experimental testing of tribochemical model for...
TRANSCRIPT

University of California • Berkeley • San Diego • Los Angeles
Experimental testing of tribochemical model for copper CMP – the unexpected
role of non -oxidative material removalSeungchoun Choi* and Fiona M. Doyle
University of California at BerkeleyDepartment of Materials Science and Engineering
210 Hearst Mining Building # 1760Berkeley, CA 94720-1760
[email protected]*Department of Mechanical Engineering
IMPACT
Seminar
February 9, 2011February 9, 2011February 9, 2011February 9, 2011

IMPACT • CMP • 2
Outline
� Background
� Review of tribochemical model for CMP
� Pattern-defined pads to test tribochemical model
� Potential-step electrochemical tests with conventio nal and pattern-defined pads
� Electrochemical tests with conventional pads with h ydrogen peroxide
� CMP tests with conventional pads with hydrogen pero xide
� Conclusions
February 9, 2011

University of California • Berkeley • San Diego • Los Angeles
Background
IMPACT • CMP • 4
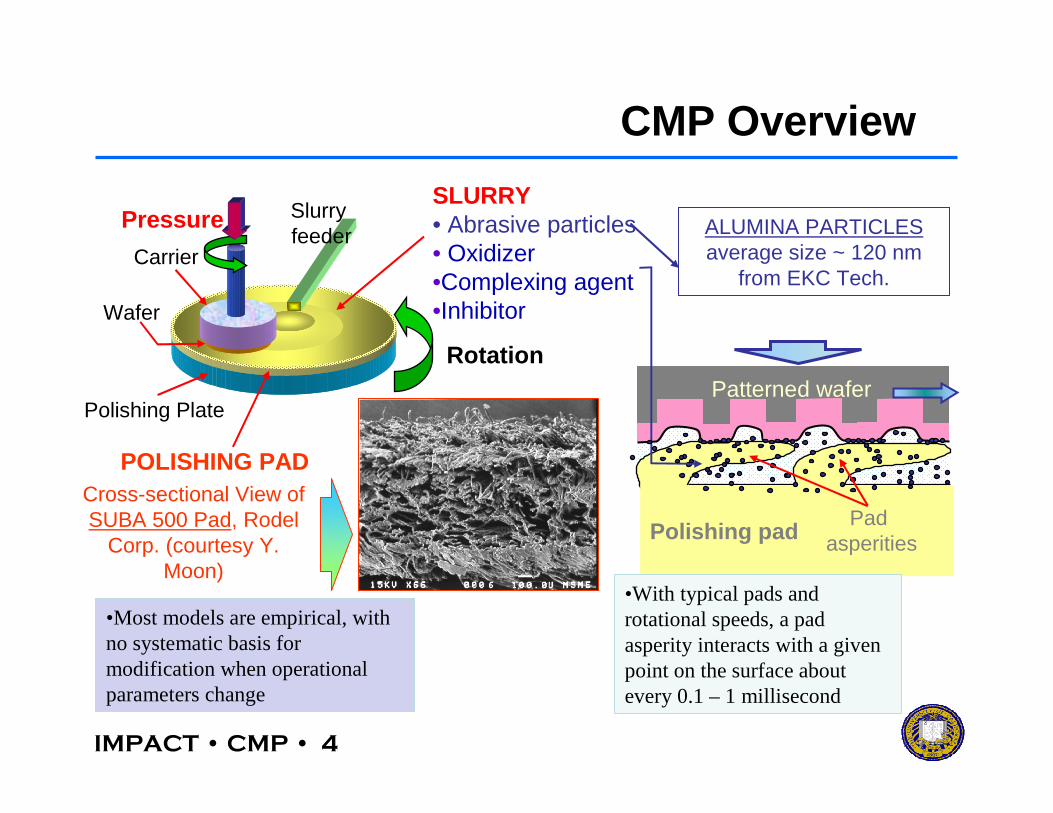
CMP Overview
ALUMINA PARTICLESaverage size ~ 120 nm
from EKC Tech.
Cross-sectional View ofSUBA 500 Pad, Rodel
Corp. (courtesy Y.Moon)
SLURRY • Abrasive particles• Oxidizer•Complexing agent•InhibitorWafer
Carrier
Slurryfeeder
Polishing Plate
POLISHING PAD
Pressure
Rotation
Polishing padPad
asperities
Patterned wafer
•With typical pads and rotational speeds, a pad asperity interacts with a given point on the surface about every 0.1 – 1 millisecond
•Most models are empirical, with no systematic basis for modification when operational parameters change
IMPACT • CMP • 5February 9, 2011
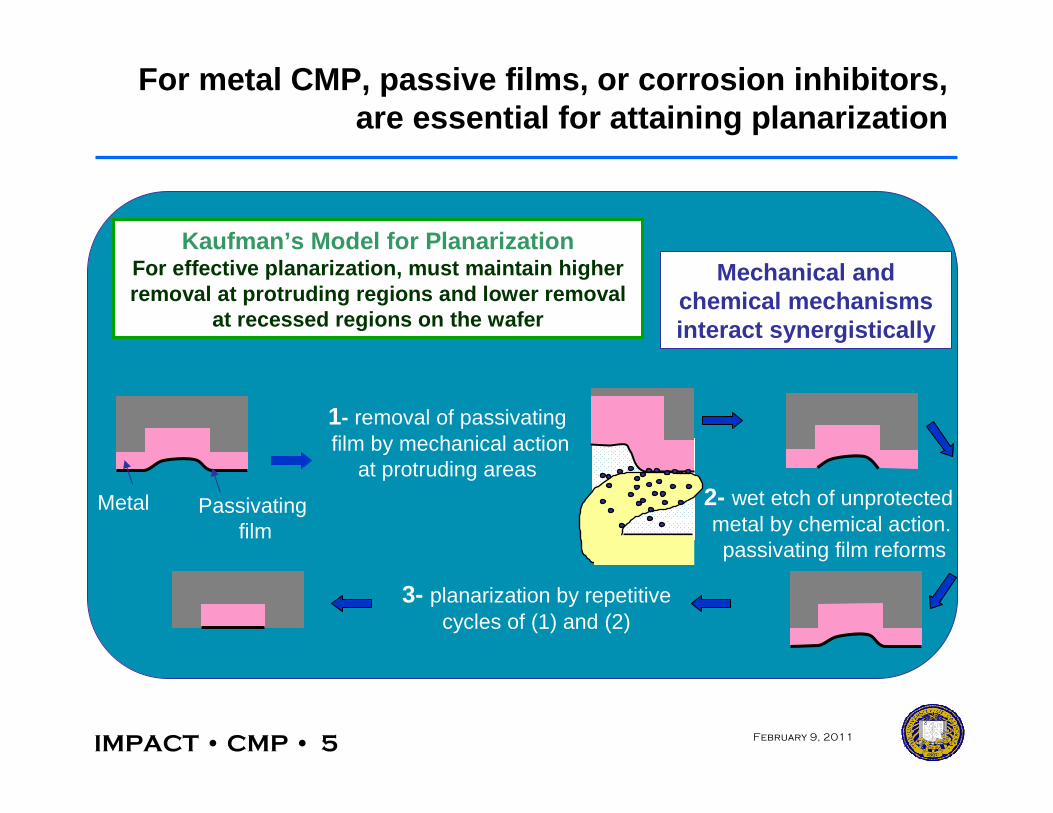
Kaufman’s Model for PlanarizationFor effective planarization, must maintain higher removal at protruding regions and lower removal
at recessed regions on the wafer
1- removal of passivatingfilm by mechanical action
at protruding areas
3- planarization by repetitivecycles of (1) and (2)
Metal Passivatingfilm
2- wet etch of unprotected metal by chemical action.passivating film reforms
For metal CMP, passive films, or corrosion inhibito rs, are essential for attaining planarization
Mechanical and chemical mechanisms interact synergistically

IMPACT • CMP • 6
Copper
Passive film
Pad asperity
AbrasiveAbrasive
Copper CMP: tribochemical phenomena at abrasive scale
2. Mechanical response of passive films
1. Passivation kinetics : the transient oxidation rate of copper after removal of passive film
3. Abrasive-copper interaction frequency & force
All three components need to be individually estima ted for modeling
February 9, 2011
IMPACT • CMP • 7February 9, 2011
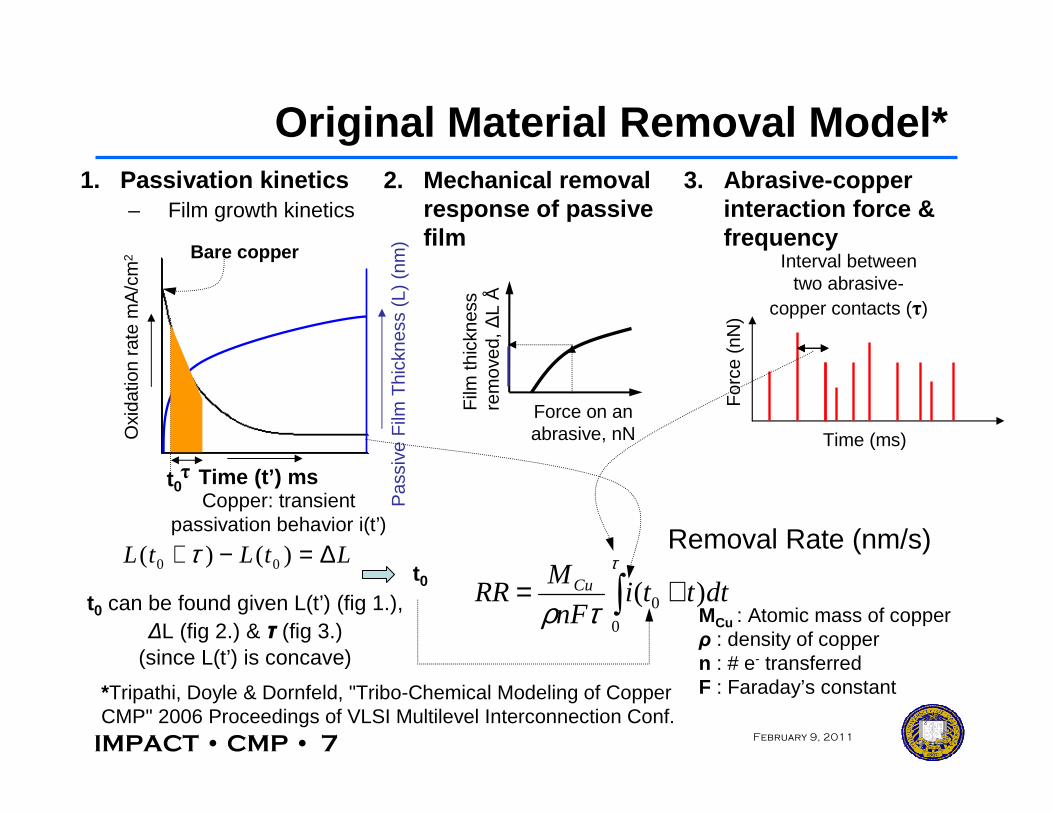
Original Material Removal Model*O
xida
tion
rate
mA
/cm
2 Bare copper
Time (t’) msCopper: transient
passivation behavior i(t’)
Pas
sive
Film
Thi
ckne
ss (
L) (
nm)
1. Passivation kinetics– Film growth kinetics
Interval between two abrasive-
copper contacts (τ)
Time (ms)
For
ce (
nN)
Force on an abrasive, nN
Film
thic
knes
s re
mov
ed, ∆
L Å
t0
τ
∫ +=τ
τρ 0
0 )( dtttinF
MRR Cu
Removal Rate (nm/s)
τ
MCu : Atomic mass of copperρ : density of coppern : # e- transferredF : Faraday’s constant*Tripathi, Doyle & Dornfeld, "Tribo-Chemical Modeling of Copper
CMP" 2006 Proceedings of VLSI Multilevel Interconnection Conf.
3. Abrasive-copper interaction force & frequency
2. Mechanical removal response of passive film
LtLtL ∆=−+ )()( 00 τt0
t0 can be found given L(t’) (fig 1.), ∆L (fig 2.) & τ (fig 3.)
(since L(t’) is concave)

IMPACT • CMP • 8February 9, 2011
Potential-pH diagram for copper-water-glycine syste m at 25ºC and 1 atm., 0.01M glycine, 10 -5M Cu++ [from Aksu]
Acidic slurries need an inhibitor –BTA very common
Neutral slurries actually develop alkaline conditions at surface where peroxide is being reduced
IMPACT • CMP • 9February 9, 2011
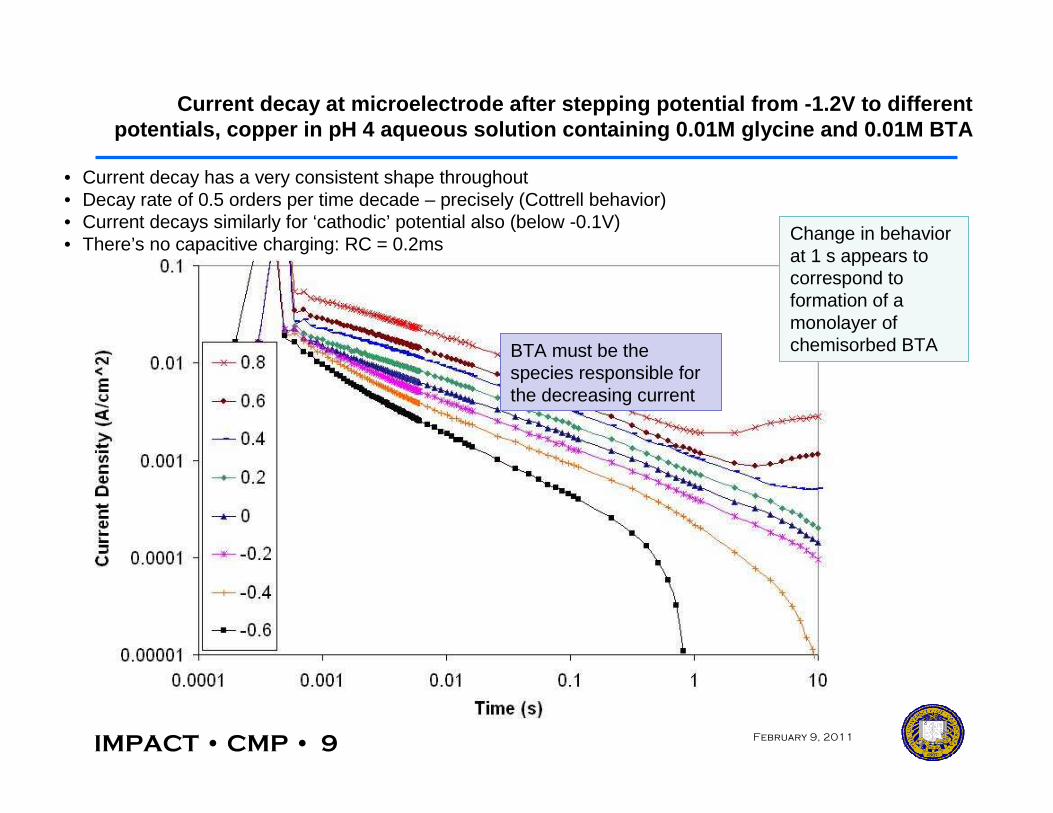
Current decay at microelectrode after stepping pote ntial from -1.2V to different potentials, copper in pH 4 aqueous solution contain ing 0.01M glycine and 0.01M BTA
• Current decay has a very consistent shape throughout• Decay rate of 0.5 orders per time decade – precisely (Cottrell behavior)• Current decays similarly for ‘cathodic’ potential also (below -0.1V)• There’s no capacitive charging: RC = 0.2ms Change in behavior
at 1 s appears to correspond to formation of a monolayer of chemisorbed BTABTA must be the
species responsible for the decreasing current

IMPACT • CMP • 10February 9, 2011
Return to Original Material Removal Model*O
xida
tion
rate
mA
/cm
2 Bare copper
Time (t’) msCopper: transient
passivation behavior i(t’)
Pas
sive
Film
Thi
ckne
ss (
L) (
nm)
1. Passivation kinetics– Film growth kinetics
Interval between two abrasive-
copper contacts (τ)
Time (ms)
For
ce (
nN)
Force on an abrasive, nN
Film
thic
knes
s re
mov
ed, ∆
L Å
t0
τ
∫ +=τ
τρ 0
0 )( dtttinF
MRR Cu
Removal Rate (nm/s)
τ
MCu : Atomic mass of copperρ : density of coppern : # e- transferredF : Faraday’s constant*Tripathi, Doyle & Dornfeld, "Tribo-Chemical Modeling of Copper
CMP" 2006 Proceedings of VLSI Multilevel Interconnection Conf.
3. Abrasive-copper interaction force & frequency
2. Mechanical removal response of passive film
LtLtL ∆=−+ )()( 00 τt0
t0 can be found given L(t’) (fig 1.), ∆L (fig 2.) & τ (fig 3.)
(since L(t’) is concave)

IMPACT • CMP • 11
• At times below a second or so, there isn’t a cohere nt film to undergo mechanical damage
• Typical copper removal rates during CMP are in the range of 50 to 600 nm/min.
• For intervals between two asperity copper contacts of 0.1 to 1ms, this corresponds to removal of a copper layer of 0.01 to 0.1Å thick per interaction
• Due to both dissolution between the two interaction s and removal of oxidized copper film by the interact ion
• Atomic radius of copper is 1.4Å
• Means that the likelihood of removal of a single su rface copper species is much less than unity per interact ion
• The “chemical tooth” model proposed by Cook* seems more appropriate
February 9, 2011
Mechanical Component of Model Clearly Inappropriate
Asperity-wafer interactions happen about every 0.1 ms.
But what passivation time on the curve best represents the starting and ending condition?
* L. M. Cook, Journal of Non-
crystalline Solids, 120, 152 (1990)
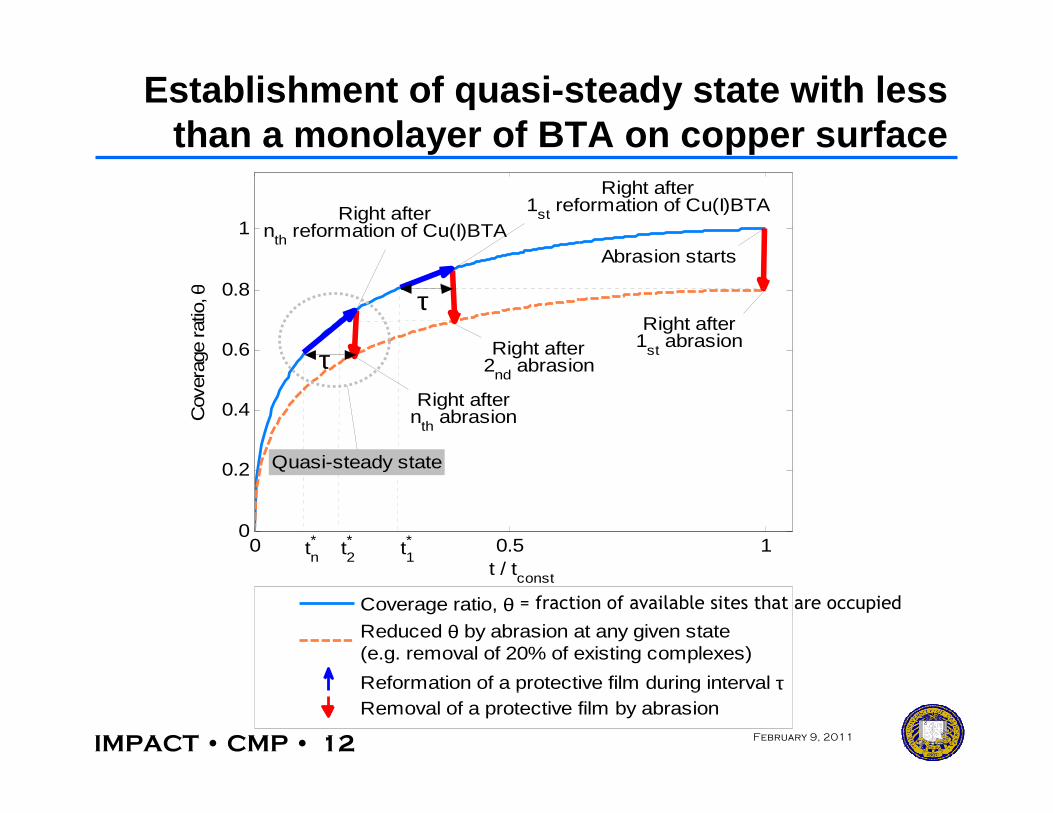
IMPACT • CMP • 12
Establishment of quasi-steady state with less than a monolayer of BTA on copper surface
February 9, 2011
0 0.5 10
0.2
0.4
0.6
0.8
1
Cov
erag
e ra
tio, θ
t / tconst
Coverage ratio, θReduced θ by abrasion at any given state(e.g. removal of 20% of existing complexes)
τ
t*1t*2
Quasi-steady state
Right after1st reformation of Cu(I)BTARight after
nth reformation of Cu(I)BTA
Right after2
nd abrasion
Right after1
st abrasion
τRight after
nth
abrasion
t*n
Abrasion starts
Reformation of a protective film during interval τRemoval of a protective film by abrasion
= fraction of available sites that are occupied

IMPACT • CMP • 13February 9, 2011
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
t/tm
Cov
erag
e ra
tio,
θθ θθ
10-4
10-3
10-2
10-1
100
0
20
40
60
80
100
i pass
/ito
tal [%
]t/t
m
10-4
10-3
10-2
10-1
1000
20
40
60
80
100
i diss
/ito
tal [%
]
ipass/itotal
idiss
/itotal
Contribution of the current density for forming Cu(I)BTA and the current density for direct dissolution to the total current density
Millisecond scale adsorption kinetics of BTA in pH 4 aqueous solution containing 0.01 M glycine and 0.01 M BTA (t
mis 2 s at 0.6V and 4 s at 0.4 V)

University of California • Berkeley • San Diego • Los Angeles
Pattern -Defined Pads to Test Tribochemical Model

IMPACT • CMP • 15February 9, 2011
To Remove Uncertainty, Replace Stochastic Distribut ion of Interaction Force and Frequency with Well-Defined V alues
Oxi
datio
n ra
te m
A/c
m2 Bare copper
Time (t’) msCopper: transient
passivation behavior i(t’)
Pas
sive
Film
Thi
ckne
ss (
L) (
nm)
1. Passivation kinetics– Film growth kinetics
Interval between two abrasive-
copper contacts (τ)
Time (ms)
For
ce (
nN)
Force on an abrasive, nN
Film
thic
knes
s re
mov
ed, ∆
L Å
t0
τ
∫ +=τ
τρ 0
0 )( dtttinF
MRR Cu
Removal Rate (nm/s)
τ
MCu : Atomic mass of copperρ : density of coppern : # e- transferredF : Faraday’s constant*Tripathi, Doyle & Dornfeld, "Tribo-Chemical Modeling of Copper
CMP" 2006 Proceedings of VLSI Multilevel Interconnection Conf.
3. Abrasive-copper interaction force & frequency
2. Mechanical removal response of passive film
LtLtL ∆=−+ )()( 00 τt0
t0 can be found given L(t’) (fig 1.), ∆L (fig 2.) & τ (fig 3.)
(since L(t’) is concave)

IMPACT • CMP • 16
Abrasive-Copper Interaction Force and Frequency
τ
Time (ms)
For
ce
Time (ms)
For
ce
Conventional CMP Pads Fixed Abrasive Pads
Interval between two asperity-copper contacts (τ) ≈ 0.1ms
Duration of contact ≈ 10µs
Interval between two asperity-copper contacts (τ) = 2ms
Duration of contact = 200µs
Time (ms)
For
ce
Pattern Defined Pads
Interval between two asperity-copper contacts (τ) = 0.1ms
Duration of contact = 10µs
Relatively long duration of contact creates a
transient electrochemical state during the contact → Our model fails in this
case
τ and applied force are randomized →
Requires costly computation
Time scalePeriodicity
February 9, 2011

IMPACT • CMP • 17
Fabrication of Pattern Defined Pads
PDMS
Si
SU-8 (epoxy)
•Master fabricated by photolithography using SU-8 negative photoresist
Si
•PDMS (Sylgard® 184) applied to the master and cured
PDMS
PU •Polyurethane applied to the PDMS mold and cured
PU
Glass slide
Glass slide
Glass slide•PU replicated
• Replica Molding
10µm X 10µm X 10µm 100µm
February 9, 2011

IMPACT • CMP • 18
Various PolyurethanesMaterial Properties Features
LOCTITE®M-11FL™
Elongation: 170% Large deformation -> strong dependence of the real contact area on the applied pressure
Mechanically weak -> asperities of the fabricated pad were torn off during polishing
Tensile strength: 490psi
Hardness: 35~60 (Shore D)
3M ™Scotch-Weld ™3532 B/A
Elongation: 96% Very viscous before curing and short working time -> trapped air bubbles were hard to be removed; made the pad surface non-uniform
Tensile strength: 3000psi
CONATHANE® EN-2550
(selected)
Elongation: 32% Mechanically strong and deformed little;
Long working time made it possible to remove trapped air bubbles -> uniform pad surface
Tensile strength: 1805psi
Hardness: 65 (Shore D)
February 9, 2011

University of California • Berkeley • San Diego • Los Angeles
Potential-Step Electrochemical Tests with Conventional and Pattern -Defined
Pads

IMPACT • CMP • 20
Experimental Setup – Potential Step Electrochemical Tests
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 10 wt% α-alumina particles (diameter=150nm) – no H2O2
Vertical Machining Center
C.E.
Luggin Probe &
R.E.
IC1000 pad
W.E.
Slurry
�
Load Cell
Copper Insulation
coating
To have controlled sliding velocity of copper relative to pad, used copper tube embedded in epoxy as working electrode –potential stepped up to 0.6 V SCE
February 9, 2011

IMPACT • CMP • 21
Experimental Setup – Potential Step Electrochemical Tests
• pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2
and 10 wt% α-alumina particles (diameter=150nm)
Reference Electrode
Pt Counter Electrode
Copper Working Electrode
Copper Insulation
Precision Spindle (of a Vertical Machining Center)
Load Cell
CMP Pad
February 9, 2011

IMPACT • CMP • 22
Pattern-defined Pad and IC1000 Pad – Applied pressur e
• With pattern-defined PU pads, current density was much less sensitive to the applied pressure than with IC1000
• Slight increase for pattern-defined PU may be due to the slight increase in the contact area (hence a slight decrease in the interaction interval, τ) or the removal efficiency
• The increase in oxidation rate with increased pressure for IC1000 is attributed to the increased real contact area ratio
C. L. Elmufdi and G. P. Muldowney,
Mater. Res. Soc. Symp. Proc., 914, F12-
06 (2006).
y = 0.0106x + 0.6294
y = 0.0242x + 0.722
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10
Applied pressure (psi)
Curr
ent
density (
mA
/cm
2)
This effect of pressure is consistent with the predictions of the tribochemical model
February 9, 2011
IC1000; 1m/s
Fabricated PU; 0.5m/s

IMPACT • CMP • 23
Pattern-defined Pad and IC1000 Pad – Relative veloci ty
• With both pads, the oxidation rate increased somewhat with increasing velocity
• An increase in oxidation rate with increasing velocity would be expected –more asperity-copper interactions per unit time
• Because of the highly non-linear kinetics for adsorption of BTA one wouldn’t expect that doubling the velocity would double the oxidation rate
The effect of velocity is also consistent with the predictions of the tribochemical model
y = 0.113x + 0.6261
y = 0.1379x + 0.5687
0
0.2
0.4
0.6
0.8
1
0 0.5 1 1.5Relative velocity (m/s)
Cur
rent
den
sity
(m
A/c
m2 )
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
t/tm
Cov
erag
e ra
tio,
θθ θθ
Current densities are about an order of magnitude lower than those observed with the microelectrode – due to
different electric field in vicinity of electrode, and failure to accurately account for roughness of the microelectrode
February 9, 2011
Fabricated PU; 5psi
IC1000; 2psi

IMPACT • CMP • 24
Preston’s equation?
y = 0.113x + 0.6261
y = 0.1379x + 0.5687
0
0.2
0.4
0.6
0.8
1
0 0.5 1 1.5Relative velocity (m/s)
Cur
rent
den
sity
(m
A/c
m2 )
y = 0.0106x + 0.6294
y = 0.0242x + 0.722
0
0.2
0.4
0.6
0.8
1
0 2 4 6 8 10
Applied pressure (psi)
Curr
ent
density (
mA
/cm
2)
IC1000; 1m/s
Fabricated PU; 0.5m/s Fabricated PU; 5psi
IC1000; 2psi
• Although oxidation rate is consistent with the tribochemical model, it clearly is not consistent with Preston’s equation, which predicts material removal rates proportional to applied pressure and relative velocity
• Is there a fundamental difference between oxidation rates at the copper surface, calculated from the current density via Faraday’s law, and material removal rates encountered during polishing?
• Principal difference is that the above experiments used external potential control, while in CMP oxidation is induced by chemical oxidants such as hydrogen peroxide
February 9, 2011

University of California • Berkeley • San Diego • Los Angeles
Electrochemical Tests with Conventional Pads With Hydrogen
Peroxide
IMPACT • CMP • 26
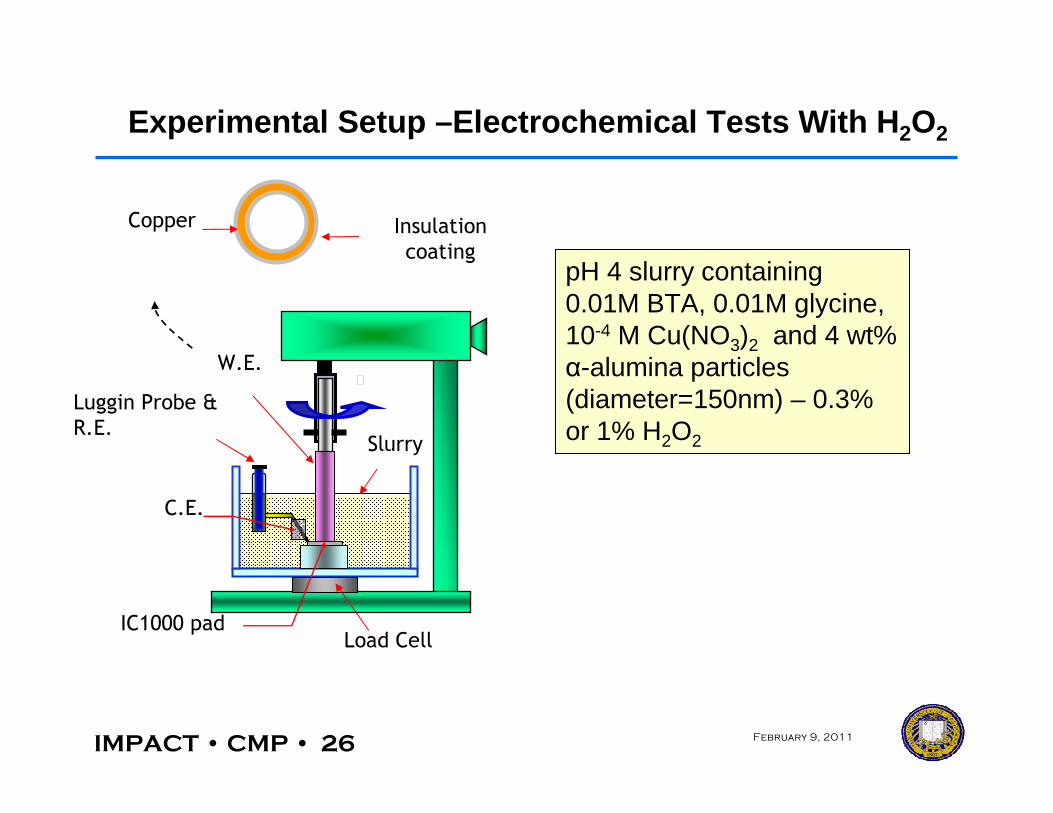
Experimental Setup –Electrochemical Tests With H 2O2
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 4 wt% α-alumina particles (diameter=150nm) – 0.3% or 1% H2O2
February 9, 2011
C.E.
Luggin Probe &
R.E.
IC1000 pad
W.E.
Slurry
�
Load Cell
Copper Insulation
coating

IMPACT • CMP • 27
Electrochemical Tests With IC1000 Pad & H 2O2
February 9, 2011
-8.00E-01
-4.00E-01
0.00E+00
4.00E-01
8.00E-01
1.20E+00
1.00E-08 1.00E-06 1.00E-04 1.00E-02
Current density (A/cm2)
Pote
ntial (V
vs.
SC
E)
no rotation & 0.3wt% H2O2
1m/s & 0.3wt% H2O2
no rotation & 1wt% H2O2
1m/s & 1wt% H2O2
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 4 wt% α-alumina particles (diameter=150nm) – 0.3% or 1% H2O2
0.3 wt% H2O2 1 wt% H2O2icorr (µµµµA/cm 2) Ecorr (mV) icorr (µµµµA/cm 2) Ecorr (mV)
Stationary 2.65 114.8 1.49 144.7
Rotation at 1m/s 14.4 -219.9 14.0 -155.0
Corrosion current (where anodic current equals cathodic current) about two orders of magnitude lower than currents in potential step experiments (0.6 – 1 mA/cm2)

IMPACT • CMP • 28
Electrochemical Tests With IC1000 Pad & H 2O2 - Effect of Applied Pressure
February 9, 2011
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 2 wt% α-alumina particles (diameter=50nm) – 0.5 % H2O2. Rotation at 1 m/s
Corrosion current and potential insensitive to applied pressure
-1.20E+00
-8.00E-01
-4.00E-01
0.00E+00
4.00E-01
8.00E-01
1.20E+00
1.00E-07 1.00E-06 1.00E-05 1.00E-04 1.00E-03
Current density (A/cm2)
Pote
ntia
l (V
vs. S
CE
)
6psi
4psi
3psi
2psi
Applied pressure (psi)
icorr (µµµµA/cm 2) Ecorr (mV)
6 9.28 -135
4 9.50 -145
3 8.38 -105
2 10.1 -115
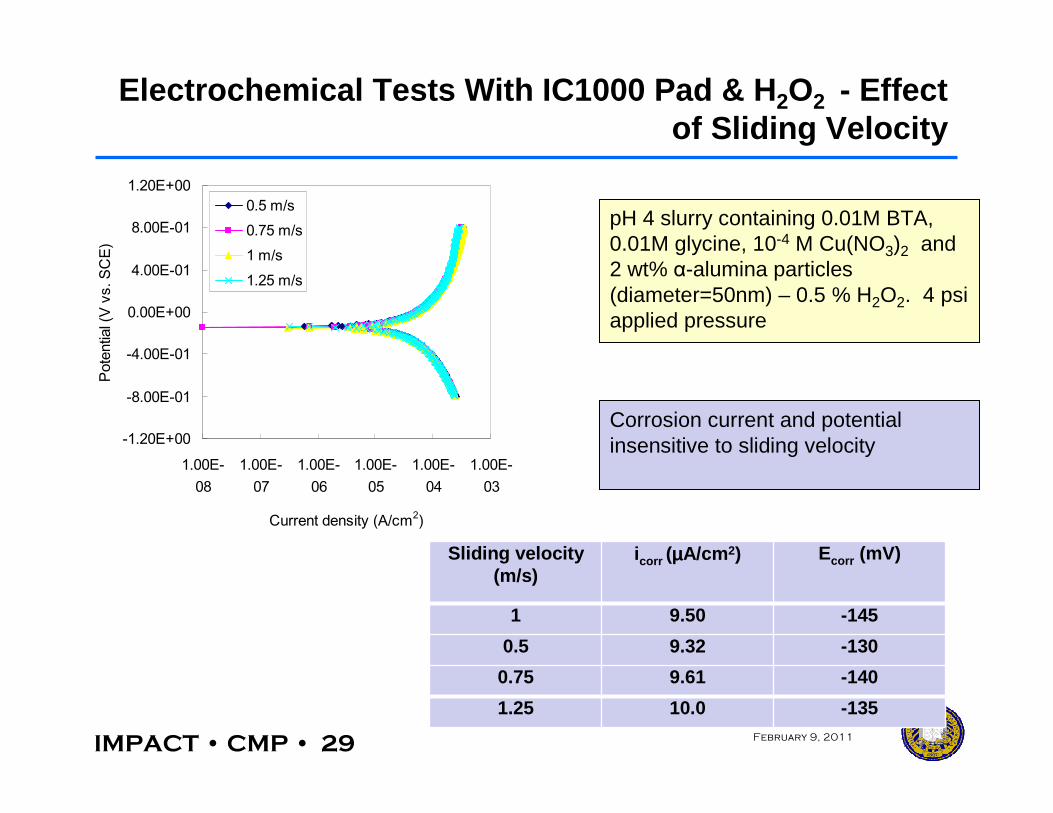
IMPACT • CMP • 29
Electrochemical Tests With IC1000 Pad & H 2O2 - Effect of Sliding Velocity
February 9, 2011
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 2 wt% α-alumina particles (diameter=50nm) – 0.5 % H2O2. 4 psi applied pressure
Corrosion current and potential insensitive to sliding velocity
Sliding velocity (m/s)
icorr (µµµµA/cm 2) Ecorr (mV)
1 9.50 -145
0.5 9.32 -130
0.75 9.61 -140
1.25 10.0 -135
-1.20E+00
-8.00E-01
-4.00E-01
0.00E+00
4.00E-01
8.00E-01
1.20E+00
1.00E-
08
1.00E-
07
1.00E-
06
1.00E-
05
1.00E-
04
1.00E-
03
Current density (A/cm2)
Pote
ntial (V
vs. S
CE
)
0.5 m/s
0.75 m/s
1 m/s
1.25 m/s
University of California • Berkeley • San Diego • Los Angeles
CMP Tests with Conventional Pads With Hydrogen Peroxide

IMPACT • CMP • 31
Copper CMP Using Blanket Wafer, IC1000 Pad & H 2O2 -Effect of Applied Pressure
February 9, 2011
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 2 wt% α-alumina particles (diameter=50nm) – 0.5 % H2O2. Sliding velocity 1 m/s
• Material removal rate close to Preston-type behavior
• Corrosion rate only a tiny proportion of overall material removal rate
• But material removal rate consistent with corrosion rates seen in potential-step experiments
0
10
20
30
40
0 2 4 6 8
Applied pressure (psi)
MR
R (n
m/m
in)
CMP MRR
Corrosion rate

IMPACT • CMP • 32
Copper CMP Using Blanket Wafer, IC1000 Pad & H 2O2 -Effect of Sliding Velocity
February 9, 2011
pH 4 slurry containing 0.01M BTA, 0.01M glycine, 10-4 M Cu(NO3)2 and 2 wt% α-alumina particles (diameter=50nm) – 0.5 % H2O2. 4 psi applied pressure
• Material removal rate close to Preston-type behavior
• Corrosion rate only a tiny proportion of overall material removal rate
• But material removal rate consistent with corrosion rates seen in potential-step experiments
0
10
20
30
40
0 0.5 1 1.5
Sliding velocity (m/s)
MR
R (n
m/m
in)
CMP MRR
Corrosion rate

IMPACT • CMP • 33
What is responsible for unexpected behavior???
February 9, 2011
• “Passivation” of copper in the presence of hydrogen peroxide has been reported before – lower current densities than seen on copper at the same potential in the absence of hydrogen peroxide
• This doesn’t appear to be true passivation – significantly protective films would be disrupted by polishing
• Material removal rates high, which suggests that most material is removed as metallic copper, not oxidized copper
• If this were the case, why is an oxidant needed?
• Alternatively, it is possible that hydrogen peroxide acts primarily via a Fenton-type mechanism that yields hydroxyl radicals, rather than electrochemically
• Hydroxyl radicals are powerful oxidants, and may dominate the oxidation of copper
• Only electrochemical oxidation would be detected as corrosion• Greater sensitivity to pressure and velocity with hydrogen peroxide may
reflect mass transport of hydrogen peroxide and short-lived radicals
University of California • Berkeley • San Diego • Los Angeles
Conclusions

IMPACT • CMP • 35February 9, 2011
Conclusions
� Pattern-defined polyurethane pads were fabricated a nd used to test the tribochemical model previously proposed for copper CMP
� In potential-step electrochemical tests the effect of applied pressure and sliding velocity was consistent with the tribochemi cal model, either for the pattern-defined pads or for IC1000.
� These tests were inconsistent with Preston’s equati on
� Polarization tests done in the presence of hydrogen peroxide showed corrosion current densities about two orders of mag nitude lower than the current densities seen in potential-step tests
� Material removal rates obtained from CMP tests in the presence of hydrogen peroxide were reasonably consistent with Preston’s equation, but much, much faster than expected from the current densities
� This could reflect the fact that most copper is rem oved as metallic copper (and subsequently oxidizes in solution)
� Alternatively, hydrogen peroxide may form hydroxyl radicals via a copper Fenton-type mechanism, and these radicals may oxidi ze copper non-electrochemically