ivan mitrovic - izve ataj v2 - wbc-vmnet prakse/ivan mitrovic... · ili skra ćeno cad/cam/cae...
TRANSCRIPT

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 1 of 41
4.13 Model završnog izveštaja
Univerzitet: Kragujevac Školska godina: 2010/11 Fakultet: Mašinski fakultet u Kragujevcu
ZAVRŠNI IZVEŠTAJ o realizovanoj studentskoj praksi
Student: Ivan Mitrovi ć
ID broj studenta: 79/2003
Godina studija: V
Modul: Proizvodno mašinstvo
Ime akademskog mentora: Prof. dr Vesna Mandi ć
Ime industrijskog mentora: ing. Marko Takovac
2011, Kragujevac

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 2 of 41
1. Opšte informacije
Student Ime studenta: Ivan Mitrović Nivo studija: ID broj: 79/2003 E-mail: [email protected] Telefon: 064 9852573 Vremenski period prakse Od: 03.06.2010 g. Do: 30.06.2010 g. Broj sati: +381 34 501 201
Akademska institucija Univerzitet: Kragujevac Fakultet: Mašinski fakultet u Kragujevcu Adresa: Sestre Janjić 6 Grad: Kragujevac Ime akademskog mentora: Prof. dr Vesna Mandić Pozicija: Profesor E-mail: [email protected] E-mail:
Broj telefona:
Institucija u kojoj se realizuje praksa (preduze će/institucija) Ime: SCGM d.o.o. URL: www.scgm.com Adresa: 19.Oktobra 2 Grad: Kragujevac Ime industrijskog mentora: Marko Takovac Pozicija: E-mail: [email protected] E-mail:
Broj telefona: +381 34 304 560 2. Zahvalnice

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 3 of 41
3. Uvod
Firma SCGM d.o.o. je osnovana 2004 g. i nastala je kao rezultat udruživanja iskustva u oblasti dizajna i projektovanja tehničkih proizvoda sa jedne strane i iskustva u projektovanju i izradi alata za brizganje plastike sa druge strane.
Po strukturi kapitala predstavlja mešovito nemačko-srpsko preduzeće i skoro celokupna delatnost projektovanja i proizvodnje okrenuta je nemačkom tržištu odnosno tržištu Evropske unije.
Biti u vrhu po kvalitetu i znanju – osnovna je filozofija poslovanja ove mlade, ali već dokazane firme. Danas SCGM d.o.o. predstavlja moderno preduzeće sa 50 zaposlenih.
Firma SCGM u svojoj delatnosti pokriva:
• oblast industrijskog dizajna i projektovanja proizvoda
• oblast izrade prototipova
• oblast izrade alata za prototipsku i serijsku proizvodnju
• proizvodnja artikala od plastike
• montaža sklopova
Dizajn i projektovanje
Oblast industrijskog dizajna i projektovanja proizvoda (sklopova) zasnovana je prevashodno putem saradnje sa partnerskom firmom HS CAD/CAE iz Nemačke (koja je ujedno i suosnivač firme).
Dugogodišnja iskustva u projektovanju pozicija i sklopova za najveće nemačke firme u domenu autoindustrije, medicinske industrije, farmaceutske industrije, optičarske industrije i dr. učinili su da SCGM može da bude pouzdan partner svakoj firmi koja želi da svoju poslovnu ideju realizuje na tržištu.
Projektovanje se vrši na modernim grafičkim stanicama (DELL).
Izrada prototipova
Mogućnosti izrade funkcionalnih prototipova za svaku ideju ili proizvod u razvoju pomoću:
• STL (stereolitografija)
• Livenjem pod vakumom
• Prototipskih alata
• 3D printera
Kvalitetni prototipovi predstavljaju polaznu osnovu za funkcionalno istraživanje. Oni su neophodni u pogledu bitnih odluka u dizajnu ili naknadnih neophodnih korekcija pre izrade alata

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 4 of 41
Izrada alata
U modernoj opremljenoj alatnici izradjuju se kvalitetni i precizni alati koji obezbedjuju visok kvalitet proizvoda u procesu serijske proizvodnje.
Koristeći alatne mašine sa CNC upravljanjem, sa kadrom koji poseduje višegodišnja iskustva u alatničarstvu i koristeći savremene CAM tehnologije nastaju alati visokih performansi.
Mašinski park za izradu alata : CNC glodalice: Mikron VCP 1350 TNC 426 Mikron UM600 TNC 426 TOS FNG40 TNC 355
Konvencionalna glodalica:
MAHO 800 Erozimati: Charmilles Roboform 20 CNC Dieter Hansen 750C NC Agie Agiematic C Ostale: BLOHM - brusilica Jung HF50RD - brusilica TOS SN40 B - strug
Prerada plastike
U pogonu za preradu plastike nalaze se savremene CNC mašine za preradu plastike inekcionim brizganjem i to delova od 1 do 450 gr.
U mogućnosti smo da preradjujemo veliki broj tehničkih plastomera (PA, PC, ABS, POM, PBT) kao i plastomera za široku potrošnju (PP, PE i dr).
Moderne mašine i korišćenje aktuelnih tehničkih baza svih renomiranih proizvodjača plastomera omogućuju, uz kvalitetne alate, obezbeñivanje visokog kvaliteta tehnički složenih komponenti.
Masinski park inekcionog brizganja :
• Battenfeld Plus 350
• Battenfeld HM40/130
• Battenfeld TM 1000/350
• Battenfeld BK 1300/315
• Battenfeld BK 2500/800
• KM 160/180/55 CXZ (dvokomponentno brizganje).

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 5 of 41
4. Ciljevi PSP i metodologija
Razvoj računara i mikroprocesora u drugoj polovini prošlog veka doprineo je razvoju niza novih tehnika i tehnologija kojima je u znatnoj meri unapreñena industrijska proizvodnja. Računarstvo i informacione tehnologije su uticali na automatizaciju procesa, postupaka i aktvnosti u svim oblastima proizvodnje.
Cilj ovog rada je da se na praktičnom primeru iskažu prednosti računarom podržane proizvodnje (CAM), odnosno projektovanja tehnologija izrade proizvoda pomoću računara (CAPP). Projektovanje tehnoloških postupaka pomoću računara podrazumeva automatsko prepoznavanje geometrijskih modela proizvoda, pre svega u tehnološkom smislu, odnosno automatsko generisanje tehnološkog postupka, sa svim neophodnim elementima, parametrima i vrednostima za izradu proizvoda. Postoji veliki broj softvera razvijenih za ovu namenu (EXAPTPlus, MasterCAM, PowerMILL, SolidCAM, CATIA, EdgeCAM, ESPRIT SolidCAM, SmartCAM, FeatureCAM, ...), kao i veliki broj CAD/CAM sistema u kojima se generišu i iz kojih se eksportuju geometrijski modeli proizvoda (AutoCAD, Autodesk Inventor, Pro/Engineer, Unigraphics, Acis SAT, CATIA, SolidWorks, SolidEdge, Parasolid, Mechanical Desktop, 3D Studio, ...).
Ovde će biti prikazane mogućnosti softvera Delcam PowerMILL i pomoću njega izvršeno definisanje strategije obrade i generisanje NC koda, odnosno biće izrañena tehnološka dokumentacija potrebna za obradu dela alata za livenje plastike. Inače alat je namenski rañen u firmi SCGM za izradu dela kućišta inhalatora koji proizvodi Prizma Kragujevac. Na ovakvom delu, zbog svoje složenosti i komplikovane geometrije, moguće je uočiti sve prednosti pomenutih tehnologija. Može se reći da bi njegova izrada konvencionalnim tehnologijama bila nezamisliva.
Stalni zahtevi tržišta za novim proizvodima, skraćenje vremena isporuke, promenljiva veličina serije, a sa druge strane bolje ovladavanje proizvodnim i drugim procesima, povećanje kvaliteta izrade i smanjenje cene koštanja proizvoda, zahtevaju neophodnost postojanja proizvodnih sistema koji u kratkom roku mogu da odgovore na te potrebe. Da bi odgovorili na ove zahteve proizvodni sistemi moraju posedovati visok stepen fleksibilnosti i automatizacije u isto vreme.
Istovremeno povećanje nivoa automatizacije i fleksibilnosti proizvodnih procesa moguće je ostvariti primenom kompjuterskih tehnologija. Osnovu ovih sistema čine softverski alati koji se vezuju za pojedine faze razvojnog ciklusa proizvoda:
• CAD (Computer Aided Design) - projektovanje pomoću računara,
• CAM (Computer Aided Manufacturing) - računarom podržana proizvodnja,
• CAE (Computer Aided Engineering) - računarom podržan inženjering,
ili skraćeno CAD/CAM/CAE alati.
U okviru ove prakse posebna pažnja je posvećena razvoju novog proizvoda i primenama savremenih tehnologija virtuelnog inženjeringa, posebno u delu CAM tehnologija.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 6 of 41
5. Opis posla
Cilj prakse je bio ovladati projektovanjem tehnološkog postupka izrade dela alata za injekciono brizganje plastike koji poseuje veoma komplikovanu geometriju, što podrazumeva definisanje strategije za njegovu obradu i simulaciju procesa, a zatim i generisanje NC koda i potrebne tehnološke dokumentacije. Da bi uspešno izvršili ove zadatke u PowerMILL-u predhodno je potrebno definisati bitne parametre koji obezbeñuju dobijanje zadovoljavajućih rezultata.
Koriš ćeni softverski sistem
PowerMILL je jedan od vodećih svetskih CAM softvera za izbor strategije obrade i generisanje NC koda pri obradi komplikovanih oblika i površina kakve se često sreću pri izradi alata za livenje plastike, ili u automobilskoj i avio industriji. Prvenstveno je namenjen za obradu metala glodanjem, meñutim takoñe se može koristiti pri izradi strategija bušenja. Ovaj softver poseduje veliki izbor strategija mašiniranja, kako za grubu tako i za finu obradu. Podržava žičane, površinske i solid CAD modele kreirane u drugim Delcam-ovim softverima za modeliranje ili u nekom standardnom formatu kao što je IGES. Uz pomoć PS-Exchange prevodioca moguće je direktno uvesti i modele proizvoda kreirane u drugim softverima kao što je CATIA. Pored generisanja NC programa, PowerMILL omogućava i simulaciju procesa obrade kao i ispitivanje eventualne kolizije putanja alata sa modelom proizvoda, alatima za stezanje i nosačem alata. To u znatnoj meri olakšava sam proces izrade jer se eventualne greške ispravljaju još u fazi generisanja putanja alata.
Slika 1. Prozor koji se otvara pokretanjem PowerMILL-a
Radno okruženje PowerMILL-a sastoji se iz sledećih celina (slika 1):
1. Menu bar – omogućava pristup velikom broju menija kao što su File, View, Insert, Draw, Tools i Help. Pokretanjem menija, kao što je na primer File otvara se lista komandi i pod-menija s njim u vezi.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 7 of 41
2. Main toolbar – sadrži brz pristup najčešće upotrebljivanim komandama u PowerMILL-u.
3. Explorer – omogućava kontrolu nad svim entitetima PowerMILL-a. U ovom prozoru se nalazi stablo sa svim relevantnim podacima o generisanim putanjama, korišćenim alatima, NC programima i mnogim drugim parametrima koji se definišu tokom procesa mašiniranja.
4. Graphic window – predstavlja radnu površinu na ekranu. U njemu su vizuelno prikazani svi podaci koji se učitavaju ili generišu u postupku izrade strategije obrade (model, alati, putanje alata, koordinatni sistemi, simulacija procesa itd.).
5. View toolbar – omogućava brz pristup najčešće korišćenim pogledima u PowerMILL-u. Tu se mogu izdvojiti pogledi duž glavnih osa, izometrijski pogledi, kao i opcije za više načina vizuelizacije modela (prikaz žičanog modela, izražavanje livačkih nagiba, malih radijusa itd.).
6. Status bar – prikazuje informacije u vezi sa procesima koji su u toku. Na primer to može biti kratak opis detalja koji se nalazi ispod kursora, ili informacija o izračunavanju putanja alata koja je u toku.
7. Information toolbar – prikazuje neka od trenutnih podešavanja i služi prvenstveno kao podsetnik.
8. Tool toolbar – olakšava brzu izradu alata u PowerMILL-u.
U zavisnosti od mogućnosti i konfiguracije mašine na kojoj se izvodi obrada, PowerMILL nudi mogućnost velkog izbora strategija za 2.5, 3 ili 5-osnu obradu (slika 2). Koja će strategija biti odabrana zavisi od konkretnih uslova obrade i složenosti dela koji se obrañuje.
Slika 2. Strategije obrade u PowerMILL-u
Osnovne strategije za 3D grubu obradu (izrada dela, koji će ovde biti izložen, vrši se na 3-osnoj CNC glodalici) su takozvane 3D Area Clearance strategije. Ova vrsta obrade slična je 2.5D obradi i zasniva se na uklanjanju materijala po površini koja se nalazi na odreñenoj Z-visini. Nakon potpune obrade te površine alat se spusti za definisanu vrednost po Z-osi i nastavlja obradu naredne površine (slika 3). Navedeni proces se ponavlja dok se ne obradi poslednja površina.
www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 8 of 41
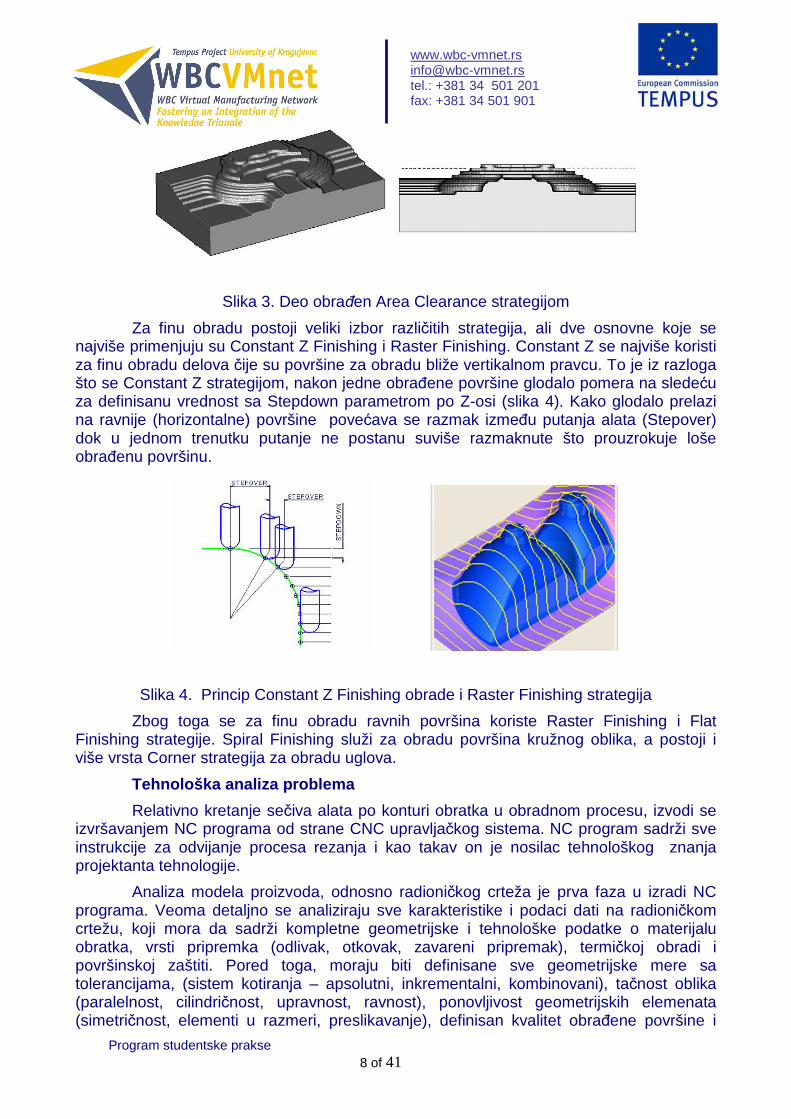
Slika 3. Deo obrañen Area Clearance strategijom
Za finu obradu postoji veliki izbor različitih strategija, ali dve osnovne koje se najviše primenjuju su Constant Z Finishing i Raster Finishing. Constant Z se najviše koristi za finu obradu delova čije su površine za obradu bliže vertikalnom pravcu. To je iz razloga što se Constant Z strategijom, nakon jedne obrañene površine glodalo pomera na sledeću za definisanu vrednost sa Stepdown parametrom po Z-osi (slika 4). Kako glodalo prelazi na ravnije (horizontalne) površine povećava se razmak izmeñu putanja alata (Stepover) dok u jednom trenutku putanje ne postanu suviše razmaknute što prouzrokuje loše obrañenu površinu.
Slika 4. Princip Constant Z Finishing obrade i Raster Finishing strategija
Zbog toga se za finu obradu ravnih površina koriste Raster Finishing i Flat Finishing strategije. Spiral Finishing služi za obradu površina kružnog oblika, a postoji i više vrsta Corner strategija za obradu uglova.
Tehnološka analiza problema
Relativno kretanje sečiva alata po konturi obratka u obradnom procesu, izvodi se izvršavanjem NC programa od strane CNC upravljačkog sistema. NC program sadrži sve instrukcije za odvijanje procesa rezanja i kao takav on je nosilac tehnološkog znanja projektanta tehnologije.
Analiza modela proizvoda, odnosno radioničkog crteža je prva faza u izradi NC programa. Veoma detaljno se analiziraju sve karakteristike i podaci dati na radioničkom crtežu, koji mora da sadrži kompletne geometrijske i tehnološke podatke o materijalu obratka, vrsti pripremka (odlivak, otkovak, zavareni pripremak), termičkoj obradi i površinskoj zaštiti. Pored toga, moraju biti definisane sve geometrijske mere sa tolerancijama, (sistem kotiranja – apsolutni, inkrementalni, kombinovani), tačnost oblika (paralelnost, cilindričnost, upravnost, ravnost), ponovljivost geometrijskih elemenata (simetričnost, elementi u razmeri, preslikavanje), definisan kvalitet obrañene površine i

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 9 of 41
eventualno dat tehnološki opis o montaži ili načinu izvoñenja neke tehnološke operacije na obratku. Posle detaljne analize radioničkog crteža obratka, metodologija izrade NC programa odvija se kroz izradu plana stezanja, plana obrade, plana alata, plana pripreme alata, i automatskog generisanja NC-koda na osnovu geometrijskog modela obratka.
Planom stezanja se najpre odredi koliko je stezanja potrebno za kompletnu obradu, a zatim se za svako stezanje odreñuje meñusobni polozaj obratka i radnog stola mašine. Planom stezanja se uspostavljaju geometrijski odnosi izmeñu referentnih tačaka alata, obratka, nulte tačke CNC mašine, a istovremeno se odreñuje meñusobni položaj koordinatnog sistema obratka i koordinatnog centra mašine.
Plan obrade se definiše za svako stezanje posebno i u okviru njega se odreñuju strane i površine za obradu, redosled tehnoloških operacija i njihovi geometrijski elementi, elementi režima rezanja (brzina pomoćnog kretanja i brojevi obrtaja glavnog vretena za svaku tehnološku operaciju), uspostavljaju relacije tehnoloških opercija i alata, kao i uslovi pod kojima se odvija proces rezanja (npr. sa hlañenjem ili bez hlañenja). Svi ovi elementi treba da obezbede dobijanje završne geometrije obratka sa tehnološkim karakteristikama definisanim radioničkim crtežom. Tehnološke operacije se navode u planu obrade onim redosledom kojim CNC mašina alatka u realnom obradnom procesu treba da ih izvršava.
Plan alata sadrži sve podatke za potpuno dimenziono i tehnološko definisanje alata koji izvršavaju operacije sa tehnološkim atributima iz plana obrade. U planu alata postoji identifikacioni kod, naziv i specifikacija svih elemenata seta alata (nosač, nastavak, reducir, stezni pribor, rezni alat) koji ga sačinjavaju, sa geometrijskim merama pojedinačnih elemenata i seta alata kao celine.
U daljem toku rada biće definisani svi značajni tehnološki parametri koji prethode izradi NC programa za upravljanje procesom obrade, generisanje NC-koda i na kraju će biti prikazana simulacija obrade.
Geometrijski model predmeta obrade
Predmet koji se obrañuje je deo alata za livenje plastike, tzv. Insert Core ploča. Plastični odlivak, za čiju izradu je namenjen ovaj alat, je deo kućišta inhalatora, rañenog za Prizmu, koji ima veoma složenu geometriju što samim tim iziskuje i komlikovanu geometriju kalupnih šupljina alata. Geometrijski model Insert Core ploče je izrañen u CAD/CAM softveru CATIA. Uz pomoć Exchange softvera geometrijski model, koji je snimljen u STEP formatu, se prevodi u radno okruženje PowerMILL-a (slika 5).
Slika 5. Uvoñenje i izgled geometrijskog modela u PowerMILL

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 10 of 41
Pored žičanog i osenčenog izgleda modela moguće je istaći i neke karakteristike modela koje mogu biti važne pri izboru alata i strategije obrade. Tako na primer mogu se označiti svi radijusi manji od neke zadate vrednosti, ili obeležiti nagibi na modelu koji su u odreñenim granicama (slika 6). U PowerMILL Explorer-u, otvaranjem, Models – Drawing Options prozora mogu se podesiti željene vrednosti radijusa, odnosno uglova koje želimo da istaknemo.
Slika 6. Vizuelni prikaz minimalnih radijusa i livačkih nagiba
Uz geometrijski model mora postojati i radionički crtež na kome se nalaze svi relevantni podaci o delu koji se obrañuje kao što su geometrijske dimenzije, tolerancije, kvalitet obrañenih površina, materijal predmeta obrade, termička obrada i sl. (slika 7).
Slika 7. Radionički crtež modela
Geometrijski model proizvoda često sadrži i segmente (žljebove, otvore, rupe i sl.) koji se ne obrañuju u konkretnom postupku, odnosno čija se obrada vrši drugim

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 11 of 41
postupcima (bušenjem, elektoerozionom obradom i dr.). Korisno je, pre pristupanja generisanju putanja kreirati površine kojma će se ovakvi segmenti zatvoriti, da ih ne bi glodalo nepotrebno obrañivalo, što može izazvati oštećenja na predmetu obrade. Neke jednostavnije površine mogu se kreirati i u PowerMILL-u, ali pogodnije je to uraditi u nekom od softvera za CAD modeliranje i zatim takav skup površina uvesti sa geometrijskim modelom. U konkretnom slučaju površine su generisane u softveru CATIA i uvezene u STEP formatu u PowerMILL na isti način kao i geometrijski model (slika 8).
Slika 8. Uvoženje površina u geometrijski model
Koordinatni sistemi
Nakon uvoženja modela potrebno je definisati njegovu orjentaciju u prostoru, odnosno treba kreirati koordinatni sistem koji će najviše odgovarati datom problemu. Kod CNC mašina alatki se primenjuje u glavnom Dekartov pravougli koordinatni sistem za jedinstvenu orjentaciju kretanja alata i drugih pokretnih modula. Položaj i orjentacija koordinatnog sistema je vrlo bitna stavka prilikom generisanja putanja alata jer se u odnosu na njega definišu sva kretanja alata tokom obrade kao i plan stezanja pripremka na radnom stolu mašine. Takoñe u odnosu na koordinatni sistem se vrši i pomeranje nulte tačke. Pomeranjem nulte tačke ostvaruje se kompezacija razlike koordinata nulte tačke mernog sistema mašine i programske nulte tačke. Na slici 9 dati su osnovni elementi za pomeranje nulte tačke.
Slika 9. Pomeranje nulte tačke

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 12 of 41
Generalno, koordinatnih sistema možemo imati koliko i stezanja obratka, pošto je za svako stezanje potreban poseban program obrade, a time i koordinatni sistem. Postupak kreiranja koordinatnog sistema je sledeći. U Explorer-u DTM selektiramo Workplane pojavljuje se padajući meni u kome izaberemo opciju Create Workplane (slika 10). Nakon kreiranja, potrebno je aktivirati formirani koordinatni sistem, što se izražava njegovim prelaskom u crvenu boju.
Slika 10. Formiranje koordinatnog sistema
Trenutni položaj koordinatnog sistema u odnosu na geometrijski model može se videti ako u Expolorer-u DTM selektiramo Models – Propertis (slika 11). Na osnovu ovih vrednosti mogu se odrediti željena pomeranja po odgovarajućim osama. Ona se unose u formirani koordinatni sistem tako što se upiše vrednost potrebnog pomeranja u okvir opcije Distance (slika 10) i odabere pomeranje po željenoj osi. U ovom slučaju nula koordinatnog sistema će biti postavljena u centru usadnog dela i na sredini maksimalne visine obrañivanog dela.
Slika 11. Podaci o položaju modela u odnosu na formirani koordinatni sistem
Orjentacija pojedinih osa se može podešavati tako što se u okvir opcije Angle upiše vrednost ugla za koju želimo da rotiramo koordinatni sistem i odabere se osa oko koje se vrši rotacija. Orjentacija osa koordinatnog sistema se uspostavlja pravilom "prsta desne ruke" (slika 12). Srednji prst desne ruke uvek pokazuje osu glavnog vretena.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 13 of 41
Slika 12. Orjentacija osa kod koordinatnog sistema
Postoji pravilo da se uvek z-osa poklapa sa osom glavnog vretena, odnosno sa osom alata, dok su ose x i y horizontalne. Duža stranica modela se, po pravilu, orjentiše duž x-ose, koja je usmerena s leva ka desnoj strani radnog stola mašine.
Prilikom formiranja ostalih koordinatnih sistema korišćen je isti položaj nulte tačke samo je menjana orjentacija koordinatnih osa u zavisnosti od konkretne obrade.
Definisanje pripremka
Pokretanjem komande Block iz Main Toolbar-a otvara se prozor u kome definišemo oblik i dimenzije pripremka od koga se dobija željeni deo (slika 13). U zavisnosti od oblika pripremka i oblasti koja se obrañuje postoji više načina za njegovo definisanje. Najčešće se kao pripremak koriste oblici paralelopipeda (Box) i cilindra (Cylinder). Ukoliko se obrañuje celokupna zapremina predmeta obrade, pripremak se može jednostavno definisati korišćenjem opcije Calculate. Pokretanjem ove opcije softver izračunava dimenzije pripremka u odnosu na gabaritne mere geometrijskog modela. Često je potrebno definisati pripremak sa više lokalizovanim ograničenjima da bi se omogućila izrada strategije obrade za neki specifičan segment obratka. Ukoliko je pripremak nepravilne geometrije (otkovak, odlivak i sl.) i ako posedujemo njegov 3D model (koji se može dobiti nekom od metoda reverznog inženjeringa), takav model se može uvesti kao pripremak u PowerMILL pomoću opcije Triangles. Prilikom definisanja pripremka koristimo i razna ograničenja (Boundaries) kojima se putanje alata ograničavaju na željenu oblast. Njihovo kreiranje biće pojašnjeno na konkretnim primerima.
Slika 13. Generisanje pripremka

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 14 of 41
Izbor alata
Jedan projekat može sadržati mnogo alata kojima se vrši obrada radnog komada. Koji će alat biti upotrebljen zavisi od vrste obrade (gruba ili fina), geometrije radnog komada, vrste materijala koji se obrañuje, ali i raspoloživih alata u magacinu. Odreñivanje alata u obradi glodanjem podrazumeva izbor standarda alata, dimenzija, tipa i materijala alata. Izbor standarda alata se vrši na osnovu dimenzija i karakteristika predmeta obrade i tipa mašine na kojoj se vrši obrada. Prečnik glodala ima višestruk uticaj na proces glodanja, sa povećanjem prečnika smanjuje se debljina strugotine i opterećenje sečiva, povećava se odvoñenje toplote a sa time se povećava postojanost alata.
U PowerMILL-u alati su prikazani na stablu Explorer menija, na grani Tools. DTM na Tools – Create Tool, možemo izabrati tip glodala koj ćemo koristiti za obradu (slika14). Glodala koja su prikazana Explorer-u nisu vezana za konkretan program obrade već ona predstavljaju bazu iz koje se mogu pozvati za konkretnu strategiju.
Slika 14. Tipovi glodala
Kada se odabere tip glodala otvara se prozor u kome se definiše njegova geometrija. Na primer za izbor Tip glodala prozor izgleda kao na slici 15. Tu se definiše naziv glodala, njegov prečnik i dužina. Podaci koji su korišćeni za ovaj rad uzimati su iz kataloga proizvoñača reznih alata SANDVIK Coromant i to za grubu obradu alati sa reznim pločicama CoroMill 390, a za finu jednodelni alati od tvrdog metala CoroMill Plura.
Slika 15. Definisanje geometrije i tela glodala

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 15 of 41
Nakon definisanja osnovne geometrije reznog dela alata, opcijom Shank može se definisati drška alata.
Ukoliko posedujemo podatke o nosaču alata, oni se takoñe mogu definisati i to opcijom Holder (slika 16). Podaci o nosaču alata mogu biti od velike važnosti pri ispitivanju eventualne kolizije sa predmetom obrade.
Slika 16. Definisanje nosača alata
Prilikom definisanja parametara alata takoñe se mogu definisati i režimi obrade za dato glodalo pomoću opcije Cutting Data (slika 17). Ovde se mogu definisati parametri kao što su broj obrtaja, brzina pomoćnog kretanja, dubina rezanja i sl.
Slika 17. Definisanje režima obrade za glodalo
Ovako definisane alate možemo ubaciti u jedinstvenu bazu podataka (slika 18) čime se znatno olakšava rad i skraćuje vreme izrade projekta jer se ne moraju iznova

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 16 of 41
definisati isti alati. Pokretanjem Tool Database Serch i unošenjem potrebnih parametara alata iščitavaju se raspoloživa glodala iz baze podataka.
Slika 18. Baza podataka alata
Alati imaju sopstveni Toolbar koji se nalazi u donjem delu ekrana (slika 19). U njemu se može ostvariti brz pristup kreiranju alata, bazi podataka sa alatima, a sadrži i osnovne podatke o trenutno aktivnom alatu.
Slika 19. Paleta alata za alate
Režimi obrade
Režimi obrade su bitna stavka pri projektovanju tehnologije za obradu metala glodanjem. Postoji više načina za njihovo definisanje. Njihove vrednosti se mogu dobiti proračunima po obrascima koji se mogu naći u odgovarajućim priručnicima, usavajanjem vrednosti brzine rezanja i koraka po zubu iz odgovarajućih tabela ili na osnovu iskustva tehnologa. Proizvoñači reznih alata takoñe daju svoje preporuke za režime obrade u zavisnosti od tvrdoće materijala koji se obrañuje i vrste reznih pločica. Tako na primer proizvoñač reznih alata SANDVIK Coromant daje tablice reznih pločica sa preporučenim vrednostima brzine rezanja i koraka po zubu u zavisnosti od vrste obrañivanog materijala, njegove tvrdoće, i uslova obrade (slika 20).

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 17 of 41
Slika 20. Preporuke za režime obrade
Ukoliko za materijal koji obrañujemo ne postoje podaci, vrednosti iz tablice se mogu korigovati usvajanjem faktora iz odgvarajućeg dijagrama (slika 21). Na pimer podaci u tabeli su za čelik tvrdoće 180HB. Ako je tvrdoća obrañivanog materijala 250HB, kao što je tvrdoća alatnog čelika C4751 korišćenog u ovom slučaju, faktor za brzinu rezanja iznosi 0.75. Ta vrednost se pomnoži sa vrednošću brzine rezanja iz tablice Vc=265m/min i dobije se brzina rezanja za dati materijal koja iznosi oko 200 m/min.
Slika 21. Korigovanje brzine rezanja
Broj obrtaja glodala i brzina pomoćnog kretanja se računaju prema sledećim obrascima:

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 18 of 41
gde je Vc – brzina rezanja u m/min, n – broj obrtaja glodala, Dc – prečnik glodala u mm, Zn – broj zuba glodala, a fz – korak po zubu.
Tako da se za glodalo prečnika 30mm može usvojiti broj obrtaja n=2000o/min, a brzina pomoćnog kretanja Vf=1000mm/min.
U osnovnom meniju u PowerMILL-u izborom komande Feeds and Speeds otvara se prozor u kom definišemo vrednosti broja obrtaja vratila (Spindle Speed) i brzinu pomoćnog kretanja (Cutting Feed Rate), odnosno brzinu rezanja (Surface Speed) i korak po zubu (Feed/Tooth) (slika 22).
Slika 22. Režimi obrade
Takoñe se definiše brzina prodiranja glodala u materijal (Plunging Feed Rate) kao i brzina brzih hodova (Skim Feed Rate). Kada se zada vrednost pomoćnog kretanja program automatski generiše vrednost brzine prodiranja alata u materijal umanjenu za vrednost faktora prodiranja (Plunge Factor), meñutim korisnik može sam definisati ovu vrednost pa je ovde usvojena brzina od 500 mm/min. Za brze hodove se obično usvaja maksimalna vrednost koju mašina podržava zbog smanjenja ukupnog vremena obrade. U ovom slučaju je to 9000 mm/min. Ovde se nalaze i podaci o aktivnoj strategiji obrade i alatu kojim se vrši obrada.
Sigurnosne ravni
Selektovanjem opcije Rapid Move Heights otvara se prozor (slika 23) u kome definišemo oblasti u kojima se alat brzo kreće, da bi prešao rastojanje izmeñu dve tačke za što kraći period, bez kontakta sa delom koji se obrañuje ili elementima steznog alata.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 19 of 41
Slika 23. Sigurnosne ravni
Safe Z je visina kojm se alat vraća brzim hodom iznad dela koji se obrañuje. Start Z je visina na kojoj alat sa brzog hoda prelazi na brzinu prodiranja u materijal.
Ovo se odnosilo na apsolutni (Absolute) tip brzih hodova. Izborom opcije Skim brzi hodovi se izvode na visini koja se podešava inkrementalno iznad obrañene površine, a prodiranje u materijal počinje na inkrementalnoj Start Z.
Pozicioniranje alata
Komandom Start and End Point (slika 24) definišemo bezbednu poziciju u koju se alat postavlja pre i nakon zamene alata ili operacije obrade. Ovaj prozor omogućava korisniku potpunu kontrolu za definisanje bezbedne pozicije za alat na početku strategije obrade i na kraju prilikom zamene alata. Pozicija alata se automatski podešava na opciju Block Centre Safe. Osim ove mogu se podesiti i opcije First Point, First Point Safe, and Absolute. Krajnja pozicija alata (End Point) se defiiše identično kao i početna (Start Point).

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 20 of 41
Slika 24. Početna i krajnja tačka položaja alata
Strategija grube obrade
Cilj grube obrade je ukloniti što veću količinu materijala. Za grubu obradu prilikom 3D mašiniranja koriste se Area Clearance strategije (slika 25). Ove strategije omogućavaju 2D uklanjanje materijala po površini, do konture obratka i nakon toga spuštanje po definisanoj Z-visini na narednu površinu za obradu. Pokretanjem komande Toolpath Strategies otvara se prozor u kome biramo željenu strategiju obrade. Za grubu obradu najčešće se koriste Raster Area Clear i Offset Area Clear.
Slika 25. Strategije obrade
Osnovna razlika izmeñu ove dve strategije je u načinu generisanja putanje alata (slika 26). Kod Raster Area Clear strategije putanje se generišu pravolinijski, cik-cak, a nakon toga alat vrši profilisanje do konture obratka. Offset Area Clear strategija generiše putanje tako što prati konturu obratka i pripremaka i "ofsetuje" naredne putanje u neobrañeni materijal. Pri obradi delova komplikovanije geometrije u glavnom se koristi Offset Area Clear strategija, što će i u ovom slučaju biti ispoštovano.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 21 of 41
Slika 26. Osnovne strategije grube obrade
Izborom ove strategije otvara se prozor u kome se definišu parametri za njeno uspešno izvoñenje (slika 27).
U odeljku Tool definiše se alat kojim se vrši obrada. Moguće je na licu mesta kreirati potreban alat kako je prethodno opisano ili izabrati već formirani. U ovom slučaju za grubu obradu koristi se glodalo prečnika D=30 mm i radijusa pločice R=1.2 mm.
Slika 27. Definisanje Offset Area Clear strategije

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 22 of 41
U odeljku Stepover se definiše razmak izmeñu putanja alata i to je zapravo radijalna dubina rezanja. Pravilo je da to bude otprilike 2/3 prečnika glodala i u ovom slučaju je definisana vrednost 20 mm. Stepdown predstavlja aksijalnu dubinu rezanja, odnosno razmak izmeñu površina na kojima se vrši obrada i u ovom slučaju je 0.5 mm. Moguće je koristiti i veće vrednosti aksijalne dubine rezanja od ovde usvojene ali radi uštede alata išlo se na manju vrednost, a kako se deo izrañuje u jednom primerku produktivnost nije toliko bitna stavka. Ovde se mogu izabrati dva načina spuštanja alata. Opcijom Level izvodi se obrada celokupne jedne površine nakon čega se prelazi na drugu, dok opcijom Area vrši se obrada jednog po jednog segmenta na komadu.
Polje Tolerances podrazumeva definisanje tolerancije, odnosno preciznost koliko alat tačno prati oblik radnog komada (slika 28). Kako je ovo gruba obrada nije potrebno zadavati visoku tačnost obrade da se ne bi bespotrebno opterećivala upravljačka jedinica mašine prilikom izvoñenja obrade.
Slika 28. Gruba i fina tolerancija
Opcijom Thickness definiše se dodatni materijal koji ostaje na delu posle obrade. To može biti urañeno zadavanjem jedne vrednosti kao što je prikazano na slici 51 ili razdvajanjem aksijalne i radijalne debljine materijala koji ostaje kao što je urañeno u ovom slučaju. Za radijalnu debljinu uzeta je vrednost 1 mm, a aksijalnu 0.2 mm. Razlog ostavljanja viška materijala na komadu je zbog toga što posle grube obrade ide na termičku obradu – poboljšanje na 44-47HRC. Prilikom zagrevanja na visokim temperaturama, a u zavisnosti od postupka termičke obrade može doći do izvesnog bacanja dela što se može kompezovati tim dodatnim materijalom. Zbog otežanih uslova obrade nakon termičke obrade za aksijalnu debljinu materijala uzeta je vrednost od 0.2mm kako alat ne bi morao u finom prolazu da skida veliku aksijalnu debljinu materijala što može izazvati loš kvalitet obrañene površine ili defekte glodala.
U odeljku Cut Directon podešavamo smer meñusobnih kretanja. Tokom procesa glodanja radni komad se kreće u istom smeru ili suprotno od smera obrtanja glodanja i to utiče na prirodu početka i kraja procesa rezanja. Kod istosmernog glodanja (engl. Down miling ili Climb) smer kretanja radnog komada je isti kao i smer obrtanja alata u oblasti rezanja. Debljina strugotine se smanjuje od početka rezanja, do nulte vrednosti na kraju procesa. Time se izbegava loše obrañena površina zbog manjeg zagrevanja i minimalne tendencije ka otvrdnjavanju. Velika debljina strugotine je prednost jer sile rezanja teže da povuku reznu pložicu ka radnom komadu. Kod suprotnosmernog glodanja (engl. Up miling ili Conventional) smer kretanja radnog komada je suprotan smeru rotacije glodala. Debljina

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 23 of 41
strugotine se povećava od nulte vrednosti i maksimalna je na kraju procesa rezanja (slika 29). Zbog toga se javljaju velike sile rezanja koje teže da razdvoje reznu pločicu i radni komad. Rezna pločica stvara loše obrañenu površinu uz veliko trenje, visoke temperature i otvrdnjavanje. Tokom glodanja, ponekad, dolazi do lepljenja ili zavarivanja strugotine za reznu ivicu. Kod suprotnosmernog glodanja strugtina se lako može zaglaviti izmeñu rezne pločice i radnog komada, što može dovesti do lomljenja rezne pločice. Kod istosmernog glodanja ista strugotina bi bila presečena na pola i ne bi došlo do oštečenja rezne ivice. Iz ovih razloga istosmerno glodanje treba primenjivati kad god to mašina, pribori i radni komad dozvoljavaju.
Slika 29. Istosmerno i suprotnosmerno glodanje
Način ulaska alata u materijal se definiše komandom Lead in Moves. Moguće je izabrati opciju Plunging kojom se alat direktno zarije u predmet obrade ili Ramping kojom se alat uvodi pod odreñenim uglom koji se unapred definiše. U ovom slučaju je izabrana opcija Ramping zbog toga što je uvoñenje alata u materijal znatno povoljnije izvršiti pod odreñenim uglom nego direktno, što može prouzrokovati lom alata.
Nakon definisanja ovih osnovnih parametara klikom na Apply računar generiše automatski strategiju obrade za izabrani komad i pripremak. U zavisnosti od toga na koji način smo projektovali tehnologiju obrade moguće je na raziličite načine generisati strategije obrade. Na primer, u ovom slučaju, ako u magacinu ne raspolažemo sa alatom dovoljne dužine koji može obraditi celokupnu zapreminu, obradu moramo izvršiti iz više stezanja (slika 30).
Slika 30. Gruba obrada sa tri stezanja

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 24 of 41
U ovom slučaju je izabrano glodalo dovoljne dužine pa je gruba obrada izvršena u jednom stezanju što smanjuje dodatno vreme za postavljanje i pozicioniranje radnog komada na mašinu (slika 31). Zelenom bojom su prikazane putanje vrha alata prilikom procesa obrade, crvenom prilazak alata do obratka, plavom ulazak alata u materijal, a ružičastom brzi hodovi. Posle primarnog skidanja materijala vrši se obrada onih delova koji nisu obuhvaćeni u ovom procesu.
Slika 31. Strategija grube obrade
Prvo se generiše Offset Area Clear putanja za obradu bočne kružne površine. Pripremak se definiše tako da obuhvata samo ovu oblast. Uz prethodna podešavanja definiše se i opcija Rest Machining koja uzima u obzir prethodnu putanju i vrši obradu samo onih površina koje nisu njom obuhvaćene. Takoñe štiklira se opcija Allow Tool Outside Block kojom se omogućava da putanje alata, ukoliko je neophodno izañu i izvan definisanog pripremka. Istim glodalom vrši se i obrada rupe na radnom komadu, pritom je pripremak definisan u obliku cilindra koji odgovara prečniku rupe. Ova dva zahvata prikazana su na slici 32.
Slika 32. Gruba obrada boka i rupe

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 25 of 41
Kako se predmet obrade posle grube obrade termički obrañuje poželjno je izvršiti obradu što bliže stvarnom profilu predmeta jer je mnogo teže obrañivati termički obrañen materijal. Zato se generišu putanje koje imaju za cilj obradu svih mesta gde se nalaze veće naslage neobrañenog materijala sa glodalima manjeg prečnika (slika 33). Za prvu obradu korišćeno je glodalo D8 R2, a za drugu D16 R2. Inače u ova dva slučaja korišćene su Constant Z strategije čije generisanje biće objašnjeno prilikom opisa fine obrade.
Slika 33. Oslobañanje uglova
Kreiranje Stock modela
Stock model je model koji prestavlja neobrañenu zapreminu materijala u nekom trenutku procesa obrade. Ovo je veoma korisno na modelima komplikovane geometrije kada na osnovu Stock modela možemo planirati sledeće strategije obrade. U Explorer-u PowerMILL-a se nalazi opcija Stock Models, gde se DTM izabere opcija Create Stock Model. U kreiranom Stock modelu definiše se pripremak i zatim se u njega ubacuju novoformirane strategije na osnovu kojih možemo videti koje su površine ostale ne obrañene (slika 34). Takoñe treba definisati i parametre kao što su Tolerance kojim se odreñuje tolerancija zatvorenih ploča od kojih se Stock model sastoji, a Stepover definiše razmak izmeñu pojedinih ploča.
Slika 34. Stock model

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 26 of 41
Strategija fine obrade
Nakon procesa termičke obrade potrebno je izvršiti finu obradu radnog komada na tačne dimenzije. Prilikom fine obrade koriste se veće brzine rezanja i manje vrednosti koraka po zubu i uglavnom jednodelna glodala zbog njihove veće stabilnosti u odnosu na ona sa reznim pločicama. Ovde će biti korišćeno nekoliko različitih strategija fine obrade za postizanje ovog cilja.
Za obradu ravnih površina koristi se strategija Raster Flat Finishing (slika 35). U prozoru za podešavanje parametara ove strategije biramo glodalo D20 R0.8. Usvaja se tolerancija 0.01mm. Opcijom Thickness se reguliše debljina materijala koji ostaje i u aksijalnom pravcu se usvaja vrednost nula zbog toga što se komad obrañuje na tačne dimenzije. Za vrednost radijalne debljine usvaja se vrednost veća od nule da ne bi doslo do kontakta glodala sa neobrañenim materijalom na vertikalnim zidovima predmeta obrade.
Slika 35. Fina obrada ravnih površina
Nakon obrade svih ravnih površina pristupa se obradi ostalih površina. Prvo se izvodi polufina obrada gornjeg dela obratka na 0.2 mm do mere, Constant Z strategijom. Razlog zašto se komad odmah ne obrañuje na tačnu meru je to što u ovom delu glodalo većeg prečnika nije moglo da lepo isprati geometriju obratka pa su na pojedinim mestima ostale veće naslage materijala. Za ovu obradu se takoñe koristi glodalo D20 R0.8. Prilikom odabira Constant Z strategije koja se nalazi u Finishing Toolpath Strategies, otvara se prozor u kom definišemo slične parametre kao i za prethodno opisane strategije obrade (slika 36). Tom prilikom potrebno je podesiti Block tako da obuhvata samo oblast koju obrañujemo.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 27 of 41
Slika 36. Constant Z strategija za obradu gornjeg dela i rupe
Definiše se fina tolerancija od 0.01 mm i kao što je rečeno radijalna debljina (Thickness) se ostavlja na 0.2 mm do mere. U odeljku Stepdown definiše se Minimum Stepdown, konstantna vrednost visine izmeñu pojedinih nivoa obrade. Ako se štiklira opcija Calculate Using Cusp potrebno je definisati i vrednost neravnina (Cusp) koje ostaju izmeñu dva prolaza glodala (slika 37). Kada je ova opcija štiklirana potrebno je definisati Maximum Stepdown, vrednost maksimalno dostupne visine izmeñu dva nivoa obrade. Stepdown se nalazi u ovoj oblasti i računa se na osnovu definisane vrednosti neravnina. U ovom slučaju je uzeto da je Minimum Stepdown 0.25, Maximum Stepdown 0.4, a Cusp Height je 0.02. Opcija Boundaries služi za definisanje različitih vrsta ograničenja koja se koriste za dodano definisanje oblasti koje glodalo treba ili ne treba da obrañuje. Ova opcija je dostupna u Explorer-u PowerMILL-a, ili se može pokrenuti direktno u prozoru za Constant Z obradu. U ovom slučaju je manuelno kreiran User Defined Boundary kojim se sprečava da glodalo ulazi u prostor rupe.
Slika 37. Visina neravnina na obrañenom materijalu
Lead and Links opcija omogućava definisanje parametara kao što su kratki i dugi linkovi za koje se usvaja da to budu Stepdown i Skim respektivno. Takoñe se definiše i način ulaska alata u materijal, za šta je izabrana opcija Horizontal Arc što je prikazano na slici 38. Obrada rupe se takoñe izvodi Constant Z strategijom uz slična podešavanja kao za prethodnu strategiju s tim što se ovde definiše poseban cilindrični Block koji odgovara ovoj rupi i obrada se vrši na na nultu meru. Minimal Stepdown je 0.05 mm, Maximum Stepdown 0.1 mm, Cusp Height 0.02 mm.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 28 of 41
Slika 38. Podešavanje načina ulaska u materijal
Dalje se obrañuje gornji deo koji je prethodno obrañivan na 0.2 mm do mere, na nultu meru sa glodalom D8. Parametri za ovu obradu se podešavaju na sličan način kao i za prethodnu.
Nakon ovoga vrši generisanje strategije za obradu kosine, a zatim preostalih verikalnih površina. Izgled Constant Z strategije za obradu kosine prikazan je na slici 39. Ona se izvodi loptastim glodalom poluprečnika 6 mm.
Slika 39. Strategija fine obrade kosine
Zatim se izvodi obrada lučne površine glodalom prečnika 10 mm sa radijusom pri vrhu od 2 mm (slika 40). Podešavanja za ovu obradu se definišu na sličan način kao i za prethodne Constant Z strategije uz definisanje posebnog Block-a i ograničenja koja usmeravaju generisanje strategije na odgovarajuće površine.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 29 of 41
Slika 40. Strategija fine obrade lučne površine
Tako za generisanje Constant Z strategije kojom se obrañuju preostale površine (slika 41) koje su vertikalne potrebno je generisanje odgovarajućeg ograničenja kojim će biti omogućena obrada samo onih površina na kojima postoji višak materijala.
Slika 41. Obrada vertikalnih površina
U odeljku Boundaries kreira se Contact Point Boundary (slika 42). Selektuju se sve površine koje želimo da obradimo i oko njih se formira potrebno ograničenje. Kada je to urañeno formira se drugo ograničenje na osnovu prethodno formiranog i za to se koristi Contact Conversion Boundary. U prozoru za podešavanje ovog ograničenja potrebno je definisati tolerancije i alat kojim se vrši obrada, u ovom slučaju je to glodalo prečnika 30 mm i radijusa rezne pločice 0.8 mm. U odeljku Contact Point Boundaries potrebno je pronaći prethodno formirano ograničenje i na osnovu ovih parametara proračunava se novo ograničenje koje je odmaknuto od prethodnog tačno za vrednost glodala. Prilikom generisanja Constant Z strategije za obradu ovih površina izabere se formirani Boundary i štiklira se opcija Keep Inside, što ima za cilj zadržavanje glodala samo u okviru ovog ograničenja.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 30 of 41
Slika 42. Kreiranje ograničenja za formiranje prethodne strategije
Za obradu zadnje strane radnog komada potrebno je, pre fine obrade, izvršiti poluzavršnu obradu zbog veće količine materijala koju treba ukloniti (slika 43). Za ovu operaciju radni komad se mora okrenuti tako da zadnja strana bude dostupna za obradu. U tu svrhu formira se novi koordinatni sistem koji se rotira u odnosu na prethodni tako da Z-osa bude normalna na površinu obrade. Bira se Raster Area Clearence strategija za koju se vrše podešavanja na sličan način kao i kod Offset Area Clearense strategije. U rubrici Tickness ostavlja se dodatak za finu obradu, tolerancija je kao za grubu obradu, a glodalo kojim se vrši obrada je D20 R0.8.
Slika 43. Poluzavršna obrada zadnje strane obratka
Za finu obradu se bira strategija Raster Finishing koja je pogodna za obradu ravnih površina. Obrada se vrši loptastim glodalom poluprečnika 10 mm. Tolerancija je 0.01 mm, a Stepower 0.2. U sektoru Leads and Links za veze izmeñu susednih putanja (Short Links) bira se Circular Arc što omogućava kružni prelaz sa jedne putanje na drugu što je znatno povoljnije nego da je taj prelaz pod pravim uglom (slika 44). Odeljak Angle služi za definisanje ugla pod kojim će putanje biti generisane. Može se izvršiti izbor ugla iz kog želimo da otpočnemo obradu (Start Corner), a komandom Ordering definiše se način

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 31 of 41
kreiranja putanja. U ovom slučaju je izabrana opcija Two Way, što znači da se obrada vrši u oba smera.
Slika 44. Raster Finishing strategija
I za ovu obradu kreira se ograničenje koje ima za cilj da glodalo obrañuje samo ravne površine. Za ovu svrhu bira se Shallow Boundary koji uzima konture sa površina na modelu koje leže u odreñenim granicama nagnutosti prema horizontali (slika 45). U prozoru za definisanje ovog ograničenja definišu se vrednosti gornjeg i donjeg ugla nagnutosti površina koje želimo da obuhvatimo sa ograničenjem.
Slika 45. Shallow Boundary
Novoformirane strategije se unose u Stock model i odabiranjem opcije Show Rest Material može se videti koje su površine ostale za obradu (slika 46). Takoñe je potrebno

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 32 of 41
definisati vrednost Rest Thickness što znači da će biti prikazan materijal debljine veće od ove vrednosti. Ružičastom bojom je prikazan materijal koji treba ukloniti.
Slika 46. Stock model
Može se primetiti da i nakon ovih obrada na radnom komadu je ostalo još dosta mesta koja su ostala neobrañena. Na osnovu Stock modela generišemo strategije oko neobrañenih sekcija radnog komada. Površine koje se ne mogu obraditi glodanjem obrañuju se elektroerozionom obradom, za šta je potrebno izraditi specijalne elektrode. Na slici 47 prikazane su neke od strategija koje imaju za cilj obradu svih preostalih segmenata. Prve dve obrade se izvode kroz poluzavršnu i finu strategiju.
Slika 47. Strategije za obradu pojedinih neobrañenih segmenata
Potrebno je i generisati strategije za dodatnu finu obradu uglova (slika 48). Za tu svrhu postoji veći broj Corner Finishing strategija, a može se iskoristiti i Constant Z strategija tako što se generiše samo jedna putanja oko uglova koje želimo obraditi.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 33 of 41
Slika 48. Strategije za obradu uglova
6. Rezultati
Generisanje NC koda
Kada se završi proces generisanja strategija obrade potrebno je kreirati NC programe koji će sadržati sve podatke i upustva za obradu i koji će biti postprocesirani za odgovarajuću mašinu. U zavisnosti od konstrukcije mašine zavisi i način na koji se NC programi generišu. Tako, ako NC mašina poseduje izmenjivač alata, strategije obrade sa različitim dimenzijama alata mogu se smestiti u okviru jednog NC programa. Ukoliko to nije slučaj, samo strategije sa istim glodalima mogu biti sadržane u jednom NC programu.
Pre početka kreiranja NC programa potrebno je podesiti mesto gde će oni biti smešteni. U meniju, odabirom Tools – Customise Path otvara se prozor (slika 49) u kome izaberemo opciju NC Program Output. Onda klikom na folder ikonu izabrati folder u kome želimo da smestimo NC programe.
Slika 49. Izbor foldera za NC program

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 34 of 41
Nakon ovoga u Explorer-u PowerMILL-a, DTM na NC Programs pa na Preferences treba podesiti Machine Option Filename (slika 50). Ovom opcijom podešavamo u kom formatu će NC program biti postprocesiran.
Slika 50. Podešavanje Machine Option Filename
Kada su ova podešavanja završena može se pristupiti kreiranju NC programa. Klikom DTM na NC Programs – Create NC Programs otvara se prozor za definisanje parametara programa (slika 51). U rubrici Name upisuje se naziv programa. Mogu se videti i podaci o prethodno definisanim parametrima za Output File i Machine Option File, Output Workplane i dr. Ako su sva podešavanja završena klik na Accept.
Slika 51. Definisanje parametara NC programa

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 35 of 41
Strategije obrade se unose u formirani NC program jednostavnim prevlačenjem ili DTM na strategiju koju želimo da smestimo u NC program izaberemo opciju Add to NC Program. Ovo izvodimo tako da strategije rañene istim glodalom budu u jednom NC programu, pritom treba voditi računa da se te strategije izvode po tačnom redosledu. Na slici 52 prikazan je način organizovanja formiranih NC programa.
Slika 52. Stablo NC programa
Nakon ovoga potrebno je izvršiti postprocesiranje formiranih NC programa, odnosno treba generisati odgovarajuće NC kodove za konkretnu mašinu na kojoj se izvodi obrada. Za to je potrebno DTM selektirati NC program i izabrati opciju Write. Ukoliko je proces izveden pravilno program menja boju iz svetlo plave u zelenu, a ako se javila neka greška preko njega se pojavljuje znak uzvika (slika 53).
Slika 53. Izgled programa nakon postprocesiranja
Kada je program jednom postprocesiran i sačuvan može se jednostavno pregledati preko nekog od tekst editora (slika 54).
Slika 54. Izgled NC programa u WordPad-u

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 36 of 41
Generisanje tehnološke dokumentacije
Svi podaci generisani u PowerMILL-u, kao što su podaci o glodalu, režimi obrade, izgledi putanja alata, vreme obrade i sl. mogu biti dokumentovani i po potrebi oštampani u vidu tehnološke dokumentacije. Ovo može biti naročito korisno za CNC operatera koji opslužuje mašinu.
Za ovu svrhu služi opcija Setup Shits do koje se dolazi DTM na NC program u Explorer-u PowerMILL-a za koji želimo da generišemo tehnološku dokumentaciju (slika 55). Opcijom Snapshot – Current View generiše se slika modela koja je trenutno aktivna na ekranu. Zato je potrebno prethodno podesiti najpovoljni izgled modela. Ova slika se automatski generiše na pozadinu dokumentacije. Opcijom Snapshot – All Toolpaths se snima izgled svih putanja alata koje se nalaze u konkretnom NC programu i generišu se svi relevantni podaci za njihovo izvodjenje koji će se takoñe naći u dokumentaciji. Komandom Preview može se u PowerMILL-u videti izgled generisane tehnološke dokumentacije. Izborom komande Export generisana dokumentacija se čuva u vidu HTML dokumenta i dalje se može po potrebi štampati ili editovati.
Slika 55. Kreiranje tehnološke dokumentacije
Izgled dela tehnološke dokumentacije (Setup Shits) je prikazan na slici 56.
Slika 56. Tehnološka dokumentacija

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 37 of 41
Simulacija procesa obrade
U okviru PowerMILL-a se nalazi modul ViewMill koji služi za 3D grafičku simulaciju procesa obrade koja omogućava da putanje alata budu proverene pre nego što se krene sa obradom na mašini. View Mill poseduje svoj sopstveni Toolbar (slika 57). Takoñe za simulaciju je neophodan i Simulation Toolbar u kome se nalaze komande za uključivanje, isklučivanje, stopiranje i podešavanje brzine simulacije.
Slika 78. View Mill i Simulation toolbar
Potrebno je podesiti model u najpogodniji položaj kako bi se proces simulacije obrade prikazao na na najbolji način. Takoñe je potrebno podesiti putanju koju želimo da simuliramo u aktivan režim. Klikom na crveni kružić u ovom meniju uključuje se ViewMill što se manifestuje promenom njegove boje u zelenu. U ovoj paleti je dostupno više načina
vizuelizacije procesa obrade. Dynamic Image simulira objekte pomoću prikaza niske
rezolucije, što omogućava manipulaciju modelom za vreme simulacije. Plain Shade
koristi prikaz visoke rezolucije i oslikava model u mat finiš varijanti. Shiny takoñe koristi
prikaz visoke rezolucije ali u sjajnoj varijanti. Rainbow za prikaz obrade koristi više
različitih boja za različite površine obrade. Cut Direction prikazuje model tako da koristi različite boje za istosmerno i suprotnosmerno glodanje. Za ovu simulaciju biće korišćen Rainbow Shaded Image.
Pre početka simulacije potrebno je DTM selektirati željenu putanju ili NC program i izabrati opciju Simulate from Start. Nakon ovoga u Simulation meniju se pokrene simulacija procesa klikom na Play. Na sledećim slikama su prikazane pojedine faze u procesu simulacije.

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 38 of 41
Slika 79. Simulacija grube obrade

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 39 of 41
Slika 80. Simulacija fine obrade

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 40 of 41
7. Reference
[1] Arsovski S., Perović M.: Fleksibilna automatizacija, Mašinski fakultet, Kragujevac, 1994.
[2] Devedžić G.: Softverska rešenja CAD/CAM sistema, Mašinski fakultet, Kragujevac, 2004.
[3] Lukić Lj.: Fleksibilni tehnološki sistemi, Mašinski fakultet, Kraljevo, 2008.
[4] Lazić M., Nedić B., Mitrović S.: Tehnologija obrade metala rezanjem, Mašinski fakultet, Kragujevac, 2002.
[5] Mandić V.: Virtuelni inženjering, Mašinski fakultet, Kragujevac, 2007.
[6] PowerMILL 9.0 Product Page – Reference Manual
[7] PowerMILL Training Course, Delcam plc, Talbot Way, Small Heath Business Park, Birmingham, 2005.
[8] SANDVIK Coromant – Metalworking Products CoroPak 2006.1

www.wbc-vmnet.rs [email protected] tel.: +381 34 501 201 fax: +381 34 501 901
Program studentske prakse 41 of 41
8. Zaklju čci
U okviru savremenih tržišnih uslova proizvodnje primena savremenih tehnologija prilikom izrade proizvoda je neminovnost u svim njegovim fazama, od ideje do konačne realizacije. U ovom radu je iskazan jedan segment izrade proizvoda koji se odnosi na proces njegove obrade na konkretnoj mašini. Njegovo izvoñenje bilo bi gotovo nezamislivo bez upotrebe računara i informacionih tehnologija koje tu obradu podržavaju.
Pored generisanja same strategije obrade i NC koda za odgovarajuću mašinu, čime se znatno olakšava proces obrade, velika prednost ovih tehnologija je i mogućnost simulacije procesa. Time se sprečavaju greške koje se mogu javiti u toku same proizvodnje, jer se one uočavaju na virtuelnom modelu proizvoda. Optimizacija putanja alata se može izvesti odmah nakon njenog generisanja čime se ostvaruju znatne uštede u vremenu i eliminiše se potreba za naknadnim poboljšanjima.
Pored ovih prednosti koje donosi automatizacija procesa proizvodnje, konstruktor i dalje mora poznavati osnove tradicionalne izrade tehnologija jer se neki parametri i dalje moraju ručno ubacivati u program kao što su režimi obrade, vrste alata za obradu, izmene na geometrijskom modelu proizvoda i sl. Ovo znanje se ugrañuje u savremene CAM sisteme i predstavlja njihovu nadogradnju.
Kada se na ovakav način završi proces projektovanja tehnologije, proizvod se pušta u proizvodnju sa mnogo manje neizvesnosti nego prilikom tradiconalnog pristupa. Sve ovo predstavlja jasan pokazatelj višestranih prednosti računarom podržane proizvodnje.
Datum: ___________________ Mesto: _________________________ Potpis studenta: ______________________________ Potpis industrijskog mentora: ______________________________