modern plastics & polymers - may 2010
DESCRIPTION
‘MODERN PLASTICS & POLYMERS’, the numero uno monthly B2B magazine for the plastics & polymers industry, offers the latest trends, in-depth views & analysis, and technical information on the world of plastics materials, machinery and products. Suffi ce to say, the key decision makers among plastics processors, mould makers and user industries regularly refer to it for their business information needs.TRANSCRIPT
Also
ava
ilable
in S
ri La
nka,
Mala
ysia,
Sing
apor
e, T
haila
nd, T
aiwan
, Chin
a &
Hong
Kon
g









May 2010 Modern Plastics & Polymers 17
Published in association with
Manas R [email protected]
Editorial Advisory Board
A E Ladhabhoy Plastics Technologist Dr Sushil K Verma Former Director General, CIPET Dr Swapan K Dhara Regional Technical Head, Basell Polyolefins India Pvt Ltd Mohan K Jain MD, Indoplast & past president, AIPMA P P Kharas Chairman, Ecoplast Raman M Patel Chairman, Industrial Products Mfg Co Vijay Merchant President, Polycraft
Editor Manas R Bastia Assistant Editor Sarita Kutty Features Writer Chandrashekhar Modi Research Desk KTP Radhika Jinoy, Sumedha Mahorey Correspondents Desk Prasenjit Chakraborty, Rachita Jha, Geetha Jayaraman, Shivani Mody, Ayesha Augustine, Divya Karmakar Copy Desk Meghanadan Sudhakaran, Marcilin Madathil, Priyadarshini Basu, Swati Sharma Products Desk Michael Anthony, Sudheer Vathiyath, A MohankumarGroup Photo Editor & Creative Head Shiresh R Karrale Design Sharad Bharekar & Production Pravin Koyande, Dnyaneshwar Goythale Vikas Bobhate, Ravikumar Potdar, Ravi Salian Sanjay Shelar, Kalpesh Dhanmeher, Lovey Fernandes, Pukha Dhawan, Varsha Nawathe, Abhay Borkar Marketing & Branding Jagruti Shah, Ganesh Mahale Chief Executive Officer Lakshmi Narasimhan Associate Vice President Sudhanva Jategaonkar Subscription Sunder Thiyagarajan, General Manager- Copy Sales, Sheetal Kotawadekar, Senior Manager Tel: 91-22-3003 4631 / 4633 Email: [email protected] Editorial & Business Office Infomedia 18 Ltd, Special Interest Publications Division, ‘A’ Wing, Ruby House, J. K. Sawant Marg, Dadar (W), Mumbai 400 028 Tel: 91-22-3003 4669 / 4673, Fax: 91-22-3003 4499 Email: [email protected] Other Business Offices Ahmedabad (Shashin) Tel: 079-3982 6432 Fax: 079-3982 6464 Email: [email protected] Bangalore (Mahadev B) Tel: 080-3001 0900 Fax: 080-3001 0999 Email: [email protected] Chennai (Hari) Tel: 044-3986 4200 Fax: 044-2829 5060 Email: [email protected] Cochin (Robin) Tel: 0484-4054 380/90 Fax: 0484-405 4370 Email: [email protected] Coimbatore (Prakash) Tel: 0422-309 2600 628 Fax: 0422-309 2666 Email: [email protected] Hyderabad (Rahul) Tel: 040-3064 7600 Fax: 040-3064 7676 Email: [email protected] Indore (Ameya) Tel: 0731-307 4876 Fax: 0731-307 4882 Email: [email protected] Jaipur (Saurabh) Tel: 0141-300 7414; 300 7411 Fax: 0141-221 3728 Email: [email protected] Kolkata (Deb Ranjan) Tel: 033-2265 8637/38 Fax: 033-2265 2964 Email: [email protected] Ludhiana (Jasmeet) Tel: 0161-302 6198/99, 302 6200 Fax: 0161-302 6198 Email: [email protected] Mumbai (Jameel) Tel: 022-3003 4640 Fax: 022-3003 4499 Email: [email protected] New Delhi (Jhuma) Tel: 011-6630 3278 Fax: 011-2332 7884 Email: [email protected] Pune (Rohit) Tel: 020-6603 1234 Fax: 020-6601 0486 Email: [email protected] Surat (Sunil) Tel: 0261-263 0181 Fax: 0261-263 0974 Email: [email protected] Vadodara (Samarth) Tel: 0265-392 6500/1 Fax: 0265-235 6013 Email: [email protected] Overseas Contacts China Tel: +86 21 6289 5533, Fax: +86 21 6247 4855 Email: [email protected] Hong Kong Tel: +852 2369 8788 Ext. 19, Fax: +852 2869 5919 Email: [email protected] Taiwan Tel: +886 4 23297318, Fax: +886 4 23017167 Email: [email protected] Singapore +65 6288 5586, Fax: +65-6288 3301, Email: [email protected] Germany, Austria, Switzerland +41 44 734 0472, Fax: +41 44 734 0680 Email: [email protected]
USA
Tel: (513) 527-8800, Fax: (513) 527-8801 Email: [email protected] l Issue Price: Rs 100 l Annual Subscription: Rs 799
Printed by Mohan Gajria and published by Lakshmi Narasimhan on behalf of Infomedia 18 Limited and printed at Infomedia 18 Ltd, Plot no.3, Sector 7, off Sion-Panvel Road, Nerul, Navi Mumbai 400 706, and published at Infomedia 18 Ltd, ‘A’ Wing, Ruby House, J.K.Sawant Marg, Dadar (W), Mumbai - 400 028.Modern Plastics & Polymers is registered with the Registrar of Newspapers of India under No. 14798/2005. Views and opinions expressed in this publication are not necessarily those of Infomedia 18 Ltd. Infomedia 18 Ltd reserves the right to use the information published herein in any manner whatsoever. While every effort has been made to ensure accuracy of the information published in this edition, neither Infomedia 18 Ltd nor any of its employees accept any responsibility for any errors or omission. Further, Infomedia 18 Ltd does not take any responsibility for loss or damage incurred or suffered by any subscriber of this magazine as a result of his/her accepting any invitation/offer published in this edition. No part of this publication June be reproduced in any form without the written permission of the publisher. All rights reserved.
Editor: Manas R Bastia
�����������������������
The right ‘control’
going by recent global trends, injection moulding and blow moulding are witnessing a rise in demand for flexible, customised, fast and energy-efficient machines. As machine concepts get increasingly modular, there is a growing need
for sophisticated motion control systems. Some of their benefits include reduction in power consumption, cycle time, noise levels and facilitation of good quality control.
So, it is not surprising to see motion control systems gaining wider reach across a range of applications in plastics processing. Some of the examples include multilayer sheet extrusion lines, fully automatic winders, tension controllers in web and in centre/surface/gap winding, internal bubble cooling, PP thermoformer and vacuum thermoformers for producing XPS foam products.
What’s more, the latest developments in technologies related to motion control systems have significant implications for the plastics processors. Thanks to these, processors can not only carry out operations with higher resolution and accuracy, but also with much faster throughput than before.
Having said that, there are a few challenges as well. In order to achieve the best result for a given process based on the most appropriate solution, one should ensure the right balance. In fact, under the right circumstances, one can leverage some or, all of the key recent trends that include higher speeds, steeper acceleration and deceleration profiles, finer positional control, and faster convergence properties. All these can lead to faster and more accurate point-to-point displacements, and thereby increase the overall throughput. The ‘Cover Story’ offers more insights into it.
With product lifecycles getting shorter and demands on quality & design of the products becoming tougher day by day, this seems to be a blessing in disguise for the rotomoulding domain. Given the inherent design strengths such as consistent wall thickness and corners that are virtually stress-free, rotomoulded products are coming out of their traditional water tank shell and finding use in automotive, material handling, industrial components, furniture, infrastructure and leisure sectors.
However, availability of specialised compounded grades of PEs for specific roto moulding applications is one of the pressing issues facing the country today. Going forward, as more and more engineered products such as those in infrastructure & automotive will require a variety of grades necessary for performance requirements & reliability, there needs to be a solution in place, sooner than later. For a detailed perspective on this fast growing space, turn to the ‘Special Feature’.
Though plastic substrates possess many advantages over metals, the melting point temperature creates a hurdle before plastics becomes high-performance electronic sensors. However, the recent R&D in this area offers quite a few promises. The ‘Roundtable’ presents various viewpoints from across industry. Take a look.

CONTENTS
Note: $ stands for US dollar and £ stands for UK pound, unless mentioned otherwise
2010ROUNDTABLEElectronic plastic sensors: R&D holds the key
LEADERS SPEAK“Innovations/new technologies are among the key drivers for growth of used machinery sector” ...says Cesar Rodriguez, founder & managing partner, MachinePoint Consultants S L
PROFILEN A Group of Companies: ‘Turn’ing ideas into reality
COVER STORYMotion control systems: Automation on the move
SPECIAL FEATUREThe world of rotational moulding: A tradition of innovation
MATERIAL CORNERSilicones for photovoltaic encapsulation: Enabling innovationCourtesy: Dow Corning Corporation
INJECTION ZONEMulti-component moulding: A fast evolving technologyY R Anand, partner, Unimark
SMART MANAGERSustaining initiatives: A strategic balancing actSavoir Faire Management Consultancy Pvt Ltd
REPORTNational workshop on ‘Plastics waste management strategies for a clean environment’: Recycling initiatives take priority
FEATURES42
REGULAR SECTIONS
Editorial ............................................................... 17
National News ..................................................... 20
Asia News............................................................ 26
World News ......................................................... 33
Techno Trends ..................................................... 38
Events Calendar................................................... 80
Technology Transfer..............................................87
On the Shelf .........................................................90
Product Update ....................................................92
Product Inquiry ................................................. 105
Advertisement Inquiry ....................................................... 109
Product Index .................................................... 112
Advertisers’ List ................................................. 114
54 45
5160
7669
May
Highlights of Next Issue Exclusive : How Sustainable are Plastics? Cover Story : Plastics in Building & ConstructionSpecial Feature : Blow Moulding And much more...
54
51
45
76
Cover photo courtesy: Renishaw
69
60
72
Modern Plastics & Polymers May 2010 18
83
Next issue
5th Anniversary


Modern Plastics & Polymers May 2010 20
N AT I O N A L N E W S
EXPANSION
Grundfos India inaugurates Phase II of its Chennai facility
Grundfos Pumps India Pvt Ltd recently inaugurated phase II of its facility at Thoraipakkam, Chennai. The 7000 sq m facility, constructed with an investment of Rs 17.6 crore, has sophisticated material handling equipment needed
to handle pumps and components in the manufacturing, assembly & storage operations. It has a test bed capacity of 300 kW and the entire load is well supported by power back-up. This will help in the testing of large pumps used for massive infrastructure projects. In addition to this expansion within the existing facility, Grundfos has acquired 16 acre of land near Sriperumbudur for the construction of an additional production facility and the work is expected to commence by 2011.
Carlo Prola, senior vice president, Grundfos Group, said, “India is one of the most important overseas markets for the company in the Asia-Pacific region. The expansion of the Chennai-based facility
further strengthens our capabilities to adapt to the local market and signifies our commitment to long-term business operations in India.”
Speaking about the expansion, Ranganath N K, managing director, Grundfos India, revealed, “We plan to increase our footprint in India and expand our operations by setting up another facility near Sriperumbudur. Our vision is to be the best pump company in all the segments that we operate in. We continue to be eco-friendly with our products and our factories.” Grundfos is also working with IGBC to get a green factory building certification to take forward its agenda of energy efficiency, water conservation and being eco-friendly.
DISCOVERY
Microbe to make bio-degradable plastics Central Salt and Marine Chemical Research Institute (CSMCRI), Bhavnagar, has discovered a microbe from Indian waters to manufacture bio-degradable plastics using a by product of the Jatropha plant. According to a press release, the bio-degradable plastics can be
manufactured from a side stream product of Jatropha called glycerol which is formed during the process of bio-diesel extraction from its fruit.
The institute had undertaken research to find cheaper renewable sources to produce bio-degradable polymers, and now is looking forward to produce it on a commercial scale.
In 1991, Imperial Chemical Industry had tried to manufacture bio-
degradable plastics, but the source of this kind of plastics was expensive. Hence, it had failed to evoke any response from the industry.
ACQUISITION
BASF completes the legal process of acquiring Ciba companies in India BASF India Ltd (BIL) recently completed the legal process of acquiring Ciba India Ltd, Diamond Dye-Chem Ltd and Ciba Research (India) Pvt Ltd. The merger took place after the shareholders approved the scheme of amalgamation held at the court convened meetings of
the companies on December 16 and 17, 2009.
Speaking about the acquisition, Prasad Chandran, chairman, BASF Companies in India and head, South Asia, said, “We are convinced that the acquisition of Ciba is already helping our customers to be more successful, based on an innovative and comprehensive product portfolio.”
Nearly 350 employees of Ciba in India will be integrated into BASF by end of May 2010.
INVESTMENT
British Petroleum to set up 1mt petrochemical plant in Gujarat
British Petroleum (BP), one of the world’s largest energy and petrochemical companies, plans to set up a 1 million tonne (mt) petrochemical plant in India. The plant - to be built at an investment of Rs 3,500 crore - could come up in Gujarat.
The company is currently negotiating with oil refiners in India
for the purchase of paraxylene as feedstock to make purified terephthalic acid (TPA).
BP had tried to enter the refining business three years ago through a tie-up with the state-owned Hindustan Petroleum Company, proposing an upcoming 9 mt plant at Bhatinda.
The venture had, however, not materialised back then.

Modern Plastics & Polymers May 2010 22
N AT I O N A L N E W S
EXPANSION
Parle Agro to expand its PET capacityAs part of expanding its plastic packaging business, food and beverage
player Parle Agro, is planning to expand its polyethylene terephthalate (PET) business by increasing its production capacity by another 21 per cent in the next fiscal. The company recently installed two new machines - a KM 96 cavity machine and a Husky - HyPET 72 cavity machine at its Silvassa plant, at Dadra and Nagar Haveli. It has commissioned its second preform manufacturing plant in Orissa and plans to set up its third plant in South India by early 2011.
Outlining growth segments for the PET business, Schauna Chauhan, CEO, Parle Agro, said, “We plan to increase our presence within the oil, confectionery and pharmaceutical segments while also reaching out to new customers in the liquor segment. We have already started R&D to expand our range of preforms and technology. We recently started manufacturing wide mouth jars in addition to preforms, in order to cater to the confectionery packaging segment.”
VENTURE
Kuwait offered stakes in ONGC and IOC’s petrochemical plantsIndia has offered Kuwait a stake in Oil and Natural Gas Corp’s (ONGC) Rs 12,440 crore petrochemical plant at Dahej in Gujarat on the West coast and Indian Oil Corp´s (IOC) proposed chemical plant at Paradip on the east coast.
Kuwait Petroleum Corp (KPC) has repeatedly rejected offers for stake in Indian refinery projects in the past since India could not fulfil its demand for auto fuel distribution rights.
ONGC’s Dahej petrochemical complex is to comprise capacity to
produce 1.1 million tpa ethylene, 340,000 tpa propylene, 135,000 tpa benzene and 95,000 tpa butadiene. The unit will use C2-C3 (ethane and propane) compounds extracted from imported liquefied natural gas (LNG) as feedstock.
The scope for a foreign partner in ONGC’s Dahej unit will be for 20-25 per cent stake holding.
ONGC is keen to get an overseas major who can either bring technology or marketing support for its Dahej plant to be built by February 2012.
KPC has also been offered a stake in the 1 million tonne (mt) petrochemical plant that was split from the Rs 29,777 crore refinery at Paradip for building
in future. The plant is planned to be built after the 15 million tpa refinery is commissioned in 2012.
Kuwait supplies 10 per cent of India’s current crude needs. India is counting on Kuwait and other oil-rich nations in the Gulf to meet crude oil requirements of new refineries that are set to increase India’s refining capacity by 70 mt to 250 mt by 2012.
SURVEY
INEOS explores Dahej SEZ for setting up catalyst facility The UK-based INEOS is exploring the prospect of setting up a catalyst unit at the special economic zone (SEZ) in Dahej. Senior officials from the US and UK offices of INEOS visited the site recently. The estimated initial cost for
setting up the project would be about Rs 10 billion. The catalyst plant would cater to the company’s clients in the East. The petrochemical plant in the SEZ will be able to source directly from the catalyst plant, especially for HDPE/LDPE swing product.
Oil and Natural Gas Corporation (ONGC) is the anchor tenant for the SEZ, and is setting up a Rs 124.40 billion
petrochemical complex called ONGC Petro-additions Ltd, that has sourced its technology under licence from INEOS for its cracker and other units.
RECOGNITION
Rajoo Engineers felicitated Rajoo Engineers was recently conferred the IPMMI – Machinery Design
Innovation Recognition (IMDIR) award 2009 by the Institute of Packaging Machinery Manufacturer’s of India (IPMMI) for its vacuum forming machine.
The award which is given for uniqueness of the design and development of packaging machinery and systems was conferred on Rajoo-Commodore’s Vacuum Forming Machine (Dispocon FPS - RECR – 7086 XPS) in the
category of ‘machinery for packaging operations’.
The foamed PS sheet line and vacuum formers are capable of producing fine quality PS foam sheet which is then converted into an array of vacuum formed articles like trays, dishes, lunch boxes, plates, bowls and so on. Typical produce consumes only 5 per cent plastics while the rest is air.


Modern Plastics & Polymers May 2010 24
N AT I O N A L N E W S
DIVERSIFICATION
Unnati Group ventures into plastics processing
The Gujarat-based Unnati Group
of Companies, one of the leading
manufacturers of submersible
pumps, is in the process of ramping
up its presence in plastics processing
segment with an eye on the booming
flexible packaging sector. In line
with this, it plans to invest around
Rs 25 crore plus, in order to establish
a strong position in growing
plastics segment. The new company,
Unnati Speciality Films (USF),
has initiated the process by investing
in a three-layer blown film line
from Windsor Machines Ltd to
produce stretch, lamination and
shrink films.
Commenting on the company’s
latest venture, G B Patel, founder
director, Unnati Group of Companies,
said, “This facility will focus on
manufacturing super quality plastic
films for packaging and other
applications. I firmly believe that in
the whole supply chain cycle, the end
packaging part is often ignored or
not taken very seriously, as the use of
low quality packaging material still
prevails. Hence, we intend to offer the
end users a quality to cherish at an
affordable price.”
IN TUNE WITH TIME
Reliance keeping pace with polymer demandReliance Industries Ltd is working to fulfil the increasing polymer demand that is expected to remain in the double-digit range for at least another five years.
According to a report Reliance has added more than 2 billion pound of polypropylene capacity in the recent years, in order to keep pace with India’s polymer demand, which averaged almost 11 percent growth from 2005-10 and will continue at a 10.5 percent clip from 2010-15.
Growth drivers for India’s plastics market include packaging for processed food and the fast-food industry. Popular applications include multilayer films, biaxially oriented PP film and shrink & stretch wrap. Indian infrastructure spending also could create 2.6 billion pound of polymer demand by 2010 and 9.2 billion pound of polymer demand by 2020.
Reliance continues to dominate the Indian polymers market with a 70 percent market share. It also ranks as one of the world’s leaders in polyester fibre & yarn and the
production of PP & polyester feedstock paraxylene.
The Indian government is also looking to assist Reliance and other petrochemical firms by investing in six different regions of the country to develop petrochemical production and boost manufacturing.
EVENT
Conference on ‘Thermoplastic elastomers’held in Mumbai A two-day conference on thermoplastic elastomers, organised by Plexium India was held recently in Mumbai. It focussed not only on the automotive industry, but also on other special applications of TPEs, covering new technology, materials and their applications. The programme was attended by over 250
delegates from India as well as abroad, who appreciated the initiative. Further, it included 17 high quality technical papers from Indian and multinational companies like Arkema, BASF, Bayer MaterialScience, Dow, DuPont, Eastman, Husky, KK Technovinyl, Kraton, Lubrizol, LyondellBasell, Merquinsa, RTP and Zylog Plastalloys.
“Plexium, as an organiser, is extremely pleased with the positive response received for the conference,”
said Mirisch Damani, chairman of the conference.
Dr Krishna Venkataswamy, senior director - Global Research & Development, GLS Thermoplastic
Elastomers; PolyOne Corporation, USA lights the inaugural lamp in the presence of founders and
co-promoters of Plexium India
PROJECT COMMISONED
Sumeet Industries commissions PET chip plant
Sumeet Industries has
commissioned a new project
of 1,00,000 tonne continuous
polymerisation (PET chips) plant and
6 MW gas-based captive power plant
at an estimated cost of
Rs 150 crore.
With this expansion, the ompany’s
POY and FDY total production capacity has
increased to 56,500 tpa from 12,000 tpa.
Sumeet Industries is one of the
leading manufacturers of polyester
chips, polyester filament yarn and
polypropylene yarns in India.


Modern Plastics & Polymers May 2010 26
A S I A N E W S
EXPANSION
BASF expands PU system solutions presence in China
As one of the leading global suppliers of polyurethane (PU) system solutions worldwide, BASF plans to further expand its strong global service and production network, with the establishment of a new Polyurethane
Solutions System House in West China. BASF will meet the demand of the growing markets in important industries like construction, appliance, transportation, and footwear.
The new System House will be located in Chongqing, where BASF also plans to build a world scale MDI plant with 400,000 kt per annum production. The planned System House will have local production with sales, technical service and development personnel to provide fast and competent support to its customers.
The System House will begin functioning by 2012 and will
continuously expand its operations and activities for its customers in the region.
BASF has also established a new Polyurethane Solutions System House in Cartagena, Colombia to meet the demand of the growing markets in Colombia, Venezuela and Ecuador. It is expected to be fully operatinal by the first quarter of 2011.
Like all other BASF System Houses, the new sites will have local production with sales and development personnel to provide fast and competent service to their customers. BASF sees attractive business opportunities in important industries like appliance, transportation, construction and footwear.
JOINT VENTURE
Leading businesses in Thailand and Philippines join EPI’s growing network of international distributors
EPI, the global leader and pioneer of oxo-biodegradable plastics additives, recently announced that two new
independent distributors have selected EPI’s totally degradable plastics additives (TDPA™) platform to promote the use of degradable and biodegradable plastics in their territories. With the addition of these new distributors in South East Asia, EPI’s local presence continues to grow, adding to the brand’s regional prominence. “EPI is a customer service company, not just an environment-focussed technology company. This makes a big difference as it enables our customers to produce the best oxo-biodegradable products with the support of EPI’s internal team of scientists, and our local support
networks around the globe. With the addition of NET Eco Company (Thailand) and Sidkor Industrial Sales (Philippines), to our chain of distributors, our customers and end users in these markets will receive seamless service in their own language and without time delays,” said Arthur Liu, director sales and marketing, EPI.
These distributors join EPI’s ever-expanding network of agents and distributors around the globe. “We are always looking for great companies to represent us in underserved areas,” added Amir Fasihi, who manages EPI’s operations in the Middle East.
TECHNOLOGICAL ADVANCEMENT
SABIC develops advanced technology for manufacturing polypropylene Reflecting its commitment to innovation, Saudi Basic Industries Corporation (SABIC) has developed a more advanced technology for the manufacture of polypropylene. This is a fourth generation catalyst which can be used in several vital applications, the most important of which are packaging, carpets, piping, and automotive parts. This catalyst is a technological breakthrough, as it is
the first of its kind developed in the Gulf and Middle-East.
Experiments conducted by SABIC at its plants at Saudi Arabia and Europe confirm the catalyst’s ability to provide impressive results, making it superior to other catalysts currently used in the same area. This discovery will contribute to increased productivity, enhanced quality and new product development. It opens many windows for possible future applications.
The new catalyst has been applied commercially in the SABIC affiliate, Saudi European
Petrochemical Company, and has demonstrated superiority over the previously used catalyst. Usage of this catalyst helped production reach nearly 30,000 tonne of polypropylene at the end of March 2010. This quantity was sold to local and international markets.

Modern Plastics & Polymers May 2010 28
A S I A N E W S
NEW TECHNOLOGY
Wood-plastic composites market growing in Korea
The government of South Korea is trying to seed the country’s small market for wood-plastic composite applications by using the product in parks and public
projects. This has prompted some local plastics firms to invest in this segment, according to an industry official. The Korean wood-plastic composite market lags behind North America and Europe, but some industry officials estimate to be growing by more than 20 per cent a year from its small base.
Byun Yong Geun, general manager, wood-plastics composite division, LG Hausys, said that the market has good prospects for growth because it can react faster with new designs
than traditional wood products. Wood products are still much cheaper than composites in Korea, but the company is working on new product designs and believes it can find some targeted niches. LG Hausys set up an in-house product design and development centre last year for all its divisions. The composites also have opportunities because the South Korean government enacted restrictions on chromate-copper-arsenate pressure treated wood in 2008, citing environmental and health concerns.
DEMAND TRENDS
Asia buying more German plastics and rubber machinery than Europe As the demands on plastics processors rise around the globe, it calls for a higher level of processing expertise. This drives processors in fast-developing regions to opt for high-end machinery. There seems to be a similar trend in Asia, which now accounts for more German plastics
and rubber machinery purchases than processors in the European Union (EU).
According to the German Plastics and Rubber Machinery Association, Frankfurt, over one-third of Germany’s total exports of plastics and rubber machinery were destined for Asia in 2009, rising to 36.5 per cent from 29.1 per cent. In terms of volume, exports to Asia fell by 17.2 per cent in 2009. Globally, German machinery manufacturers account for about 25 per
cent of total plastics processing machinery sales. While exports to Central and South Asia grew by 19.6 per cent, deliveries to South East Asia were only slightly lower than 2008, down 3.6 per cent.
INNOVATION
FRP replaces steel bars in infrastructure projects
FRP (fibre reinforced polymer) is being used as an alternative solution to the traditional steel reinforcement bars on many new major projects in the UAE.
FRP can be applied on top or bottom of slab and can also be used on beams or columns without taking up any extra space, due to its flexibility. It can be used in instances where there is either damage to structural parts due to ageing, fire, corrosion or where there is a need to reduce stresses in steel.
Concrete and steel jacketing systems, apart from being labour intevsive, are also often vulnerable to the same deterioration mechanism. As a solution, composite materials could be used for strengthening existing concrete columns,
beams, and slabs. This would be more feasible economically than demolition and reconstruction. These rebars have been used in marine docks and waterfront structures such as Nakheel’s Palm Cove Canal in Dubai Waterfront.
It is ideal for buildings with magnetic resonance imaging (MRI) units such as hospitals or buildings having equipment sensitive to electromagnetic fields where the use of steel reinforcing bars is not advised.
However, the only thing that works against this product is its pricing.
MATERIAL PATENTS
Patent granted to ElectroPhen A materials patent has been granted for ElectroPhen, an electrically conductive polymer, to Cleantech materials start-up, Bac2. In its raw state, ElectroPhen is one billion time more conductive than other polymers and its characteristics can be tailored to each application through the addition of graphite, metal powders, plasticisers and reinforcers.
This makes it suitable for fuel cells and other energy storage devices, for RF screening and static electricity protection, and for the manufacture of heating elements and heat sinks. Bac2 has also evolved a way to delay the polymerisation process using a latent acid catalyst known as CSR10. This permits the pre-polymeric mixture to be transported and stored for several months before polymerisation, adding flexibility to the manufacturing process
and reducing costs. The patent covers Germany, France, Spain, Italy and the UK. Patent applications for the material are awaiting grant in Japan, Canada, the US, South Korea, India and China.

Modern Plastics & Polymers May 2010 30
A S I A N E W S
PRICE RISE
Asian PP markets see cautious demand amid high costs
In line with the recent rally in upstream markets, spot polypropylene (PP) markets in Asia have regained some strength.
However, sellers offering at the upper end of the ranges continue to complain of slow sales as demand has not picked up in proportion with rising costs.
Domestic PP offers moved back to levels seen two weeks ago as sellers launched another push to raise prices in line with increasing upstream costs. Spot propylene prices also gained $ 20 per tonne on the week, amid rising upstream markets that encouraged sellers and traders to take a firmer stance on their import offers.
Import offers for homo-PP gained some ground on the upper end towards the end of the week. However, caution on part of the buyers has also prevented spot PP markets from rising to match the full extent of the increase in upstream costs. Following the most recent increases, spot FOB Korea propylene prices have surpassed the low end of the prevailing homo plastics and polymers price range, as sellers offering at the upper end of the range are offering at $ 95 per tonne below their theoretical break-even level.
FUTURE PROSPECTS
New mega projects coming up in GCC to impact petrochemical majors abroadNew mega projects, with millions of tonne of petrochemical capacity are nearing completion and are scheduled to come on-stream in GCC in the next five years. Post recession, the petrochemical industry has started to see a revival in demand as prices start to rise and improved demand
from China helps to buoy commodity market sentiment.
According to MEED reports, sveral companies including Petro-Rabigh, a joint venture of Saudi Aramco and Japan’s Sumitomo Chemical Company; Abu Dhabi National Chemicals Company (Chemaweyaat); and another Aramco joint venture with Dow Chemicals, are investing in petrochemicals complexes in their home territories. These new capacities in
the Gulf region, with access to cheap and abundant feedstock will pose the threat of fresh competition for established overseas companies and petrochemical majors.
MARKET FORECAST
PE, PP demand in China expected to fall in 2010-2012
Polyethylene (PE) and polypropylene(PP) demand in China is expected to drop dramatically this year through at least
2012 as a result of a slight easing in the country’s huge economic stimulus initiative, as estimated by ICIS.
In its latest demand-growth estimates, Shanghai-based commodity information service CBI predicts that overall PE demand growth will decline to 8.6 per cent in 2010 from 30.3 per cent last year. Reduced liquidity resulting from a cutback in new bank lending, will contribute to a less ability by traders to speculate in polyolefins. A likely fall is expected in construction of residential
property along with speculation in this area also, as the government cools the sector down. This will have direct and indirect effects on the demand of polyolefins.
Steps have been taken by Bejing, such as interest-rate increases, to control overall inflation. The other big factor behind what is expected to be a steep drop in demand-growth percentage increases is that growth in 2009 was from a relatively low base as a result of the 2008 economic crisis.
NEW PRODUCTS
ColorMatrix expands offerings at Suzhou plant Since its opening in 2008, ColorMatrix Inc’s Suzhou, China, manufacturing plant has focussed largely on the company’s range of liquid colourants for PET. This year, however, the Suzhou plant is set to expand its offerings by bringing in the company’s lines of PET resin enhancers and additives.
“We are expanding our capability in Suzhou. By the end of 2010 we hope to
have the complete range of products,” said Steven Chai, managing director, ColorMatrix Plastic Colorant (Suzhou) Co Ltd.
The products that Chai is most anticipating include a range of PET barrier technologies that are intended to block light and absorb oxygen and UV rays, extending the shelf-life of a range of food and beverages. He hopes that the new products arriving at the Suzhou plant will help the company expand its reach in the beverage market
in Asia, particularly into beer and wine packaging.
According to Chai, the beer market in China is also an attractive territory for the appropriate PET bottle. “This could be a huge market,” he stated.

May 2010 Modern Plastics & Polymers 33
W O R L D N E W S
ADVANCED MATERIALS
SABIC Innovative Plastics showcases breakthrough material technologies at Plastimagen 2010
At Plastimagen Mexico 2010, SABIC Innovative Plastics exhibited a broad range of advanced high-performance
materials targeting Mexico’s vibrant automotive, aerospace and electronics industries, as well as solutions to replace traditional materials in re-emerging sectors such as furniture and lighting. These materials can help accelerate growth in Mexico’s major manufacturing sectors and also provide a competitive advantage to smaller, local customers.
SABIC Innovative Plastics offers Mexico an unmatched value proposition: a diverse product portfolio, local manufacturing in Tampico (Cycolac*, Cycoloy* and Geloy* resins) and San Luis Potosi (Valox* resins and LNP* specialty compounds), as
well as distribution centres in Mexico City, Guadalajara and Laredo, Texas. It also provides a dedicated, in-country team of experts providing support to customers across the country.
“With Mexico’s vehicle production goes up significantly this year, plastics will play a key role in sustaining growth. We are proud of our huge portfolio of high performance thermoplastic materials for body panels, glazing, and interiors that help achieve weight-out, cycle time reduction, design flexibility, sustainability and aesthetics. ” said Mauro Cruz, automotive sales director, Mexico, SABIC Innovative Plastics.
INVESTMENT
Klöckner Pentaplast invests in new production capacity in the US and Asia The Klöckner Pentaplast Group recently announced that it would add to its global production capacity for transverse-direction oriented shrink-label films. The new shrink film capacity will be added to the company’s manufacturing facilities at Rayong, Thailand, and Rural Retreat, USA.
The company also announced that it would be adding a PVC production
capacity to its Rayong site at Thailand. The company is investing $ 37 million (Euro 27.4 million) for this expansion which includes two tentering lines and PVC production machinery.
Sixty four employees will be added to the working staff worldwide. The new tentering lines will produce high-performance PETG and PVC shrink films and will add 15,000 tonne (33 million pound) of shrink-film capacity to the company’s existing global production. The startup of the production line is targeted for early 2011.
The state-of-the-art line is engineered to meet the stringent requirements and regulatory standards of the pharmaceutical industry, where it is primarily used.
MILESTONES
Eight PET strand pelletising systems on their way to Brazil
The final assembly hall at the headquarters of Automatik Plastics Machinery GmbH in Grossostheim, Germany, is offering an impressive sight right now. Eight state-of-the-art underwater strand pelletising systems
for the production of PET are lined up for shipment to Lurgi GmbH, the renowned engineering company in nearby Frankfurt, for onward shipment to its end customer in Brazil, PetroquimicaSuape. For Automatik, this project marks the culmination of several major orders for pelletising systems placed during 2009.
The order consists of eight complete M-USG 900 H underwater strand pelletising systems in a horizontal line orientation, including fluid-heated die heads, the pelletisers and CENTRO 1600 centrifugal dryers to efficiently dry the cylindrical pellets. Each of these pelletising lines, ideally suited for the production of PET, can
attain an operating throughput of 9,500 kg/hr.
A follow-on project with two more underwater pelletising systems of type M-USG 300 H is scheduled for delivery in the later half of 2010. Among the key factors for Lurgi (formerly Zimmer AG) in placing the order with Automatik Plastics Machinery were the strong ties and proven track record of successful project cooperation between the two companies, both of which go back decades.
In addition, Automatik Plastics Machinery leads globally in PET pelletising applications with over 1,800 customers currently using its solutions.

Modern Plastics & Polymers May 2010 34
W O R L D N E W S
JOINT VENTURE
PolyOne and Segetis announce joint development agreement for bio-based materials
PolyOne Corporation, recently announced an agreement with Segetis, an innovative bio-based chemical company, to explore the development of bio-derived plasticisers for use in targeted petroleum and bio-based
polymers. PolyOne, is working with Segetis in response to customer demand for more sustainable product offerings. The joint effort will help to leverage the proprietary levulinic ketal technology from Segetis, which is based on renewable, sustainable resources, in the development of plasticisers, solvents, and modifiers for the targeted polymers. Initial developments will be tested in the US, but all resulting technology platforms will become globally available.
“We are truly excited to work with Segetis and together, we will develop a unique performance profile for bio-based plasticisers that will enable us to create compounds with properties that
are unobtainable today. This agreement underscores PolyOne’s commitment to enhancing our portfolio of sustainable solutions catering to our customers’ needs,” said Marcel Dartee, marketing director for biomaterials, PolyOne.
Snehal Desai, business vice president, Segetis, added, “This relationship with PolyOne is a win for the marketplace. Bio-based performance plasticisers are required for use in petroleum-based resins as well as bio-derived resin systems. We recognise that combining PolyOne’s global leadership in bio-based compounding with Segetis’ proprietary technology will result in an expanded breadth of performance resins.”
NEW LAUNCH
Amcor Rigid Plastics unveils a new replacement glass Amcor Rigid Plastics, one of the world’s leading producers of PET packaging, has launched a 12 oz ring neck PET bottle as a glass replacement option for premium food and beverage brands including sauces, dressings, condiments, and ready-to-drink (RTD) teas & juices. The stock hot fill container breaks new ground because it offers a PET alternative that delivers significant performance and cost advantages including portability (no breakage), light weight, and reduced transportation costs and significantly reduced carbon foot-print. Amcor conducted an extensive retail & market study and determined that there was strong demand for a glass replacement alternative.
“Many packaging professionals told us they wanted to switch from glass but could not find a PET equivalent. Due to the heightened awareness of sustainability today, there was significant interest in a PET alternative that could bring light weight, recyclability, reduced breakage, and reduced carbon emissions,” explained Latricia Fry, marketing manager, Amcor.
This 12 oz ring neck bottle features Amcor’s PowerFlexTM technology – a patented panel-less design which takes hot-fill (185°F) bottle options to a new level. The structural design eliminates the panels, and unlike competitive containers, provides a large, completely panel-less label panel. Amcor uses design and manufacturing techniques to create a bottle that absorbs vacuum via a patented designed base. Unlike conventional hot fill PET alternatives, PowerFlexTM bottles
are easier to label since they do not have sidewall vacuum panels. This eliminates concerns regarding mislabelling or the ripple effect that occurs when labelling over panels.
The 12 oz ring neck container comes in two versions: one has three horizontal ribs for hot-fill (185°F) applications and the other has smooth walls for ambient temperature products (170°F). The new bottles boast a premium look and mimic the appearance of glass. The containers are being sampled now and will be commercially available June, 2010 onwards.
ACQUISITION
Plastek buys former Rexam plant in North Carolina
Injection moulder and toolmaker Plastek Industries Inc is investing $ 19 million in a plant near Hamlet, North Carolina.
The company is negotiating to buy a packaging plant that London-based Rexam plc recently closed. Plastek and Bev Perdue, governer of North Carolina announced the project recently in Hamlet. Plastek specialises in consumer, cosmetic and pharmaceutical packaging and closures.
Among other products, the North Carolina plant will make caps for deodorant sticks — a product that
Rexam formerly made at the site. Plastek is based in Erie, where it has three plants.
The company said that the new plant would employ 250 within three years, according to a news release from Perdue. The factory will be the company’s first in North Carolina. Work at the plant ended in the first quarter of this year.
Plastek is a family-run business started in 1956 in Erie. The firm is a leading maker of deodorant sticks.
THE
PLASTEKGROUP


Modern Plastics & Polymers May 2010 36
W O R L D N E W S
INNOVATION
Lee Spring introduces springs made from SABIC's Ultem resin Lee Spring, an ISO 9001-certified
manufacturer of stock & custom
mechanical wire springs, servicing
diverse manufacturing markets
in the US and throughout the
world has introduced LeeP - plastic
composite springs moulded from
SABIC Innovative Plastics’ Ultem resin.
According to company officials, LeeP
compression springs provide critical
advantages over traditional metal
alloy springs. The Ultem resin gives
the new springs a broad range of high
performance properties including
temperature resistance upto 170oC,
high strength-to-weight ratio, no
magnetic interference, high corrosion
resistance, and dielectric insulation for
non-conductive applications.
Al Mangels, president, Lee
Spring said, “The resin exceeded our
expectations at every step. Owing
to its tougher-than-tough balance
of high-performance properties,
it performs better than any other
thermoplastic.” In marine applications,
LeeP springs made with Ultem resin
offer longer life due to resistance to
salt water. For the medical device
industry, LeeP springs avoid the cost
of shielding, which is necessary for
metal springs that can interfere with
diagnostic imaging.
EXTENDING REACH
DSM expands composite resins business into Turkey and neighbouring regions
DSM Composite Resins, through its
subsidiary Euroresins Turkey (ERT)
has outlined its future growth plans
for Turkey which include closer
cooperation with Turkish company
Dyo Boya Fabrikalari Sanayi ve Tic
A S (DYO). The arrangement, which
means DSM will obtain a local source
of supply of its standard resins in the
rapidly growing Turkish polyester
market, also involves a transfer of
DYO’s existing unsaturated polyester
resins (UPR) business to ERT. The
entire deal, which will provide a basis
for the introduction of DSM’s specialty
and innovation grades to Turkey and
the broader region, is intended to be
completed by the end of June 2010 -
subject to approval by the respective
competition authorities.
This planned investment in its
Turkish operations is in line with
DSM’s growth strategy for emerging
economies. “The addition of DYO’s UPR
business to ERT’s existing portfolio
should not only create a significant
amount of new business for DSM in
the Turkish market but also bring new
export opportunities to the Middle
East and the countries surrounding
Turkey including Russia, the Balkans
and CIS countries,” informed Sertaç
Sürür, managing director of DSM
Composite Resins Turkey.
“Moreover, establishing local
production capabilities for DSM
standard resins will make them locally
available to the Turkish market with
higher service levels, and will provide
us with a platform to promote the
use of our specialty and innovation
products in Turkey’s growth industries,
where manufacturers are seeking
greater innovation and value as they
compete at an international level,”
he added.
SUSTAINABLE TECHNOLOGY
Octal’s DPET process found to significantly reduce carbon footprint
A recent independent study by PIRA
International, a leading UK consultancy
and specialist in carbon footprint analysis,
has concluded that Octal’s proprietary
direct-to-sheet (DPETTM) process for
production of PET sheet provides a
substantially lower carbon footprint than
traditional PET and recycled PET (rPET)
processes.
Based on the findings, packagers,
retailers and brand owners can achieve
significant sustainability benefits
while gaining quality improvements.
Meanwhile, thermoformers can improve
throughput, reduce waste, and cut costs
with DPET.
The company has developed
proprietary technology that integrates
the PET resin reactor with the sheet
calendering process. This direct-to-sheet
(DPET) process bypasses the compacting,
drying, and melting processes of
traditional systems, thus lowering
cost, eliminating heat histories, and
preventing unnecessary degradation of
the polymer.


Modern Plastics & Polymers May 2010 38
Solidur, one of Brazil’s high-performance plastics processing companies, has selected VICTREX® PEEK™ polymer, manufactured by Victrex Polymer Solutions, to replace stainless steel filling valves in beverage bottling machines and the housings responsible for placing the threaded cap on each bottle. This polymer was chosen for its ability to withstand the high temperatures of the sterilisation process and for its abrasion resistance.
“The low coefficient of thermal expansion and the dimensional stability of VICTREX PEEK polymer served the purpose, which lower performance polymers could not. PE-UHMW, Acetal and PTFE components all locked or melted in the counterpart and stopped the bottling production due to thermal expansion when juice sterilisation required continuous operating temperatures of 95°C (203°F),” said Marivaldo Muniz, industrial director at Solidur.
As an additional benefit from switching to VICTREX PEEK polymer housings, Solidur was able to reduce the cutting machine noise that was created by the grinding of steel against steel and of steel against glass. Dimensional stability was also critical because of the very tight tolerances of the stainless steel.
Polymer replaces steel in bottling machines
Nanoparticle-core for traditional graft materials
TPEs for dental applications
SABIC Innovative Plastics has introduced Lexan XHT clear, high-temperature polycarbonate (PC) copolymers. This innovative family of advanced PC resins feature new polymer chemistry with an optimal balance of high heat resistance and high flow, enabling it to offer greatly expanded design options for moulding thin-wall parts such as medical devices and electrical fuses. Lexan XHT copolymers also offer good clarity and colourability, making them top choices for applications like consumer and industrial lighting and heat shields, according to company officials.
“With Lexan XHT copolymers, SABIC Innovative Plastics is delivering on a previously unmet market need for a true high-heat resin technology with a near perfect balance of properties v/s other clear, high-heat materials,” said Bala Ambravaneswaran, product marketing director, Lexan Copolymers & Special Effects, SABIC Innovative Plastics.
The exceptional high-temperature performance is achieved through proprietary chemistry that alters the polymer backbone to ensure higher performance than compounds, blends and additives, which are not chemically integrated.
High temperature-resistant polymers
A supplier of tools to aid in speech therapy has switched from conventional thermoplastic elastomers to Medalist® medical elastomers from Teknor Apex Company, citing advantages in compound selection, blending, moulding, and resistance to chewing and other rugged treatment.
ARK Therapeutic Services Inc, designer, manufacturer, and distributor of speech and occupational therapy tools, now uses Medalist® elastomers for the soft tips of oral probes, a complete line of chew tools, and the Z-Vibe vibratory tool. Non-speech applications of Medalist® elastomers include lids for the Sip-Tip liquid feeding cup and the E-Z Eye Med dispenser for eye medicine.
“The Medalist® compounds blend very readily, enabling us to vary durometer without increasing the number of materials in our inventory,” said Debra C Lowsky, MS, ARK Therapeutic Services Inc.
Recently ARK Therapeutic Services began redesigning its Z-Vibe tool to make it a one-piece product of all-elastomer construction. Until now this has been a two-part product, with an elastomeric tip and a polypropylene handle.
Conventional bone grafts, for correcting complex bone injuries are typically made of stiff polymers or brittle ceramics, and cannot readily conform to the complex and irregular shapes that often result from injury. In addition, they often require metallic fixation devices that require open surgeries to insert and remove.
Using a nanoparticle core, Jie Song, PhD, assistant professor of orthopedics & physical rehabilitation and cell biology , University of Massachusetts Medical School, and post-doctoral fellow Jianwen Xu, have engineered a new type of tissue and bone scaffolding polymer.
The key feature of the new polymer is its heat-activated malleability and shape memory. Using CT scans and MRI images of the injury site, Song envisions physicians creating a polymer mould of the scaffolding needed to stabilise an injury site, prior to surgery. Heat-
activated at a safe 50°C, the smart polymer could then be reshaped to a more compressed form suitable for insertion in the body through a small, minimally invasive incision.
T E C H N O T R E N D SÊMaterials

May 2010 Modern Plastics & Polymers 39
Nissei Plastic Industrial Co Ltd has developed an electric type ultra high speed/high pressure injection moulding machine NEX110-6EH, which was specifically designed for moulding of thin-wall products, such as casings and light-guiding plates.
Globally there is an increasing demand for thin-wall precision products, such as casings for mobile phones, thin light-guiding plates, thin-wall multimedia cards, and narrow pitch connectors. Thus, there have been strong needs for more sophisticated moulding, which require improved yield, higher quality, and high cycle operations.
NEX110-6EH, based on NISSEI’s flagship electric type injection moulding machine NEX series with the clamping force of 1,100kN (110 tonne), was developed as a new ultra high speed/high pressure type machine specifically designed for moulding of thin-wall products.
The main characteristic of this machine is the newly designed ultra high speed injection mechanism for
thin-wall moulding, which is equipped with a low inertia servo motor. This enables very high injection speeds of 1,000 mm/s, which is the fastest among its class.
MSA Engineering Systems Ltd has developed a new saddle wire laying (SWL) machine for laying wire directly into the curved face of a saddle. The machine enables large saddle parts to be produced, typically with outlets up to Ø280 / Ø315 mm, with an overall part size of 450 mm x 450 mm, and saddle diameter from 90 mm to infinity (standard and special types), according to company officials.
MSA’s patented wire laying method inserts wire into a moulded fitting or fabricated part in a special CNC process which has many advantages and far greater flexibility than traditional methods. In the case of saddle fittings this new development eliminates the problems experienced while laying wire into a separate pre-grooved pad, which then has to be inserted into the saddle body mould. It also enables special large fittings to be completely fabricated, according to company officials.
Apart from being a low-cost one, the machine consumes less power and has lesser breakdowns resulting in minimum downtime. According to the company officials, the machine can operate at optimum speed and accuracy with much faster throughput.
Innovative machine to insert wires into moulded fittings
Ultra high-speed moulding machine for thin-wall products
Gneuss has recently received a ‘Letter of no objection’ from the American Food and Drug Administration (FDA) for the patented multi rotation extruder (MRS), the fully automatic melt filtration system and an SSP which are used for bottle-to-bottle recycling, with an extremely short residence time where the viscosity is lifted to the required level of IV 0.8 (or higher). The MRS extruder processes PET bottle flakes without pre-drying, directly to pellets or sheet.
The multiple screw section creates an extremely high surface area exchange rate, with the surface being constantly open so that with only a moderate vacuum, the maximum decontamination and minimum IV drop takes place. “The melt treatment is extremely gentle, resulting in a particularly high quality final product for example with regard to yellowness. The advantages over conventional processes are on one hand the relatively low investment and on the other hand the very low energy costs and the extremely high quality of the final product,” said a company official. With the MRS extruder, the
vacuum in the multi rotation system is controlled so that IV can be set and controlled automatically according to the IV of the input material or the requirement on the final product.
Gneuss MRS technology now with FDA approval
T E C H N O T R E N D SÊMachinery
Monitoring the bottom of PET bottlesGerman blow moulding machinery producer Krones has developed its PET-view base quality system to monitor the bottom of PET bottles blown on Contiform machines.
According to the company officials, German mineral water producer Gerolsteiner Brunnen is using the PET-View system, which can automatically adjust process parameters or halt the process in the event of any problems - on a pilot basis on one of its lines.
Key to the PET-view base quality system is the optical image of the PET bottle base that forms the basis for predicting the base weight of the bottles as they are made. This is an integral part of the Krones Contiloop close loop control system.
Segment weight determination methods such as PET-view base quality system used in combination with Contiloop have been shown to save Gerolsteiner’s 1.5 hour per shift through elimination of manual adjustment of process parameters. The automation technique has indeed proved to be economical and helps in reducing the rejection percentage of PET bottles.

Modern Plastics & Polymers May 2010 40
A partial plating ring from Advanced Material Corporation, Taiwan, is made of Solvay Advanced Polymers’ KetaSpire® polyetheretherketone (PEEK) resin. The plating ring is used for gold plating of electronic LED lead frames. The plating ring has an outer diameter of 256 mm and inner diameter of 220 mm with varying heights for different lead frame designs.
The PEEK plating ring offers LED lead frame makers a more efficient and less costly process than traditional plating processes like dipping and brushing. It more precisely controls the plating thickness to save on gold consumption, while also lowering cost. KetaSpire® PEEK’s low coefficient of linear thermal expansion (CLTE) helps to ensure strong dimensional stability and tight tolerances. PEEK plating rings are also more durable than those made of competing materials like polyphenylene
sulfide (PPS). KetaSpire® PEEK is one of
the industry’s most chemically resistant plastics and also offers good strength, superior fatigue resistance, and a heat deflection temperature (HDT) up to 315°C (599°F).
Digital valve for reducing fuel consumption of vehicles
A newly developed two-component air duct, from system supplier MAHLE, Germany, connects the intercooler and throttle body of the three liter, six cylinder twin-turbo engine from BMW. Blow-moulded using stiff yet elastic DuPont™ Hytrel® HTR4275, the air duct fulfils its task in a particularly efficient manner due to the very low material usage of the design and despite the high pressures and flow velocity encountered in such a high-performance petrol engine. By reducing the part to just two basic components, the time required for production and assembly is significantly reduced compared to the previous version, which was used up until mid-2009, and consisted of a series of pipes and clamps.
Moreover, blow-moulding technology enables greater flexibility in the integration of application-specific connections, such as those required for resonators, sensors or the discharge of gases. Together, the combination of lower weight, more efficient production and assembly, and the integration of variable functionality, provides a significant cost advantage over the earlier model, which was produced using glass-fibre reinforced nylon and elastomers.
Air duct for high-performance engines
Plating ring made of PEEK
The UK-based baby bottle manufacturer Steribottle, in collaboration with the leading consumer packaging company Rexam personal care has developed ‘MK3 Bottle’, which is said to be the first 100 per cent recyclable single-use baby bottle. It is also free of Bisphenol A (BPA). The MK3 baby bottle is a ready-to-use three-piece baby bottle. The bottle and its overcap are made from a polypropylene (PP) material. As for the nipple, it is made from a thermoplastic elastomer (TPE) compound, an Evoprene™ grade supplied by the American material producer Alphagary. Steri-bottle® is far more ‘sterile’ than anyone could possibly achieve with a reusable bottle in his or her home. Unlike bottles sterilised at home, Steri-bottles® remain sterile for many years as long as they are kept in their original unopened packaging, according to company officials.
The toxicological effects of bisphenol A are well understood. One of the most extensively tested
materials in use today, BPA exhibits toxic effects at high levels of exposure. Toxic levels of BPA exposure result in weight loss in laboratory animals with other effects related to the weight loss as a consequence.
New BPA-free single-use baby bottle
T E C H N O T R E N D SÊProducts
Traditional “analog” thermostat temperature-control systems for vehicles will soon be a technology of the past if inventor Tom Hollis has his way. Switching to digital can manage critical fluid systems in a way that significantly improves fuel economy and reduces emissions. This innovation, namely ‘Digital Rotary Control Valve’ (DRCV) includes a valve body, tube and diverter made from a polyphthalamide (PPA) material, ie, Zytel™ HTN PPA grades from DuPont due to its high resistance to continuous exposure to coolant at 130°.
“When you think of the sophisticated systems, it comes as a surprise that we still use analog systems to control the interaction of the engine with the radiator system. After all, those fluids protect the vehicle’s most important operating systems – the engine and driveline – and running them too high or too low simply wastes energy,” said Hollis, director of Advanced Research -- MileageMatrix, Inc.
The Digital Rotary Control Valve (DRCV) will provide a ‘true’ powertrain thermal management system that will always allow the engine/transmission to function at their ‘known’ optimum operating temperatures, under all driving conditions.
MPP
(May
l 201
0) 1
Tab
-31

MPP (M
ay 2010) 1Tab-32


ROUNDTABLE
42 Modern Plastics & Polymers May 2010
Plastic substrates have several advantages over metals to act as sensors. However, though these substrates possess several attractive properties including biocompatibility, flexibility, lightweight, shock resistance, softness and transparency, achieving high performance electronics or sensors on plastic substrates is difficult. This is because plastics melt at temperatures above 120oC. Nevertheless, current research projects are focussed on development of robust methods for overcoming this temperature restriction. Prasenjit Chakraborty ascertains the views of select industry experts as to how intensive R&D could overcome the shortcomings of plastic sensors.
A K Dubedirector, Sensors India
Plastics is strong, flexible, lightweight and cheap. It is also capable of functioning as semiconductor, thus
making it useful in diodes and transistors in plastic
integrated circuits. A key advantage of organic
transistors over conventional sensors is their ease of fabrication.
Manufacturing a state-of-the-art silicon chip is an arduous process. Besides being time consuming, the whole process is complex and expensive. It involves photolithography and vacuum deposition, carried out under high temperatures in ultra clean rooms. In contrast, organic transistors could be made using faster, cheaper processes under less carefully controlled conditions.
To overcome the high-temperature issue, a new family of polymers is being derived with longer chain and a family of poly tetra fluoro ethylene which can sustain high-temperature. The development is still in the process to make commercial success.
Frankly speaking, plastics may never match the sheer processing speed and miniaturisation of silicon. Organics have other shortcomings in addition to size. One drawback is the lack of a suitable material for making p-type and n-type transistors together on a single chip, a pre-requisite for what is called complementary metal oxide–semiconductor (CMOS) technology, which is the mainstay of microprocessors. In p-type semiconductors the current carriers are holes; in n-type these are electrons. In addition, many polymer materials are fragile, susceptible to damage by humidity or mere exposure to oxygen in the air.
This weakness can be addressed by sealing the active components inside airtight and moisture-tight layers, but that solution adds further steps to fabrication and impairs desired properties like thinness and flexibility.
ROUNDTABLE
R&D holds the key
42
Courtesy: Lake Monitor
Electro
nic plastic sensors

ROUNDTABLE
43May 2010 Modern Plastics & Polymers
Prof Anup K Ghoshassociate dean - Industrial Research and Development (IRD) and Reliance chair professor, Centre for Polymer Science & Engineering, IIT, Delhi
Polymers or plastics can either be used as substrates for electronic sensors or itself be used as sensors. A new dimension now has been added in the filled polymers as advanced materials with nano reinforcements having very high surface area, therefore, enormous properties could be tailored and achieved. The most important in this category are liquid crystal polymer (LCP), shape memory polymers (SMP), conducting polymers, high temperature polymer, ablative polymer, high performance polymers, etc.
SMPs are smart materials with potential sensor applications. Plastic sensors are also available using conducting polymer as electro-active material on plastic substrates. These systems carry out selective jobs: either by proper spatial design of conducting and non conducting paths or by the design of electro-active material in terms of conductivity.
Besides, each vareity of plastics has different characteristics, temperatures of melting and hence requires proper selection of plastics having higher melt temperature. For example, engineering plastics that have the inherent resistance to fatigue and chemical resistance, generally melts near and above 200ºC and can be modified to have desired combination stiffness and strength. Even the thermal stability of the common polymers (having Tmelt less than 200ºC) can be enhanced by modifying them through blending and compounding as well as by achieving highly oriented phase during processing. Moreover, there are a range of high performance polymers which are used at high service temperatures.
As far as problem areas are concerned, mechanical strength of polymers are not comparable to metals so the areas where fixed or cyclic load is applied may lead to fatigue failure. Thermal
conductivity of polymer is less and hence may lead to lower heat dissipation. Continuous use temperature (CUT) at which the system can perform effectively without losing its strength needs to be extended. However, given the ease of processing, ability to tailor properties depending on the exact-end-use, and the inherent resistance to fatigue and chemical resistance, engineering plastics have been rapidly replacing metals. In addition, plastic materials are accompanied with a number of advantages such as higher productions rates, fewer rejects, lower production cost and reduced assembly problem.
R&D in terms of synthesis and modification of polymers for specialised applications are in progress in various research institutions/ organisations with specific emphasis on developing and understanding of structure-property-processing relationship. These include development of polymers with controlled morphology as well as in its micro-cellular form. At the Indian Institute of Technology, Delhi, the synthesis of conjugated organic materials for electronic applications and synthesis of low band gap materials, n-type materials, and stable blue emitters are being researched upon. National Physical Laboratory, New Delhi, is working on novel polymer films having superior electrochromic properties, hybrid organic-inorganic nanocomposites and conjugated polymers for organic electronics. National Chemical Laboratory, Pune, is researching on functionalised conducting polymers and their applications which include chromatic effects in materials that have become important for many applications like thermal indicators, sensors, display devices and so forth.
Manish K Sahayhead - Marketing (West & South India), Leuze Electronic
Plastics has certain advantages over metal. For instance, normal metal sensors do not perform well above 80oC, as metal is a good conductor of heat and disturbs electronics inside. In order to overcome this problem, one needs high grade steel or chromium to withstand high temperature but the prices of these sensors are exorbitant. Certain types of plastics like PBTP could withstand temperatures up to110oC and are rugged too. Interestingly, 95 per cent of the total requirement (sensor) is within 80oC.
Many of the metal housing sensors could also be replaced with plastic housing sensors. Further, as plastics are resistant to most chemicals, these can find usage in industries like chemicals, fertilisers and petroleum. Plastics also offer better
ingress protection (IP) against dirt & water in case of certain sensors (inductives ). A normal plastic sensor can go up to IP69 protection ensuring full protection against dust and permanent immersion in water. So, there exists immense potential for plastic sensors. Currently, the total sensor market is estimated at Rs 200 crore plus in India.
However, the main stumbling block is the mindset of people. Hence, there is a need to spread awareness about certain attributes of plastics like strength, robustness, tightening torque, temperature, IP protection and of course price advantage to change the way users think about it.
ROUNDTABLE

ROUNDTABLE
44 Modern Plastics & Polymers May 2010
Satish Kazichairman - Emeritus, Control Panel and Switchgear Manufacturers’ Association
The cost effectiveness is obviously the biggest
advantage for any product to become viable as a business
proposition. While looking at cost advantages, one must remember
to make comparisons on similar parameters. When we use intelligent plastic film sensors for
weight or position detection, we get a customisable solution that is very light in weight and highly flexible and mass producible. The film sensors can be used for large areas while being easily configurable for shape and resolution. The energy efficiency, robustness and enhanced reliability of the whole measurement process is another long-term advantage.
However, temperature is a constraint for plastics in many application areas. However, modern engineering plastic research is leading us to materials by which temperature behaviour is improving every day. The fast pace of development and research has reduced our anxieties greatly.
With rapid development, we foresee a bright future for the products using these sensors. The segments which will
have wide application for such products include medical & healthcare, materials and logistics. We also predict many applications getting converted in the security, intrusion detection and access control for reasons of effectiveness and reliability.
India has tremendous potential for all the domains mentioned above. What manufacturers must do is quicken the pace of development of application oriented products to spread consumption across domains. Widening consumption will give the plastic sensor makers the much needed momentum to propel development faster and better.
As far as impediment is concerned, it is purely due to lack of economies of scale and the materials issues related to temperature as already discussed before. Another constraint could be the patent issues that will limit the number of operators for some processes. A different view of this, however, can be that patent and other restrictions might spur progress for alternative technologies and modified materials development which would benefit the larger interests of the industry in the long term.
To be honest, India has not made any breakthrough in the development of materials technologies in this area so far. However, Indian engineering has always focussed very strongly in all domains for applications and in the development for utilisation of new processes & materials. Due to this, India is emerging as a leader.
Surendra Jhalorahead - business development (South East Asia), Secure Meters Ltd
There are several technical benefits in using plastics
over metal depending on the application. Though cost
is the main benefit, better productivity, flexibility in design
and better fitment, light weight are some of the advantages in using plastics over metal.
There are several applications where the requirement of temperature is lower than 120°C. Rather, most of the applications involve lower temperatures. Wherever higher temperatures are required, it is better to go for metal sensors, thermocouple, RTD as they are better designed with metal and ceramic to suit these applications. Lower temperature sensors are used directly with electronics and can withstand temperature up to 85°C very well.
As far as the market potential is concerned, there is a good market for electronic sensors in India. With the increase in automation and growth in other sectors, demand is going to increase in the coming years. Plethora
of instrumentation is coming up in the power sector and automation is also increasing in other sectors as well. Automobile, medical instrumentation, consumer safety and comfort items are the rapidly growing segments. So, demand will increase for the new as well as supplementary requirement. Wide range of plastics is available for different requirements and the same can be used for a wide range of temperature and provide good electrical and mechanical strength, chemical resistance and last but not the least, cost advantage.
The main hurdle in this regard is the availability of right type of plastics for specific applications. Matching with the application and meeting all the requirement specific to the application are major issue. Durability of sensor largely depends on the proper selection of the plastics with right properties. The convenient knowledge transfer and ease of access to the knowledge is essential with the industry. This will help eliminate the hesitation to use plastics and ensure matching the right plastics with right application of the sensors.
There are many companies working on use of plastics for sensors. Enclosure and protection coating are already in use. Also, need based development activities are taking place within the industry. Some standards and research on dependability and durability will certainly help to expedite the usage.

L E A D E R S S P E A K
May 2010 Modern Plastics & Polymers 45
… says Cesar Rodriguez, founder
& managing partner, Machine
Point Consultants SL - an
international trading company that
engages professionals specialised
in selling second-hand machinery
in the plastics sector. It has core
expertise in machinery for film
extrusion & converting; extrusion
of pipes, tubes & profiles as
well as thermoforming products,
among others.
In this exclusive e-interview
with Sarita Kutty, Rodriguez
outlines the prevailing scenario in
the used machinery market in India
and the complexities involved in
used machinery transactions.
“Innovations/new technologies are among the key
drivers for growth of used machinery sector”
L E A D E R S S P E A K
May 2010 Modern Plastics & Polymers 45

L E A D E R S S P E A K
Modern Plastics & Polymers May 2010 46
Recent trends in the Indian plastics processing sector…India is already on its path of becoming the fifth largest consumer market in the world by 2025. It is projected that the total Indian consumer spending will be approximately $ 1.77 trillion by 2025.
Talking of plastics specifically, India has the potential to become the export hub for processed plastic goods, mainly due to low manufacturing costs. Reports indicate that export of finished goods from India could reach $ 200 billion by 2012 in addition to the estimated market of $ 300 billion. This is the simple reason why a lot of foreign players including us are keen on investing in the Indian market. Further, a lot of joint ventures are expected to take place in the Indian plastics processing sector.
Used machinery for plastics processing in India, vis-à-vis the European markets… The demand for used machines in India has nearly doubled from 2008 to 2009. This makes India a very important market for MachinePoint, as we have witnessed a lot of demand for European used machinery here. In line with this, we opened a sales office in the country last year and appointed Rohan Shahane as the country sales manager for Asia, East & South Africa.
India is also the fourth largest country in terms of demand for used machinery. However, the word ‘used’ is not always employed in the correct sense. In fact, most of the processors associate the term used machinery with cheap machinery, whereas this is not always true. Further, it has been observed that almost every processor is on the look out for opportunities to purchase cheaper used machines but is seldom in an urgency to buy them. This results in increased demand but the order conversion rate is very low from this region.
On the contrary, in European regions, the conversion rate is much higher; in fact, the number of machines
sold is three times higher. This is because when European processors look for a particular machinery they tend to finalise on the deal in a short span of time, while Indian processors take a very long time when it comes to selecting a machinery that suits their process and also while negotiating on the price factor.
Moreover, Indian processors do not find used machinery made in Europe cost-effective – more so in the case of smaller machines – as the cost of transportation invariably increases the price of the machine.
However, when it comes to buying complex and bigger machines, European technology does make a difference, and the transportation costs too seem to be negligible.
MachinePoint’s strategy to tap these opportunities…We have plans to increase our presence in India in the years to come. Being financially sound too has helped us get involved in big projects. Besides, we even offer financial support to buyers. Our banks have financial tie-ups with most nationalised banks in India and this helps in extending any help, if required, to local buyers. Moreover, we offer only good quality machinery that can be sold without any sort of refurbishment or immediate attention to the functional parts of the machinery.
And while the used machinery market is full of small entrepreneurs trading in used machines, MachinePoint has managed to professionalise this business by reaching a critical mass, which makes us the largest European used machinery seller. We have presence in most of the major European markets, and this is they key to having a wide portfolio of good quality used machinery for sale. Though we are headquartered in Spain, we have presence in Germany, Italy, Poland, Russia, etc, and also have tie-ups with local sellers. I consider this absolutely essential, as it helps during the price-negotiation stage.
Selling machinery can be quite cumbersome if done without the right experience, but thanks to our specialisation & network of international professionals(lawyers technicians, machine manufacturers, forwarders, riggers, brokers, dealers, agents & auctioneers), and our commitment to the highest quality of performance, we have already sold machines in 52 different countries to the satisfaction of both buyers and previous machinery owners.
We select the best machinery and provide the best engineering & logistics service to our customers. We also take care of collection, legal agreements, dismantling, packaging, loading, transportation, custom formalities, commissioning or repairing the machinery.
In the near future, we plan to expand our global presence further.
Equipment/machinery for plastics processing on offer from MachinePoint… We offer used machines for two highly different industry sectors: the plastics sector and the beverages sector. In the plastics sector, we offer used machines for extrusion (pipes and profiles); packaging (film, bags, film extrusion, film printing, etc); thermoforming and blow moudling. For injection, we only concentrate on injection machines for preforms and caps, while for the beverages sector, we offer used machines for dairies, soft & carbonated drinks.
Future of used plastics processing machinery sector…The key drivers which contribute to the growth of this sector include innovations/new technologies coupled with high output machines and less power consumption. Since a lot of machinery manufactured in Europe meet these criteria, there will be a lot of demand for used machinery from this region. Further, knowledge base of the plastics processing machinery, new technologies - both in case of

L E A D E R S S P E A K
May 2010 Modern Plastics & Polymers 47
imported and indigenous machinery - would bring in a widened horizon for entrepreneurs. Having said this, we are aware that in order to compliment our products, we would need support from a few American brands, and we are working to incorporate some of these in our portfolio.
Further, a few Asian brands are also making their presence felt in this arena with highly innovative machinery that also has a good residual value. In line with this, MachinePoint may also look at supplying used machinery brands from this region.
Any advice for Indian plastics processors…Yes. If Indian plastics processors are on the look out for used machinery from European brands they should make a quicker move. This will increase their chances of not losing out on opportunities.
Also, as the whole process of selling and buying used machinery
is lengthy, complex and involves risks, they would benefit if they avail the services and advice of a reputed company who would serve as an intermediary and help them assess the entire deal through to the finalisation stage.
Further, price always seems to be a constraint with Indian buyers of used machinery, and they tend to negotiate on the price even before zeroing in on a machine. Hence, I would suggest that before negotiating on the price factor, they should check out the working of the machinery to ensure whether or not
it fulfils their needs and expectations. In fact, there have been several instances where Indian buyers tend to exhaust European sellers when it comes to price negotiations; and then everything changes once the machines are inspected, thereby creating a lot of tension between buyers and sellers.
Also, before they consider buying a used machine from Europe or America, processors should bear in mind the transportation charges, and also make sure that it is worth the price; else they could opt for a new machine that is made locally.
India has the potential to become the export hub for processed plastic goods, mainly due to low manufacturing costs. Reports indicate that export of fi nished goods from India could reach $ 200 billion by 2012.

Dear Reader,
‘Modern Plastics & Polymers’ solicits original, well-written, application-oriented, unpublished articles that
reflect your valuable experience and expertise in the plastics & polymers industry.
You can send us Technical Articles, Case Studies and Product Write-ups. The length of the article should not
exceed 3000 words, while that of a product write-up should not exceed 200 words.
The articles should preferably reach us in soft copy (either E-mail or a CD). The text should be in
MS Word format and images in 300 DPI resolution & JPG format.
The final decision regarding the selection and publication of the articles shall rest solely with
‘Modern Plastics & Polymers’. Authors whose articles are published will receive a complimentary copy of that
particular issue and an honorarium cheque.
Published by Infomedia 18 Ltd, ‘Modern Plastics & Polymers’ is the leading monthly magazine exclusively
meant for producers and user fraternities of the plastics industry. Well supported by a national readership
of over 80,000 and our strong network of 26 branch offices across India, this magazine reaches out to
key decision makers among the Indian manufacturers of plastics products, machinery and allied sectors.
Brought out in association with Hong Kong-based Ringier Trade Media Ltd (one of the world’s largest trade
publishing houses with more than 200 special interest titles and offices in every major country), it ensures
that advertisers are able to promote their products and services across the globe at no extra cost.
So get going and rush your articles, write-ups, etc…
Thanking you,
Yours sincerely,
�������
�����
������
������
�����
������
�����
�����
�����
������
�����
�����
������
�����
�����
���
Modern Plastics & Polym
ers
February 2010
Also
avail
able
in Sr
i Lan
ka, M
alays
ia, S
ingap
ore,
Thail
and,
Taiw
an, C
hina &
Hon
g Kon
g
An invite that rewards as well...
��������������������
��������������������������������������������������������������������������������������
������������������������������������������������������������������������������������
��������������������
t he rotational moulding markets in India and surrounding regions are at the beginning stages of
very rapid growth and good sources of machines, resins and tooling are critical to that growth. “Rotomoulding technology ensures manufacturing of plastic products that are difficult to manufacture with injection and blow moulding processes; for instance, 50,000-ltr tanks can be moulded in one
piece through rotomoulding process. This process is also finding diverse applications in chemicals & process industries, and a large number of automotive manufacturers are shifting towards rotomoulding process for manufacturing fuel tanks,” observes Naresh Panchal, technical director, N A Group of Companies.
An ISO 9001: 2000-certified company and the manufacturer of NAROTO make rotomoulding plants,
One of the most reputed manufacturers and suppliers of rotomoulding machinery & moulds,
N A Group of Companies has been spearheading the revolution in the Indian rotomoulding
sector. With almost three decades of experience, it offers products that are manufactured
using the latest technology to ensure superior strength and durable performance of the
machines and allied products. Sarita Kutty traces the company’s history as well as its current
and future plans.
N A Group of Companies
‘Turn’ing ideas into reality
May 2010 Modern Plastics & Polymers 51
PROF ILE

Modern Plastics & Polymers May 2010 52
PROF ILE
N A Group of Companies has captured a niche in the rotomoulding segment, thus turning the Group to a Rs 30-crore strong organisation.
The journey so far…N A Group of Companies has been in the field of rotomoulding since 1982. N A Corporation, the parent company of N A Group of Companies, started its voyage with a modest beginning by setting up a small mould fabricating unit in a small shed (approximately 300 sq m ) at Vatva G I D C Industrial Estate, Ahmedabad. The Group was founded by Late Prahalad Panchal, a technical hand with tremendous expertise in steel fabrication and manufacturing of industrial machinery. A company, which started manufacturing rotational moulds for rotomoulded tanks, slowly & steadily, developed rotomoulding machinery like pulverisers, bi-axial rotomoulding machine, rock n roll rotomoulding machines through its continuous R&D in the field of plastics rotomoulding.
“We started manufacturing rotational moulding machinery and other ancillary equipment during the year 1994 and entered the international market in 1997.
Our manufacturing base is built on sound fundamentals, knowledge of the industry, and awareness about customer needs, adaptability as well as R&D approval. Further, our technological expertise & experience, coupled with penchant for offering the best quality products have made us the market leaders in the field of rotomoulding,” informs Panchal.
At present, NAROTO enjoys a niche position in the domestic rotational moulding industry. “Almost 80 per cent of the rotomoulders in India use our moulds and machines. Our aim is to manufacture innovative machine designs for the rotomoulding industry, which in turn would help us enhance the production of unique and specialised plastic products. Initially, we catered only to local customers. With time, we made our presence felt in the market and started building our marketshare,” says Panchal.
With technically competent products, backed by strong service network, the company slowly but steadily increased its market reach. Asserts Panchal, “We were quick to realise that we have a product proposition that has a global value, and thus started exporting to the Middle
East region. Soon we expanded our market presence in the entire Middle East and also established ourselves in the African continent. Today, we export to 52 countries worldwide and approximately 60 per cent of our top line is from exports.”
Manufacturing set-upHeadquartered in Ahmedabad, Gujarat, N A Group today has three manufacturing facilities spread over an area of 12,000 sq ft with in-house R&D centre and CAD/CAM machines that are used for making water tanks, dustbins, road barriers, pallets, play ground articles, etc.
“Currently, we have a manufacturing capacity of more than 28 plants per annum. We have expanded our capacity to include manufacturing of any material like mild steel and stainless steel. Reflecting the requirements of the customers, we have also initiated handling turnkey projects across the world. Our manufacturing facilities are spread over an area of 12,000 sq m with in-house R&D centre and CAD/CAM machines enabling us to be an ISO 9001: 2000 certified company. Moreover, our well qualified manpower coupled with state-of-the-art machinery have ensured that we earn a name for being the most dependable innovators and front runners in the field,” states Panchal.
Used for various industrial applications, these products are widely appreciated for their chemical resistance and durability. Further, the entire range of products are tested on various quality parameters that helps maintain N A Group’s credibility in the industry. “Our in-house R&D centre does continuous research work. Moreover, we are open
Naresh Panchaltechnical director
Deep understanding of the industry and requirement of the customers, coupled with sound technological expertise and experience, topped with a penchant for giving the best of the products to the customers - all these factors have led us to today’s leading position.
Three arm fixed turret fixed ovenPulveriser Rock n roll machine

May 2010 Modern Plastics & Polymers 53
PROF ILE
to the customers’ suggestions, which help us develop products that are in line with their specific needs. Our R&D efforts have also helped us develop new products, thus enhancing our product portfolio. Today, we have products for all rotomoulding needs,” avers Panchal.
Product portfolioLeveraging on its industrial experience of more than three decades, the company has been able to manufacture and supply a wide range of rotomoulding machine like open flame machine, oven type rotomoulding machine, pulveriser machine, plastics auxiliary equipment, moulding auxiliary equipment and mould products. The entire range is developed with the latest technology by using graded raw material that ensure optimal functionality and performance of these machines and mould products.
“We started our endeavour in 1982 with the manufacturing of moulds for
rotomoulded tanks. Soon we expanded our activities and initiated developing rotational moulding machines, ancillary equipment including pulveriser, mixer, extruder and scrap grinder, besides manufacturing rotational moulds in various material of construction (MOC),” cites Panchal.
Besides, the company offers complete end-to-end solutions and turnkey projects to its customers in the field of rotational moulding. “Our customers give us product specifications and we design, develop and implement the machinery, handle costs, set up plants, and also manage training and manpower issues,” adds Panchal as a matter of fact.
Extending reachFrom manufacturing moulds for rotomoulded tanks to full-fledged plant machinery, accessories and auxiliary systems finding utility in rotomoulding, N A Group has come
a long way. Today, with the onset of technical rotomoulding in India, the desire to explore new areas has increased and the company is looking to offer cost-effective machines, better moulds and extending its reach in the overseas markets.
“Our initial export market concentrated around markets in the Middle East, and slowly we have diversified into the markets of Africa, Europe, and South America. Earlier, our machines were mainly used for manufacturing tanks. But, today these manufacturers have diversified into new avenues like road barriers, industrial goods, consumer goods, automotives, etc, and we are providing tailor-made equipment for them,” avows Panchal.
In other words, there are plenty of opportunities that are yet to be explored, and N A Group is all set to ride the wave when the tide is high.
Modern Plastics & Polymers May 2010 54
C O V E R S TO R Y
Processes like blow and injection moulding require
precise position, pressure and temperature control than
most other processes. And, conventional solutions for
controlling all these machine parameters have proved to
be energy inefficient. This is where motion control systems,
with their unique principle, have made a significant
impact on the processing operations by weeding out
inefficiencies and incorporating advantages like position
and velocity control, pressure or force control, CAM
profiling, electronic gearing and vector mapping, among
others. Chandrashekhar Modi explores this exciting field
of automation and finds good reasons to embrace this
technology in the plastics processing domain.

C O V E R S TO R YC O V E R S TO R Y
May 2010 Modern Plastics & Polymers 55
g lobally, there has been an increasing demand for flexible, customised, fast and energy efficient machines for injection
moulding and blow moulding operations. Machine concepts are becoming more and more modular and the need for sophisticated motion control is on the rise. In line with this, motion control systems provide machine manufacturers greater freedom and flexibility to build ‘modular’ machines that help reduce power consumption, cycle time, noise levels and facilitate outstanding quality control. A decentralised concept is breaking the machine into virtual mechatronic units that are easy to automate by using pre-programmed or customised software templates.
Motion control is a sub-field of automation, in which the position and/or velocity of machines are controlled using some type of device. These include hydraulic pump, linear actuator, or an electric motor, generally a servo. An important part of robotics and CNC machine tools, motion control is now penetrating the plastics processing arena.
Basic architecture In motion control systems, position, velocity and sometimes torque are controlled. A motion control generates set points for the desired motion profile and sends controlling signals to the drive or amplifier, which in turn are amplified to analogue signals to the actuator under consideration.
In these systems there is a controller which co-ordinates between various moves and performs calculations for controlling various operations. There could be a master encoder or virtual axis sometimes working as a time master as well. Based on this master, various other slaves are controlled.
“The basic architecture of a motion control system consists of a motion controller that generates set points and closes a position and/or velocity feedback loop, an electrical drive that transforms the control signal from the motion controller into a higher power electrical current that
is presented to the servo motor, etc. It would also include one or more feedback sensors such as optical encoder, resolver or 'Hall Effect' device to return the position of the motor to the motion controller in order to close the position and/or velocity control loops & mechanical components to transform the motion of the motor into the desired motion, including gears, shafting, ball screws, belts, etc. In case of direct drive technology no extra mechanical components are required,” explains Thomas Wittek, executive director, Baumuller India Pvt Ltd.
Servomechanism: A unique systemServomechanism is an integral part of motion control systems. A servomechanism, or servo is an automatic device that uses error-sensing feedback to correct the performance of a mechanism. The feedback or error-correction signals help control mechanical position and/or velocity of moving parts.
A servomechanism is unique among control systems in that it controls a parameter by commanding the time-based derivative of that parameter. For example, a servomechanism controlling position must be capable of changing the velocity of the system because the time-based derivative of position is velocity. A hydraulic actuator controlled by a spool valve and a position sensor is a good example
because the velocity of the actuator is proportional to the error signal of the position sensor.
Servos are commonly electrical or partially electronic in nature, using an electric motor as the primary means of creating mechanical force. “Normally AC servo motors are used in most of the cases to control movements, but there can be other alternatives also depending upon the application requirements,” explains Riyaz Shaikh, senior project manager, Warade Automation Solutions Pvt Ltd.
Other types of servos use hydraulics, pneumatics, or magnetic principles. Servos usually operate on the principle of negative feedback, where the control input is compared to the actual position
Thomas Wittekexecutive director, Baumuller India Pvt Ltd
Motion controlled drives and torque motors score well with significantly better power density and an extended range of speeds fulfill lower energy requirements. This opens up new application areas as well as improves productivity in existing ones.
Courtesy: Baumuller

of the mechanical system as measured by some sort of transducer at the output. Any difference between the actual and required values (an ‘error signal’) is amplified and used to drive the system in the direction necessary to reduce or eliminate the error.
EncodersThe purpose of employing a motion control system cannot be served without encoders. The position and velocity of moving parts can be controlled only when precise feedback of the movements is received at the input end. Encoders provide the feedback of movements and translate the information in the format required to adjust the input parameters.
“Encoders can be considered for motion control for machines with electrical axis. The type of machine and plastic component that is produced determines the requirement of an encoder for distance-length feedback. Linear encoders find immense applications in this area. Machines engaged in the production of plastic bags require encoders to define the size of the bag to be made,” explains Thomas Kosthorst, plastic expert, Beckhoff Automation.
Myriad applicationsPlastics processes can be classified into continuous processes like extrusion or batch processes like injection moulding and blow moulding. In addition, there are auxiliary or downstream equipment like winders, haul off or saws as well as material handling devices. These different processes and equipment employ different types of motion control.
“The motion control systems employed in plastics processing encompasses different types of actuators like hydraulic actuators and/or electric actuators (frequency converter or servo amplifier type). The sensors that are integrated to provide feedback may vary from the simple limit switches to the more sophisticated proportional position sensors like resolver on incremental encoder and linear sensors like potentiometers or ultrasonic position sensors, mainly used for hydraulic axis,” adds Kosthorst.
“Motion control systems are being widely employed for a variety of applications in the plastics processing arena. Some of them include multilayer sheet extrusion lines, fully automatic winders, tension controllers in web and
in center/surface/gap winding, internal bubble cooling (IBC), PP thermoformer and vacuum thermoformers for producing XPS foam products,” enumerates Sunil Jain, president, Rajoo Engineers. Compared to conventional sytems, motion control systems help in improving cost and energy efficiency. The elimination of wear-prone mechanical components in the system
C O V E R S TO R Y
Modern Plastics & Polymers May 2010 56
Riyaz Shaikhsenior project manager, Warade Automation Solutions Pvt Ltd
One can have various recipes in machines to control various production requirements. By merely feeding the parameters for a required recipe in the input interface, the system can be prepared to produce a new product.
Applications of motion control in
plastics processingv Extruder screw drives: Extrusion
control, GSM control, layer ratio control
v Crammer auger drives v Melt pump drivesv Air ring blowers in blown film
extrusion linesv Take off (nip) drives; web tensionv Winder drives; winding tension
can be constant or can be varied as diameter of roll increases
v Thermoforming: Indexing sheet position under mould
v Thermoforming: Platen movements
v Thermoforming: Plug assist
Courtesy: Rajoo Engineers
Courtesy: Plastic Injection Moulding

C O V E R S TO R Y
significantly reduces friction losses in the system.
Key benefitsMotion control systems assist in reducing gauge variation in machine direction due to consistent screw rpm resulting in uniform flow. Fine adjustment in screw rpm can be done against analog speed pot through digital drives. The motor-life is enhanced and overtorque & undertorque controls protect the motor from overloads if the consistency of polymer mixture changes. Web tension control and winding tension control allows high take off speeds during extrusion and even during the subsequent converting process, thereby increasing productivity. Communication through HMI/MMI
and connectivity with different sensors and measuring devices results in streamlining most of the operations. In thermoforming machines, the production can be enhanced through servo motors as they can be run with good accuracy at higher speeds.
“Today motion controlled drives and torque motors score well with a significantly better power density and an extended range of speeds ensure lower energy consumption. Motor rated torques up to 20,000 Nm and maximum torques up to 32,000 Nm are possible today. This opens up new application areas as well as significantly increases productivity in existing applications. When used as direct drives in extruders and injection moulding machines (eg, on the screw), they exhibit very high efficiency at the operating point. Thus, they enable an extremely efficient energy conversion since additional losses due to mechanical transmission elements are avoided,” avers Wittek.
Meeting dynamics in demandMotion control systems are flexible and help in meeting the dynamics in demand very quickly. “One can have various recipes in machines to control various production requirements. By merely feeding the parameters for a required recipe in the input interface the system can be prepared to produce a new product. This makes product selection hassle free and at the same time automatically synchronises different machine and process operations,” explains Shaikh. Synchronised movements of the machine or process helps reduce power jerks. Servos house inverter
May 2010 Modern Plastics & Polymers 57
Advantages of motion control systems over conventional systems
v Shorter cycle times because no waiting loops for limit switches
v Shorter cycle times because of perfect synchronisation with handling systems
v Shorter cycle times because of perfect adaption to hydraulic valves (linearisation)
v Better product quality due to precise switchover to holding pressure in injection presses
v Better product quality due to high sampling rate of parison controller in blow moulding machines
v Better product quality due to constant operating point after product change
v Better product quality due to elimination of errors depending on changes of hydraulic oil properties
v Less wear of moulds due to precise position control
v Less wear of moulds due to force controlled mould protection
Courtesy: Beckhoff Automation
Courtesy: Baumuller
Thomas Kosthorstplastic expert, Beckhoff Automation
The sensors that are integrated to provide feedback can vary from the simple limit switches to the more sophisticated proportional position sensors like resolver on incremental encoder and linear sensors like potentiometers or ultrasonic position sensors.

Modern Plastics & Polymers May 2010 58
C O V E R S TO R Y
technology at its core thereby imparting it with better power efficiency.
The cost advantageConventional machines are very bulky, consume more power and are difficult for product change-overs. It is a time-taking task to set the machine perfectly for a variety of products. One needs to have dedicated lines for the each product. “In case of injection moulding, the standard machinary available are hydraulic machines, which are inefficient and unsuitable for a competitive and dynamic market. By incorporating a motion control system, one can use position regulated screw on the injection unit and planetary roller screw drive positioning on the stamp. One can achieve 38-40 per cent of energy saving on an all-electric machine. Moreover cost of machine also reduces by 25 per cent with the same reproducibility,” affirms Shaikh.
Recent advancementsSome of the latest advancements in motion control systems present
tremendous opportunities to plastics processors. Further, due to the recent developments in these fundamental technologies, today processors can carry out operations with higher resolution and accuracy, and with much faster throughput than before. High-speed systems are now being used across the plastics processing industry. But these systems pose significant challenges as well. To determine the most appropriate solution that provides the best results for a given process, it is important to find the proper trade-off balance. Significant recent improvements include higher speeds, steeper acceleration and deceleration profiles, finer positional control, and faster convergence properties. Under the right circumstances, all of these factors can be used to achieve faster and more accurate point-to-point displacements and thus increase overall throughput.
Special application macros are now available with the motion control systems to make programming easy. Some standards are also being
generated for customisation of programming in niche areas. One such standard is PackML (Packaging Machine Language), which is increasingly becoming popular.
“The technology that was used in past to control the speed of AC/DC drive with the help of +/- 10VDC is slowly being replaced by high speed motion buses which are used for data transmission between the motion controller and programmable controller to realise optimum data passage. These motion buses are based primarily on optic fibre technology. Serial realtime communications system (SERCOS) is prominent of all the motion buses. Other popular buses are Profinet IRT and EtherCAT. Servo technology is improving day by day with use of faster processors and various DSP technology developments. Now-a-days the motion system can be easily hooked to the Internet and can have USB or wireless connectivity as the embedded technology, which is seeing an exponential growth,” avers Shaikh.
The road aheadToday motion control processor is largely a part of the servo drive itself. Inputs and outputs can be expanded over the bus. Servo motors are now available with in-built drive thereby making electrical cabinets compact resulting in space saving.
In order to keep up with the increased productivity of motion control systems and to deal with the much larger stream of data coming from the movement of several different parts, significant increases in processing power are required. Fortunately, computers and workstations have themselves been progressing steadily. But many recent performance improvements in computers and operating systems have come on the fronts of multiprocessor, multi-core and hyper-threading enhancements. To fully profit from recent performance improvements in motion control systems, classic algorithms need to be parallelised, optimised parallel algorithms need to be developed, and code and operations need to be made concurrent.
Courtesy: Baumuller
Sunil Jainpresident, Rajoo Engineers
Motion control systems are being widely used for a vareity of applications in the plastics processing arena. Some of them include multilayer sheet extrusion lines, fully automatic winders, tension controllers in web and in centre/surface/gap winding, among others.




t oday, rotational moulding process is gaining ground in applications well beyond the traffic cones and children’s
toys that have been its hallmarks for so long. Improvements in process control and developments of plastic powders over the past two decades have resulted in a significant increase in the usage of the rotational moulding process. It also has inherent design strengths, such as consistent wall thickness and corners that are virtually stress-free. And in many cases, rotational moulding is the only process to produce a product.
On a ‘roll’Rotational moulding is a unique process, different from other conventionalprocesses. Maintaining quality and consistency in rotomoulding may, at times, seem like a major challenge but statistics reveals that there are a number of techniques that can be employed with good results. Furthermore, companies are switching to rotationally moulded thermoplastics as an alternative for existing products currently made out of metal or group of metals. In many cases, rotational moulding may provide a more cost-effective and technically superior
manufacturing solution compared with injection, vacuum or blow moulding.
States Ravi Mehra, founding chairman, Society of Asian Rotomoulders (StAR) and managing director, Norstar International, “Rotational moulding industry in India today is full of opportunities, enthusiasm, and is highly motivated for growth. Since 2004 – when a rotomoulding trade organisation now called StAR was formed in India – a significant section of this industry has worked enthusiastically and adopted state-of-the-art know-how from around the globe, in order to capture opportunities and growth.”
He reminisces that rotomoulded black polyethylene above-ground water storage tanks that are visible everywhere on rooftops – a relatively low technology product – account for above 80 per cent of the total rotomoulded production; in early 2000s it was at approximately 95 per cent. “Diversification into more lucrative and challenging markets is resulting from the knowledge, networking and awareness being engendered by the efforts and programmes offered by/through StAR. The motivated, forward-thinking industry is learning and adapting to new product designs, tools-moulds, materials, machines, processes and methods for developing
S P E C I A L F E AT U R E
Modern Plastics & Polymers May 2010 60
Today, innovations in rotomoulding to improve
cycle times and process efficiency facilitate greater
flexibility in product design and integrity. And in
response to increasing demand, new materials and
grades are being developed. Sarita Kutty delves
deeper into the technical advancement and stronger
competitive power of rotational moulding process,
and a picture begins to emerge of an industry that is
set to witness breakthroughs in applications.
The world of rotational moulding
A tradition of innovation
Courtesy: Bailey
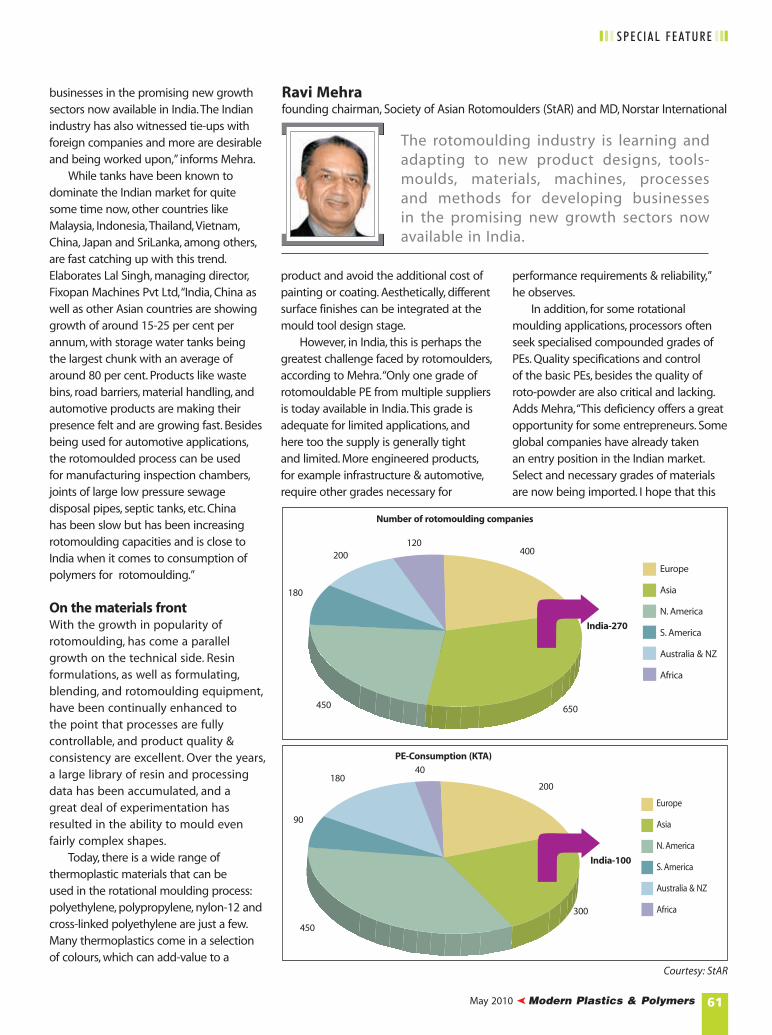
S P E C I A L F E AT U R E
May 2010 Modern Plastics & Polymers 61
businesses in the promising new growth sectors now available in India. The Indian industry has also witnessed tie-ups with foreign companies and more are desirable and being worked upon,” informs Mehra.
While tanks have been known to dominate the Indian market for quite some time now, other countries like Malaysia, Indonesia, Thailand, Vietnam, China, Japan and SriLanka, among others, are fast catching up with this trend. Elaborates Lal Singh, managing director, Fixopan Machines Pvt Ltd, “India, China as well as other Asian countries are showing growth of around 15-25 per cent per annum, with storage water tanks being the largest chunk with an average of around 80 per cent. Products like waste bins, road barriers, material handling, and automotive products are making their presence felt and are growing fast. Besides being used for automotive applications, the rotomoulded process can be used for manufacturing inspection chambers, joints of large low pressure sewage disposal pipes, septic tanks, etc. China has been slow but has been increasing rotomoulding capacities and is close to India when it comes to consumption of polymers for rotomoulding.”
On the materials frontWith the growth in popularity of rotomoulding, has come a parallel growth on the technical side. Resin formulations, as well as formulating, blending, and rotomoulding equipment, have been continually enhanced to the point that processes are fully controllable, and product quality & consistency are excellent. Over the years, a large library of resin and processing data has been accumulated, and a great deal of experimentation has resulted in the ability to mould even fairly complex shapes.
Today, there is a wide range of thermoplastic materials that can be used in the rotational moulding process: polyethylene, polypropylene, nylon-12 and cross-linked polyethylene are just a few. Many thermoplastics come in a selection of colours, which can add-value to a
product and avoid the additional cost of painting or coating. Aesthetically, different surface finishes can be integrated at the mould tool design stage.
However, in India, this is perhaps the greatest challenge faced by rotomoulders, according to Mehra. “Only one grade of rotomouldable PE from multiple suppliers is today available in India. This grade is adequate for limited applications, and here too the supply is generally tight and limited. More engineered products, for example infrastructure & automotive, require other grades necessary for
performance requirements & reliability,” he observes.
In addition, for some rotational moulding applications, processors often seek specialised compounded grades of PEs. Quality specifications and control of the basic PEs, besides the quality of roto-powder are also critical and lacking. Adds Mehra, “This deficiency offers a great opportunity for some entrepreneurs. Some global companies have already taken an entry position in the Indian market. Select and necessary grades of materials are now being imported. I hope that this
Ravi Mehrafounding chairman, Society of Asian Rotomoulders (StAR) and MD, Norstar International
The rotomoulding industry is learning and adapting to new product designs, tools-moulds, materials, machines, processes and methods for developing businesses in the promising new growth sectors now available in India.
Courtesy: StAR
Number of rotomoulding companies
400
650450
180
200120
Europe
Asia
N. America
S. America
Australia & NZ
Africa
India-270
PE-Consumption (KTA)
200
300
450
90
18040
Europe
Asia
N. America
S. America
Australia & NZ
Africa
India-100

S P E C I A L F E AT U R E
Modern Plastics & Polymers May 2010 62
entrepreneurial spirit prevalent in India will help materialise these opportunities; again the best and most assured way is to tie up with knowledgeable global suppliers.”
There are many issues that concern existing and new rotomoulding materials - especially in the new and sophisticated products, which demand specific properties - in the fast growing Asian rotomoulding market.
“The range available in India is limited but there are companies like ICO, SCG, and others that have started offering several grades of compounded properties for multiple applications. This needs to be extrapolated. While the grade of resins manufactured in India are limited to standard properties, resins with specific properties will soon be available. Materials like LLDPE with low flow and higher density, HDPE, PP, paintable grades, high density PE, PC, XLPE, nylon, etc, are gaining popularity,” concurs Singh.
Design flexibilityIn today’s competitive environment, product lifecycles have become short and the demands on quality & design of the products have become more demanding than ever. Rotomoulding is now all set to come out of the water
tank manufacturing shell and is taking bold steps forward by venturing into products for material handling, industrial components, infrastructure and leisure. Explains Swetang Dave, managing director, Promens India Pvt Ltd, “The unique difference comes from how a rotomoulder manages his process, and how he can give a better product, besides being cost-effective compared to his competitors. Today’s customers are professional companies and are purchasing blow moulded and injection moulded plastic parts and they expect the same quality from the rotomoulded parts.”
Moreover, at a time when manufacturers are competing with several identical products with the same intent of use and similar specifications, design is the only differentiating factor. It is a well-known fact that a well-designed product will always stand out in the crowd. “Design has to make sense on two levels. First, the emotional level of appealing directly to the customer’s instincts and aspirations; and second, the technical level of designing new products which can be manufactured and marketed successfully,” avers Satish Gokhale, director
– Industrial Design, Design Directions Pvt Ltd. He also believes that technical rotomoulders who are pushing design and technology forward are on the right track. Of late, a few rotational moulders have been looking at manufacturing custom products other than just water storage tanks. However, creating novel rotationally moulded product is never a linear process. Elaborates Gokhale , “Designers have to think out of the box and not limit themselves to predefined production rules - in fact they need to challenge with innovative technical solutions. Designers should also set new standards for the rotational moulding industry. Besides, a
good design is a result of integration and dialogues between industrial designers, mould makers and rotational moulders.”
Technical challenges and developments In an otherwise flourishing industry, there are a few points that are hindering the growth of rotational moulding in India. These, if tackled in the right way, will improve the pace of the growth and do a world of good for the industry. Basically, it is the design and performance requirements of a product that pose as a challenge to Indian processors.
Lal Singhmanaging director, Fixopan Machines Pvt Ltd
Resins with specific properties will soon be
available in India. Materials like LLDPE with
low flow & higher density, HDPE, PP, paintable
grades, high-density PE, PC, XLPE, nylon, etc,
are gaining popularity.
Swetang Davemanaging director, Promens India Pvt Ltd
Rotomoulding industry is small and the information
on materials, moulds and machines is available to
all rotomoulders. The unique difference comes from
how a rotomoulder manages his process, and how
he can give a better product, besides being cost-
effective compared to his competitors.
Sectoral distribution of rotomoulding industry
17%
15%
8%
7%
7%
5%
4%9%
Food and Agri
Industrial
Automotive
Transporation
Home/Garden
Traffic
Toys
Leisure
Others
Courtesy: StAR
27%


Modern Plastics & Polymers May 2010 64
S P E C I A L F E AT U R E
Meanwhile, a selected number of rotomoulding companies in the US, Australia & Europe have successfully designed, manufactured and marketed these products for many years. Hence, tie-up with these companies for know-how transfer can be a good way to quickly and successfully get into these markets in India, reasons Mehra.
According to Dave, a rotomoulder should address the following main performance factors:Control over wall thickness distribution:Uneven wall thickness results in weak sections of the product, and is caused by uneven heat flow to the mould due to improper air flow to different parts of the mould. Here, the solution is to: v Mount the mould on the arm so that
the mould is continuously in line of airflow
v Preheat parts that does not get required heat because of the shape of the mould
v Use air amplifiers to ensure hot air reaches in nooks and corners of the mould
v Use thick walled aluminium moulds to ensure better heat distribution through walls of the mould
Then there is improper powder flow to parts of the mould because of the design. In order to overcome this,v Minimum distance between two walls
should be maintained while designing the part
v Minimum residence time of each portion of mould in powder pool should be ensured
Further to avoid poor powder flow in mould, one should ensure the right quality of powder with round particles.Control over dimensional tolerances: This is important when manufacturing components that are part of assemblies in machines and equipment. Moreover, dimensional irregularities are caused by improper baking in the oven and fluctuations in the cooling and de-moulding temperatures. There is a set temperature profile which is ideal for a particular resin. Changes in environment temperature between night & day as well as different times of a year and changes in oven performance will disturb this temperature profile and lead to dimensional irregularities and lower impact strength. Hence, the solution is to:v Measure the internal air temperature
and set the machine on the temp profile instead of the time profile. This
will ensure that irrespective of external influences the moulded part will be exposed to the same temp profile and ensure a stable dimensional behaviour
Control over warpage: This is one of the main problems with rotational moulding compared to other plastics moulding processes. Warpage results in a poor looking part, and is caused by uneven cooling of the part. Some part of the product releases early from the mould wall. The part still in contact with the mould cools faster and does not have time to crystallise properly, the part not in contact with the mould wall cools slowly and crystallises. This causes stresses which pulls the material towards the crystalline region. Here, the solution is to:v Use internal air pressure to ensure
that the hot product walls stick to the mould walls ensuring uniform cooling
v A part sticking with a slight internal pressure to mould wall is uniform in shape and incorporates the features of the mould wall
Control over parting line defects:This is a common problem in rotomoulding. Here, parting line leaks are caused by damaged or dirty flanges and/or due to clogged or insufficient venting. Hence, the solution is to:v Ensure proper clean uniform flangesv Select the right size of vent pipes and
always keep them cleanControl over rejects: Rejects affect the bottom line of a rotomoulder’s performance. Hence, reduction in rejects should be of prime importance.
Further, designers should also look at reducing the number of parts/components in assemblies or sub assemblies by way of integrating different
Satish Gokhaledirector – Industrial Design, Design Directions Pvt Ltd
Creating a design object using rotational moulding technology means establishing a balanced synthesis between form and function. Design should not be just formal, but a fusion of an integrated solution, formed together with the necessary degree of practicality of the product.
Courtesy: BaileyCourtesy: Shanghai Chunxu Mould Industrial Co Courtesy: Bassler Development

Modern Plastics & Polymers May 2010 66
S P E C I A L F E AT U R E
functionalities based on the product being designed and its intended use of function. This will lead to new and original designs and eventually add value.
Dies and moulds is another critical area that offers much opportunity in the growing Indian market. India probably has the largest number of makers of moulds for rotational moulding – these are primarily fabricated sheet metal moulds. However, it lacks in design, fabrication & quality of these moulds. Mould makers are also forced to continue this practice due to the cost/price impediments forced on them by the buyers/moulders. “What we really need is world-class moulds made in India for all these high-end growth opportunities. Today, three types of moulds are used/required for rotomoulding, for example, fabricated, cast aluminium and CNC moulds. Once again, my strong belief and recommendation is to engage in tie-ups with experienced foreign manufacturers (or acquire import experienced know-how) in order to garner the opportunities that these growing markets in India are offering. If this is ignored, the whole industry’s growth will continue to suffer,” observes Mehra.
Seconds Yuvraj Singh Ahuja, director, Frontier Polymers Pvt Ltd, “India does not lag behind in quality moulds or roto machines. The issue is, how many are willing to invest in these two areas. Around 95 per cent of the manufacturers try to replicate what has already been done and supply it cheaper. This leads to cheaper moulds and cheaper machines. Yes, at the moment we are not at par with the Americans and Europeans in terms of Aluminium moulds, but the time is not far when this will change. However, for sheet metal moulds, India has produced some of the most well made and finished moulds.”
Growth opportunitiesThough quite demanding, the Asian rotomoulding market has a bright future. The conventional tank market continues to grow while other products are just beginning to gain popularity. “The 15-25 per cent compounded growth per annum speaks volumes of the potential that this sector offers. As a matter of fact, the present Asian consumption estimated to be around 3,50,000 MT would double in the next three to four years. The raw material, machine and mould suppliers
will have to gear up for this explosive demand,” concurs Singh.
However, the largest opportunity today for rotomoulding in India is offered by the infrastructure sector. This is a multifaceted growth sector consisting of rotomoulded in-ground collection storage tanks for rainwater harvesting, and rotomoulded products & solutions for the collection, transportation & management of daily household & consumer waste, among others. Significant advantage of rotomoulded polyethylene products for these applications lies in reliable leak-proof construction, long life, corrosion resistant, lightweight, easy–safe–fast transportation as well as installation.
Other major sectors for application & growth of rotomoulded products include automotives, agriculture, chemical & process industry, furniture, materials handling, toys & recreation, and retail sector, among others.
With more and more international vehicle manufacturers setting shop in India, there are new avenues for supply of rotomoulded parts for automobiles. According to Ahuja, outdoor/street furniture is one segment, which has not witnessed much growth so far, but has tremendous growth potential. This includes bus shelters, lamp posts, seating, fountains, planters, etc.
It is thus evident that the opportunities in the rotomoulding field in India are only limited by one’s desire, imagination and commitment. “As a gut feel guesstimate, based on the above sectoral opportunities and growth potential, rotomoulding industry is sensing a billion dollar opportunity. One measure of this growth is gauged by the projection that the rotomouldable polyethylene usage currently at 100 kTA in India is projected to grow to 200 or even 300 kTA in the next few years! This is supported by the huge growths in the development and expenditures for the infrastructure, automotive, agriculture, education & retail – consumer sectors. I hope that change is coming and that it is imminent,” concludes Mehra on an optimistic note.
Yuvraj Singh Ahujadirector, Frontier Polymers Pvt Ltd
The industry is all set to create breakthrough end-use products using the rotational moulding process. With more and more automotive manufacturers setting up base in India, several new avenues have emerged. Further, outdoor/street furniture is another segment that offers tremendous growth potential.
Courtesy: Chinakayak

s ilicone polymers and resins have been formulated into multiple products that have a long history of successful
use in a wide variety of applications and industries. Through chemical modifications of the polymer repeat unit, the optical, mechanical and thermal properties of the polymers can be extensively varied and tuned to meet the requirements of specific applications.
The silicone advantageThe inherent properties of silicones such as very low ionic impurities, low moisture absorption, low dielectric constant and broad temperature utility make them excellent material choices for applications in many of the specialty markets like automotive, healthcare, electronics and microelectronics. These properties, coupled with excellent optical transparency over a wide spectrum and UV stability, wide range of refractive indices, excellent tolerance to high optical flux and excellent thermal and environmental stability make silicones highly suitable for meeting
the materials requirements for optical and opto-electronic applications like LED encapsulants and lenses as well as encapsulation of photovoltaic (PV) cells. Due to their low modulus and low glass transition temperature (-50°C) they are stress relieving in a wide temperature range. Also, when formulated with appropriate adhesion, they provide the required moisture protection needed for multiple applications. They have excellent electrical properties and are well known as dielectric insulators. Their fire resistant properties are relevant to many aplications as well.
Internal evaluations at Dow Corning and with select external partners have shown that efficient solar cells using silicones as the encapsulant can be assembled and has shown good reliability.
Photovoltaic module and assemblyThe PV industry is growing rapidly as the demand for cleaner energy worldwide increases. As the industry expands, it is critical that suitable material solutions
Silicones for photovoltaic encapsulation
Enabling innovationPolymer structure is one of the ways in which silicone materials are tailored to meet the needs
of different industries, processes, and commercial applications. They can be formulated into a
multitude of products depending upon the application requirements, and are an ideal fit for the
needs of the photovoltaic (PV) module assembly market. This article offers an insight into the
aspects of silicones that can take PV power generation to the next level.
Courtesy: Tesla
May 2010 Modern Plastics & Polymers 69
M AT E R I A L C O R N E R

Modern Plastics & Polymers May 2010 70
M AT E R I A L C O R N E R
are available to meet the numerous requirements including durability, performance, price, throughput and global availability.
Silicones are an ideal product family to meet the needs in the PV module assembly market. They are highly transparent in the UV-visible wavelength region, which makes them ideal candidates for cell encapsulants. They can be formulated to have low modulus and be stress relieving, at the same time exhibiting excellent adhesion to the glass, PV cells and substrates. In addition, they can also be constructed into hard/resinous coatings that provide effective durable protection and abrasion resistance while maintaining optical clarity.
Silicones can also be employed as PV junction box potting agents. For this application, they need to have high reliability, long-lasting protection against environmental ingress and excellent electrical insulation of components.
They can be modified to have a thermal conductivity in the range of 0.4-1.34 W/mK or higher, if required. Finally, silicones can be formulated into sealants for frame and junction box sealing. These sealants provide long-term bonding and protection against moisture and environmental attack.
Optical propertiesSilicones also have unique optical properties. The refractive index of silicone polymers can vary from 1.38 to 1.58, depending on the nature of the R groups and RI tuning can be critical for some
optical applications. Silicone polymers are also highly transparent in the UV-visible wavelengths.
Because silicones are essentially transparent to UV wavelengths, they are inherently UV stable and require no additional additives to protect against UV degradation such as those used in other organic encapsulant formulations. This property allows cells more efficiency by utilising the UV light to be converted into electrons rather than be absorbed by UV stabilisers.
Protection against corrosion While silicones are permeable to gas and liquid vapours, they are also hydrophobic. These two attributes result in silicones having very low moisture pick-up in damp heat environmental exposure or total water immersion. In one example, a silicone elastomer was measured to have gained water equal to only 0.05 per cent of its upon exposure to 85 per cent relative humidity at 85°C. This is significantly less than measured for typical organic polymers.
Another key component in the performance of silicone in corrosion protection from environmental exposure is adhesion. The silicones can be formulated to have strong adhesive bonds to multiple substrates. When strong adhesive bonds are formed, the moisture will not have a path to wick into moisture sensitive components and cause corrosion or other degradation mechanisms.
The ability of silicones to transmit water vapour rather than absorb it
prevents moisture from being trapped at an interface. The Dow Corning® PV-6100 Encapsulant series have been formulated to excel in adhesion to metal components and even to materials like PET.
Electrical insulation properties and durabilitySilicones are very well known for their excellent dielectric strength and high volume resistivity. There are many applications where silicones are used as electrical insulators. They are non-conductive because of their chemical nature, and when compounded with the proper fillers and additives, they can be made to meet a wide range of electrical insulating applications. In addition, because of the low equilibrium moisture content they remain non-conductive even in highly humid conditions.
Silicones are also known as one of the most flame resistant polymers. Certain Silastic® silicone rubber products inherently possess a profile of fire hazard characteristics which makes them useful for applications where good flame retardation and minimum fire hazard is desired. Silicones can be compounded and fabricated to meet many specifications, including: UL-94, V-1 or V-0.
They also have a low flammability rating and typically do not support or promote a flame and do not produce toxic combustion by-products. These can also be formulated with a variety of thermally conductive fillers and have been used successfully in thermal management applications. This is typically an important property for PV junction box pottants for diode temperature control.
Many applications and markets too have exposed silicones to outdoor weather conditions. For example, construction sealants have proven silicones to withstand UV and other outdoor conditions. These durable materials are virtually unaffected by ultraviolet light or ozone and have been successfully tested in many accelerate aging tests.
Further, silicones offer the best long-term resistance to environmental extremes. In extended environmental
Courtesy: ViseraTech

May 2010 Modern Plastics & Polymers 71
M AT E R I A L C O R N E R
aging studies silicone has shown very good response to protection of cells well beyond the typical testing required by IEC and UL standards.
Cure systemsSilicones can be formulated to a variety of cure systems. The most common cure system for materials used in electronics applications is the addition cure of Si-H to Si-Vinyl. This reaction is typically catalysed by platinum and can be accelerated by heat. This type of cure system can be formulated as a one–part or two–part product and it is a neutral cure system that releases no cure by-products. This cure system has the advantage of being able to cure at a variety of temperatures and can be formulated for higher speed of curing; this could be very beneficial for high through-put assembly.
The other type of cure system is condensation (moisture) cure which is typically employed in sealant systems. It can be formulated with a neutral cure system with no acidic by-products. They also typically have excellent adhesion and mechanical properties. However, the cure rates are typically much slower.
ConclusionSilicones are a unique family of materials that cover a whole range of properties. They can be used to formulate a multitude of products depending upon the application requirements. Silicones have proven effective in a wide range of applications spread across various industries such as automotive, construction, and electronics. If the right combination of properties is selected, the use of silicones can play a significant role in speeding up module generation as well as enhancing power generating efficiency and durability.
Courtesy: Dow Corning. The company provides performance-enhancing solutions to serve the diverse needs of more than 25,000 customers worldwide. A global leader in silicones, silicon-based technology and innovation, Dow Corning offers more than 7,000 products and services via its Dow Corning® and XIAMETER® brands. Dow Corning is a joint venture equally owned by The Dow Chemical Company and Corning Incorporated. More than half of Dow Corning’s annual sales are outside the US. In India, Dow Corning is one of the fastest-growing specialty chemical companies. Its Application & Engineering Technical Services laboratory enables collaboration with Indian customers to provide solutions that are new to, or customised for India. For more information,email: [email protected]
Courtesy: Wacker

Modern Plastics & Polymers May 2010 72
I N J E C T I O N Z O N E
A fast evolving technologyMulti-component moulding
Two-shot moulding, co-injection, and hard-soft combinations of thermoplastics are all variations
of multi-component moulding. A multi-step moulding process that produces an assembly, and
comprises two or more integrated components, this form of injection moulding is quite common
in multi component OEM parts. Moreover, the benefits of multi component injection moulding
include reduced assembly time, bonded products instead of using glue for adhesion, besides
cleaner shut off lines and superior bonding. Read on…
Y R Anand
a s the demand for good looking and functional parts increases, the pressure to reduce production costs
is becoming equally critical in most industries. Simple parts like toothbrushes and pens have evolved from single component parts made of hard plastics to soft touch rubber type grips on hard plastic base.
This is a typical example of multi-component moulding – an area that has brought about a steady improvement in machine technology, moulds and the moulding process itself. It has resulted in production of parts with multiple colours and/or materials and also to produce assemblies involving two to three materials in a one-step production processes.
Types of multi-component mouldingWhile the earliest multi-component moulding started way back in 1961 by Arburg, the plastics processing industry has witnessed rapid developments only in the last 15-20 years. Multi-component moulding can be further subdivided.
For instance, bi-injection moulding is the simultaneous injection of different materials through different gates. This two-shot injection moulding allows the first material to cool before the second one is injected. In addition, multi-shot moulding describes any process where distinct material shots are applied to produce the final component. This includes transfer moulding, core back moulding and rotating tool moulding. Applications possible with two-component moulding include: gaskets, parts with moulded-in seals, parts with shock-absorbing or soft grip features, acoustic dampening, flexible hinges, multi-colour parts, toys with movable parts, and automotive AC or heater louvers (frame, vanes and connecting pieces).
Multi colours with same material
Over moulding
Soft/hard combination
In mould assembly
Core back technology Multi materialsSoft/hard combination
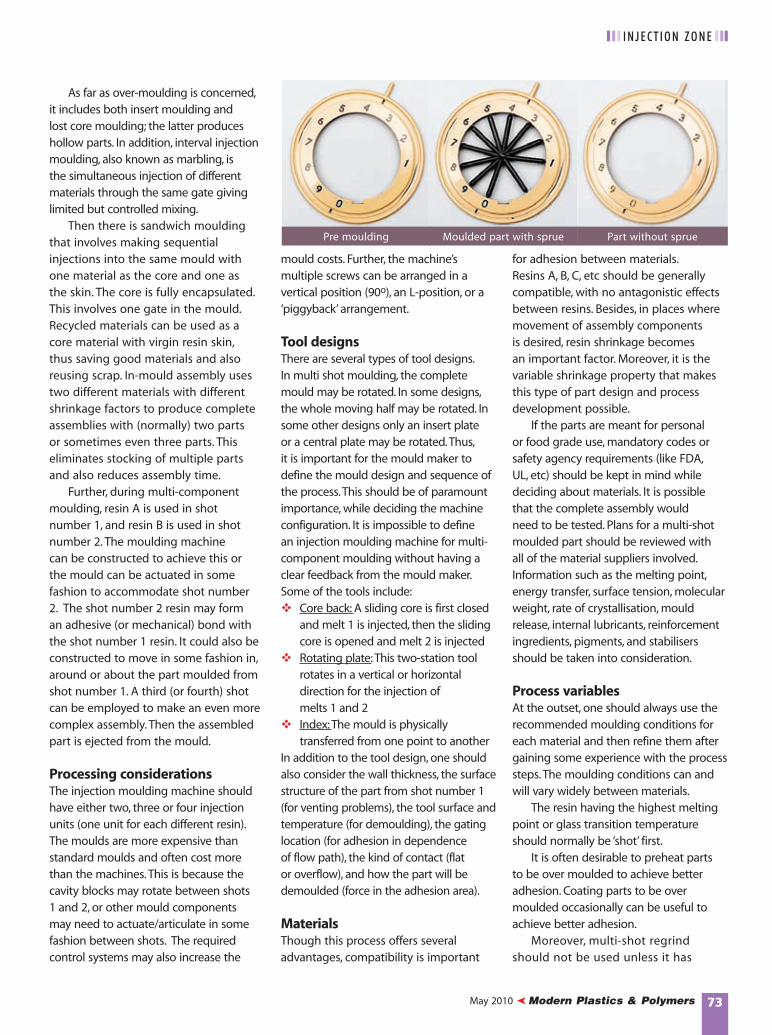
May 2010 Modern Plastics & Polymers 73
I N J E C T I O N Z O N E
As far as over-moulding is concerned, it includes both insert moulding and lost core moulding; the latter produces hollow parts. In addition, interval injection moulding, also known as marbling, is the simultaneous injection of different materials through the same gate giving limited but controlled mixing.
Then there is sandwich moulding that involves making sequential injections into the same mould with one material as the core and one as the skin. The core is fully encapsulated. This involves one gate in the mould. Recycled materials can be used as a core material with virgin resin skin, thus saving good materials and also reusing scrap. In-mould assembly uses two different materials with different shrinkage factors to produce complete assemblies with (normally) two parts or sometimes even three parts. This eliminates stocking of multiple parts and also reduces assembly time.
Further, during multi-component moulding, resin A is used in shot number 1, and resin B is used in shot number 2. The moulding machine can be constructed to achieve this or the mould can be actuated in some fashion to accommodate shot number 2. The shot number 2 resin may form an adhesive (or mechanical) bond with the shot number 1 resin. It could also be constructed to move in some fashion in, around or about the part moulded from shot number 1. A third (or fourth) shot can be employed to make an even more complex assembly. Then the assembled part is ejected from the mould.
Processing considerationsThe injection moulding machine should have either two, three or four injection units (one unit for each different resin). The moulds are more expensive than standard moulds and often cost more than the machines. This is because the cavity blocks may rotate between shots 1 and 2, or other mould components may need to actuate/articulate in some fashion between shots. The required control systems may also increase the
mould costs. Further, the machine’s multiple screws can be arranged in a vertical position (90o), an L-position, or a ‘piggyback’ arrangement.
Tool designsThere are several types of tool designs. In multi shot moulding, the complete mould may be rotated. In some designs, the whole moving half may be rotated. In some other designs only an insert plate or a central plate may be rotated. Thus, it is important for the mould maker to define the mould design and sequence of the process. This should be of paramount importance, while deciding the machine configuration. It is impossible to define an injection moulding machine for multi-component moulding without having a clear feedback from the mould maker.Some of the tools include:v Core back: A sliding core is first closed
and melt 1 is injected, then the sliding core is opened and melt 2 is injected
v Rotating plate: This two-station tool rotates in a vertical or horizontal direction for the injection of melts 1 and 2
v Index: The mould is physically transferred from one point to another
In addition to the tool design, one should also consider the wall thickness, the surface structure of the part from shot number 1 (for venting problems), the tool surface and temperature (for demoulding), the gating location (for adhesion in dependence of flow path), the kind of contact (flat or overflow), and how the part will be demoulded (force in the adhesion area).
MaterialsThough this process offers several advantages, compatibility is important
for adhesion between materials. Resins A, B, C, etc should be generally compatible, with no antagonistic effects between resins. Besides, in places where movement of assembly components is desired, resin shrinkage becomes an important factor. Moreover, it is the variable shrinkage property that makes this type of part design and process development possible.
If the parts are meant for personal or food grade use, mandatory codes or safety agency requirements (like FDA, UL, etc) should be kept in mind while deciding about materials. It is possible that the complete assembly would need to be tested. Plans for a multi-shot moulded part should be reviewed with all of the material suppliers involved. Information such as the melting point, energy transfer, surface tension, molecular weight, rate of crystallisation, mould release, internal lubricants, reinforcement ingredients, pigments, and stabilisers should be taken into consideration.
Process variablesAt the outset, one should always use the recommended moulding conditions for each material and then refine them after gaining some experience with the process steps. The moulding conditions can and will vary widely between materials.
The resin having the highest melting point or glass transition temperature should normally be ‘shot’ first.
It is often desirable to preheat parts to be over moulded to achieve better adhesion. Coating parts to be over moulded occasionally can be useful to achieve better adhesion.
Moreover, multi-shot regrind should not be used unless it has
Pre moulding Moulded part with sprue Part without sprue
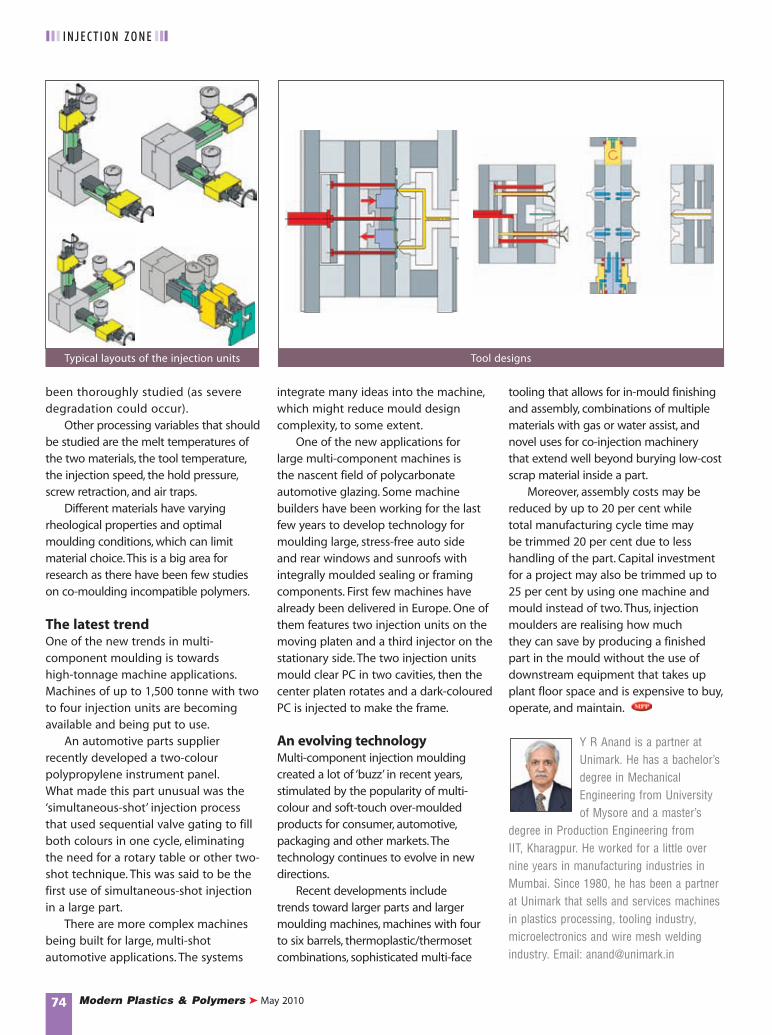
Modern Plastics & Polymers May 2010 74
I N J E C T I O N Z O N E
been thoroughly studied (as severe degradation could occur).
Other processing variables that should be studied are the melt temperatures of the two materials, the tool temperature, the injection speed, the hold pressure, screw retraction, and air traps.
Different materials have varying rheological properties and optimal moulding conditions, which can limit material choice. This is a big area for research as there have been few studies on co-moulding incompatible polymers.
The latest trendOne of the new trends in multi-component moulding is towards high-tonnage machine applications. Machines of up to 1,500 tonne with two to four injection units are becoming available and being put to use.
An automotive parts supplier recently developed a two-colour polypropylene instrument panel. What made this part unusual was the ‘simultaneous-shot’ injection process that used sequential valve gating to fill both colours in one cycle, eliminating the need for a rotary table or other two-shot technique. This was said to be the first use of simultaneous-shot injection in a large part.
There are more complex machines being built for large, multi-shot automotive applications. The systems
integrate many ideas into the machine, which might reduce mould design complexity, to some extent.
One of the new applications for large multi-component machines is the nascent field of polycarbonate automotive glazing. Some machine builders have been working for the last few years to develop technology for moulding large, stress-free auto side and rear windows and sunroofs with integrally moulded sealing or framing components. First few machines have already been delivered in Europe. One of them features two injection units on the moving platen and a third injector on the stationary side. The two injection units mould clear PC in two cavities, then the center platen rotates and a dark-coloured PC is injected to make the frame.
An evolving technology Multi-component injection moulding created a lot of ‘buzz’ in recent years, stimulated by the popularity of multi-colour and soft-touch over-moulded products for consumer, automotive, packaging and other markets. The technology continues to evolve in new directions.
Recent developments include trends toward larger parts and larger moulding machines, machines with four to six barrels, thermoplastic/thermoset combinations, sophisticated multi-face
tooling that allows for in-mould finishing and assembly, combinations of multiple materials with gas or water assist, and novel uses for co-injection machinery that extend well beyond burying low-cost scrap material inside a part.
Moreover, assembly costs may be reduced by up to 20 per cent while total manufacturing cycle time may be trimmed 20 per cent due to less handling of the part. Capital investment for a project may also be trimmed up to 25 per cent by using one machine and mould instead of two. Thus, injection moulders are realising how much they can save by producing a finished part in the mould without the use of downstream equipment that takes up plant floor space and is expensive to buy, operate, and maintain.
Y R Anand is a partner at Unimark. He has a bachelor’s degree in Mechanical Engineering from University of Mysore and a master’s
degree in Production Engineering from IIT, Kharagpur. He worked for a little over nine years in manufacturing industries in Mumbai. Since 1980, he has been a partner at Unimark that sells and services machines in plastics processing, tooling industry, microelectronics and wire mesh welding industry. Email: [email protected]
Typical layouts of the injection units Tool designs

Modern Plastics & Polymers May 2010 76
M Hariharan
f irms embark on initiatives with great enthusiasm. They zero in on a consultant who has the technical expertise
or industry experience. Further, a cross-functional team (CFT), comprising the best brains within the organisation, is formed to execute the initiative. The initiative is branded, publicised and gets a go-ahead from the top management as well. Subsequently, the consultant and the CFT spread the message with an evangelical fervour. Projects are identified or rebranded to fall within the ambit of the initiative, and responsibilities are assigned with time lines and mechanisms to follow-up.
A few success stories emerge and gets publicised as well as rewarded. After the initial wave of successful projects, the consultant moves on, while some of the CFT members get due recognition in the form of promotions and better job profiles. Meanwhile, some new members are inducted into the team and new initiatives start surfacing. The earlier initiative that was the ‘flavour of the previous season’ gets shelved. This spiral continues, gets publicised within the company and may be in the press outside as well. The benefits of the earlier initiatives become unsustainable as there is no owner to carry this forward. Since no one has the time or inclination to take this forward, the initiative peters out.
A strategic balancing actSustaining initiatives
Every organisation is different. The leadership is different, the culture is different, and across
different industries positioning the dynamics of an organisation as well as its relationship to
the market and competitors may be different. Hence, aligning the innovation initiative with the
organisational strategic objectives is imperative. This article throws light on two main routines
of thinking and acting that an organisation could instill in its people, which in turn generate
continuous improvement, adaptation and exceptional results.
Courtesy: Teams
S M A R T M A N A G E R
May 2010 Modern Plastics & Polymers 77
S M A R T M A N A G E R
Reasons for failure Some of the reasons professed for failure of any initiative broadly falls under a few categories. These include: Consultant’s failurev He did not understand the ‘ground
reality’. He came up with ideas that were not applicable for our kind of business. It may be applicable in Japan but it does not work for us
v He was not the right choice. Moreover, he did not have the relevant experience and was too impatient
v He could not help us sustain the initiative. Any one can give ideas. He should have helped us implement and proved the methodology
Timing of the initiativev The initiative was not timed well.
Markets were growing, and the focus was on increasing the sales revenue. Who has time for these initiatives?
v The organisation was busy with other initiatives, for instance, closing of accounts
v The team’s priorities changed midway. Suddenly recession set in, so the need was to focus on cost cutting. They could not afford to spend their resources on an initiative that would not give immediate results
Failure of CFTv Choice of the team was not correct.
This member already had his plate full; he was in three other initiatives. The other member is a compromise candidate; his boss did not want him
v CFT members were busy with their line functions. His boss frequently called him to fight the fire in his department
v CFT could not get the buy-in from the other departments. The people involved are too junior to get acceptability from other departments
Further, many initiatives fail due to lack of role clarity. When there is no clarity the blame game begins.
Popular methods of undertaking initiatives Mike Rother in his book Toyota Kata lucidly explains a few popular methods
of undertaking initiatives. Of these, two methods include:
Workshop approach: One of the approaches is to conduct a workshop for key people. This should be done once in a while to create occasional improvement. According to Rother, the ease of this method is that it does not require any managerial approach. One can run a workshop without having to adjust the prevailing custom. Since the workshop team moves on or is disbanded after a workshop ends, it could be expected that entropy will naturally begin eroding the gains that have been made.
Action item list: Under this method, people visit a production process and make good observations. Observations are turned into a ‘to-do’. list. These are then prioritised and ranked. Subsequently, teams are assigned to accomplish these tasks within a certain deadline, and managers follow up with them on a periodic basis, according to Rother.
More often than not, this method fails. Rother reasons out the causes of failure of this method. According to him, there is a tendency to make the list as long as possible –‘longer the list, the better it is’. This creates more instability than stability, because a specific issue that needs to be tackled first is not addressed. One is kept in the dark, and the priorities are decided depending on the highest number of votes a particular task gets.
This is an inappropriate method of addressing an initiative. They also ask the wrong questions; for instance, “What can we do to improve?” Instead, they should ask, “What do we need to do to improve this process?” Besides, they come up with solutions even before understanding the problem, and put forward countermeasures too soon. In such a scenario, the bottom line is that an organisation is not developing its people’s capabilities.
Rother reasons that whenever a particular ‘to do’ task is altered in a process, a new process is created with possibly new and different characteristics. Once one or two tasks on the ‘to-do’ list is accomplished, then the rest may no longer suit the new situation and new priorities. And, as they continue with the list, they bring in more instability than stability.
Moreover, one should not bite off more than he can chew. Most organisations tend to make a laundry list of improvement areas, because they do not know what the root cause is. The list that is normally made is a list of undesirable effects (UDEs as Dr Eliyahu Goldratt calls them). Goldratt lists three questions to be answered for any sustainable initiative. These include:1. What to change? (What makes the
system sick?): It is never a large list but only a handful of factors
2. What to change to? (What is that one change we need to make to solve the sickness?): Once the core problem is identified, the solution can be easily figured out
3. How to cause a change? (Identifying the hurdles to implementation and the action plan)
Sustainability stems from the culture According to Rother, an organisation’s collection of practices and principles at any point in time is an outcome that springs from its members’ routines of thinking and behaviour. Any organisation’s competitiveness, ability to adapt, and culture arise from the routines and habits by which the people in the organisation conduct themselves every day. It is an
Courtesy: The World Online

Modern Plastics & Polymers May 2010 78
S M A R T M A N A G E R
issue of human behaviour. The competitive advantage of an organisation lies not so much in the solutions themselves – whether lean techniques, today’s profitable product or any other – but in the ability of the organsiation to understand conditions and create fitting, smart solutions.
Often, some organisations tend to jump the gun and take the third question: ‘How to cause the change?’ as the first question. It then gets into an implementation mode and fails to develop the capabilities that help in sustaining continuous improvement. The organisation also tends to assume that the way ahead is clear. It can never be if we do not know ‘What to change’, as the implementation is done without considering whether that is the correct solution. According to Rother, the objective is not to win, but develop capability to keep improving, adapting and satisfying dynamic customer requirements.
Role clarity To make initiatives sustainable, there should be enough clarity in the roles of every team member.
Initiative should cease to be an initiative: This is the most important piece of sustainability. The initiative should cease to be an initiative. The initiative should become part of the routine of the line function. It should be a part of the performance criteria. People behave in the way performance is measured. As long as it is an initiative, it is taken as a task that one ‘has to’ do. Unless it becomes part of the regular performance parameter, it is not sustainable.
Consultant as a catalyst: Consultants are required for triggering waves of improvement, hand-holding one-off projects like implementing ERP and bringing in new perspectives. The consultant should not be expected to take the initiative forward. Consultant’s role is to ensure that the team comes out with the ideas and implementation methodology. He has to provide the vital inputs on the tools to be used and pitfalls ahead. He has to create the atmosphere that helps the CFT members to feel free to share
the ideas and take the responsibility. He has to ensure that the CFT members do not resort to turf protection and ‘NIMBY’ (Not In My Back Yard) mindset. Post identification of initiatives, the consultant should be part of the monitoring mechanism to help in course correction.
CFT for ideation and one-off projects: CFT is also an internal consultant. Expecting the CFT to carry the initiative is similar to expecting a consultant to carry the initiative. CFT is a brains-trust to analyse the situation, identify the root causes and come up with alternatives to move on to the desired state. The CFT will get dismantled once the ideation is done. Another area where CFT is applicable is for one-off projects like implementation of an ERP.
Members from line functions to carry on the initiative: Implementation of ideas and sustenance of the projects has to be carried out by the specific line functions. Ideally the people who are going to implement should be part of the CFT. Once the CFT is dismantled, they go back to their line functions. The initiatives identified should be part of the job routine of the line functions.
Monitoring mechanism: Every part of the initiative should have a responsible head with time lines. Till the ball is set in motion there has to be a monitoring cell (with the consultant and a few members of the CFT with a top management member). But no initiative can sustain
only with this kind of monitoring. Initiative should be replaced with a culture of continuous improvement.
Thus, according to Rother ,“If an organisation wants to thrive by continually improving and evolving, then it needs systematic procedures and routines – methods – that channel our human capabilities and achieve the potential. Such routines would guide and support everyone in the organisation by giving him/her a specific pattern for how he/she should go about sensing, adapting and improving. Improvement & adaptation are to be systematic and the method has to be a fundamental component of every task performed, not an add-on or a special initiative. Continuous improvement and adaptation is moving towards a desired state through an unclear territory by being sensitive to and responding to actual conditions on the ground.”
References1. Toyota Kata by Mike Rother, McGraw Hill,
2010
2. Goldratt’s TOC by William Dettmer
M Hariharan has been in consultancy and training since 1991. He practises consultancy in the field of cost management, lean thinking, constraint
management, management control system and business excellence as founder director, Savoir Faire Management Services. Savoir Faire develops cost information systems to support pricing, outsourcing and control decisions using the cost excellence (CE©) model. Applying cost management methodologies and lean thinking to align process to customer value, Savoir Faire helps firms across sectors to improve their bottom line. He has provided consultancy to different sectors like steel, power, cement, automotive, auto ancilliary, bank, etc, both within India as well as abroad. He is also a renowned trainer sensitising the participants on the impact of customer focus, competitor actions and goal conflicts on the bottom-line of the business. He is a core member of the Total Cost Management initiative of CII-TCM Cell, and a visiting faculty at S P Jain Institute, Mumbai. Email: [email protected]
Relying on periodic improvements and innovations alone
– only improving when one makes a special effort or campaign –
conceals a system that is static and vulnerable.
- Mike Rother

Modern Plastics & Polymers May 201080
E V E N T S C A L E N DA R
Mediplas 2010This workshop will provide an
introduction to polymer material
selection, product component design
& process technologies for personnel
involved in the development &
processing of medical devices; May 6-7,
2010; Hotel Leela Kempinski, Mumbai
For details contact:
SPE India
Andheri, Mumbai
Tel: 022-2850 3932
Email: [email protected]
Global Petrochemical Conference (PGPC 2010)This two-day conference aims to offer
insights into petroleum, chemicals
& petrochemical investment regions
(PCPIRs) in the global context. It will
also focus on the future of plastics
recycling, growth of plastics in
healthcare & electronics sector in India,
besides highlighting the growth &
trends in PET market and polymers in
the packaging sector as well as the
latest in flexible packaging trends;
August 19-20, 2010; Hyatt Regency,
Mumbai
For details contact:
Heital Yaagnik
Polymerupdate
Lower Parel, Mumbai
Tel: 022- 30408821-25
Fax: 022-30408826
Email: [email protected]
Website: www.polymerupdate.com
International Conference on Electroactive Polymers: Materials and DevicesThis conference is specifically
designed to give insights into
the rapidly growing market of
electroactive polymers with respect
to the applications in various
engineering sectors; November
21-26, 2010; at Surajkund,
New Delhi
For details contact:
Indian Institute of Technology -
Kharagpur
Kharagpur, West Bengal
Tel: 03222-255 221
Fax: 03222-255 303
Email: [email protected]
Website: www.icep2010.org
Plastivision India 2011This event is being designed to
help exhibitors and visitors discover
the potential markets. It will be
the 8th in the series of national
exhibitions and seminars organised
by AIPMA; January 20-24, 2011; at
Bombay Exhibition Centre - NSE
Exhibition Complex, Mumbai,
Maharashtra
For details contact:
All India Plastics Manufacturers
Association
Mumbai, Maharashtra
Tel: 022-2821 7324/7325
Fax: 022-2821 6390
Email: [email protected]
Website: www.aipma.net
PU TECH 2011The event will focus on diverse
opportunities in the polyurethane
industry which is one of the
rapidly growing industries in India
and which has registered double
digit growth during the past five
years; March 09-11, 2011; at
India Expo Centre & Mart Ltd, Greater
Noida
For details contact:
Indian Polyurethane Association
Chennai, Tamil Nadu
Tel: 044-2499 5923
Fax: 044-2499 5923
Email: [email protected]
Website: www.pu-india.org
National
India’s premier industrial trade fair on products and technologies from machine tools, fluid power, instrumentation & control,
electrical & electronics, material handling, plastics, rubber, packaging, chemical, CAD/CAM, auto components, and general engineering industries.
For details contact:
Engineering ExpoInfomedia 18 Ltd, Ruby House, 1st Floor, J K Sawant Marg, Dadar (W), Mumbai 400 028.
Tel: 022-3003 4649 Fax: 022-3003 4499 Email: [email protected]
PuneMaharashtra
Nov 19-22, 2010
LudhianaPunjab
Jan 2011
AhmedabadGujarat
Dec 17-20, 2010
IndoreMadhya Pradesh
Feb 18-21, 2011
Chennai Tamil Nadu
March 4-6, 2011

May 2010 Modern Plastics & Polymers 81
E V E N T S C A L E N DA R
IndoplasThis tradeshow will unfold innovations
in plastics machinery & ancillary
equipment and will serve as a platform
for business networking in South Asia;
May 05-08, 2010; at Jakarta International
Expo (JIExpo), Jakarta, Indonesia
For details contact:
PT Wahana Kemalaniaga Makmur
Jakarta, Indonesia
Tel: +62-21-53660804/5325890
Fax: +62-21-5325887
Email: [email protected]
Website: www.wakeni.com
Packaging, Plastics, Mould & Die Machinery SurabayaA premier trade show for plastics,
packaging and rubber, die & mould
industry in Indonesia; June 02-05, 2010;
at Grand City Convention & Exhibition
Centre, Surabaya, Indonesia
For details contact:
PT Pamerindo Buana Abadi
Jakarta, Indonesia
Tel: +62-021-3162001
Fax: +62-021-3161981/316198
Email: [email protected]
Website: www.pamerindo.com
InterPlas ThailandA showcase of technological
innovations as well as the latest
developments and trends in Thailand’s
plastics business community;
June 24-27, 2010; at Bangkok
International Trade & Exhibition
Centre (BITEC), Bangkok, Thailand
For details contact:
Reed Tradex
Bangkok, Thailand
Tel: +66-2-6867299
Fax: +66-2-6867288
Email: [email protected]
Website: www.reedtradex.com
Rubber Plas MalaysiaThe main objective of the 21st edition of
this exhibition is to develop the nation’s
manufacturing Industry with special
attention given to the small and medium
industries (SMIs) to further develop
and keep ahead with the competitive
environment.; July 15-18, 2010; at Putra
World Trade Centre, Kuala Lumpur,
Malaysia
For details contact:
ES Event Management Sdn Bhd
Kuala Lumpur, Malaysia
Tel: +60-3-91321922
Fax: +60-3-91331920
Email: [email protected]
Website: www.rubberplas2010.com
Plastec MidwestA leading regional trade fair for the
international plastics community,
Plastec is considered to be the natural
venue for machinery manufacturers
interested in international expansion for
their products throughout the world;
September 28-30, 2010; at Donald E
Stephens Convention Centre,
Rosemont, USA
For details contact:
Canon Communications, Los Angeles, USA
Tel: +310-996-9495, 310-4-454200
Fax: +310-4-454299
Email: [email protected]
Website: www.cancom.com
K 2010A premier exhibition that will provide
the latest and the best in plastic
materials for all manufacturing and
processing industries alike. The
unique feature of the expo is the
presence of the entire spectrum of
plastic & rubber products manufacturers;
October 27-November 03, 2010; at
Dusseldorf Exhibition Centre,
Germany
For details contact:
Messe Dusseldorf GmbH
Messeplatz, Germany
Tel: +49-211-4560900/4560175
Fax: +49-211-4560668/4560740
Email: [email protected]
Website: www.k-online.de
ArabplastThis event will offer an unique
opportunity to the Middle East
plastics & rubber Industries. It is
designed to help exhibitors and
visitors to discover the potential
markets around Middle East, Asia,
Africa & CIS countries; January
8-11, 2011; at Dubai International
Convention & Exhibition Centre
For details contact:
Jeen Joshua
Al Fajer Information & Services
Dubai, United Arab Emirates
Tel: +971-50-8535820, +971-4-3406888
Fax: +971-4-3403608
Email: [email protected]
Website: www.arabplast.info
INTERPLAS 2011An international event aimed at serving
the European polymer industry, which will
feature the latest machinery & equipment
for processing and converting polymers;
September 27-29, 2011; Birmingham,
United Kingdom
For details contact:
Reed Exhibitions Companies
Surrey, The United Kingdom
Tel: +44 20 8271 2134
Email: [email protected]
Website: www.reedexpo.com
International
The information published in this section is as per the details furnished by the
respective organiser. In any case, it does not represent the views of
Business Insights •Technologies•Opportunities

REPORT
May 2010 Modern Plastics & Polymers 83
To highlight the advancements and developments in the area of
plastics waste management, CIPET, Mysore recently organised
a one-day workshop where eminent speakers deliberated on a
variety of topics that reflected the latest developments and
strategies for efficient management of plastics waste.
National workshop on ‘Plastics waste management strategies for a clean environment’
a day-long national workshop on ‘Plastics waste management strategies for a clean
environment’ was organised recently by the Central Institute of Plastics Engineering and Technology (CIPET), Mysore at Bengaluru. The objective of this workshop was to highlight the advancements and developments in the area of plastics waste management in order to bring about a change in the
approach and attitude so that the waste becomes a resource. The conversion of waste into a useful resource would lead to its proper collection and handling.
The workshop was sponsored by the Department of Chemicals and Petrochemicals, Ministry of Chemicals and Fertilizers, Government of India in association with Bruhat Bangalore Mahanagara Palike (BBMP), Karnataka State Pollution Control Board (KSPCB), Director of Municipal Administration
Recycling initiatives take priority

REPORT
May 2010 Modern Plastics & Polymers 85
(DMA) and Karnataka Small Scale Industries Association (KASSIA). During the workshop, eminent speakers deliberated on a variety of topics that reflected state-of-the-art developments and strategies for plastics waste management.
Initiatives to curb wasteIn her welcome speech, Dr Sania Akhtar, deputy director, CIPET, Mysore emphasised on the importance and relevance of the workshop. This was followed by a felicitation address by M C Dinesh, president, KASSIA who stated that plastics are a boon to the society, however, the plastics waste generated especially from packaging applications should be disposed off carefully. Scientific organisations, official bodies and citizens have to work together to solve this problem.
Dr Kanwer Pal, secretary, Ministry of Environment & Forests, Government of Karnataka, said that handling of the plastics waste was a big issue. “Solid waste management and landfills are not functioning properly. Burning of plastics waste releases harmful chemicals and dioxins, which are harmful for human beings as well as the environment. Hence, a safe disposable system needs to be developed,” he emphasised.
He added that 100 per cent, reuse, recycle & recovery awareness programmes should be initiated introducing waste management courses in school & colleges.
While speaking on the norms related to thickness of plastic bags, A S Sadashivaiah, chairman, KSPCB, pointed out that the carry bags of thicknesses less than 20 micron were not being picked up by the rag pickers. “Around 150 tonne of solid plastics waste is collected per day in Bengaluru out of which 80 per cent comprises plastic bags thinner than 20 micron. This calls for strict implementation of the ban on the production of plastic carry bags of less than 20 micron. Plastics industries, government, NGOs,
other association and people should participate to solve this problem,” he said.
P S Singh, deputy secretary, Department of Chemicals & Petrochemicals, Ministry of Chemicals and Fertilizers, Government of India said that plastics waste should be utilised by recycling and for that special arrangements have to be developed throughout the country. He said that states were passing new legislations for banning plastics but ban is not a solution to overcome the problem.
Workable business models Dr T K Chakravarthy, additional industrial advisor, Department of Chemicals & Petrochemicals, Ministry of Chemicals and Fertilizers, Government of India, said that they were looking for models of plastics waste management & probably would choose Bengaluru for the waste management model.
In his inaugural address, Prof S K Nayak, director general, CIPET, said, “Due to their visibility, plastics are singled out for environmental concerns. While criticising plastics, one must not forget the versatile nature of plastics due to which it has been used in commodity, agricultural, construction, automobile, engineering, aerospace and many more applications. In fact, plastics are being used across industries. Plastics also consume less energy during processing as compared to glass, paper, etc. Important initiatives should be taken for waste management of plastics by joint collaboration between the government, private firms and NGOs. “
In the technical session, four presentations were made. According to Vijay Merchant, chairman - Enviroplast Committee, Plastindia Foundation, “presently, approximately 2 million tonne of plastics are recycled per annum.” He gave an overview of the status of plastics waste management in different states and briefed the gathering about the different developments and the response from the government.
S Sampath, CEO, Samki Tech Enterprises, Hyderabad made a detailed presentation on the technology developed by his company for converting all types of plastics waste into fuel. Ahmed Khan, managing director, KK Plastics, Bengaluru, spoke on how his company was using waste plastics in roads. Such roads have been constructed in several areas in Bengaluru and many more such roads are in the pipeline.
The workshop was rounded off with a panel discussion moderated by Merchant with NGOs, government officials and technical experts as panelists. The panel proposed that workable business models be developed for the collection and segregation of plastics waste at source, as it is the key factor in effective handling of plastics waste. Different approaches like increasing thickness of the plastic films used for carry bags or introducing buy-back schemes or initiatives by schools, colleges, housing societies for collection and segregation or holding the vendor accountable were suggested. A change in our attitude towards waste as well as towards our responsibility for keeping the environment clean was the message of the day.
An interactive platformThe workshop provided an ideal and conducive forum for civic authorities, industrialists and entrepreneurs to exchange ideas and get a glimpse of the developments and advancements in the field of plastics waste mangement.
Experts in the field threw light on new technology/machinery/product-lines related to plastics waste management, which can be adopted, by government agencies, NGOs and industries. Industry representatives and government officials too attended the workshop along with civic authorities from across the state.
Besides, NGOs working in related areas participated during the panel discussion. The deliberation also witnessed the presence of graduate trainees of CIPET as well as future entrepreneurs.
May 2010 Modern Plastics & Polymers 87
As part of our endeavour to spread the technology culture, this section provides a means to promote and facilitate exchange of select technologies.
We strive to bring together suppliers of such technologies with suitable users for negotiations and industrial collaboration.
Technology Offered
Conversion of batch-poly plant to C P plant
A company from China is interested in providing consultancy for the modification of batch-poly plant to C P plant like polyester plant, polyester chip or direct spinning. Areas of application
Chemical fibre and plastics Forms of transfer
Turnkey
Plastic recycling technologies using organic and inorganic compounds
An Iranian company offers plastic recycling technologies using organic and inorganic compounds. This idea is based on the principle of water electrolysis in which sodium chloride is kept in proximity of turpentine/pine oil and plastics. Areas of application
Plastic recycling Forms of transfer
Others
Plastic recycling technologies An Iranian company is willing
to provide plastic recycling technologies using urea and ammonium carbonate and synthetic ammonia.Areas of application
Plastic recycling
Forms of transferTechnology licensing
Polyester chip plantA company from China offers
polyester production plant, polycondensation plant, polymerisation line, hot melt adhesive plant (500-5,000 tpa), polyester chip plant (2,000-1,50,000 tpa) and film grade polyester plant (2,000-1,50,000 tpa). Areas of application
Polymerisation and fibre lines Forms of transfer
Technology licensing and turnkey
Pilot plants for small-scale production
An Indian company offers pilot plants for laboratory or small-scale production purpose. The plant consists of a spinneret, metering pump, spinning beam, candle filter, extruder unit, godet unit PP multifilament plant manufacturer, single-screw extruder machine or melt flow index tester machine for masterbatch industries.Areas of application
Plastics, textiles, etc Forms of transfer
Sub-contracting, turnkey, etc
Rotational moulding of plastics A manufacturer of rotational
moulding machines from India offers
plant and machinery for constructing water storage tanks and other hollow plastic parts. Areas of application
Chemical storage tanks, water storage tanks, material handling trolleys, pallets, containers, etc Forms of transfer
Others
Recycling of PET wastes into polyester polyols
A Czech Republican company is offering the technology for recycling of PET wastes (plastic PET bottles, X-ray films, etc) to produce polyester polyols. The process consists of the following steps: Collection of PET wastes, sorting out & shredding of collected PET wastes, simple chemical process of glycolysis & esterification, and production of polyester polyols.Areas of application
Chemicals industry: Polyester polyol is a base material for the chemistry of polyurethanes, especially the production of polyurethane foams, which are primarily transferred into energy saving and insulation materialsForms of transfer
Technology licensing, others
Share Your Technology PropositionsThe mission of Modern Plastics and Polymers is to spread the technology culture. We offer you an opportunity to participate
in this endeavour by publishing the best technology ideas. Technology developers/sellers are invited to furnish the techno-commercial details (with environmental benefits, if any) for publication in the Technology Transfer column of Modern Plastics and Polymers.
R&D organisations, technical consultancy organisations and individuals assisting small and medium enterprises June send the relevant literature, indicating the scope & services and the areas of specification.
Contact: Modern Plastics and PolymersInfomedia 18 Ltd, ‘A’ Wing, Ruby House, J K Sawant Marg, Dadar (W), Mumbai 400 028.
Tel: 022-3024 5000 l Fax: 022-3003 4499 l Email: [email protected]
T E C H N O LO GY T R A N S F E R
Technology Requested
May 2010 Modern Plastics & Polymers 89
T E C H N O LO GY T R A N S F E R
Disposal and recycling of plastic waste
A Polish firm seeks the technology for dry processing all kinds of plastic waste or a magnetic processing method in the electrostatic field. The technology should allow sorting of all kinds of plastic materials, hay-silage foils, PET, HDPE, PVC, etc, by excluding dangerous waste.
Specific technical requirements include initial cleaning without use of water, sorting of all kinds of plastic materials after cleaning in a closed system, and a maximum processing capacity of 10,000 tonne of waste per annum. Areas of application
Plastics industry, waste recycling, waste managementForms of transfer
Others
Lab-scale non-woven and monofilament plant
An Indian company is looking for a lab-scale, non-woven and monofilament plant in a single station. Areas of application
PlasticsForms of transfer
Others
Plastics recycling technologiesA Sri Lankan company is
seeking the latest plastics recycling technologies, especially for automatic sorting, washing, metal detection, granulation process system, washing plants, crushers, extruders, etc.Areas of application
Plastics recyclingForms of transfer
Others
Polyacetal resinsA Gulf-based organisation wants to
promote projects in the chemicals- and petrochemicals-sectors in GCC countries. It is looking for technology suppliers for the manufacture of polyacetal resins. Areas of application
Chemicals/petrochemicals industryForms of transfer
Feasibility study, know-how, equipment, turnkey plant, joint venture
PP/PET strap processingAn Indian company is seeking
the technology for PP and PET strap processing.Areas of application
Packaging industryForms of transfer
Others
Recycled PET polyester polyols plant
A Poland-based company
specialising in recycled PET polyester
polyols manufacturing, is looking for
an alternative proposal of design and
engineering of bigger (approximately
25 ktpa) production plant. It plans to start
with proper quality recycled PET flakes
being delivered in big bags. Hence, the
company needs a complete package
offer for this service. Areas of application
Plastics and polymers industryForms of transfer
Others
Recycled plastic-making technology
A company based in Vietnam is seeking the technology to recycle plastics.
The diameters of recycled plastic granules should range from 120 to 200 mm, while the capacity of the production should range from 150 to 300 kg/hr.Areas of application
Raw materials for making plastic productsForms of transfer
Others
Road filling materials for road maintenance
An Indian company requires the technology to make materials by transforming waste plastics that gels uniformly with road materials. This is for filling potholes in roads. It also needs the know-how regarding products that are made from waste plastics like jumble strips, speed breakers, etc.Areas of application
Road transportForms of transfer
Others
Utilisation of natural rubber in asphalt
A company based in Pakistan needs the know-how of utilising natural rubber in modified asphalt covering. It needs the following information: Standards and specifications guiding the use of natural rubber in modified asphalt; appropriate proportion of natural rubber in mixture & handling of the operation; additives needed; and details of improvement in the asphalt properties by using natural rubber.Areas of application
Rubber industryForms of transfer
Others
Information courtesy: Information courtesy: Dr Krishnan S Raghavan, In-Charge, Technology Transfer Services Group, United Nations - Asian and Pacific Centre for Transfer of Technology (APCTT), APCTT Building , C-2, Qutab Institutional Area, New Delhi 110 016, Tel: 011 - 2696 6509,
Fax: 011 - 2685 6274, Email: [email protected], Website: www.apctt.org
For more information on technology offers and requests, please log on to www.technology4sme.net and register with your contact details. This is a free of cost platform provided by APCTT for facilitating interaction between buyers and seekers of technologies across the globe. After submitting technology offer or request to this website, you are requested to wait for at least two weeks for receiving a
response from a prospective buyer / seeker through this website, before contacting APCTT for further assistance.
Technology Requested

An exhaustive compilation of the works by international scientists actively involved in the field of thermoplastic elastomers (TPE), this book focusses more on polyamide-based systems.
Reflecting on the increasing importance of TPE as engineering plastics, the authors discuss the widened application opportunities by preparing polyamide systems with various chemical compositions and molecular structures as inter-penetrating networks.
Divided into five sections, this book includes 19 chapters on condensation thermoplastic elastomers. It covers the chemical aspects, physical structure and properties, life cycle assessments and recycling possibilities. Beginning with a brief introduction to thermoplastic elastomers, it includes details of polyester-based thermoplastic elastomers, polyamide-based thermoplastic elastomers and poly-urethane-based thermoplastic elastomers. It also includes unique smart property as the shape memory effect of the three classes of thermoplastic elastomers. The last section addresses the topics of blends, composites, applications and recycling of thermoplastic elastomers.
Written for professionals and researchers engaged in industrial practice involving the use or understanding of thermoplastic elastomers, this book can also act as a supplementary content for advanced students in material science, polymer chemistry or colloid science.
Handbook of Condensation Thermoplastic ElastomersEditor : Prof Stoyko FakirovPrice : Rs 18,915
Offering a comprehensive coverage of industry sectors including aviation, oil drilling and automotives, this book focusses on the manufacturing and applications of rubber seals. It describes the characteristics of rubber seals, their manufacturing procedures, the implications of their physical and chemical characteristics for the sealing function in fluid, etc.
Compiled in an easy to use manner, this book offfers a thorough insight into rubber seals over 11 chapters. The initial chapters focus on the introduction, properties for functional seals, rubber seals for aircrafts and oil field services. A dedicated chapter on manufacturing of seals and ‘O’ rings cites around 25 workable starting point formulations based on different rubbers. Coupled with cure and property data for those formulations, this book offers guidelines for technologists and engineers. A chapter on rubber extension joints is included to illustrate the functions of expansion joints like pipe connectors to highlight their role in prevention of leakages. The last chapter deals with the concerns of storage and service life of rubber seals.
This book can prove beneficial to chemists working in the discipline of rubber science & technology, engineers, teachers, students, researchers and practising professionals in several fields of science and technology.
Rubber Seals for Fluid and Hydraulic SystemsEditor : V C ChandrasekaranPrice : Rs 7,226
Mehul Book Sales, Shop No 1, Lokagutchh Jain Upashraya Building, W H Marg, Fort, Mumbai 400 001For purchase inquiries, please contact, Tel: 022-2265 4657 / 2269 4145, Fax: 022-2265 4657
Modern Plastics & Polymers May 2010 90
O N T H E S H E L F
Modern Plastics & Polymers May 2010 92
P R O D U C T U P DAT E
Oven dryerYann Bang Electrical Machinery Co offers oven dryer. Its main application is drying plastic resin. The main advantage of this machine is that it avoids the trouble for changing and cleaning materials, and saves precious time. It is provided with powerful heated air flow system and unique air circuit, which are designed for evenly temperature control and for the best baking quality. The dryer is equipped with stainless trays, which can be
used to dry many kinds of resins and the hot air recycling system is durable and energy saving. This oven dryer can also dry electric motor and part, electroplating, pharmaceutical products, paints, printing, agricultural and food products (grain, garlic, tea, etc.)
Yann Bang Electrical Machinery Co Ltd Taichung - TaiwanTel: +886-4-2271 0000Fax: +886-4-2271 1988Email: [email protected]
Rheometers with simulation software
Malvern Aimil I n s t r u m e n t s offers ‘Rosand’ range of capillary r h e o m e t e r s , bundled with Windows™ based
simulation software Flowmaster™ developed by Compuplast. These bench-top and floor-standing rheometers measure the flow properties of polymers with market-leading precision, providing a sound basis for the construction of truly representative process models. The simulation software makes it easy to use the data to simulate extrusion, and other polymer processing operations, cutting the requirement for expensive, time-consuming pilot scale trials. The rheometers provide the material data that the simulation software requires to develop a simulation that accurately reflects process behaviour. The simulation software allow accurate representation of the complete die or screw extrusion process, including cooling, a suite of module options simplifying plant specific model development.
Malvern Aimil Instruments Pvt LtdNavi Mumbai - MaharashtraTel: 022-3918 3596Fax: 022-3918 3562Mob: 98673 68075Email: [email protected]
Continuous screen changerRajhans Plastic Machinery offers cassette type continuous screen changer for processing of thermoplastics extruders. It is available with special adaptors for die and barrel side as per the specifications, hand trolley for mounting the screen changer and spare screen packs and heaters. The screen changer filters the plastic material and removes impurities thereby preventing damages to the die & barrel and hence increases the life of the machine. The application of continuous screen changer is in masterbatch plant, filler plant, pipe plant, texurising plant, mono filament plant, multi-filament plant, box striping plant and special design for PVC.
Rajhans Plastic Machinery Pvt LtdAhmedabad - GujaratTel: 079-2583 0003, 2589 5852Fax: 079-2589 1838Email: [email protected]
Transducers & transmittersAdinath Controls offers melt pressure transducers and transmitters from ONEhalf 20, Canada. It provides an electronic signal, which is proportional to the measured pressure and allows the transducers to operate at process Wheatstone Bridge-Bonded strain gauge design, ensuring high accuracy, reliability and repeatability. These transducers & transmitters are available in two distinct accuracy grades, general purpose grade accuracy (non-linearity) of better than 0.5 per cent FSO, laboratory grade feature accuracy (non-linearity) of better than 0.25 per cent FSO. It is fully compatible with the industry standard wiring pattern and colour coding, and utilises the 6 pin Bayonet connector. The pressure ranges from 0-1,500 psi to 0-15,000 psi, mounting 1⁄2 20 UNF thread or M18 x 1.5. The company also provides 25 ft interconnecting cable with the mating connector.
Adinath Controls Pvt LtdGandhinagar - GujaratTel: 02764-286 573Fax: 02764-286 574Email: [email protected]

May 2010 Modern Plastics & Polymers 93
P R O D U C T U P DAT E
Mould systemsNeejtech India offers mould systems for pharmaceuticals, medical & healthcare, packaging, automotive & electrical industry manufactured by Braunform GmbH. Highly sensitive packaging and measuring components, caps for use in dental and insulin fields, dialysis components, hygiene
products, etc are manufactured by the company. Adapplicator, alu cap, snap cap, PE bottle pack cap, PE twin port cap are some of many clean room moulds offered by the company. The company also manufactures powder inhaler, flow regulator for IV, PE twin port cap, bottle euro pack cap, snap cap, tamper evident closure for pre-filled syringes, etc. The products offered by the company includes medical moulds, clean room moulds, IML & IMD moulds, multi cavity moulds, multi component moulds, stack moulds, etc and rotary table programmes.
Neejtech IndiaAhmedabad - GujaratTel: 079-2656 1312, Mob: 9825 040231Email: [email protected]

Modern Plastics & Polymers May 2010 94
P R O D U C T U P DAT E
Photoelectric sensorLubi Electronics offers SUNX CY series cylindrical photoelectric sensor. This has an M18 thread size for convenient mounting in industry. It has a long sensing range of up to 12 m – through-beam type; 3 m – retro-reflective type
and 120 mm – diffuse-reflective type. The CY series has a wide product range with DC supply type 10-30 V DC and AC supply type 24-240 V AC. The sensor is also equipped with NPN/PNP open-collector transistor output or AC non-contact output. The specialised feature of the sensor is environment resistance – the sensor can be hosed down with water due to its IP67 construction. In addition, it has strong resistance against vibration since it is filled with resin. It can be used effectively in industrial sectors such as ceramic, packaging, pharma, food processing, automobiles, textiles, plastics, etc.
Lubi ElectronicsAhmedabad - GujaratTel: 079-2220 5471-76, Fax: 079-2220 0660Email: [email protected]
Plastic brightner/shinerPlast Fine Polymers offers plastic brightners/shiners/whitener for natural transparent, colours and milky white end products. This is used for adding clarity and gloss finish to natural transparent polymers. It imparts shining and bright finish colours to end products. This brightner/whitener removes yellowness and dullness from the end products and makes it super milky white. This product is used in virgin, second, dull natural or milky white sutli, ropes, twine, reprocess granules, HDPE-LDPE-PVC pipes & profiles, box strap, PET jars, spoon, container, carry bags, liners, sheet, yarns and other end products. One of the main advantages of this product is that it also saves excess use of white pigments and titanium dioxide for opaque end products.
Plast Fine PolymersAhmedabad - GujaratTel: 079-6524 2332Mob: 98255 87152Email: [email protected]
Flameproof motors
NBE Motors offers flameproof motors for use in process industries that pose hazardous environments. The flameproof enclosures consist of mechanically robust study cast iron parts to withstand internal explosion. The output rating and mounting dimensions conform to the specifications of IEC standard. The stator winding is of Class F insulation. Further, a cylindrical shaft extension is equipped on motors, which can be driven by coupling or spur gearing. The stator winding is wound with polyester enamel round wire of high strength and then treated with the progress of vacuum-pressure impregnation (VPI) to make them solid. The rotors are of cast aluminium and are dynamically balanced so that the motor operates smoothly. The stator and rotor cores are laminated with high-class electrical steel sheet that offers high permeability. The motors are fitted with low vibration and low noise bearings, while the fans are made of cast iron.
NBE Motors Pvt Ltd Ahmedabad - GujaratTel: 079-2274 0467/0546Fax: 079-2274 1196Email: [email protected]

May 2010 Modern Plastics & Polymers 95
P R O D U C T U P DAT E
EOAT/gripping systems
Neejtech India offers End of Arm Tooling (EOAT)/gripping systems manufactured by Gimatic SpA. The company produces pneumatic components for handling like grippers, rotary actuators, linear actuators, etc. The advantages of these products are that each
point of the part is attainable, and the company develops special elements to solve customer's problems. Other advantages include specifically developed profiles, high flexibility, etc. The company offers more than 200 patented products. The products are also manufactured as per customised applications. The product manufactured by the company includes robothand (EOAT), grippers, vacuum cups, sprue cutters, air hands, air nippers, quick changers, tilt units, modular clamping systems etc. It is used in robots as end arm for applications in industries like automotive, packaging, medical, etc.
Neejtech IndiaAhmedabad - GujaratTel: 079-2656 1312Mob: 98250 40231Email: [email protected]

Modern Plastics & Polymers May 2010 96
P R O D U C T U P DAT E
Hopper dryerYann Bang Electrical Machinery Co offers stainless insulated hopper dryer. This unique insulated hopper is made of anti-oxidise stainless material, with integrated design and dust- free special process. It is easy to clean and is light in weight, which makes it easy to install on the moulding machine. The user can see clearly through a transparent glass window. Due to its unique construction, it can withstand heat repeatedly.
Yann Bang Electrical Machinery Co Ltd Taichung - TaiwanTel: +886-4-2271 0000Fax: +886-4-2271 1988Email: [email protected]
Infrared lamps/heatersAlok International offers complete range of infrared heaters and IR lamps manufactured by Victory Lighting (UK) Ltd. Infrared is the electromagnetic radiation that has a wavelength longer than visible light but shorter than microwave radiation.
It is divided into shortwave infrared, mediumwave infrared and longwave infrared.
These infrared lamps/heaters are used in PET preform heating, drying water based inks on printing presses, paint baking, powder coating curing, curing inks on textiles, drying glue on paper, drying moisture in paper mills, paper coating drying, shrink wrapping, food warming, evaporation of water in humidifiers, for soldering and in the semiconductor industry. The company also offers complete range of shortwave infrared lamps, ceramic infrared heaters and medium wave quartz infrared heaters.
Alok InternationalNew Delhi Tel: 011-2592 0408/0439Fax: 011-4144 3563Email: [email protected]
Cast film line
Bakubhai Ambalal offers cast film line manufactured by SML Maschinengesellschaft. It is provided with a material feeding dosing system, extrusion unit, chill roll unit, thickness measuring unit, corona unit, edge trim re-feeding system, winder and control system. This system is used for feeding materials using a pneumatic system.
The extrusion unit comprises of extruders equipped with barrier screws and are driven by water cooled AC-drives with increased power for higher output and improved melt quality. The chill roll unit is used for the adjustment of length and height, while the thickness measuring unit is used for the regulation of automatic die, which operates with a radioactive KR-85 sensor. In the edge trim re-feeding system, the first edge trim cutting is arranged upstream of the corona treatment unit to avoid damage to silicon treatment rollers. The second edge trim cutting is arranged upstream of the winder. All the trims are sucked to a mill and then to a vertical scraptruder that feeds the flakes directly to the feed opening of the main extruder.
The cast film line comes with three different winders that are specially developed for winding the CPP-film - one is a horizontal sliding winder, while the two others include turret winders. In addition, the system is equipped with a clear alarm menu, recipe administration, and a short-time & long-time trend system.
Bakubhai AmbalalMumbai - MaharashtraTel: 022-2579 1702, Fax: 022-2579 1713Email: [email protected]

May 2010 Modern Plastics & Polymers 97
P R O D U C T U P DAT E
Resins
Genesis Nutech offers Styrosun® resins, which are weatherable, high-impact, styrenic polymers specifically designed for use in outdoor application. The key advantages of Styrosun® resins are the retention of physical properties after outdoor weathering and very low dielectric loss factor (telecommunication devices). The features of these resins include good mechanical property retention, low water absorption, practical toughness and rigidity, lowest dielectric loss factor for satellite antennas, good seawater resistance and cold impact resistance, high colour stability, good colour dispersion, coatable & paintable. These resins are used in satellite housings and receiving dishes, telecommunication devices and antenna applications, wide array of construction applications, caravan windows and ventilation screens, signage panels (foamed and non-foamed), wood plastics, gardening applications and maritime and military applications.
Genesis Nutech Pvt LtdMumbai - MaharashtraTel: 022-6798 7595Fax: 022-2555 5070Email: [email protected]
Accessories for hydraulic systemElesa and Ganter India offers ATEX line of accessories for hydraulic system such as plugs, breather caps, oil sights and oil level indicators. The main feature of these accessories is conformity to Atex European Directives 94/9/EC (as per suitable marking on
product) that makes them suitable for environments with risk of explosion (for equipments in Group II, category 2GD). The black technopolymer plugs come with NBR synthetic rubber flat packing ring. The breather caps are available with technopolymer splash guards with NBR synthetic rubber flat packing ring. The HGFT ATEX oil level indicators with black technopolymer threaded body comes with transparent technopolymer window while the GN 743.6 oil level indicator have aluminum threaded body and ESG glass window.
Elesa and Ganter India Pvt Ltd - Noida - Uttar PradeshTel: 0120-472 6666Fax: 0120-472 6600Email: [email protected]
Zipper pouch making machine
XL Plastics offers m u l t i - s e r v o stand-up and zipper pouch making machine. It is equipped with a multi-servo system, whereby
each sealing and cooling system is actuated by an individual servo system. This results in optimum seal strength and quality as the dwell/seal time remains constant even at higher speed. The machine is used for making multiple stand-up and zipper pouches for food packaging, vacuum pouches, oil pouches, etc using barrier film. It can also be used for all combinations of laminated film (PE-PET/PE, PET/ALU, PE-PA, PE-PP/PP as well as unlaminated multilayer film).
It has four shaftless unwinders, which can feed four separate films. All the four films can be run in register with the photocell.
XL Plastics Vadodara - GujaratTel: 0265-263 8125Fax: 0265-263 8661Email: [email protected]

Modern Plastics & Polymers May 2010 98
P R O D U C T U P DAT E
Paste
Speedfam (India) offers die polishing paste, valve grinding paste, lapping paste and diamond pastes. This paste is availiable in 5 gm syringe packing and typical applications and is used in extrusion dies and mould cavities, among others. The valve grinding paste developed for valve grinding applications furnish scratch-free finishing, besides exhibiting good cutting properties. It is available in extra coarse, medium coarse and fine grade in 400 gm pack. The lapping paste suits a variety of lapping operations to attain high stock removal & efficient finishing quality. It is available in particle sizes ranging from 75 micron to 3 micron. The diamond paste is used for polishing of hard surfaces to attain a mirror finish.
Speedfam India Pvt LtdNavi Mumbai - MaharashtraTel: 022-2769 2621, Fax: 022-2769 2869Email: [email protected]
Micro PLCOmron Automation offers 'CP1E' series micro PLC for OEM manufacturers. The all-in-one package PLC, with models for high speed counters, pulse outputs and built-in serial port (CP1E-N) provides
solution for machine builders with approximately 20 to 160 I/O points. The CPUs can be connected to a computer via USB cable and support software with ‘smart input’ intuitive operation for faster programming. Two types of CPU units are available:- the E-type basic CPU unit is economical with basic functionality and the N-type application CPU unit supports programmable terminal connection, position control and inverter connection.
Omron Automation Pvt Ltd Bengaluru - KarnatakaTel: 080-4072 6400, Fax: 080-4146 6403Email: [email protected]
Co-rotating twin-screw extruders
STEER Engineering offers ‘Mega Series’ co-rotating twin screw extruders with proven capability and consistent performance quality. These offer complete interchangeability of parts and high levels of compatibility with other extruder lines (Do/Di = 1.55, and specific torque = 13 Nm/cm3). The application includes fibre grade polyester, polyethylene masterbatches, polymer blends, automotive compounds, short fibre
reinforced thermoplastic compounds and many other specialised applications. These machines are available in laboratory, pilot-plant and production models and in various sizes, capable of outputs in excess of several thousand kg per hour. The ‘Mega Series’ are available in 32, 40, 50, 58, 70, 92 and 133 mm sizes.
STEER Engineering Pvt Ltd Bengaluru - KarnatakaTel: 080-2372 3310, Fax: 080-2372 3307Email: [email protected]
Extrusion coating lamination plant
Ocean Extrusions offers extrusion coating lamination plant, which is used to manufacture various substrates required for PP/HDPE woven fabric, non woven fabric, paper poly coating requirements, etc. The machine consists of unwinder turret or mechanical type, corona treater with anchor coating and extruder of 75 mm with 28:1 screw ratio, coat hanger type die, laminator unit with 120 mpm line speed, sandwich unwinder, winder turret or surface type, AC control panel cabinet and heating panel cabinet, etc. It is used to laminate woven sack PP/HDPE fabric coating for fertiliser bag, plastic raw material bag, cement bag, chemical product bag, food packing like rice bag, flour bag, jumbo bag, sugar bag, agriculture bag and general purpose bag.
Ocean Extrusions Ahmedabad - GujaratTel: 079-2290 2200, 3299 4554Email: [email protected]

May 2010 Modern Plastics & Polymers 99
P R O D U C T U P DAT E
Spray gunsRohan Standox Autolack offers a variety of spray guns manufactured by ITW Industrial Finishing, UK. These spray guns are robust, lightweight and have increased finger room & an ergonomic design. The guns use a wide range of EPA compliant air caps that deliver atomisation and can
handle all types of solvent, water-borne, high solid and 2K materials. The high capacity air passages with a separate balanced air valve provide an unrestricted flow of compressed air through the gun body. These guns are used in industrial applications for spraying all types of materials and are used in various industries including automotive, wood, metal, plastics, ceramics, pharmaceutical and composites. The guns are available in a wide selection from high end electrostatic & airless systems to the conventional types.
Rohan Standox AutolackMumbai - MaharashtraTel: 022-6580 3331-2, Fax: 022-2353 5122Mob: 98215 60828Email: [email protected]
Extruder screws and barrelShree Valinath Engineering offers extruder screws & barrel, which include single or twins, parallel or conical, barrels - plain bore or grooved feed for plastics processing plants like PVC pipes, profiles, mono & multilayer films, filaments, sheet, lamination, compounding and others in the range from 18 mm to 180 mm diameter. The geometry of the screw is designed according to processing demands and is made to exact specifications. The screw and barrel are made from wear resistant nitriding steel. Nitride hardeness is maintained up to 67 to 70 HRC with high-level of polishing having close clearance and exacting machining tolerances for screw and barrel. The company also undertakes refurbishing programme for screws and barrels.
Shree Valinath Engineering Ahmedabad - GujaratTel: 079-2019 6852, Mob: 98254 00397, Fax: 079-2766 1962Email: [email protected]
Beryllium copper forgings
Vijay Commercial House offers beryllium copper forgings. These are high-performance plastic mould tooling materials. These products have combined properties of high thermal
conductivity and hardness that result in substantial economic and production benefits for plastics processing moulders and tool makers. Some of the benefits include rapid heat transfer, faster cycle times, low processing cost & low mould fabrication cost. The beryllium copper forgings are used in automotive (injection), consumer products (luggage, toys), electronics (computers, connectors), medical (hospital equipment, testing equipment), containers/caps (trash cans, etc) and in injection/blow mould applications. These are also used in full core & cavity injection mould/blow mould, core pins/wear plates, etc. It also offers forged, machined-to-print copper alloy, beryllium copper & aluminium bronze products in hard-to-find and custom-made sizes, besides designing pieces up to 4,000 lbs, (1,800 kg) with short lead times.
Vijay Commercial HouseMumbai - MaharashtraTel: 022-2201 7128, 2203 8204; Fax: 022-22016629Mob: 98212 36275, 98202 99360Email: [email protected]

Modern Plastics & Polymers May 2010 100
P R O D U C T U P DAT E
Sealing and cutting machineGelson Engineering Work offers fully automatic double decker servo system hi-speed bottom sealing and cutting machine. It is provided with electric digital preset counter meter with buzzer for batch counting. The AC frequency drive to main motor controls the required machine speed. It is equipped with digital temperature controller and static eliminator with three electrodes. The
machine is used for HM, HD, LD, LLDP, PP, film etc. The company also offers photocell with servo system, bottom sealing & cutting machine for printed bags, linear special mechanical automatic high speed bottom sealing & cutting machine, carry bag punching machine, etc.
Gelson Engineering WorkSurendranagar - GujaratTel: 02752-241 074Mob: 98792 67350Fax: 02752-240 908Email: [email protected]
High speed mixerShree Radhekrishna Extrusions offers high speed mixer for rigid/soft PVC compounding, masterbatch as well as antifab and filler coating applications. This mixer is designed according to crucial seven-stage inspection system. It is available in a wide range of models starting from 10 to 3,000 ltr and is suitable for low/high filled compound application. It can mix all chemicals/additives with base resin, is power efficient, offers proper homogeneous mixing of materials, etc. The 'pneuma' seal technology prevents powder infiltration inside the bearing. Special coating on tool enhances life of the tool.
Shree Radhekrishna Extrusions Pvt LtdAhmedabad - GujaratTel: 079-2584 2509, 2584 1785Fax: 079-2584 1141Email: [email protected]
Control system for BMM
Streamline Controls offers control system for bag/pouch making machine (BMM) in a customised programmed package. It is provided with up to four inputs (start signal, stop signal, batch reset and mark sensor); up to five timer based outputs (cutter, sealer, punch, alarm and batch); up to three errors (mark sensor missing, over speed, and temperature); manual/fully auto functions of the machine; optionally analogue input to synchronise with the main motor; etc. It also facilitates additional inputs/outputs and timers for advanced customised solution. Security of programmed parameters is ensured by the latest E2PROM technology. It comprises enhanced user-friendly membrane keypad programming for easy operator interface and 16x2 big LCD displays with 24 key membrane keypad. It is equipped with four digit preset counters for batching and cutter, besides six digit totaliser to count total number of bags.
The programmable features include missing mark counter, offset, mark sensor on/off, timers, length, speed, start proximity on/off, cycle delay, selective display of speed of the machine in number of bags per minute, forward/backward inching and individual output on/off from MMI, etc.
Streamline Controls Pvt LtdAhmedabad - GujaratTel: 079-3291 0812, 3012 5136Fax: 079-2741 1463Email: [email protected]

May 2010 Modern Plastics & Polymers 101
P R O D U C T U P DAT E
Pouch making machinesPrimo Pack Machines offers pouch making machines. The company also m a n u f a c t u r e s combination of centre seal and three side seal
pouch making machine to make centre seal, centre seal with side gusset, two/three side seal pouches, agarbatti pouches with perforation, off centre, centre seal, pouches with side flap insertion.
The multi function pouch making machine is used for making stand up pouches, zipper pouches, etc. These machines convert laminated film into empty pouches and are suitable for companies having their own lamination and printing facilities.
Primo Pack Machines Pvt LtdAhmedabad - GujaratTel: 079-2284 1684/2282 1896Email: [email protected]
Bag conversion system
Lohia Starlinger offers bag conversion system, which is a highly advanced automated high-speed bag conversion machine for producing bottom folded and
sewn woven sack from rolls of tubular woven fabric for conventional bag application. The machine is equipped with servo and PLC control.
This machine is the most appropriate solution to reduce manpower and space requirement. The company also offers Lohia 'baby lofil', the multifilament spin-draw wind machine, which is ideal for the production of small batches of polypropylene multifilament yarns for captive consumption and special applications. The automatic winders, PLC-based process control, compact and modular designs are the salient features of this operator-friendly, ergonomically designed machine.
Lohia Starlinger LtdKanpur - Uttar PradeshTel: 0512-304 5100, Fax: 0512-304 5299Email: [email protected]
Dispensing systemAM Spa offers ‘Servo-Flo® 801-HV’ positive-displacement, two-component meter-mix dispensing system manufactured by Sealant Equipment & Engineering. It is designed to apply small precision beads and small metered shots of precisely mixed resins and provides longer bead lengths and/or an increased quantity of metered shots. The servo-motor design provides consistent and repeatable bead profiles and a change of flow rate during the dispense cycle. The fixed-ratio design improves production rates, product quality and reduces manufacturing costs in micro-dispensing applications. This dispensing system is designed to provide a variety of preset material-dispensing profiles and dispense results ranging from 0.2 cc up to 18 cc at 1:1 ratio. It can dispense precisely mixed materials for different part configurations in batch or random processes. It can be preset to vary the flow rate during dispensing in automated, indexing, XYZ-motion and robotic processes. The control accepts operator preset material profiles or electronic commands from the automation.
AM SpaMumbai - MaharashtraTel: 022-26489074, Mob: 98339 32265Email: [email protected]

Modern Plastics & Polymers May 2010 102
P R O D U C T U P DAT E
MasterbatchesPolyOne Polymers India offers its range of 'OnColour - ComPETE' masterbatches for the growing PET packaging sector. The masterbatches are available in all colour ranges including amber colour for pharma packaging. The masterbatches come with the required
FDA certification, USP Class 24 certification. These have the best-in-class UV stabilisation using 'OnCap' additive package, which also has special additives to protect the content of the bottle in the case of pharma usage. The masterbatch comes in two pellet sizes: 3 mm x 3 mm standard pellets and 1 mm x 1mm mini pellets.
PolyOne Polymers India Pvt LtdMumbai - MaharashtraTel: 22-2778 4426; Mob: 98201 94220; Fax: 022-27784428 Email: [email protected]
Hot runner nozzle
Allied Solutions India offers hot runner nozzle with the 'LT' type sub-runner manufactured by Günther Heisskanaltechnik Gmbh, Germany. This nozzle finds applications in medical technology and packaging. The 'LT' type sub-runner can be used with a connection nozzle
as single nozzle (DELT) and also in combination with a manifold. The nozzle tip is made of a hard-metal alloy with good thermal conductivity for processing filled material. It is provided with side gating, without cold slugs. The tips can be replaced individually. Its features include direct Injection onto the product, up to 24 tips per distribution, etc. It has minimum pitch spacing of 12 mm and maximum spacing of 132 mm. The company also offers butt welding machine, blown film lines, granulators, pipe extruders and ancillaries, gas assist injection moulding systems, injection compression machine, etc.
Allied Solutions India Pvt LtdMumbai - MaharashtraTel: 022-4221 0100; Fax: 022-2557 6234Email: [email protected]
FRP round cooling towers
Harrison Cooling Towers offers FRP round (bottle shaped) cooling towers in capacities ranging from 5 to 600 TR in single cell. These cooling towers are made from fibre-glass and isophthalic resin. The bottle shaped body is designed for optimum performance and to minimise
dead air pockets. Cast aluminium impellers are aerodynamically designed to give high efficiency. The cooling tower shell is made of FRP segments, which make it easy to assemble and dismantle.
Since FRP is resistant to chemical fumes, the cooling tower can be installed in corrosive environment. A digital fan controller is provided
as an optional accessory. High efficiency FRP fans can be provided in place of cast aluminium fans on request. These cooling towers are used for dissipating heat in air-conditioning and refrigeration plants, process plants, diesel gensets and compressors, plastic moulding machines, deep drawing presses, etc.
Harrison Cooling Towers Pvt LtdMumbai - MaharashtraTel: 022-2888 5256, 6440 5777Email: [email protected]
Injection moulding machine
Amrut Brothers offers 'ABH series' vertical plunger type plastic injection moulding machine. It is equipped with a hydraulic system for mould locking/opening and injection/rifling by a lever-operated valve. It comes with a two-zone digital temperature controller and consumes less power. A digital timer operates the locking and injection system. This machine is available in manual, semi-automatic as well as fully automatic mode. It is also provided with an adjustable automatic hydraulic hopper. It comes with digital shot counter and emergency stop push button. The company also offers vertical screw type fully automatic injection moulding machine, bakelite/rubber fully automatic compress moulding press machine and vertical screw type fully automatic PVC footwear moulding machine, among others.
Amrut BrothersAhmedabad - GujaratTel: 079-2292 8163, Mob: 98240 93682, Fax: 079-2292 8163Email: [email protected]
Canned pump
Dynamic Pumps & Projects offers high temperature canned pump with cooling arrangement. This pump is sealless, leak proof and is designed for hot fluid applications. Temperature beyond the limits of standard insulation, which is usually handled by either ceramic insulated motor or heat isolated design. The allowable maximum liquid temperature is almost as high as 400ºC. Process fluid is re-circulated within motor section through an auxiliary impeller. An integrated shell & coiled heat exchanger as well as thermal isolation spacer are provided to cool fluid temperatures within the motors. Complete jackets for pump casing, stator and rear bearing housing are provided for precise temperature control when handling fluids with melting points in the range of ambient to 140ºC.
Dynamic Pumps & Projects (I) Pvt LtdMumbai - MaharashtraTel: 022-2879 1032/2686, 3294 4246Fax: 022-2879 1032/2686Email: [email protected]

May 2010 Modern Plastics & Polymers 103
P R O D U C T U P DAT E
Image sensor
Banner Engineering offers compact, self-contained image sensor with touch-screen controls to solve inspection applications on the factory floor. This 'iVu Series TG' image sensor operates without a PC and features a touch-screen with an
intuitive interface for easy configuration of inspection parameters. It is designed for use in industries including pharmaceutical, automotive, food & beverage, packaging, metal stamping, plastics and electronics for label inspection, part presence & orientation, date/lot code verification, vial cap inspection, injection moulding and packaging verification, drilled hole inspection, feeder bowl inspection, electronic marking verification, etc.
This sensor is equipped with match sensor that compares a part to a reference, an area sensor that detects presence or absence of a feature, and an area sensor that adjusts for motion. It is provided with LCD screen which displays all necessary information. An adjustable focus lens makes image acquisition fast and easy. Its robust housing is rated to IP67 for operation in harsh industrial environments.
Banner Engineering India Pvt LtdPune - MaharashtraTel: 020-6640 5624Fax: 020-6640 5623Email: [email protected]
Plastic injection moulding machineATS International Co offers plastic injection moulding machine manufactured by Dongshin Hydraulics Co. It is available with
capacities ranging from 25 T to 5,000 T with specialty machines like multi colour, silicon rubber, etc. The company also offers vertical machines for rubber moulded products. This machine can be manufactured as per customer’s requirement. It is built on modular platforms using standard off-the-shelf components, which cost less. The company has developed injection moulding machine like all electric energy-saving hybrids as well as multi-colour/multi-material models for a wide range of industries. Its features include faster cycle times, quicker mould changes and better energy efficiency.
ATS International Co LtdNew Delhi Tel: 011-4564 9596Fax: 011-4553 7997Email: [email protected]
Digital indicatorsMicon Automation Systems offers digital indicators (model AI-501) that are available with programmable and modular inputs, supporting multiple input types of thermocouples, RTDs, voltage/current and two-wire transmitters. These digital indicators are suitable for measuring and displaying temperature, pressure, flow level, humidity, etc with measurement accuracy of 0.3 per cent. The dual display windows are convenient to set parameters and alarm points. Various dimensions are also selectable. These indicators support up to four loops of alarms, including two loops of high limit alarms and two loops of low limit alarms. Alarms can either be output to different relays or shared. These come with functions like digital calibrating, digital filtering and thermocouple cold junction auto compensating. Besides, these are free of maintenance and easy-to-operate. These indicators support RS485 communication interface, and can communicate with computers.
Micon Automation Systems Pvt LtdAhmedabad - GujaratTel: 079-3290 0400, Fax: 02717-241598Email: [email protected]

Modern Plastics & Polymers May 2010 104
P R O D U C T U P DAT E
The information published in this section is as per the details furnished by the respective manufacturer/
distributor. In any case, it does not represent the views of Modern Plastics & Polymers
Coder
Process Instrumentation and Controls offers 'Sparsh' coder. It is used to print various statutory information like batch number, date of manufacturing, expiry date, prices and any other informations on various packing like tins, container, cartons, lids, stickers, laminated flexible pouches & films, metal containers, etc.
It is a small compact intermittent motion reciprocating contact coder with ink cartridge enclosed in a sealed container to give a constant amount of PIC fast drying coding ink. It is specially used for high speed coding application, viz self sticker labelling & multi-tracking line, FFS, blister pack, strip pack machine. Its compact design makes it easy to install where space is limited. It can be mounted in any angle, ie, vertical, horizontal or side mounting. Due to separate ink cartridge, it avoids film contamination and keeps area of printing clean. It is a versatile controller, and consist of in-built cyclic timer and five different input modules to achieve or optimise printing speeds up to 180-200 impressions per minute with easy operation. It also runs through external inputs.
Process Instrumentation & ControlsVadodara - GujaratTel: 0265-235 7228, 232 0756Fax: 0265-235 5429Email: [email protected]
Helical gear boxes
Malik Engineers offers helical gear boxes for single screw and twin screw plastic extruders. These gear boxes employ hardened and
Optical brighteners/shiners/PCRPAangee Corporation offers 64 kinds of different optical brighteners/shiners/PCRP that are available as per customer’s requirement. The brighteners removes yellowness and dullness from the products. These products are used in the production of injection
moulded articles, monofilament yarns, ropes, twine, sutli, reprocess granules, PVC pipes & films, disposable items like PP/GPPS glass, spoon, container, box strap, PET jars, jerry can, carry bags, liners, filler compounds, etc. These products are available in different tones like blue, purple, pink & natural cast and also in powder & masterbatch forms.
Aangee Corporation Ahmedabad - GujaratTel: 079-2277 0315, 6524 8381Email: [email protected]
Rheometers
TTL Technologies offers multi-functional high-pressure capillary rheometers with a wide variety of barrel configurations manufactured by Goettfert. The rheograph series 25, 75 and 120 rheometers are available with CAN-bus electronics for a higher degree of automation, user-friendliness features and colour touchscreen monitor. High speeds are available for extreme large shear rate
range testing. Coupled with a high force rating and unique CAN bus plug & play pressure measurement system, measurement curves over wide ranges can be taken in one run and with one set-up. This unique system ensures that the pressure transducers parameters are automatically transferred to the software. Combined with visualisation and measurement software ‘LabRheo’, based on ‘Microsoft.NET Framework 2.0TM’ real-time monitoring of the test is displayed. With Shark Skin unit, flow instabilities can be detected and the smallest pressure peaks can also be measured & analysed.
TTL Technologies Pvt LtdBengaluru - KarnatakaTel: 080-2525 1859, 2526 0646Fax: 080-2529 1285Email: [email protected]
ground gears that are designed with adequate safety factors to transmit highest torque requirement without overloading.
The gears are supported on axial bearings. The output shaft is bored hollow for single screw extruder, while solid shafts are provided for twin-screw extruder drive. Single screw extruder gear boxes use heavy duty spherical roller thrust bearing for absorbing the high thrust loads during extrusion. The specially designed and manufactured axial bearing stack or tandem bearing stack is used for supporting output shafts for twin screw extruder application. The gear casing is either steel fabricated or made of close grain cast iron and accurately machined for precision centering of the gear train.
These gear boxes are available for transmitting capacities ranging from 5 hp to 75 hp and ratios 5:1 through 25:1, or as per OEM requirement.
Malik EngineersThane - MaharashtraTel: 0250-239 0839, Fax: 022-2883 0751Email: [email protected]
Firs
t Fol
d H
ere
Seco
nd F
old
Her
e
Third Fold Here
GLUE
PRODUCT INQUIRY FORM#
##
o AC drives ...........................................................................
o Accessories for hydraulic system .............................
o Additive masterbatches ..............................................
o Additives ...........................................................................
o Aerosol spray paint .......................................................
o Air bubble film plant ....................................................
o Air bubble sheet plant .................................................
o Air treatment ...................................................................
o Air-conditioner parts ....................................................
o Automatic clamping force control ..........................
o Automation solution for plastic industry..............
o B2B magazines................................................................
o Bag conversion system................................................
o Beryllium copper forgings..........................................
o Bio-degradable masterbatches ................................
o Black masterbatches.....................................................
o Blenders.............................................................................
o Blending unit...................................................................
o Blow moulding machines...........................................
o Blower motor...................................................................
o Calendaring lines for PVC films ................................
o Canned pump .................................................................
o Cast film line ....................................................................
o Chillers ...............................................................................
o Clamps ...............................................................................
o Clean room applications .............................................
o CNBC - Emerging India Awards 2010 .....................
o CNC machine...................................................................
o Coder..................................................................................
o Co-extrusion dies...........................................................
o Co-extrusions blown film plant ................................
o Colour masterbatches..................................................
o Compact chiller ..............................................................
o Complex multi part assembly ...................................
o Connectors.......................................................................
o Control system for BMM..............................................
o Conveying system .........................................................
o Cooling tower .................................................................
o Core cutter machine.....................................................
o Co-rotating twin screw extrusion lines..................
o Co-rotating twin-screw extruder .............................
o Corrugators ......................................................................
o Counters & power supplies ........................................
o Crane assembly ..............................................................
o Cutter .................................................................................
o D punch machine ..........................................................
o Dehumidified air dryer ................................................
o Dehumidified dryers.....................................................
o Die casting machines ...................................................
o Digital indicators............................................................
o Digital panel meter .......................................................
o Dipensing system ..........................................................
o Doctoring rewinder machine....................................
o Door trims ........................................................................
o Drum roller .......................................................................
o Drum type slitter rewinder machine ......................
o Dryers .................................................................................
o Electric injection moulding
machine gearboxes.......................................................
o Electric toggle machine ..............................................
o Electrical wire rope hoist ............................................
o Electronic scale remover .............................................
o Email marketing .............................................................
o Encoders............................................................................
o Engineering expo ..........................................................
o Extruder.............................................................................
o Extruder screws and barrels ......................................
o Extrusion coating lamination plant ........................
o Extrusion dies..................................................................
o Feeder ................................................................................
o Fix suspension wire rope hoist .................................
o Fixtures ..............................................................................
o Flame retardant masterbatches ...............................
o Flexible wire rope hoist ...............................................
o FRP round cooling towers ..........................................
o Fully automatic strapping plant...............................
o Granulator ........................................................................
o Gravimetric blender......................................................
o Grip pliers .........................................................................
o Handwheels .....................................................................
o Haul off ..............................................................................
o Hdpe pipe plant .............................................................
o Head lamps & tail lamps .............................................
o Heavy duty floor boring.............................................
o Heavy/light fabrication................................................
o High cavitations .............................................................
o High speed heater cooler mixers and spares......
o High speed mixer...........................................................
o Hinges ................................................................................
o Hm/hdpe/ldpe/lldpe ....................................................
o Hopper dryer...................................................................
o Hopper loader.................................................................
o Horizontal boring machine........................................
o Horizontal handle clamp ............................................
o Horizontal machining center ....................................
o Hot air dryer.....................................................................
o Hot runner nozzle..........................................................
o Hydraulic machines .....................................................
o Hydrostatic pressure testing machine...................
o Image sensor ...................................................................
o Indicators ..........................................................................
o Industrial control & sensing devices.......................
o Industrial coolers ...........................................................
o Industrial robots.............................................................
o Infrared lamps/heaters ................................................
o Injection moulding machine.....................................
o Injection moulding technologies ............................
o Inspection cum siltter rewinding machine ..........
o Invertor/variable frequency drives..........................
o Jib crane ............................................................................
o Jigs ......................................................................................
o Knobs & switches...........................................................
o Lab mixers .......................................................................
o Lamination/coating machine....................................
o Lathes.................................................................................
o Level controllers .............................................................
o Levelling elements ........................................................
o Levers .................................................................................
o Loader ................................................................................
o LV motors..........................................................................
o Masterbatches ...............................................................
o Material blender unit....................................................
o Material storage .............................................................
o Material testing equipment.......................................
o Measuring & monitoring relay .................................
o Medical moulds..............................................................
o Melt flow index test apparatus.................................
o Milling centers ................................................................
o Mirco PLC..........................................................................
o Mixer cooler .....................................................................
o Mono layer blown film plant .....................................
o Motion controls ..............................................................
o Moulds ...............................................................................
o Mould cooling lines ......................................................
o Mould temperature controller..................................
o Moulding automation........................................
o Multi component moulds.................................
o Multi layer blown film plant.............................
o Optical brightners/shiners/PCRP ...................
o Paperless recorder...............................................
o Parallel & right angle axes gearboxes ..........
o Paste .........................................................................
o PET blow moulding machine ..........................
o PET box strapping plant....................................
o PET dehumidified dryers...................................
o PET machines ........................................................
o PET masterbatches..............................................
o PET recycling plant..............................................
o Photo electric sensors........................................
o Pivot system...........................................................
o Plastic converting & beverages machine....
o Plastic extrusion machines...............................
o Plastic films ............................................................
o Plastic injection moulding machine.............
o Plastics extrusion machine...............................
o PLCs...........................................................................
Use this form for FREE additional Information on products / advertisements published in this issue. We will send your inquiries to the advertisers and ask them to send you the details or contact you directly.
How to use this form:
• Please tick against the box of product(s) / advertiser(s) you are interested in: • Mention specific product/service you need, against the products’s / advertiser’s name • Complete all the details on
this form. • Tear the form & mail it to us. (It is a prepaid mail)
Tel: +91-22-3003 4684 / 4640 • Fax: +91-22-3003 4499E-mail: [email protected]
Business Reply InlandBR Permit No. 555
Bhavani Shankar Post Office,Mumbai 400 028.
POSTAGEWILL BEPAID BY
ADDRESSEE
NO POSTAGESTAMP
NECESSARYIF POSTEDIN INDIA
Please complete the following get a quick effective response from suppliers: 1. Your company’s business function is (Pone only)
q Wholesalers q Manufacturer q Distributor q Agent q Other, please specify ______________
2. Your role in your company’s buying process can best be described as:
q I buy q I identify potential suppliers q I approve purchasesq I negotiate contracts q I select suppliers.
3. Your line of business
Name:
Designation:
Company Name:
Address:
City: Pin:
Tel: Fax:
Email:
5 /
2010
Business Insights •Technologies•Opportunities
‘A’ Wing, Ruby House, J. K. Sawant Marg, Dadar (W)Mumbai 400 028,INDIA.
SPECIAL PROJECTSINFOMEDIA 18 LIMITED
Send your inquiries at:Tel: +91-22-3003 4684 Fax: +91-22-3003 4499
Email: [email protected]
o Plungers ..................................................................
o Polymers..................................................................
o Post processing machines................................
o Pouch making machines...................................
o PP glass filled compounds ...............................
o PP mineral filled compounds ..........................
o PP TQ plant.............................................................
o PP/HDPE rafffia tape lines.................................
o PP/HDPE semi automatic strapping plant..
o PP/HDPE/PET box strapping plant ................
o PP/HDPE/PET monofilament plant ...............
o PP/PP TQ film plant .............................................
o Precision fabrication works..............................
o Precision moulding .............................................
o Process controllers ..............................................
o Programmable logic controllers.....................
o Programmable terminals ..................................
o Proximity sensors.................................................
o Pull action...............................................................
o PVC braided hose plant.....................................
o PVC line ...................................................................
o PVC suction hose plant......................................
o Raffia tape lines ....................................................
o Resins .......................................................................
o Rfid ............................................................................
o Rheometers ...........................................................
o Robotics...................................................................
o Roll wrapping machine .....................................
o Rotogravure printing machine .......................
o Safety light curtains............................................
o Scale blenders.......................................................
o Scale watcher ........................................................
o Sealing and cutting machine ..........................
o Segmented barrels .............................................
o Self adhesive tapes .............................................
o Services - market research ...............................
o Servo-electric clamping unit ...........................
o Shaft type slitter rewinder machine .............
o Sheets.......................................................................
o Silicone free sprays..............................................
o Silicone sealant.....................................................
o Single & twin screw extrusion plants ...........
o Single girder EOT crane.....................................
o Single screw and barrel ....................................
o Single screw and barrel
with grooved sleeves .........................................
o Single screw extruder gearboxes ..................
o Spray guns..............................................................
o Stack moulds .........................................................
o Straight line action..............................................
o Switching relays ...................................................
o Synthetic string plant (sutli plant).................
o Takeup drum .........................................................
o Technical moulds .................................................
o Temperature controller......................................
o Tensile testing m/c with
extension-o-meter...............................................
o Test apparatus.......................................................
o Thermoplastic alloys...........................................
o Thermoplastic compounds..............................
o Timers.......................................................................
o Toggle action clamp ...........................................
o Toggle machines..................................................
o Toggle press...........................................................
o Tpe/tpu compounds ..........................................
o Tpu masterbatches .............................................
o Twin screw extruder gearboxes .....................
o Two platen injection moulding machine ...
o Ultrasonic flow meter.........................................
o Underslung crane ................................................
o Universal masterbatches...................................
o Unwinder system.................................................
o Used European plastic machines...................
o UV & PU masterbatches.....................................
o Vacuum loader.......................................................
o Ventilators...............................................................
o Vertical handle clamp ........................................
o Vertical machining center ................................
o Vision sensors........................................................
o Web aligner unit...................................................
o White masterbatches .........................................
o Winder .....................................................................
o Zipper pouch making machine......................

Second Fold Here
Third Fold Here
GLUEADVERTISER INQUIRY FORM
Firs
t Fol
d H
ere
Firs
t Fol
d H
ere
o AB Diachem Systems Pvt Ltd ................................
o ABB Limited.................................................................
o Aerol Formulation Pvt Ltd......................................
o Allied Solution I Pvt Ltd ..........................................
o Alok Masterbatches Ltd ..........................................
o Blend Colours Pvt Ltd ..............................................
o Business Development Bureau India Pvt Ltd..
o Chamunda Equipments ..........................................
o CNBC Tv18....................................................................
o Danfoss Indus Pvt Ltd..............................................
o Dongguan Alfa Automation Machinery Ltd....
o Elesa-Ganter India Pvt Ltd......................................
o Engineering Expo......................................................
o Ferromatik Milacron India Ltd ..............................
o Gem Equipments Ltd...............................................
o Haas Automation India Pvt Ltd ............................
o Huskey Injection Molding Systems P Ltd .........
o Jing Cheng Mold Machinery Co. Ltd ..................
o Kabra Extrusion Technik Ltd..................................
o Kant Plastology ..........................................................
o Konark Plastomech Pvt Ltd....................................
o Larsen & Toubro Ltd .................................................
o LiveWire 18 ..................................................................
o Loxim Industries Limited ........................................
o Machine Point.............................................................
o Matsui Technologies India Ltd..............................
o Neejtech India (Braun).............................................
o Neejtech India (Hekuma)........................................
o Nu-Vu Conair Pvt. Ltd...............................................
o Ocean Extrusions.......................................................
o Omron Automation Pvt. Ltd...................................
o Procon Technologies Pvt Ltd.................................
o Rajoo Engineers Ltd .................................................
o Sacmi Engineering India Pvt Ltd .........................
o SBM Chemicals & Instrumentals P Ltd...............
o Shree Ganesh Converting Machinery................
o Shree Radhekrishna Extrusions Pvt Ltd ............
o Shreeji Engineering Works.....................................
o Shyam Plastic Industries .........................................
o Smart Logistics ...........................................................
o Sreelakshmi Traders..................................................
o Toshiba Machine (India) Pvt. Ltd..........................
o Unimark (Arburg) ......................................................
o Unimark (Maguire)....................................................
o Unimark (Staubli).......................................................
o Wittmann Battenfld India Pvt. Ltd.......................
o XL Plastics.....................................................................
o Zambello Riduttori S. R.I..........................................
Use this form for FREE additional Information on advertisements published in this issue. We will send your inquiries to the advertisers and ask them to send you the details or contact you directly.
How to use this form:
l Please tick against the box of advertiser(s) you are interested in: l Mention specific product/service you need, against the advertiser’s name l Complete all the details on this form.
l Tear the form & mail it to us. (It is a prepaid mail)Tel.: +91-22-3024 5000 l Fax.: +91-22-3003 4499 l Email: [email protected]
##
#
Please complete the following o get a quick effective response from suppliers: 1. Your company’s business function is (Pone only)
q Wholesalers q Manufacturer q Distributor q Agent q Other, please specify ______________
2. Your role in your company’s buying process can best be described as:
q I buy q I identify potential suppliers q I approve purchasesq I negotiate contracts q I select suppliers.
3. Your line of business
Name:
Designation:
Company Name:
Address:
City: Pin:
Tel: Fax:
Email:
5/ 2
010
Send your inquiries at:Tel: +91-22-3024 5000 Fax: +91-22-3003 4499
Email: [email protected]
Business Reply Inland
BR Permit No. 555Bhavani Shankar Post Office,
Mumbai 400 028.
INFOMEDIA 18 LIMITEDRuby House, ‘A’ Wing, J.K. Sawant Marg, Dadar (W),Mumbai 400 028,INDIA.
POSTAGEWILL BEPAID BY
ADDRESSEE
NO POSTAGESTAMP
NECESSARYIF POSTEDIN INDIA
Special Projects
Modern Plastics & Polymers May 2010 112
P R O D U C T I N D E X
CRACK THE BEST DEALS!
AC drives ..................................................... 49
Accessories for hydraulic system ....................................... 97
Additive masterbatches.................................................. 16, 31
Additives...................................................................................... 23
Aerosol spray paint ................................................................. 95
Air bubble film plant .............................................................. 93
Air bubble sheet plant .................................................... 12, 35
Air treatment ............................................................................. 37
Air-conditioner parts ..................................... Front gate fold
Automatic clamping force control .................................... 15
Automation solution for plastic industry .......Back cover
B2B magazines ......................... 82, 84, 86, 88
Bag conversion system ........................................................101
Beryllium copper forgings.................................................... 99
Biodegradable masterbatches ............................................ 16
Black masterbatches ............................................................... 16
Blenders ........................................................ Front inside cover
Blending unit .................................................... Front gate fold
Blow moulding machines........................................................6
Blower motor............................................................................. 21
Calendaring lines for PVC films ................ 23
Canned pump .........................................................................102
Cast film line .................................................................12, 35, 96
Chillers.......................................................................................... 11
Clamps................................................................................... 27, 93
Clean room applications ..........................................................8
CNBC - Emerging India Awards 2010.............................111
CNC machine ............................................... Back inside cover
Coder ..........................................................................................104
Co-extrusion dies ..................................................................... 35
Co-extrusions blown film plant .......................................... 35
Colour masterbatches ..................................................... 16, 31
Compact chiller......................................................................... 13
Complex multi part assembly ................................................9
Connectors ........................................................ Front gate fold
Control system for BMM......................................................100
Conveying system.................................................................... 11
Cooling tower............................................................................ 37
Core cutter machine ............................................................... 79
Co-rotating twin screw extrusion lines............................ 23
Co-rotating twin-screw extruder........................................ 98
Corrugators................................................................................. 23
Counters & power supplies .....................................................5
Crane assembly......................................................................... 53
Cutter............................................................................................ 21
D punch machine ....................................... 79
Dehumidified air dryer........................... 13, Front gate fold
Dehumidified dryers ................................ Front inside cover
Die casting machines ............................................................. 41
Digital indicators ....................................................................103
Digital panel meter ................................................................. 10
Dipensing system ..................................................................101
Doctoring rewinder machine.............................................. 79
Door trims.......................................................... Front gate fold
Drum roller ................................................................................. 21
Drum type slitter rewinder machine................................ 79
Dryers ............................................................ Front inside cover
Electric injection moulding machine
gearboxes...................................................... 7
Electric toggle machine......................................................... 59
Electrical wire rope hoist....................................................... 53
Electronic scale remover ....................................................... 65
Email marketing ....................................................................... 68
Encoders .........................................................................................5
Engineering expo..................................................................... 14
Extruder ....................................................................................... 21
Extruder screws and barrels ................................................ 99
Extrusion coating lamination plant .....................12, 35, 98
Extrusion dies ...................................................................93, 116
Feeder.......................................................... 21
Fix suspension wire rope hoist ........................................... 53
Fixtures......................................................................................... 93
Flame retardant masterbatches ......................................... 16
Flexible wire rope hoist ......................................................... 53
FRP round cooling towers ..................................................102
Fully automatic strapping plant ......................................... 12
Granulator.............11, 13, Front inside cover
Gravimetric blender ................................................................ 13
Grip pliers.................................................................................... 93
Handwheels ................................................ 27
Haul off ........................................................................................ 21
Hdpe pipe plant ....................................................................... 35
Head lamps & tail lamps .............................. Front gate fold
Heavy duty floor boring....................................................... 53
Heavy/light fabrication .......................................................... 53
High cavitations...........................................................................8
High speed heater cooler mixers and spares................ 93
High speed mixer...................................................................100
Hinges........................................................................................... 27
HM/HDPE/LDPE/LLDPE.......................................................... 12
Hopper dryer ............................................................................. 96
Hopper loader ........................................................................... 13
Horizontal boring machine .................................................. 53
Horizontal handle clamp....................................................... 93
Horizontal machining centre................. Back inside cover
Hot air dryer.................................. 11, 13, Front inside cover
Hot runner nozzle ..................................................................102
Hydraulic machines ................................................................ 59
Hydrostatic pressure testing machine ............................. 47
Image sensor............................................. 103
Indicators..................................................................................... 27
Industrial control & sensing devices....................................5
Industrial coolers...................................................................... 37
Industrial robots ....................................................................... 41
Infrared lamps/heaters........................................................... 96
Injection moulding machine ......41, 67, 102, Front gate fold
Injection moulding technologies ...............................6, BGF
Inspection cum siltter rewinding machine.................... 79
Product Pg No Product Pg No Product Pg No
To know more about the products in this magazine, refer to our ‘Product Index’ or write to us at [email protected] or call us at +91-22-3003 4685 or fax us at +91-22-3003 4499
and we will send your enquiries to the advertisers directly to help you source better.
May 2010 Modern Plastics & Polymers 113
P R O D U C T I N D E X
Invertor/variable frequency drives.......................................5
Jib crane ...................................................... 53
Jigs ................................................................................................. 93
Knobs & switches ..................Front gate fold
Lab mixers .................................................. 93
Lamination/coating machine .............................................. 79
Lathes ................................................................................... 27, bic
Level controllers ..........................................................................5
Levelling elements................................................................... 27
Levers............................................................................................ 27
Loader............................................................ Front inside cover
LV motors .................................................................................... 49
Masterbatches ......................................... 102
Material blender unit.............................................................. 11
Material storage........................................................................ 13
Material testing equipment ................................................. 23
Measuring & monitoring relay ..............................................5
Medical moulds ...........................................................................8
Melt flow index test apparatus........................................... 47
Milling centers............................................. Back inside cover
Mirco PLC .................................................................................... 98
Mixer cooler ............................................................................... 21
Mono layer blown film plant............................................... 35
Motion controls ...........................................................................5
Moulds.............................................................................................8
Mould cooling lines ................................................................ 63
Mould temperature controller ..................................... 11, 13
Moulding automation...............................................................9
Multi component moulds........................................................8
Multi layer blown film plant ......................................... 12, 35
Optical brightners/shiners/PCRP ............ 104
Paperless recorder...................................... 10
Parallel & right angle axes gearboxes .................................7
Paste.............................................................................................. 98
PET blow moulding machine .............................................. 91
PET box strapping plant........................................................ 12
PET dehumidified dryers........................ Front inside cover
PET machines............................................................................. 59
PET masterbatches .................................................................. 16
PET recycling plant.................................................................. 35
Photo electric sensors ...............................................................5
Pivot system............................................................................... 79
Plastic converting & beverages machine........................ 95
Plastics extrusion machines................................................. 41
Plastic films.................................................................Back cover
Plastics injection moulding machine .............................103
Plastics extrusion machine................................................... 19
PLCs ............................................................................................... 49
Plungers....................................................................................... 27
Polymers ...................................................................................... 23
Post processing machines .................................................... 50
Pouch making machines.....................................................101
PP glass filled compounds ................................................... 16
PP mineral filled compounds .............................................. 16
PP TQ plant................................................................................. 12
PP/HDPE rafffia tape lines..................................................... 12
PP/HDPE semi automatic strapping plant ..................... 12
PP/HDPE/PET box strapping plant .................................... 35
PP/HDPE/PET monofilament plant.................................... 35
PP/PP TQ film plant ................................................................. 35
Precision fabrication works .................................................. 93
Precision moulding ........................................ Front gate fold
Process controllers................................................................... 10
Programmable logic controllers............................................5
Programmable terminals .........................................................5
Proximity sensors ........................................................................5
Pull action ................................................................................... 93
PVC braided hose plant......................................................... 91
PVC line........................................................................................ 59
PVC suction hose plant.......................................................... 91
Raffia tape lines.......................................... 35
Resins............................................................................................ 97
RFID ..................................................................................................5
Rheometers .............................................................................104
Robotics ................................................. 71, Front inside cover
Roll wrapping machine.......................................................... 79
Rotogravure printing machine ........................................... 79
Safety light curtains..................................... 5
Scale blenders ........................................................................... 25
Scale watcher............................................................................. 65
Sealing and cutting machine ............................................100
Segmented barrels ................................................................. 93
Self-adhesive tapes ................................................................. 95
Services - market research ................................................... 29
Servo-electric clamping unit ............................................... 15
Shaft type slitter rewinder machine ................................. 79
Sheets ...........................................................................Back cover
Silicone free sprays.................................................................. 75
Silicone sealant ......................................................................... 75
Single & twin screw extrusion plants............................... 23
Single girder EOT crane......................................................... 53
Single screw and barrel ........................................................ 93
Single screw and barrel with grooved sleeves............. 93
Single screw extruder gearboxes .........................................7
Spray guns .................................................................................. 99
Stack moulds ................................................................................8
Straight line action .................................................................. 93
Switching relays...........................................................................5
Synthetic string plant (sutli plant) ..................................... 35
Takeup drum............................................... 21
Technical moulds ........................................................................8
Temperature controller......................................................5, 10
Tensile testing m/c with extension-o-meter ................. 47
Test apparatus ........................................................................... 47
Thermoplastic alloys ............................................................... 32
Thermoplastic compounds .................................................. 32
Timers ..............................................................................................5
Toggle action clamp ............................................................... 93
Toggle machines ...................................................................... 59
Toggle press ............................................................................... 93
Tpe/tpu compounds............................................................... 16
Tpu masterbatches.................................................................. 31
Twin screw extruder gearboxes ............................................7
Two platen injection moulding machine ....................... 59
Ultrasonic flow meter ................................ 10
Underslung crane .................................................................... 53
Universal masterbatches ....................................................... 16
Unwinder system ..................................................................... 79
Used European plastic machines....................................... 95
UV & PU masterbatches......................................................... 16
Vacuum loader.................11, Front gate fold
Ventilators ................................................................................... 95
Vertical handle clamp............................................................. 93
Vertical machining center....................... Back inside cover
Vision sensors...............................................................................5
Web aligner unit ......................................... 79
White masterbatches.............................................................. 16
Winder.......................................................................................... 21
Zipper pouch making machine................. 97
Product Pg No Product Pg No Product Pg No
CRACK THE BEST DEALS!
Modern Plastics & Polymers May 2010 114
A DV E R T I S E R S ’ L I S T
Advertisers’ Name & Contact Details Pg No Advertisers’ Name & Contact Details Pg No Advertisers’ Name & Contact Details Pg No
AB Diachem Systems Pvt Ltd 65
T: +91-11-25155456
W: www.scalewatcher.in
ABB Limited 49
T: +91-80-22949560
W: www.abb.co.in
Aerol Formulation Pvt Ltd 75
T: +91-11-25920390;45552777
W: www.aerol.in
Allied Solution I Pvt Ltd 6
T: +91-22-42210100
W: www.alliedsolutions.com
Alok Masterbatches Ltd 31
T: +91-11-41612244
W: www.alokindustries.com
Blend Colours Pvt Ltd 16
T: +91-40-2436 1499 / 2436 0887
W: www.blendcolours.com
Business Development Bureau India Pvt Ltd 29
T: +91-20-27010321
W: www.bdbmr.co.in
Chamunda Equipments 93
T: +91-79-27522437
W: www.chamundaequip.com
CNBC Tv18 111
T: +91-22-26538487
W: www.emergingindia.moneycontrol.com
Danfoss Indus Pvt Ltd 21
T: +91-44-66501555
W: www.danfoss.com
Dongguan Alfa Automation Machinery Ltd 71
T: +86-769-8318-0326
W: www.alfarobot.com
Elesa-Ganter India Pvt Ltd 27
T: +91-120-4726666
W: www.elesa-ganter.com
Engineering Expo 14
T: +91-09819430607
W: www.engg-expo.com
Ferromatik Milacron India Ltd 59
T: +91-79-25890081
W: www.milacronindia.com
Gem Equipments Ltd 37
T: +91-422-3267800
W: www.gemindia.com
Haas Automation India Pvt Ltd .BIC
T: +91-20-32935433
W: www.HaasCNC.com
Huskey Injection Molding Systems P Ltd BGF
T: +91-22-25706316
W: www.husky.ca
Jing Cheng Mold Machinery Co. Ltd 116
T: +86-576-8402-5800
W: www.JC-times.com
Kabra Extrusion Technik Ltd 19
T: +91-22-26734822
W: www.kolsite.com
Kant Plastology 47
T: +91-79-25895727
W: www.kantplastology.com
Konark Plastomech Pvt Ltd 12
T: +91-79-22891670
W: www.konarkplastomech.com
Larsen & Toubro Ltd .FGF
T: +91-44-26812000
W: www.larsentoubro.com
LiveWire 18 68
T: +91-22-30245000
Loxim Industries Limited 32
T: +91-2717-308000
W: www.loxim.com
Our consistent advertisers

May 2010 Modern Plastics & Polymers 115
A DV E R T I S E R S ’ L I S T
Machine Point 95
T: +91-79-65492585
W: www.machinepoint.com
Matsui Technologies India Ltd. 11
T: +91-120-4243862
Neejtech India (Braun) 8
T: +91-79-26561312
W: www.neejtech.com
Neejtech India (Hekuma) 9
T: +91-79-26561312
W: www.neejtech.com
Nu-Vu Conair Pvt. Ltd 13
T: +91-79-25841181
W: www.conairgroup.com
Ocean Extrusions 35
T: +91-79-22902200
W: www.oceanextrusions.com
Omron Automation Pvt. Ltd. 5
T: +91-80-40726400/41466400
W: www.omron-ap.com
Procon Technologies Pvt Ltd 10
T: +91-79-27492566
W: www.procon.co.in
Rajoo Engineers Ltd .BC
T: +91-09909988932
W: www.rajoo.com
Sacmi Engineering India Pvt Ltd 67
T: +91-2717-250397
W: www.negribossi.com
SBM Chemicals & Instrumentals P Ltd 23
T: +91-22-30008800
W: www.malaney.com
Shree Ganesh Converting Machinery 79
T: +91-79-32447499
W: www.shreeganeshconverting.com
Shree Radhekrishna Extrusions Pvt Ltd 93
T: +91-79-25842509
W: www.radhekrishnaexports.com
Shreeji Engineering Works 53
T: +91-79-22874558
W: www.shreejicranes.com
Shyam Plastic Industries 91
T: +91-79-25841459
W: www.shyamplastic.in
Smart Logistics 82, 84, 86, 88
T: +91-22-30034651
W: www.eshop.infomedia18.in
Sreelakshmi Traders 95
T: +91-44-22313606
W: www.sreelakshmitraders.com
Toshiba Machine (India) Pvt. Ltd. 41
T: +91-11-43291111
W: www.toshiba-machine.co.jp
Unimark (Arburg) 15
T: +91-22-25506712
W: www.arburg.com
Unimark (Maguire) 25
T: +91-22-25506712
W: www.unimark.co.in
Unimark (Staubli) 63
T: +91-22-25506712
W: www.staubli.com
Wittmann Battenfld India Pvt. Ltd. .FIC
T: +91-44-42077009
W: www.wittmann-group.com
XL Plastics 50
T: +91-265-2638125
W: www.xlplastics.com
Zambello Riduttori S. R.I. 7
T: +39-0331-307-616
W: www.zambello.it
Advertisers’ Name & Contact Details Pg No Advertisers’ Name & Contact Details Pg No Advertisers’ Name & Contact Details Pg No
Our consistent advertisers


Mod
ern
Pla
stics & P
olym
ers
Ma
y 2010
Mod
ern
Pla
stics & P
olym
ers
Ma
y 2010
Regn. No. MH/ MR / WEST / 234 / 2009-2011 RNI No: MAHENG / 2008 / 25265Allowed to Post At Patrika Channel Sorting Office, G.P.O., Mumbai 400 001.
Date of Mailing: 1st & 2nd Of Every Month Issue.
120