draft environmental impact assessment report eia report.pdf · 2014-06-13 · draft environmental...
TRANSCRIPT

DRAFTENVIRONMENTAL IMPACT ASSESSMENT REPORT
ProjectExpansion for Manufacture of Value Added Products
In the Existing Pig Iron Complex
Project ProponentsM/s. SLR METALIKS LIMITED
Narayanadevarakere Village, Hagaribommanahalli Taluk,Bellary District, Karnataka State
ConsultantM/s. ULTRA-TECH Environmental Consultancy & Laboratory
Unit No. 206, 224-225, Jai Commercial Complex,Eastern Express High Way, Opp.Cadbury,
Khopat, Thane (West)-400 601&
Under the guidance of VTU, Belgaum
NABET Accreditation of ConsultantSl.No. 93 of List A of MoEF - O.M. No.J-11013/77/2004/IA II(I) Dated 30.09.2011,
Sl.No. 132 of List of Consultants with Provisional Accreditation (Rev.02) Dated 01.11.2012
2013-2014


CONTENTS
Chapters
Chapter.No.
Particulars Pg.no.
1.0 Introduction1.1 Project background 1
1.2 Purpose of environmental impact assessment 1
1.3 Background of the project proponent 2
1.4 Brief description of the project 3
1.4.1 Nature and size of the project 3
1.4.2 Features of the proposed project 6
1.4.3 Location of the project site 6
1.4.4 Approvals available for the exiting industry 11
1.5 Importance of the project to the country & region 11
1.5.1 Domestic steel demand 11
1.5.2 Demand supply gap, imports vs indigenous production 13
1.5.3 Employment generation due to the project 13
1.6 Objective and scope of EIA studies 13
1.7 Methodology of EIA studies 15
1.7.1 Existing environmental status 15
1.7.2 Identification of impacts and mitigation measures 18
1.8 Terms of References (TOR) from MoEF and their compliances 18
2.0 Project Description2.1 Type of project 19
2.1.1 Production capacity & product mix 19
2.1.2 Interlinked/interdependent projects 20
2.1.3 Categorization of the project 20
2.2 Need (justification) for expansion of the industry 20
2.3 Description of location 21
2.3.1 Basis for selection of the site 21
2.3.2 Location features of the project 22
2.3.3 Project lay out 31
2.4 Size and magnitude of operation (plant facilities & infrastructure) 31
2.4.1 Land area 31

2.4.2 Activities during construction phase 32
2.4.3 Manpower 33
2.4.4 Project investment 33
2.5 Proposed schedule for approval & implementation 33
2.6 Technology & process description 34
2.6.1 Manufacturing process for steel mill 34
2.6.2 Manufacturing process for rolling mill 35
2.6.3 Manufacturing process for metallurgical coke 37
2.6.4 Power generation process (based on coke oven off–gas) 43
2.6.5 Producer gas plant 43
2.6.6 Pulverized coal injection system 46
2.7 Raw material & products 47
2.8 Transportation of raw material & products 50
2.9 Power requirement, source & utilization 51
2.10 Fuel requirement 51
2.11 Water requirement, source & utilization 53
2.12 Source of pollution & their management / disposal 54
2.12.1 Waste water management 55
2.12.2 Gaseous emissions and APC measures 55
2.12.3 Solid waste management 56
3.0 Description of environment3.1 Introduction 59
3.1.1 Methodology 59
3.1.2 Study area 60
3.1.3 Study period 60
3.2 Establishment of baseline 613.2.1 Meteorological data 613.3 Air quality 70
3.3.1 Analytical techniques for air quality monitoring 70
3.3.2 Air quality monitoring 70
3.3.3 Methodology adopted for the study 70
3.3.3.1 Air quality at the project site 74
3.3.3.2 Air quality in the downwind direction (Rajapura) 75
3.3.3.3 Air quality at other locations 76
3.3.3.4 Observations 77

3.4 Noise environment 77
3.4.1 Observations 79
3.5 Water environment 80
3.5.1 Reconnaissance survey 80
3.5.2 Analytical techniques for water quality monitoring 81
3.5.3 Surface water 83
3.5.4 Ground water 83
3.5.5 Observations 84
3.6 Soil quality 92
3.7 Land use pattern 94
3.8 Geology 95
3.8.1 Mineral resources 96
3.8.2 Geomorphology 96
3.9 Hydrology profile 97
3.9.1 Hydrogeology 97
3.9.1.1 Occurrence and movement of ground water in rock formations 97
3.9.1.2 Depth of groundwater and seasonal variation 97
3.9.1.3 Litholog 98
3.9.1.4 Drawdown and recovery 98
3.9.1.5 Geophysical investigations 98
3.9.1.6 Pathways of pollutants 99
3.9.1.7 Drainage and water bodies 101
3.9.1.8 Ground water potential 101
3.10 Ecology 102
3.10.1 Flora and fauna 102
3.10.1.1 Floristic analysis 102
3.10.1.2 Agricultural pattern 106
3.10.2 Faunal composition 106
3.10.2.1 Fishes 109
3.11 Socio-economics of the study area 109
3.11.1 Demography and social status 109
3.11.2 About Hagari Bommanahalli taluk 110
3.11.3 Cultivation 110
3.11.4 Industrialization 111

3.11.5 Statistics at a glance 111
3.11.6 Places of interest 116
4.0 Anticipated environmental impacts & mitigation measures
4.1 Introduction 117
4.2 Identification & characterization of impacts 118
4.2.1 Construction Phase 118
4.2.2 Operation phase 118
4.2.3 Impact Matrix 120
4.3 Impact during construction phase 123
4.3.1 Land environment 123
4.3.2 Water environment 123
4.3.3 Air environment 124
4.3.4 Impact on noise level 124
4.3.5 Impact on Biological environment 126
4.3.6 Impact on Socio-Economic status 126
4.4 Operational phase impact 126
4.4.1 Impact on air quality 135
4.4.1.1 Source of air pollution 126
4.4.1.2 Fugitive emissions 128
4.4.1.3 Fugitive emission control 128
4.4.1.4 Preproject air quality 131
4.4.1.5 GLC emissions 132
4.4.1.6 Dispersion studies 132
4.4.2 Water environment 174
4.4.2.1 Source of water 175
4.4.2.2 Discharge rate 175
4.4.2.3 Distance of project from water tap point 175
4.4.2.4 Surface hydrology 175
4.4.2.5 Water usage 176
4.4.2.6 Impact of water withdrawl from river 176
4.4.2.7 Water conservation plan 177
4.4.2.8 Treatment and utilization of effluent 178
4.4.2.9 Rain water harvesting system 181
4.4.2.10 Aquafier management plan 182
4.4.2.11 Leachate study for the stock piles 183

4.4.2.12 Flood hazard 183
4.4.2.13 Management plant to prevent the water pollution due to proposedactivity
184
4.5 Noise environment 189
4.6 Solid waste management 190
4.7 Soil quality 192
4.8 Biological environment 192
4.9 Socio-economic impact 193
4.10 Green belt development 195
4.10.1 Selection of species 196
4.10.2 Specific location of plantations 196
4.11 Storm water management and rain water harvesting 198
4.11.1 Storm water gutters 198
4.11.2 Storm water reservoir 198
4.11.3 Rain water harvesting 200
4.12 Occupational health care 201
4.13 Traffic density and survey 203
4.14 CREP norms and compliance 206
4.15 Carbon credit project 208
5.0 Analysis of alternatives
5.1 Sitting of project 209
5.1.1 Environment guidelines 209
5.1.2 General criterion for selection of location 210
5.1.3 Site requirement and proposed location 210
5.2 Environmental features of site 211
5.3 Technology process 212
5.4 No project option 2126.0 Environment monitoring program6.1 Introduction 2136.2 Environmental monitoring and reporting procedure 2136.3 Objectives of monitoring 2146.4 Monitoring methods and data analysis 2146.4.1 Air quality monitoring 2146.4.2 Noise levels 2156.4.3 Water and wastewater quality monitoring 2156.4.4 Land environment 216

6.4.5 Biological environment 2166.4.6 Socio-economic environment 2166.5 Reporting schedules of the monitoring data 2176.6 Infrastructure for monitoring of environmental protection measures 2176.7 Sampling schedule and locations 2186.8 Compliances to environmental statutes 2206.9 Monitoring of compliances to statutory conditions 2206.10 Financial allocation for environmental aspects 2216.11 Success indicators 2217.0 Additional studies7.1 Public hearing and consultation 2227.2 Risk assessment 2227.2.1 Purpose 2237.2.2 Objectives 2237.3 Disaster management plan (DMP) 2237.3.1 Objectives 2237.3.2 Elements of on-site emergency plan 2237.3.3 Organization 2247.3.4 Duty allocation 2247.4 Industrial hazards and safety 2267.4.1 Hazard identification 2267.4.2 Fire fighting facilities 2277.5 On-Site Management Plan 2287.5.1 Structure of On-site management plan 2287.5.2 Scope of onsite emergency plan 2297.6 Emergency 2297.6.1 Methodology 2307.6.2 Structure of emergency management 2317.6.3 Infrastructure at emergency control centre 2317.6.4 Emergency medical facilities 2327.7 Identification and assessment of hazards 2327.8 Risk Analysis 2357.9 Risk management measures 2387.9.1 Furnace 2387.9.2 Hot metal & slag 2397.9.3 Respiratory hazards 2407.9.4 Heat and hot liquid 2417.9.5 Physical Hazards 2417.9.6 Heavy Loads / Grinding & Cutting / Rolling 242

7.9.7 Musculoskeletal Disorders 2437.9.8 Control Hazards, Preferably At Their Source 2437.9.9 Noise 2437.10 Health And Safety Measures For The Workers 2447.10.1 Safety Of Personnel 2457.11 Following Safety Slogans Will Be Displayed 2477.12 Emergency Action Plans 2477.12.1 Emergency action plan for cylinder fire: 2487.12.2 Emergency action plan for electric fire: 2487.12.3 Emergency action plan for office fire 2487.12.4 Emergency action plan for oil fire: 2487.12.5 Emergency action plan for medical aid: 2487.13 Natural hazards 2507.13.1 Emergency action plan for tornado/high winds 2517.13.2 Emergency action plan for earthquakes 2517.13.3 Emergency action plan for bomb threat 2517.14 Social impact assessment, R & R action plan 2527.14.1 Existing social status 2527.14.2 Economic status in the region: land use pattern 2538.0 Project benefits8.1 Improvements In Physical Infrastructure 2558.2 Site area improvement 2558.2.1 Industrial area (processing area)/ residential area (non processing area) 2568.2.2 Green-Belt 2568.3 Improvements In The Social Infrastructure 2568.3.1 Connectivity 2578.4 Employment Potential – Skilled, Semi-Skilled And Unskilled 2578.5 Other Tangible Benefits 2589.0 Environmental cost benefit analysis 244
10 Environmental management plan 261
10.1 Introduction 26210.2 Need 26210.3 Objectives 26310.4 Environment Components 26310.4.1 Air Environment 26310.4.2 Water Environment 26310.4.3 Solid waste 26410.4.4 Aesthetic (Noise & Odour) Environment 26410.4.5 Biological Environment 264

10.4.6 Work-zone Comfort Environment 26510.4.7 Socio-Economic Environment 26510.5 Environment management Hierarchy 26610.6 Checklist Of Statutory Obligations 26610.7 Records Of Waste Generation To Be Maintained As Per Following: 27010.8 Environmental Organization 27010.8.1 Environment Management Cell 27110.9 Environmental Monitoring Schedule 27310.10 Schedules 27410.10.1 Daily Compliance 27410.10.2 Monthly Compliance 27410.10.3 Quarterly Compliance 27410.10.4 Yearly Compliance 27410.10.5 Consent Compliance 27510.11 Steering Committee 27510.12 Construction phase Management 27611 Summary and conclusions 27912 Disclosure of consultants 281

ANNEXURES
Annexure Particulars
1 Executive summary
2 TOR issued by MoEF, New Delhi
3 List of TOR and their compliances
4 Layout of proposed projects
5 Topo map of 10 km radius, 1:50,000 Scale
6 Land use & Land cover map of the stud area
7 Environmental Monitoring reports for the existing industry
8 CREP Norms
9 KIADB land allotment copy
10 Water with-drawl permission letter
11 1. MOU with coal suppliers
12 CFO from KSPCB & its compliances for the existing industry
13 EC from MoEF & its compliances for the existing industry
14 Certified copy of EC compliance
15 Certified copy of CFO compliance
16 Recent monitoring report from KSPCB
17 Site location map with contours of 10km radius , 1:50,000 scale
18 DEM map of 10 km radius, 1:50,000 Scale
19 2. Energy balance for the manufacturing activities
20 Hydro geomorphology map
21 3. Groundwater level map

22 1. Occupational health monitoring statistics
23 2. Quality, Environment, Safety and Health policy
TABLES
Sl.No.
Particulars Pg.no.
1.1 Salient Features of the proposed Project 3
1.2 List of industries around 25km of site 7
1.3 Environmental attributes and frequency of monitoring 17
2.1 Products and Capacity of the Existing Industry 19
2.2 Proposed Plants and their Capacities 19
2.3 Co-ordinates of the project site 22
2.4 Environmental Features of the proposed project site 22
2.5 Land Area Utilization 32
2.6 Project Schedule for Approval & Implementation 34
2.7 Characteristics of coking coal 38
2.8 Capacity of Coke Oven batteries 39
2.9 Characteristics of coke oven off gas 41
2.10 Specification of metallurgical coke 41
2.11 Specification of B grade coal 45
2.12 PCI coal specification 47
2.13 Characteristics of raw materials & additives 47
2.14 Raw materials Requirement, transportation & Storage details 48
2.15A Material balance for energy optimising furnace 48
2.15B Material balance for ladle refining furnace 492.15C Material balance for rolling mill 49
2.15D Material balance for continous casting machine 49
2.16 Transportation of raw materials 50
2.17 Power Requirement for Expansion Project 51
2.18 Furnaces & Utilization of Fuels 51
2.19 Furnace oil specification 52
2.20 HSD specification 52
2.21 BF gas specification 52

2.22 Water Balance with Water Consumption and Waste WaterGeneration
54
2.23 Waste Water Treatment and Discharge 55
2.24 Gaseous Emissions APC Measures 55
2.25 Solid waste characteristics and storage 57
2.26 Solid Waste Management 58
3.1 Meteorological data of project site for the year 2013 63
3.2 Predominant wind directions 65
3.3 Techniques adopted/Protocols for ambient air quality monitoring 70
3.4 Ambient Air Sampling Stations 72
3.5 Air quality data analysis at the project site 74
3.6 Air quality data at Rajapura, A9 (downwind direction) 75
3.7 Air quality data analysis 76
3.8Ambient air quality standards – MoEF as per the notification dated16th November 2009 for industrial, residential & rural areas
77
3.9 Noise level monitoring stations 78
3.10 Noise level Limits as per Environmental Protection Rules 79
3.11 Water sampling stations 80
3.12 Protocol for surface water quality monitoring 81
3.13 Protocol for ground water quality monitoring 81
3.14 Analysis of surface water samples 84
3.15 Ground water quality 88
3.16 Observations 92
3.17 Soil sampling stations 92
3.18 Physico-chemical characteristics of soil 93
3.19 Land utilization pattern of the Bellary District 94
3.20The main Rock types noticed in the study area and their
succession
96
3.21 Pumping recovery test 98
3.22 Geophysical investigation 99
3.23 Resistivity data 99
3.24 List of Wild Mammals Found in the Study Area 107
3.25 List of Birds Commonly Found in the Area 108

3.26 Fish Fauna observed in the Study Area 109
3.27 Demographic Details 110
3.28 Taluk Statistics 111
4.1 Impact Identification Matrix 120
4.2A Characteristics of Environmental Impacts from Construction Phase 121
4.2B Characteristics of Environmental Impacts from Operational Phase 122
4.3 Noise levels generated from construction equipments 1254.4 Noise of different equipments 125
4.5 Details of Stack & Gaseous Emissions from point source 127
4.6 Sources of Fugitive emissions 128
4.7 Dust extraction system 129
4.8 Fugitive emission sources 132
4.9 A &4.9 B Air pollution sources 134
4.10 Air pollution sources with emission rates in g/s 135
4.11 Predicted incremental short-term concentrations due to theproposed project (existing + proposed)
140
4.12 Predicted incremental short-term concentrations due to theproposed project (proposed)
141
4.13 Resultant maximum concentration 24 hr max (Existing + proposed) 170
4.14 Resultant maximum concentration 24 hr max (proposed) 171
4.15 Characteristics of untreated effluent 179
4.16 Treatment and utilization of efflluents 179
4.9 Characteristics of untreated and treated effluents 165
4.10 Treatment and utilization of Effluents 166
6.1 Post project monitoring schedule 219
6.2Financial allocation/budgetary provisions for environmentalmanagement aspects
221
7.1 Organization chart of onsite emergency plan 229
7.2 Identified hazards 233
7.3 Identification of health hazards 234
7.4 Risk analysis 237
7.5 Health register 246
7.6 Comparitive occupations 256

8.1 Budget for Corporate Social Responsibility Activities 259
10.1 Environment Management Cell 271
10.2 Job of Environment Management Cell 271
10.3 Monitoring Schedule 273
10.4 Consent Compliance 273
12.1 List of functional area experts 282
12.2 Laboratories details 283
FIGURES
Sl.No.
Particulars Pg.no.
1.1 Location of Project Site in Bellary District 102.1 Location of Project Site in Bellary District 242.2 Location of the proposed project site on the Toposheet 252.3A Google Map of Project Location 262.3B Google Map of Project Location 272.4 Proposed Project Site Photographs 282.5 Site Surroundings Photographs 292.6 Existing plant photos 312.7 Process flow chart of Steel Making Unit 362.8 Process flow chart of Rolling Mill 372.9 Process flow chart for Coke Oven plant 422.10 Flow chart of power generation scheme 432.11 Process flow chart for Producer gas 452.12 Flow diagram of pulverized coal injection 463.1 Topo map showing 10 km radius around the project site 613.2 Wind rose diagram at Bellary IMD (0830 HRS IST) 663.3 Location of Ambient Air Quality Monitoring Stations 73
3.4 Location of Ambient Noise Level Monitoring Stations 79
3.5 Location of Water Quality Sampling Stations 82
3.6 Location of Soil sampling stations 93
3.7 Land Use Map of the Bellary District 95

4.1 Google map showing stacks- existing & proposal 138
4.2 Google map showing baseline monitoring locations 139
4.3Suspended Particulate Matter (PM10) isotherms for the proposedproject (existing + proposed)
142
4.4Suspended Particulate Matter (PM10) isotherms for the proposedproject (existing + proposed)
145
4.5Sulfur di-oxide (SO2) isotherms for proposed project (existing+proposed) 148
4.6Sulfur di-oxide (SO2) isotherms for proposed project (proposed)
151
4.7Oxides of nitrogen (NOx) isotherms for proposed project (existing +proposed) 154
4.8 Oxides of nitrogen (NOx) isotherms for proposed project (proposed) 157
4.9Carbon monoxide (CO) isotherms for proposed project (existing +proposed) 160
4.10 Carbon monoxide (CO) isotherms for proposed project ( proposed) 165
4.11 Treatment Scheme for Domestic Effluent Stream 180
10.1 Structures of EMP 265

CHAPTER -1
INTRODUCTION


1
CHAPTER - 1INTRODUCTION
1.1 PROJECT BACKGROUND
M/s SLR Metaliks Ltd have already established and operating an iron making industry
consisting of 262 m3 blast furnace with 2,00,000 TPA capacity, 33 m2 sinter plant
(3,31,000 TPA) and 6 MW B.F. off gas based power plant at Narayanadevarakere
Village, Hagaribommanahalli Taluk, Bellary District, Karnataka State. Presently, the
pig iron produced in the industry is sold to other industries for use in steel making and
foundries. Granulated slag is sold for use as raw material to cement industries.
Granulated slag is used internally for civil works as a replacement to sand. Un-
granulated slag is used again in civil works as a replacement to aggregate. Sinter
produced is completely utilized as a captive source of blast furnace raw material.
Power generated from captive source is completely utilized in the industry it-self.
All the existing units are fully operational. Now M/s SLR Metaliks Ltd propose to
improve viability of the plant by value addition to the existing hot metal production by
installing additional and balancing facilities to produce more valuable downstream
products with ready market opportunity. Towards this objective, the company
proposes establish 3.0 Lakh TPA steel plant, 3.2 Lakh TPA rolling mill, 1.2 Lakh TPA
Coke oven plant, 9.0 MW coke oven off gas based power plant, 120 TPD oxygen
plant , 10 TPH Pulverized coal injection and 15000NM3/hr Producer gas plant in the
existing plant.
1.2 PURPOSE OF ENVIRONMENTAL IMPACT ASSESSMENT REPORT
Every developmental activity invariably has some impact and more often adverse
consequence to the environment. Mankind as it is developed today cannot live
without taking up these developmental activities for his food, security or other needs.
Consequently, there is a need for harmonious developmental activities with the
environmental concern. EIA is one of the tools available with the planners to achieve
the above goal. It is desirable to ensure that the developmental options under
consideration are sustainable. Hence, the environmental consequence must be
characterized early in the project cycle and accounted for in the project design. The
objective of EIA is to foresee the potential environmental problems that would arise
out of the proposed development and address them in the project planning and
design stage. This can often prevent future liabilities and expensive consequences of

2
the project activity. The EIA process should allow for communication of this
information to:
1. Project proponent
2. The regulatory agencies
3. All stake holders and interest groups
EIA study is in particular essential for the industries causing significant environmental
impacts. Ministry of Environment and Forests (MoEF), Government of India has
issued EIA Notification dated 14-09-2006 in which guidelines are given for conduct of
EIA study and also the list of industries attracting the said notification.
The proposed industry is listed under EIA Notification dated 14-09-2006 and as
amended in December 2009 of Ministry of Environment and Forests (MoEF),
Government of India. As per this notification the industry is categorized under
Schedule 3(a), for Primary Metallurgical Industries (Ferrous & Non Ferrous) and
Category-A. As per the notification, prior Environmental Clearance (EC) from MoEF
is mandatory before establishment of this industry. Hence, the industry has to follow
due course of procedure to secure EC including application to MOEF for EC
clearance, terms of references from MOEF for conduct of EIA studies, public
hearing/consultations and deliberation of project at Expert Appraisal Committee of
MOEF. Accordingly, the project proponents have submitted prescribed application
along with pre-feasibility report to the MOEF New Delhi seeking terms of references
for conduct of EIA studies. MOEF New Delhi has deliberated the project in the 13th
EAC meeting dated 18.11.2013 and specified the TOR for conduct of EIA studies and
preparation of EIA report. Accordingly, EIA studies were conducted and the report is
prepared for submission to authorities. With EIA report and other documents the
industry has to approach KSPCB to conduct public hearing/consultations.
Final EIA report is to be prepared based on draft EIA report accommodating the
compliances to the observations made during public hearing/consultations. The report
will then be submitted to MOEF New Delhi for final environmental clearance.
1.3 BACK GROUND OF PROJECT PROPONENT
M/s SLR Metaliks Ltd incorporated on 17.11.2005 for manufacture of steel and allied
products. They have already set up and operating a 33 m2 Sinter Plant, 262 m3 Blast

3
Furnace with Waste gas based Captive Power Plant (CPP) of 6 MW capacity at Sy
Nos. 633, 646, 643 & others, Narayanadevarakere Village, Hagaribommanahalli
Taluk, Bellary District, Karnataka State. The other group of companies of M/s SLR
are M/s A.R. Co-extruded Films Ltd., A.R. Plastics Pvt. Ltd., Raj Polypack Pvt. Ltd.,
Goel Polypack Pvt. Ltd., M/s Uttar Bharat Hydro Power Projects and INS Finance and
Investment Pvt. Ltd. M/s SLR are already engaged in the business of manufacturing
and selling of Pig Iron.
1.4 BRIEF DESCRIPTION OF THE PROJECT1.4.1 NATURE AND SIZE OF THE PROJECT
The salient features of the proposed project are given in Table-1.1.
Table-1.1 Salient Features of the proposed Project
Sl.No. Parameter Details
1 Project Expansion for utilization of the existing pig iron capacityfor the production of downstream high value products.
2ProjectProponents
M/s S L R METALIKS LIMITED NarayandevarakereVillage- 583 222, Lokappanahola NearMariyammanahalli, Hagaribommanahalli Tq. BellaryDist., Karnataka State.
3 Location of the site
Plot / Survey No. R.S. No.:633,646, 643 &others
VillageNarayandevarakere,Lokappanahola- 583 222,
Tehsil Hagaribommanahalli
District Bellary
State Karnataka
4 Proposed capacity
Steel plant 3,00,000 TPA
Rolling mill 3,20,000 TPA
Coke oven plant 1,20,000 TPA
Coke oven off gasbased power plant 1 x 9.0 MW
Air separation plant 120 TPD Oxygen capacity
Producer gas plant 15000 Nm3/hr

4
Pulverized coal injection 10 Ton/Hr
5 Existing capacity
PRODUCTS QUANTITYPig Iron 2,00,000 TPAGranulated Slag 60,000 TPAUNITS CAPACITYBlast Furnace 1 x 262 m3
Sinter Plant 1 x 33 m2
Pig Casting Machine 2 x 500 TPD
BF Gas based captivePower Plant 1 x 6 MW
6Sl. No. in theSchedule
Schedule-3(a) for Metallurgical industries (ferrous & nonferrous) as per EIA Notification dated 14th September2006 and as amended in December 2009.
7 Location Features
The location of the proposed site and its immediatesurroundings is a barren land and moderately undulatedwith shrubs. It is consisting of rocky & sandy soil, notsuitable for cultivation. Nearest village Lokappanahola is1.5km, nearest town Hospet is 9.2 km and nearest highway SH-25 is 4.29 km from the site.
8 Total man power Construction phase : 400 NosOperation phase : 950 Nos
9 Land area
The industry possesses 50 acres land for the existingactivities. Expansion is proposed in the additionallyprocured land. 90 acres of land is already allocated byKIADB and another 100 acres is under process by KIADBfor establishment of the proposed plants.
10Basic Raw material
requirement
Plant Raw material Quantity
Steel plant
1. Hot Metal from BF
2. Pig /PI Scrap
3. Plant Return
Scrap
4. DRI
5. Fe-Alloys
6. Lime &Dolomite
2,33,000,TPA
12,000, TPA
16,000, TPA
40,000 TPA
39,68,130,
TPA
36,000, TPA

5
Rolling millSteel shop Billetsand purchased
3,20,000,TPA33,000 TPA
Coke oven plant Coking Coal1,71,428,TPA
Pulverized coalinjection
Anthrasite &bituminous coal
16,800 TPA
Producer gasplant
Thermal Coal – Bgrade
47,000 TPA
Coke oven offgas based powerplant
Coke oven off gas 125, TPH
11Water requirement& Source
Requirement : 3005 KLPD,
Source : Tungabhadra river
12Power requirement& source
Total power requirement : 20 MWSource-1. Captive power from Coke oven gas waste heatbased power plant : 9.0 MW,
Source-2. KPTCL supply- 11 MW
Source-3. 3 x 1250 kVA D.G. set for emergencypurpose for supply of cooling water/lighting in case ofpower failure.
13 Project Investment INR 482 Crores (for expansion)
14Investment forEMP
Capital investment on EMP : Rs. 3174.00 Lakhs
Operating/running cost on EMP : Rs. 318.00 Lakhs
15
Effluent and theirtreatment &utilization
Domestic effluent: 32 KLPD, stabilized in septic tank,treated in STP and then utilized for dust suppression orgreenery development. Industrial effluent is mainly thepurge from circulating cooling water and Boiler blowdown.
16
Sources of airpollution & controlmeasures
1. Flue gases from 45 T/h boiler at coke oven waste gasbased power plant and 50T/H reheating furnace. Thesegases are vented through stacks of adequate height.
2. Vent gases from furnaces present in steel plant, rollingmill, and Coke oven. These are dedusted in venturi wetscrubbers, cyclone separators or in bag filters and thenvented through stack of adequate height.
3. Fugitive emission at pulverizers, screens, conveyors,furnace charging and discharging etc. These are suckedthrough vacuum suction hoods, dedusted and ventedthrough stacks of sufficient height.

6
1.4.2 FEATURES OF THE PROPOSED PROJECT
1. The proposed plant will be cost effective, environmentally friendly & energy
efficient. This will help in making liquid steel efficiently & economically of best
quality.
2. All safety aspects will be addressed as per the statutory laws applicable to PCI,
steel melting shop, rolling mill. Safety acts, environment acts, factory acts etc. will
be strictly followed.
3. Hospet-Bellary region in Karnataka State is a high potential zone in terms of iron
and steel and allied industries because of the accessibility to raw material like rich
iron ore and dolomite.
4. M/s SLR Metaliks Ltd. are conscious of the importance of environmental aspects
to the project and thus have implemented all the environmental guidelines in the
forefront in maintaining high environmental quality in the industry as exemplified in
various certifications received.
1.4.3 LOCATION OF THE PROJECT SITEThe proposed project is proposed to be located at Sy No. 633, 646, 643 and others
Narayanadevarakere Village, Hagaribommanahalli Taluk, Bellary District, Karnataka
State. The location of project site in the district map of Bellary is shown in Figure-1.1.
17Sources of solidwaste &management
Solid waste obtained are,
1. Slag from steel mill furnace. Will be used for civilworks & bricks manufacturing after metal recovery.
2. Scraps, cut ends steel mill, rolling mill. These arerecycled to SMS.
3. Ash from PGP will be used for brick manufacturing
4. Coke fines and coal fines will be reused in coke ovenplant or sinter plant.
5. Mill scale from caster and rolling mill: this is used insinter process.

7
Raw material availability at competitive price around the proposed project.
Port facilities at Chennai, Mangalore and Goa which are well connected by rail
route.
Tungabhadra river water availability.
Railway facilities within 10 kms.
Availability of sufficient land to cater to all needs of pig iron and associated
steel industry.
Availability of skilled man power.
Schools, Colleges, Training Institutions, Hospitals, etc. are at 4 – 15 km radius
of the site.
Statutory permissions are available for the existing industry at the proposed
site
List of industries in 25km radius from the project site is given in Table- 1.2
Table -1.2 List of Industries in 25km radius of the project site
Sl no Project Sector Location
1. BMM Integrated Steel Plant Iron and Steel Dhanapur, Bellary,Karnataka
2. Kej Minerals Iron ore beneficiation &Pelletization plant Iron and Steel Taranagar, Bellary,
Karnataka
3. Rukminirama Integrated Steel Plant Iron and Steel Harabbihalu, Bellary,Karnataka
4. Donimalai Iron Ore Mine Expansion Iron Ore Mining Donimalai, Bellary,Karnataka
5. S.J. Harvi Iron Ore Mine Iron Ore Mining Lakshmipura, Bellary,Karnataka
6. Thimmappanagudi Iron Mine Iron Ore Mining Thimmappanagudi,Bellary, Karnataka
7. Janekunta Iron Ore Mine Iron Ore Mining Janekunta, Bellary,Karnataka
8. Subbarayanahalli Iron Ore Mine Expansion Iron Ore Mining Bellary, Karnataka
9. Donimalai Iron Ore Mine Expansion Iron Ore Mining Bellary, Karnataka

8
10. Jaisingpur Iron Ore Mine Expansion Iron Ore Mining Bellary, Karnataka
11. Ramgad Iron Ore Mine Expansion Iron Ore Mining Bellary, Karnataka
12. Dhruvdesh Integrated Steel Plant Iron and Steel Hirebangal, Koppal,Karnataka
13. Trivista Sponge Iron Plant Iron and Steel Koppal, Karnataka
14. Aditya Pig Iron Plant Iron and Steel Koppal, Karnataka
15. Kirloskar Pig Iron Plant Expansion Iron and Steel Bevinpalli, Koppal,Karnataka
16. Gallant Integrated Steel Plant Iron and Steel Halvarthi, Koppal,Karnataka
17. Kirloskar Pig Iron Plant Expansion Iron and Steel Bevinhalli, Koppal,Karnataka
18. Xindia Steel Plant Iron and Steel Koppal, Karnataka
19. Kalyani Steels Ltd. (Hospet division) Iron and Steel Ginigera, Koppal,Karnataka
20. Mukand Steels Ltd. Iron and Steel Ginigera, Koppal,Karnataka
21. Kirloskar Ferrous Industries Ltd. Iron and Steel Benihavalli, Koppal,Karnataka
22. ILC steels Iron and Steel Koppal, Karnataka
23. HRG alloy and steels Iron and Steel Koppal, Karnataka
24. Coca cola Iron and Steel Koppal, Karnataka
25. RBSSN mining & benification plant Iron and Steel Hospet karnataka
26. MSPL mining site Iron and Steel Hospet karnataka
27. Swastik steels Iron and Steel Hospet karnataka
28. M/S venkatagiri iron ore mines Iron and Steel Hospet karnataka

9
29. Hare Krishna metaliks Iron and Steel Koppal, Karnataka
30. Ultratech cement Cement plant Koppal, Karnataka
31. K.O.F. limited Oil, Oilcake,Oils Seeds), Hospet
32. Pumpasara distillery ltd. Rectified spiritand I.M.FI, Hospet
33. India Sugar’s and Refinance Sugar Hospet
34. Minerals Sales private ltd. Sponge Iron Hospet
35. Kariganur Iron& Steel Pvt. Ltd. Hospet. Sponge Iron Hospet
36. M.S.P.L Ltd. (Vijaya Oxygen) Gas plant Hosalli
37. Tungabhadra Fertilisers & Chemicals Pvt Ltd, Fertilizer Munirabad RS
38. Bhoruka Power Corporation Ltd, Power plant Shivapura
39. Scan Ispat Limited Sponge iron Ginigera Village
40. K.P.R. Fertilizers Ltd Fertiliser Halavarthi village

10
Figure - 1.1: Location of Project Site in Bellary DistrictM/s S L R Metaliks Limited, Narayanadevarakere, Lokappana Hola, H.B Halli Tq., Bellary Dist

11
1.4.4 APPROVALS AVAILABLE FOR THE EXITING INDUSTRY
1. Consent for operation from KSPCB for the year 2013-2014.
2. Authorization for handling hazardous waste from KSPCB up to 30-06-2015.
3. Permission from Water resource dept GOK for withdrawal of water from TungabhadraRiver.
4. License from Chief Controller of explosives for storage & handling of liquid Nitrogen.
5. License from village Panchayath.
6. Approval from Single window agency, KUM, GOK.
7. Layout approval from Director of Factories & Boilers, GOK.
8. Sanction of power from KPTCL.
9. Approval for electrical installations by CEIG, GOK.
10.Approval for boiler from Director of Factories & Boilers, GOK.
1.5 IMPORTANCEOF THE PROJECT TO THE COUNTRY ®ION
1.5.1 DOMESTIC STEEL DEMAND
In India, a major part of steel is consumed in engineering applications, followed by
automobiles and construction. The growth of steel, as is well known, is dependent
upon the growth of economy, industrial production and infrastructure sectors. The
automobile industry is on a growth path and this is likely to continue. The two-
wheeler, four-wheeler and commercial vehicle sector are all doing well. Therefore
demand for steel from these sectors is likely continue in future.
In India, apparent consumption of steel increased from 14.8 million tonnes in 1991-92
to 43.5 million tonnes in 2006-07. As per the National Steel Policy - 2005 of Govt. of
India, the demand-supply scenario for steel up to 2020 is as given below:
National Steel Policy of Government of India have considered growth rate of 7.3% per
annum. The actual growth of consumption during 2005-2006, according to Steel
Ministry, was 13.88%. Even if we assume a lower growth rate of 10% per annum, the
demand for the year 2014-15, it will be 97.67 million tons. In terms of crude steel, the
demand works out 105.5 million tons for 2015. Production of crude steel during 2005-
06 was 42.1 million tonnes. It can be seen from the above that demand is likely to be

12
more than double in the next ten years. Based on the assessment of steel market
(considering the boom in construction sector and industrial applications) and the
resources available to the promoters, it is recommended to set up a 0.2 Mt/yr pig iron
plant.
The domestic demand of steel is to increase 13.3% in 2011. The global steel demand
this year is expected to increase by 5.9%, according to the data made available by
the World Steel Association (WSA). India, with an expected growth in steel demand
of 13.3%, will lead the steel demand in the world.
The association (WSA), whose members produce 85% of the total steel made in the
world, in its newsletter about the ‘short range outlook’ on steel in 2011 and 2012,
said, “India is expected to show strong growth in steel use in the coming years due to
its strong domestic economy, massive infrastructure needs and expansion of
industrial production.” It further says that in 2012, India’s steel demand will touch
14.3%, reaching 79 million tonnes (mt) per year. In 2010, India produced 67 mt steel
and is the fifth-largest steelmaker in the world with China as the leader, followed by
Japan, US and Russia.
It is clear from the data that the steel demand will continue to be driven by the
growing economies, led by India. Even as the consumption is growing in the western
world, WSA predicts that by 2012, steel use in the developed world will still be at 14%
below the 2007 level whereas in the emerging and developing economies, it will be
38% above. In 2012, the emerging and developing economies will account for 72% of
world steel demand in contrast to 61% in 2007, WSA noted.
State-owned Steel Authority of India, too, is ramping up production to reach 24 million
tons from a shade under 14 million tons, currently. The capacity will come in phases
over the next little years. The demand for alloy and special steels in the country is
increasing in the last few years as the consumption of steel has increased by 12%
since year 1998. It finds major use in the forging, automobile, auto component,
railway etc. There is huge domestic demand for alloy and special steels and this
demand is likely to continue in future.
In view of the present encouraging industrial trend for use of steel in the country ,
which is likely to continue in future, M/s. SRL have proposed to expand its activity in
steel production capacity at economical cost.

13
1.5.2 DEMAND SUPPLY GAP, IMPORTS vs INDIGENOUS PRODUCTION
The scope for raising the total consumption of steel is huge in India, given that per
capita steel consumption is only 40 kg – compared to 150 kg across the world and
250 kg in China.
The National Steel Policy has envisaged steel production to reach 110 million tons by
2019-20. However, based on the assessment of the current ongoing projects, both in
greenfield and brownfield, Ministry of Steel has projected that the steel capacity in the
county is likely to be 124.06 million tons by 2011-12. Further, based on the status of
MOUs signed by the private producers with the various State Governments, it is
expected that India’s steel capacity would be nearly 293 million tons by 2020.
India has been a net importer of steel but in recent years due to the commissioning of
capacities in the range of 8-10 million tons, we might become a net exporter.
Therefore production of steel at the regional level will be highly beneficial & help in
reduction of imports.
1.5.3 EMPLOYMENT GENERATION DUE TO THE PROJECT
The total direct employment potential during operational phase of the proposed
project is about 950 people. However, the commencement of this industry will create
indirect employment opportunities to more than 1,000 people in terms of
transportation, vehicle maintenance, petty shops etc. In addition, about 400 persons
will be employed during the construction phase of the project.
1.6 OBJECTIVE AND SCOPE OF EIA STUDIES
The overall objective of any EIA studies is to identify and assess the adverse and
beneficial impacts of the project in the planning stage itself, so that necessary
mitigation measures to prevent or minimize these adverse impacts could be planned
early and cost effectively. In view of this objective, the scope of EIA study broadly
includes:
i. Introduction along with scope of EIA studies (Chapter-1).
ii. Preliminary details of project including type, need and location of project and
the magnitude of project activities (Chapter-2).
14
iii. Project description including process, resource required and products formed
along with sources of pollution and built in mitigation measures with respect to
wastewater, gaseous emissions and solid wastes (Chapter-2).
iv. Existing baseline status of the relevant environmental parameters in the
specified study area through primary and secondary source. The
environmental parameters include meteorology, air, water, land, soil, noise,
ecology and socio economics (Chapter-3).
v. Anticipated environmental impacts of the proposed project on environment and
measures for mitigation of the predicted adverse impacts, air pollution
dispersion modeling studies (Chapter-4).
vi. Analysis of alternatives for the technology & site (Chapter-5)
vii. Technical aspects of monitoring the effectiveness of mitigation measures. It
includes laboratory and other facilities monitoring facilities, environmental
parameters to be monitored, data to be analyzed and sampling location and
schedule. It also includes budgetary provision and procurement schedule for
the monitoring facilities (Chapter-6).
viii. Additional studies relevant to the project such as public consultation, risk
assessment and social impact assessment with R.R. Action plan (Chapter-7).
ix. Project benefits in terms of improvement in social and physical infrastructures
in the region of the proposed project (Chapter-8).
x. Environmental cost benefit analysis of the project (Chapter-9).
xi. Administrative aspects of environmental management plan to ensure that the
mitigation measures implemented and their effectiveness monitored (Chapter-
10).
xii. Summary and conclusions consisting of overall justification of project. It also
includes the summary of significant adverse effects along with the measures to
overcome the same (Chapter-11).
xiii. Preparation of EIA document as per MoEF guidelines. It includes all the above
Information of items from i to xii.

15
1.7 METHODOLOGY OF EIA STUDIES
1.7.1 EXISTING ENVIRONMENTAL STATUS
The environmental influence due to the project is likely to cover a radial distance of
about 10 km around the factory premises. Therefore, the study area for monitoring of
environmental parameters covers 10 km distance from the project site.
The environmental parameters, which are likely to be affected by the activities of the
project, were identified. They include air, noise, water, soil, land use, ecology, socio-
economics etc. The existing status of these environmental parameters for study area
is collected from both primary and secondary sources. Primary source data were
collected through environmental monitoring survey of representative locations of the
study area during the post monsoon period of 11th December 2013 to 11th March
2014. The reconnaissance survey was conducted and the sampling locations were
identified based on:
i. Existing topography and location of surface water bodies like ponds and
steams.
ii. Meteorological conditions (predominant wind directions).
iii. Location of towns, villages and other sensitive areas present in the vicinity of
the proposed project site.
iv. Representative areas for baseline conditions
v. Accessibility, power availability and security to the monitoring equipment.
Secondary data were collected from various organizations to substantiate the primary
data. The data thus collected was compared with the standards prescribed for the
respective environmental parameters. The environmental parameters monitored and
the frequency of monitoring is given in Table-1.3. The methodologies adopted for
studying individual components of environment are briefly described below.
1. MICRO METEOROLOGY
A temporary automatic weather monitoring station was installed to record
meteorological parameters at plant site. The parameters like hourly wind speed, wind
direction, temperature and relative humidity were recorded on hourly basis
continuously during the study period. Wind speed and wind direction data recorded
were used for computation of relative percentage frequencies at different wind
directions. The meteorological data thus collected has been used for interpretation of

16
the existing Ambient Air Quality status, and the same data has been used for
prediction of impacts on future scenario due to the activities of the project.
2. AMBIENT AIR QUALITY
The status of the existing ambient air quality in the study region has been assessed
through a network of 12 air monitoring locations with one AAQM location in down
wind direction during the study period within a radial distance of 10 km distance from
the project site. The monitoring network was so designed that a representative
baseline scenario is obtained in upwind, downwind and crosswind directions. These
monitoring sites have been established keeping in view the available data on
predominant wind direction and wind speed of this particular region. The existing
ambient air quality status (AAQ) has been monitored at each station on 24 hourly
basis. The monitoring was done as per NAAQ standards-2009 and CPCB guidelines.
Maximum, minimum and average values have been computed from the data
collected at all individual sampling stations to represent the ambient air quality status.
3. NOISE ENVIRONMENT
Noise monitoring has been carried out at 10 different locations to identify the impact
of project activities on the surroundings in the study area. Noise levels were recorded
at an interval of 10 s for about 30 minutes during the day and night times to compute
the day equivalent, night equivalent and day-night equivalent level.
4. LAND ENVIRONMENT
Field surveys were conducted to delineate classification of land use pattern, cropping
pattern, vegetation cover in the study area. Representative soil samples were
collected from 3 different sampling locations within an area of 10 km radius around
the plant site. They were analyzed to assess their physico-chemical characteristics.
Standard procedures were followed for sampling and analysis. The samples collected
were assessed for their suitability for the growth of plant species and crops.
5. SOCIO-ECONOMIC ENVIRONMENT
Socio economic data including demographic pattern, population density, education
and medical facilities, livelihood, economic and health status, transport facility were

17
collected for the study area from primary and secondary sources for the study area
and analyzed.
Table1.3 Environmental attributes and frequency of monitoring
Sl.No
Attribute Parameters Frequency of Monitoring
1 Micrometeorology
Wind speed (hourly) &direction, temperature,relative humidity and rainfall
At project site continuous for 3months hourly recording.
2 Ambient airquality
PM10, PM2.5, SO2, NOx &PAH At 12 locations
24 hourly samples twice aweek for the project site
3 Gaseousemissions
PM, SO2, NOx, Fortnightly
4 Surface (river)water quality
Physical, chemical &bacteriological parameters
Grab samples have beencollected once during thestudy period.
5 Ground waterquality
Physical, chemical &bacteriological parametersfor 8 locations.
6 Ecology Terrestrial and aquatic floraand fauna in the region.
Secondary data.
7 Noise levels Noise levels in dB (A) at 10locations.
Recording at hourly interval for24 hrs, once a month perlocation during study period.
8 Soilcharacteristics
Parameters related toagriculture potential at 3locations.
Once during the study period.
9 Land use Trend of land use change fordifferent categories.
Based on data published indistrict census handbook.
10 Socio- economicaspects
Socio-economic parameters Based on the data collectedfrom the secondary source.
11 Geology Geological history Based on the siteinvestigation.
12 Hydrology Drainage area and patternnature of streams. Aquifercharacteristics recharge anddischarge areas.
Based on the siteinvestigation.
13 Risk assessment To identify areas wheredisaster can occur due to fire& explosives & release oftoxic substance.
Identification of possible risksat the proposed project,quantification of risk throughmodeling.

18
1.7.2 IDENTIFICATION OF IMPACTS AND MITIGATION MEASURES
The likely impacts of various activities of the proposed project on the environment
were identified. These impacts were assessed for their significance based on the
background environmental quality in the area and the magnitude of the impact. All
components of the environment were considered and wherever possible impacts
were evaluated in quantitative / qualitative terms. Estimated impacts have been
superimposed over the baseline (pre-project) status of environmental quality. The
resultant (post-project) quality of environmental parameters is reviewed with respect
to the permissible limits. Thereby, the preventive and mitigation measures were
formulated and incorporated in the environmental plan.
1.8 TERMS OF REFERENCES (TOR) FROM MOEF AND THEIR COMPLIANCES
Terms of References for conduct of EIA studies were specified to this project by
Environmental Appraisal Committee, MoEF New Delhi during their 13th meeting
(Proceedings No. 13.2.17) held on 18/11/2013 & subsequently TOR was issued on
16/1/14. Copy of the TOR is given as Annexure-2. The EIA studies were conducted
based on these TOR and accordingly the EIA report is prepared. The list of TOR and
their compliances is given in Annexure-3. Additional considerations are also made
based on site conditions.

CHAPTER -2
PROJECT DESCRIPTION


19
CHAPTER - 2
PROJECT DESCRIPTION
2.1 TYPE OF PROJECT
2.1.1 PRODUCTION CAPACITY & PRODUCT MIX
The present proposal is for expansion of the existing iron making industry for
manufacture of downstream and associated products. M/s SLR has finalized the
capacities of plant facilities based on product mix of the proposed expansion project.
The production capacity and the plant facilities established in the existing industry
and those proposed for expansion are given in Table-2.1 and Table-2.2, respectively.
Table-2.1 Products and Capacity of the Existing Industry
Table-2.2 Proposed Plants and their Capacities
Steel plant will be added in the industry to convert hot metal produced from blast
furnace into special steel, a high value and much needed product. Similarly the rolling
mill based on steel plant capacity will be established to cater additional market and to
realize higher returns to the product. Coke oven plant will be established to
manufacture metallurgical coke for captive utilization in BF plant. Further an air
separation plant will be established for generation of oxygen and nitrogen for their
captive use in steel plant. In addition, a captive power plant based on coke oven off
Products Quantity1. Pig Iron 2,00,000 TPA2. Granulated Slag 60,000 TPA
Plants Capacity1. Blast Furnace 1 x 262 m3
2. Sinter Plant 1 x 33 m2
3. Pig Casting Machine 2 x 500 TPD4. BF Gas based captive Power Plant 1 x 6 MW
Sl. No. Plant Capacity
1 Steel plant 3,00,000 TPA2 Rolling mill 3,20,000 TPA3 Coke oven plant 1,20,000 TPA4 Coke oven off gas based power plant 1 x 9.0 MW5 Pulverized coal injection 10 TPH6 Air separation plant 120 TPD Oxygen capacity7 Producer gas plant 15000 Nm3/hr

20
gas will also be established along with coke oven plant. Producer gas is used in
Reheating furnace of rolling mill. Pulverized coal injection will be used in Mini blast
furnace to decrease coke consumption.
2.1.2 INTERLINKED/INTERDEPENDENT PROJECTS
The power generated from coke oven plant is based on waste heat present in coke
oven off gas and the power generated is used only for captive consumption.
2.1.3 CATEGORIZATION OF THE PROJECT
The proposed industry is listed under EIA Notification dated 14-09-2006 and as
amended in December 2009 of Ministry of Environment and Forests (MoEF),
Government of India. As per this notification the industry is Classified under Schedule
3(a), for Primary Metallurgical Industries (Ferrous & Non Ferrous) and Category-A.
2.2 NEED (JUSTIFICATION) FOR EXPANSION OF THE INDUSTRY
The industry M/s. SLR Metaliks ltd with its present operational capacity is not
economically viable. There is huge demand for steel in the country. Further, the
Bellary region in Karnataka State is a potential zone for establishment of iron and
steel industries because of its accessibility to natural resources including water and
raw material like rich iron ore, dolomite, manganese ore etc. Establishment of the
steel industry with its own resources will meet the national interest of development
through self-realization. Further, it helps to enhance the status of this underdeveloped
rural area through improvement in roads, communication, job opportunities and other
infrastructural facilities. The Government of Karnataka envisaged the policy to
encourage iron and steel industries in the state. Hence, M/s. SLR proposes to
increase the production activity of the industry by establishing facility for manufacture
of downstream and associated products.
The expansion will be done in the vicinity of the existing premises. Administrative and
ancillary infrastructure facility will be made use of in expansion of the project. Hence,
the expansion will be achieved with minimum resources.
In these days of high competition, escalating cost of production, power and raw
materials it is essential to produce steel at economic cost. In the present industry this

21
is to be achieved by modernization of technology, value addition, recovery and use of
wastes and enhancement of capacity with minimal resources.
2.3 DESCRIPTION OF LOCATION
2.3.1 BASIS FOR SELECTION OF THE SITE
The proposed project is expansion of the existing project and therefore associated
with activities of the existing industry. The proposed steel plant will utilize the hot
metal produced in the existing pig iron plant. Similarly the coke produced from the
proposed coke oven will be utilized in the existing blast furnace. Hence, the proposed
facility is essentially to be located adjacent to the existing project site. Hence, no
alternate sites are considered.
The expansion project is proposed to be located East side of the existing industrial
premises. 90 acres of land is already allotted by KIADB for the proposed expansion
project and another 100 acres is under process by KIADB. Expansion is proposed in
the additionally allotted land for the proposed plants.
No significant change expected in land cover or topography. The proposed land is
non-agriculture, rocky, sandy, un-cultivated barren land. It does not require clearance
of existing land, vegetation or buildings. The choice of the land confers several
advantages, which are summarized below.
1. The site is connected to mines through rail-line and highways. SH- 25 is 4.29 km
South East from the site and NH 13 at a distance of 6.5 km East from the project
site. Railway line is at 7.2 km NE from the site.
2. Ecologically sensitive areas like forest land, national park, heritage location etc are
not in the vicinity. T.B. dam back water is at a distance of 700m to 3000m from the
proposed facilities depending upon the water level.
3. Water has been allocated form T.B. Board by GOK.
4. Housing facilities, educational facilities, recreational facilities and other amenities
are available at Hosapete located at 9.2 km NE.
5. No incidence of cyclones, earth quake, floods or landslides in the region.
Considering the above, the site adjacent to the existing industry located at
Narayanadevanakere village is selected for the expansion project.

22
2.3.2 LOCATION FEATURES OF THE PROJECT
The proposed site for the expansion is located at Sy Nos. 633, 646, 643 and others,
Narayanadeverakere Village, Hagaribommanahalli Taluk, Bellary District, Karnataka.
SH-25 joining Harihar and NH-13 is located at a distance of about 4.29 kms
SouthEast, NH-13 joining Hospet and Chitradurga is located at a distance of about
6.5 km East. District head quarter Bellary town is located at 85 km E from the site.
District Bellary has rich deposits of Iron ore. Hospet & Sandur area provide an
assured and continuous supply of raw materials. The location is very well connected
by Road & Rail. Environmental features of the site are given in Table-2.4.
The altitude of the site is in the range of 505 m above MSL. The co-ordinates of the
site are given in Table-2.3. Land-use pattern around the project site is basically rural
& agrarian with few scattered industries. The land is nearly plane sloping towards
north. The proposed land is un-cultivated or barren rocky,sandy land. It is free from
trees or other vegetation of any worth. It is covered with only the shrubs and bushes.
District Bellary has rich deposits of Iron ore. Hospet & Sandur area provide an
assured and continuous supply of raw materials.
Table-2.3 Co-ordinates of the project site
Direction East Longitude North Latitude
North- West(p1) 76°19'04.44"E 15°11'09.36"N
North-East (p2) 76°19'23.18"E 15°11'9.51"N
East (p3) 76°19'29.35"E 15°10'56.84"N
South-East(p4) 76°19'21.66"E 15°10'47.85"N
South-West(p5) 76°19'15.22"E 15°10'59.31"NWest(p6) 76°19'5.03"E 15°11'2.70"N
The ash pond is located at 76°19'22.22"E, 15°10'59.31"N
Table 2.4 Environmental Features of the proposed project site
Sl.No.
Features Particulars
1 Location Sy Nos. 633, 646, 643 and others,Narayanadevarakere Village,HagaribommanahalliTaluk, Bellary District,Karnataka.
2 Present land use Barren uncultivated land

23
3 Latitude/Longitude 15°11'8.15" N / 76°19'13.57" E
4 Average altitude 505 m above MSL
5 Topography Nearly plain, free from trees or any richvegetation, sloping towards NE.
6 Soil type Red soil mixed loamy
7 Temperature range Max. : 270C to 420C and Min. : 140C to 260C
8 Average humidity 65 %
9 Annual normal rain fall 760 mm (average of 10 Years)
10 Average wind speed 5.3-7.8 km/hr
11 Predominant winddirection
NE and SW
12 Present land use Barren vacant land
13 Nearest village Lokappanahola village at 1.5 km S.E.from theproposed site. No settlement in predominant winddirection ie NE & SW
14 Nearest high ways S.H.-25 : 4.3 km SE. and NH-13 : 6.5 km E
15 Nearest Railway station S C Railway Line (Vyasanakere Railway station) :7.2 km, NE
16 Nearest air strip Hubli, 170 km W
17 Nearest town Hospet, 9.2 km NE
18 Nearest industries BMM Ispat Steel Ltd, 6.9 km E,Sandur Manganese & Iron Ore (closed unit) &Star Metaliks & Power 7.12 km ERukmini rama steels ltd. 3.6km SW
19 Nearest water body /river Tungabhadra river: 5 kmTungabhadra reservoir back water: 700m NWfrom the expansion project site.Dhayanakere : 8.6 km SE
20 Nearest Archaelogicalplace
Hampi (world Heritage site) : 25 km, NE
21 Nearest National park /Reserved Forest
Gunda Reserved Forest : 7.5 km, NENandi Banda Reserved Forest : 6.2km, SRamgad Reserved Forest : 9.5 km, E
22 Ecologically sensitivelocations
Tungabhadra reservoir back water: 700mm NWfrom the expansion project site andTungabhadra river : 5 kmGunda Reserved forest : 6.2 km, NEThere are no Defence installation, no Nationalpark, no wild life sanctuary and no BiosphereReserve within 25 km from the site

24
Location of proposed unit is shown in figure 2.1
Figure - 2.1: Location of Project Site in Bellary District

25
Figure - 2.2: Location of the proposed project site on the Toposheet(Toposheet: 57A/4, 57A/7, 57A/8, Scale–1:50,000)

26
Figure - 2.3A: Google Map of Project Location

27
Figure - 2.3B: Google Map Existing & Proposed Sites
The photographs of proposed expansion site are shown in figure 2.4 to 2.6
North Direction North Direction
South Direction South Direction
Proposed site
Existing plant

28
East Direction East Direction
West Direction West Direction
Figure - 2.4: Proposed Project Site Photographs
North Direction North Direction
South Direction South Direction

29
West Direction West Direction
East Direction East Direction
Figure - 2.5: Site Surroundings Photographs
Existing plant photos is given in fig 2.6
North Direction South Direction

30
East Direction West Direction
Greenbelt Greenbelt
Greenbelt MBF
Power Plant Sinter Plant

31
Dry GCP in MBF ESP in sinter plant
Fig 2.6 Existing plant photos
2.3.3 PROJECT LAY OUT
The project site layout is enclosed as annexure-4
2.4 SIZE AND MAGNITUDE OF OPERATION (PLANT FACILITIES &INFRASTRUCTURE)
2.4.1 LAND AREA
The proposed site is located at Narayandevarakere, Lokappanahola Village, Near
Hagaribommanahalli Tq., Bellary Dist., Karnataka State. The industry possesses 50
acres land for the existing activities. The extent land provided for the proposed
project is 190 acres. 90 acres of land is already acquired through KIADB for the
proposed expansion project and another 100 acres is under acquisition through
KIADB. 65 acre land will be utilized for green belt and greenery development, 76
acres will be built up area for establishment of project facility and 49 acre will be
vacant open land for future development. The utilization of land for different
applications is given in Table-2.5.
The proposed land is barren uncultivated rocky,sandy land. It is covered with only the
scanty shrubs and bushes. It does not require clearance of existing land, vegetation
or buildings. No significant change in land cover or topography. Land-use pattern
around the project site is basically rural & agrarian with few scattered industries.

32
Table-2.5 Land Area Utilization
Land Utilization Present,Acres
After expansion,Acres
Built up area 33 76Green belt and greenery area. 17 65Open vacant area for future use 0 49Total 50 190
2.4.1.1 LAND DEVELOPMENT
The proposed land area is lightly undulated within ± 2m. The land will be leveled and
compacted utilizing gravel available in the site itself. No filling material is needed and
no muck or waste material needed to be disposed off.
2.4.2 ACTIVITIES DURING CONSTRUCTION PHASE
2.4.2.1. ACTIVITIES
Civil construction activities include the following.
1. Extent of built up area in expansion: 76 acres.2. Construction works: foundations, floorings, buildings, boiler house, turbine
house, godowns.
3. Above ground building / structures: 6 to 15 m height for buildings / structures.
4. Height of chimney/stack: 30 to 75 m from ground level.
5. Excavations: 1 to 3 m foundations machinery such as turbine, water storage
tank.
6. Constructed floor area of buildings & other structures: 8000 m2.
7. Construction period: 6 months.8. Construction material
Size stone & boulders : 10000 T (1000 loads)
Stone gelly : 20000 T (2000 loads)
Sand : 10000 T (1000 loads)
Bricks ; 500 m3 (100 loads)
Cement : 5000 T (250 loads)
Steel :1000 T (25 loads)
9. Transportation of Construction Material
Steel and cement are available from manufacturers located in Karnataka at
100 to 150 km. They are transported through rail and lorry transport. Other

33
construction material sand, stone and gravel are available with in 20 km
source from the project site. They are transported through lorry transport.
2.4.3 MANPOWER
2.4.3.1. Requirement of Personnel
A maximum of 400 persons will be engaged during construction period and 950
persons during operation period of the proposed project. More than 90 % of the
persons employed in the industry will be employed from the local area. Hence the
influence of influx on environment is insignificant.
2.4.3.2. Residential Quarters
Most of the workers will be residing at nearby villages. The company has already
provided residential facilities to the essential employees. A total of 60 quarters are
already present in the existing project. In addition, 20 nos of residential quarters will
be provided during expansion of the project.
2.4.3.3. Transportation of Personnel
A maximum of 400 persons will be engaged in construction works. Construction
period is about 14 months. They use company vehicle facilities, public transportation
and own vehicles. A total of about 10 visits will be made by the motor vehicles to the
industry for transportation of personnel.
During operation a maximum of about 950 persons will be employed in the industry. A
total of about 40 visits by four/six wheelers and about 160 visits by two wheelers will
be made to the industry for transportation of personnel.
2.4.4PROJECT INVESTMENT
Total investment for the proposed project is estimated as Rs. 482 Crores. Investment
on Pollution Control facility will be is Rs. 3174.0 lakhs
2.5 PROPOSED SCHEDULE FOR APPROVAL & IMPLEMENTATION
The tentative project schedule is given below. The implementation of the project will
be taken up after receipt of Consent to establish from Karnataka State Pollution
Control Board and Environmental clearance from the Ministry of Environment &

34
Forests, Government of India. Time schedule for Approval & implementation of the
project is given in Table-2.6.
Table 2.6 Time schedule for Approval & implementation of the project
1. Submission of final EIA report and Public hearingproceedings to MOEF GOI New Delhi July 2014
2. EIA deliberations and grant of EC Sept. 2014
3. Submission of CFE application to KSPCB Bengaluru Oct. 2014
4. Deliberation of the proposal and grant of CFE to theindustry. Dec. 2014
5. Commencement of proposed project construction Dec. 2014
6. Completion of project construction and submissionof CFO application to KSPCB Bengaluru August 2015
7. Grant of CFO from KSPCB and the Commencementof commissioning and production Sept. 2015
2.6 TECHNOLOGY & PROCESS DESCRIPTION
The list of products proposed to be manufactured along with their capacity is given in
Table-2.2. A brief information on manufacturing process of these products is given
below.
2.6.1 MANUFACTURING PROCESS FOR STEEL MILL
A Steel making unit with Energy Optimizing Furnace (EOF) /LRF/VD is proposed. A
flow chart for manufacture of steel is given in Figure-2.7.
2.6.1.1. ENERGY OPTIMIZING FURNACE (EOF)
The oxygen process is the most common process for producing steel. The Energy-
optimizing oxygen furnace (EOF) involves this process using combined submerged
(bottom) and atmospheric (top) blowing. The hot metal from blast furnace is taken into
the EOF, 20-22% scrap / DRI is then added into the hot metal. The necessary fluxes
(ferro-alloys, calcined lime and iron ore) are also added to the bath. Oxygen is blown
into the bath through water-cooled lances using combined bottom and top blowing.
During blowing operation, oxygen oxidizes iron into iron oxide and carbon into carbon
monoxide. The iron oxide immediately transfers the oxygen to the tramp elements,
which leads to formation of reactive slag. As blowing continues, there is a continuous

35
decrease of carbon, phosphorous, manganese and silicon within the melt. The refining
process is completed when the desired carbon content is attained. The steel is tapped
into the ladle furnace by a transfer trolley. The slag is discharged into the slag pot.
2.6.1.2. LADLE FURNACE AND VACUUM DEGASSING UNIT
The ladle furnaces are used to refine steel & VD furnace helps in degassing steel and
they act as a buffer between EOF and continuous casting machine. It is utilized to
maintain high levels of steel cleanliness, de-sulfurisation and accurate temperature
control. The required temperature is maintained with the help of small electrodes, while
the melt is homogenized by introduction of inert nitrogen/argon gas. The ladle is then
lifted and taken to vacuum degassing unit. Vacuum degassing refines the molten steel
by removing unwanted hydrogen and nitrogen gases. The molten metal ladle from LF
is placed under vacuum generated by multiple stage steam ejectors. After sampling of
the steel and temperature measurement, the ladle is shifted to continuous casting
machine. The vacuum-degassing unit utilizes steam generated by a boiler (run by
furnace oil).
2.6.1.3. BILLET/BLOOM CASTERS
During continuous casting, the refined liquid steel passes from the pouring ladle, with
the exclusion of air, via a tundish with an adjustable discharge device (nozzles) into
the short, water-cooled mould. The shape of the mould defines the shape of the steel
i.e blooms or billets. The red-hot strand, solidified at the surface zones, is drawn from
the mould by driving rolls. Once it has completely cooled and solidified by carefully
spraying water, the strand is divided by mobile gas cutting torches. The cut pieces are
then allowed to cool and sent to stacking/ storage yard/rolling. A third strand of
casters and a strand EMS has been proposed for each of the bloom and billet casters.
This will reduce the casting time and also give better quality of blooms and billets.
2.6.2 MANUFACTURING PROCESS FOR ROLLING MILL
Steel manufactured in the steel shop will be sent to rolling mill unit for products of
specified sizes. The process includes pre-heating in the furnace and hot rolling
followed by shot blasting, mechanical surface finishing before inspection and
stacking. A flow chart for manufacture of steel making and rolling mill is given in Figure-
2.7 & 2.8.

36
Figure - 2.7: Process Flow Chart of Steel Making Unit
Energy Optimizing Furnace
Ladle Refining Furnace
Vacuum Degasing
Continuous Casting
Gas Cutting & Cooling
Stacking & Inspection(Blooms & Billets)
Dispatch
Rolling Mill
Ferro alloys
Conditioning andinspection
Dispatch
HotMetal
DRIScrap
FerroAlloys Fluxes
Ferro alloysPlant returns

37
Figure – 2.8: Process Flow Chart of Rolling Mill
2.6.3 MANUFACTURING PROCESS FOR METALLURGICAL COKE
The manufacturing of metallurgical coke and its process are enumerated as under and
the flow diagram for the proposed Coke Oven Plant is given in Figure-2.8 later in the
section.
2.6.3.1 COAL HANDLING AND PREPARATION
Coal from different sources will be brought to the factory site by trucks and unloaded
on to the raw material stockyard. The coal will be have moisture of around 8%,
therefore, reduces the risk of fugitive emissions. In the stock yard it will be blended to
optimum composition required for coking. After blending it will be crushed to 100%
Reheating Furnace
Blooming Mill
Hot Saw
Cooling & Stacking
Shot Blasting
Magnetic Particle Inspection
Stacking
Mech. Surface Finishing
Band Saw
Non Destructive Testing
Dispatch
Induction Heating
Bright bar
Dispatch
Plant Return toEOF/BOF
Blooms / Billets from SteelMill

38
through 1 mm by suitable crushers. The crushed coal falls directly into the coal
charging Car and is stamped suitably. Water is the sole binder to form the coal cake.
The Charging car is of about 24 ton capacity and will move on rail tracks for charging
the ovens. The empty Car after charging is brought back to the crusher/coal bunker
for further loading of coal. The specifications of coal used in coke oven plant is given
in table 2.7
Table 2.7 Characteristics of Coking Coal
Sl. No Parameter Value1 Total 8% max2 Ash content 8% max3 Volatile matter 24% max4 Sulphur 0.5% max5 Phosphorus 0.02%6 MMR of vitrinite 1.2-1.3%7 Vitrinite percentage 70% max8 CSN 6-89 Fluidity 1000ddpm10 Size >50mm
2.6.3.2 COMPACTING STATION
During the Stamp Charging, the water content serves as a binder. However, the
density of stamped coal cake is about 1100 kg/m³ (wet) against 750 kg/m³ of coal in
Beehive Ovens. The increase in bulk density is about 40%. The dimension of coal
cake is slightly lesser than the opening dimension of the coke oven. It will help in
easier pushing process.
2.6.3.3 CHARGING CAR
The compacted coal cake shall be freely rested on top of the charging plate in the
compacting box at the compacting station and shall be transferred from the
compacting box by transfer drive of Charging Car and thus charged into the oven.
When the coal cake reaches its end position inside the coke oven chamber, the
charge trestle shall hold the cake in position and the plate will be withdrawn. After
extraction of charging plate, the car shall be ready for the next charging operation.
2.6.3.4 COKE OVEN BATTERIES

39
It has been proposed to install two batteries of 30 Ovens each with a level coal
charge capacity of 23 to 25 tons with coking cycles of 65 to 70 hours. This will have
an annual production capacity of 1,20,000 MTPA of coke. Two sets of 30 ovens shall
be connected to a chimney.
The ovens are constructed with alumina bricks of different sizes, shapes and
specifications. The mosaic of bricks of different specification ensures that high
alumina bricks are used in the areas of oven that calls for higher and more expensive
specifications. The areas subjected to less stringent thermal requirements shall have
bricks of less expensive specifications. The capacity of coke oven battery is given in
Table-2.8.
Table-2.8 Capacity of Coke Oven Batteries
No. of batteries 2Ovens per battery 30
Chimney per battery 1Height of chimney 30 mCoke per ton of coal 0.700 TGas generation 5.25 T /T of CoalAir for carburization 4.94 T/T of coalTotal Coal charge per oven 23 to 25 TCoking Cycle 65 to 70 hrLevel coal charge capacity of oven 10 TOperating days of coke ovens 300 d/yrPlant capacity in each phase 120 000 T/a of CokeOperating temp. of oven 1230-1250 0CGas temp. at battery outlet 1000-1050 0C
2.6.3.5 PUSHER CAR
Coke pushing operation after 65 to 70 hrs cycle from oven will be done with the help
of a separate coke push car, which pushes the hot coke cake into the hot coke car.
Pusher car shall have pusher beams, which shall rest on guide rollers driven by
motor, gearbox and rack & pinion arrangement. The pusher shield, which will push
the hot coke cake from the ovens, shall be fixed to the pusher beams along with
vertical rollers and cold air ducts. The carriage will have four wheel bogies and each
will be driven by electric motors, gearbox, coupling and brakes. The pusher car shall

40
be positioned on the pusher side of the oven and the hot coke car shall be positioned
on the coking side. Coke oven doors of both sides shall be opened and the pusher
beams shall slowly push the hot coke cake from the oven to the hot coke car.
The hot coke cake pushed from the oven by the pusher shall slide into the hot coke
car at the same horizontal level to avoid potential emission arising out of coke falling
and disintegrating during the pushing operation.
2.6.3.6 HOT COKE CAR
The hot coke car shall have a long travel car, which travels lengthwise along the
coking side of the coke ovens. On this trolley a hot coke tray is fixed to receive the
hot coke cake from the ovens and bring the same to the quenching tower for
quenching operations. The long travel car shall be a four wheel bogie traveling on
longitudinal rails. The four wheel bogie shall be driven by an independent drive
motor, gearbox, couplings and brakes. Hot coke tray shall be hydraulically operated
with guide wheels which shall be rested on support beams of the long travel car.
When the hot coke cake is ready in a particular oven to push the same to the hot
coke car, the long travel car shall be taken to that particular oven and hot coke tray
shall be fixed near the oven floor. The hydraulic cylinder shall operate and fix the hot
coke tray near the oven keeping the trolley level and oven floor level at the same
level. When the hot coke cake slides into the hot coke tray, the long travel car shall
travel and bring the cake to the quenching tower for quenching operation.
2.6.3.7 QUENCHED COKE PUSHER
This is a stationary machine located in the compacting station adjacent to the
quenching tower. The pusher ram shall empty out the quenched coke from the hot
coke car.
2.6.3.8 QUENCHING TOWER
Quenching Tower shall have equipment to quench the hot coke cake with water and
push the same to coke hoppers for further processing.
When hot coke car comes to the quenching tower, the car shall be positioned so that
the hot coke cake is quenched by dousing large quantity of water. The quantity of
water required for this operation shall be of the order of about 70 T for each
quenching operation. But the loss of water through evaporation shall be in the range

41
of 0.70 T of water per ton of coke. In order to limit SPM emissions in the plume the
quenching tower shall be fitted with a system of grit arresters, which shall entrap
suspended particulate matter and make it fall back to the bottom of the tower.
A mild steel water tank of sufficient capacity forms a part of the quenching process
along with necessary pipes and spray nozzles which are fitted in the quenching
tower.
2.6.3.9 COKE SIZING
After quenching the hot coke shall be pushed from the hot coke tray to the coke
hoppers for further processing, particularly, for screening and coke cutting operations.
First it will be cut into required size of 30-80 mm and will be fed to vibrating screen
having 3 Decks. From first Deck, the oversize coke will go back to cutter. From 2nd
deck sized coke will directly go to Trucks for dispatch and from 3rd deck, the fines will
be taken away by a separate conveyor and stored at separate place. The
characteristics of coke oven gas and quality of metallurgical coke is given below.
Table 2.9 Characteristics of Coke oven off-gas
Table 2.10 Quality of Metallurgical CokeSl.No. Parameter Value1 Ash 8-10%2 Moisture 4% max3 Sulphur <0.7%4 Phosphorous <0.03%5 Volatile 1% max6 Carbon Balance7 M10 <7%8 M40 >80%9 CSR +65min10 CRI 23-26
2.6.3.10 SALIENT FEATURES OF COKE OVEN PLANT
Coke is required for captive consumption as a reducing & heat sourcing agent in
the blast furnaces to reduce Fe2O3/Fe3O4 ores to Fe.
Sl.No Parameter value1 Oxygen 9-11%2 CO2 8% max3 CO 0.01%4 SO2 0.0010%max5 Steam 2 to 3%6 Nitrogen 76 – 78%

42
Low ash metallurgical non recovery coke oven plant will reduce the dependency
on imported costly coke, generate coke using Indian & imported coal and
generate power based on waste heat recovery. It will also be cost effective,
environment friendly and energy efficient. This will help to meet the market
competition in steel sector.
“Non recovery” type coke making technology is practiced with provision for the
heat recovery from the waste gases. The technology is developed indigenously by
“The Central Fuel Research Institute, Dhanbad” and is comparable with the best
in the world.
Coke making is environmentally friendly. It is completely pollution free, as it works
on negative pressure in the ovens.
The power generated will be utilized to meet the captive requirement in the coke
oven as well as in the associated steel plant.
Figure - 2.9: Process flow Chart for Coke Oven Plant
Stacking ofdifferent qualitiesof Coal
Blending Silo withweigh feeders
Crushing /Pulverizing
Stamping Oven Charging Coal Hoppers
Carbonization
LAMCoke
Pusher /Discharge
QuenchingTower
CokeCutter
Screening
Off-gases
45 TPH Waste Heat RecoveryBoiler
To Blast Furnace
Steam
9 MWPowerGeneration
Return Fines
To SinterPlant

43
2.6.4 POWER GENERATION PROCESS (BASED ON COKE OVEN OFF–GAS)
This Coke Oven Off–Gas flow rate is estimated to be 1,22,500 kg/hr from the Coke
oven plant of 1,20,000 T/a capacity having temperature around 950 0C is proposed to
be used in waste heat boiler for the production of high pressure steam. Super-
heated steam 45 T/hr, generated at a temperature of 485 ºC and a pressure of 65
kg/cm2 is used in Turbo Generator to generate 9 M.W. power. The power will be
utilized to meet the captive requirement in the coke oven as well as in the associated
steel plant. The exhaust gas from the plant is relatively clean and free from SPM and
hydrocarbons. The exhaust gas from boiler is vented through chimney of adequate
height. Flow chart for 9.0 MW power plant based on coke oven off gases is given in
Figure-2.10
Figure - 2.10: Flow Chart of Power Generation Scheme
2.6.5 PRODUCER GAS PLANT
2.6.5.1 BACKGROUND OF PRODUCER GAS
1. Producer gas is generated through thermal coal by heating and mixing water with
coal.Producer Gas has been in use in many industries as a cheap Gaseous Fuel
since Mid-nineteenth Century. The flow diagram of producer gas plant is given in
GENERATOR
BLENDEDCOAL CAKE
OVEN
COKEAIR
FEEDWATERSTEAM
FANBOILER S
TACK
FLUE GAS
STEAMTURBINE

44
Figure-2.10. It was a development over use of solid‐fuel which had several dis
advantages, viz, lower thermal efficiency due to use of too much excess air,
difficulty in smooth control of furnace or kiln temperature, limited area of
application etc.
2. Right from the inception, Producer Gas was generated from the reaction of Air +
Steam with coal‐bed in single‐stage generators either made of bricks in the initial
stages or steel with water jacket or refractory lining in the later versions. The grate
was also initially fixed but later on developed to Rotary Grate with better
throughput, easy movement of ash etc.
3. Before extensive production of Natural Gas and other Petro fuels at a moderately
lower cost, Producer Gas had been a versatile fuel owing to several advantages
over the solid fuels, viz, ease of production, better thermal efficiency in the
application, ease of control of furnace temperature, smoother flame etc. As a result
many industries all over the world have been using Producer Gas as a cheaper
energy in various field of applications viz, glass and ceramics, Refractories,
Lime‐klins, Dryers, Heating furnaces etc but with limited flame temperature up to
1000°C to 1100°C.
4. But the producer Gas from earlier 19th
Century conventional Single stage design
has several disadvantages also. In these Gasifiers, the product gas comes out
from the top at a temperature of 470o to 500oC at which tar contained in the gas
cracks to soots and gummy maters, which deposit in the pipe lines, burner nozzles
etc, intern schocking them. This necessitates frequent ‘Burning Out’ operation
store move the deposits which in turn results in interruptions and reduced stream–
days. The sketch of such a system has been shown in Figure1. Here the
consistency of operation and production can be achieved with the installation of
elaborate cleaning and detarring system at a high cost. At the same time Calorific
value of Gas also comes down owing to condensation of tar vapour and other
volatile matters to whatever extent it might be present in the gas. Due to the above
short comings, the various dis advantages which are normally faced in single stage
gasifiers are summarized below:
i. The Calorific value of Producer Gas is lower (1000 to 1250 kcal/Nm3)
ii. There is no consistency in Gas quality.
iii. There are frequent interruptions in the process due to de choking operations.

45
iv. These producers can perform better only with high grade of coal with very low
ash content which is rarely found in the country.
v. Also clean gas from this Single stage Producers can be obtained only after
thorough cleaning in the elaborate cleaning facilities at a cost of Rs. 1.0 to 1.5
crore.
vi. As a result of Condensation and de tarring and unproductive generation of
soots, the gas make as well as calorific value of gas and thermal efficiency
becomes poorer (65% to 75%).
vii. Limited use in industries requiring lower flame temperature.
viii.These gasifiers are not pollution free which is a serious draw back under the
present day circumstances.
Table 2.11 PGP COAL CHARACTERISTICS
Sl no Parameter Unit Value
I Ash + moisture % (Wt/Wt) 28.7 to 34.0
ii Calorific value Kcal/kg 3360 to 4200
iii Coal size mm +25 to +40
Figure - 2.11: Process Flow Chart of Producer Gas Plant
GASIFIER FUEL
FUELPREPARATION
RAW FUEL
CONDENSATE
ASH & CHAR
AIR
RAW GAS
FUELFEEDER
GASIFIER
ASHDISCHARGE GAS
CLEANINGGAS
COOLINGREHEATINGFURNACE
ASH & CHAR CONDENSATE

46
2.6.6 PULVERZED COAL INJECTION SYSTEMPulverized Coal injection (PCI) is a process that involves blowing large volumes of
fine Coal granules in to the BF. This provides a supplemental carbon source to speed
up the production of metallic iron, reducing the need for coke production. As a result
energy use and emissions can be reduced. However, as coke provides physical
support and gas permeability in the BF, its complete substitutions is not possible. The
amount of coal that can be injected will depend on the coal and coke quality, furnace
geometry, and operational practices. The flow diagram of pulverized coal injection
system is given in figure 2.12
Figure - 2.12: Flow diagram of pulverized coal injection system

47
Table 2.12 PCI COAL SPECIFICATIONS
Sl no Parameter unit ValueI Moisture % (Wt/Wt) 7.5 to 9.5
ii Calorific value Kcal/kg 6400 to 6600
iii Ash % (Wt/Wt) 14 to 18
iv Volatile material % 23 to 30
2.7 RAW MATERIAL & PRODUCTS2.7.1.1. REQUIREMENT, STORAGE & HANDLINGThe quantity of raw materials required by the industry is in the Table 2.13 below. Raw
materials as listed will be procured as per the production requirement.
TABLE 2.13: CHARACTERSTICS OF RAW MATERIALS AND ADDITIVES
Sl.no.
Materials &source
Plant QuantityT/A
Composition Storage
1 Ferro silicon
From local market
Steel mill 768180 Si- 70-75 %Al-2%C-0.15%S-0.05%Phosphate-0.05%
Stored insidethe closedshed.
2 Lime
From BagalkotDist.
Steel mill 16500 CaO- 45%MgO- 5%Al2O3-15%SiO2-5%
Preparedclosed shed
3 Dolomite
From BagalkotDist.
Steel mill 1521 CaO- 30%MgO- 18%Al2O3-1.5%SiO2-3%
Preparedclosed shed
4 Silicon
manganese
From local market
Steel mill 1280700 Mn-66%Si-16%C- 2%Fe-16%
Stored inside
the closed
shed.
5 DRI
From BMM Ispat,DruvadeshMetasteels etc
Steel mill 42300 Fe- 91%C-2.5%P-0.05%S- 0.05%Gangue- 4.8%
Stored inside
the closed
shed.
6 Ferro manganese
From local market
Steel mill 1535400 Mn- 80%C-6%Fe- 14%Si-0.27%
Covered plantarea
8 Ca Silicon
From local market
Steel mill 383850 Si-52-65%Ca-30-33%Al-2%C-1.5%P-0.05%
Stored insidethe closedshed.

48
Table-2.14 Raw materials Requirement, transportation & Storage detailsSl.No.
Raw material RequirementTPA
Transportation Storage
1.0 STEEL MILL
1 Hot metal from BF plantfrom captive source 2,33,000 In plant
movement Nil
2 Scrap & Pigs fromcaptive source 14,100 Lorry Covered plant
area
3 Direct reducediron(DRI) 42,300 Covered trucks Storage shed
4 Ferro alloys andadditives 3968130 Trucks Covered plant
area
5 Plant return scrap 15000 Trippers Nil
6 Oxygen 34000 Closed pipeline Storage tanks
7 Lime/Dolo 36,000 Trucks Prepared closedshed
2.0 ROLLING MILL8 Steel Billets from steel
mill, captive source
3,20,000 EOTcranes/roller
tables
Internal plantstorage
9 Purchased billets/blooms
33,000 Trucks Storage yard
3.0 COKE OVEN PLANT10 Coking coal 1,71,428 Railway/trucks Storage shed
4.0 COKE OVEN OFF GAS BASED CAPTIVE POWER PLANT
11Coke oven off gas at1050 0C, captivesource,
8,99,999 Insulated duct Nil
5.0 PRODUCER GAS PLANT AND PULVERIZED COAL INJECTION12 Coal 77,000 Railways/trucks Storage shed
Table-2.15A MATERIAL BALANCE FOR ENERGY OPTIMISING FURNACE
Sl. No. Input/Output
Type of material Description ofmaterial
Sp.Cons/D
Sp.Cons/Annum
1.1 Input Fe bearing material Hot metal, T 750 2250001.2 DRI, T 141 423001.3 Scrap, T 47 141002.1 Fluxes & ferro alloys
alloys alloysBurnt lime, T 55 16500
2.2 Burnt dolomite,T 5 15212.3 Carbon injection,T 4 12002.4 Ferro silicon,T 2 480

49
2.5 Silicon manganese,T
4 12003.1 Utilities Oxygen, Kg/T 59850 1795500
03.2 Nitrogen, Kg/T 5586 1675800TOTAL INPUT 66443 3773601
1.1 Output Liquid metal, T 853 2559001.2 Slag, T 52 153541.3 Sludge, T 17.06 51181.4 Off gases,Nm3/h 150000 4500000
01.5 Runner & ladle skull,T
1.706 511.8TOTAL OUTPUT 150922
.944776883.8
Table-2.15 B MATERIAL BALANCE FOR LADLE REFINING FURNACE
Sl. No. Input/Output
Type of material Description ofmaterial
Sp.Cons/D
Sp.Cons/Annum
LADLE REFINING FURNACE1.1 Input Fe bearing material Liquid metal, T 853 2559001.2 Ferro silicon, T 2559 7677001.3 Ferro manganese,T 5118 15354001.4 Silico manganese,T 4265 12795001.5 Sulphur ,T 1706 5118001.6 Electrodes, T 6824 2047200
TOTAL INPUT 21325 63975001.1 Output Slag, T 102 327551.2 Ladle skull, T 210 6824
TOTAL OUTPUT 312 39579
Table-2.15C MATERIAL BALANCE FOR ROLLING MILL
Sl. No. Input/Output
Type of material Description ofmaterial
Sp.Cons/D
Sp.Cons/Annum
1.1 Input Fe bearing material Billets, T 1067 3200001.2 PGP gas,Nm3/h 15000 4500000
TOTAL INPUT 16066 48200001.1 Outpu
tMill scale,T 21 6397
1.2 Billet cut ends, T 34 10918TOTAL OUTPUT 55 17315
Table-2.15 D MATERIAL BALANCE FOR CONTINOUS CASTING MACHINE
Sl.No. Input/Outpu
Type of material Description ofmaterial
Sp.Cons/D
Sp.Cons/Annum
1.1 Input Fe bearing material Liquid metal,T 853 255900

50
TOTAL INPUT 853 2559001.1 Outpu
tMill scale, T 2559 818
1.2 Billet cut ends, T 818 262041TOTAL OUTPUT 3377 262860
Coking coal is obtained either from indigenous source and transported through rail or
lorry transport or import source & transported through rail, road & sea. The other raw
materials (other than captive) are either obtained from local suppliers (Gujarat,
Maharashtra, Karnataka, and Andhra Pradesh) by rail, road.
2.8 TRANSPORTATION OF RAW MATERIAL & PRODUCTS
Transportation of raw materials is shown in table 2.16
Table 2.16: Transportation of raw materials
Sl.No.
Raw material RequirementTPA
Transportation Storage
1.0 STEEL MILL
1 Hot metal from BF plantfrom captive source 2,33,000 In plant
movement Nil
2 Scrap & Pigs fromcaptive source 14,100 Lorry Covered plant
area
3 Direct reducediron(DRI) 42,300 Covered trucks Storage shed
4 Ferro alloys andadditives 3968130 Trucks Covered plant
area
5 Plant return scrap 15000 Trippers Nil
6 Oxygen 34000 Closed pipeline Storage tanks
7 Lime/Dolo 36,000 Trucks Prepared closedshed
2.0 ROLLING MILL8 Steel Billets from steel
mill, captive source
3,20,000 EOTcranes/roller
tables
Internal plantstorage
9 Purchased billets/blooms
33,000 Trucks Storage yard
3.0 COKE OVEN PLANT10 Coking coal 1,71,428 Railway/trucks Storage shed
4.0 COKE OVEN OFF GAS BASED CAPTIVE POWER PLANT

51
11Coke oven off gas at1050 0C, captivesource,
8,99,999 Insulated duct Nil
5.0 PRODUCER GAS PLANT AND PULVERIZED COAL INJECTION12 Coal 77,000 Railways/trucks Storage shed
The finished products like billets, rolled products will be transported through trucks orby rail.
2.9 POWER REQUIREMENT, SOURCE & UTILIZATION
The proposed industry is power intensive and needs assured power at economical
cost. The total power requirement of the industry is 20MW. The source availability
power is given below. Power requirement for the expansion project is as tabulated
below.
Table-2.17 Power Requirement for Expansion ProjectSl.No. Area Power required
(MW)1 SMS plant. 9.732 Rolling Mill 3.53 Oxygen plant 3.3754 Coke oven 0.4005 Coke oven gas based power plant 1.356 Pulverised coal injection 0.657 Producer gas plant 0.995
Total 20 MW
Sl. No. Source Power (MW)8 Captive power plant based on
coke oven off gas.9.0
9 KPTCL supply 11 MWTotal 20 MW
2.10 FUEL REQUIREMENT
Coal is pulverized and used for injection in blast furnace. Coal is also used in
preparation of producer gas. Furnace oil and diesel are used in furnaces. The
quantity, utilization and storage of these fuels is given below.
Table 2.18: Furnaces & Utilization of Fuels
Sl.No.
Fuel Application Utilization Storage & capacity
1 HSD/LDO Turndish Preheating, 2 nos.
600 KL/Yr 22 Kl X 2, M.S.underground tank
2 Furnace oil VD Boiler / Re 3000 KL/Yr 70KL X 2 tanks, M.S.

52
heating furnace above ground tank.3 B Grade coal PCI Unit/
producer gasplant
30,000 TPA Concrete yard, 2 acre
4 BFG Ladlespreheating, 4nos./reheatingfurnace.
30000NM3/hr. Captive source directlyfrom BF
Table 2.19: Characteristics of furnace oil
Table 2.20: Characteristics of HSD
Table 2.21: Characteristics of Blast Furnace Gas
Sl no Parameter Unit Value1 Ash % by mass 0.01
2 Cetane no Min 51
3 Total sulphur Mg/kg max 50
4 Water content Mg/kg max 200
5 Kinematic viscosity CST at 40 deg C 2-45
6 Flash point (Pensky martin) Deg C 66
Slno
Parameter Unit Value
1 Gross calorific value Kcal/kg 100002 Carbon % 843 Moisture % 14 Sulphur % 4
Slno
Parameter Unit Value
1 Gross calorific value Kcal/Nm3 6502 Oxygen % 1.2
3 Hydrogen % 21.5 to 5.5
4 Nitrogen % 55.3 to 57.3
5 Carbon monoxide % 19.5
6 Carbon dioxide % 21

53
2.11 WATER REQUIREMENT, SOURCE & UTILIZATION
2.11.1. REQUIREMENT & SOURCES OF WATER
The source of water for the proposed plant will be Tungabhadra River. The
infrastructure facilities for supply of water from the source to the plant water reservoir
includes provision of intake structure and pumps at the reservoir and laying of piping
main from reservoir up to the plant. Water will be stored in an earthen reservoir of
capacity 0.6 million m3 approx. Raw water treatment plant will be installed for
pretreatment of raw water and the clarified water will be pumped through MS pipe
line to the proposed units.
The fresh water requirement for the proposed project will be about 3005 m3/d
including 2965 and 40 m3/d for domestic use. This will be met from Tungabhadra
river source. Water will be drawn only during rain and flood period from the
backwater of the river and stored in the water reservoir of 0.6 million m3 capacity.
The water from the reservoir will be used in the industry.
Government of Karnataka through its High Level Single Window Committee has
allotted 9012 m3/d (2 MGD) of water from Tungabhadra river. Further, the permission
from Irrigation Department for drawl 0.19TMC of water from the river is obtained.
2.11.2. UTILIZATION OF WATER AND WATER BALANCE
Iron and steel making and also the power plants are energy intensive where materials
undergo various cycles of heating and cooling. Water is predominantly used for
equipment and material cooling. In order to conserve freshwater, water economy
has been an underlying criterion for selection of plant and equipment. Open-circuit
industrial water re-circulation systems with evaporative cooling towers have been
planned for the secondary side of heat exchangers as well as for direct cooling
circuits. Process water losses will be compensated by adding make-up water of
respective qualities. In addition, it is used for steam rising in boilers, dust
suppression, domestic, fire fighting and greenery development. Fresh water is
needed in cooling systems to compensate evaporation losses and blow down. Water
balance for the industry is given in Table- 2.22.

54
Table 2.22 Water Balance with Water Consumption and Waste WaterGeneration
Water consumed for Consumption(KLD)
Discharge (KLD)Evaporation& drift loss
Discharge/blowdown
DOMESTICToilet, Canteen and Washing 41 8 32
INDUSTRIAL1. STEEL PLANT
1 Cooling blow down 1432 1169 2632. ROLLING MILL
1. Cooling blow down 712 618 943. COKE OVEN PLANT
1. Quenching blow down 289 235 532. Stamp charge spraying
blow down3.
29 25 44. COKE OVEN GASBASED POWER PLANT
1. Boiler blow down 55 39 162. Cooling blow down 76 63 13
5.PRODUCER GAS PLANT
1 cooling 190 180 06. AIR SEPARATION PLANT1.Cooling 192 157 35Total Water blow down 473
Total(domestic + industrial)
2826 2494 510
2.11.3. WATER TREATMENT PLANT
The water treatment plant already present will be upgraded and utilized. The plant
consists of chemical mixing unit, flocculator and clarifier. The clarified water is
treated in sand pressure filter, carbon filter and the disinfected by chlorine treatment.
The treated water is demineralised in ion exchange unit for use in boiler.
2.12 SOURCE OF POLLUTION & THEIR MANAGEMENT / DISPOSAL
Liquid, gaseous and solid wastes generated from the industry are likely to cause
environmental pollution. A suitable waste management system including reduce,
recycle and reprocess techniques is adopted in the industry to control pollution on the

55
environment. The waste generation and inbuilt pollution control measures are given
below.
2.12.1 WASTE WATER MANAGEMENT
Table- 2.23 Waste Water Treatment and DischargeSewage/effluentgenerated from
Treatment units provided Final disposal point
Domestic effluent
Total: 32 m3/d
Existing Sewage TreatmentPlant of 60 KLD capacity will beutilized for treating the Sewagefrom the existing and proposedexpansion activities.
Re-used for green-beltdevelopment.
(b) Industrial
Blow down fromcirculatingcooling &process water
Total : 473 m3/d
The wastewater is equalizedand collected in the guard pond.The pond has a capacity to holdwastewater for about 30 days.The guard pond is of earthenwork impervious construction &located at ground level. Thetank interior is suitablycompacted and finished. Thesize of guard pond is as givenbelow.
Re-used for green-beltdevelopment, dustsuppression & road cleaninginside the plant premises.
2.12.2 GASEOUS EMISSIONS AND APC MEASURES
2.12.2.1. GASEOUS EMISSIONS
The gaseous emission sources with flow rate, characteristics and its controlledmeasures are given in table 2.24
TABLE 2.24 GASEOUS EMISSIONS APC MEASURESSl.No.
Source of emission Characteristics,Composition,
APC measures,& Stack ht, m
1. STEEL PLANT
1
EOF ( Flue gas), Flow: 81000m3/hTemp. : 60-800C.
CO :100 mg/Nm3
PM : 2000mg/Nm3
GCP, Venturiscrubber,Stack ht : 45 m
2
LRF ( Flue gas), Flow: 16000m3/hTemp: 40-600C.
CO2: 100mg/Nm3
PM :2000mg/Nm3
Fume extractionsystem withstack Stack ht :30 m

56
3
Caster(Steam Exhaust),Flow : 15000m3/hTemp: 40-600C
CO2: 100mg/Nm3
PM :2000mg/Nm3
Steam exhaustthrough stack.Stack ht : 30m
4
Vacuum degassing unit,Flow: 25000m3/hTemp: 170-2000C
CO2: 100mg/Nm3
PM : 2000mg/Nm3
NOx: 200mg/Nm3
Sox :100 mg/Nm3
Stack ht : 52 m
2. ROLLING MILL
5
Reheating furnace ( fumes),Flow: 21000m3/hTemp: 100 -1200C
CO :100 mg/Nm3
PM: 50 mg/Nm3
NOx: 100mg/Nm3
Stack ht : 45 m
3. COKE OVEN PLANT (NON RECOVERY TYPE)
6Coke oven battery exhaust gasses,Flow: 630000 m3/hTemp: 40-600C
CO2 100 mg/Nm3
PM :2000mg/Nm3
NOx: 200mg/Nm3
Sox :100 mg/Nm3
Stack ht : 42m
4.COKE OVEN GAS BASED CAPTIVE POWER PLANT7
Boiler emissions
CO2 30 mg/Nm3
PM : 100mg/Nm3
Sox :10 mg/Nm3
Stack ht : 52 m
5. PRODUCER GAS PLANT8 PGP,
Flow:15,000 Nm3./hTemp: 40-600C. (withB grade coal)
GCV of 1500kcal/nm3
Sox
Stack ht : 30m
6. PULVERIZED COAL INJECTION
9 PCI,Flow : 35,000nm3/hrTemp : 40-600C
NOx: 200mg/Nm3
Sox :100 mg/Nm3
stack ht : 30m
2.12.3 SOLID WASTE MANAGEMENT
Solid wastes are generated at various stages & units in the manufacturing process
their characteristics are provided in the table 2.25. Some of them are proposed to be
recycled & re-used. The solid waste quantity generated from the process and its
management is provided in Table 2.26. About 8-10% metal is recovered from the
EOF slag by magnetic separation, 25-30% powder rich lime is used for brick
manufacturing, remaining portion is used for civil works and road works. LRF slag will
be used for brick manufacturing. Ash generated from the producer gas will be used

57
for brick manufacturing and sold to brick making industries near Harihar area when
there is excess storage.
TABLE: 2.25 SOLID WASTE CHARACTERISTICS AND STORAGE
Sl.No.
Solid waste Composition Storagefacility
Quantity T/A
1. STEEL PLANT1. EOF sludge Fe- 45% Settling
tanks
16320
2. EOF slag CaO- 40-52%SiO2-10-19%Fe2O3-10-40%MnO-5-10%Al2O3-1-3%
Slag cooling
pit 60000
3 Ladle slag CaO-30-60%SiO2-2-35%FeO-0-15%MgO-1-10%Al2O3-5-35%
Dumping
pits
15040
4 Cut end from
caster
Iron bearingmaterial
Reused in
EOF
6300
5 Mill scale from
caster
Iron bearing
material
reused in
sinter plant
1500
2. ROLLING MILL
6 Cut ends/coblings
Iron bearingmaterial
reused in
EOF
12800
7Mill scale
Iron bearingmaterial
reused in
sinter plant
3200
3. COKE OVEN PLANT
8 Coke fines/ nutcoke from cokescreen
<10mm dia Sinter plant13200
9 Coal fines fromcoal crushers
Carbon
material
Recirculated
in coke oven
1280
3. PRODUCER GAS PLANT/PULVERIZED COAL INJECTION PLANT
10Ash
Carbonresidue
Used forbrickmanufacturing
16000
11Tar
Complexmixture ofhydrocarbons
Mixed withFO & usedas fuel
7700

58
TABLE- 2.26SOLID WASTE MANAGEMENT
Sl.No. Solid waste Quantity
(TPA) Utilization/ Disposal
1. STEEL PLANT
1 EOF GCP sludge 5118 Reused in sinter plant
2 EOF slag 15354 Used for civil works, road worksafter metal recovery
3 Ladle slag 32755 Used for civil works, road works
4 Cut end from caster 6300 Reused in EOF5 Mill scale 4200 Reused in sinter plant
2. ROLLING MILL6 Cut ends/ coblings 8700 Reused in EOF/BOF7 Mill scale 6500 Used in sinter plant
3. COKE OVEN PLANT
8 Coke fines/ nut cokefrom coke screen 13200 Coke fines used in sinter plant
9 Coal fines from coalcrushers 1283 Recycled as coke oven feed
4. PRODUCER GAS PLANT/PULVERIZED COAL INJECTION PLANT
10 Ash 16000 Will be used for brickmanufacturing
11 Tar 7700Used as fuel along with FO &residue sold to Koramandelrefractories, Hubli

CHAPTER -3
DESCRIPTION OF
ENVIRONMENT


59
CHAPTER – 3
DESCRIPTION OF ENVIRONMENT
3.1 INTRODUCTION
This chapter illustrates the description of the existing environmental status
of the study area with reference to the prominent environmental attributes. The
existing environmental setting is considered to establish the baseline conditions
which are described with respect to physical environment, air environment, noise
environment, traffic pattern and density, water environment, land environment,
biological environment, socio economic environment.
3.1.1 METHODOLOGY
The data was collected from both primary and secondary sources. The
data thus collected was compared with the standards prescribed for the
respective environmental parameters.
Secondary data was assessed by literature review of studies conducted in
the past by various private and government publications. The data thus collected
were compared with the standards prescribed for the respective environmental
parameters. Topography of the study area is given in Figure-3.1.
Primary data sources include the data collected through environmental
monitoring/ survey of the study area during the study period. The studies involved
conducting field studies and analyzing various parameters that might be affected
due to the industry and conducting socio-economic survey among the people. For
reconnaissance survey the sampling locations were identified based on:
Existing topography and meteorological conditions
Locations of water intake and waste disposal points.
Location of human habilitation and other sensitive areas present in the
vicinity of the proposed project site.
Representative areas for baseline conditions.
Accessibility for sampling

60
The scoping and the extent of data generation were formulated based on
interdisciplinary team discussions, and professional judgment keeping in view of
TOR assigned by MOEF. The base line studies started with reconnaissance
survey and the site visits in the study area for fixing the monitoring locations for
collection of the primary data. Various Government and other organizations were
approached for getting information for the secondary data generation. The
various parameters surveyed and studied for the baseline study are discussed
in the following components.
Physical environment
Air environment
Noise environment
Traffic pattern and density
Water environment
Land environment
Biological environment
Socio economic environment.
3.1.2 STUDY AREA
The environmental impact due to the project is likely to affect the project site
and its surroundings consisting of about 10 km region around the factory
premises. Therefore, the study area for monitoring of environmental parameters
covers 10 km distance around the project site. The topography map of the study
area is given in Figure- 3.1.
3.1.3 STUDY PERIOD
The studies were carried out for one season during post-monsoon period
for 3 months from 11.12.2013 to 11.03.2014.

61
3.2 ESTABLISHMENT OF BASELINE
3.2.1 Meteorological data
Assessment of the micro and macro meteorology is important from thestandpoint of understanding the nature and extent of air pollution in the study area.Climate has an important role in the build-up of pollution levels. The climaticcondition of the area may be classified as moderately or seasonally dry, tropical ortemperate savanna climate with four seasons in a year. Winter is critical for airpollution build-up because of frequent calm conditions with temperature inversionsresulting in poor atmospheric mixing, natural ventilation and high emission loads.
Figure - 3.1: The Topography Map of the Study Area (10 km around Project Site)Source: GSI; Scale: 1:50000
10 Kms Radius

62
The classification of months according to the seasons is given in the following table
Season PeriodSummer March to MayMonsoon June to September
Post monsoon October to NovemberWinter December to February
The metrological data reflecting minimum, maximum temperature in 0C,relative humidity in %, rainfall in mm/hr, wind speed in m/s, mixing height in m,cloud cover in tenths and atmospheric pressure in mb for the year 2013 obtainedfrom modeling studies carried out using U.S. EPA AERMOD dispersion model,1996 – 2013 Lakes Environmental Software, Version 7.1.0 has been appendedas table 3.1.

63
Table 3.1: Meteorological data of site for the year 2013
Month Temperature0C
Relativehumidity %
Precipitationrate (mm/hr)
Atmosphericpressure
(mb)
Windspeed(m/s)
Winddirection(from)
Inversion/ mixingheight(m -max)
Cloudcover
(tenths)Min Max Min Max Ave Min Max Min Max Min Max
Jan 14.6 26.2 36 65 1.52 947 957 0 5.1 NE 652 2 10Feb 16.1 27.5 42 59 0.76 946 955 0 4.6 NE 594 2 10Mar 18.8 31
33 631.02 946 956 0 6.2 NE &
NW681 2 10
Apr 18.6 33.8 33 71 2.29 944 954 0 5.7 SW 783 2 7May 20.8 33.9 32 55 4.32 944 952 0 5.7 SW 783 2 10June 21.1 32.4 40 59 3.56 943 950 0 8.7 SW 1324 2 10July 20 30.9 46 74 3.3 942 952 1.5 9.8 SW 1563 3 10Aug 20.2 30.4 50 79 6.1 942 951 1.5 9.8 SW 1421 3 10Sept 17.2 31 31 76 2.29 943 953 1 8.2 SW 1210 2 10Oct 20.4 31.6 34 69 18.03 946 954 0 6.7 NE 762 2 10Nov 17.2 28.4 38 58 Nil 948 956 0 7.7 NE 1051 2 10Dec 13.1 28 37 56 Nil 949 956 0 7.7 NE 1057 2 10

64
3.2.1.1 Temperature
The mean maximum temperature is observed at (33.9°C) in the month of Mayand the mean minimum temperature at (13.1°C) is observed in the month ofDecember.
In the summer season the mean minimum temperature is observed during themonth of April (18.6°C). During the monsoon the mean maximum temperature isobserved to be 32.4°C in the month of June with the mean minimum temperature at17.2°C during September. By the end of September with the onset of post monsoonseason (October - November), day temperatures drop slightly with the meanmaximum temperature at 31.6°C in October and mean minimum temperature isobserved at 17.2°C in November. The values are presented in table 3.1.
3.2.2.2 Relative humidity
Minimum and maximum values of relative humidity have been recorded. Theminimum humidity is observed to be at 31% in the month of September and themaximum is 79% in the month of August. The mean minimum values of humidityduring summer, monsoon, post-monsoon and rainy seasons are 32%, 31%, 34% &36% during the months of May, September, October and January respectively.Similarly the maximum values are 79%, 76%, 74%, 71% in the months of August,September, July & April during the summer, monsoon, post monsoon & winterseasons. The values are presented in table 3.1.
3.2.2.3 Rainfall
The monsoon in this region usually occurs twice in a year i.e. from June toSeptember and from October to November. The maximum annual rate ofprecipitation over this region an average 18.03 mm/hr.
3.2.2.4 Atmospheric pressure
The maximum and the minimum atmospheric pressures are recorded duringall seasons. In the summer season, the mean maximum and minimum pressurevalues are observed to be 956 mb in the month of March and 944 mb in the monthsof April & May. During monsoon season, the maximum pressure is 953 mb andminimum 942 mb. The maximum pressure during the post-monsoon season isobserved to be 956 mb in November and minimum pressure is 946 mb in the monthof October. During the winter season the minimum atmospheric pressure is 946 mbin February and the maximum is 957 mb in the month of January. The values arepresented in table 3.1.

65
3.2.2.5 Inversion height
The maximum inversion heights at the project site for all the months of the year is asgiven in the table 3.1. The maximum mixing height of 1563 m is observed during themonth of July and the minimum inversion height is 594 m in the month of February.
3.2.2.6 Cloud cover
The minimum cover measured in the unit of tenths is 2 and the maximum observedcloud cover is 10.
3.2.2.7 Wind
The data on wind patterns are pictorially represented by means of wind rosediagrams for the entire year as figure 3.2 (1-4) (for four different seasons).
Table :- 3.2 Predominant wind directions
Season Period Wind direction (from)Summer March to May South to WestMonsoon June to September South to WestPost monsoon October to November North to EastWinter December to February North to East

66
Fig 3.2: Wind rose diagrams
3.2.A March to May (summer season)
WRPLOT View - Lakes Environmental Software
WIND ROSE PLOT:
Summer Season - March to May
COMMENTS:
MODELER:
DATE:
8/18/2012
PROJECT NO.:
NORTH
SOUTH
WEST EAST
3%
6%
9%
12%
15%
WIND SPEED(m/s)
>= 11.1
8.8 - 11.1
5.7 - 8.8
3.6 - 5.7
2.1 - 3.6
0.5 - 2.1
Calms: 8.51%
TOTAL COUNT:
2208 hrs.
CALM WINDS:
8.51%
DATA PERIOD:
2011Mar 1 - May 3100:00 - 23:00
AVG. WIND SPEED:
2.60 m/s
DISPLAY: Wind SpeedDirection (blowing from)
2013

67
3.2B. June to September (monsoon Season)
WRPLOT View - Lakes Environmental Software
WIND ROSE PLOT:
Monsoon Season - June to September
COMMENTS:
MODELER:
DATE:
8/18/2012
PROJECT NO.:
NORTH
SOUTH
WEST EAST
14%
28%
42%
56%
70%
WIND SPEED(m/s)
>= 11.1
8.8 - 11.1
5.7 - 8.8
3.6 - 5.7
2.1 - 3.6
0.5 - 2.1
Calms: 0.17%
TOTAL COUNT:
2928 hrs.
CALM WINDS:
0.17%
DATA PERIOD:
2011Jun 1 - Sep 3000:00 - 23:00
AVG. WIND SPEED:
4.57 m/s
DISPLAY: Wind SpeedDirection (blowing from)
2013

68
3.2C October to November (post monsoon season)
WRPLOT View - Lakes Environmental Software
WIND ROSE PLOT:
Post-monsoon Season - October to November
COMMENTS:
MODELER:
DATE:
8/18/2012
PROJECT NO.:
NORTH
SOUTH
WEST EAST
6%
12%
18%
24%
30%
WIND SPEED(m/s)
>= 11.1
8.8 - 11.1
5.7 - 8.8
3.6 - 5.7
2.1 - 3.6
0.5 - 2.1
Calms: 11.54%
TOTAL COUNT:
1464 hrs.
CALM WINDS:
11.54%
DATA PERIOD:
2011Oct 1 - Nov 3000:00 - 23:00
AVG. WIND SPEED:
2.77 m/s
DISPLAY: Wind SpeedDirection (blowing from)
2013

69
3.2D December to February (winter season)
WRPLOT View - Lakes Environmental Software
WIND ROSE PLOT:
Winter Season - December to February
COMMENTS:
MODELER:
DATE:
8/18/2012
PROJECT NO.:
NORTH
SOUTH
WEST EAST
6%
12%
18%
24%
30%
WIND SPEED(m/s)
>= 11.1
8.8 - 11.1
5.7 - 8.8
3.6 - 5.7
2.1 - 3.6
0.5 - 2.1
Calms: 13.75%
TOTAL COUNT:
2160 hrs.
CALM WINDS:
13.75%
DATA PERIOD:
2011Check Date Range Report00:00 - 23:00
AVG. WIND SPEED:
2.38 m/s
DISPLAY: Wind SpeedDirection (blowing from)
2013

70
3.3 AIR QUALITY
3.3.1 ANALYTICAL TECHNIQUES FOR AIR QUALITY MONITORING
PM10 and PM2.5 have been estimated by gravimetric method. Modified
West and Gaeke Method (IS: 5182 Part – II, 1969) has been adopted for
estimation of SO2. Jacobs – Hochheiser Method (IS: 5182 Part-VI, 1975) has
been adopted for the estimation of NOx. NDIRS (Non-Dispersive Infra-Red
Spectroscopic) Method (IS: 5182 Part-X, 1999) has been adopted for the
estimation of CO and Electrochem sensor method has been adopted for the
estimation of Ozone. Spectrophotometric method for ammonia, AAS (Atomic
Absorption Spectrophotometry) method for lead. Summary of the analytical
techniques and their references are as given in Table: 3.3
Table: 3.3: Techniques adopted/Protocols for ambient air quality monitoring
SL.No Parameters Techniques Technical
Protocol
Minimumdetectablelimits asprovided by lab
1 Sulphur Dioxide (SO2) West & Gaeke IS:5182 (P2) 4 mcg2 Nitrogen Dioxide (NO2) Jacob & Hochheiser IS:5182 (P6) 1 mcg3 Particulate Matter PM10 Gravimetric IS:5182 (P15) 5 mcg4 Particulate Matter PM2.5 Gravimetric - 5 mcg5 Ozone (O3) Electrochem sensor - NIL6 Ammonia as NH3 Spectrophotometric Handbook of
air pollutionanalysis
NIL
7 Carbon monoxide asCO
NDIR IS: 5182 (P-10) 10 mcg
8 Lead as Pb AAS IS:5182 (P22) 0.01 mcg
3.3.2 AIR QUALITY MONITORING
The baseline air quality was established by monitoring major air pollutants like
suspended particulate matter, oxides of sulfur, nitrogen etc. at various locations
near the project site.
High volume samplers were used for ambient air sampling. Samples were
collected continuously from all the stations for 24 hours. Samples thus collected
were analyzed for various pollutants.

71
Baseline data for ambient air quality was collected at 12 locations ( including one
in down ward direction) within the study area during the period of December 11,
2013 to March11, 2014. The sampling stations along with their distance and
direction from the project site, ambient air quality monitoring stations, wind rose
diagram showing the direction of the blowing wind during the analysis period,
ambient air quality analysis data for various parameters, National Ambient Air
Quality Standards specified by MoEF are detailed in the report
To study the existing ambient air quality, monitoring was done by Bangalore Test
House, Bangalore, NABL Accredited lab with the frequency of two days/week for
the project site and weekly for other locations.
The observations made during the study period are presented under the
forthcoming sub-sections.
3.3.3 METHODOLOGY ADOPTED FOR THE STUDY
The baseline status of the ambient air has been established through a
scientifically designed ambient air quality monitoring network. The following
criteria were taken into account during selection of the sampling stations:
Topography of the area
Human settlements within the study area
Safety, accessibility and non-interference with general routine of the people
residing near the station
Prediction of maximum concentration of the air pollutants through dispersion
modeling for the proposed source details using prevailing meteorological
conditions in the region

72
Table 3.4: Ambient Air Sampling Stations
Sl.No.
Codeno.
Name of thestation
Direction fromthe site
Distancefrom site
(km)
1 A 1 Vasthu Building South-West SLR PlantPremises
2 A 2 Near Guard Pond North-West -
3 A 3 Near Weigh bridgeNo. : 01 North -
4 A 4 Nearer to 66 KVelectric tower no 20 East 0.2
5 A 5 Near AdministrationBuilding South-East -
6 A 6 Project site North-east -7 A7 Lokappanahola S-E 2.08 A8 Mariyammanahalli S-E 5.09 A9 Devalapura SS-E 7.410 A10 Nagalapura S-EE 9.511 A11 MarabbihaluTanda S-W 7.3
12
A12DownWind
Direction
Rajapura N-E 9.0

73
Figure - 3.3 : Location of Ambient Air Quality Monitoring StationsM/s S L R Metaliks Limited, Narayanadevarakere, Lokappana Hola, H.B Halli Tq., Bellary
Dist
A4A1A2 A3
A5A6
A7
A9
A8
A100
A11
A12

74
3.3.3.1 AIR QUALITY AT THE PROJECT SITE
Air quality at the project site: Ambient air quality analysis was conducted at the project site by-weekly for 3 months from11.12.2013 to 11.03.2014. The analysis reports are appended in the table 3.5 below.
Table 3.5: Air quality data analysis at the project site
Note:
PM10 & PM2.5 - Particulate matter; SO2 – Sulfur dioxide; NOx– Oxides of nitrogen; NH3 – Ammonia ; C6H6 –Benzene; As – Arsenic; Ni – Nickel; Pb – Lead; O3 – Ozone; CO – Carbon monoxide; ND – not detected
Air quality data analysis reports are for 24 hourly average
Sampleno.
PM2.5 PM10 SO2 NOx NH3 Pb O3 C6H6 Benzo(a)pyrene inparticulat
e phase
As Ni CO Hydro-corbons in
ppm
µg/m3 ng/m3 mg/m3
A1 30.11 62.35 9.3 10.3 NIL NIL NIL ND ND NIL ND 0.12 NILA2 29.25 61.44 8.3 9.4 NIL NIL NIL ND ND NIL ND 0.13 NILA3 23.67 53.11 8.5 9.1 NIL NIL NIL ND ND NIL ND 0.12 NILA4 22.58 60.02 9.2 8.4 NIL NIL NIL ND ND NIL ND 0.16 NILA5 21.13 57.78 8.4 8.9 NIL NIL NIL ND ND NIL ND 0.13 NILA7 20.29 53.44 5.3 6.5 NIL NIL NIL ND ND NIL ND 0.05 NILA8 29.32 61.78 5.4 6.1 NIL NIL NIL ND ND NIL ND 0.06 NILA9 21.25 45.88 6.3 6.9 NIL NIL NIL ND ND NIL ND 0.07 NIL
A10 20.65 46.68 6.8 6.4 NIL NIL NIL ND ND NIL ND 0.05 NILA11 22.65 46.89 5.9 6.2 Nil NIL NIL ND ND NIL ND 0.09 NIL

75
3.3.3.2 AIR QUALITY IN THE DOWNWIND DIRECTION (RAJAPURA)
Ambient air quality analysis was conducted at Rajapura weekly for 3 months from 11.12.2013 to 11.03.2014. Theanalysis reports are appended in the table below.
Table 3.6: Air quality data at Rajapura, A9 (downwind direction)Sample no.
PM2.5 PM10 SO2 NOx NH3 Pb O3 C6H6 Benzo(a) pyrenein particulate
phase
As Ni CO HC -methane
µg/m3 ng/m3 mg/m3 ppmA12.1 25.1 36.1 10.7 11.6
ND Nil Nil ND ND ND ND
0.13
ND
A12.2 24.8 34.0 10.3 11.2 0.12
A12.3 26.2 34.5 10.2 12.9 0.12A12.4 24.6 35.2 10.4 11.8 0.11A12.4 27.4 35.7 11.3 12.3
0.14A12.5 26.5 38.4 11.6 12.4
0.13A12.6 25.6 37.2 11.9 11.9
0.12A12.7 27.1 35.9 12.6 11.6
0.11A12.8 34.1 42.5 13.9 11.5
0.10A12.9 33.5 41.4 13.2 11.1
0.13A12.10 31.5 41.6 13.0 12.3 0.12A12.11 32.9 40.5 11.9 12.2 0.11

76
3.3.3.3 AIR QUALITY AT OTHER LOCATIONS
Air quality at the project site: Ambient air quality analysis was conducted at the project site by-weekly for 3 months from11.12.2013 to 11.03.2014. The analysis reports are appended in the table 3.7 below
Table 3.7: Air quality data analysis
Sample no.
PM2.5 PM10 SO2 NOx NH3 Pb O3 C6H6 Benzo(a)pyrene inparticulate phase
As Ni CO Hydro-corbons in
ppmµg/m3 ng/m3 mg/m3
A2 30.11 62.35 9.3 10.3 NIL NIL NIL ND ND NIL ND 0.12 NILA3 29.25 61.44 8.3 9.4 NIL NIL NIL ND ND NIL ND 0.13 NILA4 23.67 53.11 8.5 9.1 NIL NIL NIL ND ND NIL ND 0.12 NILA5 22.58 60.02 9.2 8.4 NIL NIL NIL ND ND NIL ND 0.16 NILA6 21.13 57.78 8.4 8.9 NIL NIL NIL ND ND NIL ND 0.13 NILA7 20.29 53.44 5.3 6.5 NIL NIL NIL ND ND NIL ND 0.05 NILA8 29.32 61.78 5.4 6.1 NIL NIL NIL ND ND NIL ND 0.06 NILA9 21.25 45.88 6.3 6.9 NIL NIL NIL ND ND NIL ND 0.07 NIL
A10 20.65 46.68 6.8 6.4 NIL NIL NIL ND ND NIL ND 0.05 NILA11 22.65 46.89 5.9 6.2 Nil NIL NIL ND ND NIL ND 0.09 NIL

77
Table 3.8: Ambient air quality standards – MoEF as per the notification dated16th November 2009 for industrial, residential & rural areas
Air quality parameter Concentration24 hrs Annual
1 Particulate matter (size lessthan 10 µm), PM10, µg/m3
100 60
2 Particulate matter (size lessthan 2.5 µm), PM2.5 ,µg/m3
60 40
3 Sulfur-di-oxide, µg/m3 80 504 Nitrogen dioxide, µg/m3 80 405 Ammonia (NH3), µg/m3 400 1006 Benzene (C6H6), µg/m3 - 57 Benzo(a) pyrene in particulate
phase, ng/m3- 1
8 Arsenic (As), ng/m3 - 69 Nickel (Ni), ng/m3 - 20
10 Lead (Pb), µg/m3 1 0.511 Ozone (O3), µg/m3 180 – 1 hr 100 – 8 hrs12 Carbon monoxide, mg/m3 4 – 1 hr 2 – 8 hrs
Note:
8 hourly or hourly monitored values, as applicable, shall be complied with 98% of
the time in a year. 2% of the time, they may exceed the limits but not on two
consecutive days of monitoring.
Whenever and wherever monitoring results on two constitutive days of monitoring
exceed the limits specified above for the respective category, it shall be
considered adequate reason to institute regular or continuous monitoring and
further investigation.
3.3 3.4 ObservationsIt has been observed that the maximum concentration of all the parameters
monitored at all the locations are within the limits specified by MoEF (as per the
notification dated 16th November 2009 for industrial, residential & rural areas).
Marginally high values at Vasthu Building are due to the frequent movement of
vehicles.
3.4 NOISE ENVIRONMENT
The proposed project is an integrated steel industry and hence requires movement
of raw materials, products, fuels, tools & tackles required for its manufacturing
process and also transportation of finished products to its destination. The

78
movement of personnel from their residence to industry would also result in a
moderate increase in the traffic, which would not result in any drastic change in
either the existing traffic pattern or noise levels of the area as accommodation
facilities are proposed within the project site for most of the employees.
Background noise levels were measured using integrated sound level meter in 9
locations (table 3.9). Monitoring locations were located within the study area (fig 3.4).
A sound level meter was used for measuring the noise level at one-hour interval
continuously for 24 hrs at 1.5 m above ground level, about 3 m from walls, buildings
or other sound reflecting sources.
The measurements were carried out in such a way that the monitoring locations
were 1 m away from the sources and 1 m away from the edge of the roads. The
maximum and minimum noise levels are presented in table 3.9 and the limits as per
Environmental Protection Rules, 1986 for industrial, commercial & residential areas
are presented in table 3.10 as under.
Table 3.9: Noise level monitoring stationsSl.No.
CodeNo. Location Direction
from siteDistancefromsite, km.
dB(A)max.
dB(A)min.
Industrial Limits 751 N 1 Project site - - 62.3 48.72 N 2 Vasthu Building SW - 66.9 49.73 N3 Near
AdministrationBuilding
SouthEast
- 65.4 47.69
4 N4 Nearer to 66Kvelectric towerno.20
East 0.2 62.3 46.8
Residential Limits 555 N 5 Lokappanahola S-E 2.0 54.9 41.46 N 6 Mariyammanahalli S-E 5.0 51.5 38.97 N 7 Devalapura SS-E 7.4 52.4 39.18 N 8 Nagalapura S-EE 9.5 53.7 38.39 N9 MarabbihaluTanda S-W 7.3 53.6 41.210 N10 Rajapura N-E 9.0 52.2 39.7

79
Figure - 3.4: Location of Ambient Noise Level Monitoring Stations
Table 3.10: Noise level Limits as per Environmental Protection Rules
Limits as per Env. Protection Rules, 1986 in dB(A)Leq
Industrial area Commercial area Residential areaDay Night Day Night Day Night75 70 65 55 55 45
3.4.1 OBSERVATIONS
The baseline noise levels have been monitored at different locations as indicated in
the table above. The noise level in the study area varies between 38.3 – 66.9. It has
been observed that the maximum noise levels at all the locations are within the limits
specified for industrial/residential areas.
N1N2N3 N4
N5 N6
N7
N9
N10
N8

80
3.5 WATER ENVIRONMENT
3.5.1 Reconnaissance survey
The impact has been assessed on randomly selected surface and ground watersources falling within the impact zone.
In order to assess the existing water quality, the water samples were collected fromEight different locations within the study area and analyzed as per the procedurespecified in standard methods for examination of water and wastewater published byAmerican Public Health Association and Bureau of Indian Standards (APHA/BIS).Name of the locations, orientation with respect to the project site along with the typeof source sampling stations are provided in table 3.11 and the analytical data forsurface water quality and ground water quality at all locations has been depicted inthe following tables 3.14 and 3.15 respectively.
Table 3.11: Water sampling stationsSl.No.
CodeNo.
Name of the Station Directionfrom site
Distancefrom
site (km)
Source/ Type
1 1 GW 1 Project site Within theproject
premises
- Bore well2 2 GW 2 Near Chemical lab Bore well
3 3 GW 3 Lokappanahola S-E 2.0 Bore well4 4 GW 4 Venkatapuram E 3.5 Bore well5 5 GW 5 Mariyammanahalli S-E 5.0 Bore well6 6 GW6 Ayanahalli S-E 2.5 Bore well
7 7 GW7 Dhanapura colony S-E 4.7 Bore well
8 8 GW8 Varadapura S 4.5 Bore well
9 9 LW 1 DhanayakanaKere S-E 7.2 Lake water10 LW 2 Ayanahalli Lake
Water
S-E 2.5 Lake Water
11 RW 1 Reservoir water(Tungabhadra)
S-W 1.5 Reservoir
10 12 RW 2 Reservoir BackWater
N 1.5 Reservoir

81
3.5.2 ANALYTICAL TECHNIQUES FOR WATER QUALITY MONITORING
Table: 3.12: Protocol for surface water quality monitoring
Sl.No. Parameter/Test Protocol
Physical parameters1 pH IS: 3025 (P 11)2 Suspended solids IS: 3025 (P 17)3 Color & odor IS: 3025 (P 4&5)4 Oil & grease IS: 3025 (P 39)
Chemicals parameters5 Total dissolved solids IS: 3025 (P 16)6 Ammoniacal nitrogen, as N IS: 3025 (P 34)7 Total kjeldahl nitrogen, as N IS: 3025 (P 34)8 Biochemical Oxygen Demand
at 270 C for 3 daysIS: 3025 (P 44)
9 Chemical Oxygen Demand APHA10 Chlorides, as Cl IS: 3025 (P 32)11 Sulfates, as SO4 IS: 3025 (P 24)12 Nitrates, as NO3 IS: 3025 (P 34)13 Phosphates, as PO4 IS: 3025 (P 31)14 Phenolic compounds, as
C6H5OHIS: 3025 (P 43)
15 Total hardness, as CaCO3 IS: 3025 (P 21)16 Calcium, as Ca IS: 3025 (P 40)17 Magnesium, as Mg IS: 3025 (P 46)18 Nitrates, as NO2 IS: 3025 (P 34)19 Alkalinity, as CaCO3 IS: 3025 (P 23)20 Fluoride, as F IS: 3025 (P 60)21 Electrical conductivity APHA22 Dissolved oxygen, mg/L -
Table: 3.13: Protocol for ground water quality monitoring
Sl.No. Parameter/Test Unit Protocol
1 Color True color units IS: 3025 (P 4)2 Odor - IS: 3025 (P 5)3 Taste - IS: 3025 (P 8)4 Turbidity NTU IS: 3025 (P 10)5 pH - IS: 3025 (P 11)6 Chlorides as Cl mg/L AN-S-0037 Total hardness as CaCO3 mg/L IS: 3025 (P 21)8 Calcium as Ca mg/L IS: 3025 (P 40)9 Magnesium as Mg mg/L IS: 3025 (P 46)
10 Total dissolved solids mg/L IS: 3025 (P 16)11 Sulfates as SO4 mg/L AN-S-00312 Copper as Cu mg/L IS: 3025 (P 42)13 Iron as Fe mg/L IS: 3025 (P 53)

82
14 Manganese as Mn mg/L IS: 3025 (P 59)15 Nitrate as NO3 mg/L AN-S-00316 Fluoride as F mg/L AN-S-00317 Phenolic compounds as
C6H5OHmg/L IS: 3025 (P 43)
18 Mercury as Hg mg/L IS: 3025 (P 48)19 Cadmium as Cd mg/L IS: 3025 (P 41)20 Selenium as Se mg/L IS: 3025 (P 56)21 Arsenic as As mg/L IS: 3025 (P 37)22 Cyanide as CN mg/L APHA23 Lead as Pb mg/L IS: 3025 (P 47)24 Zinc as Zn mg/L IS: 3025 (P 49)25 Anionic detergents as MBAS mg/L Annex K of
IS:1342826 Chromium as Cr+6 mg/L IS: 3025 (P 52)27 Residual free chlorine mg/L IS: 3025 (P 26)28 Alkalinity as CaCO3 mg/L IS: 3025 (P 23)29 Aluminum as Al mg/L IS: 3025 (P 55)30 Boron as B mg/L APHA
Figure - 3.5: Location of Water Quality Sampling Stations
GW1 GW2GW3
GW 7GW5
RW1 LW2,GW6
LW1
RW2
GW8

83
3.5.3 SURFACE WATER
The fresh water source within the study zone is Tungabhadra River. The water
requirement for the proposed steel unit will be sourced from Tungabhadra river. The
supply of water to the industry will be metered for its quantification. The results of the
analysis of surface water samples are as given in table 3.14.
3.5.4 GROUND WATER
Ground water occurs under water table conditions in the weathered mantle of granite
gneisses and in the joints, cracks and crevices of the basement rock. The depth of
water is also dependent on topography and varies depending on the depth of
weathering. Groundwater samples collected from 8 different sources is analysed as
per drinking water standard.

84
Table :-3.14 Analysis of surface water samplesSl.No.
Tests Unit Results MaximumAcceptable
Limits As perIS:10500-2012
MaximumPermissible Limitsin the Absence of
Alternate Source AsPer IS:10500-2012
LW1Dhanana
yakanaLake
LW2Ayyanhall
i Lake
RW1Reservoir
water(Tungabh
adra)
RW2Reservoi
r BackWater
1 1 Color Truecolorunits
7.0 15.0 9.0 10.0 Max.5 Max.15
2 2 Odor - Agreeable
Agreeable
Agreeable
Agreeable
Agreeable --
3 3 Taste - NotAgreeabl
e
NotAgreeabl
e
NotAgreeabl
e
NotAgreeabl
e
Agreeable --
4 4 Turbidity NTU 2.5 1.9 2.2 2.1 Max.1 Max.55 5 pH - 8.64 8.57 8.71 8.63 6.50 to 8.50 No relaxation6 6 Chloride
s as Clmg/L 22.9 57.4 14.9 16.8 Max. 250 Max.1000
7 7 Totalhardness asCaCO3
mg/L 87.1 89.1 90.2 88.3 Max. 200 Max.600
8 8 Calcium mg/L 25.4 19.8 29.6 30.1 Max.75 Max.200

85
as Ca9 9 Magnesi
um asMg
mg/L 5.8 9.6 10.3 10.1 Max.30 Max.100
10 10 Totaldissolved solids
mg/L 182.0 260.0 293.0 278.2 Max.500 Max.2000
11 11 Sulfatesas SO4
mg/L 11.3 5.8 15.6 14.3 Max.200 Max.400
12 12 Copperas Cu
mg/L <0.05 <0.05 <0.05 <0.05 Max.0.05 Max.1.5
13 13 Iron asFe
mg/L 0.09 0.08 0.08 0.07 Max.0.30 No relaxation
14 14 Manganese asMn
mg/L <0.1 <0.1 <0.1 <0.1 Max.0.1 Max.03
15 15 Nitrateas NO3
mg/L 0.1 0.1 0.1 0.1 Max.45 No relaxation
16 16 Fluorideas F
mg/L 0.4 0.5 0.4 0.5 Max.1.0 Max.1.5
17 17 Phenoliccompounds asC6H5OH
mg/L Absent Absent Absent Absent Max.0.001 Max.0.002
18 18 Mercuryas Hg
mg/L <0.001 <0.001 <0.001 <0.001 Max.0.001 No relaxation
19 19 Cadmium as Cd
mg/L <0.003 <0.003 <0.003 <0.003 Max.0.003 No relaxation

86
20 20 Selenium as Se
mg/L <0.01 <0.01 <0.01 <0.01 Max.0.01 No relaxation
21 21 Arsenicas As
mg/L <0.01 <0.01 <0.01 <0.01 Max.0.01 Max.0.05
22 22 Cyanideas CN
mg/L Absent Absent Absent Absent Max.0.05 No relaxation
23 23 Lead asPb
mg/L <0.01 <0.01 <0.01 <0.01 Max.0.01 No relaxation
24 24 Zinc asZn
mg/L 0.02 0.03 0.03 0.03 Max.5 Max.15
25 25 Anionicdetergents asMBAS
mg/L <0.2 <0.2 <0.2 <0.2 Max.0.20 Max.1.0
26 26 Chromium asCr+6
mg/L <0.01 <0.01 <0.01 <0.01 Max.0.05 No relaxation
27 27 Residualfreechlorine
mg/L <0.05 <0.05 <0.05 <0.05 Min.0.20 Min 1.0
28 AlkalinityasCaCO3
mg/L 117.7 146.0 148.0 136.5 Max.200 Max.600
29 Aluminum as Al
mg/L 0.01 <0.01 <0.01 <0.01 Max.0.03 Max.0.2
30 Boron asB
mg/L <0.1 <0.1 <0.1 <0.1 Max.0.5 Max.1.0

87
31 ColiformOrganisms
/100 ml Absent Absent Absent Absent Less than 1
32 E.coliBacteria
/100 ml Absent Absent Absent Absent Absent

88
Table 3.15: Ground water qualitySl.No.
Tests Unit
Results Maximum
Acceptable
LimitsAs perIS:10500-2012
Maximum
Permissible
Limitsin the
Absence of
Alternate
SourceAs PerIS:10500-2012
Projectsite
NearChemical lab
Lokappanahola
Venkatapuram
ayyanhalli
Mariyammanahalli
Varadhapura
Dhanapura
colony1 Color Tru
ecolor
units
<2.0
<2.0 <2.0 <2.0 <2.0 <2.0 <2.0 <2.0 5 25
2 Odor - Agreeabl
Agreeable
Agreeable Agreeable
Agreeable
Agreeable Agreeable
Agreeable
Un-objectionable
Un-objectionable

89
e3 Taste - Agr
eeable
Agreeable
Agreeable Agreeable
Agreeable
Agreeable Agreeable
Agreeable
Agreeable
Agreeable
4 Turbidity NTU
0.1 0.1 0.4 0.3 0.3 0.2 0.2 0.2 5 10
5 pH - 7.61
7.34 7.83 7.91 7.76 7.13 7.3 7.43 6.50-8.50
Norelaxatio
n6 Chloride
s as Clmg/
L59.2
85.3 128 110 124 96.3 76.3 92.3 250 1000
7 Totalhardness asCaCO3
mg/L
267.3
425.7 216.1 281.1 203.1 296.3 286.3 265.3 300 600
8 Calciumas Ca
mg/L
55.6
65.3 50.1 52.6 48.1 59.3 54.3 58.3 75 200
9 Magnesium asMg
mg/L
31.3
31.3 25.9 29.5 23.9 28.4 23.4 24.4 30 100
10 Totaldissolved solids
mg/L
580.0
1054.0 564 558 534 592 526 492 500 2000
11 Sulfatesas SO4
mg/L
29.0
107.1 34.6 39.6 31.6 38.5 40.5 28.5 200 400
12 Copper mg/ <0. <0.05 <0.05 <0.05 <0.05 <0.05 <0.05 <0.05 0.05 1.5

90
as Cu L 0513 Iron as
Femg/
L0.09
0.07 0.3 0.01 0.3 0.01 0.01 0.01 0.30 1.0
14 Manganese asMn
mg/L
<0.1
<0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.3
15 Nitrateas NO3
mg/L
27.5
28.0 9.1 9.8 4.1 15.6 12.6 14.6 45 Norelaxatio
n16 Fluoride
as Fmg/
L1.1 1.3 1.0 0.32 0.2 0.5 0.5 0.5 1.0 1.5
17 Phenoliccompounds asC6H5OH
mg/L
Absen
t
Absent Absent Absent Absent
Absent Absent Absent 0.001 Norelaxatio
n
18 Mercuryas Hg
mg/L
<0.001
<0.001 <0.001 <0.001 <0.001
<0.001 <0.001 <0.001 0.001 Norelaxatio
n19 Cadmiu
m as Cdmg/
L<0.003
<0.003 <0.003 <0.003 <0.003
<0.003 <0.003 <0.003 0.01 Norelaxatio
n20 Seleniu
m as Semg/
L<0.01
<0.01 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 0.01 Norelaxatio
n21 Arsenic
as Asmg/
L<0.01
<0.01 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 0.01 Norelaxatio
n22 Cyanide mg/ Ab Absent Absent Absent Absen Absent Absent Absent 0.05 No

91
as CN L sent
t relaxation
23 Lead asPb
mg/L
<0.01
<0.01 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 0.05 Norelaxatio
n24 Zinc as
Znmg/
L0.01
0.05 0.01 0.01 0.01 0.01 0.01 0.01 5 15
25 Anionicdetergents asMBAS
mg/L
<0.2
<0.2 <0.2 <0.2 <0.2 <0.2 <0.2 <0.2 0.2 1.0
26 Chromium as Cr+6
mg/L
<0.01
<0.01 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 0.05 Norelaxatio
n27 Residual
freechlorine
mg/L
<0.05
<0.05 <0.05 <0.05 <0.05 <0.05 <0.05 <0.05 0.2 min -
28 AlkalinityasCaCO3
mg/L
359.7
327.0 359.7 359.7 349.7 359.7 324.7 339.7 200 600
29 Aluminum as Al
mg/L
<0.01
<0.01 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 0.03 0.2
30 Boron asB
mg/L
<0.1
<0.1 <0.1 <0.1 <0.1 <0.1 <0.1 <0.1 1.00 5.0
Note: A – Agreeable; NA – Not agreeable; UO – Un-objectionable

92
3.5.5 OBSERVATIONS
The physicochemical quality of the ground water sources at and around the plant
site has been analyzed, which indicates that almost all the parameters analyzed are
within “Maximum Acceptable Limits As per IS: 10500-2012.
The analysis of samples collected from rivers & canals for various parameters also
reveals that the quality of water is fairly potable to meet the quality requirement for
human use.
The observations made are tabulated below
Table :- 3.16 Observations
Sl.no. Parameter
Surface water Ground waterLake water River Water Project
siteOther
locations1 pH 8.57-8.64 8.63-8.71 7.34-7.61 7.13-7.91
2 Total dissolved solids,mg/L 182.0 - 260.0 278.2-293.0 580.0-
1054.0 558-592
3 Total hardness, mg/L 87.1 - 89.1 88.3-90.2 267.3-425.7 216.1-296.3
4 Fluoride, mg/L 0.4 - 0.5 0.4-0.5 1.1-1.3 0.32 -1.0
5 Nitrates, as NO3 , mg/L 0.1 0.1 27.5-28.0 9.1-15.6
3.6 SOIL QUALITY
The proposed project site has red soil mixed loamy soil and also having partly red
sandy suitable for agriculture and horticulture crops. The taluk is having few Rocky
Mountains with exrophytic vegetation.
The soil samples collected from the proposed project site and within the study area
too were analyzed for important parameters and the results of the soil quality are
tabulated in Table 3.17.
Table 3.17: Soil sampling stations
Sl.No.
Code No. Name of theStation
Direction fromsite
Distance from site(km)
1 S 1 Project site - -2 S 2 Lokappanahola S-E 2.03 S3 Venkatapuram E 3.5

93
Figure - 3.6: Location of Soil sampling stations
Table - 3.18 Physico-chemical characteristics of soil
Parameter Results (on dry basis)
S1 S2 S 3
Description Red soil mixedloamy
Browncolored soil
Brown coloredsoil
pH 20% suspension 7.33 8.60 8.36Organic solids, % 3.8 4.6 10.0
Inorganic solids, % 96.2 95.4 89.9Chlorides as Cl, % 0.005 0.0018 0.0015
Phosphorous as P, % 0.004 0.011 0.077Nitrogen as N, % 0.052 0.09 0.44
S1
S2S3

94
Potassium as K, % 0.14 0.0038 4.7Iron as Fe, % 1.53 8.5 0.0045
Sulfates as SO4, % 0.01 0.01 0.31Calcium as Ca, % 0.31 0.32 0.19
Magnesium as Mg, % 0.11 0.08 396.0Conductivity, microomhos/cm
(20% suspension)164.0 153.0 39.
Moisture, % 0.14 2.0 1.5
3.7 LAND USE PATTERN
An area covering 10 km radius, with project site as center, is considered as the
study area.
The major occupation of district is agriculture and 75 p.c. total labour force is
dependent on agriculture for its livelihood. The important crops grown are Cotton,
Jowar, Groundnut, Paddy, Sunflower and Cereals. The net irrigated area is 37 p.c
.to the net area sown. The pattern of land utilization in the district is as under (1997-
98):
Table 3.19: Land utilization pattern of site around 10km radius
Sl.No.
Land Use Pattern Areacovered in
Sq km
Percentage ofTotal areaoccupied
1 Reservoir & Water bodies 135.11 43.0
2 Reserved Forest 52.47 16.7
3 Cultivable land 45.56 14.5
4 Cultivable waste land 19.17 6.1
5 Waste land 16.65 5.3
6 Settlements & Road network 12.25 3.9
7 Rocky area 32.99 10.5

95
Figure - 3.7: Land Use Map of the Bellary District
3.8 GEOLOGY
More than 55% of the geographical area of Karnataka is covered by Granitic gneiss
and Granitoids of Archaean age and the study area i.e. 10km radius of the SLRM &
its surroundings is largely covered by Granitic gneiss and Granites with a small
patch of Schists belong to Sandur Schist belt of Dharwar origin. The majority of the
study area is highly undulating and dotted with hard rock masses. The north
eastern portion of the study area is covered by Schists of various compositions and
forming as a hill range.

96
Table 3.20: The main Rock types noticed in the study area and their
succession
Geological Succession (Age) Details
Pleistocene to Recent Alluvial deposits of Reddish, Reddishbrown, Black soil
Cenozoic Quartzite
Cambrian Dolerite dykes
Precambrian Dharwad Schist – Sandur Schist belt,Ferruginous quartzite, Amphibolite etc.
ArchaeanPeninsular Complex – Granitic Gneiss,Granitoids, Grey & Pink Granites
3.8.1 MINERAL RESOURCESThe important minerals found in the vicinity of the study area are quartz, feldspar,
quartzite, opalescent quartz, hornblende, felsites, building stone etc. On the other
hand, banded ferruginous quartzite, banded hematite quartzite, chlorite rich
formations noticed towards north eastern part of the study area at a distance of
7 to 8km.
3.8.2 GEOMORPHOLOGYThe area is predominantly covered by Pediment Inselberg Complex (PIC), and
dotted with Inselbergs (I) of smaller scale. The fringe of the Tunga Bhadra water
spread area is covered by the geo-morphological units like Valley Fill Shallow
(VFS), Pediplain Moderate (PPM) and Pediplain Shallow (PPS). Another major unit
noticed in the area is Pediment (PD) and is seen as a rolling pediment in the area.
A major Structural Hill (SH) is also conspicuously covered the north eastern part of
the study area at a distance of 7 to 8km, and a small Structural Valley (SV) can be
seen at the fringe of north eastern portion. The linear patches of Quart ridge (LR)
and dykes (DD) are also noticed sporadically within the study area. In general, the
topography is of highly undulating and looks like a rolling land with dotted mounds.
The average ground level of the plain portion is between 500 and 550 m above
MSL and that of hills at north eastern portion is between 560 m and 800 m above
MSL.

97
3.9 HYDROLOGY PROFILE
Two fifth of the study area is covered by the backwater of Tunga bhadra reservoir.
However, there are many manmade water bodies (tanks) seen all along the south,
south eastern and eastern portion of the study area and are dry in most of the
period of the water year. Due to high temperature and low rainfall in the region, the
existing water bodies remain dry during non monsoon seasons.
3.9.1 HYDROGEOLOGY
3.9.1.1 OCCURRENCE AND MOVEMENT OF GROUND WATER IN ROCKFORMATIONSThe occurrence of groundwater is mainly controlled by joints and fractures
developed within the rock strata of granitic gneiss, granitoids and alluvial tracts of
the terrain. The occurrence of ground water is very limited in certain pockets of the
terrain as the area is covered by hard rocks and acts as runoff zone for larger
extent.
The recharge of the groundwater is mainly due to natural rainfall, which is less and
sometimes scanty in the region. Therefore, the depth of water table level in the area
noticed is between 25-50m below ground level. By considering overall features and
prospects of the terrain, it can be assessed that the ground water movement is from
south to north, south to north west and from east to west towards Tungabhadra
River.
3.9.1.2 DEPTH OF GROUNDWATER AND SEASONAL VARIATION
The area is a rugged and undulating terrain with an average elevation of 525m
above MSL with the general slope towards north. In general the slopes are
moderate. However, the steep slopes are observed very close to the hill ranges, i.e.
at the foot hills of isolated mounds or rocky knobs, rising to a height ranging from
75 to 100m above the regional ground level. The groundwater level in the region
varies between 7 to 15m in monsoon season and 25 to 50m in summer season and
forms a number of groundwater pockets in the entire region with varied water
qualities. The groundwater table level is purely depending on the undulating
topography of the terrain. Ground water in the region occurs in unconfined
conditions in shallow weathered portions and in semi confined condition in

98
fractured horizon. Examination of the data collected from these bore wells indicate
that the depth to water table varies from 7 to15m and the water has been struck at
the depths of 35m to 55m below ground level.
3.9.1.3 LITHO- LOGS
Surface – Red Loamy Sandy Soil Soil
0-5.5 ft – Red Loamy Sandy Soil
5.5 – 40 ft – Highly weathered rock
40-135 ft – Weathered rock with intermittent fractured rock
135-190 ft – Hard rock with minor framed rock.
3.9.1.4 DRAWDOWN AND RECOVERY TESTS or PUMPING & RECOVERYTEST:
Pumping and recovery test has been conducted for two bore wells namely BW-4 &
BW-6 of SLRM and the details of pumping and recovery test is furnished in Table 5f.
Table 3.21– Pumping & Recovery Test details of the Bore wellsSl.
No.
Location Latitude &Longitude
StaticWater
Level in M.
Drawdown in M.
Discharge(Q) (M3/day)
Transmissibility (T) M2/day
1 OppositeLab. (BW-
4)
N 150 18'49.6" E 760
32' 18.7"
24 18.50 72.00 0.713
2 Colonycompound
(BW-6)
N 150 18’41.5” E 760
33’ 30.8”
17 21.00 84.00 0.733
3.9.1.6 GEOPHYSICAL INVESTIGATION
As a part of field studies, meticulous geophysical investigations (Vertical ElectricalSoundings - VES) were conducted in the vicinity of SLRM plot, in order to know thedetails of subsurface formation, thickness of overburden, presence of fracture zonesetc. Geophysical tests were conducted based on the prevailing hydro-geologicalconditions at study area, giving importance to the lithology, groundwater movement,drainage pattern, structural influence etc. Schlumberger configuration was adoptedand VES data were analysed both by curve matching and curve break techniques

99
Table 3.22 – Geophysical Interpretations and Recommendation for freshdrilling
Recommendations VES Number VES Number VES NumberSLRM - 2 SLRM - 3 SLRM - 5
Depth recommended in m. 125 120 120
Anticipated Casing in m. 22-25 28-30 20-25
Estimated Yield in LPH. 5500-7500 6000-7000 5000-6000
Occurrence of fracturesbelow ground level in m.
30-40, 60-70, 110-120
25-30, 60-70, 100-110
12-15 (?), 70-80,90-100
RemarksYield graduallyincreases withdepth. PRS is
must forsustainable yield.Standby point in
case of anyeventuality.
Yield graduallyincreases with
depth. PRS is mustfor sustainable
yield. Standby pointin case of any
eventuality.
Yield graduallyincreases with
depth. PRS is mustfor sustainableyield. Standbypoint in case ofany eventuality.
3.9.1.6 PATHWAYS OF THE POLLUTANTS
Geotechnical investigations were carried out by using Resistivity meter to know the
sub surface.
Table – 3.23 Resistance data
Depth (H) Apparent ResistanceVES –I VES –II VES –III
5 8.4 5.7 5.17 9.71 8.12 7.3
10 11.6 9.43 8.215 14.83 11.61 10.6020 18.92 12.92 11.1330 20.31 14.96 14.2840 24.05 15.05 14.4850 63.64 51.92 46.4870 104.80 95.86 86.32
100 119.07 109.27 99.47125 146.9 135.22 121.0150 172.41 159.0 157.21

100
Point 1 or VES –I – Area shows 0-7 ft - Red soil7-40 ft - Weathered rock40-100 ft - Fragmented rocks100-150 ft - Hard massive rock
Point 2 or VES –II – subsurface 0-10 ft - Red sandy loamy soil10-40 ft - Highly weathered rock40-125 ft - Highly fractured rock125-150 ft - Hard rock
Point 3 or VES – III – subsurface 0-12 ft – Red Sandy loamy soil12-43 ft – Highly weathered rock43-125 ft – Highly fractured Rock125- 150 ft – Hard rock
Resistance shows the sub-surface formation and its nature. Percolation (seepage)
depends on the formation having more porosity. Porosity of a rock or soil is a
measure of the contained interstices. It is expressed as the percentage of void
space to the total volume of the mass,
α = Porosity then,α = 100W/ VW- volume of water required to fillV- total volume of the rock
Porosity range from zero to more than 50 percent. It directly depends upon the grain
size shape and arrangement of individual particles, distribution by size and degree of
cementation and compaction. In consolidated formations, removed of mineral matter
by solution and degree of fracture are also important.
Vertical distribution of ground water is primarily important in study of pollution and its
pathway. The substance occurrence of ground water may be divided into zones of
saturation and aeration .In the zone of saturation all interstices are filled with water
under hydrostatic pressure .In the zone of aeration all the interstices occupied
partially by water and partially by air.
Water in the soil water zone exists at less than saturation except temporarily when
excessive water reaches the ground surface as from rainfall or irrigation. The zone
extends from the ground surface down through the major root zone .Gravitational
water is excess soil water which drain through the soil under the surface of gravity.
Topography, soil structure, rock formation and vegetation plays an important role for
the passage of the pollutants to the sub surface. In the study area, run-off is more

101
than infiltration and soil structure is of finite in size and compact because of the
industrial activities. Further, soil is cemented by a fine clay & hence it will not permit
to the sub surface. Area is devoid of any thick vegetation which can allow to
percolate pollutants to the sub surface by means of root system. Hence topography,
soil and vegetation in the plant area will not permit any pollutants to the sub-surface.
3.9.1.7 DRAINAGE AND WATER BODIES
The drainage system noticed in the region is almost dendritic and small portion of
the region is in parallel form and the drainage density is low to moderate forms the
network of several streams originating from the mounds & hillocks. The
Tungabhadra River, which is a prominent water body, flows at northern part of the
study area from northwest to eastern part of the region.
The rest of the water bodies/ tanks in the region were formed by the construction
of bunds across the minor streams (above 3rd & 4th order) for storage of water for
irrigation. The Dhanayakana Kere is the largest among the water bodies and is
located at southeastern part of the site. Several smaller lakes exist throughout the
area and cater to command areas for irrigation during monsoon season. However,
most of the water bodies in the vicinity go dry during summer due to zero inflow
from the drainage system.
3.9.1.8 GROUND WATER POTENTIALGround Water potential has been assessed by site investigation & as per the data
collected from the Central Ground Water Board/ Department. The entire region is
mainly underlined by granitic gneisses and Dharwar schists that are known to be
hard rocks, which have least porosity and permeability. Ground water is found in
pockets in the area in the zones of weathered, jointed and fractured rocks.
Bore wells in the area are of 152 to 165mm dia. and are normally have a depth of
70 m to 120 m. The maximum yield of the bore well in the region recorded is
15m3/hr., and the pumping period varies from 6 to 8 hours/day. The bore well data
from State Panchayat Raj Engineering Department (PRED) indicates that about
80% of the bore wells yield between 0.6 to 5m3/hr and maximum depth of high
yielding bore wells is between 75 to 90m below ground level. Most of the bore wells
deeper than 50m, tap the water from fractured zones encountering between 35m to

102
90m depth and forms medium to deep aquifers.
3.10 ECOLOGY
3.10.1 FLORA AND FAUNA
It is necessary to know the configuration of vegetation, plantation, animals, birds,
aquatic life, wildlife features, bird sanctuaries, national parks, reserved forests etc.,
in the study area in order to assess the probable effect likely to be reflected on the
existence of these features after the commissioning of the proposed project.
Presently the proposed site is a plain land with less vegetation cover mainly herbs.
In the Ramagad Reserve forest which is dry deciduous in nature. It consists of
bare residual hill containing hard rock formation enriched with iron ore as such
the conditions are not much favorable for tree growth as very little soil exist on the
hill. The flora does not contain much timber yielding species nor do they have
good green cover. List of flora found in the Ramgad Reserved Forest,
Mariyammanahalli tanda Village, Mariyammanahalli, Nandibanda, Dhanapura
Village and TB Dam area are tabulated below.
3.10.1.1 FLORISTIC ANALYSIS
Ramgad Reserved Forest
Ruelliapatula, Jacq. Duranta repence.Ruelliaprostrate, Poir Nerium odorum,soland.Tridaxprocumbens, L. Exotic shrubsTridax Sp. Prosopis spicigera. LTriphyllus oxalis Lantana camara, L
Climbing medicinally important herbsAbrus precatoriuos , L treesGymnema sylvestre, R,br Azadirachta indica, A. juss.Pergularia pallid, W.&A. Bambusa arundinacea, willd.Ttinospora cordifolia, miers. Bassia bassia lattifolia, roxb.Tylophara asthmatica, w. &A Bauhinia purpurea,L.Wattacaca volublis Borassus flabelliformis, Lshrub Crataeva riligeosa, fourst.Leea sp. Dalbergia sissoo, roxb.Crotalaria juncea,L. Hardwica binata, roxb.Dichrostachys cinerea, w. &A. Kigelia pinnata, dcGlycine pentapylla ,dalz. Maba buxifolia, cl.Lantana indica,roxb. Mangifera indica,L.

103
Pavvetta indica, L. Morinda tinctoria, roxb.Strobilanthes sp Pongamia glabra , vent.Tecoma stans Santalum album,L.Ipomea sp. Swietania mahagoni, l.Zizyphus jujuba, lam Syzigium alterniforium, walp.Medicinally importants Termilania catappa,L.Shrubs Tinospora cardifolia, miers.Anona squamosa, L. Zizyphus jujuba var.Carrissa diffusa,L. Dominate plantsFluggea leucopyrus, willd. cassia auriuilta,L.Glycosmis cochinchinensis, R,br. Techoma stansJatropha glandulifera,roxb. Hardwicka binata ,roxb.Phylanthus reticulates, poir. Kiegelia pinnata, R.brTodonia viscosaIpomaea sp. Rare occurrence
Bambusa arundinacea, willd.Oranamental shrubs Dendrocalamus strictus, nees.Dendrocalamus strictuse, nees. Leea sp
mariyammana halli tanda village aquatickHerbs Hygrophilia angustifolia,R.br. typha
angustata, B. &chAbutilon indicum, g.don.Amarnaths sp Food cropsCommelina sp.L. Oryze sativa, L.Cymbopogen citrates, stapf. Gajanus gajan,L.Cyperius sp.l. Dolichos lablab, LEragostistis sp. Cucurbeta melo, L.Justicia simplex, D. don. Arachis hypogaea, willedLaganaria vulgarious, ser. Zea mays, L.Mimosa pudica, L. ShrubsMirabilis jalaba, L. Cactus sp.Osmium canum,L Discrostachys cineria, w&A.Sida acuta,L. Zizyphus jujube LamSida rhombifolia,L. Medicinal shrubsStachytarpheta indica, Vahl colotrophis gigantea,R.br.Teliocora acumunata,L. Carrissa diffussa, roxb.Vernonia cinerea, less. Cassica quariculata, L.Climbing herbs Phyllantus reticulates,poirAntigonan leptopus, HK&A. Todonia viscosa, linn.Lpomaea staphylina R.&S. Vitex negundo,L.Medicinal herbs Ornamental shrubsAcalypha indica ,L.Andropogon nodus,linn Excotic shrubsCroton sparsiflours, mor Prosopis spicigera,L.Cyanodon doctylon, sper. Lantana camara,L.Datura stramonium,LOcimum sanctum,l. Excotic invasive weedPhylanathus neruri,l. Parthenium hysterophorus L.
treesAcasia leicophloea, willt

104
Albizzia lebeck, benth Thesphesia popunea, cav.Borassus flabelliformis,L.Cassia fisthula L. Dominate plantsCocos nucifera ,L. Erogostists sp.Dalbergia sisso,roxb. Abutilon indicum,G.don.Mangifera indica,l. Sida acuta,L.Morinda tinctoria,roxb. Sida cordifolia,l.Moringa olefera,lam Sida rhombifolia,L.Muraya koniggi,sprPavetta hispidula,W&A Rare occurrencePavetta indica,L. Phoenix sylvestris,roxb.Phoenix sylvestris,roxb. Strobilanthus spPithocelobium saman, nees. Hygrophilla angustifolia,R.br.Pongamia glabra ,ventStrobilathus spTamarindus indica,L. Endangered flora-nilmariyammanahalli Marselia spHerbs Typha angustata,B&chAchyranthes aspera,L Food cropsClerodendron sp Cucumis melo,L.Cyphrus sp.L. Zea mays.L.Gomphrena sp,jacq. Sacharum officinarum,L.Sida acuta,L. Exotic invasive weedSida cordifolia,L. parthenium hysterophrous L.Sida rhombifolia,L. Kyllinga sp.
ShrubsMedicinal herbs Cactus sp.aerva tomentosa,forsk. Cassia allata,L.Catheranthus roseus Cassia tara,LOcimum sanctum,L. Medicinal shrubsTridax procumbencse,ham Canthium parviflorum,lamSolanum nigrum,L. Carissa diffusa,roxb.Climbing medicinal herbs Narium odorum, soland.Coccinia indica,W&A. Randia dumetorum,lamSolanum nigrum,L. Ricinus communis,L.Aqutic herbs. Jatropha glandulifera,L
Excotic shrubs Strobilanthus spLantana camara,L Tectona grandis,L.treesAcasia Arabica,willd Dominant plantsAzadiracta indica,A.juss Amaranathus viridis,L.Bassia latifolia,roxb. Cassia quariuilata,L.Cassia fisthula,L. Parthenium hysterophrorusl.Euphorbia anti quorum,linn. Rare occurrenceFicus religiosa,l Marselia spPhoenix sylvestris,roxb.Polyyalthia longifolia,HK.F&T. Endangered flora-nilNandibanda
herbs foodcropsAbutilon indicum, G. don. Arachise hypogaea,willd

105
Achyranthes aspera,L Lycopersisum esculantum.mill.Clerodendron spGomphrena procumbence ,jacq Exotic invasive weedAmaranthus viridis ,L Parthenium hysterophrous L.Ipomaea sp.Sida rhombifolia ,L ShrubsStachyrtapheta indica ,vahl. Cassica allata,L.Tephorsia pupurea ,pers Cassia quriqulata,L.
Clerodendron sp
Medicinal shrubsMedicinal herbs Caltrophis gigantean,Rbr
Tomentosa,forsk Euphorbia tirucalli,L.Ecipta alba,hassk.Evolvalues alsinoider,L. Exotic shrubTridax procumbence,ham Prosopis spicigera ,Llantana camara,L
Climbing medicinal herbs treesLogenaria vulgeris ,ser Acasia leaucophoea,willt.Coccinia indica,W&A. Albizzia lebeck,benth.Tinospora cardifolia,meirs. Azadiracta indica,A,jussBorassus flabelliformis,L Amaranathus viridis,L.Cocos nusifera,L. Cassia quariuilata,L.Euphorbia antiquorum,linn. Parthenium hysterophorous L.Ficus religiosa,L. Sida cordifolia,L.Wrightia tinctoria,R.br.
Rare occurrenceLogeneria vulgaris, ser.
Dhanapura village herbs Lantana camara,LAbutilon indicum,G.don. TreesAcanthus sp. Aegle marmelos,corr.Achyranthus aspera,L. Albizzia lebeck,benth.Amaranathus sp. Atlantia sp.Crotoloria ternatea,L. Azadiracta indica, A.jussDolichos lablab,L. Carica papaya,L.Paspalum longifolium ,roxb. Cocos nucifera,LSalvia sp. Dalbergia sissoo,roxb.Sida acuta,L. Eucalyptus,willd.Climbing medicinal herbs Syzigium jambolanum,DC.Tinospora cordifolia,miers Tamarindus indica,L.Pergularia damea Tectona grandis,L.shrubsCrtoloria ternatea,L. Dominant plants
Paspalum longifolium.roxbMedicinal shrubsFluggea leucopyrus,willd Rare occurrenceRicinus communis,L. Aegle
Exotic invasive weed Endangered flora - NilParthenium hysterophorose L.

106
3.10.1.2 AGRICULTURAL PATTERN
The main land use in and around the area is farming mainly cultivated with crops like
Sugarcane (Sachharum officinarum), Rice (Oryza sativa), Wheat (Triticum aetivum),
Red gram (Cajanus cajan) and Groundnut (Arachis Hypogea)as cash crops. The
other crops taken are Sunflower (Helianthus Annuus), Bajara (Pennisettum sp,) and
Jawri (Sorghum vulgare). The vegetable are tomato (Lycopersicon esculenta),
Brinjal (Solonum Melongea) and Capsicum annum.
The important fruit plants are Musa paradisica (Banana), Mangifera indica (Mango),
Carica papapya (Papita), Psidium guyaya and Syziguim cumini (Jamun).
3.10.2 FAUNAL COMPOSITIONFauna of a particular region indicates environmental conditions and the wellbeing of
the population residing in the region. Faunal studies help to understand the wellbeing
of a nature and functioning of ecosystems. It helps to monitor pollution levels,
biological richness or heritage quality, habitat change and quantifying threatening
species. The faunal components such as Arthropods, Molluscs, Pisces, Birds and
Mammals are very sensitive to the change in the ecosystem, therefore are best used
as indicators of the ecosystem function and considered crucial in the ecology and
management of the Acquatic and Terrestrial Ecosystems.
In the Ramgad Reserved Forest commonly found animals are crow, pheasant, green
bee eater, red vented bulbul, house crow, and house sparrow. The mammals found
are Wild boar, Fox, mongoose, Peacock, common mouse. The reptiles found are
cobra, common krait and lizard. In the Gunda and Nandi Danda Reserve Forest,
most of the Ramgad Reserve Forest fauna also spread. The other faunal animals are
Wild cat, Hare, Wild boar, leopard, Fox, rat snake, Bennet Macaque, Common
langur, Porcupine, Jackal etc.
Animals and Birds in the study area other than forest area were documented using
following means:
Secondary sources and published literature
By interviewing local people
Nesting (Birds), borrows for small mammals

107
Table 3.24: List of Wild Mammals Found in the Study AreaCommon name Scientific Name Schedule of
Protection Act inwhich listed
A.Mammals
Common jungle cat Felis chans II
Common mongoose Herpestres edwardsii -
Jackal Canis aureus II,V
Wild dog Cuon alpinus II
Fox Vulpes bengalensis II
Porcupine Hystrix indica IV
Common hares Lepas sp. IV
Wild boar Sus scrofa III
Barking deer Muntiacus muntiacus III
Sambar Cervus unicolor III
Spotted deer Axis axis III
Sriped Palm Squirrel Funambulus palmatum IV
Rhesus monkey Macaca mulata II
B.Reptiles
Indian Cobra Naja naja II
Yellow rat Snake Ptyas mucosus II
Common Krait Bungarus caeruleus IV
Russel’s Viper Vipera russelii II
Checkered Keelback Xenochropis piscator II
The common snakes found in the region are Kraits and Cobras. The birds found in
the area are given in Table 3.25

108
Table 3.25: List of Birds Commonly Found in the Area
Common name Scientific name Schedule of wildlifeprotection Act in which
listedPaddy Bird Ardeola grayii IVLarge Indian Parakeet P.eupatria IVRose Ringed Parakeet P.krameri IVBrahminy Duck Tadorna ferrugninea IVRed Wattled Lapwing Vannelus indicus IVCrow pheasant Centropus sinesis IVKoel Eudynamis scolopacea IVWhite Breasted Kingfisher Halcyon smyrnansis IVSmall green Bee-eater Merops orientalis IVCoot Fulica atra IVCommon Crow C.splendens VHill Mynah Gracula religiosa IVCommon Mynah Acridotheres tristis IVHouse Sparrow Passer domesticus -Golden Backed Woodpecker Dinopium benghalense
IVRed vent Bulbul Pycnonotus cafer IVSpotted Dove Streptopelia chinesis IV
Spur Fowt Galloperdix spp IV
The main water body in the area is T.B. Dam. The data on ecology of the aquatic
ecosystem in the study area is based on literature and field survey.
There are a number of ponds in the villages in the study area. On visual observation
these ponds seems to be oligo-trophic to mesotrophic in nutrients status. The
common rooted plants and hydrophytes on the edges of these ponds are Nelumbo
sp, Potamogeton sp, Aponogeton sp., Ipomea sp., Dichanthium sp., etc. The water
in these ponds is colorless to slight greenish in color. The Phytoplanktons in the
rivers are basically dominated by filamentous forms. The dominant ones are
Chaetophora sp, Cladophora sp, Pithephora sp, Oscillatoria so., Spirogyra sp,
Cymbella sp, etc. The Zooplanktons are basically dominated by Crustaceans
and Rotifers. The dominant ones are Crustaceans: Crustacean eggs,
Moinodaphina, Chydorus, Cyclops. Rotifers: Brachionus, Rotiferan, etc. Others:
Nematodes, Dipteran larvae, etc.

109
3.10.2.1 FISHES
The T.B. Dam Is the main ecosystem supporting fishes in the area. The maximum
abundance of fishes was reported during April to July. The fishes observed in the
T.B. Dam and the nearby reservoirs is given in Table 3.26
Table 3.26: Fish Fauna observed in the Study Area
No endangered and endemic species (flora & fauna) recorded in the project site and
its surroundings; hence conservation plan is not required.
3.11 SOCIO-ECONOMICS OF THE STUDY AREA
The proposed project is located at Sy Nos. 633, 646, 643 and othersNarayanadevevanakere Village, Hagari bommanahalli Taluk, Bellary District,Karnataka.
3.11.1 DEMOGRAPHY AND SOCIAL STATUS
The information on present status of the human settlements was collected from the
secondary sources such as census book, official websites and concerned
SlNo.
Name of fish Sl No. Name of fish
1 Catla catla 18 Gudusia chapra2 Labeo fimbriatus 19 Rohtee cotio3 Labeo calbasu 20 Pama pama4 Cirrhinus mrigala 21 Glossogobius guiris5 C.reba 22 Rhinomugil corsula6 Barbus tor 23 Xenentodon cancila
7 Puntius sarana 24 Chela sp.8 Mystus seenghala 25 Chela bacailla
9 Mystus sor 26 Ailea nama10 Silonia silondia 27 Ambassis nama11 Wallago attu 28 Ambassis sp12 Pangasius pangasius 29 Puntius sophore13 Rita chrysea 30 Puntius ticto14 Eutropiichthys vacha 31 Puntius chola15 Bagrius bagarius 32 Puntius dorsalis16 Notopterus notopterus 33 Mastacembelus armatus17 Notopterus chitala 34 Mastacembelus pancalus

110
government departments.
The base line status refers to:
1. Demography structure
2. Infrastructure resource base in the area
3. Economic attributes
3.11.2 ABOUT HAGARI BOMMANAHALLI TALUK
Hagari Bommanahalli (HB Halli) taluk is the headquarters town of the taluk of the
same name, at a distance of 110 Kms from Bellary city. Incidentally this is only taluk
with no urban areas in its jurisdiction in the state. A number of families from the
submerged villages of the Tungabadhra project have been rehabilitated here.
The taluk is bounded on the north by the Koppal district on the south by Kudligi taluk,
On the east by the Hospet taluk and on the west by Hadagali taluk. HB Halli taluk
occupies 5th place in area and last place in population among seven taluks. The
geographical area of the taluk is 974 sq.km and population is 1,59,886 as per 2001
census. This accounts for 8 p.c. of district’s population and its area accounts for
11.50 p.c. HB Halli comes under the jurisdiction of Hospet revenue sub-division with
4 RI circles.
3.11.3 CULTIVATIONThe normal rainfall is 554.5 mm. The major crops grown are maize, jowar, bajra,
sunflower, groundnut and cotton. The net irrigated area constitutes only 16,820 hec.
(32 p.c.).
Table 3.27 Demographic DetailsDetails of Irrigated Land Under Different Water Sources in H.B. Halli Taluk
Sl.No Particulars Area(Hectares) Percent1 Tunga Bhadra Project-High Level Canal - -
2 Tunga Bhadra Project-Low Level Canal - -
Total Tunga Bhadra Project - -
3 Malvi Project 2887 17.16
3 Lift Irrigation 3408 20.26
4 Tanks 1491 8.86
5 Wells/Bore wells 9034 53.72
Total area under irrigation 16820 100.00

111
Net Cultivable Area (in Hectares)
Irrigated Rainfed Total
16820(32p.c) 35526(68p.c) 52346(100p.c)
3.11.4 INDUSTRIALIZATION
Industrialization is one of the important means of promoting economic
development of the country. H.B.Halli taluk is another taluk in the district where
industrialization is making progress at snail’s pace. In this taluk there are 869
industrial units with an investment of Rs.746.28 lakh. These units provide
employment to 3,141 persons.
There are 1,085 Rural artisans whose activity comprises of Carpentry, Black
smith, Barbers, Goldsmith, Pottery, Cotton weaving, Mat weaving and Mirror
Embroidery.
3.11.5 STATISTICS AT A GLANCE
Table 3.28 Taluk Statistics
CENSUS OF INDIA - 2001Results H.B. Halli taluk vis-à-vis District vis-à-vis State
Subject H.B. Halli Taluk Bellary District Karnataka State
1991 2001 1991 2001 1991 2001Number ofrevenueVillages
55 53 542 524 29193
Number ofhoblies
4 4 27 27 745 745
Number ofGramPanchayats
- 22 - 189 - 5689
Corporations - - - 1
218 228
CMC's - - 2 1
Town MuncipalCouncil - - 1 1
TownPanchayats
- - 7 7
ZP Members - 4 - 32 - 890

112
TPMembers - 14 - 112 - 3288
GP Memebrs - 348 - 2856 - 80073
Area in Sq. Km 974 974 8447 8447 191792 191792
Total Population
(in lakhs)1.35 1.60 16.56 20.27 449.77 528.51
Male Population
(in lakhs)0.68 0.81 8.42 10.29 229.52 268.99
FemalePopulation(in lakhs)
0.67 0.79 8.14 9.98 220.25 259.52
Decadal GrowthRate-p.c 36.00 18.52 26.84 22.30 21.12 17.25
PopulationDensity(Per Sq. Km)
138 164 196 240 235 275
Sex Ratio
(females per
1000 males)
992 975 966 969 960 964
0-6 Population-p.c
20.89 15.76 19.35 14.87 16.63 12.94
Rural Population(in Percent)
135026
(100.00)
159900
(100.00)
1125746
(67.98)
1320290
(65.13)
31069412
(69.07)
34889033
(66.01)
UrbanPopulation(in Percent)
Nil Nil53024
(32.02)
706850
(34.87)
13907788
(32.93)
17961529
(33.99)
SC Population
(in percent)
25028
(18.53)
29941
(18.72)
311252
(18.79)
374218
(18.46)
7369279
(16.38)
8563930
(16.20)
ST Population
(in percent)
1210
(0.89)
21716
(13.58)
147569
(8.91)
364638
(17.99)
1915691
(4.25)
3463986
(6.55)
Literacy-p.c 37.00 58.58 45.89 58.55 56.04 67.04
Male Literacy- p.c 49.00 71.25 59.11 70.20 67.26 76.29
Female Literacy-p.c
26.00 45.73 32.24 46.16 44.34 57.25

113
Sl.No Infrastructure Stats Unit Number
Education
1 Lower Primary Schools Number 59
2 Higher Primary Schools Number 63
3 High Schools Number 07
4 PU Colleges Number 03
5 Moaraji Desai Schools Number 01
6 Residential Schools Number 250
7 Beneficiaries under Akshara Dasoha Number 20121
8 Enrolment in schools (6-14) children Percent 99
9 Engineering Colleges Number -
10 Polytechnic Colleges Number -
11 Medical Colleges Number -
12 Ayurvedic Colleges Number -
13 Pharmacy Colleges Number -
Note: Dr.Nanjundappa Committee report says H.B.Halli taluk is a developed taluk asfar as infrastructure development related to Education sector is concerned. Howeverthis taluk is either more backward or most backward at literacy levels and pupilteacher ratio. Because of various interventions under SSA program the dropout rateshave considerably come down in this taluk.
Health
1 Medical College Hospitals Number -
2 Primary Health Centres Number 07
3 Health Sub-Centres Number 37
4 Primary Health Units Number 01
5 Govt. Ayurvedic Hospitals Number -
6 Govt. Ayurvedic Dispensaries Number 06
11 Govt. Homeophathy Dispensaries Number 01

114
Women and Child
1 Anganwadi Centers Number 131
2 Anganwadi centers with own buildings Number 131
3 Nutrition-beneficiaries-(0-6)children Number 10263
4Nutrition - beneficiaries - pregnant
and mothers Number 2475
5 Stree Shakthi groups Number 408
6 Members in Stree Shakthi groups Number 6120
7 Bank linkages provided No.ofgroups 250
8 Savings Rs.lakhs 76.02
8 Govt. Unany Dispensaries Number -
9 Fogging Machines Number 01
10 Ambulances Number 02
Note: According to Dr. Nanjundappa’s committee report this taluk in the district is
termed as most backward as far as infrastructure development is concerned.
However the health conditions status in the taluk / district causing concern. The
incidence of Aids, Polio, JE and Dengue fever etc., the most un common diseases
are prevalent in this district.
Social Welfare
1 Pre-metric hostels for boys Number 07
2 Pre-metric hostels for boys-strength Number 515
3 Pre-metric hostels for girls Number 02
4 Pre-metric hostels for girls-strength Number 140
5 Post-metric hostels for boys Number 01
6 Post-metric hostels for boys-strength Number 50
7 Post-metric hostels for girls Number -
8 Post-metric hostels for girls-strength Number -
9 Residential Schools Number 01
10 Residential Schools- strength Number 250

115
Note: The members of Shree Shakthi groups are preferred for assigning
responsibilities like cooking jobs under Akshara Dasoha, Tax Collection at Grama
Panchayat Level.
Agriculture
1 Cultivators-Male(2001census) Number 17786
2 Cultivators-Female(2001census) Number 3546
3 Cultivators-Total(2001census) Number 21332
4 Agriculture Laborers- Male Number 10773
5 Agriculture Laborers- Female Number 12744
6 Agriculture Laborers- Total Number 23517
Animal Husbandry
1 Veternary Hospitals Number 01
2 Dispensaries Number 07
3 Primary Vet. Centers Number 04
4 Mobile Vet. Dispensaries Number 01
5 Total Animal population Number 130645
Fisheries
1 Irrigation tanks Number 22
2 Fish ponds Number 09
3 Fisher men Number 5010
4 Average annual production M.Tones 750
Forest
1 Area under forest Hectares 4482
2 Area under forest to Total Area Percentage 05
Roads
1 National Highways Km -
2 State Highways Km 31
3 District Roads Km 156

116
4 Other district roads Km 30
5 Rural Roads Km 331
6 TDB Roads Km 141
7 Irrigation Roads Km 08
Total Length Km 6978 Length of Railway line Km 30
Rural Drinking Water1 Fluoride affected villages Number 28
2 Bore wells Number 309
3 Mini Water Supply schemes Number 115
4 Piped Water Supply schemes Number 73
Note: One third of villages in the district are fluoride affected. Alternative proposed are
surface water and de-fluoride filters
Below Poverty Line (BPL)1 BPL households as per 1997 Census Number 12811
2 BPL households as per 1997 Census percent 48.40
3.11.6 PLACES OF INTEREST
(a) Ambli:This village is famous for Black stone Chalukyan temple dedicated to
Kalleswara.
(b) Holalu:This village which is 32 km away from Hadagali is famous for the beautiful image of
Ananthashayana which is carved in black stone.

CHAPTER -4
ANTICIPATED
ENVIRONMENTAL IMPACTS &
MITIGATION MEASURES


117
CHAPTER – 4
ANTICIPATED ENVIRONMENTAL IMPACTS AND MITIGATION MEASURES
4.1 INTRODUCTION
Environmental impact in the study area is any alteration of environmental conditions
or creation of new set of environmental conditions, adverse or beneficial, caused or
induced by the impact of project. Prediction involving identification and assessment
of potential impacts of the project on surrounding environment is a significant
component of REIA studies. The likely Impacts of various activities of the proposed
project on the environment were identified. These impacts were assessed for their
significance based on the background environmental quality in the area and the
magnitude of the impact. All components of the environment were considered and
wherever possible impacts were evaluated in quantitative/qualitative terms. Several
scientific methods are available to qualify and predict the impact of project on
environmental factors such as water, air, noise, land ecological socio economic.
Such predictions are superimposed, over base line environmental status to derive
post project scenario of the environmental conditions. The resultant (post-project)
quality of environmental parameters is reviewed with respect to the permissible limits.
Based on the impacts thus predicted preventive and mitigation measures were
formulated and incorporated in the environmental management plan to minimize
adverse impacts on environmental quality during and after project execution.
The environmental impacts can be categorized as primary and secondary. Primary
are those which are directly attributed to the project and secondary impacts are those
which are indirectly induced due to primary impacts and include those associated with
investment & socio-economic status. The project impact may be broadly divided into
two phases.
During construction phase: These may be regarded as temporary or short term
and ceases with implementation of the project.
During operation phase: These impacts are continuous warranting built in
permanent measures for mitigation and monitoring.
Construction and operation phase of the project comprises of various activities, each
of which will have an impact on some or other environmental parameters. Impacts on
environmental parameters during construction and operational phase have been
studied to estimate the impacts on environment.

118
The impacts have been predicted for the proposed industrial project assuming that
the pollution due to the existing activities has already been covered under baseline
environmental monitoring.
4.2 IDENTIFICATION & CHARACTERIZATION OF IMPACTS
The wastes and pollutants generated due to various activities of the project cause
impacts on different environmental attributes. The major project activities and the
affected environmental parameters are given below.
4.2.1 CONSTRUCTION PHASE
Construction activity includes foundation works, fabrication of storage tanks and
erection of plant-machineries. The construction phase is expected to be about three
months. The major activities during construction phase are given below.
Project Activities
1. Site preparation and development
2. Civil construction work
3. Vehicular movement
4. Loading and unloading civil items and plant machineries
5. On site storage of civil items & plant machineries.
6. Erection of plant and civil structures
7. Power supply
8. Maintenance of construction machinery
9. Disposal of solid wastes
4.2.2 OPERATION PHASE
The major activities at SLR Metaliks Ltd site in the operational phase involves
storage & handling of ore, coal, coke, associated raw materials, captive power
production etc. These activities may affect the environment in varying degrees
through natural resources depletion viz. water consumption, release of
particulates and gaseous emissions, contamination of water body, run-off from
waste storage area etc. During operation air, water and noise may be affected
due to material usage and processing for steel and associated activities in

119
general. Associated activities e.g. transportation of materials, operations of
workshop and garage, canteen etc., may also affect air, water and noise
environment. Green belt development will have a positive impact not only on flora
and fauna but also on air quality, noise and soil characteristics. Positive impacts on
socio- economic environment are expected due to employment, further
infrastructure development and also due to socio-economic welfare developmental
activities to be taken up. The major project activities and the affected environmental
parameters are given below.
Project Activities
i. Manufacturing activities of various plants including steel plant, rolling mill, coke
oven plant and air separation unit.
ii. Operation of power plant including boiler and turbine
iii. Storage and handling of raw material and products
iv. Transportation of raw materials, products and personnel.
v. Water supply, storage and treatment
vi. Solid wastes management.
vii. Waste water management
viii.Gaseous emission management
Pollution Sources:i. cooling water blow down, boiler blow down.
ii. Flue gases from furnaces, boiler.
iii. Fugitive emission .from process, movement of vehicles and handling of raw
material
iv. Noise from turbine, D.G. set, fans, and vehicular movement.
v. Storage and handling of solid wastes.
Affected Environmental Parametersi. Air quality
ii. Water resources & quality
iii. Noise level
iv. Soil quality
v. Biological
vi. Socio-economics

120
4.2.3 IMPACT MATRIX
Environmental impacts could be positive or negative, direct or indirect, local or
regional and also reversible or irreversible. The primary function of an environment
impact assessment study is to predict and quantify the magnitude of these impacts,
evaluate and assess the importance of the identified changes, present information
and monitor actual changes. The activities of the proposed project are studied. The
impacts of various activities of the proposed project are identified and presented as
matrix in Table-4.1. Further the characteristics of these impacts have been evaluated
and they are presented as matrix in Table- 4.2A, 4.2B.
Table-4.1 Impact Identification Matrix
Activities
Environmental AttributeAir Noise Surface
Water
Ground
Water
Climate Land
& soil
Ecology Socio
Economics
Aesthetics
Construction PhaseSite Clearing
Quarrying (indirect)
Ready-mix concretepreparation (indirect)
Transportationof raw materials
Constructionactivities on land
Laying of roads
Operational phase
Operation of DGs
Solid wastedisposal(indirect)
Wastewaterdisposal
Buildings
Storage andhandling of Ore,coke and otherraw materials

121
Table-4.2A Characteristics of Environmental Impacts from Construction Phase
Activity Environmental
AttributesCause
Impact characteristics
Nature Duration Reversibility Significance
Site clearing
Air Quality(SPMand RSPM)
Dislodging ofparticles from theground
Direct
Negative
Short
TermReversible
Low, if PersonnelProtectiveEquipment (PPE)are used
Noise levels
Noise generationfrom earthexcavatingequipment
Direct
Negative
Short
TermReversible
Low, if PPE areused by workers
Land UseIndustrial landuse
Direct
Negative
Long
TermIrreversible Low.
Ecology
Removal ofvegetation andloss of flora andfauna
Direct
Negative
Long
TermReversible
Low. No cutting oftrees.
Transportation
of construction
materialsAir Quality
(SPM, SO2,
NOx, CO)
Transport ofconstructionmaterial in trucks& Exhaustemission fromvehicles
Direct
Negative
Short
TermReversible Medium if regular
emission checksare performed
Noise levelsNoise generationfrom vehicles Direct
Negative
Short
Term
ReversibleLow if regularvehiclemaintenance isdone.
RiskRisk of accidentsduring transit Direct
Negative
Long
Term
IrreversibleLow, if safetymeasures aretaken to preventaccidents
Construction
activities
/ Laying of
roads
Air Quality(SPM, SO2,NOx, CO)
Operation ofconstructionmachinery,welding activitiesand others
Direct
Negative
Short
TermReversible
Low, if PPE areused by workers
Noise levelsNoise generationfrom use ofmachinery
Direct
NegativeShort
TermReversible Low, if PPE are
used by workers
Processing of ore
VehicularMovement
Air Emissionsfrom Stack andother Unitprocesses

122
Land use Setting up ofProject
Direct
Negative
Long
TermIrreversible
The area isdesignated asIndustrial area
Ecology Loss ofvegetation
Direct
Negative
Long
Term
ReversibleLow. No cutting oftrees and greenbelt developmentis envisaged
Table-4.2 B Characteristics of Environmental Impacts from Operational Phase
ActivityEnvironmental
AttributesCause
Impact characteristics
Nature Duration Reversibility SignificanceGaseousemissions fromfurnaces,boiler, Vehicles
Air Quality(SPM, SO2,NOx, CO, HC)
Fuel combustion,Vehicle operation
DirectNegative
LongTerm
Reversible Ambient and Stackmonitoring, roadwaterspr ink l ing onroad
Fugitiveemission
SPM
Wastewaterdischarge
Water quality Generation ofwaste water
DirectNegative
Shortterm
Reversible Low, as SepticTank and soak pitwill be provided
Solid wastedisposal
Land and soil Generation ofsolid wastes
DirectNegative
ShortTerm
Reversible Low, propercollection anddisposal
Turbine,Crusher,Screen,vehicles
Noise levels Noise generationfrom vehicles
DirectNegative
Shortterm
Reversible Low, withperiodicalmaintenance ofvehicles
Socio-economic
Employmentgeneration
Direct andindirectemployment
DirectPositive
LongTerm
Irreversible High, newopportunities ofsteady income formany families
Quality of life In-flow of fundsin theregion/nation
DirectPositive
LongTerm
Irreversible High, the projectwill generateemployment
Afforestation /Green beltdevelopment
Ecology Planting of trees DirectPositive
LongTerm
Reversible High positiveimpact

123
4.3 IMPACTS DURING CONSTRUCTION PHASE
4.3.1 LAND ENVIRONMENT
With land development and leveling, the site may have better landscape. However
this is restricted only to the factory boundary. There are no major trees or crops in the
site. Hence there will be no change in land use pattern or soil quality.
4.3.2 WATER ENVIRONMENT
Construction activities for the proposed development can have minor impact on
hydrology and ground water quality of the area if the construction waste leaches into
the ground water source. Potential sources of impacts on the hydrology and ground
water quality during the construction phase are as follows:
Soil runoff from the site leading to off-site contamination (particularly during
rainy season).
Improper disposal of construction debris leading to off-site contamination of
water resources.
Spillage of oil and grease from the vehicles and waste water generated on site
activities such as vehicles washing, workshop etc.
Following precautions and preventive measure will be taken at the site during
construction to avoid any ground and surface water contamination.
Not allowing water to leave the construction site.
Disposal of construction debris in approved areas.
Construction of storm water diversion channels to divert storm runoff from
flowing over the construction areas.
Installing oil and grease traps in construction workshop and vehicle parking
areas.
Due to civil construction activities, during rainy season the surface run off may
contain more of eroded soil and other loose matter. Construction activities will
be avoided during rainy days to mitigate the small impacts on soil quality
caused due to construction activity.
With segregation of construction area and proper drainages provided prevents
the contamination of water due to soil erosion.

124
4.3.3 AIR ENVIRONMENT
During construction phase, SPM is expected to be the main pollutant, which is
associated with general construction activity including excavation, leveling and
material handling. In this case, pollution emission sources are distributed throughout
the project site and shall fall under the category of area source. The project site is
slightly undulated, so extensive formation work is not expected during this phase.
Surplus excavated material shall be used for road construction and for land leveling
and landscaping activities besides for backfilling. Concentration of SO2, NOX and CO
may slightly increase due to increased vehicular traffic. The approach roads will be
paved or tarred and vehicles will be kept in good order to minimize the pollution due
to vehicular traffic. The impact of such activities would be temporary and restricted to
the constructed phase. The impact will be confined within the project boundary and is
expected to be negligible outside the plant boundaries. Proper upkeep and
maintenance of vehicles, sprinkling of water on roads and construction site, providing
sufficient vegetation all-around are some of the measure that would greatly reduce
the impacts during the construction phase. With the emission factor and the phased
manner in which construction activity is to be carried out, it is likely that increase in
SPM levels due to construction would mainly be confined to the project site.
Thus, it is inferred that minor negative impact within a few 100 meters from the
source within the site would occur on the ambient air quality under the worst
conditions, which are mitigated by implementing environmental management plan.
However, no significant impacts are expected on the overall ambient air quality due to
construction activities, at the sensitive receptors outside the project premises.
4.3.4 IMPACT ON NOISE LEVEL
The major source of noise generation during the construction phase are vehicular
traffic, construction equipment like dozers, scrapers, concrete mixer, cranes,
generators, compressors, vibrators etc. is given below. The operation of these
equipments will generate noise ranging between 70-85 dB (A). The noise produced
during the construction will have significant impact on the existing ambient noise
levels. The construction equipments have high noise levels which can affect the
personnel, operating the machines. Major construction work will be carried during the
daytime. Use of protective equipments like mufflers will reduce noise generated by
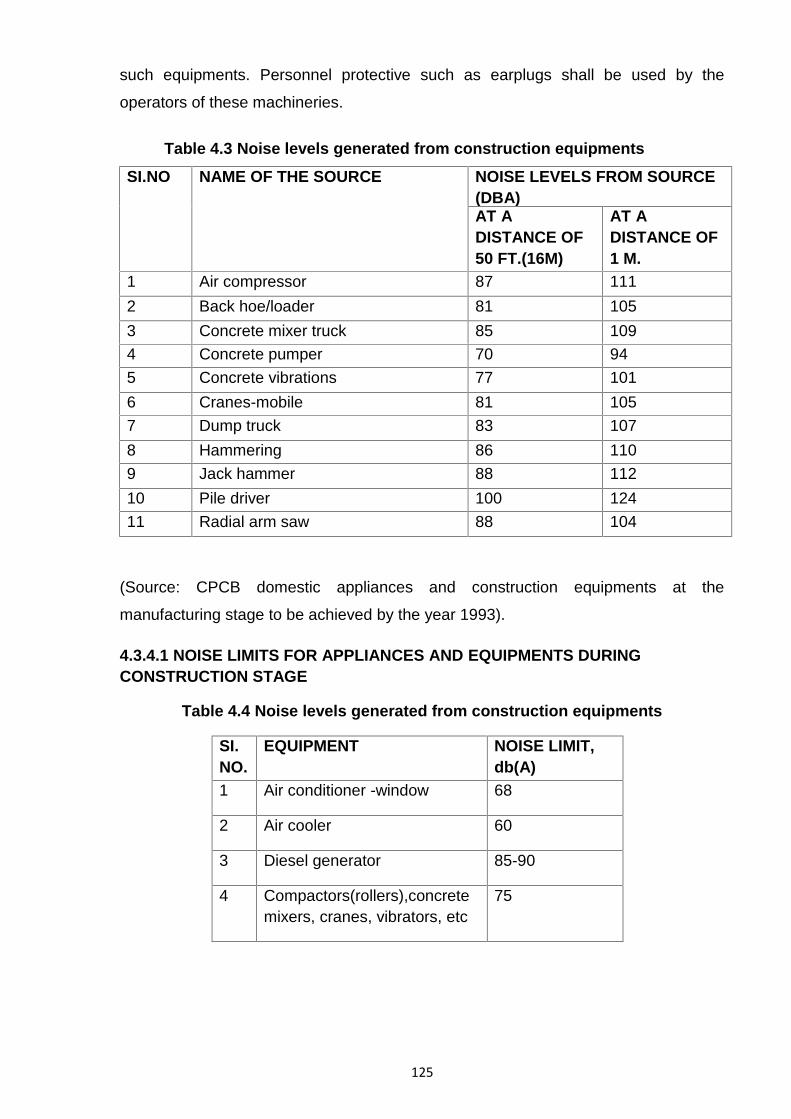
125
such equipments. Personnel protective such as earplugs shall be used by the
operators of these machineries.
Table 4.3 Noise levels generated from construction equipments
SI.NO NAME OF THE SOURCE NOISE LEVELS FROM SOURCE(DBA)AT ADISTANCE OF50 FT.(16M)
AT ADISTANCE OF1 M.
1 Air compressor 87 1112 Back hoe/loader 81 1053 Concrete mixer truck 85 1094 Concrete pumper 70 945 Concrete vibrations 77 1016 Cranes-mobile 81 1057 Dump truck 83 1078 Hammering 86 1109 Jack hammer 88 11210 Pile driver 100 12411 Radial arm saw 88 104
(Source: CPCB domestic appliances and construction equipments at the
manufacturing stage to be achieved by the year 1993).
4.3.4.1 NOISE LIMITS FOR APPLIANCES AND EQUIPMENTS DURINGCONSTRUCTION STAGE
Table 4.4 Noise levels generated from construction equipments
SI.NO.
EQUIPMENT NOISE LIMIT,db(A)
1 Air conditioner -window 68
2 Air cooler 60
3 Diesel generator 85-90
4 Compactors(rollers),concretemixers, cranes, vibrators, etc
75

126
4.3.5 IMPACT ON BIOLOGICAL ENVIRONMENT
Construction activities at the site involving human and vehicular movement will
disturb aril and wild animals in the area. Terrestrial micro flora and fauna at the site
are also affected. However, the adverse effect are reduced by shortening the
construction phase period and development of greenery in the site. Further, there are
no sensitive locations within the study area. Hence, no significant adverse impacts
are expected on biological environment.
4.3.6 IMPACT ON SOCIO-ECONOMIC STATUS
The construction phase induces employment opportunities for the local people. Up to
400 persons will be employed during peak construction phase. In addition to the
opportunity of getting employment in construction work, the local population would
also have employment opportunities in related activities like petty commercial
establishments, small contracts and supply of construction materials etc.
The dwelling of construction workers at the site may cause sanitation and other
problems. As the villages are nearby and staying facilities are readily available in
these villages. The construction and other workers will not be permitted to reside at
the project site.
Safety and health care of workers is also an important factor to be considered during
construction phase. Hazards expected are electrocution, vehicular accident, fall of
personnel from overhead works, high level noise due to construction machinery,
centering failure and exposure of eyes to dust and welding rays. Constructional and
occupational safety measures will be adopted during construction phase of the
industry.
4.4 OPERATIONAL PHASE IMPACT
4.4.1 IMPACT ON AIR QUALITY
4.4.1.1. SOURCES OF AIR POLLUTIONThe gaseous emissions are generated as flue gases at furnaces in steel plant, rolling
mill and producer gas unit. Gaseous emissions are also generated from waste
heater boiler in coke oven plant. Fugitive emissions are generated in the industry
during storage and handling of coal and coke and other solid raw materials. Dust is
generated during loading and unloading, movement in conveyors, crushing and

127
screening operations of these products. Fugitive emission is also generated on due to
vehicular movement in the premises. The information on gaseous emission from
project activities is furnished in Chapter-2. and in Table-2.13. The details of gaseous
emissions discharged from point source in the proposed steel industry is given in
Table- 4.5
The air pollution control equipments will be operated to achieve maximum pollution
control efficiency the typical efficiency of different APC’s are ESP- 95-99%, bag filter
– 98-99%, venture scrubber- 95-98%,cyclones- 75-80%.
Table – 4.5 Details of Stack & Gaseous Emissions from Point SourceSl.No.
Stackattachedto
Stackht
Emission concentrationwithout APC, mg/Nm3
APCmeasure
Emissionconcentration withAPC , mg/Nm3
In m PM10 SO2 NOX CO PM10 SO2 NOX CO1 EOF
furnace
51 600-1000
400-800
0-60 450-1120
GCP,venturescrubber
60-100
50-100
0-15 50-
120
2 LRF
Furnace
30 560-850
40-60
0-20 100-200
Fumeextractionsystemwith bagfilter.
70-90 10-20
0-15 50-100
3 Caster(Fumeexhaust)
30 480-800
0-20 0-25 0-50 Fumeextractionsystemwith bagfilter.
60-100
0-10 0-15 0-15
4 VacuumdegassingBoiler
42 60-
100
0-30 5-10 50-
100
Stack 50-80 0-15 3-8 30-
70
5 Reheating
furnace
45 50-80 0-15 0-8 30-
70
stack 50-80 0-15 3-8 30-
70
6 PCI
furnace
30 300-350
10-20
3-8 30-70
Fumeextractionsystemwith bagfilter.
30-35 1-10 1-5 30-
70
7 Coke oven
battery
42 300-
400
25-
35
10-
15
100-
150
Stack 60-
120
1-10 1-5 30-
50
8 Coke ovenoff –gasboiler
52 40-50 1-10 1-5 50-
100
Stack 30-35 1-10 1-5 30-
50
9 PGPfurnace
30 400-500
25-35
1-5 50-80
ESP 30-35 1-10 1-5 30-
40

128
4.4.1.2. FUGITIVE EMISSIONSFugitive emissions are generated in the industry mainly due to the handling of coal,
solid raw material and solid waste products and also due to vehicular movement.
Dust emissions also arise during loading and unloading of solid material. The
location and source of fugitive emission is given below.
Table :- 4.6 Sources of Fugitive dust
Sl No Area Monitoring Location
1 Raw Material Handlingarea
Tippler, Screen area, transfer points,stock bin area
2 Crusher area Coal crusher plant, vibrating screen , transferpoints
3 Raw material feed area Coal feeder area, mixing area, transferpoints
4 Product processing area Intermediate stock bin area, screening plant,separation unit, transfer points, dischargearea, product separation area, bagging area
4.4.1.3 FUGITIVE EMISSIONS CONTROL MEASURES
4.4.1.3.1 AT EOF FURNACE
The EOF furnace will be provided with a dust catcher and venture type gas cleaning
system. The outgoing gas from the EOF will be routed through uptakes, down
comer to the dust catcher for the primary dust separation.
The dust generated in the raw material storage area and on roads will be
suppressed by sprinkling water at regular intervals. Chemical will be added to this
water for dust agglomeration and enhanced suppression.
To maintain work zone air quality within the permissible limits , a number of pollution
control system have been envisaged. Various dust extraction and dust suppression
systems envisaged at location/ shops are indicated below.

129
Table 4.7 Details of Dust Extraction System
Sl.No. Location / shop Facilities1 EOF stack house Dust extraction system comprising of pulse jet type, bag
filter, centrifugal fan and motor, duct work includingsuction hoods, duct supports, stack , dust hopper,rotary air lock valves, dust conditioner etc.
2 Rolling mill Fume & dust extraction system comprising of pulse jettype , bag filter, centrifugal fan and motor, duct workincluding suction hoods, duct supports, stack , dusthopper, rotary air lock valves, dust conditioner etc.
3 EOF furnace GCP GCP & its sludge disposal system4 Raw material
handling area,material transferpoints
Dust suppression system comprising of spray nozzles,piping network, valves, solenoid valves, pumps ,instrumentation and controls , electrics, water tank etc.
The dust collected from bag filters and scrubbers shall be used in sinter plant of
SLR Metaliks to reuse.
To maintain working environment in the above mentioned areas following measures
will be taken.
1. All dust suppression systems will be maintained to work up to satisfactory level .
2. All de-dusting systems will be maintained to run satisfactorily.
3. Leakage from equipment and ducts will be checked and stopped.
4. Encourage workers to understand the importance of these systems so they payadequate attention towards the functioning of these systems.
5. Enhancing tree plantations within the plant
4.4.1.3.2 AT COKE OVEN BATTERY
The coke oven will work under negative pressure which will limit gas leakage from the
battery doors and while charging. Hot coke discharged from oven will be cooled in
quench tower by quenching with water. Water vapors produced during quenching are
vented. Quench tower will be provided with grit arrestors. Quench time is small and is
less than 5 minutes.

130
Table-4.8 Sources of Emissions from the Plant
Sl.No. Source Pollutants
1 Fugitive emissionsi. At coal charging in ovens SPMii. At coal and coke storage yards SPMIii Crushing, screening and conveying of coal SPMiv. Grading of coke SPMiii. Vehicular movement in the premise SPM, SO2 CO & NOX
2 Off gases from coke oven battery PM10,SPM, SO2 & NOx
3 Exhaust gases from waste heat boiler PM10 ,SPM, SO2 & NOx
4.4.1.3.4 DURING TRANSPORTATION
Coal will be transported by trucks or railway wagons to the plant. During
transportation, coal will be moistened and covered by tarpaulin to prevent coal
particles to fly out. The lorries are moving through national or state high ways and
they are well developed. Further inside the plant, the road will be of concrete/bitumen
top. Thus the coal/coke trucks will move on concrete/bitumen roads only. Hence
there will not be any significant increase in generation of dust due to transportation in
the surrounding area.
4.4.1.3.5 DURING STORAGE & HANDLIND OF COAL AND COKE
Coal will be unloaded in the coal storage area, which is having concrete floor. Water
spraying will be provided during the unloading to minimize the fugitive emission. The
dust generated during coke and coal handling, crushing and screening will be
captured by suction hoods and then collected in the bag filters. The coal/coke fines
will be recycled for coke making.
Areas of fugitive emissions where de-dusting suction hoods cannot be provided due
to physical constraints will be provided with dust suppression systems. Dust
suppression systems with water spray will be provided for coal storage yard, junction
houses and coke storage yard. This system will suppress the generation of fugitive
dust from material transfer, junction houses and coal/coke storage yard. Water spray
nozzles will be provided over dust generation points. In the stock pile area, water will
be sprayed by a sufficient number of sprinklers suitably installed in the water header.

131
4.4.1.3.6 GENERAL MITIGATION MEASURES
The impacts of fugitive emissions in the industry are controlled by following
measures:
Haulage roads are sprinkled with water at regular intervals for which water tankers
with sprinkler arrangement are deployed.
Trucks carrying coal and other raw material are covered with tarpaulin to prevent
spreading of dust during transportation.
Green belt and greenery development around storage yards, around plants, either
side of roads and around the periphery of the industry.
Water spray and sprinkling is practiced at loading unloading locations.
The conveyors of fuel are suitably covered with hood or enclosures to control
fugitive emissions.
Dust respirators are provided for the people working dust generating locations.
All internal roads in the premise are paved /tarred.
Speed limit of 10 km/h is enforced for vehicles in the plant premises to prevent
road dust emission.
Regular sweeping of roads is practiced with vacuum sweeping machine or water
flushing to minimize dust.
The air pollution control measures will ensure the ambient air quality to be within
the NAAQ standards for industrial areas as indicated below.
Sl. No Pollutants Concentration µg/m3
(Annual)1 Suspended Particulate Matter (SPM) 602 Sulphur Dioxide 503 Nitrogen Oxides 40
4.4.1.4. PRE-PROJECT AIR QUALITY
The ambient air quality monitoring data for the study area of 10 km around project
site is furnished in Annexure.7, Table 7C, 7D.1,7D.2. The air quality monitoring data
for stack emission, fugitive emission in the plant premise is enclosed in Annexure-
7.Table 7A.1, 7A.2, 7A.3, 7A.4, &Table 7B respectively. The ambient air quality with
in the project premise and around the premise is within the permissible limits.

132
4.4.1.5. GROUND LEVEL CONCENTRATION (GLC) OF EMISSIONS
The prediction of impact due to project activities on air environment was based on
1. Source, quantity and quality of emissions
2. Pre project ambient air quality
3. Air quality modeling
The impact on air quality from the proposed integrated steel industry is discussed
below.
4.4.1.6. AIR POLLUTION DISPERSION MODELING STUDIES
4.4.1.6.1 INTRODUCTION
Atmospheric dispersion modeling is the mathematical simulation of how air pollutants
disperse in the ambient atmosphere. It is performed with computer programs that
solve the mathematical equations and algorithms which simulate the pollutant
dispersion. The dispersion models are used to estimate or to predict the downwind
concentration of air pollutants emitted from sources such as industrial plants and
vehicular traffic. Such models are important to governmental agencies tasked with
protecting and managing the ambient air quality. The models are typically employed
to determine whether existing or proposed new industrial facilities are or will be in
compliance with the National Ambient Air Quality Standards (NAAQS). The models
also serve to assist in the design of effective control strategies to reduce emissions of
harmful air pollutants.
In the present study prediction of impacts on the air environment has been carried out
employing U.S. EPA AERMOD dispersion model, 1996 – 2011 Lakes Environmental
Software, Version 6.2.0 and designed for multiple sources for predicting the
maximum ground level concentration (GLC).
4.4.1.6.2 MODEL INPUT DATA
The major air emissions at the site of M/s. SLR Metaliks Ltd. are SPM, SO2 and NOx
from boilers & DGs. The Proponents have proposed to install electrostatic precipitator
with the boiler to control SPM in flue gas emissions. The site specific monitored data
was used as input to the software AERMOD view by Lakes Environmental is used for
prediction of GLC emission in ambient air. The stack and emission data for model
study is given in Table-4.8.

133
Table – 4.9A Existing air pollution sources
Sl.No.
Stack attached to Stackht
Dia
area
Exitgasvelocity
GasflowNm3/ h
Temp Temp in APCmeasure
Emission concentration
g/s g/s g/s g/sm m m/s 0C 0K PM SOX NOX CO
1 MBF stove 50 2.5 4.90625 6.5 56700 80-100 353.15-373.15
gas cleaningplant with dustcatcher
0.4725
0.39375
0.189 0.4725
2 Power plant BF gasbased
48 2.5 4.90625 6.8 58500 100-110
373.15-383.15
No APC 0.52 0.13 0.0325 0.40625
3 Sinter plant head end 45 2.5 4.90625 8.5 76500 60-65 333.15-338.15
Gravityseparatorfollowed by ESP
0.595 0.10625
0.02125
0.02125
4 Sinter plant tail end 45 2.5 4.90625 8.4 75600 60-65 333.15-338.15
ESP 0.672 0.105 0.021 0.021
5 Finished sinterdedusting chimney
30 0.8 0.5024 7.2 21600 30-32 303.15-305.15
Bag filter 0.192 0 0 0
6 sinter fuel,flux crushing& screening dedustingchimney
30 1.2 1.1304 7.5 32400 30-32 303.15-305.15
Bag filter 0.288 0 0 0

134
Table 4.9B -Proposed air pollution sources
Sl. No. Stack attachedto
Gasflow
Nm3/h
Exit gasvelocity
m/s
Emission concentration without APCg/s
APCmeasure
Emission concentration with APC g/s
PM SOX NOX CO PM SOX NOX CO1 EOF furnace 80,000 14.6
1.975311 1.481478 0.179576 1.786712GCP, Venturi
scrubber, 1.77778 1.33333 0.17778 1.777778
2 LRF Furnace 16,000 10
0.370367 0.179576 0.050505 0.312674
Fumeextraction
system withbag filter
0.33333 0.17778 0.05 0.311111
3 Caster (Fumeexhaust)
15,000 12.3
0.324078 0.02104 0.042091 0.029314
Fumeextraction
system withbag filter
0.29167 0.02083 0.04167 0.029167
5 Reheating furnace 21,000 10 0.388889 0.471384 0.070707 0.234506 Stack 0.35 0.46667 0.07 0.233333
6 PCI 35,000 12.5
0.345678 0.049101 0.019636 0.023116
Fumeextraction
system withbag filter
0.31111 0.04861 0.01944 0.023
7 Coke oven battery 21,000 11.8 0.518522 0.029465 0.011788 0.023116 Stack 0.46667 0.02917 0.01167 0.023
8 Coke oven off –gasboiler
28,000 12.60.276544 0.039283 0.015717 0.023116
Stack0.24889 0.03889 0.01556 0.023
9 PGP furnace 15,000 13.8 0.148144 0.02104 0.008414 0.023116 ESP 0.13333 0.02083 0.00833 0.023

135
Table 4.10 Proposed pollution sources
Sl.No. Stack attached to
Gasflow
Nm3/ h
Stackht Dia
Temp temp
Exitgas
velocity
APC measure Emission concentration, g/s
m m 0C 0K m/s PM SOX NOX CO
1 EOF furnace 80,000 51 3 40-60 313.15-333.15 14.6
GCP, Venturi scrubber,1.77778 1.33333 0.17778 1.777778
2 LRF Furnace 16,000 30 1.2 40-60 313.15-333.15 10
Fume extraction system withbag filter 0.33333 0.17778 0.05 0.311111
3Caster (Fume
exhaust) 15,000 30 1.2 40-50 313.15-323.15 12.3
Fume extraction system withbag filter 0.29167 0.02083 0.04167 0.029167
5 Reheating furnace 21,000 45 180-150 353.15-423.15 10
Stack 0.35 0.46667 0.07 0.233333
6 PCI 35,000 30 0.8 40-50 313.15-323.15 12.5
Fume extraction system withbag filter 0.31111 0.04861 0.01944 0.023
7 Coke oven battery 21,000 42 2.2 950 313.15-323.15 11.8Stack 0.46667 0.02917 0.01167 0.023
8 Coke oven off –gas boiler 28,000 52 2.5 60 323.16 12.6
Stack0.24889 0.03889 0.01556 0.023
9 PGP furnace 15,000 30 2.2 60-70 323.15-383.17 13.8ESP 0.13333 0.02083 0.00833 0.023

136
4.4.1.6.3 Meteorological data
Data recorded at the site for 3 months period (11th December 2013 to 11th March
2014) for wind speed, direction, temperature etc. has been used for computations. In
order to conduct a air dispersion modeling Short Term Air Quality Dispersion Models,
the site specific hourly meteorological data measured at the site is pre-processed
using U.S. EPA AERMET program.
4.4.1.6.4 Presentation of results
The simulations were made to evaluate incremental short-term concentrations due to
proposed project.
In the short-term simulations, the incremental concentrations were estimated to
obtain an optimum description of variations in concentrations within study area of 10
km radius. The predicted (maximum) concentration levels & the incremental
concentrations at various locations due to the proposed industry are tabulated in the
following tables. Also Google maps showing stack locations & baseline monitoring
locations are appended subsequently.
Figure 4.1 Google map shows the stacks of existing and proposed along with table as
under. The figure 4.2 shows the Google map for the baseline ambient air quality
monitoring locations and also in table under the respective figure.
Table 4.11 is presented the Predicted incremental short-term concentrations due to
the proposed project – existing with proposed
Table 4.12 is presented the Predicted incremental short-term concentrations due to
the project – proposed
Fig 4.3 is presented Suspended Particulate Matter (PM10) isotherms for the
proposed project (existing proposed) for i) 24 hours – 1st highest value, ii) 24 hours –
98 percentile, iii) Annual
Fig 4.4 is presented the Suspended Particulate Matter (PM10) isotherms for the
proposed project (proposed) for i) 24 hours – 1st highest value, ii) 24 hours – 98
percentile, iii) Annual
Fig 4.5 is presented the Sulfur di-oxide (SO2) isotherms for proposed project (existing
+ proposed) for i) 24 hours – 1st highest value, ii) 24 hours – 98 percentile, iii) Annual

137
Fig 4.6 is presented the Sulfur di-oxide (SO2) isotherms for proposed project
(proposed) for i) 24 hours – 1st highest value, ii) 24 hours – 98 percentile and iii)
Annual
Fig 4.7 is presented the Oxides of nitrogen (NOx) isotherms for proposed project
(existing+proposed) for i) 24 hours – 1st highest value, ii) 24 hours – 98 percentile
and iii) Annual.
Fig 4.8 is presented the nitrogen oxide (NOx) isotherms for proposed project
(proposed) for i) 24 hours – 1st highest value, ii) 24 hours – 98 percentile and iii)
Annual
Fig 4.9 is presented the Carbon monoxide (CO) isotherms for proposed project
(existing + proposed) for i) 1 hour – 1st highest value, ii) 1 hour – 98 percentile, iii) 8
hours – 1st highest value, iv) 8 hours – 98 percentile.
Fig 4.10 is presented the carbon monoxide (CO) isotherms for proposed project
(proposed) for i) 24 hours – 1st highest value, ii) 24 hours – 98 percentile and iii)
Annual
Table 4.13 is presented the Resultant maximum 24 hourly concentrations (existing +
proposed)
Table 4.14 is presented the Resultant maximum 24 hourly concentrations (proposed)

138
Fig 4.1: Google map showing stacks – existing & proposed
Sl.No.
Stackno.
Name of the stack1 1. MBF stove2 2. Power plant Blast furnace gas based3 3. Sinter plant head end4 4. Sinter plant tail end5 5. Finished sinter dedusting chimney6 6. Sinter fuel,flux crushing & screening dedusting chimney7 7. EOF furnace8 8. LOF Furnace9 9. Vacuum degassing unit10 10. Reheating furnace11 11. PCI furnace12 12. PGP furnace13 13. Coke oven battery14 14. Coke oven off –gas boiler

139
Fig 4.2: Google map showing baseline monitoring locations
Sl.No.
Code no. Name of the station Direction fromthe site
Distance fromsite (km)9 A 1 Vasthu Building South West SLR PlantPremises10 A 2 Near Guard Pond North West corner -11 A 3 Near Weigh bridge -1 North -12 A 4 Electric tower no 20 South East -13 A 5 Near AdministrationBuilding South East -14 A 6 Project site North east -15 A7 Lokappanahola S-W 2.016 A8 Mariyammanahalli S-E 3.09 A9 Devalapura SS-E 5.610 A10 Nagalapura S-EE 7.511 A11 MarabbihaluTanda S-W 8.012 A12 Down WindDirection Rajapura N-E 9.0

140
Table 4.11 Predicted incremental short-term concentrations due to theproposed project (Existing + Proposed)Time Maximum predictedconcentrations, µg/m3 Direction and distance ofoccurrence24 hour Annual 24 hour Annual1SThighestvalues 98percentile 1SThighestvalues 98percentileSuspendedParticulateMatter(PM10)
10.37986 8.77263 3.60172 0.3 km –SouthWest 0.2 km –South West Southwestboundaryof theprojectsiteSulfur di-oxide (SO2) 10.89629 7.23341 2.79066 0.26 km –East 0.06 km –West Westernboundaryof theprojectsiteOxides ofnitrogen(NOx) 1.90936 1.4481 0.52739 0.1 km –southeast 0.42 km –south east 0.26 km –southeastCarbonmonoxide(CO) 1 hr –8.173708 hrs –16.14136
1 hr –7.192918 hrs –10.734062.5134 1 hr – 0.1km –North8 hrs -0.15 km –North
1 hr – 0.1km – southwest8 hrs –0.165 km –south east0.1 km –southeast

141
Table 4.12: Predicted incremental short-term concentrations due to the project –proposed
Time Maximum predictedconcentrations, µg/m3
Direction and distance ofoccurrence24 hour Annual 24 hour Annual1SThighestvalues 98percentile 1SThighestvalues 98percentileSuspendedParticulateMatter(PM10)
4.02998 3.27781 1.54641 0.12 km– North 0.11 km –North Southwestboundaryof theprojectsiteSulfur di-oxide (SO2) 5.96634 4.2283 1.43039 0.10 km– NorthEast 0.14 km –North East 0.15 km– SouthwestOxides ofnitrogen(NOx) 1.59765 1.11872 0.3859 0.03 km -NorthEast 0.06 km –South West 0.07 km –SouthwestCarbonmonoxide(CO) 1 hr –7.061538 hrs –19.63727
1 hr –5.443868 hrs –9.456711.68377 1 hr –0.213 km– NorthEast8 hrs -0.05 km– NorthEast
1 hr – 0.3km – NorthEast & southwest8 hrs –0.05km – NorthEast
0.2 km –southWest

142
Fig 4.3 Suspended Particulate Matter (PM10) isotherms for the proposed project (existing+ proposed)
i) 24 hours – 1st highest value

143
ii) 24 hours – 98 percentile

144
iii) Annual

145
Fig 4.4: Suspended Particulate Matter (PM10) isotherms for the proposedproject (proposed)i) 24 hours – 1st highest value

146
ii) 24 hours – 98 percentile

147
iii) Annual

148
Fig 4.5: Sulfur di-oxide (SO2) isotherms for proposed project(existing+proposed)
i) 24 hours – 1st highest value

149
ii) 24 hours – 98 percentile

150
iii) Annual

151
Fig 4.6: Sulfur di-oxide (SO2) isotherms for proposed project (proposed)
i) 24 hours – 1st highest value

152
ii) 24 hours – 98 percentile

153
iii) Annual

154
Fig 4.7: Oxides of nitrogen (NOx) isotherms for proposed project (existing +
proposed)
i) 24 hours – 1st highest value

155
iii) 24 hours – 98 percentile

156
iv) Annual

157
Fig 4.8: Oxides of nitrogen (NOx) isotherms for proposed project (existing +
proposed)
i) 24 hours – 1st highest value

158
ii) 24 hours – 98 percentile

159
iii) Annual

160
Fig 4.9: Carbon monoxide (CO) isotherms for proposed project (existing +
proposed)
i) 1 hour – 1st highest value

161
ii) 1 hour – 98 percentile

162
iii) 8 hours – 1st highest value

163
iv) 8 hours – 98 percentile

164
v) Annual

165
Fig 4.10: Carbon monoxide (CO) isotherms for proposed project (proposed)
i) 1 hour – 1st highest value

166
ii) 1 hour – 98 percentile

167
iii) 8 hours – 1st highest value

168
iv) 8 hours – 98 percentile

169
v) Annual
4.4.1.6.5 COMMENTS
The maximum short-term incremental ground-level concentrations aresuperimposed on the baseline data to get the likely resultant levels after theestablishment of the proposed project as tabulated below.

170
Table 4.13: Resultant maximum 24 hourly concentrations (existing +proposed)
Pollutant Incrementalconcentrations,µg/m3
Max. baselineconcentrations,µg/m3
Resultantconcentrations,µg/m3
Limits asper MoEF,µg/m3 forindustrialareas (24hrs)
Vasthu building (1)PM10 8.77 62.35 71.12 100SO2 7.23 9.3 16.53 80NOx 1.44 10.3 11.74 80CO 7.19 – 1 hr
10.73 – 8 hrs0.12 7.31 – 1 hr
10.85 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Near Guard Pond (2)PM10 8.77 61.44 70.21 100SO2 7.23 8.3 15.53 80NOx 1.44 9.4 10.84 80CO 7.19 – 1 hr
10.73 – 8 hrs0.13 7.32 – 1 hr
10.86 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Near weigh bridge - 1 (3)PM10 8.77 53.11 61.88 100SO2 7.23 8.5 15.73 80NOx 1.44 9.1 10.54 80CO 7.19 – 1 hr
10.73 – 8 hrs0.12 7.31– 1 hr
18.16– 8 hrs4,000 – 1 hr2,000 – 8hrs
Electric tower no 20 (4)PM10 8.77 60.02 68.79 100SO2 7.23 9.2 16.43 80NOx 1.44 8.4 9.84 80CO 7.19 – 1 hr
10.73 – 8 hrs0.16 7.35 – 1 hr
10.89 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Near administration building (5)PM10 8.77 57.78 66.55 100SO2 7.23 8.4 15.63 80NOx 1.44 8.9 10.34 80CO 7.19 – 1 hr
10.73 – 8 hrs0.13 7.32– 1 hr
10.86– 8 hrs4,000 – 1 hr2,000 – 8hrs
Project site (6)

171
PM10 8.77 60.89 69.66 100SO2 7.23 13.1 20.33 80NOx 1.44 13.9 15.34 80CO 7.19 – 1 hr
10.73 – 8 hrs0.15 22.68– 1 hr
10.88– 8 hrs4,000 – 1 hr2,000 – 8hrs
Lokappanahola (7)PM10 8.77 53.44 62.21 100SO2 7.23 5.3 12.53 80NOx 1.44 6.5 7.94 80CO 7.19 – 1 hr
10.73 – 8 hrs0.05 7.24 – 1 hr
18.02 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Mariyammanahalli (8)PM10 8.77 61.78 70.55 100SO2 7.23 5.4 12.63 80NOx 1.44 6.5 7.94 80CO 7.19 – 1 hr
10.73 – 8 hrs0.06 7.25 – 1 hr
10.79– 8 hrs4,000 – 1 hr2,000 – 8hrs
Devalapura (9)PM10 8.77 45.88 54.66 100SO2 7.23 6.3 13.53 80NOx 1.44 6.9 8.34 80CO 7.19 – 1 hr
10.73 – 8 hrs0.07 7.26– 1 hr
10.8– 8 hrs4,000 – 1 hr2,000 – 8hrs
Nagalapura (10)PM10 8.77 46.68 55.66 100SO2 7.23 6.8 14.03 80NOx 1.44 6.4 7.84 80CO 7.19 – 1 hr
10.73 – 8 hrs0.05 7.24– 1 hr
10.78 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Marabbihalu Tanda (11)PM10 8.77 46.89 55.66 100
SO2 7.23 5.9 13.13 80NOx 1.44 6.2 7.64 80CO 7.19 – 1 hr
10.73 – 8 hrs0.09 7.28– 1 hr
10.82– 8 hrs4,000 – 1 hr2,000 – 8hrs
Rajapura (12)PM10 8.77 42.5 51.27 100SO2 7.23 13.9 21.13 80

172
NOx 1.44 12.4 13.84 80CO 7.19 – 1 hr
10.73 – 8 hrs0.14 7.33– 1 hr
10.87– 8 hrs4,000 – 1 hr2,000 – 8hrs
Table 4.14: Resultant maximum 24 hourly concentrations (proposed)
Pollutant Incrementalconcentrations,µg/m3
Max. baselineconcentrations,µg/m3
Resultantconcentrations,µg/m3
Limits asper MoEF,µg/m3 forindustrialareas (24hrs)
Vasthu building (1)PM10 3.27 62.35 65.62 100SO2 4.22 9.3 13.52 80NOx 1.11 10.3 11.41 80CO 5.44– 1 hr
9.45 – 8 hrs0.12 – 1 hr
– 8 hrs4,000 – 1 hr2,000 – 8hrs
Near Guard Pond (2)PM10 3.27 61.44 64.71 100SO2 4.22 8.3 12.52 80NOx 1.11 9.4 10.51 80CO 5.44– 1 hr
9.45 – 8 hrs0.13 5.57– 1 hr
9.58 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Near weigh bridge - 1 (3)PM10 3.27 53.11 63.29 100SO2 4.22 8.5 12.72 80NOx 1.11 9.1 10.21 80CO 5.44– 1 hr
9.45 – 8 hrs0.12 5.56– 1 hr
9.57– 8 hrs4,000 – 1 hr2,000 – 8hrs
Electrical tower no 20 (4)PM10 3.27 60.02 63.29 100SO2 4.22 9.2 13.42 80NOx 1.11 8.4 9.51 80CO 5.44– 1 hr
9.45 – 8 hrs0.16 5.6 – 1 hr
9.61 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Near administration building (5)PM10 3.27 57.78 61.05 100SO2 4.22 8.4 12.62 80NOx 1.11 8.9 10.01 80

173
CO 5.44– 1 hr9.45 – 8 hrs
0.13 5.57 – 1 hr9.58 – 8 hrs
4,000 – 1 hr2,000 – 8hrs
Project site (6)PM10 3.27 60.89 64.16 100SO2 4.22 13.1 17.32 80NOx 1.11 13.9 15.01 80CO 5.44– 1 hr
9.45 – 8 hrs0.15 5.59– 1 hr
9.6– 8 hrs4,000 – 1 hr2,000 – 8hrs
Lokappanahola (7)PM10 3.27 53.44 56.71 100SO2 4.22 5.3 9.52 80NOx 1.11 6.5 7.61 80CO 5.44– 1 hr
9.45 – 8 hrs0.05 5.49 – 1 hr
9.5 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Mariyammanahalli (8)PM10 3.27 61.78 65.05 100SO2 4.22 5.4 9.62 80NOx 1.11 6.5 7.61 80CO 5.44– 1 hr
9.45 – 8 hrs0.06 5.5 – 1 hr
9.51 – 8 hrs4,000 – 1 hr2,000 – 8hrs
Devalapura (9)PM10 3.27 45.88 49.15 100SO2 4.22 6.3 10.52 80NOx 1.11 6.9 8.01 80CO 5.44– 1 hr
9.45 – 8 hrs0.07 5.51 – 1 hr
9.52– 8 hrs4,000 – 1 hr2,000 – 8hrs
Nagalapura (10)PM10 3.27 46.68 49.95 100SO2 4.22 6.8 11.02 80NOx 1.11 6.4 7.51 80CO 5.44– 1 hr
9.45 – 8 hrs0.05 5.49– 1 hr
9.5– 8 hrs4,000 – 1 hr2,000 – 8hrs
Marabbihalu Tanda (11)PM10 3.27 46.89 50.16 100SO2 4.22 5.9 10.12 80NOx 1.11 6.2 7.31 80CO 5.44– 1 hr
9.45 – 8 hrs0.09 5.53– 1 hr
9.54– 8 hrs4,000 – 1 hr2,000 – 8

174
hrsRajapura (12)PM10 3.27 42.5 45.77 100SO2 4.22 13.9 18.12 80NOx 1.11 12.4 13.51 80CO 5.44– 1 hr
9.45 – 8 hrs0.14 5.58– 1 hr
9.59– 8 hrs4,000 – 1 hr2,000 – 8hrs
According to MoEF air quality standards (as per the notification dated 16th November2009 for industrial, residential & rural areas) 24 hourly or 8 hourly or 1 hourlymonitored values, as applicable, shall be complied with 98% of the time in a year; 2%of the time, they may exceed the limits but not on two consecutive days of monitoring.
Therefore the 98% values are considered for estimation of the incrementalconcentration.
The above table indicates that the cumulative resultant ambient air quality afterproposed project operation will be within the ambient air quality limits specified byMoEF as per the notification dated 16th November 2009 for industrial, residential &rural areas.
The above table indicates that the cumulative resultant ambient air quality after
proposed project operation will be within the ambient air quality limits specified by
MoEF as per the notification dated 16th November 2009 for industrial, residential &
rural areas.
4.4.2 WATER ENVIRONMENT
Potential impacts of withdrawal of water and wastewater discharges from the
proposed industry on land or water body is an important factor in EIA Studies. The
quantitative and qualitative information on water utilization and waste water
generation in the proposed industry is presented in Chapter-2, 2.10. The information
also includes the built in facilities and measures for treatment and disposal waste
water proposed to be incorporated in the project. The impacts expected from
withdrawal water from river and disposal of waste water on land is discussed in this
section.

175
4.4.2.1 SOURCE OF WATER
The source of water for the project is Tungabhadra Dam. The Salient features ofTungabhadra project are as follows,
1. River – Tungabhadra
Village - Mallapujam
Taluka – Hospet
District - Bellary
State - Karnataka
Longitude – 76 0 – 20 1 -10” E
Latitude - 15 0 – 15 1 -19” E
2. Reservoir
Catchments area - 28177 sq km.
Gross storage (1953) – 132.471TMC
Live storage (Year 1953) – 131.312 TMC
Dead Storage (Year 1953) – 1.159 TMC
Gross storage (Year 2010) – 101.107 TMC
Water spread – 3781Sq.Km
Length of Reservoir – 80km.
Estimated annual yield – 407.107 TMC
Maximum discharge flood – 3,69,152 cusecs (Nov 92)
Designed flood discharge – 6,50,000 cusecs
Rain fall in the catchment area of Tungabhadra river in the western Ghats receives
about 4500mm.
The project proponents have permission to draw 0.19 TMC of water only when the
water level in the dam is reached highest level i.e when the dam is full.
4.4.2.2 DISCHARGE RATE
Agreement made between Executive Engineer Munirabad and SLR metaliks Ltd to
draw 0.19TMC in 30 to 40 days when the dam level is full.
4.4.2.3 DISTANCE FROM THE PROJECT
The approximate distance of tapping point from the project is 2km.
4.4.2.4 SURFACE HYDROLOGY AND WATER REGIME

176
Tungabhadra River is one of the major tributaries of Krishna. Tungabhadra desires its
name from the confluence of two streams, the Tunga and the Bhadra both of which
rise in the wooded eastern slopes of the Western Ghats in the state of Karnataka and
flow eastward. The river runs 382 kms in Karnataka. Catchment area of the
Tungabhadra reservoir is 28177 sqkm .The river basin is influenced by the southwest
monsoon with copious inflow during monsoon which dwindles to few cumecs in
summer months .Tungabhadra reservoir impounds 3766 mm3(133TMC) of water in
the reservoir.
4.4.2.5 WATER USAGE
0.19TMC w a t e r from Tungabhadra reservoir will be taken. The water will be
stored in a reservoir tank and pumped to the plant for treatment and utilization as
make up cooling water and other applications. In the unlikely event of a power failure
an overhead tank of sufficient height & Capacity has been provided to ensure
nonstop supply as continuous water flow is as must to cool the system. The water
softener is provided to avoid scaling in the pipelines, which will reduce the
efficiency of the whole system.
The quantitative and qualitative information on water utilization and waste water
generation in the proposed industry is presented in Chapters – 2,9. The information
also includes the built in facilities and measures for treatment and disposal waste
water. The impacts expected from withdrawal water from river and disposal of waste
water on land is discussed in this section.
4.4.2.6. IMPACT OF WATER WITHDRAWAL FROM RIVER
Fresh water requirement to the proposed project will be 3005 m3/d. This will be met
from the back water source of Tungabhadra river and dam. The Tungabhadra river is
a perennial river and joins to the dam. The water from river and dam are mainly used
for agriculture uses and also to meet domestic needs of downstream towns and
villages. Drawl of water from river, especially during summer and lean flow period is
likely to affect the competitive users river water. However, the industry will draw water
only from the back water source of the river mainly during flood period. The
government has allowed drawing water up to reservoir level + 1633 feet if when the
reservoir level goes below 1633 feet the firm will not be permitted to draw water. The

177
drainage area of the Tungabhadra river in the western ghats receives about 4500mm
of rainfall while the project area and rivers running in the peninsula receives about
480-760mm rain fall.
Water AccountYield
1 Opening balance 1.294 TMC ft
2 Inflow recoded at T.B. Dam 316.786 TMC ft
Total 318.080 TMC ft
Utilization1. Drawls for irrigation by both states 151.501 TMC ft
2. Spillovers surpluss 119.411 TMC ft
3. Power generation 30.435 TMC ft
4. System losses 5.234 TMC ft
5. Evaporation losses 9.298 TMC ft
6. Closing balance (residual storage) 2.141 TMC ft
Total 318.080 TMC ft
During the lean season also there will be minimum flow of water in the upstream as
well in the downstream. There will be discharge of water by upstream projects like
tunga, varadha and hirehall projects which will ensure the availability of water for
drinking water and other projects.
The water, thus drawn will be stored in a huge reservoir of 6 lakh m3 capacity for
subsequent use in the industry. Storm water gutter net work and water harvesting is
practiced in the industry and water realized during rainy period from them is stored in
the above reservoir to augment the water source.
4.4.2.7. WATER CONSERVATION PLAN
The following steps are comprehensively foreseen for optimizing the water
consumption in the expansion project,
1. Effectively monitoring and control of water consumption on day to day basis .
2. Water meters will be installed at all consumption and make up water points to
monitor and control the water consumption.

178
3. All sumps and transfer canals in the plant will be provided with the adequate
RCC and PCC bases to avoid water seepage losses.
4. The drip irrigation system and spray fountain systems shall be adopted
wherever applicable to reduce water consumption for horticulture and
gardening.
5. STP treated water will be re-used for maintenance of garden and green belt
development.
6. Rain water harvesting will be employed for storm water to collect and conserve
the water for future usage.
7. Roads will be asphalted and yards shall be concreted to avoid water sprinkling
needs to keep the emission levels of ambient air low.
8. Necessary caution and educative boards , slogans related with water
conservation will be displayed at vantage points to create awareness among
entire workforce.
9. Plant water balance will be reviewed periodically by top management to
effectuate all steps for continuous improvements on water conservation front.
4.4.2.8 TREATMENT & UTILIZATION OF EFFLUENT
4.4.2.8.1 WASTE WATER MANAGEMENT
The source and quantity & utilization of domestic and trade effluents generated in the
industry are given in Table 4.12.
4.4.2.8.2 DOMESTIC EFFLUENT
The domestic effluents are generated from rest rooms and canteen. They are treated
in septic at the source location and over flow from septic tank is treated sewage
treatment plant. Total employees in the industry for the present activities are 450 and
additional employees for proposed activities will be 500. Domestic effluent generated
from existing and proposed units will be 22.5 m3/d and 32 m3/d respectively. The
sewage treatment plant consisting of bar screen, oil grease separator, neutralizer,
equalizer, aeration tan and secondary clarifier is designed for 60 m3/d capacity. The
characteristics of untreated and treated effluent are given in Table-4..15Treated
effluent is collected in a sump and then sent for use on land for greenery and green
belt development. The flow chart of STP is given in Figure-4.11.

179
TABLE 4.15 CHARACTERISTICS OF UNTREATED AND TREATED EFFLUENTS
Sl.No. Parameters Domestic Effluent Trade EffluentUntreated Treated Untreated Treated
1 Flow rate.m3/d 33 33 473 4732 Temperature ° c 40 38 38 383 pH 6.5 7.4 6.8 7.44 Dissolved solids 1250 840 1860 13405 Suspended solids 148 35 200 406 BOD, ppm 280 65 40 207 COD, ppm 430 135 120 908 Oil, ppm 34 Nil 10 Nil
4.4.2.8.3 INDUSTRIAL EFFLUENTThe industrial effluents, 473 m3/d generated in the industry are manly blow down
from circulating cooling water and circulating scrubber and quenching water. They
contain mainly the suspended and dissolved inorganic matter, The presence of BOD,
COD or organic matter is insignificant. The purge and blow down waters are
neutralized and settled in the guard pond of about 100 d capacity. The over flow from
guard pond will be utilized on land for greenery development. It will also be used for
spraying on roads and land for dust suppression. This will be also be used in the
plant for makeup of cooling water loss. The guard pond is of earthen impervious
construction & located at ground level. The tank interior is suitably compacted and
finished.
Wastewater from slab caster and rolling mill complex are likely to contain suspended
solids and oil & grease. These effluents will be routed to settling pits fitted with oil &
grease trap. The clarified water is reused in the process.
Table- 4.16 Treatment and utilization of Effluents
Parameter Trade effluent treatment UtilizationTrade effluentBlow down from
circulating cooling &process water
Total : 473 m3/d
The waste water isequalized and collected inthe guard pond. The pondhas a capacity to holdwastewater for about 30days. The guard pond is ofearthen work imperviousconstruction & located atground level. The tankinterior is suitablycompacted and finished.The size of guard pond is
Re-used for green-beltdevelopment, dustsuppression & roadcleaning.

180
as given below.
Parameter Raw effluent treatment UtilizationDomestic effluent
Total: 33 m3/d
Existing SewageTreatment Plant of 60 KLDcapacity will be utilized fortreating the Sewage fromthe existing and proposedexpansion activities.
Re-used for green-beltdevelopment
Figure 4.11 Treatment Scheme for Domestic Effluent Stream
Treated water will be utilized forgardening
Filter cake
Recycle to diffusedaeration
P
P
Oil and Grease Tank
Clarifier Filter
Sump
PSF & ACF
Treated water sump
Diffused aeration tank
Equalization cum neutralization tank
Bar screen

181
4.4.2.9. RAIN WATER HARVESTING SYSTEM
A combination of recharge pits with bore well & holding ponds with recharge
facility have been proposed for this project.
4.4.2.9.1. UNDERGROUND TANKS
Total yield from roof areas was calculated based on 90% dependability rainfall
(760 mm) & 0.90 runoff coefficients.
Roof top rain water down take pipe is further connected to sand bed filter for
filtration.
Filter needs to be cleaned periodically during the rainy season to remove the
filtered material and to keep the filtration system clean.
The filter water is proposed to be stored in existing cluster wise underground
water tanks.
This would provide additional benefit of flood management via storm water
detention for RWH.
Rooftop downspouts from the respective unit will be designed to drain to main
storm drain system with a flow splitter arrangement for drainage to the
proposed underground storage tank.
During the storm events of the wet season, valve located at the flow splitter will
be operated to direct water to the tank.
This stored water is recommended to be used for gardening and housekeeping
purposes.
4.4.2.9.2. RECHARGE PITS AND HOLDING PONDS
Recharge pits of size 3.0x3.0x3.0 m with bore well and 2 existing holding
ponds have been proposed for recharging at various locations to enable
ground water recharge.
Rain water from storm drain will enter the recharge pit through filter media and
then to bore wells through slotted casing pipes.
Feasibility of recharge through bore wells is based on geotechnical report.
Four holding tanks are proposed to harvest the runoff from the landscaped
area.
13 recharge pits around existing bore well are proposed.

182
4.4.2.10. AQUIFER MANAGEMENT PLAN
The rock formations occurring in the area fall under category of hard rocks. They
are the oldest rock belongs to ARCHEAN age. They lacks primary inter granular
porosity. They are characterized by secondary porosity through weathering and
fracturing. The thickness of the soil and depth of weathering vary from place to
place.
As per the topographical survey of the area , terrain in North , south west and
south are relatively at higher elevation of granitic and schistose formations
showing a first stage of formation of water table where run-off is more than
infiltration , an impervious and poor aquifer because of scanty rain fall (760
mm)and higher temperature (38-46°c ).ground water in zone of vegetation, which
is partially filled up with water and air will be dried up during summer season . so
ground water table fluctuation is more during the summer period . thus the above
area comes under poor aquifers. Only small portion of the area towards north
&north east showing feasibility of aquifer nature. A seasonal nalla which is running
from west to north and north east showing presence of aquifer.
4.4.2.10.1 MANAGEMENT PLAN FOR RECHARGING THE AQUIFER
Due to rapid urbanization (industrial) activities, infiltration of rain water into the sub
soil has decreased resulting in lesser recharging of grounded water. The scenario
requires an alternative source to bridge the gap. Rain water which is available and
is purest form of water would be an immediate source of water supply by catching
water wherever it falls.
Rain water harvesting (RWH) is the process of collection and storing of water in a
scientific and controlled use. It includes,
RWH in paved and unpaved areas (open fields,parks,pavement,land
scapes etc)
RWH in large areas with open ponds, lakes, etc.
Capturing rain water in situ.
Replenishing ground water through recharging of rain water by using soil
column.
Check dam across the seasonal nalla.
STEP wells

183
Lake culture i.e. chain of water storage structures recharged to ground
through recharge pits, dug wells, soak pits etc.
4.4.2.11. LEACHEATE STUDY FOR THE STOCK PILES
The raw materials and finished product are insoluble in nature. There will be nocharge in Chemical composition of the water .These will not be any waste disposalsite in the project area. The possibility of pollution due to seepage or percolation tothe sub surface will be controlled by constructing shed to the stock piles where everpossible and the flooring will be made impervious by concreting with water proofplastering.
4.4.2.12. FLOOD HAZARD
River Tungabhadra a tributary to the major River Krishna is with in 10km radius from
the SLR Metaliks project site. Tungabhadra river derives its name from the
confluence of two stream the Tunga and the Bhadra both of which rise in the wooded
eastern slopes of the western ghats in the state of Karnataka and flow eastward. After
confluence of these two streams at Kudali near Shimoga, the Tungabhadra runs for
about 531kms and joins the River Krishna at Sangameshwaram near Kurnool in the
state of Andhra Pradesh .The catchment area of Tungabhadra reservoir is 28,177
km2. The river basin is influenced by the southwest monsoon with copious inflows
during monsoon which dwindles to few cumecs in summer months.The drainage area
of the Tungabhadra river in the western ghats receives about 4500mm of rainfall
while the project area and rivers running in the peninsula receives about 480-760mm
rain fall.
Water AccountYield
1 Opening balance 1.294 TMC ft
2 Inflow recoded at T.B. Dam 316.786 TMC ft
Total 318.080 TMC ft
Utilization1. Drawls for irrigation by both states 151.501 TMC ft
2. Spillovers surpluss 119.411 TMC ft
3. Power generation 30.435 TMC ft
4. System losses 5.234 TMC ft
5. Evaporation losses 9.298 TMC ft
6. Closing balance (residual storage) 2.141 TMC ft

184
Total 318.080 TMC ft
The Tungabhadra reservoir has not been provided with flood storage capacity for
flood absorption .The full reservoir level and maximum water level of the reservoir are
same and is at 1633 ft. Therefore the entire flood impinging the reservoir has to be
either stored to the extent possible or passed over the spillway. The spillway with 33
gates is designed to allow a maximum discharge of 6,50,000 cuses at full reservoir
level. The operation of spillway gates is carried out in accordance with approved
schedules duly ensuring the safely of the dam and is maintained by CENTRAL
WATER COMMISSION.
The proposed project viz SMS plant, rolling mill, coke oven plant, coke oven power
plant, producer gas plant, PCI plant, oxygen plant are part of integrated steel
industry. In the integrated steel industry air pollution is a major concern than the
water pollution. The proposed projects will be designed by keeping the zero
discharge policy or no discharge policy.
Topography of the proposed Project site is at higher level with respect to Temporary
Bench Mark (TBM) compared to the TBM of the river so there will be no flood effect
during the river flooding. The industry is located at a distance of 600 to 700m from the
high flood level (HFL) of the dam. The lowest level in the project site is 504(1653 ft) m
above MSL and HFL level or full supply level is 497m, However the dam gates will
be opened even before reaching 497 (1633 ft) m above MSL. The satellite imagery
showing the water levels of different season is given below which clearly shows that
the water does not enter into the project site.
4.4.2.13 MANAGEMENT PLAN TO PREVENT THE WATER POLLUTION DUE
TO PROPOSED PROJECTS ON TUNGABHADRA DAM.
The existing plant consists of 262m3 blast furnace, 33m2 sinter plant and
6MW blast furnace off gas based power plant. Now it is proposed to install value
addition units to the existing product viz 0.30 MTPA steel plant, 0.32 MTPA rolling
mill, 0.12 MTPA coke oven plant, 9 MW coke oven off gas based power plant, 120
TPD oxygen plant, 10 TPH pulverised coal injection plant (PCI) and 15000 Nm3/Hr

185
producer gas plant. As the proposed units require prior Environmental Clearance
(EC ) from MoEF as per EIA notification Act 2006, we have submitted the form-1 ,
prefeasibility report and proposed TOR’s to MoEF. The Proposal was considered by
reconstituted Expert Appraisal Committee (Industry) in its 13th meeting held during
18th to 20th November,2013 and TOR for EIA studies was deliberated &
accordingly EIA studies were conducted.
The proposed project viz SMS plant, rolling mill, coke oven plant, coke oven power
plant, producer gas plant, PCI plant, oxygen plant are part of integrated steel
industry. In the integrated steel industry air pollution is a major concern than the
water pollution. The proposed projects will be designed by keeping the zero
discharge policy or no discharge policy. The wastewater streams will be in
closed circuit.
Proposed project sites are located at a distance of 600-700m from the HFL of the
Tungabhadra Dam, considering the distance of water body from the proposed
expansion site, SLR Metaliks has proposed management plan to eliminate the
water pollution on Tungabhadra river.
No manufacturing units will be located near water body, north side will be covered
dense vegetation lalyer.
4.4.2.13.1.STORM WATER MANAGEMENTTopography of the proposed Project site is at higher level with respect to HFL/FSL of
the river .The lowest level in the project site is 504(1653 ft) m above MSL and HFL
level or full supply level is 497m, the storm water generated in the proposed site will
be collected through efficient drainage system and stored in 3 number guard ponds
for reuse.
Strom water gutters will be constructed in the premise as per the standards taking
into peak runoff factor and flash flood rate. The storm water drains will lead to rain
water reservoirs/ guard ponds constructed at the lowest level of the premise as
shown in the layout plan. The annual rainfall in the region is about 759 mm and is
spread from June to November. The maximum monthly rainfall is about 287 mm. The
unit posses a total of 190 acres land. The area consists of 76 acre built up plant area,
57 acres open area and 57 acres green belt area. The guard ponds will be designed

186
by considering the worst case scenario peak monthly rainfall for 12 months and there
is no consumption of collected storm water in process or for other activity. However in
reality The stormwater/ runoff collected in reservoir will be used for process, dust
suppression & greenery development in the factory. The storm water collected from
other premises is given below.
Slno Location
AreaAcres (m2)
AverageRun-offFactor
Rain fallIn
m/month
Rain watercollected ,
m3/yr
1.
Built up area(including roads,plant and parkingplaces)
76(304000) 0.7 0.287 61074
2. Green belt area 57(228000) 0.4 0.287 261743 Open area 57(228000) 0.6 0.287 39262
Total 190(760000) _ 126510
Storm water storage tanks will be constructed with impervious concrete lining work
as per standard practices. The capacity and size of the reservoir is given below:
Guard pond Location Capacityin m3
Averagedepth, m Area in m2
Guard pond (I)At Lower levelof the factorypremises
47000 5 9400
Guard pond (II) At Lower levelof the factorypremises
47000 5 9400
Guard pond (III) At Lower levelof the factorypremises
33000 5 6600
The guard ponds will act as a buffer system to handle peak discharges, the waterfrom this facility is used in the process, dust suppression & greenery developmentthus storm water is completely reused.
Guard ponds will be taken for de-silting annually. The silt is being used for gardening,as our area is rocky/ sandy in nature; the silt is used as manure for gardendevelopment.
Double hight compound walls compound will be constructed towards the north side of
plant.

187
WATER CONSERVATION PLAN
The following steps are comprehensively foreseen for optimizing the water
consumption in the expansion project,
Schematic plan of storm water management plan
4.4.2.13.2. RAIN WATER HARVESTING
Rain harvesting fits will be constructed along rain water gutters at a distance of about
60-100 m. A total of about 40 pits will be constructed as per practice. Each pit will be
Proposed project Area
Guard Pond-1
47,000 m3
Guard Pond-2
47,000 m3
Production units
Storm water
GREEN BELT
Guard Pond-3
33,000 m3
Storm water

188
of size 3.0 m X 2.0 m X 3.0 M. They are filled with small boulders, pebbles, and
coarse sand.
Well designed storm water drainage system consisting of open surface drains, catch
pits will be provided to keep the entire plant free from water logging. The area of
coal/coke storage and handling are concreted and drains are provided. Water
collected in these drains may contain suspended solids. The rain water collected at
coal/coke stock yard will be led to settling tanks/catch pits to remove suspended
particles. The coal/coke particles are recycled to the plant. The rain water after
settling is collected in to rain water storage pond for use in the plant, dust
suppression and greenery development.
4.4.2.13.3. WATER CONSERVATION
1. Adaptation of less water consuming technologies/ dry processes like air cooled
condenser (ACC) in place of water cooled condenser in proposed captive
power plant, thereby reducing the wastewater generation.
2. Effectively monitoring and control of water consumption on day to day basis .
3. Water meters will be installed at all consumption and make up water points to
monitor and control the water consumption.
4. All sumps and transfer canals in the plant will be provided with the adequate
RCC and PCC bases to avoid water seepage losses.
5. The drip irrigation system and spray fountain systems shall be adopted
wherever applicable to reduce water consumption for horticulture and
gardening.
6. STP treated water will be re-used for maintenance of garden and green belt
development.
7. Rain water harvesting will be employed for storm water to collect and conserve
the water for future usage.
8. Roads will be asphalted and yards shall be concreted to avoid water sprinkling
needs to keep the emission levels of ambient air low.
9. Necessary caution and educative boards , slogans related with water
conservation will be displayed at vantage points to create awareness among
entire workforce.
10. Plant water balance will be reviewed periodically by top management to
effectuate all steps for continuous improvements on water conservation front.

189
4.4.2.13.4. GARLAND DRAINS
Garland drains will be constructed in the proposed industry to make sure that all the
storm water generated will be collected and diverted to guard pond. Hence there is
water is permitted to go out of the plant premises.
4.4.2.13.5. AIR POLLUTION CONTROL MEASURES
The industry will adopt effective air pollution measures to minimize the dust
generation, by installing APC like ESP, Cyclone, scrubber, bag filters, dedusting
systems, water sprinklers and developing greenbelt around the premises.
Water conservation plans, rainwater harvesting measures and storm water
management system will effectively reduces the impact on Tungabhadra dam due to
proposed integrated steel project.
4.5 NOISE ENVIRONMENT
4.5.1. SOURCE OF NOISE
During the operation phase of the project, major sources of noise pollution are
expected to be from various machines used for production and vehicular traffic. The
principle source of noise from industry are from fans, centrifuge, turbine, steam traps,
steam vents etc., the observed noise level of these machineries in existing Iron
making factories is given below.
i. Steam turbine - 90 – 95 dB(A)
ii. Diesel Generator - 80- 85 dB(A)
iii. Fans, compressors and blowers - 85-90 dB (A)
iv Crusher - 80-90 dB (A)
vi. Vibratory screen & conveyors - 85-90 dB(A)
Most of these generate higher noise. The movement of vehicles like trucks & tractors
has noise level of 70-80 dB (A). The machinery and techniques used for
manufacturing proceed would be such that there is minimal nuisance of noise in the
surrounding region. However as a precautionary measure, enclosures will be
provided where ever possible for all the major mechanical units to arrest the sound
waves travelling outside the plant area.
4.5.2. IMPACTS & MITIGATION MEASURES

190
The assessment of the impacts due to noise pollution on the surrounding community
depends upon characteristics of noise source (instantaneous, intermittent, or
continuous in nature), period and duration and the location of noise source with
respect to noise sensitive receptor.
Efforts shall be done to bring down the noise level due to the D. G. set, with in the
allowable limits of about 70 dB(A) by sitting and control measures. The D.G. set is
provided with acoustic treatment for minimum 25 dB (A) insertion loss exhaust muffler
of suitable quality is provided to offer an insertion loss of about 25 dB(A). Steam
turbine is located in the separate building and acoustic treated premise. Workers at
these equipments are provided with noise control appliances. The noise impact of the
industrial activity is insignificant at the boundary level of the industry. The noise level
due to project activity is limited to the project site only and little impact on surrounding
area. However, movement of vehicles will increase noise levels on the roads and
their near vicinity. Suitable measures have to be adopted for occupational noise
safety in factory and good maintenance of vehicles. The expected noise level from
proposed project activities at project boundary would be less than the statutory
requirement, ie. Less than 75 db (A) during day time and 70 db (A) during night time.
4.5.3. NOISE QUALITY STANDARDS
The permissible occupational noise level and exposer time is given below.
Standards for Occupational Noise ExposureTotal Time of Exposure per day in hours(Continuous or short term Exposure)
Sound pressurelevel in dB (A)
8 906 924 953 972 100
3/2 102
1 105
¾ 107
½ 1101/4 115
NEVER 115

191
Note:- No exposure in excess of 115 of dB(A) is to be permitted. For any
period of exposure falling in between any figure and the next higher or lower figure or
indicated in column (1). The permissible level is to be determined by extrapolation on
a proportionate scale. Similarly, the standards for ambient noise level are given
below.
Standards for Ambient noise levelCategory of area dB (A) Day dB (A) NightIndustrial Area 75 70Commercial Area 65 55Residential Area 55 45Silence Zone 50 40Day Time : 8 am to 9 pm Night time : 9 pm to 6 am
To meet these limits, noise abaterment measures as indicated in EMP will be
incorporated with the project.
4.6 SOLID WASTE MANAGEMENT
4.6.1 IMPACT OF METALLURGICAL WASTE AND FINES
In an integrated steel plant , the sources of fine dust generation are as under:
i. Raw materials handling plant.ii. EOF plant
Metallurgical waste and fines are carried with the fugitive gases, scrubber water and
quenching water.
Metallurgical waste and fines are generated at furnace, crushers, charging and
unloading, quenching of hot material etc. These are collected at dust arresters and
settling tank of circulating quench and scrubber water. The fumes and exhaust gases
carrying dust are generated at furnace and quenching operations. The
characteristics of metallurgical waste generated in the proposed project is given
below

192
Table 4.14 characteristics of solid waste
Sl.No
Source Composition of Metallurgical waste and finesFe CaO Mg
O
SiO2 Al2O3 C1 Flue dust 34 7 2 12 3 252 Settling tank
dust29 22 10 8 8 10
3 GCP sludge 36 6 1 9 14 19
The detailed solid waste generated and its disposal handling is given insection 2.12.3.
4.6.2 HANDLING AND UTILIZATION OF COAL ASH
Coal ash is produced in producer gas plant (PGP) where in 220 T/d of B- gradeIndian coal is used as an input. The coal contains about 33% ash. Hence, ashproduced from PGP will be 53 T/d. The ash discharged from the unit will be collectedin a shallow pit of size 20m x 30m x 1.0m depth, 4 nos. The ash is sprayed with waterto quench the hot ash and also to prevent dust evolution.
The moistened and cooled ash is then used for brick making. Each pit has a capacityto hold about 10 d production of ash from the PGP and lined with geo-membrane toprevent the seepage.
The pit is produced with the arrangement to collect the leachate if any. The leachatethus collected will be reused for quenching of hot ash. The capacity of leachate pit is20 m3/d (Size 3m x 3m x 3m). The location of ash pit is shown in lay out plan.
4.7 SOIL QUALITY
The soil characteristics in the study area are given in Chapter-3. It is seen that the
soil quality is of low fertility. Waste water and solid waste if discharged with out
control on land are likely to affect soil quality. Factory effluent, mainly the purge from
circulating cooling water is treated to standards and then utilized on land.
4.8 BIOLOGICAL ENVIRONMENT :
The study area is mainly barren vacant land. There are no forests and ecosensitive
sites in the vicinity of the site except the river Tungabhadra which is at 5 km north
from the site. The backwater of TB reservoir is about 600-700m which goes on
increases upto 3km. No human habilitate within 1.5 km from the site. There are no
endangered flora and fauna species in the region. Vehicular movement during night

193
will be restricted to avoid adverse consequence to birds and wide animals in the
region. The project activities are restricted to the factory site except the
transportation of raw material and products. There is no discharge of solid or liquid
wastes to the environment. Green belt and greenery will be developed in the premise
covering more than 33% of area. The plantation will comprise of fruiting trees, soil
improving and air pollution abatement tress. No eco sensitive receivers or rare /
endangered species of fauna were observed in the study area.. Thus, the impacts on
flora and fauna will be insignificant.
4.9 SOCIO-ECONOMIC IMPACT
This section discusses the project activities and the extent of the potential impacts
anticipated on socio-economic status in the region. Based on the nature and type of
impacts, the assessment has been divided into 3 category i.e. positive, negative and
negligible impacts. For example, the positive impacts include job opportunities for
men and women, better utilization of land, preservation of environment, infrastructural
development, etc. Long term impacts are also taken into account i.e. relocation,
democracy, aesthetics, accessing utilities, impact on archeological sites, etc.
Negative impacts include adverse impacts on health, air pollution including noise,
road safety, odors etc.
4.9.1. POSITIVE IMPACTS
Job opportunity: during the social impact assessment process, locals raised the
question regarding more job opportunities. The benefit relate to direct employment
associated with the construction of the facility. Jobs would be given to unskilled, semi
skilled as well as skilled labor category, for which locals would be given preference
and thereby the overall development of the region is envisaged.
Wider economic growth: this project will increase the economic activities around the
area, creating avenues for direct/indirect employment in the post project period.
There would be a wider economic impact in terms of generating opportunities for
other business like workshops, repair and maintenance tasks etc.
Infrastructural development: this project would enhance the infrastructure in the
vicinity, which also involves road upgrading.
Aesthetics environment: the architectural character of the new building, the vistas and
landscaped areas created would improve the aesthetics of the area.

194
Additional revenues: the development of land for any purpose creates both an
immediate demand for services and a flow of revenues to the community from a
variety of sources, for example property tax, licenses and permits fee etc.
4.9.2. NEGATIVE IMPACTS
Additional traffic in the area is a matter of concern to the local people. This effect
would be prominent during construction as well as operation phase. The probability of
inconvenience faced due to frequency of truck movement during construction phase
and operation phase would be minimized by better control of traffic movement in the
area. Noise levels expected from the planned operating conditions have been
assesses and are likely to be within acceptable levels. The impacts have been
mitigated by the suggested measure in the “air control and management section”.
Transient labor population from the surrounding areas might come and work at the
site. Though majority of population would be recruited locally, limited labor with
specific skills will be recruited from outside the region. Therefore, no significant
pressure on local infrastructure is envisaged. All environment health &safety (EHS)
practices will be followed according to labor commissions notification.
4.9.3. NEGLIGIBLE IMPACTS
As there is no existing settlement on the proposed project area, there are no issues of
resettlement or rehabilitation.
4.9.4. CONCLUSION
Overall, the project will have major positive impacts on the region in sense of
environment as well as social. Negative effects are not expected if there is dedicated
environmental planning and if at the same time the interests of population and the
areas directly adjacent to the project site are considered.
Establishment of project will enhance the transportation activity. This will create
opportunities to the localites to start vehicle garages. With development of the
industry the roads and communication facilities will be enhanced. The expansion of
integrated steel unit will also create job opportunities to the local mass.
Presently the educational facilities in the study area are limited to primary and high
school. With establishment of this industry the transportation, public mobility and job

195
opportunity along with associated activities in the region may increase. These
activities will improve economic condition of the local population. The presence of
the industry will enhance commercial activities, which inturn will improve the
economic conditions of the population. Service infrastructure like transportation,
health care, education, communication facilities may improve considerably. The
availability of power from the industry will help to reduce the power scarcity and
frequent power failures in the region by stabilization of the power in the grid, which
will improve power supply to irrigation pump sets and house hold requirements.
4.10 GREEN-BELT DEVELOPMENT
Green belt and greenery will be developed in about 65 acres of land. The species
developed will be as per CPCB guide lines. Assistance and guidelines will also be
availed in development of greenery in the industry.
All the premise green belt of about 20 m will be developed. Line trees will be
developed on either side of the internal roads as well on all approach roads to the
industry,
Lawns will be developed around plant and administrative buildings. Green belt of 10
to 20 m will be developed around open bulk storage yards.
A green belt helps to reduce the pollutant level in the ambient air by preventing the
fugitive dust being carried away by wind. They not only act as a pollution sink for
variety of air pollutants but also replenish the air with much needed oxygen. These
can help to reduce the pollutant level in the air environment. The degree of pollution
attenuation by a green belt depends on its height and width, foliage surface area,
density, dry deposition, velocity of pollutants and the average wind speed through the
green belt. The main objective of green belt around the factory is:
1. Mitigation of impacts due to fugitive emissions
2. Attenuation of noise levels
3. Ecological restoration
4. Improvement in aesthetic environment quality
5. Waste water reuse and re-cycling..
6. Soil erosion prevention
The proposed plant will be located adjacent to the existing steel unit. A very

196
elaborate green belt is already developed by industry at the existing steel unit.
Greenery and green belt will be developed in the proposed project promise as per
CPCB guidelines. Necessary help and guidelines will be availed from the
departments of Karnataka State nurseries and forest to get suitable species of plants.
Keeping in view of the soil and water quality available in and around the project site
and the topography of land, following species are considered for green belt
development.
4.10.1 SELECTION OF SPECIES
The species for plantation have been selected on the basis of soil quality , place of
plantation , chances of survival , growth rate, timber value, etc. The area wise
distribution of species proposed is as follows:
i. Road side plantation:
Avenue plantation should include following species:
Albezzia lebbeck
Azadirachta indica
Tamarindus indica
Delonix regia
Lencaena lencocepha
Acacia nilotica cassia siamea
Ficus benbalensis
ii. Around various shops:
As there will be limited space due to various overhead pipelines, thus small and
medium sized species are suggested and they should be planted depending on the
vertical height available for plant growth.
Small speciesDodonia viscose
Cocoloba prosopis juliflora
Cassia auriculata
Medium size species:Prosopis cineraria

197
Erythroxylum monogynum
Cassia fistula
Acacia Arabica
Loucaenalencocephala
Cassia alta.
Around office and other buildings:Cassia siamea
Ailanthus excels albezzia amera
Albezzia lebbeck
Cassia fistula
Cassia javanica erythrina indica
Lagerstroemia flosreginea
Peltophorum feruginium
Delonix
4.10.2 SPECIFIC LOCATION OF PLANTATIONSThe areas which need special attention regarding green belt development are:
i. Along road side
ii. Around various shops and solid storage yards
iii. Around the periphery of premises.
The width of green belts and type of plant species to be developed in the premises
includes the following .
i. 20m width green belt all along the periphery of the site
ii. 10m width green belt all along the border of solid storage yards including coal &
coke.
iii. Tree plantation on both sides of interior roads in the premise.
iv. lawn with aesthetic plants around shops and other buildings.
Open industrial area will be covered with plantation . An average of about 400 plants
will be maintained per acre of the area. 65 acres of project site will be covered with
green belt and its amounts to about 33% of total area. Plantations will also be
provided along the internal & external roads and also around factory buildings.
The plantations will be watered regularly . wherever possible, treated waste water is
used. Regular monitoring of the plants is carried out to record mortality rate, growth
rate, overall appearance , symptoms of disease, etc.

198
4.11 STORM WATER MANAGEMENT AND RAIN WATER HARVESTING
4.11.1 STORM WATER GUTTERS
Large quantity of storm water will be generated during rainy days. Rain water
collection and harvesting plan will be implemented to conserve the water resources
and to improve the underground water table. The project site area will be segregated
into different premises for effective management of storm water. Strom water gutters
will be designed and constructed based on contour data of the premise and rainfall
data of the region. The project site area of 190 acre is segregated into different
premises such as fuel storage yard, manufacturing plant area, lawn and green belt
area for effective management of storm water. Necessary measures shall be taken to
control the quality of the storm water.
4.11.2 STORM WATER RESERVOIR
Strom water gutters are constructed in the premise as per the standards. The storm
water drains are lead to rain water reservoirs constructed at the lowest level of the
premise as shown in the layout plan. The quantity of storm water collected from
different locations of the factory premise is given below.
The annual rainfall in the region is about 759 mm and is spread from June to
November. The maximum monthly rainfall is about 287 mm. The unit posses a total of
190 acres land. The area consists of 76 acre built up plant area, 57 acres open area
and 57 acres green belt area. The rainwater thus collected in reservoir will be used
for greenery development in the factory. The storm water thus collected can also be
used as a source of water for the industry.

199
The storm water collected from other premises is given below.
Slno Location
AreaAcres (m2)
AverageRun-offFactor
Rain fallIn
m/month
Rain watercollected ,
m3/yr
1.
Built up area(including roads,plant and parkingplaces)
76(304000) 0.7 0.287 61074
2. Green belt area 57(228000) 0.4 0.287 261743 Open area 57(228000) 0.6 0.287 39262
Total 190(760000) _ 126510
Storm water storage tanks will be constructed with impervious concrete lining work
as per standard practices. The capacity and size of the reservoir is given below:
Guard pond Location Capacityin m3
Averagedepth, m Area in m2
Guard pond (I)At Lower levelof the factorypremises
47000 5 9400
Guard pond (II) At Lower levelof the factorypremises
47000 5 9400
Guard pond (III) At Lower levelof the factorypremises
33000 5 6600
The guard ponds will act as a buffer system to handle peak discharges, the waterfrom this facility is used in the process, dust suppression & greenery developmentthus storm water is completely reused.
Guard ponds will be taken for de-silting annually. The silt is being used for gardening,as our area is rocky/ sandy in nature; the silt is used as manure for gardendevelopment.

200
WATER CONSERVATION PLAN
The following steps are comprehensively foreseen for optimizing the water
consumption in the expansion project,
Schematic plan of storm water management plan
Double hight compound walls compound will be constructed towards the north side of
plant.
4.11.3 RAIN WATER HARVESTING
Rain harvesting fits will be constructed along rain water gutters at a distance of about
60-100 m. A total of about 40 pits will be constructed as per practice. Each pit will be
of size 3.0 m X 2.0 m X 3.0 M. They are filled with small boulders, pebbles, and
coarse sand.
Proposed project Area
Guard Pond-1
47,000 m3
Guard Pond-2
47,000 m3
Production units
Storm water
GREEN BELT
Guard Pond-3
33,000 m3
Storm water

201
Well designed storm water drainage system consisting of open surface drains, catch
pits will be provided to keep the entire plant free from water logging. The area of
coal/coke storage and handling are concreted and drains are provided. Water
collected in these drains may contain suspended solids. The rain water collected at
coal/coke stock yard will be led to settling tanks/catch pits to remove suspended
particles. The coal/coke particles are recycled to the plant. The rain water after
settling is collected in to rain water storage pond for use in the plant, dust
suppression and greenery development.
4.12 OCCUPATIONAL HEALTH CARE
Safety officer will be appointed in the industry. He will co-ordinate and manage
occupational health management. A medical facility with qualified doctor and clinical
facilities will be created in the industry to meet the factory and residential colony
requirement of the health services. Higher medical services shall be availed from the
hospitals present in H.B. Halli and Hospet. Health care aspects to be practiced in the
industry are indicated bellow.
4.12.1. CLEAN TECHNOLOGY
Clean Technology will be adopted in the industry to achieve highest performance in
production, energy and environment. Good housekeeping is practiced in the industry.
Prime importance is given for safety and occupational health. Energy audit is also
under implementation. An effective monitoring programme as discussed in Chapter-
10 followed in the industry.
4.12.2. PLANT OPERATION
Regular inspection and maintenance of pollution control plants
Regular cleaning of dusts from floor, roads and other lplaces.
Heat insulation of hot surfaces
Wherever necessary, personnel protective appliances will be used by the
workers.
Availability of spray water system for moistening the coal yard/dump.
All pollution control and dust suppression systems shall be interlocked with
operation of process equipment or are run along with process equipment

202
4.12.3. HOUSE KEEPING
Good housekeeping is a must to maintain proper working conditions. The following
housekeeping measures will be implemented in the industry.
Regular cleaning of plant roads.
Regular cleaning of shop floors and flat roofs with trolley/truck mounted
type vacuum cleaners.
Regular wetting of roads with water.
Keeping all dedusting systems of the coke oven in good working order.
Keeping ventilation systems in good working order to avoid accumulation of
dust on equipment inside the room. The air filters will be regularly cleaned
as per the manufacturer's instructions.
Maintaining adequate green belts inside and along the plant for not only
suppression of noise and pollutant transportation but also for better
aesthetics.
Proper control of fugitive dust from sources inside coke oven plant including
open stock piles by spraying water.
4.12.4. MEDICAL FACILITIES
M/s SLR limited has occupation health center to provide following medical services to
the employees
Health and safety related displays will be exhibited at strategic locations in the
industry.
Workers are educated workers on health, hygiene and safety and trained in
occupational health safety.
General treatment and advice to the employee.
Maintenance of Medicines.
Spirometry, Pulse-oxyeometry, X-rays and other routine and specific tests will
be conducted and submitted to authorities.
First aid facilities will be provided at different locations. Further first aiders will
be trained from refuted training institute.
Workers are trained to assist emergency management in case of any such
incidences

203
House keeping in the industry and sanitation in utility rooms, canteen. Rest
rooms and other places will be given top priority.
House Keeping Training will be imparted to 10 workers and 5 supervisors from
refuted management institute.
The workers exposed to noisy equipment shall be provided with ear muffs. If
necessary, the duty hours will be rotated, so that noise exposure time is kept
within specified limits.
Regular health check up of the workers will be carried out and health records
of individual workers in form No.16 as per factory Act will be maintained. Each
worker will have a baseline medical check up at the time of joining followed by
annual medical check up.
Maintaining hygienic conditions in areas like canteen, drinking water sources
and toilets.
Keeping all dedusting systems of the plant in good working order.
The coke oven roof courses will be provided with insulation materials.
As specified by MOEF, the Life Cycle Assessment (LCA) study will be
conducted for the workers.
4.13 TRAFFIC DENSITY AND ITS IMPACT ON ENVIRONMENT
After expansion of the project the transportation of material to and from industry will
be enhanced. Expansion is basically a production of down stream or associated
products with out the use of additional ore or other raw materials. Earlier coke was
imported and used in the blast furnace. In the proposed plant coke is manufactured
from coking coal. Hence, Coal will be procured to the industry instead of Coke.
Additional low grade coal is also procured for use in producer gas plant and other
furnaces. Liquid fuels needed in heating furnace are procured from refineries located
in Mangalore. In the present plant pig iron is manufactured and sent to the consumers
through lorry transport. After expansion, instead of pig iron rolled and casted steel
products will be sent to the consumers through lorry transport. Hence, the quantity of
product transported from the industry will be nearly same even after expansion of the
project.
The materials from and to the site are transported mainly through lorry vehicles.
These vehicals move mainly through Hospet-Harihar State high way and Chitradurga-
Solapur national high way (NH-13). These high ways consists of 4/6 lines and well

204
developed. The traffic density on this road is much less than its allowable limits. The
existing traffic and additional traffic due to expansion are given below.
4.13.1. TRAFFIC SURVEY
Traffic survey is the study of flow of traffic/vehicles, designing and operating traffic
system to achieve safe and efficient movement of vehicles, persons and goods.
Traffic studies are carried out to analyse the traffic characteristics. These surveys are
conducted to assess the impact of traffic with reference to road safety and carrying
capacity of roads. This will help to in deciding the geometric design feature and traffic
control for safe and efficient traffic movements. The density of vehicles on the road is
given in Table-4.14.
Passenger Car Unit ( PCU)
PCU different classes of vehicles such as cars, vans, buses, trucks, auto rickshaws,
motor cycles, pedal cycles, bullock carts, etc are found to use the common road way
facilities without segregation on most of the roads in developing countries like India.
The flow of traffic with unrestricted mixing of different vehicle classes on the road
ways forms the heterogeneous traffic flow or the mixed traffic flow. It is a common
practice to consider the passenger car as the standard vehicle unit to convert the
other vehicle classes and this unit is called as Passenger Car Unit or PCU. Thus in
mixed traffic flow, the traffic volume and capacity are generally expressed as PCU per
hour or PCU/lane/hour and the traffic density as PCU per km length of lane.
Recommended PCU units for the practiced purposes are given below.
Types of vehicles Equivalent PCUPassenger car 1.00
Motorcycle 0.33Light van 1.25
Medium Lorry 1.75Heavy Lorry 2.25
Bus 2.25Trailer 2.25
3-Wheeler 0.55
Table-4.14 Data of Traffic Survey on Chitradurga-Solapur HighWay

205
Date Time Twowheeler
Threewheelers
Light
vehicles
Heavyvehicles
Total
26.12.2013 08AM to 10AM 322 52 207 102 68326.12.2013 11AM to 01PM 229 61 240 177 70726.12.2013 02PM to 04PM 160 45 260 196 66126.12.2013 05PM to 07PM 296 49 296 208 849
Total 1007 207 1003 683 2990Total in P.C.U. 538 114 1134 1762
08.01.2014 08AM to 10AM 311 48 225 120 70408.01.2014 11AM to 01PM 289 69 248 147 75308.01.2014 02PM to 04PM 296 43 266 194 79908.01.2014 05PM to 07PM 315 51 236 165 767
Total 1211 211 975 626 3023Total in P.C.U. 532 116 1375 1847
05.02.2014 08AM to 10AM 336 58 216 199 80905.02.2014 11AM to 01PM 291 57 258 171 77705.02.2014 02PM to 04PM 306 47 249 198 80005.02.2014 05PM to 07PM 328 44 231 213 816
Total 1261 206 954 781 3202Total in P.C.U. 548 68 1354 1757
4.13.2. TRANSPORTATION DUE TO THE PROPOSED PROJECT
4.13.2.1 PERSONNEL
A maximum of 300 persons will be engaged in construction works. Construction period is
about 3 months. They use company vehicle facilities, public transportation and own vehicles.
During operation a maximum of about 450 persons (inclusive of employees and visitors) are
attending the industry. A total of about 8 visits by buses, 40 visits by four wheelers and about
60 visits by two wheelers will made to the industry for transportation of personnel.
4.13.2.2. MATERIAL
A maximum of construction material including gravel, sand, stone, steel, bricks and
other construction material & machinery etc. transported per day will be about 40.
During operation, additional transportation of goods will be relatively as explained in
section 7.1. Additional transportation of goods will be about 40 lorry transports per
day. Additional traffic due to the proposed expansion project is given below.
ADDITION OF TRAFFIC DUE TO THE PROPOSED EXPANSION PROJECT

206
Traffic Vehicle
Daily max.
Hourly max
Two wheelers 40 8
Light vehicles (CPU) 60 10
Heavy vehicles 48 6
4.13.3. IMPACTS
The transportation density on the road is likely to increases by about 5 %. The road is
a major double/four line road and has adequate capacity to take the additional
vehicular load.
Lorries carrying solid material will be covered with tarpaulin. Road side tree plantation
is already present. The industry will take measures to plant additional plantation on
road sides. Bell mouth shape geometry will be provided at entry and exit gates.
Considering the facilities as above the impact of additional transportation on road will
be insignificant.
4.14 CHARTER ON CORPORATE RESPONSIBILITY FOR ENVIRONMENTALPROTECTION (CREP) (Evolved by CPCB, MOEF-2003 for 17 Categories ofIndustries)
CREP Norms applicable to integrated steel industries is given in Annexure--8
Compliance to CREP norms by the present Integrated Steel Industry consisting of
existing Blast furnace and Sinter plant and the proposed Steel plant, Rolling mill and
Non recovery type Coke oven plant are given below.
4.14.1. COKE OVEN PLANTS
The proposed non recovery type coke oven plant will be designed to meet the notified
standards under EPA for the parameters PLD ( % leaking doors), PLL ( % leaking
lids), PLO ( % leaking off take).

207
4.14.2. STEEL MELT FURNACE
Fugitive emissions will be completely removed in the proposed SMS by installation of
secondary de-dusting facilities including collection hood, ID fan, Bag filter, duct and
stack.
4.14.3. BLAST FURNACE
The existing blast furnace is incorporated with direct injection of reducing agents.
4.14.4. Solid Waste / Hazardous Waste Management
A. Utilization of Steel Melting Shop (SMS) / Blast Furnace (BF) slag,
B.F. slag is completely utilized in preparation concrete mix for use in the production of
concrete blocks, concrete road and other concrete works in the industry. This is also
sent to other consumers for use in cement making, concrete block, concrete roads.
B. Hazardous Waste
The tar produced in producer gas plant will be used as fuel in the proposed cokeoven plant.
The hazardous wastes such as coal tar ( 77 T/yr) from producer gas plant and usedoil generated from gears, hydraulic machine and diesel engine ( 36 T/yr ) areinventoried as per Hazardous Wastes (M. & H.) Rules-1989 (and as amended in2000).
4.14.5. Water Conservation/Water Pollution
After proposed expansion, the total production of plat products will be 900 T/d and
the water consumption will be 4626 m3/d. This amounts to the specific water
consumption of 4.7 m3/d. This is well within the limits for long products. The water
consumption given above includes the water usage in power plant, coke oven plant,
oxygen plant and producer gas plant.
Continuous stack monitoring system with with periodic calibration has already been
installed in the existing project. Similar systems will be installed in the proposed plant.
It is proposed to implement Life Cycle Assessment (LCA) study as sponsored by
MOEF during execution of the proposed project..
The industry will adopt the following clean technologies measures in the proposedproject to improve the performance of industry towards production, energy landenvironment.

208
Energy recovery of top Blast Furnace (BF) gas.
Use of Tar-free runner linings.
De-dusting of cast house at tap holes, runners, skimmers ladle and charging
points.
Suppression of fugitive emissions using nitrogen gas or other inert gas.
To study the possibility of slag and fly ash transportation back to the abandoned
mines, to the abandoned mines, to fill up the cavities through empty railway
wagons while they return back to the mines and its implementation.
Processing of the waste containing flux and ferrous wastes through waste
recycling plant.
To implement rainwater harvesting.
Reduction Green House Gasses by:
- Reduction in power consumption.
- Use of by-products gases for power generation.
- Promotion of energy Optimization technology including energy/audit.
To set targets for Resources conservation such as Raw material, energy and
water consumption to match international standards.
Up gradation in the monitoring and analysis facilities for air and water pollution.
Also to impart elaborate training to the manpower so that realistic data is obtained
in the environmental monitoring laboratories.
To improve overall house keeping.
4.15 FEASIBILITY OF CARBON CREDIT SCHEME FOR THE PROJECT
The 6 MW power plant based on B.F gas in the existing project and the 9 MW power
plant based on coke oven off-gas in the proposed project will come under Clean
Development Mechanism (CDM) and therefore eligible for carbon credit. The
management has approached qualified consultants to conduct study and prepare
documents for CDM rating to the industry. The CDM project will be implemented
along with the execution of the proposed project.

CHAPTER -5
ANALYSIS OF ALTERNATIVES


209
CHAPTER-5
ANALYSIS OF ALTERNATIVES
(TECHNOLOGY AND SITE)
5.1 SITING OF PROJECT
M/s. SLR Metaliks Ltd. Has already established and operating an Iron making plant
at Narayanadevarakere village, Hagaribommanahalli Taluk, Bellary District,
Karnataka State to manufacture pig iron along with sinter product as input to pig iron
unit and blast furnace off-gas based power plant. All the units are fully operational
and running successfully. Now, the company propose to improve viability of the
existing project by the addition of facilities for the production of value added
downstream products with ready market opportunity such as alloy steel, rolled steel
products, metallurgical coke, coke oven gas based power plant, producer gas plant,
pulverized coal injection and oxygen plant in the existing Iron industry. Hence, the
location of the proposed project has necessarily to be at or adjacent to the existing
Iron industrial complex and therefore alternative sites are not considered.
The technology adopted will be more advanced with respect to resource consumption
and environmental sustainability.
5.1.1 ENVIRONMENTAL GUIDELINES Setting restrictions for the project depend on the sensitivity of the surrounding
environment. Sensitivity of the project site should be assessed in relation to its
proximity to the ecologically sensitive places. As per MoEF guidelines, following
aspects are to be considered while selecting the site:
i. Land procured should be minimum but sufficient to provide greenbelt. If treated
effluent is to be utilized for irrigation, additional agricultural land is to be made
available.
ii. Enough space for storing solid waste.
iii. Layout and form of the project must confirm to the landscape of the area
without affecting the existing scenic features.
iv. If associated township of the project is to be created, it must provide space for
phyto-graphic barrier between project and township and also should take into
account of wind direction.
v. The site should not be in migration route.

210
vi. It should not interfere with the natural water course
vii. Forest, agriculture and fertile and other specified lands to be avoided.
viii. The following distances maintained between the project and specified location
Estuaries: 200 m
Flood plains of riverine systems: 500 m
Highways and Railways: 500 m
Streams and rivers used for drinking water supply: 1500 m
Ecological and/or otherwise sensitive areas: 15 km
5.1.2 GENERAL CRITERION FOR SELECTION OF LOCATION The general criterion for site selection is:
Accessibility for easy disposal of effluents.
Proximity to availability of perennial water supply, raw materials, skilled and
unskilled manpower.
Access to power supply from KPTCL/ own captive generation.
Further important details to be checked up about the site are:
Soil conditions
Contour survey
Rainfall in the area
Ground water resources / potential
Weather conditions, maximum and minimum temperature, humidity etc.
Seismographic soundness of the place.
5.1.3 SITE REQUIREMENT AND PROPOSED LOCATION The Company has obtained environmental clearance from MOEF, GOI, New Delhi
and CFO from KSPCB Bangalore for the existing project. The proposed project is
expansion of the existing industry and therefore no alternate sites are considered.
The proposed project is to be located East side of the existing industrial premises. 90
acres of land is already allocated by KIADB for the proposed expansion project and
another 100 acres is under process through KIADB. Expansion is proposed in the
additionally procured land for the proposed plants.
5.1.3.1 AVAILABILITY OF RAW MATERIAL/FUEL
Fluxes and additives will be purchased from local market

211
Metallurgical Coke –will be imported/ procured from Indian Sources.
Scrap,billets, blooms, DRI will be purchased from nearby pig iron plant & steel
plants.
5.1.3.2. AVAILABILITY OF WATER SUPPLY
The industry has obtained permission to draw water from the Tungabhadra river
back water source. A water reservoir of about 8 months capacity is provided and this
is filled up during river flood period. The availability of water from the source is found
to be adequate to meet the requirement of the industry.
5.1.3.3. EFFLUENT DISPOSAL
The effluent generated from the steel industrial complex will be treated to standards
and the treated effluent used on land for development of greenery and green belt.
The treated effluent is also used to spray on land and roads for dust suppression.
5.1.3.4. AVAILABILITY OF INFRASTRUCTURAL FACILITY
Industrial infrastructural facilities such as roads, transport, security, water, power,
administration etc. are available at the site. Community facilities such as quarters,
medical services, education and training facility etc. are available in the vicinity of the
site.
5.2 ENVIRONMENTAL FEATURES OF SITE
The area experiences a dry climate. Summer temperature is high touching 420C.
There are no eco-sensitive locations such as bio-sphere, mangrove, protected forest,
National parks etc. or environmental sensitive locations such as protected
monuments, historical places within 25 km from the site. However, Tungabhadra river
is at 5 km and back water of Tungabhadra dam is at 600-700 m from the site. The
industry has taken protective measures as per MOEF guide lines to avoid adverse
environmental consequence of the project activities on river or dam.

212
5.3 TECHNOLOGY/ PROCESS The process selection is done based on the following considerations:
i. Least stress on resources including raw materials and utilities
ii. Reduce, Recycle and Reuse of wastes
iii. Least or no pollution from the industry
iv. Least or no risk to human and property
v. Least or no adverse impacts on environment
The technology options for the proposed plant were considered based on efficient
utilization of raw materials, fuel, power and water.
5.4 NO PROJECT OPTION No project option is considered mainly with respect to:
i. Utilization of natural resources
ii. Environmental impacts, harmful or beneficial
iii. Benefits of the industry to the society
The project is proposed mainly for the purpose of best utilization of existing
infrastructural facilities including land, water, manpower, roads etc. The expansion
project does not involve any additional ore. The project is mainly for value added
products such as steel and rolled products utilizing already available B.F iron. Coke
will be produced to meet the its requirement in the existing Blast furnace plant.
Oxygen and nitrogen requirement to the steel plant will be met from the proposed air
separation unit. Power plant is based on waste heat available in coke oven off-gas.
The proposed project will not cause depletion of natural resources or the significant
adverse impacts on environment. On the contrary, it will produce value added
products of national importance resources such as steel with low resource utilization.
Hence, “No Project Option” is not considered.

CHAPTER -6
ENVIRONMENT MONITORING
PROGRAM


213
CHAPTER – 6
ENVIRONMENTAL MONITORING PROGRAM
6.1 INTRODUCTION
The Environmental Management Plan as presented in the previous sections for
various components of the environment needs to be monitored for its effectiveness.
Regular monitoring of environmental parameters is of immense importance to assess
the status of environment during project operations. With the knowledge of baseline
conditions, the monitoring programmed will serve as an indicator for any deterioration
in environmental conditions due to operation of the project, to enable taking up
suitable mitigation steps in time to safeguard the environment. Monitoring is as
important as that of control of pollution since the efficiency of control measures can
be determined by monitoring.
6.2 ENVIRONMENTAL MONITORING AND REPORTING PROCEDURE
M/s SLR Metaliks Ltd has set up Environmental Monitoring Cell (EMC) to review the
effectiveness of environment management system during construction and
operational phase of proposed integrated steel and other associated facilities. EMC
will work out a schedule for monitoring and will meet regularly to review the
effectiveness of the EMP implementation. The data collected on various EMP
measures would be reviewed by EMC and if needed corrective action will be
formulated for implementation.
Monitoring shall confirm that commitments are being met. This may take the form of
direct measurement and recording of quantitative information, such as amounts and
concentrations of discharges, emissions and wastes, for measurement against
corporate or statutory standards, consent limits or targets. It may also require
measurement of ambient environmental quality in the vicinity of a site using
ecological / biological, Physical and chemical indicators. Monitoring may include
socio-economic interaction, through local liaison activities or even assessment of
complaints.
The preventive approach to management may also require monitoring of process
inputs, for example, type and stocks of chemical use, resource consumption,
equipment and plant performance etc.

214
The key aims of monitoring are, first, to ensure that results/conditions are as forecast
during the planning stage, and where they are not, to pinpoint the cause and
implement action to remedy the situation. A second objective is to verify the
evaluations made during the planning process, in particular in risk and impact
assessments and standard and target setting and to measure operational and
process efficiency. Monitoring will also be required to meet compliance with statutory
and corporate requirements.
6.3 OBJECTIVES OF MONITORING
The Objectives of monitoring are:
Verify effectiveness of planning decisions.
Measure effectiveness of operational procedures.
Confirm statutory and corporate compliance.
Identify unexpected changes.
6.4 MONITORING METHODS AND DATA ANALYSIS
All environmental monitoring and relevant operational data will be stored in a
relational database and linked MIS system. This will enable efficient retrieval and
storage and interpretation of the data. Regular data extracts and interpretive reports
will be sent to the regulator.
6.4.1 AIR QUALITY MONITORING
6.4.1.1 STACK MONITORING
The emissions from all the stacks will be monitored regularly. The exit gas
temperature, velocity and pollutant concentrations will be measured. Any
unacceptable deviation from the design values will be thoroughly examined and
appropriate action will be taken. Air blowers will be checked for any drop in exit gas
velocity.
6.4.1.2 WORK ZONE MONITORING
The concentration of air borne pollutants in the workspace / work zone environment
will be monitored periodically. If concentrations higher than threshold limit values are
observed, the source of fugitive emissions will be identified and necessary measures

215
may be taken. Methane and non-methane hydrocarbons shall be monitored in work
zone. If the levels are high suitable measures as detailed in EMP shall be initiated.
6.4.1.3 AMBIENT AIR QUALITY MONITORING
The ambient concentrations of SPM, SO2, NOX, CO and HC in the ambient air will be
monitored at regular intervals. Any abnormal rise will be investigated to identify the
causes, and appropriate action will be initiated. Green belt shall be developed for
minimizing dust propagation. The ambient air quality data should be transferred and
processed in a centralized computer facility equipped with required software. Trend
and statistical analysis should be done.
6.4.2 NOISE LEVELS
Noise levels in the work zone environment such as storage terminal, power
generating locations, etc. shall be monitored. The frequency shall be once in three
months in the work zone. Similarly, ambient noise levels near habitations shall also
be monitored once in three months. Audiometric tests should be conducted
periodically for the employees working close to the high noise sources.
6. 4.3 WATER AND WASTEWATER QUALITY MONITORING
To ensure a strict control over the water consumption, flow meters shall be installed
for all major inlets. All leakages and excess shall be identified and rectified. In
addition, periodic water audits will be conducted to explore further possibilities for
water conservation.
Methods prescribed in “Standard Methods for Examination of water and Wastewater”
prepared and published jointly by American Public Health Association (APHA),
American Water Works Association (AWWA) and Water Pollution Control Federation
(WPCF); Manual on water and wastewater Analysis published by NEERI, Nagpur are
recommended.
6.4.3.1 MONITORING OF WASTEWATER
All the Wastewater streams in the project area shall be regularly monitored for flow
rate and physical and chemical characteristics. Such analysis is carried out for
wastewater at the source of generation, at the point of influent into the wastewater
treatment plant and at the effluent point for final discharge / injection into deep

216
ground. These data are properly documented and compared against the design
values for any necessary corrective action.
6.4.3.2 MONITORING OF GROUNDWATER
In order to detect any contamination of the groundwater due to leakage from any
storage tanks and other associated activities, groundwater samples shall be taken
from representative locations periodically and analyzed for necessary corrective
actions, if any.
6.4.4 LAND ENVIRONMENT
The following parameters should be monitored for land environment.
The effectiveness and constant strengthening of green belt development should
be made in and around the project site and associated facilities.
6.4.5 BIOLOGICAL ENVIRONMENT
Development of green belt with carefully selected plant species is of prime
importance due to their capacity to reduce air and noise pollution impacts by
attenuation / assimilation and for providing food and habitat for local micro and
macro fauna. This not only overcomes the problem but also enhances the beauty
of area that will attract bird and insect species and by this way ecology of the area
will maintain to great extent.
The planting of evergreen species may have certain advantages that may reduce
the environmental pollution.
Survival rate of the planted trees should be closely monitored and the trees which
not survive should be counted. Equal number of trees should be replaced and
their survival should be replaced and their survival should be closely monitored.
Treated sewage and effluent in the best combination should be used for green
belt development. The rain water harvesting should be done. Water scarcity
should not be the reason for not expanding and strengthening green belt.
6.4.6 SOCIO-ECONOMIC ENVIRONMENT
In order to mitigate the impacts likely to arise out of the proposed project and also
to maintain goodwill of local people for the proposed project, it is necessary to
take steps for improving the social environment. Necessary social welfare

217
measures by the industry shall be useful in gaining public confidence depending
on local requirement.
Some basic amenities, viz. education, safe drinking water supply, regular medical
check up in the villages may be taken up.
Formal and informal training to be provided to the employees of the effected
villages due to the project shall be taken up on priority basis. Job oriented skill
training, courses may be organized.
Personal protective facilities like helmets, safety (gas) mask / safety dress, shoes
etc. to be ensured for all workers, engaged in operation of process units within
terminal complex.
6.5 REPORTING SCHEDULES OF THE MONITORING DATA
It is proposed that voluntary reporting of environmental performance with reference to
the EMP should be undertaken. The environmental monitoring cell shall co-ordinate
all monitoring programmers at site and data thus generated shall be regularly
furnished to the state regulatory agencies. The frequency of reporting shall be on six
monthly basis to the local SPCB officials and to regional office of MoEF. The
Environmental Audit reports shall be prepared for the entire year of operations and
shall be regularly submitted to regulatory authorities. The frequency of monitoring and
the parameters to be analysis etc. is presented in Table- 6.1
6.6 INFRASTRUCTURE FOR MONITORING OF ENVIRONMENTAL PROTECTION
MEASURES
Monitoring of environmental components during operation phase is a part and parcel
of the environmental mitigation measures. Only frequent monitoring can assess the
functioning and efficiency of all pollution control equipment. Thus the project
proponent has to establish a separate full-fledged environmental laboratory to monitor
air, water, noise level in the plant. Monitoring activity is mainly envisaged for stack
emission, raw water quality, treated effluent quality to analyze the performance of
effluent treatment plant, noise level in the working areas. SLR Metaliks Ltd has
already established and managed environmental monitoring plan. This will be suitably
improved to include the additional scope defined due to the expansion project.

218
A well-equipped laboratory with consumable items shall be provided for monitoring of
environmental parameters in the site. Alternatively, monitoring can be outsourced to a
recognized reputed laboratory. The following equipment and consumable items shall
be made available in the site for environmental monitoring.
Air quality and Meteorology
High volume samplers, Stack monitoring kit, Respirable Dust sampler, Central
Weather Monitoring Station, Spectrophotometer (Visible range), Single pan balance,
Flame photometer, Relevant chemicals as per IS:5182.
Water and Wastewater Quality
The sampling shall be done as per the standard procedures laid down by IS:2488.
The equipments and consumables required are:
BOD incubator, COD reflex set-up, Refrigerator, Oven, Stop watch, Thermometer, pH
meter, Distilled water plant, pipette sets, Titration set, Dissolved Oxygen Analyzer,
Relevant chemicals.
Noise Levels
Noise monitoring shall be done utilizing an integrating sound level meter to record
noise levels in different scales like A-weighting with slow and fast response options.
6.7 SAMPLING SCHEDULE AND LOCATIONS
Systematic monitoring of various environmental parameters is to be carried out on
regular basis to ascertain the following
i. Pollution status within the plant and in its vicinity.
ii. Generate data for predictive or corrective purpose in respect of pollution.
iii. Effectiveness of pollution control measures and control facilities.
iv. To assess environmental impacts.
v. To follow the trend of parameters which have been identified as critical;
The environmental quality monitoring program shall be carried out in the impact
zones with suitable sampling stations and frequency for the parameters identified. For
conventional pollutants the methods prescribed in “Standard methods for Water and
Wastewater Analysis” published by APHA, AWWA & WPCF should be strictly
adhered. Environmental monitoring schedules are prepared covering various phases

219
of project advancement, such as constructional phase & regular operational phase.
Post Project Monitoring Plan with environmental attributes and schedule of monitoring
is given in Table 6.1.
Table 6.1: Post project monitoring schedule
Sl.
No. Particulars Location
Frequency &
Duration
Parameters
1 Metereology 1 No. at site
Continuous
using auto
weather
station
Max. & Min.
Temp., Rain
Fall, Rel.
Humidity, Atm.
Pr., Wind Dir. &
Speed,
2 AIR QUALITY
2.1 Ambient air quality
2 no.s downwind
direction and one
each in upward and
crosswind direction.
24 hr., 2
consecutive
working days
a week, ,
PM, SO2, NOX,
CO, HC
2.2 Stack emission Sampling port of
Stack
Once a
Month
PM, SO2, NOX ,
CO, HC (non
methane),
Temp. Velocity,
Temp.
2.3 Fugitive emissions
At specified locations
( crusher, screen,
loading, unloading)
Once a
Month
SPM
3 WATER QUALITY
3.1 Ground water 6 Locations Monthly
Physico-
chemical,
3.2 Ground water near
solid storage area Specified Locations Quarterly
Physico-
chemical with
heavy metals,
3.3 Surface water 2 location at each
source Monthly
Physic-
chemical, Org.,
Bacteriologic.
3.4
Surface water
(susceptible to
contamination)
At each source Quarterly
Physic-
chemical, Org.,
Bacteriologic.
& heavy metals
6 Effluent water At inlet and out let of
ETP Daily
Physic-
chemical, Org.
& heavy metals
and as

220
specified by
KSPCB
5 Soil 6 Locations at &
around premise
Pre & post
monsoon
Physic-
chemical, Org.
& heavy metals
7
Noise level, work
zone
(hourly)
12 specified
locations (Crusher,
screen, Turbine
house, At fans &
compressors, Rolling
mill.)
Once a
month
Day & Night
noise level
8 Water utilization,
m3/d
For process,
domestic, cooling
and boiler
Daily
m3
9 Power utilization
For air pollution
control facility (ESP)
and for ETP
Daily
KWH
10 Health Check All plant personnel Yearly As specified by
authorities
11 Traffic density
12 Socio-economic
status
13 Ecological Green belt Seasonal Survival rate
6.8 COMPLIANCES TO ENVIRONMENTAL STATUTES
This industry is law-abiding and the Environmental Statutes are proposed to be
complied with letter and spirit.
1) Carrying out “Environmental Audit Statement” of various environmental aspects,
review the environmental policies with the help of experts and make the up
gradation /changes accordingly.
2) Submission of the “Environmental Statement” to the State Pollution Control Board
in Form V under Rule 14 of the Environment (Protection) Second Amendment
Rules 1992 of the Environment (Protection) Act, 1986.
3) Renewal of Consent to Operate under the Water and Air Acts.
4) Filing the Cess returns to the State PCB under the Water (Prevention and Control
of Pollution) Cess Act, 1977.
5) Renewal of the Hazardous Waste Authorization under sub-rule 3 of the
Hazardous Waste (Management and Handling) Rules, 1989.
6.9 MONITORING OF COMPLIANCES TO STATUTORY CONDITIONS
Environmental clearance from KSPCB and MOEF is always accompanied by the
specified terms and conditions. Necessary measures are taken to comply with these

221
conditions. Environmental Cell and the associated staff will monitor the compliances
regularly.
6.10 FINANCIAL ALLOCATION FOR ENVIRONMENTAL ASPECTS
Table 6.2: Financial allocation/budgetary provisions for environmental management aspects
Sl.
No. Particulars
Amount,
Rs. in Lakhs
1
Capital Investment on EMP facilities
3174.00
Air pollution control
Water pollution control
Laboratory and monitoring
Green belt & greenery development, rain water
harvesting, landscape development, health chekup of
employees and contractors
Environment awareness programs 200.00
Total EMP cost 3374.00
2
Recurring Cost of Operation and Maintenance
318.00
Air pollution control
Water pollution control
Greenery, water harvesting and land scape
maintenance
Laboratory & Monitoring of Environmental Quality
Total recurring cost 318.00
6.11 SUCCESS INDICATORS The success of the sincere and honest efforts put in, will be judged by various
indicators, such as –
1. No complaint from the villagers regarding transfer of lands.
2. No complaint f rom the customers regarding quality of product and delivery
schedule.
3. No complaints from Government or Non-Government Authorities and Public.
4. Statistics of Health, Safety and Environment maintained.
5. Other Promoters come to seek our advice.
Demonstration to others for rainwater harvesting, environmental status report,
environmental statements (annually), cess returns (monthly), groundwater
recharging, sand-substitute ash, plastic-free packing, care for disabled etc.


CHAPTER -7
ADDITIONAL STUDIES


222
CHAPTER 7
ADDITIONAL STUDIES
7.1 PUBLIC HEARING AND CONSULTATION
M/s SLR Metaliks Ltd are presently, operating an iron making industry consisting of
one 262 cubic meter capacity Blast Furnace with 2, 00 ,000 TPA.pig iron production
along with a 33 m2 Sinter Plant with 3,31,000TPA. Surplus Blast Furnace Gas is
being utilized to produce 6 MW of electrical power. The industry is located at
Narayanadevarakere village, Hagaribommanahalli Taluk, Bellary District, Karnataka
State. All the units are fully operational. The plant at present produces pig iron for use
in steel making and foundries.
M/s SLR Metaliks propose to improve viability of the existing project by the addition of
facilities for the production of value added downstream products with ready market
opportunity such as alloy steel, rolled steel products, metallurgical coke, coke oven
gas based power producer gas plant pulverized coal injection and oxygen in the
existing steel industry.
Expert Appraisal Committee(Industry), MOEF, GOI, New Delhi during their meeting
held during 28-30th November, 2013 has specified TOR and scoping for EIA studies
and preparation of EIA report (vide F.No.J-11011/257/2013-IA-II(I)) . Further, they
have advised the company to approach KSPCB along with Draft EIA Report for
conduct of Public Hearing. Accordingly, the company has conducted EIA studies
and draft EIA report prepared and approached KSPCB, Bangalore with a request to
arrange the Public Hearing.
The Company will participate in the public hearing and make presentation of the
proposed project. The observations made by the public will be attended and
incorporating the same final EIA Report will be prepared for submission to MOEF
GOI New Delhi.
7.2 RISK ASSESSMENT 7.2.1 PURPOSE An industry with its complex nature of activities involving various plant machineries,
raw materials, products, operations, intermediates and environmental discharge has
a number of associated hazards. A minor failure can lead to major failure resulting

223
into a disaster causing heavy losses to life, property and environment. Risk
assessment studies are being conducted to ensure safety and reliability of any new
plant, through systematic and scientific methods to identify possible failures and
prevent their occurrences before they actually cause disasters and production loss.
7.2.2 OBJECTIVES
The distillery involves storage and handling of large quantity of ethanol which is
flammable and explosive under unfavorable situations. To ensure safe operation of
the plant, it is proposed to carry out the Risk Analysis Study with the following
objectives
1. To identify the major hazards relating to fire, explosion and toxicity due to
storage and handling of hazardous chemicals.
2. To visualize maximum credible accident scenarios
3. To analyze and quantify primary and secondary effects and damage
potentials of the identified maximum credible accident scenarios using
standard procedure.
4. To study the nature of exposures, pathways and consequences of
maximum credible accident scenarios and characteristics of risk levels.
5. To provide guidelines for disaster management plan.
Risk assessment studies have been carried out to assess the worst case scenarios of
the plant operations to formulate an emergency management plan.
7.3 DISASTER MANAGEMENT PLAN (DMP)
A comprehensive DMP that will be implemented in the industry as presented below.
7.3.1 OBJECTIVES
• To localize the emergency
• To minimize the consequences
• To ensure that following concepts are considered, namely rescue, first aid,
evacuation, rehabilitation, spreading the information.
7.3.2 ELEMENTS OF ON-SITE EMERGENCY PLAN
• Assess the size of event
• Plan formulation and liason

224
• Actions like: Raise alarm, communication within and outside
• Appoint key personnel and deploy. Appoint Controller.
• Emergency Control Center
• Action on site
• Action off-site.
• Alarm and visual signals at strategic points, first alert sent to Incidence
Controller.
7.3.3 ORGANIZATION
Table 7.1 Organization Chart
Chief Controller of Disasters (Factory General Manager)
Team-1 Team-2 Team-3 Team-4 Team-5 Team-6
Area Co-Ordinator
Medical Co-Ordinator
Material Co-Ordinator
Fire-Safety Co-Ordinator
PR Co-Odinator
Security Co-Ordinator
plant Manager
Chief Chemist
Civil Engineer
Power plant Manager
HR Manager
Security Officer
7.3.4 DUTY ALLOCATION
1. Chief Disaster Controller (Chief Operating Officer)
• Take control and declare emergency
• Be there
• Contact Authorities
2. Area Co-ordinator
• Take steps. Make emergency shut-down of activities. Put everything in
safe condition.
• Evacuate.
• Commence initial fire-fighting, till Fire Department comes to take up.
• Identify materials requirements and call Material Manager.
3. Medical Co-ordinator
• Establish Emergency Center, Treat affected persons, Transfer/Remove
Patients
• Assign and Deploy staff
• Contact Authorities

225
4. Material Co-ordinator
• Dispatch necessary supplies
• Arrange purchases
5. Fire & Safety Co-ordinator
• Overall incharge for Fire and Safety.
• Coordinate with area coordinator and direct the operations
• Cordinate with City and other fire-tenderers.
6. PR & Security Co-ordinator
• Remove crowd
• Arrange gate security
• Contact Police
• Arrange evacuation
• Contact outside Agencies if asked.
• Handle news media
• Mobilize vehicles
• Arrange food, clothing to Officers inside.
7. Emergency Control Center
• Adequate Internal phones
• Adequate external phones
• Workers tally
• Map showing hazardous storages, fire horns, safety equipments, gates and
side gates, assembly points, list of persons.
8. Action on Site
• Evacuate. Non-essential people first at assembly point
• Persons accounting
• Record of next-of-kin
• Public relations
9. Post Disaster Analysis
• Why it happened?
• Whether on-site operations failed? In what respect?
• How to avoid such failure in future?

226
• Report to be submitted in detail to Authorities.
• Compensation arrangements if any, commenced?
• Call suggestions on shortfalls observed.
• Give rewards openly, pull defaulters individually.
7.4 INDUSTRIAL HAZARDS AND SAFETY
Maintenance of occupational safety and health is very closely related to productivity
and good employer-employee relationship. The plant will be operated in compliance
with all applicable safety and health laws and regulations. For occupational safety
following measures will be incorporated in the proposed plant.
7.4.1 HAZARD IDENTIFICATION
Safety Audit will be conducted by qualified technical personnel to study the
installation and activities of the industry and to suggest measures to protect
personnel and property against the risks. The areas of possible hazardous incident
are given for follow up action:
i. Fire in coal & coke storage yard, and diesel storage tanks.
ii. Electric Short circuit and consequent fire accident.
iii. Any likely sort of explosion in Boiler area
iv. Puncture of Boiler tubes.
v. Bursting of pipeline joints.
vi. Fall from high level structures
i. Fire in Coal & Coke storage yard & Diesel storage tank
This may occur on account of external cause. Both coal & coke have very high flash
point and do not catch fire at normal temperatures. Coal/Coke fires are slow
progressive in nature and are controlled by simply by spraying plenty of water .
ii. Short circuit and consequent fire accident
The electrical short circuit may happen in any of the plant area due to poor insulation
of the equipments.
iii. Explosion Hazard

227
Explosion is expected due to bursting of high pressure equipments like boiler, turbine
and pipe lines. The water required for Boiler is pumped and transferred to the boiler
by using high-pressure pumps. Also the high-pressure steam generated in the boiler
is sent to the turbine through the pipeline. This pipeline will have flanged joints, with
sandwich gaskets in between for better sealing. At times, due to water hammering
this gasket fails and leads to bursting of the flange joint.
7.4.2 FIRE FIGHTING FACILITIES
a. Water hydrant system
Fire hydrant system with hose pipe of 7 kg/cm2 pressure with hydrants are located
at in coke & coal storage yard and near diesel storage tank
A jockey pump and accessories. 50 m3/hr at 90 m head
Corrosion protected M.S. underground piping 150 mm dia. and 100 mm all
around the plant as closed loop
8 nos. single headed hydrants distributed around the plant at about 30 m
spacing to supply pressurized water for fire fighting.
10 nos. M.S. hydrant nose cabinet adjacent to each cabinet.
b. Fire extinguishers
Foam water : 2 each at main office and store.
CO2 type : 6 nos. one each at departmental office
and electrical installations.
DCP type : 8 nos. each at coke oven plant Sand buckets
: At different locations
c. Fire protective appliances
Two sets of fire safety appliances each consisting of following units are located at
store and alcohol storage, respectively.
Face masks & gas masks (2),
Face shield (2),
Helmet (6),
Safety belts (2),
Safety ladder (1)

228
d. Fire brigade
Fire brigade facilities available at H.B Halli will be utilized whenever need arises.
7.5 ON-SITE MANAGEMENT PLAN
The On-Site emergency plan will be circulated to all concerned members of
emergency teams. It is essential that all concerned familiarize themselves with the
overall on-site emergency plan and their respective roles and responsibilities during
and in emergency. They should also participate regularly in the mock drills that will
be conducted so as to keep themselves and the emergency organization in a state
of perpetual preparedness at all times to meet any emergency.
7.5.1 OBJECTIVES, SCOPE AND CONTENTS OF ON-SITE EMERGENCY PLAN
Objectives of Emergency Planning are to maximize the resource utilization and
combined efforts towards emergency operations and would broadly cover the
following.
1. To localize the emergency and if possible eliminate it.
2. To minimize the effects of accidents on people and property.
3. To take remedial measures in the quickest possible time to contain the
incident and control it with minimum damage.
4. To mobilize the internal resources and utilize them in the most effective
way.
5. To get help from the local community and government officials to
supplement internal manpower and resources.
6. To minimize the damage in other sections.
7. To keep the required emergency equipment in stock at right places and
ensure that they are in working condition.
8. To keep the concerned personnel fully trained in the use of emergency
equipment.
9. To give immediate warning to the surrounding localities in case of an
emergency situation arising.
10. To mobilize transport and medical treatment of the injured.
11. To educate the public in the surrounding villages regarding hazards.
12. To arrange for rescue and treatment of casualties.
13. To safe guard the people.

229
14. To identify the causalities and communicate to relatives.
15. To render necessary help to concerned.
16. To rehabilitate area affected.
17. To provide information to media & government agencies
7.5.2 SCOPE OF ONSITE EMERGENCY PLAN
The plan covers information regarding the properties of the Industry, type of
disasters and disaster/accident-prone zones, the actual disaster control plans
with authority delegation, controlling and other details. General details like
location, project layout, neighboring entities and the assistance they can render etc.,
are also provided.
The important elements considered in this plan are
Statutory requirements
Emergency organization
Roles and Responsibilities
Communications during emergency
Emergency shutdown & control of situation
Rescue & Rehabilitation
Emergency facilities
Important Information
The primary purpose of the on-site emergency plan or DMP is to control and contain
the incident and to prevent them from spreading. It is not possible to cover every
eventuality in the plan and the successful handling of the emergency will depend on
appropriate action and decisions being taken on the spot. Other important aspects
needing to be considered include the following:
7.6 EMERGENCY
A major emergency in any situation is one, which has the potential to cause
serious injury or loss of life, which may cause extensive damage to the structures in
the vicinity and environment and could result in serious disruption to normal
operation both inside and outside the industry premises. Depending on the
magnitude of the emergency, services of the outside agencies may also be required
for supplementing the internal effort to effectively handle the emergency and to
contain the damage.

230
The Management has to take effective steps to assess, minimize and wherever
feasible eliminate the risks to a large extent. Accidents may still occur and it is
necessary to be fully prepared to tackle all such emergencies if and when they
occur.
It is likely that the consequences of such emergencies will be confined to the
units concerned or may affect outside. If the consequences are confined within the
plant boundary, it is then termed as On Site Emergency and will be controlled by
Chief Emergency Controller.
In order to generate the plans it is necessary to first determine the kinds of
accidents leading to an emergency that can occur in the industry. The most
widely used technique in practice is based on experience accumulated over many
years and safety audits.
7.6.1 METHODOLOGY
The considerations in an emergency planning include the following: -
1. Identification and assessment of hazards and risks
2. Hazard, consequence analysis
3. Alarm and communication procedures
4. Identifying, appointment of personnel & assignment of responsibilities
5. Identification and equipping Emergency control centre, Identifying Assembly,
Rescue points, Medical facilities.
6. Emergency preparedness plan, procedures, steps to be taken before, during
and after emergency.
7. Formulation of plan and emergency sources.
8. Training rehearsal, evaluation and updating the plan.
7.6.2 STRUCTURE OF EMERGENCY MANAGEMENT
a. Noticing the accidents
b. Informing declarer of emergency
c. Declaration of emergency
d. Functions of declarer
e. Interaction with outside agencies

231
f. Emergency action plan & chart
g. Emergency action plan
h. In case of major emergency, the steps to be taken immediately by various
agencies are all follows.
Sl. No Step to be taken Agency
01 Noticing of emergency situation Operator / Supervisor
02 Assessment of Situation Section haed
03 Information to emergency Declarer HOD
04 Plant siren for declaring emergency depending on situation
Emergency Declarer
05 Shutdown of equipments /Plant Shop Head
06 Assessment of impact and organizing control measure
Incident / Site Controller
07 Proper function of control rooms Emergency controller
08 Co-ordination with outside agencies GM – HR
09 Control measures at site
(Rescue, evacuation, Fire Fighting etc.)
Incident Controller
10 Seeking help from outside, nearby factories.
Incident controller & safety Head
11 All clear Signal ( After controlling emergency situation)
Emergency Declarer
7.6.3 INFRASTRUCTURE AT EMERGENCY CONTROL CENTRE
Emergency control centers should therefore contain the following
An adequate number of external telephones; if possible, one should accept only
outgoing calls, in order to bypass jammed switchboards during an emergency.
An adequate number of internal telephones
Radio equipment
A plan of the works, to show:
Areas where there are large inventories of hazardous materials.
Sources of safety and first aid equipment.
The fire-fighting system and additional sources of water.
Site entrance and roadways, including up-to-date information on road Traffic.
Assembly points.

232
Vehicle parking and rail sidings.
Additional work and layout plans detailing alternate routes and affected areas,
during an emergency.
Note pads, pens and pencils.
A nominal role of employees.
A list of key personnel, with addresses, telephone numbers, etc.
The emergency control center should be sited in an area of minimum risk.
Suitable location from where clear view of the plant is possible or the control room
can be designated as Emergency Control Center. All the Site Controller/ Incident
Controller Officers, Senior Personnel would be located here or have access to the
ECC.
7.6.4 EMERGENCY MEDICAL FACILITIES
Stretchers, gas masks and general first aid materials for dealing with chemical
burns, fire burns, etc., would be maintained in the medical center as well as in the
Emergency Control Room. A range of medicines should be maintained in the ECC/
Medical Center. Breathing apparatus and other emergency medical equipment
should be provided and maintained.
The Medical Center should display poster for treating burns and first aid. Some
medicines and facilities to be kept in the medical center are suggested. The list is
indicative and the qualified doctors of the medical center should use their
professional judgment for medical treatment.
7.7 IDENTIFICATION AND ASSESSMENT OF HAZARDS
This stage is crucial to both on-site and off-site emergency planning and requires
systematic identification of all possible emergencies that could arise in the plants.
These should range from small events, which can be dealt by plant personnel
without any help from external agencies to the largest event that would require
outside help. To tackle such emergencies effectively, it is essential to have clear-cut
action plan. Experience has shown that for every occasion that the full potential of
an accident is realized, there are many occasions when some lesser event
occurs or when developing incident is made safe before reaching full potential.

233
Table 7.2 IDENTIFIED HAZARDS
Equipment Process Potential Hazard
Provision
BF Reduction of Iron Ore
Explosion, Gas leakage – air pollution
Gas leakage detection system, Strict follow up of Std Operating Practices
Blower House Generation of blast Noise Proper selection of machinery. Remote controlled, ear mufs
Stoves Pre heating of blast Gas leakage, Fire & Explosion
Safety inter-locking, gas detectors. Fire extinguishing cylinders
RMHS Raw material handling & transportation
Dust Closed system, dust extraction system / dry fog dust suppression system.
GCP – Dry type Cleaning of BF gas Dust & Gas leakage
Gas detector system, Fire extinguishing cylinders
Pump House Water pumping Noise Remote control system. Proper selection of m/c.
Compressor House Generation of compressed air.
Usage of compressed air for human body cleaning
Creation of awareness & training.
Pig casting machine
Pigging High ambient temperature . Spurting of HM.
Isolation, barricading, engg controls. Std operating practices.
Equipment Process Potential Hazard
Provision
Sinter Plant Crushing & Sintering Excess heat Isolation & unmanned operation
Power Plant Power generation Explosion, electric shocks. Steam leakage.
Safety inter locking, gas leakage detector system, Electrical safety gadgets & training. Insulation.

234
Switch Yard Receiving SS for voltage step down
Fire, electric shock
All electrical fittings and cable are provided as per the specified standards. Barricading. Restricted entry. Protection sys. Earthing. Smoke detectors. Switch Yard control
room ---- Fire in cable
galleries and switch
Sinter Plant Crushing & Sintering Excess heat Isolation & unmanned operation
Power Plant Power generation Explosion, electric shocks. Steam leakage.
Safety inter locking, gas leakage detector system, Electrical safety gadgets & training. Insulation.
Switch Yard Receiving SS for voltage step down
Fire, electric shock
All electrical fittings and cable are provided as per the specified standards. Barricading. Restricted entry. Protection sys. Earthlings. Smoke detectors. Switch Yard control
room ---- Fire in cable
galleries and switch
Table 7.3 Identified Occupational Health Hazards
Type of Hazard
Areas Preventive / Mitigation measures
Dust Raw material
handling &
storage yard
Will be transported in the trucks with tarpaulin covers.
Envisaged to install a truck tippler. Water sprinklers in the
yard. Covered conveyor belts for RM feeding to RMHS
bunkers as well to BF. Pneumatic conveyor for dust
handling from Dry GCP to Sinter. Providing personnel
protective equipments like respirators, caps, and aprons.
Development of greenery all around the yard. Developing
Roads, asphalting etc.
Noise Blower house,
ID fan house,
Turbine hall, Air
compressor
house, DG &
Selection of equipments confirming to standards. i.e. <
90dBA at 1 mtr distance. All these areas will be unmanned
due to high level automation. Suitable Ear muffs will
provided to the workers during inspections.
Green belt corridor will be developed along the periphery

235
Pump houses. of the plant.
Extreme
Heat
Cast house, Pig
Casting M/c,
Sintering plat
form,
Steam piping
Providing proper PPE like leg guards with shoes, Face
shield, leather hand gloves, Leather Aprons, helmets etc.
Thermal insulation for steam line. Providing fans,
personnel cooling devices, water showers etc.
BF Gas –
CO
BF Top, Stove,
GCP, Cast
house, Sinter
plat form, Boiler.
Online gas detector systems will be installed in addition to
portable CO monitors. O2 masks & kits will be provided.
7.8 RISK ANALYSIS
Steel plant being hazardous industry, it is expected to harbor major hazards which
warrant for a details Risk analysis study. Talking in to account the fact that the plant
is handling Toxic gases, molten metal, fuel oils & chemical the Risk analysis is made.
The Risk analysis is made both for existing plants & future projects.
Risk analysis purpose:
Risk analysis will help to identify & quantify the area of strengths & weakness &
provide actions for controlling risks & provide a basis for developing safety programs
& fire prevention & protection measures.
Risk analysis involves study of:
i) Identification of major hazards.
ii) Identifying failure scenario of release of gas or situations such as spillage of
chemicals or leakage of molten metal etc.
iii) Carrying out of effect and damage calculations.

236
iv) Deciding who are at risk – employees, contractors, visitors etc.,
v) Evaluate the risk in terms of likelihood & severity.
vi) Deciding whether the existing precautions / measures are adequate.
Method of Risk assessment:
i) This includes studying various hazards and control measures adopted to prevent
accidents. Wherever possible the estimation of DOW Explosion and toxicity Index
were also done in addition to PHA and other studies.
ii) Maximum Credible Scenario (MCA) with a maximum damage potential is studied.
iii)Dow Fire and Explosion Index: Index helps to categorize the hazardous
substances into lower or higher hazard potential and help to design safety measures
for storing and handling.
For determination of Toxicity and Fire and Explosion Index, the various factors are
considered.
a) Material Factors :Fire load, Flash point, Flammability, heat of Combustion,
Vapor pressure
b) General Process Hazards: Exothermic, endothermic reactors, process involving
mixing, burning, charging etc.
c) Special process hazards: Process Temperature, Pressures, Operation, correction,
Erosion etc, Engineering Judgment, Analysis of past accidents are also taken into
consideration.
Risk identified in iron & steel plant:
The risks involved in operation & maintenance of an integrated steel plant are
broadly classified in to following categories.
1. Mechanical Risks.
2. Electrical Risks.
3. Fire & explosion Risks.

237
4. High/low temperature exposure risks.
5. Toxic gases exposure risks.
6. Corrosive/reactive chemical exposure risks.
1. Mechanical & Electrical Risks
These two types of risks are of universal nature associated with any industrial activity
not specific to a particular plant & process.
Mechanical risks are generally encountered with injuries to head, limbs, eyes etc.
Usually as a result of negligence on the part of operating or maintenance personnel
in the use of improper tools, bypassing safety procedure, neglect of personal
protective wear & risk associated with rotating machinery.
Electrical risks which results in shock or burns are most of them a consequence of
poor maintenance, handling by unauthorized personnel & use of improper /
substandard electrical equipment for cables.
The above two types of risks normally do not cause Emergency situation.
2.Other types of Risks such as Fire & explosions, Toxic gas release, Chemical spills
involve the handling of molten metal, fuel oils, toxic gases & chemicals can create
emergency situations.
3.The details of materials involved, emergency scenario, consequence of incidents,
employee’s exposure & the level of risk associated with these activities are given in
summary of Risk analysis.
Table 7.4 Summary of Risk Analysis.
Sl. No
Scenario Envisaged Risk / causes Consequence Probability Of occurrence
1. Release of Toxic gas such as BF gas & coke oven gas
Inhalation of “CO”
Health Hazard (Unconsciousness etc.)
Occasional
2. Fire in fuel oil storage Ignition of Oil Major Fire Occasional
3. Catastrophic Rupture of LDO / FO storage Tank
Ignition of LDO / FO oil
Jet fire Remote
4. Chemical spills (HCl / FO storage Tank)
Ignition of LDO / FO oil
Exposure to corrosive Fumes of HCL & H2SO4 & chemical burns
Remote
5. Bursting / Explosion of LPG Ignition of gas Explosion & injuries to Remote

238
/ Acetylene cylinder men working
6. Molten metal explosion in Blast furnace & SMS
Puncture of ladle / furnace shell
Explosion & injuries to men working
Remote
7. Fire in Underground Cable galleries
Insulation failure & short circuit
Major Fire Remote
8. Boiler Explosion Over pressure due to failure of safety devices
Pressure wave / missile effect of exploded pieces
Remote
9. Catastrophic rupture of steam line
Over pressure Burns to Personnel Remote
7.9 RISK MANAGEMENT MEASURES
The risk management measures for the proposed project activities require adoption
of best safety practice at the respective construction zones within the works
boundary. In addition, the design and engineering of the proposed facilities will
take into consideration of the proposed protection measures for air and water
environment. The detailed risk management measures are listed below;
7.9.1 FURNACE
1. PREVENTIVE MEASURES
If any job is to be undertaken in EOF & BOF areas where the EOF & BOF gases
are toxic, the following procedure has to be laid down to ensure safety of men and
the equipment.
a) Gas Safety man will accompany the team and will test the atmosphere for the
presence of CO, before starting the work.
b) If `CO' concentration is found exceeding the safe limit, the job will be
undertaken using necessary safety appliances viz., Oxygen Breathing
Apparatus/ Blower type Gas mask.
c) Any gas cutting/welding job will be undertaken with the clearance from Gas
Safety man.
2. GAS EXPLOSION, PREVENTION & PREVENTIVE MEASURES
The following actions will be taken to prevent any gas explosions in case of gas
leakage.

239
1. For jobs on gas lines/equipment, non-sparking copper tools will used. If such
tools are not available, grease coated steel tools will be used. Electrical drill &
other electrical equipment will not be used as these can give rise to sparks.
2. The gas line will be thoroughly purged with steam before undertaking the job on
the same.
3. Naked lights will not be used near any de-pressurized gas main or equipment
unless the same has been thoroughly purged.
4. In case of profuse leakage of gas, action will be taken for water sealing and
isolating that portion.
5. The approach road to the gas line complex will be kept free from any
obstructions.
6. If gas catches fire due to some leakage, it will be extinguished with plastic clay,
steam or water. The portion of gas main affected will be cooled down with water.
The valve will not be closed when fire is still there and the pressure in the main
will be maintained at minimum 100 mm (WC).
7. Gas tapping points of flow or pressure measurement will be cleaned with
wooden stick or grease coated wire.
8. If lighting is necessary near gas line, portable spark proof electric lamps of low
voltage or explosion proof torchlight will be used for enclosed areas.
7.9.2 HOT METAL & SLAG
Sudden break out of molten metal & slag may result in heavy explosions, due to
their coming in contact with water, thereby causing serious burn injuries to persons
and damage to equipment.
1 PREVENTIVE MEASURES
1. Any accumulation of water will be prevented in such vulnerable areas.
2. In case of minor leakages, the flow of molten metal & slag will be controlled.
3. If there is major breakout, the area will be cut off and cordoned.
4. Vital connections e.g. water, gas, compressed air, oxygen etc. will be cut off or
regulated, as per requirement.
Fire water sump and its details are explained in the earlier chapters.

240
7.9.3RESPIRATORY HAZARDS
1 DUST AND GASES
Dust generated in integrated pig iron complex includes iron and metallic dusts,
which are mainly present in BF, continuous casting buildings and sinter plants; and
mineral dusts which are mainly present in raw material storage, BF. In the former
case, workers may be exposed to iron oxide and silica dust that can be
contaminated with heavy metals such as chromium (Cr), nickel (Ni), lead (Pb), and
manganese (Mn), zinc (Zn), and mercury (Hg). The most significant is the dust
present in the melting and casting processes (e.g. BF, continuous casting), where
the dust, which is generated by high temperature operations, is finer and more
easily inhaled than in the rolling processes. In raw material storage, blast furnace
and coke oven plant, workers are exposed to mineral dust, which may contain heavy
metals. In addition, BF tapping results in graphite release.
In the melting and casting processes where high temperature operations are
conducted, workers may be exposed to gas inhalation hazards, which may
contain heavy metals. In the BF, workers may be exposed to gas inhalation hazards
of carbon monoxide. To prevent exposure to gas and dust, the steps taken
include the following:
Sources of dust and gases will be separated and enclosed;
Designing the facility ventilation to maximize air circulation. Outlet air will be
filtered before discharge to the atmosphere;
Exhaust ventilation will be installed at the significant point sources of dust and
gas emissions, particularly the BF topping area
Providing a sealed cabin with filtered air conditioning if an operator is needed
in a contaminated area;
Providing separated eating facilities that allow for washing before eating;
Providing facilities that allow work clothes to be separated from personal
clothes, and for washing / showering after work;
Implementing a policy for periodic health checks.
Respiratory hazard control technologies will be used when exposure cannot be
avoided with other means, such as manual operations such as grinding or use of
non-enclosed machine-tools; and during specific maintenance and repair operations.
Necessary steps/ precautions for respiratory protection include the following:

241
Use of filter respirators when exposed to heavy dust (e.g. fettling works);
For light, metallic dust and gases, fresh-air supplied respirators will be used.
Alternatively, a complete facial gas mask (or an “overpressure” helmet) may
be used, equipped with electrical ventilation;
For carbon monoxide (CO) exposure, detection equipment will be installed to
alert control rooms and local personnel. In case of emergency intervention in
areas with high levels of CO, workers will be provided with portable CO
detectors, and fresh-air supplied respirators.
7.9.4 HEAT AND HOT LIQUID
High temperatures and direct infrared (IR) radiation are common hazards in pig iron
complexes. High temperatures can cause fatigue and dehydration. Direct IR
radiation also poses a risk to sight. Potential contact with hot metal or hot water may
occur from the cooling spray zone of continuous casting, from splashes of melted
metal, and from contact with hot surfaces. Precautionary measures for prevention
and control of exposure to heat and hot liquids / materials include the following:
Shielding the surfaces where close contact with hot equipment or
splashing from hot materials is expected (e.g. blast furnaces, BOF, continuous
casting and heating oven, and ladles);
Implementing safety buffer zones to separate areas where hot materials and
items (e.g. billets, thick slabs, or ladles) are handled or temporarily stored. Rail
guards around those areas will be provided, with interlocked gates to control
access to areas during operations;
Using appropriate PPE (e.g. insulated gloves and shoes, goggles to protect
against IR and ultraviolet radiation, and clothing to protect against heat radiation
and liquid metal splashes);
Installing cooling ventilation to control extreme temperatures;
Implementation of work rotations providing regular work breaks, access to a
cool rest area, and drinking water.
7.9.5 PHYSICAL HAZARDS
Precautions for the prevention and control of general physical hazards are
presented below.

242
Potential physical hazards in pig iron complex operations are related to handling of
large and heavy raw materials and product (e.g. blast furnace and storage and
movement of billets and thick slabs, movement of large ladles containing molten
metal); heavy mechanical transport (e.g. trains, trucks and forklifts); grinding and
cutting activities (e.g. contact with scrap material ejected by machine-tools); and
work at heights (e.g. platforms, ladders, and stairs).
7.9.6 HEAVY LOADS / GRINDING & CUTTING / ROLLING
Lifting and moving heavy loads at elevated heights using hydraulic platforms and
cranes presents a significant occupational safety hazard in pig iron plant. Measures
taken to prevent and control potential worker injury include the following;
Clear signage in all transport corridors and working areas;
Appropriate design and layout of facilities to avoid crossover of different
activities and flow of processes;
Implementation of specific load handling and lifting procedures,
including:
o Description of load to be lifted (dimensions, weight, position of center of
gravity)
o Specifications of the lifting crane to be used (maximum lifted load, dimensions)
o Train staff in the handling of lifting equipments and driving mechanical
transport devices
The area of operation of fixed handling equipment (e.g. cranes, elevated
platforms) will not cross above worker and pre-assembly areas;
Material and product handling will remain within restricted zones under
supervision;
Regular maintenance and repair of lifting, electrical and transport equipment
will be conducted.
Prevention and control of injuries related to grinding and cutting activities, and use
of scrap, include the following:
Locating machine-tools at a safe distance from other work areas and from
walkways;
Conducting regular inspection and repair of machine-tools, in particular
protective shields and safety devices /equipment;

243
Training staff to properly use machines-tools, and to use appropriate
personal protection equipment (PPE).
7.9.7 MUSCULOSKELETAL DISORDERS
Musculoskeletal disorders are injuries that affect muscles, tendons, ligaments
and nerves. These injuries can develop when the same muscles are used over and
over again or for a long time without taking time to rest. The chance of getting this
type of injury increases if the force exerted is high and/or the job requires an
awkward posture. Some examples of musculoskeletal disorders include back pain,
carpal tunnel syndrome, tendonitis and tenosynovitis.
Preventing musculoskeletal disorders requires recognition, assessment and
control of the hazards that cause them. Keep in mind that the most knowledgeable
person about problems with a job is usually the person doing it.
7.9.8 CONTROL HAZARDS, PREFERABLY AT THEIR SOURCE
Consider changes to
Mechanizing a repetitive task or process
Designing workstations and work processes using ergonomic principles
Using well maintained tools and equipment that decrease force or
awkward position
Providing lifting devices to eliminate heavy lifting
Ensuring that all employees receive comprehensive training on how to do their
job safely
Using ergonomic principles, to avoid
Awkward body positions
Overextended and awkward reaches
Repetitive or heavy bending, twisting, reaching, lifting, lowering, pushing and
pulling
Sustained or static exertions
7.9.9 NOISE
Noise is not a new hazard. It has been a constant threat since the industrial
revolution. Too much noise exposure may cause a temporary change in hearing
(your ears may feel stuffed up) or a temporary ringing in ears (tinnitus). These short-

244
term problems usually go away within a few minutes or hours after leaving the noise.
However, repeated exposures to loud noise can lead to permanent, incurable
hearing loss or tinnitus. Removing hazardous noise from the workplace whenever
possible and using hearing protectors in those situations where dangerous noise
exposures have not yet been controlled or eliminated.
7.10 HEALTH AND SAFETY MEASURES FOR THE WORKERS
a. Buildings and structures: No walls, Chimneys, Galleries, Stairways, Floor,
Platform, Staging or structure whether of a permanent or temporary character will
be constructed in such manner as to cause risk or bodily injury.
b. Provision of crawling boards etc: No person will be required to stand to pass
over or work on or near by any roof of ceiling cover with fragile material through
which he is liable to fall, in case it breaks or gives away the distance for more
than 3 meters without use of sufficient number of suitable ladders, duck ladders
or crawling boards which are securely support.
c. Service platforms: Whenever practicable and demanded service
platforms and gangways will be provided for overhead shafting, and where
required by him these will be securely fence with guardrails and toe boards.
d. Belts, etc: All belts will be regularly examined to injure that the joints are safe
and the belts are proper tension.
e. Helmets: Helmets will be provided to the workers for safe guarding
themselves against any head injuries.
f. Machinery: No machineries are equipments will be Situated, Operated or
maintained in such a manner as to cause risk of bodily injury.
g. Methods of work: No process of work will be carried out in such a manner as
to cause risk of bodily injury.
h. Electricity: No electricity installation will be provided during construction so as to
be dangers to human life or safety.
i. Medical Check-up: Medical examination for every employee will be examined
by certified surgeon at least once in 3 months of a calendar.
j. Inspection and maintenance of pollution control systems only after getting official
shutdown or with permission of authorized officer.

245
k. Regular cleaning of floors, road, rooftops, conveyer galleries and any other dusty
place.
l. Checking for availability of spray water system for moistening the coal
yard/dump. Heat insulation of hot surfaces
m. All pollution control systems will be interlocked with operation of process
equipment.
n. The workers exposed to noisy equipment will be provided with ear plugs.
If necessary, the duty hours will be rotated, so that noise exposure time is kept
within specified limits.
7.10.1 SAFETY OF PERSONNEL
All workmen employed in working conditions will be provided with adequate
personal safety equipments as applicable to the work like:
Industrial Safety Shoes
Industrial Helmets
Hand gloves
Ear Muffs
Welder’s screen
Aprons
Gas masks
Respirators
Safety Belts
Goggles

246
Table 7.5: Health Register
Name of the Company: Address:
1.
Department Works
2 Name of worker
3
Sex
4
Age (at least birthday)
5
Date of employment on present work
6
Date of leaving or transfer to other work with reasons
for discharge or transfer
7.
Nature of job or occupation
8.
Raw materials products or by-products likely to be
exposed to
9.
Dates of medical examination
and results thereof
Dates
Result :
Fit or unfit
10.
Signs and symptoms observed during examination
11.
Nature of tests and results
thereof
1.Spirometry:
2.Pulse oxymetry
3.Lungs function test:
12.
If declared unfit for work state
period of suspension with
reasons in detail
13.
Whether certificate of unfitness
issued to the worker
14.
Re-certified fit to resume duty on
15. Signature of the certifying
surgeon with date

247
7.11 FOLLOWING SAFETY SLOGANS WILL BE DISPLAYED
7.12 EMERGENCY ACTION PLANS
7.12.1 EMERGENCY ACTION PLAN FOR CYLINDER FIRE:
1. When filled container containing LPG is involved in fire, internal pressure if not
relieved, will build up above 70KG/SQ.CM and ultimately rupture the container.
Rupture weak by direct flame impingement. Ruptured containers can be
propelled at distance by jet action.
2. If container’s pressure is not raised up to 70KG/SQ.CM, leakage from
screwed valve joint can occur due to different expansion of steel and brass.
3. Ignition of the escaping gas would aggravate the fire but release of fire reduces
the possibility of rupture.
4. No attempt should be made to extinguish the burning gas but the container
under fire and other containers in vicinity should be kept cool by water spray.
5. If the gas leakage does not ignite, the container should be approached
from up and removed to the place of safety away from the source of ignition.

248
7.12.2 EMERGENCY ACTION PLAN FOR ELECTRIC FIRE:
1. Disconnect the affected areas electric supply. 2. Attempt to extinguish fire with the help of CO2, DCP 3. If fire is not extinguished, extinguish by spraying water with fog nozzle
after ensuring complete isolation of electric circuit.
7.12.3 EMERGENCY ACTION PLAN FOR OFFICE FIRE:
1. Disconnected electric supply of the affected area. 2. Attempt to extinguish the fire with the help of CO2, DCP and sand. 3. If large fire, use hydrant system. 4. Attempt to save the record. 5. Attempt fire extinguisher.
7.12.4 EMERGENCY ACTION PLAN FOR OIL FIRE:
1. Attempt to extinguish small fire with the help of DCP
2. If the fire is not controlled, use water foam to blanket the fire and further
action is to be taken
The proposed project will provide elaborate arrangements for managing any
incidents of fire:
Water Tender
Foam Tender
Portable Pump
Wireless set
Water Hoses
Hot line Telephone etc.,
7.12.5 EMERGENCY ACTION PLAN FOR MEDICAL AID:
i. Emergency Action Plan for Electric Shock Casualties:
Electric shock results in:
Irreversible damage to brain cell begins followed by deterioration of the organs.
Rescue and first aid:
Do first aid quickly and without fuss and panic

249
Switch off the supply if this can be done at once.
If not possible use a dry stick, dry cloth or other non-conductor to separate
the victim from electrical contact.
The rescuer must avoid receiving shock himself by wearing gloves or using a
jacket to pull the victim.
Always keep in mind that delay in rescue and resuscitation may be fatal.
Every sound counts.
ii. Artificial Respiration:
Give artificial respiration if breathing has stopped. There are several methods
of artificial respiration, if the victim is not injured over the face, try mouth to
mouth.
a) Mouth to Mouth Method:
If there is obstruction to breathing, remove it with your fingers if it in mouth.
Several sharp blows between shoulder blade may help to is lodge an obstruction.
Lay casually on his back, put something under his shoulder to raise them & allow
his head to fall backwards. The head should be, if possible be a little lower than
the trunk. Remember that speed is essential.
Kneel at the causalities head and grasp his arms at the wrists then cross them
firmly over the lower chest. This movement should force air out of his lungs.
Press with the hands crossed on the lower part of the chest and maintain
pressure for two seconds.
Release this pressure and pull out his arms with a sweeping movement upwards
and outwards above his head and backwards as far as possible.
This movement should cause air to be drawn in to his lungs. Retain the arm in
this position for three seconds.
Repeat these movements rhythmically about twelve times a minute checking the
mouth frequently for obstructions. Each cycle will thus take give seconds- two
seconds for chest pressure and three seconds for arm lift.
With the causality on his back there is danger of aspiration of vomit, mucus
or blood reentering the system. This risk can be reduced by keeping his head
extended and a little lower than the trunk.

250
If an assistant is available, he can press the causality lower jaws so that the chin
is jutting out.
The assistant should also ensure that the mouth is kept open as far as possible
and head is tilted to one side.
When natural breathing begins, your movement should be adapted to
correspond to it.
If burns are present, cover them with a dry sterile dressing
Handle the causality gentle.
Do not allow people to crowd around and block fresh airflow.
Arrange to remove the injured to the care of a doctor as early as possible.
7.13 NATURAL HAZARDS
7.13.1 EMERGENCY ACTION PLAN FOR TORNADO/HIGH WINDS:
a. Weather reports will be monitored from broadcast warnings regarding threatening
conditions.
b. If the tornado has been sighted or effect is felt, following steps should be
taken by plant personnel.
Persons will be notified over public address system or through siren.
Emergency services will be alerted for assistance.
Plant personnel should be advised to assemble in the administration
building basement, staff room, recreation room and rest rooms.
All safety systems should be kept on alert and all nonessential utilities
should be put off.
c. After the status is restored, personnel should inspect all the facilities for
resource, first aid and damage control activities, damage assessment, and clean
up, restoration and recovery.
7.13.2 EMERGENCY ACTION PLAN FOR EARTHQUAKES
a. When first tremors are sensed during an earthquake, all personnel should
evacuate buildings and assemble at safe place away from structures, walls
and falling objects. Emergency shutdown should be declared.
b. Emergency services should be contacted for assistance.

251
c. After the status is restored, personnel should inspect all the facilities for rescue,
first aid and damage control activities, damage assessment, cleanup, restoration
and recovery.
7.13.3 EMERGENCY ACTION PLAN FOR BOMB THREAT
When bomb threat call is received the following measures are to be taken.
Inform the message to the highest local police authority and seek their
assistance for patrolling and security need.
Inform Controller of Explosives the details and nature of the anonymous
message and read operations.
Request the Local Fire Brigade to position at least on fire tender at the
Location immediately.
Keep the Concerned Department at the Regional Level informed with the
developments at regular intervals.
Alert the Local Government / Private Hospitals and seek their help for providing
Ambulances if necessary
In The Location Premises:
Keep the Fire Hydrant System/all Fire Fighting and Personnel protective
Equipment in readiness.
Every one entering the Location must be frisked at the Gate/check all
Hand Bags, Parcels etc., for suspected explosive/dangerous objects.
Have thorough inspection of the Location for any suspected dangerous object.
Materials and other Boxes to be brought in to the Location must be
deposited at Gate for minimum curing period of 48 Hrs.
Organize Employees Vigilance cell for round the clock observation of industry
Premises.
If The Suspected object is found:
In case of finding of suspected Article, do not disturb its position, but the area
around it should be cordoned off to a distance of 100 meters and more
depending upon the gravity of situation.
Adequate Staff or Police Squad posted to prevent any unauthorized entry into
the enforced cordon.

252
Contact Controller of Explosives immediately, who on reaching the Site will
decide suitable action for defusing and disposal of the suspected object.
Evolution of thick billowing smoke is an indication of impending explosion and in
such a case, with draw or evacuates all personnel from the spot, which has
been identified.
As a general measure regulate the movement of the outsiders inside our
Premises and restrict their entry with permits.
7.14 SOCIAL IMPACT ASSESSMENT, R & R ACTION PLAN
7.14.1 EXISTING SOCIAL STATUS
It is proposed to describe the existing social status in as to demography, amenities,
public health, agriculture, land-use pattern, employment and industries.
1. POPULATION
The decadal growth in the State is 15.67% which is comparable with general
corresponding national figures (17.64%). However Bellary district shows a
growth rate of 20.38%.
The male female ratio of H.B.Halli taluk is 975 females for 1000 males which
corresponds to the national average of 975 females for 1000 males.
Total literacy rate in Bellary district is 68%. However the literacy rate in
H.B.Halli taluk is only 58.58%%. The literacy rate is better in male than in
female.
2. TRANSPORTATION & COMMUNICATION
All villages in the study zone are connected by road network. However surfacing
needs to be improved. The establishment of this industry is catalytic to the road
development.
3. PUBLIC HEALTH
The villages in the study zone facilities are scanty. Few have some semblance of
health centre, in others visiting practitioners visit. A Government Hospital is present in
H.B Halli .
AMENITIES IN STUDY AREA
It is peculiar that all the villages are inhabitated. The information compiled by
record and interviews is as follows:

253
In absence of any commensurate industrial development, agriculture is the
only source of livelihood.
Primary school education is available in all the villages.
Drinking water is available to all the villages, the source being open dug
well/borewell with or without pump/electricity.
It is encouraging to find that all the all the villages are connected by road
network, though it needs good surfacing. This is a good infra- structure for
bringing cane from the villagers and they will get benefited.
7.14.2 ECONOMIC STATUS IN THE REGION: LAND USE PATTERN
Agriculture:
The cropping pattern in the district reveals that food crops like paddy, maize, bajra and
sorghum among cereals, red gram, bengal gram and green gram among pulses are
major crops cultivated in the district. The major oilseed crops are sunflower, groundnut
and safflower. Horticulture crops like banana, mango, citrus, pomegranate, fig, grapes
are also grown. A recent trend shows that there is a low shift towards fruit crops like
pomegranate and grapes. Of the total area of 8,610 square kilometers covered during
2002-03 cereals occupy about 55.2% by oilseeds 24.5% pulse 15.6% and other
commercial crops like cotton and sugarcane about 4.8%. There is a slight shift
towards commercial crops like cotton and sugarcane over last 2 years.
Irrigation:
The individual land holding is small. Irrigation and communication facilities are
scanty. Only 17.3% of the net cultivable area is irrigated and the balance 82.7% of
the area has to depend on the monsoon. This tehsil is in Tungabhadra basin and
hence have a relatively better situation of support by man-made efforts of wells, river
impoundment or tank for irrigation, though only one crop is possible. In spite of this
difficult situation, a large percent are supported by cultivation.
Animal husbandry:
The people are turning to mechanical engineering means both for agriculture as well
as for transport. The cattle population density of the District is moderate to low and it
is reflected in the persons employed in this sector. It may be found that in Influence
zone area, the percent is less than 1% who are dependent on livestock.
All this leads to one conclusion that industrialization has to be stepped up

254
To provide more livelihood.
To provide male employment with women participation, for economic
independence.
To improve agriculture by increasing the spending capacity of the people by
other avenues and diverting the gains.
To improve livestock census per sq. km by utilizing employment gains.
Employment & wages:
The information related to this is tabulated below:
Table 7.6: Comparative occupations
# Particulars District Level
Study Zone
1 Main workers to total population, % 26.06 43.18
2 Marginal workers to total population, % 2.52 8.21
3 Non-workers to total population, % 71.41 48.59
As would be seen from the table:
Maximum employment is in the agricultural sector only. Here there are two
classes, one who own the land and cultivate by themselves, and two who are
employed as workers on others’ fields.
In Agricultural sector women participation is insignificant in cultivators
class, which means women do not have much economic independence.
The number of people not having any source of revenue is substantially high.
The marginal workers too do not get satisfactory duration of employment in
the year.
Heritage:
The study zone does not have archaeological, monument, defense installation,
airport, hospitals, ports, national park, religious places, resorts or other historical
places within 10 km area.
7.14.2.1 REHABILITATION & RESETTLEMENT PLAN
The expansion project is proposed to be developed in an un-inhabited open barren
land. The vegetation in the area is scanty and is only bushes and shrubs. In view of
the above, the proposed expansion project does not involve any displacement of
persons and no rehabilitation or resettlements is necessary.


CHAPTER -8
PROJECT BENEFITS


255
CHAPTER 8
PROJECT BENEFITS
8.1 IMPROVEMENTS IN PHYSICAL INFRASTRUCTURE
The physical infrastructure of this area will improve due to various activities of the
proposed project as enumerated below.
8.2. SITE AREA IMPROVEMENT 190 acres of additional land adjacent to the existing project site is allocated through
KIADB for establishment of the proposed expansion project. The site area is
proposed to be extensively used for landscape development. Storm water gutter,
water reservoir and rain water harvesting will be provided in the premises. This will
improve water table in the area. The enhanced groundwater source will be useful to
the surrounding farmers who mainly depend on groundwater for irrigation.
Also nursery will be developed keeping the concept of bio-diversity in mind to meet
the tree plantation needs of the industry and surrounding villages. Greenery and green
belt covering 33 % of the total area will be developed. Lawns and associated
ornamental tree hedges will be developed around plants, buildings, parking and,
storage area. Line trees will be planted on either side of the roads present in the
premise and in the vicinity of the site.
The industry is dependent on roads for transportation of men and material. Road
connectivity will improve. Vehicular movement for raw materials and products and
also for the movement personnel in the roads of this area will considerably increase.
This will result in development and maintenance of roads. Automobile related activity
such as vehicle repair and maintenance garages, workshops and shops will be
started. The location is rural and economically backward. The industry will lead to
creation of new job opportunities and scope for transport and other petty business
activity.
This improved physical infrastructure will be an added facility to the community
for surface transport.

256
8.2.1 INDUSTRIAL AREA (PROCESSING AREA)/ RESIDENTIAL AREA (NON
PROCESSING AREA)
The industrial processing premise will be provided with internal roads, road side
gutters, Storm water gutters, sewage lines, Street lights, Flood lights, Parking area.
Landscaping, lawn and greenery will be developed in the premise.
Rain water harvesting and rain water reservoir of adequate capacity will be
built.
Fire fighting and disaster management facility will be provided.
8.2.2 GREEN-BELT
Green belt and greenery will be developed in about 65 acres of land. The species
developed will be as per CPCB guide lines. Assistance and guidelines will also be
availed in development of greenery in the industry.
All the premise green belt of about 20 m will be developed. Trees will be developed
on either side of the internal roads as well on all approach roads to the industry,
Lawns will be developed around plant and administrative buildings. Green belt of 10
to 20 m will be developed around open bulk storage yards.
8.3 IMPROVEMENTS IN THE SOCIAL INFRASTRUCTURE
The location is rural and economically backward. Creation of job opportunity and
scope for transport, civil works and supply of material and services and other petty
business activity associated to the project will improve. With this the economic status
and purchasing power of public will improve. This will result in improved attitude of
the public towards education and health. This may cause in creation of education and
health care facilities in this rural area.
It will not disturb the existing pattern of social relations and democratic setup.
In rural areas much of the time and energy is wasted in reaching from one place to
another. This is due to lack of swift mode of transport. By the establishment of this
industry, movement of vehicles in this area will generally improve (both private and
public-owned).
With establishment of the In the study zone of 10 km radius, the purchasing power of
people is very less. The agricultural implements, agro-chemicals and vehicles will be

257
in more demand as also village grown milk products, vegetables and agricultural
produce.
Present level of education and literacy (especially rural and women) is very poor and
it needs improvement. The establishment of this industry will play a catalytic role in
this. Education level will go up with flow of funds and avenue of livelihood. Likewise
the healthcare facilities are also said to improve.
Living in harmony is an important aspect of the society. This can happen only if all
the components are comfortably placed. Persons engaged in their respective
vocation and accruing job satisfaction leads to this. This will become possible by this
venture.
The improvements in social infrastructure are discussed below 8.3.1 CONNECTIVITY
A good quality tar road will be developed from the site to to S.H.Way-25. The S.H.-25
connected to N.H.-13 near Mariammanahalli in NE and N.H. 4 at Harihar in South.
Existing Tarred road to join the site to S.C. railway station at Vyasanakere. Will also
be up graded.
8.4 EMPLOYMENT POTENTIAL – SKILLED, SEMI-SKILLED AND UNSKILLED
The industry and its supporting activities need people from manual to managerial
strength. The production activities, transportation, maintenance of machineries and
civil works associated with the project will need unskilled and skilled workers. people
on tractors and tractor repairers as skilled ones. So in manufacturing activity all three
types i.e skilled, semi-skilled and unskilled people are required. The overall potential
including the garages, loading-unloading actions, eateries, small shop owners is
substantial. The local people can get a good share out of this. In the factory, science
and technology prevails and there some outsiders will have to be engaged at least for
the time being. If the second generation local people acquire that skill, they too will be
able to fill the gap and accrue benefit of higher jobs. If the activity of sugar and
alcohol manufacturing becomes stable by that time, perhaps expansion may become
possible further and then employment availability may further enhance.

258
The total direct employment potential of the proposed industry is about 450 people.
However, the commencement of this industry will create direct and indirect
employment opportunities to more than 2,000 people in terms of factory employment,
transportation, vehicle maintenance, petty shops etc.
Category Existing
unit Proposed Expansion
Total
Managerial 20 25 45 Supervisory 40 50 90 Administration 30 30 60 Skilled 70 80 150 Semiskilled 180 215 395 Trainee 60 50 110 Total 400 450 850
8.5 OTHER TANGIBLE BENEFITS
Both tangible and non-tangible benefits will result from this activity and many of
those are described above. Apart from direct employment, other benefits are listed
below.
I. Time saving by quicker transport
II. Aesthetics improvement by general greening with emphasis on biodiversity
III. Availability of nursery facilitates
IV. Developed economy brings with it literacy and healthy living.
V. Improved safety-security in surrounding with better Law and Order.
VI. Symbiosis and sustainable development will be the ultimate objective.
The rural economy is found generally dwindling because they depend only on one
single source of livelihood namely conventional agriculture. With the activities of the
present industry the local population will become aware of alternative means for
livelihood and utilize such opportunities to improve their living standard.
8.6 CSR (CARPORATE SOCIAL RESPONSIBILITY) ACTIVITIES
The 5% of project cost is earmarked for CSR activity and the details of CSR spread in
5 years is given below

259
Table – 8.1 Budget for Corporate Social Responsibility Activities
Sl.
No. Description
1st Year
(Amount
in
Lakhs)
2nd Year
(Amount
in
Lakhs)
3rd Year
(Amount
in
Lakhs)
4th Year
(Amount
in
Lakhs)
5th Year
(Amount
in
Lakhs)
Total
(Amount
in
Lakhs)
1
Training of Local eligible
unemployed youth through a
tie up with National Academy
of Construction
1.3 1.3 3 5 8 18.6
2
Providing training to
unemployed educated youth
in spoken English language
and personality development
to enable them to appear for
interviews
1.3 1.3 4 6 8 20.6
3 Sponsoring computers for
school childrens 1 1 1 1 1 5
4 Providing one well equipped
ambulance and maintenance
of the same
2.5 0.6 3 0.6 0.6 7.3
5
Sponsoring of selected talent
youth in sports in
consultation with District
authority
1.3 1.3 1.3 1.3 1.3 6.5
6 Setting up health center and
providing medical assistance
and medicines
2.5 2.5 2.5 2.5 2.5 12.5
7
Providing training to local
farming community in good
agricultural/ livestock and
horticultural practices
1.3 1.3 1.3 1.3 1.3 6.5
8
Providing support for self-
help groups especially
women and housewives for
training in employment
oriented schemes (DWCRA
model) in consultation with
District Authority
0.5 0.8 1.3 1.3 1.3 5.2
9 Sponsoring of Sports events,
activities in consultation with
District Authority
1.3 1.3 5 8 10 25.6

260
10
Repair of School buildings /
Anganwadis, Bal vihars,
women and child welfare
centers
0
11 Provision of drinking water
supply and toilets in Schools 2.5 3.8 10 13 18 47.3
12 Providing furniture, black
board, teaching material,
stationery, etc. for schools
1.3 5 10 25 38 79.3
13 Repair/ Extension of existing
primary Health centers and
supply of Medical Equipment
2.5 2.5 2.5 2.5 2.5 12.5
14 Adoption of parks,
community playground and
other community areas
2.5 2.5 3.5 6.5 8.5 23.5
15
Providing Infrastructural
facilities like upgrading of
bus-shelters, village roads,
desilting of tanks, Providing
additional facilities
1.3 2.5 3.5 4.5 6.5 18.3
16 Development of park in
consultation with District
Authorities
6.3 2.5 10 25 45 88.8
17 Miscelanious 5 14 42 55 88 204
Total amount to be spend on CSR activity in lakhs 2490

CHAPTER -9
ENVIRONMENTAL COST
BENEFIT ANALYSIS


261
CHAPTER – 9
ENVIRONMENTAL COST BENEFIT ANALYSIS
M/s. SLR Metaliks Ltd. propose to improve the viability of the existing project by the
addition of facilities for the production of value added downstream products with
ready market opportunity such as alloy steel, rolled steel products, metallurgical coke,
coke oven gas based power and oxygen in the existing steel industry. The need and
benefits of the integrated steel industry are well established. During scoping stage the
authorities have not specified the requirement of environmental cost benefit analysis.
Hence, the environmental cost benefit analysis was not considered in the report.


CHAPTER -10
ENVIRONMENTAL
MANAGEMENT PLAN


262
Chapter - 10
ENVIRONMENTAL MANAGEMENT PLAN
10.1 INTRODUCTION
Environmental management plan (EMP) describes the administrative aspects of
ensuring that mitigation measures are implemented and their effectiveness
monitored, after approval of EIA. It consists of various policies, control measures
etc. for abatement of critical environmental impacts arising out of the proposed
project. Based on the impacts identified, mitigation measures are proposed and
these will be incorporated with the plant. Further a suitable environment
management plan will be introduced in the project to implement and practice
measures to protect and enhance the quality of environment. The EMP is only as
effective as its implementation. An appropriate environmental management strategy
is developed and presented in the form of an EMS.
The proposed project involves utilization of natural resources and generation of
waste and polluting substances. Depletion of natural resources will affect the
competitive users. The waste and polluting materials if discharged without control
and treatment is likely to have adverse consequence to the environment parameters
including water, air ,soil, flora and fauna. Further, it may exert stress to the existing
infrastructural and other facilities and also to the existing socio economic status of
the region. It is the responsibility of the project proponents to control the utilization
of resources and discharges of waste products by adopting suitable control
measures in the factory to avoid adverse consequence of industrial activities on the
environment and in turn to enhance the quality of the existing environment.
10.2 NEED
Environmental management is a crucial segment of Industrial Project.
Management of project, in view of the global concept of sustainable
development will do their best. Therefore, preparation of Environmental
Management Plan is a must to fulfill bifocal aspect of the statutory compliance as
well as that of social concern. Water needs of project may be reasonable, but
generally this resource is dwindling. Thus, on hand one should use it less and on
the other the source should not be left polluted for others. Air environment needs
to be continuously managed, because man needs inhalation every moment, so
also is Flora and Fauna dependent on it. The biological aspects, soil and ground

263
water are all interdependent. Thus, a need of proper environmental management
and a conscious plan for it.
10.3 OBJECTIVES
1. To define the components of environmental management..
2. To prepare an environmental hierarchy.
3. To prepare a checklist for statutory compliance.
4. To prepare environmental organization.
5. To prepare a schedule for monitoring and compliance.
6. To establish a watchdog committee voluntarily with an ultimate aim to get ISO
14001 certification.
10.4 ENVIRONMENT COMPONENTS
10.4.1 Air Environment
1. Monitor the consented parameters at ambient air quality stations, regularly.
2. Monitor the work zone at various stations to satisfy the corporate
requirements for health and environment.
3. Monitor the stack.
4. 8 hourly average concentration of total suspended particulate matter in
ambient air shall be monitored at 40 meter distance from the primary vibratory
/ rotary / screen or the site boundary whichever lesser, using high volume
sampler instrument.
5. Use of low Sulphur coal
6. Covered storage for coal, wherever necessary
7. Water sprinklers
8. Smooth Roads. Covered Trucks
9. Green Belt development
10.4.2 Water Environment
1. Keep record of input water every day for quantity and quality.
2. Measures are taken to segregate the sub-streams of effluent as per their
characterization.
3. Water conservation is accorded high priority in every section of the activity.
4. Captive power plant Boiler blow down & cooling purging water reused after
treatment through PCT (Physico Chemical Treatment).
5. Keep record of wastewater returned back to boiler make up, process

264
and to gardening, for both the quantity and quality details.
10.4.3 Solid waste
1. Monitor solid waste disposal zone environment. (Water, groundwater,
leachates, air, soil, up-gradient-down-gradient, upwind-downwind)Monitor
garden sweepings and dry leaves
2. Stored on raised platform
10.4.4 Aesthetic (Noise & Odour) Environment
The Project will generate noise from various locations like
1. Steam Generator
2. Rotary equipments like fans, blowers and compressors
3. Combustion Chamber Steam traps and leaking points The proponent note
that the Project will have the following facilities, which will reduce the overall
impact of noise pollution
4. Use of better acoustic systems to minimize noise generated by the
equipments
5. Regular maintenance of equipments to minimize noise pollution
6. Monitor the ambient noise level and work zone noise level to conform the
stipulated norms.
7. Creation of awareness for noise attenuation and mitigation program.
8. Monitor the ambient Odour level and work zone Odour level by sensing.
9. Creation of awareness for Odour attenuation and mitigation program
10.4.5 Biological Environment
1. Special attention is planned to maintain green belt in and around the
Amenities premises.
2. Adequate provisions are made to facilitate daily watering of all plants and
lawns.
3. Special attention provided during summer to ensure that the green belt
does not suffer from water shortage.
4. Development & maintenance of green belt to be considered as a priority issue.
5. Return water collection, treatment and reuse under watch.

265
10.4.6 Work-zone Comfort Environment
1. Monitor the work zone temperature levels.
2. Monitor the work zone humidity.
3. Examine the health of staff workers and keep record.
10.4.7 Socio-Economic Environment
1. The operators and workers are trained in various aspects of ESH (Environment, Safety and Health).
2. The managers and officers involved in Environment Management Cell shall
undergo refresher workshop and up gradation of information on various environmental issues.
3. The industrial authority shall help in promoting the activities related to
environmental awareness in nearby villages and visitors.
4. The industrial authority shall help in promoting local people for livelihood
5. Commensurate with their will, skill and abilities
6. Health Statistics will be assembled, compiled and displayed.
7. Environmental status will be displayed. Figure 10.1: Structures for EMP

266
10.5 ENVIRONMENT MANAGEMENT HIERARCHY
Developer is aware that environmental management is not a job, which can be handled
without a careful planning. The success lies if three components are simultaneously present viz.
(1) management support, (2) efficiency of the environment management cell and (3) acceptability
of resulting environmental quality, both by SPCB and by public. A structure of this plan and
hierarchy
of process flow for environmental management is prepared and enclosed as logics,
which is self-explanatory. Developers will adopt this structure and hierarchy, which
is akin to principles and practice.
10.6 CHECKLIST OF STATUTORY OBLIGATIONS
There are a number of environmental status required to be attended to by the
industries or projects. Industry has prepared a checklist of these obligations, which
facilitates the obedience of the laws of land. These are advised to industry as follows:
1 The Consents, whether under the Water Act or under the Air Act, are normally issued
for a fixed validity period. Please check whether the Consent is valid. If the same is
expiring, it is better to apply for a fresh renewal at least 120 days prior to the expiry
date.
2 The Consent normally describes the items of manufactured products with
quantity.One should see that, the described framework is not overstepped. In case,
there is any likely hood of such increase, it will be worthwhile to obtain permission
for the same. At least a letter to that effect be posted to the relevant board officer.

267
3 The Consent lays down a condition as to the volume and rate of discharge of
effluents both for domestic as well as the industrial activity. By routine checks at
the measuring devices, this can be ascertained.
4 There should be a continuous performance evaluation of the treatment units like
STP, so as to always remain inside tolerance limits. Following measures can be
adopted,
a. Characterization of raw effluents/emissions.
b. Attempting in-plant controls.
c. Operation, maintenance, repairs and replacement of the STP,
d. Retrofit equipment to the existing plant.
5 Disposal is the last ditch battle. Disposal, dispersion, dilution, diversion,
therefore, has to be planned very methodically and operated efficiently. This is a
place where more reliable staff is required to be deployed.
6 The drainage network has been planned in such a way that, storm water
and effluents do not get mixed. Keep the terminal manhole clean and always
hospitable to facilitate taking of sample by the Board officials. Also check that no
effluent is admitted in the channel down-stream of the terminal manhole, which
means all the effluent, finally should pass via the terminal manhole only.
7 Monitoring aspects are always very crucial. For operating the plant,
certain parameters be constantly checked. However, it will be a good practice to
check monthly all the parameters through standard and approved laboratories.
In case there is a water body in the vicinity, it is advised to take periodically
samples from it. This applies both to the surface water as well as ground water.
The findings will either give you a confident satisfaction or may give you a timely
warning for improvement in the treatment or more so in the disposal system.
8 The environmental audit statement is required to be submitted on annual basis,.
9 The industry should device their own format for a daily log book recording of
the running of their STP. A printed format shows your conscious efforts towards the
goal of pollution control, whenever any inspection takes place.
10 An inspection book to note observations made by the visiting KSPCB field officer
is maintained. The compliance of the unsatisfactory remarks are shown during next
inspection.
11 In case, there is an unfortunate accident, unforeseen act or event by which
pollutants are excessively released into the environment, the same to be brought
immediately to the notice of the board and other concerned agencies. This will

268
enable you to get experienced timely help from them. Your burden gets shared.
Synergistic effects can be predicted by an overview.
12 In case, you feel aggrieved by any conditions imposed in the Consent, approach
the board immediately for discussion, or thereafter prefer an appeal timely.
Therefore, read the Consent carefully as soon as you receive the same.
13 The Water Cess Act, 1977, is applicable to certain specified industries. In case
your industry is covered, the regular returns to be submitted. Water meters be
installed, whether the industry is covered or not under the Cess Act. Also check
from time to time whether the class of your industry, which may not be presently
specified, has since got covered under the Cess Act.
14 The Cess amount be paid as per assessment orders and record maintained.
15 In case you feel aggrieved by excessive cess assessment or non-sanction of
rebate, the appeal is preferred in time that is within 30 days. And in case, you
are late in doing this, at last submit with reasons for the delay.
16 The Government or Board while giving site clearance or Consent normally puts
a condition of plantation of trees. Otherwise also, planting trees within the
compound gives a good demonstration of your plant performance. A better practice
is to select about three varieties and species selected to be tough and tolerant for
existing type of environment.
17 An unsafe working and the environmental pollution generally goes hand-in-
hand.Therefore, the obligations under the Factories Act be scrupulously
followed and record maintained.
18 There are certain responsibilities regarding the hazardous waste. These can
be summarized as follows: a) Identification of quantity, constituents and
compatibility of hazardous waste, being generated during the activity.
a. Proper labeling and marking of containers, which are used for store, transport, or
disposal of hazardous waste.
b. Use of appropriate containers for storage and transport.
c. Furnishing of information regarding the waste, its nature, its hazards, antidotes, and

269
non-compatibility etc. to the persons who either transport, treat, store or dispose off
the waste.
d. Use of authorized operator agency system to ensure the proper disposal of
hazardous wastes (i. e. used oil) and to streamline the treatment and disposal.
e. Training of personnel for handling and proper storage of such categorized waste.
f. Identify a transporter specialized in such wastes, and the practice of hexplicate
manifest (gate-pass) be followed.
g. Submission of reports to MOEF and KSPCB.
h. To provide safety measures for handling of hazardous waste.
i. In case of an unforeseen act or event in transit occurs, the transporter should
Immediately report to the nearest police station about The accident, and The
clean- up measures.
j. He should also report to SPCB on the Form prescribed by the Hazardous
Waste (Management and Handling) Rules, 2008 and the guidelines issued by the
Central Government.
k. A container be opened for a short duration while receiving the hazardous material
in it and while removing out from it, or otherwise it must always be kept
closed in storage yard.
l. A container be opened or handled so carefully and slowly as not to
rupture/damage the container. Always keep in spare some empty, clean and sturdy
containers handy and immediately available.
m. Inspect the filled and stored containers every day and if any found in bad
conditions transfer the contents to a good container immediately but carefully.
n. Keep a daily record of your custody.
o. Documentation is always a matter of evidential value. No job is complete unless
paper work is complete. Occupier/generator should carefully note this, and
following be developed.
p. Gate-pass when waste leaves the factory by a transport towards the treatment
facility. Keep the receipts.
q. A receipt of material as signed by the facility Operator as a manifested colour coded
copy is preserved for three years.
r. Analyze the out-going waste and keep the results for three years from the date of
dispatch.

270
10.7 Records of Waste generation to be maintained as per following:
1. Quantity and points of generation.
2. Physical state and chemical constituents.
3. Hazardous waste category as per E. P. Rules of 2008.
4. Hazardous waste class, as per Motor Vehicle Rules of 1989.
5. Certify internally, the limit of 90 days and storage of ten tons.
Under the Manufacture, Storage and Import of Hazardous Chemicals Rules,
1989,the immediate duties can be summarized as:
a. To forecast the possible situations of major accidents.
b. To design steps in advance to avoid accidents and its consequences including cascading effect.
c. To educate the related workers to stand to such occurrence.
1. The occupier should not merely do the above job, but also make a show of his
work. Occupier is best advised to inform the concerned authorities and agencies, as to
his preparing documents like risk analysis, emergency plan, safety training, avoidance of
major accidents, health plan, etc.
2. Under the Public Liability Insurance Act, 1991 the industrial manager is advised to
check some important activities, such as:
a. Owner should take out one or more insurance policies.
b. He should take out such policies before he starts handling any hazardous substances.
c. The policies should always be kept renewed and alive.
d. The amount insured shall not be less than the paid capital. Check this from time
to time by taking a review of your position.
e. General Insurance Corporation or similar agencies may be able to throw more light, if approached.”
10.8 ENVIRONMENTAL ORGANIZATION
Environmental organization will have an environmental cell responsible for pollution
control and also for self-examination through monitoring.

271
10.8.1 Environment Management Cell
Such massive work cannot be conceived unless a framework of men, material and
money is specially earmarked. This is done by establishing a Environment
Management Plan first and the an Environment Management Cell. The cell shall be
backed by the highest person of the Organization.
TABLE - 10.1 ENVIRONMENT MANAGEMENT CELL
SL.
NO.
LEVEL
DESIGNATION
PURPOSE
1
Highest Managing Director Policy making
2
Top Director & CEO ,COO
Policy making
& guidance
3
Overview
Steering Committee Monitoring
4 Manager Civil Engineer Job A
Environment Engineer * Job B
Safety In charge Chief Medical officer Job C 5 Executive Various Levels Implement
The Cell working under CEO is explained later in this section.
The Jobs are described below:
TABLE - 10.2 JOB OF ENVIRONMENT MANAGEMENT CELL
JOB OF FACET ASPECTS
1 Civil Engineer. Construction Phase
Material waste minimization, labor camp sanitation, Noise, oil-grease and vibration nuisance control, accident prevention.
Job A Post-construction Remediation of ugly sites
2 Environment Engineer.
Air Truck census, PUC control, ODS control, Noise & Odor mitigation, Dust control
Job B
Water Water budget, O & M of Water Purification and Wastewater Treatment Plants.
Solid waste Segregation, Collection, Composting, Carting
Greening Tree Census, Tree Planting, Lawn Development, Storm water, Recycle Water, Control use of pesticides, nursery

272
JOB Of FACET ASPECTS
Monitoring Field observations, laboratory tests, interpretation & Reporting
Public relations & Press
Documentation, Updating, rehabilitation, training, Meetings, Rapport
3 Medical Officer. Job C
Occupational Health
Routine surveillance, prevention, accident relief, Snake bite remedies.
Bio-Medical waste Prevention, Abatement, Control and Disposal. Training.

273
W
10.9 Environmental Monitoring Schedule
To measure the success of the cell, monitoring is a useful tool. The monitoring
schedule is decided as under:
TABLE – 10.3 MONITORING SCHEDUL
SUBJECT FROM FREQUENCY PARAMETERS
Water Drinking M Standard
Raw M
Wastewater Treated M
pH, BOD, COD, TSS, TDS, N, P, SS,TDS, Coli
Storm water
Raw Y
Treated Y
Stack M
BOD, N, P, SS, TDS, Coli
Air Ambient Air M SPM, SO2, NOx, CO.
Noise Ambient M dB(A)
Soil - Y C, N, P, K
Aesthetics Odour, comfort, Visual, Housekeeping, Roads.
Legend: W = Weekly, M = Monthly, Y = Yearly.
Marks: Severe, Tolerable, Average, Excellent.

274
It is being considered to have a full-fledged laboratory, allotted to these facilities of
analysis. It is felt that, this arrangement will be adequate enough for
Environmental Protection. Monitoring is a technique of drawing a sample and
understanding from it the universe. The sampling station, the parameters and
frequency is of extreme importance as also the careful analysis, reporting and
interpretation.
10.10 SCHEDULES
There will be three facets to design and follow the schedules viz.: (A) for compliance
of responsibilities, (B) for day-to-day operation and management of WTP and ECE,
and (C) for routine environmental monitoring, to assess the impact and take timely
warning. The schedule:
10.10.1 Daily Compliance
1. Take the meter readings -initial and final, for checking the water
consumption.
2. Maintain the electricity consumption record for pollution control.
3. Monitor wastewater generation, treatment system & reuse of treated water.
10.10.2 Monthly Compliance
1. Monitor the emission sources through the competent authority and submit
the analysis reports to the board.
2. Monitor ambient/work zone noise levels & ensure conformance to
standards.
10.10.3 Quarterly Compliance
1. Monitor the ambient air quality at upwind and downwind locations of the factory.
2. Review the Water Reuse performance.
3. Monitor ambient air per quarterly.
10.10.4 Yearly Compliance
1. Carryout “Environmental Audit Statement” of various environmental
aspects,review the environmental policies with the help of experts and
make the up gradation/changes accordingly.
2. Submit the “Environmental Statement” to the State Pollution Control Board in
Form V under Rule 14 of the Environment (Protection) Second Amendment

275
Rules 1992 of the Environment (Protection) Act, 1986.
3. Renew the Consent to Operate under the Water and Air Acts.
4. File the Cess returns to the State PCB under the Water (Prevention and
Control of Pollution) Cess Act, 1977.
5 Renew the Hazardous Waste Authorization under sub-rule 3 of the Hazardous
Waste (Management and Handling) Rules, 2008.
10.10.5 Consent Compliance
Project undertakes to comply the conditions prescribed by the Consent. In this
direction, the following discipline will be followed:
TABLE – 10.4 CONSENT COMPLIANCE
CONDITION REGARDING MODE OF COMPLIANCE Quantity of Effluent
To be measured daily and in-plant control. Not to exceed any time
Quantity of Sewage
To be measured periodically. Not to exceed the consent conditions.
Total water input To be measured daily. Repair meters. Not to exceed. Make breakup as per usages. Fill monthly Cess returns. Pay as per assessment Quality of Effluents By running ETP in correct fashion. Monitor. Report
Disposal Not over application. No percolation, no spillages. Monitor. Ambient Air Regular monitoring.
Noise levels Check foundation for vibrations, Tree plantation Solid Waste
Quantity to be measured & record kept..
Environ. Audit To be complied every year before 30th Sept., as also the ESR Environmental status report Inspections Inspection Book to be opened. Instructions given by KSPCB visiting officer to be complied and reported.
10.11 STEERING COMMITTEE
A high power steering committee is in place having a power of sudden spot
inspections, checking of documents and listening to complaints if any. This committee
will supervise over the monitoring and environmental management cell as may be
necessary, generally over the following facets of works:

276
1. Permit management
2. Construction management
3. Treatment and emission management
4. Transport management
5. Disposal management
6. Monitoring
7. Documentation
8. Law enforcement
9. Customer and Third party audits
10. Following CII Model of excellence
10.12 CONSTRUCTION PHASE MANAGEMENT
In this particular case, this phase is very important. It will continue for a
long time, in the developmental stage. The component will commence from
site preparation.
1. Site Preparation:
The clearance of site may involve the movement of soil. No major leveling
operations are envisaged, though at places this will be encountered. During
dry weather conditions it is necessary to control dust nuisance created by
excavation and transportation activities. Else at some sensitive locations,
water sprinkling will be resorted to.
2.Sanitation:
a. Labour Camps:
The construction site shall be provided with sufficient and suitable toilet
facilities for construction workers to allow proper standards of personal
hygiene. These facilities shall be connected to a septic tank and maintained
to ensure minimum or no environmental impact. Water taps will be provided in
the labour camps, but it will be seen that spilled water will be directed towards
collection sump first and to the treatment scheme next.
b. Noise.
Though the noise effect on the nearest inhabitants due to construction
activity will be negligible (as at present there are no residents to begin with),

277
it is advisable that on site workers using high noise equipment adopt noise
protection devices like earmuffs. Noise sources are heavy earth moving and
construction machineries, air compressors and D.G Sets. Proper oiling,
maintenance, non-vibrating sturdy foundations and closed rooms shall be
provided to minimize the effects.
c. Construction Equipment and Waste:
It shall be ensured that both gasoline and diesel powered construction
vehicles are properly maintained to minimize smoke in the exhaust emissions.
The vehicle maintenance area shall be located in such a manner to avoid
sources by accidental spillage of oil. Unauthorized dumping of waste oil
should be prohibited. Wastes shall be disposed off at an approved site.
d. Storage of Hazardous Material:
The following hazardous materials may be used for site preparation and
construction activity.
These shall be stored as per international standards.
1. Explosives for rock blasting (This is not proposed)
2. Petrol and diesel
3. LPG
4. Painting materials
5. Asbestos products are avoided.
e. Site Security:
Construction site is a potential hazardous environment. To ensure that the
local inhabitants and stray cattle are not exposed to these hazards, the site
shall be secured by fencing and manned entry points. It will be fully
illuminated.
f. Land Environment:
An inventory shall be prepared of standing trees and bushes of significance.

278
To prevent unauthorized felling of trees by construction workers for their fuel
needs it will be ensured that the contractor provides fuel to them. The
construction workers will be educated on importance of maintaining the
existing tree.


CHAPTER -11
SUMMARY AND CONCLUSIONS


279
CHAPTER – 11
SUMMARY AND CONCLUSIONS
M/s. SLR Metaliks Ltd. propose to improve the viability of the existing project by the
addition of facilities for the production of value added downstream products with
ready market opportunity such as alloy steel, rolled steel products, metallurgical coke,
coke oven gas based power and oxygen in the existing Iron making industry. The
expansion does not require additional ore. The steel industries in general are on
priority list as they contribute in overall development of the country. Integrated steel
industries in particular will produce steel and steel products at economic cost and
also has export potential to earn/save foreign exchange.
i. Additional land needed to the project is already allotted by KIADB.
ii. The proposal is for manufacture of downstream and associated products. This
will reduce transportation and operation cost and result into overall economy
and viability of the industry. Coke oven off gases are advantageously utilized in
the power generation for captive use.
iii. The product mix includes Steel alloy from steel plant, TMT bars from rolling mill.
Based on market demand and pricing capacity utilization of these plants can be
varied.
iv. Metallurgical coke from coke oven plant will be utilized as captive source in the
existing BF plant. Coke oven off gases will be used in waste heat recovery
boiler for generation power. The power thus generated will be used in the
industry as a captive source.
v. Water requirement will be met within the available permissible limits from the
river source.
vi. This industry does not produce any toxic products and does not have significant
adverse effect on the quality of land, water and air. The industry has taken all
the necessary preventive measures to mitigate even the small effects which
might be caused by industrial activities.
vii. Gaseous emissions will be generated from furnaces, boiler, fume exhaust will be
treated in suitable APC system and vented through the stacks of adequate
height.

280
viii. The concept of Reduce, Reuse and Recycle is also practiced in the industry as
per the eco-policy of Govt. of India. This will result in high performance, and
minimal resource utilization. With the addition of steel making units energy
savings of 405 KWH/ton of pig iron will be saved as it avoids re-melting of pig
iron.
ix. Wastewater generated in the industry will be treated and re used for industrial
purpose and green belt and greenery development in the factory premise.
x. The industry will adopt an effective environment management system and
environment management plan to protect the environment. Due priority will be
given for greenery development and rain water harvesting at the factory
premises.
xi. The site is connected to supply of raw material and product utilizers through
well laid national and state high ways and railway lines. The traffic on these lines
is with in the permissible limits.
Project Feasibility as a Sustainable Development Model
This project is very essential in-view of production of high value downstream
products.
The local people desire the setting up of the industry to create additional direct &
indirect job opportunities as well as business opportunities.
Water, power, Raw material and Market are available.
Adequate precautions will be taken for Pollution Control, Resource Conservation
and Environmental Protection.
This is cost effective and aims Sustainable Development.
The project is proposed in economically & industrially backward / rural area of
Karnataka State.

CHAPTER -12
DISCLOSURE OF CONSULTANTS


281
CHAPTER- 12
DISCLOSURE OF CONSULTANTS ENGAGED
12.1 THE NAMES OF THE CONSULTANTS ENGAGED WITH THEIR BRIEF RESUME & NATURE OF CONSULTANCY RENDERED
This EIA report is prepared on behalf of the proponents, taking inputs from proponent‟s
office staff, their R & D wing, Architects, Project Management Professionals etc. by
Environmental Consultants M/s. Ultra-Tech Environmental Consultancy & Laboratory,
Thane, Mumbai , who have been accredited by QCI-NABET vide official memorandum of
MoEF S.N. 93 of LIST „A‟ of MoEF - O.M. No. J 11013/77/2004/IA II(I) dated September
30, 2011. S.No.154 of list of Accredited Consultants of dated 5th April, 2014.
M/s Ultra-Tech Environmental Consultancy & Laboratory:
Ultra-Tech Environmental Consultancy & Laboratory [Lab Gazetted by MoEF – Govt. of
India] not only give environmental solutions for sustainable development, but make sure
that they are economically feasible. With innovative ideas and impact mitigation
measures offered, make them distinguished in environmental consulting business. The
completion of tasks in record time is the key feature of Ultra-Tech. A team of more than
hundred environmental brigadiers consists of engineers, experts, ecologists,
hydrologists, geologists, socio-economic experts, solid waste and hazard waste experts
apart from environmental media sampling and monitoring experts and management
experts , strive hard to serve clients with up to mark and best services.
Ultra-Tech offers environmental consultancy services to assist its clients to obtain
environmental clearance for their large buildings, construction, CRZ, SEZ, high rise
buildings, township projects and industries covering sugar and distilleries from respective
authorities. Ultra-Tech is in the process of getting QCI-NABET final accreditation for its
EIA organization.
Ultra-Tech also provide STP/ETP /WTP project consultancy on turn-key basis apart from
Operation and Maintenance of these projects on annual contract basis. Also, having
MoEF approved environmental laboratory, Ultra-Tech provide laboratory services for

282
monitoring and analysis of various environmental media like air, water, waste water,
stack, noise and meteorological data to its clients all over India and abroad.
Functional area experts and assistance to FAE involved in the EIA study for “M/s. SLR
Metaliks Ltd.” at Narayanadevarakere Village, Hagaribommanahalli Taluk, Bellary
District in Karnataka State is as follows:
Table No. 12.1: List of Functional Area Experts FUNCTIONAL AREA EXPERTS INVOLVED IN THE EIA:
Sl. No.
NAME OF SECTOR
NAME OF PROJECT
NAME OF CLIENT NAME OF EIA COORDINATOR
FUNCTIONAL AREA EXPERTS INVOLVED
FA NAME/S
1. Metallurgical industries (Ferrous & nonferrous)
– both primary and Secondary (Sector-8)
Industrial Project
M/s. SLR Metaliks Limited,
Narayanadevarakere
Mr. Santosh Gupta
Team Member:
Dr. S. S. Hotanahalli
AP
Mr. Shekhar Tamhane
Team Member: Ms. Deeptee Samant
WP
Mrs. Deepa Tamhane – Karnik
Team Member: Ms. Sampada Shidid
EB
Dr. T. K. Ghosh Team Member: Ms. Bharati Khairnar
SE
Dr. V.G. Panwalkar Team Member: Dr. Kishore Wankhede
SHW
Mr. Santosh Gupta
Team Member: Dr. S. S.
Hotanahalli
LU
Mr. Swapnil Awaghade
Team Member: Mr. Ajay Kadam

283
Sl. No.
NAME OF SECTOR
NAME OF PROJECT
NAME OF CLIENT NAME OF EIA COORDINATOR
FUNCTIONAL AREA EXPERTS INVOLVED
FA NAME/S
RH Dr. Ravindra Kode
Table No. 12.2: Laboratory Details
LABORATORY FOR ANALYSIS:
NAME OF LABORATORY SCOPE OF SERVICES ACCREDITATION STATUS
M/s. Bangalore Test House
#65, 20th Main,, Marenahalli,
Vijaynagar, Bangalore – 560
040
Monitoring and Analysis of: 1. Ambient Air Quality
Monitoring 2. Ground and Surface Water
Quality Monitoring 3. Noise Level Monitoring and 4. Soil Quality Monitoring 5. Metrological data collection
M/s. Bangalore Test House is a NABL certified laboratory