาย ลอมรอบขอ ก., ข., ค., ง. ทเปนคาตอบทถกตองทสดของทาน
แบบทดสอบความรการออกแบบและการสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมในระหวางการฝกอบรม สวนท1 เรองพนฐานพลาสตก (ตามเกณฑ 80/80)
1. วสดพลาสตกสามารถแบงไดกกลม ก. 2 กลม ข. 3 กลม ค. 4 กลม ง. 5 กลม
2. เวลาทใชในการฉดรอบหนงเรยกวา ก. Cycle time ข. Shot ค. Piece ง. ถกทงขอ ก และ ข

292
3. ระบบการหลอมพลาสตกและชดฉด ทาหนาทอะไร ก. ทาหนาทระบายความรอนในชดฉด ข. ทาหนาทหลอมพลาสตก ค. รกษาระดบนาพลาสตก ง. ทาการแยกนาพลาสตกออกจากกน
4. เครองฉดพลาสตกแบบ CNC (Controlled Injection Molding Machine)มขอดอยางไร ก. ฉดชนงานไดตอเนอง ข. การบารงรกษางาย ค. สามารถเกบคาตวแปรของพลาสตกของแตละชนงานได ง. เครองราคาไมแพง
5. การไหลของนาพลาสตกเขาสแมพมพ ผานชองวางทเรยกวา ก. Cavity ข. Gate ค. Sprue Runner ง. ถกทงขอ ข และ ค
6. ผลกระทบทเกดจากสภาพการฉดมอะไรบาง ก. อณหภมแมพมพ ความเรวในการฉด ข. ชนดเมดพลาสตก ค. เครองฉด ง. ผดทกขอ
7. การฉดชนงานทด คอขอใด ก. ทางวงเลก ข. ชนงานบดตว ค. แรงดนในการฉดทเหมาะสม ง. เกดการหดตว
8. พลาสตก PVC (Polyvinyl Chloride) เหมาะสาหรบงานฉดประเภทใด ก. ทอ ขอตอ ข. ยานยนต ค. อตสาหกรรมหนก ง. อตสาหกรรมสงทอ

293
9. สาเหตททาใหเกด ครบแลบออกมาท Parting Line เนองจากเครองจกร ก. อณหภมของทอฉดตาเกนไป ข. แรงบดแมพมพมากเกนไป ค. แรงบดแมพมพนอยเกนไป ง. ความหนดของพลาสตกตาเกนไป
10. การฉดชนงานทดทสดแรงดนทเหมาะสมควรใชเวลาเปนอยางไร ก. ใชเวลาใหยาวทสด ข. ใชเวลาใหส นทสด ค. ใชแรงดนใหมากทสด ง. ใชแรงดนนอยทสด

294
เฉลยสวนท 1 (ระหวางฝกอบรม )
คาเฉลยในแบบทดสอบ
คาถามขอท คาตอบขอ คาถามขอท คาตอบขอ
1 ค. 6 ก. 2 ก. 7 ค. 3 ข. 8 ก. 4 ค. 9 ค. 5 ง. 10 ข.

295
คาชแจง
แบบทดสอบความร ความเขาใจระหวางฝกอบรม
ในหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
1. แบบทดสอบความร ความเขาใจฉบบนเปนแบบทดสอบทมวตถประสงคเพอศกษาความรความเขาใจในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวาง
การฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก 2. โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมาก ทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝก
อบรมารออกแบบและการสรางแมพมพฉดพลาสตก 3. โปรดวงกลมรอบคาตอบททานเหนวาถกตองทสดเพยงคาตอบเดยว

296
แบบทดสอบ เรอง การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
---------------------------------
คาอธบายในแบบทดสอบ
แบบทดสอบน มวตถประสงคเพอศกษาความรในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวางการฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก จะมประสทธภาพในดานของความรในการออกแบบและการสรางแมพมพฉดพลาสตก โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมากทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก แบบทดสอบความรในการออกแบบและการสรางแมพมพฉดพลาสตก โดยทดสอบกบผเขารบการฝกอบรม ในระหวางการฝกอบรม ในแบบทดสอบการออกแบบและการสรางแมพมพฉดพลาสตก มจานวนขอสอบ 16 ขอ ใน 1 ขอ ม 4 ตวเลอก โดยเกณฑในการใหคะแนน คอ ตอบถกได 1 คะแนน ตอบผด ไมไดคะแนน คาชแจง โปรดทาเครองหมาย ลอมรอบขอ ก., ข., ค., ง. ทเปนคาตอบทถกตองทสดของทาน
แบบทดสอบความรการออกแบบและการสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมในระหวางการฝกอบรม สวนท 2 เรองการออกแบบแมพมพ (ตามเกณฑ 80/80)
1. ชนงานททาการฉดออกมาดหรอไมด ขนอยกบปจจยขอใดเปนสาคญ
ก. การออกแบบแมพมพ ข. การประกอบแมพมพ ค. วสดทใชในการฉด ง. กระบวนการในการฉด
2. ขอเสยของการนาอลมเนยมมาทาแมพมพ ก. การนาความรอนดกวาเหลก ข. ไมทนตอกรดและดางมากๆ ค. อายการใชงานนานมาก ง. เหมาะกบแมพมพตนแบบ

297
3. ชนสวนบางจดเปน Undercut หมายถงขอใด ก. ดาน Core ข. ดาน Cavity ค. Insert ง. สวนท Tooling ไมสามารถกดได ในแนวการเดนปกต
4. ขอใดคอขอควรระวงในการออกแบบ RIB ก. ทศทางของ RIB ควรอยในทศทางเดยวกบการไหลของพลาสตก ข. ควรใส RIB ใหมขนาดทหนา ค. ทาใหสวนฐานเปนมมฉากมากทสด ง. ทศทาง RIB ใหขวางทางการไหลของนาพลาสตก
5. ในกรณทตองการเพมความแขงของชนสวนแมพมพควรทาอยางไร ก. เลอกวสดทมความแขงตามมาตรฐาน ข. ทาการชบผว ค. ทาการชบชนสวนทกตว ง. ถกทกขอ
6. ชนสวนใดของแมพมพอยกบทเนนตวกาหนดผวนอกของชนงาน ก. Core ข. Cavity ค. Insert Core ง. Bottom Plate
7. สาเหตททาใหพลาสตกแยกเปนสายๆ (Weld Mark) อนเกดจากเครองจกร ก. เพมเวลาในการฉด ข. ปรบสารหลอลนในวตถดบ ค. ทา Runner ใหใหญขน ง. ทาการอบแหงเมดพลาสตก
8. การเกดลายคลนบนชนงาน (Flow Mark) ขอใดผด ก. ความหนดพลาสตกสงเกนไป แลวฝนฉด ข. ความหนดพลาสตกตาเกนไป ค. มขอบกพรองขณะไหลของพลาสตก ง. ปรบแตงการฉดไมด

298
9. ในการออกแบบแมพมพฉดพลาสตกสงทควรคานง ยกเวนขอใดไมใช ก. การบารงรกษาทาไดงาย ข. เปนโครงสรางทสญเสยวตถดบนอย ค. ชนสวนทกชนชารดไดงาย ง. ชนงานทมความหนาสมาเสมอ
10. ขอใดคอสตรการคานวณ แรงยดแมพมพ (Locking force requirement) ก. D x ¶
4 ข. ¶ x 4 D2 ค. ¶ x n 1000 ง. D2 x ¶
4 11. ปจจยใดท ไมมผลกระทบตอการออกแบบ Runner
ก. ปรมาตรชนงาน ข. ปรมาณเศษพลาสตก ค. พนผวตอปรมาตรของ Runner ง. ความเรยบของผวชนงาน
12. ขอใดคอหลกการวางตาแหนง Gate ก. รปรางชนงาน ข. ทศทางทรบแรงสงสด ค. ความเรยบรอยของชนงาน ง. ถกทกขอ
13. ขอใดคอหนาทหลกของ Runner ก. ลาเลยงนาพลาสตกเขาส cavity อยางรวดเรว และไมตดขดในเสนทางทส นทสด ข. ทาหนาทปลดชนงานหลงจากการฉด ค. เปนตวกาหนดนาหนกของตวชนงาน ง. ผดทกขอ
14. ในระบบปลดชนงานโดยทวไป จะอยกบสวนใด ก. สวน Cavity ข. สวน Core ค. สวนปลอกนาฉด ง. สวนแหวนหวฉด
299
15. ขอใดไมใชชดกระทง (Ejector Assembly) ก. Cavity Plate ข. Ejector Plate ค. Retainer Plate ง. Stopper
16. ปลอก รฉด ควรม Taper กองศา ก. 1˚ ข. 2˚ ค. 3˚ ง. 4˚

300
เฉลยสวนท 2 (ระหวางฝกอบรม )
คาเฉลยในแบบทดสอบ
คาถามขอท คาตอบขอ คาถามขอท คาตอบขอ
1 ก. 9 ค. 2 ข. 10 ง. 3 ง. 11 ง. 4 ก. 12 ง. 5 ง. 13 ก. 6 ข. 14 ข. 7 ก. 15 ก. 8 ข. 16 ก.

301
คาชแจง
แบบทดสอบความร ความเขาใจระหวางฝกอบรม
ในหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
1. แบบทดสอบความร ความเขาใจฉบบนเปนแบบทดสอบทมวตถประสงคเพอศกษาความรความเขาใจในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวาง
การฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและกา รสรางแมพมพฉดพลาสตก 2. โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมาก ทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝก
อบรมารออกแบบและการสรางแมพมพฉดพลาสตก 3. โปรดวงกลมรอบคาตอบททานเหนวาถกตองท สดเพยงคาตอบเดยว

302
แบบทดสอบ เรอง การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
---------------------------------
คาอธบายในแบบทดสอบ
แบบทดสอบน มวตถประสงคเพอศกษาความรในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวางการฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก จะมประสทธภาพในดานของความรในการออกแบบและการสรางแมพมพฉดพลาสตก โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมากทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก แบบทดสอบความรในการออกแบบและการสรางแมพมพฉดพลาสตก โดยทดสอบกบผเขารบการฝกอบรม ในระหวางการฝกอบรม ในแบบทดสอบการออกแบบและการสรางแมพมพฉดพลาสตก มจานวนขอสอบ 10 ขอ ใน 1 ขอ ม 4 ตวเลอก โดยเกณฑในการใหคะแนน คอ ตอบถกได 1 คะแนน ตอบผด ไมไดคะแนน คาชแจง โปรดทาเครองหมาย ลอมรอบขอ ก., ข., ค., ง. ทเปนคาตอบทถกตองทสดของทาน
แบบทดสอบความรการออกแบบและการสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมหลงการฝกอบรม สวนท1 เรองพนฐานพลาสตก (ตามเกณฑ 80/80)
1. การฉดแมพมพในแตละครง อาศยแรงฉดแมพมพจากขอใด ก. ตวแมพมพเอง ข. เครองฉด ค. แรงเคลอนจากกานกระทง Ejector ง. แรงดนนาพลาสตก
2. ขอใดกลาวความหมายคาวา Parting line ไดถกตอง ก. เสนแบงความขนานของดาน คาวต ข. เสนแบงความขนานของดาน คอร ค. เสนแบงระหวางแมพมพ ง. เสนทางวงของอากาศ

303
3. ขอดของเครองฉดแบบเคลยวค คอขอใด ก. ปองกนการรวของนาพลาสตก ข. ชวยลดแรงดนในการฉด ค. ปรบนาหนกพลาสตกในชวงฉดได ง. ควบคมนาหนกการฉดไดด
4. โดยทวไปพลาสตกทหลอมเหลวจะมอสระในการไหล ซงขนอยกบอะไร ก. อณหภมสง ข. อณหภมตา ค. ความหนดตา ง. ความดนตา
5. ชวงเพมแรงดน โดยทวไปแลวพลาสตกสามารถอดตวไดอกกเปอรเซน (%) ก. 10 % ข. 15 % ค. 20 % ง. 25 %
6. สาเหตททาใหความเคนเกดขนในชนงาน คอขอใด ก. การไหลของพลาสตก ขณะกาลงแขงตว ข. การไหลกลบของนาพลาสตก ค. แรงเฉอยจากการไหล ง. ความเรวในการไหล
7. พลาสตก ABS มอณหภมหลอมเหลวเทาใด ก. 150 – 200 C˚ ข. 180 – 200 C˚ ค. 200 – 240 C˚ ง. 200 – 280 C˚
8. อณหภมในการฉดของพลาสตก PVC ประมาณกองศาเซลเซยส (Cº) ก. 15 – 40 C˚ ข. 20 – 45 C˚ ค. 20 – 60 C˚ ง. 80 C˚

304
9 . ในขณะทเครองฉดทาการฉดนาพลาสตกจะผานสวนใดของเครองฉด ก. Spure ข. Runner ค. Nozzle ง. Cavity 10. พลาสตกชนดใดทนยมใชในการบรรจอาหาร ก. PP ข. PE ค. PC ง. PS

305
เฉลยสวนท 1 (หลงฝกอบรม)
คาเฉลยในแบบทดสอบ
คาถามขอท คาตอบขอ คาถามขอท คาตอบขอ
1 ข. 6 ก. 2 ค. 7 ง.
3 ก. 8 ค. 4 ก. 9 ค. 5 ข. 10 ข.

306
คาชแจง
แบบทดสอบความร ความเขาใจระหวางฝกอบรม
ในหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
1. แบบทดสอบความร ความเขาใจฉบบนเปนแบบทดสอบทมวตถประสงคเพอศกษาความรความเขาใจในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวาง
การฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก 2. โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมาก ทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝก
อบรมารออกแบบและการสรางแมพมพฉดพลาสตก 3. โปรดวงกลมรอบคาตอบททานเหนวาถกตองทสดเพยงคาตอบเดยว

307
แบบทดสอบ เรอง การพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก
---------------------------------
คาอธบายในแบบทดสอบ
แบบทดสอบน มวตถประสงคเพอศกษาความรในการออกแบบและการสรางแมพมพฉดพลาสตกในระหวางการฝกอบรม ทมตอหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก จะมประสทธภาพในดานของความรในการออกแบบและการสรางแมพมพฉดพลาสตก โปรดตอบคาถามในแบบทดสอบฉบบนใหตรงกบความคดของทานใหมากทสด ในทกขอ โดยคาตอบของทานจะเปนประโยชนอยางยงตอการพฒนาหลกสตรฝกอบรมการออกแบบและการสรางแมพมพฉดพลาสตก แบบทดสอบความรในการออกแบบและการสรางแมพมพฉดพลาสตก โดยทดสอบกบผเขารบการฝกอบรม ในระหวางการฝกอบรม ในแบบทดสอบการออกแบบและการสรางแมพมพฉดพลาสตก มจานวนขอสอบ 16 ขอ ใน 1 ขอ ม 4 ตวเลอก โดยเกณฑในการใหคะแนน คอ ตอบถกได 1 คะแนน ตอบผด ไมไดคะแนน คาชแจง โปรดทาเครองหมาย ลอมรอบขอ ก., ข., ค., ง. ทเปนคาตอบทถกตองทสดของทาน
แบบทดสอบความรการออกแบบและการสรางแมพมพฉดพลาสตก
โดยใชทดสอบกบผเขารบการฝกอบรมหลงการฝกอบรม สวนท 2 เรองการออกแบบแมพมพ (ตามเกณฑ 80/80)
1. ขอใดกลาวความหมายคาวา Parting line ไดถกตอง
ก. เสนแบงความขนานของดาน คาวต ข. เสนแบงความขนานของดาน คอร ค. เสนแบงระหวางแมพมพ ง. เสนทางวงของอากาศ
2. ขอใดไมใชหลกเกณฑในการออกแบบชนงานฉดพลาสตก ก. กาหนดมาตรฐานขนมาเอง ข. ทาความเขาใจเกยวกบมาตรฐาน ค. ใฝหาความรเกยวกบผลตภณฑ ง. ยกระดบความสามารถในกาเขยนแบบ

308
3. ขอใดไมใชหนาทของครบ (RIB) ก. เพมความแขงแรง ข. ทาใหปลดชนงานไดงาย ค. ทาใหชนงานมสมรรถนะด ง. ปองกนการเปลยน รป
4. ในการออกแบบแมพมพฉดพลาสตก เหตใดตองมรระบายอากาศ (Air Vent) ก. เพอใหเกดแรงตานหนาแมพมพ ข. ทาใหการเยนตวของนาพลาสตกเรวขน ค. ชวยแรงตานบรเวณหนาผวขณะปดแมพมพและชวงการฉด ง. ชวยใหปลดชนงานไดงาย
5. การกาหนดรระบายอากาศ สงแรกทตองคานง คอ ก. รปรางของชนงาน ข. ขนาดของแมพมพ ค. ขนาดของทางวงนาพลาสตก ง. การปลดชนงาน
6. สาเหตททาใหเกดครบแลบ อนมาจากการออกแบบแมพมพ ก. อณหภมของทอฉดตาเกนไป ข. แรงบดแมพมพมากเกนไป ค. แรงบดแมพมพนอยเกนไป ง. ใชวสดทาแมพมพทแขง เพมความแขงแกรงของแมพมพ
7. การเกดรอบบม (Shrink Mark) เกดจากขอใด ก. อตราการเยนตวไมเทากน ข. ความผดพลาดขนพนฐาน ในการออกแบบ ค. เปดชองอากาศไมถกตอง ง. ถกทกขอ
8. สาเหตใดทาใหเกด “เจทตง“ หรอเกดการประสานตวไมด ก. ตงความเรวของการฉดเรวเกนไป ข. ตงความเรวของการฉดชาเกนไป ค. ชวงการไหลของพลาสตกเกดการแปรปรวน ง. ถกทงขอ ก และ ค

309
9. การคานวณจานวน Cavity ประโยชนเพออะไร ก. ทราบอายการใชงาน ข. จานวนการผลตทนตอเวลา ค. ทาใหทราบระยะเวลาการฉด ง. ถกทกขอ
10. ขอใดตอไปน ไมใชหนาทของ Gate ก. ควบคมความดนนาพลาสตก ข. เพอแยกชนงานกบ Runner ออกจากกน ค. เพอควบคมอณหภมของแมพมพ ง. เพอควบคมนาพลาสตกเขาในลกษณธ ไมเกดผลเสยกบชนงาน
11. ในการปลดชนงาน การทา Undercut มไวเพอประโยชนอะไร ก. ใหชนงานมความสวยงาม ข. เพอใหการปลดชนงานไดรวดเรวขน ค. เพอสรางความแขงแรง ง. เพอลดนาหนกชนงาน
12. ขอใดไมใชลกษณะของการวาง Gate ทด ก. กาหนดการเขาทจดตดงาย ข. วาง Gate เขาทจะทาใหเกดรอยตอ ค. ใช Gate เขาหลายจดสาหรบชนงานบาง ง. วาง Gate เขาทจะทาไมใหเกดรอยตอ
13. ขอใดตอไปนเปนจงหวะทรบบปลดชนงานทางาน ก. จงหวะการปดแมพมพ ข. จงหวะทาการฉด ค. จงหวะเปดแมพมพ ง. จงหวะหลอเยน
14. การปลดชนงานมหลายวธ ขอใดไมใชวธการปลดชนงานในแมพมพฉดพลาสตก ก. ใชเขมกระทง (Ejector Pin) ข. ใชปลอกกระทง (Ejector Sleeve) ค. ใชแผนปลด (Stripper Plate) ง. ใชการวง (Runner)

310
15. จากปญหาทเกดจากชนงานทเปน Undercut มวธแกไขอยางไร ก. ใหม Taper ชวยในการปลดชนงาน ข. การใชเกลยวในการปลดชนงาน ค. เปดแมพมพโดยใชวธการเบยด ง. ถกทกขอ
16. หนาทหลกของ Angle Pin คอขอใด ก. เอยงหนา P/L ของแมพมพ ข. กาหนด Slide ใหไดตามระยะ ค. กาหนดระยะปดแมพมพ ง. กาหนดระเบดแมพมพ

311
เฉลยสวนท 2 (หลงฝกอบรม)
คาเฉลยในแบบทดสอบ
คาถามขอท คาตอบขอ คาถามขอท คาตอบขอ
1 ค. 9 ง. 2 ก. 10 ค.
3 ข. 11 ข. 4 ค. 12 ค. 5 ก. 13 ค. 6 ค. 14 ง. 7 ง. 15 ง. 8 ง. 16 ข.

315
ภาคผนวก ง

1584
ตาราง 13 ตารางการประเมนเนอหาระหวางฝกอบรม
คนท ลาดบเนอหา
เนอหาระหวางฝกอบรม สวนท 1 จานวนขอ 1 2 3 4 5 6 7 8 9 10 11 12
∑x ∑x2 n SD
1. ความรพนฐานดานพลาสตก 1.1 ประวตความเปนมาของพลาสตก 1 1 1 1 1 1 1 1 1 1 1 0 1 11 11 12 0.29 0.92 1.2 กระบวนการฉดพลาสตก 2 2 1 2 2 0 2 0 2 2 1 1 1 16 28 12 0.78 1.33 1.3 การฉดพลาสตก 3 3 2 2 2 2 2 1 2 1 1 1 1 20 38 12 0.65 1.67
1 6
2. ความรพนฐานดานเครองฉดพลาสตก 2.1 เครองฉดแบบทวไป 2 2 2 1 1 1 0 2 1 1 0 2 1 14 22 12 0.72 1.17 2.2 เครองฉดแบบ ซเอนซ 2 2 2 2 1 2 1 2 1 1 1 1 1 17 27 12 0.51 1.42
2 4 เนอหาระหวางฝกอบร ม สวนท 2
1. แมพมพฉดพลาสตก 1.1 แมพมพแบบสองแผน 1 1 1 1 1 1 0 0 1 0 0 1 0 7 7 12 0.51 0.58 1.2 แมพมพแบบสามแผน 2 2 1 0 0 0 1 1 1 1 0 0 0 7 9 12 0.67 0.58 1.3 แมพมพแบบแยก 1 0 1 1 1 1 0 1 1 1 0 0 1 8 8 12 0.49 0.67
1 4
312
X

1594
ตาราง 13 (ตอ) ตารางการประเมนเนอหาระหวางฝกอบรม
ลาดบเนอหา
เนอหาระหวางฝกอบรม สวนท 1 จานวนขอ
คนท ∑x ∑x2 n SD
2. การออกแบบแมพมพฉดพลาสตก 2.1 การกาหนดโครงสรางแมพมพ 2.1.1 การกาหนดแนวแยกแมพมพ 2 1 1 2 2 2 2 1 2 2 0 1 1 17 29 12 0.67 1.42 2.1.2 การออกแบบชนสวน 1 1 1 1 1 1 1 0 1 1 0 0 1 9 9 12 0.45 0.75 2.1.3 การกาหนดเบา 1 1 1 0 0 0 0 0 1 0 0 1 0 4 4 12 0.49 0.33 4 2.2 การวเคราะหแมพมพ 2.2.1 การวเคราะหวสดทาแมพมพ 2 2 2 2 2 1 1 1 2 2 1 1 2 19 33 12 0.51 1.58 2.2.2 การวเคราะหมาตรการการ ปองกนการสกหรอ
1 1 1 1 1 1 1 1 0 0 0 1 0 8 8 12 0.49 0.67
2.2.3 การวเคราะหความสมดลใน การไหล
2 2 2 2 1 2 1 2 2 2 2 0 2 20 38 12 0.65 1.67
2
5 3. การตรวจสอบแมพมพ 2 2 2 2 2 2 2 2 1 2 2 2 0 21 41 12 0.62 1.75
3 2 4. การบารงรกษาแมพมพฉดพลาสตก 1 0 1 1 1 1 1 1 1 1 1 0 0 9 9 12 0.45 0.75 4
1
XX
313

1604
ตาราง 14 ตารางการประเมนเนอหาหลงฝกอบรม
คนท ลาดบเนอหา
เนอหาหลงฝกอบรม สวนท 1 จานวนขอ 1 2 3 4 5 6 7 8 9 10 11 12
∑x ∑x2 n SD
1. ความรพนฐานดานพลาสตก 1.1 ประวตความเปนมาของพลาสตก 2 2 1 0 1 0 1 0 1 1 0 0 0 7 9 12 0.67 0.58 1.2 กระบวนการฉดพลาสตก 2 1 2 1 1 1 1 0 1 1 0 1 1 11 13 12 0.51 0.92 1.3 การฉดพลาสตก 2 2 1 2 1 1 0 1 0 1 0 1 0 10 14 12 0.72 0.83
1 6
2. ความรพนฐานดานเครองฉดพลาสตก 2.1 เครองฉดแบบทวไป 2 2 1 2 1 1 1 2 1 0 0 0 0 11 17 12 0.79 0.92 2.2 เครองฉดแบบ ซเอนซ 2 2 2 1 0 0 2 2 1 2 2 0 1 15 27 12 0.87 1.25
2 4 เนอหาหลงฝกอบรม สวนท 2
1. แมพมพฉดพลาสตก 1.1 แมพมพแบบสองแผน 1 1 1 0 1 1 1 1 1 0 0 0 1 8 8 12 0.49 0.67 1.2 แมพมพแบบสามแผน 1 1 1 1 0 1 1 1 0 1 0 1 1 9 9 12 0.45 0.75 1.3 แมพมพแบบแยก 1 1 1 1 1 1 1 1 1 1 1 0 1 11 11 12 0.29 0.92
1 3
314
X

1614
ตาราง 14 (ตอ) ตารางการประเมนเนอหาหลงฝกอบรม
ลาดบเนอหา
เนอหาหลงฝกอบรม สวนท 1 จานวนขอ
คนท ∑x ∑x2 n SD
2. การออกแบบแมพมพฉดพลาสตก 2.1 การกาหนดโครงสรางแมพมพ 2.1.1 การกาหนดแนวแยกแมพมพ 2 1 1 2 1 1 2 2 2 2 0 2 0 16 28 12 0.78 1.33 2.1.2 การออกแบบชนสวน 2 2 1 2 2 2 1 1 1 2 1 1 1 17 27 12 0.51 1.42 2.1.3 การกาหนดเบา 1 1 1 1 1 1 0 1 0 0 1 0 1 8 8 12 0.49 0.67
2 5
2.2 การวเคราะหแมพมพ 2.2.1 การวเคราะหวสดทาแมพมพ 2 2 2 2 2 2 2 2 2 2 1 1 2 22 42 12 0.39 1.83 2.2.2 การวเคราะหมาตรการการ ปองกนการสกหรอ
1 1 1 1 0 0 0 1 1 0 1 0 0 6 6 12 0.52 0.50
2.2.3 การวเคราะหความสมดลใน การไหล
2 1 2 2 1 1 0 1 2 1 1 0 0 12 18 12 0.74 1.00
5 3. การตรวจสอบแมพมพ 2 2 2 2 1 2 1 1 1 1 2 1 0 16 26 12 0.65 1.33 3
2 4. การบารงรกษาแมพมพฉดพลาสตก 1 1 1 0 0 0 1 0 0 0 0 0 0 3 3 12 0.45 0.25 4
1
X
315

316
รายชอผเชยวชาญ รายชอผเชยวชาญตรวจสอบแบบทดสอบประสทธภาพของหลกสตรการออกแบบและสรางแมพมพฉดพลาสตก 1. อาจารย ดร.ชนะ รกษศร ผเชยวชาญดานการออกแบบแมพมพฉดพลาสตก ประสบการณในการทางาน 12 ป ตาแหนง - อาจารยประจาภาควชาวศวกรรมอตสาหการ - รองผอานวยการฝายวจย สถานททางาน สถาบนคนควาและพฒนาเทคโนโลยการ ผลตทางอตสาหกรรม 2. อาจารยอนศกด กาญจน ผเชยวชาญดานการออกแบบแมพมพฉดพลาสตก ประสบการณในการทางาน 15 ป ตาแหนง -หวหนาฝายแมพมพ สถานททางาน สถาบนคนควาและพฒนาเทคโนโลยการ ผลตทางอตสาหกรรม
3. อาจารยสมปอง อนทอง ผเชยวชาญดานพลาสตกและงานฉดพลาสตก ประสบการณในการทางาน 16 ป ตาแหนง -หวหนาฝายโพลเมอร สถานททางาน สถาบนคนควาและพฒนาเทคโนโลยการ ผลตทางอตสาหกรรม 4. อาจารยประทป ฟองเพชร ผเชยวชาญดานการออกแบบแมพมพฉดพลาสตก ประสบการณในการทางาน 14 ป ตาแหนง - คร ค.ศ. 2 สถานททางาน วทยาลยเทคนคอางทอง 5. อาจารยวเชยร ดฉาย ผเชยวชาญดานการออกแบบแมพมพฉดพลาสตก ประสบการณในการทางาน 17 ป ตาแหนง - คร ค.ศ. 3 สถานททางาน วทยาลยเทคนคอางทอง

316
ประวตยอผวจย

317
ประวตยอผวจย ชอ นายเรวตร มสถตย วนเดอนปเกด 31 มนาคม 2518 สถานทเกด อาเภอหลงสวน จงหวดชมพร สถานทอยปจจบน เลขท 33/2 หม 6 ตาบลออมเกรด อาเภอปากเกรด จงหวดนนทบร 10120 โทรศพท 0 9147 0413 ตาแหนงหนาทการงานในปจจบน นกวจย สถานททางานปจจบน สถาบนคนควาและพฒนาเทคโนโลยการผลตทางอตสาหกรรม คณะวศวกรรมศาสตร มหาวทยาลยเกษตรศาสตร เลขท 50 ถนนพหลโยธน แขวงลาดยาว เขตจตจกร กรงเทพมหานคร 10900 โทรศพท 0 2942 8568-70 โทรสาร 0 2942 8571 ประวตการศกษา พ.ศ.2535 ประกาศนยบตรวชาชพ (ชางยนต) สถาบนเทคโนโลยราชมงคล วทยาเขตนนทบร พ.ศ.2537 ประกาศนยบตรวชาชพชนสง (ชางยนต) สถาบนเทคโนโลยราชมงคล วทยาเขตนนทบร (มหาวทยาลยสวรรณภม) พ.ศ.2539 วทยาศาสตรบณฑต (เทคโนโลยเครองกล) มหาวทยาลยราชภฎพระนคร พ.ศ.2549 การศกษามหาบณฑต (อตสาหกรรมศกษา) มหาวทยาลยศรนครนทรวโรฒ