attachment d existing waste water treatment plant … · tanks at the rear of the effluent...
TRANSCRIPT
Attachment D
Existing Waste Water Treatment Plant Design Map
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:46
a
D
I
P B
‘,-I-----
E7504
I
1
For in
spec
tion p
urpo
ses o
nly.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:46
Attachment D
Waste water arising ftom the facility arises fkom a number of process activities.
Wash down of plant and equipment after each production capacity Wash down of all processing areas and areas where good hygiene practices are applicable Waste water ftom on site scrubber Washing fiom unclean areas where rainfall occurs, Waste water fiom process Cooling Towers Any other activity on site not mentioned above,
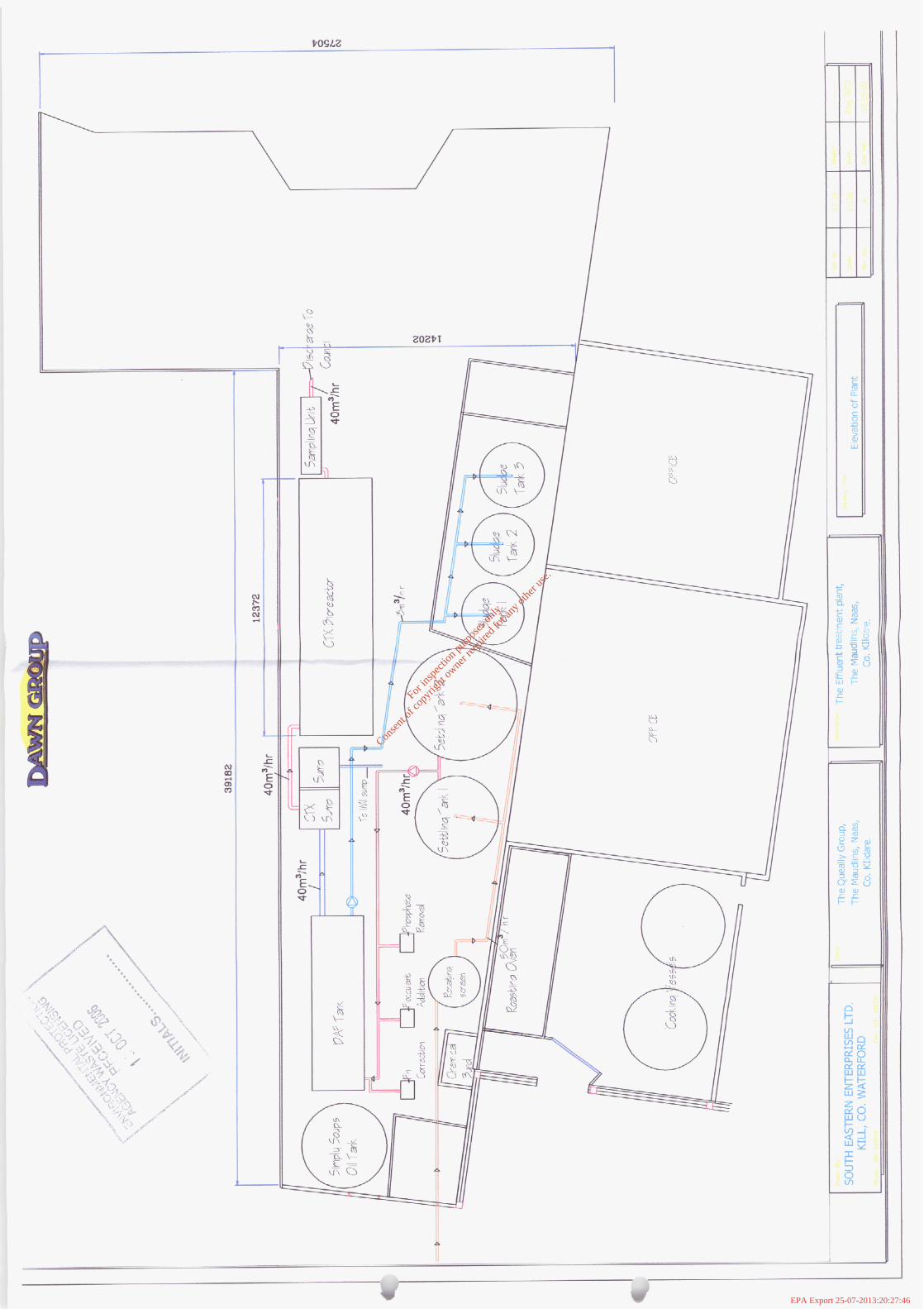
Operation of the effluent treatment plant
There are five sumps on site fkom the five factories producing effluent to the plant. Pasta Concepts and QK Meats pump directly into the effluent plant but produce no odour at their sump.
Dawn F m s produce about 60% of the effluent or over 350m3 per day. This area is now covered over and the sump has been redesigned to reduce odour.
I.M.1 produces about 20% of the effluent or over 120m3 a day. This sump is also enclosed.
The Simply Soups sump is enclosed in the effluent yard and this also is also a source of foul odour. Much of the effluent in this sump is at a high temperature and they produce about 10% of the total effluent for the site.
All of the effluent fi-om all of the factories for the site comes fiistly to the screen tank in the waste water treatment plant. This is a rotating screen on a
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:46
15 tonne holding tank. The screen tank is located next to the two balance tanks at the rear of the effluent treatment plant.
From the screen tank the effluent is pumped into the two settling tanks. These tanks hold approximately 100 and 200m3 each and are about 8 meters in diameter. They are sealed on the top. The effluent gets 3-4 hours settling prior to being pumped at 40m3 per hour into the DAF tank. The DAF holds about 30m3 of effluent and is nearly completely sealed. We have a 3m3 mixing tank on top of the DAF.
From the DAF the effluent flows into a sump at 40m3 per hour before it is pumped into our CTX Bioreactor tank i.e. submerged media. The CTX is approximately 20 m long and 4 m wide. The sump is located between the DAF and the CTX tanks, about half way along the plant. The CTX tank contains specific bacteria to enable the breakdown of organic compounds within the effluent. Air is being pumped into the CTX tank through a coarse diffuse aeration system 24 hrs a day. The tank is completely open on top and can release odours when the organic load of the effluent is high. The Effluent temperature in the CTX is usually around 30"c.
Q
The sludge removed from the DAF tank is pumped continuously into one of our three sludge tanks. These hold about 55 m3 each. We have over 100 tonne of sludge a week. The sludge tanks are nearly fully enclosed on the top and are also withm the effluent building. The sludge is pumped into a sealed tanker at about 2 loads per day at 20 tonne each. The sludge is pumped at about 20-3O"c and the tanker is vented into a sealed tank.
Settling tanks are emptied on Sundays as the flow of effluent is small and for odour reasons. This process means emptying all the effluent out o f the tanks and heating sludge and then pumping into sludge tanks. This is very dirty and a lot of foul odour is produced. It takes approximately 5-6 hours to complete this job.
@
It has become clear that this process can no longer bring effluent parameters such as COD, Ammonia, solids etc to compliance with the section 16 discharge license and has been prosecuted because of this
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47

The company proposes to install a new treatment plant as the existing system does not have the capacity to comply with it’s section 16 discharge to sewer license.
At present two companies are preparing tenures for a new plant on behalf of Queally Group Naas. These are Treatment Systems and EPS.
Proposed plant designs are not available at present due to on going consultation but will be available shortly. It is probable however that the DAF unit will be retained and some sort of aeration basin /tank will be installed along with an associated clarifier.
It is a major priority for Queally Group to complete this process and to begin the installation of this project as soon as possible.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
Process Description
Queally Group f/a Dawn Farms
The following are the list of product types produced by Dawn Farms Char grilled chicken Bacons Hams
Char grilled chicken
Raw materials are purchased from various suppliers including meats, dry ingredients and packaging and stored in on site fiozen and dry goods storage. The chicken meat is tempered and deboxed before it enters the process, ingredients - flavours etc are made up to specifications and the product is char grilled on the TZ line. The product is cooked in the TZ oven @76OC for 2 minutes. The product is frozen and undergoes weighing/ packing/ labelling and fmally metal detection before it is stored in QK coldstores and eventually dispatched to the customer.
Bacons
Raw material are purchases from various suppliers including meats, dry ingredients and packaging and stored on site in fi-ozen and dry goods storage. The meat is tempered and deboxed. The ingredients are made up and inserted in to the product through an injection process. After the process the product is heated in the TZ ovens 0 72OC for 2 minutes. The product is diced and chilled before being frozen. The product is weighed, packaged and labelled and passes through final metal detection before it is put in to storage and finally dispatch to customers.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
Hams
Raw material are purchases from various suppliers including meats, dry ingredients and packaging and stored on site in fiozen and dry goods storage. The meat is tempered and deboxed. The ingredients are made up and inserted in to the product through an injection process. The product is then chilled and put in bags. The product is then heated in a Maurer Cooker @ 72OC for 2 minutes and the product is then chilled to 4 OC in 10 hours. The product is debagged and is vacuum packed. The product undergoes metal detection and is boxed stored and dispatched to the customer
Emissions
About 300 M3 of raw eMTuent is produced per day from this operation. Fugitive air emissions fi-om this process are not currently directed to the scrubber system. However when the new scrubber is installed in the next few months, fugitive air emissions from Dawn Farms will be vented to the scrubber.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
1 I
Dawn Farms Products Process Flow Diagram Char grilled chicken
Meats, dry ingredients and packaging are stored in on site
Chxken meat is tempered and deboxed
Chicken is char grill
1
1
1
Product heated @ 76OC for 2 minutes
Weighing, packaging and labelling
Metal detection
Storage and dispatch
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47

Dawn Farms Products Process Flow Diagram Bacons
I
' Q
Meats, dry ingredients and Dackaging
Tempered and deboxed
I
1 Injection of ingrediants
Heated in TZ oven @? 72OC for 2 minutes
Diced and frozen
Weighed, packaged and
Dispatch to customer
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
Dawn Farms Products Process Flow Diagram Hams
Meats, dry ingredients and packaging and stored in on site
Meat is tempered and deboxed + Injection
r 1 I
Chilled and put in I bags
Cooked in a Maurer Cooker @ 72OC for 2 minutes + Product is then chilled to 4 OC in 10 hours
Vacuum Packing I Dispatched to customer
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
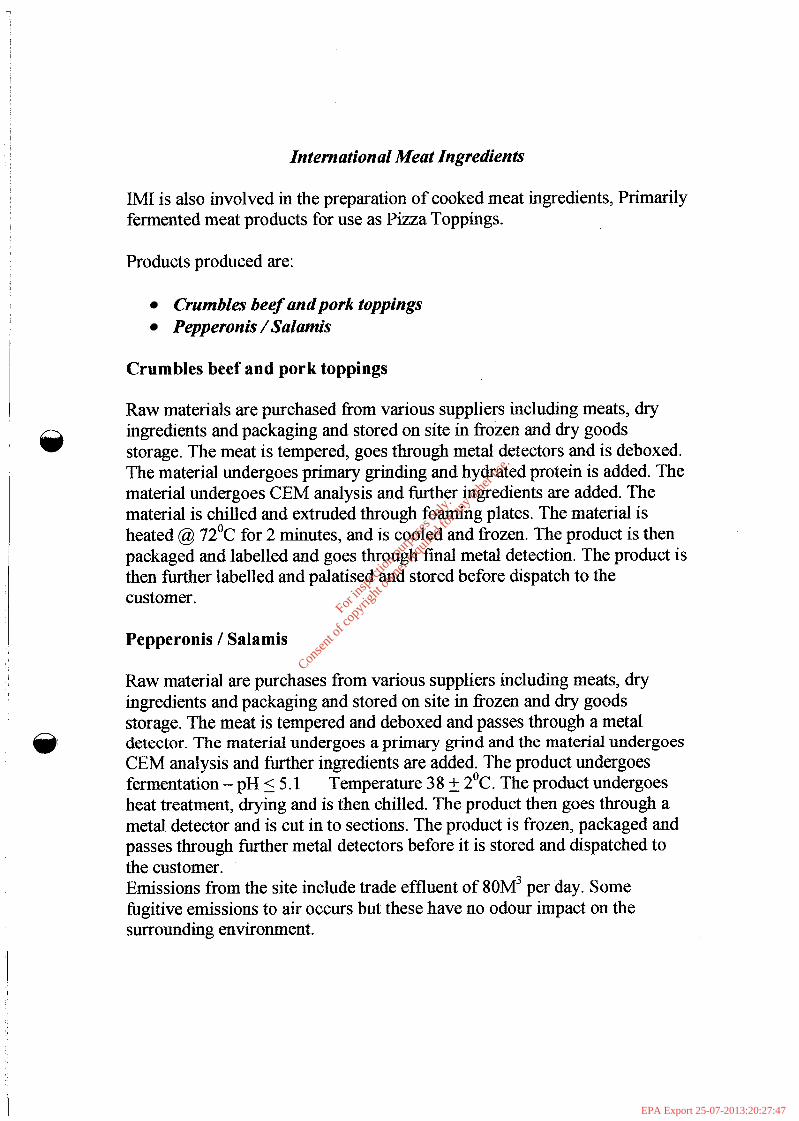
International Meat Ingredients
IMI is also involved in the preparation of cooked meat ingredients, Primarily fermented meat products for use as Pizza Toppings.
Products produced are:
Crumbles beef andpork toppings Pepperonis /Salamis
Crumbles beef and pork toppings
Raw materials are purchased from various suppliers including meats, dry ingredients and packaging and stored on site in frozen and dry goods storage. The meat is tempered, goes through metal detectors and is deboxed. The material undergoes primary grindmg and hydrated protein is added. The material undergoes CEM analysis and m h e r ingredients are added. The material is chilled and extruded through foaming plates. The material is heated @ 72OC for 2 minutes, and is cooled and frozen. The product is then packaged and labelled and goes through final metal detection. The product is then further labelled and palatised and stored before dispatch to the customer.
Q
Pepperonis / Salamis
Raw material are purchases from various suppliers including meats, dry ingredients and packaging and stored on site in fiozen and dry goods storage. The meat is tempered and deboxed and passes through a metal detector. The material undergoes a primary grind and the material undergoes CEM analysis and further ingredients are added. The product undergoes fermentation - pH 5 5.1 Temperature 38 2 2OC. The product undergoes heat treatment, drying and is then chilled. The product then goes through a metal detector and is cut in to sections. The product is frozen, packaged and passes through further metal detectors before it is stored and dispatched to the customer. Emissions from the site include trade effluent of 80M3 per day. Some fbgitive emissions to air occurs but these have no odour impact on the surrounding environment.
49
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
I o
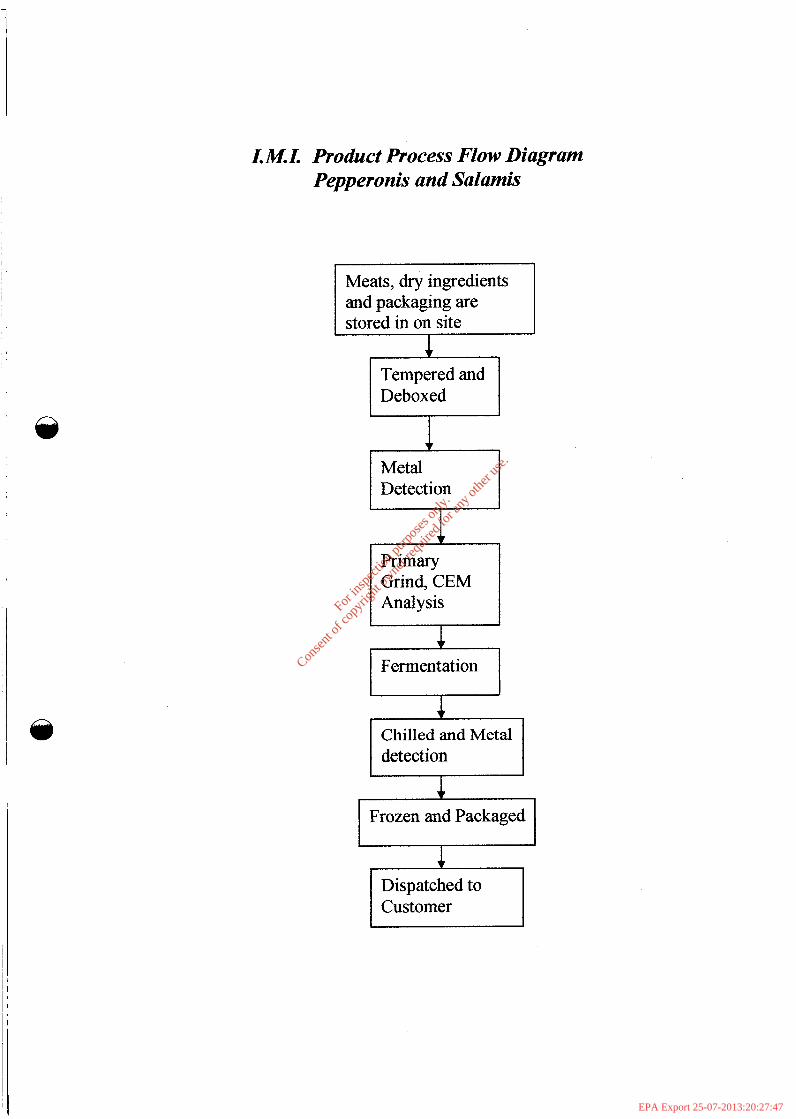
I.M.I. Product Process Flow Diagram Pepperonis and Salamis
Meats, dry ingredients and packaging are stored in on site c
Tempered and Deboxed
~ Detection
Primary Grind, CEM Analysis
Fermentation
Chilled and Metal detection
I Frozen and Packaged
Dispatched to Customer
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
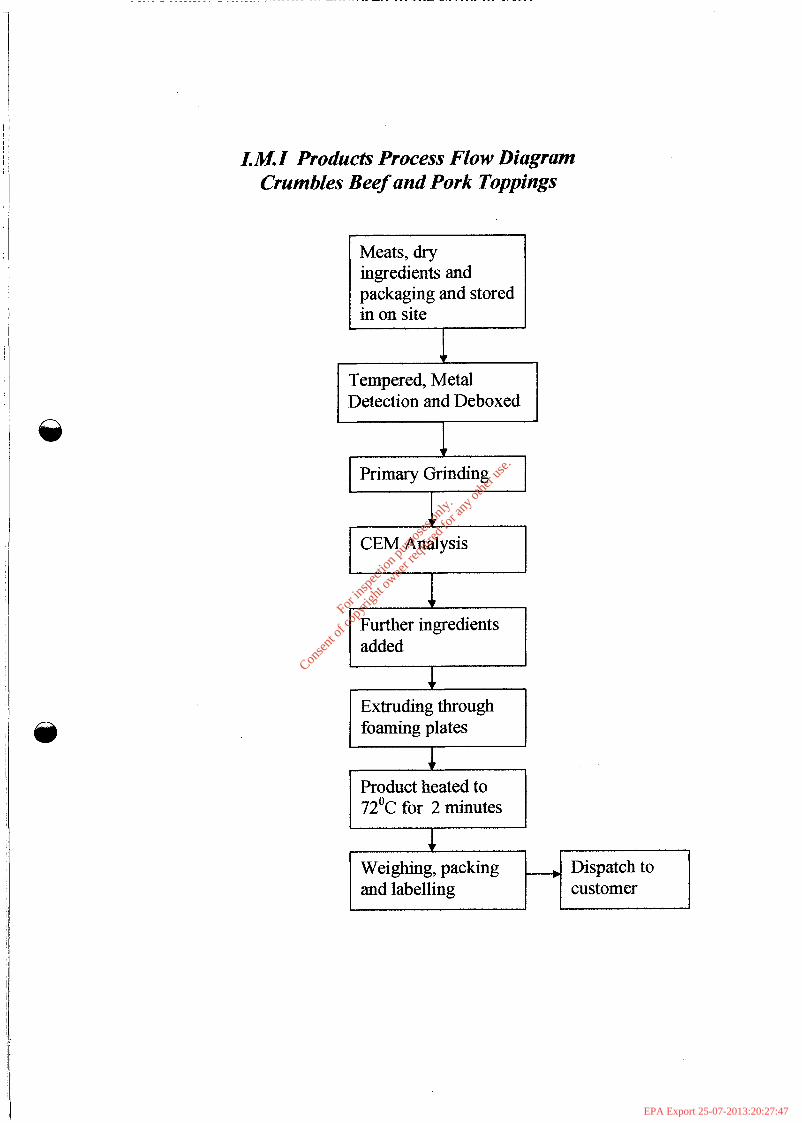
LM.I Products Process Flow Diagram Crumbles Beef and Pork Toppings
(Q
Meats, dry ingredients and packaging and stored in on site
1 Tempered, Metal Detection and Deboxed r Primary Grinding G=
~ CEM Analysis
Further ingredients added
Extruding through foaming plates
Product heated to 72OC for 2 minutes
Weighing, packing Dispatch to and labelling customer
I I I
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
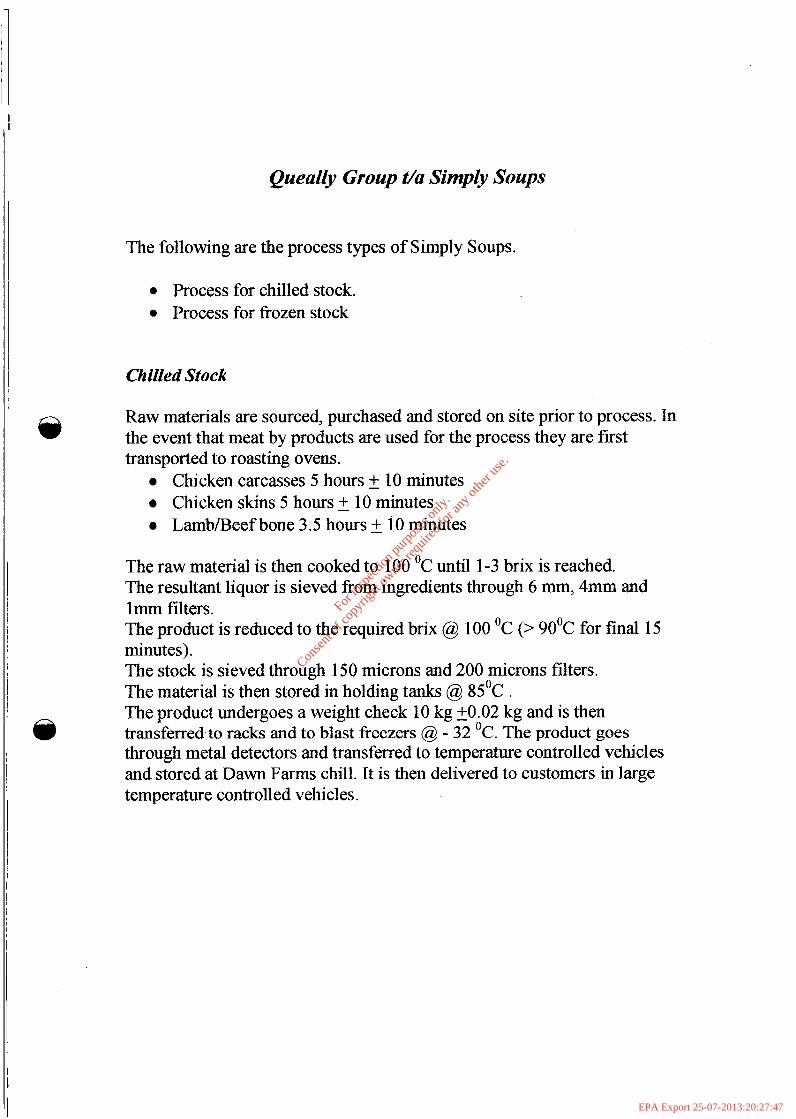
Queally Group t/a Simply Soups
The following are the process types of Simply Soups.
Process for chilled stock. Process for fiozen stock
Chilled Stock
Raw materials are sourced, purchased and stored on site prior to process. In the event that meat by products are used for the process they are f i s t transported to roasting ovens.
@ Chicken carcasses 5 hours 2 10 minutes Chicken skins 5 hours 2 10 minutes LambBeef bone 3.5 hours 5 10 minutes
The raw material is then cooked to 100 OC until 1-3 brix is reached. The resultant liquor is sieved from ingredients through 6 mm, 4mm and lmm filters. The product is reduced to the required brix @ 100 OC (> 9OoC for final 15 minutes). The stock is sieved through 150 microns and 200 microns filters. The material is then stored in holding tanks @ 85OC . The product undergoes a weight check 10 kg t0.02 kg and is then transferred to racks and to blast freezers @ - 32 OC. The product goes through metal detectors and transferred to temperature controlled vehicles and stored at Dawn Farms chill. It is then delivered to customers in large temperature controlled vehicles.
@
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
Frozen Stock
Raw materials are sourced, purchased and stored on site prior to process. In the event that meat by products are used for the process they are fiist transported to roasting ovens.
Chicken carcasses 5 hours t 10 minutes Chicken skins 5 hours 5 10 minutes LambBeef bone 3.5 hours 5 10 minutes
The product is cooked to 1 OO°C for 17 hours & 30 minutes. The resulting liquor is sieved from the ingredients through filters ( 6mm, 4mm and lmm) The product is then reduced to the required brix @ 100 OC ( > 90 OC for final 15 minutes. The stock is then sieved through 150 microns and 200 microns filter.
Q < 20% brix: cooling to less than or equal to 14 OC in 35 minutes 2 5 minutes >20% brix: cooling to less than or equal to 2 1 OC in 3 5 minutes 2 5 minutes
Packing: Packing:<to 14 OC for stocks < 20% brix
Packing 5 to 21 OC for stocks > 20% brix
Weight checks are carried out - lOkg t 0.02kg
The product then undergoes metal detection. It is then boxed, strapped, labelled and transferred to temperature controlled vehicles. The product is then transferred to QK coldstores via temperature controlled vehicles and stored at -22OC for 72 hours 2 30 minutes
Q
The product is then pallatised and transferred to holding freezers and delivered to customers.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
Emissions
Simply Soups are involved in the production of Soup Stocks that uses animal or vegetable material as the main ingredient. The Stocks are reduced to the required level by boiling off water. As a result of this process, Simply soups generate high steam emissions which is sent through the scrubber to remove odours fi-om this emission.
About 100 M3 of raw eMuent per day is produced from this process.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
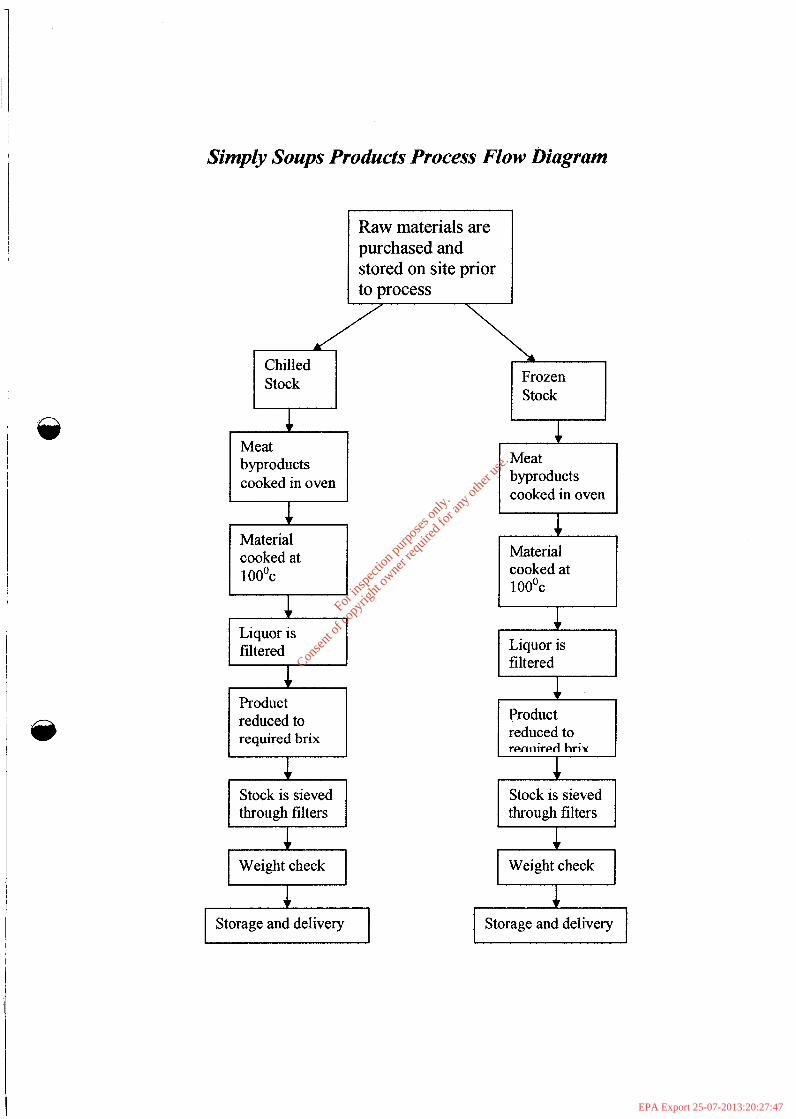
Simply Soups Products Process Flow Diagram
Frozen Stock
-
Raw materials are I purchased and stored on site prior I to process
Chilled Stock
byproducts cooked in oven
cooked at 1 OOOC
Liquor is filtered
1 Product reduced to required brix
1 Stock is sieved through filters
Weight check
Storage and delivery
byproducts cooked in oven
Material cooked at
Liquor is filtered
Product reduced to rt=niiirt=d hriy
1 Stock is sieved through filters
Weight check
Storage and delivery
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
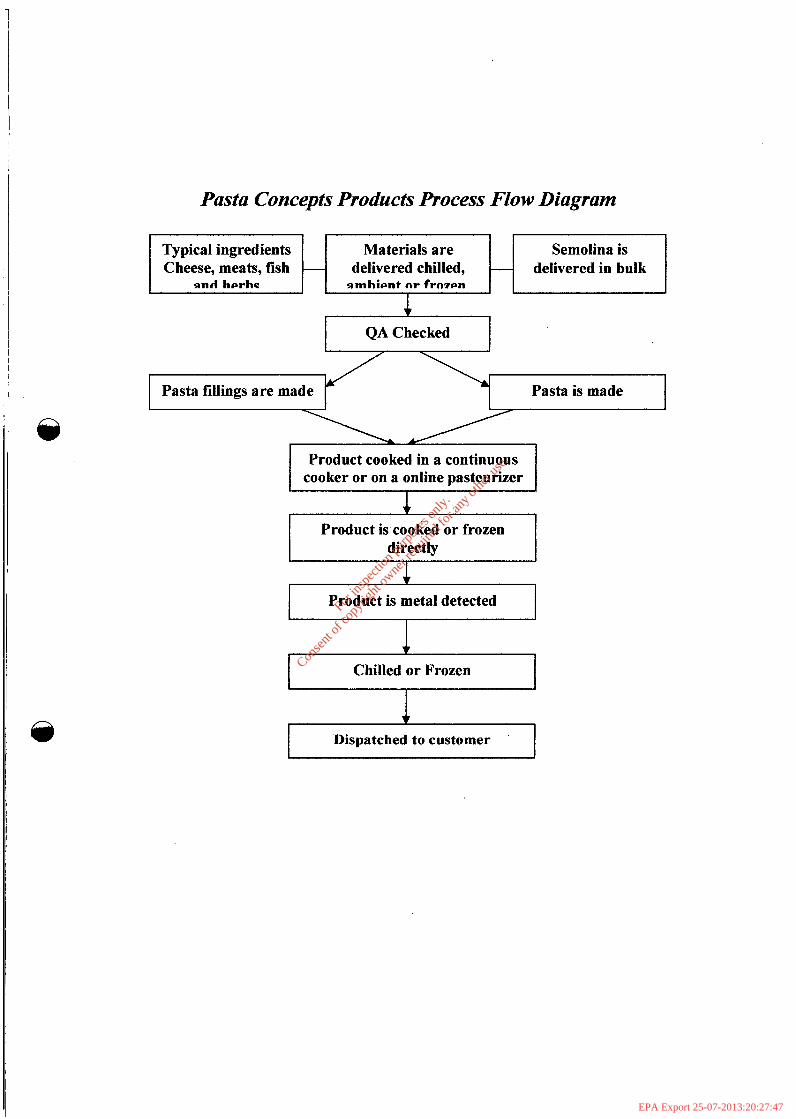
Queally Group Ua Pasta Concepts
Process Overview
Materials are delivered Chilled, Ambient or Frozen. Semolina is delivered in bulk into a bulk silo system Typical ingredients include Cheeses, Meats, Vegetables, Fish, RusMBreadcrumb, Herbs. All raw materials are purchased in a cooked format - no raw meat processed at this site.
Materials are QA checked and released for production
Pasta Fillings are made in a batch process to a specified recipe - Cannelloni, tortelloni fillings etc
Pasta is manufactured on a continuous process to a specified recipe. Lasagne and Unfilled pasta’s are then extruded and shaped to form the end product
In the case of filled pasta’s such as Cannelloni’s Tortellini’s and Ravioli’s the pasta and filling are brought together in a forming dye to form the pasta parcel / shape
Product is cooked in a continuous water cooker or on an in line Pasteuriser (1 product destined for the canning market is not heat treated)
Product is cooled by air or by immersion in cold water or frozen directly dependant on the end customer usage
Product is either frozen and then packed to a specific customer requirement or packed and then frozen dependant on the size specified by the customer. Capability to pack fi-om 200g to 20 kg packs formats.
Product is metal detected and then packed into the secondary packaging format
Product is stored Chilled or Frozen prior to despatch
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47

Pasta Concepts runs 5 days a week, operating a 12 hour production and 12 hour cleaning shift. Cleaning and Sanitising happens nightly from 6pm to 6am approx.
Emissions
Pasta Concepts produce an trade effluent of about 50M3 per day
Some fwgitive emissions to air occur but these have no odour impact on the surrounding environment.
A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
1
Pasta Concepts Products Process Flow Diagram
Semolina is delivered in bulk H Materials are
delivered chilled, H amhient n r frnien
Typical ingredients Cheese, meats, fish
slnd herha
QA Checked
Pasta fillings are made Pasta is made
Product cooked in a continuous cooker or on a online pasteurizer
1 Product is cooked or frozen
directly
Product is metal detected
Chilled or Frozen
I Dispatched to customer
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
1
Queally Group ri/a Vitners Products
I Q
a
This is the smallest factory on the site and involves in the manufacture of dried pet treats. Two raw materials are processed on this site and these are:
Frozen pig ears Chilled or frozen beef or pork bones.
Frozen Pig Ears
Pallets of frozen pig ears are taken from various suppliers and are thawed and stored on site. The ears are trimmed and strips are produced as a result. Waste from this stage is placed in the wet waste storage skip for rendering off site. The ears are then cooked in an oven for 24 hours @ 9OoC and are then left to cool naturally for 1 to 3 hours. The product is then packaged in to separate bulk cardboard bins lined with polyliner and transported off site for packaging for retail.
Chilled or Frozen Beef or Pork Bones.
Chilled / Frozen beef or pork bones are taken from various suppliers and are thawed and stored on site. Bones are placed directly on racks and are cooked in direct gas burner ovens for 24 hours @ 120 'C. The product is cooled naturally for 1-3 hours and the product is then packaged in to separate bulk cardboard bins lined with polyliner and transported off site for packaging for retail.
Emissions
Trade effluent of 5M3 per day is produced from the process. No fugitive air emissions emanate from this company.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
i
8
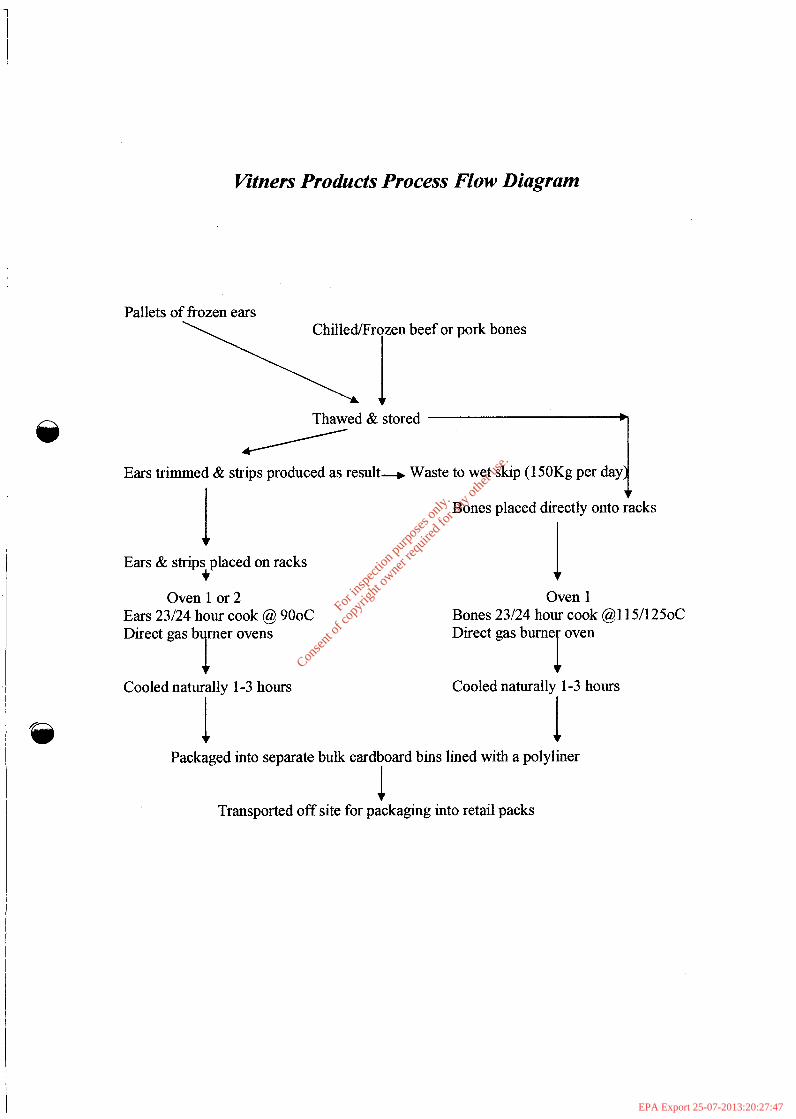
Vitners Products Process Flow Diagram
Pallets of frozen ears Zen beef or pork bones
Thawed & stored +I
I Ears trimmed & strips produced as result- Waste to wet skip (1 50Kg per day
Bones placed directly onto racks
Ears & strips placed on racks + Oven 1 or 2
Ears 23/24 how cook @ 9OoC Direct gas b er ovens r"' Cooled naturally 1-3 hours
1
1 Oven 1
Bones 23/24 hour cook @115/125oC Direct gas burner oven
1 Cooled naturally 1-3 hours
I Packaged into separate bulk cardboard bins lined with a polyliner
1 Transported off site for packaging into retail packs
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47
Queally Group t/a QK Meats
Beef carcasses are taken from different slaughtering plants fiom around the country in refrigerated lorries.
Labels are delivered to QK coldstores and checked for contamination.
The meat is inspected visually and temperature and pH of the incoming beef is monitored and recorded. Carcasses are accepted or rejected on the basis of this inspection. Carcasses are then weighed once they have passed the inspection.
Carcasses are transferred and stored under chilled conditions < 4°C until they are boned out.
Carcasses are scanned in to boning hall and are visually inspected and trimed as necessary prior to boning out.
Bones are removed along the line system. All SRM bones are kept separate.
All SRM material are placed in labelled bins, which are then placed in to a separated skip for staining and collection.
As the carcasses move down the line, the primal cuts are removed and transferred along the conveyer.
Membranes are removed from some cuts depending on customer specifications.
Some trirnrning occurs.
The product is vacuum packed (fresh) and boxedtrayed off and labelled according to the desired customer specifications.
All products are metal detected.
Beef products can either be Fresh / Vacuumed Beef or Frozen Beef.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:47

The product is dispatched to the customer in temperature controlled trucks.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
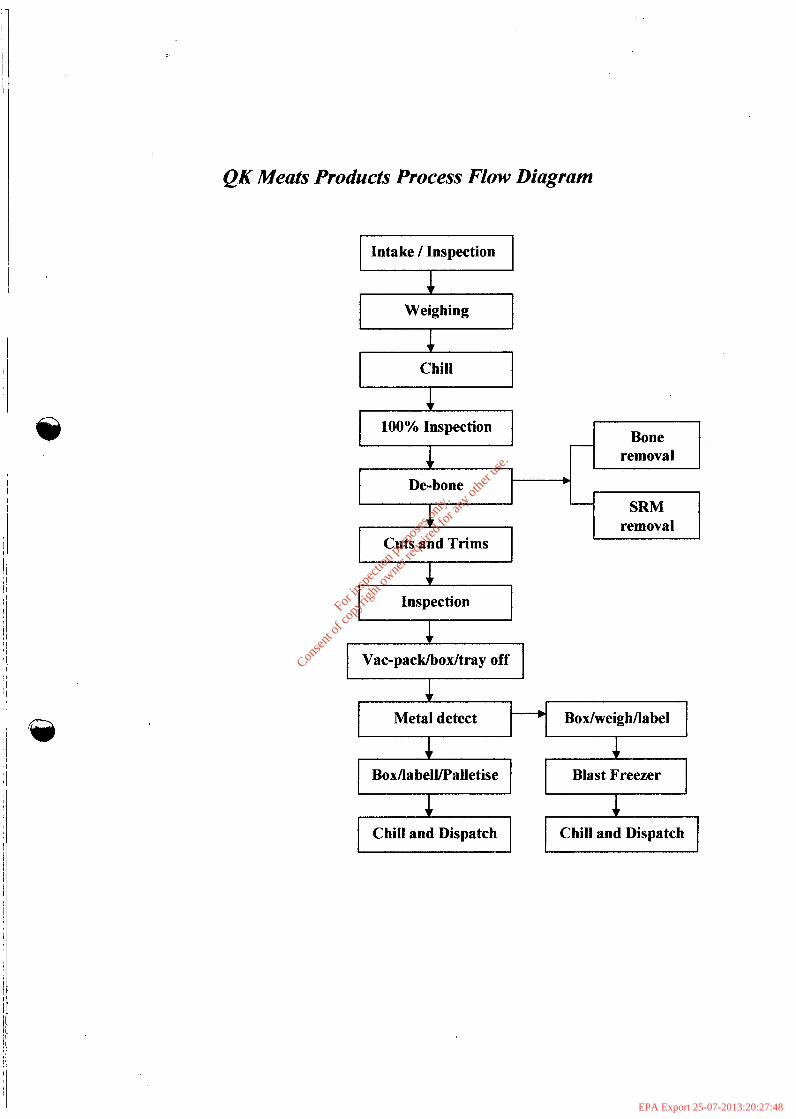
QK Meats Products Process Flow Diagram
Metal detect
?l Weighing
--w Bodweighhabe1
,
Boxha belVPalletise
100% Inspection 54
Blast Freezer
a removal
De-bone - 1 I
Inspection
.
Chill and Dispatch
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
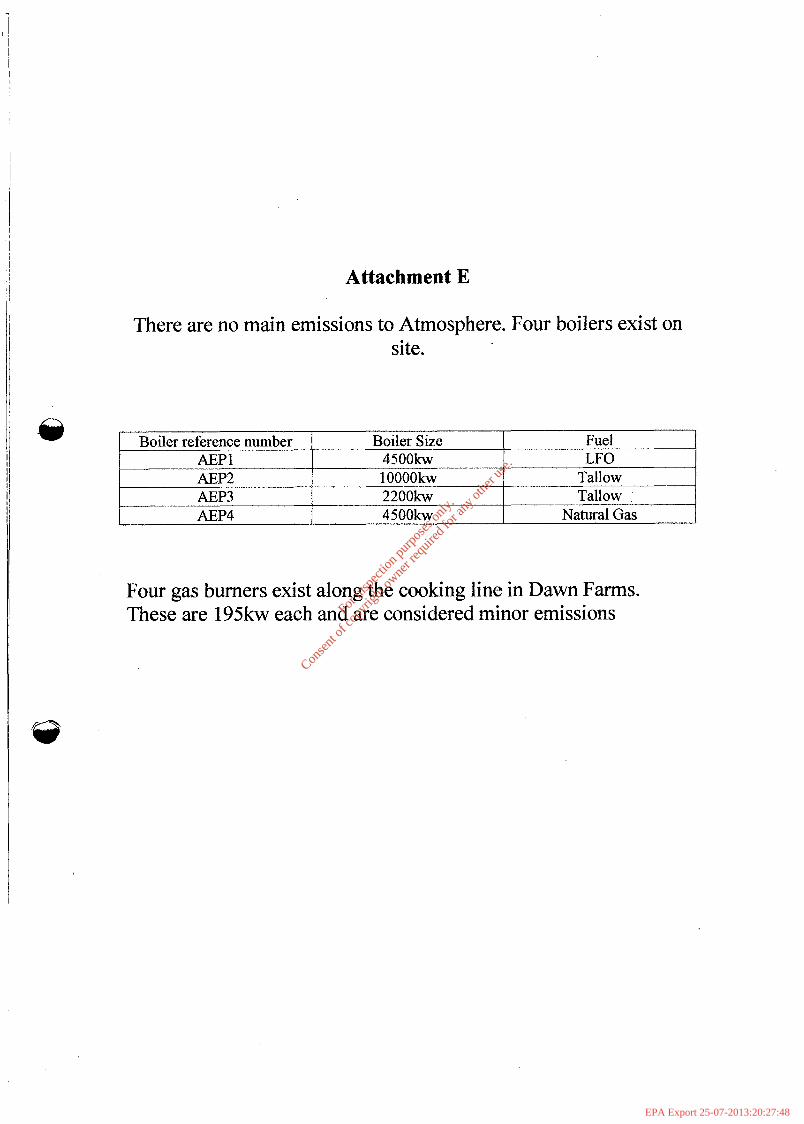
Attachment E
Boiler reference number Boiler Size AEP1 4500kw AEP2 10000kw AEP3 2200kw AEP4 4500kw
There are no main emissions to Atmosphere. Four boilers exist on site.
Fuel LFO
Tallow Tallow
Natural Gas
Four gas burners exist along the cooking line in Dawn Farms. These are 195kw each and are considered minor emissions
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
Attachment E. 1 .B
1.
2. 3. 4. 5. 6. 7.
Approximate volume of effluent / cooking building 3450m3 @ 37°C excluding equipment Simply soup extract 10,000m3 (395 "C. IMI Sump 2000m3/ hour
Proposed number of air changes for effluent building 5.20 timeshour Total Flowrate to scrubber 30,000 m3/ hour Scrubber removal efficiency greater than 90% Chlorine dioxide usage rate approx 0.15 litreshow NaOH usage approx 0.1 litres / hour Scrubber blowdown rate 100 litreshow.
Fugitive emissions to air arise from the in house waste water treatment plant for the five companies on site and from the wet waste storage area located on the attachment D site drawing.
The wet waste area is an enclosed area and only causes a problem when the door is left open. It is company practice to keep this area closed at all times to prevent odour and therefore this will prevent it's emission.
The in house waste water treatment plant is enclosed in a building located on the site map - Attachment D. Odours emanating from this plant are serviced by an on site counter current scrubber, however due to increased production it has exceeded the operating capacity of the scrubber, therefore fugitive odours do on occasion emanate from this area.
Finally fugitive odours arise from Simply Soups and Dawn Farms due to the inability of the current scrubbing system to work satisfactorily.
The company proposes to use Simdean Envirotech and Odour Monitoring Ireland to install a new scrubbing system with a air flow intake of 30,000m3/ hour.
The following are the speclfications for the new odour removal system
Once this system is in place it is envisaged that no odours will emanate off site
The following is an attachment of the design of the odour control system.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
- ...-. ..... .....
SIMOEAN ENWROTEC LTO,
20 Brookfield Drive Holmes Chapel Cheshire, CW4 7DT
Tel: 00441 477 537553 Email: [email protected] www.simdeanenvironmental.co.uk
m o n i t o r i n g I R E L A N D
ODOUR 8 ENVIRONMENTAL ENQINEERINQ
Unit 32 De Granville Court, Dublin Rd, Trim, Co. Meath
CONSULTANTS
Tel: +353 46 9437922 Mobile: +353 86 8550401 E-mail: [email protected] w.odourireland.com
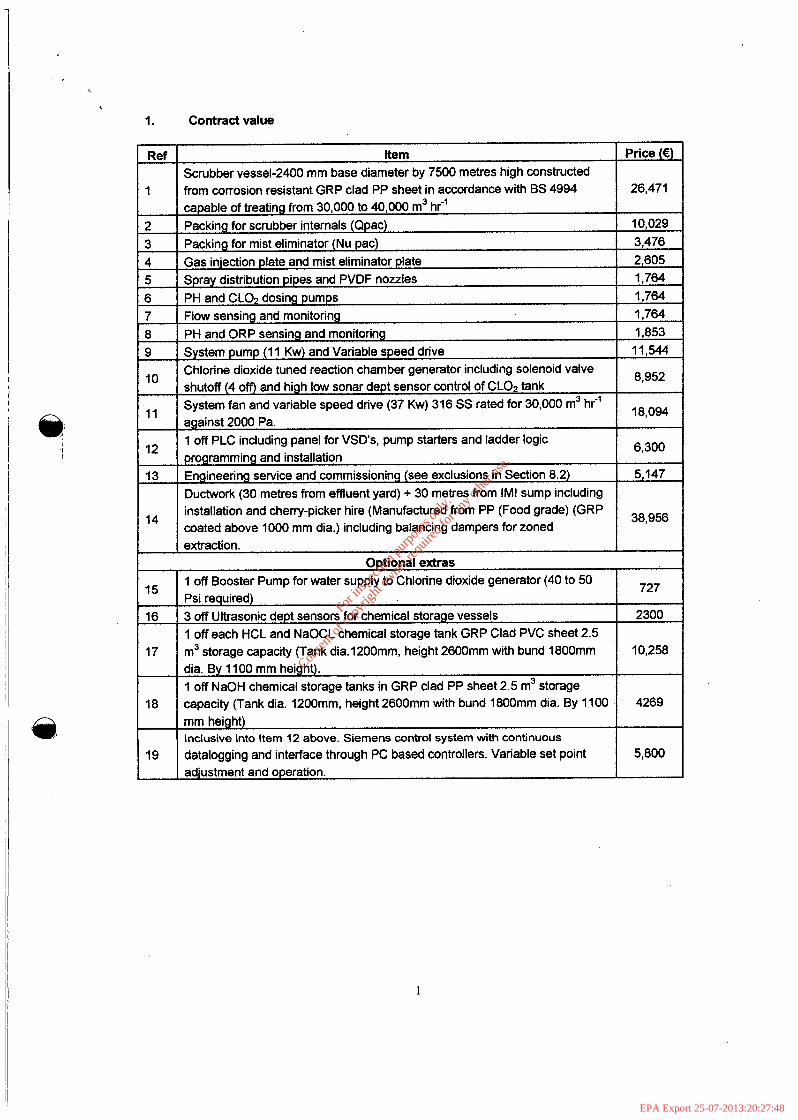
QUOTATION TO DESIGN, SUPPLY AND INSTALL ODOUR CONTROL SCRUBBING SYSTEM FOR EFFLUENT AND COOKING ODOURS AT QUEALLY GROUP, NAAS, CO. KILDARE
PREPARED BY: ATTENTION:
DATE: 30* July 2005 QUOTATION NUMBER: Q11850
Dr. Brian Sheridan & Mr. Nick Carter Mr. Richard McNally, Mr. Chris Fennessy & Mr. Peter McGrath
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
19
I
rnrn height) Inclusive into Item 12 above. Siemens control system with continuous datalogging and interface through PC based controllers. Variable set point adjustment and operation.
5,800
1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
2. Terms of contract
2.1 Conditions of Contract
Simdean Envirotec & Odour Monitoring Ireland assumes the contract will be let using I Chem E Red Book Terms suitable for lump sum contracts.
The above item list includes a new scrubber vessel in place of the existing vessel. The existing vessel will provide no savings as extra packing, larger pump, and twin cost epoxy coating is required. The operating cost of the new vessel is approximately 20% less in comparison to the existing vessel.
2.2 Terms of Payment
15% of value of contract paid with order. 30% of value of contract paid on approval of completed design, (namely the documentation listed at paragraph 3.1 above less the Draft O&M manual and the Commissioning procedures which will follows prior to delivery of equipment to site). 50% of value of contract upon delivery of all major items to site (which are deemed to be the scrubber vessel, the main pump, the ID fan, chlorine dioxide generator, 90% of the ductwork and stack and the MCC Panel to site but not installed. 5% of value of contract upon mechanical and electrical completion less minor snagging items
1 Simdean Envirotec and Odour Monitoring Ireland will invoice when a milestone is achieved and the all payments will be on point of time basis.
2.3 Valuation of variation and claims
All changes including the price for the change are to be agreed in writing by Dawn Farms prior to Simdean EnvirotedOdour Monitoring Ireland carrying out any additional work, which is not included in this scope of work.
2.4 Defects liability period
The defect liability period for all equipment supplied by the supplier is 15 months from delivery of equipment to site or 12 months from installation completion which ever is the sooner.
3. Process Description
The system is described by the P&ID at Appendix I and GA Drawing at Appendix II.
The odour control is achieved by 4 stages.
3.1 Stage I - Extraction
The ductwork is run along the Simply soups boundary wall at eves level. The duct work will be supported by hangers located approximately Im from the side of the building from the building steelwork. The ductwork will extract from the following areas:
2
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48

Simply soup SS duct via venturi whereby hot air and fresh will be drawn in equally to provide mixing and cooling.
0 From the headspace of the sludge holding tanks room, From the IMI sump, From within the Effluent yard building headspace.
A total of between 30,000 and 40,000 m3 hi’ of air can be removed. This allows for extra capacity (approx. 10,000 m3 hi ’) within the scrubbing plant whereby additional odourous air can be ducted from other sections of the plant for treatment. Currently no ductwork is allowed for this circumstance.
3.2 Stage 2 - Removal of the fatloil from the gas stream
Fats and oils can be problematic in such processes whereby packing support can become blocked and require frequent blow down thereby expending valuable treatment time and chemicals. Simdean EnvirotedOdour Monitoring Ireland have selected the use of a CL02 scrubber to prevent such occurrence and thereby eliminate any operational difficulties with such a technology.
3.3
The odour from this type of application typically contains low level terpenes, carboxylic acids, aldehydes and low level sulphurous compounds such at mercaptans and hydrogen sulphide. The odour strength is estimated at 6 to 8,0000uE/m3 Odour Units.
Stage 3 - Removal of the Odour
The process works on the principle of adsorption and oxidation whereby a slightly caustic pH promotes the sorption of the slightly acidic odours and once sorbed, oxidation is completed using chlorine dioxide. Chlorine dioxide is a strong oxidizer. The packing bed within the scrubber enhances adsorptionlsorption into the liquid phase. The re-circulation pump refreshes the liquid stream across the packing while the scrubber sump acts as a retention vessel to ensure complete oxidation.
Simdean EnvirotedOdour Monitoring Ireland have assumed that the odour emission rate from the scrubbing vessel will be approximately 500 to 800 OuE m-3.
3.4 Stage 4 - Dispersion
The cleaned air will then be discharged to atmosphere at a velocity >15m/s via a 11.50 m stack which will protrude 4 m above the height of the building. This will ensure the gas is adequately dispersed and that odour at ground level outside the boundary is less than 3.0 0uE/m3 98%ile level, hourly average using the Aermod Prime modelling programme.
4.0 Design Specification
The system and equipment descFibed below has been designed to operate against the following design specification.
Approx Volume of effluentlcooking building 3450m3 @ 37% exduding equipment displacement Simply soups extract 10,000 m3 9 5 ’ ~ IMI Sump 2000 m3 hi’ Proposed number of air changes for effluent building Total Ventilation requirement for building
5.20 Rir 18,000 m3 hr-’
3
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
Total exhaust flowrate to scrubber Assumed inlet concentration of pollutants Designed Outlet concentration Scrubber removal efficiency Chlorine dioxide Usage ( Approx) NaOH usage ( Appm) Scrubber Blowdown Rate ( Min)
30,OOO m3 hi' I 0,000 0uE m3 800 0% m3 Greater than 90 9'0 0.15 Vh 0.1 vh loo I/h
4.1 System Description
The equipment offered will comprise a Sidean EnvirotdOdour Monitoring Ireland packed bed scrubber, exhaust system fan, range of extract ductwork between the fan and scrubber inlet and exhaust outlet ducting.
4.2 Scrubber description
The scrubber will consist of a single stage packed bed scrubber. The scrubber will be fitted with a single circulating pump and flow indicator linked to an alarm. The swubber will be fed via liquid circulation lines incorporating a paddle wheel flow sensor and appropriate monitor for setting of liquid flow rates. The scrubbing liquor used will be an aqueous alkaline solution of Sodium Hydroxide and Chlorine dioxide. The scrubber will also incorporate the following: -
1. pH Monitor for monitoring of pH of scrubbing liquor with alarm facillty should the pH of the scrubbing go beyond the prescribed limits.
2. ORP Monitor for monitoring of ORP (oxidation/reduction potential) of scrubbing liquor with alarm facility should the ORP of the scrubbing go beyond the prescribed limits.
3. Level control for circulating pump protection. In general, the main body of the scrubbing unit which houses the transfer beds and liquor holding and distribution system would be fabricated from 4.5 mm thick polypropylene Celmar sheet material complying to BS3757-78 part II type CI. The whole of the fabrication would be spark tested on completion using equipment giving a proof range of 20 to 25 kVA.
All flange areas would be at least 9mm thick polypropylene Celmar. The whole external area of the housing would be GRP reinforced as the design calculations call for. The base of the unit, which forms a liquor storage area, would also have suitable body bands encapsulated into the GRP laminations.
The packed bed section located in the housing would be assembled from an extruded chemically resistant polypropylene packing material. The packed bed section would be designed to provide a volumetric capacity of 30,000m3/hr (with maximum up to 40,000 m3 hi' for future design capacity). Above the bed module would be positioned the liquid reagent distribution pipework complete with spray nodes constfucted from uPVC/PVDF. A manifold pipe would exjt the housing via a double puddle flange so that the distribution system is removable for periodic inspection.
Distribution of the liquor from the holding sump to the bed modules is achieved using a centrifugal pump set constructed from suitable qrrosion resistant materials; pipework for distribution is manufactured from polypropylene. The system is pmvided with all necessary control valves and fittings for normal operation, dumping, overflow and draining ofthe liquor sump.
Above the bed section the scrubber is furnished with a mist eliminator to prevent any carryover of scrubbing liquor. The eliminator used is a packed bed type droplet separator constructed from
pobpmpylene.
4
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48

Wthin the liquor sump an eledronic level control device is fitted to provide protection for the re-circulation pump and prevent the sump from overflowing.
4.3 Chemical Bund Area
A secure area is required in which to site the various items of plant for safety reasons, as corrosive and aggressive chemicals will have to be contained in the case of failure or rupture. The scrubber and chemical storage vessels will be required to be held in a bunded area.
We have not included for the building of the bund in our quotation nor have we included for lining of the completed bund with a GRP liner.
The GRP should be hand laid in 800 gram /m2 laminations of “ E quality chemical resistant glass chopped strand mat to 83349&76 and then impregnated with a polyester resin at a ratio of resin to glass of 2.751. The resin system to be of a suitable chemical resistance to Bs3532 and also to contain a suitable inhibitor to protect the lamination from ultra violet degradation by sunlight. The lining would comprise two laminations as described with a final seal of acrylic veil tissue and resin rich flow coat
We would remmend that the concrete used for the forming of the bund area be of an alumina type. This material is lime free and is cured by the use of an accelerator, hence being ideal for lining with GRP material within hours of its laying. The surface of the concrete offers a lime free condition and hence will give a 100% mechanical bond between the polyester resin and the cured concrete.
@
A bund will be required around the scrubber vessel. Design drawings will be supplied for this.
If bulk chemical storage tanks are purchased, these will be fitted with bunds thereby eliminating the necessity for additional bunding around this plant.
4.4 Control Panel
Within our quotation we have only included for the design and building of the control panel including installation of both VSDs and associated control equipment.
The panel will comprise of the following:
1 - off sheet steel, wall mounted enclosure protected to IP55;
The enclosure to house the following controls: -e
Door interlocked mains isolator for the incoming electrical supply.
System start and stop push buttons.
Starter complete with suitable dloads, circuit breakers and run/trip lights for system fan
Starters complete with suitable ohads, circuit breakers and runltrip lights for circulation
pump.
pH Monitor for measuring sump liquor pH level with alarm facility either audible or visible.
5
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48

ORP Monitor for measuring sump liquor ORP level with alarm facility either audible or visible.
Flow monitor for measuring and monitoring scrubber re-circulated liquor flow with alarm facility either audible or visual
Level control system for sump liquor level. Level control interlocked to scrubber water supply and pump and system fan controls.
Level control system for Chlorine dioxide generator tank liquor level. Level control interlocked to water supply and pump and system fan controls.
Indicators for power on, system running, liquor low level (alarm), liquor flowrate low (alarm) and scrubbing liquor pH high and low (alarm).
PLC for sequencing and control of system.
' a I/ i /
Optional output for logging of data (SCADA viewinglcontrol).
A number of safety systems require to be built into the panel logic. If the alarm relay on the flow monitor is at any time not satisfied (apart from at start up), the system fan and circulation pump will shut down (to protect pump motor). If the circulation pump should fail for any other reason, the system fan can be shut down.
Due to the physics of the scrubbing process it is necessary to periodically top up the scrubbing liquor to account for evaporation losses. The scrubber sump is fitted with a level control system comprising a panel mounted level relay, which is externally wired to a conductivity type sensor with two low level probes. Logic of control as follows: -
I. Between two preset levels high and low operate mains water make up valve. 2. Extra low level reached shut down circulation pump and system fan. 3. High level reached activate alarm
The free issue items supplied by our selves for incorporation into the panel are as follows:-
0 PLC o pH Monitor o ORP Monitor o Flow Monitor o Level Control Relays
If for any reason Dawn Farms wish to build the panel themselves, they will be provided with the free issue items and a wiring diagram.
6
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
- . . . . . - . . . . . -. -. . - . . . . . . . . . . . . - . . . . . -. -. . .. . . . . .
---
'r 5. Further Explanation of Design
5.1 Containment
Simdean Envirotec/Odour Monitoring Ireland extraction of 30,000m3/hr will ensure approximately 5.2 AC/H which will prevent fugitive emissions escaping from the effluent yard area when all doors are closed. Additionally all gaps in the building skin should be sealed using expanding foam media.
5.2 Simdean EnvirotedOdour Monitoring Ireland has arranged the extraction by the 4 off (4,500m3/hr capacity) grills and the sizing of ductwork so that more odorous air is extracted from the effluent yard area. Simdean EnvirotedOdour Monitoring Ireland will agree with Dawn Farm foods to change the location of the grills to suit the optimum solution agreed with Dawn Farm foods in contract.
Prevention of Build Up of Odour In the Building Space
6. Scope of Work
This is for the design, manufacture, delivery, mechanical and electrical installation and commissioning of the equipment detailed in paragraph 7 below.
6.1 Design
Design basis, Preliminary GA and P&ID Drawings P & ID and General Arrangements Drawing of the system Foundation loading drawing Process flow document Process control Philosophy Draft Operating and Maintenance Manual Construction Phase Health & Safety File Commissioning Procedures
6.2 Manufacture and Procurement
All manufacture and procurement will be carried out is strict accordance with Simdean EnvirotedOdour Monitoring Ireland quality procedures and the project quality plan.
6.3 Installation
Simdean EnvirotecYOdour Monitoring Ireland wishes to discuss the scheduling of this work in greater detail with regard to the installation of the ductwork located inside the building.
6.4 Safety
SIMDEAN ENVIROTEC/ODOUR MONITORING IRELAND will ensure that all aspects of the design, installation and operation of the system comply with current health and safety legislation, including canylng out:
Design risk assessment 0 Operability risk assessment
Generic and project specific safety method statements and task risk assessments for the Construction phase
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
6.5 Training by SIMDEAN ENVlROTEClODOUR MONITORING IRELAND
Simdean EnvirotedOdour Monitoring Ireland during commissioning will provide one session of training to nominated Dawn Farms staff.
6.6 Parts with Limited working life
Simdean Envirotec/Odour Monitoring Ireland will provide details of recommended spares during the Contract.
6.7 Pre-Installation tests and procedures
Simdean EnviroteclOdour Monitoring Ireland will ensure that all necessary preinstallation tests and procedures are carried out as follows:
Q Visual inspection
0 Sign off to QA plan
6.8 Criteria for the completion of contract
Simdean EnvirotedOdour Monitoring Ireland will ensure that all necessary documentation is signed by the Dawn farms prior to Dawn farms take over,. This documentation is as follows:
Completion certificate Performance test certificate SAT (site acceptance test) on panel
6.9 Takeover Procedure
Simdean EnvirotedOdour Monitoring Ireland will ensure that all necessary activities have been completed before Dawn farms takeover of the system. These activities are as follows:
0 Commissioning 0 Client training 0 Issuance of takeover certificate
6.10 Subcontracting
Simdean Envirotec/Odour Monitoring Ireland will do the design, project management, supervision of installation and commission of the equipment and services. Simdean EnvirotedOdour Monitoring Ireland will sub contract electrical panel manufacture and installation.
8
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
1
7
1 off
I off 1 off
1 off 1 off
1 off 1 off 2 off I off
2 off I off 1 off
1 off
8.
8.1
Equipment Supply
Main extraction ductwork system manufactured in GRP clad PP (above 1OOOmm dia.) with balancing dampers and venturi inlet form Simply soups exhaust. Inter-connecting ductwork to ID fan manufactured in GRP clad PP ID Fans with duty motor capacity of 30,000ms/hr at 2000 Pa. with duty 37kW motor manufactured in 316 SS with 316 SS impellor. Inter-connecting ductwork to chemical scrubber manufactured in GRP clad PP Chemical scrubber vessel with internal packing, liquid distribution plenum, flow meter and re circulating pipework. Each pH and ORP continuous monitoring and feedback. 11Kw re circulating pump for scrubbing vessel. VSD’s for ID fan and main Pump Chlorine dioxide generator with safety solenoid valves ultrasonic sensor and chlorine dioxide storage tank. Dosing pumps for pH and CL02 dosing. MCC and C&1 Panel Form 1 construction compete Odour extraction ductwork (30 meters from effluent yard, 30 meters from IMI sump) with balancing dampers and inlet venturi cooling of Simply soups air stream. Temperature alarm switch
Exclusions
Main Exclusions
The following is excluded
Performance testing (optional) All civil works Building skin sealing Electrical supply to the MCC and C&l Panels (power to be within 2 meter of proposed location of the connection points required). Services required are 415V 3 ph 50 Hz electrical supply with approximately 120 A capacity and 1.5 mains cold water feed. All penetrations through the building and sealing of these openings Any additional sealing of the building Craneage of equipment into position
8.2 Responsibilities of Dawn farms
Simdean EnvirotedOdour Monitoring Ireland has assumed Dawn farms agree to perform the following:
Provide steel work drawings of the building to allow Simdean EnvirotedOdour Monitoring Ireland to design ductwork supports. Any modification to the building to accommodate the protrusion of the ductwork through the side of the building Any work involved in re-routing pipe-work or cable trays in order to allow the ductwork system to be installed.
9
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
b Power to ID Fan Motor and Pump Control Panel and any control cabling between the MCC Panel and the Simdean EnviroteclOdour Monitoring Ireland main control room. Water supply to scrubber sump and generator when location decided. Physical protection bamers for the equipment Role of Principal Contractor and Planning Supervisor Fire/smoke detectors should these be required Drainage All odour control related to any possible requirement for odour abatement of the leachate plant. (Not sure if this applies to Dawn Foods) Any detailed noise calculation which may require the services of a noise consultant. All civil works and foundations It is assumed that the outflow form the scrubber sump can be dumped to the head of the WWTP. This will reduce Dawn farms use of caustic at present. That the installation and commissioning work will be undertaken during normal working periods i.e. Monday to Friday 8 a.m. to 5 p.m. Craneage of the equipment into position
Q
10
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48

9. Optional Extra- Bulk chemical storage tanks
9.1 Design Specification
We include for the provision of three off storage tanks each capable of storing commercial strength Caustic soda, Sodium Hypochlorite and Hydrochloric Acid solution. Sodium chlorite to remain in bunded area in IBC due to sensitive nature of this chemical and breakdown. Bulk quantities are not recommended to be stored onsite due to breakdown.
These can be used to replace the current IBC storage system, which may cause Health and Safely issues through the movement of such tanks. The bulk storage chemical tanks will be capable of receiving bulk chemical from tanker thereby eliminating the second handling of chemical on-site. It should also allow Dawn Farms to dictate a more favourable price per litre of delivered chemical. The pay back could be within 4 to 5 years assuming savings on bulk storage.
The three tanks will be capable of storing 2.5m3 of solution. The speckation of each of the tanks is given below-
9.1 . I 2.5 m3 Storage Tank for Hypochlorite and Hydrochloric Acid
Material of Construction Design Pressure Design Temperature Tank nominal capacity Tank Diameter Tank Height Bund Diameter Bund Height
GRP Clad PVC Sheet Liquid Head Pressure UK Wernal Ambient 2500 l i s (2.5 m3) 1200 mm i/d 2600 mm Nom 1800 mm ild 1100mm
The tank will be fitted with the following connections, fittings and a m s s points. We have also included a separate price for a weatherproof cow1 for the bund if the tank is to be sited outdoors. The cow1 will be manufactured from polypropylene
9.1.2 2.5 m3 Storage Tank for Caustic soda solution
Material of Construction Design Pressure Design Temperature Tank nominal capacity Tank Diameter Tank Height Bund Diameter Bund Height
Polypropylene Sheet Liquid Head Pressure UK External Ambient 2500 litres (2.5 m? 1200 mm i/d 2600 mm Nom 1800 mm i/d ll00mm
Q
The tank will be fitted with the following mnnections, fittings arid access points
0
1 % ” inlet pipework with %” drain valve and 2 Table D Flange for delivery tanker connection 3” Overflow pipe to bund I” Tank outlet with 1” ball Valve 1” Tank outlet through bund wall
11
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
Tank Level indicator Tank IiRing lugs
Bund hold down lugs 0 Bund Support struts
Manway Access with integral vent
We have also included a separate price for a we&hefpmf cowl for the bund if the tank is to be siteij outdoom. The cowl will be man-& from polypropylene
9.2 Price Schedule for bulk chemical storage
Our price for the equipment detailed above is as follows: - Item 17 in schedule above: Supply of ?-off Simdean storage tank nominal capacity 2500 litres as detailed above in Section 9.7.7:-
Prim €4161
Ex works supply of I-off Simdean storage tank bund weather proof cowl for above tank:- Price €967
k m 18 in schedule above : Ex works supply of I-off Sirndean storage tank nominal capacity 2500 litres as detailed above in Section 9.72-
Price €3301
Ex works supply of I-off Simdean storage tank bund weather proof cowl for above tank:- Price €967
12
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
10. Delivery We estimate a delivery period for the equipment of approximately 6 - 8 weeks from our official acceptance of your order. Installation and commissioning is expected to require a further 1 -2 weeks from delivery.
We trust the information enclosed is of interest, should you require further details please do not hesitate to contact us.
Your Sincerely
Brian Sheridan Ph.D Eng.
13
Mr. Nick Carter
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
- .... ...... -.- .. .. . ..- .... .. .... .. . .- . .. ..
Attachment E2
Surface water emissions arise fi-om the roof areas and fiom the carpark and clean yards. Monitoring of the emission point SEPl indicates that the emissions are clean.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
Attachment E3 Emissions to sewer.
There is one emission to sewer as can be seen in drawing in attachment D. A monitoring point wEP1 monitors the discharge to sewer.
The emissions arising are pretreated on site, subsequent treatment by the local authority before discharge to receiving waters.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
Attachment E4
Emissions to Ground Water
There are no emissions to ground water fkom this facility
-1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
I Attachment E5 - Noise Emissions
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
. . . .. .
lawn1 The Tecpro Building, Clonshaugh Business and Technology Park,
Fax: +353 (0)l 847 4257 Dublin 17 Tel: +353 (0) 1 847 4220
TD103l1811 NL04 23rd December 2004
Ciaran Murray QK Coldstores Ud. The Maudilins Industrial Estate Naas County Kildare
Dear Ciaran,
RE: REVIEW OF NOISE ISSUES AT THE QK COLDSTORES MAUDlLlNS SITE- NAAS
Further to our recent meetings on 26* November and 1p December with representatives of Kildare County Council (KCC) and the South East Region Health Board (SEHB) and the subsequent request for a review of the current status regarding progress relating to noise control measures at the facility, please find herewith our comments.
*@
1 .O INTRODUCTION
Further to a request for additional information by Naas Urban Dislrict Council in February 2003 regarding a planning application submitted by QK Coldstores Ltd. AWN Consulting Limited were commissioned to conduct an environmental noise assessment of the existing site and a proposed new coldstore along the western boundary to the site in April 2003.
In summary, the noise assessment report issued by AWN (ref TD/03/1811 NROl see Appendix A) concluded:
That noise emissions associated with the operations at the existing site exceeded noise criteria as recommended by the Environmental Protection Agency (EPA) and World Health Organisation (WHO) i.e. 55dB Lhq, lhr during the daytime and 45dB lSmin during the night-time at the facade of the nearest noise sensitive receptors.
0 The primary noise sources on the existing site included the compressor plantroom, cooling towers, refrigeration vehicles, cold room fan breakout noise and containers located in the yard area. The report contained outline noise control recommendations for each major noise source on the existing site.
E-maik awn.info8awnconsulting.com Website: www.awnconsulting.com
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
TDRan811 NL04 AWN Consulting Limited
0 The report also addressed the potential noise sources associated with a proposed new coldstore and outlined noise control measures to ensure compliance with noise criteria as specified by KCC.
2.0 REVIEW OF NOISE CONTROL MEASURES AT THE FACILITY
A review of the noise control measures at the facility is separated into two distinct sections; the recently completed coldstore close to the southern boundary and the operations conducted in the open yard area in the vicinity of the western boundary of the original coldstore facility.
Recent& Consfmcfed CoMstoE at the Southern Boundarv
The following noise control measures, recommended in the initial noise assessment, have been installed prior to operations at the new coldstore.
0 A boundary earth berm was installed along the southern boundary ;
0 variable speed motor drives were installed on all condensers allowing individual speed and noise control on the fans;
0 anti vibration mounts and isolation material was installed at locations where the condenser fans are connected to the building steelwork to prevent transmissions of noise to the structure;
0 all refrigeration vehicles at this building are now charged using electric units which are significantly quieter than the previously used diesel units;
0 the truck park area was located at the rear of the building in order to minimised noise emissions to nearby residences and ‘Buffalo’ noise barriers (as used in motorway construction noise mitigation programmes) were installed to further prevent noise emissions;
0 meeting with local residents regarding the noise levels setting an agreed plant loading operating level at night-time (i.e. 70%) to ensure acceptability of noise emission levels by the residents. This is achieved using recordable building management system which monitors the plant loading and records the information so that plant operating levels may be checked by residents representatives in the event of a noise complaint;
a recent noise survey confirms that noise levels associated with the facility were within acceptable levels at noise sensitive locations beyond the southern boundary during normal operations (TD/03/1811 NL02, see Appendix B).
It is therefore concluded that noise mitigation measures installed as part of the recently completed Coldstore building have ensured that noise emissions from the facility are within recommended levels at the nearest noise sensitive receptors, located beyond the southern boundary. Subject to good site management including the implementation a regular plant maintenance programme, the noise levels site should continue to remain within acceptable levels.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
TDIO?VI81lNU)II AWN Consulting Limited ~ -~ ~
Existinu Buildinu and O w n Yard Area at Wesfern Boundarv
The following noise control measures, recommended in the initial noise assessment, are currently being installed in the open yard area facing the western boundary:
Construction of a new raised section of wall along the western boundary as agreed with local residents;
installation of 2 new 7m high noise barriers facing onto the western boundary to shield noise emissions from loading operations at night, this will be completed in early January;
installation of one attenuator on the cooling towers facing the westem boundary and commitment to installing an attenuator on the remaining unit by end of January;
screening of existing Cooling Towers from residential dwellings along western boundary, currently under construction;
application of absorbent acoustic material on the internal walls and ceiling of the Compressor Plantroom which will reduce mid frequency noise emissions, to be completed by end of December;
the door to the Plantroom is replaced and all building openings are seal, a further treatment of the door opening involving the installation of pressure seals will be completed by February 2005;
the overnight vehicle parking facility has been transferred from the yard area facing the western boundary to a truck park further north and are planning to install electric charging units on the vehicles.
The noise control measures indicated above, when fully implemented, may be expected to reduce the current noise emissions from fixed plant and equipment assodated with the facility to the levels recommended by the EPA and WHO at the nearest dwellings. However due to the extent of the vehicle movements and loadinghnloading operations that are performed within the open yard area at the western boundary there is limited scope for reducing noise emissions from these particular sources other than by installing substantial screen walls between them and the dwellings or by restricting vehicle movement in this area to daytime periods only.
Note:
A computer based noise prediction model (Bruel & Kjaer Type 7810 Predicfotj is currently being prepared in order to assess the potential acoustic benefits of placing a screening barrier within the site. Information from this model will be used to determine the optimum height and location of a noise barrier. The proposed locations for barrier screening are indicated in Appendix C.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
TD/(WI81 I NL04 AWN Consulting Limited
3.0 CONCLUSIONS
In summary we make the following conclusions:
0 The installation of noise mitigation measures at the new coldstore building along the southern boundary has ensured that noise emissions are within acceptable levels at the nearby residential dwellings;
proposed noise mitigation measures currently being installed in the open yard area along the western boundary will ensure that noise emissions associated with fixed mechanical plant will comply with the noise criteria as recommended by the Environmental Protection Agency (EPA) and World Health Organisation (WHO) i.e. 55dB bW, Ihr during the daytime and 45dB LABS, during the night-time at the facade of the nearest noise sensitive receptors;
0 to sufficiently attenuate noise emissions associated with vehicle movements and loadinglunloading operations in the open yard area facing the western boundary to within the recommended EPA and WHO levels significant screening will need to be installed in the existing yard area. As an alternative, if it were possible to relocate the night-time vehicle movements currently performed in the area to another part of the facility and restrict vehicle movements within the yard area to daytime periods, it would have the same effect or better, in reducing noise levels.
Please contact us if you have any queries or require any further information.
TERRY DONNELLY Senior Acoustic Consultant
For in
spec
tion p
urpo
ses o
nly.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
lawn1 The Tecpro Building. Clonshaugh Business and Technology Park,
Fax: +353 (0)l 847 4257 Dublin 17 Tel: +353 (0)l 847 4220 1 consulting I
APPENDIX A
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48

1
AWN Consulting Limited TWa3n811NL04
COPY OF ORIGINAL REPORT ref: TD/03/181INROl
TECHNICAL REPORT
PACT ASSESSMENT OF P D NEW EXTENSION AT QK RES NAAS,
CO ARE
FOR
Ciaran Murray QM Coldstores Ltd.
The Maudilins Ind. Est. Naas
Report prepared by:Teny Donnelly, BSc Our reference: TD/03/181 INROI
Date: 15" April 2003
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:48
TW03n 81 1 NROl AWN Cansuttiig Limited
EXECUTIVE SUMMARY
AWN Consulting Limited has been engaged to perform a noise assessment at QK Coldstores Limited facility at The Maudilins Industrial Estate, Naas, County Kildare. This assessment is in response to a request by Naas Urban District Council (UDC) for additional information in relation to a planning application by QK Coldstores Limited for an extension to their facility.
This noise report assesses the potential noise impact associated with the construction of a new coldstore along the southern boundary and also examines primary noise Sources associated with the existing facility.
Two environmental noise surveys were performed by AWN Consulting Limited in order to
establish the noise climate at noise-sensitive locations in the vicinity of the site. Weekend
and night-time periods were chosen as these are the most noise-sensitive periods for local
residents and these are the periods during which the most of the primary noise sources on
the site operate.
Environmental noise surveys indicate that the noise levels associated with the proposed new
coldstore are likely to exceed the Naas UDC night-timeheekends specified noise criteria of
35dB(A) for the proposed new coldstore. Noise control measures necessary to ensure
compliance with the criteria are contain,ed within this report.
The surveys also indicate that the existing facility exceeds both the EPA and WHO
recommended criteria for noise levels at the nearest noise sensitive locations beyond the
southern and western boundaries. An outline Noise Control Programme designed to reduce
noise levels to acceptable levels is contained within this report
TERRY DONNELLY
Senior Acoustic Consultant
ANDY IRWIN
Senior Acoustic Consultant
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
T W 1 8 1 1 N l D 4 AWN ConsuRig Limited
CONTENTS
!I EXECUTIVE SUMMARY
1 .O INTRODUCTION
2.0 SITE DESCRIPTION
3.0 NOISE CRITERIA
3.1
3.2
Criteria for the Existing Facility
Criteria for the Proposed New Coldstore
4.0 ENVIRONMENTAL NOISE SURVEYS
Q
4.1 Noise Monitoring Positions
4.2 Measurement Parameters
4.3 Survey Results and Discussion
5.0 PREDICTED IMPACT - PROPOSED NEW COLDSTORE
6.0 NOISE SOURCES ASSOCIATED WITH EXISTING FACILITY
7.0 CONCLUSIONS
Figure 1
Appendix A
Site plan indicating noise monitoring locations N I to N3
Environmental Noise Survey Details
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49

TD/W811 NU14 AWN Cmsultrng Limited
1 .O INTRODUCTION
AWN Consulting Limited has been engaged to perform a noise assessment at QK Coldstores Limited facility at The Maudilins Industrial Estate, Naas, County Kildare. This assessment is
in response to a request by Naas Urban District Council (UDC) for additional information in relation to a planning application by QK Coldstores Limited for an extension to their facility.
The Naas UDC request (Reference Naas Town Council 22nd January 2003 DWAS/02/5000106) is as follows:
"Please submit a Detailed Noise Studv with recommendations on the site.
This studv shall be carried out by a specialist noise/environmental consultant.
Noise reduction and remedial methods should be outlined in the report. "
The Naas UDC Environmental Health Officer has also requested background noise level measurements at noise-sensitive locations in the absence of operations at the facility and outline noise control recommendations for the existing facility.
The report will present the assessment relating to noise emissions from the site using three main headings:
0 environmental noise survey; o potential noised impact associated with the proposed construction of a new
coldstore building; noise impact associated with the existing facility. o
2.0 SITE DESCRIPTION
The QK Coldstores site is located within The Maudilins Industrial Estate in Naas.
The facility has been operating at this location since before 1981. The site is
bounded by residential dwellings to the west and south, by the Maudilins Industrial
Estate to the north and by a main road and industrial/commerciaI estates to the east.
During the noise survey, several significant noise sources that are not associated
with QK Coldstores were observed. These include traffic on the nearby Motorway,
vehicles operating within the industrial estate and along the local road network.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TDXa/l811 N W AWN Cansultiig Limited
3.0 NOISE CRITERIA
3.1 Criteria for the Existing Facility
QK Coldstores Ltd. have indicated that they are unaware of any planning conditions applying
to the existing facility. In the absence of specific noise limits appropriate criteria relating to
acceptable environmental noise levels may be found in the Environmental Protection Agency
(EPA) publication Guidance Note For Noise In Relation To Scheduled Activities which
indicates the following criteria:
Weally, if the total noise level from all sources is taken into account, the noise level at sensitive locations should be kept below an LOT value of 55 &(A) by daytrme.
At night, to avoid disturbance, the noise level at noise sensitive locations should not exceed an L A ~ ~ T value of 45 dB(A) ...... Audible tones and impulsive noise at sensitive locations at night should be avoided, itrespective of the noise level”.
These criteria are also in compliance with the following guidance taken from the World Health Organisation (WHO) publication “Community Noise”.
“To profecf fhe majority of people from being seriously annoyed during
the daytime, the sound pressure level from steady, confinuous noise
on balconies, terraces, and in outdoor living areas should nof exceed
55 dB LAeq.’’
At night-time outdoors, sound pressure levels should not exceed 45 dt3 LA,,
so that people may sleep with bedroom windows open.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TWW1811 NLO4 AWN CcmwRiig Limited
3.2 Criteria for the Proposed New Coldstore
Naas UDC have set criteria in relation to noise emissions associated with the new
proposed extension, as follows,
The noise level arising from fhis development shall not exceed 55dB{A) Leg at any point along the boundary of the developmenf between fhe
hours of 08:OOam and 06:OOpm Monday to Friday inclusive, but
excluding Bank Holidays. Af all other times, including Bank Holidays,
the noise level shall not exceed 35dB(A) Leq at any poinf along fhe
developmenf boundary.
In addition to the above criteria, it is common practice to apply a penalty to the noise
source under consideration if it contains a distinct tonal or impulsive character. A
penalty of 5dB(A) is normally added to the measured noise level.
The L A r T is the equivalent continuous A-weighted sound pressure level during a specified time interval, plus specified adjustments for tonal character and impulsiveness of the sound.
The LAeqT is the equivalent continuous A-weighted sound pressure level of a steady sound having the same energy as a fluctuating sound over a specified measuring period.
4.0 ENVIRONMENTAL NOISE SURVEYS
Two environmental noise surveys were performed by AWN Consulting Limited at
noise-sensitive locations in the vicinity of the site. Weekend and night-time periods
were chosen because these are the most noise-sensitive periods to local residents and these are the periods during which the primary noise sources on the site
operate. The locations selected provide an indication of the noise climate at the
nearest noise-sensitive receptors to the primary site noise sources and the proposed
new coldstore.
Detailed noise measurements of primary noise sources operating on the site were
also recorded during the surveys. Details of daytime noise measurements recorded
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
1 T W 1 8 1 1 N U AWN Comul l i i Limited
by Bord Na Mona during a previous environmental noise survey at the site are also
included within this report.
The existing cold storage facility operates continuously over 24 hour each day of the
year. Under normal operations, deliveries and loading operations on the site are
performed from Monday to Friday between 08:OOhrs and 18:OOhrs. Some of the
coldrooms do not operate during this time period to facilitate stacking and storage
operations. During the night-time period and at weekends, all of the coldrooms
generally operate continuously and refrigeration vehicles with their cooling plant
operating are parked at various locations throughout the facility. It is anticipated that
the proposed new coldstore will operate in a similar manner.
The environmental noise surveys were conducted over a range of time periods to
establish ambient noise levels at nearby noise-sensitive receptors during busy and
quiet operational periods. Measurements were also conducted during a weekend
period when, by arrangement with the facility's management, all mechanical plant
and refrigeration vehicles were switched off. This survey was undertaken in order to
determine the noise levels at various locations in the absence of noise from the
facility.
4.1 Noise Monitoring Positions
Position MI Is along the southern boundary of the facility at a point close to a
number of residential dwellings and a local roadway. This location
provides an indication of the noise climate at the nearest residential
dwelling to the proposed new Coldstore.
Position N2 This position is located close to the western boundary of the existing
facility at a point approximately in line with the facade of the nearest
residential dwelling facing onto the facility. The facility car park,
cooling towers and compressor plantroom are clearly visible from this
location.
Position M3 is within the car park of the existing facility in close proximity to the
western boundary and the residential dwellings beyond.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
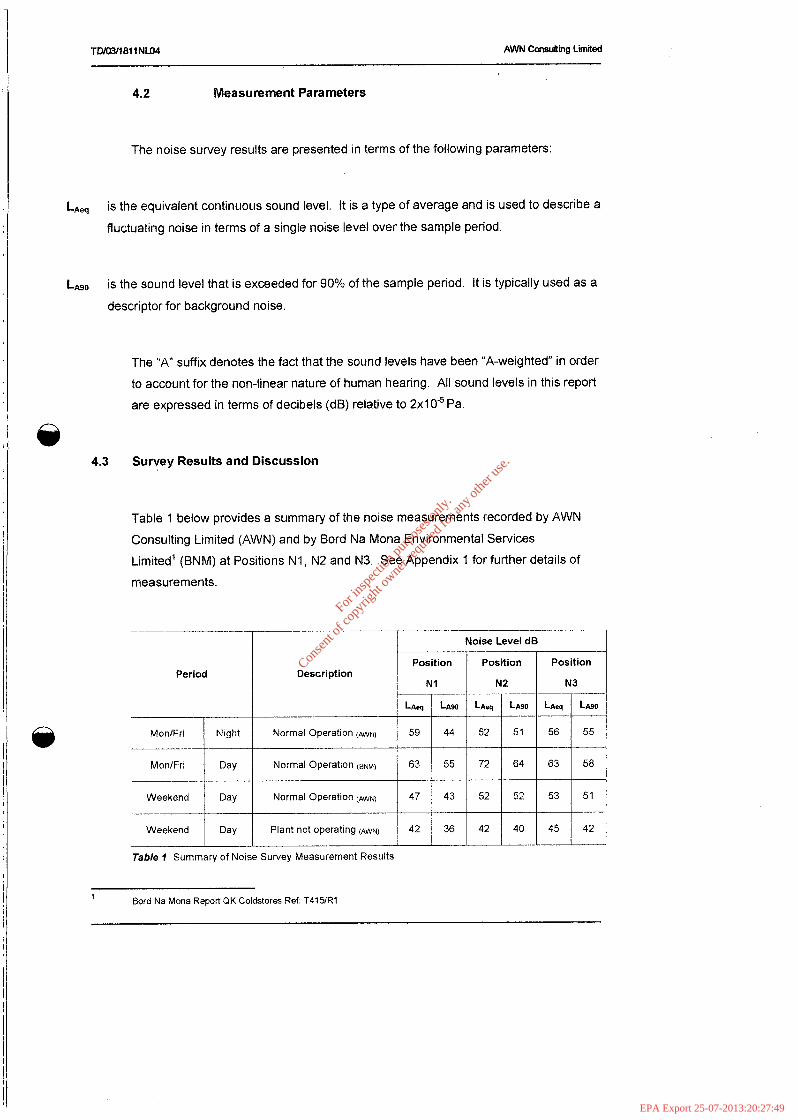
TD/03/iBi 1 NUF( AWN Conwhmg Limited
MonlFri
MonlFri
4.2 Measurement Parameters
Night
Day
The noise survey results are presented in terms of the following parameters:
L A e q is the equivalent continuous sound level. It is a type of average and is used to describe a
fluctuating noise in terms of a single noise level over the sample period.
L A S O is the sound level that is exceeded for 90% of the sample period. It is typically used as a
descriptor for background noise.
The “ A suffix denotes the fact that the sound levels have been “A-weighted” in order
to account for the non-linear nature of human hearing. All sound levels in this report
are expressed in terms of decibels (dB) relative to 2xIO-’ Pa.
4.3 Survey Results and Discussion
Table 1 below provides a summary of the noise measurements recorded by AWN
Consulting Limited (AWN) and by Bord Na Mona Environmental Services
Limited‘ (BNM) at Positions N I , N2 and N3. See Appendix 1 for further details of
measurements.
Period Description
Noise Level dB
LAW LASO LAW LA90
Normal Operation(~wN) 59 44 52 51 56
Weekend 1 Ill; Weekend
Table 7 Summary of Noise Survey Measurement Results
Normal Operat ion(m~) 1 f51 ~ :: 1 1: ~ 1: 1 1: 1 :[ ~
Normal Operation (AWN
Plant not operating (AWN) 42 36 42 40 45 42
I Bord Na Mona Report QK Coldstores Ref: T415/R1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TRI(W1811 NL04 AWN Comufting Limited
Position NI
At this location, values expressed in terms of LMo provide the most accurate
indication of background noise levels. The LAeq is an equivalent continuous steady
sound level, and is therefore affected by contributions from noisy events of short
duration, such as cars driving by. At a facility such as QK Coldstores, where during
the night-time and at weekends most of the noise sources run continuously, the LA90
parameter is a better measure of the noise emissions from the site alone.
During normal operational periods (i.e. 08:OOhrs to 18:OOhrs Monday to Friday) noise
levels recorded at this location were in the order 63dB LAeq with a background level of
55dB LASO. At night-time the levels were in the order 59dB LAeq with a background
level of 44dB LASO. During the weekend period the recorded levels were 47dB LAeq
and 43dB LA90 respectively. When the facility was not operating the levels dropped to
42dB LAes and 36dB LMo
The primary noise sources observed at this location were QK Coldstores, traffic along
the M7 Motorway and occasional traffic along the local road network.
The primary noise source associated with the QK Coldstore site was noise
associated with cooling fans breaking through the facade of the Coldstore building. A
strong tonal component at 25Hz associated with the coldroom cooling fans was also
observed at this location. The majority of other noisy activities on the site are
screened from this position by the Coldstore building.
Position N2
During normal daytime periods noise levels were in the order 72dB LAeq with a
background level of 64dB LAW. At night-time the levels were in the order 52dB LAeq
with a background level of 51 dB LAgo. During the weekend measurement period the
levels were 52dB
operating the levels dropped to 42dB
and 52dB L ~ g i j respectively. When the facility was not
and 40dB LASO.
The primary noise source observed at this location was QK Coldstores.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49

TDK)3M811 MW AWN ConsuRi Limited
Position N3
During normal daytime periods noise levels were in the order 63dB LAes with a
background level of 58dB Lm. At night-time the levels were in the order 56dB
with a background level of 55dB LAm. During the weekend measurement period the
levels were 53dB LAeq and 51 dB LA90 respectively. When the facility was not
operating the levels dropped to 45dB LAq and 42dB LAQO.
The primary noise source observed at this location was again QK Coldstores.
The primary noise sources on the site contributing to the noise climate at Positions
N2 and N3 are the refrigeration vehicles, the compressor plantroom, the cooling
towers and noise breaking through the facade of the building housing the coldrooms.
Tonal components at 25Hz (Coldroom fans) and 50Hz (Cooling Towers) were
observed at both locations.
Note: A tonal characteristic to the noise levels was observed at all three
locations during periods when the facility was operating. A weighting of 5dB
is normally applied to measured noise levels when tonal or impulsive
characteristics are present.
5.0 PREDICTED IMPACT - PROPOSED NEW COLDSTORE
The new coldstore will involve the construction of a coldroom, dispatch area and
truck parking area. The primary noise sources associated with the coldstore are as
follows:
0
Cooling Plant associated with Refrigeration Vehicles
Cooling Fans within the Coldroom
It is anticipated that the existing Compressor Plantroom and Cooling Towers have
sufficient capacity to service the new coldstore, therefore no additional mechanical
plant will be required at these locations.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49

TDKWl81 INLO4 AWN CaDuRig Limited
Refriaeration Vehicles
From noise measurement conducted at the existing site, the typical noise level
associated with a diesel powered refrigeration vehicle operating in cooling mode only
(i.e. engine switched off) is in the order of 76dB(A) at a distance of 5 metres. It is
anticipated that up to 14 of these vehicles may be parked in the vicinity of the
coldstore and will normally operate continuously including at night-time and during
weekend periods.
The distance from the centre of the truck parking area to the nearest residence
beyond the southern boundary is approximately 11 0 metres. Taking the 'worst case'
situation where all the cooling plant on the vehicles will operate simultaneously the
predicted noise level (allowing for attenuation due to distance) at the nearest
residence is in the order of 6ldB(A). It is anticipated that screening will provided by
means of a 4m high wall and this combined with screening provided by the coldstore
building facade will provide further attenuation in the order of 10-15dB. However
based on our preliminary calculations this will not be sufficient to ensure compliance
with the night-time/weekend criteria of 35dB(A).
QK Coldstores Ltd. have indicated that they are investigating the possibility of using
only electrically powered refrigeration units at this location. These units have lower
noise levels than the diesel units and combined with noise reducing barriers may
provide a significant reduction in noise levels.
Note: Detailed calculations using computer modelling techniques and
information provided by refrigeration unit manufacturers will provide more
accurate information on the achievable noise levels resulting from the use of
electrical units and screening attenuation provided by barriers. These
calculations and analysis should be completed prior to construction of any
enclosures or barriers.
Coolina Fans within the Coldroom
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
I 0
TD103/1811NL04 AWN ConsuRmg Limited
A number of cooling fans will be installed at high level within the coldroom area to
maintain temperatures within space!. The building construction of the new cold room
will be similar to the existing coldrooms, i.e. sheet steel building cladding and 150mm
deep metal faced insulation panel. Noise levels measured at the facade of the
existing coldrooms indicate a noise level in the order of 57dB(A) may be expected at
a distance of one metre from the facade of the new coldstore at ground level. Noise
associated with the cooling fans also exhibits a tonal component at 25Hz and at
250Hz, which would attract an additional weighting of 5dB.
The nearest noise-sensitive locations to the coldstore are the residential dwellings
beyond the southern and western boundaries. The approximate distance from the
coldstore to the facade of theses dwellings is 35 metres and 25 metres respectively.
The predicted noise level due to breakout noise associated with the cooling fans at
the facade of these residences taking attenuation due to distance into account and
excluding any weighting factors is in the order of 48dB(A) and 49dB (A) respectively.
Both of these levels are within the normal daytime criterion of 55dB(A) but
significantly exceed the night-time criterion level of 35dB(A).
In order to reduce noise emissions to meet the design criteria, the following noise
control measures should be examined:
D The cooling fans within the coldrooms should be mounted in such a manner
so as to isolate them from the building structure. This can be achieved by the
careful selection and installation of proprietary vibration isolators on the fan
frame mountings and the use of flexible links on any associated pipework or
ductwork.
0 A rigorous maintenance programme should be drafted to ensure that fans are
maintained and operated at their optimum settings. Fan motors, bearings and
blades operating in the extremely hostile environment of the coldroom are
more likely to suffer mechanical failure or damage resulting in higher noise
emissions.
0 The cooling fans should be fitted with proprietary attenuators on the fan inlet
and discharge.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TDKW1811 NL04 AWN Conwltig Limited
0 A preliminary examination of the cooling fans indicates that there may be
scope for noise reduction by changing the fan blade design and/or reducing
the fan speed. A more detailed examination should be undertaken to predict
the likely attenuation that may be achieved by this.
0 The building envelope should be examined to determine if additional
attenuation of noise breakout can be easily provided. Particular attention
should be given to ensure that all doors and other openings in the building
facades and roof are properly sealed in order to minimise noise breakout.
In summary, significant acoustic treatment of both primary noise sources associated
with the proposed coldstore will be required in order to achieve the night-time and
weekend criteria of 35 dB(A).
a
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TD/03/1811NU)4 AWN Consulting Limited
6.0 NOISE SOURCES ASSOCIATED WITH EXISTING FACILITY
The primary noise sources associated with the existing facility are:
e The Compressor Plantroom
0 Cooling Towers
o Refrigeration vehicles
e
o Container fridge Units
Cold room fan breakout noise
It is important to note that as the primary sources are acoustically treated, secondary
noise sources may become dominant and some of these may also require treatment.
Outline noise control recommendations for each primary source are described in the following section.
Compressor Plantroom
Ambient noise levels in the order of 95dB(A) were recorded within the Compressor
Plantroom during normal operations. Although adequate noise reduction is provided
by the concrete external walls and roof, noise breakout was observed via the sliding
doors and several openings in the wall facing onto the residential dwellings.
All openings should be sealed airtight and consideration should be given to providing
solid doors fitted with full perimeter acoustic seals. The extent of noise breakout via
the roof should be examined to determine if additional insulation is required. The
external doors should be kept closed at all times when the compressors are
operating.
Coolina Towers
Three BAC Cooling Towers are located outside the plantroom with direct line of sight
to the residential dwellings beyond the western boundary. The cooling towers are
clearly audible at the dwellings. Preliminary investigation of the tonal component at
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
'TW03n811NL04 AWN CcmsuRmg Limited
50Hz observed at these dwellings is believed to be associated with the cooling
towers.
Noise control measures should include screening using barriers placed in close
proximity to the cooling towers and arranged to block line-of-sight to the dwellings.
Alternatively, the Manufacturers (BAC) should be contacted to determine whether
propriety noise control kits (i.e. inlet and discharge attenuators) are available for
these units.
Refrigeration Vehicles
Refrigeration vehicles are parked at various truck parking areas within the site. The
largest of these is located in the open area adjacent to the main car park close to the
western boundary. The internal temperature within the vehicle is maintained using
self-contained refrigeration units mounted directly on the vehicle. Noise levels
associated with these units are clearly audible at the residential dwellings beyond the
western boundary.
Treatment of this noise source will involve screening walls and barriers. The present
truck park located close to the western boundary will be difficult to treat using screens
due to the close proximity of the residential dwellings beyond the boundary.
Consideration should be given to relocating the parking areas for these vehicles to an
acoustically treated area that is further away from noise-sensitive locations, e.g. the
open area at the northern end of the site. If this is not possible, then significant
screening using barriers approximately 5 metres high will be required in order to
achieve the night-time criteria.
Coldroom Fan Breakout Noise
The existing Coldroom fan units are of a similar type to the units intended for use in
the proposed new Coldstore and therefore the same noise control recommendations
will apply.
Container Fridae Unit
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TD/(nn81 INLO4 AWN Consultiig Limited
This unit is located in the open yard area adjacent to the Main Security Office. The
unit operates continuously and is audible at the residential swellings beyond the
western boundary. Relocation of the unit or the installation of a screen will be
required to reduce noise levels below the recommended criteria levels.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
TDIIX3/181 INLO4 AWN Comuitiig Limited
7.0 CONCLUSIONS
Environmental noise surveys indicate that the noise levels associated with the
proposed new coldstore are likely to exceed the Naas UDC night-timemeekends
specified noise criteria of 35dB(A) for the new coldstore. Noise control measures
necessary to ensure compliance with the criteria are contained within this report.
The environmental noise surveys also indicate that the existing facility exceeds both
the EPA and WHO recommended criteria for noise levels at the nearest noise
sensitive locations beyond the southern and western boundaries. An outline Noise
Control Programme designed to reduce noise levels to acceptable levels is contained
within this report.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
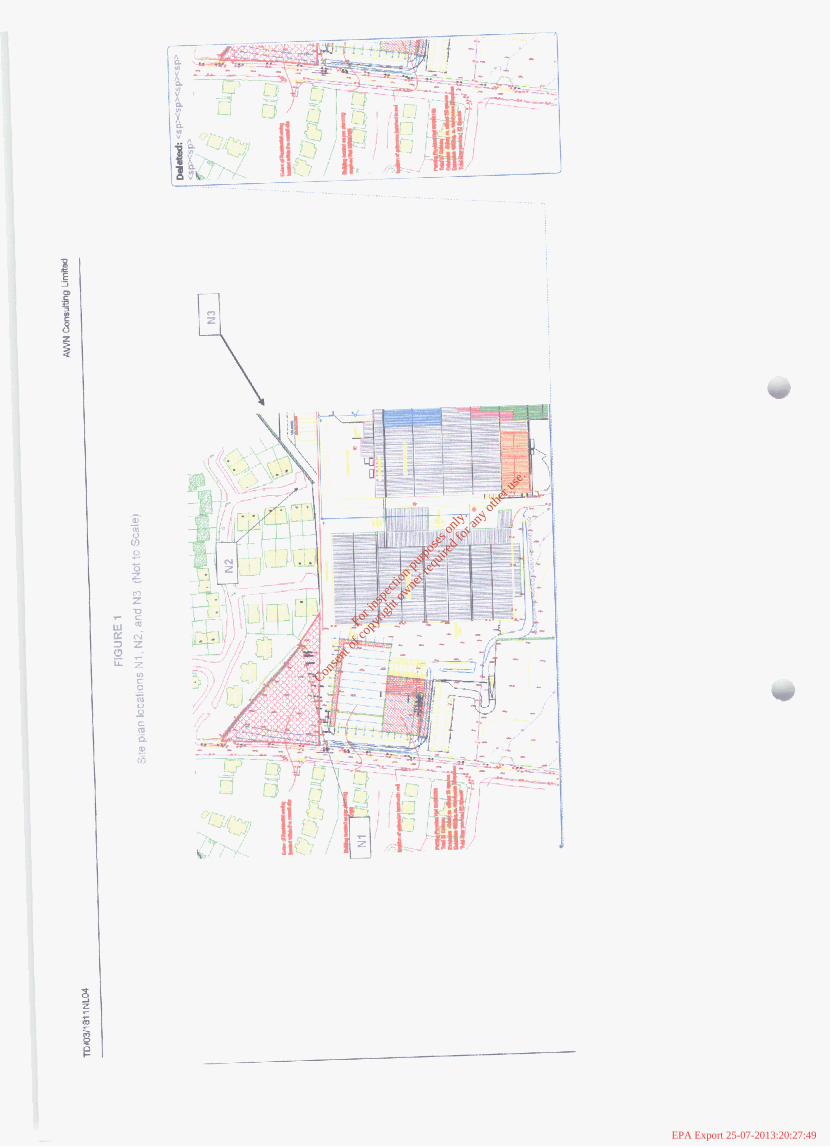
.............. .............. ................. -- .............. ........................... --
1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49

APPENDIX A
Slte noise survey details
A.1 LOCATION QK Coldstores Lid, The Maodilins Ind. Est. Naas, County Kildare
A.2 DATE OF NOISE SURVEYS
26M March 2(H33 (22~00 - 02:OOhIS)
6” April 2003 (0530 - 10:00hB)
10mApril 2003 (1530 - 18:30hrs)
A.3 PERSONNEL
Terry Donnelly and Andy Innin performed the noise surveys
A.4 fNSfRUMENTATiON
Bwet & Kja?r Type 2260 lntegrattng Sound Level Meter
Bruel8 Kjaer Type 4231 Sound level calibrator
A.5 PROCEDURE
The instrumentation was checked and calibrated kfore end after the survey period. The noise survey was conducted in general accordance with IS0 1996 Am- Dem-@-On and measurement of environmental ndse.
A.8 WEATHER
The weather conditions during the survey periods were cairn and dry.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
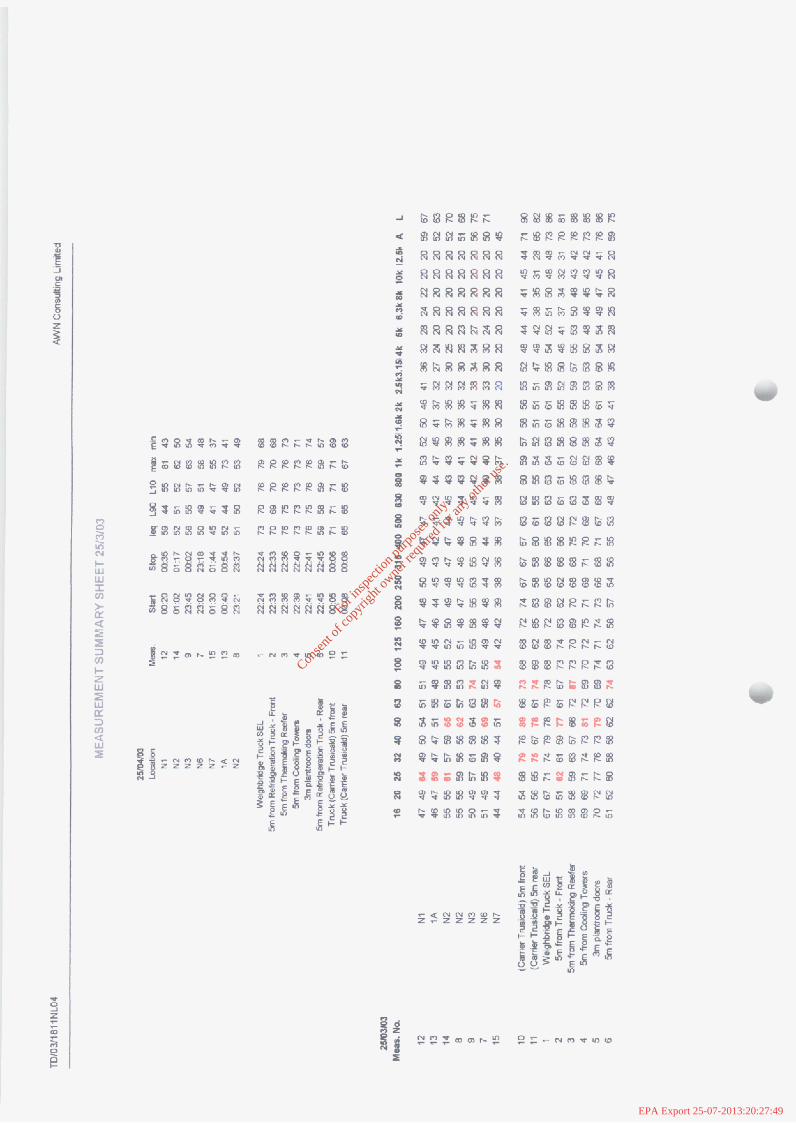
f 4
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
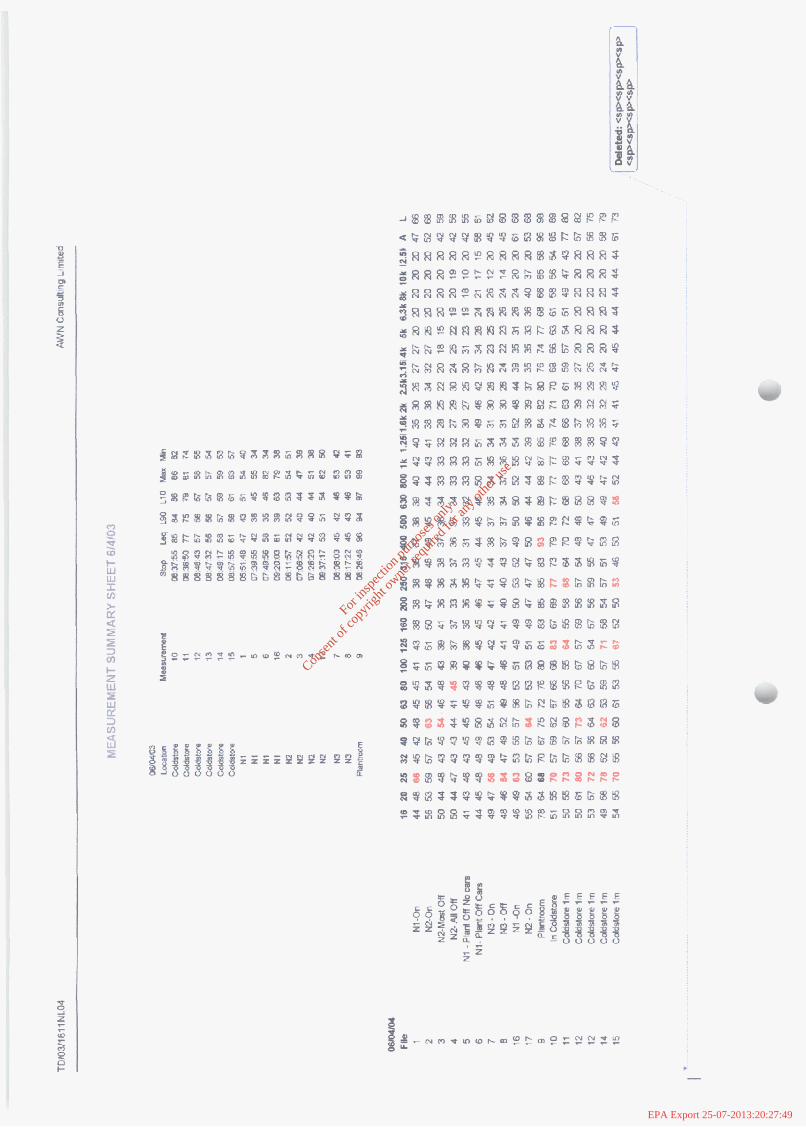
c z w 3 4 3 M
z
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49

MEASUREMENT SUMMARY SHEET 1014103
10- 1 2 3 4 5 8 7
8
LID 57 84 83 74 88
8? a5 7%
I ... ” ... . ..... ..... . . ................................................. ..................... *.” .........
e
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49

APPENDIX B
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:49
COPY OF ORIGINAL TECHNICAL LETTER ret TD1031181 I ML02
TD1031181 I NL02
Ciaran Murray Q K Coldstores Ltd. The Maudillns Industrial Estate Naas County Kildare
Dear Ciaran.
RE: NEW COLDSTORE - NOISE MEASUREMENTS 23 JULY 2004
Further to our site visit to your facility at The Maudilins, Naas on 23rd July 2004 please find herewith our comments.
Introduction
AWN Consulting ttd. were mmmissioned to conduct a series of noise measurements at the southern boundary to the site in order to establish the noise emissions associated with the recently completed Coldstore. We are informed that during an earlier start up I commissioning period, residents experienced an unacmptable noise level at the boundaries. We undersland that since then a number of noise treatment measures have been put in piace to improve the sound insulation performance of the coldstore i.e attenuation of the rooftop smoke vent, sealing of the external outer sheeting to the internal insulated panelling using flashing material. We are also informed that the coldstore was empty of product at the time of the commissioning and this may have lead to a higher reverberant noise build-up than would be expected during normal operational periods when Ute coldstore Is stocked with product.
Environmental Noise Survey
Environmental noise measurements were performed in the vicrnity of the southern boundary of the facility on Saturday 2nd July between 0538 and 07:OOhrs.
QK Coldstores personnel controlled the operation of the plant and equipment at various stages during the survey in order that an assessment of the facilivs noise emissions could be made.
The measurement position is located at the southern boundary of the site along a busy roadway that leads to a residential area. Due io its &se proximity to the road
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
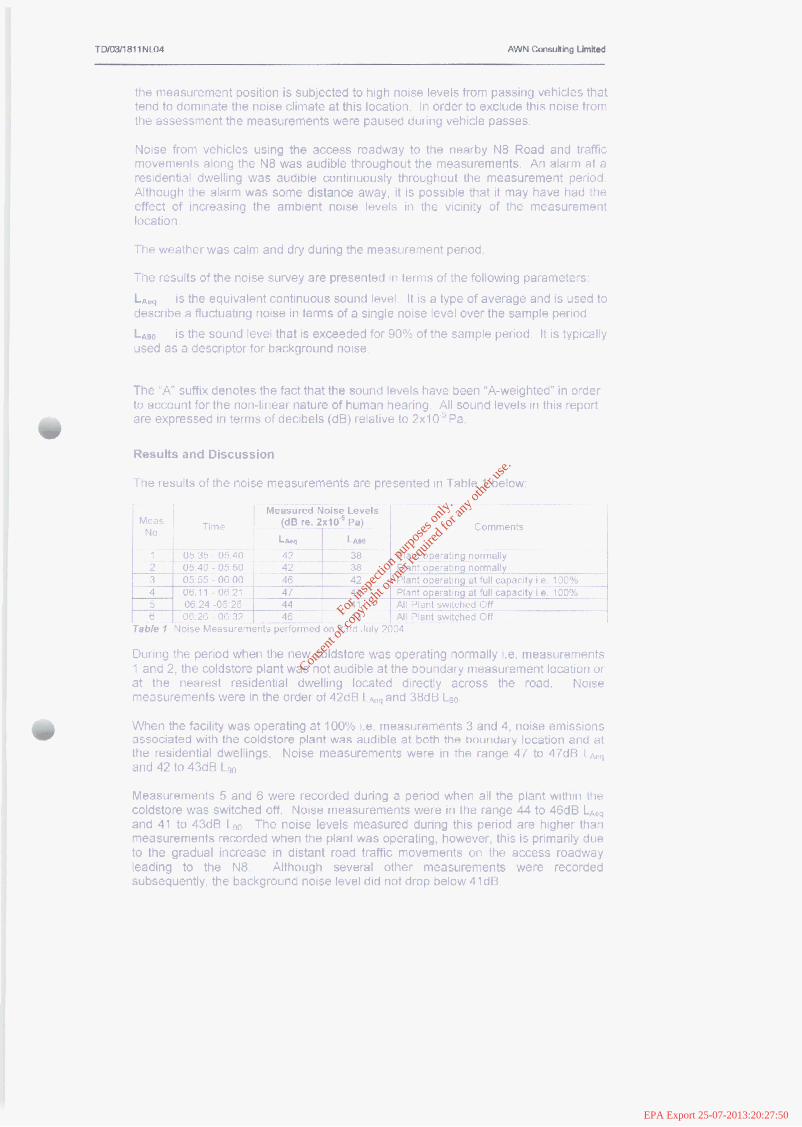
the measurement position is subjected to high noise levels from passing vehicles that tend to dominate the noise climate at this location. In order to exclude this noise from the assessment the measurements were paused during vehicle passes.
Noise from vehicles using the access roadway to the nearby N8 Ro8d and traffic movements along the N8 was audible throughout the measurements. An alarm at B residential dwelling was audible continuously throughout the measurement period. Although the alarm was some distance away, it is possible that it may have had the effect of increasing the ambient noise levets in the vicinity of the measurement location.
The weather was cairn and dry during the measurement period.
The results of the noise survey are presented in terms of the foltowing parameters:
LAW desaibe a fluctuating noise in terms of a single noise level over the sample period.
Lbm used as a descriptor for background noise.
is the equivalent continuous sound level. I t is a type of average and is used to
is the sound tevel that is exceeded for 90% of the sample period. It is typically
The "A" SUWIX denotes the fact that the sound levels have been "A-weighted" in order to account for the non-linear nature of human hearing. All sound levels in this repot-! are expressed in terns of decibels (dB) relative to 2xiO''Fa.
Results and Discussion
The results of the noise measurements are presented in Tabla 1 batow:
Comments
During the period when the new coldstore was operating normally i.e. measurements 1 and 2, the coldstore plant was not audible at the boundary measurement location or at the nearest residential dwelling located directly amss the road, Noise measurements were in the order of 42d8 Lp~q and 38dB Leo-
When the facility was operating at 100% i.e. measurements 3 and 4, noise emissions associated with the coldstore plant was audible at both the boundary location an# at the residential dwellings. Noise measurements were in the range 47 to 47dB LAq and 42 to 43d8
Measurements 5 and 8 were recorded during a period when all the plant within the coldstore was switched off. Noise measurements were in the range 44 to 46dB hoq and 41 to 43d8 b. The noise levels measured during this period are higher than measumments wcorded when the plant was operating, however, this is primarily due to the gradual increase in distant road traffic movements on the access roadway leading to the N8. Although Several other measurements were recorded subsequently, the background noise level did not drop below 41 df3.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50

Noise measurements recorded at this location during a weekend period on 6th April 2003 prior to the construction of the new coldstore. Passing mad traffic movements were also excluded from this measurement. Recorded noise levels were in the order 42 and 36dB Lw, whic4 are very similar to the recently recorded levels with the facility operating normaliy.
The Environmental Protection Agency and the World Health Organisation recommend that, to avoid disturbance, noise tevets at night and other sensitive periods shoutd not exceed 45dB LAeq,T.
Naas UDC have set criteria in relation to the new Coldstore a6 follows:
The no& bvel arising from this development shall not exceed 55dB(AJ Leq at any point along the boundary of the development kfween the hours of 08:00am and 0 s : O O p m Monday to Friday inclusive but excluding Bank Holidays. At all other times, including Bank Holidays, the noise Rvel shaN not exceed 35dB(A) Leq af any point along the development bounday.
The LABS is an equivalent continuous steady sound levet, and is therefore affected by contnbutions from noisy events of short duration, such as cars driving by. At a facility such as QK Coldstores, where during the night-time and at weekends most of the noise sourms run continuously, the parameter is a better measure of the noise emissions from the site alone.
The noise level of 38dB Lm measured when the plant was operating normally marginally exceeds the UDC criterion at the boundary for night-time and weekend periods. However, due to other noise sources in the area at the time of measurement i.e. traffic along the approaches to the N8 and the alarm at a residential dwelling it was not possible to determine if this level was due entirely to the Cotdstare facility. Given that the plant noise from the Coldstore was inaudible at the measurement location it is reasonable to suggest that complaints are unlikely at this noise level during night-time and weekend periods. When the plant operated at full capacity the noise levels increased to 43dE LAeo and were audible at the measurement location and the nearby residential dwellings and are therefwe likely to result in complaint from nearby residences during these periods.
We trust that these comments are helpful in addressing the concerns mer noise issues.
TERRY DONNELLY Senior Acoustic Consultant
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
APPENDIX C
Noise Barrier
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
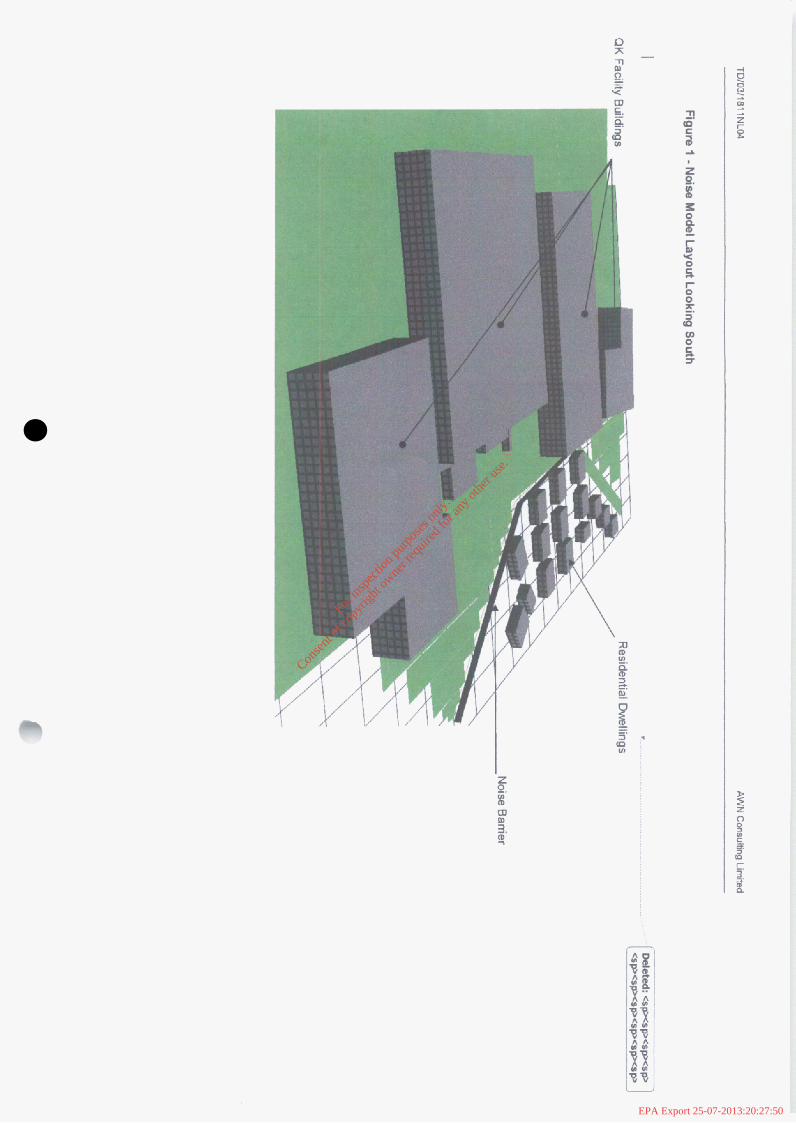
e
/
P 3. %
I
I
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
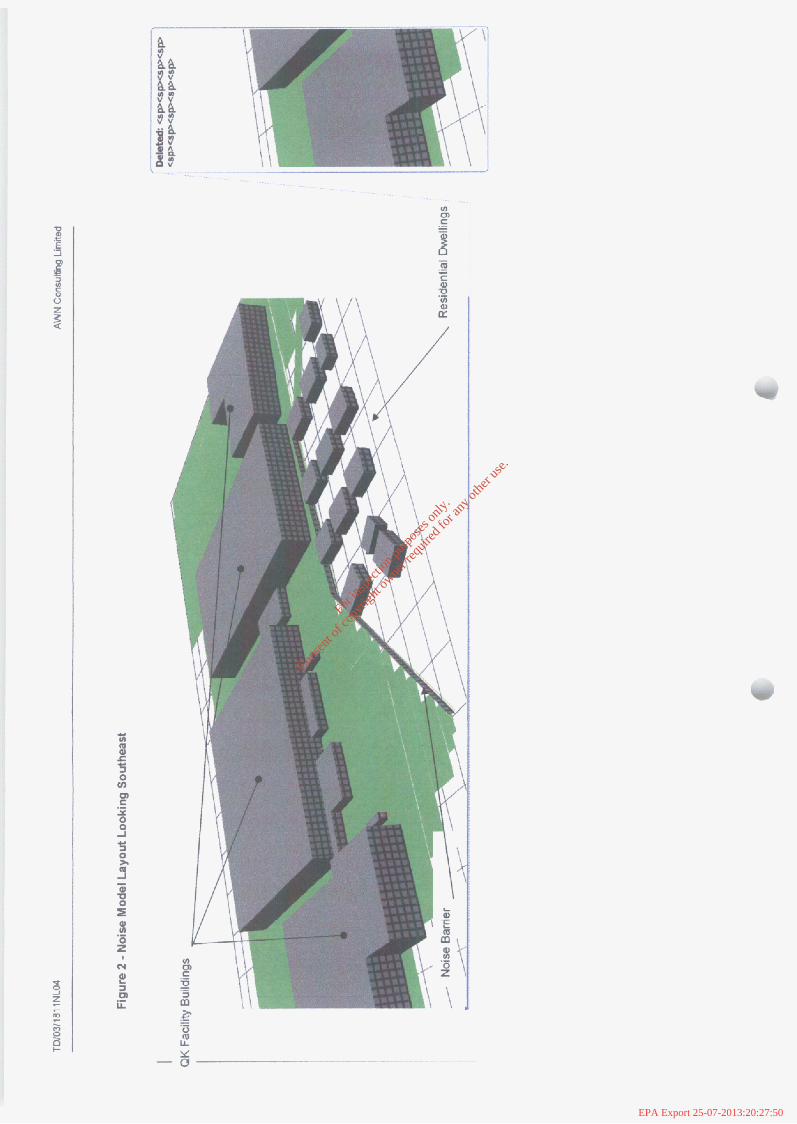
H I a P cy
c 3
P
A A
........... ............ ....
b
For in
spec
tion p
urpo
ses o
nly.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
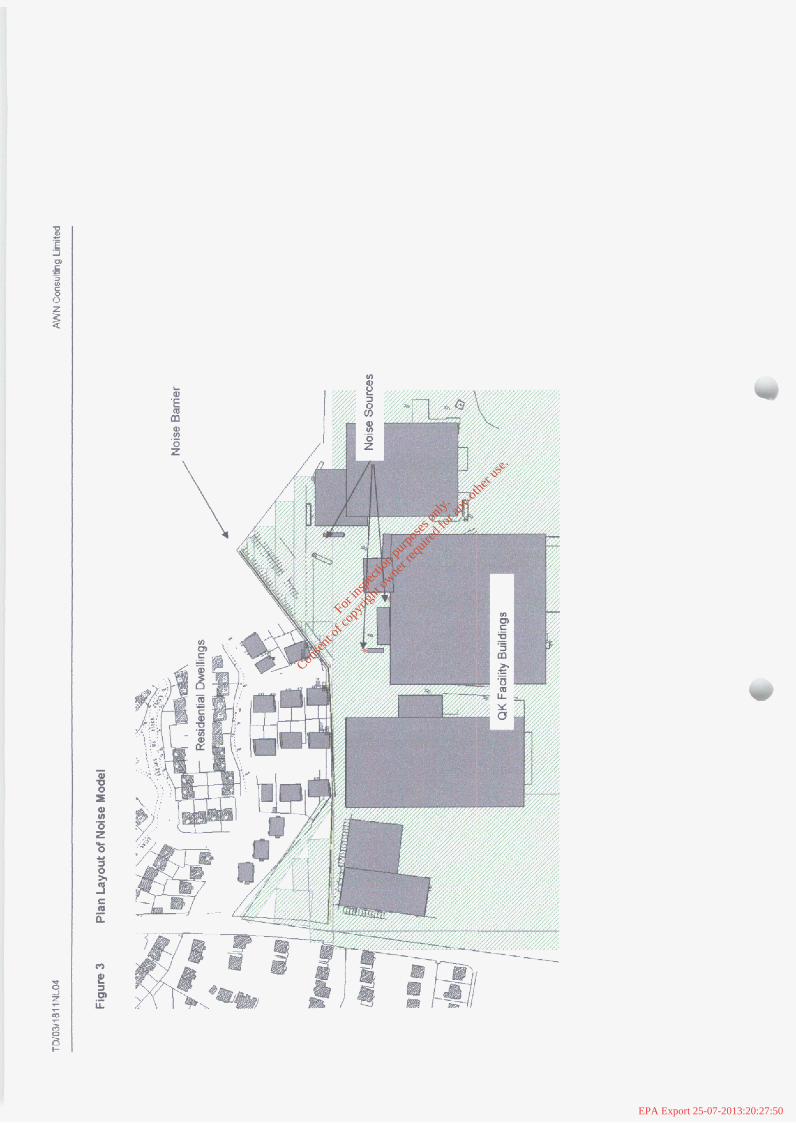
.- t P
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
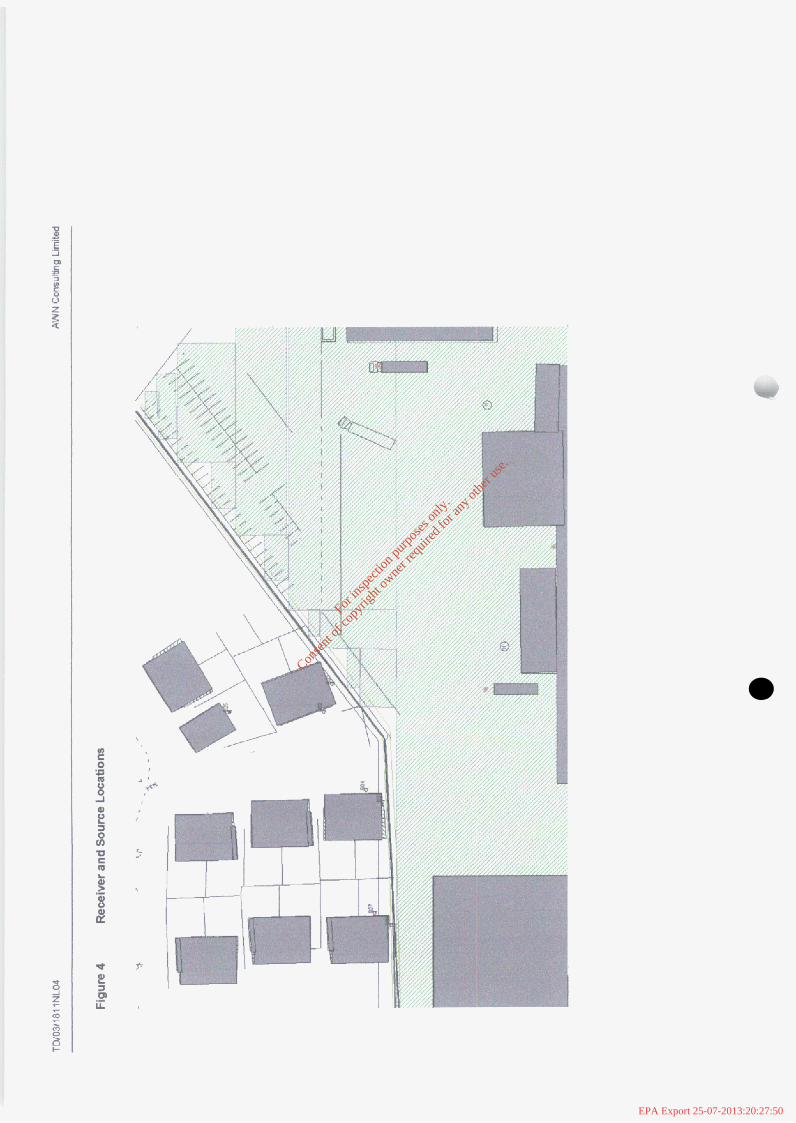
d
L 5
I
',&
I
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
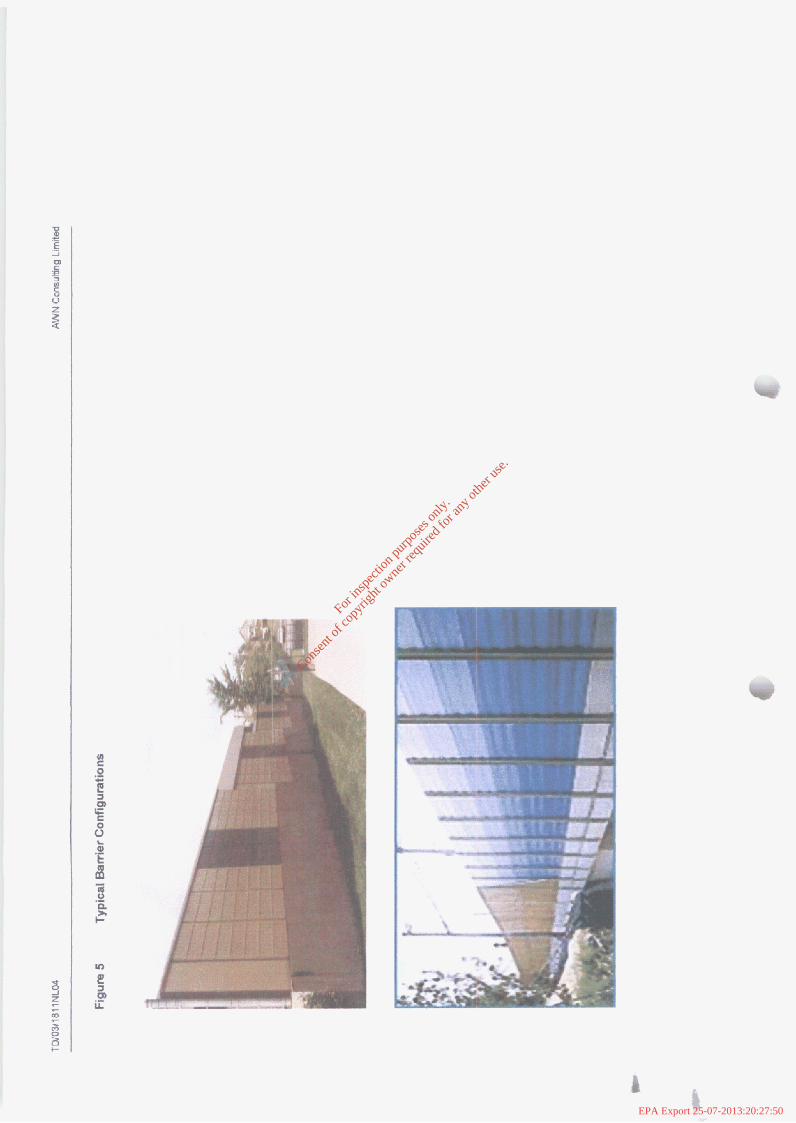
\\
a -
i b rp
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:50
Attachment F
Air emission technology is required on site for process activity. A counter current scrubber exists on site to take odour from the enclosed waste water treatment plant area and air / vapour mixture fiom Simply Soups. Air emissions fiom process at Dawn Farms, International Meat Ingredients, Pasta Concepts and Vitners are currently not controlled, which has resulted in occasional odour problems from Dawn Farms. It is deemed that fugitive air emissions from IMI, Pasta Concepts, Vitners and QK Mearts do not pose an odour problem and as such at this point are not treated through the scrubber. Scrubber design as in this attachment.
Queally Group have given the go ahead to Odour Monitoring Ireland to install a new scrubber system to treat odour emissions fiom the waste water treatment plant area, Simply Soups and Dawn Farms which will eliminate odour emissions from the site. The scrubber will have capacity to deal with other companies on the site as well as any expansions in the future.
With regard to waste water generation and other production wastes, a number of initiatives will be taken once an Environmental Management System is in place to ensure operations on site constitute BAT. These include but are not limited to waste minimisation practises within the process areas / recycling of packaging materials and various objectives as will be set out on the company’s new EMS.
This EMS will first contain a policy document which will be available to members of the public to view. The company proposes to set up management structure to support an EMS based on the IS0 14001 model. This structure will be established to obtain targets and objectives through a scoring system which will derive targets which comply with BAT , IPPC License and national and EU legislation. It will include but is not limited to energy efftciency, resource consumption to include raw materials, water and fuels as well as defined waste targets per unit production. This will be continuously monitored and acted upon should deviations occur. Targets will be continuously reviewed to reduce further the environmental impact.
The company also proposes to install a new updated water treatment plant to cope with increased production. Treatment Systems and EPS have been consulted about this project and both companies are preparing plant designs. It is of the upmost importance of the company to install a new treatment system. It is company’s policy to regularly update the EPA and Local Authority about the progress of this project, which will be carried out in due time.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51

Attachment G: Fuel and Energy Usage
Fuel usage - Tallow, LFO, and natural gas
Energy usage - Electricity
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51

Attachment G
All raw materials, intermediates, end products, substances, preparations, fuels and energy are stored in designated areas. Their storage locations and means of storage and protection are in accordance with Irish and EU regulations. Systems are in place to ensure that all materials do not pass their expiry date, are stored in appropriate storage, and segregated where necessary all in impermeable areas. All materials used in the process are handled over ground.
No on site land filling has occurred or shall be permitted on site.
All waste arising are collected, stored and disposed off in accordance with national and EU regulation.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
Attachment H2
Waste Production and Disposal
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51

H2: Arrangements for the recovery or disposal of solid and liquid waste accepted in to or generated by the facility.
Amount Tonnes M3
4800 Tonnes
< 1 tonne
Not known
894 tonnes
790.5
Name of waste
Periods of generation
During production
Preventative maintenance repairs Preventative maintenance
Meat not fit for human consumption
CAT 3 Waste
tonnes 3320 Tonnes
Not known 1,111 tonnes (from jan to june this year)
608 tonnes (from jan to june this year)
Waste Oil'
When effluent is pumped in to DAF unit
During production
Fluorescence Tubes"
Paper and Cardboard
Refuse
DAF Sludge
Screenings
Bones
SRM CAT1
Description of waste
Meat not fit for human consumptions
Screened Product
Spent liquid oil
From Beef carcasses
From beef carcasses
* denotes hazardous wastes
Source
Process meat fallen on flm r.
from meat Gear BOX63
Cuttings
W W P
WWTP QK MeatS
QK meats
Where stored and integrity of area
segregated bins in a designated area
Bunded Storage
Tube Coffin
Baled and Stored on pallets
Off site on county council approved contractor site
Stored within a designated bone skip within QK meats. Designated
located near QK meats
skip
Analysis
None
None
None
None
None
Nutrient analysis
None
None
EWC Code
020203
130208
200121
150101
200301
020204
020203
020203
020203
Waste Category Per EC Reg- 17741'2,2002 EC Cat 3
All wastes are stored in designated impermeable storage areas. Any waste being transported within the site is done so using a forkliff Paper and cardboard are segregated and then baled.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
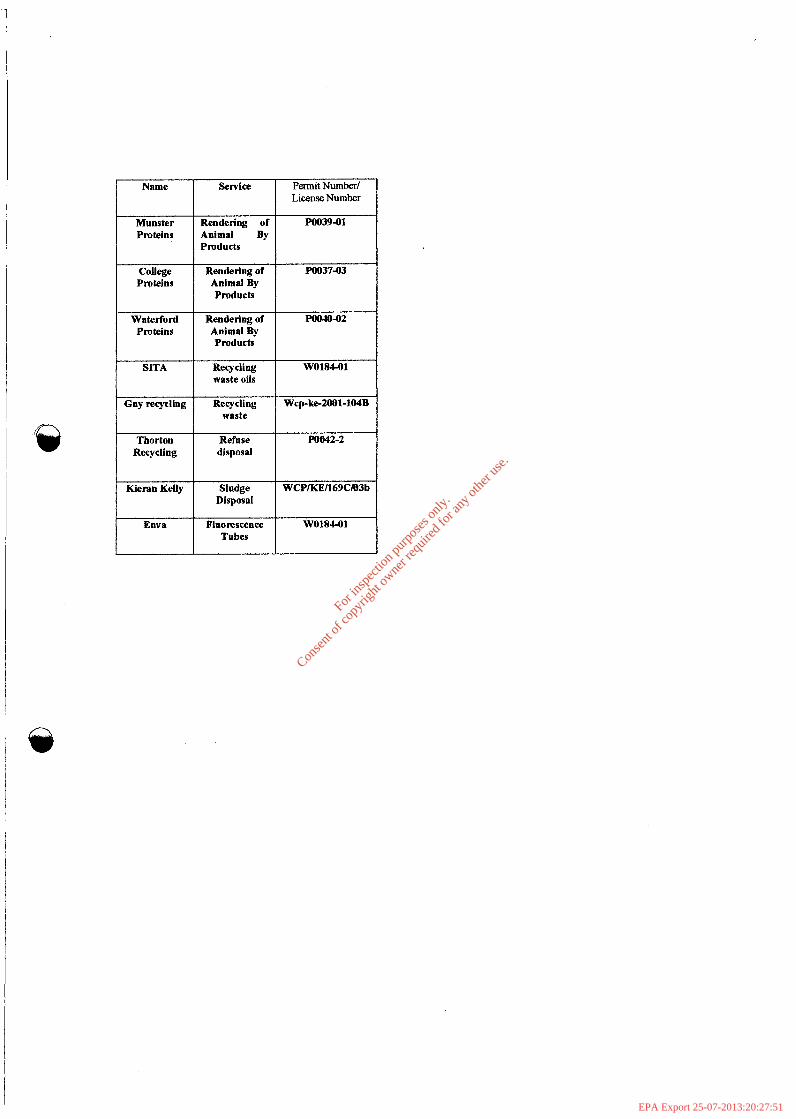
Name Service Permit Number/ License Number
College Rendering of WO3743 Pmteins Animal By 1 Products
Munster Proteins
Rendering of Poo39-01 Animal By Pmducts
Waterford Proteins
SITA
Guy recycling
Tborton Recycling
Rendering of Poo40-02 Animal By Products
Recyding WO18441 waste oils
Recycling Wcp-ke-2001-104B waste
Refuse m 2 - 2 disposal
n
Kieran Kelly Sludge WCPXJU169C103b Disposal
Enva Fluorescence WO184-01 Tubes
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
Attachment I
Assessment of Environmental Impact
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
1 I
Section I
! @
The site is in existence for over 20 years and is considered a clean site. The site has little impact on the surrounding environment apart from odour problems. The site is well managed and maintained.
1. Assessment of atmospheric emissions Presently air quality is impacted upon due to odours resulting from increased throughput through the scrubber. This is currently being remedied as previously discussed. The combustion of tallow, LFO and gas occurs on site through boilers all well under 20MW. The combustion of gas in any of the four burners on the Dawn Farms cooking line are not considered significant.
2. Assessment of impact on receiving surface water. No discharge containing contaminating material is permitted to enter surface water on site and subsequently in to the receiving waters. Emissions of main polluting substances to waters from this facility are not likely to impair the environment.
3. Assessment of impact of sewage discharge The local authority Kildare County Council receives both a trade effluent and a dmharge from the amenity parts of the site for further treatment off site to attain a standard that prevents the discharge from having any significant effect on the environment.
4. Assessment of impact of ground/ground water emissions No emissions to groundground water are made on the site.
5. Ground/ground water contamination There is no evidence to suggest that ground water beneath the site cadcould possibly be contaminated f?om any existing or previous site activity
6. Assessment of the environmental impact of on-site waste recovery and/or disposal
Wastes arising on site are segregated on site. Examples include cardboard being segregated and baled for recycling, inedible meat being collected within the process and disposed by rendering. Only permitted carriers and disposal/recycling operations are used.
7. Noise impact The majority of noise sources are in doors where attenuation is provided to reduce any noise impact
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
8. Environmental Considerations The site proposes to utilise best available techniques to prevent or eliminate or where it is not practicable reduce the emission from the activity. Waste production is avoided in accordance with council directive 75/442/EEC. The setting of resource utilisation targets ensures resources including energy are consumed efficiently. It is proposed that the new EMS through appropriate training and procedures ensures that the necessary measures are undertaken to prevent accidents and limit their consequences. The presence of a remediation and site closure plan indicates the main aspects of the activity and defines the measures necessary to have a lean site closure
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51

. . . ..~ . . .. .. . . .. ... .. ..
Accident prevention and emergenc standard operating procedures to minimise the impact on t accidental emission or spillage. It also entails provisions €or response outside normal working hours and all security and relevant site personnel are fully aware and trained with respect to the plan.
The plan also deals with leaks, malfunctions etc that may have an impact on the Environment.
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
1
.- . . . . . . . . - . . . . . . . . . . . . . . . . . . - . . . . . . . . . . . . . . . . . . . . ..- . . . . . . . -.. . . . . . . . . .
Attachment K Site Closure Plan
Queally Group The Maudlins
Naas Co. Kildare
Introduction
Queally Group operates under a County Council section 16 discharge license to discharge trade effluent.
Scope
In accordance with Queally Group IPPC application for it’s site at the Maudlins, Naas, Co. Kildare, a site closure pian was compiled.
Reference
The applicant has developed a Site Closure Plan with regards to the requirements set in accordance with it’s IPPC license application.
Facility Description and History
Queally Group resides in a purpose built facility at the Maudlins Industrial Estate, Naas, Co. Kildare. On these premises the companies involved produced quality food products for local and export markets.
The plant employs 730 people divide between the different companies.
All raw materials are sourced from approved suppliers
1
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
History of Operations at the Oueally Group site in Naas
The Queally Group is Irelands largest privately owned Agri-food group in Ireland. It has an operations portfolio, which includes a wide range of food processing businesses.
The Dawn meats group, which is part of the Queally Group, is involved primarily in Beef and Lamb processing. Located in Waterford is the Pig processing arm of the Queally group, Dawn Pork and Bacon. The group also comprises of several other factories around Ireland such as Glenpatrick Spring water located in Clonmel CO Tipperary and Lilly 0’ Brian’s Chocolates in Newbridge CO Kildare.
The Company has a large operations base Located in Naas CO Kildare and It is this operating base, which is now applying for an IPPC licence. Although there are several different food-manufacturing companies located at the Queally Group site in Naas, they share a common effluent treatment plant and other services such as distribution, cold storage, waste disposal etc.
It is also from this base that a lot of the value added manufacturing for the group takes place. The site in Naas first began operation in the early eighties as a cold storage facility, QK Cold stores. The Cold Stores still operate today but much of the old buildmg has been converted for use by new food manufacturing operations.
Dawn Farms
Dawn Farms, the largest of the manufacturing units on the site, and is involved in the production of cooked meat products such as sliced hams, sandwich fillings, meat ingredients etc for the retail and ready meal manufacturing businesses. It began operations in 1986 and currently employs over four hundred people.
The Factory has continually undergone modernising expansions over the years and operates as a stand-alone building on the site in Naas. Over the coming years, Dawn Farms is due extend its premises even further to allow it to expand its production capacity. It will also develop a state of the art food product research and development centre.
OK Meats
QK Meats is a beef de-boning and packing plant. It bean operating at the site in 199 1. Beef carcasses are brought in fi-om abattoirs around the country and de-boned before being packed to particular customer requirement. A large amount of value added processing is carried out in the form of steak cutting and beef mincing.
QK meats operate from within the existing Cold Storage buildings, which were converted for their new requirement. The company has made several expansions over the years,
2
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51

again using existing buildings un-used by QK Cold stores to allow for the development of its retail packing facilities.
IMI (International Meat Ingredients)
In 1993 a joint venture by the Queally Group and an American food manufacturing company saw the formation of IMI. IMI is involved in the preparation of cooked meat ingredients, Primarily fermented meat products for use as Pizza Toppings. This factory also made use of existing cold storage buildings for its manufacturing operations. Due to the similarity of their manufacturing processes and sharing of customer bases, the company was amalgamated with Dawn Farms four years ago when the American ownership sold its share of IMI to the Queally Group.
SimDly Soups
Simply Soups began operating on the site in 1995. They are involved in the production of Soup Stocks that uses animal or vegetable material as the main ingredient. The Stocks are reduced to the required level by boiling off water and are used by companies such as ready meal manufacturers and soup manufacturers. The company exports its entire finished product, primarily to customers in the UK and employs over 40 people. Similar to Dawn Farms, the company operates out of a stand-alone plant adjacent to the original cold storage building.
Pasta Concepts
Pasta Concepts is also a subsidiary of the Queally Group located at the Naas site. They are involved in the manufacture of fresh and fiozen pasta products. Formed in 1996, they develop and manufacture a wide range of fiozen pasta (filled & unfilled) and recently we have introduced a full range of oriental dumplings and noodles.
They manufacture between 40 and 50 tonne of pasta products week and employ over 80 people. The Factory, like IMI and QK meats was able to utilise existing buildings unused by the QK Cold Stores.
Vitner Products
Vitner Products, which also trades as Irish Dog foods ltd, is the smallest factory on the Queally group site and is involved in the manufacture of dried pet treats. It is the most recent company to start operations at the site and began manufacturing product in 1999. Fourteen people work in this factory and the Unit operates 24 hours a day. The Factory is located adjacent to Simply Soups and develops products for the Irish and UK markets
3
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51

1
Site Plant and Equipment
The site in question will be vacated and a systematic approach will be taken in all areas of the site with respect to the decommissioning. All areas of the site will be extensively cleaned both internally and externally. All equipment involved in the various processes will be cleaned. Oil present in gear boxes, transmissions and containers will be removed and placed in the waste oil containers. The equipment will then be removed and further cleaning including power washing will take place indoors. The equipment will be stored in adequate cases for transport to other sites in the group.
C1 osure Con siderations
Animal By-products All animal by-products will be removed in containers from the site as regulated by the animal by-products directive. All storage receptacles used on site will be washed and sanitized and their contents hsposed of.
Chemicals All chemicals unused on site during decommissioning and ail chemicals in the bunded storage area will be removed off site to other facilities or suppliers for reuse.
Waste Storage Areas All areas where wastes are stored will be washed and sanitized and resultant materials recovered will be disposed of under the appropriate regulations.
Concrete Areas All outdoor concrete will be washed down and sanitized to remove any contaminants. Resultant waste water will be discharged to sewer.
Waste Water Treatment Plant Pump sumps, storage tanks, DAF unit and biological treatment equipment will be washed out and solids removed. All areas in side the treatment plant area will be washed and sanitized.
Other Process Equipment Refrigeration and other plant equipment shall be decommissioned and removed off site.
4
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
Maintenance Equipment All maintenance equipment including spares will be removed and placed in to storage. This will include all equipment associated with the maintenance work shop.
Scrubber The scrubber shall be emptied and decommissioned.
Underground Structures There are no tanks / vessels or other structures used for the storage of chemicals or waste. The only subsurface structure on site are the surface water drains and foul trade effluent drains which carry the process water to the treatment plant. All these drains will be cleaned and sanitized.
Overground Structures The buildings on site shall remain. In the event that a building will be demolished any demolition or dismantling will be performed in accordance with good practise guidelines.
Soils and Subsoil All soils and sub soils are at present designated uncontaminated. In the event this was to change through an incident, clean up would begin immediately to remove the contamination. Therefore it is envisaged that the closure of the site would not leave any soil or sub soil contaminated. Due to the nature of the business it is reasonable to assume that the site activities do not adversely impact on soils and sub soils.
5
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51
Section L Statutory Requirements
The site is managed such that it does not have an adverse effect on a site placed on alist in accordance with chapter 1 of SI 94 of 1997 or a site where consultation has been initiated in accordance with article 5 of EU Habitats Directive (92/43/EEC)
The activity will not have an effect on water quality in light of SI no 258 of 1998 ( Local Government ( water pollution) Act 1977 or the water quality for phosphorous regulations 1998.
The company has not been prosecuted under the Poe Act, Waste Management Act or the Air Pollution Act.
The company has been prosecuted under the Local Government (water pollution ) Act 1977
The site does not currently have an Environmental Manager but Queally Group is currently advertising for the post.
The Waste Water Treatment Plant is managed by a on site operator who is supported by other employees. This operator is also on call at night and during the weekend if events require it.
Management at Dawn Farm coordinate all waste packaging disposal and recycling.
The site closure plan details the closure criteria and indeed specifies that it shall be a clean closure.
Financial provision to undertake such a closure shall be small and are well within the financial capabilities of the organisation.
69
For
insp
ectio
n pur
pose
s only
.
Conse
nt of
copy
right
owne
r req
uired
for a
ny ot
her u
se.
EPA Export 25-07-2013:20:27:51