week 10
TRANSCRIPT

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.
Chapter
Inventory
Management
12

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.
Chapter Outline
Introduction
Requirements for Effective Inventory Management
Fixed Order Quantity/Reorder Point Model
(FOQRP)
FOQRP: Determining the Reorder Point
Fixed Order Interval Model
2

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 1
What Is Inventory?
Stock of items kept to meet future demand
Decisions of inventory management
how many units to order
when to order
3
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 1
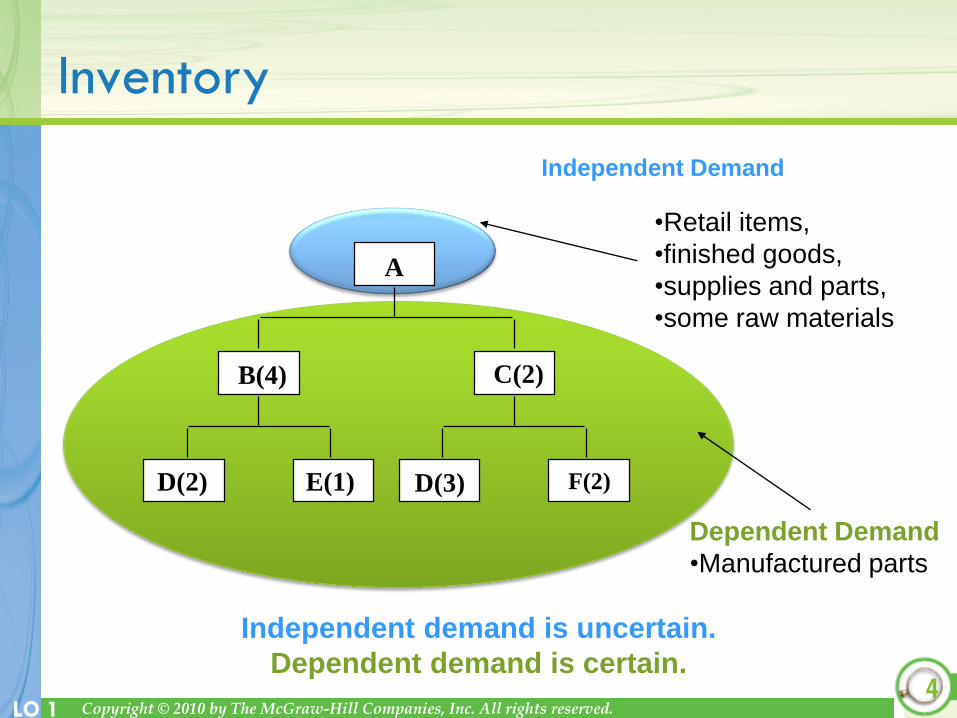
Inventory
•Retail items,
•finished goods,
•supplies and parts,
•some raw materials
A
B(4) C(2)
D(2) E(1) D(3) F(2)
Dependent Demand
•Manufactured parts
Independent demand is uncertain.
Dependent demand is certain.
Independent Demand
4

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Safely Storing Inventory
Warehouse Management System (WMS)
computer software that controls the
movement and storage of materials within a warehouse,
and processes the associated transactions
5
Warehouse/storeroom concerns
Security Safety Obsolescence

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Inventory Counting Systems
Periodic counting
Physical count of items made
at periodic intervals
6
Perpetual (or continual)
tracking keeps track of
removals from and additions
to inventory continuously,
thus providing current levels
of each item

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Inventory Replenishment
Fixed Order Quantity/Reorder Point Model
An order of a fixed size is placed when the amount on hand drops below a minimum quantity called the reorder point
Two-Bin System
Two containers of inventory; reorder when the first is empty
Bar Code
A number assigned to an item or location, made of a group of vertical bars of different thickness that are readable by a scanner
Universal Product Code (UPC)
Radio Frequency Identification (RFID) technology that uses a RFID tag
attached to the item that emits radio waves to identify items.
0
214800 232087768
7

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Forecasting Demand
Lead time
time interval between ordering and receiving the order
Point of Sale (POS) system
Software for electronically recording actual sales at the time and location of sale
8
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Inventory Costs
Inventory costs
Shortage costs
Ordering or Setup costs
Holding (carrying)
costs
9

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Inventory Costs
Holding (carrying) costs
cost to carry an item in inventory
Ordering costs
costs determining order quantity, preparing purchase orders, and fixed cost portion of receiving, inspection, and material handling
Setup costs
Time spent preparing equipment for the job by adjusting machine, changing tools, etc
Shortage costs
costs when demand exceeds supply; often unrealized profit per unit
10

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
ABC Classification System
Classifying inventory according to some measure of importance and allocating control efforts accordingly.
A - very important
B - mod. important
C - least importantAnnual
$ value
of items
A
B
C
High(70-80)
Low(5-10)
Low(15-20)
High(50-60)
Percentage of Items11
A items
should receive
more attention!

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Example: A-B-C Classification
Item
Number
Annual
Demandx
Unit
Cost=
Annual
Dollar
Volume
(ADV)
% of Total
ADV
8 1,000 $ 90.00 $ 90,000 38.8%
10 500 154.00 77,000 33.2%
2 1,550 17.00 26,350 11.3%
5 350 42.86 15,000 6.4%
3 1,000 12.50 12,500 5.4%
1 600 14.17 8,500 3.7%
7 2,000 .60 1,200 .5%
9 100 8.50 850 .4%
6 1,200 .42 504 .2%
4 250 .60 150 .1%12
72%
23%
5%
A
B
C

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 2
Cycle Counting
Cycle counting management
How much accuracy is needed?
When kind of counting cycle should be used?
Who should do it?
13
Regular actual count of the items in
inventory on a cyclic schedule

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Fixed Order Quantity/Reorder Point Model: Determining Economic Order Quantity
basic economic order quantity (EOQ)
EOQ with
quantity discount
EOQ with
planned shortage
economic production quantity
(EPQ)
14
economic order quantity (EOQ)
The order size that minimizes
total inventory control cost

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Assumptions of EOQ Model
1. Only one product is involved
2. Annual demand requirements known
3. Demand is even throughout the year
4. Lead time does not vary
5. Each order is received in a single delivery
6. There are no quantity discounts
7. Shortage is not allowed
15

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
R = Reorder point
Q = Economic order quantity
LT = Lead time
LT LT
Q QQ
R
Time
Quantity
on hand
1. You receive an order (size = Q)
2. Quantity decreases
by demand rate (d)
3. When quantity reaches reorder
point quantity (R), place another
order (size = Q).
4. Order received after lead time (LT)
expires, when 0 on hand. The cycle
then repeats.
16
Inventory Cycles with EOQ

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EOQ: Minimizing Total Costs
Ordering Costs
Holding
Costs
Order Quantity (Q)
ANNUAL
COST
Total Cost
QO
Total cost = Holding + Ordering Costs
Total cost is minimized at Q0 where holding = ordering cost
17

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Total
Annual =
Cost
Annual
Ordering
Cost
Annual
Holding
Cost
+TC = Total annual cost
Q = Order quantity (units)
H = Annual holding cost
per unit
D = Annual Demand
S = Ordering (or setup)
cost per order
Q0 = EOQ
18
TCQ
HD
QS
2
Basic Economic Order Quantity (EOQ)
Cost Holding Annual
Cost) Setupor (Order Demand) 2(Annual =
H
2DS = QO
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
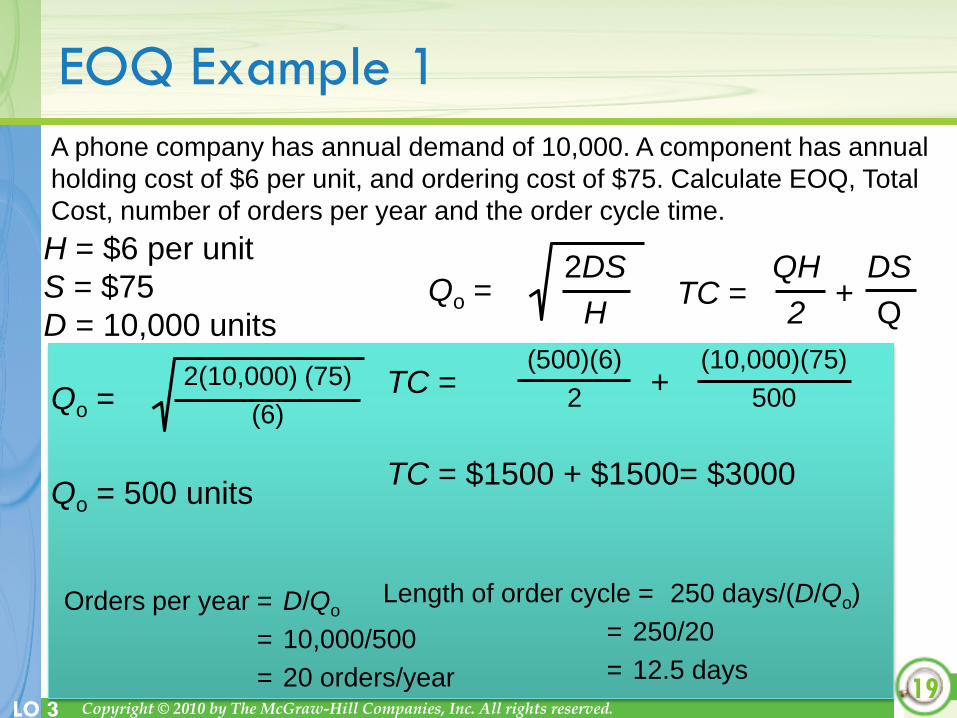
EOQ Example 1
H = $6 per unit
S = $75
D = 10,000 units
Qo =2(10,000) (75)
(6)
Qo = 500 units
TC = +(10,000)(75)
500
(500)(6)
2
TC = $1500 + $1500= $3000
Orders per year = D/Qo
= 10,000/500
= 20 orders/year
Length of order cycle = 250 days/(D/Qo)
= 250/20
= 12.5 days19
Qo =2DS
HTC = +
QH
2
DS
Q
A phone company has annual demand of 10,000. A component has annual
holding cost of $6 per unit, and ordering cost of $75. Calculate EOQ, Total
Cost, number of orders per year and the order cycle time.

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Qo =2(15,000) (75)
(6)
Qo = 612 units
TC = +(15,000)(75)
612
(612)(6)
2
TCmin = $1836 + $1838 = $3674
Orders per year = D/Qopt
= 15,000/612
= 25 orders/year
Total cost is 22% more than $3000
EOQ is 22%
more than 500
20
Length of order cycle = 250 days/(D/Qo)
= 250/25
= 10 days
EOQ Example 2a
H = $6 per unit
S = $75
D = 15,000 unitsQo =
2DS
HTC = +
QH
2
DS
Q
A phone company has annual demand of 15,000. A component has annual
holding cost of $6 per unit, and ordering cost of $75. Calculate EOQ, Total
Cost, number of orders per year and the order cycle time.

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Qo =2(15,000) (75)
(6)
Qo = 612 units
TC = +(15,000)(75)
500
(500)(6)
2
TC = $1500 + $2250 = $375021
What if we still use
EOQ of 500?
What is total cost?
Total cost is only an extra 2% more if still
use EOQ of 500
EOQ Example 2b
H = $6 per unit
S = $75
D = 15,000 units
Qo =2DS
HTC = +
QH
2
DS
Q
A phone company has annual demand of 15,000. A component has annual
holding cost of $6 per unit, and ordering cost of $75.

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Robust Model
The EOQ model is robust
It works even if all parameters
and assumptions are not met
The total cost curve is relatively flat near the
EOQ (especially to the right)
22

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Economic Production Quantity (EPQ)
Production done in batches or lots
production capacity > usage or demand rate
for a part for the part
23
Assumptions of EPQ
similar to EOQ
except orders are received
incrementally during production

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Economic Production Quantity (EPQ)
24

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Economic Production Quantity (EPQ)
dpp
QI
p
Q
d
Q
SQ
DH
I
max
max
;lengthRun ;length Cycle
2Cost
Setup
Annual
Cost
Holding
Annual
TC
25
dp
p
H
DSQ
20TC = Total annual cost
Q = Order quantity (units)
H = Annual holding cost
per unit
D = Annual Demand
S = Ordering (or setup)
cost per order
Q0 = Optimal run or order quantity
p = Production rate
d = Usage or demand rate
Imax = Maximum inventory level

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EPQ Example
Holdit Inc. produces reusable shopping bags. Demand is 20,000 bags per day, 5 days per week, 50 weeks per year. Production is 50,000 per day. The setup cost is $200 and the annual holding cost rate is $.55 per bag. Calculate the EPQ, the total cost, the cycle length and optimal production run length.
H = $0.55 per bag S = $200 D = 20,000 bags x 50 wks x 5 days
d = 20,000 bags per day p = 50,000 bags per day
26
dp
p
H
DSQ
20
850,772050
50
55.
)200)(000,000,5(20
GG
GQ

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EPQ Example
H = $0.55 per bag S = $200 D = 20,000 bags x 50 wks x 5 days
d = 20,000 bags per day p = 50,000 bags per day
27
dpp
QIS
Q
DH
I
max
max 2
TC
bags 46,710 30000000,50
850,77max I
$25,690 002850,77
5)55(.
2
710,46TC
million
Holdit Inc. produces reusable shopping bags. Demand is 20,000 bags per day, 5 days per wk, 50 wks per yr. Production is 50,000 per day. Setup cost is $200 and annual holding cost rate is $.55 per bag. Calculate total cost.

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EPQ ExampleHoldit Inc. produces reusable shopping bags. Demand is 20,000 bags per day, 5 days per week, 50 weeks per year. Production is 50,000 per day. The setup cost is $200 and the annual holding cost rate is $.55 per bag. Calculate cycle length and optimal production run length.
H = $0.55 per bag S = $200 D = 20,000 bags x 50 wks x 5 days
d = 20,000 bags per day p = 50,000 bags per day
28
p
Q
d
Q lengthRun ;length Cycle
days 3.89every 000,20
850,77length Cycle
orderper days 56.1000,50
850,77lengthRun

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EOQ with Quantity Discounts
Price reductions are often offered as incentive to buy
larger quantities
Weigh benefits of reduced purchase price against
increased holding cost
R = per unit price of the item
D = annual demand
Annualholdingcost
PurchasingcostTC = +
Q
2H
D
QSTC = +
+Annualorderingcost
RD+

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Total Cost with Purchase CostC
ost
EOQ
TC with PD
TC without PD
PD
0 Quantity
Adding Purchasing cost
doesn’t change EOQ
30

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Total Cost with Quantity Discounts
31

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Best Purchase Quantity Procedure
begin with the lowest unit price
compute the EOQ for each price range
stop when find a feasible EOQ
Is EOQ for the lowest unit price feasible?
Yes: it is the optimal order
quantity
No: compare total cost at all break quantities larger
than feasible EOQ
32
The quantity that yields the
lowest total cost is optimum

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Example: Quantity Discounts
Below is a quantity discount schedule for an item with an annual demand of 10,000 units that a company orders regularly at an ordering cost of $4. The annual holding cost is 2% of the purchase price per year. Determine the optimal order quantity.
Order Quantity(units) Price/unit($)
0 to 2,499 $1.20
2,500 to 3,999 1.00
4,000 or more .98
33

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
units 1,826 = 0.02(1.20)
4)2(10,000)( =
H
2DS = QO
D = 10,000 units S = $4
units 2,000 = 0.02(1.00)
4)2(10,000)( =
H
2DS = QO
units 2,020 = 0.02(0.98)
4)2(10,000)( =
H
2DS = QO
H = .02R R = $1.20, 1.00, 0.98
Interval from 0 to 2499,
the Qo value is feasible
Interval from 2500-3999,
Qo value is NOT feasible
Interval from 4000 & up,
Qo value is NOT feasible
34
Order Quantity Price/unit($)
0 to 2,499 $1.20
2,500 to 3,999 1.00
4,000 or more .98
Example: Quantity Discounts

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Quantity Discount Models
2500 4000
An
nu
al
co
st
0 Quantity
EOQs (not feasible)
1st break quantity
2nd break quantity
1st range total cost
curve
35
2nd range total cost curve
3rd range total cost curveEOQ

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
TC(0-2499) = (1826/2)(0.02*1.20) + (10000/1826)*4+(10000*1.20)
= $12,043.82
TC(2500-3999)= $10,041
TC(4000&more)= $9,949.20
Therefore the optimal order quantity is 4000 units
36
Example: Quantity Discounts
Q
2H
D
QSTC = + RD+

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EOQ with Planned Shortages Assumptions:
all shorted demand is back-ordered
back-orders incur shortage costs
shortage cost is proportional to waiting time
all other basic EOQ assumptions
37

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
EOQ with Planned Shortages
orderper cost setup)(or ordering S
demand annual D
unitper cost holding annual H
cycleorder per ordered-backquantity
yearper unit per cost order back
2
22
Cost
OrderBack
Annual
Cost
Ordering
Annual
Cost
Holding
Annual
TC
22
b
bb
Q
B
B
BH
H
DSQ
BQ
QS
Q
DH
Q
QQTC
38

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
Example: EOQ with Planned Shortage
Annual demand for a refrigerator is 50 units. Holding cost per unit per year is $200. Back-order cost per unit per year is estimated to be $500.Ordering cost from the manufacturer is $10 per order. Determine order quantity and back-order quantity per order cycle.
39
D = 50 H = $200 B = $500 S = $10
2 2(50)(10) 200 5002.65, round to 3 units.
200
2003 0.86, round to1.
200 500b
DS H BQ
H B B
HQ Q
H B
Allow inventory to drop to zero.
When another unit is demanded, order 3 units.

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
What’s next?
EOQ models give HOW MANY to order
Now look at WHEN to order
Reorder Point (ROP)
40
d = Demand rate (units per day or week)
LT = Lead time (in days or weeks)
Note: Demand and lead time must have the same time units.
ROP = d LT
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 3
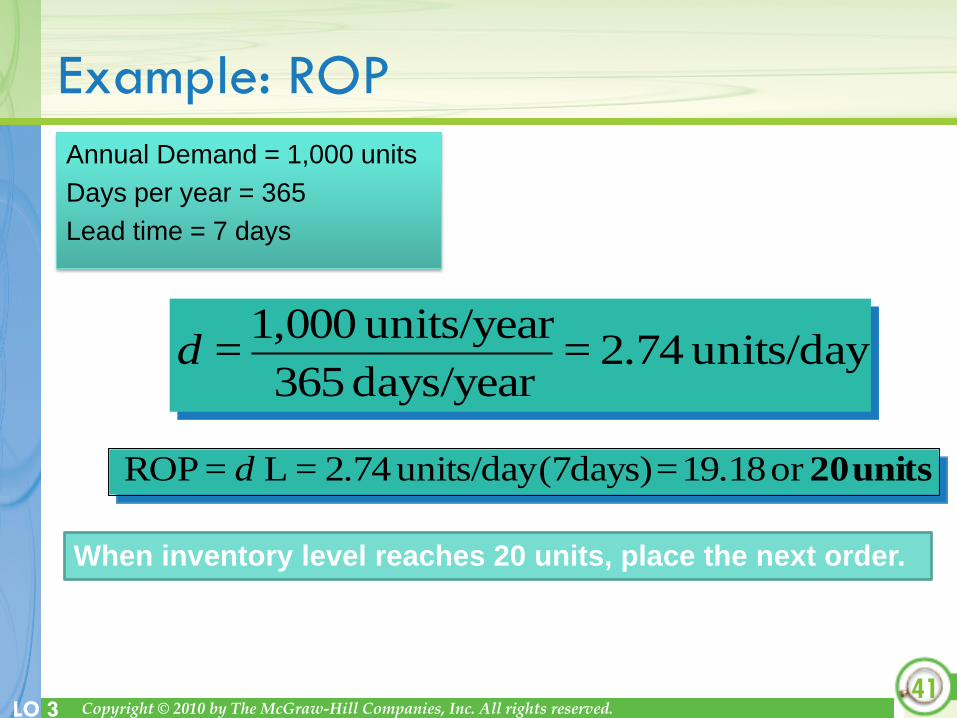
Annual Demand = 1,000 units
Days per year = 365
Lead time = 7 days
units/day 2.74 = days/year 365
units/year 1,000 = d
units 20or 19.18=(7days)units/day 2.74=L =ROP d
When inventory level reaches 20 units, place the next order.
41
Example: ROP

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
Fixed Order Quantity/Reorder Point Model
Safety Stock
1. Variability of demand and lead time
2. Service Level
2a. Lead time service level
2b. Annual service level
42
Reorder Point = Expected demand + Safety Stock
(ROP) during lead time

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
When to Reorder with EOQ Ordering
Reorder Point – When inventory level drops to this amount, the item is reordered.
Safety Stock - Stock that is held in excess of expected demand due to variability of demand and/or lead time.
Service Level – Probability demand will not exceed supply.
Lead time service level: probability that demand will not exceed supply during lead time.
Annual service level: percentage of annual demand filled.
43
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
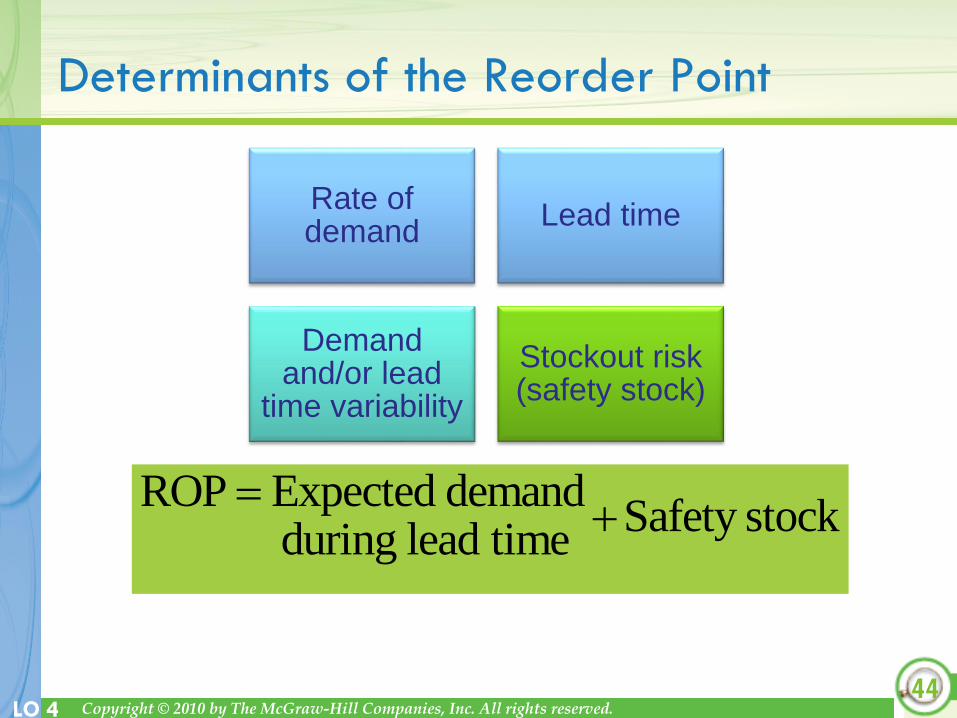
Determinants of the Reorder Point
Rate of demand
Lead time
Demand and/or lead
time variability
Stockout risk (safety stock)
44
ROP Expected demandSafety stock
during lead time

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
Safety Stock
LT Time
Expected demand
during lead time
Maximum probable demand
during lead time
ROP
Qu
an
tity
Safety stock
Safety stock reduces risk of
stockout during lead time
45
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
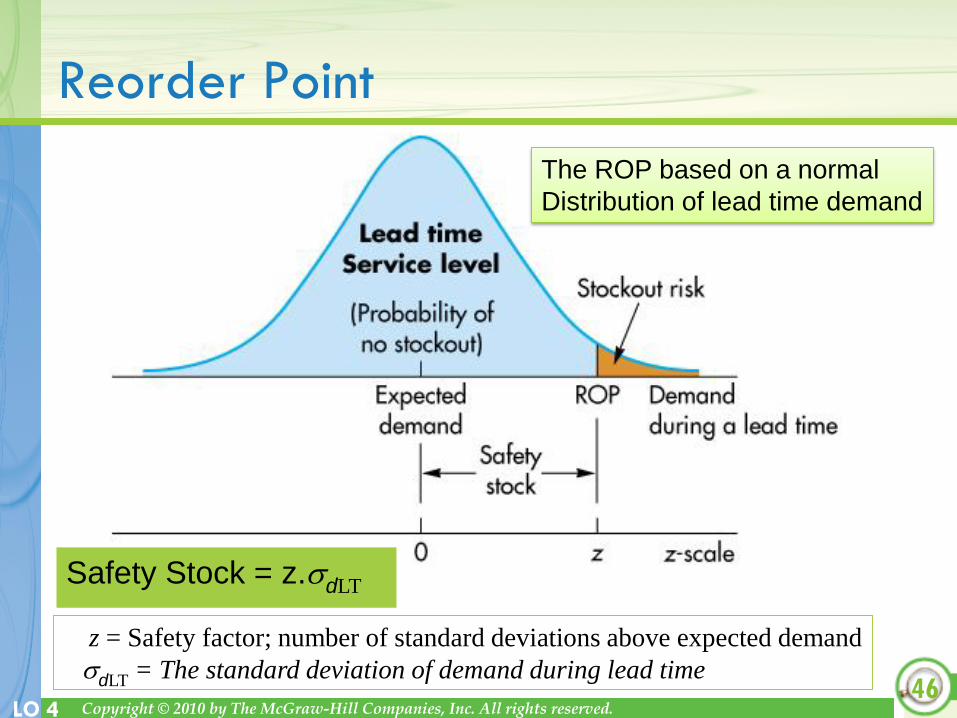
Reorder Point
46
z = Safety factor; number of standard deviations above expected demand
dLT = The standard deviation of demand during lead time
Safety Stock = z.dLT
The ROP based on a normal
Distribution of lead time demand

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 4
Demand During Lead Time
47

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
ROP with Lead Time Service Level
variable demand during a lead time
ROP = expected demand during lead time + safety stock
48
z = Safety factor; number of standard deviations above expected demand
dLT = The standard deviation of demand during lead time
ROP = + z.dLT

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
ROP with Lead Time Service Level
variable demand and constant lead time
ROP =
(average demand x lead time) + z x st. dev. of demand during lead time
(demand and lead time measures in same time units)
d = standard deviation of demand per day
dLT = d LT
49

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
ROP with Lead Time Service Level
both demand and lead time are variable
ROP =
(avg. demand x avg. lead time) + z x st. dev. of demand in lead time(demand and lead time measures in same time units)
d= standard deviation of demand per day
LT= standard deviation of lead time
dLT = (average lead time x d2)
+ (average daily demand) 2LT2
50

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Example 1: ROP with Lead Time Service Level
Calculate the ROP required to achieve a 95% service level
for a product with average demand of 350 units per week and
a standard deviation of demand during lead time of 10. Lead
time averages one week.
From Table 12-3 (p434), z for 95% = 1.65
ROP = 350 + ZdLT
= 350 + 1.65 (10)
= 350 + 16.5 = 366.5 ≈ 367
A new order should be placed when
inventory level reaches 367 units.51

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Example 2: ROP with Lead Time Service Level
Calculate the ROP and amount of safety stock required to
achieve a 90% service level for a product with variable
demand that averages 15 units per day with a standard
deviation of 5. Lead time is consistently 2 days.
From Table 12-3 (p434), z for 90% = 1.28
ROP = (15 units x 2 days) + ZdLT
= 30 + 1.28 ( 2) (5)
= 30 + 8.96 = 38.96 ≈ 39
Safety stock is about 9 units and
a new order should be placed when
inventory level reaches 39 units.52

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Example 3: ROP with Lead Time Service Level
Calculate the ROP for a product that has an average demand of
150 units per day and a standard deviation of 16. Lead time
averages 5 days, with a standard deviation of 2. The company
wants no more than 5% stockouts.
service level = 1 – 5% = 95%From Table 12-3 (p434), z for 95% = 1.65
Place a new order when inventory level reaches 1004 units
53
ROP = (150 units x 5 days) + 1.65dlt
= (150 x 5) + 1.65 (5 days x 162) + (1502 x 12)
= 750 + 1.65 (154) = 1,004 units

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
ROP Using Annual Service Level
1. Calculate
2. Use a table to find the z value associated with E(z)
3. Use the z value in the appropriate ROP formula,
54
dLT
annualSLQzE
)1()(
dLTzROP timeleadduringdemandexpected
SLannual = annual service level
E(z) = standardized expected number of units short during an order cycle.

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Min/Max model
similar to fixed order-quantity/reorder point
(ROP) model
difference:
if at order time, Q on hand < min (ROP),
then order quantity = max – Q on hand
(max EOQ + ROP)
55

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Inventory Models
EOQ/ROP modelOrder size constant, time between orders changes
Fixed Order Interval/Order up to Level Modelorders placed at fixed time intervals
determine how much to order to bring inventory level up to a predetermined point (order up to level)
used widely for retail
consider expected demand during lead time, safety stock, and amount on hand
demand or lead time can be variable
56

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Comparing Inventory Models
57
EOQ/ROP
Fixed
Interval/
Order up to

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Disadvantages
requires a larger safety stock
increases carrying cost
costs of periodic reviews
Fixed Order Interval: Benefits and Disadvantages
Benefits
grouping items from same supplier can reduce ordering/shipping costs
practical when inventories cannot be closely monitored
58

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Fixed Order Interval/Order up to Level Model
Determining the order interval
59
OI = order interval (in fraction of a year)
S = fixed ordering cost per purchase order
s = variable ordering cost per SKU included in the order (line item)
(assume s is the same for every SKU)
n = n number of SKUs purchased from the supplier
Rj = unit cost of SKUj , j = 1, …, n
i = annual holding cost rate
Dj = annual demand of SKUj , j = 1, …., n
Total Annual Inventory Cost:
TC =
Optimal Order Interval:
OInsSiR
OIDj
j 1)(.
2
.
jjRDi
nsSOI
)(2*

Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
Fixed Order Interval/Order up to Level Model
Determining the Order up to Level
LTOIzLTOId d
Stock
Safety
interval
protection during
demand Expected
I
handon Amount IQ
max
max
60
= Average daily or weekly or monthly demand
OI = Order interval (length of time between orders
LT = Lead time in days or weeks or months
z = Safety factor; # of standard deviations above expected demand
d = Standard deviation of daily or weekly or monthly demand
Copyright © 2010 by The McGraw-Hill Companies, Inc. All rights reserved.LO 5
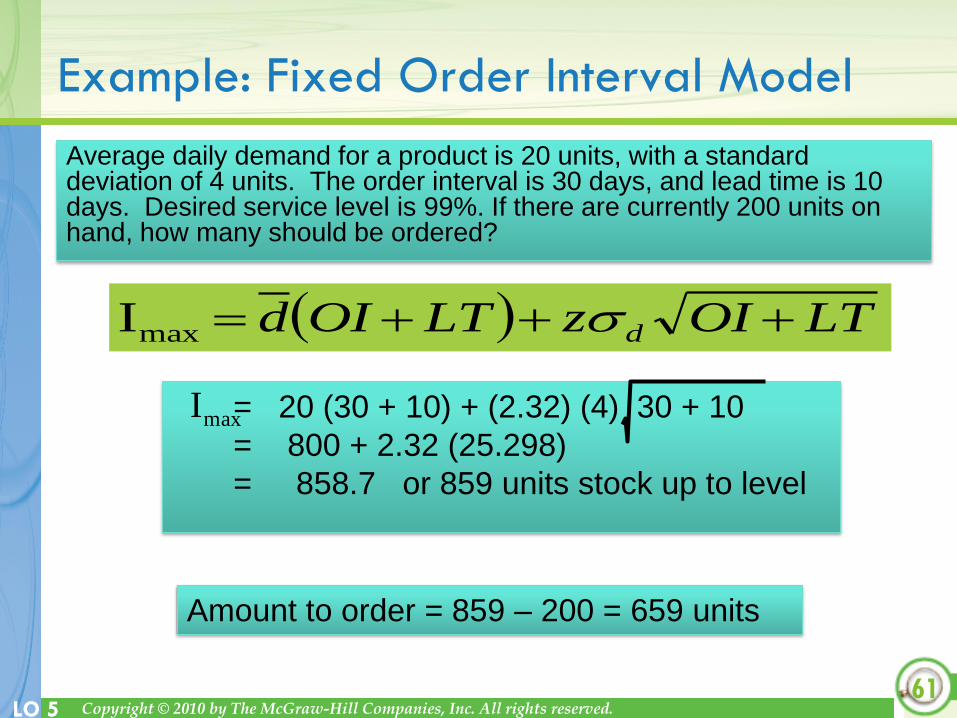
= 20 (30 + 10) + (2.32) (4) 30 + 10
= 800 + 2.32 (25.298)
= 858.7 or 859 units stock up to level
Average daily demand for a product is 20 units, with a standard deviation of 4 units. The order interval is 30 days, and lead time is 10 days. Desired service level is 99%. If there are currently 200 units on hand, how many should be ordered?
61
LTOIzLTOId d maxI
maxI
Amount to order = 859 – 200 = 659 units
Example: Fixed Order Interval Model