4036..pacheco villanueva antonio
DESCRIPTION
libroTRANSCRIPT
UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADEMICO DE GRADUACIÓN
SEMINARIO
TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TITULO DE
INGENIERO INDUSTRIAL
AREA SISTEMAS PRODUCTIVOS
TEMA
DESARROLLAR UN PLAN DE MANTENIMIENTO PREVENTIVO TOTAL EN LA LAVADORA DE BOTELLAS DE LA COMPAÑÍA CERVECERA
AMBEV-ECUADOR
AUTOR PACHECO VILLANUEVA ANTONIO VICENTE
DIRECTOR DE TESIS
ING. IND. SANTOS VASQUEZ OTTO BENJAMIN Msc.
2010 – 2011 GUAYAQUIL - ECUADOR

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta
Tesis corresponden exclusivamente al autor”.
Firma: …………………………………………………
Pacheco Villanueva Antonio Vicente
C.I. 0915862973
iii
DEDICATORIA
Dedico todo este esfuerzo y trabajo a mi padre Melqui (+), a mi madre
Mirella por su sacrificio ilimitado; y de manera muy especial a mi esposa
Marianela por su apoyo incondicional.
iv
AGRADECIMIENTO
Agradezco primeramente a Dios por haberme brindado toda la armonía de
una familia que me facilitó todas las condiciones para haber alcanzado
esta meta.
A mis profesores y tutor, de los cuales obtuve todos los conocimientos
necesarios para desarrollar esta tesis.
v
INDICE GENERAL
Prólogo 1
CAPITULO I
GENERALIDADES
No. Descripción Pág.
1.1. Antecedentes 3
1.2. Contexto del Problema 4
1.2.1. Datos generales de la empresa 4
1.2.2. Localización 5
1.2.3. Identificación según el Código Internacional de
IdentificaciónUniversal (CIIU). 6
1.2.4. Productos 6
1.2.5. Filosofía estratégica 7
1.2.5.1. Misión 8
1.2.5.2. Visión 8
1.3. Descripción general del problema 8
1.4. Objetivos 10
1.4.1. Objetivo general 10
1.4.2. Objetivos específicos 10
1.5. Justificativos 11
1.6. Delimitación de la investigación 12
1.7. Marco Teórico 12
1.8. Metodología 17
vi
CAPITULO II
SITUACION ACTUAL
No. Descripción Pág.
2.1. Capacidad de producción 19
2.2. Recursos productivos 22
2.2.1. Recursos físicos 22
2.2.2. Recursos humanos 30
2.2.3. Recursos financieros 31
2.3. Procesos de producción 32
2.3.1. Recepción y molienda de materia prima. 32
2.3.1.1. Recepción 32
2.3.1.2. Molienda 33
2.3.2. Proceso de Embotellado. 45
2.4. Diagrama de Flujo del Proceso. 46
CAPITULO III
ANÁLISIS Y DIAGNÓSTICO
No. Descripción Pág.
3.1. Análisis de datos e identificación de problemas. 50
3.1.1. Diagrama Causa-Efecto 50
3.1.2. Diagrama de Pareto. 51
3.1.3. Análisis FODA 54
3.2. Impacto económico del problema 55
3.3. Diagnóstico. 57
3.3.1. Diagnóstico cuantitativo 57
3.3.2. Diagnóstico cualitativo 58
vii
CAPITULO IV
PROPUESTA
No. Descripción Pág.
4.1. Planteamiento de alternativa de solución al problema. 60
4.1.1. Alternativa propuesta. 60
4.1.1.1. Diseño del plan de mantenimiento preventivo total 61
4.1.1.2. Procedimiento para definir la criticidad en los equipos. 61
4.1.1.3. Procedimientos para definición de estrategia de
mantenimiento. 63
4.1.1.3.1. Equipos con criticidad Clase A. 64
4.1.1.3.2. Equipos con criticidad Clase B. 78
4.1.1.3.3. Equipos con criticidad Clase C. 78
4.2. Costos de alternativa de solución. 81
4.3. Evaluación de alternativa y solución. 83
4.3.1. Análisis Beneficio/Costo de la propuesta planteada 83
CAPITULO V
EVALUACIÓN ECONÓMICA Y FINANCIERA
No. Descripción Pág.
5.1. Plan de inversión y financiamiento. 87
5.1.1. Amortización de la inversión. 88
5.1.2. Flujo de caja. 89
5.2. Evaluación Financiera 90
5.2.1. Valor actual Neto (VAN) 90
5.2.2. Tasa Interna de Retorno (TIR) 91
5.2.3. Periodo de recuperación del capital 93
5.2.4. Coeficiente Beneficio/Costo 94
viii
CAPITULO VI
PROGRAMACION PARA PUESTA EN MARCHA
No. Descripción Pág.
6.1. Planificación y Cronograma de implementación 95
6.2. Cronograma de implementación a través de MS Project. 97
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
No. Descripción Pág.
7.1. Conclusiones 98
7.2. Recomendaciones 99
GLOSARIO DE TÉRMINOS 101
ANEXOS 103
BIBLIOGRAFIA 109
ix
INDICE DE CUADROS
No. Descripción Pág.
1 Produccion del año 2010 20
2 Comparativo de capacidad utilizada 2010 21
3 Desgloce de empleados 30
4 Empleados por departamentos 31
5 Registro de frecuencia de fallas en equipos de envasado 52
6 Registro de eficiencia real de equipos de linea de envasado 55
7 Paradas según las áreas 56
8 Relacion entre eficiencia real y eficiencia meta de equipos 58
9 Registro de paradas en equipos de la linea de envasado 59
10 Matriz de criticidad para cualquier equipo 61
11 Planilla para la definición de criticidad 62
12 Planilla para definir la estrategia de mantenimiento 63
13 Plan de mantenimiento periódico lavadora de botellas 65
14 Inspeccion de ruta eléctrica lavadora de botellas 67
15 Inspeccion de ruta mecánica lavadora de botellas 69
16 Plan de rutas electromecánicas en equipos de embotellado 70
17 Plan de predictivos en equipos de embotellado 73
18 Plan de lubricación en equipos en lavadora de botellas 76
19 Plan de limpieza en equipo lavadora de botellas 77
20 Formulario para llenado de relato de anomalías 81
21 Costos fijos (software, hardware, equipos y servicios) 82
22 Costos de mano de obra anual 83
23 Costo total de la alternativa propuesta 83
24 Periodo de recuperación de la inversión 85
25 Tabla de Amortizacion 88
x
26 Flujo de Caja 90
27 Calculo del VAN 91
28 Calculo del TIR 92
29 Recuperacion del Capital 93
30 Planificacion de la Implementacion 96
xi
INDICE DE GRAFICOS
No. Descripción Pág.
1 Procesos de Recepción de materia prima 33
2 Proceso de molienda de materia prima 34
3 Sistema de molienda de arroz 35
4 Proceso de cocimiento de arroz y malta 36
5 Proceso de filtración de mosto 37
6 Proceso de clarificación de mosto 37
7 Proceso de ebullición de mosto 38
8 Proceso de sedimentación de mosto 39
9 Proceso de enfriamiento y aireación de mosto 39
10 Proceso de fermentación en tanques de almacenaje 41
11 Equipo de centrifugación de levadura 42
12 Proceso de filtración de la cerveza 43
13 Equipos para filtración de cerveza 44
14 Consumo de energía por áreas 47
15 Diagrama Ishikawa 51
16 Diagrama de Pareto de registro de fallas 53
17 Análisis F.O.D.A. 54
18 Relato de anomalías a traves del etiquetaje 80
xii
INDICE DE ANEXOS
No. Descripción Pág.
1 Localización de Ambev Ecuador 104
2 Estructura Organizacional 105
3 Diagrama de Procesos para elaborar cerveza 106
4 Registro de problemas en línea de embotellado 107
5 Cronograma de Implementación del Plan 108
xiii
RESUMEN
Tema: Desarrollar un Plan de mantenimiento total en la Lavadora de Botellas de la Compañía Cervecera Ambev Ecuador.
Autor: Antonio Vicente Pacheco Villanueva
La aplicación del Mantenimiento Productivo Total no ha alcanzado su desarrollo en esta compañía, por ello su baja eficiencia productiva. Con la identificación de sus problemas, se establecerán mejoras y controles que elevarán su condición productiva. El TPM es primordial, con soporte de la Gerencia se proyectará el plan estratégico para alcanzar a desarrollar el Plan seleccionado. El trabajo de campo realizado durante 6 meses, acompañado de la información recabada en el sistema informático, sumado a las técnicas ingenieriles de FODA, Ishikawa, Causa-Efecto, etc. en donde se procesaron fiablemente todos los datos y que evidenció el problema raíz que en este caso fue la lavadora de botellas para envasar cerveza, fueron fundamentales. Con la aplicabilidad de los pilares del TPM, es decir, el mantenimiento preventivo total en este equipo, elevará la eficiencia, productividad y confiabilidad del mismo, con la disminución de las paradas improductivas en alrededor del 52% en el primer año. Se deberá cumplir con el presupuesto establecido implícitamente por su grado de complejidad, que en este caso específico se planteó en $31.631,91. Se desarrolló un programa de mantenimiento preventivo no solamente para la lavadora de botellas sino para toda la línea de producción de envasamiento de cerveza, lo que permitirá lograr ahorros graduales en la estructura de costos de la empresa y evitará efectuar mantenimientos periódicos innecesarios con la consecuente pérdida de dinero en repuestos y en mano de obra improductiva; aquí es donde el mantenimiento predictivo tiene las mayores ventajas en detectar los problemas virtualmente evitables. La planeación y programación del mantenimiento tiene la finalidad de trazar un proyecto que contenga las acciones a realizarse para el buen desempeño de la compañía. La implantación del programa exige adaptaciones en la cultura y estructura organizacional, programas de capacitación y entrenamiento al personal para mejorar sus competencias.
Pacheco Villanueva Antonio Vicente Ing. Santos Vázquez Otto B.
C.I 0915862973 - Autor Tutor de Tesis
PRÓLOGO
El presente trabajo tiene como objetivo mantener en óptimas
condiciones las instalaciones, maquinarias y equipos, sean estos nuevos
o no, desde una condición inicial básica, para alcanzar un elevado
porcentaje de confiabilidad de estos. El autor de esta tesis, con 5 años de
experiencia en este tema, propone su argumento para iniciar, desarrollar e
implementar un plan de mantenimiento eficaz y eficiente mientras se lo
efectúe, controle y retroalimente, con ayuda de toda la información
resultante.
La diferencia con otros trabajos o tesis, puede ser,
significativamente, que aquí se aplican tecnologías actuales en este
campo.
La composición de este trabajo se centró en elevar la productividad y
confiabilidad de los equipos sensibles, debidamente seleccionados
mediante técnicas de criticidad, que de antemano se erige como uno de
los primeros pasos.
La sinergia y coordinación de todas las áreas de la compañía es
importante para alcanzar este objetivo del Mantenimiento Productivo Total
y eso básicamente depende de la cultura y actitudes del personal. Por ello
es imprescindible que las políticas de la compañía apoyen a este proceso.
CAPITULO I
GENERALIDADES
1.1. Antecedentes
El Mantenimiento Productivo Total (TPM, por sus siglas en inglés)
aún no tiene una gran aceptación en la industria ecuatoriana en la
actualidad.
Talvez el problema no es el Mantenimiento Productivo Total, en sí
mismo.
Talvez sea la forma en que se utiliza esta iniciativa. La mayoría de
las plantas y empresas que “lo puesto en marcha”, han traducido al TPM
simplemente como:
* Ofreciendo tareas de mantenimiento y cierta lubricación básica para
que ejecuten los operadores, o,
* Un programa para limpiar y pintar máquinas, o,
* Una razón para reducir el personal de mantenimiento.
Poca visión de planteamientos como estos nunca fue la intensión del
Instituto Japonés de Mantenimiento de Planta cuando se desarrolló el
TPM en 1971 como “un camino a una mejor fabricación, con un enfoque
constante de creación de valor”. Esta ideología está paulatinamente
siendo implementada en Ambev-Ecuador, una cervecera multinacional
con su central de operaciones en Brasil que adquirió las instalaciones de
Generalidades 3
lo que era Cervecería Suramericana S.A. en el 2004 en la ciudad de
Guayaquil, comprometiéndose a mantener al mejor personal, además de
utilizar las mismas maquinarias, basadas en tecnología alemana muy
avanzada para aquella época, para la elaboración de sus productos, las
mismas que datan del año 1997 cuando comienza su operación.
A raíz del cambio de la razón social y de sus nuevos dueños, se hizo
hincapié en el crecimiento y en lograr una mayor eficiencia en esta fábrica
de cervezas.
Hace 5 años el rendimiento fue bueno, aunque se centró
estrictamente en el mantenimiento preventivo. No existía ingeniería de
mantenimiento. Planificación había solo en parte. No se compartía el
concepto de mejora continua. Todo eso puede ahora cambiar.
El propósito de este estudio consiste en proyectar y retomar la
implementación del TPM en esta fábrica de grandes magnitudes. En la
actualidad no existe casi ninguno o ningún índice que determine qué tan
bueno es el mantenimiento allí, en términos generales.
Evidentemente, lo que no se mide, no puede ser analizado y peor
aún darle una solución definitiva y sostenible. Existen varias fuerzas o
pilares del TPM cuyo objetivo es:
* Mejorar las prácticas de mantenimiento y fiabilidad, y en concentrarse en
las tareas que agregan valor.
* Proporcionar la estructura y las herramientas para analizar los fallos,
resolver los problemas y trabajar en proyectos de mejora formal que den
los debidos resultados positivos.
* Administrar tempranamente los equipos para evitar los fallos o tratar de
minimizarlos.
Generalidades 4
* Desarrollar las destrezas y habilidades del personal.
* Efectuar eficientemente el mantenimiento autónomo.
* Garantizar las prácticas de mantenimiento mediante una auditoría anual
global de todo el proceso.
Cabría hacerse la pregunta de por qué existiendo instrumentos o
metodologías tan significativas para mejorar los rendimientos de las
empresas, las mismas no son utilizadas? Las razones son numerosas y
exponerlas lleva a la necesidad de otras investigaciones y exposiciones,
pero entre las principales se tiene: una visión cortoplacista en la cual se
privilegia la obtención de utilidades inmediatas en oposición a la
generación sostenida de beneficios a mediano y largo plazo, un segundo
factor tiene que ver con la supervivencia de paradigmas propios de otra
era del proceso económico productivo. Y un tercer y último factor a
mencionar como importante es la tradicional resistencia al cambio.
1.2. Contexto del Problema
1.2.1. Datos generales de la empresa
En el año de 1995 se lleva a cabo un ambicioso proyecto por parte
de los empresarios Hnos. Isaías, dueños de un grupo de compañías, de
crear una cervecería con capitales nacionales y maquinaria alemana
especializada en este tipo de producción, que impondría una nueva
tendencia en nuestro país en el consumo de bebidas de moderación
como la cerveza. El proyecto de creación de la cervecería fue
completamente desarrollado en Alemania y al cabo de 16 meses de ardua
El proyecto de creación de la cervecería fue completamente
desarrollado en Alemania y al cabo de 16 meses de ardua labor, se funda
en Guayaquil-Ecuador en el año de 1997 “Cervecería Suramericana S.A.”.
Generalidades 5
Su producto principal marca “Biela” cala de buena forma en la preferencia
de los ecuatorianos.
Desde allí empieza una guerra de marketing sin precedentes en este
tipo de segmento, frente a la marca competidora tradicional como cerveza
Pilsener de la Compañía de Cervezas Nacionales, de capitales
colombianos.
Ya por el año 2003 se ve mermada su participación en el mercado,
debido a una baja popularidad, lo que es aprovechado por la multinacional
cervecera brasileña AmBev para iniciar negociaciones de compra de la
mayoría de las acciones de esta cervecería. Luego de meses de
continuas negociaciones de los Hnos. Isaías con el directorio de esta
multinacional, se da finalmente en el año 2004 la compra del 80% del
paquete accionario por parte de AmBev y manteniendo el restante 20%
los Hnos. Isaías. Desde allí los objetivos de la compañía cambian
completamente, desde su misión hasta sus principios, para darle un giro
positivo a todo el negocio.
1.2.2. Localización
Ambev-Ecuador se encuentra ubicado en el Km. 14.5 vía a Daule,
en el norte de la ciudad de Guayaquil-Ecuador, fuera del perímetro
urbano. Esta limitado al norte por el hotel Los Pinos, al sur por la Avenida
Las Iguanas, al este por la vía a Daule, y al oeste por un lote
perteneciente a la Sociedad de Beneficencia Manabita (ver anexo 1).
Además la planta cuenta con todos los servicios básicos
imprescindibles para su normal funcionamiento como son: agua potable,
telefonía convencional, energía eléctrica, vías de comunicación, etc.
disponiendo de una importante infraestructura civil. Debido a su
localización no existen problemas con la vialidad ni de medios de
comunicación para poder recibir materia prima o distribuir el producto.
Generalidades 6
1.2.3. Identificación según el Código Internacional de
Identificación Universal (CIIU).
El CIIU es una clasificación uniforme de las actividades económicas
por procesos productivos. Su objetivo principal es proporcionar un
conjunto de categorías de actividades que se pueda utilizar al elaborar
estadísticas sobre ellas.
Tiene por objeto satisfacer las necesidades de los que buscan datos
clasificados referentes a categorías comparables internacionalmente de
tipos específicos de actividades económicas. A continuación se detalla el
CIIU de Ambev-Ecuador, que evidentemente está relacionada con los
procesos de producción y envasamiento de cerveza:
Industria Manufacturera: División 15
D Elaboración de productos alimenticios y de bebidas.
D15 Elaboración de Productos alimenticios y de bebidas.
D1553 Elaboración de bebidas malteadas y de malta.
D1553.0 Elaboración de bebidas malteadas y de malta.
D1553.00 Elaboración de: cerveza corriente, pálida, negra y fuerte.
1.2.4. Productos
Para AmBev Ecuador, sus marcas y productos no sólo son el
fundamento de la empresa, como también la piedra angular de la relación
con los consumidores y, por ende, la clave del éxito.
A través de sus productos buscan construir y mantener un fuerte
vínculo con los consumidores, un "punto de conexión" producido en el
momento en el que compran o consumen sus marcas. Es en ese punto
en donde enfocan sus esfuerzos para generar experiencias memorables
Generalidades 7
en el consumidor. Las cervezas Brahma y Zenda son productos de
moderación de consumo masivo, elaborada con las siguientes materias
primas: arroz, cebada malteada, lúpulo, levadura, agua y CO2.
Brahma es una cerveza del tipo lager, de larga maduración, del
mismo tipo de cerveza que se hace para las fiestas en Alemania. Las
tipos lager poseen un sabor, cuerpo y aroma equilibrados e insuperables.
Existen hasta el momento tres presentaciones bien posicionadas:
* Brahma 578 c.c.
* Brahma 311 c.c.
* Brahma 300 c.c.
* Zenda 578 c.c.
* Zenda 311 c.c.
* Zenda 300 c.c.
El tipo de botella con las cuales se envasa este producto se la
conoce con el nombre de “Euro botella”, misma que se la utiliza en toda
Europa, es más cómoda, práctica y de fácil manejo.
1.2.5. Filosofía estratégica
La filosofía de gestión de esta compañía responde a las políticas de
responsabilidad social corporativa de AmBev en el mundo. En este
sentido, forma parte de los valores de la empresa la ética en la
conducción de los negocios, el fuerte compromiso con sus empleados,
clientes, consumidores, proveedores y distribuidores, el respeto por el
medio ambiente y por los marcos regulatorios de los diversos países en
los que tiene presencia, el desarrollo e implementación de tecnologías
Generalidades 8
que garanticen la calidad de sus productos y la permanente inversión en
su Gente.
1.2.5.1. Misión
“Crear vínculos fuertes y duraderos con nuestros clientes
brindándole los mejores productos y servicios”.
La misión es un importante elemento de la planificación estratégica
porque es a partir de ésta que se formulan objetivos detallados que son
los que guiarán a la empresa u organización.
1.2.5.2. Visión
“Ser la mejor empresa de bebidas en el mundo dentro de un mundo
mejor”.
Se entiende por Visión, la idealización del futuro de la empresa.
Cuando hay claridad conceptual acerca de lo que se quiere construir a
futuro, se puede enfocar la capacidad de dirección y ejecución hacia su
logro de manera constante. Los aspectos estratégicos para alcanzar la
visión se deben concentrar en tres líneas fundamentales de acción:
capacitación, reingeniería de procesos y certificación de calidad.
1.3. Descripción general del problema
La compañía está implementando políticas para elevar el nivel de
servicio hacia los clientes y consumidores, por lo que, en las condiciones
actuales de fallas en las maquinarias y equipos esto simplemente no se
conseguiría.
Con un bajo nivel de eficiencia y de confiabilidad de la línea de
envasado, sumado a las paradas inesperadas y con la demora en
Generalidades 9
ejecución de los trabajos de reparación simplemente se torna en un
proceso de producción no competitivo.
La carencia de un plan de mantenimiento estructurado y funcional,
hace que ocurran las condiciones negativas descritas en el párrafo
anterior. Por lo cual se han detectado los siguientes problemas, a grosso
modo:
Paradas continúas de los equipos en la línea de envasado de
cerveza por la aplicación de solamente mantenimiento correctivo, de
emergencia.
El personal operativo efectúa poca o ninguna intervención durante
los mantenimientos en los equipos ya que no hay sentido de pertenecía
en cuanto a las labores de reparación y limpieza.
Los repuestos necesarios para determinada reparación de
emergencia suelen no existir o en cantidad limitada en la bodega de
repuestos debido a la falta de previsión que un mantenimiento preventivo
puede dar.
Pérdidas excesivas de producción por la indisponibilidad de los
equipos cuando se está produciendo a plena carga, lo que repercute en la
falta de producto en el mercado.
Un mejor mantenimiento implica no sólo reducir los costos de
reparaciones y los costos por improductividades debidas a tiempos
ociosos, sino también elimina la necesidad de contar con inventarios de
productos en proceso y terminados destinados a servir de “colchón” ante
las averías producidas.
Al mejorar los servicios a los clientes y consumidores se reduce la
rotación de estos y reduce el costo de obtención de nuevos clientes,
facilitando las ventas de estos productos con carácter repetitivo y
Generalidades 10
permanente, lo que redunda en beneficios tanto económicos como de
marketing a la compañía.
1.4. Objetivos
1.4.1. Objetivo general
Desarrollar un plan de mantenimiento preventivo total en la lavadora
de botellas, un método para minimizar las paradas de máquinas y
procesos en la empresa AmBev Ecuador.
1.4.2. Objetivos específicos
* Recopilar información sobre las paradas no programadas en la
lavadora de botellas mediante el levantamiento de información en la
planta y en los registros históricos de los medios informáticos que posee
la compañía.
* Identificar los factores que inciden negativamente en la disminución de
la productividad, eficiencia y confiabilidad del equipo.
* Establecer los nuevos procedimientos a usarse para la planificación,
evaluación y control de las actividades de mantenimiento planeado.
* Proponer la creación de reuniones de rutina, preferencialmente
semanal, para coordinar anticipadamente las actividades del
mantenimiento que se ejecutarán.
* Elaborar proceso para el desarrollo del mantenimiento autónomo del
equipo, desarrollando la cultura de sentido de pertenencia por parte del
personal operativo.
Generalidades 11
* Concebir índices de gestión para evaluación y control que permita la
detección y ajuste de las desviaciones encontradas durante los periodos
de mantenimiento.
1.5. Justificativos
Toda investigación está orientada a la resolución de algún problema;
por consiguiente, es necesario justificar o exponer los motivos que
merecen esta investigación. Así mismo, también debe determinarse su
cubrimiento o dimensión para conocer su viabilidad.
Se puede establecer una serie de criterios para evaluar la utilidad de
un estudio propuesto. Estos criterios evidentemente son flexibles y de
ninguna manera exhaustivos. Se puede decir que cuanto mayor número
de respuestas que se contesten positiva y satisfactoriamente, la
investigación tendrá bases más sólidas para justificar su realización.
El estudio que se realiza en Ambev-Ecuador se justifica por las
siguientes razones:
* Aumentar la productividad de la línea de envasado para adquirir una
mayor competitividad en calidad, precio y nivel de servicio.
* Reducir el presupuesto de mantenimiento por ejecución de acciones
correctivas no programadas y sin ninguna planificación; aquí también se
interviene con el stock de repuestos necesarios.
* Minimizar el impacto ambiental utilizando racionalmente todos los
recursos materiales y con su correcta disposición.
* Conocer la evolución del mantenimiento del equipo en base a los
resultados de índices de control.
Generalidades 12
1.6. Delimitación de la investigación
De acuerdo al alcance de esta tesis, será una evaluación en campo
que tomará 6 meses recabar información más la que se facilite en la red
informática de la compañía. El ámbito de aplicación en donde se va a
efectuar este estudio, será la lavadora de botellas del área de
embotellado, el cual servirá de equipo piloto para evaluar su aplicación,
seguimiento y control para luego extenderse al resto de la compañía.
1.7. Marco Teórico
TPM es mantenimiento productivo realizado por todos los empleados
de la organización, a través de actividades en pequeños grupos. TPM
basa su filosofía en el principio de que la mejora de los equipos debe
involucrar a toda la organización desde los operarios hasta la alta
dirección, es decir, un mantenimiento llevado a cabo en el conjunto de la
compañía.
TPM constituye un nuevo concepto en materia de administración,
basado en los siguientes cuatro principios fundamentales:
* Participación de todo el personal, desde la alta dirección hasta los
operadores de planta. Incluir a todos y cada uno de ellos permite
garantizar el éxito de los objetivos trazados por TPM.
* Creación de una cultura corporativa orientada a la obtención de la
máxima eficacia en el sistema de producción y gestión de equipos, desde
la operación.
* Desarrollo de un sistema de gestión en las plantas de tal manera que
se facilite la eliminación de las pérdidas antes de que se produzcan y se
consigan los objetivos.
Generalidades 13
* Desarrollo del mantenimiento preventivo como medio básico para
alcanzar el objetivo de cero pérdidas, mediante actividades realizadas por
pequeños equipos de trabajo operativos apoyados en el mantenimiento
autónomo.
La innovación principal de TPM radica en que los operarios se hacen
cargo del mantenimiento básico de su equipo, por supuesto, con la debida
capacitación técnica.
Mantienen sus máquinas en buen estado de funcionamiento y
desarrollan la capacidad de detectar problemas potenciales antes de que
ocasionen averías.
Entre los objetivos principales y fundamentales de TPM se tienen:
* Reducción de averías en los equipos.
* Reducción del tiempo de espera y de preparación de los equipos.
* Utilización eficaz de los equipos existentes.
* Control de la precisión de las herramientas y equipos.
* Promoción y conservación de los recursos naturales y economía de los
recursos energéticos.
* Formación y entrenamiento de personal.
Con base en lo anterior, existen tres principales razones por las
cuales muchas empresas han optado por el desarrollo del TPM en sus
instalaciones:
Generalidades 14
Obtención de resultados tangibles significativos. Luego de una
inversión en tiempo, recursos humanos y financieros, se logra una
drástica reducción de desperdicios en los equipos, así como la eliminación
de tiempos pedidos y paradas menores , disminución de defectos de
calidad, aumento de la productividad, reducción de costos, inventarios y
accidentes.
Transformación del entorno de la planta. A través del TPM una
planta sucia, cubierta de aceite y grasa, con fugas de vapor, aire
comprimido y desperdicios, puede transformarse en un ambiente de
trabajo grato y seguro. Con esta transformación los clientes quedan
gratamente impresionados por estos cambios y aumenta su confianza en
los productos y en la calidad de gestión de la empresa.
Transformación de los trabajadores de la planta. A medida que las
actividades de TPM empiezan a reducir resultados concretos, los
trabajadores se motivan y aumenta su integración en el trabajo,
aumentando así el número de sugerencias de mejora dadas por estos.
Pilares del TPM.
TPM se implementa a partir de ocho pilares, que son indispensables
para lograr la mejora empresarial mencionada anteriormente.
Estos están encargados de poner en práctica actividades que
busquen el cumplimiento de los objetivos estratégicos que la compañía
busca a través de TPM. Estos son:
Mejoras enfocadas. El objetivo general de este pilar es incrementar
la eficiencia global de la producción, por medio de la eliminación de las
pérdidas que afectan a los equipos y procesos. Las actividades realizadas
estarán a cargo de un grupo conformado por ingenieros de planta,
técnicos de mantenimiento y operarios.
Generalidades 15
Esta actividades están dirigidas a mejorar gran variedad de
elementos, como un proceso, un procedimiento, un equipo o
componentes específicos de algún equipo; detectando acertadamente la
pérdida y ejecutando un plan de acción para su eliminación.
Esta es la diferencia esencial entre una mejora enfocada y una
mejora del día-día. La mejora enfocada, es un procedimiento de trabajo
cuidadosamente planificado, con unos objetivos claros y bien definidos de
lo que se pretende lograr al ejecutarla.
Mantenimiento Autónomo. Su objetivo es establecer, mejorar y
sostener las condiciones básicas de los equipos a través de actividades
de limpieza, lubricación y ajustes correctos. Estas tres actividades serán
desarrolladas por cada uno de los operadores con el fin de que estos
entiendan su equipo, se empoderen de él y así prevenir el deterioro
acelerado de estos y la detección oportuna de futuras averías.
En este pilar es importantísimo el trabajo conjunto de los operadores
y el personal de mantenimiento, para poder erradicar el pensamiento de
“yo opero, tu arreglas”.
Mantenimiento programado o planeado. El mantenimiento
programado cumple un papel importantísimo en la eliminación de las
pérdidas, ya que su desarrollo busca asegurar las condiciones óptimas de
funcionamiento de los equipos. Este mantenimiento abarca cuatro formas
de mantenimiento:
Mantenimiento de averías. Se realiza una vez el equipo falle y
detenga su operación. Este tipo de mantenimiento solo se recomienda
utilizar cuando las averías no afectan significativamente la operación de
las máquinas.
Generalidades 16
Mantenimiento preventivo. A grandes rasgos consiste en
inspeccionar, limpiar y reemplazar las piezas de los equipos con una
periodicidad establecida, con el fin de evitar averías fortuitas e
inesperadas.
Mantenimiento correctivo. Busca una mejora del equipo y de sus
componentes, corrigiendo debilidades de diseño que faciliten el correcto
desarrollo del mantenimiento preventivo.
Entrenamiento. Su objetivo es formar personal para que responda
positivamente al cambio que trae el TPM. Esta formación buscará el
desarrollo de nuevas habilidades y conocimientos que sirvan de soporte a
la nueva filosofía, basándose en las habilidades individuales que cada
cual tenga en su puesto de trabajo.
Control inicial. Este pilar busca que la entrada de nuevos productos
y nuevos equipos no sea caótica para la planta y que no afecten la
productividad con la que se venía trabajando. Esta gestión se realiza para
obtener productos fáciles de fabricar y equipos fáciles de mantener, para
lograr lo más rápido posible, condiciones de producción estable con el
menor número de defectos.
Mantenimiento de calidad. Su objetivo es buscar una relación entre
los defectos de los productos y la entradas de todo proceso, mano de
obra, máquinas, métodos y materiales, con el fin de establecer
parámetros que puedan fijar las condiciones del proceso y así ejecutar
acciones que prevengan futuros defectos.
Seguridad y medio ambiente. Busca que los diferentes procesos
productivos de la compañía generen el menor impacto negativo posible.
Además busca la prevención de accidentes en los lugares de trabajo y la
eliminación de fuentes de contaminación.
Generalidades 17
1.8. Metodología
Para el presente trabajo la metodología aplicada será relacionada a
la modalidad de campo y el método bibliográfico.
La investigación de campo durante el desarrollo del presente trabajo,
se centrara básicamente en la información que se va a recopilar vía
software y en opiniones del personal que labora en las distintas áreas de
la empresa. Este trabajo se rige con los siguientes pasos metodológicos:
* Método de la Entrevista.
* Método de la Observación.
* Método Estadístico.
* Diagrama Causa-Efecto.
* Diagrama de Pareto.
* Matriz FODA
CAPITULO II
SITUACION ACTUAL
2.1. Capacidad de producción
Para hacer un análisis de la capacidad de producción es
determinante hacer una relación entre la producción teórica y la
producción tienen que conocer los siguientes puntos clave.
Esta investigación lleva a conocer que la capacidad instalada que se
ha implantado en esta compañía.
* Capacidad instalada.
* Capacidad utilizada.
Esta investigación lleva a conocer que la capacidad instalada que se
ha implantado en esta compañía en el área de envasado, área prioritaria
al flujo de la producción, que son de 30.000 botellas por hora, las cuales
son llevadas a hectolitros con la siguiente operación:
Capacidad instalada (C.I.)
Capacidad instalada quiere decir el volumen de producción teórico a
plena carga de la línea de embotellado; así se tiene:
Situación Actual 19
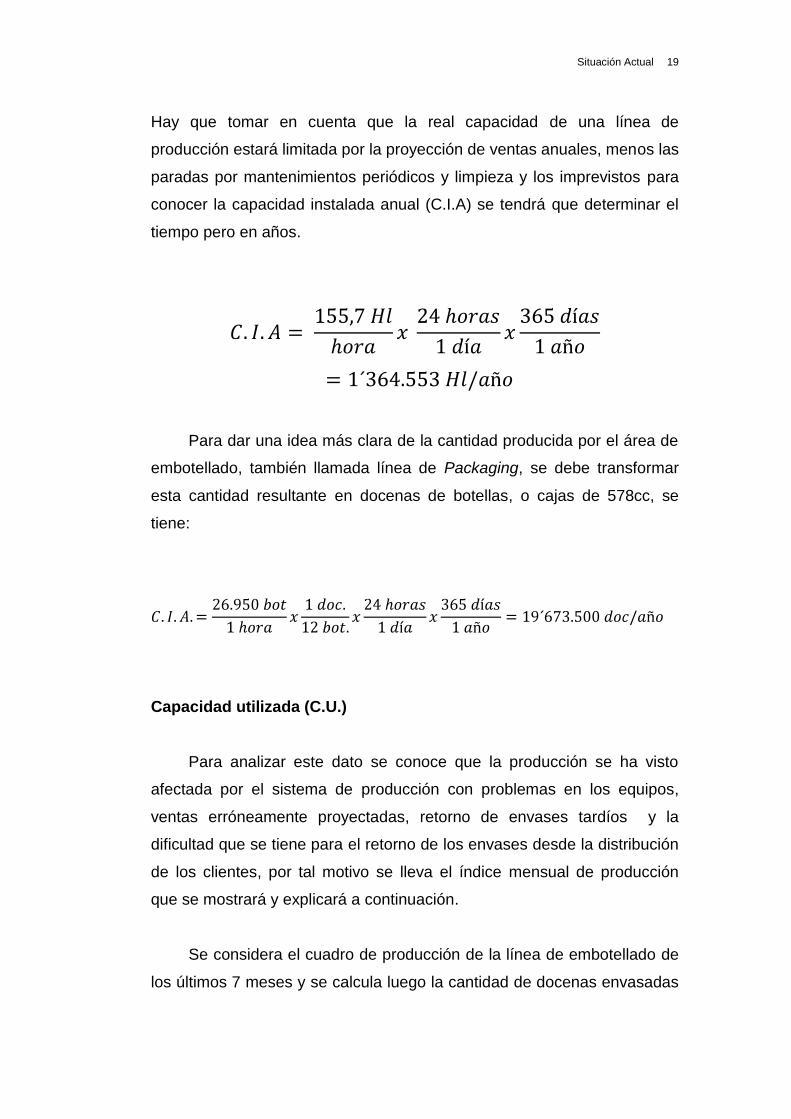
Hay que tomar en cuenta que la real capacidad de una línea de
producción estará limitada por la proyección de ventas anuales, menos las
paradas por mantenimientos periódicos y limpieza y los imprevistos para
conocer la capacidad instalada anual (C.I.A) se tendrá que determinar el
tiempo pero en años.
Para dar una idea más clara de la cantidad producida por el área de
embotellado, también llamada línea de Packaging, se debe transformar
esta cantidad resultante en docenas de botellas, o cajas de 578cc, se
tiene:
Capacidad utilizada (C.U.)
Para analizar este dato se conoce que la producción se ha visto
afectada por el sistema de producción con problemas en los equipos,
ventas erróneamente proyectadas, retorno de envases tardíos y la
dificultad que se tiene para el retorno de los envases desde la distribución
de los clientes, por tal motivo se lleva el índice mensual de producción
que se mostrará y explicará a continuación.
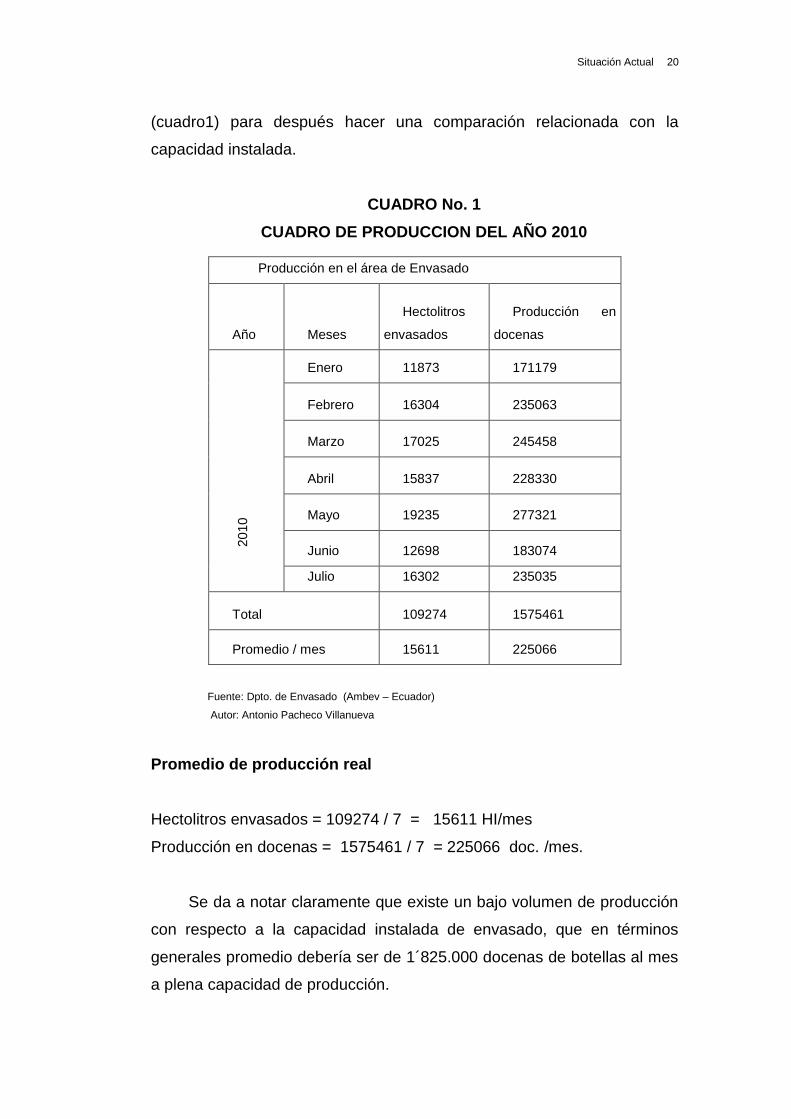
Se considera el cuadro de producción de la línea de embotellado de
los últimos 7 meses y se calcula luego la cantidad de docenas envasadas
Situación Actual 20
(cuadro1) para después hacer una comparación relacionada con la
capacidad instalada.
CUADRO No. 1
CUADRO DE PRODUCCION DEL AÑO 2010
Fuente: Dpto. de Envasado (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Promedio de producción real
Hectolitros envasados = 109274 / 7 = 15611 HI/mes
Producción en docenas = 1575461 / 7 = 225066 doc. /mes.
Se da a notar claramente que existe un bajo volumen de producción
con respecto a la capacidad instalada de envasado, que en términos
generales promedio debería ser de 1´825.000 docenas de botellas al mes
a plena capacidad de producción.
Producción en el área de Envasado
Año Meses
Hectolitros
envasados
Producción en
docenas
2010
Enero 11873 171179
Febrero 16304 235063
Marzo 17025 245458
Abril 15837 228330
Mayo 19235 277321
Junio 12698 183074
Julio 16302 235035
Total 109274 1575461
Promedio / mes 15611 225066
Situación Actual 21
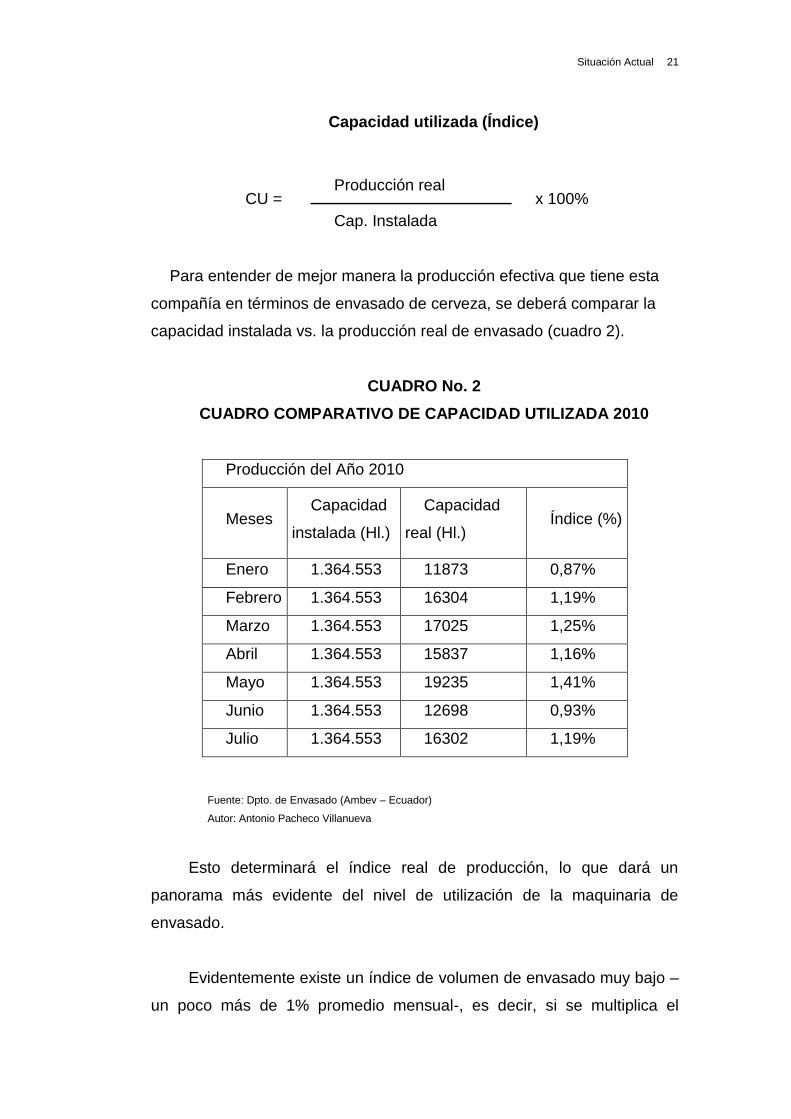
Capacidad utilizada (Índice)
CU = Producción real
x 100%
Cap. Instalada
Para entender de mejor manera la producción efectiva que tiene esta
compañía en términos de envasado de cerveza, se deberá comparar la
capacidad instalada vs. la producción real de envasado (cuadro 2).
CUADRO No. 2
CUADRO COMPARATIVO DE CAPACIDAD UTILIZADA 2010
Producción del Año 2010
Meses Capacidad
instalada (Hl.)
Capacidad
real (Hl.) Índice (%)
Enero 1.364.553 11873 0,87%
Febrero 1.364.553 16304 1,19%
Marzo 1.364.553 17025 1,25%
Abril 1.364.553 15837 1,16%
Mayo 1.364.553 19235 1,41%
Junio 1.364.553 12698 0,93%
Julio 1.364.553 16302 1,19%
Fuente: Dpto. de Envasado (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Esto determinará el índice real de producción, lo que dará un
panorama más evidente del nivel de utilización de la maquinaria de
envasado.
Evidentemente existe un índice de volumen de envasado muy bajo –
un poco más de 1% promedio mensual-, es decir, si se multiplica el
Situación Actual 22
porcentaje promedio x 7 meses dará 8,01% de volumen producido de
cerveza envasada.
El promedio de capacidad instalada a plena carga es de 8,33%
mensual, pero este dato servirá para soportar el presente estudio y
encontrar las posibles soluciones.
2.2. Recursos productivos
2.2.1. Recursos físicos
La compañía cervecera Ambev-Ecuador ocupa un lote de 14
hectáreas en el parque industrial de Pascuales. Toda la maquinaria para
la producción data del año 1997 de procedencia alemana siendo los
principales fabricantes los siguientes: STEINECKER®, ALFA LAVAL®,
SIEGGER®, VETTER®, KRONES®, entre otros.
Para las diversas áreas de la compañía se tienen los siguientes
equipos:
Equipos de Recepción, Tratamiento y Molienda de Materia Prima.
Elevadores de Cangilones: Son transportadores de materia prima,
que usan bandas transportadoras verticales y empernadas a ellos
pequeñas bandejas que recogen la materia prima granulada. Son
impulsadas por un motorreductor. Transportan aproximadamente 55
kg/minuto.
Transportadores de Malta y Arroz: Son transportadores
horizontales de cinta. La materia prima granulada es transportada sobre
esta cinta. Son impulsadas por un motorreductor de 10 kW. Transporta
aproximadamente 30kg/minuto.
Situación Actual 23
Despiedradoras: Es un equipo recolector de materia prima (arroz y
malta) que con sus movimientos oscilantes verticales producidos por un
motor excéntrico, selecciona los granos, del tamaño seleccionado, para
usarlos en el proceso de producción. La capacidad de cada zaranda es de
50 kg/hora de materia prima seleccionada.
Zarandas: Es un equipo recolector de materia prima (arroz y malta)
que con sus movimientos oscilantes horizontales producidos por un motor
excéntrico, selecciona los granos, del tamaño seleccionado, para usarlos
en el proceso de producción. La capacidad de cada zaranda es de 50
kg/hora de materia prima seleccionada.
Filtros retenedores de polvo: Es un silo metálico, en cuyo interior
contiene 48 cartuchos de tela filtrante, y que con ayuda de 2 poderosos
extractores de aire, atrapan las partículas de polvo suspendidas en el
interior de los elevadores de cangilones y transportadores, para de esta
manera evitar que dicho polvo contamine el medio ambiente. El volumen
de polvo que atrapa es de 30 kg/hora. El polvo recolectado, mediante un
sistema de filtrado electrónico es enviado al proceso para minimizar
desperdicios de materia prima.
Molinos para Malta y Arroz: Usa interiormente 3 pares de
tambores, separados entre sí unos pocos milímetros, que trituran los
granos de arroz y de malta. Usa un motor de 40kw hasta convertirlos en
polvo y así poder usarlos en el proceso de producción de cerveza. La
razón de molienda es de 10 kg/minuto, en cada molino.
Tolvas para Arroz y Malta: Son contenedores de la materia prima
convertidos en polvo. La tolva de arroz tiene una capacidad de 400 kg y la
de malta una capacidad de 150 kg.
Situación Actual 24
Balanza Electrónica: Equipo que calcula el peso suministrado al
proceso de producción, sea de arroz o de malta, de acuerdo a la receta
producida. Tiene una capacidad máxima de 90 kg.
Equipos de Cocimiento.
Olla de Arroz y Malta: Intercambiadores de calor en forma
cilíndrica, en el cual se depositan el arroz y malta, por separado,
mezclados con agua potable filtrada y calentados por la transferencia de
calor del vapor. Interiormente posee un agitador que homogeniza la
mezcla. Tienen una capacidad de 40 hectolitros (Hl), cada una.
Olla Filtrante: Intercambiador de calor en forma cilíndrica, en el cual
se depositan el arroz y malta, mezclados entre sí con agua potable filtrada
y calentados por la transferencia de calor del vapor. Interiormente posee
un agitador que homogeniza la mezcla. Tiene una capacidad de 70 Hl.
Olla de Ebullición: La mezcla del producto que sale de la olla
filtrante es llevada, por medio de tuberías a la olla de ebullición, que es un
intercambiador de temperatura en forma cilíndrica, en donde es elevada la
temperatura de la mezcla a 92°C. El volumen de la olla es de 110 Hl.
Tanques de Agua helada, fresca y caliente: Son tanques
cilíndricos de acero inoxidable, en donde se almacena el agua potable
tratada para el proceso de elaboración de cerveza. El volumen de cada
tanque es de 80 Hl. Los tanques de agua caliente (80°C) y helada (4°C)
están revestidos con poliuretano aislante de calor para mantener la
temperatura interior del agua en cada uno de ellos.
Intercambiador de placas para Mosto: Son equipos de acero
inoxidable, que usan placas con flujos alternados en donde pasarán, por
un lado el refrigerante o vapor, que en este caso es glicol. Existen 4
intercambiadores de placas en la planta. El que calienta el fluido, lo hace
Situación Actual 25
a una razón de 4Hl/hora a una temperatura máxima de 92°C. El
intercambiador que enfría el fluido, lo hace a una razón de 6 Hl/hora a una
temperatura mínima de -2°C.
Tanque para lúpulo (dosificador): Es un pequeño tanque de acero
inoxidable, con un volumen máximo de 40 litros, en el cual se deposita
lúpulo líquido para luego ser dosificado a la cerveza.
Tolva para afrecho Húmedo: Es un depósito en donde se
almacenará el bagazo del arroz y malta molidos, producto del proceso de
la elaboración de cerveza. Su capacidad es de 40 Hl. Está conformado
con acero tratado contra la corrosión. En la parte baja posee un tornillo
sinfín para poder eliminar los desechos, los cuales se enviarán al sistema
de tratamiento de aguas.
Equipos de Fermentación, Maduración.
Tanques para fermentación de cerveza: Son tanques en acero
inoxidable, aislados térmicamente, en cuyo interior almacena la cerveza
recién producida para que se fermente durante 14 días y se produzca de
forma natural alcohol. Cada tanque tiene un volumen de almacenamiento
de 2400 Hl. Se inyecta en cada tanque CO2 para evitar la oxidación de la
cerveza y mantener su sabor y color.
Centrífuga para levadura: Es un equipo rotativo, en acero
inoxidable y carcaza de fundición gris, genera alrededor de 7000 rpm y
que mediante su rotación, sirve para separar la levadura de la cerveza y
facilitar el filtrado de la misma. Esto ayuda a obtener una cerveza más
transparente.
El proceso de centrifugación se realiza a una razón de 200 Hl/hora
como máximo.
Tanques para Maduración de mosto: Son tanques en acero
inoxidable, aislados térmicamente, en cuyo interior almacena la cerveza
Situación Actual 26
fermentada, durante 7 días, para que se decante la levadura mezclada en
su interior. Cada tanque tiene un volumen de almacenamiento de 2400 Hl.
Se inyecta en cada tanque CO2 para evitar la oxidación de la cerveza.
Tanques para almacenar levadura: La levadura que se decanta en
los tanques de maduración es luego trasladada, por ayuda de bombas, a
los tanques de almacenamiento de levadura (4) con una capacidad de
8150 Hl cada uno. Son tanques fabricados con acero inoxidable y aislado
térmicamente para mantener vivos a las células de levadura y poder ser
utilizados nuevamente, durante 3 ciclos, como máximo.
Intercambiador de calor para enfriar cerveza joven: Son equipos
de acero inoxidable, que usan placas con flujos alternados en donde
pasarán, por un lado el refrigerante o vapor, que en este caso es glicol, y
por el otro lado pasará el fluido a enfriar. Este intercambiador enfría la
cerveza y lo hace a una razón de 14 Hl/hora con una temperatura mínima
de -2°C en la salida.
Equipos de Filtración.
Filtro KG (Kieselgühr): Es un equipo en acero inoxidable que filtra
la cerveza, a través de discos perforados y con una separación entre sí de
150mm que reducen considerablemente las partículas de levadura que no
pudieron ser retenidas en el proceso de centrifugación. El volumen del
filtro es de 44 Hl y con una razón de filtrado de 40m3/h. El movimiento
giratorio se lleva a cabo por medio de un motor hidráulico.
Filtro PVPP (Polivinilpolipiliridona): Es un cilindro en acero
inoxidable, en cuyo interior tienen 90 cartuchos filtrantes del mismo en la
tapa superior, que elimina las partículas más pequeñas que la levadura y
que no pudieron ser retenidas en el filtro KG. El PVPP es un polímero que
se adhiere a las paredes externas de cada cartucho haciendo de esta
manera un filtro más fino. Su función principal es darle brillantez a la
Situación Actual 27
cerveza. El volumen de este filtro es de 40 Hl y con una razón de filtrado
de 28Hl/h.
Carbonatador: Es un mezclador de acero inoxidable que mezcla al
agua potable, CO2 y aire esterilizado, todo esto con el propósito de
homogenizar la cerveza. El flujo de inyección de carbonatación es de
50m3/h.
Tanque para almacenar cerveza filtrada: Tanque en acero
inoxidable, aislado térmicamente, en cuyo interior almacena la cerveza
recién filtrada. Tiene un volumen de almacenamiento de 13 Hl. Se inyecta
en cada tanque CO2 para evitar la oxidación de la cerveza y mantener su
sabor y color.
Intercambiador de calor para enfriar cerveza terminada: Son
equipos de acero inoxidable, que usan placas con flujos alternados en
donde pasarán, por un lado el refrigerante o vapor, que en este caso es
glicol, y por el otro lado pasará el fluido a enfriar. Este intercambiador
enfría la cerveza y lo hace a una razón de 200 Hl/hora con una
temperatura mínima de -1°C en la salida. Tienen una altura de 24m.
Tanques para almacenar cerveza terminada: Son tanques en
acero inoxidable, aislados térmicamente, en cuyo interior almacena la
cerveza terminada. Son 6 tanques y cada uno tiene un volumen de
almacenamiento de 1550 Hl. Se inyecta en cada tanque CO2 para evitar la
oxidación de la cerveza y mantener su sabor y color. Aquí la cerveza
permanecerá lista para ser envasada.
Equipos de la línea de envasado de cerveza:
Depaletizadora: Realiza la función de desmontar, uno a uno cada
pallet con sus respectivas cajas de cerveza. Mediante mecanismos electro
neumáticos agarra los pallets uno a uno y los coloca sobre una cama de
Situación Actual 28
rodillos transportadores. El tiempo de desencajonado es de 12 columnas
de pallets/hora.
Desencajonadora: Este equipo tiene disposición circular y retira las
botellas de las cajas que fueron separadas por la Depaletizadora. Con
mecanismos neumáticos agarra los cuellos de las 12 botellas que están
en cada caja simultáneamente y las coloca en el transportador de botellas
para enviarlas hacia la lavadora de botellas. La razón de desencajonado
es de 28.500 botellas/h.
Lavadora de botellas: Ingresan las botellas provenientes de la
desencajonadora. Tiene una y disposición de ingreso de botellas lineal.
Cada botella se va distribuyendo uniformemente por mecanismos
separadores en la entrada de la lavadora de botellas y se van colocando
en cada portabotella hasta que se llene completamente este equipo.
Internamente el recorrido es curvilíneo para que la soda cáustica que
contiene este equipo ingrese en cada una de las botellas y vaya haciendo
su función de limpieza. Finalmente se enjuagan las botellas en un
depósito de agua y quedan listas para ser usadas en el proceso de
envasado. El flujo de funcionamiento es de 28.000 botellas/h.
Lavadora de cajas: Las cajas que son retiradas de la
Depaletizadora son colocadas en un trasporte de cajas y las lleva luego a
un túnel de limpieza donde, con chorros de agua caliente y fría se lavan
cada una de las cajas para ser vueltas a utilizar en el proceso de
embalado. E flujo de cajas lavadas es de 196 cajas/hora.
Inspector de botellas vacías: Cuando las botellas salen limpias de
la lavadora de botellas y antes de ser envasado el líquido en ellas, pasa
por un inspector de botellas vacías, el cual puede detectar, mediante
cámaras y sensores radiactivos, si las botellas están sucias, rotas, fuera
de formato o de color no especificado. El flujo de inspección es de 28.500
botellas/h.
Situación Actual 29
Envasadora y Taponadora: Este equipo recibe las botellas
inspeccionadas del equipo anterior para ser envasada la cerveza en las
botellas. Mediante sensores de llenado se alcanza una altura que
traducido en volumen es de 598ml. Luego de esto, en la misma
envasadora, se cierra la botella con las tapas corona para garantizar su
contenido. El flujo de botellas envasadas es de 28.700 botellas/hora.
Pasteurizador: Una vez llenadas y tapadas las botellas, a través del
transportador de botellas, son llevadas al Pasteurizador, en donde,
mediante el gradiente de temperatura inicial de 35°C a la entrada, a la
mitad del recorrido de este equipo llega a una temperatura de 85°C y
gradualmente va bajando la temperatura a la salida del equipo, quedando
en 28°C; todo esto se logra con chorros de agua con temperatura
controlada electrónicamente. De esta manera se asegura que todo
microorganismo existente en la cerveza queda eliminado por completo.
Etiquetadora: Estos equipo recibe a las botellas que salen del
Pasteurizador. Aquí se les colocan las etiquetas en el cuello y cuerpo de
las botellas, previamente aplicadas pegamento. Flujo de etiquetado:
28500 botellas/h.
Fechador: Con un equipo electrónico se imprime, con tinta, la fecha
de producción, de caducidad y lote sobre la etiqueta del cuerpo en la
botella. La razón de etiquetado es de 28.500 botellas/h.
Encajonadora: Al contrario de la desencajonadora, este equipo
recibe a las botellas llenas y las coloca en sus respectivas cajas. El flujo
de encajonado es de 29.500 botellas/h.
Paletizadora: Equipo que agrupa 16 cajas en cada pallets y 8
pallets encolumnados para que sean embalados y dispuestos en la
bodega de producto terminado para ser despachado hacia los clientes. El
flujo de cajas paletizadas es de 12 columnas de pallets/hora.
Situación Actual 30
2.2.2. Recursos humanos
Para Ambev Ecuador lo primordial es su Gente, ya que a través de
ellos se logran cumplir las metas propuestas por la gerencia y ese
esfuerzo se ve recompensado con bonificaciones extras.
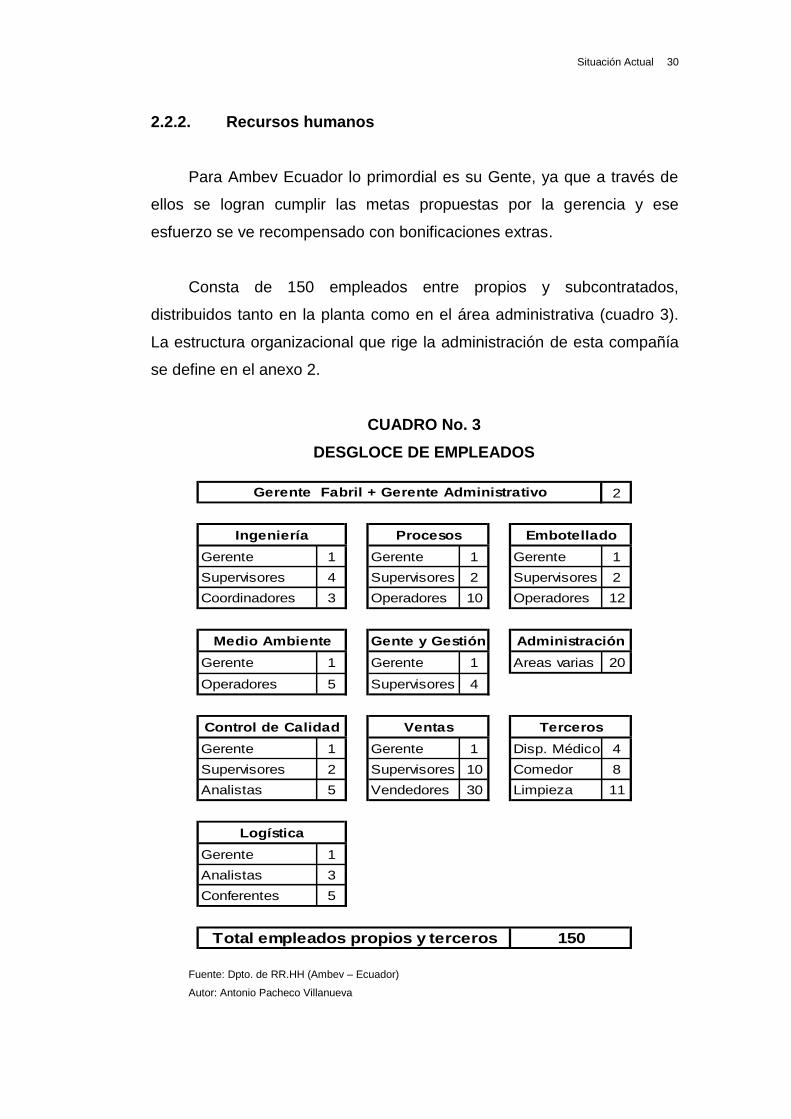
Consta de 150 empleados entre propios y subcontratados,
distribuidos tanto en la planta como en el área administrativa (cuadro 3).
La estructura organizacional que rige la administración de esta compañía
se define en el anexo 2.
CUADRO No. 3
DESGLOCE DE EMPLEADOS
2
Gerente 1 Gerente 1 Gerente 1
Supervisores 4 Supervisores 2 Supervisores 2
Coordinadores 3 Operadores 10 Operadores 12
Gerente 1 Gerente 1 Areas varias 20
Operadores 5 Supervisores 4
Gerente 1 Gerente 1 Disp. Médico 4
Supervisores 2 Supervisores 10 Comedor 8
Analistas 5 Vendedores 30 Limpieza 11
Gerente 1
Analistas 3
Conferentes 5
Control de Calidad Ventas Terceros
Logística
Total empleados propios y terceros 150
Gerente Fabril + Gerente Administrativo
Ingeniería Procesos Embotellado
Medio Ambiente Gente y Gestión Administración
Fuente: Dpto. de RR.HH (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Situación Actual 31
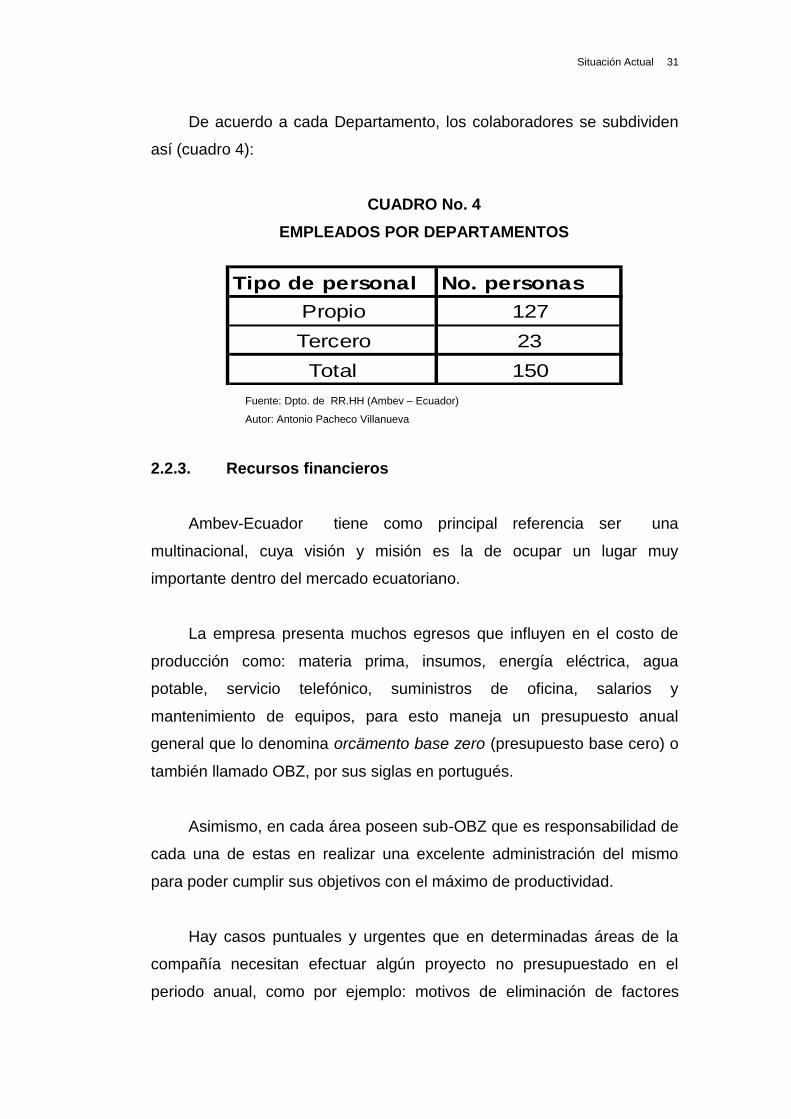
De acuerdo a cada Departamento, los colaboradores se subdividen
así (cuadro 4):
CUADRO No. 4
EMPLEADOS POR DEPARTAMENTOS
Tipo de personal No. personas
Propio 127
Tercero 23
Total 150
Fuente: Dpto. de RR.HH (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
2.2.3. Recursos financieros
Ambev-Ecuador tiene como principal referencia ser una
multinacional, cuya visión y misión es la de ocupar un lugar muy
importante dentro del mercado ecuatoriano.
La empresa presenta muchos egresos que influyen en el costo de
producción como: materia prima, insumos, energía eléctrica, agua
potable, servicio telefónico, suministros de oficina, salarios y
mantenimiento de equipos, para esto maneja un presupuesto anual
general que lo denomina orcämento base zero (presupuesto base cero) o
también llamado OBZ, por sus siglas en portugués.
Asimismo, en cada área poseen sub-OBZ que es responsabilidad de
cada una de estas en realizar una excelente administración del mismo
para poder cumplir sus objetivos con el máximo de productividad.
Hay casos puntuales y urgentes que en determinadas áreas de la
compañía necesitan efectuar algún proyecto no presupuestado en el
periodo anual, como por ejemplo: motivos de eliminación de factores
Situación Actual 32
inherentes a la seguridad, cumplimiento de un nuevo requisito municipal,
rediseño de algún equipo, etc.
Para estos casos se procede a solicitar una concesión a la matriz en
Brasil para la transferencia de fondos y cumplir todos estos proyectos
emergentes con la respectiva auditoría que ello conlleva.
2.3. Procesos de producción
El proceso de fabricación de cerveza tiene cinco etapas claramente
definidas que son recepción y molienda de materia prima, cocimiento,
fermentación, maduración y filtración. Además se realizan procesos
importantes como son el de embotellado, secado de subproductos y
tratamiento de efluentes industriales.
También se cuenta con un área de utilidades o de generación de
todos los tipos de energía que se necesitaran en los procesos
productivos, entre estos tipos de energía se tienen; vapor, aire estéril, aire
comprimido, sistema de frio, gas carbónico a presión, agua de proceso y
desde luego energía eléctrica.
2.3.1. Recepción y molienda de materia prima.
La recepción de materia prima es uno de los proceso de gran
importancia ya que si los equipos no se encuentran en perfecto estado el
proceso se puede tardar mucho más de lo normal y con ello se pierden
tiempos productivos que los operadores pueden utilizarlo en actividades
que den valor agregado.
2.3.1.1. Recepción
La materia prima es recibida directamente en la planta a través de
contenedores cerrados los cuales son descargados en una tolva para
posteriormente ser llevada por una serie de transportadores y elevadores
Situación Actual 33
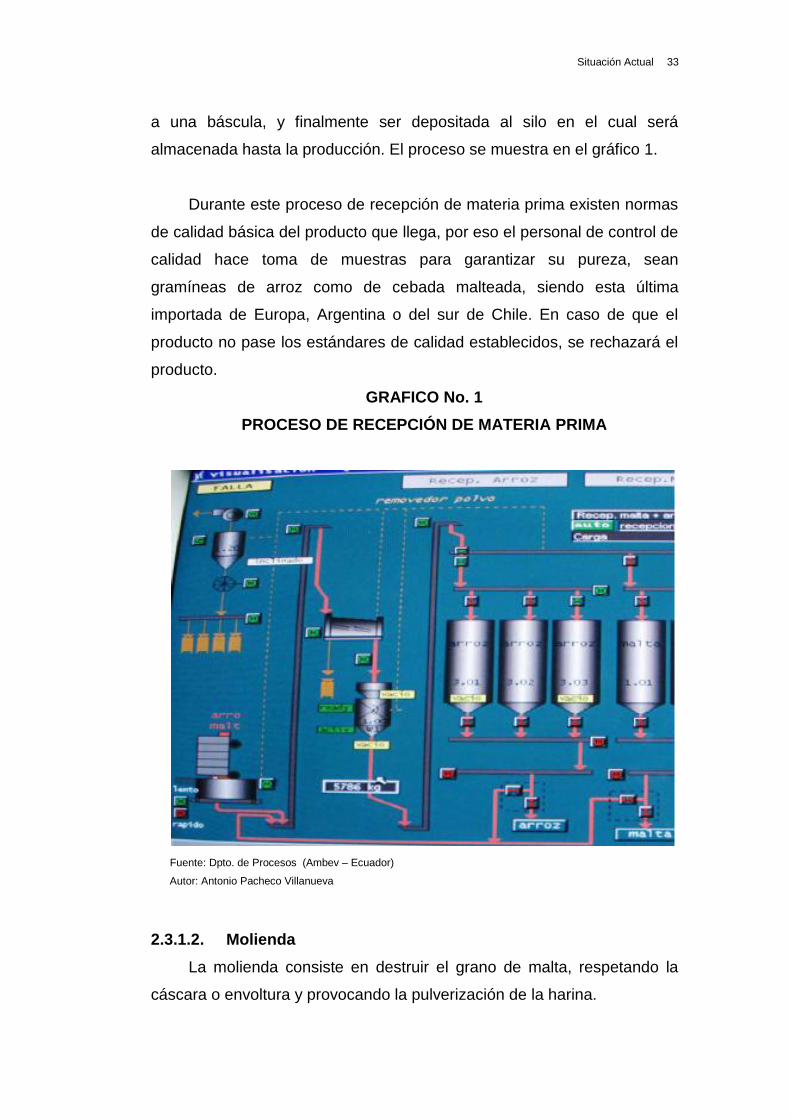
a una báscula, y finalmente ser depositada al silo en el cual será
almacenada hasta la producción. El proceso se muestra en el gráfico 1.
Durante este proceso de recepción de materia prima existen normas
de calidad básica del producto que llega, por eso el personal de control de
calidad hace toma de muestras para garantizar su pureza, sean
gramíneas de arroz como de cebada malteada, siendo esta última
importada de Europa, Argentina o del sur de Chile. En caso de que el
producto no pase los estándares de calidad establecidos, se rechazará el
producto.
GRAFICO No. 1
PROCESO DE RECEPCIÓN DE MATERIA PRIMA
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
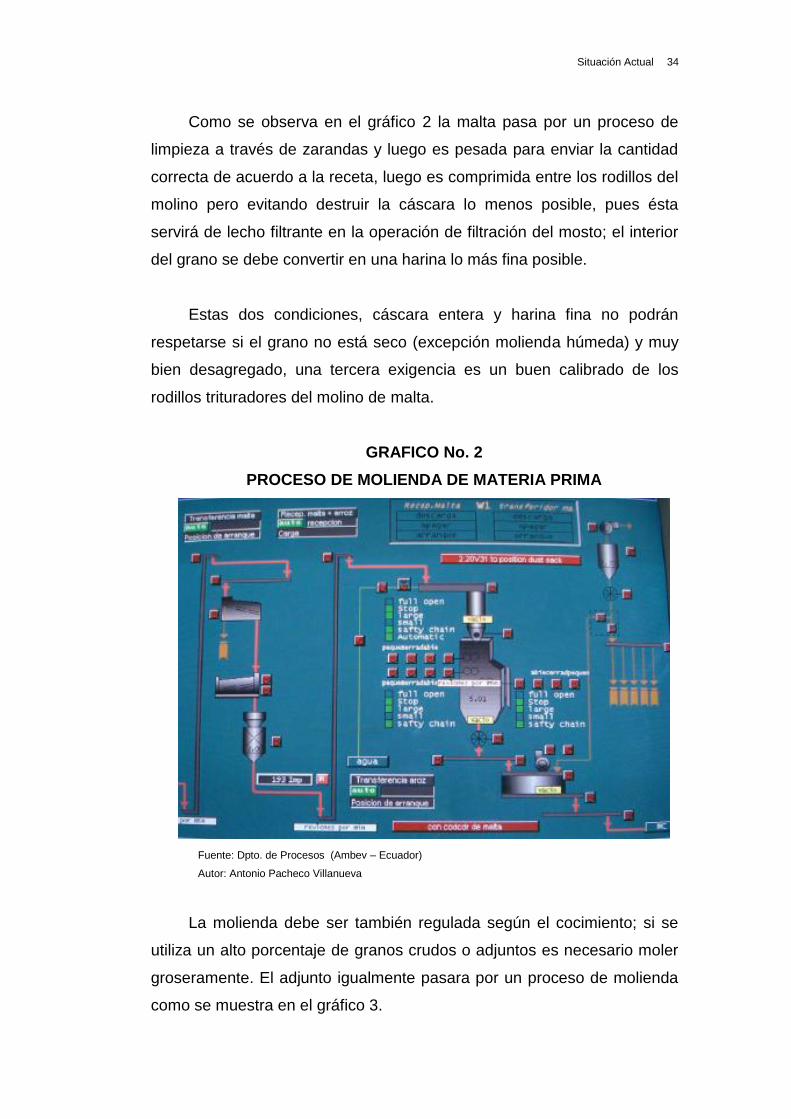
2.3.1.2. Molienda
La molienda consiste en destruir el grano de malta, respetando la
cáscara o envoltura y provocando la pulverización de la harina.
Situación Actual 34
Como se observa en el gráfico 2 la malta pasa por un proceso de
limpieza a través de zarandas y luego es pesada para enviar la cantidad
correcta de acuerdo a la receta, luego es comprimida entre los rodillos del
molino pero evitando destruir la cáscara lo menos posible, pues ésta
servirá de lecho filtrante en la operación de filtración del mosto; el interior
del grano se debe convertir en una harina lo más fina posible.
Estas dos condiciones, cáscara entera y harina fina no podrán
respetarse si el grano no está seco (excepción molienda húmeda) y muy
bien desagregado, una tercera exigencia es un buen calibrado de los
rodillos trituradores del molino de malta.
GRAFICO No. 2
PROCESO DE MOLIENDA DE MATERIA PRIMA
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
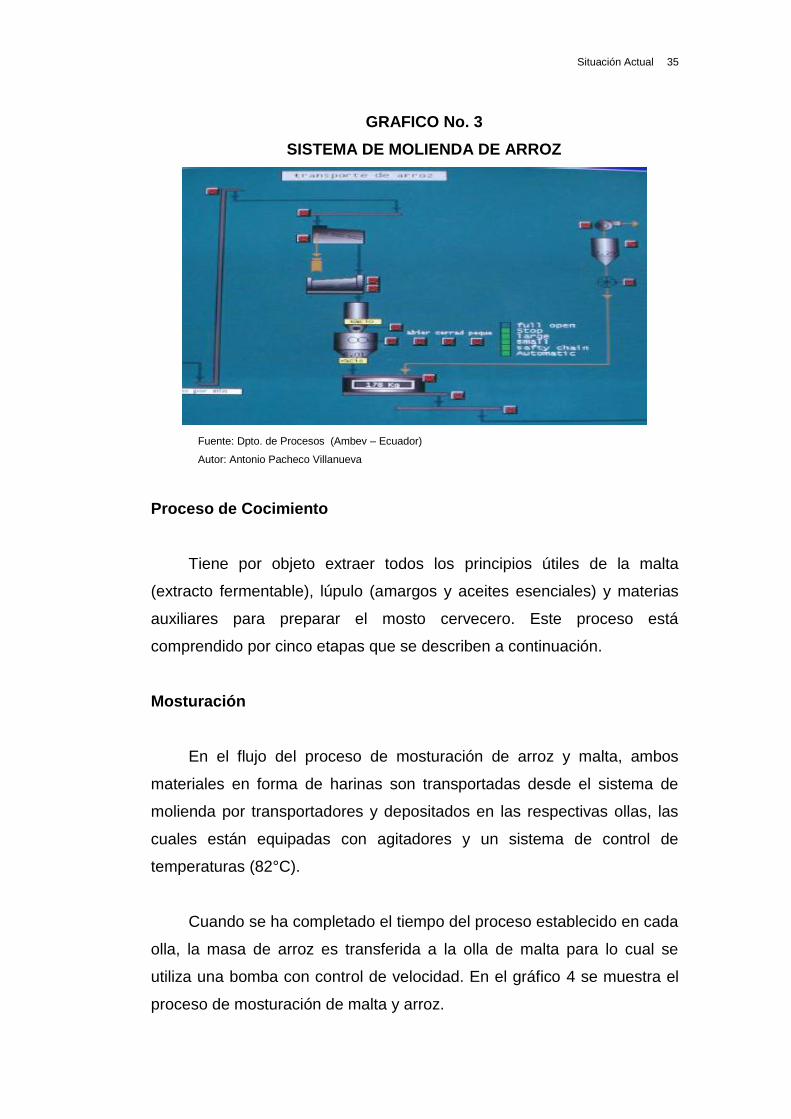
La molienda debe ser también regulada según el cocimiento; si se
utiliza un alto porcentaje de granos crudos o adjuntos es necesario moler
groseramente. El adjunto igualmente pasara por un proceso de molienda
como se muestra en el gráfico 3.
Situación Actual 35
GRAFICO No. 3
SISTEMA DE MOLIENDA DE ARROZ
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Proceso de Cocimiento
Tiene por objeto extraer todos los principios útiles de la malta
(extracto fermentable), lúpulo (amargos y aceites esenciales) y materias
auxiliares para preparar el mosto cervecero. Este proceso está
comprendido por cinco etapas que se describen a continuación.
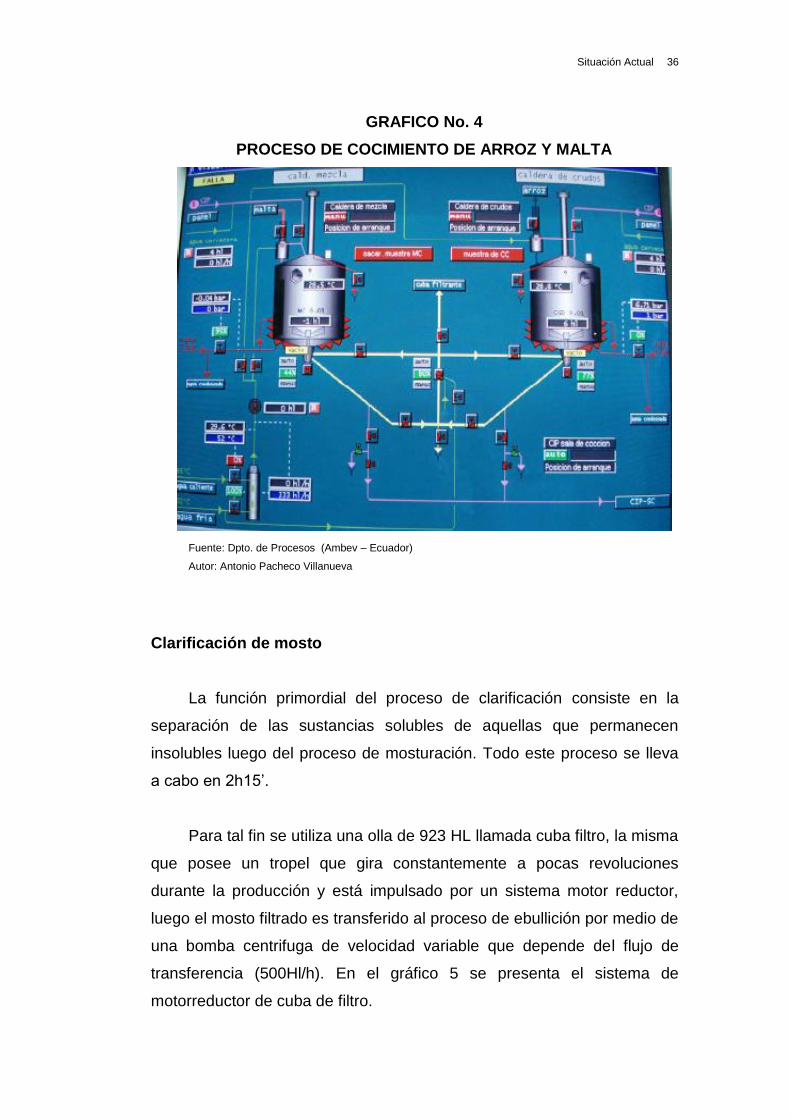
Mosturación
En el flujo del proceso de mosturación de arroz y malta, ambos
materiales en forma de harinas son transportadas desde el sistema de
molienda por transportadores y depositados en las respectivas ollas, las
cuales están equipadas con agitadores y un sistema de control de
temperaturas (82°C).
Cuando se ha completado el tiempo del proceso establecido en cada
olla, la masa de arroz es transferida a la olla de malta para lo cual se
utiliza una bomba con control de velocidad. En el gráfico 4 se muestra el
proceso de mosturación de malta y arroz.
Situación Actual 36
GRAFICO No. 4
PROCESO DE COCIMIENTO DE ARROZ Y MALTA
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Clarificación de mosto
La función primordial del proceso de clarificación consiste en la
separación de las sustancias solubles de aquellas que permanecen
insolubles luego del proceso de mosturación. Todo este proceso se lleva
a cabo en 2h15’.
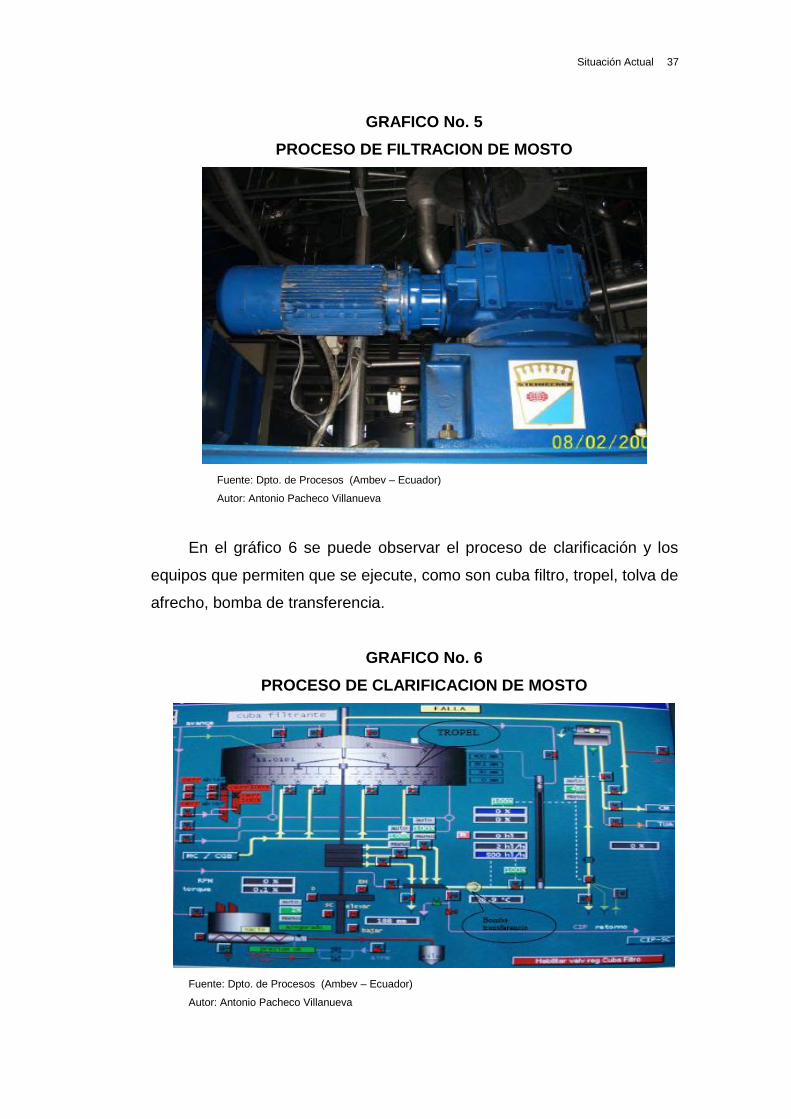
Para tal fin se utiliza una olla de 923 HL llamada cuba filtro, la misma
que posee un tropel que gira constantemente a pocas revoluciones
durante la producción y está impulsado por un sistema motor reductor,
luego el mosto filtrado es transferido al proceso de ebullición por medio de
una bomba centrifuga de velocidad variable que depende del flujo de
transferencia (500Hl/h). En el gráfico 5 se presenta el sistema de
motorreductor de cuba de filtro.
Situación Actual 37
GRAFICO No. 5
PROCESO DE FILTRACION DE MOSTO
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
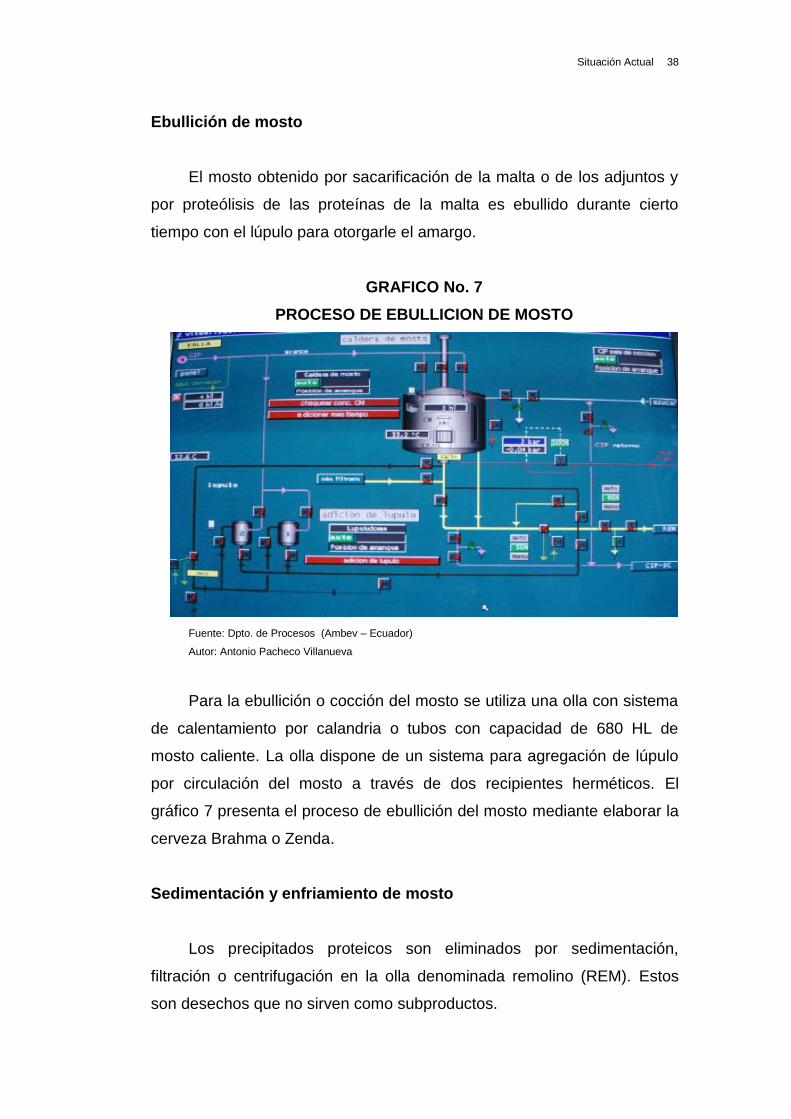
En el gráfico 6 se puede observar el proceso de clarificación y los
equipos que permiten que se ejecute, como son cuba filtro, tropel, tolva de
afrecho, bomba de transferencia.
GRAFICO No. 6
PROCESO DE CLARIFICACION DE MOSTO
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Situación Actual 38
Ebullición de mosto
El mosto obtenido por sacarificación de la malta o de los adjuntos y
por proteólisis de las proteínas de la malta es ebullido durante cierto
tiempo con el lúpulo para otorgarle el amargo.
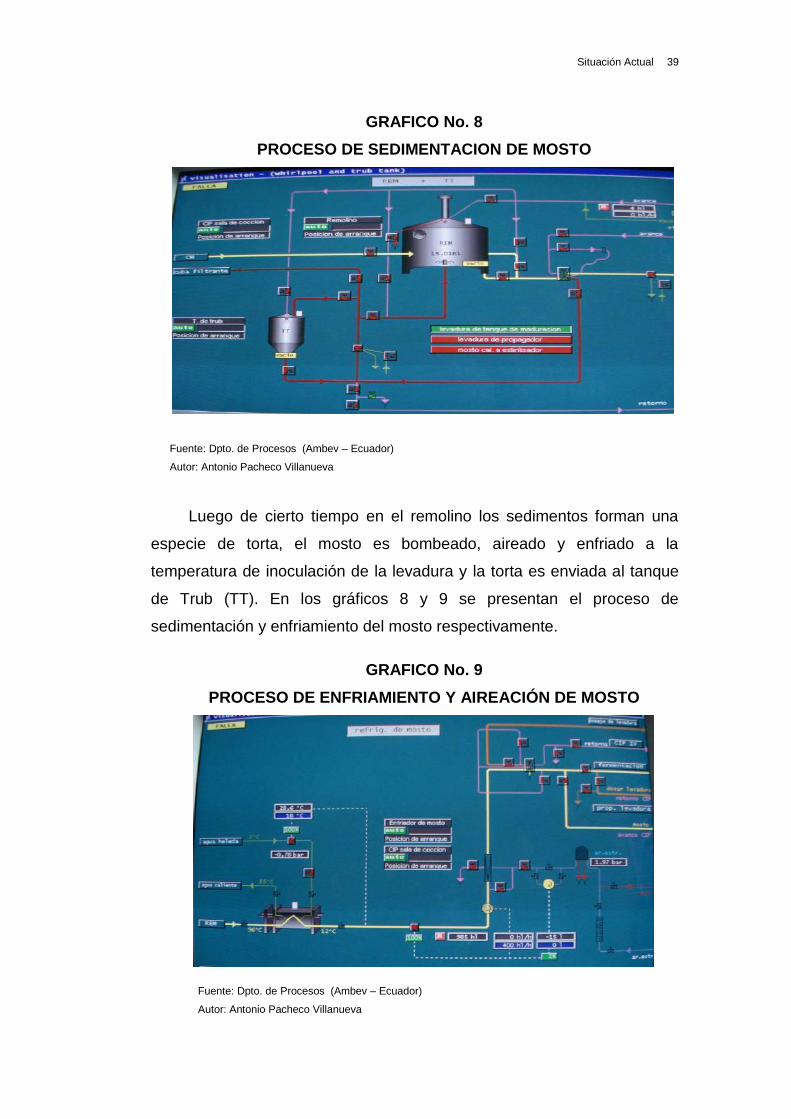
GRAFICO No. 7
PROCESO DE EBULLICION DE MOSTO
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Para la ebullición o cocción del mosto se utiliza una olla con sistema
de calentamiento por calandria o tubos con capacidad de 680 HL de
mosto caliente. La olla dispone de un sistema para agregación de lúpulo
por circulación del mosto a través de dos recipientes herméticos. El
gráfico 7 presenta el proceso de ebullición del mosto mediante elaborar la
cerveza Brahma o Zenda.
Sedimentación y enfriamiento de mosto
Los precipitados proteicos son eliminados por sedimentación,
filtración o centrifugación en la olla denominada remolino (REM). Estos
son desechos que no sirven como subproductos.
Situación Actual 39
GRAFICO No. 8
PROCESO DE SEDIMENTACION DE MOSTO
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
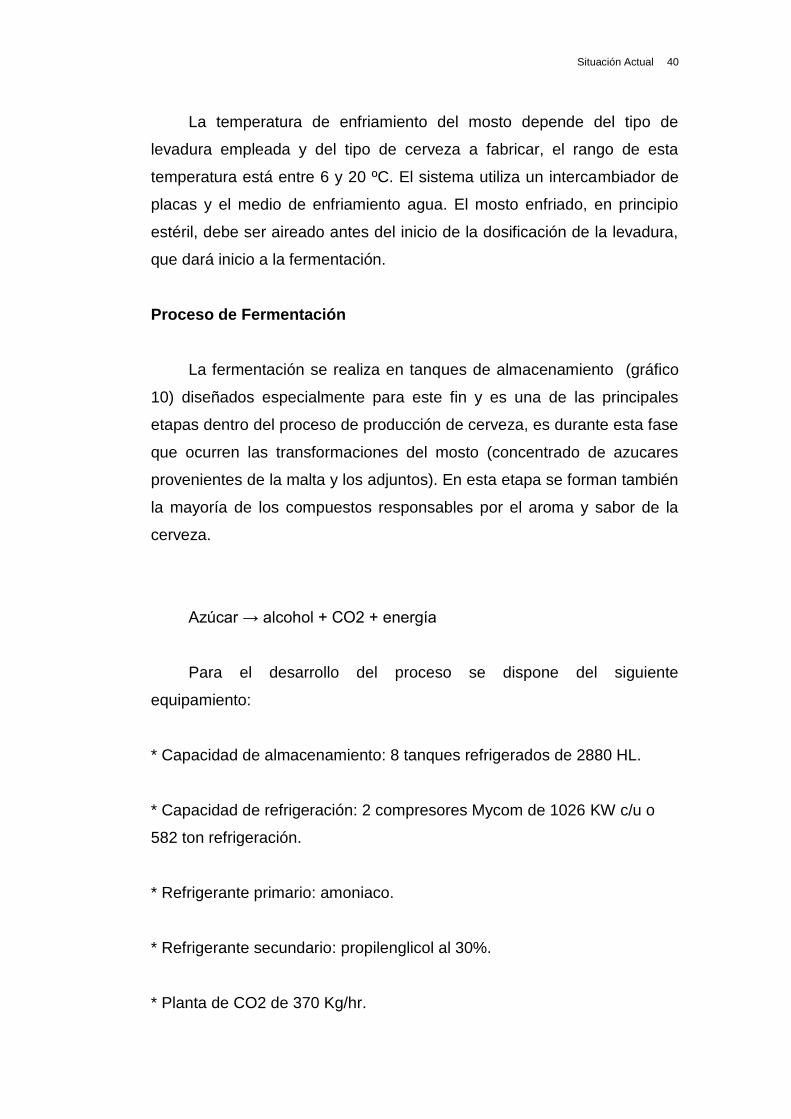
Luego de cierto tiempo en el remolino los sedimentos forman una
especie de torta, el mosto es bombeado, aireado y enfriado a la
temperatura de inoculación de la levadura y la torta es enviada al tanque
de Trub (TT). En los gráficos 8 y 9 se presentan el proceso de
sedimentación y enfriamiento del mosto respectivamente.
GRAFICO No. 9
PROCESO DE ENFRIAMIENTO Y AIREACIÓN DE MOSTO
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Situación Actual 40
La temperatura de enfriamiento del mosto depende del tipo de
levadura empleada y del tipo de cerveza a fabricar, el rango de esta
temperatura está entre 6 y 20 ºC. El sistema utiliza un intercambiador de
placas y el medio de enfriamiento agua. El mosto enfriado, en principio
estéril, debe ser aireado antes del inicio de la dosificación de la levadura,
que dará inicio a la fermentación.
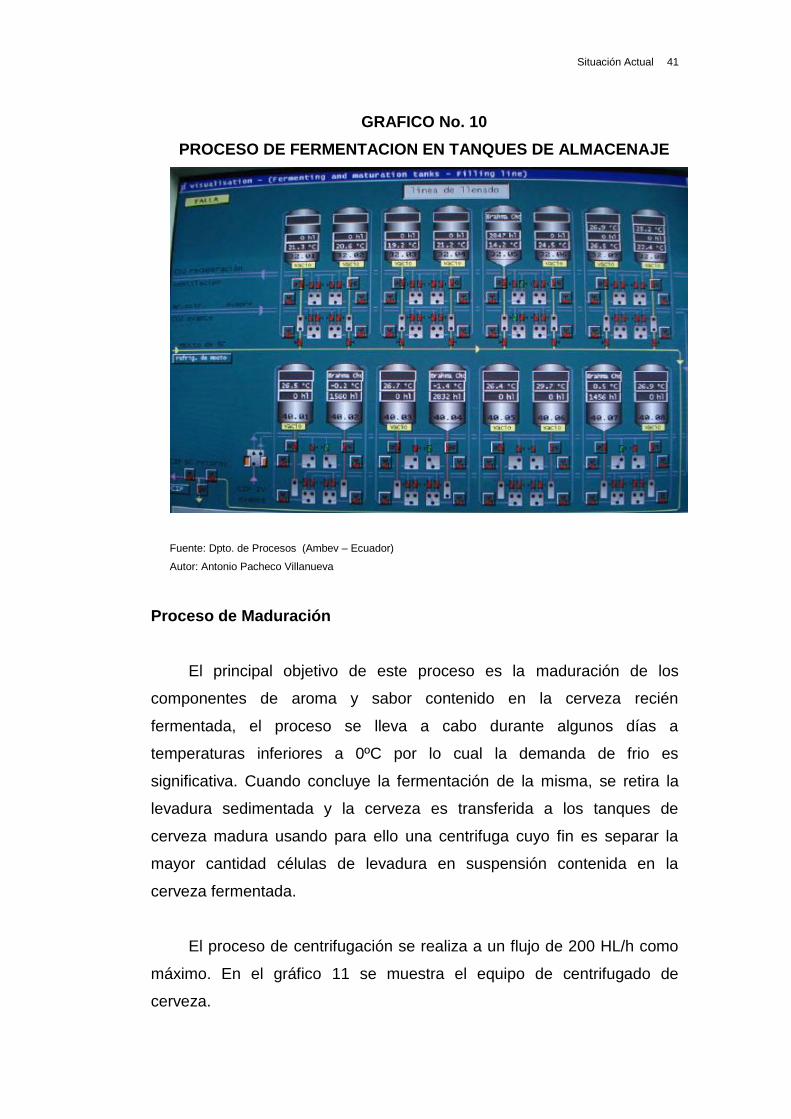
Proceso de Fermentación
La fermentación se realiza en tanques de almacenamiento (gráfico
10) diseñados especialmente para este fin y es una de las principales
etapas dentro del proceso de producción de cerveza, es durante esta fase
que ocurren las transformaciones del mosto (concentrado de azucares
provenientes de la malta y los adjuntos). En esta etapa se forman también
la mayoría de los compuestos responsables por el aroma y sabor de la
cerveza.
Azúcar → alcohol + CO2 + energía
Para el desarrollo del proceso se dispone del siguiente
equipamiento:
* Capacidad de almacenamiento: 8 tanques refrigerados de 2880 HL.
* Capacidad de refrigeración: 2 compresores Mycom de 1026 KW c/u o
582 ton refrigeración.
* Refrigerante primario: amoniaco.
* Refrigerante secundario: propilenglicol al 30%.
* Planta de CO2 de 370 Kg/hr.
Situación Actual 41
GRAFICO No. 10
PROCESO DE FERMENTACION EN TANQUES DE ALMACENAJE
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
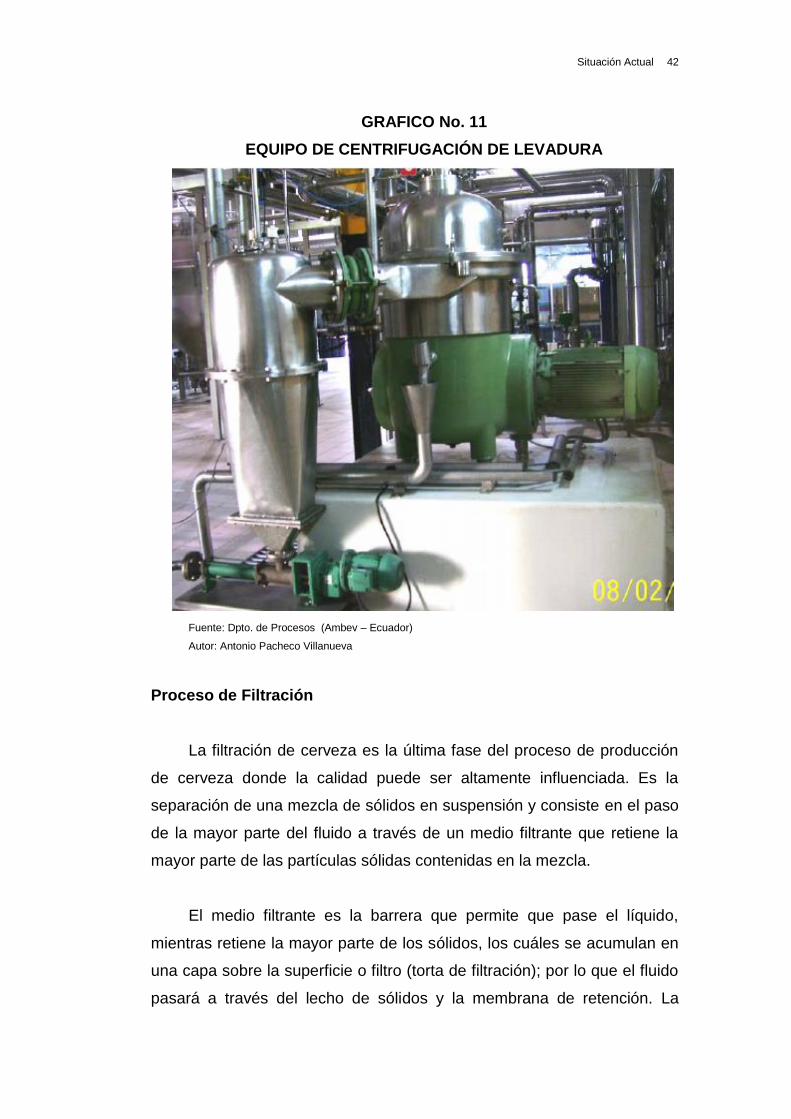
Proceso de Maduración
El principal objetivo de este proceso es la maduración de los
componentes de aroma y sabor contenido en la cerveza recién
fermentada, el proceso se lleva a cabo durante algunos días a
temperaturas inferiores a 0ºC por lo cual la demanda de frio es
significativa. Cuando concluye la fermentación de la misma, se retira la
levadura sedimentada y la cerveza es transferida a los tanques de
cerveza madura usando para ello una centrifuga cuyo fin es separar la
mayor cantidad células de levadura en suspensión contenida en la
cerveza fermentada.
El proceso de centrifugación se realiza a un flujo de 200 HL/h como
máximo. En el gráfico 11 se muestra el equipo de centrifugado de
cerveza.
Situación Actual 42
GRAFICO No. 11
EQUIPO DE CENTRIFUGACIÓN DE LEVADURA
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Proceso de Filtración
La filtración de cerveza es la última fase del proceso de producción
de cerveza donde la calidad puede ser altamente influenciada. Es la
separación de una mezcla de sólidos en suspensión y consiste en el paso
de la mayor parte del fluido a través de un medio filtrante que retiene la
mayor parte de las partículas sólidas contenidas en la mezcla.
El medio filtrante es la barrera que permite que pase el líquido,
mientras retiene la mayor parte de los sólidos, los cuáles se acumulan en
una capa sobre la superficie o filtro (torta de filtración); por lo que el fluido
pasará a través del lecho de sólidos y la membrana de retención. La
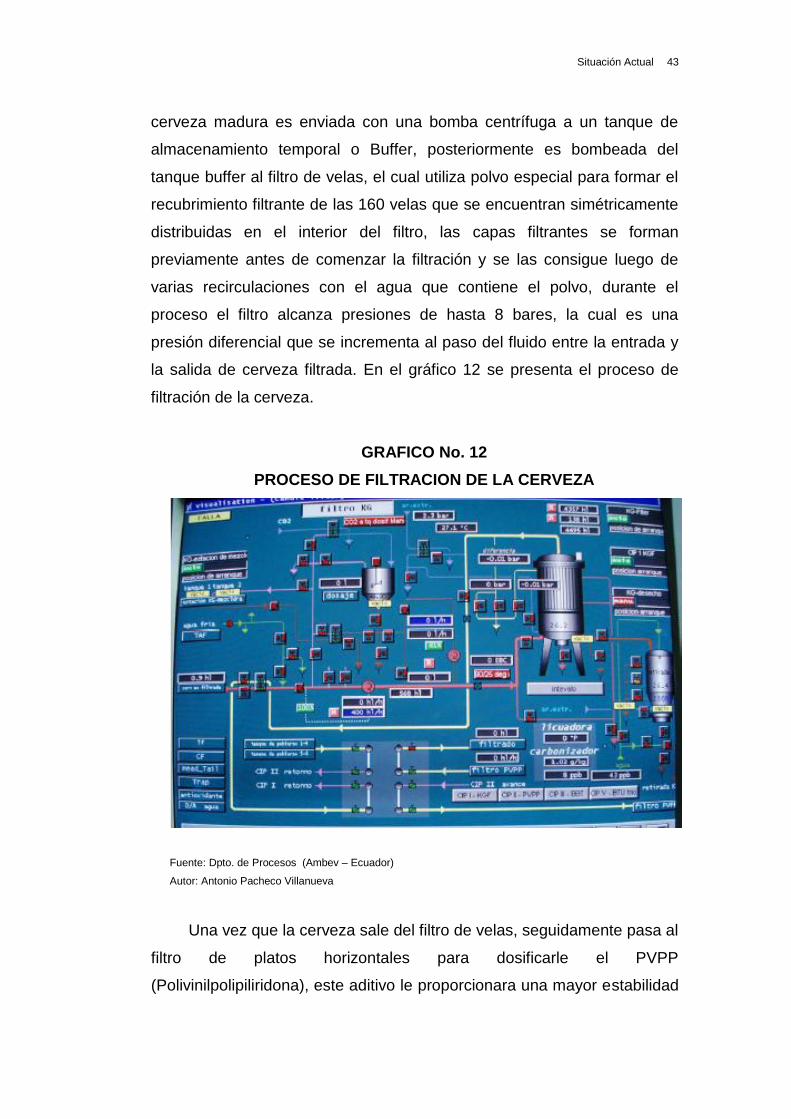
Situación Actual 43
cerveza madura es enviada con una bomba centrífuga a un tanque de
almacenamiento temporal o Buffer, posteriormente es bombeada del
tanque buffer al filtro de velas, el cual utiliza polvo especial para formar el
recubrimiento filtrante de las 160 velas que se encuentran simétricamente
distribuidas en el interior del filtro, las capas filtrantes se forman
previamente antes de comenzar la filtración y se las consigue luego de
varias recirculaciones con el agua que contiene el polvo, durante el
proceso el filtro alcanza presiones de hasta 8 bares, la cual es una
presión diferencial que se incrementa al paso del fluido entre la entrada y
la salida de cerveza filtrada. En el gráfico 12 se presenta el proceso de
filtración de la cerveza.
GRAFICO No. 12
PROCESO DE FILTRACION DE LA CERVEZA
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Una vez que la cerveza sale del filtro de velas, seguidamente pasa al
filtro de platos horizontales para dosificarle el PVPP
(Polivinilpolipiliridona), este aditivo le proporcionara una mayor estabilidad
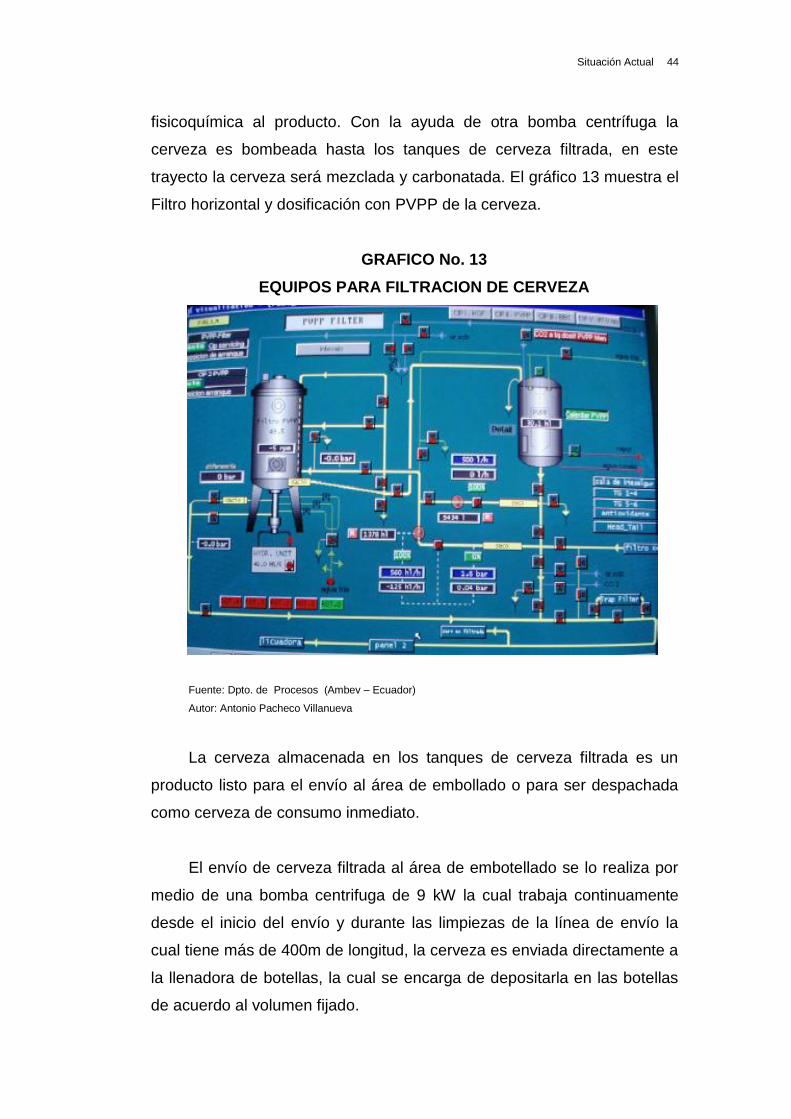
Situación Actual 44
fisicoquímica al producto. Con la ayuda de otra bomba centrífuga la
cerveza es bombeada hasta los tanques de cerveza filtrada, en este
trayecto la cerveza será mezclada y carbonatada. El gráfico 13 muestra el
Filtro horizontal y dosificación con PVPP de la cerveza.
GRAFICO No. 13
EQUIPOS PARA FILTRACION DE CERVEZA
Fuente: Dpto. de Procesos (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
La cerveza almacenada en los tanques de cerveza filtrada es un
producto listo para el envío al área de embollado o para ser despachada
como cerveza de consumo inmediato.
El envío de cerveza filtrada al área de embotellado se lo realiza por
medio de una bomba centrifuga de 9 kW la cual trabaja continuamente
desde el inicio del envío y durante las limpiezas de la línea de envío la
cual tiene más de 400m de longitud, la cerveza es enviada directamente a
la llenadora de botellas, la cual se encarga de depositarla en las botellas
de acuerdo al volumen fijado.
Situación Actual 45
2.3.2. Proceso de Embotellado.
El embotellado es la parte final del proceso de producción de
cerveza, para este fin se utiliza una serie de equipos compuestos en su
gran parte por motores de pequeña potencia. Este proceso tiene
claramente identificado los subprocesos.
Lavado y enjuague de botellas.- La operación se efectúa en
máquinas lavadoras, las cuales constan de compartimentos que tienen
solución de soda cáustica y otros detergentes a diferentes
concentraciones y temperaturas.
Inspección de botellas.- Las botellas lavadas y desinfectadas, se
hacen pasar a través de inspectores electrónicos, con componentes
radiactivos y así seleccionarlas para ser llenadas, es decir, rechazan
automáticamente los envases dañados.
Llenado y tapado.- Una vez seleccionadas las botellas son llenadas
y tapadas en la máquina llenadora, En una tolva donde contienen las
tapas corona, primeramente se toma un muestreo aleatorio para
determinar la calidad y es estado de las mismas. De lo contrario se
rechaza
Pasteurización.- La pasteurización asegura la estabilidad
microbiológica de la cerveza por medio de un tratamiento térmico con
chorros de agua que gradualmente se va elevando la temperatura hasta
alcanzar la máxima de 90°C y luego bajarla hasta la temperatura
ambiente.
Etiquetado, encajonado y almacenamiento.- Una vez colocadas
las etiquetas en cada botella (cuello y cuerpo) ya el producto queda listo
para ser transportado a los expendios. Pero en la parte de bodegaje
también se efectúa un procedimiento de calidad aleatorio para descartar
cualquier anomalía que afecte al producto.
Situación Actual 46
2.4. Diagrama de Flujo del Proceso.
En el anexo 3 se esquematiza el diagrama del flujo de procesos de
fabricación de cerveza de AmBev-Ecuador, pasando desde la recepción
de materia prima hasta el respectivo envasamiento y despacho de la
misma producción.
Registro de problemas
Al interior y exterior de Ambev-Ecuador existen lagunas teóricas
adversas que se presentan con determinada frecuencia y afectan
directamente a la productividad de la empresa.
Las principales anomalías que existen son las que se tienen:
* Consumo excesivo e innecesario de energía eléctrica.
* Políticas de ventas inflexibles que no son concordantes con el mercado
nacional.
* Competidor con mayor presencia en el mercado (factor externo).
* Baja confiabilidad en los equipos.
Y esta última anomalía, que es uno de los factores internos que se
puede medir, manejar y reducir, es el principal motivo de la ineficiencia de
los equipos de la compañía, en especial de la lavadora de botellas que es
la principal restricción de la línea de envasado de cerveza y que afecta a
toda la compañía.
Como datos de primera mano en cuanto a la historia de la lavadora
de botellas, que es el equipo que se analizará en esta tesis, se tiene, por
intermedio del sistema informático, los siguientes problemas registrados
Situación Actual 47
(ver anexo 4) para, mediante técnicas estadísticas de resolución de
problemas poder organizarlos.
Consumo excesivo e innecesario de energía eléctrica:
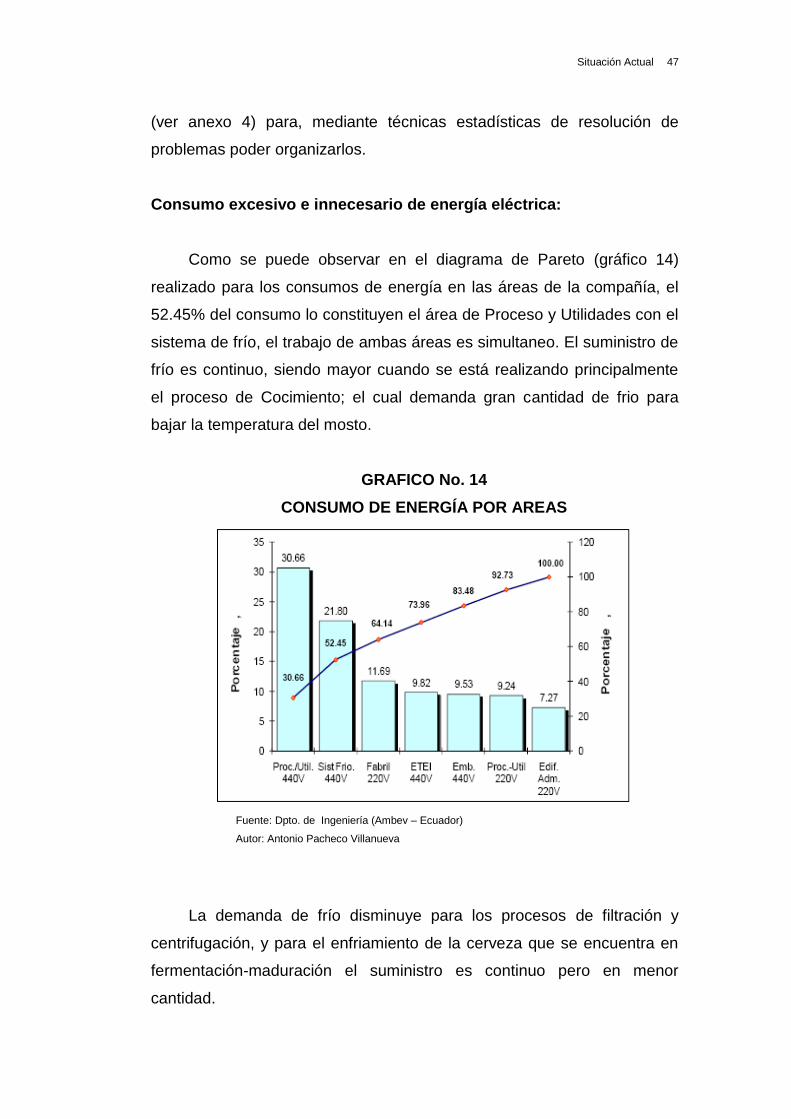
Como se puede observar en el diagrama de Pareto (gráfico 14)
realizado para los consumos de energía en las áreas de la compañía, el
52.45% del consumo lo constituyen el área de Proceso y Utilidades con el
sistema de frío, el trabajo de ambas áreas es simultaneo. El suministro de
frío es continuo, siendo mayor cuando se está realizando principalmente
el proceso de Cocimiento; el cual demanda gran cantidad de frio para
bajar la temperatura del mosto.
GRAFICO No. 14
CONSUMO DE ENERGÍA POR AREAS
Fuente: Dpto. de Ingeniería (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
La demanda de frío disminuye para los procesos de filtración y
centrifugación, y para el enfriamiento de la cerveza que se encuentra en
fermentación-maduración el suministro es continuo pero en menor
cantidad.
Situación Actual 48
Política de ventas inflexibles que no son concordantes con el
mercado nacional.
Está demás indicar que esta multinacional tiene renombre a nivel
mundial en todas sus marcas.
El manejo y cumplimiento de políticas internas para todos los
procesos es algo muy común en las compañías bien estructuradas como
esta.
De allí que, en el país matriz, Brasil, por ser casi un monopolio, se
definieron políticas de venta como distribuir a sectores relativamente
exclusivos; no vender en tiendas sin preventa; para comprar directamente
en la fábrica debe cumplirse un proceso engorroso de facturación y
despacho.
Estas políticas fueron directamente implantadas en la fábrica de
Ecuador pero nuestra cultura de consumo es muy diferente a la de Brasil,
por ende, además de no tener una buena aceptación por parte de los
consumidores se impone esta política de venta rígida.
Competidor con mayor presencia en el mercado (factor externo):
La afectación a la economía de la compañía depende de este punto
ya que los productos generados no son lo suficientemente de la
aceptación de los consumidores.
Debido a esta falta de demanda, los equipos están siendo
subutilizados ya que actualmente solo se planifica la producción para 32
horas semanales, esto es 8 horas diarias durante 4 días ya que las
restantes 8 horas se dedican a las reparaciones correctivas y limpieza de
los equipos.
Situación Actual 49
Baja confiablidad de los equipos
A pesar de tener maquinaria y equipos de excelente calidad, sino se
tienen unos criterios de mantenimiento definidos e implantados, no se
logrará obtener una alta eficiencia y confiabilidad de la maquinaria.
Debido a la baja calidad en la implementación en el plan de
mantenimiento, la eficiencia de la línea de producción se ve desmejorada.
Los mantenimientos preventivos se omiten en las fechas
programadas de ejecución inicial debido a indisponibilidad de los equipos
y por el cambiante plan de producción. No existe plan de mantenimiento
predictivo aunque se proyecta su implementación, es por esto que sigue
aumentando las paradas por correctivos emergentes.
Es importante adquirir un programa de mantenimiento para
administrar un plan de mantenimiento eficaz y efectuar las correcciones
del caso.
CAPITULO III
ANÁLISIS Y DIAGNÓSTICO
3.1. Análisis de datos e identificación de problemas.
El análisis de los datos se enfocará básicamente al problema de la
baja confiabilidad en los equipos de la línea de envasado y
particularmente en la lavadora de botellas, la principal restricción de la
línea de embotellado.
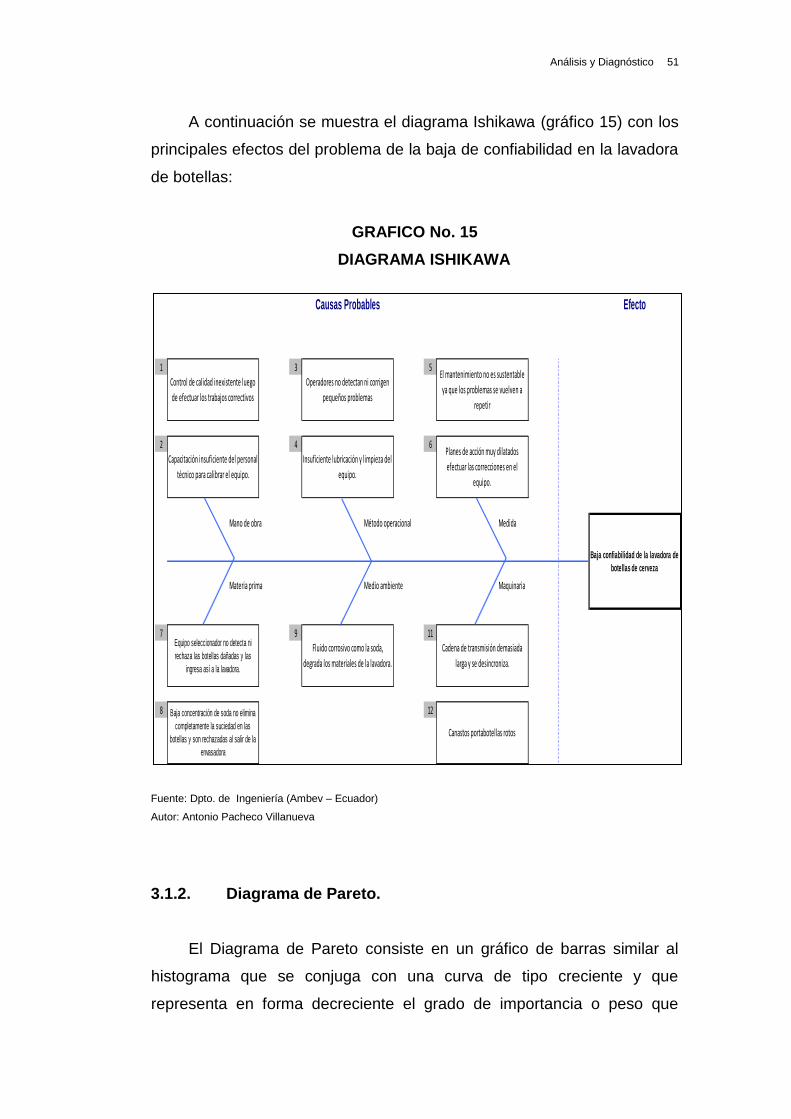
3.1.1. Diagrama Causa-Efecto
Para identificar y definir con exactitud el problema, fenómeno, evento
o situación que se quiere analizar, debe plantearse de manera específica
y concreta para que el análisis de las causas se oriente correctamente y
se eviten confusiones.
El Diagrama Causa-Efecto es llamado usualmente Diagrama de
“Ishikawa” porque fue creado por Kaoru Ishikawa, experto en dirección de
empresas interesado en mejorar el control de la calidad; también es
llamado “Diagrama Espina de Pescado” porque su forma es similar al
esqueleto de un pez.
Mediante la lluvia de ideas efectuada con los operadores y
supervisores de la línea de envasado se pudo detectar todas estas
causas probables para que sean tratadas mediante un plan de acción con
responsables en ejecutar las mejoras y con fechas de ejecución. Las
rutinas ya establecidas en esta compañía tornaron más llevadero el
proceso de resolución de los problemas encontrados.
Análisis y Diagnóstico 51
A continuación se muestra el diagrama Ishikawa (gráfico 15) con los
principales efectos del problema de la baja de confiabilidad en la lavadora
de botellas:
GRAFICO No. 15
DIAGRAMA ISHIKAWA
Fuente: Dpto. de Ingeniería (Ambev – Ecuador) Autor: Antonio Pacheco Villanueva
3.1.2. Diagrama de Pareto.
El Diagrama de Pareto consiste en un gráfico de barras similar al
histograma que se conjuga con una curva de tipo creciente y que
representa en forma decreciente el grado de importancia o peso que
1 3 5
2 4 6
Mano de obra Método operacional Medida
Materia prima Medio ambiente Maquinaria
7 9 11
8 12
Baja confiabilidad de la lavadora de
botellas de cerveza
Equipo seleccionador no detecta ni
rechaza las botellas dañadas y las
ingresa así a la lavadora.
Fluido corrosivo como la soda,
degrada los materiales de la lavadora.
Cadena de transmisión demasiada
larga y se desincroniza.
Baja concentración de soda no elimina
completamente la suciedad en las
botellas y son rechazadas al salir de la
envasadora
Canastos portabotellas rotos
Capacitación insuficiente del personal
técnico para calibrar el equipo.
Insuficiente lubricación y limpieza del
equipo.
Planes de acción muy dilatados
efectuar las correcciones en el
equipo.
Causas Probables Efecto
Control de calidad inexistente luego
de efectuar los trabajos correctivos
Operadores no detectan ni corrigen
pequeños problemas
El mantenimiento no es sustentable
ya que los problemas se vuelven a
repetir
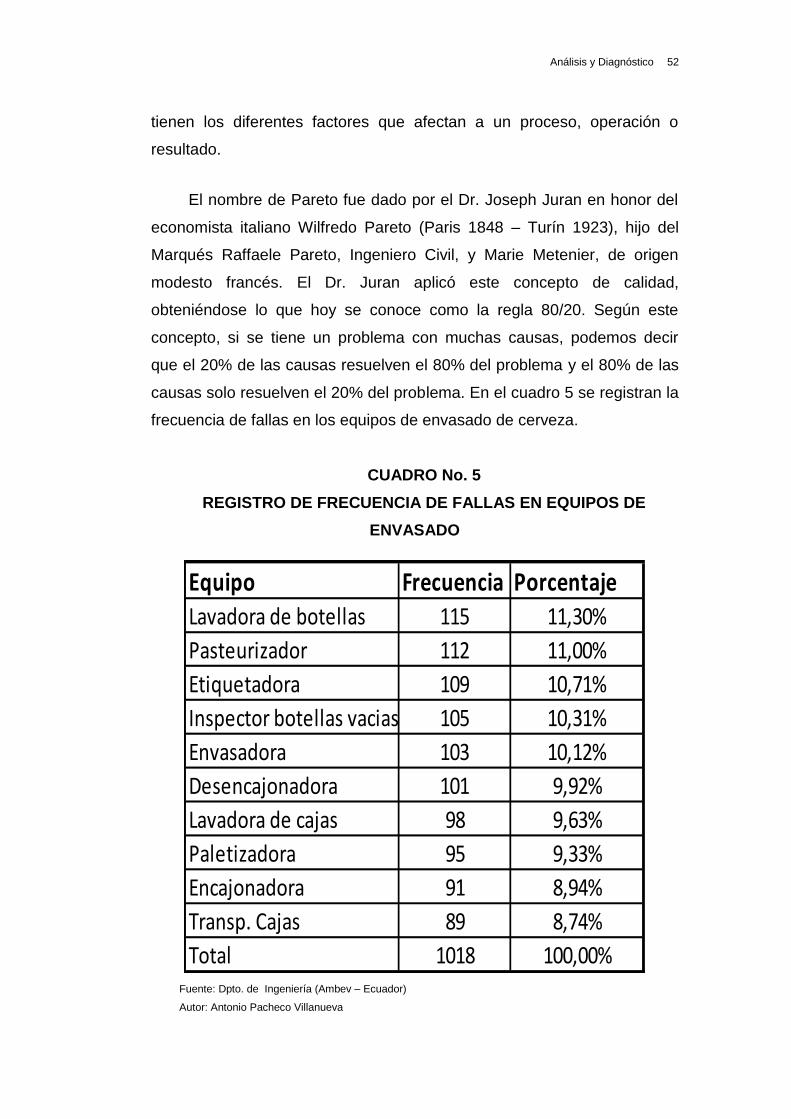
Análisis y Diagnóstico 52
tienen los diferentes factores que afectan a un proceso, operación o
resultado.
El nombre de Pareto fue dado por el Dr. Joseph Juran en honor del
economista italiano Wilfredo Pareto (Paris 1848 – Turín 1923), hijo del
Marqués Raffaele Pareto, Ingeniero Civil, y Marie Metenier, de origen
modesto francés. El Dr. Juran aplicó este concepto de calidad,
obteniéndose lo que hoy se conoce como la regla 80/20. Según este
concepto, si se tiene un problema con muchas causas, podemos decir
que el 20% de las causas resuelven el 80% del problema y el 80% de las
causas solo resuelven el 20% del problema. En el cuadro 5 se registran la
frecuencia de fallas en los equipos de envasado de cerveza.
CUADRO No. 5
REGISTRO DE FRECUENCIA DE FALLAS EN EQUIPOS DE
ENVASADO
Equipo Frecuencia PorcentajeLavadora de botellas 115 11,30%
Pasteurizador 112 11,00%
Etiquetadora 109 10,71%
Inspector botellas vacias 105 10,31%
Envasadora 103 10,12%
Desencajonadora 101 9,92%
Lavadora de cajas 98 9,63%
Paletizadora 95 9,33%
Encajonadora 91 8,94%
Transp. Cajas 89 8,74%
Total 1018 100,00%
Fuente: Dpto. de Ingeniería (Ambev – Ecuador) Autor: Antonio Pacheco Villanueva
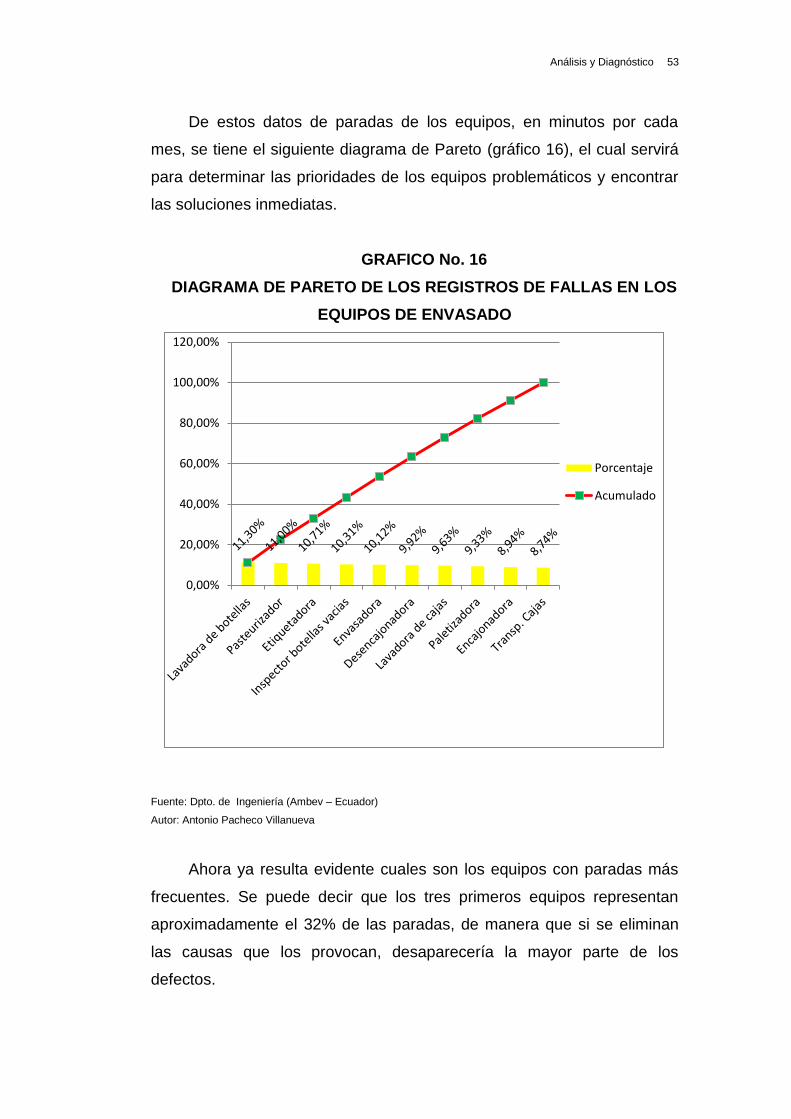
Análisis y Diagnóstico 53
De estos datos de paradas de los equipos, en minutos por cada
mes, se tiene el siguiente diagrama de Pareto (gráfico 16), el cual servirá
para determinar las prioridades de los equipos problemáticos y encontrar
las soluciones inmediatas.
GRAFICO No. 16
DIAGRAMA DE PARETO DE LOS REGISTROS DE FALLAS EN LOS
EQUIPOS DE ENVASADO
Fuente: Dpto. de Ingeniería (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva
Ahora ya resulta evidente cuales son los equipos con paradas más
frecuentes. Se puede decir que los tres primeros equipos representan
aproximadamente el 32% de las paradas, de manera que si se eliminan
las causas que los provocan, desaparecería la mayor parte de los
defectos.
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
Porcentaje
Acumulado
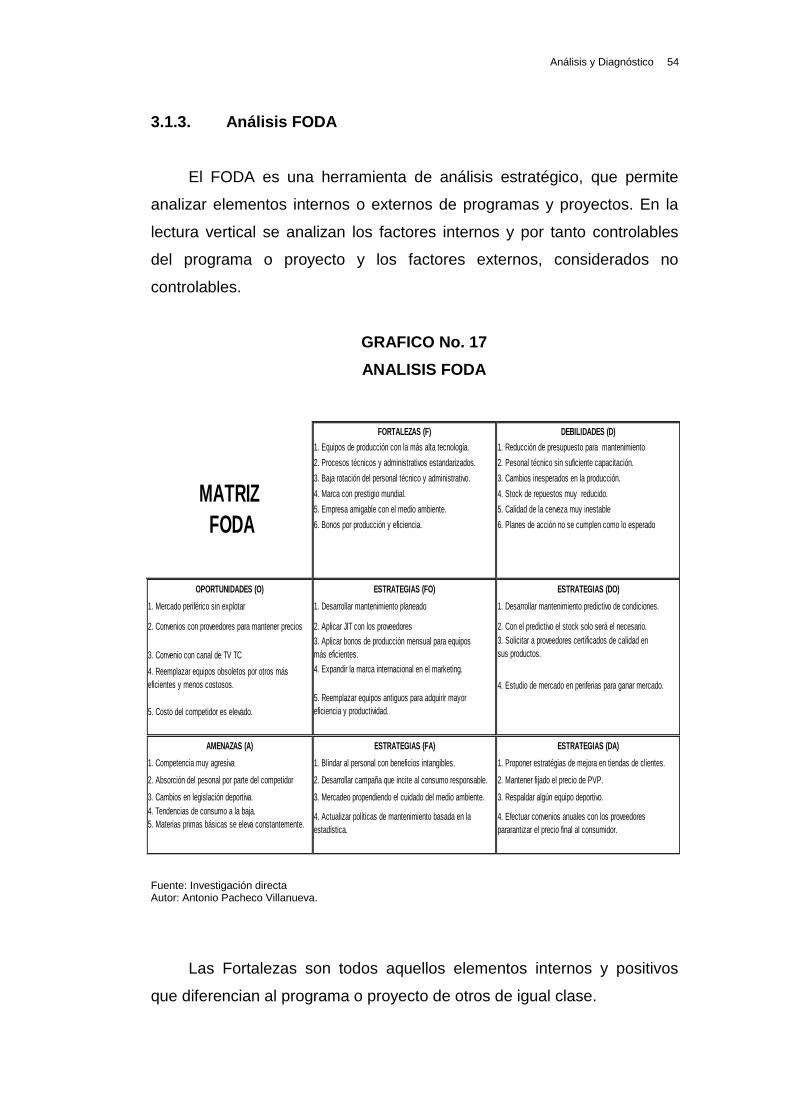
Análisis y Diagnóstico 54
3.1.3. Análisis FODA
El FODA es una herramienta de análisis estratégico, que permite
analizar elementos internos o externos de programas y proyectos. En la
lectura vertical se analizan los factores internos y por tanto controlables
del programa o proyecto y los factores externos, considerados no
controlables.
GRAFICO No. 17
ANALISIS FODA
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Las Fortalezas son todos aquellos elementos internos y positivos
que diferencian al programa o proyecto de otros de igual clase.
FORTALEZAS (F) DEBILIDADES (D)
1. Equipos de producción con la más alta tecnología. 1. Reducción de presupuesto para mantenimiento
2. Procesos técnicos y administrativos estandarizados. 2. Pesonal técnico sin suficiente capacitación.
3. Baja rotación del personal técnico y administrativo. 3. Cambios inesperados en la producción.
4. Marca con prestigio mundial. 4. Stock de repuestos muy reducido.
5. Empresa amigable con el medio ambiente. 5. Calidad de la cerveza muy inestable
6. Bonos por producción y eficiencia. 6. Planes de acción no se cumplen como lo esperado
OPORTUNIDADES (O) ESTRATEGIAS (FO) ESTRATEGIAS (DO)
1. Mercado periférico sin explotar 1. Desarrollar mantenimiento planeado 1. Desarrollar mantenimiento predictivo de condiciones.
2. Convenios con proveedores para mantener precios 2. Aplicar JIT con los proveedores 2. Con el predictivo el stock solo será el necesario.
3. Convenio con canal de TV TC
3. Aplicar bonos de producción mensual para equipos
más eficientes.
3. Solicitar a proveedores certificados de calidad en
sus productos.
4. Reemplazar equipos obsoletos por otros más
eficientes y menos costosos.
4. Expandir la marca internacional en el marketing.
4. Estudio de mercado en periferias para ganar mercado.
5. Costo del competidor es elevado.
5. Reemplazar equipos antiguos para adquirir mayor
eficiencia y productividad.
AMENAZAS (A) ESTRATEGIAS (FA) ESTRATEGIAS (DA)
1. Competencia muy agresiva 1. Blindar al personal con beneficios intangibles. 1. Proponer estratégias de mejora en tiendas de clientes.
2. Absorción del pesonal por parte del competidor 2. Desarrollar campaña que incite al consumo responsable. 2. Mantener fijado el precio de PVP.
3. Cambios en legislación deportiva. 3. Mercadeo propendiendo el cuidado del medio ambiente. 3. Respaldar algún equipo deportivo.
4. Tendencias de consumo a la baja.
5. Materias primas básicas se eleva constantemente.4. Actualizar políticas de mantenimiento basada en la
estadística.
4. Efectuar convenios anuales con los proveedores
pararantizar el precio final al consumidor.
MATRIZ
FODA
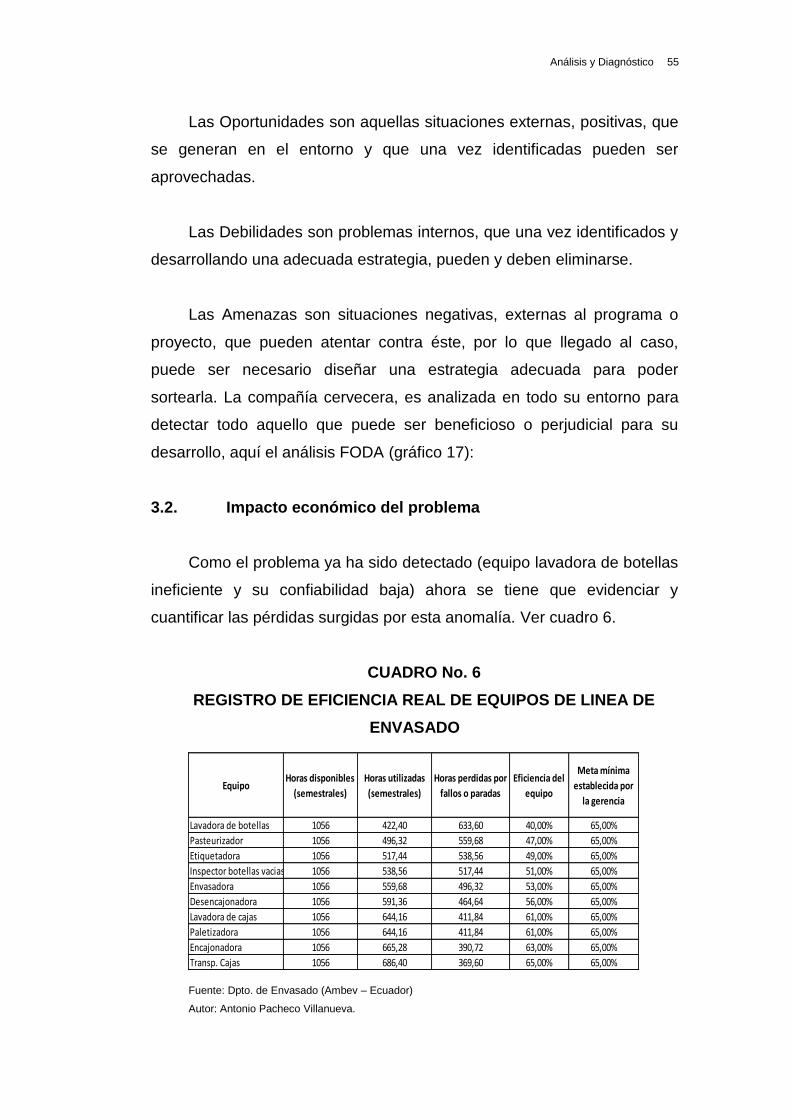
Análisis y Diagnóstico 55
Las Oportunidades son aquellas situaciones externas, positivas, que
se generan en el entorno y que una vez identificadas pueden ser
aprovechadas.
Las Debilidades son problemas internos, que una vez identificados y
desarrollando una adecuada estrategia, pueden y deben eliminarse.
Las Amenazas son situaciones negativas, externas al programa o
proyecto, que pueden atentar contra éste, por lo que llegado al caso,
puede ser necesario diseñar una estrategia adecuada para poder
sortearla. La compañía cervecera, es analizada en todo su entorno para
detectar todo aquello que puede ser beneficioso o perjudicial para su
desarrollo, aquí el análisis FODA (gráfico 17):
3.2. Impacto económico del problema
Como el problema ya ha sido detectado (equipo lavadora de botellas
ineficiente y su confiabilidad baja) ahora se tiene que evidenciar y
cuantificar las pérdidas surgidas por esta anomalía. Ver cuadro 6.
CUADRO No. 6
REGISTRO DE EFICIENCIA REAL DE EQUIPOS DE LINEA DE
ENVASADO
Fuente: Dpto. de Envasado (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva.
EquipoHoras disponibles
(semestrales)
Horas utilizadas
(semestrales)
Horas perdidas por
fallos o paradas
Eficiencia del
equipo
Meta mínima
establecida por
la gerencia
Lavadora de botellas 1056 422,40 633,60 40,00% 65,00%
Pasteurizador 1056 496,32 559,68 47,00% 65,00%
Etiquetadora 1056 517,44 538,56 49,00% 65,00%
Inspector botellas vacias 1056 538,56 517,44 51,00% 65,00%
Envasadora 1056 559,68 496,32 53,00% 65,00%
Desencajonadora 1056 591,36 464,64 56,00% 65,00%
Lavadora de cajas 1056 644,16 411,84 61,00% 65,00%
Paletizadora 1056 644,16 411,84 61,00% 65,00%
Encajonadora 1056 665,28 390,72 63,00% 65,00%
Transp. Cajas 1056 686,40 369,60 65,00% 65,00%
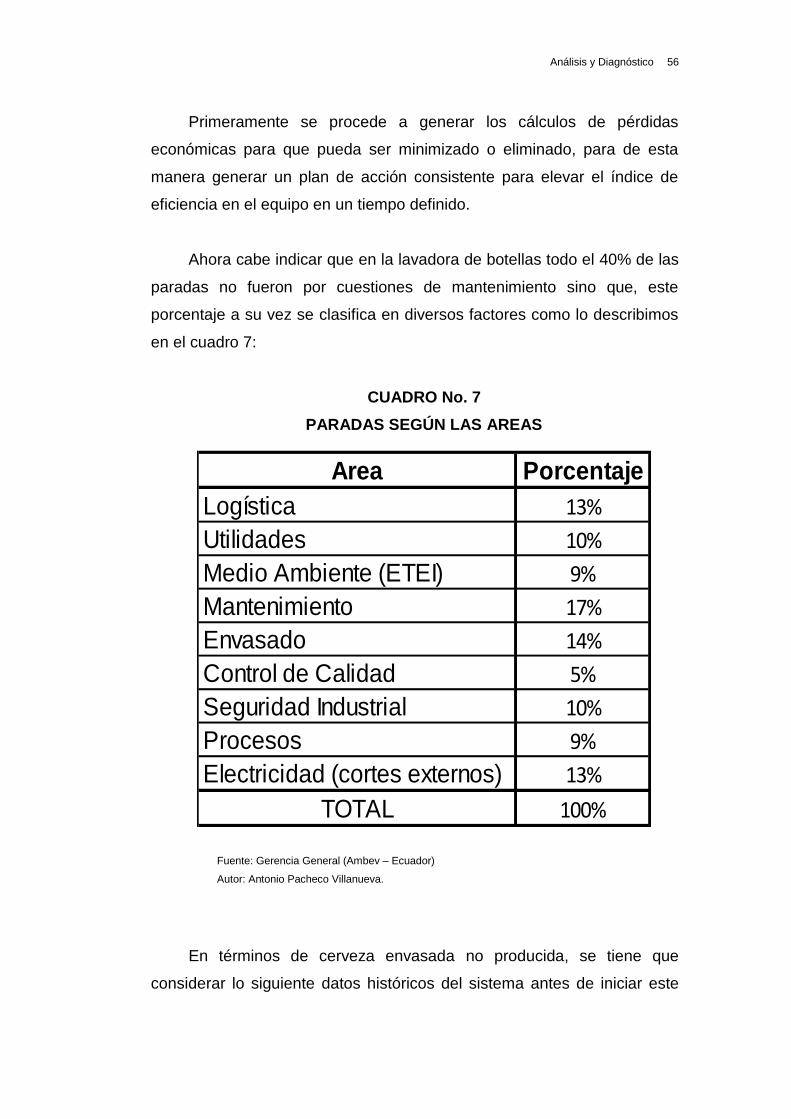
Análisis y Diagnóstico 56
Primeramente se procede a generar los cálculos de pérdidas
económicas para que pueda ser minimizado o eliminado, para de esta
manera generar un plan de acción consistente para elevar el índice de
eficiencia en el equipo en un tiempo definido.
Ahora cabe indicar que en la lavadora de botellas todo el 40% de las
paradas no fueron por cuestiones de mantenimiento sino que, este
porcentaje a su vez se clasifica en diversos factores como lo describimos
en el cuadro 7:
CUADRO No. 7
PARADAS SEGÚN LAS AREAS
Area Porcentaje
Logística 13%
Utilidades 10%
Medio Ambiente (ETEI) 9%
Mantenimiento 17%
Envasado 14%
Control de Calidad 5%
Seguridad Industrial 10%
Procesos 9%
Electricidad (cortes externos) 13%
TOTAL 100%
Fuente: Gerencia General (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva.
En términos de cerveza envasada no producida, se tiene que
considerar lo siguiente datos históricos del sistema antes de iniciar este
Análisis y Diagnóstico 57
análisis, que es muy importante como punto de partida del presente
estudio:
514,31 horas no pudieron ser utilizados ninguno de los equipos
debido a indisponibilidad de envases vacíos para llenar el producto (en los
6 meses de estudio).
En cuanto a la lavadora de botellas: 119,29 horas perdidas en los
seis meses, y sabiendo que en 1 hora se producen 26.950 botellas, esto
da como resultado 3´214.865 botellas, lo que equivale a 267.905 docenas
de botellas o cajas. Este resultado se tendrá que multiplicar por 17%, ya
que es el porcentaje de incidencia por las paradas de mantenimiento y
como resultado final tendremos 45.554 cajas de botellas de cerveza.
En términos monetarios a precio de costo cada docena de botellas
envasadas tiene un monto de $ 1,79 es decir, existe una pérdida
considerable de dinero que asciende a US$ 81.523,63 cada seis meses,
esto es US$ 163.047,26 anuales.
Se considerará obtener un ahorro del 49% de ese valor, es decir, se
proyecta disminuir las pérdidas del 17% al 8,25%.
3.3. Diagnóstico.
Con todos los datos recogidos, compilados y analizados se efectúa
la evaluación de los problemas de todos los equipos de la línea de
envasado.
3.3.1. Diagnóstico cuantitativo
Para determinar el grado de desempeño de cada equipo en la línea
de envasado, se debe establecer su tasa mínima de rendimiento y
compararla con la tasa real de eficiencia de los mismos:
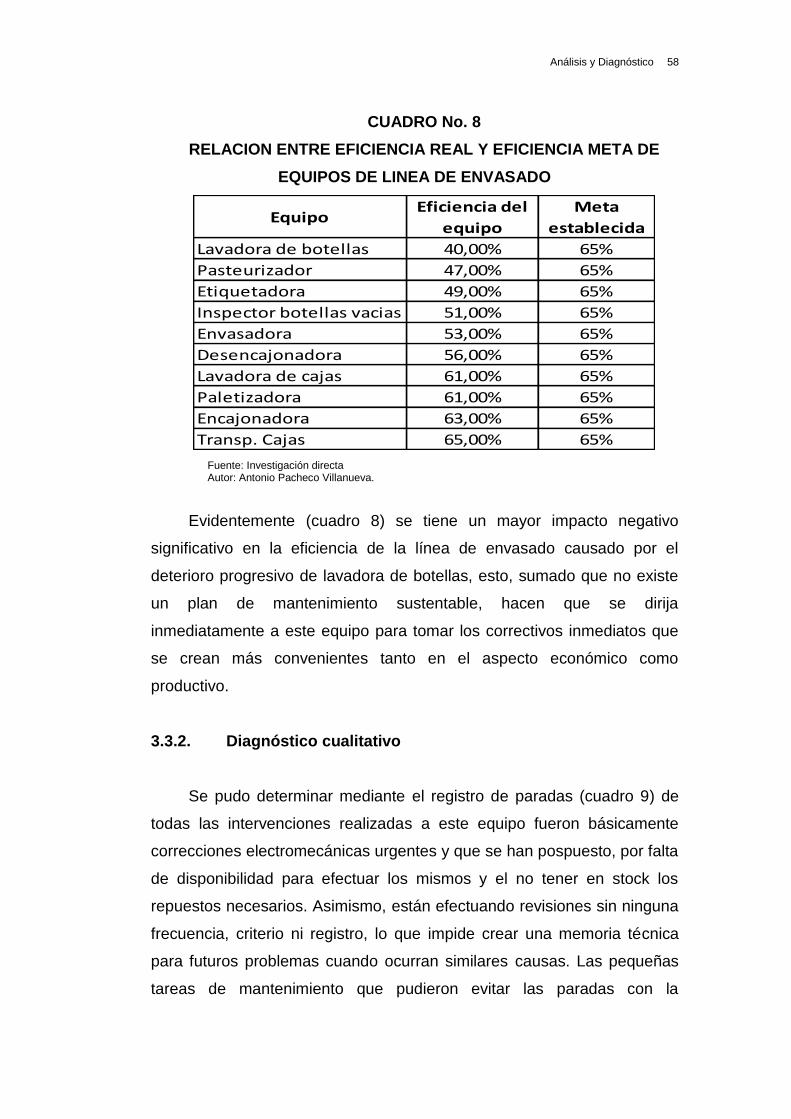
Análisis y Diagnóstico 58
CUADRO No. 8
RELACION ENTRE EFICIENCIA REAL Y EFICIENCIA META DE
EQUIPOS DE LINEA DE ENVASADO
EquipoEficiencia del
equipo
Meta
establecida
Lavadora de botellas 40,00% 65%
Pasteurizador 47,00% 65%
Etiquetadora 49,00% 65%
Inspector botellas vacias 51,00% 65%
Envasadora 53,00% 65%
Desencajonadora 56,00% 65%
Lavadora de cajas 61,00% 65%
Paletizadora 61,00% 65%
Encajonadora 63,00% 65%
Transp. Cajas 65,00% 65%
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Evidentemente (cuadro 8) se tiene un mayor impacto negativo
significativo en la eficiencia de la línea de envasado causado por el
deterioro progresivo de lavadora de botellas, esto, sumado que no existe
un plan de mantenimiento sustentable, hacen que se dirija
inmediatamente a este equipo para tomar los correctivos inmediatos que
se crean más convenientes tanto en el aspecto económico como
productivo.
3.3.2. Diagnóstico cualitativo
Se pudo determinar mediante el registro de paradas (cuadro 9) de
todas las intervenciones realizadas a este equipo fueron básicamente
correcciones electromecánicas urgentes y que se han pospuesto, por falta
de disponibilidad para efectuar los mismos y el no tener en stock los
repuestos necesarios. Asimismo, están efectuando revisiones sin ninguna
frecuencia, criterio ni registro, lo que impide crear una memoria técnica
para futuros problemas cuando ocurran similares causas. Las pequeñas
tareas de mantenimiento que pudieron evitar las paradas con la
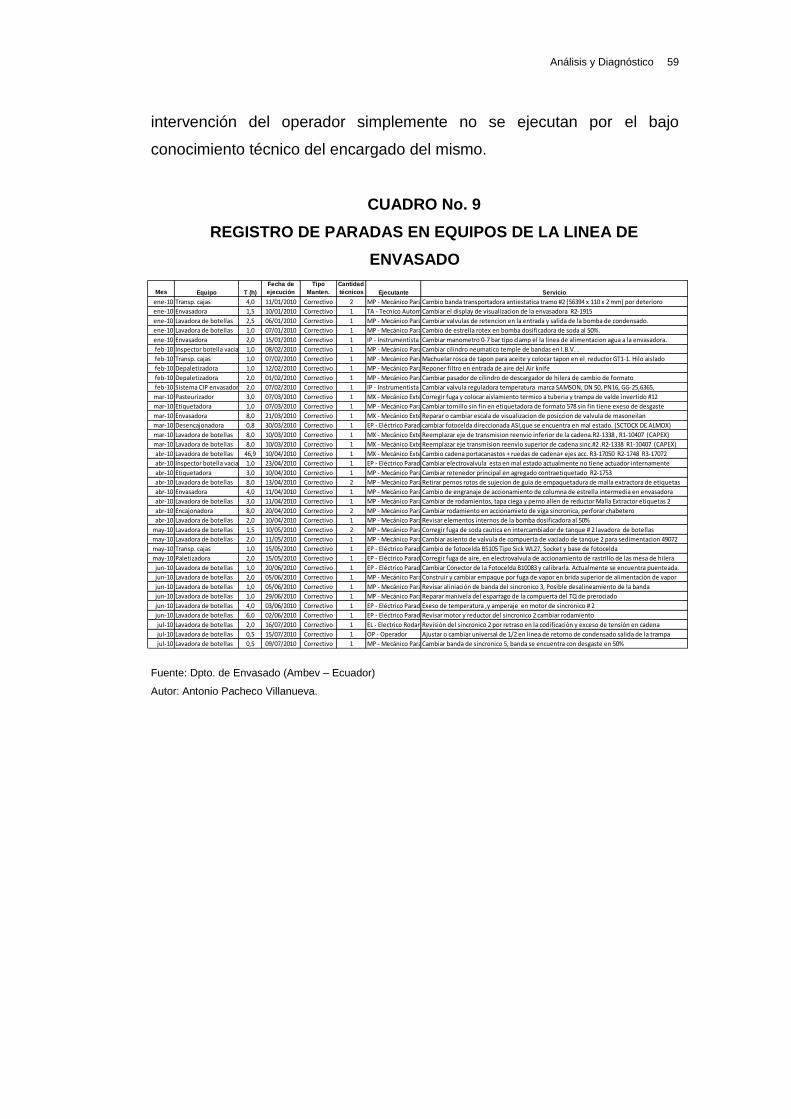
Análisis y Diagnóstico 59
intervención del operador simplemente no se ejecutan por el bajo
conocimiento técnico del encargado del mismo.
CUADRO No. 9
REGISTRO DE PARADAS EN EQUIPOS DE LA LINEA DE
ENVASADO
Fuente: Dpto. de Envasado (Ambev – Ecuador)
Autor: Antonio Pacheco Villanueva.
Mes Equipo T (h)
Fecha de
ejecución
Tipo
Manten.
Cantidad
técnicos Ejecutante Servicio
ene-10 Transp. cajas 4,0 11/01/2010 Correctivo 2 MP - Mecánico ParadaCambio banda transportadora antiestatica tramo #2 (56394 x 110 x 2 mm) por deterioro
ene-10 Envasadora 1,5 10/01/2010 Correctivo 1 TA - Tecnico AutomatismoCambiar el display de visualizacion de la envasadora R2-1915
ene-10 Lavadora de botellas 2,5 06/01/2010 Correctivo 1 MP - Mecánico ParadaCambiar valvulas de retencion en la entrada y salida de la bomba de condensado.
ene-10 Lavadora de botellas 1,0 07/01/2010 Correctivo 1 MP - Mecánico ParadaCambio de estrella rotex en bomba dosificadora de soda al 50%.
ene-10 Envasadora 2,0 15/01/2010 Correctivo 1 IP - Instrumentista plantaCambiar manometro 0-7 bar tipo clamp el la linea de alimentacion agua a la envasadora.
feb-10 Inspector botella vacia 1,0 08/02/2010 Correctivo 1 MP - Mecánico ParadaCambiar cilindro neumatico temple de bandas en I.B.V. .
feb-10 Transp. cajas 1,0 07/02/2010 Correctivo 1 MP - Mecánico ParadaMachuelar rosca de tapon para aceite y colocar tapon en el reductor GT1-1. Hilo aislado
feb-10 Depaletizadora 1,0 12/02/2010 Correctivo 1 MP - Mecánico ParadaReponer filtro en entrada de aire del Air knife
feb-10 Depaletizadora 2,0 01/02/2010 Correctivo 1 MP - Mecánico ParadaCambiar pasador de cilindro de descargador de hilera de cambio de formato
feb-10 Sistema CIP envasadora 2,0 07/02/2010 Correctivo 1 IP - Instrumentista plantaCambiar valvula reguladora temperatura marca SAMSON, DN 50, PN16, GG-25,6365,
mar-10 Pasteurizador 3,0 07/03/2010 Correctivo 1 MX - Mecánico ExternoCorregir fuga y colocar aislamiento termico a tuberia y trampa de valde invertido #12
mar-10 Etiquetadora 1,0 07/03/2010 Correctivo 1 MP - Mecánico ParadaCambiar tornillo sin fin en etiquetadora de formato 578 sin fin tiene exeso de desgaste
mar-10 Envasadora 8,0 21/03/2010 Correctivo 1 MX - Mecánico ExternoReparar o cambiar escala de visualizacion de posiccion de valvula de masoneilan
mar-10 Desencajonadora 0,8 30/03/2010 Correctivo 1 EP - Eléctrico Paradacambiar fotocelda direccionada ASI,que se encuentra en mal estado. (SCTOCK DE ALMOX)
mar-10 Lavadora de botellas 8,0 10/03/2010 Correctivo 1 MX - Mecánico ExternoReemplazar eje de transmision reenvio inferior de la cadena.R2-1338 , R1-10407 (CAPEX)
mar-10 Lavadora de botellas 8,0 10/03/2010 Correctivo 1 MX - Mecánico ExternoReemplazar eje transmision reenvio superior de cadena sinc.#2 .R2-1338 R1-10407 (CAPEX)
abr-10 Lavadora de botellas 46,9 10/04/2010 Correctivo 1 MX - Mecánico ExternoCambio cadena portacanastos + ruedas de cadena+ ejes acc. R3-17050 R2-1748 R3-17072
abr-10 Inspector botella vacia 1,0 23/04/2010 Correctivo 1 EP - Eléctrico ParadaCambiar electrovalvula esta en mal estado actualmente no tiene actuador internamente
abr-10 Etiquetadora 3,0 10/04/2010 Correctivo 1 MP - Mecánico ParadaCambiar retenedor principal en agregado contraetiquetado R2-1753
abr-10 Lavadora de botellas 8,0 13/04/2010 Correctivo 2 MP - Mecánico ParadaRetirar pernos rotos de sujecion de guia de empaquetadura de malla extractora de etiquetas
abr-10 Envasadora 4,0 11/04/2010 Correctivo 1 MP - Mecánico ParadaCambio de engranaje de accionamiento de columna de estrella intermedia en envasadora
abr-10 Lavadora de botellas 3,0 11/04/2010 Correctivo 1 MP - Mecánico ParadaCambiar de rodamientos, tapa ciega y perno allen de reductor Malla Extractor etiquetas 2
abr-10 Encajonadora 8,0 20/04/2010 Correctivo 2 MP - Mecánico ParadaCambiar rodamiento en accionamieto de viga sincronica, perforar chabetero
abr-10 Lavadora de botellas 2,0 10/04/2010 Correctivo 1 MP - Mecánico ParadaRevisar elementos internos de la bomba dosificadora al 50%
may-10 Lavadora de botellas 1,5 10/05/2010 Correctivo 2 MP - Mecánico ParadaCorregir fuga de soda cautica en intercambiador de tanque # 2 lavadora de botellas
may-10 Lavadora de botellas 2,0 11/05/2010 Correctivo 1 MP - Mecánico ParadaCambiar asiento de valvula de compuerta de vaciado de tanque 2 para sedimentacion 49072
may-10 Transp. cajas 1,0 15/05/2010 Correctivo 1 EP - Eléctrico ParadaCambio de fotocelda B5105 Tipo Sick WL27, Socket y base de fotocelda
may-10 Paletizadora 2,0 15/05/2010 Correctivo 1 EP - Eléctrico ParadaCorregir fuga de aire, en electrovalvula de accionamiento de rastrillo de las mesa de hilera
jun-10 Lavadora de botellas 1,0 20/06/2010 Correctivo 1 EP - Eléctrico ParadaCambiar Conector de la Fotocelda B10083 y calibrarla. Actualmente se encuentra puenteada.
jun-10 Lavadora de botellas 2,0 05/06/2010 Correctivo 1 MP - Mecánico ParadaConstruir y cambiar empaque por fuga de vapor en brida superior de alimentaciòn de vapor
jun-10 Lavadora de botellas 1,0 05/06/2010 Correctivo 1 MP - Mecánico ParadaRevisar aliniación de banda del sincronico 3, Posible desalineamiento de la banda
jun-10 Lavadora de botellas 1,0 29/06/2010 Correctivo 1 MP - Mecánico ParadaReparar manivela del esparrago de la compuerta del TQ de prerociado
jun-10 Lavadora de botellas 4,0 03/06/2010 Correctivo 1 EP - Eléctrico ParadaExeso de temperatura ,y amperaje en motor de sincronico # 2
jun-10 Lavadora de botellas 6,0 02/06/2010 Correctivo 1 EP - Eléctrico ParadaRevisar motor y reductor del sincronico 2 cambiar rodamiento
jul-10 Lavadora de botellas 2,0 16/07/2010 Correctivo 1 EL - Electrico RodandoRevisiòn del sincronico 2 por retraso en la codificaciòn y exceso de tensión en cadena
jul-10 Lavadora de botellas 0,5 15/07/2010 Correctivo 1 OP - Operador Ajustar o cambiar universal de 1/2 en linea de retorno de condensado salida de la trampa
jul-10 Lavadora de botellas 0,5 09/07/2010 Correctivo 1 MP - Mecánico ParadaCambiar banda de sincronico 5, banda se encuentra con desgaste en 50%
CAPITULO IV
PROPUESTA
4.1. Planteamiento de alternativa de solución al problema.
Es necesario considerar varios aspectos de orden económico ya que
toda tesis demanda de un costo operativo y tiene como finalidad obtener
un beneficio de este tipo. Es por ello, que en este capítulo se realiza un
análisis de la principal alternativa para poder tomar una decisión eficaz y
viable.
4.1.1. Alternativa propuesta.
Diseñar un sistema de mantenimiento preventivo total en la lavadora
de botellas (equipo crítico) y demás equipos de la línea de embotellado
para minimizar las paradas.
Según lo expuesto en el capítulo tres (lavadora de botellas
ineficiente), se diseñará un plan de mantenimiento planeado total, que
restablecerá las condiciones normales de funcionamiento de este equipo,
considerado el cuello de botella de la línea de producción de cerveza.
Esto servirá posteriormente para implantarlo en un software de
administración del mantenimiento para de esta manera llevar un efectivo
control del mismo.
El desarrollo de este Sistema de Mantenimiento Preventivo Total se
lo formuló exclusivamente a la necesidad que tiene Ambev Ecuador en su
planta de embotellado.
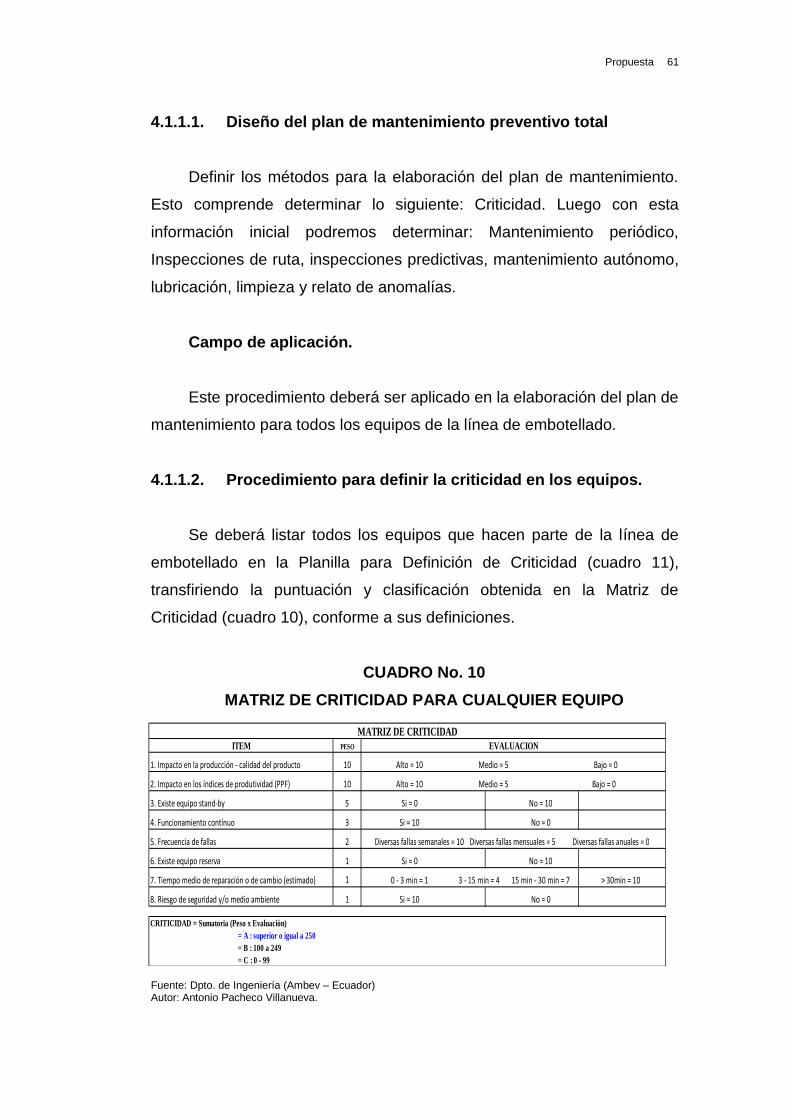
Propuesta 61
4.1.1.1. Diseño del plan de mantenimiento preventivo total
Definir los métodos para la elaboración del plan de mantenimiento.
Esto comprende determinar lo siguiente: Criticidad. Luego con esta
información inicial podremos determinar: Mantenimiento periódico,
Inspecciones de ruta, inspecciones predictivas, mantenimiento autónomo,
lubricación, limpieza y relato de anomalías.
Campo de aplicación.
Este procedimiento deberá ser aplicado en la elaboración del plan de
mantenimiento para todos los equipos de la línea de embotellado.
4.1.1.2. Procedimiento para definir la criticidad en los equipos.
Se deberá listar todos los equipos que hacen parte de la línea de
embotellado en la Planilla para Definición de Criticidad (cuadro 11),
transfiriendo la puntuación y clasificación obtenida en la Matriz de
Criticidad (cuadro 10), conforme a sus definiciones.
CUADRO No. 10
MATRIZ DE CRITICIDAD PARA CUALQUIER EQUIPO
Fuente: Dpto. de Ingeniería (Ambev – Ecuador) Autor: Antonio Pacheco Villanueva.
PESO
10 Alto = 10 Medio = 5 Bajo = 0
10 Alto = 10 Medio = 5 Bajo = 0
3. Existe equipo stand-by 5 Si = 0 No = 10
4. Funcionamiento contínuo 3 Si = 10 No = 0
5. Frecuencia de fallas 2 Diversas fallas semanales = 10 Diversas fallas mensuales = 5 Diversas fallas anuales = 0
6. Existe equipo reserva 1 Si = 0 No = 10
7. Tiempo medio de reparación o de cambio (estimado) 1 0 - 3 min = 1 3 - 15 min = 4 15 min - 30 min = 7 > 30min = 10
1 Si = 10 No = 0
CRITICIDAD = Sumatoria (Peso x Evaluación)
= C : 0 - 99
8. Riesgo de seguridad y/o medio ambiente
= A : superior o igual a 250
= B : 100 a 249
MATRIZ DE CRITICIDAD
ITEM EVALUACION
1. Impacto en la producción - calidad del producto
2. Impacto en los índices de produtividad (PPF)
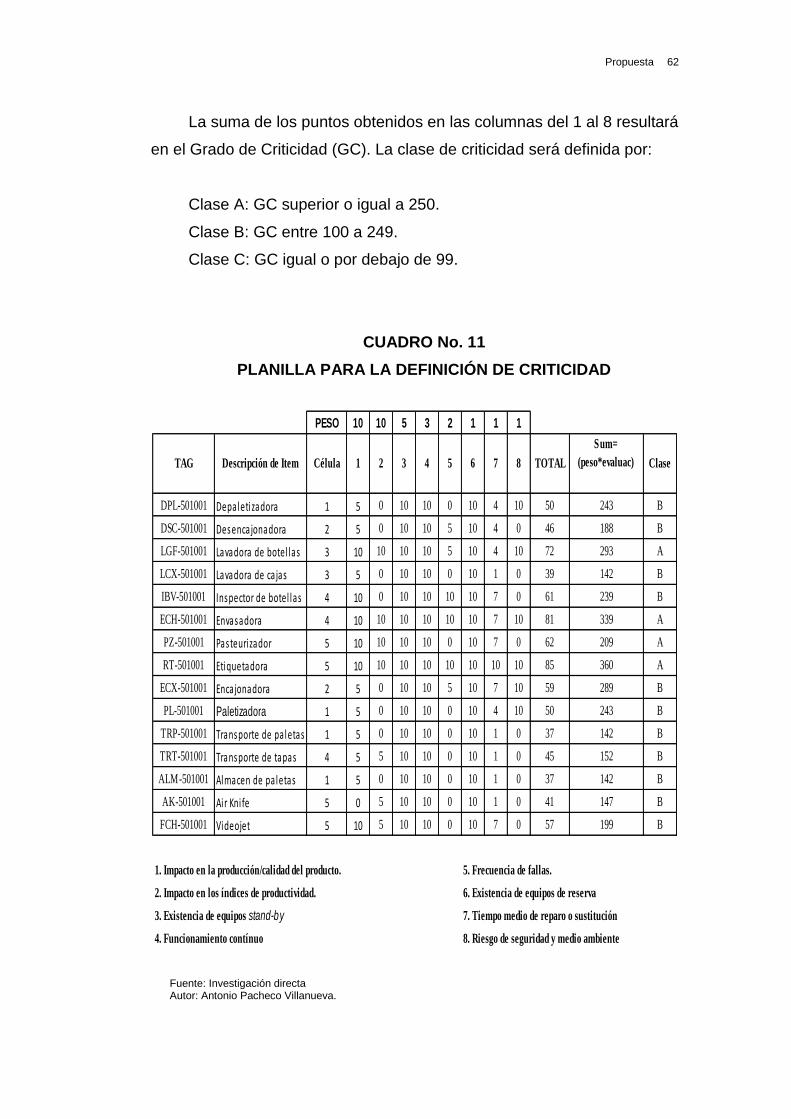
Propuesta 62
La suma de los puntos obtenidos en las columnas del 1 al 8 resultará
en el Grado de Criticidad (GC). La clase de criticidad será definida por:
Clase A: GC superior o igual a 250.
Clase B: GC entre 100 a 249.
Clase C: GC igual o por debajo de 99.
CUADRO No. 11
PLANILLA PARA LA DEFINICIÓN DE CRITICIDAD
PESO 10 10 5 3 2 1 1 1
Sum=
(peso*evaluac)
DPL-501001 Depaletizadora 1 5 0 10 10 0 10 4 10 50 243 B
DSC-501001 Desencajonadora 2 5 0 10 10 5 10 4 0 46 188 B
LGF-501001 Lavadora de botel las 3 10 10 10 10 5 10 4 10 72 293 A
LCX-501001 Lavadora de ca jas 3 5 0 10 10 0 10 1 0 39 142 B
IBV-501001 Inspector de botel las 4 10 0 10 10 10 10 7 0 61 239 B
ECH-501001 Envasadora 4 10 10 10 10 10 10 7 10 81 339 A
PZ-501001 Pasteurizador 5 10 10 10 10 0 10 7 0 62 209 A
RT-501001 Etiquetadora 5 10 10 10 10 10 10 10 10 85 360 A
ECX-501001 Encajonadora 2 5 0 10 10 5 10 7 10 59 289 B
PL-501001 Paletizadora 1 5 0 10 10 0 10 4 10 50 243 B
TRP-501001 Transporte de paletas 1 5 0 10 10 0 10 1 0 37 142 B
TRT-501001 Transporte de tapas 4 5 5 10 10 0 10 1 0 45 152 B
ALM-501001 Almacen de paletas 1 5 0 10 10 0 10 1 0 37 142 B
AK-501001 Air Kni fe 5 0 5 10 10 0 10 1 0 41 147 B
FCH-501001 Videojet 5 10 5 10 10 0 10 7 0 57 199 B
1. Impacto en la producción/calidad del producto. 5. Frecuencia de fallas.
2. Impacto en los índices de productividad. 6. Existencia de equipos de reserva
3. Existencia de equipos stand-by 7. Tiempo medio de reparo o sustitución
4. Funcionamiento contínuo 8. Riesgo de seguridad y medio ambiente
Clase4 5 6 7 8 TOTAL3TAG Descripción de Item Célula 1 2
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
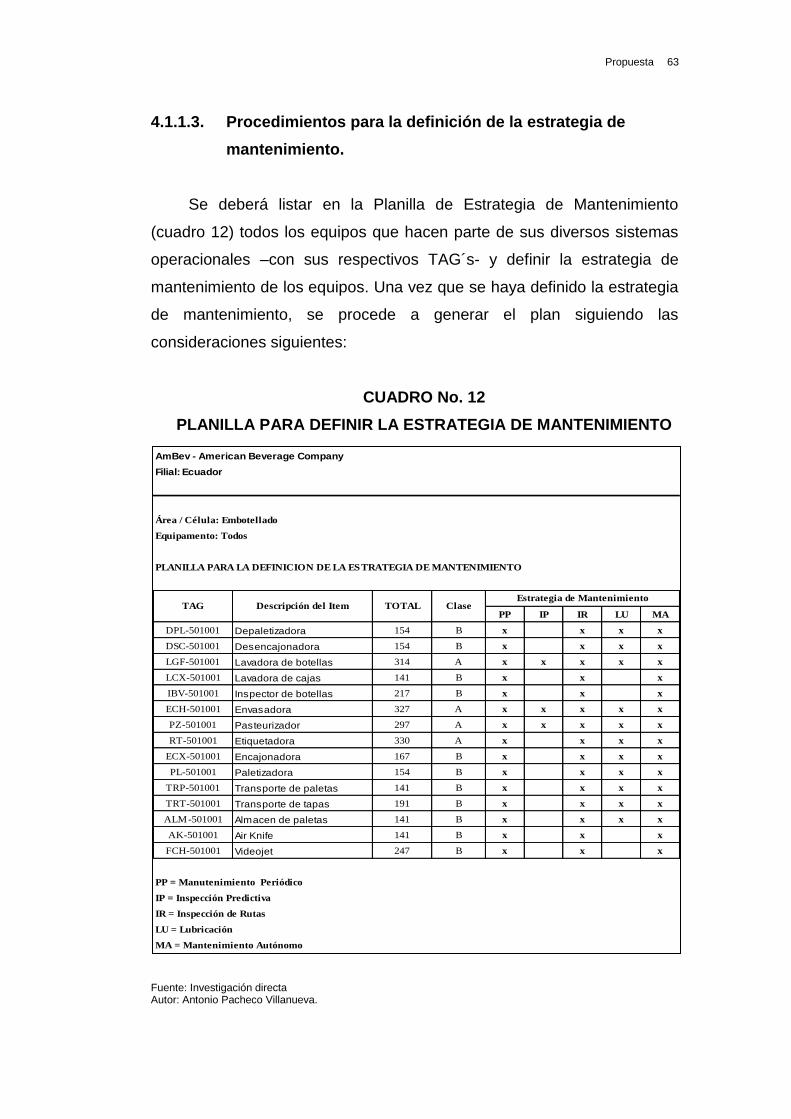
Propuesta 63
4.1.1.3. Procedimientos para la definición de la estrategia de
mantenimiento.
Se deberá listar en la Planilla de Estrategia de Mantenimiento
(cuadro 12) todos los equipos que hacen parte de sus diversos sistemas
operacionales –con sus respectivos TAG´s- y definir la estrategia de
mantenimiento de los equipos. Una vez que se haya definido la estrategia
de mantenimiento, se procede a generar el plan siguiendo las
consideraciones siguientes:
CUADRO No. 12
PLANILLA PARA DEFINIR LA ESTRATEGIA DE MANTENIMIENTO
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
AmBev - American Beverage Company
Filial: Ecuador
Área / Célula: Embotellado
Equipamento: Todos
PLANILLA PARA LA DEFINICION DE LA ESTRATEGIA DE MANTENIMIENTO
PP IP IR LU MA
DPL-501001 Depaletizadora 154 B x x x x
DSC-501001 Desencajonadora 154 B x x x x
LGF-501001 Lavadora de botellas 314 A x x x x x
LCX-501001 Lavadora de cajas 141 B x x x
IBV-501001 Inspector de botellas 217 B x x x
ECH-501001 Envasadora 327 A x x x x x
PZ-501001 Pasteurizador 297 A x x x x x
RT-501001 Etiquetadora 330 A x x x x
ECX-501001 Encajonadora 167 B x x x x
PL-501001 Paletizadora 154 B x x x x
TRP-501001 Transporte de paletas 141 B x x x x
TRT-501001 Transporte de tapas 191 B x x x x
ALM-501001 Almacen de paletas 141 B x x x x
AK-501001 Air Knife 141 B x x x
FCH-501001 Videojet 247 B x x x
PP = Manutenimiento Periódico
IP = Inspección Predictiva
IR = Inspección de Rutas
LU = Lubricación
MA = Mantenimiento Autónomo
TAG Descripción del Item TOTAL ClaseEstrategia de Mantenimiento
Propuesta 64
4.1.1.3.1. Equipos con criticidad Clase A.
Mantenimiento Periódico: Planeamiento obligatorio en los casos
donde no son aplicables inspecciones predictivas y en los equipos de
control de polución y prevención de accidentes. Se planeará de acuerdo
al padrón técnico que se describe bajo estas líneas:
El plan de mantenimiento periódico debe ser elaborado para los
equipos y deben contener todos los eventos de mantenimiento de
carácter preventivo y periódico, definiendo, en lo mínimo los siguientes
requisitos:
Orden de servicio (OS) planeada: En el sistema MP v.9 se deben
registrar las OS como planeada definiendo su periodicidad, primera fecha
de ejecución y periodicidad.
Área, célula, equipo y TAG.
Descripción del evento (servicio): necesidad de servicio a ser
realizado. Ej.: revisión del compresor de amoniaco, revisión de los
pistones de la envasadora, etc.
Procedimiento de ejecución: Describir todas las tareas necesarias
(basadas en las recomendaciones del fabricante, histórico de fallas o
intervenciones) y con las herramientas/equipos de seguridad necesarios
para su ejecución.
Frecuencia: Debe ser establecida, en días, para todos los eventos,
en base a las recomendaciones del fabricante, histórico de fallas o
intervenciones.
Tiempo previsto de ejecución: Tiempo total de duración de la
ejecución del evento, en minutos.
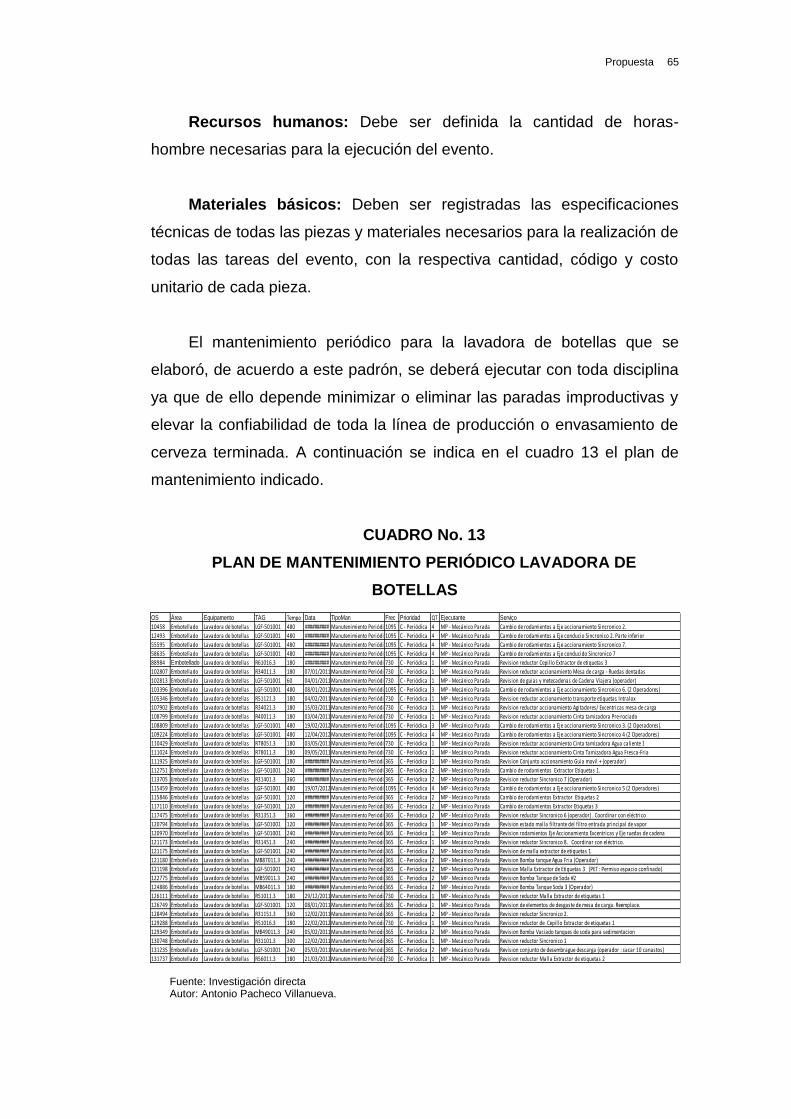
Propuesta 65
Recursos humanos: Debe ser definida la cantidad de horas-
hombre necesarias para la ejecución del evento.
Materiales básicos: Deben ser registradas las especificaciones
técnicas de todas las piezas y materiales necesarios para la realización de
todas las tareas del evento, con la respectiva cantidad, código y costo
unitario de cada pieza.
El mantenimiento periódico para la lavadora de botellas que se
elaboró, de acuerdo a este padrón, se deberá ejecutar con toda disciplina
ya que de ello depende minimizar o eliminar las paradas improductivas y
elevar la confiabilidad de toda la línea de producción o envasamiento de
cerveza terminada. A continuación se indica en el cuadro 13 el plan de
mantenimiento indicado.
CUADRO No. 13
PLAN DE MANTENIMIENTO PERIÓDICO LAVADORA DE
BOTELLAS
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
OS Área Equipamento TAG Tempo Data TipoMan Frec Prioridad QT Ejecutante Serviço
10458 Embotellado Lavadora de botellas LGF-501001 480 ########## Manutenimiento Periódico1095 C - Periódica 4 MP - Mecánico Parada Cambio de rodamientos a Eje accionamiento Sincronico 2.
12493 Embotellado Lavadora de botellas LGF-501001 480 ########## Manutenimiento Periódico1095 C - Periódica 4 MP - Mecánico Parada Cambio de rodamientos a Eje conducio Sincronico 2. Parte inferior
55595 Embotellado Lavadora de botellas LGF-501001 480 ########## Manutenimiento Periódico1095 C - Periódica 4 MP - Mecánico Parada Cambio de rodamientos a Eje accionamiento Sincronico 7.
58635 Embotellado Lavadora de botellas LGF-501001 480 ########## Manutenimiento Periódico1095 C - Periódica 4 MP - Mecánico Parada Cambio de rodamientos a Eje conducido Sincronico 7
88984 Embotellado Lavadora de botellas R61016.3 180 ########## Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor Cepillo Extractor de etiquetas 3
102807 Embotellado Lavadora de botellas R34011.3 180 07/01/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor accionamiento Mesa de carga - Ruedas dentadas
102813 Embotellado Lavadora de botellas LGF-501001 60 04/01/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision de guias y metecadenas de Cadena Viajera (operador)
103396 Embotellado Lavadora de botellas LGF-501001 480 08/01/2012 Manutenimiento Periódico1095 C - Periódica 3 MP - Mecánico Parada Cambio de rodamientos a Eje accionamiento Sincronico 6. (2 Operadores)
105346 Embotellado Lavadora de botellas R51121.3 180 04/02/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor accionamiento transporte etiquetas Intralox
107902 Embotellado Lavadora de botellas R34021.3 180 15/03/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor accionamiento Agitadores/ Excentricas mesa de carga
108799 Embotellado Lavadora de botellas R40011.3 180 03/04/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor accionamiento Cinta tamizadora Pre-rociado
108809 Embotellado Lavadora de botellas LGF-501001 480 19/02/2012 Manutenimiento Periódico1095 C - Periódica 3 MP - Mecánico Parada Cambio de rodamientos a Eje accionamiento Sincronico 3. (2 Operadores).
109224 Embotellado Lavadora de botellas LGF-501001 480 12/04/2012 Manutenimiento Periódico1095 C - Periódica 4 MP - Mecánico Parada Cambio de rodamientos a Eje accionamiento Sincronico 4 (2 Operadores)
110429 Embotellado Lavadora de botellas R78051.3 180 03/05/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor accionamiento Cinta tamizadora Agua caliente 1
111024 Embotellado Lavadora de botellas R78011.3 180 09/05/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor accionamiento Cinta Tamizadora Agua Fresca-Fria
111925 Embotellado Lavadora de botellas LGF-501001 180 ########## Manutenimiento Periódico365 C - Periódica 1 MP - Mecánico Parada Revision Conjunto accionamiento Guia movil + (operador)
112751 Embotellado Lavadora de botellas LGF-501001 240 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Cambio de rodamientos Extractor Etiquetas 1.
113705 Embotellado Lavadora de botellas R31401.3 360 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision reductor Sincronico 7 (Operador)
115459 Embotellado Lavadora de botellas LGF-501001 480 19/07/2012 Manutenimiento Periódico1095 C - Periódica 4 MP - Mecánico Parada Cambio de rodamientos a Eje accionamiento Sincronico 5 (2 Operadores)
115846 Embotellado Lavadora de botellas LGF-501001 120 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Cambio de rodamientos Extractor Etiquetas 2
117110 Embotellado Lavadora de botellas LGF-501001 120 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Cambio de rodamientos Extractor Etiquetas 3
117475 Embotellado Lavadora de botellas R31351.3 360 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision reductor Sincronico 6 (operador) . Coordinar con eléctrico
120794 Embotellado Lavadora de botellas LGF-501001 120 ########## Manutenimiento Periódico365 C - Periódica 1 MP - Mecánico Parada Revision estado malla fi ltrante del fi ltro entrada principal de vapor
120970 Embotellado Lavadora de botellas LGF-501001 240 ########## Manutenimiento Periódico365 C - Periódica 1 MP - Mecánico Parada Revision rodamientos Eje Accionamiento Excentricas y Eje ruedas de cadena
121173 Embotellado Lavadora de botellas R31451.3 240 ########## Manutenimiento Periódico365 C - Periódica 1 MP - Mecánico Parada Revision reductor Sincronico 8. Coordinar con eléctrico.
121175 Embotellado Lavadora de botellas LGF-501001 240 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision de malla extractor de etiquetas 1
121180 Embotellado Lavadora de botellas MB87011.3 240 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision Bomba tanque Agua Fria (Operador)
121198 Embotellado Lavadora de botellas LGF-501001 240 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision Malla Extractor de Etiquetas 3 (PET : Permiso espacio confinado)
122775 Embotellado Lavadora de botellas MB59011.3 240 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision Bomba Tanque de Soda #2
124886 Embotellado Lavadora de botellas MB64011.3 180 ########## Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision Bomba Tanque Soda 3 (Operador)
126111 Embotellado Lavadora de botellas R51011.3 180 29/12/2011 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor Malla Extractor de etiquetas 1
126749 Embotellado Lavadora de botellas LGF-501001 120 08/01/2011 Manutenimiento Periódico365 C - Periódica 1 MP - Mecánico Parada Revision de elementos de desgaste de mesa de carga. Reemplace.
128494 Embotellado Lavadora de botellas R31151.3 360 12/02/2011 Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision reductor Sincronico 2.
129288 Embotellado Lavadora de botellas R51016.3 180 22/02/2012 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor de Cepillo Extractor de etiquetas 1
129349 Embotellado Lavadora de botellas MB49011.3 240 05/02/2011 Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision Bomba Vaciado tanques de soda para sedimentacion
130748 Embotellado Lavadora de botellas R31101.3 300 12/02/2011 Manutenimiento Periódico365 C - Periódica 1 MP - Mecánico Parada Revision reductor Sincronico 1
131235 Embotellado Lavadora de botellas LGF-501001 240 05/03/2011 Manutenimiento Periódico365 C - Periódica 2 MP - Mecánico Parada Revision conjunto de desembrague descarga (operador : sacar 10 canastos)
131737 Embotellado Lavadora de botellas R56011.3 180 21/03/2012 Manutenimiento Periódico730 C - Periódica 1 MP - Mecánico Parada Revision reductor Malla Extractor de etiquetas 2
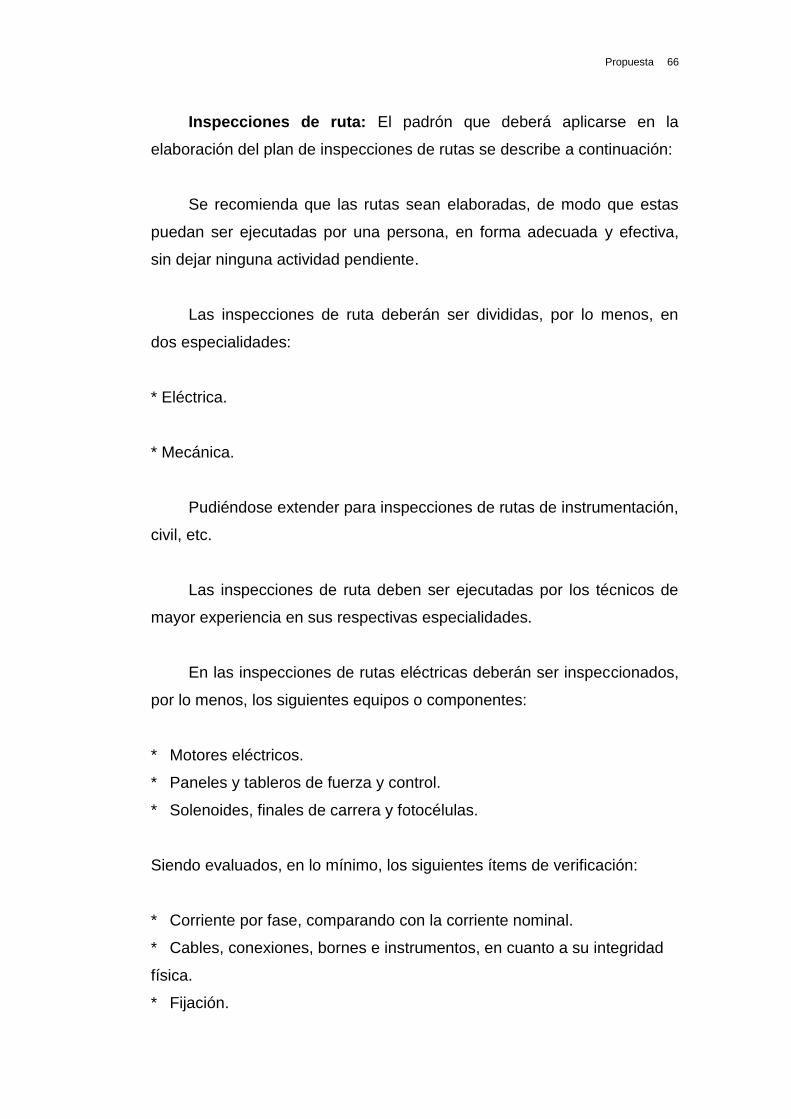
Propuesta 66
Inspecciones de ruta: El padrón que deberá aplicarse en la
elaboración del plan de inspecciones de rutas se describe a continuación:
Se recomienda que las rutas sean elaboradas, de modo que estas
puedan ser ejecutadas por una persona, en forma adecuada y efectiva,
sin dejar ninguna actividad pendiente.
Las inspecciones de ruta deberán ser divididas, por lo menos, en
dos especialidades:
* Eléctrica.
* Mecánica.
Pudiéndose extender para inspecciones de rutas de instrumentación,
civil, etc.
Las inspecciones de ruta deben ser ejecutadas por los técnicos de
mayor experiencia en sus respectivas especialidades.
En las inspecciones de rutas eléctricas deberán ser inspeccionados,
por lo menos, los siguientes equipos o componentes:
* Motores eléctricos.
* Paneles y tableros de fuerza y control.
* Solenoides, finales de carrera y fotocélulas.
Siendo evaluados, en lo mínimo, los siguientes ítems de verificación:
* Corriente por fase, comparando con la corriente nominal.
* Cables, conexiones, bornes e instrumentos, en cuanto a su integridad
física.
* Fijación.
Propuesta 67
* Temperatura.
* Ruido.
* Vibración.
* Limpieza.
* Pintura.
* Existencia de esquema eléctrico actualizado (paneles eléctricos).
* Existencia de fugas de aceite aislante.
Las rutas deben ser elaboradas conforme al cuadro 14 (inspección
de ruta eléctrica para lavadora de botellas). El técnico deberá ir revisando
cuidadosamente este check list.
CUADRO No. 14
INSPECCION DE RUTA ELÉCTRICA LAVADORA DE BOTELLAS
1/2
FIJO FIJO
RUTA DE INSPECCIO N / ELÉCTRICAFrecuencia
MENSUAL
TAG EQ UIPAMENTO
M31101.3 MOTOR ACC. 1 Q31101 1,9
M31151.3 MOTOR ACC. 2 Q31151 2,3
M31201.3 MOTOR ACC.3 Q31201 1,9
M31251.3 MOTOR ACC.4 Q31251 1,9
M31301.3 MOTOR ACC.5 Q31301 1,9
M31351.3 MOTOR ACC.6 Q31351 1,9
M31401.3 MOTOR ACC.7 Q31401 1,9
M31451.3 MOTOR ACC.8 Q31451 1,9
OBSERVAÇÕES:
1 - Los puntos sombreados no fazem parte da inspeção
2 - Los items que esten OK señalar "C" (conforme)
3 - Señalar con "N " los items no conforme
4 - Las columnas señaladas con la marcacion "FIJO" no deveran ser alteradas
MO TO RES
LIM
PIE
ZA
TE
MP
ER
AT
UR
A
DE
RR
AM
E D
E A
CE
IT
E
IRE 501003
LAV. DE BOTELLAS
CO
MA
ND
O
CO
RR
IE
NT
E N
OM
IN
AL
(
A )
CORRIENTE POR FASE ( A )
CA
BLE
S / F
IJO
S /
IN
ST
RU
ME
NT
OS
FIJA
CIO
N
RU
ID
O
VIB
RA
ÇIO
N
PIN
TU
RA
SOLICITUD
DE SERVIÇIO
Nº:
CO NJUNTO
R S T
____________________________________
SUPERVISOR : _____________________________________
EJECUTANTE :_____________________________________
FECHA: _____/_____/_____
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva. .
Propuesta 68
En las inspecciones de rutas mecánicas deberán ser
inspeccionados, en lo mínimo, los siguientes equipos y componentes en
el sistema:
* Equipos rotativos y alternativos.
* Tuberías, válvulas y accesorios.
* Equipos estáticos (tanques y vasos de presión).
* Paneles y sistemas neumáticos e hidráulicos.
Siendo evaluados, en lo mínimo, los siguientes ítems de verificación:
* Vibración.
* Ruido.
* Temperatura.
* Aislamiento térmico.
* Fijación.
* Limpieza.
* Pintura.
* Fuga de líquidos o gases.
* Condiciones de acoplamiento o alineamiento.
* Estado general de poleas, correas o telas filtrantes.
* Nivel de aceite.
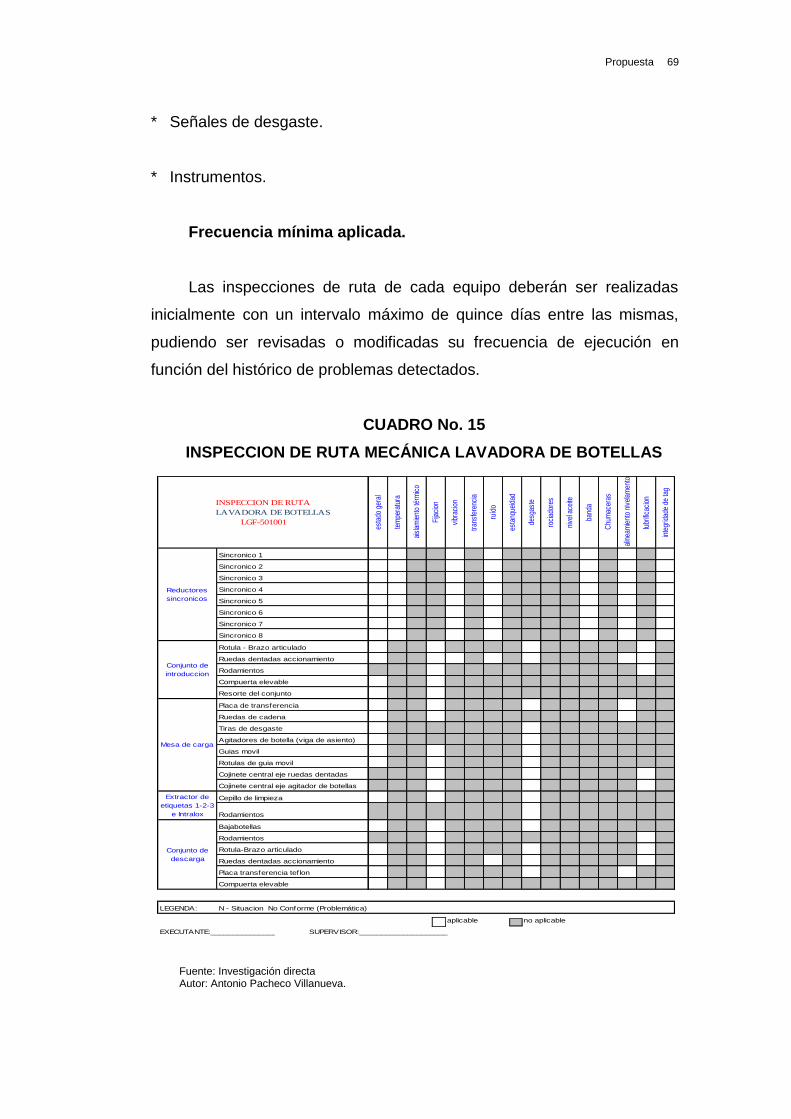
Propuesta 69
* Señales de desgaste.
* Instrumentos.
Frecuencia mínima aplicada.
Las inspecciones de ruta de cada equipo deberán ser realizadas
inicialmente con un intervalo máximo de quince días entre las mismas,
pudiendo ser revisadas o modificadas su frecuencia de ejecución en
función del histórico de problemas detectados.
CUADRO No. 15
INSPECCION DE RUTA MECÁNICA LAVADORA DE BOTELLAS
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
esta
do g
eral
tem
pera
tura
aisl
amie
nto
térm
ico
Fija
cion
vibr
acio
n
tran
sfer
enci
a
ruíd
o
esta
nque
idad
desg
aste
roci
ador
es
nive
l ace
ite
band
a
Chu
mac
eras
alin
eam
ient
o ni
vela
men
to
lubr
ifica
cion
inte
grid
ade
de ta
g
Sincronico 2
Sincronico 3
Sincronico 4
Sincronico 5
Sincronico 6
Sincronico 7
Sincronico 8
Rotula - Brazo articulado
Ruedas dentadas accionamiento
Rodamientos
Compuerta elevable
Resorte del conjunto
Ruedas de cadena
Tiras de desgaste
Agitadores de botella (viga de asiento)
Cojinete central eje agitador de botellas
Cepillo de limpieza
Rodamientos
Bajabotellas
Rodamientos
Rotula-Brazo articulado
Ruedas dentadas accionamiento
Placa transferencia teflon
Compuerta elevable
LEGENDA: N - Situacion No Conforme (Problemática)
aplicable no aplicable
EXECUTANTE:____________________ SUPERVISOR:____________________
Extractor de
etiquetas 1-2-3
e Intralox
Conjunto de
descarga
INSPECCION DE RUTA
LAVADORA DE BOTELLAS
LGF-501001
Reductores
sincronicos
Sincronico 1
Conjunto de
introduccion
Mesa de carga
Placa de transferencia
Guias movil
Rotulas de guia movil
Cojinete central eje ruedas dentadas
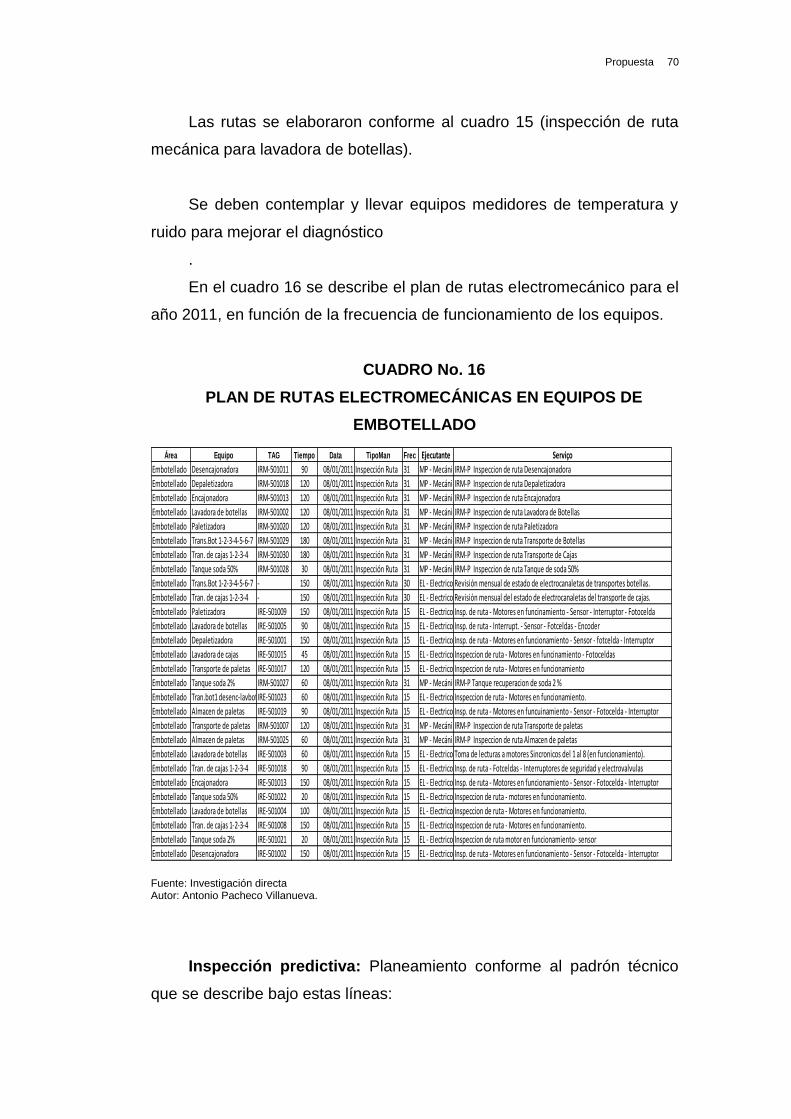
Propuesta 70
Las rutas se elaboraron conforme al cuadro 15 (inspección de ruta
mecánica para lavadora de botellas).
Se deben contemplar y llevar equipos medidores de temperatura y
ruido para mejorar el diagnóstico
.
En el cuadro 16 se describe el plan de rutas electromecánico para el
año 2011, en función de la frecuencia de funcionamiento de los equipos.
CUADRO No. 16
PLAN DE RUTAS ELECTROMECÁNICAS EN EQUIPOS DE
EMBOTELLADO
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Inspección predictiva: Planeamiento conforme al padrón técnico
que se describe bajo estas líneas:
Área Equipo TAG Tiempo Data TipoMan Frec Ejecutante
Embotellado Desencajonadora IRM-501011 90 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Depaletizadora IRM-501018 120 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Encajonadora IRM-501013 120 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Lavadora de botellas IRM-501002 120 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Paletizadora IRM-501020 120 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Trans.Bot 1-2-3-4-5-6-7 IRM-501029 180 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Tran. de cajas 1-2-3-4 IRM-501030 180 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Tanque soda 50% IRM-501028 30 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Trans.Bot 1-2-3-4-5-6-7 - 150 08/01/2011 Inspección Ruta 30 EL - Electrico Rodando
Embotellado Tran. de cajas 1-2-3-4 - 150 08/01/2011 Inspección Ruta 30 EL - Electrico Rodando
Embotellado Paletizadora IRE-501009 150 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Lavadora de botellas IRE-501005 90 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Depaletizadora IRE-501001 150 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Lavadora de cajas IRE-501015 45 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Transporte de paletas IRE-501017 120 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Tanque soda 2% IRM-501027 60 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Tran.bot1 desenc-lavbotIRE-501023 60 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Almacen de paletas IRE-501019 90 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Transporte de paletas IRM-501007 120 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Almacen de paletas IRM-501025 60 08/01/2011 Inspección Ruta 31 MP - Mecánico Parada
Embotellado Lavadora de botellas IRE-501003 60 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Tran. de cajas 1-2-3-4 IRE-501018 90 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Encajonadora IRE-501013 150 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Tanque soda 50% IRE-501022 20 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Lavadora de botellas IRE-501004 100 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Tran. de cajas 1-2-3-4 IRE-501008 150 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Tanque soda 2% IRE-501021 20 08/01/2011 Inspección Ruta 15 EL - Electrico Rodando
Embotellado Desencajonadora IRE-501002 150 08/01/2011 Inspección Ruta 15 EL - Electrico RodandoInsp. de ruta - Motores en funcionamiento - Sensor - Fotocelda - Interruptor
Inspeccion de ruta - Motores en funcionamiento.
Insp. de ruta - Motores en funcuinamiento - Sensor - Fotocelda - Interruptor
IRM-P Inspeccion de ruta Transporte de paletas
IRM-P Inspeccion de ruta Almacen de paletas
Toma de lecturas a motores Sincronicos del 1 al 8 (en funcionamiento).
Insp. de ruta - Fotceldas - Interruptores de seguridad y electrovalvulas
Insp. de ruta - Motores en funcionamiento - Sensor - Fotocelda - Interruptor
Inspeccion de ruta - motores en funcionamiento.
Inspeccion de ruta - Motores en funcionamiento.
Inspeccion de ruta - Motores en funcionamiento.
Inspeccion de ruta motor en funcionamiento- sensor
IRM-P Tanque recuperacion de soda 2 %
IRM-P Inspeccion de ruta Paletizadora
IRM-P Inspeccion de ruta Transporte de Botellas
IRM-P Inspeccion de ruta Transporte de Cajas
IRM-P Inspeccion de ruta Tanque de soda 50%
Revisión mensual de estado de electrocanaletas de transportes botellas.
Revisión mensual del estado de electrocanaletas del transporte de cajas.
Insp. de ruta - Motores en funcinamiento - Sensor - Interruptor - Fotocelda
Insp. de ruta - Interrupt. - Sensor - Fotceldas - Encoder
Insp. de ruta - Motores en funcionamiento - Sensor - fotcelda - Interruptor
Inspeccion de ruta - Motores en funcinamiento - Fotoceldas
Inspeccion de ruta - Motores en funcionamiento
Serviço
IRM-P Inspeccion de ruta Desencajonadora
IRM-P Inspeccion de ruta Depaletizadora
IRM-P Inspeccion de ruta Encajonadora
IRM-P Inspeccion de ruta Lavadora de Botellas
Propuesta 71
Termografía:
* Ejecutar inspección en todos los paneles de comando de los equipos
con criticidad A.
* Ejecutar inspección en todas las conexiones de media tensión (en caso
que aplique).
* Ejecutar inspección en todos los transformadores.
* Ejecutar inspección en todas las líneas de transmisión y selectores,
verificando tuercas flojas o fisuras.
* Ejecutar inspección en las cajas de paso de los motores eléctricos de
los equipos con criticidad A.
Análisis de aceite aislante:
Ejecutar análisis físico-químico y cromatográfico para todos los
transformadores.
Análisis de vibración:
Ejecutar en todos los equipos rotativos con revoluciones superiores
a 1000 rpm, con criticidad A.
Análisis de aceite lubricante:
Ejecutar análisis en todos los equipos rotativos/alternativos.
Ultrasonido/ Test hidrostático:
Ejecutar test en todos los vasos de presión, calderas e
intercambiadores de calor.
Propuesta 72
Frecuencia mínima aplicada
Termografía:
Inicialmente semestral para equipos y circuitos eléctricos de alta,
media y baja tensión, pudiendo ser revisada la frecuencia de ejecución en
función del histórico de los problemas detectados.
Análisis de aceite aislante:
Debe ser hecha con periodicidad anual en lo mínimo, procurando
mantener un histórico de todos los resultados para evaluar su
comportamiento a lo largo del tiempo.
Análisis de vibración:
Inicialmente mensual, pudiendo ser revisada la frecuencia de
ejecución en función del histórico de mediciones obtenidas.
Análisis de aceite lubricante:
Debe ser realizado bimensualmente, pudiendo ser revisada la
frecuencia de ejecución en función del resultado de los análisis anteriores
o sospecha de utilización más agresiva del equipo.
Se debe tener en cuenta que generalmente los proveedores de
aceite reconocidos, poseen el servicio de análisis de aceite lubricante o
aislante sin costo alguno para las compañías que tengan contratos
predefinidos.
En el cuadro 17 se especifica todo el plan de mantenimiento
predictivo para el año 2011.
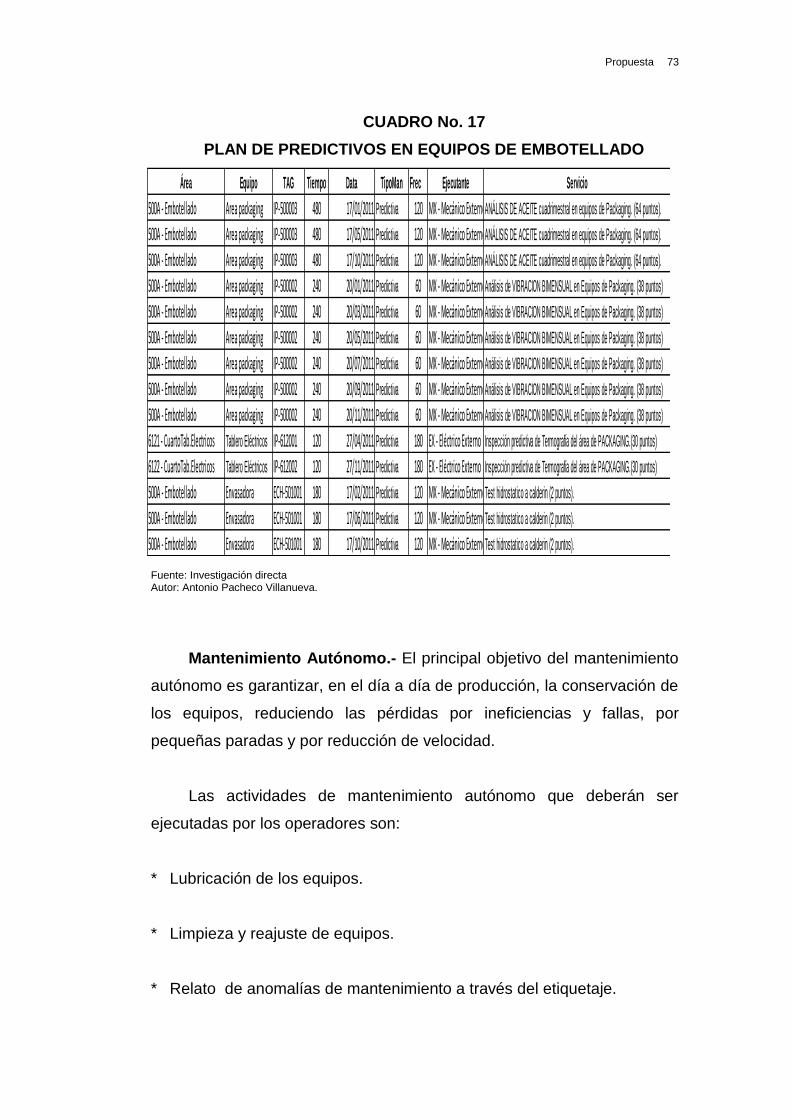
Propuesta 73
CUADRO No. 17
PLAN DE PREDICTIVOS EN EQUIPOS DE EMBOTELLADO
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Mantenimiento Autónomo.- El principal objetivo del mantenimiento
autónomo es garantizar, en el día a día de producción, la conservación de
los equipos, reduciendo las pérdidas por ineficiencias y fallas, por
pequeñas paradas y por reducción de velocidad.
Las actividades de mantenimiento autónomo que deberán ser
ejecutadas por los operadores son:
* Lubricación de los equipos.
* Limpieza y reajuste de equipos.
* Relato de anomalías de mantenimiento a través del etiquetaje.
Área Equipo TAG Tiempo Data TipoMan Frec Ejecutante Servicio
500A - Embotellado Area packaging IP-500003 480 17/01/2011 Predictiva 120 MX - Mecánico ExternoANÁLISIS DE ACEITE cuadrimestral en equipos de Packaging. (64 puntos).
500A - Embotellado Area packaging IP-500003 480 17/05/2011 Predictiva 120 MX - Mecánico ExternoANÁLISIS DE ACEITE cuadrimestral en equipos de Packaging. (64 puntos).
500A - Embotellado Area packaging IP-500003 480 17/10/2011 Predictiva 120 MX - Mecánico ExternoANÁLISIS DE ACEITE cuadrimestral en equipos de Packaging. (64 puntos).
500A - Embotellado Area packaging IP-500002 240 20/01/2011 Predictiva 60 MX - Mecánico ExternoAnálisis de VIBRACION BIMENSUAL en Equipos de Packaging. (38 puntos)
500A - Embotellado Area packaging IP-500002 240 20/03/2011 Predictiva 60 MX - Mecánico ExternoAnálisis de VIBRACION BIMENSUAL en Equipos de Packaging. (38 puntos)
500A - Embotellado Area packaging IP-500002 240 20/05/2011 Predictiva 60 MX - Mecánico ExternoAnálisis de VIBRACION BIMENSUAL en Equipos de Packaging. (38 puntos)
500A - Embotellado Area packaging IP-500002 240 20/07/2011 Predictiva 60 MX - Mecánico ExternoAnálisis de VIBRACION BIMENSUAL en Equipos de Packaging. (38 puntos)
500A - Embotellado Area packaging IP-500002 240 20/09/2011 Predictiva 60 MX - Mecánico ExternoAnálisis de VIBRACION BIMENSUAL en Equipos de Packaging. (38 puntos)
500A - Embotellado Area packaging IP-500002 240 20/11/2011 Predictiva 60 MX - Mecánico ExternoAnálisis de VIBRACION BIMENSUAL en Equipos de Packaging. (38 puntos)
6121 - CuartoTab.Electricos Tablero Eléctricos IP-612001 120 27/04/2011 Predictiva 180 EX - Eléctrico Externo Inspección predictiva de Termografía del área de PACKAGING.(30 puntos)
6122 - CuartoTab.Electricos Tablero Eléctricos IP-612002 120 27/11/2011 Predictiva 180 EX - Eléctrico Externo Inspección predictiva de Termografía del área de PACKAGING.(30 puntos)
500A - Embotellado Envasadora ECH-501001 180 17/02/2011 Predictiva 120 MX - Mecánico ExternoTest hidrostatico a calderin (2 puntos).
500A - Embotellado Envasadora ECH-501001 180 17/06/2011 Predictiva 120 MX - Mecánico ExternoTest hidrostatico a calderin (2 puntos).
500A - Embotellado Envasadora ECH-501001 180 17/10/2011 Predictiva 120 MX - Mecánico ExternoTest hidrostatico a calderin (2 puntos).
Propuesta 74
Lubricación: Mantenimiento planeado, con intervenciones y
recursos programados o no, basado en periodos predeterminados o en
los ciclos de utilización de los equipos.
El siguiente padrón técnico deberá ser aplicado en la elaboración del
plan de lubricación para los equipos que utilizan lubricantes, grasas y
aceite hidráulico.
El plan de lubricación debe ser elaborado por equipos y deben
contener todos los eventos de mantenimiento relacionados a la limpieza y
cambio y/o recarga de lubricante, grasa o aceite hidráulico, definiendo en
lo mínimo, los siguientes requisitos:
Orden de servicio (OS) planeada: En el sistema MP v.9 se deben
registrar las OS como planeada definiendo su periodicidad, primera fecha
de ejecución y periodicidad.
Área, célula, equipo y TAG.
Descripción del evento (servicio): necesidad de servicio a ser
realizado. Ej.: revisión del compresor de amoniaco, revisión de los
pistones de la envasadora, etc.
Procedimiento de ejecución: Describir todas las tareas necesarias
(basadas en las recomendaciones del fabricante, histórico de fallas o
intervenciones) y con las herramientas/equipos de seguridad necesarios
para su ejecución.
Frecuencia: Debe ser establecida en días, para todos los eventos,
en base a las recomendaciones del fabricante, histórico de fallas o
intervenciones. Se puede cambiar la frecuencia de ejecución en base a
resultados obtenidos en los primeros 3 meses.
Propuesta 75
Tiempo previsto de ejecución: Tiempo total de duración de la
ejecución del evento, en minutos.
Recursos humanos: Debe ser definida la cantidad de horas-
hombre necesarias para la ejecución del evento y la cantidad de técnicos
a utilizar en la labor de mantenimiento.
Materiales básicos: Deben ser registradas las especificaciones
técnicas de todas las piezas y materiales necesarios para la realización de
todas las tareas del evento, con la respectiva cantidad, código y costo
unitario.
Número de puntos: Número de puntos a ser lubricados. Cada uno
de estos, debe estar correctamente indicados mediante TAG´s para evitar
pérdidas de tiempo en su búsqueda y aplicación de lubricante. Se
recomienda llevar un plano del equipo.
Condiciones de máquina: Parada (PA) y en funcionamiento (EF);
debe ser especificado en la observación de la orden de servicio ya que
esto quiere decir que el equipo está en plena producción o en su defecto
que el equipo está paralizado por mantenimiento.
Especificación de lubricante: Debe ser definido el lubricante o
aceite hidráulico de acuerdo a la especificación técnica del fabricante. Ej.:
Aceite TR68, grasa SHC 32, etc. Se deben respetar todas las normas que
indica el fabricante en el manual de operación correspondiente. No deben
jamás mezclarse diversos tipos de aceite.
Método de aplicación: Definición del método de aplicación. Ej.:
pistola, brocha, baño de aceite. Debe ser especificado en la descripción
en la observación de la OS.
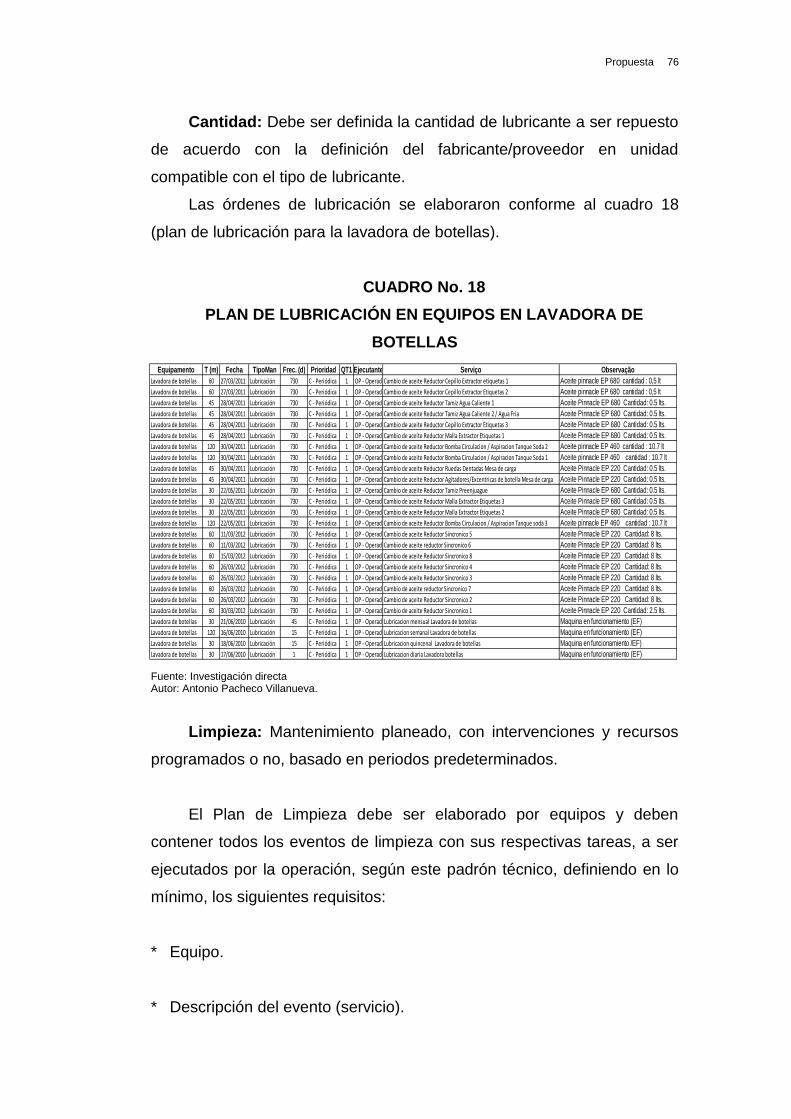
Propuesta 76
Cantidad: Debe ser definida la cantidad de lubricante a ser repuesto
de acuerdo con la definición del fabricante/proveedor en unidad
compatible con el tipo de lubricante.
Las órdenes de lubricación se elaboraron conforme al cuadro 18
(plan de lubricación para la lavadora de botellas).
CUADRO No. 18
PLAN DE LUBRICACIÓN EN EQUIPOS EN LAVADORA DE
BOTELLAS
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Limpieza: Mantenimiento planeado, con intervenciones y recursos
programados o no, basado en periodos predeterminados.
El Plan de Limpieza debe ser elaborado por equipos y deben
contener todos los eventos de limpieza con sus respectivas tareas, a ser
ejecutados por la operación, según este padrón técnico, definiendo en lo
mínimo, los siguientes requisitos:
* Equipo.
* Descripción del evento (servicio).
Equipamento T (m) Fecha TipoMan Frec. (d) Prioridad QT1 Ejecutante Serviço Observação
Lavadora de botellas 60 27/03/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Cepillo Extractor etiquetas 1 Aceite pinnacle EP 680 cantidad : 0,5 lt
Lavadora de botellas 60 27/03/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Cepillo Extractor Etiquetas 2 Aceite pinnacle EP 680 cantidad : 0,5 lt
Lavadora de botellas 45 28/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Tamiz Agua Caliente 1 Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 45 28/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Tamiz Agua Caliente 2 / Agua Fria Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 45 28/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Cepillo Extractor Etiquetas 3 Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 45 28/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Malla Extractor Etiquetas 1 Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 120 30/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Bomba Circulacion / Aspiracion Tanque Soda 2 Aceite pinnacle EP 460 cantidad : 10.7 lt
Lavadora de botellas 120 30/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Bomba Circulacion / Aspiracion Tanque Soda 1 Aceite pinnacle EP 460 cantidad : 10.7 lt
Lavadora de botellas 45 30/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Ruedas Dentadas Mesa de carga Aceite Pinnacle EP 220 Cantidad: 0.5 lts.
Lavadora de botellas 45 30/04/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Agitadores/Excentricas de botella Mesa de carga Aceite Pinnacle EP 220 Cantidad: 0.5 lts.
Lavadora de botellas 30 22/05/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Tamiz Preenjuague Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 30 22/05/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Malla Extractor Etiquetas 3 Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 30 22/05/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Malla Extractor Etiquetas 2 Aceite Pinnacle EP 680 Cantidad: 0.5 lts.
Lavadora de botellas 120 22/05/2011 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Bomba Circulacion / Aspiracion Tanque soda 3 Aceite pinnacle EP 460 cantidad : 10.7 lt
Lavadora de botellas 60 11/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Sincronico 5 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 11/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite reductor Sincronico 6 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 15/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Sincronico 8 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 26/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Sincronico 4 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 26/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Sincronico 3 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 26/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite reductor Sincronico 7 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 26/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Sincronico 2 Aceite Pinnacle EP 220 Cantidad: 8 lts.
Lavadora de botellas 60 30/03/2012 Lubricación 730 C - Periódica 1 OP - OperadorCambio de aceite Reductor Sincronico 1 Aceite Pinnacle EP 220 Cantidad: 2.5 lts.
Lavadora de botellas 30 21/06/2010 Lubricación 45 C - Periódica 1 OP - OperadorLubricacion mensual Lavadora de botellas Maquina en funcionamiento (EF)
Lavadora de botellas 120 16/06/2010 Lubricación 15 C - Periódica 1 OP - OperadorLubricacion semanal Lavadora de botellas Maquina en funcionamiento (EF)
Lavadora de botellas 30 18/06/2010 Lubricación 15 C - Periódica 1 OP - OperadorLubricacion quincenal Lavadora de botellas Maquina en funcionamiento /EF)
Lavadora de botellas 30 17/06/2010 Lubricación 1 C - Periódica 1 OP - OperadorLubricacion diaria Lavadora botellas Maquina en funcionamiento (EF)
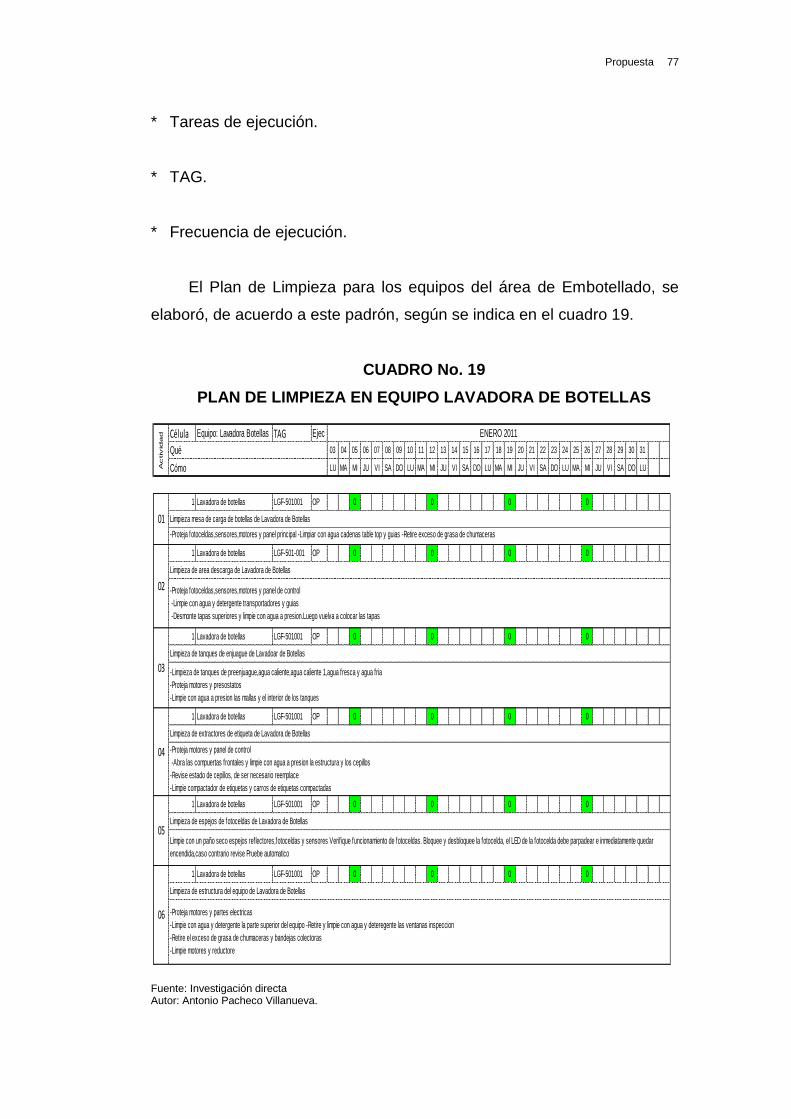
Propuesta 77
* Tareas de ejecución.
* TAG.
* Frecuencia de ejecución.
El Plan de Limpieza para los equipos del área de Embotellado, se
elaboró, de acuerdo a este padrón, según se indica en el cuadro 19.
CUADRO No. 19
PLAN DE LIMPIEZA EN EQUIPO LAVADORA DE BOTELLAS
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Célula Equipo: Lavadora Botellas TAG Ejec
Qué 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Cómo LU MA MI JU VI SA DO LU MA MI JU VI SA DO LU MA MI JU VI SA DO LU MA MI JU VI SA DO LU
1 Lavadora de botellas LGF-501001 OP 0 0 0 0
1 Lavadora de botellas LGF-501-001 OP 0 0 0 0
1 Lavadora de botellas LGF-501001 OP 0 0 0 0
1 Lavadora de botellas LGF-501001 OP 0 0 0 0
1 Lavadora de botellas LGF-501001 OP 0 0 0 0
1 Lavadora de botellas LGF-501001 OP 0 0 0 0
Activ
idad ENERO 2011
04
Limpieza de extractores de etiqueta de Lavadora de Botellas
-Proteja motores y panel de control
-Abra las compuertas frontales y limpie con agua a presion la estructura y los cepillos
-Revise estado de cepillos, de ser necesario reemplace
-Limpie compactador de etiquetas y carros de etiquetas compactadas
01 Limpieza mesa de carga de botellas de Lavadora de Botellas
-Proteja fotoceldas,sensores,motores y panel principal -Limpiar con agua cadenas table top y guias -Retire exceso de grasa de chumaceras
02
Limpieza de area descarga de Lavadora de Botellas
-Proteja fotoceldas,sensores,motores y panel de control
-Limpie con agua y detergente transportadores y guias
-Desmonte tapas superiores y limpie con agua a presion.Luego vuelva a colocar las tapas
03Limpieza de tanques de enjuague de Lavadoar de Botellas
-Limpieza de tanques de preenjuague,agua caliente,agua caliente 1,agua fresca y agua fria
-Proteja motores y presostatos
-Limpie con agua a presion las mallas y el interior de los tanques
05Limpieza de espejos de fotoceldas de Lavadora de Botellas
Limpie con un paño seco espejos reflectores,fotoceldas y sensores Verif ique funcionamiento de fotoceldas. Bloquee y desbloquee la fotocelda, el LED de la fotocelda debe parpadear e inmediatamente quedar
encendida,caso contrario revise Pruebe automatico
06
Limpieza de estructura del equipo de Lavadora de Botellas
-Proteja motores y partes electricas
-Limpie con agua y detergente la parte superior del equipo -Retire y limpie con agua y deteregente las ventanas inspeccion
-Retire el exceso de grasa de chumaceras y bandejas colectoras
-Limpie motores y reductore
Propuesta 78
4.1.1.3.2. Equipos con criticidad Clase B.
Mantenimiento Periódico: Planeamiento a través del análisis
beneficio-costo en los equipos de control de polución y prevención de
accidentes.
Inspecciones de ruta: Planeamiento obligatorio, de acuerdo al
padrón técnico, que trata de las inspecciones de ruta (igual al de Clase A).
Inspecciones predictivas: Planeamiento conforme al padrón
técnico, que trata de las inspecciones predictivas (igual al de Clase A).
Mantenimiento Autónomo: Planeamiento conforme al padrón
técnico de mantenimiento autónomo (igual al de Clase A).
Lubricación: Planeamiento obligatorio según el padrón técnico que
trata del plan de lubricación (igual al de Clase A).
Limpieza: mantenimiento planeado, con intervenciones y recursos
programados o no, basados en periodos predeterminados según el
padrón técnico que trata del plan de limpieza (igual al de Clase A).
4.1.1.3.3. Equipos con criticidad Clase C.
Mantenimiento Periódico: Planeamiento a través del análisis
beneficio-costo en los equipos de control de polución y prevención de
accidentes.
Inspecciones de ruta: Planeamiento obligatorio, de acuerdo al
padrón técnico, que trata de las inspecciones de ruta (igual al de Clase A).
Inspecciones predictivas: Planeamiento conforme al padrón
técnico, que trata de las inspecciones predictivas (igual al de Clase A).
Propuesta 79
Mantenimiento Autónomo: Planeamiento conforme al padrón
técnico de mantenimiento autónomo (igual al de Clase A).
Lubricación: Planeamiento obligatorio según el padrón técnico que
trata del plan de lubricación (igual al de Clase A).
Limpieza: Mantenimiento planeado, con intervenciones y recursos
programados o no, basados en periodos predeterminados según el
padrón técnico que trata del plan de limpieza (igual al de Clase A).
En esta alternativa se plantea adquirir el software de mantenimiento
MP versión 9, con todos los módulos de mantenimiento existentes en la
actualidad (mantenimiento correctivo, preventivo, predictivo, lubricación y
limpieza, índices de mantenimiento, índices de control de calidad, etc.) y
que son necesarios para llevar a cabo el registro de información
proveniente de las actividades de mantenimiento y poder efectuar
retroalimentación que servirá para actualizar y mejorar dichos planes de
mantenimiento.
Adicionalmente, se deberán adquirir equipos de computación y
periféricos para administrar este programa para su futura implementación.
Los principales usuarios serán: los planificadores de mantenimiento
(nuevos funcionarios), supervisores de mantenimiento, los técnicos de
mantenimiento y los operarios.
Para que este programa funcione a futuro en un sistema informático,
inicialmente se deberá efectuar las instalaciones de red en los sitios de
trabajos de los funcionarios indicados en el párrafo anterior, para que
tengan acceso inmediato.
Además del mobiliario para ubicar todos estos equipos de
computación se deberá alimentar al programa con toda la información que
se indicó en los numerales anteriores (estrategias de mantenimiento).
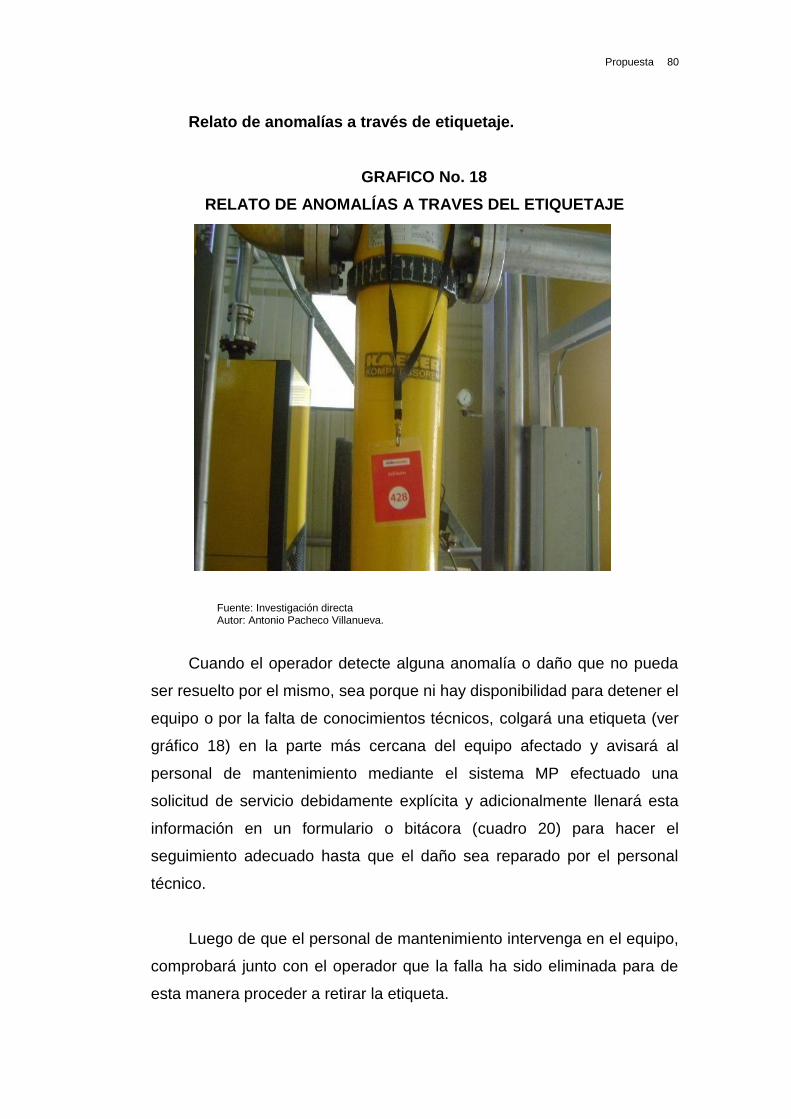
Propuesta 80
Relato de anomalías a través de etiquetaje.
GRAFICO No. 18
RELATO DE ANOMALÍAS A TRAVES DEL ETIQUETAJE
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Cuando el operador detecte alguna anomalía o daño que no pueda
ser resuelto por el mismo, sea porque ni hay disponibilidad para detener el
equipo o por la falta de conocimientos técnicos, colgará una etiqueta (ver
gráfico 18) en la parte más cercana del equipo afectado y avisará al
personal de mantenimiento mediante el sistema MP efectuado una
solicitud de servicio debidamente explícita y adicionalmente llenará esta
información en un formulario o bitácora (cuadro 20) para hacer el
seguimiento adecuado hasta que el daño sea reparado por el personal
técnico.
Luego de que el personal de mantenimiento intervenga en el equipo,
comprobará junto con el operador que la falla ha sido eliminada para de
esta manera proceder a retirar la etiqueta.
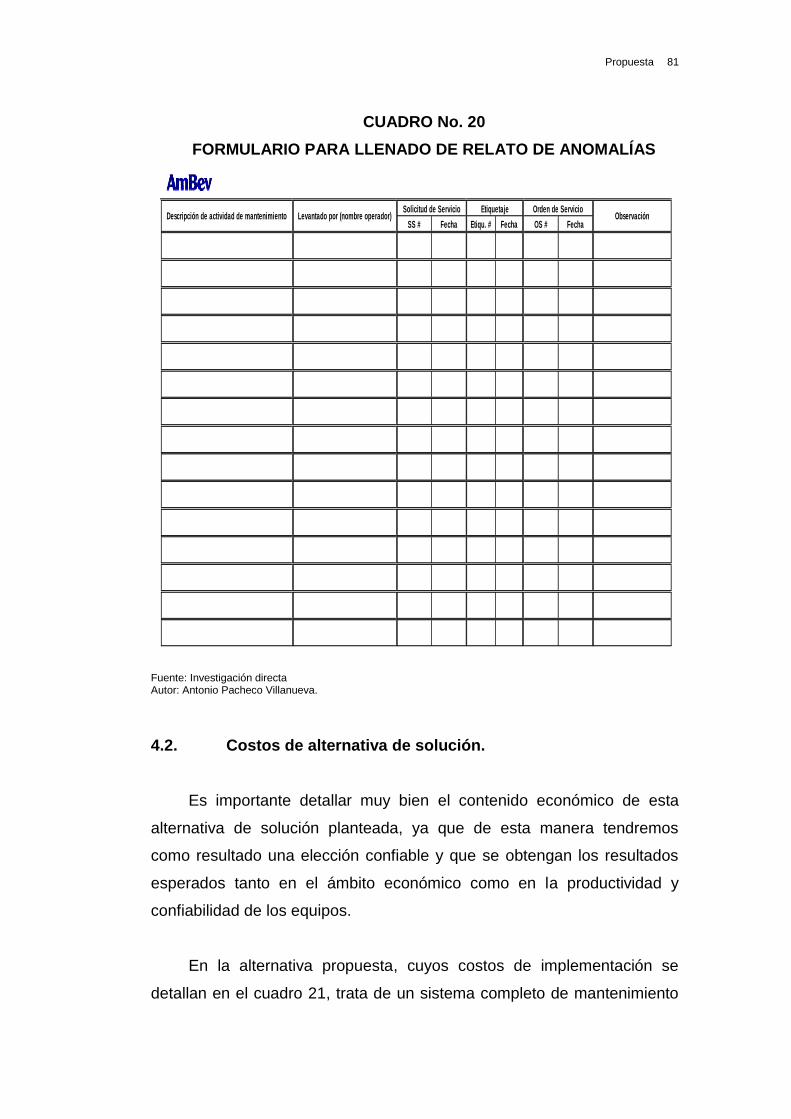
Propuesta 81
CUADRO No. 20
FORMULARIO PARA LLENADO DE RELATO DE ANOMALÍAS
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
4.2. Costos de alternativa de solución.
Es importante detallar muy bien el contenido económico de esta
alternativa de solución planteada, ya que de esta manera tendremos
como resultado una elección confiable y que se obtengan los resultados
esperados tanto en el ámbito económico como en la productividad y
confiabilidad de los equipos.
En la alternativa propuesta, cuyos costos de implementación se
detallan en el cuadro 21, trata de un sistema completo de mantenimiento
SS # Fecha Etiqu. # Fecha OS # FechaObservaciónDescripción de actividad de mantenimiento Levantado por (nombre operador)
Solicitud de Servicio Etiquetaje Orden de Servicio
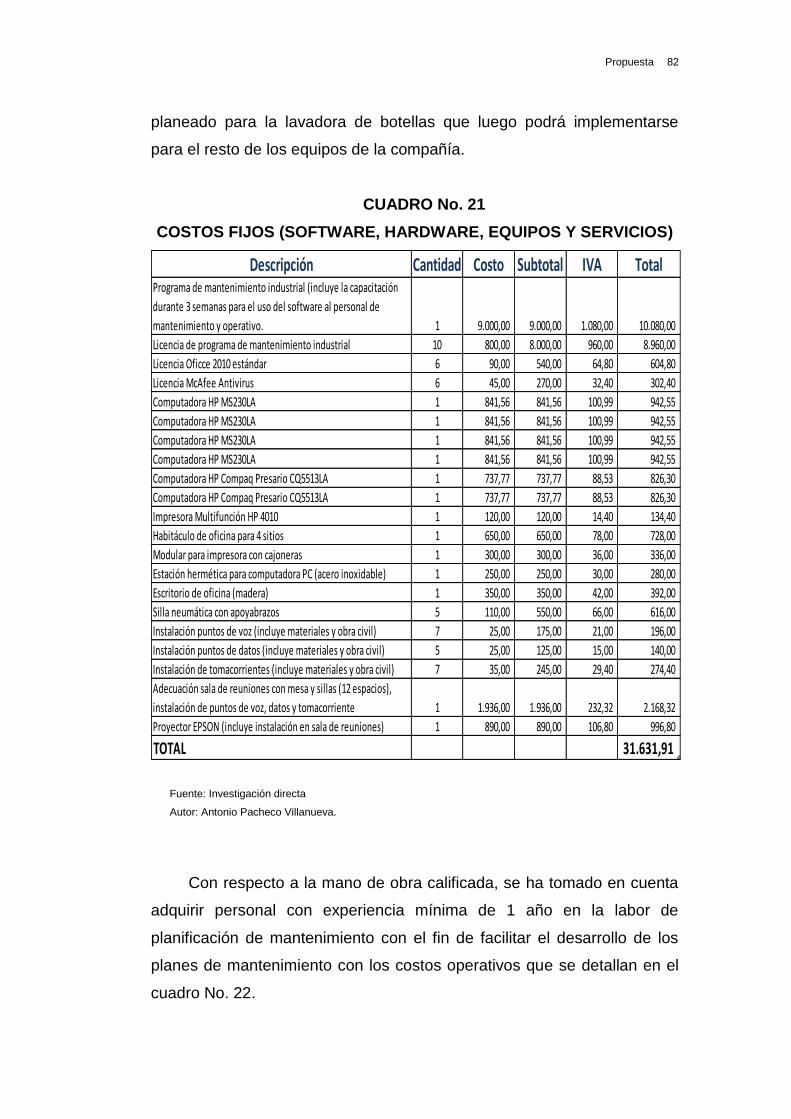
Propuesta 82
planeado para la lavadora de botellas que luego podrá implementarse
para el resto de los equipos de la compañía.
CUADRO No. 21
COSTOS FIJOS (SOFTWARE, HARDWARE, EQUIPOS Y SERVICIOS)
Descripción Cantidad Costo Subtotal IVA TotalPrograma de mantenimiento industrial (incluye la capacitación
durante 3 semanas para el uso del software al personal de
mantenimiento y operativo. 1 9.000,00 9.000,00 1.080,00 10.080,00
Licencia de programa de mantenimiento industrial 10 800,00 8.000,00 960,00 8.960,00
Licencia Oficce 2010 estándar 6 90,00 540,00 64,80 604,80
Licencia McAfee Antivirus 6 45,00 270,00 32,40 302,40
Computadora HP MS230LA 1 841,56 841,56 100,99 942,55
Computadora HP MS230LA 1 841,56 841,56 100,99 942,55
Computadora HP MS230LA 1 841,56 841,56 100,99 942,55
Computadora HP MS230LA 1 841,56 841,56 100,99 942,55
Computadora HP Compaq Presario CQ5513LA 1 737,77 737,77 88,53 826,30
Computadora HP Compaq Presario CQ5513LA 1 737,77 737,77 88,53 826,30
Impresora Multifunción HP 4010 1 120,00 120,00 14,40 134,40
Habitáculo de oficina para 4 sitios 1 650,00 650,00 78,00 728,00
Modular para impresora con cajoneras 1 300,00 300,00 36,00 336,00
Estación hermética para computadora PC (acero inoxidable) 1 250,00 250,00 30,00 280,00
Escritorio de oficina (madera) 1 350,00 350,00 42,00 392,00
Silla neumática con apoyabrazos 5 110,00 550,00 66,00 616,00
Instalación puntos de voz (incluye materiales y obra civil) 7 25,00 175,00 21,00 196,00
Instalación puntos de datos (incluye materiales y obra civil) 5 25,00 125,00 15,00 140,00
Instalación de tomacorrientes (incluye materiales y obra civil) 7 35,00 245,00 29,40 274,40
Adecuación sala de reuniones con mesa y sillas (12 espacios),
instalación de puntos de voz, datos y tomacorriente 1 1.936,00 1.936,00 232,32 2.168,32
Proyector EPSON (incluye instalación en sala de reuniones) 1 890,00 890,00 106,80 996,80
TOTAL 31.631,91
Fuente: Investigación directa
Autor: Antonio Pacheco Villanueva.
Con respecto a la mano de obra calificada, se ha tomado en cuenta
adquirir personal con experiencia mínima de 1 año en la labor de
planificación de mantenimiento con el fin de facilitar el desarrollo de los
planes de mantenimiento con los costos operativos que se detallan en el
cuadro No. 22.
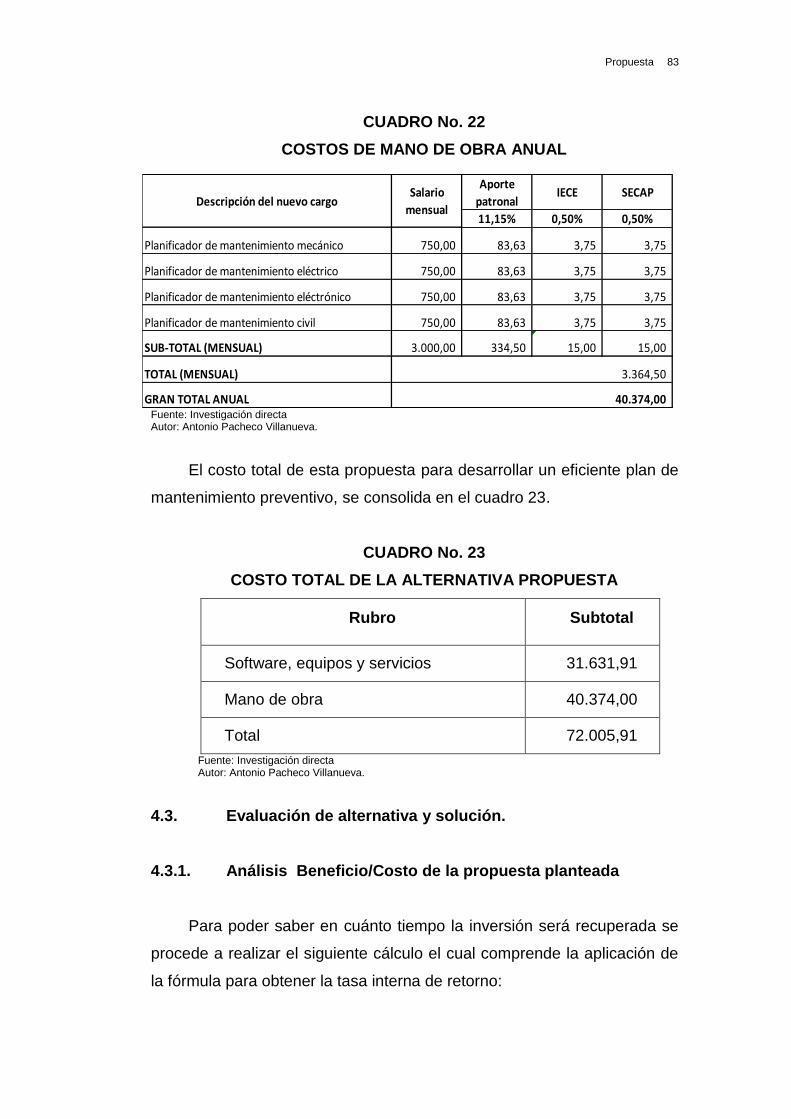
Propuesta 83
CUADRO No. 22
COSTOS DE MANO DE OBRA ANUAL
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
El costo total de esta propuesta para desarrollar un eficiente plan de
mantenimiento preventivo, se consolida en el cuadro 23.
CUADRO No. 23
COSTO TOTAL DE LA ALTERNATIVA PROPUESTA
Rubro Subtotal
Software, equipos y servicios 31.631,91
Mano de obra 40.374,00
Total 72.005,91
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
4.3. Evaluación de alternativa y solución.
4.3.1. Análisis Beneficio/Costo de la propuesta planteada
Para poder saber en cuánto tiempo la inversión será recuperada se
procede a realizar el siguiente cálculo el cual comprende la aplicación de
la fórmula para obtener la tasa interna de retorno:
Aporte
patronalIECE SECAP
11,15% 0,50% 0,50%
Planificador de mantenimiento mecánico 750,00 83,63 3,75 3,75
Planificador de mantenimiento eléctrico 750,00 83,63 3,75 3,75
Planificador de mantenimiento eléctrónico 750,00 83,63 3,75 3,75
Planificador de mantenimiento civil 750,00 83,63 3,75 3,75
SUB-TOTAL (MENSUAL) 3.000,00 334,50 15,00 15,00
TOTAL (MENSUAL)
GRAN TOTAL ANUAL
Descripción del nuevo cargoSalario
mensual
3.364,50
40.374,00

Propuesta 84
Costo de la pérdida anual………… $ 163.047,26
Costo de la perdida mensual……... $ 13.587,28
Costo de inversión………………..…$ 72.005,91
De la ecuación:
En donde:
P= Valor presente a invertir
F= Valor futuro a obtener
I = tasa de interés
n= número de periodos anuales
2,26 = 1 + i i = 1,26 anual i = 0,105 mensual
Con la siguiente ecuación se procede a obtener el valor futuro, para
obtener el periodo de recuperación de la inversión (cuadro 24):
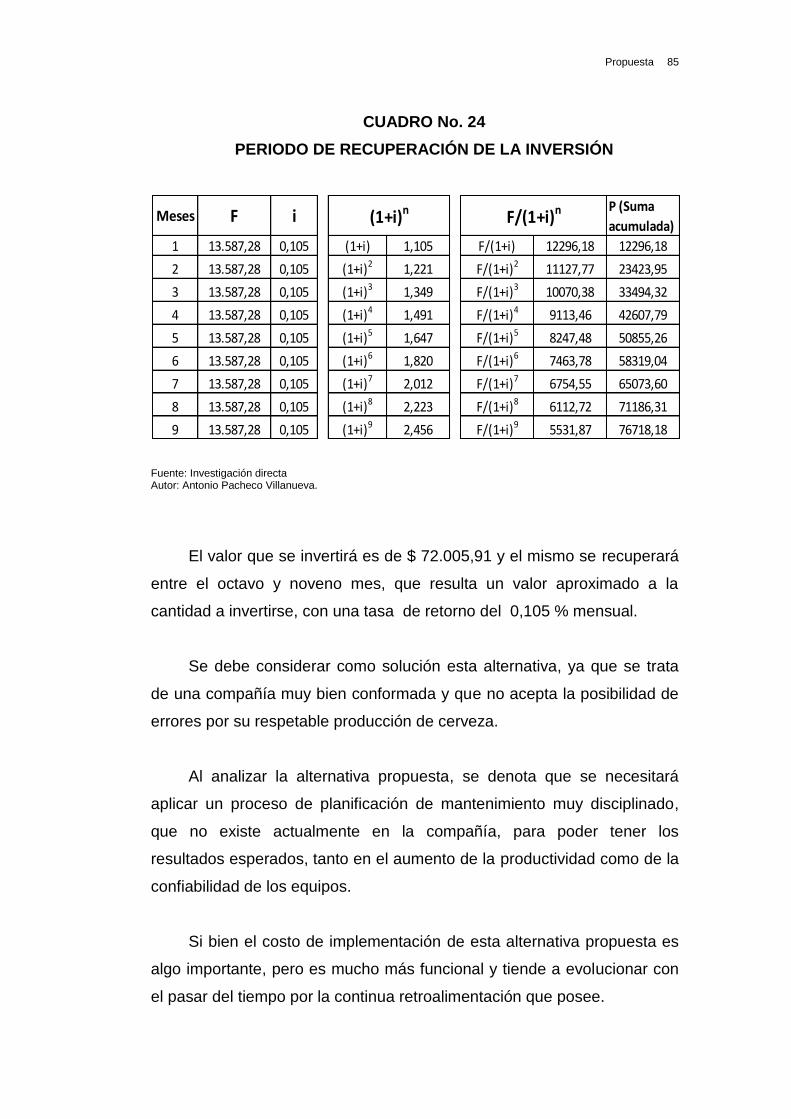
Propuesta 85
CUADRO No. 24
PERIODO DE RECUPERACIÓN DE LA INVERSIÓN
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
El valor que se invertirá es de $ 72.005,91 y el mismo se recuperará
entre el octavo y noveno mes, que resulta un valor aproximado a la
cantidad a invertirse, con una tasa de retorno del 0,105 % mensual.
Se debe considerar como solución esta alternativa, ya que se trata
de una compañía muy bien conformada y que no acepta la posibilidad de
errores por su respetable producción de cerveza.
Al analizar la alternativa propuesta, se denota que se necesitará
aplicar un proceso de planificación de mantenimiento muy disciplinado,
que no existe actualmente en la compañía, para poder tener los
resultados esperados, tanto en el aumento de la productividad como de la
confiabilidad de los equipos.
Si bien el costo de implementación de esta alternativa propuesta es
algo importante, pero es mucho más funcional y tiende a evolucionar con
el pasar del tiempo por la continua retroalimentación que posee.
Meses F iP (Suma
acumulada)
1 13.587,28 0,105 (1+i) 1,105 F/(1+i) 12296,18 12296,18
2 13.587,28 0,105 (1+i)2 1,221 F/(1+i)2 11127,77 23423,95
3 13.587,28 0,105 (1+i)3 1,349 F/(1+i)3 10070,38 33494,32
4 13.587,28 0,105 (1+i)4 1,491 F/(1+i)4 9113,46 42607,79
5 13.587,28 0,105 (1+i)5 1,647 F/(1+i)5 8247,48 50855,26
6 13.587,28 0,105 (1+i)6 1,820 F/(1+i)6 7463,78 58319,04
7 13.587,28 0,105 (1+i)7 2,012 F/(1+i)7 6754,55 65073,60
8 13.587,28 0,105 (1+i)8 2,223 F/(1+i)8 6112,72 71186,31
9 13.587,28 0,105 (1+i)9 2,456 F/(1+i)9 5531,87 76718,18
(1+i)n F/(1+i)n
Propuesta 86
Por tal razón, es menester tomar la alternativa propuesta ya que
asimismo generará una nueva cultura de mantenimiento, empezando por
la lavadora de botellas y luego podrán desplegarse por toda la compañía,
el mantenimiento productivo total.
CAPITULO V
EVALUACIÓN ECONÓMICA Y FINANCIERA
5.1. Plan de inversión y financiamiento.
Las Inversiones del Proyecto, son todos los gastos que se efectúan
en unidad de tiempo para la adquisición de determinados Factores o
medios productivos, los cuales permiten implementar una unidad de
producción que a través del tiempo genera Flujo de beneficios.
Asimismo es una parte del ingreso disponible que se destina a la
compra de bienes y/o servicios con la finalidad de incrementar el
patrimonio de la Empresa.
Los costos para el desarrollo de la propuesta planteada que se
detalló en el capítulo anterior, están diseñados para ser ejecutado en el
primer trimestre del año 2011.
Todo esto con el fin de lograr elevar la eficiencia y confiabilidad del
equipo y recuperar la inversión rápidamente. El monto de la inversión total
de la propuesta, se estima en $72.005,91. Ahora se procederá a efectuar
un préstamo bancario solamente por la inversión fija, que es de
$31.631,91 (cuadro 20).
Los datos para el financiamiento son los siguientes:
P= préstamo=$31.631,91
I= interés=9,45%
M=meses=36
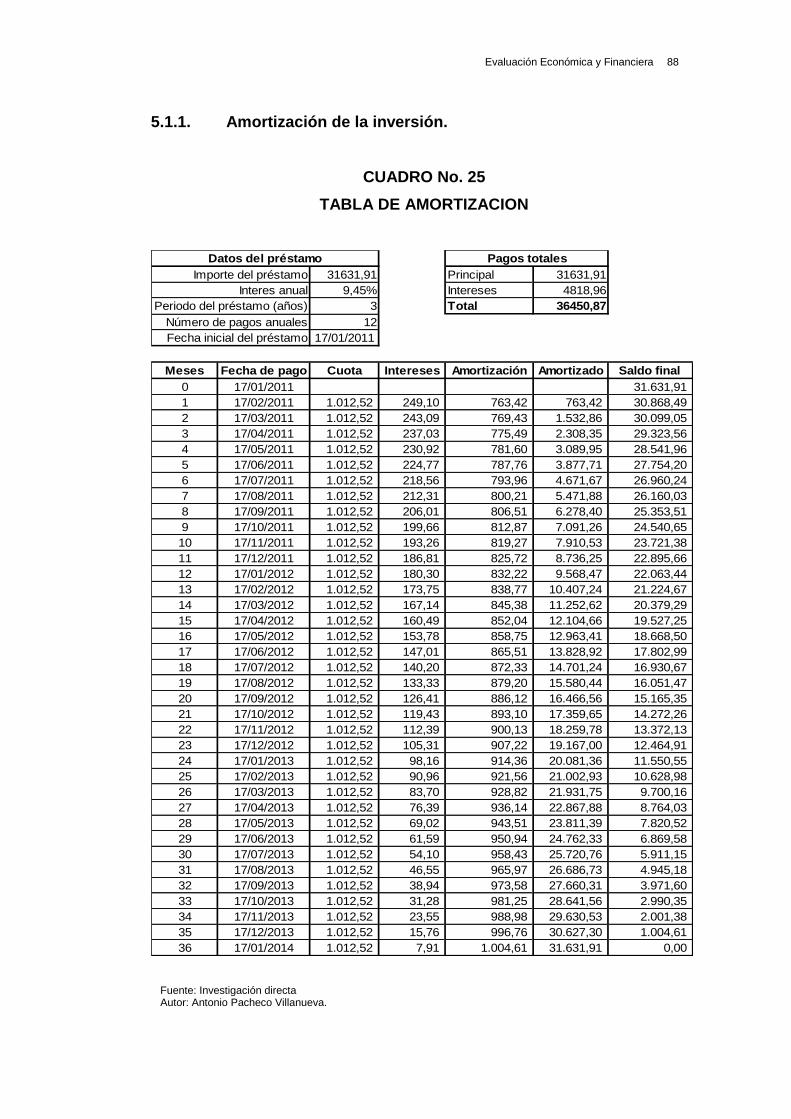
Evaluación Económica y Financiera 88
5.1.1. Amortización de la inversión.
CUADRO No. 25
TABLA DE AMORTIZACION
31631,91 Principal 31631,91
9,45% Intereses 4818,96
3 Total 36450,87
12
17/01/2011
Meses Fecha de pago Cuota Intereses Amortización Amortizado Saldo final
0 17/01/2011 31.631,91
1 17/02/2011 1.012,52 249,10 763,42 763,42 30.868,49
2 17/03/2011 1.012,52 243,09 769,43 1.532,86 30.099,05
3 17/04/2011 1.012,52 237,03 775,49 2.308,35 29.323,56
4 17/05/2011 1.012,52 230,92 781,60 3.089,95 28.541,96
5 17/06/2011 1.012,52 224,77 787,76 3.877,71 27.754,20
6 17/07/2011 1.012,52 218,56 793,96 4.671,67 26.960,24
7 17/08/2011 1.012,52 212,31 800,21 5.471,88 26.160,03
8 17/09/2011 1.012,52 206,01 806,51 6.278,40 25.353,51
9 17/10/2011 1.012,52 199,66 812,87 7.091,26 24.540,65
10 17/11/2011 1.012,52 193,26 819,27 7.910,53 23.721,38
11 17/12/2011 1.012,52 186,81 825,72 8.736,25 22.895,66
12 17/01/2012 1.012,52 180,30 832,22 9.568,47 22.063,44
13 17/02/2012 1.012,52 173,75 838,77 10.407,24 21.224,67
14 17/03/2012 1.012,52 167,14 845,38 11.252,62 20.379,29
15 17/04/2012 1.012,52 160,49 852,04 12.104,66 19.527,25
16 17/05/2012 1.012,52 153,78 858,75 12.963,41 18.668,50
17 17/06/2012 1.012,52 147,01 865,51 13.828,92 17.802,99
18 17/07/2012 1.012,52 140,20 872,33 14.701,24 16.930,67
19 17/08/2012 1.012,52 133,33 879,20 15.580,44 16.051,47
20 17/09/2012 1.012,52 126,41 886,12 16.466,56 15.165,35
21 17/10/2012 1.012,52 119,43 893,10 17.359,65 14.272,26
22 17/11/2012 1.012,52 112,39 900,13 18.259,78 13.372,13
23 17/12/2012 1.012,52 105,31 907,22 19.167,00 12.464,91
24 17/01/2013 1.012,52 98,16 914,36 20.081,36 11.550,55
25 17/02/2013 1.012,52 90,96 921,56 21.002,93 10.628,98
26 17/03/2013 1.012,52 83,70 928,82 21.931,75 9.700,16
27 17/04/2013 1.012,52 76,39 936,14 22.867,88 8.764,03
28 17/05/2013 1.012,52 69,02 943,51 23.811,39 7.820,52
29 17/06/2013 1.012,52 61,59 950,94 24.762,33 6.869,58
30 17/07/2013 1.012,52 54,10 958,43 25.720,76 5.911,15
31 17/08/2013 1.012,52 46,55 965,97 26.686,73 4.945,18
32 17/09/2013 1.012,52 38,94 973,58 27.660,31 3.971,60
33 17/10/2013 1.012,52 31,28 981,25 28.641,56 2.990,35
34 17/11/2013 1.012,52 23,55 988,98 29.630,53 2.001,38
35 17/12/2013 1.012,52 15,76 996,76 30.627,30 1.004,61
36 17/01/2014 1.012,52 7,91 1.004,61 31.631,91 0,00
Fecha inicial del préstamo
Datos del préstamo Pagos totales
Importe del préstamo
Interes anual
Periodo del préstamo (años)
Número de pagos anuales
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Evaluación Económica y Financiera 89
Con los datos del financiamiento para el préstamo, se generó la
amortización del mismo, según se indica en el cuadro 25.
La fórmula para calcular la amortización es la siguiente:
El monto total a cancelar por la inversión de la compra de los
equipos y software, en un periodo de 3 años es de $ 36.450,87. Se toma
un interés anual del 9,45% (según los datos del mes de noviembre 2010
en la Corporación Financiera Nacional).
5.1.2. Flujo de caja.
En el flujo de caja (cuadro 26) se relacionan los ingresos y los costos
de la inversión que se efectuaría, y para conseguir esto se necesitó la
ayuda del Departamento de Ingeniería para determinar los valores que
sirvan para este análisis así también como del Departamento de
Producción con las últimas estadísticas.
Los ingresos a recuperar se obtienen del Capítulo III, numeral 3,2
que corresponde a la determinación del impacto económico del problema,
en donde se calculó un monto de $79.125,88 por concepto de las
pérdidas anuales resultantes de los problemas identificados en la
presente investigación.
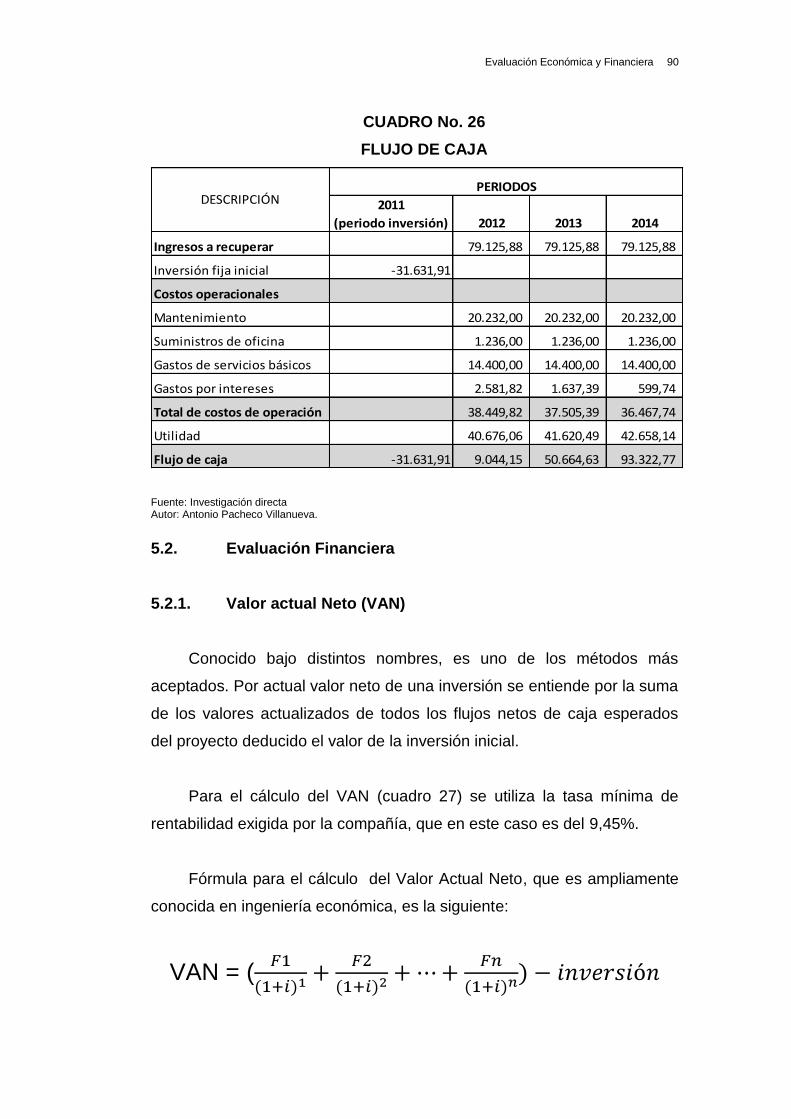
Evaluación Económica y Financiera 90
CUADRO No. 26
FLUJO DE CAJA
2011
(periodo inversión) 2012 2013 2014
Ingresos a recuperar 79.125,88 79.125,88 79.125,88
Inversión fija inicial -31.631,91
Costos operacionales
Mantenimiento 20.232,00 20.232,00 20.232,00
Suministros de oficina 1.236,00 1.236,00 1.236,00
Gastos de servicios básicos 14.400,00 14.400,00 14.400,00
Gastos por intereses 2.581,82 1.637,39 599,74
Total de costos de operación 38.449,82 37.505,39 36.467,74
Utilidad 40.676,06 41.620,49 42.658,14
Flujo de caja -31.631,91 9.044,15 50.664,63 93.322,77
DESCRIPCIÓNPERIODOS
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
5.2. Evaluación Financiera
5.2.1. Valor actual Neto (VAN)
Conocido bajo distintos nombres, es uno de los métodos más
aceptados. Por actual valor neto de una inversión se entiende por la suma
de los valores actualizados de todos los flujos netos de caja esperados
del proyecto deducido el valor de la inversión inicial.
Para el cálculo del VAN (cuadro 27) se utiliza la tasa mínima de
rentabilidad exigida por la compañía, que en este caso es del 9,45%.
Fórmula para el cálculo del Valor Actual Neto, que es ampliamente
conocida en ingeniería económica, es la siguiente:
VAN = (
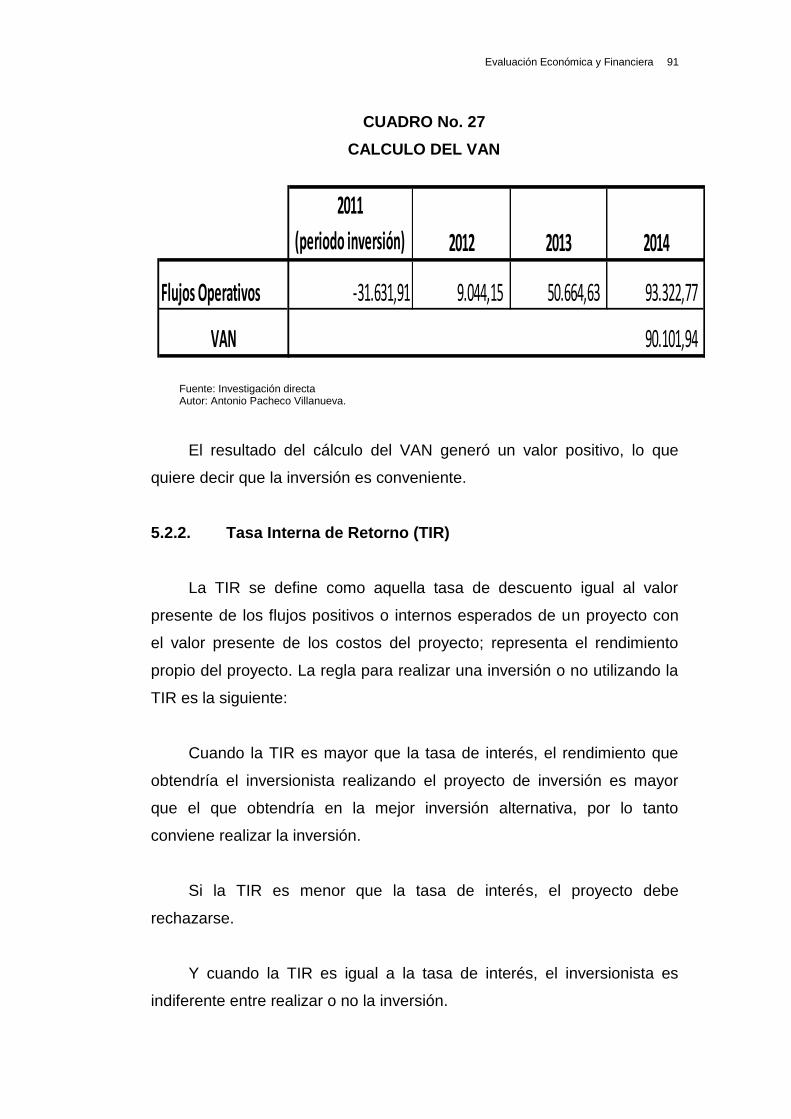
Evaluación Económica y Financiera 91
CUADRO No. 27
CALCULO DEL VAN
2011
(periodo inversión) 2012 2013 2014
Flujos Operativos -31.631,91 9.044,15 50.664,63 93.322,77
VAN 90.101,94
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
El resultado del cálculo del VAN generó un valor positivo, lo que
quiere decir que la inversión es conveniente.
5.2.2. Tasa Interna de Retorno (TIR)
La TIR se define como aquella tasa de descuento igual al valor
presente de los flujos positivos o internos esperados de un proyecto con
el valor presente de los costos del proyecto; representa el rendimiento
propio del proyecto. La regla para realizar una inversión o no utilizando la
TIR es la siguiente:
Cuando la TIR es mayor que la tasa de interés, el rendimiento que
obtendría el inversionista realizando el proyecto de inversión es mayor
que el que obtendría en la mejor inversión alternativa, por lo tanto
conviene realizar la inversión.
Si la TIR es menor que la tasa de interés, el proyecto debe
rechazarse.
Y cuando la TIR es igual a la tasa de interés, el inversionista es
indiferente entre realizar o no la inversión.
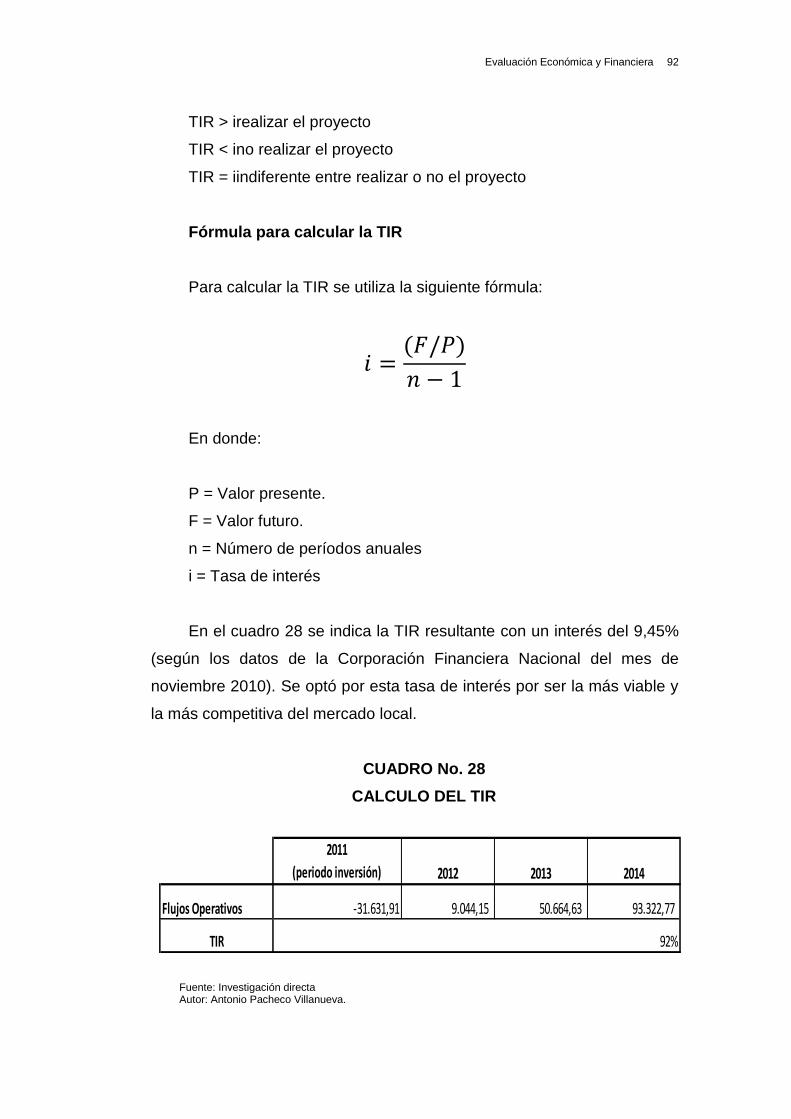
Evaluación Económica y Financiera 92
TIR > i realizar el proyecto
TIR < i no realizar el proyecto
TIR = i indiferente entre realizar o no el proyecto
Fórmula para calcular la TIR
Para calcular la TIR se utiliza la siguiente fórmula:
En donde:
P = Valor presente.
F = Valor futuro.
n = Número de períodos anuales
i = Tasa de interés
En el cuadro 28 se indica la TIR resultante con un interés del 9,45%
(según los datos de la Corporación Financiera Nacional del mes de
noviembre 2010). Se optó por esta tasa de interés por ser la más viable y
la más competitiva del mercado local.
CUADRO No. 28
CALCULO DEL TIR
2011
(periodo inversión) 2012 2013 2014
Flujos Operativos -31.631,91 9.044,15 50.664,63 93.322,77
TIR 92%
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
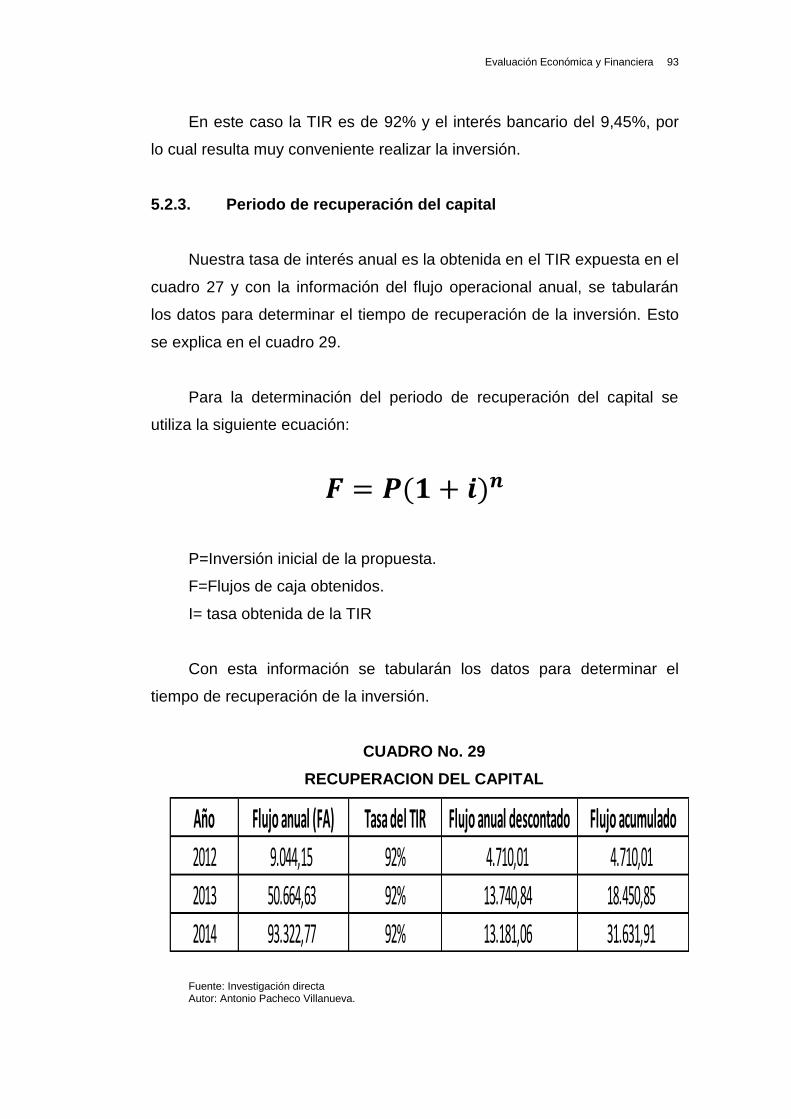
Evaluación Económica y Financiera 93
En este caso la TIR es de 92% y el interés bancario del 9,45%, por
lo cual resulta muy conveniente realizar la inversión.
5.2.3. Periodo de recuperación del capital
Nuestra tasa de interés anual es la obtenida en el TIR expuesta en el
cuadro 27 y con la información del flujo operacional anual, se tabularán
los datos para determinar el tiempo de recuperación de la inversión. Esto
se explica en el cuadro 29.
Para la determinación del periodo de recuperación del capital se
utiliza la siguiente ecuación:
P=Inversión inicial de la propuesta.
F=Flujos de caja obtenidos.
I= tasa obtenida de la TIR
Con esta información se tabularán los datos para determinar el
tiempo de recuperación de la inversión.
CUADRO No. 29
RECUPERACION DEL CAPITAL
Año Flujo anual (FA) Tasa del TIR Flujo anual descontado Flujo acumulado
2012 9.044,15 92% 4.710,01 4.710,01
2013 50.664,63 92% 13.740,84 18.450,85
2014 93.322,77 92% 13.181,06 31.631,91
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Evaluación Económica y Financiera 94
La recuperación del capital se la obtendrá en el tercer año, una vez
implementada la implementación del desarrollo.
5.2.4. Coeficiente Beneficio/Costo
Para determinar el índice de factibilidad de la propuesta planteada,
es necesario confrontar el beneficio a recibir frente al costo de la
propuesta. El resultado será importante para conocer la viabilidad del
proyecto.
Para ello el valor a tomar como Beneficio es el VAN proyectado a
tres años, ya que ese es el tiempo que se estima se desarrollará
totalmente el plan de mantenimiento planeado.
El valor de los costos en que se incurrirán con el desarrollo de este
plan, será básicamente la inversión inicial de $ 31.631,91.
Aplicando la fórmula de factibilidad de la propuesta, se detalla lo
siguiente:
Entonces, el coeficiente beneficio/costo de la propuesta de solución
será 2,85. Lo que significa que por cada dólar de inversión en el proyecto
de la empresa se obtendrá como beneficio $2,85 dando evidentemente
como resultado un retorno de dinero positivo y mayor a 1.
CAPITULO VI
PROGRAMACION PARA PUESTA EN MARCHA
6.1. Planificación y Cronograma de implementación
Aquí se debe decidir cómo se va a ejecutar el proyecto, lo que
constituye la estrategia. Un acuerdo sobre la estrategia implica determinar
todo lo que hace falta para llevarlo a cabo, definir los diferentes grupos o
personas y las responsabilidades que cada uno va a tener en el proyecto.
Estos grupos y personas con distintas funciones en el proyecto se
denominan ejecutores. Un plan de trabajo es una descripción de las
actividades necesarias clasificadas en fases, con una indicación
aproximada de su agenda:
* Colocar las tareas en el orden en que se deben emprender.
* Exponer la distribución de responsabilidades a los ejecutantes.
* Marcar la agenda para cada actividad.
En el cuadro 30 se expone la planificación y responsabilidades de la
ejecución del mantenimiento planeado para llevar a cabo el proyecto. Es
importante sujetarse al programa para evitar demoras en cuanto al tiempo
de implementación.
La notación RACI para entender este cuadro es la siguiente:
R=Responsable por su ejecución.
A=Responsable por la gerencia.
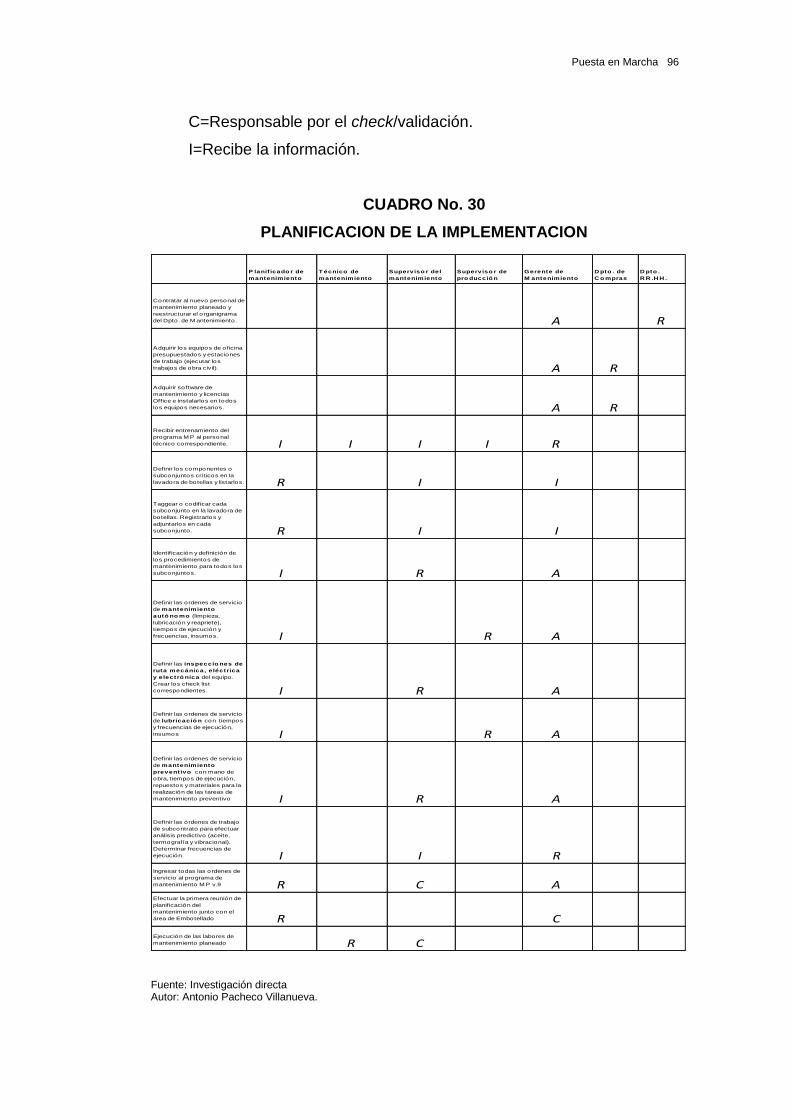
Puesta en Marcha 96
C=Responsable por el check/validación.
I=Recibe la información.
CUADRO No. 30
PLANIFICACION DE LA IMPLEMENTACION
P lanif icado r de
mantenimiento
T écnico de
mantenimiento
Superviso r del
mantenimiento
Superviso r de
pro ducció n
Gerente de
M antenimiento
D pto . de
C o mpras
D pto .
R R .H H .
Contratar al nuevo personal de
mantenimiento planeado y
reestructurar el organigrama
del Dpto. de M antenimiento. A R
Adquirir los equipos de oficina
presupuestados y estaciones
de trabajo (ejecutar los
trabajos de obra civil). A R
Adquirir software de
mantenimiento y licencias
Office e instalarlos en todos
los equipos necesarios. A R
Recibir entrenamiento del
programa M P al personal
técnico correspondiente. I I I I R
Definir los componentes o
subconjuntos críticos en la
lavadora de botellas y listarlos. R I I
Taggear o codificar cada
subconjunto en la lavadora de
botellas. Registrarlos y
adjuntarlos en cada
subconjunto. R I I
Identificación y definición de
los procedimientos de
mantenimiento para todos los
subconjuntos. I R A
Definir las ordenes de servicio
de mantenimiento
autó no mo (limpieza,
lubricación y reapriete),
tiempos de ejecución y
frecuencias, insumos. I R A
Definir las inspeccio nes de
ruta mecánica, e léctrica
y electró nica del equipo.
Crear los check list
correspondientes. I R A
Definir las ordenes de servicio
de lubricació n con tiempos
y frecuencias de ejecución,
insumos I R A
Definir las ordenes de servicio
de mantenimiento
prevent ivo con mano de
obra, tiempos de ejecución,
repuestos y materiales para la
realización de las tareas de
mantenimiento preventivo I R A
Definir las órdenes de trabajo
de subcontrato para efectuar
análisis predictivo (aceite,
termografía y vibracional).
Determinar frecuencias de
ejecución. I I RIngresar todas las ordenes de
servicio al programa de
mantenimiento M P v.9 R C AEfectuar la primera reunión de
planificación del
mantenimiento junto con el
área de Embotellado R C
Ejecución de las labores de
mantenimiento planeado R C
Fuente: Investigación directa Autor: Antonio Pacheco Villanueva.
Puesta en Marcha 97
6.2. Cronograma de implementación a través de MS Project.
Para la elaboración del cronograma de implementación se ha
utilizado como software, el programa Microsoft Project ya que contiene
herramientas prácticas que son de gran utilidad en la estructuración del
diagrama Gantt.
El diagrama de Gantt a su vez es una herramienta útil en la
planificación y administración de proyectos. En este caso este diagrama
(anexo 5) se utilizará en la simulación de la propuesta para la
implementación del mantenimiento preventivo en la lavadora de botellas y
demás equipo de la línea de envasado de cerveza.
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1. Conclusiones
Los equipos e instalaciones de una industria están sometidos a
varios tipos de mantenimiento, que pueden ser correctivo, predictivo o
preventivo, cada uno de estos son aplicables en la proporción que este lo
requiera. A todo esto se concluye lo siguiente:
Se desarrolló un programa de mantenimiento preventivo para la
lavadora de botellas que permitirá lograr ahorros graduales en la
estructura de costos de la empresa.
El mantenimiento preventivo permitirá anticiparse a las necesidades
de los repuestos más importantes lo que reducirá los tiempos de parada
de los equipos, evitando tener faltantes o excesos de los mismo.
Al reducirse los tiempos de paradas se obtendrá un incremento en la
productividad y en las ventas de la empresa al poder tener mayor
disponibilidad de los equipos.
En la actualidad el mantenimiento es una de las preocupaciones
más grandes de la industria y se ha confiado a personal calificado que se
dedique a esta tarea.
En el presente proyecto se habla de modelos de mantenimiento que
se aplican a los diferentes equipos; estos modelos proponen metas claras
y precisas, enfocados a los ejes funcionales de la empresa. La planeación
Conclusiones y Recomendaciones 99
y programación del mantenimiento tiene la finalidad de trazar un proyecto
que contenga las acciones a realizarse para el buen desempeño de la
industria; es fundamental saber hacia dónde se va como empresa, es por
esto que se programa incluyendo las tareas según el desempeño de cada
elemento y se documenta con el propósito de analizar cuanto
mantenimiento se realiza.
En cuanto al orden económico, se evidencia que la factibilidad de
ejecutar este proyecto es viable y se confirma con el tiempo de
recuperación del capital en un lapso de 3 años desde la implementación
del plan de mantenimiento preventivo total en la lavadora de botellas.
7.2. Recomendaciones
Se recomienda realizar las actividades de mantenimiento
preferiblemente en el segundo turno (08h00 – 16h00), un día a la semana
para todas las áreas de producción, en el cual se generarán tiempos
disponibles de las equipos mediante una reunión de planificación del
mantenimiento 2 días antes de la ejecución con el área de envasado para
priorizar las actividades de mantenimiento a realizar y así poder atacar los
problemas más vitales en los equipos.
El desarrollo e implementación de este programa de mantenimiento
exige por parte del personal administrativo y operativo: disciplina, pro
actividad, control de las actividades, seguimiento y análisis de costos,
capacitación y perseverancia.
La implantación del programa exige adaptaciones en la cultura y
estructura organizacional, programas de capacitación y entrenamiento al
personal para mejorar sus competencias y un fuerte compromiso de los
directivos de la empresa. Todas las labores de mantenimiento deberán
ejecutarse mediante órdenes de servicio o trabajo, a las cuales debe
hacerse el respectivo seguimiento.
Conclusiones y Recomendaciones 100
Se recomienda la adquisición de un software de mantenimiento que
mejore la eficiencia del programa creado.
Aunque la empresa no está certificada ISO 9000 ni tiene como
objetivo hacerlo, es importante crear y hacer auditorías periódicas para
asegurar la excelente ejecución del programa de mantenimiento
preventivo.
GLOSARIO DE TÉRMINOS
Área funcional: Conjunto de sistemas operacionales para la
administración de un producto o servicio. Ej.: Cocimiento, Embotellado,
Utilidades, etc.
Célula: Conjunto de equipos necesarios para realizar una función.
Ej.: Sistema de amoniaco, filtración, Embotellado, etc.
Equipo: Conjunto de componentes interligados con el cual se realiza
una actividad en una instalación de determinado proceso. Ej.: Compresor,
Lavadora, Filtro de cerveza, etc.
Sub-equipo: Ingenio esencial para el funcionamiento de una
actividad (mecánica, eléctrica, etc.) de naturaleza física, que conjugada
con otros, crean un potencial de realizar trabajo. Ej.: Bombas, motor
eléctrico, etc.
Pieza: Todo o cualquier elemento físico no divisible de un
mecanismo. Es parte de un equipo en donde serán efectuados los
cambios o reparaciones.
Familia de equipos: Equipos con una misma característica
constructiva. Ej.: familia neumática, familia de rodamientos, familia de
motores, etc.
Defecto: Anomalías en los equipos o instalaciones, que impide su
funcionamiento, pudiendo a corto o largo plazo acarrear su
indisponibilidad o disminución de su eficiencia, rendimiento o capacidad
productiva.
Glosario 102
Falla: Anomalía en equipos o instalaciones, que impiden su
funcionamiento.
TAG: Código impreso que identifica el local operacional de un
equipo (dirección).
Mantenimiento: Todas las acciones necesarias para que un equipo
sea adecuado, conservado o restaurado, de modo que permanece con las
condiciones específicas, atendiendo las necesidades del proceso y
calidad del producto, respetando las normas legales y de seguridad.
Grado de criticidad: Criterio de evaluación que mide el impacto de
la falla o defecto del equipo, sistema o instalación en la calidad del
producto, capacidad de producción y productividad del proceso o en el
medio ambiente o seguridad industrial.
Estrategia de mantenimiento: Selección de los diversos conceptos
de mantenimiento que serán aplicados en los equipos, sistemas y/o
instalaciones de acuerdo con su criticidad.
Clase de criticidad: Clasificación de los equipos, según el grado de
criticidad, utilizado para establecer la estrategia de mantenimiento para
los equipos, sistemas o instalaciones.
RACI: Siglas en inglés de la matriz de asignación de
responsabilidades (Responsible, Accountable, Consulted, Informed).
ANEXOS
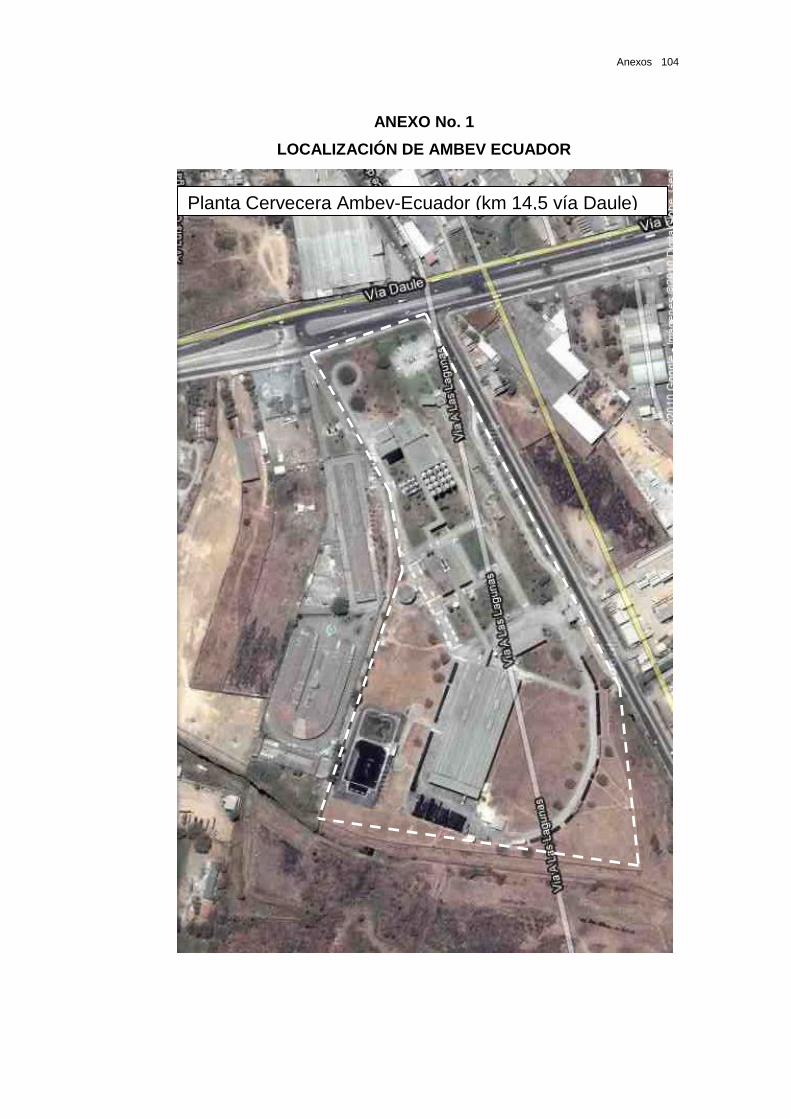
Anexos 104
ANEXO No. 1
LOCALIZACIÓN DE AMBEV ECUADOR
Planta Cervecera Ambev-Ecuador (km 14,5 vía Daule)
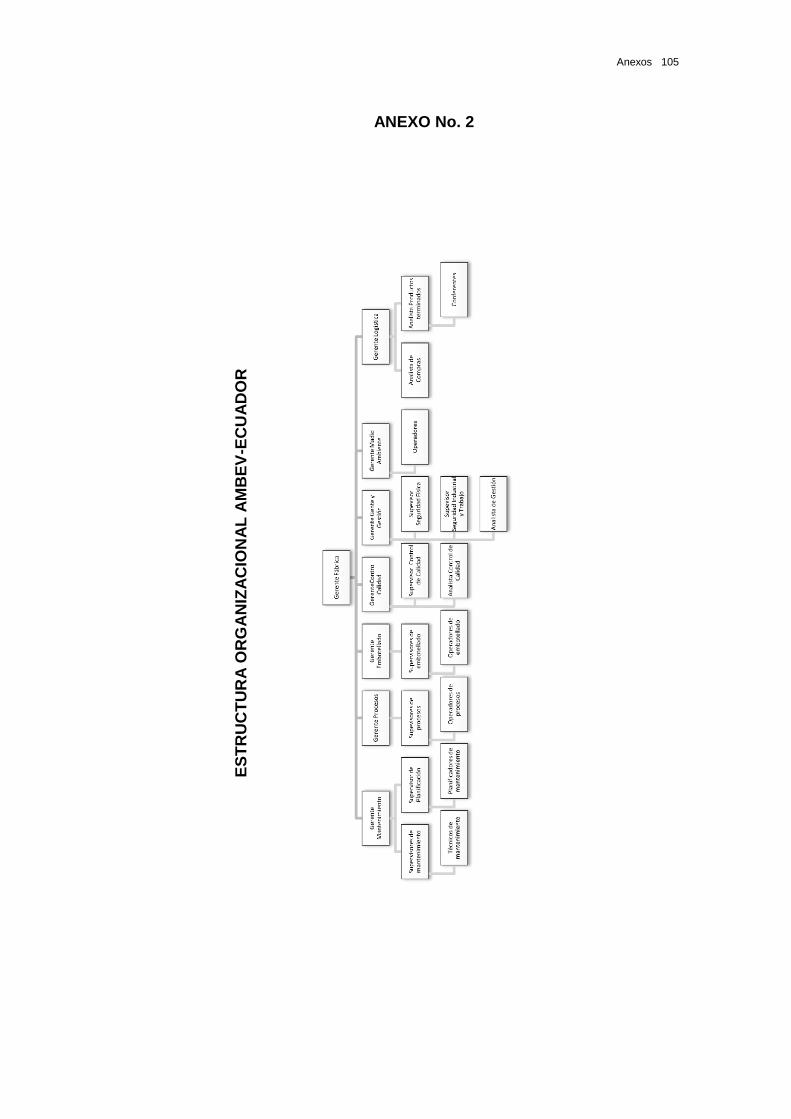
Anexos 105
ANEXO No. 2
ES
TR
UC
TU
RA
OR
GA
NIZ
AC
ION
AL
AM
BE
V-E
CU
AD
OR
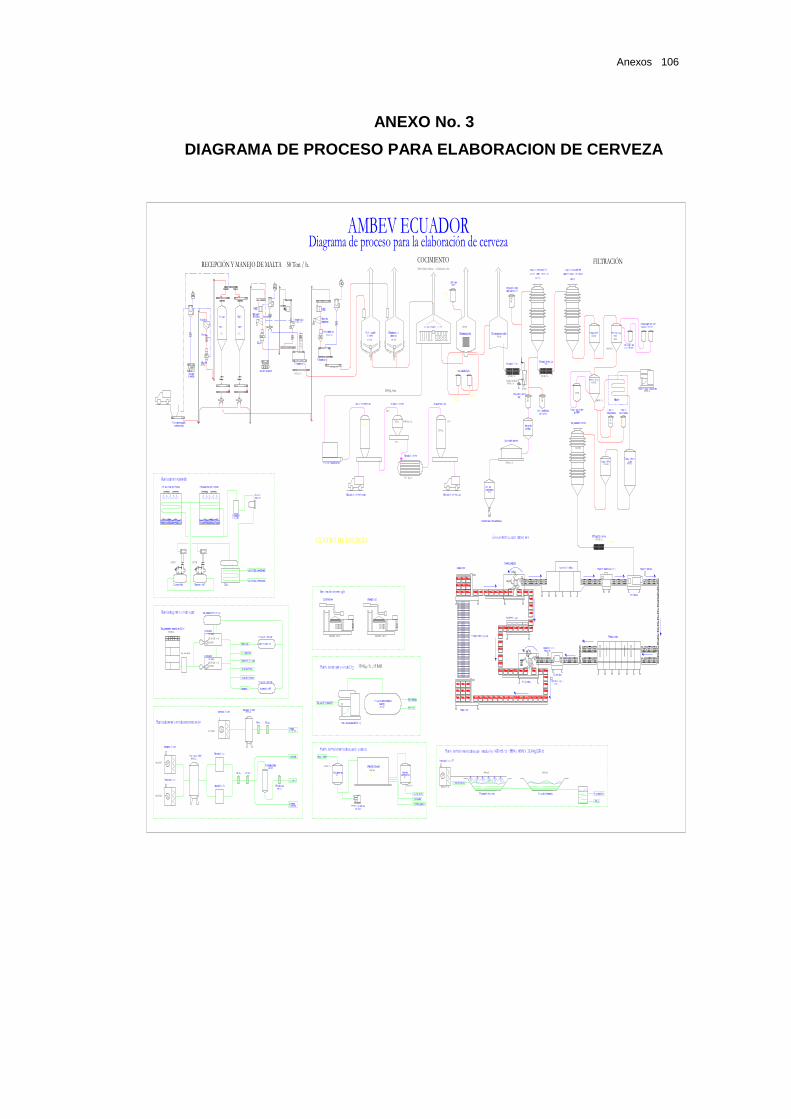
Anexos 106
ANEXO No. 3
DIAGRAMA DE PROCESO PARA ELABORACION DE CERVEZA
AMBEV ECUADORDiagrama de proceso para la elaboración de cerveza
( 3 ) ( 9 )
200 Kg.
30 Ton / h
5 Ton / h.
3 Ton / h.
13 Ton / h.
416 Hl. 250 Hl.
250 Kg /min.
COCIMIENTO500 Hl. Mosto Caliente 6 Cocimientos / día
25 Ton.
80 %
9 Ton. 4500 Ton / h.
67 %
2727 Kg / h.
10 %
680 Hl.
595 Hl.
100Hl.
670 Hl / h.
148 Hl. 5540litros
400 Hl / h
500 Hl / h.
150Hl.
150Hl.
43.6 Hl.
400 Hl / h.
100 Hl /h.
45Hl.
1412 Hl.
12.6 Hl. 405 Hl.650 Kg / h.
10 %
150 Hl / h.
3500 m35800 m3
3650 m3 / h.
(1)
50 m3 / h.
2500 m3
(2)
40 m3 / h.
25 Ton.
350 Kg / h. ; 15 BAR
1040 KW - 440 V. 1040 KW - 440 V.
8000 Lit.
494 CFM
494 CFM
2000 Lit.
53000 Gl.700 BHP
24.150 Lib. v / h
150 PSI
700 BHP
24.150 Lib. v / h
150 PSI
Tq. uso diario
AireEstéril
Aireador de Mosto670 Hl. / h
FILTRACIÓN
125 Ton.
292 TR 292 TR
RECEPCIÓN Y MANEJO DE MALTA 50 Ton / h.
diam. 20m , h 8.5m
CENTRO DE ENERGIA
30 Gal
247 CFM
43 Hl.
8-11KgExtracto
2-2.5KgPellets
5 BAR
70 Hl
4Hl.
100 m3/h 150 m3/h
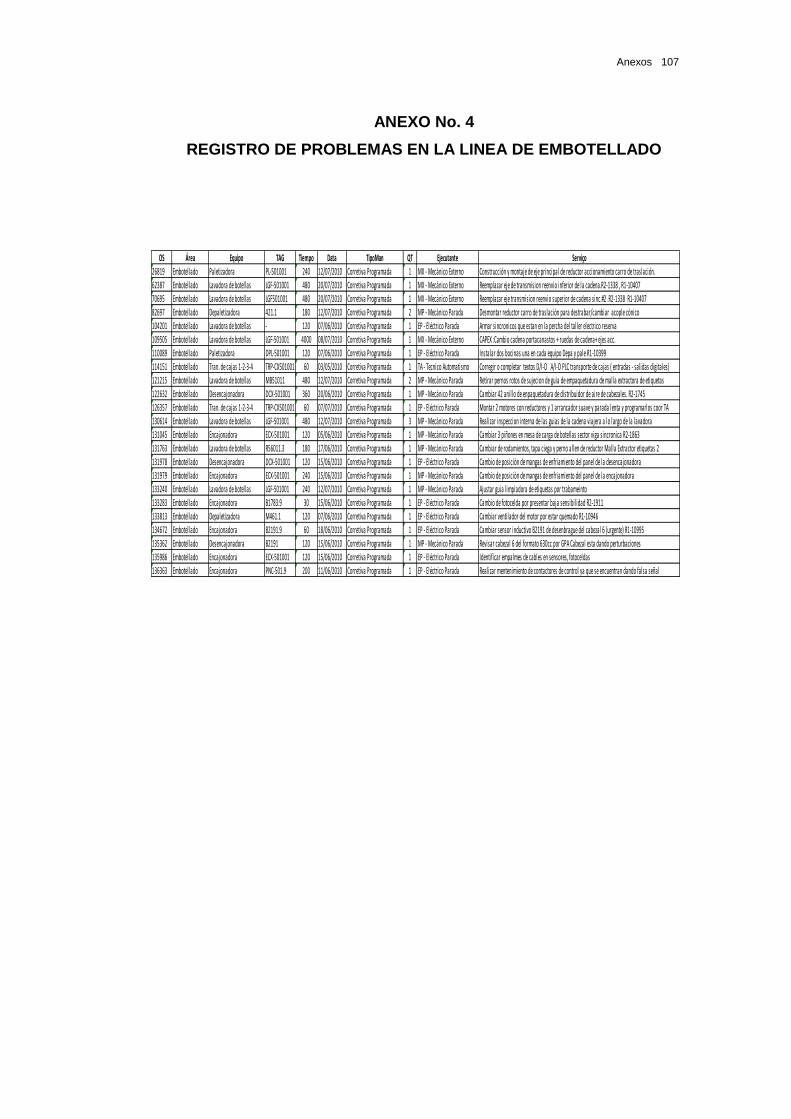
Anexos 107
ANEXO No. 4
REGISTRO DE PROBLEMAS EN LA LINEA DE EMBOTELLADO
OS Área Equipo TAG Tiempo Data TipoMan QT Ejecutante Serviço
26819 Embotellado Paletizadora PL-501001 240 12/07/2010 Corretiva Programada 1 MX - Mecánico Externo Construcción y montaje de eje principal de reductor accionamiento carro de traslación.
62387 Embotellado Lavadora de botellas LGF-501001 480 20/07/2010 Corretiva Programada 1 MX - Mecánico Externo Reemplazar eje de transmision reenvio inferior de la cadena.R2-1338 , R1-10407
70695 Embotellado Lavadora de botellas LGF501001 480 20/07/2010 Corretiva Programada 1 MX - Mecánico Externo Reemplazar eje transmision reenvio superior de cadena sinc.#2 .R2-1338 R1-10407
82697 Embotellado Depaletizadora 421.1 180 12/07/2010 Corretiva Programada 2 MP - Mecánico Parada Desmontar reductor carro de traslaciòn para destrabar/cambiar acople cónico
104201 Embotellado Lavadora de botellas - 120 07/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Armar sincronicos que estan en la percha del taller electrico reserva
109505 Embotellado Lavadora de botellas LGF-501001 4000 08/07/2010 Corretiva Programada 1 MX - Mecánico Externo CAPEX :Cambio cadena portacanastos + ruedas de cadena+ ejes acc.
110089 Embotellado Paletizadora DPL-501001 120 07/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Instalar dos bocinas una en cada equipo Depa y pale R1-10399
114151 Embotellado Tran. de cajas 1-2-3-4 TRP-CX501001 60 03/05/2010 Corretiva Programada 1 TA - Tecnico Automatismo Corregir o completar textos D/I-O A/I-O PLC transporte de cajas ( entradas - salidas digitales)
121215 Embotellado Lavadora de botellas MB51011 480 12/07/2010 Corretiva Programada 2 MP - Mecánico Parada Retirar pernos rotos de sujecion de guia de empaquetadura de malla extractora de etiquetas
122632 Embotellado Desencajonadora DCX-501001 360 20/06/2010 Corretiva Programada 1 MP - Mecánico Parada Cambiar 42 anillo de enpaquetadura de distribuidor de aire de cabezales. R2-1745
126357 Embotellado Tran. de cajas 1-2-3-4 TRP-CX501001 60 07/07/2010 Corretiva Programada 1 EP - Eléctrico Parada Montar 2 motores con reductores y 1 arrancador suave y parada lenta y programarlos coor TA
130614 Embotellado Lavadora de botellas LGF-501001 480 12/07/2010 Corretiva Programada 3 MP - Mecánico Parada Realizar inspeccion interna de las guias de la cadena viajera a lo largo de la lavadora
131045 Embotellado Encajonadora ECX-501001 120 05/06/2010 Corretiva Programada 1 MP - Mecánico Parada Cambiar 3 piñones en mesa de carga de botellas sector viga sincronica R2-1863
131763 Embotellado Lavadora de botellas R56011.3 180 17/06/2010 Corretiva Programada 1 MP - Mecánico Parada Cambiar de rodamientos, tapa ciega y perno allen de reductor Malla Extractor etiquetas 2
131978 Embotellado Desencajonadora DCX-501001 120 15/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Cambio de posiciòn de mangas de enfriamiento del panel de la desencajonadora
131979 Embotellado Encajonadora ECX-501001 240 15/06/2010 Corretiva Programada 1 MP - Mecánico Parada Cambio de posiciòn de mangas de enfriamiento del panel de la encajonadora
133240 Embotellado Lavadora de botellas LGF-501001 240 12/07/2010 Corretiva Programada 1 MP - Mecánico Parada Ajustar guia l impiadora de etiquetas por trabameinto
133283 Embotellado Encajonadora B1783.9 30 15/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Cambio de fotocelda por presentar baja sensibilidad R2-1911
133813 Embotellado Depaletizadora M461.1 120 07/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Cambiar ventilador del motor por estar quemado R1-10946
134672 Embotellado Encajonadora B2191.9 60 18/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Cambiar sensor inductivo B2191 de desenbrague del cabezal 6 (urgente) R1-10995
135362 Embotellado Desencajonadora B2191 120 15/06/2010 Corretiva Programada 1 MP - Mecánico Parada Revisar cabezal 6 del formato 630cc por GPA Cabezal esta dando perturbaciones
135986 Embotellado Encajonadora ECX-501001 120 15/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Identificar empalmes de cables en sensores, fotoceldas
136363 Embotellado Encajonadora PNC-501.9 200 11/06/2010 Corretiva Programada 1 EP - Eléctrico Parada Realizar mentenimiento de contactores de control ya que se encuentran dando falsa señal
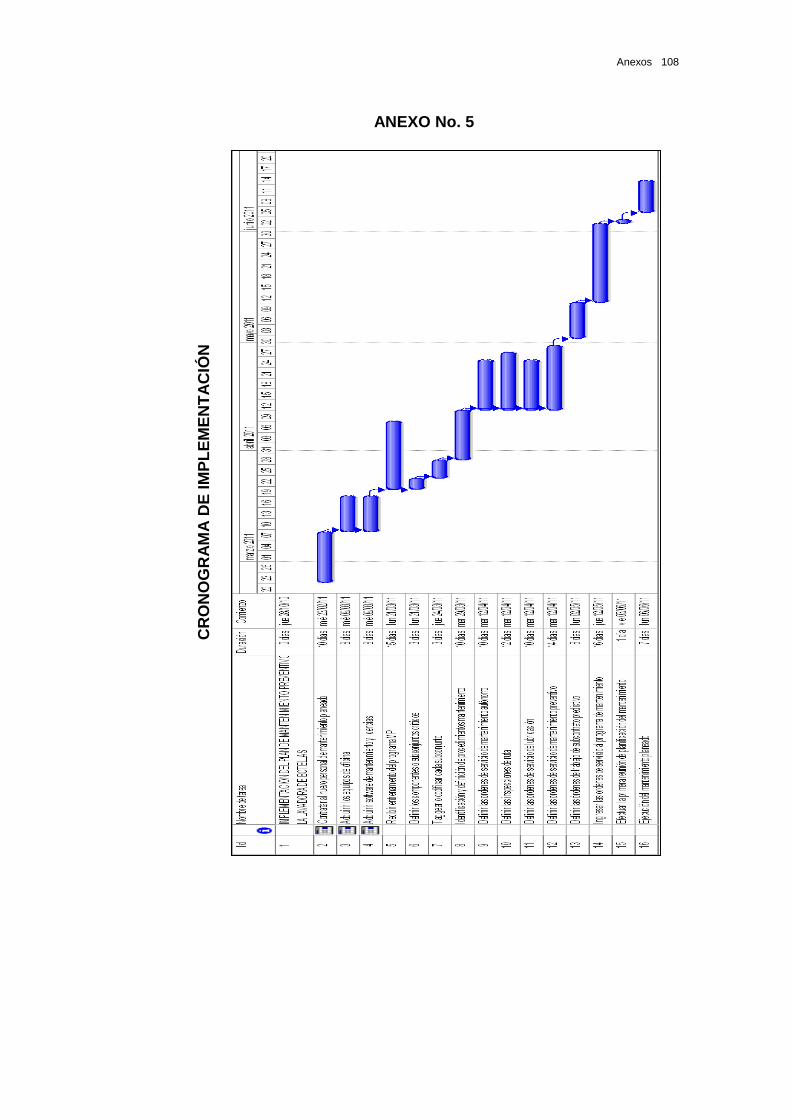
Anexos 108
ANEXO No. 5
CR
ON
OG
RA
MA
DE
IM
PL
EM
EN
TA
CIÓ
N
BIBLIOGRAFIA
http://bdigital.eafit.edu.co/bdigital/PROYECTO/P658.../Capitulo1.pdf http://www.blogger.com http://www.ceroaverias.com/centroTPM/articulospublicados/estrategiatpm.pdf http://www.cfn.fin.ec http://www.infomipyme.com http://www.maintenanceworld.com