modern plastics & polymers january 2013
DESCRIPTION
MODERN PLASTICS & POLYMERS’, the numero uno monthly B2B magazine for the plastics & polymers industry, offers the latest trends, in-depth views & analysis, and technical information on the world of plastics materials, machinery and products. Suffi ce to say, the key decision makers among plastics processors, mould makers and user industries regularly refer to it for their business information needs.TRANSCRIPT

Als
o av
aila
ble
in S
ri La
nka,
Mal
aysi
a, S
inga
pore
, Tha
iland
, Tai
wan
, Chi
na &
Hon
g K
ong
Als
o av
aila
ble
in S
ri La
nka,
Mal
aysi
a, S
inga
pore
, Tha
iland
, Tai
wan
, Chi
na &
Hon
g K
ong



MPP
Tab
1 J
an 2
013
Ad
Nam
e: W
oo
jin P
g N
o. 5

MPP Tab
1 Jan 2013 A
d N
ame: G
elco Pg
No. 6




9January 2013 | Modern Plastics & Polymers
t is that time of the year when everyone (well, almost) starts thinking
about new beginnings, notwithstanding what most analysts predict after
their fair share of crystal ball gazing. The fact that you are reading this
obviously nullifies all the doomsday prophesies that sounded the death
knell for the world with the end of the Mayan calendar. Although we are over it now,
the troubles – especially the macro-economic ones – for a globally inter-connected
world seem to be far from over! With the European Union still sputtering to accelerate
and the near- to mid-term economic forecasts for the Organisation for Economic
Co-operation and Development (OECD) countries lacking the desired lustre, the
emerging economies are most likely to continue their glorious growth march, albeit a
bit slower, in the foreseeable future.
The key points to be noted here are an increasingly inter-dependent world and the
growing competition among several geographies to earn their share under the
Sun. Against this background accompanied by country-specific competitive
advantages as well as significant shifts in the application of technology
and the need for more tailor-made products & services, the plastics and
polymers domain is certainly not going to be the same in this year.
Without focussing too much on the drag factors rather than the
growth drivers, it is imperative to chart an optimum course for
the plastics and polymers ecosystem of India and the economy
at large. Of course, the right set of policies will further help
leverage the emerging opportunities and thus, enable India Inc
to stay ahead in the race. In fact, according to the Report
‘India’s New Opportunity – 2020’ prepared by a high level
strategic group, the nation needs to accelerate its economic
growth beyond the rates of 5-6 per cent per annum in order
to be counted as a major economic powerhouse by the end
of this century’s first quarter.
While the importance of India’s demographic dividend cannot
be overemphasised, it is high time to specifically focus on nurturing
and offering the right skill sets required for an ever evolving industry.
To achieve this as well as an inclusive growth across several strata of
India, the time has come for a transformational change. This calls for
a shift from a mere compliance mindset to a commitment-driven focus
on accomplishing the goals and transform ideas into actions with agility.
Besides, superior efforts in improving the efficiency of organisations,
building scale organically and inorganically and harnessing global expertise
to improve operating margins will further aid in this direction.
On this note, here’s wishing all our stakeholders an eventful and
enriching 2013!
ITime for a transformational change!
Editorial Advisory BoardA E Ladhabhoy
Plastics Technologist
Dr Sushil K VermaFormer Director General, CIPET
Dr Swapan K DharaRegional Technical Head,
Basell Polyolefins India Pvt Ltd
Mohan K JainMD, Indoplast & Past President, AIPMA
P P KharasChairman, Ecoplast
Raman M PatelChairman, Industrial Products Mfg Co
Vijay MerchantPresident, Polycraft
Manas R [email protected]
EDITORIAL


11January 2013 | Modern Plastics & Polymers
CONTENTS
45January 2013 | Modern Plastics & Polymers 45February 2012 | Modern Plastics & Polymers
Note: ` stands for Indian rupee, $ stands for US dollar and £ stands for UK pound, unless mentioned otherwise
26 Newsmakers of 2012
Automation Trends 86 Control systems: Changing the process dynamics in plastics industry
Energy Management 88 Motor efficiency in injection moulding: Shaping a ‘power’ful future
Policies & Regulations 96 Polymer compounding norms: Minimising environmental impact at the formulation stage
Strategy 100 Extrusion process: Opening new avenues for technological advancements
Tips & Tricks 102 Plastic Electronics: Guidelines for applications
Event Preview
106 Plexpoindia 2013: Exploring infinite possibilities with plastics
108 India Rubber Expo 2013: Harnessing the global potential for rubber
110 Engineering Expo Indore 2013: Tapping India’s central vantage point
116 Engineering Expo Aurangabad 2013: Leveraging market trends, expanding opportunities
Event Report
118 ANTEC® Mumbai 2012: A maiden victory in India
120 International Conference of Thermoplastic Elastomer 2012: Gaining tensile strength in India
122 Engineering Expo Chennai 2012: Showcasing Southern manufacturing strengths
REGUL AR SECTIONSEditorial ................................. 9
News, Views & Analysis ...... 32
Technology & Innovation .... 40
Projects ............................... 103
Tenders ............................... 104
45
Event List........................... 105
Products.............................. 126
List of Products.................. 135
List of Advertisers .............. 138
Extrusion industry .................. 46
Extrusion machinery .............. 48
Interface: Arun Pundir ........... 56
Roundtable ............................. 58
Special Focus
63Applications of synthetic rubber ............ 64
Synthetic rubber in tyres ........................ 66
Interface: Dr Joerg Strassburger ............. 68
Thermoset injection moulding ............... 76
Nylon ...................................................... 78
Lean thinking ......................................... 82
In Conversation With 42 Amit Kalra
Director, Hindustan Plastic and Machine Corporation
Facility Visit 60 Shini Plastics Technologies India Pvt Ltd: Equipping
manufacturers with cost-effective ancillary solutions
Insight & OutlookRubber
Extrusion
Details on pg no. 105, 111, 113
Special Focus: Advancements in Raw Materials Insight & Outlook: Recycling
Highlights of Next Edition


13January 2013 | Modern Plastics & Polymers
FOUNDER & EDITOR, NETWORK 18Raghav Bahl
PRESIDENT & EDITORIAL DIRECTOR, TV 18 Senthil Chengalvarayan
SENIOR EDITORManas R Bastia
EDITORIAL TEAMSweta M Nair, Dharitri Dalvi
Anwesh Koley (Delhi), Avani Jain (Ahmedabad)
ASSISTANT ART DIRECTORVaruna Naik
DESIGNSharad Bharekar
CHIEF PHOTOGRAPHERMexy Xavier
PHOTOGRAPHYNeha Mithbawkar, Joshua Navalkar
BUSINESS CONTROLLERSLovey Fernandes, Akshata Rane, Surekha Karmarkar, Deepak Bhatia,
Ashish Kukreti, Shwetha ME, Jayashree N, Sugandha Kulkarni, Shefali Mahant
PRINTINGEXECUTIVE VICE PRESIDENT
Ananth R Iyer
ASSISTANT GENERAL MANAGER - PPCShekhar Khot
PRODUCTION TEAMSurekha Karmarkar, Ravikumar Potdar
Ravi Salian, Sanjay Shelar
OVERSEAS CONTACTRingier Trade Media Ltd CHINA
1001 Tower 3, Donghai Plaza, 1486 Nanjing Road, West, Shanghai 200040, China Tel: +86-21 6289 – 5533 Ext. 368, Fax: +86-21 6247 – 4855
(Craig Shibinsky) Email: [email protected]
Ringier Trade Media Ltd HONG KONG9/F, Cheong Sun Tower, 118 Wing Lok Street, Sheung Wan, Hong Kong
Tel: +852 2369 – 8788 Ext. 21, Fax: +852 2869 – 5919 (Octavia Au-Yeung) Email: [email protected]
Ringier Trade Media Ltd TAIWANRoom 3, Fl. 12, No. 303, Chung Ming S. Rd., Taichung, Taiwan
Tel: +886-4 2329 – 7318 Ext. 16, Fax: +886-4 2310 – 7167 (Sydney La) Email: [email protected]
Ringier Trade Media Ltd GERMANY, AUSTRIA, SWITZERLANDTel: +41-44 734 0472, Fax: +41 44 734 0680
Email: [email protected]
USA Tel: (513) 527-8800 Fax: (513) 527-8801
Email: [email protected]
USA Alfredo Domador, 6505 Blue Lagoon Drive, Suite 430 Miami, FL. 33126, USA
Tel: (305) 448-6875, Fax: (305) 448-9942
GROUP CEO, NETWORK 18B Sai Kumar
CEO-NETWORK 18 PUBLISHINGSandeep Khosla
EVP-HUMAN RESOURCESSanjeev Kumar Singh
ASSOCIATE VICE PRESIDENTSudhanva Jategaonkar
ADVERTISING SALESShashin Bhagat (Ahmedabad)[email protected] B (Bengaluru)[email protected] Hara Subramaniam (Chennai)[email protected] S (Coimbatore)[email protected] Agarwal (Delhi)[email protected] Dsouza (Hyderabad)[email protected] Gokhale (Indore)[email protected] Arora (Jaipur)[email protected] Ghoshal (Kolkata)[email protected] Dhingra (Ludhiana)[email protected] Bhattacharjee (Ludhiana)[email protected] Dsouza (Mumbai)[email protected] Dass (Pune)[email protected] Modha (Rajkot)[email protected] Pathak (Vadodara)[email protected]
MARKETING TEAMGanesh Mahale, Akshaya Jadhav
NEWSSTAND AND SUBSCRIPTIONSDISTRIBUTION HEADSunil NairDEPUTY GENERAL MANAGERManoj PalsaySENIOR MANAGER - SUBSCRIPTIONSSheetal KotawdekarCO-ORDINATORSRahul Mankar, Anant Shirke, Sarita Quadros, Chaitali Parkar, Kamlesh Mathkar, Vaibhav GhavaleSERVICESSUBSCRIPTION SERVICES For subscription queries, write [email protected] or call +91 22 30034631-34 or toll free 1800 200 1021PERMISSIONS For subscription to copy or reuse material from Modern Plastics & PolymersWrite to [email protected]• Monthly Issue Price: ` 100 • Annual Subscription: ` 899
Views and opinions expressed in this magazine are not necessarily those of Network18 Media & Investments Ltd (Network18)*, its publisher and/or editors. We at Network18 do our best to verify the information published but do not take any responsibility for the absolute accuracy of the information. Network18 does not accept the responsibility for any investment or other decision taken by readers on the basis of information provided herein. Network18 does not take responsibility for returning unsolicited material sent without due postal stamps for return postage. No part of this magazine can be reproduced without the prior written permission of the publisher. Network18 reserves the right to use the information published herein in any manner whatsoever.
Printed by Mohan Gajria and published by Lakshmi Narasimhan on behalf of Network18.Senior Editor: Manas R BastiaPrinted at Infomedia 18 Ltd, Plot no.3, Sector 7, off Sion-Panvel Road, Nerul, Navi Mumbai 400 706, and published at Network18, ‘A’ Wing, Ruby House, J K Sawant Marg, Dadar (W), Mumbai - 400 028. Modern Plastics & Polymers is registered with the Registrar of Newspapers of India under No. MAHENG / 2008 / 25265. Network18 does not take any responsibility for loss or damage incurred or suffered by any subscriber of this magazine as a result of his/her accepting any invitation/offer published in this edition.
Business Insights •Technologies•Opportunities
*Ownership of this magazine stands transferred from Infomedia18 Ltd (Infomedia18) to Network18 Media & Investments Ltd (Network18) in pursuance of the scheme of arrangement between Network18 and Infomedia18 and their respective shareholders and creditors, as approved by the Hon’ble High Court of Delhi and the necessary approval of Ministry of Information and Broadcasting is being obtained.


MPP
Jan
_201
3 A
d N
ame:
Alo
k T
ab-2
, Pg
No.
15

MPP Jan
_2013 Ad
Nam
e: Kalra 1 Tab
-2, Pg N
o. 16










NEWSMAKERS OF 2012
26 Modern Plastics & Polymers | January 2013
Accolade
Acquisition
Rajoo wins national award for innovation (May) Rajoo LABEX – Multifoil – Nano 3-Layer Co-extruded Blown Film has been selected as a Runner Up in the category, ‘Innovation of Polymer Processing Machinery and Equipment’. These National Awards for Technology Innovation are institutionalised by the Ministry of Chemicals and Fertilizers, Department of Chemicals and Petrochemicals, Government of India.
Bayer acquires Arkema’s US polycarbonate sheet business
(May) Bayer MaterialScience LLC plans to expand its North American Polycarbonate (PC) sheet business by acquiring the name ‘Tuffak’ and PC sheet production assets in the US from Arkema Inc. For the next few months, Arkema will continue making the Tuffak PC sheet under a toll arrangement with Bayer. The Arkema assets will be relocated to one of the US plants.
Toshiba buys L&T Plastics Machinery (November) Japan’s Toshiba Machine is buying L&T Plastics Machinery, in a move to expand its presence into the market of growing importance to Japanese firms. The investment is a part of the company’s expansion plans. It is opening an injection moulding machine factory in Thailand and has a facility in China, in addition to Japan.
ECO Plastics and Coca-Cola open recycling joint venture ( June) Coca-Cola Enterprises (CCE) and ECO Plastics have entered into a partnership to open the £ 15-million Hemswell, Lincolnshire-based Continuum Recycling plant. The plant will be the world’s largest and most sophisticated one. It will be capable of processing 150,000 tonne of mixed plastics annulally, including 40,000 tonne of bottle-grade Recycled Polyethylene Terephthalate (rPET).
Reinhardt India eyes expansion (February) Leading moulding machine manufacturer Reinhardt is expanding operations by setting up a 17,200 sq ft new plant at Vadodara. The rotomoulding machine and equipment maker is a joint venture between Ernst Reinhardt GmbH of Villingen-Schwenningen, Germany; Rijsholt BV of Deventer, Netherlands; and Indian partners Dhanu Patel and Harleen Chawla.
BKG CrystallCut process awarded for innovative technology ( June) The Plastic Technology China in cooperation with the Vogel Media Advertising Co Ltd, nominated BKG for the award of the most innovative, energy-saving plastics processing equipment of the last decade (2002-12). The award was conferred to BKG in Shanghai for its CrystallCut technology developed by BKG, Bruckmann & Kreyenborg Granuliertechnik (BKG).
Reliance to buy BP’s Malaysian petrochem plant (November) BP has agreed to sell all its interests in Purified Terephthalic Acid (PTA) production in Malaysia to Reliance Global Holdings Pte Ltd (Reliance). The agreement concerns BP’s 100 per cent equity in BP Chemicals (Malaysia) Sdn Bhd (BPCM), located at Kuantan on the east-coast of Malaysia. Reliance has agreed to purchase BP’s interest in BPCM for $ 230 million in cash.
Hillenbrand to acquire Coperion (December) Hillenbrand, Inc has agreed to acquire the Coperion Group, Stuttgart, Germany. The transaction is anticipated to close by December 31, 2012. Hillenbrand, a US-based, strategic global diversified industrial company, publicly listed on the New York Stock Exchange, will acquire Coperion from Deutsche Beteiligungs AG, a leading German private equity company.
Coca-Cola partners with JBF to acceralate PlantBottle packaging
(November) The Coca-Cola Co has partnered with Mumbai-based JBF Industries Ltd to further expand production of the plant-based material used in the company’s PlantBottle packaging. To support this partnership, JBF will build the world’s largest facility to produce bio-glycol. It is estimated that the facility will produce 500,000 metric tonne of material a year.
Capacity expansion for Hinds Machineries
( June) In order to meet the growing demands, Hinds Machineries has inaugurated its new mega plant in the National Capital Region (NCR). The plant situated in Manesar is spread over an area of about 12,000 sq ft. With five machines every month in the first phase of the setup, the production capacity of this plant will be doubled to 10 machines per month within a short span.
Collaboration
Expansion


NEWSMAKERS OF 2012
28 Modern Plastics & Polymers | January 2013
Investment
New Facility
BASF to invest $ 194 million in production in India
(May) BASF India Ltd will invest $ 194 million to set up a new production site at the Dahej Petroleum, Chemicals and Petrochemicals Investment Region (PCPIR), Gujarat. The new site will be an integrated hub for polyurethane manufacturing and in-house production facilities for Care chemicals and polymer dispersions for coatings and paper.
AIPMA launches five plastics parks across India
(December) All India Plastics Manufacturers’ Association (AIPMA) has launched plastics parks Dahej & Sanand, Gujarat; Narasapura, Karnataka; Kanpur in Uttar Pradesh and Tamot in Madhya Pradesh. The 5 parks are expected to generate revenue over ` 30,000 crore per year and generate employment for 500,000 people.
LANXESS begins high-tech plastics production at Jhagadia
(March) LANXESS continues to expand its production site at Jhagadia, Gujarat. The group has invested nearly ` 490 crore and created about 300 new jobs at the site. The company’s Semi-Crystalline Products (SCP) business unit has started production of its Durethan (polyamide) and Pocan (polybutylene terephthalate) at the new plant.
LANXESS to unveil world’s largest Nd-PBR plant in Singapore
(April) LANXESS will break ground for its new Neodymium Polybutadiene Rubber (Nd-PBR) plant in Singapore. The company will invest about € 200 million in a 140,000 metric tonne per annum facility in Jurong Island Chemical Park. The facility will serve the growing market for ‘Green Tires’, especially in Asia.
Solvay’s new centre in India for R&D and technology
( July) Solvay has inaugurated its new Research, Development and Technology Centre at Savli, Gujarat. The Centre will focus on the development of high-performance polymers, organic chemistry, nano-composites and green chemistry. It will employ over 200 researchers when fully operational.
Mamata Machinery to start operations at its new facility
( July) Mamata Machinery Pvt Ltd is in the process of shifting its operations from the present facility in Vatva to the new facility in Changodar in Ahmedabad. Spanning an area of 36,000 sq m. The major reason behind this shifting of operations to the new facility was that the old facility was small and unable to handle large productions.
Centre for biopolymer science unveiled in South India
(October) India’s first Centre for Biopolymer Science and Technology (CBPST) was inaugurated recently. A unit of the Central Institute of Plastic Engineering and Technology (CIPET), Chennai, this Centre will conduct Master of Science degree course and doctoral programmes in Biopolymer Science and Technology.
Lumax to set up plastic component plant in South India
(December) Lumax Industries Ltd is setting up a dedicated plastic component plant in Bidadi near Bengaluru. With an investment of about $ 20 million, the plant would manufacture 30 different parts for multiple motorcycle models right from fender to cowl. Initially, the unit would cater the motorcycle segment.
Trelleborg inaugurates new facility in Bengaluru
(December) Trelleborg has launched a new facility in Bengaluru, in a joint initiative between Business Unit Trelleborg Industrial Anti-vibration System and Business Unit Trelleborg Moulded Components. With an investment worth about € 4 million, this is the company’s fourth facility in India and second in Bengaluru.
Indian Plastics Federation to set up knowledge centre in West Bengal
(December) In order to address unavailability of skilled workforce, the Indian Plastics Federation (IPF) is coming up with a skill development and knowledge centre in Sankrail in Howrah. This centre will impart skills to around 3,000 people every year. The project will cost ` 25 crore and is expected to be completed by 2013-end.
Metso strengthens its capabilities in India
( June) Metso has opened a 22,000 sq ft India Supply Centre (ISC) in Vadodara, Gujarat. The new ISC strengthens the company’s service capabilities in India for companies such as Reliance Industries Ltd, Indian Oil Corporation, Technip, Praxair India Pvt Ltd and PRAJ Industries Ltd.
NU-VU Conair India on an expansion drive
(October) To satiate growing demand for auxiliary equipment, NU-VU Conair Pvt Ltd has launched many new products such as screw chiller, volumetric doser yielding output of 400 kg/hr, and others. The company has also recruited personnel in its sales and marketing department in Hyderabad, Chennai, Delhi, Chandigarh and Vapi.
Expansion


NEWSMAKERS OF 2012
30 Modern Plastics & Polymers | January 2013
New Material
Novel technology
Borealis introduces new tailored PE for irrigation
(October) Borealis and Borouge, the Austrian company’s joint venture with the Abu Dhabi National Oil Company, have launched Borstar Aquility, a new family of PE products for drip irrigation applications. Designed to eliminate the need to blend multiple grades, the Borstar Aquility range consists of HE3408, a pigmented one-pack product and ME3407, an un-pigmented single polymer which can be mixed with colour master batch.
Mamta launches new three-layer blown film line
(February) Mamta Extrusion Systems Pvt Ltd (MES) has recently announced a live demonstration of three-layer blown film line, which is a unique combination of technology and manufacturing skills. Inspired by customer demand and expectation, MES launched Vegaflex. The proven cooling technology from Brampton Engineering Canada through its Eliminator Air Ring was the motivating factor to shape up Vegaflex performance.
Coca cola eyes development of plant-based plastics
( January) Coca-Cola Co has invested in three bio-based companies in an effort to accelerate the development of a PlantBottle made entirely from plants. The three companies include Virent Inc, which makes bio-based feedstock; Gevo Inc, which has developed a 100 per cent renewable isobutanol ; and Avantium Research and Technology, whose YXY chemical catalytic technology has developed a new bio-based plastics.
Business units of Reifenhäuser Extrusion become independent
(September) The business units of Reifenhäuser Extrusion GmbH & Co KG have been divided into independent companies in order to meet distinct market requirements. The activities of the former business unit Extrusion Center were spun off into the Reifenhäuser Extrusion Technology GmbH & Co KG. The new company of the Reifenhäuser Group, headed by Dr Tim C Pohl, specialises in manufacture of extruders and Wood Plastic Composite (WPC) lines.
LANXESS presents innovative materials for automotive industry
(December) LANXESS has launched new offerings for the automotive industry. The first material is the engine oil pan made of Durethan AKV 35 H2.0, a polyamide 66 from LANXESS which weighs roughly one kilogram less than a steel component solution and the second one is a new high-tech Durethan polyamide 6 for manufacturing lighter, less expensive tanks for cars that run on natural gas.
Steer Engineering introduces SPL series
(May) The Bengaluru-based Steer Engineering Pvt Ltd had recently launched– the Super Production Lines (SPL) 40 series. SPL 40 is a co-rotating twin-screw extruder with a feeder, strand die head, water trough, air knife, pelletiser and classifier. The new design targets small and mid-level companies, and has particular application in colour masterbatches, pre-coloured compounds for automotive and appliance industries as well as modified polypropylene & high-impact polystyrene.
Tamil Nadu uses plastic waste for profit
(May) As part of its plastic waste management programmes, the Tamil Nadu Government announced allocation of Rs 100 crore for relaying roads using plastic waste. B V Ramanaa, State Environment Minister, who submitted a policy note for 2012-13, stated that the Government had been initiating schemes through urban and rural local bodies to lay plastic roads from 2003-04.
CIPAD inducts Arvind Mehta in the committee (November) Arvind M Mehta, an industry stalwart, has been inducted in the Executive Committee of the Council of International Plastics Associations Directors (CIPAD). For the first time, an Indian has been elected in the committee. Mehta was elected as the Executive Director out of four seats. The committee will be headed by the US and rest each from Europe (Germany, UK), Africa (South Africa) and Asia (India).
Sustainability
Miscellaneous


NEWS, VIEWS & ANALYSIS
32 Modern Plastics & Polymers | January 2013
KREYENBORG Group to exhibit efficient systems at Interplastica 2013 Muenster-based KREYENBORG GmbH,
known for its filtering and conveying of
plastics melt as well as innovative valve
technology will exhibit its efficient systems at
Interplastica 2013. Furthermore, components
for underwater pelletizing systems will be
presented by BKG Bruckmann & Kreyenborg
Granuliertechnik GmbH.
Talking about the company’s products,
its V-type screen changer with power
backflush technology provides for an
especially profitable filtration. Integrated
into very sensitive extrusion applications it
permits the production of most high quality
products out of very polluted input material.
Its inimitable backflush system thereby
ensures a very high screen lifetime and
minimal backflush losses. Another solution
is the KREYENBORG Infrared Drum IRD
for PET recycling. By means of infrared
radiation an extremely efficient drying and
crystallisation of PET is guaranteed in a
continuous process.
At Interplastica 2013, KREYENBORG
Group will present its solutions such as a
pelletizer type Compact 120, an underwater
pelletizing system, a melt pump type 70/70-
07/MB and a unit that consists of a screen
changer type K-SWE-101, a melt pump type
36/36/01 and a diverter valve type 300/25.
Soft plasticiser-free TPU is aimed at footwear Lubrizol is offering soft plasticiser-free
Thermoplastic Polyurethanes (TPUs) for use
in athletic footwear. These Estane grades are
an alternative to plasticised TPUs, providing
an option for manufacturers sensitive
to today’s more stringent requirements.
These plasticiser-free grades have the same
performance of the company’s engineered
polymers, including excellent flexibility,
softness, abrasion resistance and mouldability.
They are available in both a polyester
series (Estane T460AH, Estane T460A,
Estane T465A and Estane T470A) and a
polyether series (Estane T365A and Estane
T370A). They range between 60A to 77A
Shore hardness and offer high transparency
and outstanding UV stability compared with
plasticiser-containing TPUs. These products
are also ideal as replacements for rubber
and PVC in various molding applications.
“The footwear industry is facing significant
challenges in a fast-moving competitive
environment. Our soft plasticiser-free
portfolio is just one of the ways, Lubrizol
is positioning itself as a global solutions
provider for the athletic footwear industry,”
said Justin Park, Global Marketing Manager-
Footwear, Lubrizol.
Global agricultural films market estimated to be worth $7.1 bln by 2017
As per MarketsandMarkets, agricultural films is a billion dollar market which is expected to reach $ 7.1 bln by 2017 at a CAGR of 6.7 per cent from 2012 to 2017. It states that currently, mulch films and greenhouse films are the major application segments which are expected to boost the global market. The study notes that the films are gaining importance with the advent of high technologies in agriculture and emphasis on higher productivity per hectare. The major purpose of using agricultural films is high sustainable production on limited arable land. The use of agricultural films for controlled agriculture has helped in increasing the yields on the limited arable land with limited irrigation water.
Adding to this and talking about the growth of agricultural films in India particularly, Bhavin Patel, Director, Unnati Speciality Films (USF), notes, “India’s agriculture sector contributes almost 20 per cent to the Indian Gross Domestic Product (GDP) and employs about 50 per cent of the country’s manpower. One of the most significant ways of improving agricultural productivity is to reduce crop losses, and agricultural plastic films can certainly help in this aspect.”
Avani Jain
PIF to set up Plastindia International University In order to generate skilled manpower for the
plastics industry in India, Plastindia Foundation
(PIF) has collaborated with University of
Massachusetts Lowell (U-MASS), USA and
University of Wisconsin-Madison, USA to set
up Plastindia International University (PIU)
in Vapi, Gujarat. The press briefing of this
announcement saw the presence of delegates
and faculty members from University of
Massachusetts Lowell (U-MASS).
Commenting about the investment of
this project, Bipin Shah, President, PIF said,
“Thirty-five acres of land has been set aside
for this university. So far, ` 9 crore has already
been invested and by the end of five years
around ` 130 crore will be invested.” This
will be the first institution in India which will
teach polymer technology from concept to
commercialisation.
Since the focus would be on providing
a knowledge-based institution rather than a
resource-based one, Shah revealed that the
PIU will help students imbibe the qualities of
entrepreneurship.
Sweta M Nair
(L to R) Professor Ramasawami Nagarajan and Professor Mark Reimer from U-MASS
along with Bipin Shah

MPP
JA
N _
2013
_TA
B 3
_BLE
ND
PG
_33

MPP JA
N _2013_TA
B 3_K
ALRA
2 PG_34
Bry
-Air


NEWS, VIEWS & ANALYSIS
36 Modern Plastics & Polymers | January 2013
Borouge launches new PP compound to replace polyamide for air intake manifolds in Asia Borouge has recently successfully replaced
the use of polyamide (PA6-GF30) for
air intake manifolds with GB306SAFC.
This unique short glass fibre reinforced
Polypropylene (PP) is produced at its
compounding plant in Shanghai. This
new variety supports air intake manifolds
for Volkswagen in China in the MPI
1.4L and MPI 1.6L engines of the Golf,
Lavida, Jetta and Polo car models, in
addition to Skoda Fabia.
Resulting from the joint collaboration
between Borouge and Roechling, the parts
are manufactured by the latter in China.
Borouge’s GB306SAFC is advantageous
as it can withstand temperatures of
120°C up to the maximum of 140°C.
Elaborating further, Thomas Rothmayer,
Borouge Head of Competency Centre
for Mobility, Shanghai said, “The Indian
car market is dominated by small vehicles
with gasoline engines whose air-intake
manifolds are key applications for our
GB306SAFC PP. Nylon PA6-GF which
is a standard material for many intake
manifolds faces a big challenge in India
because it’s mechanical performance will
decrease dramatically in a high humidity
environment. In addition, GB306SAFC
offers great benefits weight saving of 15
per cent, reduced cost in parts production
as well as Borouge’s commitment in
providing strong technical support to our
customers. We believe that GB306SAFC
offers considerable advantages to our
automotive manufacturers.”
As the melting temperature of PP is
generally lower than that of polyamide,
the manufacturing of the manifold
components is less energy intensive.
“The excellent technical support from
Borouge, the in-depth information
provided on the material as well as the
easy processing of GB306SAFC are key
criteria as we work towards realising the
technical advantages at a reduced system
cost,” said Marco Barbolini, Product
Manager for the air intake system,
Roechling Automotive.
Sweta M Nair
UNICOR presents new corrugator UNICOR recently invited customers
and representatives from all over the
world to its factory floor in Hassfurt,
Germany, for the presentation of its new
corrugator, the UC 210, which produces
corrugated pipes fast and efficiently.
Shortly after the start of the production
line, the material waste produced and
the associated high production costs
which were practically zero impressed
the customers.
The UC 210 covers a range of pipe
sizes in the medium pipe segment. The
new UNICOR machine produces single
and double-walled corrugated pipe for
all applications from technical pipes to
drainpipes. The high performance and
output data are evidence that UNICOR
has once again focused on premium
quality for this all-round machine.
Technical finesses such as the
zooming middle channel or the quick
change system for the mould blocks and
die sets are standard features of the line.
Despite covering the medium range
of pipes and implementing various
innovative technical features, the UC
210 costs no more than a machine for
the limited range of pipes up to 160
mm outer diameter.
Frascold invests ` 10 crore to set up facility in Gujarat
Frascold, an Italy-based MNC, is all
set to commence its India operations
through its Indian arm Farscold
India Pvt Ltd (FIPL). The newly-
incorporated company has set up a
state-of-the-art facility at Matoda in
Gujarat to manufacture condensing unit,
which will have an installed capacity
of 7500 pieces per annum. While the
total investment made for the facility
is about ` 10 crore, the firm holds 51
per cent equity in the joint venture and
rest of the stake is owned by the Indian
promoters.
The new facility, spread over an area
of 17,000 sq ft, will have a condensing
unit assembly plant, for both air-cooled
and water-cooled equipments, which
will produce models that are same to the
models manufactured in Frascold Spa’s
plant in Italy. It will use condensing
units parts imported from Italy. FIPL
also has custom-bonded warehouse in
Ahmedabad ICD and CWC, which
are capable of storing 2,000 number of
compressors. The facility will also have
a service center with testing facility and
it will deliver service compressors with
test certificate giving warranty for a
certain period of time. Giuseppe Galli,
Managing Director, Frascold India said,
“Establishment of a manufacturing
facility in India is mainly driven by the
high demand for Frascold products in
the Indian Market. Now, with the new
facility in Gujarat, we will be able to
reduce the delivery time and extend
after-sales support in a better way.”Avani Jain


NEWS, VIEWS & ANALYSIS
38 Modern Plastics & Polymers | January 2013
BASF plans new emulsion polymers plant in TexasBASF plans to build a new production plant
for emulsion polymers at its integrated
‘Verbund’ site in Freeport, Texas. The new
plant will allow BASF to better serve the
coatings, construction, adhesives, and paper
industries by expanding the network of
manufacturing locations and improve the
backward integration of raw materials used
in production. The new plant, which is
expected to begin production in mid-2014,
will create approximately 25 new jobs at
the Freeport site.
“The new plant strengthens our
position as a leading supplier of emulsions
in North America and demonstrates our
commitment to customers in the coatings,
construction, adhesives and paper industries.
The plant will manufacture acrylic
emulsion polymers used for architectural
coatings, construction chemicals, adhesives,
and the paper chemicals industry,” said
Derek Fairclough, Senior Vice President-
Dispersions & Pigments, BASF, North
America.” In addition to this investment,
BASF is building new manufacturing
facilities for emulsion polymers in India
and the company also opened new plants
in South Africa in September 2012 and in
China in November 2012.
Husky launches next generation injection moulding system Husky Injection Molding Systems has
launched its next generation HyPETTM
system. Having launched HyPET in
2003, the new version has incorporated
technology advancements so as to offer
customers lower part costs through
superior quality, enhanced productivity
and reduced energy consumption.
The next generation HyPET system
has a new user interface with simplified
operator control, improved flexibility for
mold changes, as well as faster cycle time
options. Along with an electric screw
drive, these improvements result in up
to 5 per cent lower energy consumption.
“In addition to new systems,
Husky offers a full suite of services
retrofits and upgrades to customers to
maintain optimal operating efficiency
in their existing operations. The next
generation HyPET system offers an
additional alternative to customers and
represents the best choice to customers
looking to purchase new equipment,”
Robin Lovell, Business Manager for
PET systems, Husky.
Commenting about this version’s
suitability to Indian customers, Lovell
added, “Husky’s focus is to offer
customers solutions to reduce their
total cost of ownership over the life
of their equipment, which is especially
suitable for markets like India that
are value sensitive. In fact, the fastest
growing preform manufacturers in
India all use Husky equipment.”Sweta M Nair
WITTMANN delivers its two thousandth W818 robot
In an event that celebrated the reaching
of a significant milestone, WITTMANN
Kunststoffgeräte GmbH celebrated the
official handover of its two thousandth W818
robot to PP-PLASTIC, one of its German
customers. The company’s representatives
were invited by WITTMANN for the official
delivery ceremony. This remarkable quantity
was reached after a series production time of
only two years.
The W818 model from WITTMANN
provides flexible automation for all current
and future requirements on smaller molding
machines. The vertical arms of this model
are stiff but lightweight ribreinforced
aluminum profiles, driven via belt by a servo
motor, thus reducing the moving mass.
The customer of the two thousandth
W818 robot, PP-PLASTIC GmbH & Co
KG is a family business which is based
in Neukirchen/Pleisse in Saxony. A DIN-
certified company meeting the requirements
of the ISO 9001:2008 standard, this
molder of plastic parts uses the injection
molding technology as well as rotational
molding equipment. After receiving the
W818 model, one of PP-PLASTIC’s
processing machines will be assisted by
this type.
DSM breaks ground on new research centre
Materials group DSM has broken
ground on a new materials sciences
research centre in Sittard-Geleen, the
Netherlands, which is due to open in
2014. The facility is part of DSM’s
decision to make a huge investment
in R&D. The firm is investing about
€100m in three new centres; in Sittard-
Geleen and Delft, which is also in the
Netherlands.
Speaking at a ceremony to
break ground on the centre, Roelof
Westerbeek, President, DSM said that
the company was making “A significant
contribution to further building the
knowledge pool in important areas of
research and development” He further
added, “We have recently expanded
our expertise in other regions, such
as the United States and Asia, where
a Materials Science Center and
automotive development lab was
opened in 2011, in Shanghai, China.
At the same time, we continue to
invest in core competences in Sittard-
Geleen, which we will exploit globally
for our customers and our business.”
Official delivery ceremony of the two thousandth
WITTMANN W818 robot


TECHNOLOGY & INNOVATION
40 Modern Plastics & Polymers | January 2013
Injection moulding monitor with new features Swiss instrumentation specialist
Kistler has enhanced its CoMo
Injection (CMI) cavity pressure
monitoring system to include mould
recognition and automatic loading
of mould data with a view to making
connection and set-up
easier & faster during
mould changes. New
connectors incorporating
mould identity chips
are designed to simplify
the loading of mould
and product datasets.
Any connect ion
errors are flagged either on the
CMI touchscreen display or a
networked PC.
Connection errors are detected
quickly for correction before they
can cause problems. Synchronised
processing of pressure parameters
when monitoring multi-cavity
moulds is now significantly
easier. CMI output channels for
controlling reject gates or removal
robots can now be tested via a
simple command. This function,
geared to network-based data
management, is designed to ensure
the reliable separation
of rejects. In
combination with the
CoMo management
information system
and integral curve
viewer module, the
CMI system monitors
sensor function,
mould connection and process
control including data storage,
analysis and documentation. As a
complete system for zero-defect
production, CoMo Injection allows
users to progress towards 100 per
cent quality in injection moulding.
PolyOne’s reFlex boasts 99 per cent biocontentPolyOne Corp has developed a new grade of
reFlex brand bioplasticiser, which boasts of 99 per
cent bio-content. The new grade is derived from
rapidly renewable feedstock and provides a one-
to-one replacement for general-purpose plasticisers
used in flexible PVC formulations. The phthalate-
free 300 grade enables customers to expand their
offerings with differentiated alternatives that
heed consumer calls for eco-conscious solutions.
Potential applications for the new reFlex grade
include tubing and connectors in healthcare,
plugs and insulators in electrical components, and
toys and shoes in the consumer goods arena. In
building and construction, the new material can be
used in weather stripping, gaskets, office furniture
and flooring.
The new grade is made using soyabean-based
technology developed by Battelle Memorial
Institute, a non-profit research and development
firm in Ohio. The reFlex materials are commercially
active in non-food packaging film and a range of
general-purpose plastisol applications.
Airback Plus promotes sustainability in stretch blow moulding process
With the help of KHS
Corpoplast’s Airback Plus, up
to 40 per cent – as compared
to 10 per cent earlier – of the
compressed air used in stretch
blow moulding process can
now be directly recycled in
the blowing wheel. This is
a significant step towards
better sustainability and cost
reduction in the manufacture
of PET bottles.
Airback Plus is used in
conjunction with the Airback I process. With Airback I, the
quantity of compressed air present in a newly produced bottle, and
which is required for blow moulding the next bottle is fed into a
ring line located at the centre of the blowing wheel. From there,
it passes directly to the preform, enabling savings in compressed
air of around 10 per cent. The pre-blowing phase (PI phase) is
followed by blow moulding of bottles at high pressure (PII phase).
In the Airback Plus process, more compressed air that can be
used is extracted from the manufactured bottle. This is supplied
to the pre-blown container at a higher pressure (interim pressure
stage), achieving an additional saving in compressed air of up to
30 per cent.
Ensinger offers highly conductive compounds for hi-tech devices Ensinger has come up with highly
conductive compounds based
on both Polyphenylene Sulfide
(PPS) and polypropylene for the
bipolar plates used for media
supply in fuel cells. Producing
these components on injection
moulding machines offer cost
benefits as a result of shorter cycle times, but the plates can
also be processed by hot pressing. The new compounds are
suitable both for high and low temperature proton exchange
membrane fuel cells (HT-PEM and NT-PEM). Other potential
applications include separator plates in reduction-oxidation
(redox) flow batteries. Their excellent thermal conductivity also
suits these compounds for manufacturing corrosion-resistant
heat exchangers for industrial applications and heat sinks for
use in power electronics.
Ensinger has also developed Tecacomp LDS materials for
the efficient manufacture of Moulded Interconnect Devices
(MIDs) in which the conductor tracks are applied using
Laser Direct Structuring (LDS) and subsequent metallisation.
Polyaryletherketones such as PEEK are currently used as
the matrix polymers, and other high-temperature polymers
are under development. Merging electrical and mechanical
functions in a single component has opened up interesting new
scope for the manufacture of mechatronic modules.


IN CONVERSATION WITH: Amit Kalra
How is the extrusion industry shaping up in India?Extrusion has a wide range of
applications in the plastics industry, be it
in the area of Polyvinyl Chloride (PVC)
pipes, PVC profiles, PVC compounds,
or blown film and blow moulding. We
primarily focus on PVC pipes, HDPE
pipes and PVC profiles, which form
a huge industry currently. The latest
applications of extrusion can be seen in
the form of PVC windows and Wood
Plastic Composites (WPC) that have
excellent market potential. In the future,
this will be big business. Earlier, people
42 Modern Plastics & Polymers | January 2013
“With growing
DEMAND, EXTRUSION has VAST POTENTIAL in India”
…opines Amit Kalra, Director, Hindustan Plastic and Machine Corporation. In an exclusive interaction with Anwesh Koley, he discusses about the various applications of extrusion across sectors, and how the market has moved from being a cost-conscious one to that of being quality-conscious.

Amit Kalra
43January 2013 | Modern Plastics & Polymers
were importing PVC windows from
China, but now these are manufactured
in India.
The Indian economy is heavily
dependent on irrigation, so the market
for PVC and HDPE pipes is expected
to grow. Even the market for drip
irrigation systems is on the rise as the
government is providing heavy subsidies
in various states to promote it. During
the early 80s, when we were in our initial
stages of manufacturing, we manufactured
one machine in three months. Now we
manufacture 15 machines every month
and there is more potential in the
market. We are setting up new factory in
Bahadurgarh, which will help us reach a
capacity of 30-40 machines in the next
one to two years, which is the target we
are looking at achieving.
What kinds of advancements in technology have you witnessed over the years?In India, there is lack of adequate R&D,
as most companies are importing or
collaborating with global companies
to reap the benefits of international
technology. We are the only company
in India, which offer 4-pipe extrusion
technology to the industry. It is better to
adopt international technology, since no
one is willing to pay for R&D initiatives
in India. This is because it is still not
considered as a viable investment.
What makes PVC the preferred choice?PVC pipes have a widespread use in a
number of industries, ranging from
residential plumbing to complex water
treatment systems. Because of the
material properties of PVC pipes, these
are highly valuable as a thermo-resistant
structure, fire retardant fabric, and as a
high-quality water conduit in construction
applications. PVC pipes are superior to
most other modern materials due to
environment-friendliness, chemical &
heat resistance, inherent toughness, and
for being electrically non-conductive/
non-corrosive. PVC is useful for making
pipes that function as secure connections
between other pipes (reducing leakage),
maintaining quality in water, and reducing
the injury potential in construction
applications. The increasing number of
applications for extruded pipes across
sectors has prompted manufacturers to
improve the quality of PVC pipes, which is
warranted by a fast expanding market and
growing awareness among manufacturers
and end-users.
What challenges do you face while doing business?The biggest problem in India is labour
management and government formalities.
At every step, the legalities involved
make work difficult. There are instances
when more than half of the productive
time goes in tackling various legal
requirements. The availability of labour is
another major concern as unskilled labour
has become wary of coming to cities such
as Delhi, as various government schemes
have provided them the option to work
in smaller cities. There are many new
industrial areas coming up in different
states such as Uttaranchal, where the cost
of living is much lower than in cities like
Delhi. Hence, people end up saving more
in such areas.
What is your opinion about a good business model?It is imperative to have an efficient sales
and service system. A good service network
will ensure that old customers return to us
and thus have a long-term relationship.
They will not mind paying a little more
for the product, if they are assured of a
good service for their purchase as and
when required.
Can you tell us about your growth plans?We are in talks with a company from
China to set up another plant for
co-rotating twin screw extruders, which
caters to masterbatches and engineering
plastics for making alloys such as ABS,
nylon glass filling, polypropylene and
talc filling. Many companies are using
kneaders for masterbatches but it is a
technology meant for rubber; hence we
see a huge scope for co-rotating twin
screw extruders in India. We are also
planning to enter the injection moulding
segment, but as of now we are focussing
on extruders. Of the two plants that we
have planned in Bahadurgarh, the larger
plant will have around 40-50 lines in a
month, and the smaller plant will be for
PET masterbatches and recycling.
What are your key considerations while doing business?It is important to consider the brand
name of the company before getting into
any sort of business association. That will
ensure quality and good service. Price
comes later as the current buoyant market
is not wary of investing, if it is assured
of good quality and long-term business
prospects. Earlier, price was the only
consideration, but with passage of time,
the market has evolved.
How do you deal with a tough situation?Situations such as delays in delivery
require you to stay calm and deal with
those wisely. It is important not to panic
and talk it out with the customer rather
than escaping from the problem. As long
as you are true to your customers and
yourself, operational problems will be bare
minimum.
What has been the motivational factor in your life?My father has been the biggest motivation
in my life. Being a self-made man, he has
been the reason for the success of the
company from a small 500-sq ft unit to
the multiple plants that we have today.
What is your message to emerging entrepreneurs?The most crucial consideration before
starting any business is to study the
market and go in for the right product
with the right considerations. A business
model may be viable in some places but
might not be profitable else where; hence
it is important to act diligently before
entering any business.
Email: [email protected]


45January 2013 | Modern Plastics & Polymers
SPECIAL FOCUS
Extrusion
45February 2012 | Modern Plastics & Polymers
Extrusion industry:
Striving towards zero-error processing ................................................................................................... 46
Extrusion machinery:
Tapping new technologies for enhanced productivity ............................................................................ 48
Interface: Arun Pundir, Director, Aerodry Plastics Automation Pvt Ltd .............................................. 56
Roundtable:
How crucial is the quality of downstream equipment and operator’s role in the extrusion process? ... 48
45January 2013 | Modern Plastics & Polymers

46 Modern Plastics & Polymers | January 2013
SPECIAL FOCUS: Extrusion industr y
The demand for plastics
processing machinery in
India as well as the global
market is witnessing a rise,
which in turn is expected to propel the
demand for extruded products. Moreover,
the sales of extrusion machines in the
country accounts for about 35-40 per
cent. The key drivers contributing
to the growth of this sector include
new innovations and technologies coupled
with a boom in the plastics packaging
sector, which offer immense potential to
the plastic extrusion machinery market.
Mrunal Ramanuj, Director, Ocean
Extrusions, says, “The current demand
for plastics extrusion machinery is
good, especially in the plastic packaging
segment. This is driving growth in the
extrusion machinery segment. Further,
due to the quality products offered and
reasonable prices, the demand for Indian
machines is growing both within and
outside the country.”
Extrusion is a process where solid
plastic (also called resin), usually in the
form of beads or pellets, is continuously
fed to a heated chamber and carried
along by a feedscrew within. The
feedscrew is driven via drive/motor, and
tight speed & torque control is critical
to product quality. As it is conveyed, it
is compressed, melted and forced out of
the chamber at a steady rate through a
die. The immediate cooling of the melt
results in resolidification of that plastic
into a continually drawn piece, the
cross-section of which matches the die
pattern. This die has been engineered
and machined to ensure that the melt
flows in a precise desired shape.
Examples of extruder products are
blown film, pipe, coated paper, plastic
filaments for brush bristles, carpet fibres,
vinyl siding, etc. There is almost always
downstream processing equipment that
is fed by the extruder. Depending on the
end-product, the extrusion may be blown
into film, wound, spun, folded, and rolled,
plus a number of other possibilities.
Advantage automationTapping on the trends, various new
developments are surfacing in the
extrusion machinery segment. Sunil
Jain, President, Rajoo Engineers Ltd,
states, “The recent trends in the segment
include increasing automation levels to
reduce energy consumption, enhancing
economies of scale using same machines
to use a wide range of polymers, and
reducing film/sheet thickness for source
reduction.”
He further adds, “Every company
in the extrusion machinery segment is
working towards developing machines
that reduce wastage of basic raw
materials, and adopting new technologies
for recycling and reclamation. Further,
the companies are also striving to employ
automation solutions for increasing
productivity and better results.”
With plastics extrusion industry rapidly evolving in India, manufacturers are gearing up to cater to the needs of customers efficiently. To this end, they are turning to state-of-the-art automation solutions. Avani Jain provides insights on how automation is enabling companies in the segment to achieve higher precision in extrusion process.
Cou
rtes
y: M
elte
ch E
ngi
nee
rin
g L
td
TOWARDSSTRIVINGZERO-ERROR PROCESSING

47January 2013 | Modern Plastics & Polymers
Extrusion industr y
Technological advancementsOver the years, the output levels per
machine have gone up. Half a decade
back, the film extrusion segment would
produce 150-200 kg/hr, while today the
production amounts to not less than
500 kg/hr. This is achieved by having
high-capacity extruders. These extruders
require substantially higher investments,
but there are some manufacturers whose
operations justify such heavy investments.
For high output levels, a certain level of
automation is required; and this is being
used extensively in extrusion technology.
Today, people look for extrusion
machinery that can handle a wide range
of polymers. The extruders should be
designed such that a variety of polymers,
with their varied characteristics can be
handled. The use of such machines can
reduce costs and energy consumption.
Moreover, manufacturers have moved
on from mono-layered machines to five-
layered machines.
Ramanuj says, “Technology has
undergone enormous changes in recent
times. Products remain the same, but
manufacturing processes have changed
to a large extent. In terms of power
consumption, today’s machines consume
50 per cent less power, require reduced
maintenance cost, and acquire less space,
which is the major concern today.”
Some of the major automation trends
for increasing operational efficiency and
precision in all the sectors of plastics
processing machinery segment including
extrusion are usage of Supervisory
Control and Data Acquisition (SCADA)
system, Programmable Logic Controller
(PLC), and the latest is PC-based
control systems.
Role of automation equipmentUse of automation solutions helps in
increasing the productivity of the end-
product. This fact remains the same for
extrusion machinery segment as well.
These days, machines with PC- based
controls are equipped with user-friendly
HMI, which is easily accessible for
process parameters. It provides excellent
troubleshooting guidelines, along with the
help and alarm menu pages. It has features
such as functionally-oriented screen
layouts; process parameter monitoring in
real-time and feeding value on absolute
basis; simple & pictorial diagrams to enable
operator understanding; auto temperature
and temperature profile selection for
homogenous melt from the first shot;
extruder over-run for uninterrupted auto
cycle; auto heating start, shut down and
standby to save time and energy during
operation. Moreover, some other features
include intrusion insert moulding, gas-
assisted interface, core pulling, etc for
multitasking utilisation; auto purging for
smooth shutdown; mould cooling, mould
gate option, sprue break, nozzle shut off
valve, cold slug remove, etc for various
applications, and smart input/output for
uninterrupted production.
Thus, these days, customers want
highly automatic and synchronised
systems for improving their product
quality, ensuring energy efficiency, and
reducing overall costs. Although priced
high, automatic machines are demanded
by every customer in the present times as
they produce excellent results.
Looking aheadThe Indian plastics processing machinery
industry is incessantly setting up new
highs year-on-year, thanks to the increased
ability of Indian machinery suppliers to
accommodate better technologies available
in the world in their machines. Over the
years, the extrusion machinery segment
has seen some major innovations in terms
of automation solutions in the recent past,
which can have a long-term impact on the
functioning of the machines. With quality
improvement being the main driving force,
the new-age extrusion machinery offers
a comprehensive choice of technologies
and application techniques. Thus, the
plastics processing industry including
the extrusion machinery industry is
in the midst of a transformation as far
as machine construction and system
engineering are concerned, thereby
leading to the development of versatile
and innovative control technology.
Email: [email protected]
Sunil JainPresident, Rajoo Engineers Ltd
Every company in the extrusion machinery segment is working towards developing machines that reduce wastage of basic raw materials, and employing automation solutions for increasing productivity and better results.
Mrunal Ramanuj Director, Ocean Extrusions
Technology has undergone enormous changes in recent times. Products remain the same, but manufacturing processes have changed to a large extent. Today’s machines require less maintenance and power costs.

SPECIAL FOCUS: Extrusion machiner y
48 Modern Plastics & Polymers | January 2013
These days, customers
frequently look for specialised
component/s that can
interface with an application
or product. This entails cut-to-length
sizes, co-extrusion and other special
requirements, all of which need to be
handled differently. Thus, it is important
to have state-of-the-art downstream
equipment, which can enhance production
and reduce waste. This has provided a
boost to the extrusion machinery segment
in the country.
C N Doshi, Chairman, Rajoo
Engineers Ltd, states, “The extrusion
machinery segment is witnessing growth
of about 15 per cent annually. Moreover,
with the growth of retail market in
the country and latest packaging
developments in packaging areas such as
food, pharmaceuticals, etc, the demand for
extrusion machinery will only increase in
the future. Further, the rise in number of
infrastructure projects will also provide a
boost to the extrusion machinery market.”
He adds, “The extrusion machinery
segment has witnessed major technological
changes over the years, and the Indian
machines are competent and compliant
to European and American standards.
Several changes have been made to
the screw and die design for ensuring
overall efficiency. Further, the machine
performance has also improved resulting
in more output.”
Improving efficiency through right extruderImproving efficiency is a priority for
extrusion companies and is one of the
major development objectives for machine
manufacturers. For that, the first step is
to get the extruder right. If the extruder
runs at the optimum conditions, the need
for downstream cooling and calibration
will be minimised. In order to achieve
this, deciding on the appropriate screw
design right at the design stage will prove
beneficial. Thus, the companies need to
increasingly adopt strategies to ensure
a good screw design technology which
leads to minimum wastage of energy.
High-technology extruder screw/barrel
units and extrusion dies are key factors
in this regard.
Maximum melt throughput with good
melt quality plus the ability to process
a broad range of raw materials with the
same screw are the major advantages when
using barrier/mixing screws in single-
screw extruders. The combination of
grooved barrel conveying, barrier melting
mechanism and multiple-zone mixing can
substantially enhance the performance
of single-screw extruders. Furthermore,
improvements in throughput rate and
melt temperature control are evident for
a broad range of resins.
Optimising extruder speed maximises
heat from mechanical work and minimises
the amount of electrical energy needed
by the extruder. This is because, energy
use increases with melt temperature. It is
important, therefore, to run at the lowest
possible melt temperature. Low melt
The extrusion machinery market is growing at a fast pace in India. In order to boost production and reduce waste, the right combination of materials, temperature and controls is necessary in extrusion process. New technologies and innovations have further helped in this regard. Avani Jain highlights the efforts taken by machinery manufacturers towards reducing waste and enhancing production during extrusion process.
TAPPING NEW TAPPING NEW TECHNOLOGIES TECHNOLOGIES FOR ENHANCED FOR ENHANCED PRODUCTIVITYPRODUCTIVITY
Courtesy: Davis-Standard, LLC


50 Modern Plastics & Polymers | January 2013
Extrusion machiner y
temperatures will also reduce the need
for cooling. Thus, accurate temperature
control is needed for good extrusion, as
excess temperature is waste of energy.
It is also important to minimise barrel
cooling to save energy and avoid resin
degradation.
Appropriate extruder screw for reducing wasteExtruder screw constitutes the heart of the
extruder. The screw is important because
conveying, heating, melting, and mixing
of plastics are mostly determined by it. In
addition, the stability of the process and
the quality of the extruded product are
dependent on the design of the screw to
a large extent.
In order to boost production and
reduce wastage, the extrusion screws have
undergone tremendous changes over the
past decade. The latest technology in
screw and barrels is introduction of a
bimetal. Bimetallic construction provides a
protective wear surface fused to the high-
strength backing material. The design
delivers efficient energy transfer between
the bore and the backing material. This
feature allows for rapid detection of process
condition changes, quick response to heat
and cool commands, precise control and
uniformity of barrel zone temperatures.
The engineered ID lining improves
component compatibility between the
screw and barrel wear surfaces; minimises
wear gap; and prolongs productive life.
The barrier type screw designs are
the most widely used in the extrusion
industry that help in achieving efficiency.
The advantages derived from properly
designed barrier screws are improved
melt quality and lower melt temperature.
Barrier screws, due to their mechanism of
melting, produce high internal pressures
through the barrier section helping to
increase the melting of the material. A
general purpose screw does not produce
as high internal pressures at the end of
the transition section as done by barrier
screws. Primarily, barrier screws are
designed to increase the throughput in
single-screw extruders and improve the
melt quality. Twin screws also help in
process optimisation. They are known
for their ability to offer optimisation,
efficiency and flexibility in the processing
tasks such as mixing, compounding or
reacting polymeric materials.
Thus, machine designs have
undergone drastic changes over the years
in order to ensure maximum efficiency.
Every manufacturer involved in extrusion
machinery manufacturing is looking
at strategies to produce maximum at a
lesser cost. Further, with each passing
day, the companies are developing
new technologies, which can minimise
mechanical losses as well. Tushar
Parikh, Director, Neoplast Engineering
Pvt Ltd, and Vice Chairman, Indian
Plastics Institute-Ahmedabad Chapter,
says, “Present labour cost and shortage
of manpower have compelled machine
manufacturers to develop high output
machine. Thus, automation has become
an obvious need. Moreover, maximum
possible process control system is also
developed. These factors have reduced
the energy and overall costs. Keeping
this in mind, we have also developed
high output machines. This is our
initiative towards increasing productivity
and reducing waste.”
Gauging the futureWith the concerns about increasing
productivity and reducing wastage during
extrusion rising worldwide, extrusion
machinery manufacturers need to adopt
various new technologies in future. They
will have to increasingly adopt strategies
to ensure highly energy-efficient
extruders, appropriate screw designs etc
to enhance production.
Doshi concludes, “The extrusion
machinery segment has seen changes
in terms of increased automation and
energy-efficiency measures. The overall
energy and raw material consumption
of present day machines is reduced
drastically when compared to machines
that were used few years back. Also,
the overall machine performance has
improved and will continue to do so in
future as well. ”
Email: [email protected]
Tushar ParikhDirector, Neoplast Engineering Pvt Ltd and Vice Chairman, Indian Plastics Institute-Ahmedabad Chapter
Present labour cost and shortage of manpower have compelled machinery manufacturers to develop high output machine. Thus, automation has become an obvious need. Moreover, maximum possible process control system is also developed.
C N DoshiChairman, Rajoo Engineers Ltd
The overall energy and raw material consumption of machines is reduced drastically when compared to machines used in the past. The machine performance has improved and will continue to do so in future as well.

MPP
Jan
_201
3 A
d N
ame:
SC
J T
ab-4
, Pg
No.
51
MPP Jan_2013 Ad Name: SCJ Tab-4, Pg No. 51

MPP Jan
_2013 Ad
Nam
e: Go
od
ie Tab-4, Pg
No. 52
MPP Jan_2013 Ad Name: Goodie Tab-4, Pg No. 52
WIT
TE

MPP
Jan
_201
3 A
d N
ame:
Joy
ti T
ab-5
, Pg
No.
53
MPP Jan_2013 Ad Name: Joyti Tab-5, Pg No. 53

MPP Jan
_2013 Ad
Nam
e: Bry-A
ir Tab-5, Pg
No. 54
MPP Jan_2013 Ad Name: Bry-Air Tab-5, Pg No. 54
Bry
-Air


56 Modern Plastics & Polymers | January 2013
SPECIAL FOCUS: Inter face - Arun Pundir
Tell us about the current scenario of the equipment industry for plastics extrusion in India.With the plastics industry witnessing a
significant growth momentum, companies
are now focussing on improving their
productivity and product quality, besides
reducing manufacturing costs. As a way
to optimise production, companies are
now increasingly looking at the option of
integrating automation through auxiliary
equipment. Due to rise in quality standards,
thanks to the entry of multinationals in
various segments of the plastics processing
industry, more processors are realising
the importance of auxiliary equipment in
manufacturing. As man-made errors are
now being taken care of, to a large extent,
the industry stands to gain a lot with the
use of process automation through use
of quality equipment. This not only will
prevent wastage of expensive raw materials
but also ensure higher productivity with
less manpower. With fewer rejections and
higher productivity, process automation in
the extrusion process through the use of
auxiliary equipment provides assured profits,
and more importantly, enhances one’s brand
image as well as trust of consumers.
What are the latest technologies that you use in this sector?Latest technologies that are finding
extensive use in the sector are automatic
raw material conveying, automatic dosing
and mixing, raw material drawing, mould
sweat protection, temperature control
through thermoregulation and process
water chiller, post-processing automation,
ie, robotic arms, conveyors and stacking
systems. Automation has tremendous
scope right from the point of polymer
raw material input up to the delivery of
finished goods. The plastics processing
sector broadly comprises extrusion,
injection moulding, blow moulding
and recycling. As a part of the overall
operations, automation and advanced
technology help in reducing errors and
improving the quality of products. The
major benefit of automation is prevention
of man-made errors, as these can lead
to huge losses in terms of materials,
unnecessary expenses, rejection of finished
goods, and furnishing of brand image.
How do you ensure energy efficiency in manufacturing?The plastics industry has been at the
forefront in exploring ways to reduce
energy consumption, excess use of labour &
raw materials, and thereby, cut down costs.
Extrusion as a process has now evolved
into a highly specialised sector. To cater
to this demand, the ancillary or auxiliary
equipment manufacturers have been
focussing on the aspects of automation,
energy and material usage monitoring
among other technological advancements
in the area of such equipment that have
been pivotal in supporting the growth
of the plastics industry. Moreover, the
purpose of automation has been shifted
from just increasing productivity and
reducing costs to broader issues such
as increasing safety, quality, flexibility
in manufacturing processes and less
downtime (material change, colour change
and mould change) etc. Further, the use
of advanced technology such as wireless
network and good communication systems
are applied to solve complicated problems
in consultation with the experts even in the
remotest area to save downtime.
What are the challenges faced by this sector?Plastics processing, being a conversion
process from raw material to end-product,
a wrong input can lead to inappropriate
output, with a limited scope of expensive
correction in terms of forced recycling. In
the extrusion sector, the most important
areas for automation include raw material
feed, which is controlled with throughput
of the end-product manufactured. For
example, in a multi-layer plant, various
recipes handled in respective extruders
require consistency in blend control of
the raw material feed in order to get the
barrier properties required for packaging.
With the help of automated conveying,
blending, gravimetric loss-in-weight
extrusion process control system, one can
ensure production quality with consistency.
Creating awareness among the key industry
segments is also a big challenge as many of
the consumers still believe in the myth that
process automation is the luxury of large
organisations. The cost comparisons are
made with labour cost saving whereas the
fact is that process automation is the way
forward towards quality and productivity
enhancement, with better management
control over key processing inputs.
Email: [email protected]
…avers Arun Pundir, Director, Aerodry Plastics Automation Pvt Ltd. In conversation with Anwesh Koley, he highlights the numerous advantages of automation solutions that have revolutionised the plastics processing industry and ensured high-quality output along with reduced downtime.
“Operational flexibility in extrusion will ensure increased productivity and less wastage”


SPECIAL FOCUS: Roundtable
58 Modern Plastics & Polymers | January 2013
Varun KapoorDirector, Sarvasv Machinery &
Equipments Pvt Ltd
Operational efficiency in the area of plastics processing revolves around the productivity of the system as a whole, and aspects such as machine availability, speed, precision and reproducibility. For extrusion, the latest additive feeders operate on the gravimetric dosing principle where material flow is continuously monitored and controlled on a loss-in-weight basis. This is said to increase dosing accuracy and consistency, thanks to the disk-based metering technology that releases a precise volume of additives.
Further precision is derived from shears at the dosing disk that cut granules to ensure that the dosing chambers are consistently filled. A smart calibration feature on the feeder means no component weighing procedures need to be undertaken during material changes. Instead, the additives are dosed in a synchronised manner according to the plasticating time of the moulding machine or the screw speed of the extruder.
The plastics extrusion industry is witnessing fast-paced rise in customer demand. The technology is evolving, and advanced equipment, often imported, is being used by plastics processors to achieve high output and save costs. Anwesh Koley gauges the opinion of industry players regarding the importance of using the right equipment in the extrusion process.
Ravish ShahManager, Akshat Enterprises
Plastics processing equipment has an important role to play towards ensuring a smooth extrusion process. Along with reduced energy consumption, an increase in productivity is the result of enhanced machine efficiency. When developing new products, the goals are to avoid downtime and reduce reject rates. A novel cooling and filter concept for the hydraulic oil of extrusion blow moulding machines is geared towards those objectives. With this system, there is another hydraulic circuit that is operated by a small, energy-efficient rotary vane pump in the low-pressure circuit, which is designed to exclusively supply the oil filter and oil cooler. This additional hydraulic circuit operates independently from the other main pressure circuits, which facilitates the use of a micro-oil filter.
When it comes to volume production, the issue of efficiency plays a central role. However, efficiency is not dependent on the energy consumption aspect of machines alone.
Madan LahaManaging Director, Mechtech Designers &
Engineers Pvt Ltd
The extrusion industry in India has been shaping up well. There is demand for extrusion sheathing lines for the cable industry with better rural connectivity and electrification programmes. Improving efficiency is a priority for extrusion companies and is one of the major development objectives for machine manufacturers. High technology extruder screw/barrel units and extrusion dies are key factors in this respect. Manufacturers of auxiliary equipment are responding to plastics processors’ demands for upstream and downstream machinery that can help them reduce costs and stay competitive in the global marketplace. Loaders and blenders provide more accuracy and efficiency for reducing waste and improving quality of parts. High-performance dryers use less energy, resulting in cost savings. Increased efficiencies are being seen across the whole range of auxiliaries, contributing to profitability in plastics processing. Energy savers for granulators are the latest development the industry has seen.
Precision and accuracy are the most important characteristics, which ancillary equipment must have in order to ascertain accurate processing. Hence, it is important to choose the right equipment for plastics processing to ensure high-quality output and energy efficiency.
Editorial take:
How How crucialcrucial is the quality of is the quality of downstream equipmentdownstream equipment
and operator’s role in the and operator’s role in the extrusion process?extrusion process?
Email: [email protected]


60 Modern Plastics & Polymers | January 2013
FACILIT Y VISIT: Shini P last ics Technologies India Pvt Ltd
As the plastics industry diversifies products at the turn of every quarter, the need for auxiliary equipment is scaling new heights in the country. Constant innovation in the ancillary department is enabling plastics processors to avail of cost-effective solutions. Offering customers effective auxiliary equipment in the Indian sub-continent is Shini Plastics Technologies India Pvt Ltd. Sweta M Nair delves deeper to understand the company’s manufacturing philosophy and dexterous future plans.
Equipping manufacturers with cost-effective ancillary solutions
Holding a place of importance
in the production of
engineer ing goods ,
Maharashtra presents a
diversified range of industrial machinery.
With the concentration of the industrial
belt stretching from Mumbai to Pune,
the plastics machinery segment is
growing by leaps and bounds. In terms
of machinery, exporters are forecasting
a 22 per cent figure for FY14, which
certainly presents a promising picture
for the auxiliary equipment. As demand
for these machines surges, the need for
various types of auxiliary equipment will
be felt across all verticals of the plastics
industry in India. Tapping this immediate
need, Shini Plastics Technologies India
Pvt Ltd has commenced on a journey of
manufacturing cost-effective and efficient
ancillary machines.
Headquartered in Taipei, Taiwan,
the Shini Group globally has four
manufacturing facilities and one R&D
facility. In 2009, the company set up its
pilot plant near Mumbai, India. Prior to
that, the company’s exclusive distributors,
Omkar Sales Pvt Ltd, ensured that the
emergence of the Shini brand in the
auxiliary segment had the support of a
native manufacturing base as well.
Pilot project“This is Shini’s first production base
outside Taiwan,” notes J N Bhat, Managing
Director, Shini Plastics Technologies
India Pvt Ltd. “Having started in early
2000 as the exclusive distributor of Shini,
we were confident about the impending
success of the brand if it were to have a
manufacturing plant in the country. The
corporate team understood that the brand
could grow further, provided demands
were backed by better sales and services.
Soon enough, we set up our first factory
in Vasai, Maharashtra, as the western
region of the country, with its plastics
industry concentration, seemed most ideal
to us. Shini India is capable of producing
a series of dehumidifying, drying, feeding,
conveying, heating, cooling, mixing as
well as dosing equipment,” he adds.
Located in Thane district in an
industrial area, the pilot factory occupies
2,535 sq m. In terms of the layout of
the factory, Jack Tsai, Factory Manager,
Shini Plastics Technologies India Pvt Ltd,
says, “The ground and first floor consist
of the shop floor, where further divisions
are made based on assembly and testing.
The third floor houses the warehouse,
where each finished and tested machine
is packaged in a wooden box before being

Shini P last ics Technologies India Pvt Ltd
shipped to its global recipient. With regard
to machinery set-up, for sheet metal we
have presses, cutting facility and welding.
In this facility, we also have a painting and
powder coating room.”
With an initial investment of
$ 1million, the plant’s current estimation
touches about $ 4 million. The number
of employees too has increased from 30
in 2009 to more than 80 in the current
year. He further adds, “In 2009, globally
we had only six major series; today that
number has escalated to eight. Shini’s
product portfolio increases every year, and
in the future, we will add another series
as well. This facility being pilot in nature,
40 per cent of the production happens
in-house. Moreover, with a manufacturing
base in India, we are able to cater to
neighbouring countries such as Nepal and
Bangladesh too.”
Catering to niche demandShini offers the entire gamut of ancillary
equipment under one roof - from drying
to conveying and automation to hot
runner systems. “At the Indian plant, we
mainly manufacture series of products
that are highly in demand. To suit
requirements of our Indian customers, we
are indigenising products by taking into
consideration quality of available power,
working pattern of Indian workmen, and
specific demands. Moreover, India is not a
volume player as yet, so processors are still
dealing with limited volume,” avers Bhat.
He further says, “We at Shini offer
flexibility in terms of auxiliary equipment
as customers do not prefer buying different
equipment for different applications. With
the first plant in place, we are simultaneously
expanding our sales and support team
as well by gaining momentum in our
regional offices that are situated in Delhi,
Ahmedabad, Bengaluru, Chennai, Pune
and Indore.”
With an ISO 9000:2008 and a CE
Certificate of European Union, the company
employs environment-conscious methods to
make sure its undertakings are sustainable.
At a global scale, Shini has replaced Freon
R-22 with other environment-friendly
gases in its chillers. Moreover, through
constant R&D, the company is engaged in
a perennial pursuit of making its machines
more energy efficient.
New beginningsIn order to be in a better position to cater
to rise in demand for auxiliary equipment in
the next five to ten years, Shini has decided
to set up a new plant in Maharashtra
Industrial Development Corporation
(MIDC), Pune. “This is a four acre plot,
where the project will be completed in three
phases. Operation from this pilot plant will
be shifted to the new upcoming plant where
our in-house manufacturing will further
increase. The machinery set-up in Chakan
will consist of CNC punching, shearing,
hydraulic pressing, laser cutting, CNC
turning, milling and automated powder
coating systems for precise machining.
Moreover, all the heaters that go into our
machines will be manufactured in the new
factory. All in all, we will have a mix of
around 70 to 80 big and small machines,”
reveals Bhat.
The new plant at the end of phase
one will touch an investment figure of
` 35 crore, which will rise to ` 75 crore at
the conclusion of phase three. According
to officials, the number of employees too
will increase to about 400. In accordance
with such activities, Bhat also expressed
the possibility of setting up an Application
Centre in India. “Since we aim at offering
cost-effective and simple solutions, this
type of centre will evaluate and study
specific customer requirements and perhaps
integrate their solutions in different
products,” opines Bhat.
With automation revolutionising the
plastics industry, Shini is bullish on the
increase in the use of robotics. Though
the current plant does not produce robots,
the new plant will be capable of creating
the latest, which will be at par with the
global portfolio. Speaking about the
future of Shini in India, Bhat adds, “With
developments happening at the company
level, I believe our aspirations of becoming
the world leader in the auxiliary equipment
segment might be achieved sooner than we
anticipate.”
Email: [email protected]
J N BhatManaging Director
This is a four acre plot, where the project will be completed in three phases. Operation from this pilot plant will be shifted to the new upcoming plant where our in-house manufacturing will further increase.
61January 2013 | Modern Plastics & Polymers
Manufactured auto-loaders
Manufacturing process of volumetric dosers
Assembly line of different auxiliaries for testing


Applications of synthetic rubber:Extending its elastic prowess across segments .............................................................................. 64
Synthetic rubber in tyres:On a roll! ..........................................................................................................................................66
Interface: Dr Joerg Strassburger, Managing Director, LANXESS India ..................................68
Thermoset injection moulding:Knowing the nuances
Y R Anand, Partner, Unimark ........................................................................................................ 76
Nylon:Reinforcing potential to gain a strong footholdMandar Amrute, Market Development Manager;
Gaurav Kulkarni, Technical Executive, Arkema India ..................................................................... 78
Lean thinking:Alignment of people with process and purpose with prosperityM Hariharan, Director, Savoir Faire Management Consultancy Pvt Ltd ........................................ 82
Rubber
INSIGHT & OUTLOOK
63January 2013 | Modern Plastics & Polymers

64 Modern Plastics & Polymers | January 2013
An artificial elastomer which
has changed the course of
modern life; synthetic rubber,
a polymer is a material
that has mechanical properties which
can undergo a certain degree of elastic
deformation. In comparison to other
materials, this material can withstand
stress without being affected by it and
return to its original size/shape. The birth
of synthetic rubber, many believe, was
triggered by the World War II. During
that time, due to the limited availability
of natural rubber, the production of its
synthetic alternative greatly expanded to
satiate the growing demand of vintage
automotive.
Substantial propertiesTalking about the significance of synthetic
rubber in contrast to natural rubber, James
L McGraw, Managing Director and
CEO, International Institute of Synthetic
Rubber Producers (IISRP) elaborates by
saying the former has been widely used
since the early 1940’s. “It has properties
that are superior to natural rubber like
oil and chemical resistance, resistance to
ultra-violet (UV), and when combined
with other ingredients, it outperforms
natural rubber in high performance
tyres. Synthetic rubber is used in medical
applications, as seals and gaskets, coatings,
roofing & engineered products. It is
embedded into the fabric of our everyday
life,” he avers.
With initial applications of synthetic
rubber in the automotive sector, it extends
itself to other industry segments as well.
Pertaining to each application, different
types of synthetic rubbers have distinctive
chemical properties. Dr Joerg Strassburger,
Managing Director, LANXESS India,
believes that for industrial applications,
natural rubbers and synthetic rubbers will
co-exist. He adds, “Synthetic rubber has
been proven to have excellent properties
and superior performance for special
purpose applications like withstanding
heat, temperature, mechanical abrasion,
consistency of performance, etc. Hence,
it is gaining more acceptances among
industries that are increasingly faced with
such challenging situations.”
To broaden the scope of understanding,
below are some of the major families of
synthetic rubber:
Styrene Butadiene Rubber (SBR):
With moderate abrasion resistance, this
type of rubber finds the perfect application
in tread in car tyres, conveyor belts, seals,
shoe soles and heels.
Polybutadiene Rubber (PBR): Its
outstanding abrasion and crack resistance
gives it excellent strength and so it finds
perfect application in car tyres, conveyor
belts, and crash protection pads.
Nitrile Butadiene Rubber (NBR):
With moderate ozone and weathering
resistance, this type has high resistance to
oils, grease and is used in hydrocarbons,
seals, hoses for hydraulics & pneumatics,
rubber gloves, elastic threads, blankets for
print cylinders & rolls.
Styrenic Block Copolymer (SBC):
Personal hygiene products, packaging,
adhesives, footwear, etc. are some of the
areas where this type is used. It has a soft
and flexible temperament with excellent
track and adhesive properties, along
with improved weatherability and Ultra-
Violet (UV) resistance.
Ethylene Propylenediene Rubber
(EPDM): Conveyor belts, roll covers,
floor titles, body seals in automotive
engineering, etc are some of the main
areas of this kind.
Chloroprene Rubber (CR): Its
mechanical properties consist of good
ozone, weathering, chemical and aging
resistance which makes it ideal for diving
suits, drive belts, cable sheathings, hoses,
seals, window and construction profiles.
Butyl Rubber (IIR): Stands for
Isobutylene Isoprene Rubber. Mainly
used for inner piles for tubeless tyres,
tunnel insulation and hot water hoses;
this type has a good resistance to acids
and high buffering capacity.
Polyisoprene (IR): Footwear, motor
mountings, baby bottle nipples, extruded
hoses, etc use this kind as it has a light
Extending its elastic prowess across segmentsFrom primarily being used in the automotive industry, to extending its application in the construction, seals, wire & cable and medical field, synthetic rubber has come a long way. A brief look at understanding various applications of synthetic rubber, perhaps will enable manufacturers to determine its unexplored potential. Sweta M Nair starts out on a voyage to grasp its significance and applicability in various industry segments.
INSIGHT & OUTLOOK: Appl icat ions of synthet ic rubber

Appl icat ions of synthet ic rubber
65January 2013 | Modern Plastics & Polymers
tensile strength and is largely comparable
with natural rubber.
Polysiloxane Silicone Rubber (SI):
This kind’s high temperature, chemical
and UV resistance makes it suitable for
seals, wire & cable, medical, automotive,
adhesives, etc.
International and domestic perspectiveIn the global perspective, in the last one
decade, the application of synthetic rubber
increased in various segments. “One of
the most significant advances in synthetic
rubber applications has been in the
production of high performance tyres. The
ability of these tyres to provide increased
fuel economy while also enhancing safety
has been one of the most important
technological advances we have seen in the
automotive sector. Other types of synthetic
rubber have wide applications like SBS as a
asphalt modifier to improve road-surfacing.
Other block copolymers are being used in
consumer products like ‘soft touch’ goods,”
elaborates McGraw.
In India the demand for synthetic
rubber has significantly increased.
According to McGraw, the current
synthetic rubber market is about 420,000
tonne and is expected to grow about 8 per
cent every year over the next 4 to 5 years.
In the light of this, many companies are
expanding to satiate impending demand.
For instance, Indian Synthetic Rubber Ltd
is building a plant in Panipat, that will have
the capacity to produce 120,000 metric
tonne of emulsion SBR annually when it
goes on line this year. Additionally, SIBUR,
Russia and Eastern Europe’s largest
petrochemical company, and Reliance
Industries Ltd (RIL), India’s largest private
company, have formed a joint venture
named Reliance Sibur Elastomers Private
Ltd to produce 100,000 tonne of IIR per
year in Jamnagar. The JV will cater to the
demand for synthetic rubber from the
Indian automotive industry of over 75,000
tonne per year, which is currently satisfied
by imports.
Improved temperament When referring to the latest chemical
properties with regard to synthetic rubbers,
the use of neodymium (Nd) as a catalyst in
the production of BR has been one of the
most significant advances in recent years.
“BR made with this catalyst system is
being used to produce low rolling resistance
tyres that have improved durability, wear
resistant, energy savings and increased
safety performance”, explains McGraw.
Owing to its improved chemical
properties, application of synthetic rubber
has also augmented significantly across
verticals. Attributing this rising demand
to the tyre and non-tyre industries, Dr
Strassburger says, “An interesting aspect
of cars is that they are getting smaller
and more compact. This is placing a high
demand on the under hood performance
of a car where the fuel tubes, engine
gaskets, timing belts, etc should be able
to withstand high temperatures. Therban®
is capable of meeting this demand.
Similarly, EPDM rubber, Keltan® offers
high weather and ozone resistance and is
suitable for use in weather strip profiles,
wiper blades, coolant hoses, etc. At a
company level, we are also investing in
renewable sources of raw materials to
further strengthen our commitment
towards sustainable high-performance
rubbers. Technical rubber made from
organic ethylene (eg bio-based LANXESS
rubber product Keltan®Eco) is mostly used
for door seals in the automotive industry,
but also is a key component in plastic
modification and in the additivation of
mineral materials. The rubber Keltan®Eco
contains 70 per cent ethylene from
sugar cane. It meets the same quality
standards as petroleum-based alternatives.
Application possibilities include sealing
parts in cars, cables etc. Its properties
include very low density, good resistance
to heat and good electrical insulation.”
Thus, with constant innovations,
many new industry segments are turning
to synthetic rubber to substitute existing
materials. However, its sole application
will depend on key aspects such as
geography, forecasting volumes and
revenues and analysing trends in each of
the submarkets.
Email: [email protected]
Dr Joerg StrassburgerManaging Director, LANXESS India
James L McGrawManaging Director and CEO, IISRP
Synthetic rubber has been proven to have excellent properties and superior performance for special purpose applications like withstanding heat, temperature, mechanical abrasion, consistency of performance etc.
One of the most signifi cant advances in synthetic rubber applications has been in the production of high performance tyres. The ability of these tyres to provide increased fuel economy while also enhancing safety has been one of the most important technological advances we have seen in the automotive sector.

66 Modern Plastics & Polymers | January 201366 Modern Plastics & Polymers |
A passenger-car t y re ’s
composition influences
stability, fuel consumption
and life-span. To suit endemic
Indian conditions, manufacturers have
extensively resorted to advanced technology
so as to create some of the most appropriate
tyres. To a certain extent, this has become
possible due to globalisation which
facilitates the exchange of expertise and
knowledge. The subsequent consequence
of this has given a much needed impetus
to the use of Synthetic Rubber (SR) in
passenger-car tyres.
Overpowering preferenceSR has become an indispensible material
for the automotive industry, especially
in the making of passenger-car tyres.
However, one cannot completely
rule out the essential composition of
natural rubber, which is required to
manufacture a tyre. In this segment, the
popular industry sentiment hovers above
increasing the percentage of SR since it
brings to the table a host of advantages.
Achieving enhanced vehicle stability and
reduction in fuel consumption are some
of properties that can be attributed to this
material. As this sector is raw-material
intensive, tyre manufacturers are opting
to use more SR so as to produce a cost-
efficient end product.
With SR accounting for about 25
per cent of a modern tyre’s weight, it
assumes a key role in improving aesthetics
and experience in passenger-cars. Rajiv
Budhraja, Director General, Automotive
Tyre Manufacturers’ Association
(ATMA), notes, “Owing to the material’s
better wear resistance, anti cracking and
ageing properties, it is better suited for
the manufacture of passenger-car tyres.”
In terms of improving driving comfort,
the material contributes considerably in
reducing sound and limiting vibrations.
Efficient compositionsFor passenger-car tyres, some of the
main synthetic polymers used are Styrene
Butadiene Rubber (SBR), Butadiene
Rubber (BR) and Polybutadiene Rubber
(PBR). Budhraja further explains, “Synthetic
rubber due to its comparatively lower
rolling resistance (RR) properties helps in
fuel savings in tyres. Two major synthetic
rubbers, ie SBR and PBR are used in
manufacture of passenger-car tyres. Butyl
Rubber (IIR) is used in the manufacture
of tubes and its variants - Halo or Chloro
Butyl are used in the inner liner (in place
of tube) and in the manufacture of tubeless
passenger-car tyres.”
According to published market
reports, SBR accounts for nearly 50
per cent of the world SR consumption.
Considered to be the backbone of the SR
industry, about 75 per cent of SBR is used
up by the tyre sector itself with maximum
utilisation in passenger-car tyres. The
quality that makes this variety a favourite
is its oil resistance; this especially helps
when tyres come in contact with road
surfaces with huge traces of oil. Highly
resistant to degradation caused by almost
any oil, SBR however has poor resistance
to mineral oil. Another aspect that works
in favour of SBR, is its high resistance to
water, which is crucial for performance
during Indian monsoons. While referring
to the general aspect of SR, Budhraja
confirms by saying, “Synthetic rubber has
better properties for wet grip and also
Courtesy: LANXESS
Due to the unpredictable market conditions associated with natural rubber, tyre manufacturers are starting to use more of synthetic rubber. This preference is backed by plausible reasons such as that of cost, availability and product features. Sweta M Nair gathers some noticeable movements that indicate towards synthetic rubber’s growing influence in the tyre segment.
INSIGHT & OUTLOOK: Synthet ic rubber in tyres
AROLL!
ON

Synthet ic rubber in tyres
67January 2013 | Modern Plastics & Polymers
offers improved handling during wintery months.” In terms of
handling wear and tear, SBR has high resistance to abrasion
which again makes it a perfect candidate for passenger-car tyres.
In comparison with other varieties that have the tendency of
oxygen binding with other molecules, this one stands out due
to its efficient resistance to oxidation. Furthermore, SBR can
retain its shape and other properties in a range of temperatures.
New generation If technology and cost priorities maintain the existent pace
then it is only a matter of time till its manufacturers find
ways of increasing the percentage of SR. At present, the large
chunk of demand is coming from emerging economies which
is compelling players to increase production of this commodity.
Simultaneously, if the prices of NR keep rising, the gap between
demand and supply will widen, then inevitably production &
consumption of SR will get a boost.
Another aspect which could give this commodity another
shot at fame is the cutting-edge features that being added to
the end-product. Talking about the new generation car tyres,
Budhraja adds, “In the passenger segment, run flat tyres [which
can cover a certain distance at a specified speed in the event of
a flat tyre (puncture)] is gaining greater acceptance in higher
end cars for the assurance that it provides to a driver. Likewise,
another major development which is happening is towards non
pneumatic tyres (having no air) which offer complete safety
and assurance of not having to suffer because of sudden loss of
air and the associated risk of mishandling. However, the latter
development is still in advanced stages of research and product
development Hopefully, it will gain commercial acceptance in
the near future”.
Email: [email protected]
Rajiv BudhrajaDirector General, ATMA
Two major synthetic rubbers, ie SBR and PBR are used in manufacture of passenger-car tyres. Butyl Rubber (IIR) is used in the manufacture of tubes and its variants - Halo or Chloro Butyl are used in the inner liner (in place of tube) and in the manufacture of tubeless passenger-car tyres.

68 Modern Plastics & Polymers | January 2013
INSIGHT & OUTLOOK: Inter face - Dr Joerg Strassburger
What are the opportunities and challenges faced by the synthetic rubber industry?With the rise in mobility and urbanisation,
several related end user industries are
poised to grow. Many of the global
OEMs in the tyre and automobile sectors
are setting up manufacturing facilities in
India. This brings a lot of opportunities
for the rubber industry in India and also
the demands on quality and performance
will increase. Rubber manufacturers will
have to scale up their manufacturing
operations in order to meet this demand.
Which are the products that are largely used by the tyre industry?Some examples of our rubber polymers
that meet such demanding performance
criteria are:
Polybutadiene rubber (LANXESS
Buna® CB and Buna® VSL) – It
offers reduced heat buildup, high
abrasion resistance and improved
fatigue properties. Nd-PBR offers
outstanding abrasion resistance,
excellent strength and high crack
resistance. The tread, sidewall and the
carcass of a tyre are made up of these
polymers. The extremely elastic high-
performance rubber Buna® reduces
rolling resistance of tyres and thereby
helps to reduce fuel consumption and
CO2 emissions while improving safety
and durability.
Styrene Butadiene Rubber (Solution-
SBR) - It offers excellent mechanical
properties and moderate abrasion
resistance. This polymer goes into
the making of the tread. Both
Nd-PBR and S-SBR have a major
role in making ‘Green Tires’. Through
optimised microstructure and filler
interaction, they offer improved fuel
economy.
Butyl rubber (IIR) – This rubber has
good resistance to acids, hot water,
moisture, etc and is highly impermeable
to air. Inner tubes for tyres and the
bladders used for manufacturing tyres
are usually made up of IIR. This helps
prevent under-inflation. Inner liners of
a tubeless tyre and high performance
inner tubes of tyres are specifically
made of Halo-Butyl Rubbers (HIIR),
for which LANXESS is a key provider
in the market.
From a company perspective, what are the global trends taking place in the synthetic rubber market?At LANXESS, we believe that more
future-oriented concepts would be needed
to cope up with the rise in mobility.
Higher demand for personal mobility
in the emerging markets, increased
awareness about environmental-friendly
products and the willingness to pay a
price for premium products, stringent
regulatory framework for reduction in
CO2 emissions, saving energy, etc are
all contributing to the high demand for
high performance rubber products. For
example, the tyre labelling regulation
in EU from November 1, 2012 will
lead tyre manufacturers to manufacture
higher grades of tyres. This will in turn
increase the demand for premium quality,
high performance rubber like Nd-PBR
(Buna®). Around 70 per cent of the
high-performance rubber produced by
LANXESS is used for the manufacture of
low rolling resistance tyres. ‘Green Tires’
reduce fuel consumption by 5 to 7 per
cent and end consumers will benefit in
the long run from better fuel economy,
translating into savings at the gas station
from the end-consumer.
Email: [email protected]
“Demands on quality and performance will increase”
…predicts Dr Joerg Strassburger, Managing Director, LANXESS India. In an interaction with Sweta M Nair, he discusses innovations in the synthetic rubber industry.



MPP
Jan
_201
3 A
d N
ame:
Eve
rest
Tab
-6, P
g N
o. 7
1
MPP Jan_2013 Ad Name: Everest Tab-6, Pg No. 71

MPP Jan
_2013 Ad
Nam
e: LOH
IA Tab
-6, Pg N
o. 72
MPP Jan_2013 Ad Name: LOHIA Tab-6, Pg No. 72
LO
HIA

MPP Jan_2013 Ad Name: Lohia Tab-7, Pg No. 73
MPP
Jan
_201
3 A
d N
ame:
Lo
hia
Tab
-7, P
g N
o. 7
3Himalayan

MPP Jan_2013 Ad Name: TOSHIBA Tab-7, Pg No. 74
MPP Jan
_2013 Ad
Nam
e: TOSH
IBA
Tab-7, Pg
No. 74
TO
SH
IBA


76 Modern Plastics & Polymers | January 2013
Screw type feeder for DMC material
Y R Anand
Thermosetting polymers,
such as epoxies, phenolics,
polyurethanes, melamines,
urea formaldehyde, polyesters,
are commonly used materials that find
applications in several electrical industry
parts, automotive parts, kitchenware, semi-
conductor component housing, etc.
Thermoset materials are generally
stronger than thermoplastic materials due
to their three-dimensional network of
bonds (cross-linking), and are also better
suited to high-temperature applications.
But, they are more brittle and cannot be
recycled. Thermoplastic polymers (the
dominant polymer) changes shape by
heat and can be used repeatedly. But,
thermosetting resins cure irreversibly. This
means, once hardened, a thermoset resin
cannot be reheated and melted back to a
liquid form. It will only result is destruction
of the material.
The normal curing process involves
application of heat as in the case of some
moulding techniques, or chemical (as in
the case of several grades of epoxies) or
even irradiation process such as electron
beam process. The common methods
of mass producing thermoset parts are
compression moulding; transfer moulding;
casting; and injection moulding. The first
three processes are time-consuming and
dimensional accuracy cannot be controlled
to very close tolerances.
Injection moulding of thermoset
parts can offer several advantages such
as faster cycle times; better dimensional
control; no flash, resulting in less dust;
no secondary operation such as deflashing
and cleaning. The important factor to
keep in mind is that injection moulding
of thermoset materials is the exact
opposite of thermoplastics processing.
Moulding thermoplastic materials is an
exothermic process. The heat has to be
taken away from the mould to get the
final form. This is the reason that the
mould is always kept colder than the
molten material to form the final part.
Thermosetting resin moulding, on the
other hand, is an endothermic process.
Heat has to be applied into the mould to
get the final form. To explain it in simple
terms, moulding thermoplastics involves
a physical process while moulding
thermosets involves a chemical reaction.
Thermoset processingThe basic nature of thermosets allows
only a specific time window (or processing
range) for moulding thermosets. The
viscosity sinks at the beginning, and with
rising temperatures, starts to increase
again as the curing (or bonding) process
progresses. Thus, to inject the material,
the viscosity is lowered by keeping the
cylinder temperature warm. Care must
be taken to ensure that the cylinder
temperature is not too warm to ensure
adequate filling of the mould. The mould
itself is kept at high temperatures to
complete the cross-linking process.
Thermoset plastics needs a high-wear
resistant plasticising cylinder module to
the abrasive effect of filling the materials.
The screws are specially designed to keep
the residence time in the cylinder to a
minimum for avoiding degradation in the
cylinder. These are also normally supplied
with a special non-return valve to ensure
good processing.
Thermoset cylinders for injection
moulding are normally heated with liquid
type temperature control units. These types
of control units are also used for controlling
mould temperatures. The number of heating
KKnowingnuances
Thermoset materials, also known as heat-treatable moulding compounds, are used in the areas of electrical industry, sanitary applications and household utensils. These are most frequently processed by compression or transfer moulding techniques. Injection moulding offers significant advantages. This article examines the process of thermoset injection moulding.
Courtesy: Arburg GmBH
INSIGHT & OUTLOOK: Thermoset in ject ion moulding
THE

Thermoset in ject ion moulding
77January 2013 | Modern Plastics & Polymers
zones is reduced compared to thermoplastic
materials. It is generally one to two only. So,
it is likely that two liquid-type temperature
control units are required in the process for
the cylinder. Most machine manufacturers
use the electrical heating zones (usually
used for melting the resin in the cylinder
and which are now redundant) to heat the
mould to full polymerising temperature.
Thermoset resins generally release
gases with the application of heat and
during polymerisation process. An
arrangement is essential to take these gases
out during the process. This can be done
by a process control called venting, which
will allow the trapped gases to be vented
out and safe processing to continue. Now,
vacuum is being applied increasingly at
the correct point in the sequence to take
away the gases. Vacuum has the additional
benefit of improving the surface finish of
the part.
Mould technologyThe mould is electrically heated to the
correct operating temperature. To avoid burr
formation, the mould must be manufactured
accurately, as the viscosity of the material
drops sharply as soon as it comes in contact
with the wall of the mould. Burns and
porosity are prevented through the use of an
optimised mould venting system.
The use of (partial) cold runner systems
makes sense, as material recycling is not
possible with thermosetting resins. This is
a relatively new technology and still under
development in most companies. But this is
well-worth implementing.
Robotic systemBecause the thermoset parts will be hot after
the curing cycle and tend to be brittle, it is
often handled by robots. The complexity of
the robot removal system depends on the
part and the number of cavities. It can often
be used in conjunction with a sprue cutting
system as thermosetting parts will always
have thick sprues, unless using cold runners.
Moist polyester materialsThere has been a class of polyester materials
called Doughy Moulding Compound
(DMC) or Bulk Moulding Compound
(BMC), which find a wide range of
applications in thermosetting resins. These
are moist polyester materials with long fibre
fillers. This is essentially a thermosetting
resin and it requires some additional features
in the machine.
The characteristics of moist polyester
materials include mechanical stability,
resistance to abrasion, dimensional stability,
good electrical properties, thermal resistance,
chemical resistance, and colour homogeneity.
So, this class of materials finds a number of
applications in the electrical and automotive
industries. The screw is to be designed
with a special geometry for moist polyester
materials and should be equipped with a
flightless non-return valve to reduce the
destruction of fibres. The feed opening
is optimised for gentle material feed and
prepared for the attachment of the optional
injester stuffing device. A temperature-
controlled cold runner immersion nozzle
should be made available.
As in the case of other thermosetting
materials, one or two standard temperature
control devices will be used for heating
the cylinder. They normally use water as
medium and feature an enhanced cooling
performance. DMC materials require special
units to stuff or injest them into the cylinder
unit. This is due to the typical supply of the
raw material.
There are generally two types of stuffing
units. One is a hydraulically-driven piston
type unit, which has been the traditional
solution. In this, typically the stuffing
pressure during dosage and injection is
manually adjustable. Even dry materials and
materials with high filler content can be fed
without difficulty. The action of the piston
ensures the best possible pre-compression of
the material. Only low amounts of residual
air and gas remain in the material, which
result in void-free moulded parts with a
glossy surface. The other is a screw conveying
system to carry the DMC material into the
cylinder. This offers a more continuous
feeding of the material to the cylinder. But
it is more suitable for DMC supplied in a
different form. Both have some advantages
and disadvantages. It is always a good idea
to consult the raw material suppliers about
which type of unit suits their material.
Check points for mouldingIn thermoset moulding, it is important
to pay attention to the cleaning of the
mould surface. All thermoset materials
tend to leave residue and this can cause
quality issues with subsequent shots. So
by using compressed air blasts or even
external brush cleaning devices, cleaning
of the mould surface must be ensured.
Today, there are many automated brush
cleaning devices, which are also available.
It is also possible to build in a stripper
function in the mould for demoulding
of parts. Here, the central platen of the
mould is advanced, and then the stripper
plate enters the mould and pushes the
parts out of the central platen. The parts
then fall into the ejection chute of the
all-rounder from where they are
transported away.
The use of thermosetting resins and
DMC materials is gradually increasing but
within a narrow range. While production
of such parts using injection moulding
is a niche business, it offers significant
advantages over compression and transfer
moulding. Hence, it is gaining new
grounds in the plastics industry, albeit in
a small way.
Y R Anand holds a bachelor’s
degree in Mechanical
Engineering from University
of Mysore and a master’s
degree in Production
Engineering from IIT Kharagpur. Since 1980,
he has been a partner in UNIMARK, which
provides sales and service of machines
for plastics processing, tool making,
micro-electronics and wire mesh welding.
Email: [email protected]
General processing range of thermosets
Processing range
Visc
osity
Temperature/time

INSIGHT & OUTLOOK: Ny lon
78 Modern Plastics & Polymers | January 2013
Mandar Amrute and Gaurav Kulkarni
Nylon falls under a family
of polymers consisting of
polymeric amides that form
synthetic fibre with protein-
like chemical structure. It is more
popular as a fibre used in manufacture of
carpets and stockings. A significant part
of the global nylon production is utilised
in the area of engineering polymers.
Use of nylon is universal in applications
that mostly undergo wear and tear such
as brackets, door handles, power-tool
housings, and structural components in
baby carriages or under car bonnets for
fuel management systems, exterior and
interior parts such as door trims, handles,
lamp housing, etc.
However, the growth of nylon
industry is restricted by certain
limitations such as the tendency of the
material to absorb moisture that results
in poor dimensional stability. In addition,
nylon faces competition from long-glass
fibre-reinforced polypropylene and other
inexpensive plastics that replace nylon
in some potential applications. Though
nylon has problems associated with
moisture absorption, it is possible to
overcome this issue with usage of long
chain polyamides such as 6/12, 6/10,
12 or 11.
According to Global Industry
Analysts, Asia-Pacific dominates
the world nylon market. Factors
contributing to the growth include
increasing consumption of nylon in
textiles, automotive, electrical, consumer
goods, and industrial sectors in regions
such as China, Taiwan and other Asian
markets. Further, engineering nylons
offer more potential for use in aircraft,
engineering goods and automobiles.
Europe is the second-largest producer of
man-made fibre in the world, preceded
only by China. Nylon fibres constitute a
major share of man-made fibres market
in Europe.
Nylon insightsAny synthetic plastic material is composed
of polyamides of high molecular weight,
and usually, but not always, manufactured
as a fibre. If we go through history, it
is observed that nylons were developed
by DuPont in the 1930s. Nylon can be
made to form fibres, filaments, bristles,
or sheets to be manufactured into yarn,
textiles, and cordage. It can also be
formed into moulded products. Nylon
has high resistance to wear, heat and
chemicals. Most applications are in the
form of filaments, for instance in textile,
fishing nets, brushes, etc.
In one approach, molecules with
an acid (-COOH) group on each end
are reacted with molecules containing
amine (-NH2) groups on each end. The
resulting nylon is named on the basis of
the number of carbon atoms separating
the two acid groups and the two amines.
These are formed into monomers
of intermediate molecular weight,
which are then reacted to form long
polymer chains.
Nylon 6 is formed by the self-
condensation of 6-aminohexanoic
acid. Nylon 6/6 is made by
polycondensation of hexanedioic acid
(adipic acid) and 1,6-diaminohexane
(hexamethylenediamine) having an
average formula weight between 12000
and 15000. Nylon 6/10 is prepared by
polymerising decanedioic acid and
1,6-diaminohexane. Nylon 6/12 is
a copolymer of a 6C diamine and a
12C diacid.
Nylons are generally synthetic
thermoplastic materials known for their
strength, elasticity, resistance to abrasion
and chemicals, and for ease of processing
through most of the melt processes such
as extrusion and moulding. It is believed
that around 1940, nylon was used for
commercial usage of monofilament
Worldwide, the nylon market is expected to touch 6.6 million tonne by 2015. Growth in the market has been primarily driven by an increasing demand from Asia, and high usage in textiles, automotive and other segments. Nylon usage is growing due to the excellent properties offered by it coupled with cost and weight reduction. Here we look at major polyamides for monofilaments, yarns and textiles along with their applications.
Reinforcing potentialTO GAIN A STRONG FOOTHOLD
Courtesy: Arkema


80 Modern Plastics & Polymers | January 2013
Nylon
and multifilaments for the applications
such as bristles for toothbrushes and
industrial applications. Today, nylon
is manufactured in the form of sheets,
coatings, and moulded plastics, and used
in a variety of products, including fabrics,
surgical sutures, thread, insulating wire
coverings, mosquito netting & screening,
gears & bearings, rope, and tyre cords.
Comparison of different nylonsThough all these polyamides qualify for
most of the applications, Nylon 6/10 and
6/12 are excellent in terms of long-term
heat resistance property (continuous
use temperature: approximately Nylon
6/10 also offers advantage of bio-based
material as it is made from plant origins).
Characteristics of nylon resins Nylon 6, nylon 6/6 (PA6, PA66)
offer excellent mechanical properties;
toughness in equilibrium moisture
content; chemical and oil resistance;
and friction & abrasion properties. Most
grades have self-extinguishing property.
Nylon 6/10, nylon 6/12 (PA610,
PA612) offer excellent flexibility and
impact strength at low temperature; long-
term heat resistance property (continuous
use temperature: approximately 80
to 150 °C). These are low in gasoline
permeability and excellent in gas
barrier property. Moreover, these are
less hygroscopic as compared to nylon
6 or 6/6, and have excellent folding
endurance.
Applications of nylon in
monofilament and multifilament market
include:
Bristles for toothbrush, hair brush,
paint brush and other industrial parts
& devices
Fishing nets and lines
Household nets for protection; safety
and mosquito nets
Hosiery, filter cloths and fabrics for
industrial and domestic usages
Ropes, chords and tyre cords
Towards a strong futureKey trends such as the growing demand
for low-weight automobiles for ensuring
better fuel economy and minimising
greenhouse gases potentially pave the
way for increased use of nylon in the
automotive industry in future. Further,
the use of nylon is gaining importance
in applications beyond the traditional
electronic equipment and automotive
markets. It is evident that one can
consider Nylon 6, 6/6 for monofilaments
and multi-filaments for industrial yarns
and bristles. With the addition of 6/10
and 6/12, one can even overcome the
general problem of moisture absorption
and low dimensional stability. Hence,
usage of these nylons is expected to
increase rapidly in near future.
Mandar Amrute is Market
Development Manager with
Arkema India Branch office.
Email: mandar.amrute@
arkema.com
Gaurav Kulkarni is working
as Technical Executive with
Arkema India, and can be
reached at gaurav.kulkarni@
arkema.com
Arkema is one of the leading producers of long chain high performance polyamides like Rilsan® PA11 and Rilsamid® PA12 and has more than 60 years of expertise in this field. PA 6/10 and PA 6/12 are produced at Hipro Polymers, an Arkema Group company with experience of more than 10 years and PA 6/10 is sold under brand name of Hiprolon70NN® and PA 6/12 is sold under brand name of Hiprolon90NN®.
Courtesy: Arkema
Comparison of different nylons
Property Nylon 6 Nylon 6/6 Nylon 6/10 Nylon 6/12
Density gm/ cm^3 1.13-1.15 1.13-1.15 1.09 1.06-1.10
Crystallinity 30-50% 30-50% 30-50% 30-50%
Molecular weight 10000-30000 10000-30000 10000-30000 10000-30000
Tensile strength psi 6000-24000 14000 8500-8600 6500-8500
Tensile modulus psi 300K 230-550K 250K 220-290K
Tensile elongation % 30-100 15-80 70 150
Impact strengthft-lb/inch
0.6-2.2 0.55-1.0 1.2 1.0-1.9
Hardness R80-102 R120 R111 M78
OpticalTranslucent to opaque
Translucent to opaque
Translucent to opaque
Translucent to opaque
Melting temperature 210-220 255-265 220 195-219
Moisture absorption (23°C, 24 hr) D-570
1.3-1.9 (24 h) 8.5-1.0 (max)
1.0-2.8 (24 h) 8.5 (max)
1.4(24 h) 3.3 (max)
0.4-1.0 (24 h) 2.5-3.0 (max)
Oxidation resistance Good Good Good Good
UV resistance Poor Poor Poor Poor
Solvent resistanceDissolved by phenol & formic acid
Dissolved by phenol & formic acid
Dissolved by phenol & formic acid
Dissolved by phenol & formic acid
Alkaline resistance Resistant Resistant Resistant Resistant
Acid resistance Poor Poor Poor Poor

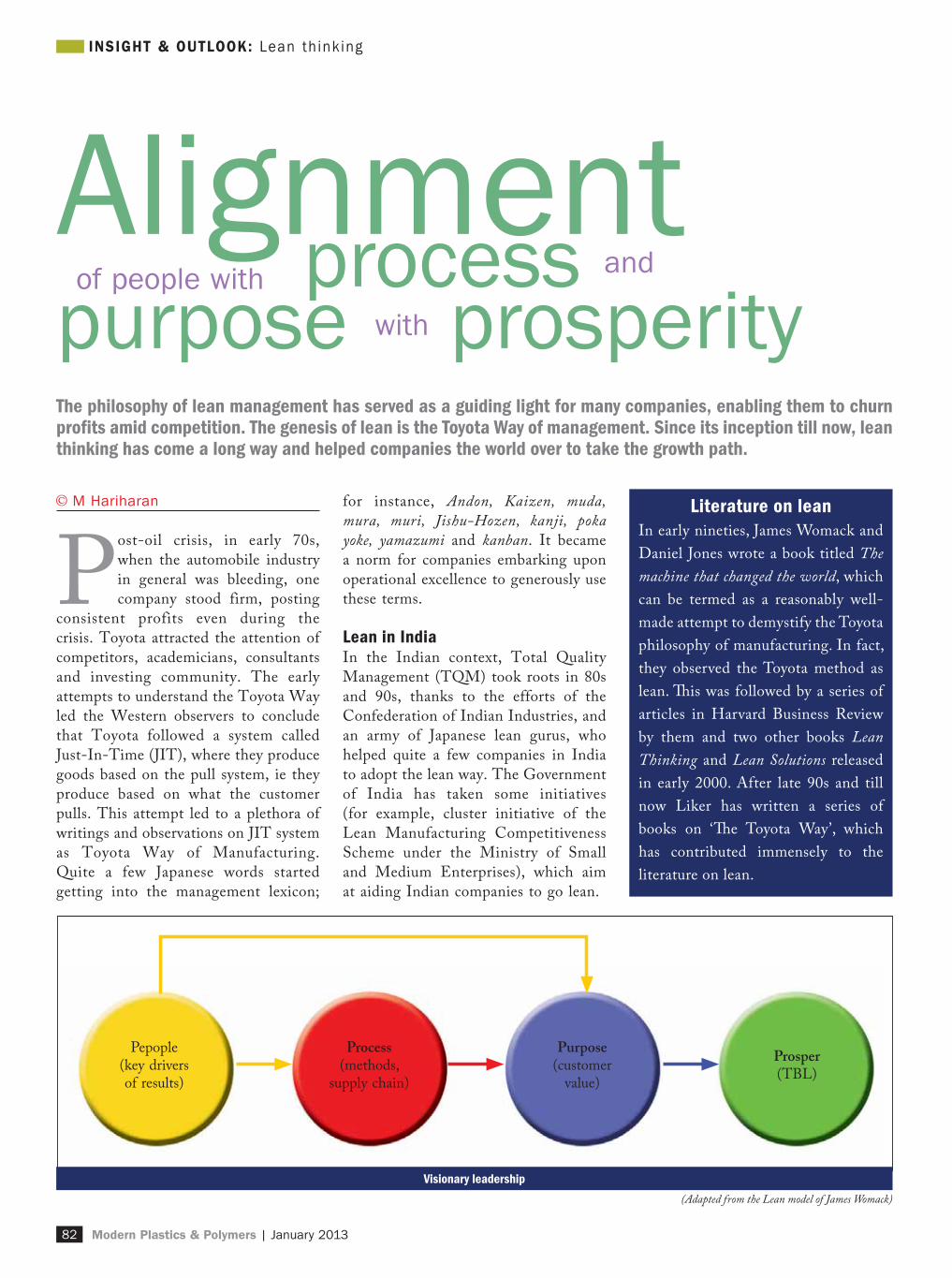
INSIGHT & OUTLOOK: Lean thinking
82 Modern Plastics & Polymers | January 2013
M Hariharan
Post-oil crisis, in early 70s, when the automobile industry in general was bleeding, one company stood firm, posting
consistent profits even during the crisis. Toyota attracted the attention of competitors, academicians, consultants and investing community. The early attempts to understand the Toyota Way led the Western observers to conclude that Toyota followed a system called Just-In-Time (JIT), where they produce goods based on the pull system, ie they produce based on what the customer pulls. This attempt led to a plethora of writings and observations on JIT system as Toyota Way of Manufacturing. Quite a few Japanese words started getting into the management lexicon;
for instance, Andon, Kaizen, muda,
mura, muri, Jishu-Hozen, kanji, poka
yoke, yamazumi and kanban. It became a norm for companies embarking upon operational excellence to generously use these terms.
Lean in IndiaIn the Indian context, Total Quality Management (TQM) took roots in 80s and 90s, thanks to the efforts of the Confederation of Indian Industries, and an army of Japanese lean gurus, who helped quite a few companies in India to adopt the lean way. The Government of India has taken some initiatives (for example, cluster initiative of the Lean Manufacturing Competitiveness Scheme under the Ministry of Small and Medium Enterprises), which aim at aiding Indian companies to go lean.
Alignmentprocess
prosperitypurposeof people with
with
and
The philosophy of lean management has served as a guiding light for many companies, enabling them to churn profits amid competition. The genesis of lean is the Toyota Way of management. Since its inception till now, lean thinking has come a long way and helped companies the world over to take the growth path.
Pepople (key drivers of results)
Process (methods,
supply chain)
Purpose(customer
value)
Prosper(TBL)
(Adapted from the Lean model of James Womack)
Visionary leadership
Literature on leanIn early nineties, James Womack and
Daniel Jones wrote a book titled The
machine that changed the world, which
can be termed as a reasonably well-
made attempt to demystify the Toyota
philosophy of manufacturing. In fact,
they observed the Toyota method as
lean. Th is was followed by a series of
articles in Harvard Business Review
by them and two other books Lean
Thinking and Lean Solutions released
in early 2000. After late 90s and till
now Liker has written a series of
books on ‘Th e Toyota Way’, which
has contributed immensely to the
literature on lean.


84 Modern Plastics & Polymers | January 2013
Lean thinking
Lean thinking is aligning the people and process to the purpose (customer value) so that the provider prospers. Going lean is not getting into cost reduction but to focus on getting more and more with less and less. According to James Womack, lean organisation searches for a perfect process that is valuable (value creation for the customer), capable (minimise process variability), available (reliable processes), adequate (to meet the demand), flexible, flowed (moving towards one-piece flow), pulled (provide when the customer wants) and levelled (anything any time).
Lean is not restricted to manufacturing or for that matter large manufacturing organisations alone. It is applicable to service industry as well. It is applicable for SMEs also. Wherever there is a customer, there is customer value. Whenever customer value has to be fulfilled, lean is applicable. Any process – design, customer response, logistics, query processing – must be aimed at getting aligned to the customer requirement.
Taking the lean pathThe building blocks for undertaking a lean journey are as follows:
Customer value: Lean focusses on creating value for the customer. This is the starting point of the lean journey. It is therefore critical for an organisation to:
Identify consumers (not only the immediate customers appearing in their books but all the stakeholders who are impacted by their offerings)
Articulate the value proposition, and Identify the gaps in value creation
and fulfillmentClear stream vision: It is a methodology to create the Long Term Charter and provides the base for policy deployment. Initiatives undertaken with a long-term vision is a sure recipe for success. Top management of every company has to define the charter for the next 5-10 years.
The first principle of the Toyota Way constitutes the long-term philosophy, wherein it is essential to base management decisions on a long-
term philosophy, even at the expense of short-term financial goals.
Three-stage approach to leanAny organisation has to focus on the following three specific stages for going lean:
Steady state: Base for any sustainable movement is stability. Sustainable lean journey is enabled by a steady state as the base.
Delta change: Improving with consistent small initiatives triggered and implemented by people at operating level individually and as groups will spread the movement and sustain the interest across all levels.
Quantum leap: Inventive ideas emerge if we look beyond the current state and the organisational boundaries. Quantum leap is achieved by ideas initiated, mentored and implemented by focus groups with a strong senior management commitment.
Sustainability of leanGreat ideas get shot down when they do not stand the test of cost benefit analysis. It is important to look beyond the apparent benefits of cost and working capital to understand the long-term impact of lean initiatives. Most of the lean initiatives enable release of capacity, and thereby top-line growth.
People behave in the way their performance is measured. Performance measurement systems designed at individual departmental levels tend to promote sub-optimal actions. Performance metrics should be redefined to get in sync with the lean thinking. Methodologies are to be designed to smoothen daily work management. Policy deployment mechanism to align clear stream vision to short-term objectives as well as to align short-term objectives to the departmental objectives and action plans is imperative for sustainability of lean journey. Sustainable lean journey calls for a conscious attempt to align people and process to purpose, which will help in reaping big gains.
M Hariharan practises consultancy in the field of cost management, lean thinking, constraint management, management control system
and business excellence as Founder Director at Savoir Faire Management Services. Savoir Faire helps organisations to improve their profitability by aligning their people and processes to customer value and articulate the bottomline impact using the cost excellence (CE©) model. Email: [email protected]
Quantum leap
Delta change
Steady state
(Involving all through initiatives within their influence)
(Attain stability by being consistent)
Three-stage approach to lean


AUTOMATION TRENDS: Control systems
86 Modern Plastics & Polymers | January 2013
Driven by continuous
innovation and the demand
to meet the ever-evolving
performance benchmarks,
plastics industry has always been in the
forefront of adoption of automation
technologies. Primary processing
machinery, post-production machinery
and auxiliary machines form a diverse
range of machines and technologies, which
lead to diverse demands for control and
automation technologies. Varied control
disciplines such as sequence control,
process control, synchronised speed control,
motion control, visualisation – individually
or in combination based on machine types
– are the key control requirements across
the plastic machinery segment.
Globalisation and changing lifestyles
are impacting every industry. Huge
consumer demand driving the retail boom
is changing the way products are sold,
thus impacting the packaging, aesthetics,
lifecycle and above all competitiveness.
Being the key industry in the supply
chain, it is also impacting the needs
of the plastics industry including the
manufacturers and machine builders
equally. Umakant Sharma, Marketing
Manager, Matsui Technologies India,
says, “Manufacturers in this highly
competitive world are continuously
demanding machines to drive higher
productivity & flexibility, better quality
and lower lifecycle costs. Machine
builders are responding by adopting new
technologies and automation systems to
meet these demands. All these are further
driving demand for the automation
products and its adoption in plastics
industry.”
Automation at its bestEvolution of automation technologies
enables convergence of multi-discipline
control function on a common control
platform. Modern ‘integrated architecture’
is an efficient and optimum response
to these control system requirements,
offering multi-discipline, scalable and
information-enabled control platform for
machine builders.
Machine builders are moving towards
advanced process control capabilities
in the controller for variables such as
pressure and temperature that impacts
product quality. This is driving the control
manufacturers to add more capabilities to
their offerings. Human Machine Interface
(HMI), classically used for parameter
setting and alarm annunciation, is being
looked beyond its routine tasks to manage
product recipes, machine performance
and enhanced diagnostics for making
machines more informative and user-
friendly.
Machine builders are adopting high
performance AC drive systems enabling
tight synchronisation in challenging
regenerative atmosphere among various
motors across the machines, which
enhance the product quality. The high
response drive system control also enables
to scale up the linear speeds of the
machines realising higher productivity
without compromising on the product
quality, thereby offering maximum asset
utilisation and returns to end-users.
As machine speeds are ramping up,
there is need to have appropriate sensing,
monitoring and control of elements that
Automation in the plastics industry continues to rise in stature as manufacturers across the world are recognising its benefits in every day operations. It enhances production efficiency and also reduces waste. Anwesh Koley takes a closer look at the advantages offered by automation in the plastics industry.
86 Modern Plastics & Polymers |
industryplastics
the process dynamics inCHANGING

Control systems
87January 2013 | Modern Plastics & Polymers
offer inherent safety for the machine
and the operator. Any accident on the
machine means loss of productive time,
damage to machine and cost towards
claims arising out of accidents. Thus,
safe control system is fast becoming an
accepted norm in the industry and having
safety as part of the integrated architecture
adds value to the machine.
What stakeholders wantEnd-customers demand higher
throughput out of the line. This could
be achieved, if machines were built with
the capability to communicate upstream
and downstream in the set-up. Industry
is looking to have standards that facilitate
the meeting of these needs. Similarly,
adoption of information solution to
facilitate enterprise-level visibility of
machine performance and productivity
is viewed as a growing requirement by
many users to have visibility on their asset
utilisation.
Machine makers are seeking
standardisation of their supply chain,
driving them to look out for automation
vendors whose products are compliant to
various global standards as OEMs have
end-customers spread in various global
geographies; thus they could serve every
market available. Moreover, it is essential
that machine makers build machines
that comply with the regulations in the
geographies they operate. This means
automation vendors need to partner and
extend their support to manufacturers in
terms of parts and services globally.
A machine that generates less waste,
less carbon footprint and consumes
optimal power for its operation is the
demand of the day, driven by government
regulations and increased consumer
awareness. Machine makers and users
face the challenge of having appropriate
equipment to meet the regulations.
However, the right application of
automation technologies will go a long
way in helping manufacturers and end-
users attain success in their respective
endeavours.
Email: [email protected]
Umakant SharmaMarketing Manager, Matsui Technologies India
Manufacturers in this highly competitive world are continuously demanding machines to drive higher productivity & fl exibility, better quality and lower lifecycle costs. Machine builders are responding by adopting new technologies and automation systems to meet these demands.

ENERGY MANAGEMENT: Motor ef f ic iency in in ject ion moulding
88 Modern Plastics & Polymers | January 2013
Approximately two-third of
the energy costs in plastics
process ing inc luding
injection moulding is the
result of energy consumed by motors. The
motors in the main processing equipment
such as compounders, moulders and
extruders are obvious, but the majority
of motors are hidden in other equipment
that include compressors, pumps and
fans. So, in order to ensure energy
efficiency, proper selection of motor and
drives is a crucial factor.
The motor management policyWhen running costs increase over the
initial purchase price, it means that
companies need to change the way
they look at motors, which consume
the maximum energy. Thus, in order to
reduce costs, companies must develop and
implement a motor management policy
for the purchase and operation of motors.
This policy should include guidelines on
purchase, repair and replacement based
on lifetime costing of the motor. It is
seen that repairing a failed motor may
appear to be a cost-effective solution in
short run, but in reality repair can reduce
energy efficiency by up to 1 per cent
and may not be the most economical
alternative in the long-term. Thus, an
efficient motor management policy is the
need of the hour.
Motor sizing assumes importance as
correctly sized motor helps in reducing
energy consumption. Motors run most
efficiently close to their design output.
These are most efficient when their load
equals, or is slightly greater than, the rated
capacity. If machines larger than required
are purchased or used, then the motor
will not reach the design load and run
at optimum efficiency. Oversized motors
are inefficient, and equipment needs to be
carefully matched with demand.
Jaymin Pithwa, Director, Konark
Plastomech Pvt Ltd, notes, “The size of
motor depends on various factors. You
decide on the size of the motor well
in advance, ie, during the design stage.
Any error in selecting the correct size
of the motor may result in huge wastage
of energy.”
Unlike the old motors that consumed
lot of energy, High Efficiency Motor
(HEM), Variable Speed Drive (VSD),
digital displacement pumps and servo
motors help in increasing cycle times
and reducing energy usage.
High efficiency motors It consumes approximately half of the
energy used by the conventional motors.
In addition to energy savings, the better
designs and improved construction
of high efficiency motors can lead to
various other benefits. Initially, these
motors were highly priced but now the
‘power’ful futureSHAPING a
Courtesy: ARBURG (HK) Ltd
Courtesy: ARBURG Sdn Bhd
A rise in energy price is a crucial issue for the plastics industry as it can impact plastics processing sector including the injection moulding segment. This has drawn the attention of processors towards efficiency of motors and drives used in machines, which consume the maximum energy. Avani Jain analyses how energy-efficient motors and drives can help save energy during injection moulding process.


90 Modern Plastics & Polymers | January 2013
Motor ef f ic iency in in ject ion moulding
cost has reduced and could easily be
forgone for the fact that they help in
saving on the energy cost. HEM can
achieve efficiency levels of up to 3 per
cent more than conventional motors
and have peak efficiency at 75 per cent
of load, thus reducing both energy
costs and oversizing problems. It is not
different from the normal motor, but the
manufacturers have developed it in such
a way that it consumes much less energy
than the conventional motor.
Variable speed drive The speed of an AC motor is fixed by the
number of poles and the supply frequency.
As a result, the hydraulic pumps in many
processing machines are driven at a
constant speed, even though the demand
varies considerably during the cycle. The
flow demand changes from the hydraulic
pump are controlled by a relief valve
and recirculation of the hydraulic fluid.
Another way of meeting the varying
demands is to fit a VSD to the motor.
Pithwa observes, “The VSD can serve
as a good option for energy efficiency,
as it allows the speed of an AC motor
to be varied and the pump output can
be matched to the variable demand.
Since VSD enables the manufacturer
to increase or decrease the speed as
per requirement, energy consumption
is bound to reduce remarkably during
injection moulding process.”
Further, reduced demand on the
hydraulic system means that the hydraulic
oil runs at a lower temperature and
requires less cooling, which can serve as
an additional cost saving measure. VSD
incurs less maintenance cost and can
also be applied to fans, water pumps and
air compressors where the load varies
considerably.
Digital displacement pumpsThis category of pumps helps in
attaining energy efficiency. It is a hybrid
device, which combines reciprocating
hydraulics with micro-processor control,
creating a highly integrated machine
capable of producing variable flow and
power. The advantages of this pump/
motor over conventional techniques lie
with both the response speed and the
inherent energy efficiency.
Servo motorsThese days, companies are increasingly
using servo motors for energy efficiency.
The servo motor only drives the shaft
required for the moulding process, creating
a direct exchange of energy and ensuring
reduced energy consumption. Praveen
Sharma, Proprietor, Hind Machineries,
states, “Servo motors help in reducing
energy consumption by about 60 per cent.
The existing normal electric/fuel-driven
motors transmit power to various points
of movements through gears, chains, belts
and pulleys, which are heavier and bigger.
However, in case of servo motors, all
movements in the machine are powered
by appropriate size of motors controlled
by drives and sensors, which are smaller,
lighter and convenient.”
These are better than the VSD. This
is because when it comes to VSD, the
motor is continuously working and in
case of servo motor, it stops when there
is an idle cycle, ie the whole motor
will stop automatically, so there is no
energy consumption during that time.
Moreover, the response time for reducing
or increasing the desired levels is higher
in the VSD as compared to the servo
motor where you can get the desired
levels in a matter of five seconds. Thus,
servo motors give more accurate results
than VSDs. Further, these motors also
help in reducing the cycle times, thereby
increasing the speed. Thus, the servo
drive facilitates high energy efficiency,
accuracy, precision and good control.
Towards energy efficiencyWith energy management concerns
rising worldwide, in future the
companies will have to adopt various
measures for bringing down their
energy consumption. The development
of energy-efficient motors and drives
for plastics processing can address this
issue to a large extent, but there is still
a long way to go in this field.
Email: [email protected]
Jaymin PithwaDirector, Konark Plastomech Pvt Ltd
The VSD can serve as a good option for energy effi ciency, as it allows the speed of an AC motor to be varied and the pump output can be matched to the variable demand.
Praveen SharmaProprietor, Hind Machineries
Servo motors help in reducing energy consumption by about 60 per cent. In this case, all movements in the machine are powered by appropriate size of motors controlled by drives and sensors, which are smaller, lighter and convenient.

MPP
Tab
8 J
an 2
013
Ad
Nam
e: S
RIRA
M P
g N
o. 9
1S
hri
ram

MPP Tab
8 Jan 2013 A
d N
ame: SA
CM
I Pg N
o. 92S
AC
MI

MPP
Jan
_201
3 A
d N
ame:
Pra
yag
Tab
-9, P
g N
o. 9
3

MPP Jan
_2013 Ad
Nam
e: ROTO
mo
tive Tab-9, Pg
No. 94
roto
mo
tive


POLICIES & REGULATIONS: Polymer compounding norms
96 Modern Plastics & Polymers | January 2013
Plastic materials with new performance profiles are being requested in an ever increasing frequency. As additives and
modifiers may result in plastic with a particular color, texture and strength, a manufacturer may incorporate one or more additives into the base material in the process of plastic compounding. Depending on the product being produced, while the process of production is different in each facility, plastic compounding typically involves several basic steps. The ultimate goal is to get a homogeneous final product. “Compounding process is employed to convert base polymer or resin to desired plastics material that meets the end product performance requirements having balanced properties and tailor made for specific applications. Products from such compounds have lower costs, ease of production and attractive shelf appearance. For example, from 15 to 20
grades of base polymers, thousands of compounds can be made tailor-made for a long range of end uses,” says Arvind M Mehta, CMD Welset Plast Extrusions Pvt Ltd.
The current scenarioPolypropylene compounds’ current significance in the automotive sectors stands at 55 per cent, which is the largest. This application can be attributed to the increasing and ongoing substitution of compounds. Compounded plastics enhance physical and thermal properties, opticals and functional properties. Dr Subhas Chandra Shit, Professor & Head-HLC, Central Institute of Plastics Engineering & Technology (CIPET), exploring compounded plastics says that the benefits of compounding are to obtain modified properties of the polymers according to the need of applications by incorporating additives preferably in a cost effective manner.
In more ways than one the known process of adding additional materials into a molten plastic base to produce a material with desired qualities is getting an environmental twist.
By giving sufficient attention enhancing properties such as strength and stiffness of fibre, Ultra-Violet (UV) stabilisers for resistance to sunlight, flame retardants, etc, compounders are adhering to increasing economic and environmental pressures regarding the sustainability of the plastics created. With environmental credentials gaining momentum, some compounders in the country are voluntarily paying attention to international compliancy.
Compounders are recruiting experienced R&D technical personnel to formulate endless new product developments that will cater to dynamic market conditions. Making quality high performance engineering plastic compounds is also an arena where a
Minimising Minimising environmental environmental impact at the impact at the formulation formulation stagestage
Creating solutions that are environmentally benign has become the need of the hour in this techno-economic cosmos. Though norms do not play a very big role in the country, yet some believe in planning for the future where environment-friendly regulations will become a way of life. Sweta M Nair unearths this green factor when it comes to the field of polymer compounding.


98 Modern Plastics & Polymers | January 2013
Polymer compounding norms
lot of activity is taking place. Dr Shit adds, “Considering the compounding of plastics is done by co-rotating and intermeshing twin screw extruder with specially designed screw elements, the art of compounding has become a really good tool for developing new nano structured and bio-reinforced light weight materials. This can be applied in engineering as well as bio-polymers.”
Applicable norms With the application of polymer compounds increasing in various industries, the need of these compounds being efficiently sustainable comes to the forefront. International government regulations have been established to encourage the manufacture of sustainable products that will perhaps have a reduced impact on the earth’s eco-system. One of the most widely accepted norms is the Restriction of Certain Hazardous Substances, more commonly known as ‘RoHS’. Usually referred to as the lead-free directive, RoHS also restricts the use of mercury, cadmium, hexavalent chromium, Polybrominated Biphenyls (PBB) and Polybrominated Diphenyl Ether (PBDE). From an international perspective, restricting the use of flame retardants such as PBB and PBDE could mean that compounders could extend their boundaries of business. Another European Union directive is the Waste of Electrical and Electronic Equipment (WEEE) which is aimed at limiting the use of possibly harmful substances in goods and making sure that manufactures have in place recycling initiatives to minimize environmental impact.
The next regulation which deals with ‘Registration, Evaluation, Authorisation and Restriction of Chemical substances’ (REACH) identifies and restricts the use of harmful chemicals. In a way, this regulation fosters innovation and competitiveness in the chemicals industry so as to find cleaner alternatives. About voluntary compliances to these norms, Mehta elaborates, “Quality assurance procedures are strictly followed right from selection of raw materials to manufacturing with adequate
documentation and traceability. Our compounds are REACH and RoHS compliant. Moreover, FDA and ISO standards are followed as well. For instance, our PVC compounds for wire and cables are lead and Phthalate free which comply with RoHS standards. In case of special applications that come in contact with food, we offer Phthalate free compounds that adhere to European requirements and can be used in high and low temperatures. Attention is also given to the surroundings in case of certain products, for instance, PVC medical compounds are manufactured in a state-of-the-art clean environment.”
What lies aheadIn institutes such as CIPET, educating people and industries about the environmental norms to be adopted for compounding particularly which avoids the use of heavy metal and halogen compounds in additives is given special emphasis. “While formulating new compounds we accentuate the need to meet user expectations in terms of life cycle analysis and carbon foot print reduction. In our R&D activities we focus on developing bio-fibre based composites that help in reduction of fossil carbon in composites,” adds Dr Shit.
To conclude with competing with price without comprising on technology is compelling enterprises to put on their thinking hats. To state a fact: economic development needn’t impede human health. In fact, an all-encompassing expansion which does not affect the environment is what businesses should focus on. Since the end-consumer has become more environmentally aware, domestic customers also have initiated demands that fall in the same line. The international stage is demanding with regard to compliancy issues and businesses aspiring to cater to this demand perhaps need to give the inclusion of regulations a good thought. Becoming an environmentally responsible compounder could be a matter of choice now but in due course of time it will be a necessity that will decide one’s survival in the industry.
Email: [email protected]
Dr Subhas Chandra ShitProfessor & Head-HLC, CIPET
While formulating new compounds we accentuate the need to meet user expectations in terms of life cycle analysis and carbon foot print reduction. In our R&D activities we focus on developing bio-fi bre based composites that help in reduction of fossil carbon in composites.
Compounding process is employed to convert base polymer or resin to desired plastics material that meets the end product performance requirements having balanced properties and tailor made for specifi c applications.
Arvind M MehtaChairman & Managing Director, Welset Plast Extrusions Pvt Ltd


100 Modern Plastics & Polymers | January 2013
STRATEGY: Extrusion process
The plastics extrusion industry in India is evolving rapidly, especially when it comes to sectors such as blown film
extrusion, PVC profiles and reprocessing. PVC pipes, in particular, have garnered a lot of attention as their applications have increased through the use of better raw materials and higher capacity extrusion processes. Some of the technological advancements in the area of extrusion that are being explored by plastics industry for improving quality and bringing down production costs are mentioned below.
Twin-screw extruders have evolved in design, performance and productivity over a span of several decades. These extruders have made it possible to produce high-quality, specialty plastic compounds used in the most common products as well as highly engineered products. These products ultimately provide humans with a better quality of life and enable them to reach a higher level of technology. One such innovation is the co-rotating twin screw extruder. These extruders, which are mainly used in plastic and polymer applications, have penetrated several niche markets. Some of the applications are in the areas of direct compounding,
masterbatches production, plastic alloys, PVC soft cable grade compounding, in-line compounding, natural and wood fibre composites and recycling.
Using side feeder of the co-rotating twin screw extruder, calcium carbonate can be filled up to 80 per cent and glass fibres can be filled up to 60 per cent without compromising on the quality of the end-product. Mangesh Manjrekar, Director, Raj Engineering Works, says, “This feature brings down the cost of raw material significantly, and hence makes the co- rotating twin screw extruder a winner. In the plastics recycling industry, co-rotating extruders are becoming a preferred solution compared to traditional technologies (such as single-screw extruders) in facing most of the issues and challenges, which plastics processors are required to address today.” These specially designed extruders use, among other features, a particular degassing and filtering system able to treat demanding scrap materials that are treated to obtain quality materials ready for new applications.
Four pipe extrusion lineThis extrusion line is highly successful
worldwide due to high output & low power consumption. Here, four PVC pipes can be simultaneously extruded using one die, and also smaller diameter PVC pipes can be manufactured. It has 70 per cent higher capacity than the common extrusion plant. It can produce about 5-7 tonne daily with power consumption as low as 90 KwH per tonne. In this extruder, all four pipes are produced independently; hence there is less wastage. Also it saves on labour and space, and makes it a preferred choice for conduit pipe manufacturers.
Double wall corrugated HDPE pipesHDPE double wall corrugated pipes have a smooth surface inner wall (coloured yellow) surrounded by a profiled outer wall (coloured black). The corrugated outer wall provides optimum strength under compressive loading form covering layers and traffic (high ring stiffness). The bright yellow colour of the inner pipe improves visibility in UV inspection, providing optimum conditions for acceptance testing.
Corrugated pipes, besides being lightweight, are sturdy. During storage and transportation, it prevents any
Courtesy: HPMC
With the government providing huge subsidies to extruded products, manufacturers have extensively started exploring techniques to improve productivity. They are gearing up to adopt new manufacturing methods and innovative solutions for ensuring faster and more efficient extrusion process. Anwesh Koley highlights the various advancements in extrusion technology to enhance product quality.
OPENING NEW OPENING NEW AVENUES FOR AVENUES FOR
TECHNOLOGICAL TECHNOLOGICAL ADVANCEMENTS ADVANCEMENTS

Extrusion process
101January 2013 | Modern Plastics & Polymers
type of losses. As a result of being lightweight, the pipes can be nested during transportation and storage. “Corrugated pipes are light; heavy equipment is not needed during the installation. Due to easy joining methods, the speed of completion of the project is faster,” adds Manjrekar. This type of pipe material is most often used in the city centre building sites and short season construction sites.
As compared to other pipe materials, the corrugated pipes are low in hydraulic purity, therefore by using diameter optimisation, a reduced diameter can be chosen. This can aid in the reduction of the cost of the project. Also, the pure form of the pipe’s surface obstructs the hard particles sticking to the inner surface and this will prevent the cross-section (bottleneck) of the pipe to get narrow.
Corrugated pipes are so flexible that these can adjust themselves to the movement of the ground and they will not get distorted. The pipes without sockets can be produced in any sizes according to the customer needs.
The next stepWith the ongoing advancements in technology, demand for skilled labour has increased. Innovations are sought on a high scale for making the final products with superior quality. There is shortage of skilled labour especially in unorganised sectors such as thermoplastic recycling. “Here, there is a definite need for incorporating technology so as to simplify the operation of machines. This will only happen if there is a true sense of collaboration between the manufacturers of such machines not only with the buyers but also with the layman who is ultimately going to operate them,” feels Manjrekar.
So, incorporating technology for simplifying extrusion operation is the need of the hour. Extrusion has wide range of applications, and in order to cash in on the advantages of this technology, one needs to look at simplified operations and higher use of automation. This will help in productivity enhancement and cost savings in the times to come.
Email: [email protected]
Mangesh ManjrekarDirector, Raj Engineering Works
In the plastics recycling industry, co-rotating extruders are becoming a preferred solution compared to traditional technologies (such as single-screw extruders) in facing most of the issues and challenges, which plastics processors are required to address today.

TIPS & TRICKS: P last ic E lectronics
102 Modern Plastics & Polymers | January 2013
Safety in electronic applications depends heavily upon the quality of material used for insulation and following the right handling guidelines in case of an emergency. Anwesh Koley highlights the various pointers which must be kept in mind to ensure the right plastics for electronic applications.
APPLICATIONS
Plastics, on account of their property as outstanding insulators, find application in the field of electronics.
Plastics, when suitably modified, can also conduct electricity, and are therefore more versatile and offer
many possibilities beyond insulation. These unparalleled properties together with design and processing methods frequently provide economical solutions that justify the dominance of plastics in the electrical & electronic (E/E) sectors. Extensive
research is being done to use advanced plastics and plastics-related materials to develop new approaches to electronic devices. Email: [email protected]
(With inputs from Varun Kapoor, Director,
Sarvasv Machinery & Equipments Pvt Ltd)
Plastic Electronics, based on Inherently Conductive Polymers (ICPs) and flexible substrates, will ensure enhanced performance of electronics. New materials such as carbon nano-tubes and organic molecules, with conducting and semiconducting properties, will enable a new generation of plastic electronic displays for cellular phones and other portable devices.
Plastic Electronics allows circuits to be produced at relatively low cost by printing electronic materials onto any surface, whether rigid or flexible. It is very different from the assembly of conventional silicon-based electronics. It will lead to the creation of a whole new range of products such as conformable and rollable electronic displays, ultra-efficient lighting and low-cost, long-life solar cells.
A high dielectric constant
Liquid Crystal Polymer
(LCP) and Polyphenylene
Sulfide (PPS) resin
compound series has
enabled plastics processors
to replace ceramics in high-
performance electronic
components. Need for
higher circuit density and
high-speed data processing
has resulted in the search for
new polymeric materials.
Advances in nanotechnology and ICPs are making possible the development of new Photovoltaic (PV) cells that promise to make solar energy inexpensive and readily available. This substitution of rigid printed circuit boards with flexible circuit carriers is an important aspect in the development of lightweight miniaturised electronic solutions.
Plastic Electronics offers low-cost printing processes on any surface including flexible surfaces, and over large areas. This will lead to the creation of a new generations of products characterised by variable product design. It will also ensure a reduction in materials wastage and lower temperature processing resulting in a lower impact environmental footprint.
Engineering thermoplastics continue to play a critical role in the production of electronic components and microelectronic devices. New polymer grades, additives and fillers have been developed to meet thin wall and high temperature requirements for moulded parts. Development in material and processing is contributing to lower costs & performance enhancement of consumer and industrial electronics manufacturing technologies.
GUIDELINES FOR
Following are some pointers for the use of Plastic Electronics:

PROJECTS
103January 2013 | Modern Plastics & Polymers
Manufacturing of printed plastic film/sheet M-Tech Innovations LtdProject typeNew facilityProject tewsM-Tech Innovations Ltd is planning to set up a new plastics project at Pune in Maharashtra. The project involves manufacturing of printed plastic film/sheet. Project locationPune, MaharashtraProject costNAImplementation stagePlanning
Contact details:
M-Tech Innovations Ltd
Plot No.P-1/2,
Rajiv Gandhi Infotech Park,
Phase-I,
Hinjewadi,
Pune,
Maharashtra – 411057
Tel: +91-20-22933139
Email: [email protected],
Manufacturing of PVC pipes and fittingsAstral Poly Technik LtdProject typeNew facilityProject newsAstral Poly Technik Ltd is planning to set up a new plastics project at Ahmedabad in Gujarat. The project involves manufacturing of PVC pipes and fittings.Project locationAhmedabad, GujaratProject costNAImplementation stagePlanning
Contact details:
Astral Poly Technik Ltd
Astral House 207/1,
B/h Rajpath Club Off SG Highway,
Ahmedabad,
Gujarat-380059
Tel: +91-79-66212000
Fax: +91-79-66212121
Email: [email protected]
Manufacturing of plastic productsEspeam Industries Pvt LtdProject typeNew facilityProject newsEspeam Industries Pvt Ltd is planning to set up a new plastics project at Burdwan in West Bengal. The project involves manufacturing of plastic products not elsewhere classified.Project locationBurdwan, West BengalProject costNAImplementation stagePlanning
Contact details:
Espeam Industries Pvt Ltd
4, Clive Row, 203,
Mukti Chambers,
Kolkata,
West Bengal – 700001
Tel: 033-22207272, 033-22210131
Fax: 033-22210131
Manufacturing Of HDPE Jar/ PET BottlesN K Proteins LtdProject typeNew facilityProject newsN K Proteins Ltd is planning to set up a new plastics project at Mehsana in Gujarat. The project involves manufacturing of High-Density Polyethylene (HDPE) jar/ Polyethylene Terephthalate (PET) bottles.
Project locationMehsana, GujaratProject costNAImplementation stagePlanning
Contact details:
N K Proteins Ltd
2nd & 7th Floor.,
Popular House,
Ashram Rd.
Ahmedabad,
Gujarat - 380009
Tel: 079-66309999
Fax: 079-66309913
Email: [email protected]
Manufacturing of plastic injection moulded pipe fittingsGlynwed Pipe Systems India Pvt LtdProject typeNew facilityProject newsGlynwed Pipe Systems India Pvt Ltd is planning to set up a new plastics project at South Goa in Goa. The project involves manufacturing of plastic injection moulded pipe fittings.Project locationSouth Goa, GoaProject costNAImplementation stagePlanning
Contact details:
Glynwed Pipe Systems India Pvt Ltd
A-208, Kailash Complex,
Park Site,
Vikhroli - Hiranandani Link Road,
Vikhroli (W),
Mumbai - 400 079
Tel: +91-22-6725 8888
Fax: +91-22-67253800
Email: [email protected]
www.glynwedindia.com
New projects and expansion activities are the barometers of industrial growth. These also present business opportunities to service providers like consultants, contractors, plant & equipment suppliers and others down the value chain. This feature will keep you updated with vital information regarding new projects and capacity expansions being planned by companies in the plastics, polymers and allied industries.
Information courtesy: Tendersinfo.com
1, Arch Gold, Next to MTNL Exchange, Poisar, S V Road, Kandivali (W), Mumbai - 400 067, Maharashtra, India
Tel: 022 28666134 • Fax: 022 28013817 • Email: [email protected]

TENDERS
104 Modern Plastics & Polymers | January 2013
Latest Popular Tenders brought to you by www.tendersinfo.com
Waste bagsOrg : Gemeente Maastricht
TRN : 13222814
Desc : Supply of waste bags
BOD : 10 January, 2013
Loc : Maastricht, Netherlands
BT : Global (ICB)
Waste bagsOrg : Agder Renovasjon Iks
TRN : 13420714
Desc : Purchasing bioposer and waste bags
BOD : 10 January, 2013
Loc : Arendal, Norway
BT : Global (ICB)
Bioposer and binsOrg : Rřdovre Kommune
TRN : 13591150
Desc : Purchase of bioposer and bins
BOD : 11 January, 2013
Loc : Denmark
BT : Global (ICB)
CompactorsOrg : I/S Vestforbrćnding
TRN : 13615931
Desc : Delivery of compactors
for recycling
BOD : 11 January, 2013
Loc : Denmark
BT : Global (ICB)
PolymerOrg : Northeast Frontier Railway
TRN : 13751353
Desc : Supply of water hose synthetic
thermoplast polymer for passenger coaches
BOD : 11 January, 2013
Loc : Guwahati, Assam
BT : Domestic (NCB)
Plastics injection machinesOrg : Shahrour Brother Co./al-tawakul Plastic Factory
TRN : 13629026
Desc : Supply, delivery, commissioning and
maintenance of plastic injection machines
BOD : 13 January, 2013
Loc : Amman, Jordan
BT : Global (ICB)
Refuse bagsOrg : Auckland Council
TRN : 13435098
Desc : Supply and distribution of refuse bags
BOD : 14 January, 2013
Loc : New Zealand
BT : Global (ICB)
Poly filmOrg : Indian Army
TRN : 13745267
Desc : Procurement of food grade poly film at mil farms
BOD : 15 January, 2013
Loc : Mumbai, Maharashtra
BT : Domestic (NCB)
Refuse sacksOrg : Conser Vco Spa
TRN : 13344479
Desc : Supply of refuse bags for recycling of
municipal waste
BOD : 18 January, 2013
Loc : Verbania, Italy
BT : Global (ICB)
Waste and rubbish containers and binsOrg : OBEC Murán
TRN : 10417283
Desc : Supply of waste and rubbish containers and bins
BOD : 18 January, 2013
Loc : Slovakia
BT : Global (ICB)
Org: Organisation’s name, TRN: Tendersinfo Ref No, Desc: Description, BOD: Bid Opening Date, Loc: Location, BT: Bidding Type.
Latest Popular Tenders brought to you by www.tendersinfo.com
Information courtesy: Tendersinfo.com
1, Arch Gold, Next to MTNL Exchange, Poisar, S V Road, Kandivali (W), Mumbai - 400 067, Maharashtra, India
Tel: 022 28666134 • Fax: 022 28013817 • Email: [email protected]

EVENT LIST
105January 2013 | Modern Plastics & Polymers
Plexpo India 2013In its 6th edition, Plexpo India offers
a platform where the Indian plastics
industry can showcase its machinery
and equipment expertise. This event
will bring together manufacturers,
dealers, traders, suppliers of raw
materials, machinery & equipment,
ancillary equipment, testing equipment,
chemicals & additives; January 8-13,
2013; at Mahatma Mandir, Gandhinagar,
Gujarat
For details contact:
Archana Kansara
Gujarat State Plastics
Manufacturers Association
7th Floor, Span Trade Centre
Near Paldi Char Rasta
Ellisbridge
Ahmedabad-380 006
Tel: 079-26579204 / 26578227
Mob: 9925017136,Fax: 079-26579204
Email: [email protected]
Website: www.plexpoindia.com
Innovasia 2013 An excellent platform to build business
Innovasia 2013 falls under the umbrella
of Vibrant Gujarat. The event aspires to
highlight current technologies to combat
current and future hurdles in fields
of agriculture, production industries,
infrastructure, energy, healthcare, IT, media
and applied sciences; January 8-13, 2013;
at Mahatma Mandir, Gandhinagar,
Gujarat
For details contact:
Sunil Shah
Global Innovation Center
All Gujarat Innovation Society
402, Sheel Building
4, Mayur Colony,
Mithakhali, Navrangpura,
Ahmedabad – 380009
Mob: 9978904476
Email: [email protected]
National
India’s premier industrial trade fair on products and technologies related to Machine Tools, Hydraulics & Pneumatics, Process Machinery & Equipment,
Automation Instrumentation, Packaging & Auxiliaries, IT Products, Electrical & Electronics, Material Handling and Safety Equipment.
For details contact:Network18 Media & Investments Ltd
Network18 Media & Investments Ltd, Ruby House, 1st Floor, J K Sawant Marg, Dadar (W), Mumbai 400 028. Tel: 022 3003 4651 • Fax: 022 3003 4499 • Email: [email protected] • Web: www.engg-expo.com
IndoreMadhya PradeshJan 11-14, 2013
RudrapurUttarakhand
Feb 23-26, 2013
HyderabadAndhra Pradesh
May 31-Jun 3, 2013
AurangabadMaharastra
Feb 1-4, 2013
Arabplast 2013This exhibition and conference is among
the leading trade shows for the global
petrochemicals & plastics processing
industry. The petrochemical industry
in the GCC region has become a major
investment opportunity for the Gulf
countries as they become the world’s largest
source of Polyethylene and Polypropylene,
January 7-10, 2013; at Dubai International
Convention & Exhibition Centre, UAE
For details contact:
Jeen Joshua
Al Fajer Information & Services
PO Box 11183, Dubai, UAE
Tel: +9714-340 6888
Fax: +9714-340 3608
Email: [email protected]
Website: www.arabplast.info
Thermoplastic Concentrates 2013This will be the 16th edition of AMI’s
Thermoplastic Concentrates conference.
This has been the major forum where
senior executives in the industry meet to
discuss future innovations and business
developments. The program for 2013 will
build on this track record with a number
of presentations providing original and
perceptive views on future direction in
the market, January 29-31, 2013; at Fort
Lauderdale Marriott Coral Springs Golf
Resort, Florida, The United States.
For details contact:
Stephanie Berche
Conference Coordinator
Applied Market Information Ltd
AMI House, 45-47 Stokes Croft
Bristol, BS1 3QP
United Kingdom
Tel: +44 (0) 117 924 9442
Fax: +44 (0) 117 989 2128
Email: [email protected]
International
The information published in this section is as per the details furnished by the respec-
tive organiser. In any case, it does not represent the views of
Business Insights •Technologies•Opportunities

EVENT PREVIEW: P lexpoindia 2013
106 Modern Plastics & Polymers | January 2013
Avani Jain
The Indian plastics industry
has been witnessing a growth
rate of 12 per cent over the
years. Packaging, electronics,
telecommunication, infrastructure,
transportation, healthcare and consumer
durables are fast-growing sectors of the
Indian economy that offer huge scope
for plastics consumption. Thus, plastics
processing industry is opening up new
avenues for global businesses. There
is tremendous potential for innovative
technological upgradation. In such a
scenario, Plexpoindia 2013 offers an
interactive platform, where machinery
and equipment related to plastics industry
will be showcased.
The week-long event will be held in
Gandhinagar in Gujarat from January
8-13, 2013. It is organised by Gujarat
State Plastics Manufacturers Association
(GSPMA) and is supported by the
Government of Gujarat as a part of
Vibrant Gujarat initiative. Manufacturers,
dealers, traders, suppliers of raw materials,
machinery, ancillary equipment, testing
equipment, chemicals & additives
will participate in Plexpoindia 2013.
There will be technical seminar on
new developments in polymer industry
alongside the exhibition for exploring the
growth prospects in the polymer sector.
Pinakin Shah, President, GSPMA,
notes, “The purpose behind organising
such an event is to spread awareness about
the latest developments in the industry to
the members of association and provide a
platform to manufacturers for showcasing
their products. Moreover, the event aims
to provide an opportunity to buyers to
have a look at the various products under
one roof; to bring buyers & sellers on a
common platform; and also help the new
entrants in their projects.”
Vivid exhibitor profileThe major exhibitor group at the event
will include raw materials (polymers
& resins, intermediates, blends &
alloys) suppliers; specialty chemicals,
masterbatches, additives, colourants,
fillers and reinforcements manufacturers;
plastics processing machinery and
equipment manufacturers; moulds &
dies, ancillary equipment/instrumentation
suppliers and recycling technologies
suppliers. From the plastic packaging
segment, rotogravure and flexography
printing machine suppliers; lamination
and allied equipment manufacturers etc
will participate in the event. In addition,
trade promotion bodies & associations;
R&D, education & training institutions
in the field of plastics will also participate
in the event.
Ketan Shah, Chairman, Plexpoindia
2013, notes, “The entire exhibition
is divided into three major zones, ie
machinery manufacturers; raw materials
and finished products; and converting
machinery segment. More than 350
participants from these three major
categories will be present at the event.”
Plexpoindia is organised once every
three years. The earlier five editions of the
exhibition marked a phenomenal success
and met their objectives to reach the
target audience in emerging international
markets. Trade visitors mainly from India,
Adequate availability of raw materials, umpteen technology advancements for machinery upgradation, and the never-say-die attitude of the Indian entrepreneurs make the country a preferred global source for plastics. Against this backdrop of optimism and exuberance, the sixth edition of Plexpoindia, slated to be held in January 2013 in Gujarat, is all set to provide bright opportunities for the Indian plastics fraternity by offering an interactive platform to showcase latest products and technologies to the prospective customers.
ExploringExploring infiniteinfinite
possibilitiespossibilities withwith plasticsplastics
Narendra Modi, Chief Minister, Gujarat addressing the audience at the inaugural session of Plexpoindia 2010 An important meeting place for buyers and sellers

Plexpoindia 2013
107January 2013 | Modern Plastics & Polymers
China, Taiwan, Sri Lanka, Canada, the
UK, Far East and other neighbouring
countries leveraged upon the opportunities
offered by the event.
Advantage GujaratThe petrochemical industry has been one
of the fastest growing sectors in the Indian
economy. It provides the foundation for
wide variety of manufacturing segments
ranging from pharmaceuticals to
automobile components. Coupled with
major locational advantage and existing
infrastructure, Gujarat not only has the
potential to become a major investment
hub for the petrochemical sector but also
serves as a development centre for other
downstream industries. Thus, it is an
ideal destination to organise an event like
Plexpoindia. The exhibition is also in line
with the Gujarat Government’s objective
to develop the state as the largest plastics
hub of Asia.
Pinakin Shah notes, “In this backdrop,
we are expecting more than 50,000 visitors
from India and abroad. There would be
delegates (exhibitors as well as visitors)
from countries such as China, Taiwan,
Singapore, Malaysia, etc as well.”
Giving a boostThe next two decades are expected to
offer unprecedented opportunities for the
plastics industry in India. According to a
report by Credit Rating and Information
Services of India Ltd (CRISIL), the world
trade in plastics is expected to touch 140
Million Metric Tonne (MMT) in 2012
and thereby provide a lucrative opportunity
for India. Further, the Government of
India is introducing economic reforms to
evaluate and boost the plastics industry
by way of joint ventures; and foreign
investments and entrepreneurs are trying
to provide high-quality plastic products.
Thus, for an industry governed mostly by
Small and Medium Enterprises (SMEs),
this spells immense opportunities.
In such a scenario, Plexpoindia
2013 will highlight the widening
application spectrum of plastics and
penetration of plastics in all key sectors
of Indian manufacturing. Ketan Shah
concludes, “Since the awareness about
new developments is increasing, and
upgradation of technologies is taking
place, Plexpoindia 2013 will provide an
ideal platform for the buyers and sellers
to come together under one roof and
accelerate their business.”
Email: [email protected]
Quick facts on Plexpoindia 2013 When: January 8-13, 2013
Where: Helipad Ground, Near
Mahatma Mandir, Gandhinagar,
Gujarat
Organisers: Gujarat State
Plastics Manufacturers
Association
Exhibition space: 10,000 sq m
Exhibitors: 350
Visitors expected: 50,000
Exhibiting countries: 7

EVENT PREVIEW: India Rubber Expo 2013
108 Modern Plastics & Polymers | January 2013
Anwesh Koley
In Asia, the growth rates in the
rubber market are expected to be
higher than in other parts of the
world. In this backdrop, the India
Rubber Expo 2013 (IRE 2013) will
provide a common forum for international
companies to discuss emerging market
trends, technologies, alliances and
various related subjects with their Indian
counterparts. Experts and specialists from
Japan, China, Malaysia, Korea, Germany,
Sri Lanka, the UK, Thailand and the US
will be participating in the event. The
success of the Expo is exponential to the
rise of the Indian rubber industry and its
contribution to the global markets.
IRE 2013 will include the entire
gamut of the rubber industry from around
the world, and no doubt will echo the
success of its previous editions. At expos
such as these, all critical vendors in the
industry take part, and hence there will
be ample opportunities to meet major
buyers, both local and international. This
makes the event one of the best sourcing
points for the global rubber industry.
IRE plays a major role in influencing
India’s industrial progress. The global
exposure and foreign investments provide
a better platform for higher standards
of competition, and thereby impact
performance as well. Goal-oriented
approach, proper plan agenda, execution of
objects and excellent talent pool comprising
veterans and young technologists help in
bringing forth a revolution in the industry
through accelerated progress and the
accomplishment of objectives.
A global platformIndia Rubber Expo is among Asia’s
biggest biennial events related to the
rubber industry. It will offer a platform
to Indian companies for networking,
exchanging ideas, information sharing, etc
with foreign companies. The event will
draw together near about 15,000 visitors
and 300 companies from India and
across the world under a single roof. The
7th India Rubber Expo will comprise a
sophisticated conference programme and
workshops, wherein renowned scientists,
international and national technologists,
industrialists, managers, engineers and
experts in the area of rubber will make
topical presentations. The exhibitors
will showcase novel products such as
latex products, conveyors, v-belts, testing
equipment, rubber hoses and many more.
The India Rubber Expo 2013 is
deemed as a must-attend event for all
those associated with rubber and allied
materials to gain knowledge about latest
advances; challenges faced currently and
emerging opportunities in the rubber
industry.
The Indian Rubber Expo is
supported by the Indian Rubber Board
and Automotive Tyre Manufacturers
Association. It is a certified show by the
US Department of Commerce. The fast-
paced growth in the Indian automobile
and mining sectors and representation
from these industries at the expo will
open new horizons for business. The
expo, therefore will provide humungous
opportunities for every participant, be it
from India or abroad to increase their
sales and contacts multi-fold. Chemical
and Allied Export Promotion Council
of India (CAPEXIL) extends its support
to the event by organising a buyer-
seller meet, which will include well over
30 international buyers from Europe,
the US and a few other countries for a
one-on-one interaction, thus enhancing
the export opportunities for adding
additional products to the exports list.
Indian Rubber Manufacturers Research
Association (IRMRA) and Rubber
Research Institute (RRI), two government
supported technical institutions, are taking
part in the conference and workshops. The
speakers are expected to discuss on relevant
issues and aspects in the rubber industry
and updating the delegates on the latest
regulations that would eventually help
protect the environment. The speakers will
also discuss about alternative materials that
would ensure environment conservation.
With this edition, IRE 2013 is expected
to scale new heights; so be a part of it.
Email: [email protected]
India is a leading producer and the third-largest consumer of natural rubber in the world. Moreover, with rising foreign exchange reserves, rapid expansion in the capital markets, and increased FDI inflow, India stakes its claim among the fastest growing major economies in the world. All these factors coupled with high concentration of automobile production in the country will add to the business prospects for participants at India Rubber Expo 2013, scheduled to be held from January 22-24, 2013, in Mumbai.
Harnessing the global potential for rubberHarnessing the global potential for rubber
Glimpses from the previous edition of India Rubber Expo


EVENT PREVIEW: Engineer ing Expo Indore 2013
110 Modern Plastics & Polymers | January 2013
Sweta M Nair
One of Madhya Pradesh’s
largest cities known for
its palatial splendour, in
the recent decade has
come of its industrial age. The city of
Indore, amid its royal structures, today
voices its determination in shaping its
future towards industrial excellence.
According to a recent study published by
Cushman & Wakefield, Indore is one of
the top ten emerging cities of India -
ideal for long-term business investments
across industries. The city’s geographic
positioning, population demographics,
development in infrastructure, current
economic growth and governmental
support, contribute towards its resolute
positive outlook.
Industrial tranquilityIndore has undergone rapid transition and
vast development in almost every sector
of business. As per published reports, in
recent times, the per capita income of
Madhya Pradesh has doubled. According
to Manoj Pugalia, Proprietor, Oswal
Rubber Industries, “Owing to the city’s
systematic and organised planning, many
companies find it fairly convenient to set
up base here. Additionally, industries here
are not vexed by the otherwise rampant
problems of labour and power.” Ranging
from the automobile to pharmaceuticals
and from software to retail, the
burgeoning city, on an average, receives
a bulk of its trade from small, medium
and large-scale manufacturing & service
industries. Indore’s major surrounding
industrial belts are present at Pithampur,
Sanwer, and Dewas.
The city’s automobile hub is situated
in Pithampur, which is a well-developed
industrial area. Companies such as
Eicher Motors Ltd, Cummins India
Ltd, Mahle Engine Components (I) Pvt
Ltd, Mahindra Two Wheelers Ltd and
Bridgestone Tyre Ltd, among others, have
set up plants in this area. Additionally,
Cipla Ltd, Indorama Synthetics (I) Ltd,
Piramal Healthcare and Glenmark, among
others, are also present in Pithampur.
Home to industries such as textiles,
chemical processing, food processing and
distilleries, the industrial belt includes
an industrial Special Economic Zone
(SEZ) as well. Other upcoming sprawling
industrial belts include Govindpura,
Manideep and Pologround. Elaborating
further, Kishore Bundela, Director,
Protec Aqua Solution Pvt Ltd, states,
“Formerly, the region was famous for its
auto cluster. But now, pharmaceuticals
and IT companies are also commencing
operations in Indore. One major advantage
of being situated here is that all major
Indian cities are equidistant from Indore.”
Attracting investor interestOwing to its sheer industrial potential,
Indore, in October, played host to
the Global Investors Summit 2012.
In the state’s bid to augment overall
development, a series of meets were
facilitated so as to attract investor interest.
With the underlined support of better
infrastructure and strong government
backing, many international investors are
gradually entering the city.
In relation to this event, Omprakash
Gupta, President, Madhya Pradesh
Electric Merchants and Contractors
Association (MPEMCA), says, “Indore is
the business capital of Madhya Pradesh.
It can be noted that nearly 80 per cent of
electrical business of Madhya Pradesh is
concentrated in Indore. After the summit,
the central state of India is looking for
major investments.”
“By providing a platform for
investments from major players in India
Tapping India’s central vantage pointStaying true to its core competence as one of India’s leading auto clusters, Indore spruces up its industrial portfolio as a spree of investments from the IT and pharmaceuticals industries come trickling in. Mirroring the growth of this centrally positioned city will be the fifth edition of Engineering Expo Indore, organised by Network 18 Publishing. Setting the tone for acquiring business prospects, the Expo will bring together exhibitors who will showcase their latest products and services. Scheduled to be held during January 11–14, 2013, Engineering Expo Indore aspires to play the role of a catalyst in the city’s fledgling growth.
INDOREJanuary 11-14, 2013Labhganga Convention Center
250+ expected exhibitors
12,000+ business visitors expected
Business transactions
worth ` 55 crore expected
7,000+ products on display
Spread over an area of more than
5,500 sq mShowcasing more than 28 diverse industry categories
Highlights of this edition

Invites You ToIndia’s Largest
SME Gathering
ManufacturingEngineering &On
CUT
HER
E

Auto & Auto Components | Chemicals & Allied Products | Testing & Measuring Instruments Electrical & Electronics | Hydraulics & Pneumatics | IT Products & Services | Automation Instrumentation | Material Handling Equipment | Packaging Machinery | Wires & Cables Machine Tools & Accessories | Pipes & Fitting | Plastics & Polymers | Safety & Security
Process Machinery & Equipment | Light & Medium Engineering
250+ participants | 20,000+ business visitors expected | 7, 250+ products on display Business transactions worth ` 80 crore expected | Spread over 15000 sq mtr
Showcasing more than 30 diverse industry categories.
1 - 4 February 2013Ayodhya Nagari Ground
10 am - 7 pm
AURANGABAD
Exhibitor Profile
CUT
HER
E

Invites You ToIndia’s Largest
SME Gathering
CUT
HER
E

Auto & Auto Components | Chemicals & Allied Products | Testing & Measuring Instruments Electrical & Electronics | Hydraulics & Pneumatics | IT Products & Services | Automation Instrumentation | Material Handling Equipment | Packaging Machinery | Wires & Cables Machine Tools & Accessories | Pipes & Fitting | Plastics & Polymers | Safety & Security
Process Machinery & Equipment | Light & Medium Engineering
225+ participants | 12,000+ business visitors expected | 7,000+ products on display Business transactions worth ` 55 crore expected | Spread over 5500 sq mtr
Showcasing more than 28 diverse industry categories.
11 - 14 January 2013Labhganga Convention Center
10 am - 7 pm
INDORE
Exhibitor Profile
CUT
HER
E

Engineer ing Expo Indore 2013
115January 2013 | Modern Plastics & Polymers
Panel discussion aims at providing a roadmap to infuse growth in the region
Institutional Buyer Involvement Plan to attract delegations from large corporate and major institutions
Improvised visitor profi ling - profi le, scan, fi lter and bring in visitors as per exhibitors’ requirements
Providing business networking support to exhibitors by leveraging Network 18 Publishing’s industry connect
Credit rating facilities for the benefi t of exhibitors
Providing complete travel solutions for exhibitors
Offering logistics services to ensure smooth cargo handling, custom clearing, transport compliance, etc.
New attractions in this edition
203+ exhibitors
9,829+ visitors
5,000+ products displayed
` 45 crore business generated
4,800 sq m exhibition area
1,10, 000 kg machinery moved
45+ delegations from different companies attended the Expo
Glimpses of previous edition
and abroad, I believe that Engineering
Expo will be the next step for this
revolution. MPEMCA would like
all major companies in electrical and
electronics to showcase their products
and technology in the Expo. With
Network 18 Publishing’s experienced
organisational skills, we are looking
forward to the integration of new
styles and services in this show. Nearly
60 members along with their parent
companies will participate in the Expo,”
Gupta adds.
In the MPEMCA pavilion, products
related to industrial & domestic
electricals, electronics, industrial
automation, specialised automation
products, auto industries products, panel
accessories, submersible and mono block
pumps, wires & cables, HT line material
& switchgears will be put on display.
In store for 2013Coined as the ‘State of Opportunities’,
Madhya Pradesh’s investor-friendly
ambience and presence of big industries
catering to different needs are shaping
a positive future. Commenting on the
same, Rajesh Godse, Proprietor, Reliable
Terrestrials, avers, “Availability of land
& labour and a stable government are
some of the factors that are contributing
towards Indore’s success as an ideal
investment destination. Moreover,
NTPC-run Vindhyachal project in
Madhya Pradesh is expected to increase
its capacity by 2013, which will further
foster industrial development.”
The Expo’s rich legacy in helping
businesses connect has, so far, conveyed
the exhibition to many Indian cities.
Sharing his views on the continued
success of Engineering Expo, Sandeep
Khosla, CEO, Network 18 Publishing,
says, “After 10 successful years of service
to the industry, Engineering Expo
today has established itself as India’s
largest multi-location trade show on
manufacturing. The Expo is a preferred
destination for small and medium
enterprises as well as manufacturing
& engineering organisations to further
their growth and that of the industry at
large. For the 2012–13 season, we have
eight editions spread across an equal
number of locations of a rising India.
Keeping our esteemed exhibitors and
valued customers in mind, we have made
elaborate provisions to offer a never
before experience. These, we reckon, will
add substantial traction to the industrial
growth of the nation.”
The exhibitors’ category at the Expo
will consist of companies representing
machine tools & accessories, hydraulics
and pneumatics, light & medium
industries, electrical and electronics,
material handling equipment, etc.
Expounding further, Yogesh Mantri,
Proprietor, Automation & General
Electric Co, states, “This is the
second time that our company will be
participating in Engineering Expo.
Exhibiting here allows us to gauge
market demands and customer needs.
Moreover, it is a good internal exercise
for the industry as well. The platform, in
a way, facilitates business for customers,
as exhibitors belonging to different
segments showcase products under
one roof. For the Indore edition, our
exhibits would mainly consist of LED
lighting systems, special cables for solar
generation, CNC machine retro-fittings,
adjusting cable range, switchgear,
Schneider universal enclosure, etc.”
For many exhibitors, Engineering
Expo is an energising outlet for gaining
new customers as it is an ideal platform
that helps them grasp market trends and
innovations. Sharing similar sentiments,
Bundela states, “The Expo’s byproducts
revolve around creating awareness,
brand building and generating a good
response.” Having participated in the
previous editions of Engineering
Expo, Godse exclaims, “We have been
associated with Engineering Expo
since its first edition in Indore. Since
Network 18 Publishing announces the
dates well in advance, we have ample
time to decide our exhibiting range.
Moreover, for business, the January
2013 timeframe will be good as it does
not clash with any festivals.”
The upcoming Engineering
Expo Indore 2013 promises to leverage
its geo-strategic positioning to the fullest
by inviting an array of stakeholders
to witness industrial excellence of
all sorts.
Email: [email protected]

EVENT PREVIEW: Engineer ing Expo Aurangabad 2013
116 Modern Plastics & Polymers | January 2013
Nishi Rath
Exploring new markets and
providing the right platform
for emerging opportunities
has been the backbone
of Engineering Expo ever since
its inception. Having captured the
manufacturing essence of regions like
Ahmedabad, Pune and Chennai while
providing them a manufacturing thrust,
the second edition of Engineering Expo
Aurangabad is all set to help one and
all leverage on the opportunities and
brighter prospects of this fast developing
manufacturing hub.
It all started when, Bajaj Auto Ltd
entered Aurangabad in the 80s and
was followed by Videocon. This move
threw open a land of opportunities for
Small and Medium Enterprises (SMEs)
and the region’s growth prospects took
an upward swing with major players
like Skoda Auto, Varroc Engineering
Pvt Ltd, Endurance Technologies Pvt
Ltd, Man Diesel India, Can-Pack
India and Siemens venturing into the
region. Since then, SMEs have been
contributing their fair share to the
manufacturing sector here and thereby
to the region’s growth. According to
experts, Aurangabad is now one of
the classic examples of efforts towards
balanced industrialisation.
Growth of SMEs One of the favourite investment
destinations, Aurangabad is known to
be one of the fastest growing cities in
Maharashtra. This has led to an array
of business opportunities for SMEs
in the region. Aurangabad has over
3,405 medium and small scale units
generating about 36,871 jobs with
an investment of `404.86 crore. It is
estimated that by the year 2020, these
units will grow to 9,000, generating
about 95,000 jobs with an investment
of `1,050 crore.
In this era of cost competitiveness,
when everyone is looking at controlling
the overheads and reducing cost;
existence of SMEs is a must. After all,
SMEs help make the business models
of Original Equipment Manufacturers
(OEMs) more flexible. And with
Aurangabad emerging as an attractive
destination for auto giants, SMEs
definitely have a great future here!
SEZs and IT: The growth catalystThe growth of Aurangabad can be
traced to the time when Maharashtra
Industrial Development Corporation
(MIDC) started acquiring land to set
up industrial estates. Today, Aurangabad
boasts of Shendra, Chikalthana and
Waluj MIDC industrial areas that
are significant zones on the outskirts
of Aurangabad. These areas, over the
years, have witnessed a steady flow
of investment and are home to both
national and multinational players.
The sectors that have attracted
major investment in the region
are automotive, engineering and
pharmaceutical. In the last few years,
the engineering and automotive sectors
have significantly picked up, giving a
boost to the entire industrial fraternity
here. Aurangabad is the third city in
Maharashtra after Pune and Nashik
to offer an automotive cluster. Skoda
Auto manufactures its models Superb,
Laura and Yeti and also Passat and
Jetta for Volkswagen and the A4, A6
and Q5 for Audi from its Aurangabad
facility. Recently, Bajaj too launched its
first four-wheeler manufactured in its
facility in Aurangabad.
Elaborating further, Chandrashekhar
Patil, Partner, Veera Compressor, explains,
“The presence of some major auto giants
has helped SMEs bloom in Aurangabad.
Although the market has been down for
some time, we are looking forward to a
better times ahead. SMEs definitely have a
bright future in this region and are poised
for growth.”
Leveraging market trends, expanding opportunitiesFrom being a mere tourist attraction centre to a manufacturing hub, Aurangabad’s journey has been glorious. The city has been growing at a healthy pace over the past few years and is expected to witness a rise in the years to come. Capturing this majestic proposition is the second edition of Engineering Expo Aurangabad. Slated to be held between February 1-4, 2013, this trade show promises to be the right connect between organisations and the growth forecasts…
AURANGABADFebruary 1- 4, 2013Ayodhya Nagari Ground
250+ expected exhibitors
20,000+ visitors expected
Business transactions
worth ` 80 crore expected
7,250+ products on display
Spread over an area of more than
1,50,000 sq ftShowcasing more than 30 diverse industry categories
Highlights of this edition

Engineer ing Expo Aurangabad 2013
117January 2013 | Modern Plastics & Polymers
While the auto industry has made it
big in Aurangabad, pharma giants like
Wockhardt, Lupin and Glenmark have
also made their presence felt. Going
ahead, the IT industry has started
taking baby steps in Aurangabad and
the coming up of Software Technology
Parks of India (STPI) has given it a
further push.
With Aurangabad sprinting towards
additional growth opportunities and
with the region successfully bagging
major investments, it is only a matter of
time when it will attract the attention
of IT giants. Besides, with IT hubs
like Bengaluru, Pune and Hyderabad
already reaching saturation, software
professionals are looking for new
avenues—a factor that could draw their
attention towards Aurangabad.
Aurangabad has a lot of opportunities
and is relatively cost-effective as
compared to other developing cities.
As a result, not only professionals, but
also medium-sized companies and first-
generation entrepreneurs who want
to try their hands in this industry are
considering investing in Aurangabad.
Engineering Expo: harbinger of growth By marking its presence in promising
regions, Engineering Expo has always
believed in showcasing a region’s potential
to the right audience. Highlighting
the scope that Engineering Expo has
provided for SMEs and MSMEs,
Jeevan Deshpande, Proprietor, Samarth
Machinery, exclaims, “Engineering
Expo has provided us a good platform.
It has become a motivation for traders
here. The variety of machines displayed
at the event depicts the might of
this place.”
Deshpande adds, “We were part
of the first edition and were happy to
find the right audience to connect with.
Thanks to the Expo, we were able to
convert these inquiries into to good
business. This year, too, we expect to
make some good business.”
Today, Aurangabad has become
an emblem of an altogether different
Maharashtra—the booming, increasingly
urbanised, economic powerhouse. With
huge industrial presence of significant
corporate players, the city is buzzing
with activity.
Commenting on the value
proposition of the Expo, Sandeep
Khosla, CEO, Network 18 Publishing,
says, “After 10 successful years of
service to the industry, Engineering
Expo today has established itself
as India’s largest multi-location
trade show on manufacturing. The
Expo is a preferred destination for
small and medium enterprises as
well as manufacturing & engineering
organisations to further their growth
and that of the industry at large. or
the 2012–13 season, we have eight
editions spread across an equal number
of locations of a rising India. Keeping
our esteemed exhibitors and valued
customers in mind, we have made
elaborate provisions to offer a never
before experience. These, we reckon, will
add substantial traction to the industrial
growth of the nation.”
First time exhibitors are also hopeful
to attract target customers. Sharing the
excitement of a first-time participant,
Kusum Soni, Proprietor, Akshay
Heaters, states, “We are participating in
Engineering Expo for the first time and
expect to interact with representatives
from various engineering-based
companies from different regions/states.
We are hopeful that the event will be
a great success with audiences from
various engineering fields participating
in the event.”
Promising future Aurangabad boasts of a very strong
brigade of young and enthusiastic first-
generation entrepreneurs, who not only
bring new ideas into implementation
but also steer the region’s growth.
With the enthusiasm and optimism
about Engineering Expo Aurangabad
riding high among this new brigade of
entrepreneurs, the mega manufacturing
show is set to provide a much deserved
platform for developing business
opportunities while leveraging the
market trends.
Email: [email protected]
Panel discussion aims at providing a roadmap to infuse growth in the region
Institutional Buyer Involvement Plan to attract delegations from large corporate and major institutions
Improvised visitor profi ling —profi le, scan, fi lter and bring in visitors as per exhibitors’ requirements
Providing business networking support to exhibitors by leveraging Network 18 Publishing’s industry connect
Credit rating facilities for the benefi t of exhibitors
Providing complete travel solutions for exhibitors
Offering logistics services to ensure smooth cargo handling, custom clearing, transport compliance, etc.
New attractions in this edition
250 exhibitors
18,013+ business visitors from across India
17,000 business leads generated.
Business transacted worth
`70 crore6,250+ products displayed
from different industries
1,00,000 sq ft area occupied
More than 1,10,000 kg machinery moved in for display
83% exhibitors got the expected visitors at the show
180+ delegations
Glimpses of previous edition

EVENT REPORT: ANTEC® Mumbai 2012
118 Modern Plastics & Polymers | January 2013
Sweta M Nair
The recently conducted
ANTEC® Mumbai 2012,
organised by the Society of
Plastic Engineers (SPE),
concluded on a promising note. This
is the first time in 70 years of the
Society’s existence that the event
has been organised outside North
America. The two-day conference on
plastics and polymers infused much
knowledge and enthusiasm in the plastic
engineers’ circle. Held on December 6-7,
2012 at the Renaissance Convention
Centre Hotel, Powai, Mumbai, this was
the first time that the Society’s prestigious
ANTEC® conference was held in India.
Dubbed easily as one of the
largest conferences for the plastics and
polymers industry, the two-day event
consisted of 178 papers being presented
across 7 parallel tracks.The event was
attended by over 450 delegates. Some
of the patrons that supported the
event included Reliance Industries
Ltd, SABIC, MAAC Thermoforming
Machinery, Plastics Machinery Group,
Paradise Plastics, Senoplast, Mutual
Lightweighting, GEISS, Owens-
Corning, Machinecraft, ANTON
PAAR, Fine Organics, ILLIG, Gharda
Chemicals, Thermo Scientific, TA
Instruments,Ticona, Steer Engineering,
Datacolor, Rosler, OMV Machinery,
Compulast, Vitasheet Group, Jubilant
Industries, GAIL (India) Ltd,
Baerlocher, etc.
Associations such Plastindia
Foundation (PIF), All India Plastics
Manufacturers Association (AIPMA),
Indian Plastics Institute (IPI),
Organization of Plastics Processors of
India (OPPI), Plexconcil, Indian Plastics
Federation (IPF), Gujarat State Plastic
Manufacturers’ Association (GSPMA),
Polymer Processing Academy (PPA),
and SPI supported the conference.
The substanceANTEC® Mumbai 2012 was a broad-
based, high-quality technical conference
with presentations on new developments
in the fields of plastics technology. In
the conference, the sections were broadly
classified as the ‘New Technology
Forum’, ‘Advances in Materials Forum’,
‘Advances in Processing Forum’,
‘Advances in Materials Performance
Forum’, ‘Advances in Machinery Forum’,
and ‘Advances in Rheology, Modelling &
Simulation’. The process of presentation
was similar in all the themes, except
for the ones being presented in the
New Technology Forum. In this forum
six eminent speakers from across the
globe were invited to present the
future of plastics and plastic processing
in the areas of carbonaceous nano-
materials, which included graphenes
and carbon nano-tubes. The session
concluded with a highly interactive panel
discussion. Vijay Boolani, Programme
Chair SPE India and President Elect,
SPE Global too affirmed by saying,
“The interactive New Technology
Forum attracted maximum interest and
attendance”.
The recently concluded ANTEC® Mumbai 2012 opened a new chapter in the Indian plastics industry by bringing plastics specific state-of-the-art information to the Indian sub-continent for the first time. The conference vows to come back in 2014 to India with yet another enriching and enlightening edition. Until then, let’s take a look at what transpired at ANTEC® Mumbai 2012.
A maiden victory in India
(L to R) Vijay Boolani, Dr Ernesto Occhiello, Dr Ajit Sapre, Manohar Parrikar, Jim Griffin and Ken Braney during the special plenary session

ANTEC® Mumbai 2012
119January 2013 | Modern Plastics & Polymers
Jim Griffin commencing ANTEC® Mumbai 2012 by cutting the ribbon Delegates attending one of the presentations at ANTEC® Mumbai 2012
Also for the first time, workshops were
part of ANTEC®. Injection Moulding
and Thermoforming & Medical Device,
were the two workshops that were
held on day one and two respectively.
Talking about this new addition, Boolani
said, “All workshops received excellent
response. In terms of participation,
Injection Moulding was well received in
comparison to Thermoforming.”
Special mentionsAt the end of day one, the conference
also hosted a special plenary session
where Manohar Parrikar, Chief Minister,
Goa, was the Guest of Honour. Being a
Materials Science Engineer from IIT
Mumbai, he addressed the issue of
efficiently discarding of plastics. While
inviting the plastics industries to invest
in the state of Goa, he also expressed
the need to have good Public Relations
so as to rectify the misunderstood
aspects of plastics. Next in this session
was Dr Ernesto Occhiello, Executive
Vice President, Technology and
Innovation, SABIC, who delivered
a special plenary address on plastics
for sustainability. He stressed on the
importance of sustainability and how it
directly enhances the staying power of
a company and its commitment to the
environment & customers. Innovation
was another point he raised, which in
his point of view impacts the polymer
value chain significantly.
Another eminent personality who
contributed his views in this session
was Dr Ajit Sapre, Group President,
Research & Technology, Reliance
Industries Ltd. He spoke on business,
technology, trends and challenges for
the Indian industry. In his point of
view, the key segments for the plastics
industry consist of polypropylene non-
woven, agriculture, Raffia, flexible
packaging, automotive, and textile fibres
for functional textiles in healthcare. He
outlined the connotation of addivities,
compounding and processing in shaping
modern life. Further, he revealed, “The
Indian plastics industry is currently
growing 13 per cent per annum. The
size of the Indian plastics industry is 10
million tonne per annum and the per
capita consumption is about 8 kg per
annum.” He also spoke about emerging
trends in new feedstock, where flexibility
is the key for continued plastics growth;
application of bio-technology; and the
implementation of a ‘waste to wealth’
practice. Other eminent personalities
who attended this session was Jim
Griffing, SPE Global President 2012-
2013, Ken Braney, Sponsorship Chair,
and Boolani.
Accolades galoreWith 31 stalls which showcased a range
of products in the exhibition, ANTEC®
Mumbai 2012 offered the Indian sub-
continent a chance to learn and network
with like-minded professionals. Talking
about the ANTEC®’s first conference
in India, Boolani said, “The response
in terms of presentations, attendees
and patrons aligning with the event
was beyond expectation. I am still
receiving messages from all quarters
describing the event as ‘smooth’ and
‘meticulously planned’. It definitely has
been a historical event given this was
the first one outside North America
in 70 years. ANTEC® Mumbai 2012
has been receiving compliments as
to being nowhere less than those
held in the past in the United States
of America.”
ANTEC® will be hosted in India
again in December 2014 and given
the response that has been received
from patrons, delegates and speakers;
the organisers expect a much larger
conference. In the next edition, perhaps
a separate exposition will be organised.
Keeping the two in close proximity
this might attract delegates who would
wish to attend the conference or visit
the booths for meeting with patrons.
Possibly, in comparison with this edition
more forums could be added. A ‘Business
of Plastics Forum’ where sponsored talks
on the commercial aspects of patrons
could be commissioned, is also another
area the SPE is looking into. Although
there are no official confirmations on
the next venue city, the organisers are
considering cities like Chennai, Delhi
and Mumbai where ANTEC® 2014
could be conducted.
Email: [email protected]

EVENT REPORT: Internat ional Conference of Thermoplast ic E lastomer 2012
120 Modern Plastics & Polymers | January 2013
Sweta M Nair
Having the elastic behaviour of
rubber and the processability
o f thermoplas t i c s ,
Thermoplastic Elastomers
(TPEs) has been one of the most active areas
in materials and application development.
The demand for TPEs is rising from
emerging economies in comparison to
the developed ones. At present, TPEs
account for 40-50 per cent of application
in the automotive sector alone. However,
its application has significantly increased
across verticals such as transportation,
adhesives, health, hygiene, consumer grips,
water proofing, infant toys, flooring, sports
recreation, etc. The use of TPEs has also
been expanded into sports goods segment,
making Asia the centre of the footwear
industry. Organised by PLEXIUM, India
in association with Chatsworth Hall,
Singapore, the International Conference of
Thermoplastic Elastomer, 2012 proved to
be the right occasion for the industry to
present their latest materials, technologies
and applications.
Inaugural sessionThe conference was chaired by
Mirisch Damani, a founder member
of PLEXIUM and Chairman &
Managing Director, Zylog Plastalloys.
In the inaugural session, Chief Guest,
Vipul Shah, CEO and Chairman, Dow
Chemical India, spoke on ‘Global market
trends of Elastomer and its impact on
Indian Economy’. He said, “The total
global consumption of elastomers in
2011 was 1.1 metric tonne. The growth
in automotive and footwear industry will
drive the use of Polyolefin Elastomers
(POE) and Ethylene Propylene
Diene Monomer rubber (EPDM).”
Accompanying Shah at the inaugural
session was Krishna Venkataswamy,
Senior Director of Global Research
and Development, GLS, a Polyone
Corporation, USA., who was the Guest
of Honour. Venkataswamy narrated
how TPE was developed, patented,
commercialised in late 50s. Highlighting
innovations in overmoulding, he spoke
about sustainability and recyclability
being the mantra of every CEO. Further,
he delved into the global mega trends,
new chemistries and technologies & the
ongoing consolidation of global TPE
manufacturers that would continue to
influence its demand.
After the inaugural session, the
conference commenced with its
distinguished line up of speakers and their
respective presentations. Next in line was
Jaydeep Patel, Applications Development
Manager, Dow Elastomers, India.
Reflecting his thoughts on Thermoplastic
Olefin (TPO), he spoke about the
need to improve CO2 emissions, fuel
efficiency, vehicle light-weighting as part
of the solution and material innovations.
Other sessions on day one and day two
concentrated on topics such as ‘Plasticisers
for TPE Formulations’, ‘Performance TPEs
for Novel applications in Automotives’,
‘High Performance TPEs for Automotive’,
‘Advanced Additive Technologies for
Automotive Applications’, ‘Novel TPE
Modifiers for Engineering Plastics’ and
many others.
Concluding noteThe International Conference of
Thermoplastic Elastomer, 2012 concluded
on day one with an evening networking
session. The relaxed ambiance of this
session attracted informal dialogue and
discussion. Maintaining its focus of the
technical-side of the business, the two-day
conference attracted over 110 participants
who gathered under one trail of thought.
In a span of two days, the conference
covered 15 presentations. Many of the
speakers had travelled from United States
of America, Germany, Sweden, Singapore,
China and Japan; sharing vast knowledge
and experience they had gathered over the
years in their areas of expertise. As the
industry basks in the glory of the event, it
eagerly awaits an official announcement
regarding the next conference, which
PLEXIUM states will broaden its scope
to cover topics of TPOs, TPEs, and
polypropylene compounds.
Email: [email protected]
Identified as one of the fastest growing segments in India, the global growth of Thermoplastic Elastomers (TPEs) is forecast to touch a CAGR of 5 per cent from 2012-2015. Presenting the potential scope of this variety was the 6th International Conference of Thermoplastic Elastomer which was held at Hotel Westin, Pune, on December 4-5, 2012. Read on to find out the highlights of this event.
Gaining tensile strength in India
(From L to R) Sanjay Khedgikar, Partner PLEXIUM; Dr. Krishna Venkataswamy; Kirit Chandan, Head of Business, Technovinyl Polymers India Ltd; Vipul Shah; Mirisch Damani and Atul Rambhia, Partner PLEXIUM


EVENT REPORT: Engineer ing Expo Chennai 2012
122 Modern Plastics & Polymers | January 2013
Suprita Anupam
In the recent years, along with
IT investments of repute,
Chennai has bagged huge deals
in the auto, OEM and ancillary
industries. The city has, over the years,
transformed itself into a bustling
investment destination with major
auto companies such as Daimler, Ford,
Ashok Leyland, Mahindra, NISSAN,
Renault, BMW and TAFE Tractors
offering a boost to the ancillary units
in the industrial clusters of Ambattur,
Sriperumbudur and Padi. According to
P Shanmugasundaram, Chief GM –
Projects, TIDCO (OD) & MD, TICEL
Bio Park Ltd, “Unlike China, Chennai’s
development is not an integrated one
but has its own reasons for housing
34,500 companies and 35,000 expats.
The Tamil Nadu Government also
facilitates the process of clearances
to set up companies.” Leveraging on
the Chennai advantage is Engineering
Expo Chennai, which brings in its
expertise of uniting the buyers and sellers
of the engineering and manufacturing
sectors, thereby providing a holistic
business ecosystem.
Launched in Ahmedabad in 2002,
Engineering Expo has come a long
way today by becoming one of India’s
largest multi-location SME meeting
points. Elaborating on the legacy of
Engineering Expo, Sandeep Khosla,
CEO, Network 18 Publishing, said,
“After 10 successful years of service to
the industry, Engineering Expo today has
established itself as India’s largest multi-
location trade show on manufacturing.
The Expo is a preferred destination
for small and medium enterprises as
well as manufacturing & engineering
organisations to further their growth
and that of the industry at large. For
the 2012–13 season, we have eight
editions spread across an equal number
of locations of a rising India (including
Ahmedabad, Pune, Chennai, Ludhiana,
Indore, Aurangabad, Rudrapur and
Hyderabad). Keeping our esteemed
exhibitors and valued customers in mind,
we have made elaborate provisions to
offer a never before experience. These,
we reckon, will add substantial traction
to the industrial growth of the nation.”
The inauguration… The 5th edition of Engineering Expo
Chennai 2012, one of the largest trade
fairs in the city, was inaugurated in
the gracious presence of Ramesh P S,
President, Ambattur Industrial Estate
Manufacturers’ Association (AIEMA),
& MD, Airflow Engineering; Ameer
Munaff, CEO, Fein Power Tools;
Shanmugasundaram; Sandeep Khosla;
and Manas R Bastia, Senior Editor,
Network 18 Publishing. “Engineering
Expo provides a single window shopping
Chennai’s favourable business climate has helped the city bag several envious deals over the years. With an aim to help manufacturers across the country encash on the Chennai advantage, Network 18 Publishing held the 5th edition of Engineering Expo Chennai 2012, at Chennai Trade Centre, Nandambakkam, Chennai, from November 22-25, 2012. Offering both exhibitors and visitors a platform to interact and witness engineering marvels, the Expo proved to be a one-stop shop for one and all. A report…
CHENNAINovember 22-25, 2012Chennai Trade Centre, Nandambakkam
Showcasing Southern manufacturing strengths
(L to R): Nitin Kunjir, Deputy Manager – Sales, Network 18 Publishing; Manas R Bastia; Ramesh P S; P Shanmugasundaram; Sandeep Khosla; Ameer Munaff; and Hari Hara Subramaniam, Manager – Sales,
Network 18 Publishing at Engineering Expo Chennai 2012


EVENT REPORT: Engineer ing Expo Chennai 2012
124 Modern Plastics & Polymers | January 2013
solution for SMEs as they usually sell
their products to a variety of clients such
as automobile, machine tools, material
handling and so on. Additionally, a
visitor can meet all his demands in
one day,” highlighted Ramesh while
commenting at the occasion.
Elaborating further, Munaff averred,
“Engineering Expo is one of the best
platforms for us to reach the end
customer. This is also an opportunity
for us to let our customers have a feel of
our product operations and train them
about the right working procedures.
This is one of the major reasons why we
are launching our new handheld core
drilling machine - the first-of-its-kind
in terms of technology, quality and cost
in the whole world.”
Cutting-edge technologiesOver the years, Engineering Expo
Chennai has been providing
opportunities for SMEs, which are
critical for the growth of emerging
markets such as India, to display their
products as well as witness some of
the latest technologies that could
help develop their business. The 2012
edition offered similar growth avenues.
The Expo served as a platform for
Indian & overseas companies to exhibit
their products & services, interact with
potential buyers & sellers, generate
new incremental business and forge
new partnerships. Showcasing cutting-
edge technologies, this year’s edition
also unveiled the latest in products,
machinery and equipment from
manufacturing & related industries. This
edition of Engineering Expo Chennai,
which spanned over a period of four
days, generated revenue in excess of
` 62.47 crore.
Exhibitors speak The Expo showcased over 30 diverse
segments of industries and gave visitors
an opportunity to witness the latest
technologies and products. Some of the
leading companies who participated in this
edition included National Instruments,
Durga Bearings, Dirak India, Fein Power
Tools India Pvt Ltd, Gandhi Automation
Pvt Ltd, Hitachi Koki India Ltd, Larsen
& Toubro Ltd, Macht Exim Llp, Malwa
Machine Tools, MGM-Varvel Power
Transmission Pvt Ltd, Shuter Enterprises
India Pvt Ltd, Testo India Pvt Ltd and
Tussor Machine Tools India Pvt Ltd
among others.
Among the exhibitors, Sonal
Sulania, Director, Durga Bearings Pvt
Ltd, stated, “We decided to participate
in this event due to the direct
involvement of Network 18. Earlier,
we used to participate in events, which
were focussing on a specific sector.
The focus of Engineering Expo is
diversified and you can avail the benefit
of a single platform to reach all the
sectors. The Expo provided a brilliant
platform for all sectors to interact. To
gain more prominence, perhaps, more
well-established companies could
also showcase their products along with
other SMEs.”
Vishak Mani, Director, Clasys,
another visitor, stated, “This is the
fourth time that we are participating
in Engineering Expo and second time
that we are participating in Chennai;
the previous three editions were quite
successful for us. Exhibitions like these
help us get new customers as well as
enhance the know-how of the market.”
Visitors’ verdict A variety of visitor groups were seen at
the Expo, which included engineering
students, universities’ R&D professors,
SME proprietors and tier I companies
representatives. Dr P Meganathan,
Consultant, Sinto India Ltd, who visited
the event the very first day, exclaimed,
“We are in the process of setting up a new
manufacturing plant here and I was looking
for prospective suppliers at the Expo. It was
my first visit to such a diversified exhibition,
and I have interacted with a couple of
fabrication, rubber and tool making
companies. So far, I have had a positive
response in this regard.”
Another visitor, Karthik Chandra
Shetty, Director, Lumens Group of
Company, said, “I have been regularly
visiting Engineering Expo since the last
2–3 years in Pune and Ahmedabad, and
it is good to see that it has prospered
over the years. Engineering Expo covers
almost all the segments of engineering
goods. I always get to learn new things
at the Expo.”
Expanding business horizon Since the Expo is expected to generate
business leads worth more than
` 1,000 crore all over India, it offered an
apt platform for exhibitors to directly
interact with end-customers. Besides, it
served as a launchpad for SMEs and
facilitated interaction between end-
customers and suppliers. The 2011
edition of Chennai Engineering Expo
recorded business transactions worth
` 41.98 crore, with more than 12,692
business leads being generated; this year
the transaction exceeded to ` 62.47 crore
as per the feedback received from
exhibitors. Over 8,000 products from
various industries were on display in an
area spanning 4,500 sq m.
The next edition of Engineering
Expo will be held in Ludhiana from
December 21–24, 2012. Be there to
catch the action!
Email: [email protected]
200 exhibitors from across India
Spread over more than
4,500 sq m
12,072 business visitors from across India
Business transacted worth
` 62.47 crore8,893 business leads
generated
8,000+ pproducts displayed from different industries
More than 80,000 kg machinery moved in for display
Highlights of this edition


PRODUCTS
126 Modern Plastics & Polymers | January 2013
Long fiber rigid thermoplastic polyurethane RTP 2300 series long fiber rigid
thermoplastic polyurethane surpasses
rigorous set of tests for reinforced shoes.
The long fiber TPU compound can
be injection molded into toe caps. A
VLF TPU toe cap can exceed ANSI
specifications requiring that a cap must
withstand 7500 pound of direct impact
and 2500 pound of static load. With this compound, it is possible to
almost double the static load standard for safety toe caps. Compared
to steel, this material has high strength, weight reduction and being
non-conductive will not activate metal detectors, insulates against
heat and cold, non-magnetic and static free. Though this material is
ideal for safety work boots and shoes, their use has greatly expanded
into other markets such as the military.
RTP Company
Chennai – Tamil Nadu
Tel: 044 - 42147313
Email: [email protected]
Website: www.rtpcompany.com
Thermoplastic rubber Thermoplastic rubber is
primarily an elastomer
which combines the
performance traits of a
rubber and processing
ability of plastic. It
exhibits excellent physical
and mechanical properties,
high tensile strengths and
tear strengths, good thermal properties and excellent resistance to
water, alcohol, acids and bases. It finds wide use applications as
gasket support and hose connector’s, automobile dust cover, boots
and grommets, flexible cords and coiled cords, weather stripping for
doors and windows etc.
Welset Plast Extrusions Pvt Ltd
Mumbai – Maharashtra
Tel: 022 - 28215734, 28387054
Email: [email protected]
Website: www.welset.com
Multilayer polyethylene film T h e mu l t i l a ye r
polyethylene film is coated
with pressure sensitive
adhesive. A wide range of
innovative solutions for
protection of PVC Section
with an extensive range
of adhesion level, film
thickness of 50 micron to
80 micron and color are available. It has a maximum length of 1000
m per roll and maximum width of 1550 mm. It provides outdoor
weather resistance. The protective film peels out easily after finishing
operations. It preserves the quality of surface without leaving residue
or any marks once the protective film is removed. It provides uniform
and stable adhesion throughout the life cycle of the product.
Ecoplast Ltd
Mumbai - Maharashtra
Tel: 022 – 26830064, 26840359
Email: [email protected]
Website: www.ecoplastindia.com
Injection moulding Injection moulding
technology is used
across the range of
polymer families
from polyolefins
to engineer ing
polyamides, styrenes
and various special
compounds to meet the
specific needs of the parts. Parts from sizes as small as a button to
as large as the front hood of heavy commercial vehicles are moulded,
covering products of both technical and aesthetic requirements. It
has the most advanced technology ranging from 50 tonne to 3000
tonne across reputed brands in the industry. Application areas include
production of HVAC unit, rack system for retail, ice twister, radiator
grill, bumper system, blower case, truck front panel, fan unit, pillars,
door bin and washing machine tub.
Mutual Industries Ltd
Mumbai - Maharashtra
Tel: 022 – 66895300
Website: www.mutual-industries.com
Looking For A Specific Product?Searching and sourcing products were never so easy.
Just type MPP (space) Product Name and send it to 51818eg. MPP Moulding and send it to 51818
DU

PRODUCTS
127January 2013 | Modern Plastics & Polymers
Low cost PID temperature controller
Low cost intelligent PID temperature controller provides
thermocouple input like thermocouple K, E, J, N, RTD Pt100 and
relay or SSR voltage output. It also facilitates maximum two alarm
relay outputs. This model is available in different sizes of 48 X 48
mm², 72 X 72 mm² and 96 X 96 mm². It has measurement accuracy
of 0.3%FS±1oC and temperature display resolution of 1oC. Different
control mode can be configured as on or off, artificial intelligence
control, including fuzzy logic PID control and advanced control
algorithm with the function of parameter auto tuning. It has a
built-in switch mode power supply voltage rating of 100-240VAC/
50-60Hz and consumes only 2W.
Micon Automation Systems Pvt Ltd
Ahmedabad – Gujarat
Tel: 079 - 32900400
Email: [email protected]
Website: www.miconindia.com

PRODUCTS
128 Modern Plastics & Polymers | January 2013
Thermoplastic material Hipolyene is a
high performance
polypropylene base
thermoplastic material,
suitably tailored to meet
specific requirements of
automotive OE / Tier
I. These state of the
art, technology driven,
compounds consists of high flow, high modulus, high impact
formulations, providing excellent scratch and mar resistance, low
fogging, moulded in colour, odourless, yet paintable compositions,
with low thermal expansion. These compounds are developed to
comply with automotive specifications, for interior, exterior, under
the hood and body parts, covering wide varieties of applications such
as instrument panel, door and pillar trims, consoles, bumpers, body
panels, body side moulding, wheel arch liners, rub strip, AC and
heater housing, ducts, radiator fan, engine covers and so on.
Zylog Plastalloys Pvt Ltd
Pune – Maharashtra
Tel: 020 – 26650219
Fax: 020 – 26650220
Email: [email protected]
Website: www.zylogplastalloys.com

PRODUCTS
129January 2013 | Modern Plastics & Polymers
To make the product of superior quality, it must
adhere to safety and contamination-free norms. This
makes the end product well accepted in the market
reducing its rejection rates.
Agnish Roy (Manager - Business Development)
Marsap Services Pvt Ltd

PRODUCTS
130 Modern Plastics & Polymers | January 2013
Hopper dryer The SHD series ‘Standard’
hopper dryer offers an
effective and low-cost
method for plastic material
drying. Hot air is used to
dry wet materials during
packaging, transportation,
and recycling cycles. The
hopper dryer can be directly
mounted on the moulding
machine for quick drying and
space saving. It adopts hot
air diffuser to gain an even
hot air flow from bottom to
the top of the hopper with capacity ranging from 12 to 1000 kg
to improve drying efficiency. It adopts heat-insulated blower
to prolong its lifespan. Optional 24-hour timer is available for
each model.
Shini Plastics Technologies India Pvt Ltd
Thane – Maharashtra
Tel: 0250 – 3021166, 88
Fax: 0250 - 3021100
Email: [email protected]
Website: www.shini.com

Why Subscribe?Be the first to get the latest news, views & reviews relevant to your Industry.Door delivery of copies.Never miss an issue.Easy payment options.
SUBSCRIBE
SUBSCRIBE
SUBSCRIBE
SUBSCRIBE(36 issues)Years
YouPay `. 1999/-Get onCoverPrice `. 3600/-44% dis count
Year (12 issues)YouPay `. 799/-Get onCoverPrice `. 1200/-33% dis count
http://eshop.infomedia18.in
SUBSCRIBE
` 2199/- ` 899/-` 1200/-` 3600/-

Subscription Department, Network18 Media & Investments Ltd, Ruby House, 1st Floor, J K Sawant Marg, Dadar (W), Mumbai 400 028.
` 2199/- ` 899/-

PRODUCTS
133January 2013 | Modern Plastics & Polymers
Fully automatic PET blow moulding machine Fully automatic
PET st re tch
blow moulding
machine is useful in
manufacturing PET
bottles and jars,
which are being used
for mineral water,
edible oil, pesticides,
p h a r m a c e u t i c a l s ,
carbonated soft
drinks, liquor, cosmetics and confectioneries. It has a unique
bottle auto clipper for online filling system and is also useful as
bottle ejector. The production capacity is 3200 to 3600 bottles /
hour up to 30 mm neck size. It is equipped with a fully electrical
automatic preform loader and 160 character LCD display
programmed with two high speed Intel 8051 microcontroller for
easy operation.
Shree Samarth PET Industries
Mumbai – Maharashtra
Tel: 022 - 32415603
Fax: 022 - 28676131
Email: [email protected], [email protected]
Website: www.samarthpet.com

PRODUCTS
134 Modern Plastics & Polymers | January 2013
The information published in this section is as per the details furnished by the respective manufacturer/
distributor. In any case, it does not represent the views of
Business Insights •Technologies•Opportunities
Polypropylene sheet The polypropylene (PP) sheet
is an innovative product, which
gives improved flatness, stiffness
and surface finish with excellent
print surface and can be directly
fed into offset printers. These
PP sheets are generally used
by signage industry for front lit
banners and stationery industry
for making plastic file folders. Sheets are available in various sizes in cut sheet
form. The PP sheet has excellent printability, stiffness and flatness, high tear
strength and is eco-friendly, fully recyclable and non-hazardous.
Essen Speciality Films Pvt Ltd
Rajkot - Gujarat
Tel: 02827 – 252021
Fax: 02827 - 252951
Mob: 09825312701
Email: [email protected], [email protected]
Website: www.essenspeciality.com

LIST OF PRODUCTS
135January 2013 | Modern Plastics & Polymers
AC drives and soft starter ...........................................79
Additive masterbatches ................................................... 33, 35
ADPE ................................................................................... 73
Agglomerator ...................................................................... 127
Air audits blower ..................................................................... 8
Air bubble sheet plant ........................................................... 81
Air conditioner parts ......................................................... FGF
Air cooled die face pelletiser ................................................. 31
Air cooled root blower .......................................................... 71
Alarm annunciator ................................................................ 39
All electric machine .............................................................. 21
Aluminum extrusion ........................................................... 134
Analog timer ........................................................................... 6
Ancillary equipment .............................................................. 59
Auto dosing and mixing system.......................................... 133
Auto vacuum loader ............................................................ 133
Automatic material handling system .................................... 31
Automation system ............................................................... 75
Bag conversion ..........................................................72
Barrel ................................................................................... 140
Barrel screw ........................................................................... 99
Batch weigh blender ............................................................. 22
Biodegradable masterbatches ................................................ 35
Black masterbatches .................................................. 15, 33, 35
Blender ......................................................................... 19, FIC
Blending unit .................................................................... FGF
Blower series ......................................................................... 75
Blown film extrusion system ............................................... BC
Blown film plant ................................................................. 127
Box series wormgear unit ...................................................... 94
Box strapping plant ............................................................. 127
Braided/suction hose plant .................................................. 127
Brass .................................................................................... 129
Brass insert .......................................................................... 129
Brass moulding .................................................................... 129
Cam follower ........................................................... 127
Cast film line......................................................................... 81
Central material conveying system ..................................... 133
Chain pulley block .............................................................. 134
Chemical and industrial pump ............................................. 67
Chiller ................................................................................. 129
Circular weaving machine ..................................................... 14
Clamp .................................................................................. 128
Clean room application ......................................................... 17
Cleaning oven ..................................................................... 140
Cluster facia ...................................................................... FGF
CNC machine ....................................................................... 53
CNC machining centre ......................................................... 53
CNC vertical machining center ............................................ 95
Co-kneader ............................................................................ 59
Colour masterbatches ................................................ 33, 35, 59
Compact chiller ................................................................... 137
Compact film plant ............................................................. 127
Complete range of rational moulding
machine and rational mould ................................................. 20
Compound and reprocessing plant ..................................... 127
Compounding extrusion........................................................ 20
Compressed air dryer .......................................................... 125
Compressed air system .......................................................... 29
Compressor ....................................................................... 8, 29
Conductive compound .......................................................... 35
Conical twin screw extruder ................................................. 31
Connector .......................................................................... FGF
Continuous screen changer ................................................. 140
Control panel ...................................................................... 133
Control software.................................................................... 39
Conventional phase failure relay ............................................. 6
Convertor ...................................................................... 39, 133
Co-rotating twin screw machine........................................... 16
Counter ................................................................................... 6
CPVC pipe ...................................................................... 10, 23
Crab ..................................................................................... 134
Crane ................................................................................... 134
Crusher ................................................................................ 133
Crystalliser........................................................................... 125
Cutting and stitching machine ............................................. 14
Data acquisition.........................................................39
Datalogging software .......................................................... 133
Dehumidifying air dryer ............... 54, 85, 133, 137, FGF, FIC
Delphi ATDC brake motor .................................................. 94
Delphi three-phase motor ..................................................... 94
Digital panel meter ............................................................... 12
Digital temperature controller ............................................... 44
Door trim .......................................................................... FGF
Dosing and mixing ................................................................ 75
Double column vertical ......................................................... 53
Double column vertical machining centre ............................ 53
Double shaft gear box ......................................................... 128
Drive...................................................................................... 44
Dry break coupling ................................................................. 8
Drying and dehumidifying.................................................... 75
Drymax air-hot air dryer ................................................... FIC
Drymax dryer ..................................................................... FIC
Drymax PET-dehumidified dryer ..................................... FIC
Dual channel with modbus ................................................... 44
Dynamic controller ............................................................... 44
Ejector........................................................................ 8
Elastomer extrusion pump .................................................... 67
Elastomer injection moulding machines for rubber ............. 87
Electric injection moulding machine gearbox ......................... 7
Element shrink disc ............................................................ 127
EOT/HOT cranes .............................................................. 134
Extruder machine ............................................................ 27, 83
Extrusion ............................................................................. BC
Extrusion coating lamination plant ....................................... 81
Extrusion coating lines (lamination plant) ........................... 14
Extrusion system ................................................................. BC
Feeding and conveying ........................................75, 125
Feeding, conveying and handling system .............................. 69
Ferrous casting, non-ferrous casting.................................... 134
Fixtures ................................................................................ 128
Flame proof hoist ................................................................ 134
Flame retardant masterbatches ............................................. 33
Flexible hose making plant ................................................. 127
Fluid ...................................................................................BIC
Forged component .............................................................. 134
Four axis shaft gear box ...................................................... 101
Freewheel oneway clutch .................................................... 127
Fueling system ......................................................................... 8
Fully automatic PET blow moulding machine .................. 133
Fully automatic strapping plant ............................................ 81
Gear ............................................................... 128, BIC
Gear box ............................................................. 128, 134, BIC
Gear box for injection machines ......................................... 101
Gear box for plastic extruder .............................................. 101
Gear motor ................................................................... 97, BIC
Gear pump .......................................................................... 140
Geared and flexible coupling .............................................BIC
Goliath crane ....................................................................... 134
Goods lift ............................................................................ 134
Granulating and recycling ..................................................... 75
Granulator ...........................................................125, 137, FIC
Granule................................................................................ 127
Gravimetric blender ............................................................ 137
Green purified gear box ...................................................... 101
Grip plier............................................................................. 128
HDPE/PP raffia tape plant ...................................... 127
Head lamp and tail lamp .................................................. FGF
Heart valve frame .................................................................. 37
Heat transfer rolls ............................................................... 140
Heater cooler mixer....................................................... 31, 127
Heating and cooling .............................................................. 75
Helical speed reducer .......................................................... 128
High cavitation ..................................................................... 17
High performance screw ..................................................... 140
High precision hydraulic clamping
injection moulding machine ................................................ 126
High speed mixer .................................................... 27, 83, 127
HM/HDPE/LDPE/LLDPE ............................................... 81
Hold back ............................................................................ 127
Hopper dryer ............................................................... 130, 133
Hopper loader ..................................................................... 137
Horizontal handel clamp .................................................... 128
Hot air dryer ....................................................... 85, 137, FGF
Hot runner system ................................................................ 75
Hydraulic injection moulding machine ................................. 21
Hydraulic motor .................................................................... 41
Hydraulic pump .................................................................... 41
Hydraulic servo drive ............................................................ 41
Hydraullic press ..................................................................... 31
IDPE ........................................................................73
IML techniqe ........................................................................ 17
Industrial vaccum system ...................................................... 71
Injection molding machine ..........5, 25, 74. 92, 121, 130, FGF
Injection moulding ............................................................. 126
In-line drip irrigation plant................................................... 57
Inline drip tubing ............................................................ 10, 23
Isolator .................................................................................. 39
Jambo bag dumping station ........................................31
Jib crane .............................................................................. 134
Jig ....................................................................................... 128
Keyless transmisson element .................................... 127
Knob and switch ............................................................... FGF
Lab extruder ..............................................................31
Lab mixer .............................................................................. 31
Largeflow water heater.......................................................... 75
Loader ................................................................................ FIC
Product Pg No Product Pg No Product Pg No
FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BGF - Back Gate Fold, BC - Back
Looking For A Specific Product?Searching and sourcing products were never so easy.
Just type MPP (space) Product Name and send it to 51818eg. MPP Moulding and send it to 51818

LIST OF PRODUCTS
136 Modern Plastics & Polymers | January 2013
Loading arm ............................................................................ 8
Long fiber rigid thermoplastic polyurethane ...................... 126
Low cost PID temperature controller................................. 127
Machined component ..............................................134
Machining centre .................................................................. 53
Manual and hydraulic screen changer ................................. 140
Masterbatch feeder .............................................................. 133
Masterbatch mixer ................................................................ 31
Masterbatches............................................................ 33, 51, 93
Material dryer ....................................................................... 19
Material storage .................................................................. 137
Medical molds ....................................................................... 17
Melt pressure transducer ....................................................... 39
Milky polymer ..................................................................... 130
Mono and multilayer sheet line ............................................ 14
Monofilament line................................................................. 14
Monolayer blown film ..................................................... 10, 23
Monolayer blown film line .................................................. BC
Monorail trolley .................................................................. 134
Motor .................................................................................... 94
Motorised chain pulley block .............................................. 134
Motors and drives ................................................................. 79
Mould changing system ...................................................... 107
Moulding ............................................................................... 17
Mould temperature controller ............................................. 137
Mould ........................................................................ 20, 27, 83
MTC .................................................................................. FIC
Multi component mould ....................................................... 17
Multi layer cast film line ....................................................... 14
Multilayer blown film ..................................................... 10, 23
Multilayer blown film line .............................................14, BC
Multilayer blown film plant .................................................. 81
Multilayer co-extrusion blow film plant ............................. 127
Multilayer co-extrusion sheet line ......................................... 18
Multiplayer polyethylene film ............................................. 126
Natural polymer .......................................................130
Oil cooler ................................................................129
Optic sheet extrusion line ..................................................... 18
Optical brightner ................................................................... 35
Panel cooler .............................................................129
Panel metre.............................................................................. 6
Paperless recorder .................................................................. 12
Parallel and right angle axis gearbox ....................................... 7
Pelletiser .............................................................................. 140
PET ....................................................................................... 73
PET box strapping plant ...................................................... 81
PET line injection moulding machine ................................. 21
PET masterbatches ............................................................... 33
PET perform dedicated machine.......................................... 49
PET sheet extrusion.............................................................. 18
PET/PE washing line ........................................................... 14
Phase failure relay ................................................................... 6
PID controller ............................................................... 39, 133
Pipe extrusion line for PVC/PPR/Pe ................................. 121
Planetary gear boxes ............................................................ 128
Plastasia 2013 ........................................................................ 62
Plastic auxiliary equipment ................................................... 22
Plastic board production system ......................................... 109
Plastic brightner .................................................................. 130
Plastic conveyor belt .............................................................. 27
Plastic processing machinery ancillaries and spare ............... 99
Plastic processing machine .................................................... 14
Plastic sheet plant ............................................................... 127
Plastic tinopol ..................................................................... 130
Plastic whitener ................................................................... 130
Plastics washing line ............................................................. 59
PLC ....................................................................................... 44
Poly pump ............................................................................. 52
Polyester staple fibre .............................................................. 59
Polymer production pump .................................................... 67
Polyolefin pipe ................................................................. 10, 23
Polypropylene sheet ............................................................. 134
PP ......................................................................................... 73
PP glass filled compound ...................................................... 33
PP mineral filled compound ................................................. 33
PP -R pipes ..................................................................... 10, 23
PP TQ plant ......................................................................... 81
PP/ HDPE semi automatic strapping plant......................... 81
PP/HDPE rafffia tape line ................................................... 81
PPRP Powder ..................................................................... 130
Precision fabrication work ................................................... 128
Precision gear ...................................................................... 101
Precision moulding ............................................................ FGF
Precision temperature controls ............................................ 133
Press .................................................................................... 109
Priming valve........................................................................... 8
Printing and cutting / rewinding machine ........................... 14
Printing press ...................................................................... 109
Process controller .......................................................... 12, 133
Product assembly ................................................................. 134
Profile controller .................................................................... 44
Pull action ........................................................................... 128
Pulveriser ................................................................... 20, 27, 83
Pump ................................................................................. 8, 67
PVC extrution line machine ................................................. 34
PVC foam core pipe ....................................................... 10, 23
PVC garden pipe ................................................................. 127
PVC mixer cooler............................................................ 10, 23
PVC palletisin lines ......................................................... 10, 23
PVC pipe......................................................................... 10, 23
PVC profile line .............................................................. 10, 23
Quick die change system ..........................................107
Quick mould change system ............................................... 107
Recycling lines ...........................................................14
Reducer ................................................................................. 94
Relay ........................................................................................ 6
Resin dehumidifier .............................................................. 125
Robot .................................................................................. FIC
Rock and roll machine .................................................... 27, 83
Rotary automatic hot colour marking machines ................... 89
Round table carrousels .......................................................... 27
RTD .................................................................................... 133
Safety access equipment .............................................. 8
Screws .................................................................................... 99
Secon and dull polymers ..................................................... 130
Servo energy saving machine ................................................ 49
Shaft mounted speed reducers ............................................ 128
Sheet calendering line ......................................................... 109
Shut off nozel...................................................................... 140
Shuttle remoulding machine ................................................. 20
Single bag feeding system ..................................................... 31
Single mill pulveriser ....................................................... 27, 83
Single screw extruder gearboxes .............................................. 7
Single screw extruders ........................................................... 31
Single shaft extruder gear box............................................. 128
Software for central monitoring.......................................... 125
Solid silicone and liquid silicone with 15 to 1000t clamping
force and 30 ccm to 26.000 ccm injection volume ............... 87
Solid state relay ................................................................... 133
Spiral cum helical gear box ................................................BIC
Sprocket............................................................................... 128
Stack mold ............................................................................ 17
Storage tank equipment .......................................................... 8
Straight line action .............................................................. 128
Strand pelletiser..................................................................... 31
SV power cooled motor ........................................................ 94
System solution ..................................................................... 75
Tank truck equipment ................................................. 8
Tape extrusion ....................................................................... 72
Tape stretching line with inverter driven cheese winders ..... 14
Technical mould .................................................................... 17
Temperature controller .................................. 6, 12, 39, 44, 133
Temperature indicator ............................................................. 6
Temperature sensors ............................................................ 133
Tensioner nut ...................................................................... 127
Thermocouple ..................................................................... 133
Thermoformers ................................................................... BC
Thermoforming ................................................................... BC
Thermoforming and PS foam............................................. BC
Thermoplast production pump ............................................. 67
Thermoplastic material ....................................................... 128
Thermoplastic rubber .......................................................... 126
Thick and wide plastic sheet extrusion line .......................... 18
Three arm bi-axial roto moulding machine .................... 27, 83
Three axis shaft gear box .................................................... 101
Thyristorised power controllers........................................... 133
Toggle action clamp ............................................................ 128
Toggle injection machine ...................................................... 21
Toggle press ......................................................................... 128
TPE ....................................................................................... 87
TPE/TPU compounds .......................................................... 33
Track rollers......................................................................... 127
Transfer trolley .................................................................... 134
Transmissions and PTOs ........................................................ 8
Transmitter ............................................................................ 39
Trilobe root blower ............................................................... 71
Turned component .............................................................. 134
Twin - screw co-rotating extruder .................................. 24, 37
Twin - screw element ...................................................... 24, 37
Twin - screw extruder ..................................................... 24, 37
Twin mill pulveriser ........................................................ 27, 83
Twin roll mill ........................................................................ 31
Twin screw extruder gearboxes ............................................... 7
Twin screw extrusion plant ................................................. 127
Twin-screw extruder .............................................................. 59
Two layer blown film ...................................................... 10, 23
Two platen injection moulding machine .............................. 21
Ultra sonic flow meter ................................................12
Underwater pelletiser ............................................................ 31
Universal controller ............................................................... 44
Universal indicator ................................................................ 39
Universal input temperature scanner .................................. 133
Universal masterbatches ........................................................ 33
UV and PU masterbatches .................................................... 33
UV stabilisers ........................................................................ 35
Vacuum forming machine ......................................... BC
Vacuum loader ................................................................... FGF
Vacuum pumps and system ..................................................... 8
Variable displacement pump energy-saving machine ........... 49
Vario speed variators ............................................................. 94
Vertical handle clamp .......................................................... 128
Vertical machining centre ..................................................... 53
VFD’s and soft starters for modern industries ..................... 79
Vibratory screening system ................................................... 20
Vibro screens ................................................................... 27, 83
Vinyl technology ................................................................... 91
Virgin polymers ................................................................... 130
Volumetric dosing unit ........................................................ 125
Warehouses ............................................................. 109
Water chiller ........................................................................ 125
Water jetting ........................................................................... 8
WFR .................................................................................. FIC
White masterbatches ....................................................... 33, 35
Winding ................................................................................ 72
Wire and cable plant ........................................................... 127
Wire EDM ........................................................................... 95
Wire rope hoist ................................................................... 134
Wireless convertor ................................................................. 39
Worm gear .........................................................................BIC
Worm reducer ..................................................................... 128
Worm reducer gear box ....................................................... 128
Product Pg No Product Pg No Product Pg No
FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BGF - Back Gate Fold, BC - Back


LIST OF ADVERTISERS
138 Modern Plastics & Polymers | January 2013
ACS Auxiliaries India Pvt Ltd ...................... 22
T: +91-02135 - 329112
W: www.aecinternet.com
Adinath Controls Pvt Ltd ............................133
T: +91-2764-286573
W: www.adinathcontrols.com
Aeromec Marketing Co Pvt Ltd .................... 89
T: +91-250-2454915
W: www.aeromec.in
Alok Masterbatches Ltd ............................... 15
T: +91-11-41612244
W: www.alokmasterbatches.com
Blend Colours Pvt Ltd .................................. 33
T: +91-40-2436 1499
W: www.blendcolours.com
Boge Compressed Air System ....................... 29
T: +91-044-43009610
W: www.boge.in
Bry Air (Asia) Pvt Ltd .................................. 54
T: 91-11-23906777
W: www.bryairsystems.com
Chamunda Equipments ...............................128
T: +91-79-27522437
W: www.chamundaequip.com
Dyna Automation Pvt Ltd ............................ 41
T: +91-79-26404605
W: www.dynahydraulics.com
Elecon Engineering Company Limited ...... BIC
T: +91-2692-236469
W: www.elecon.com
Essential Power Transmission Pvt Lt ............ 97
T: +91-022-28488742
W: www.esenpro.com
Everest Blower Systems ................................ 71
T: 91-11-45457777
W: www.everestblowers.com
Ferromatik Milacron India Pvt Ltd ............... 21
T: +91-79-25890081
W: www.milacronindia.com
Forwell Precision Machinery Co., Ltd. .........107
T: 886-4-834-5196
W: www.forwell.com
Freeze Tech Equipments Pvt Ltd .................129
T: +91-044-42152387
W: www.freezetechequip.com
Gardner Denver Engineered Pro. (I) ............... 8
T: +91-79-40089312
W: www.gardnerdenver.com
Gelco Electronics Pvt Ltd ............................... 6
T: +91-79-22200902
W: www.gelco-world.com
Heattrans Equipments Pvt.Ltd. ...................134
T: +91-79-25840105
W: www.heattrans.com
Himalayan Packaging Industries P Lt ........... 73
T: 91-120-4269355
W: www.himalayangroup.co.in
J P Extrusiontech Limited ............................ 14
T: +91-2646-222163
W: www.jpextrusiontech.com
Jyoti CNC Automation Pvt. Ltd.................... 53
T: +91-2827-287081
W: www.jyoti.co.in
Kabra Extrusion Technik Ltd ................... 10, 23
T: +91-22-2673 4822
W: www.kolsite.com
Hindustan Plastic And Machine Corporation .. 16, 34
T: +91-11-25473361
W: www.hindustanplastics.com
Konark Plastomech Pvt Ltd .......................... 81
T: +91-79-22891670
W: www.konarkplastomech.com
K-Tron Process Group ................................. 69
T: (856) 589-0500
W: www.ktron.com
L & T Plastics Machinery Ltd .................. FGF
T: +91-044-26812000
W: www.larsentoubro.com
Lan Marketing Pvt Ltd ................................. 67
T: +91-022-27893645
W: www.maag.com
Landmark Extrusion & Engineering ............. 59
T: +91-9873252699
W: www.landmarkextrusion.com
Larsen & Toubro Ltd ................................... 55
T: +91-22-6752 5656
W: www.larsentoubro.com
Laxmi Hydraulics Pvt Ltd. ............................ 79
T: +91-217-2352001
E: E: [email protected]
W: W: www.lhp.co.in
Lohia Starlinger Ltd. .................................... 72
T: 91-0512-3045100
W: www.lohiagroup.com
Mahavir Agencies ........................................129
T: +91-288-3203200
W: www.mahavironline.com
Maplan Gmbh .............................................. 87
T: 91-11-4161-7820/21
W: www.maplan.at
Matsui Technologies India Ltd. .................... 85
T: 91-120-4243862
W: www.matsuiindia.in
Micon Automation Systems P. Ltd ................ 39
T: +91-79-32900400
W: www.miconindia.com
Mifa Systems ................................................ 44
T: +91-79-26870825
W: www.mifasystems.com
Mold - Masters Technologies Pvt Ltd ..........123
T: +91-422-4502171
W: www.moldmasters.com
N.A. Corporation ......................................... 83
T: +91-79-25840374
W: www.naroto.com
Neejtech India (Braunform) .......................... 17
T: +91-79-26561312
W: www.neejtech.com
Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Our consistent advertisers COC - Cover on Cover, FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BC - Back Cover

LIST OF ADVERTISERS
139January 2013 | Modern Plastics & Polymers
Neejtech India (Niigata) ............................... 25
T: +91-9909974224
W: www.niigataindia.com
Neoplast Engineering Pvt Ltd ...................... 31
T: +91-79-25830602
W: www.neoplastindia.com
NMTG Mechtrans Techniques Pvt Ltd. ......127
T: +91-79-22821527
W: www.nmtgindia.com
Nu-Vu Conair Pvt. Ltd ................................137
T: +91-9376783206
W: www.conairgroup.com
Panchal Machinery ......................................128
T: +91-79-25620953
W: www.panchalmachinery.in
Piovan India Pvt Ltd ...................................125
T: +91-22-27782367
W: www.piovan.com
Plast Fine Polymers .....................................130
T: +91-79-65242332
W: www.plastfine.com
Plastiblends India Ltd .................................. 35
T: +91-022-67205200
W: www.plastiblendsindia.com
Prasad GWK Cooltech Pvt Ltd..................... 27
T: +91-79-25830112
W: www.prasadgroup.com
Prayag Polytech Pvt Ltd ............................... 93
T: 91-11-47262000
W: www.prayagmb.com
Procon Technologies Pvt Ltd ........................ 12
T: +91-79-27492566
W: www.procon.co.in
R R Plast Extrusions Pvt Ltd ........................ 18
T: +91-22-42461500
W: www.rrplast.com
Rajoo Engineers Ltd....................................BC
T: +91-2827-252701
W: www.rajoo.com
Rotomotive Powerdrives India Ltd. ............... 94
T: +91-2692-230430E: [email protected]: www.rotomotive.com
S&T Engineers ............................................ 95
T: +91-422-2590810E: [email protected]: www.stengineers.com
Sacmi Engineering India Pvt Ltd .................. 92
T: +91-7600003968E: [email protected] W: www.negribossi.com
Sanity International ..................................... 99
T: +91-79-65227458E: [email protected]: www.sanityindia.com
SCJ Plastics Ltd ........................................... 51
T: 91-11-25439950E: [email protected]: www.scjindia.com
Shanghai Forward Machinery Co.,Ltd .........109
T: 86-21-5990-8899E: [email protected]: www.forwardsh.com
Shini Plastics Technologies I Pvt Ltd ............ 75
T: +91-250-3021166E: [email protected]: www.shini.com
Shree Momai Autocast Containers ................ 20
T: +91-2668-266440E: [email protected]: www.shreemomai.com
Shri Ram Polytech ....................................... 91
T: 91-124-4632100E: [email protected]: www.shrirampolytech.com
Shuenn Jaan Machinery Co., Ltd. ................130
T: 886-6-233-9590E: [email protected]: www.soongiant.com.tw
Specific Engineering .................................... 24
T: +91-265-2646871E: [email protected]: www.specificgroup.com
Sri Sai Plasto Tech ....................................... 49
T: +91-044-42994365E: [email protected]: www.srisaiplastotech.com
Steer Engineering......................................... 37
T: +91-80-23723309E: [email protected]: www.steerworld.com
Sun Lung Gear Works Co., Ltd. ..................101
T: 886-6-263-9969E: [email protected]: www.slgear.com.tw
Supermac Machinery .................................... 70
T: +91-9998040433E: [email protected]: www.supermacmachinery.com
Suresh Engineering Works ........................... 57
T: +91-731-2527872E: [email protected]: www.sureshengg.com
Techno Industries .......................................134
T: +91-79-25830742E: [email protected]: www.technoind.com
Toshiba Machine (India) Pvt. Ltd. ................ 74
T: 91-11-43291111E: [email protected]: www.toshiba-machine.co.jp
Triune Exhibitors Pvt Ltd ............................. 62
T: +91-080-43307474
W: www.plastasia2013.com
Twist Engineering Works ............................127
T: +91-79-25842878E: [email protected]: www.twistplasticmachinery.com
Unimark (Maguire) ....................................... 19
T: +91-22-25506712E: [email protected]: www.unimark.in
Windsor Machines Limited .........................121
T: +91-79-25841591E: [email protected]: www.windsormachines.com
Witte Pumps & Technologies ....................... 52
T: 91-11-41613643E: [email protected]: www.goodie.in
Wittmann Battenfeld India Pvt Ltd ............FIC
T: +91-044-42077009E: [email protected]: www.wittmann-group.com
Woojin Plaimm Co. Ltd ................................. 5
T: +91-9810043265E: [email protected]: www.plaimm.com
Xaloy Asia (Thailand) Ltd. ..........................140
T: +91-79-40327380E: [email protected]: www.xaloy.com
Yann Bang Electrical Machinery Co.,Ltd. ....133
T: 886-4-2271-6999E: [email protected]: www.yannbang.com
Zambello Riduttori Group ............................. 7
T: 39-0331-307-616E: [email protected]: www.zambello.it
Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No Advertiser’s Name & Contact Details Pg No
Our consistent advertisers COC - Cover on Cover, FGF - Front Gate Fold, FIC - Front Inside Cover, BIC - Back Inside Cover, BC - Back Cover



Reg No: MH/MR/WEST/234/2012-2014 RNI No: MAHENG / 2008 / 25265 Licence to Post at Mumbai Patrika Channel Sorting Offi ce, Mumbai GPO., Mumbai 400 001.
Date Of Posting 1st & 2nd Of Every Month / English & Monthly.Date Of Publication: 28th Of Every Previous Month.
142
Mod
ern
Pla
stics & P
olym
ers
Jan
ua
ry 2013