2 intro metalforming - suranaree university of...
TRANSCRIPT
Introduction to metalforming 1
METAL FORMING
Metal Forming refers to a group of manufacturing
methods by which the given shape of the workpiece (a solid
body) is converted to another shape without change in the
mass or composition of the material of the workpiece.
Introduction to metalforming 2
Characteristics of Deformation Methods
• The loads and stresses required for deformation are very high.
• The majority of the parts are completely deformed.
• Because of the high costs of machinery and tools
- High productivity and short production time
- High accuracy
- Good mechanical properties of the component
Introduction to metalforming 3
Example of parts produced by metal forming processes
METAL FORMING
Automobiles and Machine tools COMPONENTS
HAND TOOLS hammers, pliers, etc.
FASTENER screw, bolt, nut, rivet
CONSTRUCTION ELEMENT
pipe, roof
FITTING used in building construction
OTHERS
Introduction to metalforming 4
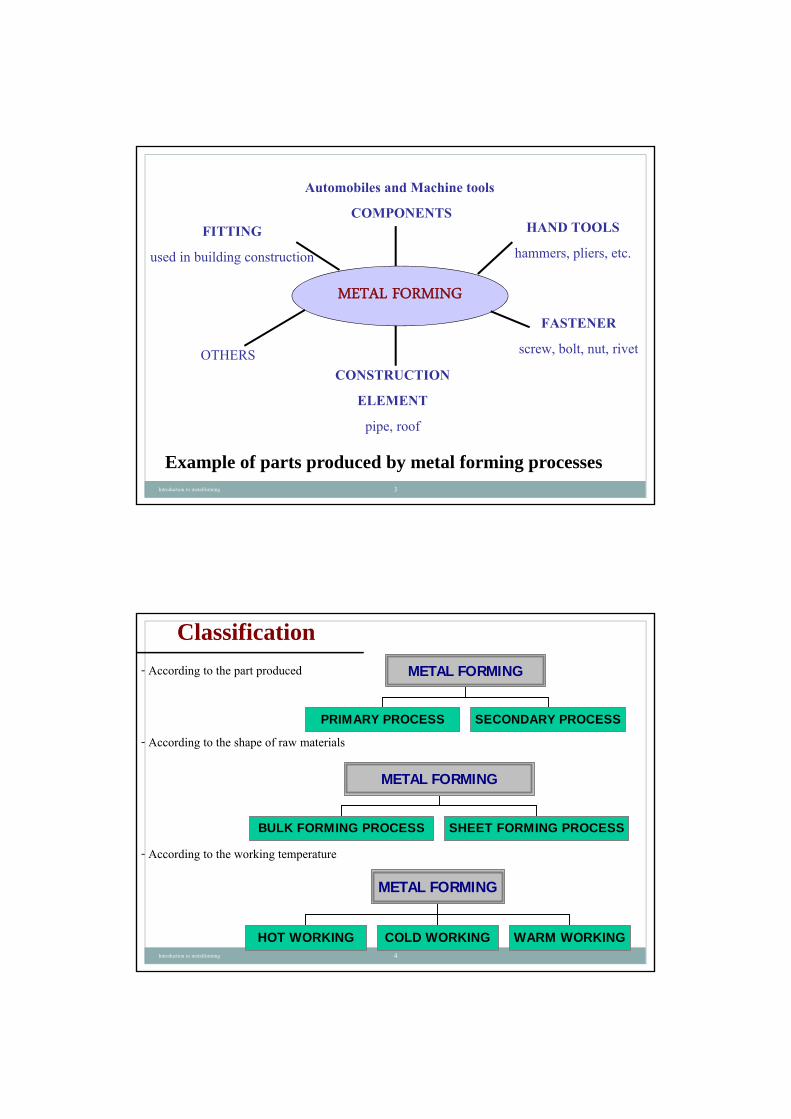
Classification
- According to the part produced
- According to the shape of raw materials PRIMARY PROCESS SECONDARY PROCESS
METAL FORMING
BULK FORMING PROCESS SHEET FORMING PROCESS
METAL FORMING
- According to the working temperature
HOT WORKING COLD WORKING WARM WORKING
METAL FORMING

Introduction to metalforming 5
BULK FORMING SHEET FORMING
SHEARING
BENDING
DEEP DRAWING
UPSETTING
FORGING
ROLLING
EXTRUSION
DRAWING STRETCH FORMING
SPINNING
Introduction to metalforming 6
Die open Die close
MACHINE
TOOL

Introduction to metalforming 7
Area 1 : Plastic Zone
Area 2 : Characteristic of the workpiece before deformation
Area 3 : Workpiece characteristic
Area 4 : Boundary area
Area 5 : Forming Tool
Area 6 : Surface reaction
Area 7 : Machine Tool
Area 8 : Auxiliary equipment
Introduction to metalforming 8
Mechanical Properties
Metallurgical Properties
Physical Properties
Properties of Deformed Materials
Flow curve
Yield strength
Ductility
Plastic strain ratio
Friction
Lubrication
Surface Roughness
Crystal Structure
Lattice Defect
Dislocation
Strain hardening

Introduction to metalforming 9
FLOW CURVE
0A
F s
A
F
0
01
l
l-l e
0
1
l
lln
Engineering stress
Engineering strain True stress
True strain
Introduction to metalforming 10
Example
A tensile specimen with a 12 mm initial diameter and 50 mm gage length reaches maximum load at 90 kN and fractures at 70 kN. The minimum diameter at fracture is 10 mm. Determine the engineering stress at maximum load (the ultimate tensile strength) and the true fracture stress. Determine the engineering strain at fracture and true strain at fracture.

Introduction to metalforming 11
Example
Determine the engineering strain, the true strain and the reduction in area for each of the following situations:
• Extension from L to 1.1L • Compression from h to 0.9h • Extension from L to 2L • Compression from h to 0.5h • Compression to zero thickness
The advantage of using true strain
Introduction to metalforming
12 Consider a uniform cylinder which is extended to twice its original length.
To achieve the same amount of negative linear strain in compression
Example 1
Example 2
The total true strain is equal to the sum of the incremental true strains.
Consider a rod initially 50 mm long that is elongated in 3 increments
Increment Length of rod (mm)
0 50
1 55
2 60.5
3 66.55

Introduction to metalforming 13
PLASTIC STRAIN RATIO (r)
ANISOTROPY FACTOR
strain Thickness
strainWidth = =
t
wr
Introduction to metalforming 14
4
2 = 90450 rrr
rm
2
r+2r-r = 90450r
*Ref.“Standard Test Method for Plastic Strain Ratio r for Sheet Metal” Annual book of ASTM standard vol.3 E 517-81