waste leather industry
TRANSCRIPT

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 1/53
ENVIRONMENTAL
TECHNOLOGY
BEST PRACTICE
PROGRAMME
GG237GUIDE
WASTE MINIMISATIONIN THE LEATHER INDUSTRY
GOOD PRACTICE: Proven technology and techniques for profitable environmental improvement

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 2/53
© Crown copyright. First printed October 2000.
This material may be freely reproduced in its original form except for sale or advertising purposes.
Printed on paper containing a minimum of 75% post-consumer waste.
WASTE MINIMISATION
IN THE LEATHER INDUSTRY
This Good Practice Guide was produced by the
Environmental Technology Best Practice Programme
Prepared with assistance from:
Ashact Ltd
The British Leather Confederation (BLC)

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 3/53
Converting raw hides to finished product involves significant chemical and water usage and
generates a substantial amount of waste. This Guide seeks to encourage companies in the leatherindustry to minimise their waste, improving both their competitive position and their environmental
performance. Improvements can be made in almost every area of activity - chemical use, water use,
waste disposal, drying and packaging. Many of the suggested waste minimisation measures can be
implemented at little or no cost.
The first step in any waste minimisation programme is to assess what is currently happening on-site.
The Guide outlines a simple mass balance technique that will allow companies to gain a clear
understanding of process and water inputs, outputs and wastes throughout the site. Results from
this stage can then be incorporated into an initial waste review to identify opportunities for waste
minimisation. Blank forms are provided to help companies carry out a waste review more easily.
Chemical use in the leather industry is a major expense (it typically represents the second highest
operating cost after raw hides) and each chemical may have the potential to affect the environment.
The Guide lists opportunities to use alternative chemicals or processes, and suggests how to
minimise the existing use of chemicals without compromising the quality of the finished product or
the environment. Similarly, the Guide lists practical measures for reducing water use, minimising
process energy requirements and reducing the volume of liquid and solid wastes. Examples of cost
savings already achieved by tanneries are given throughout the Guide.
The Producer Responsibility Obligations (Packaging Waste) Regulations 1997 require obligated
tanneries to recover and recycle specified tonnages of packaging waste in line with EC targets.
Some simple ways to reduce obligations are covered in the Guide.
Finally, the Guide discusses implementing a waste management programme to encourage long-term
commitment to the principles of waste minimisation and suggests an Action Plan for getting started
on making savings.
SUMMARY
8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 4/53
Section Page
1 Introduction 1
1.1 Why minimise waste? 1
1.2 The purpose of this Guide 2
1.3 The impact of current legislation 3
2 Understanding the processes 5
2.1 The mass balance approach 5
2.2 Understanding process inputs and outputs 7
2.3 Carrying out a waste review: basic techniques 9
2.4 Wastes checklist 14
3 Chemical use: opportunities for improvement 16
3.1 Alternative processes or materials 16
3.2 Minimising chemical use 18
4 Minimising water use 21
4.1 Assessing current water use 21
4.2 Water optimisation 22
4.3 Simple water-saving options 22
4.4 Water re-use and recycling 23
5 Minimising raw material use and reducing wastes for disposal 25
5.1 Liquid wastes 255.2 Solid wastes 25
5.3 Wastewater treatment and disposal: are you in control? 28
6 Optimising drying processes 29
7 Minimising energy wastage 31
7.1 Good housekeeping 31
7.2 Motors and drives 31
7.3 Compressed air 32
8 Packaging 33
8.1 Hides and skins 338.2 Chemical containers 33
8.3 Product packaging 34
9 Implementing a waste management programme 35
10 Action Plan 37
11 Sources of further information 38
12 Further reading 40
Appendix Blank forms 41
CONTENTS

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 5/53
The UK leather industry produces high quality leather, which satisfies a selective market and
competitive niche. However, tighter legislation, cheaper imported leather goods and an increase inthe cost of hides and skins are forcing tanneries to assess their processes, with a view to reducing
costs and negative environmental impacts while maintaining profits and leather quality.
1.1 WHY MINIMISE WASTE?
Waste costs money. Data from waste minimisation clubs and from recent waste management
initiatives reveal that waste costs the average UK manufacturing company 4% of business turnover.
Most companies can usually reduce waste by 25% through waste minimisation, achieving savings
equivalent to 1% of turnover. Reducing the amount of waste your company produces will increase
profits and give it a competitive edge. Each pound saved goes straight to the bottom line. Considerhow much product you need to make to cover the cost of waste. On a 10% nominal profit margin,
saving £100 in waste is equivalent to the profit from £1 000 of sales.
Waste is not just discarded solid materials. It also includes wasted time, loss of materials to air or
drain, and unnecessary or excessive use of chemicals, energy and water. Even efficient companies
produce waste. Every process in a company produces waste and is, therefore, a potential target for
waste minimisation.
Companies rarely add up how much waste is actually costing them and often perceive their waste
costs to be less than they really are. In a recent survey, ten companies estimated their waste at just
4% of the actual cost. Studies have shown that this gross underestimation is common in businesses
of any size. When working out your waste costs, don’t just consider disposal costs. While these
may be substantial, you need to consider the materials that are in the waste and the cost of
treatment, energy and wasted labour - the real cost of waste is often 5 - 20 times that of disposal.
1
I N TRODUCT ION1
section
1

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 6/53
Waste minimisation is a systematic approach to minimising the production of waste at source.
A company can always reduce the amount of waste it produces. Bear in mind the waste hierarchy
(Fig 1) as a focus for considering your options. Minimising waste is usually best for the environment
and offers the best route to cost savings. Your company may also need to reduce waste to comply
with current legislation (see Section 1.3).
1.2 THE PURPOSE OF THIS GUIDE
This Good Practice Guide has been produced to help companies in the leather industry to reduce
waste and, therefore, improve both their environmental performance and their competitive position.
Many options are available to enhance process raw material use and to minimise process wastes.
The Guide aims to raise awareness of these options and show tanneries how to save money by
adopting a range of practical initiatives, many of which involve good housekeeping or other no-cost
or low-cost measures.
While there are some processes and constituents of processes that are common to most tanneries,
the technology and methodology employed are both diverse and complex. Each waste minimisation
suggestion will need to be assessed to ensure its applicability and cost-effectiveness for your
particular operation. The Guide is divided into a number of sections to enable you to target areas
for improvement and take actions to produce quick, substantial savings right from the start.
Sections include:
s opportunities for improving chemical and water use;
s waste disposal;
s drying processes;
s mechanical processes;
s packaging.
2
section
1
Fig 1 The waste hierarchy
1 2 3
45
Eliminate Reduce Re-use
RecycleDisposal
Material
Product
WASTE
ONLY

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 7/53
1.3 THE IMPACT OF CURRENT LEGISLATION
For some companies, legislative pressure is a key driver for addressing waste production. The effect
of stricter environmental legislation is to increase incentives for minimising waste. In addition, there
is more emphasis on tackling waste at source, rather than merely disposing carefully of generated
waste.
Much of the legislation governing the UK leather industry is found in various parts of the
Environmental Protection Act (EPA) 1990. Most UK tanneries are authorised under Part I of this act,
as ‘Part B processes’ subject to Local Air Pollution Control (LAPC) which regulates air emissions only.
LAPC is administered by Local Authorities in England and Wales, and by the Scottish Environment
Protection Agency (SEPA) in Scotland. For leather manufacturers in Northern Ireland, see the contact
details in Section 11.
Some companies that carry out leather coating where volatile organic compound (VOC) use is
greater than 5 tonnes/year have an LAPC authorisation for this activity.
Currently, no tanneries are authorised as ‘Part A processes’ under the Integrated Pollution Control
(IPC) provisions of Part I of EPA, which regulates emissions to air, land and water. The IPC provisionsare administered by the Environment Agency (EA) in England and Wales or SEPA in Scotland. For
advice about regulations in Northern Ireland, see the contact details in Section 11.
All tanneries have a duty to ensure that waste is only passed on to persons authorised to deal with
it. This comes from Part II of the Environmental Protection Act 1990, and is often called the Duty
of Care.
The Integrated Pollution Prevention and Control (IPPC) Directive came into force at the end of
October 1999, and is now being implemented in the UK. For details on how this affects current and
future installations in tanneries in England and Wales, Scotland, and Northern Ireland, see the
appropriate contact details in Section 11. IPPC is designed to prevent, reduce and eliminate
pollution at source. It goes further than IPC, by including for the first time:
s noise and vibration, energy efficiency, environmental accidents and site protection;
s the pollution impact of an activity or plant, by assessing the best environmental way of doing
the job;
s a wider variety of installations including some tanneries.
The legislation will initially apply only to new installations and to substantial modifications to existing
processes, but by 2008 it will be applied to all installations.
Tanneries which produce more than 12 tonnes per day of finished product will be classed as Part
A2 processes and subject to full IPPC regulation. Other tanneries will be subject to a modified formof LAPC regulation.
The Landfill Directive (Council Directive 1999/31/EC) came into force in the EU in July 1999 with the
aim of reducing the amount of biodegradable waste disposed of to landfill sites. The UK currently
disposes of over 85% of municipal waste by this route, some 29 million tonnes in 1995. Of this
waste, 60% was biodegradable (ie 17.4 million tonnes). By 2006, the Directive aims to reduce the
amount of biodegradable municipal waste going to landfill in the UK to 13.05 million tonnes (ie
75% of the total amount (by weight) disposed of by this route in 1995). To meet this target, the
1999 UK Government Budget outlined plans to increase the rate of landfill tax by an additional
£1/tonne per year, bringing the standard rate tax (for active waste) to £15/tonne by 2004. This
sends a strong signal to companies to reduce their dependence on landfilling. Alternatives to landfillinclude recovering, recycling and composting of waste.
3
section
1

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 8/53
As tannery wastes are not classified as municipal wastes, they are not subject to this specific target.
However, the Landfill Directive also places a duty on the UK to take measures to reduce the total
quantity of all biodegradable waste disposed of to landfill. This includes some tannery wastes, such
as fleshings.
From April 2001, the Government proposes to introduce a climate change levy. It is likely that
tannery energy bills will increase as a result of the levy. The levy will be charged on industrial and
commercial use of energy and covers primary and secondary fuel used for the purposes of lighting,
heating, motive power and power of appliances. Primary fuel is defined as that obtained directly
from natural sources such as coal and natural gas; secondary fuel is defined as that derived from
primary sources of energy, such as electricity generated by burning coal, gas/oil and coke.
As a direct result of the outbreak in the UK of bovine spongiform encephalopathy (BSE), the leather
industry has been limited in the options available for disposing of domestic bovine by-products of
an untanned nature. No such material may currently go into food, feed, cosmetics or
pharmaceuticals, and untanned by-products of controlled hides (from animals kept out of the food
chain) must be disposed of by incineration through authorised channels, even if rendered into
protein solids and tallow.
Packaging waste regulations apply to companies (or groups of companies) with an annual turnover
of £2 million which ‘process’ at least 50 tonnes of packaging materials a year (The Producer
Responsibility Obligations (Packaging Waste) (Amendment) Regulations 1999). Consequently,
companies that fall into this category are obliged to be responsible for the recovery and recycling of
a quantity of packaging waste proportionate to the quantity of packaging that they handle.
4
section
1
Free advice about the legislation governing your operation is available through the
Environment and Energy Helpline on 0800 585794.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 9/53
Proven waste minimisation schemes have demonstrated that significant cost savings can be achieved
with little or no investment, simply by improving housekeeping and operating practices. In mostcases, understanding the material flows through a process is key to achieving cost savings. There
are three guiding principles for waste minimisation initiatives:
Unless you fully understand what is involved with each process, you will not be able to control inputs
and outputs.
2.1 THE MASS BALANCE APPROACH
Before you start your waste minimisation initiatives, it helps if you have a clear understanding of
each process in terms of inputs and outputs. One way of achieving this is to carry out a mass
balance assessment.
A mass balance assessment is based on the simple principle that the total mass of material going into
the process should equal the total mass going out, ie Input – Losses = Output. Example inputs include
raw materials, packaging (eg pallets, plastic drums and containers, polythene, sacking and
cardboard), consumables (eg gloves, aprons and ear defenders) and utilities or services serving each
process (eg water, energy, steam, cooling water and compressed air). Example losses include waste
materials, air emissions and waste generated by the utilities or services. Output is the final product(s).
It is best to start by looking at your company as a whole, breaking down the site into a series of
blocks, with each block representing a process, activity or location with inputs and outputs. Look
at inputs and outputs over a period of time, say a year. The longer the period, the smaller will be
the impact of production variations on the assessment. Gather data from utility bills, production
records, waste disposal records, etc. Choose a common unit of mass to measure all inputs and
outputs (eg tonnes or kg).
5
section
2s put in only what is necessary - reduce raw material costs and reduce the volume and
strength of the effluent;
s get the most out of what you put in - improve process efficiency;
s make the most of any waste - re-use or recycle waste streams and reduce disposal
costs.
U N D E R S T A N D I N G T H E P R O C E S S E S2
INFORMATION MAY BE
AVAILABLE ON-SITE

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 10/53
For some processes the mass balance may be very detailed. Presenting the mass balance as a diagram
(Fig 2) makes it easy to understand and use as a management tool. By generating a mass balance for
each part of a process you can be sure that you have identified all of your waste streams and you will
know where to direct your efforts to maximise savings. Video (V217) A Fresh Pair of Eyes: Identifying
Waste Minimisation Opportunities, available through the Environment and Energy Helpline on 0800
585794, provides practical help and can be shown to operators to get them started.
2.1.1 Tracking water use
It is a good idea to treat water inputs and outputs as a separate issue, forming a water balance. A
water balance is a numerical account of where water enters and leaves your business, and where it
is used within the business. If you find that your actual water consumption and production of
wastewater (based on meter readings and water and effluent bills) is greater than your theoretical
values (based on calculations), it may indicate a leak or unknown water use somewhere on-site.
Leaks from taps and pipes are common and avoidable. Hidden overflow pipes or unattended hoses
can also contribute to excessive or unnecessary use of water.
6
section
2
Fig 2 The mass balance approach - overall assessment
Raw materialsPackagingConsumables‘Utilities or services’:Water, energy, etc
Product
Air emissions Energy
Solid and liquid Trade effluent
WASTE
INPUTS OUTPUTS
WASTE
TANNERY PROCESS

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 11/53
Information on how to set up a water balance and some examples of cost-effective water saving
opportunities are outlined in Good Practice Guides (GG152) Tracking Water Use to Cut Costs and
(GG67) Cost-effective Water Saving Devices and Practices, available free of charge through the
Environment and Energy Helpline on 0800 585794.
2.2 UNDERSTANDING PROCESS INPUTS AND OUTPUTS
Each process in a tannery has inputs in terms of water, raw materials and energy. To manage your
processes effectively, you need to understand how much of each ‘input’ is used at each processing
step. Similarly, each tannery process has outputs, including products, solid wastes, waste heat,
wastewater and air emissions. Again, to manage your processes effectively, you need to understand
the rates of each ‘output’.
Following the same approach used to create a site mass balance, group processes according to
operation, activity or location. Flow diagrams outlining typical process inputs and waste outputs in
beamhouse and post-tanning operations are shown in Figs 3 and 4. These diagrams are not
exhaustive and are intended to provide an overview only; actual process inputs and waste outputs
will vary greatly between tanneries.
More information on constructing a flow diagram can be found in Good Practice Guide (GG38C)
Cutting Costs by Reducing Waste: A self-help guide for growing businesses and (WMIT) Waste
Minimisation Interactive Tools (IT96), available free of charge through the Environment and Energy
Helpline on 0800 585794.
7
section
2
Many processes in the leather industry absorb raw materials and other valuable
resources, such as heat and energy. There are a large number of processes on an
individual site, for example:
s rinsing in water;
s physical and chemical processes for the removal of unwanted natural materials, such as
hair and flesh (eg fleshing and liming);
s application of chemicals for preservation or to change physical characteristics, such as
pickling, tanning, dyeing and fat-liquoring;
s mechanical processes to adjust the physical dimensions of hides and skins, such as
trimming, splitting, staking and shaving;
s processes to remove water at various process stages, such as sammying and drying;
s surface finishing processes, such as embossing, buffing or the application of coatings
containing lacquers or pigments.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 12/53
8
section
2
Fig 4 Examples of process inputs and waste outputs for post-tanning operations
Tanning
Fat-liquoring
Drying
Shaving/trimming
Dyeing
Drying
Finishing
ProcessInputs
Fat liquorsHot water
Mechanical
Mechanical
DyesHot water
Mechanical
Mechanical
Excess fat liquors
Heat
Heat
Tanned
shavings/trimmings
Excess dye
Dust
Outputs
Post-tanning operations
Key:LiquidSolidEnergyGasProduct
Solvents, water-basedfinishing products
Excess solvents, water-basedfinishing products
Fig 3 Examples of process inputs and waste outputs for beamhouse operations
Salted stock
Soaking
Green fleshing*
Liming/unhairing
Lime fleshing
Deliming/bating
Pickling
Tanning
ProcessInputs
Wet-salted hide/skin
Water, wetting agents,
bactericide/fungicide
Mechanical
Lime, sodium sulphideWater
Mechanical
Ammonium salt, sodiummetabisulphite, bateWater
SaltWater, sulphuric acid
Tans†, sodium formate,sodium bicarbonateHot water
Dirt-laden, saline
liquors
Green fleshings
Hydrogen sulphideExcess lime, sodium sulphide,hair, alkaline water
Lime fleshings
Ammonia
Excess salt, acid water
Excess tans,acid water
Outputs
Beamhouse operations
Key:LiquidSolidEnergyGasProduct
* Where appropriate† Such as chrome
sulphate, vegetabletans, syntans

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 13/53
2.3 CARRYING OUT A WASTE REVIEW: BASIC TECHNIQUES
2.3.1 Compile an inventory of processes
Once you have prepared flow diagrams, such as those presented in Figs 3 and 4, for your site
operations, you can compile an inventory of each of the site processes, listing the process name and
a brief description. It may be helpful to assign a number to each specific process, so that it can be
clearly referenced in all waste minimisation paperwork. The numbering could indicate the building
or area of the site where the process occurred, or be grouped to indicate wet and dry processes.
Don’t confine the inventory to those processes that lead directly to products. Remember to include
support activities, such as warehousing, vehicle fleet operations, canteen facilities, toilets and
laboratories, to build a complete company picture. The inventory provides a checklist of activities
which will need to be studied in greater detail to identify waste minimisation opportunities.
Fig 5 shows an example inventory for a typical tannery. A blank form that you can copy and fill in
to document your processes is contained in the Appendix.
2.3.2 Map each process
Once the inventory of processes is complete, you need to focus in detail on the inputs and outputs
of each individual process. Consider each process in turn, and make sure that you include
everything associated with the process, not just those inputs, outputs and wastes that you consider
the most important or the most expensive to buy or dispose of. Section 2.4 lists possible wastes foreach department or service at a tannery, to help you identify all your waste streams. Use the
information to create a process map. Fig 6 shows a possible process map for liming/unhairing,
which appeared in the beamhouse operations flow diagram (Fig 3).
9
section
2
Fig 5 Example inventory of processes
INVENTORY OF PROCESSES
Site name: Anytown
Assigned process number
Page: 1 of 1
Any description
North shed Process A
North shed Process B
South shed Process C
South shed Process D
South shed Process E
South shed Process F
Process name
Unhairing
Fleshing
Trimming
Splitting
Chrome tanning
Sammying
8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 14/53
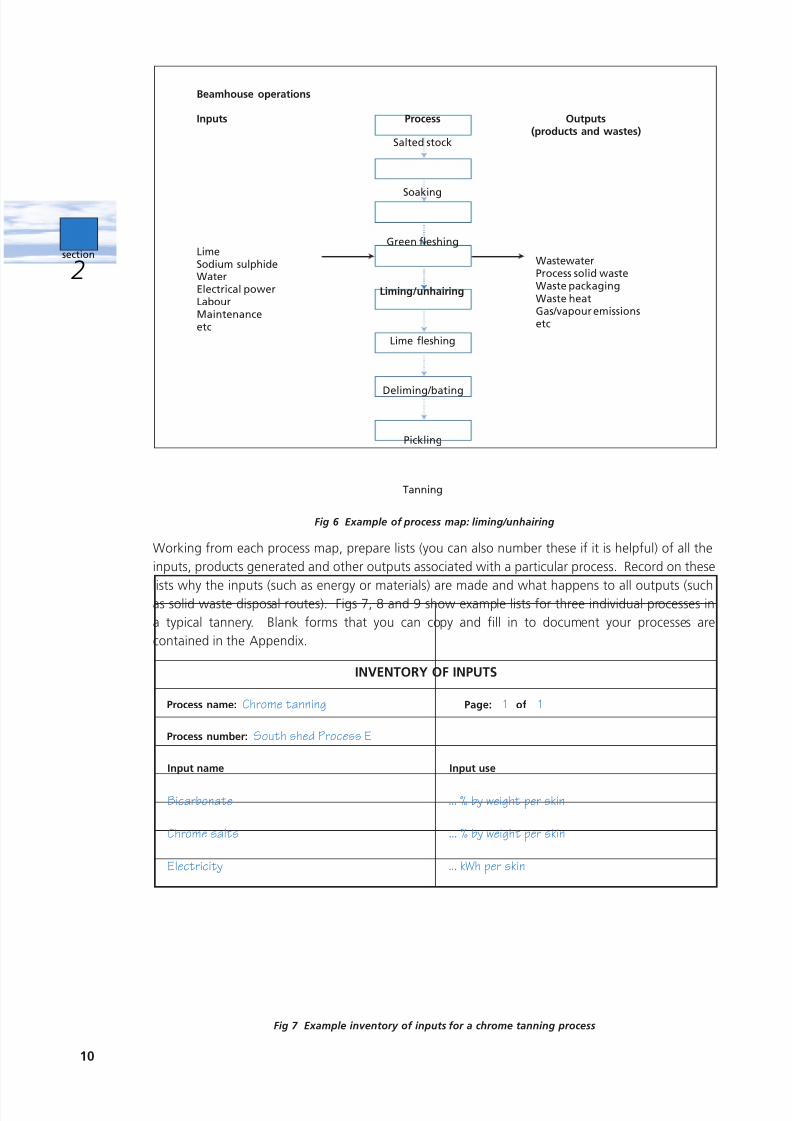
Working from each process map, prepare lists (you can also number these if it is helpful) of all the
inputs, products generated and other outputs associated with a particular process. Record on these
lists why the inputs (such as energy or materials) are made and what happens to all outputs (suchas solid waste disposal routes). Figs 7, 8 and 9 show example lists for three individual processes in
a typical tannery. Blank forms that you can copy and fill in to document your processes are
contained in the Appendix.
10
section
2
Fig 6 Example of process map: liming/unhairing
Salted stock
Soaking
Green fleshing
Liming/unhairing
Lime fleshing
Deliming/bating
Pickling
Tanning
ProcessInputs
LimeSodium sulphideWaterElectrical powerLabourMaintenanceetc
WastewaterProcess solid wasteWaste packagingWaste heatGas/vapour emissionsetc
Outputs(products and wastes)
Beamhouse operations
Fig 7 Example inventory of inputs for a chrome tanning process
INVENTORY OF INPUTS
Process name: Chrome tanning
Process number: South shed Process E
Input name Input use
Page: 1 of 1
Bicarbonate ... % by weight per skin
Chrome salts ... % by weight per skin
Electricity ... kWh per skin

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 15/53
Use the inventories of inputs, outputs and wastes to calculate the costs of raw materials, water,
energy and generated wastes associated with each process stage on, say, an annual basis. Once you
have assigned a cost to each item, you can rank them in order of importance for waste minimisation
initiatives, ie those with the highest associated costs or highest use are worth targeting first.
11
section
2
Fig 8 Example inventory of product outputs for a splitting process
INVENTORY OF OUTPUTS (PRODUCTS)
Process name: Splitting
Process number: Process D
Product name Product use
Page: 1 of 1
Butt (Import) Foodstuff
Grain Feed for chrome tanning (Process E)
Fig 9 Example inventory of wastes and emissions outputs for a splitting process
INVENTORY OF OUTPUTS (WASTES AND EMISSIONS)
Process name: Splitting
Process number: Process D
Output name Output fate
Page: 1 of 1
Butt (UK) Sometown Waste Disposal Ltd
Excess Butt (Import) Sometown Waste Disposal Ltd

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 16/53
Fig 10 shows an example inputs and wastes summary for a first soak process. A blank form that
you can copy and fill in for each particular process or site area is contained in the Appendix.
Once you have generated inputs and wastes summaries for each process or site, collate all the
information relating to major items to give you an idea of what your current level of waste is costing.
The total cost should provide an incentive for taking action to minimise waste and should allow you
to set targets. Fig 11 shows an example site waste costs summary. A blank form that you can copy
and fill in for your site is contained in the Appendix.
In the case of water, it is important to understand how much water is purchased (and for what
purposes) and how much is disposed of (and by which routes). The unit cost for water will vary
depending on the original source (eg towns water or borehole) and the extent of treatment, if any,
required on-site. Similarly, the disposal cost for a given volume of effluent will depend on various
factors, including the ultimate disposal route and the nature and extent of contamination. You may,therefore, find that you can reduce water costs by reducing water use or by avoiding or reducing the
presence of particular contaminants in effluent.
12
section
2
Fig 10 Example inputs and wastes summary for a first soak process
INPUTS AND WASTES SUMMARY
Organisation:
Prepared by:
Inputs and wastes Annualquantity
Units
Process nameand number:
AN Other Leather Co
A Manager
N/A
Initial soak
Rinse
Floor hosing
Paddle
Trade effluent
4400
8800
66
5280
13266
m3/year
m3/year
m3/year
kWh/year
m3/year
2
1
3
–
–
2970
5940
45
370
6633
3
2
5
4
1
SplittingSouth shed Process D
Input/output
Rank(by quantity)
Cost(£/year)
Rank(by cost)
Raw materials
Water
Energy
Wastes/emissions
Review your waste costs regularly. Generating new calculation and
summary tables will provide the necessary information for continuous
improvement; when the more costly wastes have been tackled, other
waste streams will move up the ‘rankings’.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 17/53
2.3.3 True costs of waste product and waste streams
If you calculate the cost of carrying out each process in £/m2 of hide, you can compare the cost of
each process. This will reveal the most expensive stages of processing. It also demonstrates that
the cost of wasting hide or skin is greater after several process steps (as shown in Fig 12).
13
section
2
Fig 11 Example site waste costs summary
SITE WASTE COSTS SUMMARY
Item Usage(units)
Units cost(£/unit)
Totalcost (£)
Waste(%)
Wasteamount(units)
Cost ofwaste
(£)
Raw materials
Packaging
Utilities
Pallets
Electricity
Gas
Water
100 000 0.65
50 000 0.09
65 000 60 60 000 39 000
4 500 70 35 000 3 150
150 000 1.40 210 000 100 150 000 210 000
Towns
water
Borehole
water
Effluent
Total

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 18/53
2.4 WASTES CHECKLIST
While every workplace is unique, the following checklist contains waste streams common to many
businesses involved in leather processing. It is designed as a ‘memory-jogger’, to help you to identify
all the waste streams on your site to be listed in the process output inventories.
WASTE MINIMISATION OPPORTUNITY CHECKLIST
Department/service Area Possible waste
Incoming materials Loading docks, pipelines, Packaging/containers
receiving areas Off-specification deliveries
Damaged containers
Spill residue
Cleaning rags, etc
Pallets (non-returnable)
Gloves, overalls, etc
Storage (raw materials, Tanks, silos, warehouses, Tank bottoms
parts, final products) drum storage, yards, Off-specification materials
storerooms Damaged containers
Empty containers
Leaks from pumps/valves/pipes
Out-of-date materials
No-longer-used materials
Damaged products
Production Salting, soaking, fleshing, Wash water
liming, unhairing, pickling, Solvents evaporating
tanning, fat-liquoring, drying, Off-specification products
shaving, trimming, dyeing, Dyes
finishing Empty containers
Sweepings
Ductwork clearout
14
section
2
Fig 12 Example impact on hide value of typical beamhouse processes
COST OF WASTE
Basis: 4 m2/hide
Process name Cost of producing1 m2 of hide by the
process (£)
Value of 1 m2 of hideafter process
(cumulative total) (£)
Soaking 0.08 0.08
Fleshing 0.05 0.13
Liming/unhairing 0.5 0.63
Deliming/bating 0.1 0.73
Pickling 0.2 0.93
Tanning 0.5 1.43

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 19/53
WASTE MINIMISATION OPPORTUNITY CHECKLIST (continued)
Department/service Area Possible waste
Production (continued) Additives
Oil
Process solution dumps
Rinse water
Excess materials
Fleshings
Hair
Leaks from tanks/pipes/valves
Spill residue
Trimmings
Shavings
Dust
Packaging of dispatched goods
Energy Buildings, processes, boiler High temperatures
plant and plant distribution system Lights left on
Taps left running
Doors left open
Air leaks from compressor lines
Heat loss through roof/doors/windows
High tariffs for electricity, gas and
water
Lamps beyond economic life
Poorly controlled or inefficient
heating/hot water systems
Electric motors over five years oldProcess heat not re-used
Water Processes, toilets, kitchens Urinals flushing continually
Underground leaks
Taps left running
Wasteful wash-downs
Support services Laboratories, maintenance shops, Chemicals
garages, offices Samples and containers
Solvents
Cleaning agents
Lubricating oils and greasesScrap metal, wood
Caustics
Filters
Acids
Batteries
Office paper, etc
Other Consumables Detergents
Overalls
Gloves
15
section
2

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 20/53
Chemical use in the leather industry is essential for leather processing and generating a product of
the required quality. It is, however, expensive (it typically represents the second highest operatingcost after raw hides) and each chemical may have the potential to affect the environment.
Consequently, optimising chemical use offers considerable scope to make substantial savings and to
reduce environmental impact, often without the need for large investment. Opportunities exist to
use alternative chemicals or processes, or to minimise the existing use of chemicals, thereby
minimising waste and increasing profits without compromising the quality of the finished product or
the environment.
3.1 ALTERNATIVE PROCESSES OR MATERIALS
New developments in the chemicals and processes used in the leather industry offer the chance toincrease yield and maintain or improve quality, while at the same time minimising by-products and
waste. Using alternatives can make a significant contribution to cleaner processing and increase
profits.
ALTERNATIVE PROCESSES OR MATERIALS
16
section
3
C H E M I C A L U S E : O P P O RT U N I T I E S
F O R I M P R O V E M E N T
3
Process Reasons to change Alternatives Considerations
Preservation of
hides and skins:
Salting
Unhairing
Increasing costs for purchase
and disposal of effluent.
More stringent consent
limits on chloride levels in
effluent.
Contributes substantial
proportion of total effluent
load (typically 55% chemical
oxygen demand (COD),
55% suspended solids, 70%
biochemical oxygen demand
(BOD) and 40% nitrogen).
Dry methods, eg drag
salting where stock is
processed quickly.
Biocide sprays or potassium
chloride.
Chilling for short-term
(3 - 21 days) preservation.
Using other sources of
‘coolth’ available locally, eg
carbon dioxide and liquid
nitrogen.
Flo-ice (ice crystals in solution
of brine, alcohol or sugar) for
rapid cooling.
Biocide ice for longer-term
preservation (greater thanthree weeks).
Freezing.
Enzymes1 (alkaline proteases)
in conjunction with reduced
sulphide loads. This approach
can significantly reduce the
liming time. Hair removed
intact from follicle can be
removed by coarse screening,
reducing BOD and suspended
solids in wastewater.
Product quality
implications.
Any changes to
health and safety
measures.
Environmental
impact.
Importation
restrictions.
Any additional costs.
Disposal costs of solid
waste - limited
market for hair-save
products, such as
fertilisers.
8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 21/53
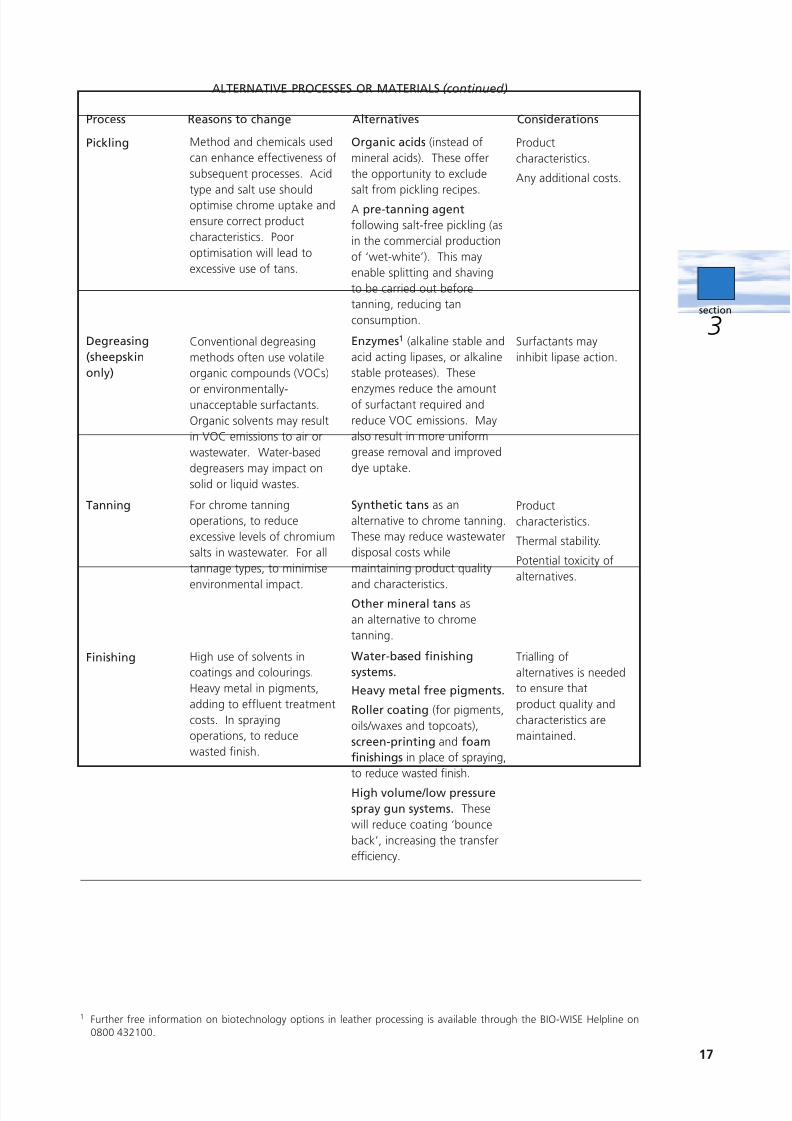
ALTERNATIVE PROCESSES OR MATERIALS (continued)
17
section
3
Process Reasons to change Alternatives Considerations
Pickling
Degreasing
(sheepskin
only)
Tanning
Finishing
Method and chemicals used
can enhance effectiveness of
subsequent processes. Acid
type and salt use should
optimise chrome uptake and
ensure correct product
characteristics. Poor
optimisation will lead to
excessive use of tans.
Conventional degreasing
methods often use volatile
organic compounds (VOCs)
or environmentally-unacceptable surfactants.
Organic solvents may result
in VOC emissions to air or
wastewater. Water-based
degreasers may impact on
solid or liquid wastes.
For chrome tanning
operations, to reduce
excessive levels of chromium
salts in wastewater. For all
tannage types, to minimise
environmental impact.
High use of solvents in
coatings and colourings.
Heavy metal in pigments,
adding to effluent treatment
costs. In spraying
operations, to reduce
wasted finish.
Organic acids (instead of
mineral acids). These offer
the opportunity to exclude
salt from pickling recipes.
A pre-tanning agent
following salt-free pickling (as
in the commercial production
of ‘wet-white’). This may
enable splitting and shaving
to be carried out before
tanning, reducing tan
consumption.
Enzymes1 (alkaline stable and
acid acting lipases, or alkaline
stable proteases). These
enzymes reduce the amountof surfactant required and
reduce VOC emissions. May
also result in more uniform
grease removal and improved
dye uptake.
Synthetic tans as an
alternative to chrome tanning.
These may reduce wastewater
disposal costs while
maintaining product quality
and characteristics.Other mineral tans as
an alternative to chrome
tanning.
Water-based finishing
systems.
Heavy metal free pigments.
Roller coating (for pigments,
oils/waxes and topcoats),
screen-printing and foam
finishings in place of spraying,
to reduce wasted finish.
High volume/low pressure
spray gun systems. These
will reduce coating ‘bounce
back’, increasing the transfer
efficiency.
Product
characteristics.
Any additional costs.
Surfactants may
inhibit lipase action.
Product
characteristics.
Thermal stability.
Potential toxicity of
alternatives.
Trialling of
alternatives is needed
to ensure that
product quality and
characteristics are
maintained.
1 Further free information on biotechnology options in leather processing is available through the BIO-WISE Helpline on
0800 432100.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 22/53
18
3.2 MINIMISING CHEMICAL USE
There are two possible approaches to minimising chemical use:
s waste reduction at source;
s wastewater (end-of-pipe) treatment.
The first approach is more cost-effective than the second.
Minimising waste at source involves optimising the quantity of chemical used for each process, by
examining chemical concentration, drum floats and chemical uptake. It can result in significant
savings in terms of the cost of the chemicals themselves and the cost of disposing of wastewater
laden with excess chemicals.
End-of-pipe options involve treating the wastewater that is generated from a process and, where
possible, recovering and recycling chemicals and water from the various waste streams. This may
result in the generation of lower volumes of wastewater, which in turn may have a lower COD and
suspended solids content. In most cases in the UK, trade effluent discharge-to-sewer charges are
based on a formula which charges on the basis of volume and strength of effluent. Consequently,this approach represents a two-fold saving.
There are opportunities to minimise chemical use at each stage of the process, often involving
minimal investment. Outlined below are some practical suggestions and tips on ways to improve
your current practices, with Industry Examples showing how companies in the leather industry are
already benefiting by taking action.
3.2.1 Good housekeeping
Minor changes to your housekeeping practices may enable you to minimise chemical use without
compromising the quality of the leather produced and without the need for large investments.
s Keep all chemicals in a designated storage area. If any are removed from storage, keep a
record of their whereabouts.
s Maximise shelf-life by storing chemicals according to the instructions, eg away from water,
heat or light. Sensitivity to frost can also be an issue for some chemicals (eg emulsifiers).
s Buy chemicals in quantities that reflect your process needs. Where appropriate, buy in bulk
to minimise costs.
s Rotate stock - operate a ‘first-in-first-out’ policy to eliminate the need to dispose of out-of-
date containers through ‘special waste’ routes. Label containers clearly with the date of
purchase and highlight the expiry date.
s For each chemical, open only one container at a time. Replace the lid or reseal the bag after
use to prevent unnecessary spillage and to prevent dry chemicals caking.
s Try to empty containers completely. Any residual chemical classifies the container as ‘special
waste’ for disposal purposes.
section
3
The cost and environmental benefits of reducing raw material use and suggested actions are
discussed in Good Practice Guide (GG25) Saving Money Through Waste Minimisation: Raw
Material Use, available through the Environment and Energy Helpline on 0800 585794.
A leather manufacturer took steps to ensure that ‘empty’ cans were checked to make sure that
they were really fully drained. This resulted in substantial savings in chemical costs and landfill tax.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 23/53
s If a process requires a mixture of chemicals, make up only small quantities as and when
required, especially when individual components have a limited storage time. Chemical
mixtures may have different storage requirements compared to the chemical constituents.
s Weigh out chemicals accurately, rather than adding ‘a little bit more, just to make sure’.
Avoid using excess chemical just to empty a container.
3.2.2 Process throughput and managementTo optimise chemical use, you need to understand the purpose of each process step, the rationale
behind the choice of chemicals used and the effect of parameters, such as temperature, pH and salt,
on chemical uptake and/or process efficiency. In addition, you need to identify which factors dictate
process efficiency, so that they can be measured, monitored and, where necessary, optimised.
s Where necessary, document the purpose of each process step, optimum chemical levels and
process parameters.
s Make sure that processes are carried out in the correct order to minimise chemical use.
TIP Carry out trimming at the earliest opportunity to avoid disposing of tanning and dyeing
chemicals in solid waste consignments.
s Control chemical additions, in line with process throughput.
s Measure chemical consumption, to identify excessive or unnecessary use. It may help to
measure and monitor the chemical content of the wastewater, to determine excessive use.
3.2.3 Salt use
Increasingly stringent consent limits on chloride levels in effluent make minimising salt use a priority
area for many tanneries. By reducing the amount of salt used, you can minimise the cost of the raw
material and reduce effluent costs.
s Monitor salt use. Ensure that no excess salt is used in the pickling process.
s Investigate if you can reduce the amount of salt used in pickling without affecting productquality.
TIP Whenever possible, re-use pickling liquors for the following batch of hides/skins (topping up
salt and acid concentrations as necessary).
3.2.4 Liming/unhairing liquors
Liming/unhairing liquors constitute a large proportion of the total effluent load. By reducing the
amount of lime and sulphide used, you can minimise the cost of raw materials and reduce effluent
costs. In addition, the volume of wastewater will be reduced without increasing the concentration
of the chemical components.
TIP Whenever possible, re-use liming/unhairing liquors for the following batch of hides/skins(topping up lime and sulphide concentrations as necessary).
3.2.5 Deliming/bating
You may be able to make savings by optimising your existing processes.
s Monitor chemical use to make sure that you are not using more than you need. The
buffering nature of ammonium salts means that excess amounts could be added without
detriment to product quality.
s Optimise the number of float changes used for deliming.
19
section
3

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 24/53
s Set the process parameters, such as pH, temperature, and enzyme concentrations, to optimise
the effects of the bating process.
s Where carbon dioxide is used for deliming, consider the most effective means of contacting
the gas with the ‘float’; injection into a recirculating flow of liquor via a Venturi may be more
effective than simply adding gas to the headspace of a drum through the gudgeon.
3.2.6 TanningIf you use chrome tanning, you need to minimise levels of chromium salts in the wastewater, to
minimise environmental impact and waste disposal costs. If chrome uptake can be improved, the
quantity of chrome used can be reduced and the concentration in the wastewater will be lower,
resulting in lower effluent costs.
s Measure chrome uptake and also measure and monitor the chrome content of the
wastewater, to identify excessive use.
s Control chrome use in line with skin weights.
s Maximise chrome uptake by adjusting process parameters such as pH, temperature, reaction
time, chromium concentration and ligands use to enhance process effectiveness (‘masking’).
s Consider using supplementary materials, such as pre-tanning agents, chrome complexing
agents and catalysts, or modify operations, such as extending liming times, to enhance
chrome uptake. (Chrome complexing agents aid the formation of chrome-collagen complex
and may increase process efficiency.)
3.2.7 Finishing
Finishing processes offer several opportunities to reduce chemical use.
s Examine your finishing processes and work out the true costs of your coating and colourings,
including disposal of generated effluents, residues and waste packaging.
s Wherever possible, adapt your processes to optimise the amount of chemical used. Forexample, install photoelectric spray economiser controllers (‘magic eye’ sensors) to existing
machinery to minimise overspray of dyes and other finishing materials. Consider using roller
coating instead of spray coating to minimise overspray.
s Wherever possible, recover and re-use overspray.
20
section
3
Changing a rotary spraying system on one of its finishing machines to a conventional spray gun
and economiser unit helped one tannery to reduce waste spray from 40 - 60% to 20 - 40%.
The new system cost £4 000. With raw material costs at an average £1.50/kg, the company
realised chemical cost savings in excess of £550/week or £27 000/year, giving a simple payback
period of under two months.
One tannery collects solvent overspray from the gutters on its spray machines. All waste solvents
are mixed and processed using a small on-site solvent recycling machine (purchase cost £3 268),
currently operating at 250 litres/week with an 80% recovery. The resultant solvent is low-grade
and can only be used to clean machinery. However, this has eliminated the need to purchase
acetone to clean the machinery (£9 000/year), representing a simple payback period of under
five months. Solvent recovery has also resulted in further substantial savings by eliminating the
need to dispose of the overspray waste.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 25/53
Water can constitute a large proportion of a company’s waste. Water costs are rising, yet it is
relatively simple to save water. Companies that have not implemented any water-saving measurescan often reduce water-related costs by up to 50%. Companies that have implemented some
water-saving measures without adopting a systematic approach to water reduction can typically
reduce their water-related costs by around 20%.
Reducing water consumption results in a reduction of effluent production, realising savings in both
water supply and effluent disposal. Producing less wastewater and/or re-using or reclaiming
components of wastewater also reduce the risk of polluting the environment, which has many
benefits including avoiding the risk of prosecution.
4.1 ASSESSING CURRENT WATER USE
1. Carry out a water survey to find out the origins of the water used on-site. You may use mains
supply, groundwater abstraction (pumped from a borehole), surface water abstraction
(pumped from a river/lake) or collected rainwater.
2. Find out how much water is used and for what purposes. Walk around the site at different
times to see where the water is used. If shift work is practised, make sure you look at eachshift, and also check water use during periods of non-production. For example, machinery
may be switched off but the cooling water system or water used to raise a vacuum may have
been left on. Try to identify whether all the water use is necessary and whether the best
option is being used, eg equipment may not need cooling water.
3. Find out where the water goes. There are usually three drainage systems on sites - effluent
drains, surface water drains and foul sewers. Make sure that waste is disposed of through
the correct drainage route. For example, does rainwater run off drains into the sewer, to be
subsequently paid for as effluent?
4. Calculate the cost of water used in processing. Remember to include direct costs (supply of
water and effluent treatment) and indirect costs (such as maintenance, pumping, heating andcooling).
21
section
4Some ways in which water use can be reduced are described in Good Practice Guide (GG26)
Saving Money Through Waste Minimisation: Reducing Water Use, available through the
Environment and Energy Helpline on 0800 585794.
Information on how to set up a water balance, procedures used to identify leaks and
opportunities to reduce water use are given in the Good Practice Guides (GG152) Tracking
Water Use to Cut Costs and (GG67) Cost-effective Water Saving Devices and Practices.
M I N I M I S I N G W AT E R U S E4

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 26/53
4.2 WATER OPTIMISATION
When you look at your water use and wastewater production, remember the three guiding
principles of waste minimisation outlined at the start of Section 2.
s Investigate and optimise the quantities and qualities of water that are used in the process. For
example, if feasible, use smaller drums to process smaller batch sizes.
s Only use water where necessary. For example:
- remove salt solids by mechanical means, such as brushing, in addition to, or in place of,
soaking in water;
- monitor water use when hides or skins are first rinsed of salt or acid preservatives, to
produce guidelines for when rinsing is complete;
- control and measure the quantity of water used per unit weight of skin;
- where a bath of water is used, rinse the maximum number of skins per filling.
s Carry out processes in the correct order to minimise water use. For example, trim at the
earliest opportunity to avoid using water to process a part of the hide/skin which will
subsequently be disposed of as solid waste.
s Reduce water use to the practical minimum in batch ‘recipes’ for tanning and dyeing
processes. The strength of materials and conditions (such as temperature and pH) may be
critical for process effectiveness.
s Make sure that you use the most effective process. Continuous, uncontrolled rinsing through
processing drums after wet processes can lead to high water wastage. Examine whether a
number of batch rinses might achieve similar product quality results while using less water.
4.3 SIMPLE WATER-SAVING OPTIONS
While every business will be different, there are many water-saving options that are applicable tomost businesses.
s Check for excessive or unnecessary water use. For example, taps and hoses can be left on
and forgotten.
TIP Fitting a nozzle to a hose is cheap and easy to do. Having a trigger grip will ensure that water
is switched off when the hose is not in use.
s Use your water survey to detect all water use and pinpoint unidentified or cross connections,
broken valves, incorrectly set valves or control systems and leaks to maximise savings. Leaks
underground are often hard to detect, but areas of lush vegetation may indicate a leak.
Check all taps and visible pipes for leaks, especially in areas where no water usage data are
available. Remove any unused equipment which might cause leaks, eg unused hoses.
s Eliminate overflow. Most overflows run to drain without being measured, with many
overflow pipes hidden. Improvements in water management, such as repairing faulty control
valves and installing shut-off valves, should significantly reduce the problems.
22
section
4
A tannery carried out a water survey and found a hose pipe that could not be switched off
(consuming around 500 m3 water/year), a faulty valve on the chrome drum and leaks in areas
where drums and associated pipework had been disconnected. Fixing leaks and replacing faulty
valves resulted in estimated water and effluent savings in the range £1 000 - £1 600/year.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 27/53
s Consider installing additional water meters to monitor water consumption of specific
machines, processes or areas of the site. They may help to locate leaks or identify the source
of unknown water usage. The benefits of additional meters are outlined in Environmental
Performance Guide (EG98) Water Use in Textile Dyeing and Finishing available through the
Environment and Energy Helpline on 0800 585794.
s Use water efficiently. A piece of equipment can be efficient, but its allocated use may
not be.
s Use brushes/squeegees/scrapers to remove solids from areas before they start to dry out,
minimising or often eliminating the need for wash water. Using a hose to clean floors and
surfaces may consume a large volume of water, especially if the hose is left unattended or
forgotten. Caked-on dirt can take longer to remove and can pose corrosion problems if the
slurry has a high salt, acid or alkali content.
4.4 WATER RE-USE AND RECYCLING
Within the constraints of product quality and health and safety considerations, there are several
tannery operations in which re-use or recycling of water might be worth considering.
s Re-use relatively clean water from rinsing of previous batches of hides or skins for subsequent
batches.
s Re-use final rinse waters as a first rinse. Rinse water can often be more effectively used by
rinsing a product in a series of tanks or stages. For example, in countercurrent rinsing theproduct is initially rinsed in dirty water and then in progressively cleaner water. Concurrently,
the rinse water moves progressively from the last rinse towards the first rinse (Fig 13).
23
section
4
If a hose is turned on for two hours a day (flow rate 1 m3 /hour), 360 days a year - regardless of
use - this can result in costs of £1 116/year in water and effluent charges (at £1.55p/m3, UK
1999 prices). However, if the hose need be on for only 20 minutes a day, this would save
£930/year in water and effluent costs. Similarly, if the hose needs to be on for two hours a day,
but only five days a week, this saves £310/year in water and effluent costs.
W A T E R B I L L
Remember OUT OF SIGHT may mean
OUT OF MIND but it will leave you
OUT OF POCKET

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 28/53
s Use rinse waters for other duties, such as floor washing, raising a vacuum or making batches
of chemicals for subsequent chemical treatments, if compatible.s Recycle chemicals from wastewater. For example, it may prove viable to recover chromium
from spent tanning liquors by precipitation and redissolving.
24
Fig 13 The principle of countercurrent rinsing
RinseA
RinseB
RinseC
RinseD
Freshwatersupply
Work
Countercurrent rinsingsection
4
Examples of countercurrent rinsing are outlined in Good Practice Guides (GG160) Minimising
Chemical and Water Waste in the Metal Finishing Industry and (GG67) Cost-effective Water
Saving Devices and Practices, and in New Practice Case Study (NC11) Rinsing and Chemical
Recovery System Achieves Large Savings, all of which are available through the Environment and
Energy Helpline on 0800 585794.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 29/53
5.1 LIQUID WASTES
In some cases, liquids, which might otherwise constitute waste, can be recycled rather than used on
a ‘once-through’ basis. For example, organic liquids used for degreasing duties can be recycled after
separation from brine by gravity settling.
The separation processes used need monitoring to check that they are effective. A better alternative
may be available. For instance, gravity settling of two liquid phases often results in interfacial
material, which may be of little use or monetary value and may require special disposal. In these
cases, if large amounts of such material are generated, consider enhancing separation, perhaps by
lengthening the settling time. Distillation can be used to recover useful materials, such as fats from
degreasing agents.
5.2 SOLID WASTES
Solid wastes are generated at a number of points in tannery processing. Any reduction in the
amount of solid waste disposed of off-site - through improving process control, treating waste
before disposal or finding outlets for the waste generated - can dramatically reduce your disposal
costs.
5.2.1 Optimising process control
Raw materials can be optimised using computer numerical control (CNC) technology. Leather is
delivered in the form of single hides. Due to the nature of the material, there will always be defects
or patches of inferior quality resulting from tears, scratches, insect bites and colour discrepancies. A
good cutting system will identify the optimum cut from each hide, ensuring that any blemishes are
only included in areas where they will not impact upon product quality.
25
section
5
A large tannery collects its soaking/degreasing waste liquors in gutters situated under the
rotating drums. The fat from the skin is distilled off and the paraffin and brine are allowed to
settle. The soaking/degreasing process uses around 8 000 litres of paraffin each week, of which
6 900 litres are recovered for re-use (86% recovery). The brine solution is also re-used in
subsequent batches. The re-use of paraffin alone represents savings of £46 500/year in purchase
and disposal costs.
MINIMIS I NG RAW MATERIAL USE A ND
REDUCING WASTES FOR D ISPOSAL
5

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 30/53
26
section
5
A high-quality upholstered furniture manufacturer has purchased a leather cutting machine for
£300 000. The hide is laid out on the surface of the machine which is perforated to create a
vacuum, which holds the leather in place. An operator marks defects with an electronic pen,
grading them from 1 (minor) to 4 (major). This grading is displayed on a computer monitor to
ensure that no blemishes are missed. Leather with minor category defects may be suitable for
use in certain parts of a chair, such as the chair base, whereas only unblemished leather may be
used on upper surfaces.
Once all blemishes have been entered, the computer will work out the optimum cutting
arrangement for the hide (see Fig 14). A plastic sheet is then rolled over the hide to hold it
steady during the automatic cutting operation.
Benefits of the machinery include:
s A small reduction in leather wastage rates.
s Optimum use of any slightly defective material.
s More consistent cutting accuracy which reduces problems further down the production
line.
s Generation of data on hide utilisation, defect levels and seriousness.
s Significant labour reduction. The machine has multiplied the output per person in the
cutting area by three to five times.
Fig 14 Optimising hide use through automatic cutting machinery
Defects
1. Minor2. Moderate3. Significant4. Major

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 31/53
5.2.2 Good housekeeping
s Keep work areas tidy to reduce the frequency of items such as gloves and aprons being lost.
TIP Inform staff of the costs of disposing of consumable items to encourage re-use.
s Sort trimmings to maximise opportunities for re-use.
5.2.3 Find outlets for waste
s Look for outside organisations that might have a use for your solid waste. For example:
- trimmings may be suitable for use as filler materials;
- larger trimmings may be suitable for making items such as purses, watch straps or key fobs.
5.2.4 Treat waste to reduce volume
s Reduce the volume of fleshings prior to disposal. Fleshings can be bulky with a high water
content, but can be stored so that water is removed under gravity, resulting in substantial
savings in disposal costs. Mechanical compactors can be used, but may prove an expensive,
ineffective and high-maintenance option.
s Consider ‘briquetting’. This practice can effectively increase the bulk density of solid wastes
from dust extraction equipment prior to disposal.
5.2.5 Segregate waste
Segregate waste into paper, cardboard, wood, metal, plastic, containers holding residual chemicals,
trimmings, shavings/dust and rubbish. A disposal cost can be converted into revenue by recycling
waste, realising substantial savings. Segregated waste can often be collected free of charge,
collected at a lower charge than the landfill tax or, in some cases, you may be able to sell your waste
(eg trimmings).
27
section
5
A small tannery processing sheepskins gives some of its chrome-trimmings to a local boxing club
to fill their punch bags.
One tannery keeps hand-sized, dyed trimmings, which it then sells at 25 pence/kg. The trimmings
are used to manufacture key fobs.
A tannery, typically processing 50 000 skins/week, generates around 1 300 kg fleshings/week.
In the past, untreated fleshings were collected in skips and disposed of to landfill. However,
through effective compaction, fleshings are now handled as a solid rather than a liquid waste,
saving £850/year in disposal costs.
Did you know...?
The landfill tax is chargeable by weight and there are two rates. ‘Inert’ waste is charged at the
lower rate (£2/tonne), whereas ‘active’ waste is charged at the standard rate of £10/tonne. If
waste contains both inert and active materials, tax is due on the whole load at the standard rate.
In some cases, the water content of waste can be discounted, but only where it is not present
naturally. However, you will need written approval from your local Landfill Tax Officer. To qualify
for a discount, the water content of the waste must be a minimum of 25% (by weight).
Circumstances include:
s water added to allow transportation for disposal;
s water that has arisen and/or been added in the course of an industrial process.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 32/53
5.3 WASTEWATER TREATMENT AND DISPOSAL: ARE YOU IN
CONTROL?
Wastewater treatment is an important consideration in any waste minimisation or cost reduction
programme. Costs are directly incurred as a result of running effluent collection and treatment
systems, and in discharge to sewer or surface water.
A typical wastewater treatment installation may consist of pH adjustment and solid-liquid separation
to remove suspended solids, metals (such as trivalent chromium) and some chemical oxygen demand
(COD). Failure to control treatment plants closely can lead to excessive losses of materials. Makesure that your plant has:
s adequate control of process conditions, such as feed flow rate, retention times, temperature
and pH;
s the appropriate chemical additives, such as coagulating and flocculating agents;
s optimised dosing of treatment chemicals in relation to expected pollutant loads and
wastewater flow rates, by sampling and in-situ monitoring.
Make sure you understand why specific treatments are necessary, perhaps by developing a pollutant
‘map’ showing the points of origin of wastewater contaminants. Such a map will help to prioritise
processes for waste minimisation measures.
Sludges that normally result from the operation of effluent treatment plants may contain significant
quantities of water, even after settling. Lowering the moisture content of a waste sludge prior to
off-site disposal can lead to significant savings in haulage costs and other disposal charges, such as
landfill tax.
28
section
5
One tannery collects sludge (comprising mainly of process waste from tanning and dyeing
operations) in a series of open submersed pits at the coarse screen of its effluent treatment plant.
In the past, this wet sludge was collected six times a year by tanker and disposed of to landfill
at a cost of £6 000/year. By draining off the water, the sludge cake is now handled as solid
waste. A digger is used six times a year to transfer wet sludge to slotted cages where it is left
to drain for a week. The dried sludge (3 tonnes on each occasion) is then transferred to a skip,
which is sent to landfill. The cost of the digger plus the disposal cost of the sludge cake to
landfill is £1 200/year, representing a cost saving of £4 800/year.
A small tannery was spending £8 951/year to dispose of a wet sludge slurry (approximately 5%
solids) produced from its effluent treatment plant. In 1995, the company fitted a filter press
costing £9 510 (purchase price plus installation) to the outlet of the existing effluent plant, which
reduced the water content of the slurry (to approximately 40% solids). The disposal cost of the
sludge cake was £1 085 for the year immediately following the installation of the filter press,giving a simple payback period of around 14 months.
Wastewater treatment is covered in detail in Good Practice Guide (GG175) Improving the
Performance of Effluent Treatment Plant , and detailed information is available about the types
of effluent treatment in GG37 Cost-effective Separation Technologies for Minimising Wastes and
Effluents, GG54 Cost-effective Membrane Technologies for Minimising Wastes and Effluents and
GG109 Choosing Cost-effective Pollution Control . All publications are available through the
Environment and Energy Helpline on 0800 585794.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 33/53
Hides and skins are dried after tanning and dyeing operations. Drying over a long period allows the
grain and flesh sides of the hide/skin to dry evenly. In most tanneries in the UK, heat needs to begenerated for drying processes, making it a high energy consuming process. With the introduction
of a climate change levy (see Section 1.3), you need to consider ways to minimise drying energy use.
s Assess your drying efficiency by looking at your energy bills. Consider alternative ways of
drying.
s Remove excess moisture prior to drying.
s Where feasible, take advantage of natural drying.
s Do not over-dry hides/skins. This results in increased energy costs and increased shrinkage of
the hide/skin. Excessive shrinkage is an issue particularly if the hide/skin is sold by area.
s Make sure that drying room doors are kept closed and correctly sealed, and board up
windows. Consider insulating roof voids and installing cavity wall insulation.
TIP Effective insulation can reduce heat losses by up to 90%.
s Make sure drying rooms are ‘dry’. Check walls for damp caused by, for example, leaking
gutters and downpipes, faulty damp-proof courses or damaged roof tiles.
s Optimise thermostat settings in the drying rooms. Where necessary, install more thermostats
for increased control of zones and update existing thermostats. An electronic thermostat
allows close temperature control and costs about £30 - £50. Older bimetallic thermostats can
allow room temperatures to vary by 3°C from the set temperature.
s Operate boilers efficiently and service them regularly. Poorly operated or maintained boilers
can increase heating costs by up to 30%. If boiler equipment is old, consider replacing it.
Gas condensing boilers achieve 90% heat transfer efficiency, compared with the 50 - 75%
efficiency achieved by old fossil fuel boilers.
s Check lagging of pipes, valves and flanges. Make sure that you are using the most
appropriate insulation material and thickness. Check for ill-fitting insulation, which allows air
to circulate between the insulation and the pipe. Also check pipes for leaks - waterloggedinsulation material is considerably less efficient, heat loss is excessive and water make-up
expensive.
29
section
6
In one tannery, hides are attached to a conveyor belt which is raised above the sammying
machines. This uses the heat generated from the machines to aid the drying process withouttaking up floor space.
O P T I M I S I N G D R Y I N G
P R O C E S S E S
6

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 34/53
s Investigate the potential for heat recovery, for example, for boiler prefeed or space heating.
Control space heating to prevent overheating during milder weather.
s Optimise vacuum efficiency. Advice on how to do this is contained in Good Practice Guides
(GG101) Reducing Vacuum Costs and (GPG83) Energy efficient liquid ring vacuum pump
installations in the paper industry , available through the Environment and Energy Helpline on
0800 585794.
s Where possible, consider the use of combined heat and power (CHP) schemes. Contact the
Environment and Energy Helpline on 0800 585794 for the relevant publication list and details
of the CHP Club (also accessible through www.chpclub.com).
30
section
6
The substantial cost savings achievable by insulating pipe fittings are demonstrated in Good
Practice Case Study (GPCS274) Insulation of pipe fittings, available through the Environment and
Energy Helpline on 0800 585794.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 35/53
Reducing energy bills has always made good business sense. The introduction of a climate change
levy (see Section 1.3) is likely to increase energy bills for tanneries. It is, therefore, vital to reduceenergy use wherever possible, to minimise the impact of the levy. Many no-cost and low-cost
changes to current practices can result in substantial savings. General advice on energy efficiency
and access to a wealth of publications on energy-saving initiatives are available through the
Environment and Energy Helpline on 0800 585794.
7.1 GOOD HOUSEKEEPING
s Carry out processes in an order that will minimise energy consumption. For example, carry
out trimming at the earliest opportunity to avoid using high energy processes on a part of the
hide/skin which will then be disposed of as solid waste.s Avoid unnecessary or excessive use of energy. For example, switch off lights when areas are
not in use, eg at lunchtime, between shifts or after hours.
s Review lighting in premises. Small changes can result in a substantial reduction in electricity costs.
s In areas with infrequent occupation, such as stock rooms and drying rooms, install timer
switches on lights or use passive infrared (PIR) sensors to detect activity, to ensure that lights
are not left on. PIRs can also be used in washrooms to control fans and the flushing of urinals.
7.2 MOTORS AND DRIVES
Electric motor and drive systems account for a substantial proportion of electricity use in the leather
industry. Large cost savings with short payback periods can be achieved by implementing small
improvements in motor efficiency and management and are described in General Information
Leaflet (GIL56) Energy savings from motor management policies.
s Review your processing requirements. You need to know where you are using energy for
motors and drives to assess the potential for savings.
s Make sure machinery is switched off when not in use and after hours. Where appropriate,
switch off machinery during lunch breaks and between shifts.
s Remember to switch off ancillary equipment, such as exhaust systems and systems used toraise vacuums, when the machines they serve are switched off.
s Service all machinery regularly.
31
M I N I M I S I N G E N E R G Y
W A S T A G E
7
For a short trial period, one tannery switched off the lights during lunchtime (one hour) and shift-
breaks. The company calculated the savings to be worth over £350/year, equivalent to the profit
from £3 500 of sales. This lighting procedure is now standard practice and the company is
thinking of installing sensors to control lighting in the toilets to increase savings.
Examples where changes in lighting practices have resulted in substantial cost savings are
described in Good Practice Case Studies (GPCS174) Energy efficient lighting in factories and
(GPCS309) Energy efficient lighting in industrial buildings, available through the Environment
and Energy Helpline on 0800 585794.
section
7

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 36/53
s Use the most appropriate motor or drive system:
- Check motor sizes. Many industrial motors are oversized for their application and,
therefore, usually run at below peak efficiency.
- Consider higher efficiency motors (HEMs), which are, on average, 3% more efficient than
standard motors and cost about the same.
- Look at the cost savings of using motor controllers (often referred to as voltage
controllers, ‘smart’ controllers, or ‘black-boxes’). These constantly adjust the voltage to
the motor terminals so that it is just sufficient to meet the load and generally incorporatea ‘soft-start’ facility that reduces the current used to start the motor.
- Consider using electronic variable speed drives (VSDs), also referred to as ‘black-boxes’.
These match the input to and the speed of the motor to meet the load requirements. In
most cases, motor controllers and VSDs can easily replace existing motor starters.
s If you operate machinery during weekdays, check your electrical usage at weekends. What
should be left running, and what could be switched off?
7.3 COMPRESSED AIR
Compressed air is a reliable and adaptable power source, but it is not cheap, using 10 units of
electricity to provide one unit of compressed air.
s Service the air compressor system regularly and always use the correct spare parts. Irregular and
incorrect maintenance of compressors can lead to poor performance and reduced efficiencies.
s Switch off compressed air systems when they are not needed.
s Use inlet air from outside the building. Efficiency can be improved by around 2% if the
temperature of the inlet air is reduced by 8°C.
s Consider replacing air compressors. Substantial cost savings are achievable, as described in
Good Practice Case Study (GPCS233) Energy and cost savings from air compressor
replacement , available through the Environment and Energy Helpline on 0800 585794.
32
A tannery found that oil was leaking from the bearings of the dye drums. It was thought that
this was due to the use of excess oil. Each of the six dye drums has two bearings. Before taking
action, each bearing consumed 0.25 litre/day of oil per drum at a cost of 72p/litre, resulting in
annual costs of £561.60. By reducing the amount of oil used to a total of 1 litre/day, the
company achieved cost savings of £374.40/year. More recently, the oil has been replaced with
grease, with annual grease consumption estimated at 1 kg. Since the cost of grease is around
£1/kg, this represents further material cost savings of £186.20/year.
One tannery operated four air compressors (including two 30 kW compressors used for
embossing). A survey of its air compressor system revealed 23 leaks, ten of which needed urgent
action. The cost of leaks associated with one of the 30 kW compressors was calculated to be
23 pence/hour or around 11% of the electricity costs for the machine. Simply by fixing these
leaks, the company calculated the annual saving in electricity for this compressor to be £280.
The site aims to reduce losses due to leaks to 5%.
Did you know...?
Ninety per cent of the electricity used by a compressor is lost as heat. Depending on the type of
compressor, this may be available as hot water or warm air, which could then be used elsewhere
on-site.
section
7

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 37/53
Reducing the quantities of packaging and cutting associated costs are issues that are applicable to
all companies. Packaging may be involved at each stage of a process, from raw materials toprocessed goods. The term is used to describe materials that contain and/or protect goods, help
with handling and delivery, and identify products. Recent legislation (see Section 1.3) is proving a
key driver for many companies to address packaging use and waste. Even if your company is not
obligated, you may be affected by others in your supply chain.
You will find further details on packaging issues, together with useful tips on how to reduce your
packaging use and waste, in Good Practice Guides (GG140) Cutting Costs and Waste by Reducing
Packaging Use and (GG141) Choosing and Managing Re-usable Transit Packaging, and (ET250)
Unpack Those Hidden Savings: 120 Tips on Reducing Packaging Use and Costs, all of which are
available free of charge through the Environment and Energy Helpline on 0800 585794.
8.1 HIDES AND SKINS
s Avoid using containers that do not stack. Consider implementation of palletised deliveries.
Pallets can often be recycled, re-used or sold.
s Look for secondary uses for packaging. For example, polythene wrappers may be re-usable
in-house, eliminating the need to buy polythene.
TIP Several tanneries re-use polythene to cover ‘horsed’ skins or hides. This retains moisture in
the hide/skin between processes, where there may be a substantial standing-period and
dehydration poses a problem. The re-wetting of hides and skins uses water and is time
consuming.
8.2 CHEMICAL CONTAINERS
s Explore the possibility with suppliers of returning packages (such as drums) for disposal or
refilling.
s Look at the possibility of cleaning containers/drums and removing labels so that they can be
disposed of as plastic or metal waste, rather than special waste.
s Segregate waste to maximise opportunities for recycling containers/drums rather than their
being disposed of to landfill sites.
33
A tannery bought some of its chemicals from a company operating a returns service. Although
there was a small increase in the cost of the chemicals (a cleaning charge of £5 for each 200 kg
drum), the containers were collected free of charge. Prior to adopting this policy, non-returnable
drums were cleaned and delivered to a local scrap merchant.
PACKAG ING8
section
8

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 38/53
8.3 PRODUCT PACKAGING
s Where possible, keep packaging to a minimum and consider buying recycled materials such
as paper, cardboard and polythene - it helps to stimulate demand for recycled products and
they can prove cheaper than non-recycled materials.
s If you use cardboard tubes to dispatch finished products in the UK, consider operating a
returns policy. This would help your customers to reduce their packaging waste and may help
to improve your company image.
34
One tannery uses recycled polythene as part of its product packaging at a cost of £0.85/kgcompared with £1.28/kg for non-recycled polythene. On average, 27 kg of polythene is used
each week, representing an annual saving of around £560. Similarly, recycled paper is used at
a saving of £7 for 480 sheets, representing an annual saving of £280.
section
8

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 39/53
A waste minimisation programme comprises various projects or activities, each designed to reduce
some form of waste. Initiatives need to be co-ordinated to ensure that the main problem areas aretargeted first and that work is not repeated for no gain. This Section outlines what steps you need
to take to set up a programme, to ensure that you get the most out of your waste minimisation
initiatives.
1. Set up a team to drive and co-ordinate waste minimisation initiatives. A well-focused team
can achieve far more than an individual or a group of individuals working alone. Collectively,
they can see more, generate more ideas and solutions, raise more support and increase
motivation.
2. Estimate the size of your waste problem. Following the advice in Section 2, carry out a waste
review to identify all sources of waste and their associated costs. It is important to identify
the factors that dictate process efficiency so that they can be measured and monitored.
3. Use the data from the waste review to get senior management commitment to reducing theproblem. Publicise the review results company-wide. It is important to communicate with
staff and educate and train them about the need to minimise waste.
4. Prepare a policy statement showing commitment to waste minimisation at work. It will
ensure that everyone in the company understands what you are trying to do. Have the policy
statement approved by senior management, making it a part of the company’s work policy.
5. Set targets for waste minimisation.
6. Use data from the waste review to identify some no-cost and low-cost options that will
rapidly produce (large) savings and publicise the results. These savings will demonstrate what
can be achieved and will encourage long-term commitment to the programme.
7. Repeat the waste review. Use the mass balance approach to assess waste costs on a regularbasis, to chart improvements using the results from the initial review as a base-line. Monitor
processes by taking regular measurements that will highlight annual and seasonal trends to
give a clearer view of what progress you are making.
8. Re-evaluate your options and targets in light of any changes in operating procedures, inputs,
outputs and associated costs. Discuss the merits of new developments and novel
technologies applicable to the leather industry. By implementing any changes and
monitoring the effects, a cycle for continuous improvement can be established (Fig 15).
35
I M P L E M E N T I N G A W A S T E
M A N A G E M E N T P R O G R A M M E
9
section
9
The implementation of a waste management programme in the workplace is described in
detail in Good Practice Guide (GG27) Saving Money Through Waste Minimisation: Teams and
Champions. A detailed account of environmental management systems (EMS) is described in
Good Practice Guide (GG137) How to Set Up Environmental Management Systems in the
Textiles Industry . Both Guides are available free of charge through the Environment and
Energy Helpline on 0800 585794.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 40/53
36
section
9
Fig 15 Cycle for continuous improvement
Initial review
Measure
Measureto Manage
Generate ideasand prioritise
options
Implement Compare
A large, multi-site tannery has implemented a waste management scheme at one of its sites,
which focuses on better, faster, cheaper manufacturing. The programme tackles a series of
issues including energy and material conservation, continuous improvement/benchmarking and
commitment. Successful waste minimisation resulted from three key areas:
s senior management commitment;
s team working;
s employee involvement in the waste review.

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 41/53
Your next step is to draw up an Action Plan, which will allow you to implement a waste minimisation
programme in your workplace. Using a checklist, like the example shown in Fig 16, will help you todevelop your plan, set real-time targets and detail staff participation. A blank checklist is contained
in the Appendix, for you to copy and fill in.
37
A C T I O N P L A N10
section
10
Fig 16 Example Action Plan
WASTE MINIMISATION: ACTION CHECKLIST
Action By whom When
Identify interested parties
Form a management team
Draft a policy statement
JP
JP
JP
1/5/00
14/5/00
by 10/5/00
Get a statement of commitment from senior management
Publicise the project: inform staff of the need for waste minimisation
Put in place the means of maintaining staff participation
Map your processes: get to understand your process requirements
Compile your inventory of processes
Compile inventories of inputs, including water and energy
Compile inventories of products, wastes and emissions
Develop tools for continuous improvement, such as the review table
Fill in any data gaps
Identify areas where improvements in processing can be made
Identify practices which could be used to improve processing
Carry out a cost-benefit assessment of options
Prioritise your waste saving options
Implement your ideas - start with quick or no-cost/low-cost examples
Publicise successes
Set targets and monitor progress
Develop a plan for continuous improvement

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 42/53
Changes in technology and the regular introduction of new chemicals and enzymes for use in leather
processing make it advisable to assess current practices regularly, to ensure that you are using thebest, most efficient options for your particular situation. This Section lists useful sources of
information on recent advances and current best practice, to help you to maintain your competitive
position.
Environmental Technology Best Practice Programme
Environment and Energy Helpline 0800 585794
E-mail: [email protected]
Web site: www.etbpp.gov.uk
The Environmental Technology Best Practice Programme is a Government-funded programme that
helps companies in the UK to become more competitive through improving their environmentalperformance by reducing waste at source. Information is disseminated through publications, and
the Programme is also involved in workshops, seminars and waste minimisation clubs. The
Environment and Energy Helpline and the Programme web site provide contact points for the
Programme’s services, which are all free of charge.
Energy Efficiency Best Practice Programme
Environment and Energy Helpline 0800 585794
E-mail: [email protected]
Web site: www.energy-efficiency.gov.uk
The Energy Efficiency Best Practice Programme is a Government-funded programme that helpscompanies in the UK to become more competitive by reducing their energy use. Free, practical
advice is disseminated through publications, workshops and seminars.
38
section
11
S O U R C E S O F F U R T H E R
I N F O R M A T I O N
11
The Environment and Energy Helpline on freephone 0800 585794 can:
s provide up to two hours of free confidential, expert advice on any environmental or
energy efficiency problem;
s send you copies of relevant Environmental Technology Best Practice Programme and
Energy Efficiency Best Practice Programme publications;
s suggest other sources of information;s arrange for a specialist to visit your company if you employ fewer than 250 people
(at the discretion of the Helpline Manager).
8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 43/53
BIO-WISE - Biotechnology at Work
BIO-WISE Helpline 0800 432100
E-mail: [email protected]
Web site: www.dti.gov.uk/biowise
Fax: 01235 432997
The BIO-WISE Programme, funded by the DTI, offers free, independent advice on how UK
companies can use biotechnology to reduce business costs, and improve their environmental
performance and competitive edge. Specific guidance for leather companies is available through
the BIO-WISE Helpline and the web site.
Environment Agency
Web site: www.environment-agency.gov.uk
Scottish Environment Protection Agency (SEPA)
Head of Policy Co-ordination (AIR)
SEPA Head Office
Erskine CourtThe Castle Business Park
Stirling
FK9 4TR
Tel: 01786 457700
Fax: 01786 446885
E-mail: [email protected]
Web site: www.sepa.org.uk
Department of Environment (Northern Ireland)
For information on those processes that are classified as ‘Part A and B processes’, contact:
Department of Environment (NI)
Environment and Heritage Service
Calvert House
23 Castle Place
Belfast
BT1 1FY
Tel: 028 9025 4754
Fax: 028 9025 4865
For information on those processes that are classified as ‘Part C processes’, contact the ChiefEnvironmental Health Officer in your Local Council.
IPPC
European Web site: www.eippcb.jrc.es
British Leather Confederation
Leather Trade House
Kings Park Road
Moulton Park
Northampton
NN3 6JD
Tel: 01604 679999
Fax: 01604 679998
Web site: www.blcleathertech.com 39
section
11

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 44/53
Environmental Technology Best Practice Programme Publications
Good Practice Guides
GG25 Saving Money Through Waste Minimisation: Raw Material Use
GG26 Saving Money Through Waste Minimisation: Reducing Water Use
GG27 Saving Money Through Waste Minimisation: Teams and Champions
GG37 Cost-effective Separation Technologies for Minimising Wastes and Effluents
GG54 Cost-effective Membrane Technologies for Minimising Wastes and Effluents
GG62 Water and Chemical Use in the Textile Dyeing and Finishing Industry
GG67 Cost-effective Water Saving Devices and Practices
GG101 Reducing Vacuum Costs
GG109 Choosing Cost-effective Pollution Control
GG137 How to Set Up Environmental Management Systems in the Textiles Industry
GG140 Cutting Costs and Waste by Reducing Packaging Use
GG141 Choosing and Managing Re-usable Transit Packaging
GG152 Tracking Water Use to Cut Costs
GG160 Minimising Chemical and Water Waste in the Metal Finishing Industry
GG175 Improving the Performance of Effluent Treatment Plant
Environmental Performance Guide
EG98 Water Use in Textile Dyeing and Finishing
New Practice Case Study
NC11 Rinsing and Chemical Recovery System Achieves Large Savings
General
ET250 Unpack Those Hidden Savings: 120 Tips on Reducing Packaging Use and Costs
Energy Efficiency Best Practice Programme Publications
Good Practice Guide
GPG83 Energy efficient liquid ring vacuum pump installations in the paper industry
Good Practice Case Studies
GPCS174 Energy efficient lighting in factories
GPCS233 Energy and cost savings from air compressor replacement
GPCS274 Insulation of pipe fittings
GPCS309 Energy efficient lighting in industrial buildings
General
Focus The manager’s guide to reducing energy bills
GIL56 Energy savings from motor management policies
GIR63 Energy management pathfinder
40
section
12
F U R T H E R R E A D I N G12
All the publications listed above are available free of charge through the Environment and Energy
Helpline on freephone 0800 585794.
8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 45/53
These blank forms are for you to photocopy and use to record the information you need for your
initial review, and to develop your Action Plan. Please adapt them as necessary for your processesand site.
41
B L A N K F O R M S
Appendix
appx
A1

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 46/53
42
INVENTORY OF PROCESSES
Site name: Page: of
Assigned process numberAny descriptionProcess name
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 47/53
43
INVENTORY OF INPUTS
Process name:
Process number:
Input name Input use
Page: of
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794
8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 48/53
44
INVENTORY OF OUTPUTS (PRODUCTS)
Process name:
Process number:
Product name Product use
Page: of
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 49/53
45
INVENTORY OF OUTPUTS (WASTES AND EMISSIONS)
Process name:
Process number:
Output name Output fate
Page: of
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 50/53
46
INPUTS AND WASTES SUMMARY
Organisation:
Prepared by:
Inputs and wastes Annual
quantity
Units
Process nameand number:
Input/output
Rank
(by quantity)
Cost
(£/year)
Rank
(by cost)
Raw materials
Water
Energy
Wastes/emissions
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 51/53
47
SITE WASTE COSTS SUMMARY
Item Usage(units)
Units cost(£/unit)
Totalcost (£)
Waste(%)
Wasteamount(units)
Cost ofwaste
(£)
Raw materials
Packaging
Utilities
Total
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 52/53
48
WASTE MINIMISATION: ACTION CHECKLIST
Action By whom When
Identify interested parties
Form a management team
Draft a policy statement
Get a statement of commitment from senior management
Publicise the project: inform staff of the need for waste minimisation
Put in place the means of maintaining staff participation
Map your processes: get to understand your process requirements
Compile your inventory of processes
Compile inventories of inputs, including water and energy
Compile inventories of products, wastes and emissions
Develop tools for continuous improvement, such as the review table
Fill in any data gaps
Identify areas where improvements in processing can be made
Identify practices which could be used to improve processing
Carry out a cost-benefit assessment of options
Prioritise your waste saving options
Implement your ideas - start with quick or no-cost/low-cost examples
Publicise successes
Set targets and monitor progress
Develop a plan for continuous improvement
GG237 published by the Environmental Technology Best Practice Programme. Helpline 0800 585794

8/3/2019 Waste Leather Industry
http://slidepdf.com/reader/full/waste-leather-industry 53/53
The Environmental Technology Best Practice Programme is a Government programme managed by
AEA Technology Environment and NPL Management Ltd.
The Programme offers free advice and information for UK businesses and promotes
environmental practices that:
s increase profits for UK industry and commerce;
s reduce waste and pollution at source.
To find out more about the Programme please call the Environment and Energy Helpline on
freephone 0800 585794. As well as giving information about the Programme, the Helpline has
access to a wide range of environmental information. It offers free advice to UK businesses on
technical matters, environmental legislation, conferences and promotional seminars. For smaller
companies, a free counselling service may be offered at the discretion of the Helpline Manager.
FOR FURTHER INFORMATION, PLEASE CONTACT THE ENVIRONMENT AND ENERGY HELPLINE
0800 585794world wide web: http://www.etbpp.gov.uk
e-mail address: [email protected]