2.1.3 成形技術の開発 2.1.3 成形技術の開発成形技 … 2.1.3...
TRANSCRIPT

171
2.1.3 2.1.3 2.1.3 2.1.3 成形技術の開発成形技術の開発成形技術の開発成形技術の開発
成形技術の開発は、平成14年9月から平成17年3月までの期間で開発事業が実施された。
その開発事業の成形技術は下記の4項目にまとめられる。順を追ってその事業内容を報告する。
・押出機タイプ(二軸押出機選定の理由)
・基礎検討(①押出システムの開発、②直接成形用二軸押出機の開発(小型機の超深溝スクリュの
開発、プロト機の超深溝スクリュの開発、超深溝スクリュのCAE解析)
・検証製膜試験(①実運転系の評価確認試験、②実生産機での検証)
・成形技術の開発のまとめ
(1)(1)(1)(1)押出機タイプ(押出機タイプ(押出機タイプ(押出機タイプ(二軸押出機設定の理由)二軸押出機設定の理由)二軸押出機設定の理由)二軸押出機設定の理由)
重合パウダーを主材としそれに各種材料を添加し、気泡や細孔のない、厚薄精度の良いフィルムを
直接成形するためには、要求機能として、輸送機能、分配及び分散混合機能、溶融機能、揮発分及び
気泡分離機能、押出温度制御機能、均一押出機能および省エネルギ-性等に優れた押出機が必要とな
る。
SPM開発の初年度(平成14年度)は押出機のタイプとして単軸押出機、二軸押出機(同方向回転二
軸押出機、異方向回転二軸押出機)を取り上げ、従来の重合パウダーを模擬原料として使用し、各押
出機の混練押出基礎試験をした。その結果同方向回転二軸押出機はSPMの押出機として適当であるこ
とを確認した。二軸押出機の優位性を単軸押出機との対比で以下に報告する。
<試験材料および試験装置>
・使用した材料の詳細を表Ⅲ2.1.3(1)-1、試験機仕様を表Ⅲ2.1.3(1)-2、試験装置(二軸押出機)を
図Ⅲ2.1.3(1)-1 に示す。試験材料は帯電防止処方PPで、液添(液体添加)のない材料RCP1と液
添のある材料 RM1 の 2 種類を使用した。二軸押出機は両方の材料を試験し、単軸押出機は RCP1 の
み試験した。なお参考のため重合パウダーとほぼ同等品種のペレット原料を基準材料として使用し
た。また押出スクリュは何れも数本試験しその中で適当なものを選びまとめた。
・試験材料の押出機への供給方法は、単軸押出機は RCP1材料を一式タンブラーでプリブレンドした
ものを押出機ホッパーに投入した。二軸押出機の場合は、重合パウダーと複合添加剤(安定剤+帯
電防止剤)を重合パウダーで希釈したものと、液体(帯電防止剤)をそれぞれ計量フィーダで個別
に定量供給した。
・単軸押出機は現生産機の流用を想定し、重合パウダー原料で気泡無しの押出能力がどの程度かを把
握する為、真空ベント無しの単軸押出機で試験をした。押出能力の把握方法は、単軸押出機も二軸
押出機も押出機先端部の口金から溶融樹脂を垂れ流して、目視による気泡観察法でおこなう大まか
な判定による。
・ 二軸押出機については押出質量(Q kg/h)と押出スクリュの回転速度(Ns min-1)を個別に変える
運転ができる特徴があるので(単軸押出機ではQはNsにより一義的に決まる)、各種Q/Nsの試験
水準(図Ⅲ2.1.3(1)-2参照)で試験をした。

172
表Ⅲ2.1.3(1)-1 試験材料
表Ⅲ2.1.3(1)-2 各種試験機仕様
図Ⅲ2.1.3(1)-1 二軸押出機試験試装置図
<試験結果>
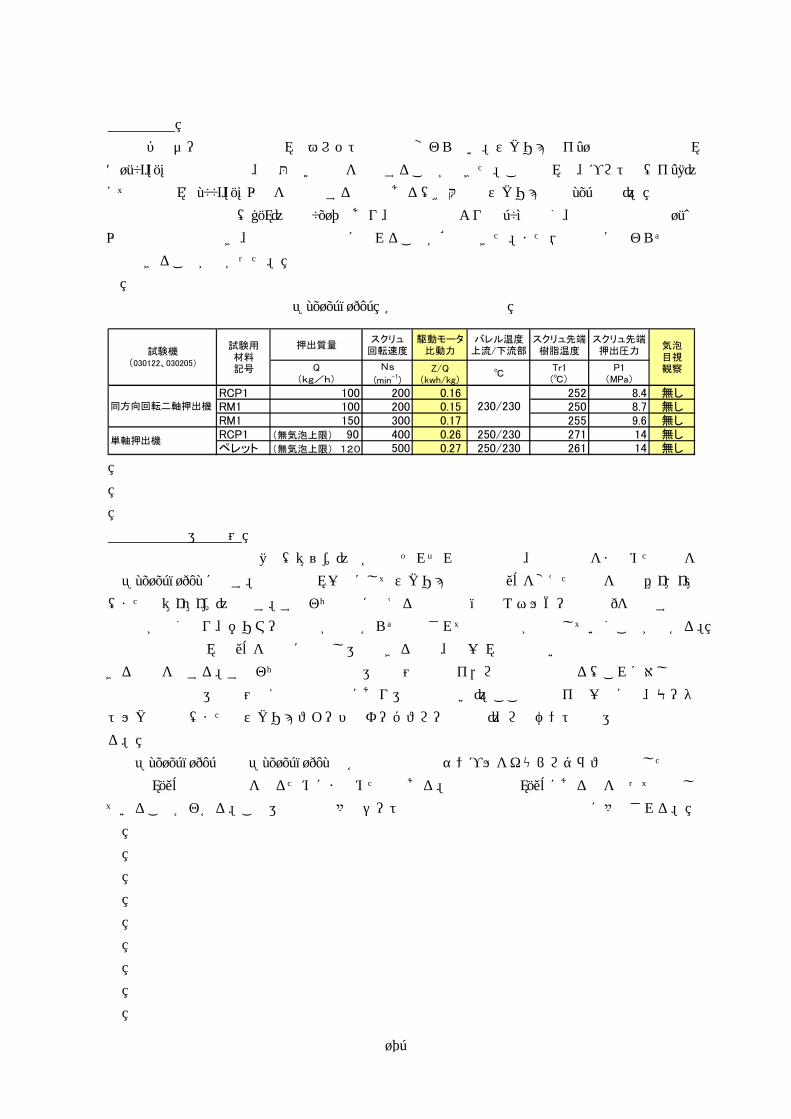
試験結果を表Ⅲ2.1.3(1)-3に示す。二軸押出機については代表的な試験結果のみを表にまとめた。
単軸押出機
重合パウダーの上限押出質量(無気泡)Qは、ペレットの場合のQに比して約30%低減する。 ス
クリュ先端部の押出圧力を低減させると無気泡Q値は低下するため、少なくとも押出圧力は13MPa
以上を確保する必要がある。また押出機の、駆動モータの消費エネルギーの指標である比動力
(Z/Q:単位押出質量あたりの駆動モータ電力量 kwh/kg)は約0.25であり、エネルギー負担は二
軸押出機の約1.5倍大きい。
MFR 粒子径 嵩密度
g/10min μm g/cm3 添加量(ppm) 液添有無
RCP1 7,200 無
RM1 12,000 有2.3 400 0.51
PP重合パウダー(模擬原料)
試験用材料記号 複合添加剤
(帯電防止処方)
複合添加剤(帯電防止処方)
M TEM-41SS(φ41)
Ns
Tr1
P1
m
m
PP重合パウ
複合添加剤
VP
真空ポンプ
二軸押出機
帯電防止剤
スクリーン#60/80/40
N2
M TEM-41SS(φ41)
Ns
Tr1
P1
m
m
PP重合パウ
複合添加剤
VP
真空ポンプ
二軸押出機
帯電防止剤
スクリーン#60/80/40
N2
M TEM-41SS(φ41)
Ns
Tr1
P1
m
m
PP重合パウ
複合添加剤
VP
真空ポンプ
二軸押出機
帯電防止剤
スクリーン#60/80/40
N2
スクリュ径 スクリュ長
mm L/D KW Minー1
同方向回転二軸押出機 φ41 L/D=37 混練域長L/D=9.3 有り DC185KW 1750
単軸押出機 φ50 L/D=22 HUMスクリュタイプ 無し DC37KW 583
真空ベント有無
主駆動電動機スクリュ最高速度
混練部仕様各種試験機仕様
スクリュ諸元
173
二軸押出機
重合パウダーの上限押出量Qはペレットの場合と変わらない。スクリュ径φ41の二軸押出機でQ
=150kg/h は目視観察上、問題ないものを押出することができた。この値 Q は、プロト機(φ48)
にて目標値Q=200kg/h以上を可能とするものである(拡大則はスクリュ径の2.3乗則)。
二軸押出機の比動力(Z/Q)は約0.17であり、単軸押出機より約30%少なく、押出樹脂温度も15℃
以上低温度で成形でき、押出温度制御性に優れることが確認できた。また液添有無に拘わらず押出
成形できることが分かった。
表Ⅲ2.1.3(1)-3 各押出機の試験結果
二軸押出機の運転範囲
二軸押出機の試験水準8点(②~⑨)と各水準それぞれの樹脂温度、溶融粘度をまとめた事例を
図Ⅲ2.1.3(1)-2に示す。押出質量Q一定にしてスクリュ回転速度Nsを変えた場合を水準⑥、⑦、⑧
(または②、⑤、⑨)で示す。すなわち材料に与える剪断回数(剪断エネルギーの総量)を増やすと樹
脂温度が高くなり、ポリマー分子鎖が少なからず切断されて溶融粘度が低減していくことが分かる。
二軸押出機はQと Ns を個別に設定し運転できるので、同一Q値で幅広い樹脂温度で押出制御で
きる特長を有する。すなわち二軸押出機の運転範囲は点線イ,ロ扇形面内となる(これに対し単軸
押出機の場合の運転範囲は1本の直線上にあり運転幅は狭い)。ここで点線イは一般には、モータ
トルク限界線(またはスクリュフィード部オーバフロー限界線)、ロはベント真空運転限界線とな
る。
図Ⅲ2.1.3(1)-3 は図Ⅲ2.1.3(1)-2 の各水準点の成形サンプルをキャピログラフで測定した溶融
粘度とQ/Nsとの相関性を見るためにまとめた図である。溶融粘度はQ/Nsにある幅を持って比例し
ていることがわかる。この運転特性は多層シート成形等での層間の界面状況調整に多用される。
押出質量スクリュ回転速度
駆動モータ比動力
バレル温度上流/下流部
スクリュ先端樹脂温度
スクリュ先端押出圧力
Q(kg/h)
Ns
(min-1)Z/Q
(kwh/kg)℃
Tr1(℃)
P1(MPa)
RCP1 100 200 0.16 252 8.4 無しRM1 100 200 0.15 250 8.7 無しRM1 150 300 0.17 255 9.6 無しRCP1 (無気泡上限) 90 400 0.26 250/230 271 14 無しペレット (無気泡上限) 120 500 0.27 250/230 261 14 無し
同方向回転二軸押出機 230/230
単軸押出機
試験機(030122、030205)
試験用材料記号
気泡目視観察

174
図Ⅲ2.1.3(1)-3 二軸押出機のQ/Nsと溶融粘度相関図
<結論>
・二軸押出機は、単軸押出機に比べ、省エネルギー性が比動力の比較評価で約 30%優れ、気泡の分離
性は良く、押出能力も高く、低温度で成形できることがわかった。
また二軸押出機は運転範囲が広く、また押出温度制御性に優れることが分かった。
更にQ/Nsの値により樹脂温度と溶融粘度を制御できることが分かった
従って二軸押出機はSPMの押出機として適当であることが確認できた。
・従来の単軸押出機で重合パウダーを成形することはペレット原料に比べ押出能力の低下を招く。ま
た運転範囲が狭く適用材料に制約が多くなることが推定される。
η1216 - Q/NS
127
118
111
128
121123 124 125
110
115
120
125
130
0 0.2 0.4 0.6
Q/NS (kg/h.min-1)
η1216 (Pa。S)
Q50
Q100
Q125
Q150
η1216ーQ/Ns
η1216(
Pa.
S)
Q/Ns(kg/h・min-1)
η1216 - Q/NS
127
118
111
128
121123 124 125
110
115
120
125
130
0 0.2 0.4 0.6
Q/NS (kg/h.min-1)
η1216 (Pa。S)
Q50
Q100
Q125
Q150
η1216ーQ/Ns
η1216(
Pa.
S)
η1216 - Q/NS
127
118
111
128
121123 124 125
110
115
120
125
130
0 0.2 0.4 0.6
Q/NS (kg/h.min-1)
η1216 (Pa。S)
Q50
Q100
Q125
Q150
η1216ーQ/Ns
η1216(
Pa.
S)
Q/Ns(kg/h・min-1)
図Ⅲ2.1.3(1)-2 二軸押出機の試験水準と樹脂温度及び溶融粘度
175
(2)(2)(2)(2)基礎検討基礎検討基礎検討基礎検討
重合パウダーを直接成形するときの主な障害となりやすい FE や気泡の発生のないフィルムを成形
し、押出変動のない安定したBOPPフィルムを成形するため、基礎検討として下記の二項目を中心とし
た開発を実施した。
①原料の受入から始まり、押出機からTダイまでの押出システムの開発
②溶融混練工程の中核をなす最適な直接成形用二軸押出機の開発
初年度の押出機タイプの検討に引続き、平成15年度は①と②の開発を、平成16年度(最終年度)
は生産機への展開検討をおこない、開発機が所期の目的を達成していることを確認した。
なお最終年度の後半は、フィルムメーカの実機生産設備にSPM事業で開発した試験設備(二軸押出
機,ギアポンプ装置,重量式フィーダ等)を組込み、ロングランの実証試験をおこなった。
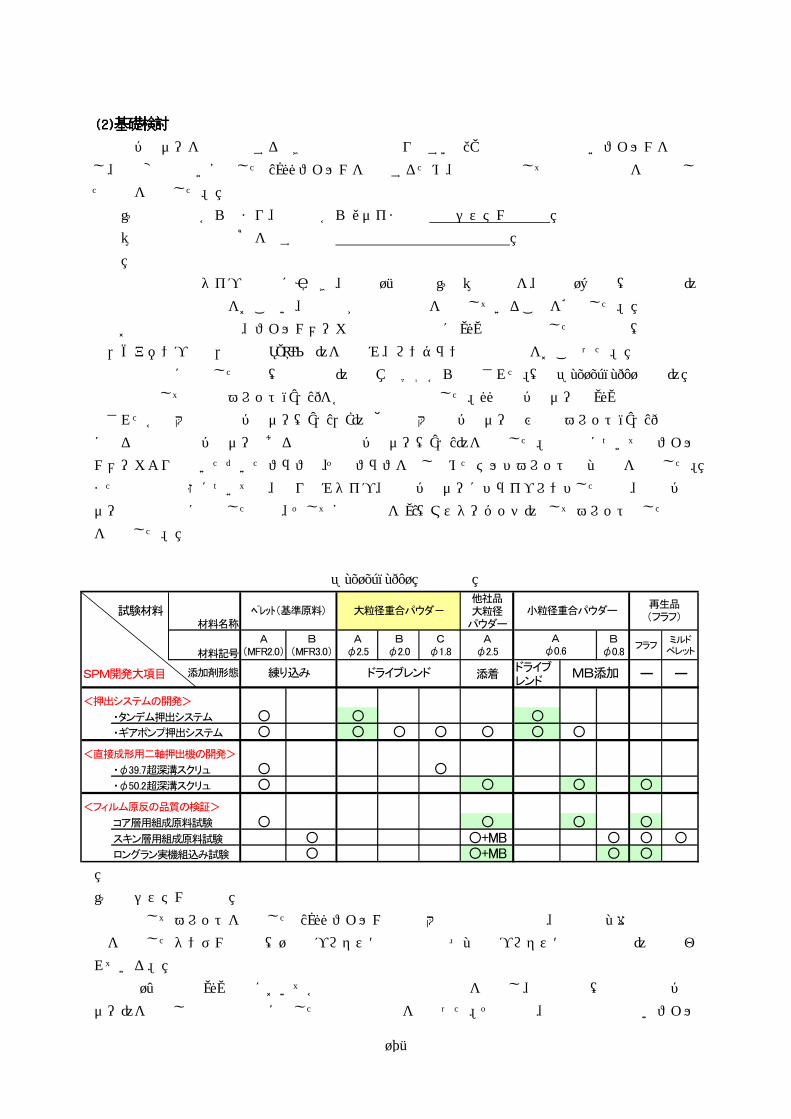
本研究開発に使用した原料(試験材料)は三井化学㈱から提供された。(表Ⅲ2.1.3(2)-1参照)
基準原料としては市販ペレット(A,B)を各試験水準で使用した。PP重合パウダーはSPM開発事業で開
発された各種大粒径重合パウダー(A,B,C)と他社品大粒径パウダー及び市販ペレット(A,B)の原料
になる現行の重合パウダーである小粒径重合パウダー(A,B)を使用した。再生品についてはフィル
ムメーカより提供いただいたフラフと、そのフラフを押し固めたミルドペレットの2種類を使用した。
また添加剤の形態については、練り込みタイプ、重合パウダーにドライブレンドしたもの、重合パウ
ダーの粒子表面に添着したもの、そして安定剤等をMB(マスターバッチ)としてペレット化したもの
を使用した。
表Ⅲ2.1.3(2)-1 試験材料
①押出システムの開発
原料としてペレットを使用した BOPP フィルム成形の大型機の押出工程は、従来は 2 台の単軸押出
機を連結したタンデム押出機(1段目プロセス=単軸押出機+2段目プロセス=単軸押出機)で行なわ
れている。
平成 14 年度の SPM 開発において各種押出機の基礎混練試験を実施し、模擬原料(従来の重合パウ
ダー)を使用し直接成形方式に適した押出機の検討を行なった。その結果、気泡や細孔のないフィル
他社品大粒径パウダー
A(MFR2.0)
B(MFR3.0)
Aφ2.5
Bφ2.0
Cφ1.8
Aφ2.5
Bφ0.8
フラフミルドペレット
SPM開発大項目 添着ドライブレンド - -
<押出システムの開発>
〇 〇 〇〇 〇 〇 〇 〇 〇 〇
<直接成形用二軸押出機の開発>
〇 〇〇 〇 〇 〇
<フィルム原反の品質の検証>
〇 〇 〇 〇〇 〇+MB 〇 〇 〇〇 〇+MB 〇 〇
試験材料材料名称
ペレット(基準原料) 大粒径重合パウダ- 小粒径重合パウダー再生品(フラフ)
材料記号
添加剤形態 練り込み ドライブレンド
コア層用組成原料試験
スキン層用組成原料試験
ロングラン実機組込み試験
Aφ0.6
MB添加
・タンデム押出システム
・ギアポンプ押出システム
・φ39.7超深溝スクリュ
・φ50.2超深溝スクリュ
176
ムを成形するための可塑化溶融押出機能として適当なものとして二軸押出機(1 段目プロセス)を採
用した。
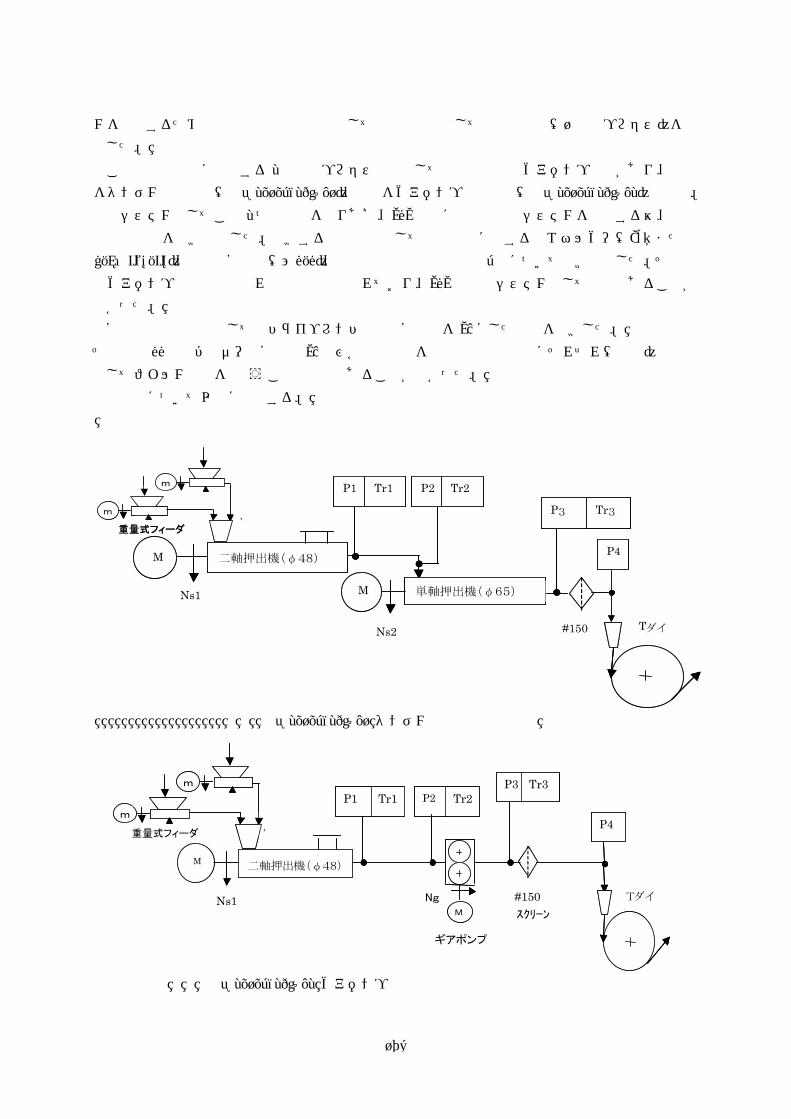
この二軸押出機に接続する2段目のプロセス装置として単軸押出機とギアポンプ装置があり、前者
をタンデム押出方式(図Ⅲ2.1.3(2)①-1)、後者をギアポンプ押出方式(図Ⅲ2.1.3(2)①-2)と呼ぶ。
押出システムとしてこの 2つの方式をとりあげ、SPM 開発に最適な押出システムを探求する為、両者
の押出特性を比較検討した。比較する評価項目として溶融押出に要する比エネルギー(Esp または
Z/Q:kwh/kg)、押出の安定性(ΔP/P)、溶融押出樹脂温度制御の3点について比較検討した。その結
果ギアポンプ押出方式は何れの評価項目も優れており、SPM の押出システムとして適当であることが
分かった。
安定剤の添加方式としてはドライブレンド方式と安定剤をMBにした方式を比較した。
その結果PP重合パウダーと安定剤MB及び各種添加剤を直接成形用押出機にそれぞれ(連続)計量供
給してフィルム製膜を行なうことは可能であることが分かった。
詳細内容について以下に報告する。
図Ⅲ2.1.3(2)①-1 タンデム押出方式試験装置
図Ⅲ2.1.3(2)①-2 ギアポンプ押出方式試験装置
P4
P3 Tr3
TダイNs1
M 二軸押出機(φ48)
Tr1 P2P1 Tr2
Q
#150
ギアポンプ
Ng
重量式フィーダ
M スクリーン
m
m
P4
P3 Tr3P3 Tr3
TダイNs1
M 二軸押出機(φ48)
Tr1 P2P1 Tr2
Q
#150
ギアポンプ
Ng
重量式フィーダ
M スクリーン
m
m
Ns1
Ns2
単軸押出機(φ65)
M
M
二軸押出機(φ48)
Tr1
P4
P3
P2P1 Tr2
Tr32Q
#150 Tダイ
重量式フィーダ
Tr3m
m
Ns1
Ns2
単軸押出機(φ65)
M
M
二軸押出機(φ48)
Tr1
P4
P3
P2P1 Tr2
Tr32Q
#150 Tダイ
重量式フィーダ
Tr3m
m

177
<試験材料および試験装置>
使用した材料の詳細を表Ⅲ2.1.3(2)①-1 に、試験装置を図Ⅲ2.1.3(2)①-1、図Ⅲ2.1.3(2)①-2 に
示す。両図とも一段目のプロセスは二軸押出機で、同じスクリュを使用し概ね同一運転条件(押出質
量、回転速度、設定温度、樹脂圧力)で比較試験を行なった。PPパウダーの分子量維持のため押出機
の原料フィード部には窒素パージをおこなった1)。 試験装置の主要な位置には樹脂温度(Tr)、及び
樹脂圧力(P)の測定センサを取付け、温度と圧力については特に時間軸での変動状態を把握できるよ
うペンレコーダでデータ収集した。試験装置の仕様について、1段目プロセスの二軸押出機と 2段目
プロセスの比較対象プロセスであるギアポンプ及び単軸押出機のそれぞれの概略仕様を表Ⅲ2.1.3(2)
①-2 に示す。
表Ⅲ2.1.3(2)①-1 試験材料
材料 MFR
(g/10min)
嵩密度
(g/cm3)
平均粒径
(mm) 備考
大粒径パウダーA 2.0 0.43 2.5 添加剤ドライブレンド
小粒径パウダーA 2.0 0.49 0.6 添加剤ドライブレンド
ペレットA(F122) 2.0 0.57 2.9 基準材料
表Ⅲ2.1.3(2)①-2 試験装置主仕様
1段目プロセス 2段目プロセス
SPM設備 東芝機械㈱所有試験設備
ギアポンプ
押出システム
<ギアポンプ>
型式 :GP-250
理論吐出量:235cc/rev
駆動電動機:AC7.5kw
タンデム押出
システム
<二軸押出機> 備品番号ES1501
型式 :TEM-48SS-8/1V
スクリュ :φ47.3 * L/D=35
スクリュNo. :Aスクリュ(KD部L/D≒9)
駆動電動機 :AC75kw
スクリュ最高回転速度:447 min-1
<付属機器>
1)減量積分値制御式二軸スクリュフィーダ
㈱クボタ製、型式:CE-W-3 備品番号ES1502
2)油回転式真空ポンプ(東芝機械設備)
4P、3.7kw
<単軸押出機>
型式 :SE-65-20
駆動電動機 :DC46kw
スクリュ型式:φ65、L/D=20、
フルフライト
備品番号ES1504
<試験結果>
タンデム押出方式基礎製膜試験結果
押出システムを評価する為に、第一段階としてタンデム押出方式で気泡のないフィルム原反が成形
できるか基礎製膜試験を実施した。またタンデム押出方式の2段目の単軸スクリュについて、樹脂挙
動(CAE解析:表Ⅲ2.1.3(2)②-7参照)が検討できるよう運転条件を大幅に振った。その中から、代
表的な試験条件および試験結果を表2.1.3(2)①-3に示す。大粒径重合パウダーで、気泡のないフィル

178
ム原反が成形できることを確認した。
単軸スクリュ(φ65)の能力について、押出質量200kg/hにおける樹脂温度(Tr3)269℃は高温度
である(表Ⅲ2.1.3(2)①-3、サンプル No⑬参照)。この樹脂温度を低減させ押出質量 140kg/h 程度の
樹脂温度(256℃)にして押出温度制御性を高めるためには、単軸押出機のサイズを大きくしスクリュ回
転速度を低下させる必要があることが分かった。
なお二軸押出機から単軸押出機に供給される溶融樹脂の注入圧力(入口圧力)を高め、単軸押出機
の押出圧力(出口圧力)との差圧を小さくすることにより、単軸押出機での温度上昇を小さくする方
法はあるが、この場合二軸押出機のヘッド部の圧力上昇による樹脂温度上昇が発生し、結果成形加工
温度は上がってしまう状況になり、二軸押出機の機能を生かすことができなくなる。
表Ⅲ2.1.3(2)①-3 基礎製膜試験の条件及び試験結果
ギアポンプ押出方式及びシステム比較製膜試験結果
ギアポンプ押出方式とタンデム押出方式の試験条件及び試験結果を表Ⅲ2.1.3(2)①-4 にまとめた。
二軸押出機の押出質量(Q:kg/h)と回転速度(Ns:min-1)は Q/Ns=200/268 の場合についてまとめ
た。二軸押出機のヘッド部の樹脂圧力P1は二軸押出機のベントポート部からヘッド圧力よる溶融ポリ
マ-の逆流でベントアップが発生しないよう、圧力7~8MPaになるように二段目プロセス(ギアポン
プまたは単軸押出機)の回転速度を調整した。押出システムの3つの評価項目について,試験結果を
図Ⅲ2.1.3(2)①-3に示す。すなわち下記のごとくギアポンプ押出方式の優位性が確認された。
・比エネルギー(EspまたはZ/Q)はギアポンプの方が単軸押出機対比 1/3.4
・押出安定性(樹脂圧力変動ΔP/P)はギアポンプの方が単軸押出機対比 1/2.8
・温度上昇(樹脂温度制御性)はギアポンプの方が単軸押出機対比 1/5
表Ⅲ2.1.3(2)①-4 試験条件と試験結果(材料は大粒径パウダーA)
押出質量 回転速度 比動力 比動力Q Ns Z1/Q C1 C7 H Z2/Q P1 P3 ΔP/P4 Tr3 Tr3-Tr2
kg/h min-1 kwh/kg ℃ kwh/kg % ℃ ℃ギアポンプ押出方式 0.164
ギアポンプ250 0.022 8.0 23 1.1 263 4
タンデム押出方式 0.164
単軸押出機200 0.075 6.6 23 3.1 268 20
二段目プロセス1段目プロセス(二軸押出機φ48) 樹脂温度
温度上昇
MPa
樹脂圧力 樹脂圧力変動率
230 240
本体加熱温度
項目
方式
200 268 180
本体加熱温度
℃
気泡数※※
押出質量 回転速度 比動力 回転速度 比動力
Q Ns Z/Q C1 C7 H Ns2 Z2/Q C8 H P1 P2 P3 Tr2 Tr3
kg/h min-1 kwh/kg min-1 kwh/kg
⑬ 200 268 0.164 210 0.077 7.7 1.3 22.4 252 269 0
⑯ 140 179 0.150 139 0.071 7.8 2.1 20.8 245 256 0
② 72 179 0.163 65 0.035 7.6 3.9 16.6 263 245
ペレットA ⑫ 210 268 0.155 210 0.075 8.3 1.9 22.0 243 267
タンデム押出方式基礎製膜試験0305280610
材料 サンプルNo
1段目プロセス(二軸押出機φ48) 2段目プロセス(単軸押出機φ65)※樹脂圧力 樹脂温度
本体加熱温度 本体加熱温度延伸成形フィルム幅200mm×長100m×厚18μm (目視)
℃ ℃ MPa ℃
※単軸スクリュはl/d=20,フルフライトスクリュ ※※ 気泡分析は(㈱)三井化学分析センターによる。
180 230 240 200 240
大粒径重合パウダーA

179
図Ⅲ2.1.3(2)①-3 押出システム評価図
各種材料と添加剤方式の評価試験結果
開発パウダーの各種粒径や粒度分布を変えた材料及び安定剤の添加方式について試験した。ギアポ
ンプ押出方式においてまとめた結果を表Ⅲ2.1.3(2)①-5に示す。スクリュは2種類、試験時期は2回
に分けて試験した。結果は下記のとおりである。なおパウダ-性状及び材料形態の詳細と影響に関して
は三井化学㈱の成果報告書に詳細報告されている。
・大粒径パウダーA、小粒径パウダーA+MBはFE数、気泡数ともペレット(F122)同等レベル
であり、MBの添加はFEの発生に影響を与えていない。
・気泡数は、異物等の影響を除けば、何れの材料もペレット同等レベルである。
・微粉有無によるFE数については優位の差はない。
・但し原料のフィード面からは微粉はないことが好ましい。
表Ⅲ2.1.3(2)①-5 気泡、FE分析結果
* 1000m換算
<結論>
・ギアポンプ押出方式はタンデム押出方式に比べ、比エネルギー(Z/Q)はユニットプロセスとして3
倍以上有利であり、押出安定性(ΔP/P)及び温度上昇はシステムとして概ね3倍以上優れており、
75
22 20
4 3.1 1.10
20
40
60
80
評価特性値
(Z/Q;℃;%)
Z/Q(kwh/ton) ΔTr(℃) ΔP/P(%)
評価特性項目
(大粒径パウダ-A、Q/Ns=200/268)
タンデム押出方式 ギアポンプ押出方式
名称 粒径(mm) 添加剤
0312-⑧ 67 00403-② 8 2
R7 0403-⑪ 5 00403-③ 115 10312-④ 65 0
大粒径パウダーB φ2.0+微粉 0403-⑧ 45 1大粒径パウダーC φ1.8+微粉 R7 0403-⑫ 28 1
φ0.6 0312-⑮ 79 20403-⑩ 2 1
R7 0403-⑬ 8 1他社大粒径パウダーA φ2.5 添着 R6' 0403-④ 5 1
小粒径パウダーAMB添加φ0.6
R6'
R6'
ドライブレンド
大粒径パウダーAφ2.5
φ2.9
気泡数
ペレットA (F122) 練り込みR6'
材料スクリュNo(TEM+GP)
試験NoQ/Ns=200/268
F.E数(※)

180
SPM の押出シテムとしてギアポンプ押出方式が適当である事が確認できた。なお温度上昇に関して
は、単軸押出機のサイズを大きくし低速運転にすれば、ギアポンプとの差は少なくなるはずである
が、機器サイズのアップ(価格上昇、スペース増大)等でコストパフォーマンス上適当ではない。
更に処理能力的にはギアポンプ押出方式は Q=250kg/h まで成形し品質的に問題ないことを確認で
きているが、タンデム押出方式では現サイズの単軸押出機(φ65)では温度上昇が大きく、処理能
力をQ=250kg/h以上にする為には単軸押出機のサイズアップが必要である。
・成形したPPフィルム原反の品質(気泡)は何れの方式も、ペレットで成形したものと同等であっ
た。(表Ⅲ2.1.3(2)①-6参照)
・重合パウダーの安定剤添加方式として安定剤MB(マスターバッチ)を直接二軸押出機に重合パウ
ダーとともにそれぞれ個別に計量供給してフィルム製膜をおこなうことは可能であることが分
かった。
表Ⅲ2.1.3(2)①-6 気泡分析結果
材料 押出システム 気泡数(*)
ペレット A (F122) 0
大粒径パウダーA 0
小粒径パウダーA
ギアポンプ
押出システム 2
ペレット A (F122) 1
大粒径パウダーA 3
小粒径パウダーA
タンデム
押出システム 1
* 各サンプルから任意のFE20個を採取し、顕微鏡で観察
②直接成形用二軸押出機の開発
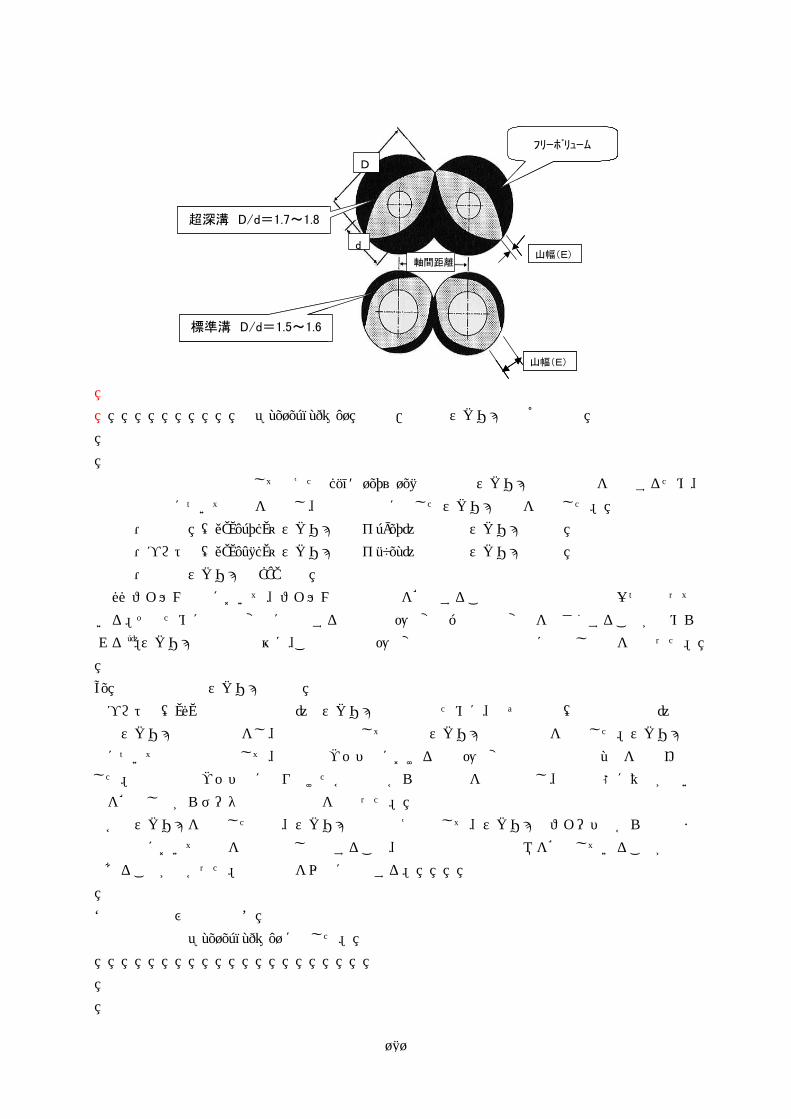
二軸押出機において、お互い噛み合っている 2 本のスクリュの軸間距離をそのままにしてスクリュ
外径(D)を大きくすると、スクリュ谷径(d)が減少するため、スクリュ溝深さが大きくなり自由容積(流
路断面積)が増大する。同時に溝内におけるせん断速度は低下し、スクリュ山幅Eも減少する為、ス
クリュ山頂部での局部せん断発熱量が減少する。従って混練むらの少ない、押出温度制御性の良い成
形加工が期待できる。
二軸押出スクリュの溝深さの指標 2)としてD/d値があり、従来の標準溝機のD/d は 1.5~1.6であ
る。今回、直接成形用二軸押出機として構想した超深溝機の D/d は 1.7~1.8 であり、自由容積は約
40%増大し、スクリュ山幅は約40%減少する。(図Ⅲ2.1.3(2)②-1参照)
181
図Ⅲ2.1.3(2)②-1 超深溝/標準溝スクリュ軸直角断面図
直接成形用二軸押出機として考えた D/d=1.7~1.8 の超深溝スクリュの混練特性を評価するため、
下記の三項目について開発を実施し、直接成形用に適したスクリュ構成を研究した。
・小型機 (TEM-37DS;スクリュ外径φ39.7)の超深溝スクリュの開発
・プロト機(TEM-48DS;スクリュ外径φ50.2)の超深溝スクリュの開発
・超深溝スクリュのCAE解析
PP フィルム成形において、フィルムの厚薄精度を確保することは重要な工程管理の一つとなって
いる。そのために押出量変動に相関する押出樹脂圧力変動,樹脂温度変動を小さくすることが求めら
れる3)。スクリュ特性評価の為に、この押出樹脂圧力変動と樹脂温度の挙動に注目し検討を行なった。
a. 小型機の超深溝スクリュの開発
プロト機(SPM 開発実証試験用)のスクリュ構成構築のために、先ず小型機(当社試験設備)の超
深溝スクリュで基礎試験をし、直接成形用として最適なスクリュの基本構成を探求した。スクリュ性
能についての評価項目として、押出機のヘッド部における樹脂圧力変動と樹脂温度の2点を調査、分析
した。試験方法はヘッド部に取り付けた各種口金から吐出状況を目視観察し、溶融状態に異常が無い
事を確認しながらデータの収集と調査を行なった。
各種スクリュを試験した結果、スクリュ構成の考え方として、スクリュのフィード部から混練部ま
での区間において原料を十分混合し攪拌すること、混練部は十分な混練域を確保していることが重要
であることが分かった。詳細内容を以下に報告する。
<試験材料及び試験装置>
試験材料は表Ⅲ2.1.3(2)②-1に示した。
EEEE
EEEE
フリーボリューム
d
D
軸間距離
山幅(E)
山幅(E)
標準溝 D/d=1.5~1.6
超深溝 D/d=1.7~1.8
EEEE
EEEE
EEEE
EEEE
フリーボリューム
d
D
軸間距離
山幅(E)
山幅(E)
標準溝 D/d=1.5~1.6
超深溝 D/d=1.7~1.8

182
表Ⅲ2.1.3(2)②-1 試験材料
材料 MFR
(g/10min)
嵩密度
(g/cm3)
平均粒径
(mm)
備考
大粒径パウダーC 2.0 0.41 2.0 添加剤ドライブレンド
ペレットA (F122) 2.0 0.57 2.9 基準材料
試験装置図と各種口金からの吐出状態図を図Ⅲ2.1.3(2)②-2、及び図Ⅲ2.1.3(2)②-3に示す。樹脂
温度(Tr)、樹脂圧力(Ph)はヘッド部に取り付けた測定センサを記録計に採りデータ収集を行なった。
参考の為バレルに溶融樹脂を直接検知する樹脂温度(Tm)と樹脂圧力(Pm)の測定センサ-を取り付け、
観察した。 特にTmのセンサーはバレル本体の二つ目穴交差部の一部を削除し熱電対センサー先端を
樹脂流動部に突き出し、実温度が検出できるようした。(図Ⅲ2.1.3(2)②-7参照)
図Ⅲ2.1.3(2)②-2 試験装置図
図Ⅲ2.1.3(2)②-3 各種口金による吐出状態確認写真
試験機の仕様について、表Ⅲ2.1.3(2)②-2示す。
試験に使用した3本の比較評価用のスクリュ構成図を図2.1.3(2)②-4に示す。
Ns
M
Tr PhTr Tm/Pm Tm/Pm
M
ATV
二 軸 押 出 機
(TEM-37DS-10/1V)
口金

183
表Ⅲ2.1.3(2)②-2 試験機仕様
試験機仕様(東芝機械㈱所有設備)
<二軸押出機>
型式 :TEM-37DS-10/1V
スクリュ :φ38.9 * L/D=30
スクリュNo. :K8、K9、K10;計3本(KD部L/D≒10)
駆動電動機 :AC15kw
スクリュ最高回転速度:434 min-1
大気開放ベント
<付属機器>
容量式コイルフィーダ
図Ⅲ2.1.3(2)②-4 試験用スクリュ構成
KD1
KD1
KD1K8-スクリュ
K9-スクリュ
K10-スクリュ
混練部(L/D=10) 定量供給
押出
脱揮

184
<試験結果>
試験条件及び試験結果を表Ⅲ2.1.3(2)②-3 にまとめた。押出質量(Q)及び回転速度(Ns)の設定は樹
脂圧力変動の挙動を確認しやすくする為、Nsを大きくして、Q/Ns値を小さくした。
表Ⅲ2.1.3(2)②-3 試験条件と試験結果
基準スクリュをK8とし、K9スクリュはK8に対し、スクリュ先端部に溶融ポリマーを混合するエレ
メントを組み込んだものである。K10スクリュはK8に対しKD部(混練部)上流に原料の攪拌回数を
増加させるスクリュエレメントを組み込んだものである。
試験結果はK9及びK10のスクリュはK8に対し、樹脂温度は4~5℃低温度であり、樹脂圧力変動に
ついては概ね、K9はK8に対し1/2に減少し、K10はK8に対し1/5に大幅に減少し、混練の均一性が
大幅に改善されていることが推定される。(図Ⅲ2.1.3(2)②-5参照)
図Ⅲ2.1.3(2)②-5 各種スクリュ性能評価比較(Tr、ΔP)
<結論>
フィルムの厚薄精度を確保するために、押出量変動に相関する樹脂圧力変動を小さくすることが押
出スクリュに求められる。小型機(φ38.9)の超深溝スクリュにおいて、各種スクリュの基礎試験を
実施した。スクリュ混練部の最適化模索試験を経て集約された3本のスクリュについて、その樹脂圧
力変動に注目してスクリュの比較検討をした。その結果、開発された大粒径パウダ-に添加剤をドラ
イブレンドしたものを原料とする場合、直接成形用スクリュの基本構成は、フィード部からKD部(混
練部)までの区間で原料を十分混合、攪拌させること、及びKD部は原料を可塑化溶融する為に十分な
押出質量 回転速度 駆動電動機 比動力 樹脂温度Q Ns C1-C5 H トルク・T Z/Q Tr Ph ΔPh
スクリュ kg/h min-1 % kwh/kg ℃K8 -スクリュ 90 0.170 255.6 1.9 0.76K9 -スクリュ 93 0.175 250.3 2.0 0.40K10-スクリュ 85 0.160 251.0 2.1 0.14
55 250
バレル設定温度 樹脂圧力&圧力変動
℃ MPa
230300
Ph 2 .1(M Pa)
Ph1 .9 (M Pa)
Ph2 .0(M Pa)
0 .7 6
0 .4 0
0 .1 4
2 45
247
249
251
253
255
257
K8 -スクリュ K9 -スクリュ K10 -スクリュ
ヘッド部樹脂温度
Tr(℃)
0
0 .1
0 .2
0 .3
0 .4
0 .5
0 .6
0 .7
0 .8
樹脂圧力変動⊿
Ph(
MP
a)
Tr(℃ )
⊿ Ph (M Pa)

185
混練域を確保していることが重要であることが分かった。
超深溝スクリュの更なる最適化の検討はスクリュ径をサイズアップした、機械強度(許容トルク)
が実生産機と同等レベルであるプロト機(φ50.2)備品番号 ES1501 で行なう。その研究結果を次に
記述する。
b. プロト機の超深溝スクリュの開発
小型機(TEM-37DS、φ38.9)の超深溝スクリュの基礎試験結果に基づき、プロト機(TEM-48DS、
φ50.2)の超深溝スクリュ構成を探求する試験を実施した。あわせて標準溝スクリュ(TEM-48SS、φ
47.3)との比較を行なった。プロト機の成形能力 Q(kg/h)はスクリュ径φ50 程度の二軸押出機で Q
≧200であることが研究目標値である。これは実機Q=4.0t/hの生産機として、コストパフォーマンス
を考慮に入れ、スクリュ径がφ175 程度の二軸押出機で対応できることを想定したものである。基礎
試験からはスクリュ先端部の充満長部におけるシリンダー(バレル)からの除熱が十分あること及び当
社二軸押出機の実績から、2.3乗則の拡大則によりφ175にてQ=4.0t/hの能力は可能であるとした。
各種材料及び各種スクリュを試験した結果、従来の標準溝スクリュに比べ、超深溝機はスクリュフ
ィード部の輸送機能(オーバフロー限界)が 40%改善し、樹脂圧力変動が少なく、温度制御性が高い
(低温度成形が可能である)ことが分かり、直接成形用の二軸押出機として適当である事が確認でき
た。成形能力として再生品(フラフ含有量10wt%)材料系でQ=200kg/h以上を達成した。詳細内容に
ついて以下に報告する。
<試験材料及び試験装置>
使用した材料の詳細を表Ⅲ2.1.3(2)②-4、表Ⅲ2.1.3(2)-1に示す。なお安定剤の添加方式評価のた
め、小粒径パウダ-に安定剤をMBとして添加した材料の試験を実施した。(重合パウダーに安定剤を
MB化したものをそれぞれ個別フィードし、押出機の中でPPの安定化を図る可能性の検討を行った。)
表Ⅲ2.1.3(2)②-4 試験材料
材料 MFR
(g/10min)
嵩密度
(g/cm3)
平均粒径
(mm)
他社大粒径パウダーA 3.0 0.46 2.5
ペレットA (F122) 2.0 0.57 2.9
小粒径パウダー(*) 2.0 (0.49) 0.5
フラフ(**) 3.0 0.14~0.28 -
(*)耐熱安定剤MB(10倍)で安定剤を添加した。
(**)BOPPフィルムの耳粉砕品。嵩密度が低くばらつきが大きいため計量精度は
ペレットの1/10程度と不良である。
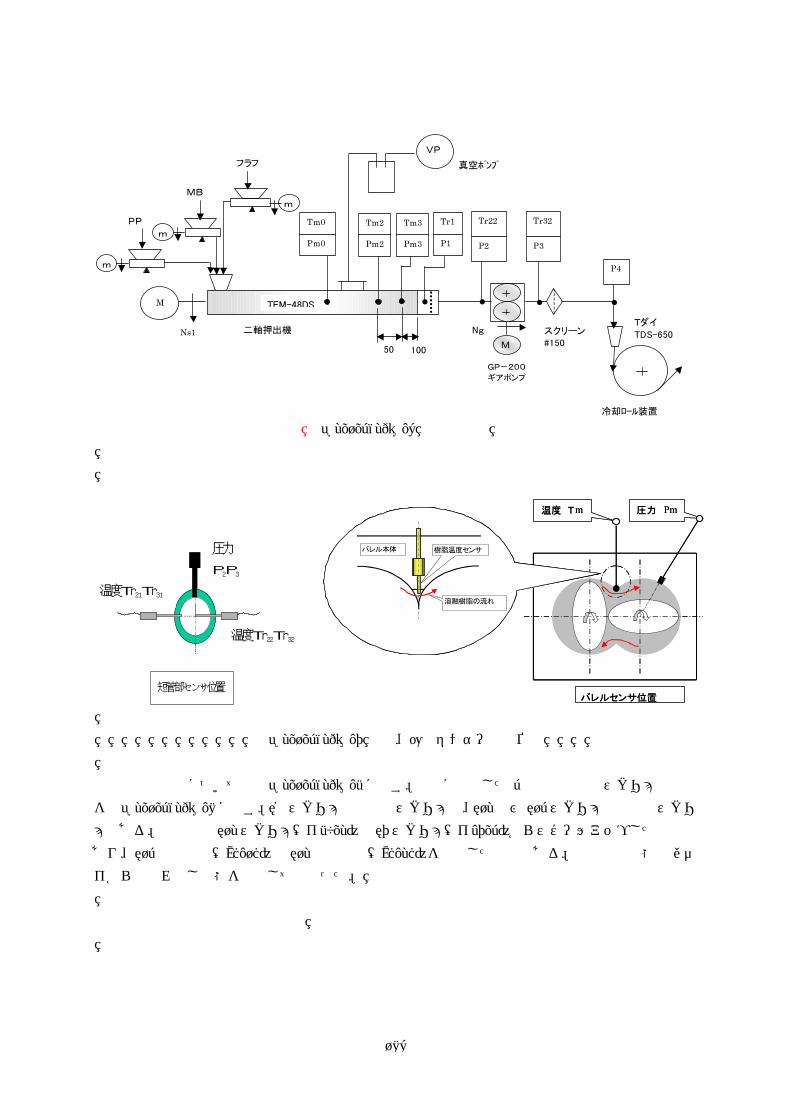
試験装置図を図Ⅲ2.1.3(2)②-6 に示す。押出機内部の樹脂挙動は樹脂温度(Tm)、樹脂圧力(Pm)
の各センサーにより、押出機からTダイまでの溶融樹脂変動状態は短菅に取り付けた樹脂温度(Tr;
流路断面中心温度)、樹脂圧力(P)の各センサーにより、データを収集し観察を行なった(図Ⅲ2.1.3(2)
②-7参照)。Tダイと真空ポンプ以外はSPM開発試験設備として設計、製作したものである。
186
図Ⅲ2.1.3(2)②-6 試験装置図
図Ⅲ2.1.3(2)②-7 温度、圧力センサー取付位置
試験機の仕様については表Ⅲ2.1.3(2)②-5に示す。試験に使用した3本の評価用のスクリュ構成図
を図Ⅲ2.1.3(2)②-8に示す。R7スクリュは標準溝スクリュで、R12及びR13スクリュは超深溝スクリ
ュである。超深溝のR12スクリュ(φ50.2)はR7スクリュ(φ47.3)からスケールアップしたもので
あり、R13の混練部(KD-1D)はR12の混練部(KD-2D)を強化したものである。溶融混練状態はTダ
イからの垂れ流し状態を観察して行なった。
温度 Tm 圧力 Pm
バレルセンサ位置
バレル本体 樹脂温度センサ
溶融樹脂の流れ
温度 Tm 圧力 Pm
バレルセンサ位置
バレル本体 樹脂温度センサ
溶融樹脂の流れ
バレル本体 樹脂温度センサ
溶融樹脂の流れ
圧力
P2P3
短菅部センサ位置
温度Tr21Tr31
温度Tr22Tr32
M TEM-48DS
P4
P3
Tr32
Tダイ
TDS-650Ns1
Tr1
P1
スクリーン
#150
GP-200
ギアポンプ
Ng
P2
Tr22Tm0
Pm0
Tm2
Pm2
m
m
m
PP
MB
フラフ
VP
M
真空ポンプ
二軸押出機
50 100
冷却ロール装置
Tm3
Pm3

187
表Ⅲ2.1.3(2)②-5 試験機の仕様
図Ⅲ2.1.3(2)②-8 試験用スクリュ構成
SPM試験機仕様
<二軸押出機(SPM開発設備) 備品番号ES1501 >備品番号ES1505 備品番号ES1601
型式 :TEM-48DS(φ50.2);TEM-48SS(φ47.3)
超深溝バレル :バレル穴径φ51.0、バレル数/長さ(L/D)=8/34備品番号ES1506
スクリュ(超深溝) :φ50.2 * L/D=34 スクリュNo. R12、R13
スクリュ(標準溝) :φ47.3 * L/D=36 スクリュNo. R7
駆動電動機 :AC75kw
スクリュ最高回転速度:447 min-1
<付属機器>
1)減量積分値制御式二軸スクリュフィーダ 計3台( PP用 / MB用 / フラフ用)
㈱クボタ製、型式: CE-W-3 / CE-W-0 / CE-T-2
備品番号ES1502 備品番号ES1503 備品番号ES1603
2)油回転式真空ポンプ(東芝機械㈱試験設備)
4P、3.7kw
<ギアポンプ(SPM開発設備) 備品番号ES1602>
型式 :GP-200
理論吐出量:176cc/rev1
駆動電動機:AC7.5kw、45min-1
<Tダイ(東芝機械㈱試験設備>
型式 :TDS-650(コートハンガーマニホールド式)
リップ寸法:リップ幅/リップ開度=650/0.8~20
リップ形式:ベンデイングリップ式
混練部
(L/D=10)
定量供給
押出
脱揮
混練部
(L/D= 9)
混練部
(L/D= 9)
φ 47 .3
φ 50 .2
φ 50 .2
R7-スクリュ
(標準溝)
R12-スクリュ
(超深溝)
R13-スクリュ
(超深溝)
KD- S
KD-1D
KD-2D

188
<試験結果>
各種材料を試験した中から、他社大粒径パウダーA にフラフを添加した材料について、条件
Q/Ns=200/268で実施した試験結果を報告する。試験条件については表Ⅲ2.1.3(2)②-6に示し、試験結
果を表Ⅲ2.1.3(2)②-7及び表Ⅲ2.1.3(2)②-8に示す。運転条件は材料を変えても全て同一条件で比較
試験を実施した。
表Ⅲ2.1.3(2)②-6 試験条件
表Ⅲ2.1.3(2)②-7 試験結果 比動力 樹脂温度 樹脂圧力&圧力変動 バレル内部樹脂温度&圧力 温度上昇
スクリュ Z/Q Tr22 Tr32 P1 ΔP3/P3 Tm0 Tm3 Pm3 Tr22-Tm0
タイプ No
試験材料
kwh/kg ℃ MPa % ℃ Mpa ℃
ペレット A
(F122) 0.151 246.2 250.4 7.0 1.78 228.1 244.7 3.9 18.1
標準溝 R-7 他社大粒径
パウダーA 0.148 246.9 250.4 6.4 1.48 228.0 243.7 3.3 18.9
ペレット A
(F122) 0.148 241.6 247.0 6.7 0.69 221.1 238.1 3.6 20.5
R-12
0.148 242.2 247.4 6.9 0.66 221.2 236.8 3.6 21.0 超深溝
R-13
他社大粒径
パウダーA 0.148 243.5 248.6 6.8 0.79 223.1 237.9 3.4 20.4
表Ⅲ2.1.3(2)②-8 試験結果
比動力 樹脂温度 樹脂圧力&圧力変動 スクリュ
Z/Q Tr22 Tr32 P1 ΔP3/P3
タイプ No
試験材料:
他社大粒径
パウダーA kwh/kg ℃ MPa %
標準溝 R-7 0.146 247.0 250.6 6.9 1.38
R-12 0.146 241.5 247.1 6.6 0.52 超深溝
R-13
+フラフ(10wt%)
0.146 243.6 248.5 6.8 0.99
標準溝 R-7 +フラフ(5wt%) 0.146 246.9 250.2 6.6 1.03
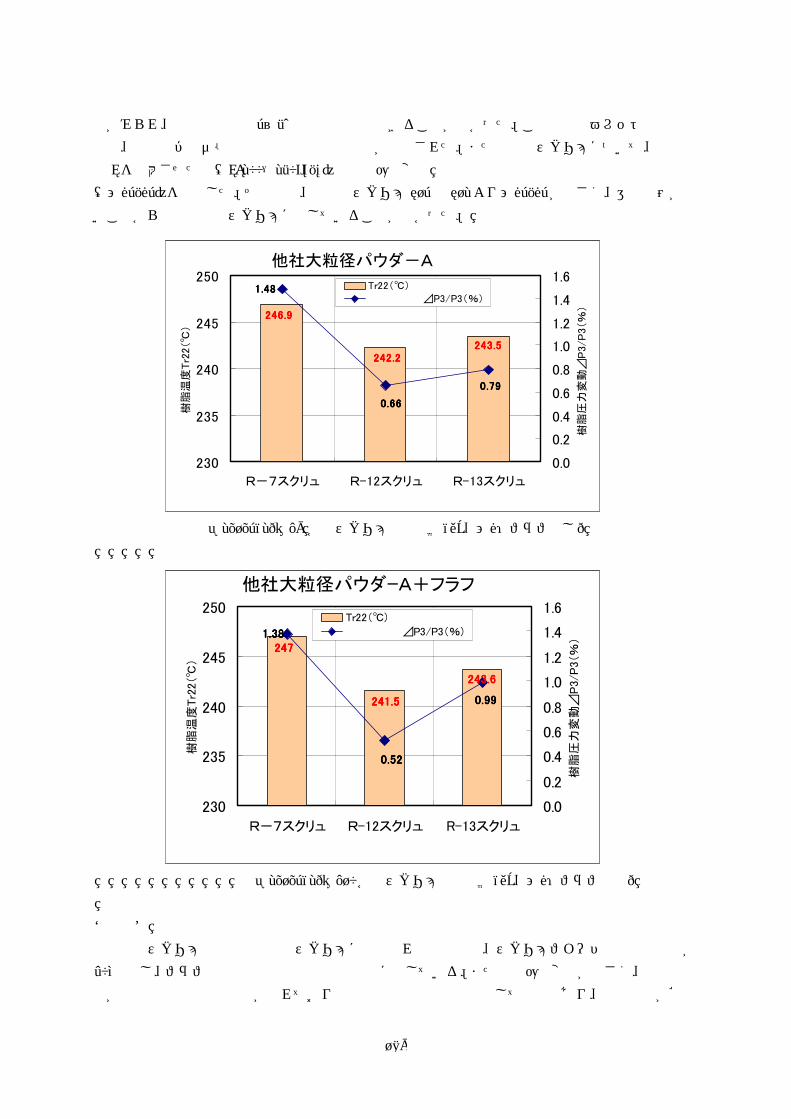
他社大粒径パウダーAにおいて、樹脂温度と樹脂圧力変動について3本のスクリュを比較した結果を
図Ⅲ2.1.3(2)②-9に示す。またフラフを10wt%添加した材料系の試験結果を図Ⅲ2.1.3(2)②-10に示
す。何れも超深溝スクリュ(R12)は標準溝スクリュ(R7)に比べ樹脂圧力変動は50%以上の大幅な低
短菅 Tダイ
押出質量回転速度 ヘッド部圧力 回転速度
Q Ns C1 C2 C3-C7 H P1 Ng
kg/h min-1 MPa ℃ min-1
200 268 180 210 230 240 6.5~7.0 250 27.7~27.8 250 250℃
ギアポンプ(GP-200)
設定温度 設定温度
二軸押出機(TEM-48DSφ50.2&TEM-48SSφ47.3)
℃
設定温度
189
減がみられ、樹脂温度は約3~5℃低温度で成形できることが分かった。この特性はペレットの材料系
でも、小粒径パウダ-の材料系でも同様の傾向が観察された。また超深溝スクリュについて、押出能
力Qを増大させた時(Q=200→250kg/h)の樹脂圧力変動
(ΔP3/P3)を観察した。その結果、超深溝スクリュR13はR12よりΔP3/P3が小さく、運転範囲が広
いことから直接成形用スクリュに適していることが分かった。
図Ⅲ2.1.3(2)②-9 各種スクリュ性能比較(Tr、ΔP:フラフ無し)
図Ⅲ2.1.3(2)②-10各種スクリュ性能比較(Tr、ΔP:フラフ添加)
<結論>
超深溝スクリュは従来の標準溝スクリュに比べ何れの材料でも、スクリュフィード部の輸送機能が
40%改善し、フラフ等の低嵩密度品の添加系材料に適している。また樹脂圧力変動が小さく、低温度成
形が可能で押出温度制御性が優れており直接成形用の二軸押出機として適当であり、下記事項が確認
246.9246.9246.9246.9
242.2242.2242.2242.2243.5243.5243.5243.5
1 .481 .481 .481 .48
0.660.660.660.66
0.790.790.790.79
230
235
240
245
250
R-7スクリュ R-12スクリュ R-13スクリュ
樹脂温度
Tr2
2(℃)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
樹脂圧力変動⊿
P3/P
3(%)
Tr22(℃)
⊿P3/P3(%)
他社大粒径パウダ-A
246.9246.9246.9246.9
242.2242.2242.2242.2243.5243.5243.5243.5
1 .481 .481 .481 .48
0.660.660.660.66
0.790.790.790.79
230
235
240
245
250
R-7スクリュ R-12スクリュ R-13スクリュ
樹脂温度
Tr2
2(℃)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
樹脂圧力変動⊿
P3/P
3(%)
Tr22(℃)
⊿P3/P3(%)
他社大粒径パウダ-A
247247247247
241.5241.5241.5241.5
243.6243.6243.6243.6
1.381.381.381.38
0.520.520.520.52
0.990.990.990.99
230
235
240
245
250
R-7スクリュ R-12スクリュ R-13スクリュ
樹脂
温度
Tr2
2(℃
)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
樹脂
圧力
変動
⊿P
3/P
3(%
)
Tr22(℃)
⊿P3/P3(%)
他社大粒径パウダーA+フラフ
247247247247
241.5241.5241.5241.5
243.6243.6243.6243.6
1.381.381.381.38
0.520.520.520.52
0.990.990.990.99
230
235
240
245
250
R-7スクリュ R-12スクリュ R-13スクリュ
樹脂
温度
Tr2
2(℃
)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
樹脂
圧力
変動
⊿P
3/P
3(%
)
Tr22(℃)
⊿P3/P3(%)
他社大粒径パウダーA+フラフ

190
できた。
・スクリュ径φ50.2 にて、他社大粒径パウダーA+フラフ(10wt%)材料系で Q=200kg/h 以上を確
認した。また他社大粒径パウダ-Aのみの場合でQ=250kg/hを確認した。その時の樹脂圧力変動
(ΔP3/P3)は超深溝スクリュにて±0.5%以下を確認した。
・PP の安定化方法として、安定剤を MB として添加する方法は、樹脂圧力変動及び樹脂温度の挙動
が他の方式(プリブレンド方式、添着方式)と同等の状況を示し、本方式は混練押出工程上問題
ないことが確認できた。
・直接成形用スクリュ構成の基本諸元が固まった。
c. 超深溝スクリュのCAE解析について
小型機及びプロト機の超深溝スクリュについて試験、検討をしてきた結果、超深溝スクリュは標準
溝スクリュに比べ押出機出口部の樹脂圧力変動が小さいことが分かった。二軸押出機に供給される原
料の供給量に変動があれば、押出量変動の要因になり樹脂圧力変動になる。供給原料の計量変動が無
視できる場合、樹脂温度が変動し、樹脂圧力が変動する要因としては、押出機の中で供給原料の溶融
状態に変動があることが考えられる。
超深溝スクリュと標準溝スクリュで樹脂圧力変動の差の要因をスクリュ構成上から検討するとフ
ィード部から混練部領域までにおける輸送状態の差異,分配混合及び分散混合の混練特性の差異およ
び溶融後の均一混練性の差異が想定される。ここでは溶融後のスクリュ先端部の充満部分についてス
クリュCAE解析を検討した。
市販のソフト(表Ⅲ2.1.3(2)②-9参照)を利用して、スクリュ先端部の充満部分についてCAE解析
をおこない、試験測定データと比較検討し、樹脂挙動の予測がどの程度可能か、超深溝スクリュと標
準溝スクリュの差異を評価するものがあるか検討を行なった。
計算に使用した粘度データはペレット A(F122)の粘度データを修正したものを適用した。表Ⅲ
2.1.3(2)②-10 はタンデム押出システムの開発で検討をした単軸スクリュの試験データの CAE 解析結
果である。3つのCaseについて計算した結果(樹脂圧力および樹脂温度)は、その傾向がほぼ実測値
に近いことが確認できた。この時採用した修正粘度データを二軸スクリュのCAE解析にも適用した。
表Ⅲ2.1.3(2)②-9 CAE解析ソフト仕様4)
<CAE解析ソフト仕様>1.メーカ ㈱プラメデイア ㈱アールフロー2.使用ソフトウエア 「SCREWFLOW-MULTI」3.基礎方程式 非圧縮ナビエ-ストークス方程式 ∇p p p p =∇・(μ∇vvvv)
連続の式 : ∇・vvvv =0エネルギー式 : ρCpDTTTT/Dt=∇・(KKKK∇TTTT)+QcQcQcQc
v v v v :流体速度ベクトル Cp:比熱p p p p :流体圧力 TTTT :温度μ:粘度係数 kkkk :熱伝導率
ρ:密度 QcQcQcQc:せん断発熱
4.解析方法 定常解析5.計算条件・バレル温度熱境界条件 熱伝導率と温度勾配による熱計算
・スクリュ温度熱境界条件 断熱
・温度ヒストグラム スクリュ先端部から一定容積部分

191
表Ⅲ2.1.3(2)②-10 φ65単軸スクリュCAE解析結果
充満パターンモデル(図Ⅲ2.1.3(2)②-11)で示すように、スクリュ先端部は押出圧力に比例して
充満している。この部分の樹脂挙動(温度上昇、圧力分布、温度むら)についてCAE解析の検討を行
ない、試験測定データ(表Ⅲ2.1.3(2)②-7)との比較検討を行なった。
計算条件は表Ⅲ2.1.3(2)②-6、表Ⅲ2.1.3(2)②-7 の実験値を使用し、Q=200kg/h、Ns=268min-1、
押出圧力(ヘッド樹脂圧力)はP1値を、充満長部への流入樹脂温度は測定値Tm0に等しいとして計算
した。
図Ⅲ2.1.3(2)②-11 充満パターン及びCAE解析モデル図
Tm2/Pm2
Tm3/Pm3Tm0/Pm0
Tr1/P1
充満長・χ
脱揮原料供給・Q
ヘッド樹脂圧力
(P1)
混練部・KD
回転速度・Ns
充満パターン
Tr2Tr3P3
N s2C 8
Q
Δ P
l/d = 20
φ 65
押出質量 回転速度シリンダ設定温度
出口圧力
入口温度
Q Ns2 C8 P3 Tr2 実測値 計算値 実測値 計算値
kg/h m in-1 ℃ MPa ℃
Caseー1 72 65 200 16.6 263 7.5 7.9 244 236
Caseー2 141 139 200 22.4 254 11 .6 12.3 261 256
Caseー3 200 210 200 22.4 252 14.8 15.5 269 267
出口温度 (Tr3)
℃
解析結果単軸スクリュ-----試験材料=
F122相当
計算条件
スクリュ出入口圧力差(ΔP)
MPa
Tr2Tr3P3
N s2C 8
Q
Δ P
l/d = 20
φ 65
押出質量 回転速度シリンダ設定温度
出口圧力
入口温度
Q Ns2 C8 P3 Tr2 実測値 計算値 実測値 計算値
kg/h m in-1 ℃ MPa ℃
Caseー1 72 65 200 16.6 263 7.5 7.9 244 236
Caseー2 141 139 200 22.4 254 11 .6 12.3 261 256
Caseー3 200 210 200 22.4 252 14.8 15.5 269 267
出口温度 (Tr3)
℃
解析結果単軸スクリュ-----試験材料=
F122相当
計算条件
スクリュ出入口圧力差(ΔP)
MPa
押出質量 回転速度シリンダ設定温度
出口圧力
入口温度
Q Ns2 C8 P3 Tr2 実測値 計算値 実測値 計算値
kg/h m in-1 ℃ MPa ℃
Caseー1 72 65 200 16.6 263 7.5 7.9 244 236
Caseー2 141 139 200 22.4 254 11 .6 12.3 261 256
Caseー3 200 210 200 22.4 252 14.8 15.5 269 267
出口温度 (Tr3)
℃
解析結果単軸スクリュ-----試験材料=
F122相当
計算条件
スクリュ出入口圧力差(ΔP)
MPa
備品番号ES1504

192
その結果、今回適用したCAE解析ソフトによる計算結果は、スクリュ先端部分の挙動分析結果に対
応しており、今後検証データを積み上げることにより設計検討のツールとして利用できることが分か
った。スクリュ先端の充満長部について、温度上昇、圧力分布、温度ヒストグラムのCAE結果を以下
に報告する。
<満長部の圧力分布のCAE解析>
スクリュ先端部においては、スクリュ諸元、押出圧力、スクリュ回転速度、流量、樹脂温度等によ
り充満長さが決まる。その長さは充満長部の軸方向の圧力分布(P-X 図)を計算して求めることがで
きる。
その結果を図Ⅲ2.1.3(2)②-12 に示す。CAE 解析結果は実測値にほぼ近似する結果が得られた。従
ってベントポート部で生じる溶融樹脂の逆流によるベントアップ現象の予測とともに、ベントポート
下流部のバレルの設計長さを検討する手がかりにすることができることが分かった。また運転条件等
の入力計算によりスクリュ先端部の最適なスクリュ諸元が検討できる。
図Ⅲ2.1.3(2)②-12 充満部軸方向圧力分布図
<充満長部の温度上昇のCAE解析>
CAE 解析結果を図Ⅲ2.1.3(2)②-13 に示す。充満部入口の樹脂温度は混練部(KD 部)の樹脂温度セ
ンサの測定温度Tm0(図Ⅲ2.1.3(2)②-6及び図Ⅲ2.1.3(2)②-7参照)を入力した。温度上昇の実測値
は超深溝機の方が高く、その傾向はCAE解析結果も同傾向を示した。
表Ⅲ2.1.3(2)②-7のペレット原料について、成形加工温度の差異について考察する。押出機出口部
の樹脂温度(Tr22)は超深溝スクリュの方が低温度(246.2℃に対し241.6℃)であるにものかかわら
ず、スクリュ先端充満長部域での樹脂温度上昇(Tr22-Tm0)は超深溝スクリュの方が大きい(18.1℃
に対し20.5℃)。
充満長部圧力分布(P-X図)
0
2
4
6
8
0 50 100 150 200 250
充満長 X (mm)
樹脂
圧力
P(M
Pa)
cae解析値
実測値

193
従って、超深溝スクリュの低温度加工性はスクリュのフィード部から KD 部までの第一ステージ部
に支配されていると考えることができる。
図Ⅲ2.1.3(2)②-13 標準溝、超深溝スクリュ比較
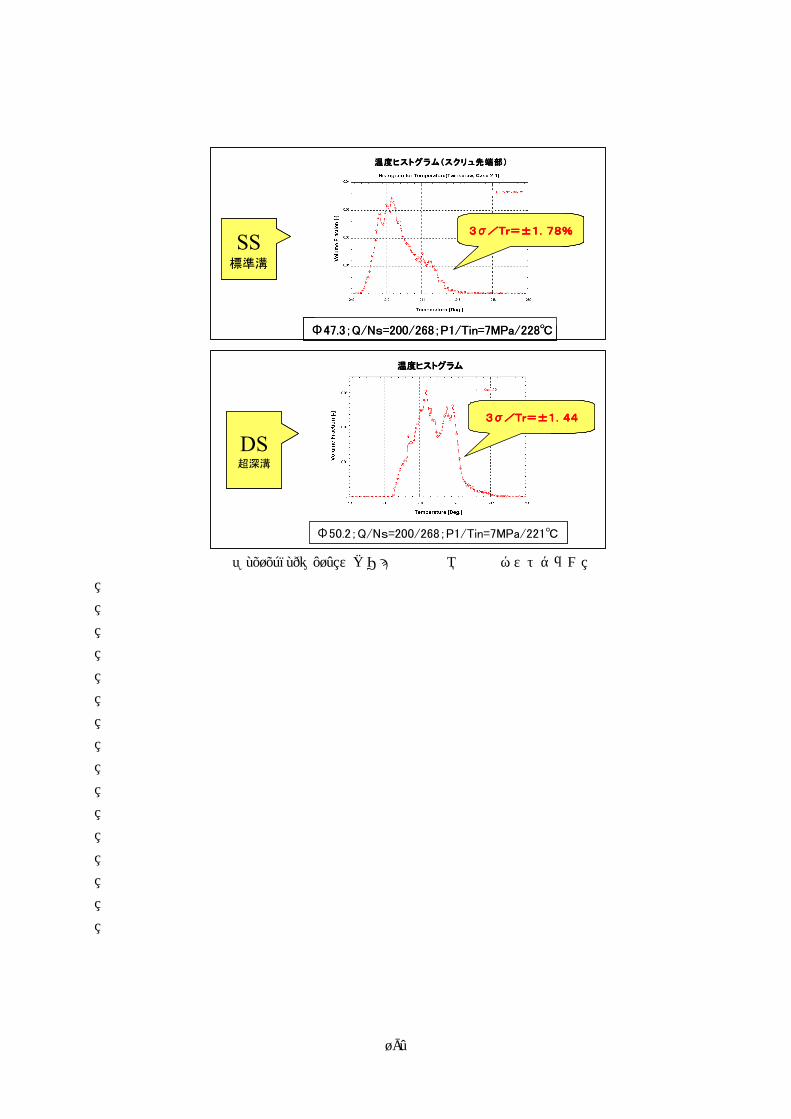
<充満長部の温度ヒストグラムのCAE解析>
超深溝スクリュ(DS)と標準溝スクリュ(SS)のスクリュ先端の充満部における温度ヒストグラムに
ついて検討した。充満部のある一定容積部分についCAE計算した。温度ヒストグラムの特性値として
3σ/Tr(ばらつき)を求めた(Tr=平均温度;σ=標準偏差)。その結果を(図Ⅲ2.1.3(2)②-14)に
示す。超深溝スクリュは標準溝スクリュに比し温度のばらつきが約20%小さい(充満部への流入樹脂
温度が両者DS,SSとも同一温度で計算した場合は約30%小さい)結果が得られ、CAE解析により両者の
スクリュの差異が検討できることが分かった。樹脂温度のばらつきは、樹脂圧力変動、押出変動の要
因の一つになることから3)、温度ヒストグラムのCAE解析による3σ/Tr値は樹脂圧力変動、押出変動
に対応する側面を持つと考えられる。超深溝スクリュの樹脂圧力変動の低減現象を下記のごとく考察
する。
超深溝スクリュは流路断面積が増え、自由容積が増えると共に滞留時間が増大する為、各種材料形
態を有する原料の分配混合(位置交換混合)については、標準溝スクリュより均一性に優れると思われ
る。またスクリュ山幅の低減が局部発熱を少なくし、温度むらを小さくている。そしてスクリュ先端
充満長部では流路容積増大した分の背圧流、漏洩流の増大があり、温度上昇とともに均質化に寄与し
ていることが想定される。
充満長部温度上昇(標準溝:超深溝)
14.9
20.3
18.120.5
0
5
10
15
20
25
φ47.3 φ50.2
スクリュプロフィル(標準溝:超深溝)
温度
上昇
(℃)
CAE解析値 実測データ
194
図Ⅲ2.1.3(2)②-14 スクリュ先端充満域部温度ヒストグラム
温度ヒストグラム(スクリュ先端部)温度ヒストグラム(スクリュ先端部)温度ヒストグラム(スクリュ先端部)温度ヒストグラム(スクリュ先端部)
SS標準溝
3333σ/σ/σ/σ/Tr=±1.78%Tr=±1.78%Tr=±1.78%Tr=±1.78%
温度ヒストグラム温度ヒストグラム温度ヒストグラム温度ヒストグラム
・・・・ 平均温度(平均温度(平均温度(平均温度(Tr)))): 238.8℃ ℃ ℃ ℃ ・・・・ 標準偏差(標準偏差(標準偏差(標準偏差(σ):σ):σ):σ): 1.147℃ ℃ ℃ ℃ ・・・・ 2σσσσ/Tr = 0.00961
3333σ/σ/σ/σ/Tr=±1.44Tr=±1.44Tr=±1.44Tr=±1.44
Φ47.3;Q/Ns=200/268;P1/Tin=7MPa/228℃
DS超深溝
Φ50.2;Q/Ns=200/268;P1/Tin=7MPa/221℃
温度ヒストグラム(スクリュ先端部)温度ヒストグラム(スクリュ先端部)温度ヒストグラム(スクリュ先端部)温度ヒストグラム(スクリュ先端部)
SS標準溝
3333σ/σ/σ/σ/Tr=±1.78%Tr=±1.78%Tr=±1.78%Tr=±1.78%
温度ヒストグラム温度ヒストグラム温度ヒストグラム温度ヒストグラム
・・・・ 平均温度(平均温度(平均温度(平均温度(Tr)))): 238.8℃ ℃ ℃ ℃ ・・・・ 標準偏差(標準偏差(標準偏差(標準偏差(σ):σ):σ):σ): 1.147℃ ℃ ℃ ℃ ・・・・ 2σσσσ/Tr = 0.00961
3333σ/σ/σ/σ/Tr=±1.44Tr=±1.44Tr=±1.44Tr=±1.44
Φ47.3;Q/Ns=200/268;P1/Tin=7MPa/228℃
DS超深溝
Φ50.2;Q/Ns=200/268;P1/Tin=7MPa/221℃
195
(3)(3)(3)(3)検証製膜試験検証製膜試験検証製膜試験検証製膜試験
①実運転系の評価確認試験(成形フィルム原反の品質検証)
前章(2)の基礎検討の結果から、成形フィルム原反の品質の検証を実施するに当たり、試験材料は
実機を想定したフラフ添加系の材料とした。すなわち大粒径パウダー、添加剤 MB 及びフラフ(表Ⅲ
2.1.3(2)-1参照)を個別に押出機に定量供給する方式にし、押出システムとしては、超深溝スクリュ
の二軸押出機とギアポンプ装置を組み合わせたギアポンプ押出方式として検証試験を実施した。
またフィルム原反の品質を検証するため、フィルム原反(約0.8mm厚)を押出成形し、そのフィル
ム原反をオフラインの二軸延伸装置(タテ約5倍延伸、ヨコ約7.5倍延伸)にかけて評価用PPフィル
ムサンプル(約18μm厚)を延伸成形した。
成形フィルム原反の品質を検証する為の開発目標値は下記のとおりである。
・試験材料はコア層用及びスキン層用の二種類の組成原料、表Ⅲ2.1.3(3)①-1及び表Ⅲ2.1.3(3)
①-2とし、
・試験押出質量(Q)はスクリュ径φ50.2の二軸押出機において Q≧200kg/h
・樹脂圧力変動はGP出口近傍でΔP/P≦±1.0%
・F.E数、気泡数はペレット原料と同等レベル
・フィルム物性はペレット原料と同等レベル
・ギアポンプ押出システムの対単軸押出機省エネルギ-率は30%以上
上記目標値を確認するための検証試験は下記手順で行った。試験期間中スクリュ構成や運転条件は
都度最適化を図る対応をとった。
・コア層用組成原料による検証試験 (FE数、気泡数、物性値、ΔP/Pの評価)
・スキン層用組成原料による検証試験(FE数、気泡数、ΔP/Pの評価)
上記検証試験結果、SPMの開発目標値は全て達成することができた。詳細内容を以下に報告する。
表Ⅲ2.1.3(3)①-1 コア層用組成試験材料
MFR 嵩密度 平均粒径 PP+MB+フラフ
(コア層用原料) g/10min g/cm3 mm 添加剤形態 備考
ペレットA (F122) 2.0 0.57 2.9 練り込み 汎用BOPP銘柄
他社大粒径パウダーA 3.0 0.46 2.5 Adipol法
小粒径パウダーA 2.0 0.49 0.6 F122の原料パウダー
添加剤MB-A 5.5 0.57 - 耐熱安定剤 濃度10倍
フラフ 3.0 0.18~0.28 - BOPPの耳粉砕品
大粒径パウダー/フラフ=90/10 使用フィーダ2台(C E-W-3, C E-W-0)
小粒径パウダー/MB=90/10 使用フィーダ2台(C E-W-3, C E-W-0)
配合比率
小粒径パウダー/MB/フラフ=81/9/10 使用フィーダ3台(C E-W-3, C E-W-0, C E-T-2)

196
表Ⅲ2.1.3(3)①-2 スキン層用組成試験材料
MFR 嵩密度 平均粒径 PP+アンチブロッキング剤MB
(スキン層用原料) g/10min g/cm3 mm 添加剤形態 備考
ペレットB (F113G) 3.0 0.57 2.9 練り込み 汎用BOPP銘柄
他社大粒径パウダーA 3.0 0.46 2.5 Adipol法
小粒径パウダーB 3.0 0.49 0.8 F113Gの原料パウダー
添加剤MB-B 5.5 0.57 - 耐熱安定剤MB+
アンチブロッキング剤MB
フラフ 3.0 0.18~0.28 - BOPPの耳粉砕品
ミルドペレット 3.0 0.34~0.39 - フラフを押し固めたもの
大粒径パウダー/MB=90/10 使用フィーダ2台(CE-W-3,CE-W-0)
大粒径パウダー/MB/フラフ=81/9/10 使用フィーダ3台(CE-W-3,CE-W-0,CE-T-2)
小粒径パウダー/MB=90/10 使用フィーダ2台(CE-W-3,CE-W-0)
配合比率
小粒径パウダー/MB/フラフ=81/9/10 使用フィーダ3台(CE-W-3,CE-W-0,CE-T-2)
a. PP+MB+フラフ(コア層用組成)原料における検証試験
<試験材料および試験装置>
試験材料は表Ⅲ2.1.3(3)①-1に示す。試験装置を図Ⅲ2.1.3(3)①-1に示す。ギアポンプ装置の下
流部にあるスクリーンは実生産機にあわせて、これまでの#150から#200に変更した。 試験機の
仕様を表Ⅲ2.1.3(3)①-3に示す。使用したスクリュR13’の構成図を図Ⅲ2.1.3(3)①-2に示す。
図Ⅲ2.1.3(3)①-1 試験装置図
重量式フィーダ
M TEM-48DS
P4
P3
Tr32
Tダイ
TDS-650Ns1
Tr1
P1
スクリーン
#200
GP-200
ギアポンプ
Ng
Tm3
Pm3 P2
Tr22Tm0
Pm0
Tm2
Pm2
m
m
m
PP
MB
フラフ
VP
M
真空ポンプ
二軸押出機
50 100
冷却ロール装置

197
表Ⅲ2.1.3(3)①-3 試験機仕様
SPM試験機仕様
<二軸押出機(SPM開発設備)備品番号ES1501、備品番号ES1506>
型式 :TEM-48DS(φ50.2);
スクリュ(超深溝) :φ50.2 * L/D=34
スクリュNo. R13’ (コア層用組成試験)
スクリュNo. R13’、R15(スキン層用組成試験)
駆動電動機 :AC75kw
スクリュ最高回転速度:447 min-1
<付属機器>
1)減量積分値制御式二軸スクリュフィーダ 計3台(PP用/MB用/フラフ用)
㈱クボタ製、型式:CE-W-3 / CE-W-0 / CE-T-2
備品番号ES1502、備品番号ES1503、備品番号ES1603
2)油回転式真空ポンプ(東芝機械㈱試験設備)
4P、3.7kw
<ギアポンプ(SPM開発設備)備品番号ES1602>
型式 :GP-200
理論吐出量:176cc/rev
駆動電動機:AC7.5kw、45min-1
<Tダイ(東芝機械㈱試験設備>
型式 :TDS-650(コートハンガーマニホールド式)
リップ寸法:リップ幅/リップ開度=650/0.8~20
リップ形式:ベンデイングリップ式
図Ⅲ2.1.3(3)①-2 試験用スクリュ構成
<試験結果>
試験条件を表Ⅲ2.1.3(3)①-4に示す。押出質量は200kg/hと250kg/hの2水準を試験した。
試験結果を表Ⅲ2.1.3(3)①-5及び表Ⅲ2.1.3(3)①-6に示し、結果を下記に要約する。
溶融押出
混練部
(L/D=9)
混練部
(L/D=9)
φ50.2
φ50.2
R13’-スクリュ
(超深溝)
R15 -スクリュ
(超深溝)
KD-3D
KD-4D
原料定量供給 脱揮
KD部の混練度合比較
KD-4D > KD-3D

198
・気泡、FEの発生は大粒径も小粒径もペレット同等レベルである。(表Ⅲ2.1.3(3)①-5参照)
・Q=200 及び Q=250kg/h においてフィルムの物性値は何れの原料も基準原料のペレットと同等で
あり、樹脂圧力変動(ΔP3/P3)も±1.0%以下である。(表Ⅲ2.1.3(3)①-6参照)
・フラフ(10wt%)を添加すると、樹脂圧力変動は約 2 倍となる。フラフの嵩密度が小さくバラ
ツキが大きいため、計量フィーダでの供給精度に限界がある為と推定する。なおフラフを供給
する際の供給精度(標準偏差/平均値)は±3.5%に対しペレット材料のそれは±0.4%である
ことを確認した。
表Ⅲ.2.1.3(3)①-4 試験条件
表Ⅲ2.1.3(3)①-5 試験結果
押出量回転 速
度 比動力 樹脂温度
樹脂圧力&
圧力変動
Q Ns Z/Q Tr32 P1 ΔP3/P3
FE
(*) 気泡
スクリュ 試験原料
kg/h min-1 kwh/kg ℃ MPa % 個
ペレット A(F122) 200 268 0.146 252.4 7.2 0.74 7 0
他社大粒径パウダーA 200 268 0.144 252.2 7.1 0.72 6 3
他社大粒径パウダー A+ フラフ 200 268 0.144 251.5 6.9 1.32 2 1
小粒径パウダー A + MB-A 200 268 0.144 254.1 7.4 1.07 2 0
R13’
小粒径パウダー A + MB-A+フラフ 250 335 0.153 255.2 7.1 2.25 0 2
*1000m当たりの個数
表Ⅲ2.1.3(3)①-6 試験結果 押出
質量
回転
速度 比動力
樹脂
温度
樹脂圧力&
圧力変動
引張
破断強さ
引張
破断伸び 初期弾性率
Q Ns Z/Q Tr32 P1 ΔP3/P3 MD TD MD TD MD TD 試験原料
kg/h min-1 kwh/kg ℃ MPa % MPa % MPa
ペレットA (F122) 0.146 252.4 7.2 0.74 157 302 99 26 3052 6279
他社大粒径パウダーA 0.144 252.2 7.1 0.72 154 315 99 23 3149 6224
他社大粒径パウダーA + フラフ 0.144 251.5 6.9 1.32 157 299 101 26 2991 5578
小粒径パウダーA + MB-A
200 268
0.144 254.1 7.4 1.07 147 286 97 27 3157 5541
ペレットA (F122) 0.151 253.3 7.5 0.44 155 285 97 32 3223 5258
他社大粒径パウダーA 0.153 253.7 7.5 0.66 164 303 100 26 3158 5365
他社大粒径パウダーA + フラフ 0.148 253.1 7.5 128 162 306 113 27 3100 5498
小粒径パウダーA + MB-A
250 335
0.155 256.6 7.4 - 163 325 102 22 3173 5688
PP+MB+フラフ (コア層用組成)原料
短菅 Tダイ
押出質量 回転速度 ヘッド部圧力 回転速度
Q Ns C1 C2 C3-C7 H P1 Ng
kg/h min-1
MPa ℃ min-1
200 268 190 220 240 240 6.9~7.2 250 27.7~27.9 250 260250 335 190 220 240 240 7.1~7.5 250 35.0~35.4 250 260
℃℃
設定温度
ギアポンプ(GP-200)
設定温度
二軸押出機(TEM-48DS (φ50.2) ) :R13’スクリュ
バレル設定温度

199
<結論>
PP+MB+フラフ(コア層用組成)原料の大粒径パウダ-において下記を確認した。
処理量Q=200、250kg/hにおいて下記のとおり目標を達成した。
・樹脂圧力変動(ΔP3/P3) < ±0.5% :フラフ非添加系
・樹脂圧力変動(ΔP3/P3) < ±1.0% :フラフ添加系
・フィルムの気泡、FEの発生及び物性はペレット材料と同程度
フラフ添加系の樹脂圧力変動の低減策については次項のスキン層用組成原料で報告する。
b. PP+アンチブロッキング剤MB+フラフ(スキン層用組成)原料における検証試験
<試験材料および試験装置>
試験材料は表Ⅲ2.1.3(3)①-2に示す。添加剤は耐熱安定剤MBとアンチブロッキング(AB)剤MBとで
ある。フラフは従来のものと、フラフを押し固めたミルドペレットの2形態を試験した。スキン層に
はフラフは一般には添加されないが、コア層用組成原料と同様な評価をする為使用した。試験装置及
び試験機仕様は前項 a.の試験と同じである。試験したスクリュはR13’とR15の2本で図Ⅲ2.1.3(3)
①-2に示す。
スクリュR15はSPM開発で探求してきた最終決定スクリュ構成である。
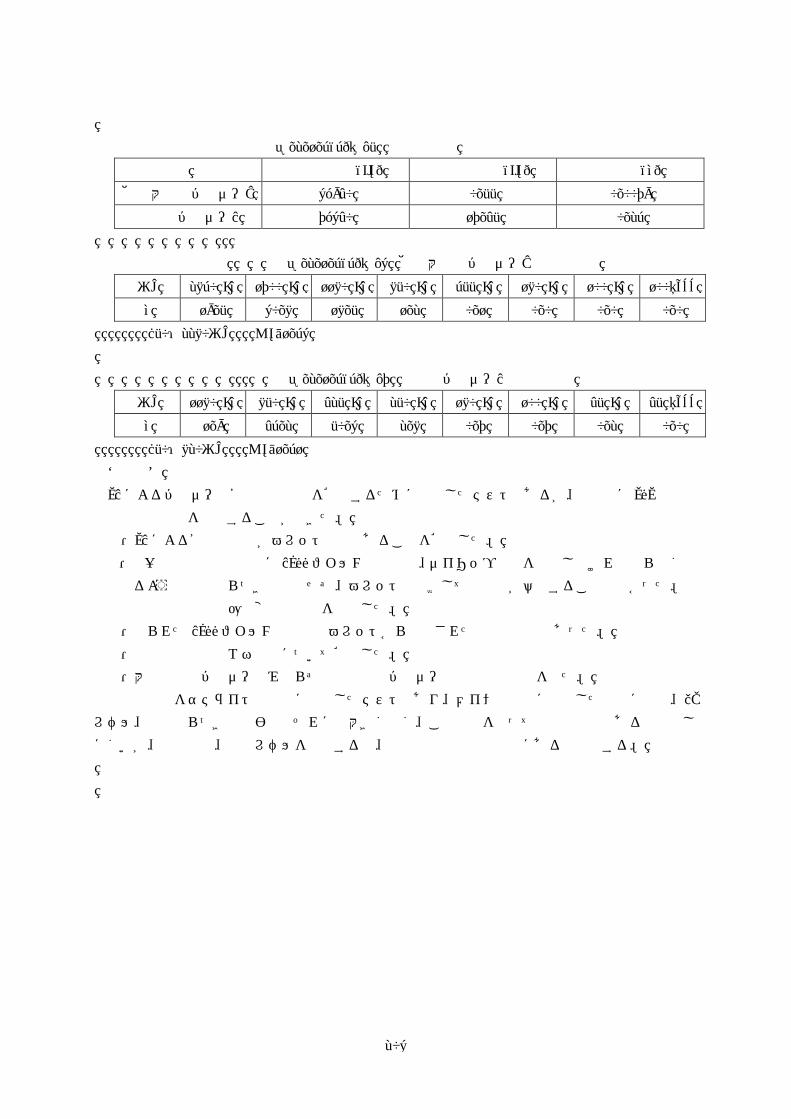
<試験結果>
スクリュ R13’の試験条件を表Ⅲ2.1.3(3)①-7 に示し、その気泡,FE の分析結果を表Ⅲ2.1.3(3)①
-8に示す。スクリュR15による試験条件を表Ⅲ2.1.3(3)①-9 に示し、その樹脂圧力変動(ΔP3/P3)
の測定結果を表Ⅲ2.1.3(3)①-10に示す。試験結果を下記に要約する。
・大粒径および小粒径パウダ-の何れにおいても,気泡の発生は無く、AB 剤の分散の問題もなく
FE発生もペレット同程度である。(表Ⅲ2.1.3(3)①-8参照)
・樹脂圧力変動(ΔP3/P3)は R15 スクリュと運転条件の最適化※により何れの原料もフラフ添
加系も含めてΔP3/P3は±0.5%以下を確認した。(表Ⅲ2.1.3(3)①-10参照)
※ 最適化のために、各フィーダへの原料投入タイミング管理、スクリュ先端圧力及びバレ
ル設定温度、スクリュ速度等の調整を実施した。
・スクリュ構成R13‘とR15の性能比較について(図Ⅲ2.1.3(3)①-3参照)
スクリュ R15 は大粒径でも小粒径でも樹脂圧力変動が小さくスクリュ R13‘に比べ運転幅が広
く直接成形に適していることが分かった。
・ミルドペレットは一般のフラフに比べ樹脂圧力変動(GP前圧力変動ΔP)が約35%小さくなり、
ペレット原料並みに改善されることが確認された。(図Ⅲ2.1.3(3)①-4参照)
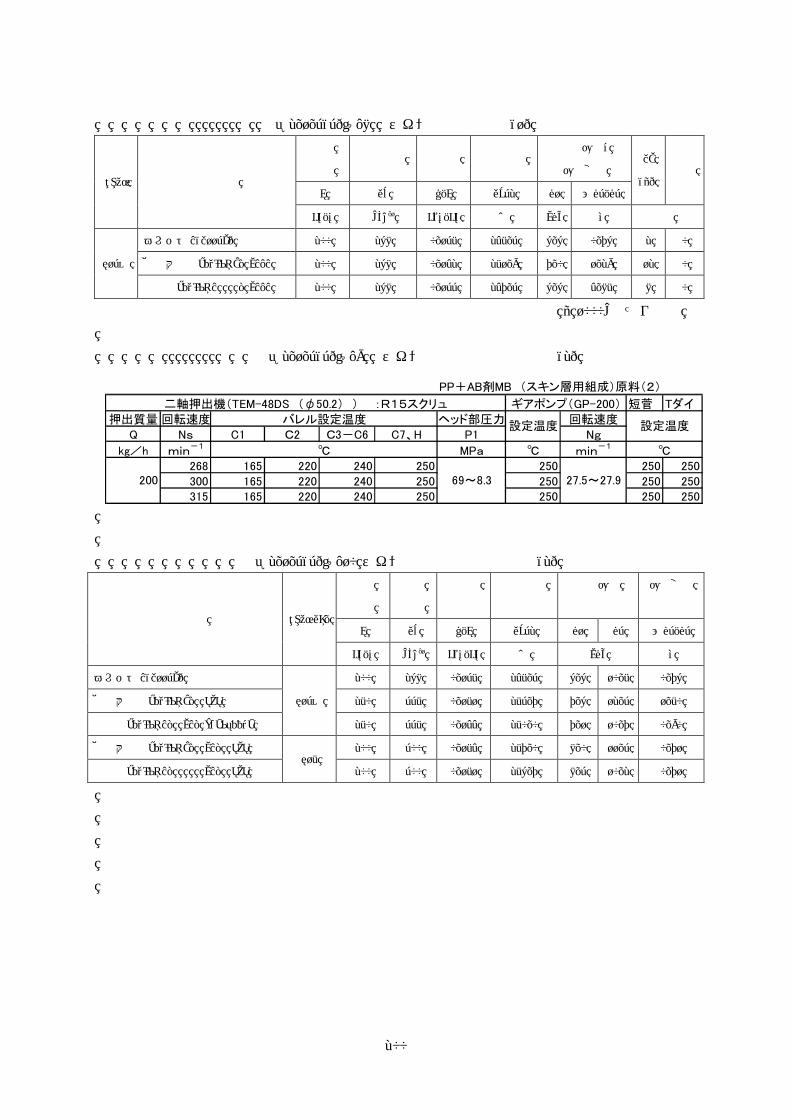
表Ⅲ2.1.3(3)①-7 スキン層用組成原料試験条件(1)
短菅 Tダイ
押出質量 回転速度 ヘッド部圧力 回転速度Q Ns C1 C2 C3-C7 H P1 Ng
kg/h min-1 MPa ℃ min-1
200 268 165 200 240 240 6.6~7.2 250 27.5~27.9 250 250
250 335 165 200 240 240 7.0~7.2 250 34.4~34.8 250 250
PP+AB剤MB (スキン層用組成)原料(1)
二軸押出機(TEM-48DS (φ50.2) ) :R13’スクリュ ギアポンプ(GP-200)
℃ ℃
設定温度設定温度バレル設定温度
200
表Ⅲ2.1.3(3)①-8 スキン層用試験結果(1) 押出
質量 回転速度 比動力 樹脂温度
樹脂圧力&
圧力変動
Q Ns Z/Q Tr32 P1 ΔP3/P3
FE
(*) 気泡
スクリュ 試験原料
kg/h min-1 kwh/kg ℃ MPa % 個
ペレットB(F113G) 200 268 0.135 245.3 6.6 0.76 2 0
他社大粒径パウダー A+ MB-B 200 268 0.142 251.9 7.0 1.29 12 0 R13’
小粒径パウダー B + MB-B 200 268 0.133 247.3 6.6 4.85 8 0
* 1000m当たりの数
表Ⅲ2.1.3(3)①-9 スキン層用組成原料試験条件(2)
表Ⅲ2.1.3(3)①-10 スキン層用組成原料試験結果(2) 押出
質量
回転
速度
比動力 樹脂温度 樹脂圧力 圧力変動
Q Ns Z/Q Tr32 P1 P3 ΔP3/P3 試験原料 スクリュ No.
kg/h min-1 kwh/kg ℃ MPa %
ペレットB(F113G) 200 268 0.135 245.3 6.6 10.5 0.76
他社大粒径パウダー A+ フラフ 250 335 0.151 253.7 7.6 12.3 1.50
小粒径パウダー B+ MB+ ミルドペレット
R13’
250 335 0.144 250.0 7.1 10.7 0.90
他社大粒径パウダー A+ MB+ フラフ 200 300 0.154 257.0 8.0 11.3 0.71
小粒径パウダー B+ MB+ フラフ R15
200 300 0.151 256.7 8.3 10.2 0.71
短菅 Tダイ
押出質量 回転速度 ヘッド部圧力 回転速度
Q Ns C1 C2 C3-C6 C7、H P1 Ng
kg/h min-1 MPa ℃ min-1
268 165 220 240 250 250 250 250
300 165 220 240 250 250 250 250315 165 220 240 250 250 250 250
PP+AB剤MB (スキン層用組成)原料(2)
℃ ℃
ギアポンプ(GP-200)
バレル設定温度設定温度 設定温度
27.5~27.969~8.3200
二軸押出機(TEM-48DS (φ50.2) ) :R15スクリュ

201
図Ⅲ2.1.3(3)①-3 スクリュ性能比較
図Ⅲ2.1.3(3)①-4 フラフ形態と圧力変動比較
<結論>
スキン層用組成原料において下記のとおりで目標値を達成した。
・処理量Q=200kg/hにおいて、大粒径パウダー及び小粒径パウダーのフラフ添加系
樹脂圧力変動(ΔP3/P3)<±0.5%
気泡、FEの発生はペレットと同程度
・処理量Q=250kg/hにおいて、大粒径パウダ-のフラフ添加系
樹脂圧力変動(ΔP3/P3)<±1.0%
・処理量Q=250kg/hにおいて、小粒径パウダ-のミルドペレット添加系
樹脂圧力変動(ΔP3/P3)<±0.5%
GP上流部 GP下流部
フラフ形態と樹脂圧力変動
2.08
0.10
1.38
0.08
0.01
0.10
1.00
10.00
ΔP(M
Pa)
フラフ
ミルドペレット
GP上流部 GP下流部
フラフ形態と樹脂圧力変動
2.08
0.10
1.38
0.08
0.01
0.10
1.00
10.00
ΔP(M
Pa)
フラフ
ミルドペレット
スクリュ比較:ΔP2-Ns図
1.71.2
2.7
1.7
0.9
2.1
3.0
0.0
1.0
2.0
3.0
4.0
250 270 290 310 330 350
Ns (min-1)
ΔP
2 (M
Pa)
R15小粒径パウダ-B/F R15大粒径パウダ-A/F
R13’小粒径パウダーB/F
R13‘
R15
スクリュ比較:ΔP2-Ns図
1.71.2
2.7
1.7
0.9
2.1
3.0
0.0
1.0
2.0
3.0
4.0
250 270 290 310 330 350
Ns (min-1)
ΔP
2 (M
Pa)
R15小粒径パウダ-B/F R15大粒径パウダ-A/F
R13’小粒径パウダーB/F
R13‘
R15
202
②実生産機での検証
これまで述べてきた開発技術を総合的に検証し、実用化のための基礎的知見を得るため、フィルム
メーカーの実生産機を使用した製膜テストを実施した。Ⅲ.2.1.2(3)③で述べたように、このテストは
安定剤 MB 添加による重合パウダーの安定化についてロングランで検証するために計画したものであ
るが、同時に本プロジェクトで開発した二軸押出機の性能(重合パウダーからの製膜したBOPPフィル
ムの品質、省エネ効果)についても検証することができた。ここでは得られたBOPPフィルムの品質、
二軸押出機の性能評価結果について記載する。
<試験結果>
二軸押出機の樹脂圧力変動
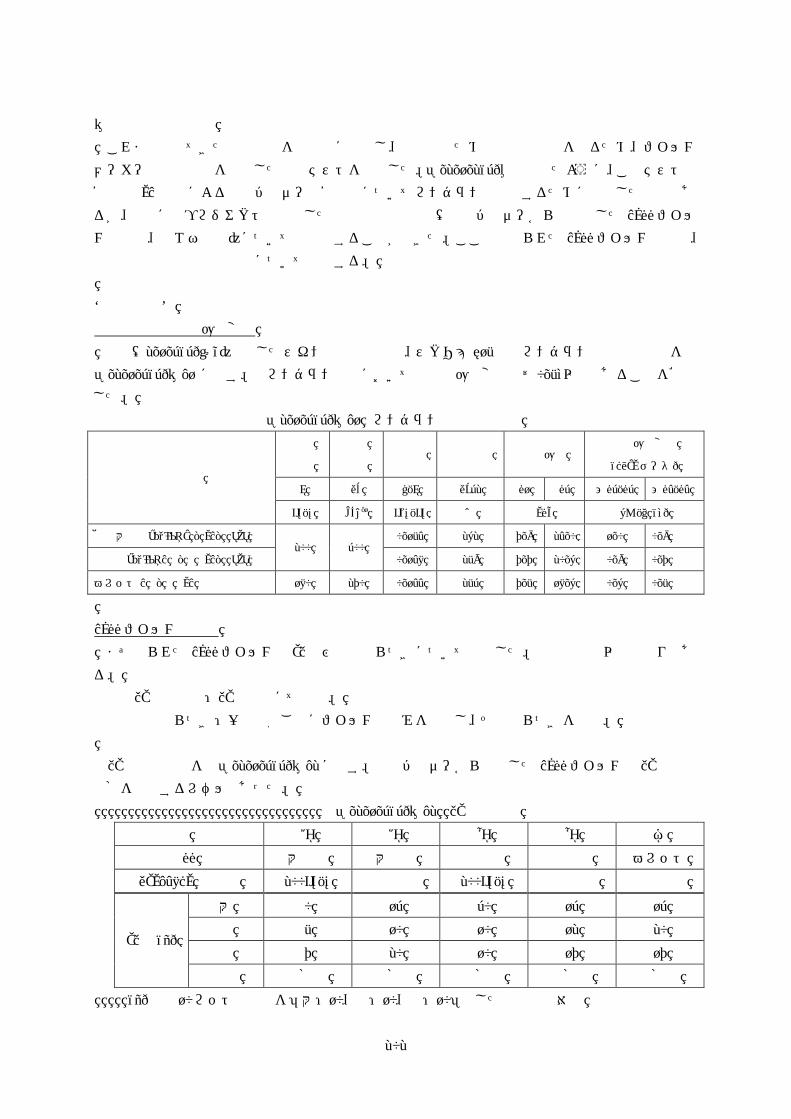
前項(2.1.3(3)①b)で記したスキン層用組成原料、スクリュR15でのロングラン実証試験結果を表
Ⅲ.2.1.3(3)②-1 に示す。本ロングラン試験においても樹脂圧力変動は±0.5%以下であることを確認
した。
表Ⅲ2.1.3(3)②-1 ロングラン実証試験結果 押出
質量
回転
速度 比動力 樹脂温度 樹脂圧力
樹脂圧力変動
(DLASデータ)
Q Ns Z/Q Tr32 P1 P3 ΔP3/P3 ΔP4/P4 試験原料
kg/h min-1 kwh/kg ℃ MPa 6σ/X (%)
他社大粒径パウダー A + MB+ フラフ 0.154 262 7.9 24.0 1.0 0.9
小粒径パウダー B + MB+ フラフ 200 300
0.148 259 7.7 20.6 0.9 0.7
ペレットB + MB 180 270 0.144 253 7.5 18.6 0.6 0.5
BOPPフィルムの品質
まず得られたBOPPフィルムのEF及び厚薄ばらつきについて評価した。評価方法は以下の通りであ
る。
FE発生状況:FE検知器にて評価。
厚薄ばらつき:一定間隔ごとにフィルムの厚みを測定し、そのばらつきを評価。
FEの評価結果を表Ⅲ.2.1.3(3)②-2に示す。重合パウダーから生産したBOPPフィルムのFEは製品
規格を満足するレベルであった。
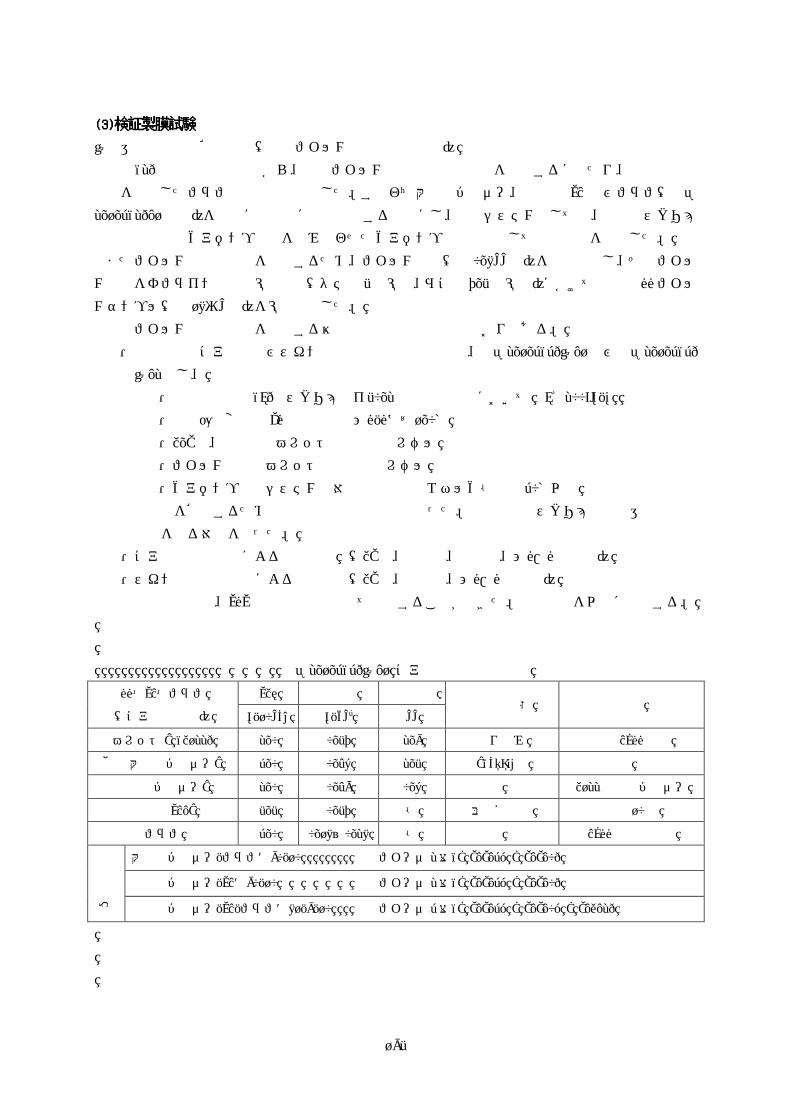
表Ⅲ.2.1.3(3)②-2 FE評価結果
ⅰ ⅱ ⅲ ⅳ ⅵ
PP 大粒径 大粒径 小粒径 小粒径 ペレット
TEM-48DS 吐出量 200kg/h 通常生産 200kg/h 通常生産 通常生産
大 0 13 30 13 13
中 5 10 10 12 20
小 7 20 10 17 17 EF数(*)
判定 規格内 規格内 規格内 規格内 規格内
(*)製品10ロットの平均を「大:10、中:10、小:10」とした場合の相対値

203
厚薄ばらつきに関する評価結果を表Ⅲ.2.1.3(3)②-3に示す。重合パウダーから生産したBOPPフィ
ルムの厚薄ばらつきは製品規格を満足するレベルであった。
表Ⅲ.2.1.3(3)②-3 厚薄ばらつき評価結果
ⅰ ⅱ ⅲ ⅳ ⅵ
PP 大粒径 大粒径 小粒径 小粒径 ペレット
TEM-48DS 吐出量 200kg/h 通常生産 200kg/h 通常生産 通常生産
厚薄ばらつき(*) 11.5 14.6 11.5 13.1 11.5
判定 規格内 規格内 規格内 規格内 規格内
(*)製品10ロットの平均を10とした場合の相対値
次にBOPPフィルムの物性を評価した。評価結果を表Ⅲ.2.1.3(3)②-4に示す。重合パウダーから生
産したBOPPフィルムの品質は製品同等であった。
BOPP フィルム物性は温度 23±2℃、湿度 50±5%の環境下で測定した。各測定項目の測定条件は以
下の通りである。
・全ヘイズ
試験法:JISK7105に準ずる。
測定装置:ヘイズメーター(日本電色製 NDH2000)
フィルムをホルダー(内径φ25mm)にセットして測定する。
・内部ヘイズ
全ヘイズと同一試験機を用いて、ガラス製セル(寸法40×55mm)にシクロヘキサノールをい
れ、その中にフィルムを浸漬し測定する。
・LSI(視覚透明度)
試験法:狭い角度での拡散透過光を測定する。
測定装置:ライトスキャッタリングメーター(東洋精機製作所製)
・グロス
試験法:JISK7105に準ずる。
測定装置:グロスメーター(日本電色製 VG2000)
ヘイズ測定時の同ホルダーにフィルムをセットし、コロナ面、非コロナ面に入射光を当て
測定する。
・ブロッキング性
試験法:ASTMD1893に準ずる。
測定装置:万能材料試験機(インテスコ製2001)
試験片寸法:200×150mm、試験速度200m/min
フィルム2枚1組(コロナ面同士、非コロナ面同士を合わせたもの)を、オーブン中(50℃
×20kg×3日)でエージングし、試料のブロッキング性を測定する。
・スリップ性
試験法:ASTMD1894に準ずる。
測定装置:万能材料試験機(インテスコ製2001)

204
大小 2枚 1組(寸法プレート側130×250mm、荷重側120×120mm)の試験片をオーブン中
(40℃×3日)でエージングし、コロナ面同士、非コロナ面同士を荷重200g掛けスリップし
た時の摩擦係数を測定する。
・引張試験
測定装置:万能材料試験機(インテスコ製201-5)
JISK6781のダンベル形状試験片を万能材料試験機にて引張試験を行い、縦方向と横方向の
引張破断強さ(TS)、引張破断伸び(EL)、初期弾性率(E)の測定を行う。
試験速度:200m/min(TS、EL)、50m/min(E)、チャック間距離:80mm
・収縮率
幅10mm×長さ150mm 短冊状のフィルムにノギスで100mm 間隔のマーキングをし、120℃の
オーブン中で15分加熱し、取り出した後、加熱後の長さを測定し、収縮率を算出する。
・表面固有抵抗
試験法:JIS K6911に準ずる。
試験装置:デジタル超高抵抗/微小電流計(R8340A アドバンテスト製)
100×100mmの試験片を40℃で3日エージングし、コロナ面に主電極、ガード電極を当て、
印加電圧500Vをかけ抵抗を測定する。
・濡れ張力
試験法:JIS K6768に準ずる。
試験片を40℃で3日エージングし、コロナ面に濡れ試薬を塗布し、2秒後の濡れ性を測定
する(いずれの液(指数)が試料表面を完全に濡らすかを観察し、濡れ指数を調べる)。
表Ⅲ.2.1.3(3)②-4 フィルム物性評価結果
ⅰ ⅱ ⅲ ⅳ ⅵ
PP 大粒径 大粒径 小粒径 小粒径 ペレット
吐出量 200kg/h 通常生産時 200kg/h 通常生産時 通常生産時
フィルム厚み μm 19.4 20.0 19.3 18.9 19.0
ヘイズ 全/内部 % 2.5/2.3 2.2/1.8 2.6/2.5 2.3/2.3 2.3/2.0
LSI % 2.4 2.1 2.3 2.1 2.1
グロス コロナ面/非コロナ面 % 138/139 142/142 136/138 137/139 139/140
コロナ面同士 静/動 - 0.25/0.24 0.25/0.24 0.26/0.26 0.25/0.25 0.25/0.24
非コロナ面同士 静/動 - 0.32/0.31 0.33/0.33 0.34/0.34 0.34/0.34 0.34/0.35
コロナ面同士 mN/cm 無 無 無 無 無
非コロナ面同士 mN/cm 無 無 無 無 無
TS MD/TD MPa 150/285 145/280 150/275 145/275 150/275
EL MD/TD % 120/24 119/24 122/21 122/21 125/23
E MD/TD MPa 3000/5600 2950/5600 3050/5850 3000/5850 2950/5700
収縮率 120℃×15min. MD/TD % 3.6/2.1 4.2/3.3 4.3/4.0 3.2/3.1 3.5/3.5
表面固有抵抗 40℃×3days Ω 8.9E+10 7.7E+10 1.1E+11 1.2E+11 8.7E+10
濡れ張力 40℃×3days 濡れ指数 39 38 38 38 38
引張特性
ブロッキング性
スリップ性
項目
205
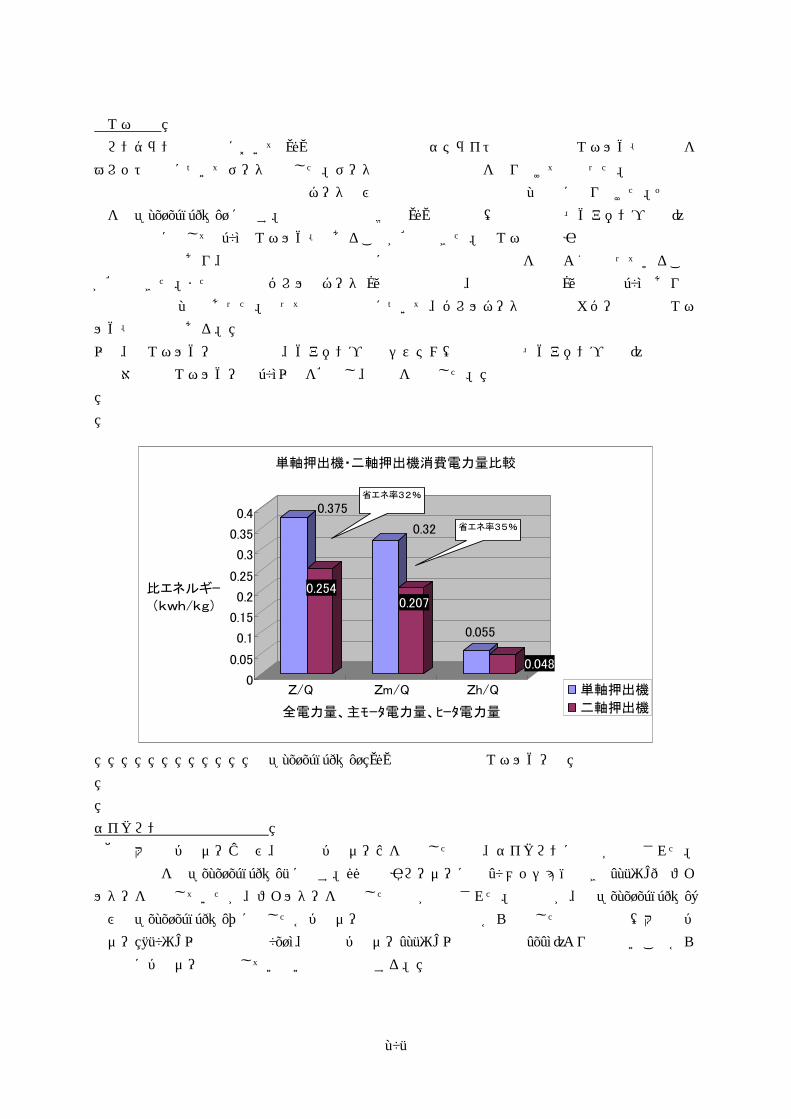
省エネ効果
ロングラン実証試験においてSPM二軸押出機と生産機サテライト単軸押出機のエネルギ-消費量を
ペレット原料についてデータ収集した。データ収集は積算電力計を取り付けて行なった。積算電力計
は押出機駆動用電動機用入力回路とヒータ及び補機電動機用入力回路の2箇所に取り付けた。その結
果を図Ⅲ2.1.3(3)②-1に示す。受電端電力量比較でSPM試験装置(二軸押出機+ギアポンプ装置)は
単軸押出機に比して 30%省エネルギ-であることが確認できた。省エネの主要因は押出機駆動用電動
機の消費量差であり、二軸押出機は単軸押出機に比べ原料の可塑化溶融を効率よく行なっていること
が確認できた。また押出機のバレルのヒータON率は計算結果、二軸押出機のON率は約30%であり単
軸押出機の約2倍であった。従って二軸押出機について、バレルヒータ部の保温カバー施工は省エネ
ルギ-上有効である。
以上、省エネルギー調査の結果、ギアポンプ押出システム(二軸押出機+ギアポンプ装置)は単軸押
出機対比で省エネルギー率30%以上を確認し、目標を達成した。
図Ⅲ2.1.3(3)②-1 SPM二軸押出機の省エネルギー率
サイクロンでの微粉捕集状況
他社大粒径パウダーA 及び、小粒径パウダーB を使用した場合、サイクロンに微粉が捕集された。
微粉補修率を表Ⅲ.2.1.3(3)②-5に示す。PP用吸引ローダーには40メッシュ(目開き425μm)のフィ
ルターを装着していたが、フィルターを通過した微粉が捕集された。捕集率が、表Ⅲ.2.1.3(3)②-6
及び表Ⅲ.2.1.3(3)②-7 に示した各パウダーの粒度分布測定結果から算出した微粉存在率(大粒径パ
ウダー 850μm以下の存在率0.1%、小粒径パウダー425μm以下の存在率4.4%)よりも少ないことから
搬送中にパウダーは崩壊していないものと推定する。
0.375
0.254
0.32
0.207
0.055
0.0480
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
比エネルギー
(kwh/kg)
Z/Q Zm/Q Zh/Q
全電力量、主モータ電力量、ヒータ電力量
単軸押出機・二軸押出機消費電力量比較
単軸押出機
二軸押出機
省エネ率32%
省エネ率35%
206
表Ⅲ.2.1.3(3)②-5 微粉捕集率
使用樹脂量(kg) 微粉捕集量(kg) 捕集率(%)
他社大粒径パウダーA 6,940 0.55 0.0079
小粒径パウダーB 7,640 17.45 0.23
表Ⅲ.2.1.3(3)②-6 他社大粒径パウダーAの粒度分布
μm 2830 on 1700 on 1180 on 850 on 355 on 180 on 100 on 100pass
% 19.5 60.8 18.5 1.2 0.1 0.0 0.0 0.0
D50:2280μm σg:1.36
表Ⅲ.2.1.3(3)②-7 小粒径パウダーBの粒度分布
μm 1180 on 850 on 425 on 250 on 180 on 100 on 45 on 45 pass
% 1.9 43.2 50.6 2.8 0.7 0.7 0.2 0.0
D50:820μm σg:1.31
<結論>
MBによるパウダーの安定化の可否を確認するために実施したテストであるが、結果的にSPM技術の
実用化の可能性を検証することができた。
・MBによる安定化効果がペレット同等であることを確認した。
・約一週間の連続製膜中にBOPPフィルムの破断や、ダイリップ開度を調整しなければならなくな
るような厚薄ばらつきも発生せず、ペレットと比較して生産性が悪化することはなかった。二
軸押出機の樹脂圧力変動は目標を達成した。
・得られたBOPPフィルムの品質もペレットから生産されたものと同等であった。
・二軸押出機の省エネ効果について確認した。
・大粒径重合パウダーのみならず小粒径重合パウダーでも同様の結果を得た。
二軸押出機をサテライト押出機に使用したテストであり、メイン押出機に使用した場合に比べ、FE
レベル、厚薄ばらつきへの影響はそれほど大きくなく、この結果を持って実用化可能であると断言し
にくいが、生産状況、品質レベルを考慮すると、実用化の可能性は十分にあると判断する。