vigilancia tecnolÓgica e inteligencia competitiva nº 01 ... · su objetivo es la degradación...
TRANSCRIPT
VIGILANCIA TECNOLÓGICAE INTELIGENCIA COMPETITIVAB O L E T Í N
EVALUACIÓN PARA LA SUSTITUCIÓN DE PROCESOS Y/O PRODUCTOS QUÍMICOS PARA LA PRODUCCIÓN LIMPIA EN LA INDUSTRIA DE CURTIEMBRES
Nº
01AÑO 2018
CUERO Y CALZADO

2
BOLETÍN DE VIGILANCIA TECNOLÓGICACUERO Y CALZADO Nº001-2018EVALUACIÓN PARA LA SUSTITUCIÓN DE PROCESOS Y/O PRODUCTOS QUÍMICOS PARA LA PRODUCCIÓN LIMPIA EN LA INDUSTRIA DE CURTIEMBRES
Elaboración: Dirección de Investigación, Desarrollo, Innovación y Transferencia TecnológicaCoordinación: VTiCBúsqueda y Análisis Tecnológico: Oscar Espinoza SolanoSolicitante:Centro de Innovación Tecnológica del Cuero, Calzado e Industrias Conexas CITEccal - Lima
Todos los contenidos, referencias, comentarios, descripciones y datos incluidos o mencionados en el presente boletín, se ofrecen únicamente en calidad de información.
Tel.: (511) 577 0116 Anexo: 1721Correo electrónico: vigilanciatecnoló[email protected]ón: Mayo 2018
SUMARIO
1. Introducción........................................................................................3
2. Proceso convencional de la elaboración del cuero.................42.1. Conservación...................................................................................42.2. Remojo...............................................................................................42.3. Pelambre y encalado.....................................................................42.4. Descarnado.......................................................................................42.5. Dividido..............................................................................................52.6. Desencalado.....................................................................................52.7. Rendido..............................................................................................52.8. Piquelado...........................................................................................52.9. Desengrase.......................................................................................52.10. Curtición.........................................................................................62.10.1. Curtición al cromo...................................................................62.10.2. Curtición vegetal......................................................................62.11. Rebajado.........................................................................................62.12. Neutralizado..................................................................................62.13. Recurtición.....................................................................................62.14. Tintura o teñido............................................................................62.15. Engrase............................................................................................62.16. Repasar/escurrido........................................................................72.17. Secado..............................................................................................72.18. Operaciones mecánicas............................................................72.19. Acabado..........................................................................................7
3. Alternativas de insumos y procesamiento del cuero............93.1. Remojo...............................................................................................93.2. Pelambre............................................................................................93.3. Desencalado.....................................................................................93.4. Rendido............................................................................................113.5. Piquelado.........................................................................................113.6. Curtido..............................................................................................113.7. Neutralización...............................................................................123.8. Recurtido.........................................................................................123.9. Secado..............................................................................................133.10. Tintura............................................................................................143.11. Terminado o acabado..............................................................14
4. Investigaciones.................................................................................154.1. Artículos científicos.....................................................................154.2. Patentes...........................................................................................19
5. Novedades relacionadas...............................................................21
6. Eventos relacionados.....................................................................276.1. 114° Convención Anual de la Asociación Americana de Químicos de Cuero..............................................................................276.2. 20th International Technical Footwear Congress..............276.3. TransfiereArgentina....................................................................276.4. Leather Working Group Regional Meeting........................28
7. Análisis de la Vigilancia Tecnológica.............................................297.1. Desde el ámbito de las investigaciones................................297.2. Desde el ámbito de las patentes............................................30

3
1 . I N T R O D U CC I Ó N
Los efectos nocivos de los contaminantes generados por la Industria de curtiembres son altamente peligrosos para el medio ambiente por este motivo es importante tener conciencia acerca de los diversos problemas que aún se siguen generando. Los métodos tradicionales en el procesamiento del cuero han implicado el uso de grandes cantidades de agua y aportes químicos. La práctica general en su procesamiento ha implicado el uso de aproximadamente 35 a 40 litros de agua por kilogramo de cuero procesado (1). En esta industria a lo largo de sus diferentes etapas y procesos, se tiene que en las fases de precurtido y curtido contribuyen aproximadamente con el 80-90% de la carga contaminante total (2), esta acción da como resultado emisiones de gases tóxicos como el amoníaco, sulfuro de hidrógeno y otros compuestos.
Actualmente, la industria del procesamiento del cuero está pasando por un cambio de fase debido a las regulaciones medioambientales globales. Los compuestos orgánicos volátiles, los metales pesados y las acrilaminas de las operaciones de post-secado y acabado también están creando una gran preocupación. Por la cual, se están generando una gran cantidad de desechos sólidos como el lodo de cal y el lodo de cromo de las plantas de tratamiento de efluentes. Por eso es necesario abarcar el problema de diversos enfoques estratégicos. Sin embargo, en este estudio, se abarca esta problemática desde el punto de vista de los insumos utilizados a lo largo
del proceso para la obtención de cuero, de la cual se recopilará otras alternativas para su sustitución, para así obtener el mismo producto final que si utilizáramos insumos químicos tóxicos empleados comúnmente en la industria del cuero.
Por lo tanto, existe la necesidad de sustituir y/o utilizar en menor medida diversos insumos químicos que son necesarios para el procesamiento, para direccionar así poco a poco hacia la sostenibilidad de esta industria. Por ende, este documento intenta revisar las tendencias mundiales de las tecnologías en relación a las patentes publicadas y los avances científicos mediante artículos de investigación y fuentes de información reconocidas en este sector para la prevención de la contaminación de los productos químicos utilizados en el procesamiento convencional de obtención del cuero.
Leer más en:(1) https://www.researchgate.net/publication/279555592_Beamhouse_and_tanning_operations_Process_chemistry_revisited (2) http://www.tandfonline.com/doi/abs/10.1080/10643380590521436?sr-c=recsys&journalCode=best20

4
2 . P R O C E S O CO N V E N C I O N A L D E L C U E R OLas técnicas utilizadas para curtir la piel varían en función del producto que se desea obtener y de la piel o cuero del cual queremos iniciar. El proceso se divide en una serie de etapas, durante las cuales las pieles se van sometiendo a diversos procesos y se va tratando con diversos productos químicos.
En el siguiente proceso convencional se describen los principales productos químicos utilizados y se describen de una manera básica los pasos realizados por las industrias del cuero.
2.1 Conservación
Cuando el material no puede procesarse inmediatamente, debe conservarse para evitar la putrefacción y pérdida de calidad de la materia prima. El tiempo entre recogida y preparación debe ser lo más breve posible. El proceso de conservación se realiza en los centros de recolección, dentro o fuera de los mataderos. Se suelen conservar en los mataderos y algunas veces los recolectores y/o almaceneros vuelven a reconservar y los almacenan en zonas frías del almacén o empleando frigoríficos. Los grados de conservación de la piel varían, aunque hoy día todas las pieles están preparadas para poder ser almacenadas y transportadas a cualquier lugar del mundo. Las técnicas de conservación más usuales son el salado y el secado.
2.2. Remojo
El remojo es la primera operación de la fabricación. Su función es la de restablecer el nivel de hidratación de la piel y empezar su limpieza y preparación para el curtido. El método de remojo depende del estado de las pieles y del método de conservación empleado. En general se realiza en dos fases: una primera de limpieza y otra segunda fase de humectación, realizándose diferentes cambios de baño, así como la adición de auxiliares: tensoactivos, biocidas, productos alcalinos, enzimas de remojo.El proceso puede realizarse en distintos tipos de recipientes: tinas, molinetas, bombos, mixers y la duración va desde horas hasta uno o dos días.
2.3. Pelambre y encalado
En esta etapa el pelambre tiene como función eliminar las raíces del pelo, la epidermis y el pelo, y dejar limpio el lado flor para las siguientes etapas y a la vez, producir una hidrólisis alcalina. Para ello se utiliza sulfuro (NaHS, Na2S) e hidróxido cálcico.
En el calero, la cal provoca una relajación de la estructura interfibrilar y de la epidermis, abriendo las fibras, y produciendo un hinchamiento de la piel, la cual se hidroliza y permite la penetración de los productos en etapas posteriores. Los sustitutos parciales al sulfuro son: tioglicolatos, mercaptanos, aminas, enzimas. Hay procesos que evitan la hidrólisis del pelo y así reducen la carga contaminante en los efluentes. Al final del proceso se efectúa un lavado exhaustivo para dejar la piel menos resbaladiza y en condiciones de ir a la operación siguiente. Es una de las operaciones que aporta más carga contaminante al efluente. Este proceso de pelambre y calero es el que se utiliza normalmente para piel vacuna.
2.4. Descarnado
El descarnado es una operación mecánica para limpiar la piel y eliminar el tejido adiposo adherido a la parte interna de la piel, y dejarla limpia, homogénea y preparada para ir recibiendo los productos siguientes. La máquina es un cilindro con cuchillas helicoidales. Al aprisionar la piel entre unos cilindros y entrar en contacto con dichas cuchillas estas cortan y eliminan el material no deseado.
Se puede realizar en distintos estados de la piel: cuando la piel está fresca, después de remojo, después de calero, después de desencalado - rendido. Se llama descarnado en «verde» cuando se realiza antes del pelambre y calero, y descarnado en «tripa» cuando se realiza después del calero. Después del descarnado y una vez recortados los bordes desiguales, el cuero se pesa. Este peso se llama peso tripa y es el peso base para las operaciones siguientes.

5
2.5. Dividido
En esta etapa se regula el grosor de las pieles o curos mediante el corte horizontal del material, dando lugar a distintas capas de cuero o piel.Se llama serraje a las capas de cuero exentas de la capa flor. Se realiza en la máquina de dividir, la cual está provista de una cinta cortante sinfín de afilado conti-nuo. Se puede realizar cuando las pieles están en tripa, curtidas, y en crust seco. Esta operación no suele rea-lizarse para piel ovina debido a su escaso espesor. En la siguiente figura se muestra el funcionamiento de la máquina de dividir.2.6. DesencaladoDespués de la operación mecánica de descarnado y di-vidido se procede a colocar las pieles limpias del lado carne en recipientes adecuados (molineta, bombo, mixer) para proceder a la eliminación de los restos de hidróxido cálcico y sulfuro sódico, y disminuir el pH de la piel a zonas más neutras para proceder al rendido enzimático. Se produce también un deshinchamiento de la piel.Se hace utilizando agua atemperada a 30 – 35º C, sulfa-to amónico, ácidos débiles y algún auxiliar tensoactivo, blanqueantes (bisulfito).Para las pieles de ante lana (doble face) no se realiza esta operación, puesto que no se ha hecho el deslana-do y calero.2.7. RendidoSe realiza a continuación del desencalado, en el mismo baño o en baño aparte, mediante la adición de enzimas después de alcanzar el pH óptimo para las mismas. Su objetivo es la degradación parcial de las fibras ce-mentantes de la dermis a fin de conseguir la relajación y apertura fibrilar suficiente, para dar blandura a la piel, y elasticidad y finura a la flor, así como una limpieza ge-neral de la piel.En ante lana (doble face) si se realiza es para obtener fundamentalmente blandura. En el caso contrario, se compensa reposando o engrasando en piquel. Al final de la operación se realiza un buen lavado con agua fría para eliminar la suciedad, desactivar las enzimas y en-friar las pieles.2.8. PiqueladoEl piquelado es una operación en la que podemos obte-ner piel ya limpia para su conservación, o bien ajustar el pH para poder proceder a las operaciones de curtición siguientes. Se realiza usando soluciones salinas (NaCl) (piel + baños estabilizados entre 6 – 12 º Baumé (Be), y el empleo de ácidos fuertes y/o débiles. Se emplean además fungicidas si el piquelado es para conservar las pieles.Este piquelado de conservación es útil en pieles lana-res, ya que con el reposo en piquel se consigue prepa-rar la piel para que la grasa pueda ser extraída con más facilidad. Sus efluentes llevan una elevada carga salina y ácida.
2.9. DesengraseSe realiza mediante el uso de tensoactivos o tensoacti-vos + disolventes en medio acuoso. Se emplea agua a 35 ºC, con sal o sin sal, según sea el método empleado con relación al pH de la piel.Esta operación, al eliminar materia orgánica (grasa), es un foco de contaminación de los efluentes, pues requiere elevada cantidad de productos químicos (sol-ventes y/o tensoactivos), así como una gran cantidad de aguas residuales y carga salina. Ocasiona pues una elevada carga contaminante. El desengrase puede rea-lizarse en pieles ovinas en crust empleando disolventes orgánicos (percloroetileno) en máquinas de limpieza en seco. Es frecuente en artículos tipo ante. Para pieles vacunas esta operación puede realizarse después del calero o del desencalado y rendido.

6
2.10. Curtición
2.10.1. Curtición al cromoEn el proceso de curtición al cromo se utiliza agua sala-da con una concentración de unos 6 º Be, y sulfato bá-sico de cromo (III). Para mejorar la calidad se emplean además acomplejantes orgánicos (ftalatos y similares), y para conseguir la fijación del cromo a la piel sustan-cias básicas como el carbonato y bicarbonato de sodio, óxido de magnesio y similares.Se añaden además pequeñas cantidades de fungicidas a fin de evitar la aparición de hongos durante un po-sible período de conservación en wet-blue. Mediante este proceso se tiene la piel preparada para su con-servación (wet-blue) o lista para proseguir el proceso y obtener el artículo deseado. Se produce una carga contaminante importante debido a la cantidad de sal, además de la presencia de sales de cromo (III), tanto en el baño residual de curtición como en los lavados pos-teriores.
2.10.2. Curtición vegetalEn el proceso de curtición al vegetal se utiliza agua sin sal o con poca sal y extractos vegetales. Para mejorar la calidad se emplean además sintanes precurtientes y dispersantes, así como algún ácido débil para fijar tani-nos. Se añaden también pequeñas cantidades de fun-gicidas a fin de evitar la aparición de hongos durante el corto reposo posterior de las pieles. Mediante este proceso se tiene la piel preparada para obtener el ar-tículo deseado. Una parte importante de los baños de curtición al vegetal se reciclan.
2.11. RebajadoAntes de rebajar se procede a un escurrido mecánico para reducir la humedad y estirar la piel. Las pieles es-curridas, abiertas y planas se pasan a la máquina de re-bajar que, provista de un cilindro con cuchillas helicoi-dales cortantes y un cilindro de apoyo metálico, iguala sus grosores al valor deseado. Su objetivo es pues pro-porcionar un grosor uniforme. Se puede realizar esta operación en húmedo cuando las pieles o cueros están curtidas o recurtidas, y en seco cuando las pieles están en crust, teñidas o acabadas. En el rebajado se generan virutas de piel al cromo o al vegetal.
2.12. NeutralizadoEl neutralizado de las pieles al cromo lleva el pH de és-tas a valores menos ácidos (del orden de 4.5 a 5.5 según los casos), a fin de evitar los posibles efectos pernicio-sos del ácido sulfúrico residual y a la vez adecuarlos para poder efectuar correctamente la recurtición, tin-tura y engrase posteriores, al anionizar en menor me-dida la piel. Se emplean productos de hidrólisis alcalina débil (for-
miatos, acetatos, bicarbonatos sódicos), así como neu-tralizantes y complejantes de base sintética que ayudan a mejorar la calidad del artículo. Se puede utilizar bicar-bonato amónico.En este estado se pueden mecanizar y secar las pieles para obtener crust, si han sido ya engrasadas durante la curtición al cromo. Se genera agua con unas pocas sales y curtientes también en poca cantidad.
2.13. RecurticiónLa curtición al cromo no da a los cueros y pieles la pleni-tud ni todas las características que el mercado exige, los cueros y pieles curtidas al cromo en general se recurten.Los cueros para empeine, tapicería, marroquinería y si-milares, ya neutralizados, recurtidos o no con sales me-tálicas, se someten a la recurtición en un proceso ante-rior a la tintura y engrase, o conjuntamente con éstas empleando un proceso compacto. Esta recurtición se realiza empleando sintanes, extractos vegetales, resinas acrílicas, resinas mixtas, resinas a base de melamina, al-dehídos, proteínas e hidratos de carbono como rellenan-tes. Con estos tratamientos intentamos obtener cueros con las características que el mercado exige para cada artículo concreto.Las aguas residuales de recurticiones efectuadas antes de la tintura y el engrase contienen algunas sales, así como los restos de los productos recurtientes no fijados en la piel. El pH es ligeramente ácido.
2.14. Tintura o teñidoLas pieles neutralizadas, recurtidas o no, se tratan con colorantes sintéticos (ácidos directos, de complejo me-tálico, básicos o reactivos) a fin de dar a la piel el color y la solidez deseada. En ante, ante lana (doble face) y en algunos otros casos como nubuck, las pieles proceden de estado crust esmerilado, en lugar de proceder del neutralizado o neutralizado + recurtido. Además de co-lorantes, se emplean productos auxiliares (tensoactivo, dispersantes, amoniaco) a fin de mejorar la penetración y la igualación de la tintura. Para mejorar la fijación de colorante a la piel se recurre a una disminución del pH mediante el empleo de ácido fórmico y, en ocasiones, se emplean además productos catiónicos (resinas, tensoac-tivos y sales metálicas).El grado de contaminación de las aguas residuales es muy variable en función del colorante no fijado, así como la carga de sales que llevan algunos productos, y del ácido fórmico residual.
2.15. Engrase Las pieles neutralizadas, recurtidas o no, en el mismo baño de tintura o en baño aparte, se tratan con aceites emulsionables, a fin de lubricar las fibras y también evi-tar que se unan en el secado, obteniéndose así la flexibi-lidad y suavidad necesarias además de un cierto aumen-to de las resistencias físicas de la piel.

7
Fuente: Guía de mejores técnicas disponibles en España del sector de CurtidosDisponibles en: https://goo.gl/hVXaNG Leer más: https://goo.gl/B39edQ
La fijación del engrase se consigue con un inicio de ro-tura de la emulsión, mediante una disminución de pH o sencillamente, con la reacción con las cargas catiónicas de la piel durante el tiempo de contacto. Al final del pro-ceso se puede realizar un enjuague antes de apilar las pieles. Los productos empleados son aceites vegetales, animales y minerales convertidos en emulsionables me-diante operaciones de sulfonación, sulfitación, fosfata-ción, sulfocloración y/o mediante la adición de tensoac-tivos y algún alcohol miscible en el agua. Si se pretende obtener hidrofugación se escogen aceites especiales y la fijación se realiza adicionando sales de cromo, además del ácido fórmico. Los baños del proceso contienen res-tos de grasas no fijadas, tensoactivos y algún alcohol, así como restos de ácido fórmico y de funguicida si se han empleado. En algunas ocasiones (no frecuentemente) el engrase se realiza antes de la tintura.
2.16. Escurrido/repasar Las pieles teñidas y engrasadas o solo engrasadas, apila-das y habiendo reposado un cierto tiempo, se someten a las operaciones de escurrido y estirado en húmedo con máquinas al efecto. Se generan aguas residuales, en el escurrido, del mismo tipo que el baño final de tintura y engrase.
2.17. SecadoDespués de estas operaciones se pasa al secado que per-mite obtener un cuero o piel con un contenido bajo en humedad (del orden del 12 %) que da la sensación de estar seco, sin estar reseco. Con el secado se consolidan algo más los enlaces entre los productos introducidos y la piel, lográndose una cierta fijación de ellos con la dermis y dando las características deseadas, según el ar-tículo.En el secado se genera vapor de agua, vapores de ácido
fórmico y trazas de vapores de los productos volátiles empleados en las fases de recurtición tintura y engrase.
2.18. Operaciones mecánicas Para poder realizar el acabado, se deben preparar las pieles o cueros, una vez ya secos, mediante una serie de operaciones mecánicas, algunas antes del acabado y otras durante o al final del mismo.Las operaciones más comunes, previas al acabado, son las siguientes: Acon-dicionado- Ablandado- Abatanado- Esmerilado- Elimi-nación del polvo- Pinzado- Recortado, y ya en el acaba-do o al final del mismo: Pulido- Abrillantado- Prensado / Grabado- Satinado- Planchado y rasado de la lana. Se generan: polvo, recortes de piel teñida, lana muy corta, trozos de piel, etc.
2.19. AcabadoCon éste nombre se define en general la aplicación de dispersiones / soluciones de productos del acabado a la piel o el cuero mediante máquinas. Se aplica un trata-miento final a la superficie para mejorar sus propiedades de uso.Las máquinas suelen ser bandas en continuo, provistas de sistemas de aplicación de distintos tipos y secadores en caliente para secar el film superficial aplicado. Los principales tipos de productos entre los formadores de film son: resinas acrílicas de butadieno y similares, ureta-nos, caseínas, lacas acuosas o en solvente; y entre los no formadores de film: pigmentos, colorantes de avivado, aceites, rellenantes, reticulantes, ceras, siliconas.

8
Fuente: Adaptado de Beghetto et al., 2014; Cooman et al., 2003Disponible en: https://www.researchgate.net/publication/315907674_Reciclaje_de_residuos_de_cuero_una_revision_de_estudios_experimentales
Pelambre
Eliminación de epidermis y pelo. Hinchamiento del
colágeno.
Calero
Exposición a sust. alcalinas Ataque
químico a grasa y proteína.
Piel Cruda
Recepción y adecuación de la
piel fresca.
Remojo
Humectación. Eliminación de
suciedades y sust. proteicas
Descarnado
Eliminación de pelo y de
epidermis remanentes
Descripción
Curtido
Estabilización de las proteínas de la piel usando sales
metálicas.
Escurrido
Reducurrido de la humedad y
eliminación de las sales.
Desencalado
Deshinchamiento y control del pH. Eliminación de la
Cal.
Piquelado
Disminuir pH para curtido empleando
sales y ácidos.
Dividido
Corte de la piel para separar la
parte interna de la exterior.
Curtido
Recurtido
Nuevo curtido para otogar
mayor suavidad y consistencia.
Teñido
Otorgamiento del color deseado para
el cuero.
Rebajado
Desbaste de la piel hasta darle el espesor deseado.
Neutralizado
Eliminación de los ácidos libres
formados, bajando el pH.
Engrase
Aplicación de grasa para volver el cuero suave y
flexible.
Recurtido
Ablandado
Rotura de la adhesión de las fibras, dándoles
flexibilidad.
Otras
Secado recorte, clasificación, esmerilado,
sempolvado.
Secado
Eliminación controlada del
agua absorbida durante el teñido.
Acondicionado
Homogenización de la humedad
según el tipo de producto.
Expedición
Medición de área superficial, control
de calidad y empaque.
Acabado
Figura 1. Flujograma del proceso de curtido

9
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016
3 . A LT E R N AT I VA S D E I N S U M O S Y P R O C E S AM I E N TO D E L C U E R O3.1. Remojo Como alternativas de uso, se dispone lo siguiente:
Tabla 1. Productos desarrollados para el proceso de remojo
3.2. PelambreEn este proceso se utiliza grandes cantidades de agua y la adición de productos químicos como hidróxido de calcio, hidróxido de sodio y sulfuro de sodio, entre otros. De este modo se logra un hinchamiento de la piel, una apertura de los folículos pilosos y un posterior desprendimiento de los pelos y de una fracción de la capa más externa de la piel, llamada epidermis.El desarrollo de nuevos productos debe generar el menor impacto ambiental, de la cual se sugiere lo siguiente:- Desarrollo de biocidas exentos de fenol- Productos auxiliares exentos de sulfuro de sodio- Agentes desengrasantes libres de solventes- Bactericidas libres de olor- Alcoholes grasos biodegradables- Alcholes etoxilados biodegradables- Inmunizantes del pelo
Fuente: Guía de Productos Químicos para el Cuero. Lederpiel. Cromo-genia Units. MundiPress. 2016
3.3. DesencaladoEn la recopilación de información pertinentes en esta etapa de procesamiento de cuero, podemos hacer referencia a un articulo de investigación titulado:“A cleaner deliming process using sodium gluconate for reduction in nitrogen pollution in leather manufacture”(3) publicado este año por la Journal American Leather Chemists Association en donde nos menciona que para reducir la contaminación de nitrógeno en la fabricación de cuero sin disminuir la calidad de los cueros obtenidos, es necesario diseñar un
PROCESO DE REMOJO
Empresa que diseño el producto
Denominacióndel Producto Descripción
BASF Baszym S-20
Basozym S20 es una preparación enzimática
concebida para acelerar el proceso de remojo de pieles
en bruto frescas, saladas y secas.
TFL Borron DNC Surfactante no iónico, ecológico, para uso universal.
PROCESO DE PELAMBREEmpresa que
diseño el producto
Denominacióndel Producto Descripción
LANXESS Peltec X-Zyme U
Agente enzimático diseñado para pelambres con parcial
o total recuperación del pelo. Permite la reducción o
eliminación de otros agentes químicos no deseados en el
proceso de pelambre.
QUIMIPIEL
Riberquim DT
Auxiliar de pelambre antiarrugas. Compuestos
orgánicos reducidos libres de aminas. Su efecto
antiarruga incrementa el área proporcionando una flor fina
y suave.
Riberquim BO
Combinación enzimática estable en presencia de
sulfuro sódico. Permite un pelambre completo con
recuperación de pelo, con las ventajas de una piel en tripa muy limpia y sin manchas y
con eliminación del cañón de pelo y reducción de venas de sangre. Producto que permite
pelambres bajos en sulfuro.
TFL Erhavit SRI Auxiliar de pelambre, libre de aminas
Como alternativas de uso, se disponible lo siguiente:
Tabla 2. Productos desarrollados para el proceso de pelambre
Leer más:https://goo.gl/7Q1Jr8
(3) http://alcajournal.com/index.php/abstracts/2018/january-2018/
10
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016
agente limpiador de desencalado, de la cual se puede preparar mezclando gluconato de sodio (60 wt.%), ácido cítrico (15% p.) y sulfato de amonio (25% p.), al juntar dichas sustancias se pueden emplear para desencalar pieles de ganado vacuno.
Los resultados indicaron que este agente limpiador desencalante penetró la piel entera muy rápidamente y formó con éxito un sistema de tampón de pH 8-9 con el álcali del encalado, lo que evitó la hinchazón ácida y el daño a la red de fibra de la piel. La piel delimitada tenía una superficie más limpia con un mayor grado de eliminación de calcio que la piel tratada con amonio convencional.
Las concentraciones de NH3-N y nitrógeno total (TN) en el efluente en el que se utilizó el agente limpiador de desencalado, se evidencio que redujo drásticamente en un 86% y un 79%, dichos compuestos menciodos respectivamente. Además, el desencalado limpio apenas afectó el proceso de mezcla posterior con tripsina.
Se sugiere reemplazar las sales de amonio utilizadas en el proceso de desencalado, por que son las responsables de la concentración de nitrógeno amoniacal (NH3-N) en aguas residuales de curtiduría.
PROCESO DE DESENCALADOEmpresa que
diseño el producto
Denominacióndel Producto Descripción
BASF Decaltal ES-N LIQ
Auxiliar ecológico, libre de amonio, para el desencalado. El producto acelera el proceso
de desencalado y permite obtener cueros provistos de una flor sumamente
fina y firme con una mayor plenitud.
CROMOGENIA Desencalante SE-01
Agente desencalante libre de sales amónicas. Desencala en profundidad y rapidez,
incluso en pieles muy gruesas.
LANXESS Peltec
Auxiliares de desencalado que aportan un buen efecto tampón y de disolución de
la cal. Con bajo contenido en sales amónicas o exentas de
ellas.
LEATHER QUÍMICA
Leatherbeam SN
Desencalante libre de sales amónicas.
PROQUIP Desquip ESA Desencalante excento de sales amónicas.
PULCRA CHEMICALS Rectil EH/1
Desencalante de efecto tamponado, piel en tripa
muy limpia, exento de ácido bórico.
QUIMIPIEL Decalquim ES
Agente desencalante libre de sales amónicas. Polvo blanco
heterogéneo. Actúa en profundidad y rápidamente
consiguiendo un total desencalado incluso en
cueros pesados y sin dividir.
Tabla 3. Productos desarrollados para el proceso de desencalado

11
3.4. Rendido
Como alternativas de uso, se dispone lo siguiente:Tabla 4. Productos desarrollados para el proceso de rendido.
PROCESO DE RENDIDO
Empresa que diseño el producto
Denominacióndel Producto Descripción
BASF Basozym CMRindente pancreático de alta
concentración exento de sales amónicas.
LANXESS Peltec
Agentes de rendido de origen bacteriano exentos de sales amónicas. Permiten un perfecto control del proceso
obteniendo pieles con un poro fino y liso.
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016
3.5. Piquelado
Como alternativas de uso, se dispone lo siguiente:Tabla 5. Productos desarrollados para el proceso de piquelado
PROCESO DE PIQUELADO
Empresa que diseño el producto
Denominacióndel Producto Descripción
CROMOGENIA Retanal SCT
Piquelado sin ácido sulfúrico. Ácido orgánico
no hinchante. Elimina la sal del proceso de
piquelado e incrementa el agotamiento del
cromo.
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016
3.6. Curtido
Mediante este proceso se logra que el cuero se presente en un estado estable y se frenan todos los fenómenos de degradación o putrefacción.
En el proceso de curtido intervienen muchos productos químicos como ácido sulfúrico, ácido fórmico, cloruro de sodio, sulfato de amonio, amoniaco, carbonato de sodio, óxido de magnesio, entre otros, estos sólo cumplen funciones de preparación o ajuste de condiciones, debido a que la curtición propiamente dicha se da por
la adición de un agente curtiente que puede ser de tipo vegetal como el quebracho, el castaño, la mimosa, etc, o de tipo mineral como el cromo, el aluminio, el circonio etc, o de tipo sintético como los sintanes que son orgánicos.
El desarrollo de nuevos productos debe generar el menor impacto ambiental, de la cual se sugiere lo siguiente:
- Curtición libre de cromo- Biocidas sin impacto ambiental- Agentes desencalantes libres de nitrógeno y de amonio.- Enzimas pancreáticas y bacterianas- Fungicidas biodegradables libres de Pentaclorofenol (PCP)- Curtición wet white a base de glutaraldehido- Fungicidas biodegradables
Leer más:https://goo.gl/1KSoo1
Como alternativas de uso, se dispone lo siguiente:Tabla 6. Productos desarrollados para el proceso de curtido
PROCESO DE CURTIDO
Empresa que diseño el producto
Denominacióndel Producto Descripción
BASF Relugan GT-50
Curtiente de aldehído que gracias a su extraordinario poder curtiente, constituye
una base idónea para la producción de cueros sin
cromo. También indicado para la recurtición de wet-blue
para obtener cueros llenos y blandos.
QUIMIPIEL Quimitan US/US Líq.
Precurtiente, recurtiente sintético con bajo contenido
en formaldehído libre. Basado en dihidroxidifenilsulfona. De específica aplicación en productos libres de cromo
para tapicería y calzado. Incrementa el grado de
blancura y proporciona buena solidez, así como excelente
relleno sin endurecer.
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016

12
3.7. NeutralizaciónComo alternativas de uso, se dispone lo siguiente: Tabla 7. Productos desarrollados para el proceso de neutralización
Fuente: Guía de Productos Químicos para el Cuero. Lederpiel. Cromo-genia Units. MundiPress. 2016
3.8. RecurtidoSe agregan aquí una serie de productos químicos que le confieren al cuero determinadas características de suavidad, llenura, resistencia, repelencia al agua, etc.
Igual que en la curtición, se utilizan muchos productos químicos como humectantes, jabones, sales de sodio, amoniaco, ácido fórmico, ácido oxálico, agentes desacidulantes y tamponantes y aceites minerales, animales, vegetales y sintéticos; que cumplen funciones de acondicionamiento o ajuste, pero la recurtición propiamente dicha se da por la adición de agentes recurtientes que actúan sobre la estructura de la piel y le confieren propiedades definidas.
El desarrollo de nuevos productos debe generar el menor impacto ambiental, de la cual se sugiere lo siguiente:- Aceites naturales refinados - Colorantes sintéticos- Recurtientes sin formaldehído- Recurtientes libre de cromo- Recurtientes a base de alumnio- Recurtientes sin fenol libre- Recurtientes de sustitución- Compactos recurtientes – engrasantes de bajo impacto ambiental (B.I.A.)- Colorantes de alto agotamiento exentos de sales y pigmentos reactivos.- Engrasantes sintéticos resistentes a los electrolitos, de alta fijación y agotamiento - Auxiliares para agotar casi por completo los productos químicos utilizados.
Leer más: https://goo.gl/QUC5R6
PROCESO DE NEUTRALIZACIÓN
Empresa que diseño el producto
Denominacióndel Producto Descripción
BASF Tamol NL Liq.
Agente neutralizante con una excelente capacidad de tamponado durante
la neutralización de todo tipo de wet-blue.
Previene la formación de cromo VI.
Tabla 8. Productos desarrollados para el proceso de recurtido
PROCESO DE RECURTIDOEmpresa que
diseño el producto
Denominacióndel Producto Descripción
BASF
Basyntam IS
Agente curtiente de base sulfónica libre de
formaldehído. Proporciona un buen relleno en toda la piel, incluidos los flancos.
Alternativa a los curtientes vegetales, con mejor solidez y menor sensibilidad al hierro.
Basyntan EF Liq.
Alternativa, sin formaladehído ni fenol, a los sintanes que se emplean comúnmente.
Los cueros que han recibido una recurtición con Basyntan EF líquido muestran una flor
fina, buena plenitud y un tacto blando y agradable y las tinturas efectuadas se aclaran
relativamente poco resultando de gran viveza.
Basyntan UT
Curtiente ecológico a base de sulfonas. El uso de Babyntan UT en la recurtición permite
obtener unos cueros que presentan una plenitud
óptima, una flor fina y firme y un tacto suave y agradable. Las
tinturas dan como resultado unos tonos nítidos e intensos y los cueros se dejan esmerilar
con facilidad.
LANXESS Levotan X-Biomers R
Biopolímeros recurtientes de fuentes renovables para la
producción eco-eficiente de cuero de alta calidad. Libres de
formaldehído, fenol y VOC.
QUIMIPIEL Quimitan N6
Recurtiente con efecto antioxidante. Polo-
hidroxifenólico condensado ligeramente aniónico.
Transmite relleno, blancura y tintura limpias e igualadas. De
poder antioxidante, evita el envejecimiento de la piel y la
posible formación de cromo VI.
QUIMSER Sertan CR-6 Recurtiente que evita la formación de cromo VI.
13
3.9 SecadoEn este proceso se deja de utilizar las grandes cantidades de agua en contraste con los procesos anteriores. El presente proceso consta de una serie de operaciones de carácter físico-mecánico, que tienen como finalidad retirar el agua que se encuentra atrapada entre las fibras del cuero. Estas operaciones son normalmente a un escurrido
Elaboración propia
Fuente: Guía de Productos Químicos para el Cuero. Lederpiel. Cro-mogenia Units. MundiPress. 2016 (*) Fuente: https://www.smitwet-end.com/431/syntan-zlr-100.htm(*) Ficha técnica: https://goo.gl/bVeiZH
STAHL
Tanicor RS-34
Tanino sintético especial, diseñado como alternativa económica a tara u otros
extractos vegetales blancos. Libre de formaldehído.
Tergotan PO-60
Polímero engrasante con poder recurtiente con
excelente blandura y relleno, libre de formaldehído y fenol.
Bajo DBO y DQO.
Tergotan PO-62
Polímero engrasante formulado con silicona lo que permite excelente blandura,
relleno y un tacto suave, facilitando el secado de cueros
libres de cromo.
TFL
Sellasol C6Auxiliar para la prevención y
eliminación del cromo VI en las pieles.
Sellatan WL-G Liq
Agente precurtiente y recurtiente libre de metales.
A. SMIT & ZOON B.V(*)
SYNTAN ZLR 100
Recurtiente catiónico sin cromo, basado en una zeolita mineral. Asegura una mayor
afinidad de los productos químicos aniónicos y una alta absorción de todos los productos químicos
recurtientes, grasas y colorantes utilizados en su
procesamiento. Esto reduce el volumen de productos
químicos necesarios involucrados en el proceso de
recurtición y en el volumen de productos químicos
que terminan en las aguas residuales, lo que ahorra en
los costos del tratamiento de efluentes.
a presión, un secado al vacío y un secado en túnel de aire caliente o al aire ambiente. Una vez se ha retirado el agua hidratante del cuero húmedo, sólo queda el agua química o ligada a la estructura del cuero y se llevan a cabo una serie de operaciones de tipo mecánico y físico que se conocen como acondicionado.
Se realizó una revisión acerca de las tecnologias disponibles que se podrían utilizar en esta etapa de secado, y podemos mencionar que el articulo de investigación titulado: Applications of microwave in leather field: Further research for leather chemists and technologists (4), nos da una buena opción al respecto, este articulo publicado en la Journal- American Leather Chemists Association, nos menciona que el uso de microondas en el proceso de curtido podría ser utilizado como un método de pretratamiento eficiente, la digestión y la extracción asistida por microondas podrían usarse en la fabricación del cuero.
En la síntesis de productos químicos de cuero, la velocidad de reacción más rápida con mejores productos podría obtenerse gracias al uso de microondas, lo que sugiere que podría utilizarse en posteriores procesos. El secado del cuero con microondas tendría las siguientes ventajas como: un secado rápido, una distribución uniforme del agua, un mayor rendimiento del área sin endurecimiento y contracción. Además, la utilización del microondas sobre cuero teñido y el curtido podrían mejorar la solidez del color y la estabilidad hidrotermal del cuero.
En este artículo de investigación se demostró que las microondas no solo era un excelente recurso térmico, sino que también tiene un efecto especial no térmico en la fabricación del cuero, que tuvo algunas influencias positivas en los procesos y las propiedades del cuero.
Es necesario estudiar la función y el mecanismo del microondas en la fabricación del cuero y la influencia de las microondas sobre las propiedades y la estructura del cuero, especialmente el efecto no térmico en los procesos.
Esto dará una opción potencial para el procesamiento innovador del cuero con ayuda de la tecnología, en donde se podría mejorar asi el rendimiento del cuero y promover la eficiencia. En resumen, la introducción de las microondas en la industria del cuero seria un importante campo de investigación adicional para la industria del cuero.
(4) https://www.researchgate.net/publication/320539965_Special_review_paper_Applications_of_microwave_in_leather_field_Further_research_for_leather_chemists_and_technologists

14
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016
3.10. Tintura
Como alternativas de uso, se dispone lo siguiente:
Tabla 9. Productos desarrollados para el proceso de tintura
PROCESO DE TINTURA
Empresa que diseño el producto
Denominacióndel Producto Descripción
TFL
Sella FIX E Fijador de tintura libre de formaldehído.
Sella FIX FRD Fijador de tintura libre de formaldehído.
Sellasol TN-FF Liq.
Dispersante que mejora la penetración y uniformiza la aplicación de los colorantes,
libre de formaldehído.
3.11. Terminado o acabadoEn el proceso de terminado es quizás donde mayor variedad de productos químicos se utilizan, como alcoholes, solventes de todo tipo, auxiliares, resinas acrílicas, resinas de poliuretano, resinas de butadieno, pigmentos de tipo orgánico, mineral y sintético, complejo - metálicos, siliconas, lacas al solvente, lacas al agua, reticulantes, proteínas, caseínas, ceras y aceites, entre otros.
El desarrollo de nuevos productos debe generar el menor impacto ambiental, de la cual se sugiere lo siguiente:
- Polímeros naturales al agua- Polímeros de uretano en base acuosa- Pigmentos libres de metales pesados - Ceras en base acuosa- Rellenantes inertes- Reticulantes libres de aciridina e isocianatos.- Disolventes alifáticos, bipolares, en base acuosa- Lacas poliméricas al agua - Penetradores y extendedores al agua- Poliuretanos exentos de NMP (N-metil-2-pirrolidona)
Leer más: https://goo.gl/bWnxmb Como alternativas de uso, se dispone lo siguiente:
Tabla 10. Productos desarrollados para el proceso de terminado
PROCESO DE TERMINADOEmpresa que
diseño el producto
Denominacióndel Producto Descripción
BARRACHINA´S
Eco-Cremantique
Crema a base de ceras y polímeros de alto brillo para cueros florantique.
Ecológica.
Eco-Crema Napa
Crema a base de ceras y polímeros de alto
brillo. Tacto muy natural. Ecológica.
Eco-Lustrafix A 105/3
Alto brillo para box-calf y cabras. Ecológico.
Eco-IgualatexPara remontar el color e
igualar el serraje y nobuk. Ecológico.
PAULECHEM E-Cream
Crema de ceras en emulsión acuosa finísima de última
generación. Etiquetado libre de marcas de peligrosidad
con arreglo a las tendencias ecológicas y normativas
actuales.
TEXCURCuranil
No-CR Liq. Colores
Colorantes para tintura a pistola, libres de cromo y
metales pesados. Diluibles en agua y disolvente.
Destino pieles wet white.
Fuente:Guía de Productos Químicos para el Cuero. Lederpiel. Cromogenia Units. MundiPress. 2016

15
4.
INV
ES
TIG
AC
ION
ES
4.1.
Pub
licac
ione
s ci
entífi
cas
Com
o al
tern
ativ
as d
e us
o, s
e di
spon
e lo
sig
uien
te: Ta
bla
11. L
ista
do d
e Pu
blic
acio
nes
cien
tífica
s re
laci
onad
as
N°
Títu
loA
ño d
e Pu
blic
a-ci
ón
Auto
r(es
)D
ispo
nibl
e en
Resu
men
1Ci
nco
proc
esos
de
teñi
do c
urti-
do b
asad
os
en tr
iphe
-no
diox
azin
a (T
PDO
)[C
hina
]
2018
Tian
yu L
iang
, Jun
Liu
&
Keyi
Din
ght
tp://
alca
jour
nal.c
om/in
dex.
php/
abst
ract
s/20
18/m
arch
-201
8/El
Trip
heno
diox
azin
a (T
PDO
) es
un c
rom
ófor
o de
alto
rend
imie
nto
con
base
en
TPD
O, s
e lle
vó a
cab
o ci
nco
proc
esos
sim
ultá
neos
o c
ombi
nado
s de
teñi
do d
e cu
rtid
o co
n pi
el d
e ov
eja.
El p
roce
so 1
util
izó
un m
ater
ial d
e te
ñido
y c
urtid
o si
mul
táne
o de
nom
inad
o TP
DO
-GT,
un
colo
rant
e re
activ
o co
n gr
upos
re
activ
os d
e al
dehí
do q
ue s
e pr
epar
ó in
jert
ando
TPD
O e
n la
cad
ena
prin
cipa
l de
un c
ompu
esto
de
tipo
glut
aral
dehí
do (G
T). L
os o
tros
cua
tro
proc
esos
fuer
on c
ombi
naci
ones
de
TPD
O c
on á
cido
gál
ico
(GA
) y
sale
s de
Al (
III),
Fe (I
II), m
edia
nte
el tr
atam
ient
o de
la p
iel u
sand
o un
ord
en d
e ad
ició
n di
fere
nte.
El o
rden
de
adi
ción
del
Pro
ceso
2 fu
e tr
atar
la p
iel c
on s
al d
e A
l (III
) prim
ero
y lu
ego
con
la m
ezcl
a de
(TPD
O +
GA
); el
del
Pro
ceso
3 e
ra a
greg
ar p
rimer
o la
mez
cla
de (T
PDO
+ G
A) y
lueg
o la
sal
de
Al (
III);
el d
el P
roce
so4
fue
para
agr
egar
prim
ero
la s
al d
e Fe
(III)
y lu
ego
la m
ezcl
a de
(TPD
O +
GA
); el
del
Pro
ceso
5 c
onsi
stía
en
agre
gar p
rimer
o la
mez
cla
de (T
PDO
+ G
A) y
lueg
o la
sal
de
Fe (I
II). S
e co
mpa
raro
n lo
s ef
ecto
s de
teñi
do y
cu
rtid
o de
los
cinc
o pr
oces
os, y
los
resu
ltado
s fu
eron
los
sigu
ient
es: p
ara
la e
stab
ilida
d hi
drot
erm
al (T
d
del a
nális
is D
SC),
2> 3
> 4>
1>
5; p
ara
los
colo
res,
1 er
a de
col
or ro
jo p
úrpu
ra, 2
era
de
colo
r púr
pura
osc
u-ro
, 3 e
ra d
e co
lor m
arró
n ro
jizo,
4 e
ra d
e co
lor v
erde
osc
uro,
5 e
ra d
e co
lor m
arró
n os
curo
; par
a so
lidez
al
lava
do, 1
> 2>
3 ≈
4>
5 .
2U
n pr
o-ce
so d
e el
imin
ació
n m
ás li
mpi
a qu
e ut
iliza
gl
ucon
ato
de
sodi
o pa
ra la
re
ducc
ión
de
la c
onta
mi-
naci
ón p
or
nitr
ógen
o en
la
fabr
icac
ión
de c
uero
.[C
hina
]
2018
Yunh
ang
Zeng
, Ya-
nan
Wan
g, Y
ing
Song
, Jia
nfei
Zh
ou &
Bi S
hi
http
://al
cajo
urna
l.com
/inde
x.ph
p/ab
stra
cts/
2018
/janu
ary-
2018
/La
s sa
les
de a
mon
io u
tiliz
adas
en
el p
roce
so d
e de
senc
alad
o so
n la
prin
cipa
l fue
nte
de c
once
ntra
ción
de
nitr
ógen
o am
onia
cal (
NH
3-N
) en
agua
s re
sidu
ales
de
curt
idur
ía. P
ara
redu
cir l
a co
ntam
inac
ión
de n
itró-
geno
en
la fa
bric
ació
n de
cue
ro s
in s
acrifi
car l
a ca
lidad
de
los
cuer
os re
sulta
ntes
, un
agen
te d
e de
senc
a-la
do li
mpi
ador
se
prep
ara
mez
clan
do g
luco
nato
de
sodi
o (6
0 w
t.%),
Ácid
o cí
tric
o (1
5% p
.) y
sulfa
to d
e am
onio
(25%
p.)
Junt
os fu
e em
plea
do p
ara
dese
ncal
ar la
s pi
eles
del
gan
ado
vacu
no.
3U
n m
étod
o de
cur
tido
limpi
o co
n ba
ja c
antid
ad
de c
rom
o y
sin
salm
uera
[C
hina
]
2017
Lu C
., Q
iang
X.,
Li Y
., Li
C.
& X
u W
.ht
tps:
//go
o.gl
/JzN
mBv
Este
mét
odo
utili
za u
na b
aja
cant
idad
de
crom
o y
sin
sal e
n la
real
izac
ión
de u
n m
enor
pro
ceso
de
curt
i-do
de
crom
o de
la c
ual s
e fo
men
ta e
l des
arro
llo s
oste
nibl
e de
la in
dust
ria d
el c
uero
con
una
pro
ducc
ión
limpi
a. E
n es
te m
étod
o la
s fib
ras
de c
olág
eno
está
n bi
en d
ispe
rsas
. El m
étod
o de
cur
tido
se d
enom
ina
el
Q16
-Cr e
n do
nde
se m
ejor
a el
gra
do d
e ab
sorc
ión
de c
rom
o y
la D
eman
da Q
uím
ica
de O
xíge
no (D
QO
) en
dond
e es
tos
fact
ores
se
redu
ce s
igni
ficat
ivam
ente
.

16
N°
Títu
loA
ño d
e Pu
blic
a-ci
ón
Auto
r(es
)D
ispo
nibl
e en
Resu
men
4Pr
ogre
so
reci
ente
en
la
cons
erva
ción
m
ás li
mpi
a de
cue
ros
y pi
eles
. [C
hina
]
2017
Jiac
heng
Wu,
Li Z
hao,
Xi
ong
Liu,
Wuy
ong
Chen
, Hai
bin
Gu
http
s://
goo.
gl/s
crkF
MEl
uso
de
clor
uro
de s
odio
(apr
oxim
adam
ente
40-
50%
en
peso
de
piel
es y
pie
les
sin
curt
ir) a
umen
ta la
ca
rga
cont
amin
ante
del
eflu
ente
de
la c
urtid
uría
, sin
em
barg
o, lo
que
se
conv
iert
e en
alta
men
te c
on-
tam
inad
o co
mo
un a
umen
to d
e só
lidos
tota
les
disu
elto
s (T
DS)
y c
loru
ros.
Para
sup
erar
est
e ob
stác
ulo,
lo
s in
vest
igad
ores
bus
can
cons
tant
emen
te té
cnic
as d
e pr
eser
vaci
ón a
ltern
ativ
as, e
n do
nde
no s
e us
e el
cl
orur
o de
sod
io o
use
sol
o un
a pe
queñ
a ca
ntid
ad d
e cl
orur
o de
sod
io. C
on b
ase
en la
lite
ratu
ra p
ublic
a-da
prin
cipa
lmen
te e
n la
últi
ma
déca
da, e
sta
revi
sión
sis
tem
átic
a y
exha
ustiv
a re
sum
e el
est
ado
actu
al y
la
tend
enci
a de
des
arro
llo s
obre
los
mét
odos
de
pres
erva
ción
más
lim
pios
util
izad
os e
n pr
oces
os d
e cu
rado
y
rem
ojo
en la
indu
stria
del
cue
ro.
5A
plic
acio
nes
de m
icro
on-
das
en e
l ca
mpo
del
cu
ero:
Inve
s-tig
ació
n ad
i-ci
onal
par
a lo
s qu
ímic
os
y te
cnól
ogos
de
l cue
ro
[Chi
na]
2017
Jinw
ei Z
hang
, Jia
chen
g W
u &
Wuy
ong
Chen
ht
tps:
//go
o.gl
/9M
2ddH
El s
ecad
o de
l cue
ro c
on m
icro
onda
s te
ndría
ven
taja
s co
mo:
un
seca
do rá
pido
, una
dis
trib
ució
n un
iform
e de
l agu
a, u
n m
ayor
rend
imie
nto
del á
rea
sin
endu
reci
mie
nto
y co
ntra
cció
n. A
dem
ás, l
a ut
iliza
ción
del
mi-
croo
ndas
sob
re c
uero
teñ
ido
y el
cur
tido
podr
ían
mej
orar
la s
olid
ez d
el c
olor
y la
est
abili
dad
hidr
oter
mal
de
l cue
ro. E
stos
est
udio
s de
mos
trar
on q
ue e
l mic
roon
das
no s
olo
era
un e
xcel
ente
recu
rso
térm
ico,
sin
o qu
e ta
mbi
én ti
ene
un e
fect
o es
peci
al n
o té
rmic
o en
la fa
bric
ació
n de
l cue
ro, q
ue tu
vo a
lgun
as in
fluen
cias
po
sitiv
as e
n lo
s pr
oces
os y
las
prop
ieda
des
del c
uero
. Es
nece
sario
est
udia
r la
func
ión
y el
mec
anis
mo
del m
icro
onda
s en
la fa
bric
ació
n de
l cue
ro y
la in
fluen
cia
de la
s m
icro
onda
s so
bre
las
prop
ieda
des
y la
es
truc
tura
del
cue
ro, e
spec
ialm
ente
el e
fect
o no
térm
ico
en lo
s pr
oces
os. E
sto
dará
una
opc
ión
pote
ncia
l pa
ra e
l cue
ro in
nova
dor c
on a
yuda
de
la te
cnol
ogía
, mej
orar
asi
el r
endi
mie
nto
del c
uero
y p
rom
over
la
efici
enci
a. E
n re
sum
en, l
a in
trod
ucci
ón d
e la
s m
icro
onda
s en
la in
dust
ria d
el c
uero
ser
á un
impo
rtan
te
cam
po d
e in
vest
igac
ión
adic
iona
l par
a lo
s qu
ímic
os y
tecn
ólog
os d
el c
uero
.
6Cr
ibad
o de
hie
rbas
m
edic
inal
es
euro
peas
so
bre
su
cont
enid
o de
ta
nino
s: n
ue-
vos
posi
bles
ag
ente
s cu
r-tie
ntes
par
a la
indu
stria
de
l cue
ro[A
lem
ania
]
2017
Mar
kus
Mai
er, A
nna-
Lui-
sa O
elbe
rman
n, M
an-
fred
Ren
ner &
Eck
hard
W
eidn
er
http
s://
goo.
gl/W
1asg
ZEs
te e
stud
io fu
e en
foca
do e
n el
pot
enci
al d
e la
s hi
erba
s m
edic
inal
es e
urop
eas
com
o ag
ente
s de
cur
tido.
Es
te tr
abaj
o ab
orda
est
a hi
erba
s co
mo
posi
bles
recu
rsos
de
tani
nos
vege
tale
s y
su u
so e
n la
pro
ducc
ión
de c
uero
, sin
o ta
mbi
én p
ara
otra
s ap
licac
ione
s, co
mo
en la
alim
enta
ción
, far
mac
éutic
a o
la in
dust
ria
quím
ica.
Se
real
izó
una
revi
sión
det
alla
da d
e la
lite
ratu
ra p
ara
iden
tifica
r hie
rbas
con
con
teni
do p
rom
e-te
dor d
e ta
nino
. El p
rimer
crit
erio
par
a la
eva
luac
ión
del e
xtra
cto
de c
urtic
ión
vege
tal e
s el
con
teni
do
de ta
nino
s y
no ta
nino
s. D
uran
te e
l pro
ceso
de
curt
ido,
los
tani
nos
se d
ifund
en e
n la
pie
l del
ani
mal
e
inte
ract
úan
con
el c
olág
eno
de la
pie
l. Es
te c
ompl
ejo
da c
omo
resu
ltado
una
est
abili
zaci
ón d
e la
pie
l del
an
imal
. Cua
nto
may
or e
s el
con
teni
do d
e ta
nino
s (T
C) d
e un
ext
ract
o, m
ayor
es
su e
ficac
ia e
n el
cur
tido.
Ad
emás
de
otra
s ev
alua
cion
es e
spec
ífica
s en
rela
ción
al e
xtra
cto,
la d
ispo
nibi
lidad
de
la p
lant
a re
spec
tiva
es e
l fac
tor d
ecis
ivo
que
hace
refe
renc
ia a
una
pro
ducc
ión
com
erci
al d
e un
ext
ract
o de
cur
tido
vege
tal.
7Co
ntam
ina-
ción
am
bien
-ta
l, pe
rfil d
e to
xici
dad
y en
foqu
es d
e tr
atam
ient
o pa
ra a
guas
re
sidu
ales
de
curt
idur
ía y
su
s co
ntam
i-na
ntes
quí
mi-
cos
[Indi
a]
2017
Gau
rav
Saxe
na, R
am
Chan
dra
& R
am N
ares
h Bh
arag
ava.
http
s://
goo.
gl/Z
XJgg
RLa
s in
dust
rias
del c
uero
son
con
trib
uyen
tes
clav
e en
la e
cono
mía
de
muc
hos
país
es e
n de
sarr
ollo
, per
o de
safo
rtun
adam
ente
se
enfr
enta
n a
serio
s de
safío
s po
r par
te d
el p
úblic
o y
los
gobi
erno
s de
bido
a la
co
ntam
inac
ión
ambi
enta
l aso
ciad
a. E
xist
e un
a pr
otes
ta p
úblic
a en
con
tra
de e
sta
indu
stria
deb
ido
a la
de
scar
ga d
e ag
uas
resi
dual
es p
oten
cial
men
te tó
xica
s co
n pH
alc
alin
o, c
olor
mar
rón
oscu
ro, o
lor d
esag
ra-
dabl
e, a
lta d
eman
da d
e ox
ígen
o bi
ológ
ico
y qu
ímic
o, s
ólid
os to
tale
s di
suel
tos
y un
a m
ezcl
a de
con
tam
i-na
ntes
org
ánic
os e
inor
gáni
cos.
Sin
emba
rgo,
var
ias
agen
cias
de
prot
ecci
ón a
mbi
enta
l han
prio
rizad
o va
rios
prod
ucto
s qu
ímic
os c
omo
pelig
roso
s y
han
rest
ringi
do s
u us
o en
el p
roce
sam
ient
o de
l cue
ro;
muc
hos
de e
stos
pro
duct
os q
uím
icos
se
usan
y d
esca
rgan
en
agua
s re
sidu
ales
. Por
lo ta
nto,
es
impe
rativ
o tr
atar
y/o
des
into
xica
r ade
cuad
amen
te la
s ag
uas
resi
dual
es d
e la
cur
tidur
ía p
ara
la s
egur
idad
am
bien
tal.

17
N°
Títu
loA
ño d
e Pu
bli-
caci
ón
Auto
r(es
)D
ispo
nibl
e en
Resu
men
8Bi
orre
med
iaci
ón
de a
guas
resi
dua-
les
de c
urtid
uría
(A
)[In
dia]
2017
Prac
hi C
haud
hary
, Vi
nod
Chho
kar,
Ani
l Kum
ar &
Vik
as
Beni
wal
.
http
s://
goo.
gl/F
ebj8
1El
eflu
ente
de
curt
idur
ía e
s un
a am
enaz
a am
bien
tal g
rave
, deb
ido
a su
s al
tos
nive
les
quím
icos
que
incl
uyen
sa
linid
ad, c
arga
org
ánic
a (d
eman
da o
car
ga d
e ox
ígen
o qu
ímic
o, d
eman
da b
ioló
gica
de
oxíg
eno)
, mat
eria
inor
-gá
nica
, sól
idos
dis
uelto
s y
en s
uspe
nsió
n, a
mon
íaco
, nitr
ógen
o to
tal d
e Kj
elda
hl, s
ulfu
ro, c
rom
o, c
loru
ro ,
sodi
o y
otro
s re
sidu
os d
e sa
l, m
etal
es p
esad
os, e
tc. E
stos
com
pone
ntes
pre
sent
es e
n el
eflu
ente
afe
ctan
a la
agr
icul
-tu
ra, l
os s
eres
hum
anos
y e
l gan
ado.
Exp
osic
ión
al c
rom
o y
otro
s co
ntam
inan
tes
en la
cur
tidur
ía, a
umen
ta e
n el
efl
uent
e el
ries
go d
e de
rmat
itis,
úlce
ra, p
erfo
raci
ón d
el ta
biqu
e na
sal y
cán
cer d
e pu
lmón
. Las
regu
laci
ones
de
prot
ecci
ón a
mbi
enta
l est
ipul
an q
ue la
s in
dust
rias
no p
uede
n em
itir s
ulfu
ro y
cro
mo
en la
s ag
uas
resi
dual
es.
9Es
tudi
os d
e es
peci
ficid
ad
sobr
e pr
otea
sas
para
dep
ilar e
n el
pr
oces
amie
nto
del c
uero
usa
ndo
deco
rina
com
o pr
oteí
na m
odel
o co
njug
ada
[Indi
a]
2017
Shan
thi S
. & S
unda
-ra
raja
n Sh
akila
nish
iht
tps:
//go
o.gl
/4kP
3V4
Las
preo
cupa
cion
es m
undi
ales
sob
re e
l im
pact
o am
bien
tal d
e la
indu
stria
del
cue
ro h
an e
stad
o ob
ligan
do
a la
indu
stria
de
curt
iem
bres
ado
ptar
tecn
olog
ías
de p
roce
sam
ient
o de
cue
ro m
ás li
mpi
as. L
os m
étod
os d
e pr
oces
amie
nto
de c
uero
bas
ados
en
enzi
mas
tien
en e
l pot
enci
al d
e re
duci
r sus
tanc
ialm
ente
la c
onta
min
ació
n,
la to
xici
dad
y ta
mbi
én m
ejor
ar la
cal
idad
del
cue
ro. U
na d
e es
tas
opci
ones
de
proc
eso
más
eco
lógi
cas
es e
l uso
de
pro
teas
as e
n la
dep
ilaci
ón d
e pi
eles
. Per
o el
crit
erio
impo
rtan
te e
n la
ele
cció
n de
enz
imas
par
a de
pila
r es
la
espe
cific
idad
hac
ia la
s bi
omol
écul
as e
spec
ífica
s en
las
piel
es. C
omo
la p
iel m
ism
a es
una
sus
tanc
ia p
rote
ica,
el
uso
de p
rote
asas
no
espe
cífic
as p
odría
deg
rada
r otr
as p
rote
ínas
de
la p
iel y
cau
sar d
años
al c
uero
resu
ltant
e. E
l pr
esen
te tr
abaj
o tr
ata
del e
stud
io c
ompa
rativ
o so
bre
la e
spec
ifici
dad
de u
na p
rote
asa
depi
lato
ria y
no
depi
la-
toria
ais
lada
en
el la
bora
torio
.
10Ex
plor
ació
n de
lo
s hi
drol
izad
os
de la
s vi
ruta
s de
cro
mo
com
o su
stra
to p
ara
la
prod
ucci
ón d
e un
a pr
otea
sa
depi
lado
ra p
or
acci
ón d
el B
acill
us
cere
us V
ITSN
04
para
el u
so d
e un
a pr
oduc
ción
lim
pia
de c
uero
. [In
dia]
2017
Sund
arar
ajan
Sha
ki-
lani
shi,
Nar
asim
han
Kann
an C
hand
ra
Babu
& C
hitt
ibab
u Sh
anth
i
http
s://
goo.
gl/6
Gm
9TJ
Las
viru
tas
de c
rom
o (r
aspa
dos
de c
olág
eno
form
ados
por
com
plej
os d
e cr
omo)
, son
uno
s de
los
prin
cipa
les
dese
chos
sól
idos
pro
teín
icos
de
la in
dust
ria d
el c
uero
, la
cual
repr
esen
tan
una
amen
aza
de c
onta
min
ació
n.
La re
cupe
raci
ón y
reut
iliza
ción
del
com
pone
nte
prot
eico
de
los
dese
chos
pue
de e
vita
r su
elim
inac
ión
com
o ve
rted
eros
. En
el p
rese
nte
trab
ajo,
el h
idro
lizad
o de
col
ágen
o de
rivad
o de
viru
tas
de c
rom
o se
crib
ó co
mo
una
fuen
te d
e pr
oteí
na d
e ba
jo c
osto
en
com
para
ción
con
los
resi
duos
pro
teic
os b
asad
os e
n ag
ro p
ara
la p
rodu
c-ci
ón re
ntab
le d
e pr
otea
sa d
e de
pila
ción
. Las
viru
tas
de c
rom
o ut
iliza
das
en e
l est
udio
se
obtu
vier
on d
uran
te e
l pr
oces
amie
nto
de p
iele
s de
cab
ra.
11A
plic
ació
n de
dió
-xi
do d
e ca
rbon
o su
perc
rític
o pa
ra
el p
roce
sam
ient
o de
l cue
ro
[Chi
na]
2015
Jing
Hu
& W
eiju
n D
eng
http
s://
goo.
gl/3
HxT
YsLo
s flu
idos
sup
ercr
ítico
s ha
n at
raíd
o un
inte
rés
cons
ider
able
com
o m
edio
s de
reac
ción
dur
ante
la ú
ltim
adé
cada
. El d
ióxi
do d
e ca
rbon
o su
perc
rític
o es
un
solv
ente
lim
pio
y ve
rsát
il pa
ra v
ario
s pr
oces
os y
sín
tesi
s. En
es
ta re
visi
ón, l
as p
ropi
edad
es s
uper
críti
cas
del d
ióxi
do d
e ca
rbon
o y
sus
aplic
acio
nes
indu
stria
les
rela
cion
ados
co
n la
tecn
olog
ía d
el c
uero
se
pres
enta
n en
est
a pu
blic
ació
n. L
a ap
licac
ión
de d
ióxi
do d
e ca
rbon
o su
perc
rí-tic
o en
la fa
bric
ació
n de
l cue
ro s
e re
visó
en
prof
undi
dad
de a
cuer
do c
on e
l pro
ceso
indi
vidu
al p
ara
evita
r el
corr
espo
ndie
nte
cont
amin
acio
nes
y re
duci
r la
carg
a am
bien
tal.
Deb
ido
al a
lto c
osto
de
inve
rsió
n, c
arbo
no
supe
rcrít
ico
se c
reía
que
el d
ióxi
do e
stab
a re
strin
gido
sol
o a
prod
ucto
s de
alto
val
or a
greg
ado.
Par
a po
sici
onar
es
to te
cnol
ogía
en
la p
rodu
cció
n in
dust
rial d
e cu
ero,
la e
valu
ació
n ec
onóm
ica
se e
stim
ó en
bas
e a
recu
rsos
pu
blic
ados
. El d
ióxi
do d
e ca
rbon
o su
perc
rític
o po
dría
ent
rega
r sus
val
ores
pot
enci
ales
en
el p
róxi
mos
año
s pa
ra u
na p
rodu
cció
n de
cue
ro m
ás e
coló
gica
y li
mpi
a. E
l obj
etiv
o de
est
a re
visi
ón e
s re
salta
r las
opo
rtun
idad
es
disp
onib
les
con
dióx
ido
de c
arbo
no s
uper
críti
co c
omo
una
alte
rnat
iva
pote
ncia
l sol
ució
n pa
ra la
pro
ducc
ión
de li
mpi
a de
cue
ro.

18
N°
Títu
loA
ño d
e Pu
blic
a-ci
ón
Auto
r(es
)D
ispo
nibl
e en
Resu
men
12Pi
el li
bre
de c
rom
o cu
rtid
a co
n O
xazo
lidin
a.[E
spañ
a]
2012
M. R
oig,
V. S
egar
ra, M
. Be
rtaz
zo, M
. A. M
artí-
nez,
J. F
erre
r & C
. Ras
pi
http
s://
goo.
gl/4
Tpae
pEn
est
e ar
tícul
o se
pre
sent
an la
s te
cnol
ogía
s de
cur
tició
n al
tern
ativ
as, e
n do
nde
se u
tiliz
a la
oxa
zolid
ina
en c
ombi
naci
ón c
on o
tros
age
ntes
de
recu
rtic
ión
de o
rigen
veg
etal
o s
inté
tico,
que
per
mite
obt
ener
pi
eles
de
calid
ad s
emej
ante
a la
s ob
teni
das
med
iant
e cu
rtic
ión
con
crom
o, q
ue p
uede
n se
r util
izad
as p
or
las
indu
stria
s de
l cal
zado
y la
tapi
cería
13G
estió
n de
l co
noci
mie
n-to
y te
cnol
o-gí
a de
l cue
ro;
Gar
antía
de
calid
ad e
n in
vest
igac
ión
y ac
tivid
ades
té
cnic
as.
[Ital
ia]
2009
Gra
sso,
G.
http
s://
goo.
gl/b
f9pM
o‘L
a G
estió
n de
l Con
ocim
ient
o’ e
s un
a pr
áctic
a si
stem
átic
a qu
e se
exp
ande
rápi
dam
ente
en
cam
pos
de a
plic
ació
n co
mo
la in
geni
ería
de
prod
ucci
ón y
el n
egoc
io d
e pl
anifi
caci
ón, c
uyo
obje
tivo
es d
efini
r m
étod
os y
pro
cedi
mie
ntos
par
a da
r una
dire
cció
n co
ncre
ta a
la o
rgan
izac
ión
de la
s co
mpe
tenc
ias,
la
natu
rale
za m
ultid
isci
plin
aria
de
la in
form
ació
n y
la v
ida
apre
ndiz
aje.
Est
e m
anus
crito
tien
e co
mo
obje
tivo
prop
orci
onar
a lo
s té
cnic
os e
inve
stig
ador
es e
n ‘te
cnol
ogía
s de
l Cur
tido’
un
inst
rum
ento
de
orga
niza
ción
pa
ra e
stru
ctur
ar s
us p
ropi
os c
onoc
imie
ntos
het
erog
éneo
s po
r med
io d
e un
‘hilo
con
duct
or c
omún
’. Por
lo
tant
o, s
e pu
ede
suge
rir u
n m
ejor
Sis
tem
a de
Ges
tión
de P
ráct
ica
Tecn
ológ
ica
(BTP
MS)
, sig
uien
do la
form
a fa
mili
ar d
e lo
s Si
stem
as d
e G
estió
n de
Cal
idad
usu
ales
par
a m
ejor
as d
e pr
oces
os y
gar
antía
de
calid
ad e
n ár
eas
espe
cífic
as d
e se
rvic
ios
técn
icos
. El e
stud
io s
e en
foca
prin
cipa
lmen
te e
n as
pect
os ta
les
com
o id
en-
tifica
r, cl
asifi
car,
repr
esen
tar,
codi
ficar
, cre
ar, c
aptu
rar,
orga
niza
r / e
stru
ctur
ar d
atos
, dis
trib
uir y
fina
lmen
te
perm
itir l
a ad
opci
ón d
el c
onoc
imie
nto
técn
ico
en lo
s di
fere
ntes
eta
pas
del p
roce
so d
e cu
rtid
o.
14M
ejor
a de
la
calid
ad d
el
proc
eso
de
curt
ido
de
piel
es u
sand
o un
nov
edos
o se
nsor
[Nue
-va
Zel
anda
]
2008
Kast
uri,
V., &
Muk
hopa
d-hy
ay, S
.C.
http
s://
goo.
gl/ih
n51T
En e
ste
artíc
ulo
se in
form
a so
bre
un s
iste
ma
de d
etec
ción
par
a m
edir
las
prop
ieda
des
diel
éctr
icas
de
la
piel
de
ovej
a y
mod
ifica
r el p
roce
so d
e cu
rtid
o pa
ra p
rodu
cir c
uero
de
mej
or c
alid
ad. E
l tra
tam
ient
o qu
í-m
ico
exce
sivo
pue
de d
eter
iora
r la
calid
ad d
el p
rodu
cto
final
y, u
na v
ez fi
naliz
ado
el p
roce
so d
e cu
rtid
o,
es im
posi
ble
reve
rtir
el p
roce
dim
ient
o, p
or lo
que
es
nece
sario
con
ocer
la h
olgu
ra e
n la
pie
l ant
es d
el
curt
ido.
Util
izan
do u
n m
étod
o de
det
ecci
ón n
o in
vasi
vo y
no
dest
ruct
ivo
basa
do e
n un
sen
sor i
nter
di-
gita
l, se
inte
ntó
corr
elac
iona
r la
prop
ieda
d di
eléc
tric
a m
edid
a po
r el s
enso
r con
val
ores
de
holg
ura.
Se
requ
iere
que
el s
iste
ma
de d
etec
ción
sea
con
fiabl
e, rá
pido
y re
ntab
le ju
nto
con
un s
iste
ma
de a
dqui
sici
ón
de d
atos
de
bajo
cos
to.
15Te
nden
cias
re
cien
tes
en
la fa
bric
ació
n de
cue
ro:
proc
esos
, pr
oble
mas
y
cam
inos
[Indi
a]
2007
Pala
nisa
my
Than
ikai
-ve
lan,
Jonn
alag
adda
Ra
ghav
a Ra
o, B
alac
han-
dran
Unn
i Nai
r & T
hiru
-m
alac
hari
Ram
asam
i
http
s://
goo.
gl/f
VBB3
ESe
ha
reve
lado
que
los
proc
esos
de
prec
urtid
o y
curt
ido
cont
ribuy
en c
on 8
0-90
% d
e la
car
ga c
onta
mi-
nant
e to
tal (
DBO
, DQ
O, T
S, T
DS,
Cr,
S2-,
lodo
, etc
.). A
dem
ás, t
ambi
én s
e em
iten
gase
s tó
xico
s co
mo
amo-
níac
o y
sulfu
ro d
e hi
dróg
eno.
Los
com
pues
tos
orgá
nico
s vo
látil
es, l
os m
etal
es p
esad
os y
las
arila
min
as
canc
eríg
enas
de
las
oper
acio
nes
de p
ost-
seca
do y
aca
bado
tam
bién
est
án c
rean
do u
na g
ran
preo
cupa
-ci
ón. A
part
e de
est
o, s
e es
tán
gene
rand
o un
a gr
an c
antid
ad d
e de
sech
os s
ólid
os c
omo
el lo
do d
e ca
l de
la c
urtid
uría
y e
l lod
o de
cro
mo
de la
s pl
anta
s de
trat
amie
nto
de e
fluen
tes.
Se re
visa
n en
det
alle
las
técn
i-ca
s av
anza
das
de p
roce
sam
ient
o y
las
estr
ateg
ias
de tr
atam
ient
o de
eflu
ente
s pa
ra c
omba
tir lo
s rie
sgos
am
bien
tale
s y
de s
alud
hum
ana.
La
indu
stria
del
pro
cesa
mie
nto
del c
uero
en
vario
s pa
íses
, sin
em
barg
o,
enfr
enta
un
serio
des
afío
por
par
te d
el p
úblic
o y
el g
obie
rno.
Est
o a
pesa
r de
la im
plem
enta
ción
de
varia
s té
cnic
as a
vanz
adas
de
proc
esam
ient
o y
sist
emas
de
trat
amie
nto.

19
N°
Títu
loA
ño d
e Pu
blic
a-ci
ón
Auto
r(es
)D
ispo
nibl
e en
Resu
men
12Pi
el li
bre
de c
rom
o cu
rtid
a co
n O
xazo
lidin
a.[E
spañ
a]
2012
M. R
oig,
V. S
egar
ra, M
. Be
rtaz
zo, M
. A. M
artí-
nez,
J. F
erre
r & C
. Ras
pi
http
s://
goo.
gl/4
Tpae
pEn
est
e ar
tícul
o se
pre
sent
an la
s te
cnol
ogía
s de
cur
tició
n al
tern
ativ
as, e
n do
nde
se u
tiliz
a la
oxa
zolid
ina
en c
ombi
naci
ón c
on o
tros
age
ntes
de
recu
rtic
ión
de o
rigen
veg
etal
o s
inté
tico,
que
per
mite
obt
ener
pi
eles
de
calid
ad s
emej
ante
a la
s ob
teni
das
med
iant
e cu
rtic
ión
con
crom
o, q
ue p
uede
n se
r util
izad
as p
or
las
indu
stria
s de
l cal
zado
y la
tapi
cería
13G
estió
n de
l co
noci
mie
n-to
y te
cnol
o-gí
a de
l cue
ro;
Gar
antía
de
calid
ad e
n in
vest
igac
ión
y ac
tivid
ades
té
cnic
as.
[Ital
ia]
2009
Gra
sso,
G.
http
s://
goo.
gl/b
f9pM
o‘L
a G
estió
n de
l Con
ocim
ient
o’ e
s un
a pr
áctic
a si
stem
átic
a qu
e se
exp
ande
rápi
dam
ente
en
cam
pos
de a
plic
ació
n co
mo
la in
geni
ería
de
prod
ucci
ón y
el n
egoc
io d
e pl
anifi
caci
ón, c
uyo
obje
tivo
es d
efini
r m
étod
os y
pro
cedi
mie
ntos
par
a da
r una
dire
cció
n co
ncre
ta a
la o
rgan
izac
ión
de la
s co
mpe
tenc
ias,
la
natu
rale
za m
ultid
isci
plin
aria
de
la in
form
ació
n y
la v
ida
apre
ndiz
aje.
Est
e m
anus
crito
tien
e co
mo
obje
tivo
prop
orci
onar
a lo
s té
cnic
os e
inve
stig
ador
es e
n ‘te
cnol
ogía
s de
l Cur
tido’
un
inst
rum
ento
de
orga
niza
ción
pa
ra e
stru
ctur
ar s
us p
ropi
os c
onoc
imie
ntos
het
erog
éneo
s po
r med
io d
e un
‘hilo
con
duct
or c
omún
’. Por
lo
tant
o, s
e pu
ede
suge
rir u
n m
ejor
Sis
tem
a de
Ges
tión
de P
ráct
ica
Tecn
ológ
ica
(BTP
MS)
, sig
uien
do la
form
a fa
mili
ar d
e lo
s Si
stem
as d
e G
estió
n de
Cal
idad
usu
ales
par
a m
ejor
as d
e pr
oces
os y
gar
antía
de
calid
ad e
n ár
eas
espe
cífic
as d
e se
rvic
ios
técn
icos
. El e
stud
io s
e en
foca
prin
cipa
lmen
te e
n as
pect
os ta
les
com
o id
en-
tifica
r, cl
asifi
car,
repr
esen
tar,
codi
ficar
, cre
ar, c
aptu
rar,
orga
niza
r / e
stru
ctur
ar d
atos
, dis
trib
uir y
fina
lmen
te
perm
itir l
a ad
opci
ón d
el c
onoc
imie
nto
técn
ico
en lo
s di
fere
ntes
eta
pas
del p
roce
so d
e cu
rtid
o.
14M
ejor
a de
la
calid
ad d
el
proc
eso
de
curt
ido
de
piel
es u
sand
o un
nov
edos
o se
nsor
[Nue
-va
Zel
anda
]
2008
Kast
uri,
V., &
Muk
hopa
d-hy
ay, S
.C.
http
s://
goo.
gl/ih
n51T
En e
ste
artíc
ulo
se in
form
a so
bre
un s
iste
ma
de d
etec
ción
par
a m
edir
las
prop
ieda
des
diel
éctr
icas
de
la
piel
de
ovej
a y
mod
ifica
r el p
roce
so d
e cu
rtid
o pa
ra p
rodu
cir c
uero
de
mej
or c
alid
ad. E
l tra
tam
ient
o qu
í-m
ico
exce
sivo
pue
de d
eter
iora
r la
calid
ad d
el p
rodu
cto
final
y, u
na v
ez fi
naliz
ado
el p
roce
so d
e cu
rtid
o,
es im
posi
ble
reve
rtir
el p
roce
dim
ient
o, p
or lo
que
es
nece
sario
con
ocer
la h
olgu
ra e
n la
pie
l ant
es d
el
curt
ido.
Util
izan
do u
n m
étod
o de
det
ecci
ón n
o in
vasi
vo y
no
dest
ruct
ivo
basa
do e
n un
sen
sor i
nter
di-
gita
l, se
inte
ntó
corr
elac
iona
r la
prop
ieda
d di
eléc
tric
a m
edid
a po
r el s
enso
r con
val
ores
de
holg
ura.
Se
requ
iere
que
el s
iste
ma
de d
etec
ción
sea
con
fiabl
e, rá
pido
y re
ntab
le ju
nto
con
un s
iste
ma
de a
dqui
sici
ón
de d
atos
de
bajo
cos
to.
15Te
nden
cias
re
cien
tes
en
la fa
bric
ació
n de
cue
ro:
proc
esos
, pr
oble
mas
y
cam
inos
[Indi
a]
2007
Pala
nisa
my
Than
ikai
-ve
lan,
Jonn
alag
adda
Ra
ghav
a Ra
o, B
alac
han-
dran
Unn
i Nai
r & T
hiru
-m
alac
hari
Ram
asam
i
http
s://
goo.
gl/f
VBB3
ESe
ha
reve
lado
que
los
proc
esos
de
prec
urtid
o y
curt
ido
cont
ribuy
en c
on 8
0-90
% d
e la
car
ga c
onta
mi-
nant
e to
tal (
DBO
, DQ
O, T
S, T
DS,
Cr,
S2-,
lodo
, etc
.). A
dem
ás, t
ambi
én s
e em
iten
gase
s tó
xico
s co
mo
amo-
níac
o y
sulfu
ro d
e hi
dróg
eno.
Los
com
pues
tos
orgá
nico
s vo
látil
es, l
os m
etal
es p
esad
os y
las
arila
min
as
canc
eríg
enas
de
las
oper
acio
nes
de p
ost-
seca
do y
aca
bado
tam
bién
est
án c
rean
do u
na g
ran
preo
cupa
-ci
ón. A
part
e de
est
o, s
e es
tán
gene
rand
o un
a gr
an c
antid
ad d
e de
sech
os s
ólid
os c
omo
el lo
do d
e ca
l de
la c
urtid
uría
y e
l lod
o de
cro
mo
de la
s pl
anta
s de
trat
amie
nto
de e
fluen
tes.
Se re
visa
n en
det
alle
las
técn
i-ca
s av
anza
das
de p
roce
sam
ient
o y
las
estr
ateg
ias
de tr
atam
ient
o de
eflu
ente
s pa
ra c
omba
tir lo
s rie
sgos
am
bien
tale
s y
de s
alud
hum
ana.
La
indu
stria
del
pro
cesa
mie
nto
del c
uero
en
vario
s pa
íses
, sin
em
barg
o,
enfr
enta
un
serio
des
afío
por
par
te d
el p
úblic
o y
el g
obie
rno.
Est
o a
pesa
r de
la im
plem
enta
ción
de
varia
s té
cnic
as a
vanz
adas
de
proc
esam
ient
o y
sist
emas
de
trat
amie
nto.
4.2.
Pat
ente
s
Tabl
a 12
. Lis
tado
de
Pate
ntes
rela
cion
adas
N°
Títu
loN
úmer
o de
Pa
tent
eA
ño d
e Pu
-bl
icac
ión
Inve
ntor
(es)
Dis
poni
ble
enRe
sum
en té
cnic
o
1M
étod
o pa
ra
proc
esar
pie
les
U
S201
8023
151
(A1)
2018
Van
Qua
them
Pie
t [B
E]; V
anca
uwen
-be
rghe
Fra
nk [B
E]
http
s://
goo.
gl/B
oFsP
VU
n m
étod
o pa
ra p
roce
sar l
a pi
el e
sta
com
pren
dido
med
iant
e la
con
gela
ción
de
la m
ism
a an
tes
de li
ofiliz
arla
, la
liofil
izac
ión
de la
pie
l y la
apl
icac
ión
de u
n m
ater
ial d
e im
preg
naci
ón e
n la
pie
l lio
filiz
ada.
La
etap
a de
con
gela
ción
pre
via
de la
pie
l ant
es d
e la
liofi
lizac
ión
dete
rmin
a el
tam
año
de lo
s po
ros
que
esta
rán
pres
ente
s en
la p
iel l
iofil
izad
a. S
i la
piel
no
se c
onge
la e
n el
pas
o an
terio
r, si
no q
ue s
e lio
filiz
a di
rect
amen
te, n
o se
pro
duce
una
red
de p
oros
en
la p
iel l
iofil
izad
a. A
l con
gela
r an
tes
de li
ofiliz
ar, s
e pr
oduc
en p
oros
o c
avid
ades
en
la p
iel.
Esto
s as
egur
an u
n es
pesa
mie
nto
del
mat
eria
l, po
r eje
mpl
o, u
n es
pesa
mie
nto
de a
prox
imad
amen
te e
l dob
le d
el g
roso
r orig
inal
. La
cong
elac
ión
rápi
da y
las
baja
s te
mpe
ratu
ras
dan
poro
s m
ás p
eque
ños
que
la c
onge
laci
ón le
nta
y la
s al
tas
tem
pera
tura
s. Es
to s
igni
fica
que,
med
iant
e la
ele
cció
n de
los
pará
met
ros
de p
roce
so p
ara
el p
aso
de c
onge
laci
ón a
nter
ior o
pcio
nal,
se p
uede
n cr
ear p
oros
con
dife
rent
es d
imen
sion
es e
n el
reve
stim
ient
o, lo
que
afe
cta
las
prop
ieda
des
físic
as d
el re
vest
imie
nto
trat
ado
final
men
te c
omo
la tr
ansp
aren
cia,
resi
sten
cia
a la
trac
ción
, res
iste
ncia
al c
orte
y fl
exib
ilida
d. L
as d
imen
sion
es d
e lo
s po
ros
form
ados
tam
bién
det
erm
inan
qué
med
io d
e im
preg
naci
ón s
e pu
ede
usar
. La
form
ació
n de
por
os b
enefi
cia
la p
roce
sabi
lidad
de
la p
iel,
entr
e ot
ros
debi
do a
l aum
ento
de
estir
abili
dad
y fle
xibi
lidad
. Una
pie
l que
no
se h
a co
ngel
ado
prev
iam
ente
es
men
os e
stira
ble
y m
enos
flex
ible
. Ad
emás
, una
pie
l que
se
ha c
onge
lado
ant
es d
e la
liofi
lizac
ión
es m
enos
sus
cept
ible
a la
s ar
ruga
s.
2Pr
oces
o de
lava
-do
de
cuer
o CN
1070
8345
5 (A
)20
17W
ang
Chun
lei;
Song
Lig
uo &
Zh
ang
Tao
http
s://
goo.
gl/j7
15w
tLa
inve
nció
n pe
rten
ece
al c
ampo
técn
ico
del p
roce
sam
ient
o de
cue
ro y
par
ticul
arm
ente
se
refie
re
a un
pro
ceso
de
lava
do d
e cu
ero.
El p
roce
dim
ient
o co
nsta
en
la a
cidi
ficac
ión
del c
uero
, la
cual
se
añad
e cl
orur
o de
am
onio
, por
su
part
e, s
e añ
ade
agua
par
a el
rem
ojo,
y d
espu
és d
e es
o, e
l cue
ro e
s la
vado
. El C
a <2
+> e
n el
cue
ro s
e re
duce
, la
dure
za d
el c
uero
tam
bién
, el i
mpa
cto
en la
com
bina
-ci
ón e
ntre
mat
eria
les
auxi
liare
s y
el c
uero
en
el p
roce
dim
ient
o de
am
asad
o se
elim
ina,
se
mej
ora
la h
omog
enei
dad
del c
olág
eno,
el m
étod
o de
pro
cesa
mie
nto
es s
impl
e y
el p
roce
so d
e la
vado
del
cu
ero
es a
decu
ado
para
la p
rodu
cció
n in
dust
rial.
3Pr
oced
imie
nto
de c
urtic
ion,
re
curt
icio
n y
acon
dici
ona-
mie
nto
final
de
piel
es m
edia
nte
oxaz
olid
ina
e.
ES24
0088
3 (B
1)20
14Se
garr
a O
rero
Vi
cent
e [E
S];
Org
iles B
arce
lo C
e-sa
r [E
S]; M
artin
ez
Sanc
hez
Mig
uel
Ang
el [
ES];
Ferr
e Pa
laci
os
Joaq
uin
[ES]
; Ro
ig O
rts
Mer
cede
s [E
S]; R
i-qu
elm
e M
artin
ez
Esth
er [
ES]
http
s://
goo.
gl/f
dtsX
fPr
oced
imie
nto
de c
urtic
ión,
recu
rtic
ión
y ac
ondi
cion
amie
nto
final
de
piel
es m
edia
nte
oxaz
olid
ina
E, b
asad
o en
la u
tiliz
ació
n de
oxa
zolid
ina
E (5
-Etil
-1-a
za-3
,7-d
ioxa
bici
clo
[3,3
,0] o
ctan
o) e
s ut
iliza
do
com
o cu
rtie
nte
prin
cipa
l com
bina
do c
on c
urtie
ntes
sin
tétic
os y
/o v
eget
ales
. Est
e tr
atam
ient
o fin
al
de a
cond
icio
nam
ient
o el
imin
a el
form
alde
hído
libr
e de
las
piel
es, p
or re
acci
ón d
el m
ism
o co
n el
su
lfato
de
hidr
oxila
min
a, d
ando
un
com
pues
to s
olub
le q
ue s
e el
imin
a po
r el l
avad
o, p
erm
itien
do
obte
ner p
iele
s de
col
or b
lanc
o, in
odor
as, c
on b
uena
s re
sist
enci
as fí
sica
s, co
n un
gra
no fi
no y
con
un
a ad
ecua
da s
uavi
dad,
bla
ndur
a, p
leni
tud
y fle
xibi
lidad
, que
cum
plen
los
está
ndar
es d
e ca
lidad
re
com
enda
dos
para
la fa
bric
ació
n de
dife
rent
es a
rtíc
ulos
de
piel
.
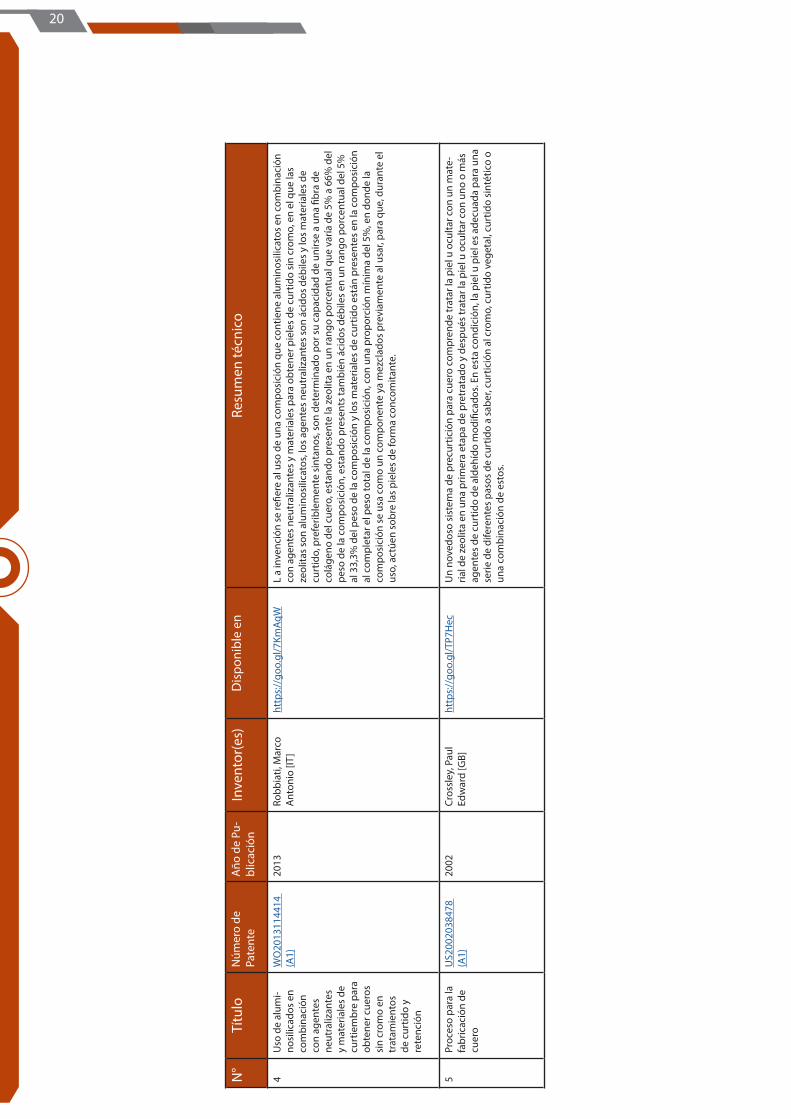
20
N°
Títu
loN
úmer
o de
Pa
tent
eA
ño d
e Pu
-bl
icac
ión
Inve
ntor
(es)
Dis
poni
ble
enRe
sum
en té
cnic
o
4U
so d
e al
umi-
nosi
licad
os e
n co
mbi
naci
ón
con
agen
tes
neut
raliz
ante
s y
mat
eria
les
de
curt
iem
bre
para
ob
tene
r cue
ros
sin
crom
o en
tr
atam
ient
os
de c
urtid
o y
rete
nció
n
WO
2013
1144
14
(A1)
2013
Robb
iati,
Mar
co
Ant
onio
[IT]
http
s://
goo.
gl/7
KmAq
WL
a in
venc
ión
se re
fiere
al u
so d
e un
a co
mpo
sici
ón q
ue c
ontie
ne a
lum
inos
ilica
tos
en c
ombi
naci
ón
con
agen
tes
neut
raliz
ante
s y
mat
eria
les
para
obt
ener
pie
les
de c
urtid
o si
n cr
omo,
en
el q
ue la
s ze
olita
s so
n al
umin
osili
cato
s, lo
s ag
ente
s ne
utra
lizan
tes
son
ácid
os d
ébile
s y
los
mat
eria
les
de
curt
ido,
pre
ferib
lem
ente
sin
tano
s, so
n de
term
inad
o po
r su
capa
cida
d de
uni
rse
a un
a fib
ra d
e co
láge
no d
el c
uero
, est
ando
pre
sent
e la
zeo
lita
en u
n ra
ngo
porc
entu
al q
ue v
aría
de
5% a
66%
del
pe
so d
e la
com
posi
ción
, est
ando
pre
sent
s ta
mbi
én á
cido
s dé
bile
s en
un
rang
o po
rcen
tual
del
5%
al
33,
3% d
el p
eso
de la
com
posi
ción
y lo
s m
ater
iale
s de
cur
tido
está
n pr
esen
tes
en la
com
posi
ción
al
com
plet
ar e
l pes
o to
tal d
e la
com
posi
ción
, con
una
pro
porc
ión
mín
ima
del 5
%, e
n do
nde
la
com
posi
ción
se
usa
com
o un
com
pone
nte
ya m
ezcl
ados
pre
viam
ente
al u
sar,
para
que
, dur
ante
el
uso,
act
úen
sobr
e la
s pi
eles
de
form
a co
ncom
itant
e.
5Pr
oces
o pa
ra la
fa
bric
ació
n de
cu
ero
US2
0020
3847
8 (A
1)20
02Cr
ossl
ey, P
aul
Edw
ard
[GB]
http
s://
goo.
gl/T
P7H
ecU
n no
vedo
so s
iste
ma
de p
recu
rtic
ión
para
cue
ro c
ompr
ende
trat
ar la
pie
l u o
culta
r con
un
mat
e-ria
l de
zeol
ita e
n un
a pr
imer
a et
apa
de p
retr
atad
o y
desp
ués
trat
ar la
pie
l u o
culta
r con
uno
o m
ás
agen
tes
de c
urtid
o de
ald
ehíd
o m
odifi
cado
s. En
est
a co
ndic
ión,
la p
iel u
pie
l es
adec
uada
par
a un
a se
rie d
e di
fere
ntes
pas
os d
e cu
rtid
o a
sabe
r, cu
rtic
ión
al c
rom
o, c
urtid
o ve
geta
l, cu
rtid
o si
ntét
ico
o un
a co
mbi
naci
ón d
e es
tos.

21
5 . N O V E DA D E S R E L AC I O N A DA S5.1. Desarrollan un kit que determina en una muestra de cuero la formación de cromo (VI)La demanda de análisis de cromo (VI) en artículos de cuero se justifica por los determinados controles que existen en el sector del cuero para este parámetro, se debe ajustar lo que se menciona en el Reglamento de la Comisión Europea.
Sin embargo, para muchos curtidores y comerciantes de cuero, el costo necesario para tener un laboratorio capaz de llevar a cabo los análisis de acuerdo con un método ISO no es asequible.
Se ha desarrollado una prueba fácil para llevar a cabo un examen de una muestra de cuero con el fin de verificar que cumpla con la restricción Cr (VI). Esta prueba es capaz de distinguir cueros que contienen cromo (VI) o muestran signos de tendencia a desarrollarlo, desde cueros que incluso después de la exposición al envejecimiento térmico permanecen libres de él.
El método tiene cuatro pasos principales. El primero es un proceso de envejecimiento a 80 ° C durante 24 horas. Después de enfriar durante 30 minutos, la muestra se extrae durante una hora, usando un agitador giratorio superior o un agitador magnético. El tercer paso es la decoloración del extracto para eliminar los colorantes de la solución coloreada a fin de eliminar las interferencias.
Finalmente, el extracto se evalúa mediante colorimetría visual. La carga de trabajo por muestra es de aproximadamente 40 minutos.
Hasta ahora, se han probado más de 300 muestras de cuero. El kit funcionó muy bien y solo dio el 5% de los falsos positivos. Cabe mencionar que el kit no cometió ningún falso negativo.
Fuente: Journal of the american leather chemists associationLeer más: http://alcajournal.com/index.php/abstracts/2018/february-2018/
5.2. 58° Conferencia Conmemorativa de John Arthur Wilson: Sostenibilidad en la cadena de valor del cuero: panorama global, peculiaridades regionales y sectorialesEl concepto de desarrollo sostenible ha ido cobrando importancia desde la publicación en 1987 del informe “Nuestro futuro común” (también conocido como el Informe Bruntland) por la Comisión Mundial de las Naciones Unidas para el Medio Ambiente y el Desarrollo.
Algunos sectores industriales actúan más rápidamente que otros: alimentos y bebidas, diseño y moda, por nombrar algunos. Las empresas y marcas ya no pueden correr el riesgo de ser declaradas culpables de prácticas no sostenibles a lo largo de sus cadenas de suministro.ningún falso negativo.
A la industria del cuero, como proveedor clave de al menos tres de estos sectores, se le pide que evolucione rápidamente y desarrolle estrategias y técnicas para hacer frente a los nuevos conjuntos de requisitos desarrollados por sus clientes. Estos incluyen: respeto de los derechos humanos, salud y seguridad en el lugar de trabajo, protección ambiental, comercio justo y prácticas operativas, seguridad del consumidor, gestión de productos químicos, trazabilidad de las materias primas y bienestar animal.
Estas proliferaciones de requisitos junto con la complejidad inherente vinculada con las medidas adecuadas de control global están creando un

22
potencial para mayores costos en toda la cadena de suministro de cuero y una caída paralela en la efectividad de las estrategias propuestas.
En este contexto, la conferencia propondrá y compartirá una perspectiva innovadora sobre todo el tema y brindará una serie de puntos de vista para una gestión responsable de la cadena de suministro a través de nuevas herramientas operativas y modelos innovadores de relaciones comerciales en la cadena mundial de suministro de cuero.
Fuente: Journal of the american leather chemists associationLeer más: http://alcajournal.com/index.php/abstracts/2017/september-2017/
5.3. Una nueva curtiduría se ha unido a la certificación brasileña de sostenibilidad (CSCB)Rhoma Peles es la empresa más nueva que se adhiere a la certificación brasileña de sostenibilidad de cuero (CSCB). Especializados en pieles de cabra y cordero, se han unido al CSCB, un programa que ha logrado importantes avances en el curtido brasileño en procesos como la eficiencia energética, el consumo de agua y las relaciones con la comunidad.
El CSCB es promovido por el Centro para la Industria Brasileña de Curtido (CICB) con el apoyo de Brazilian Leather, un proyecto para estimular las exportaciones de cueros y pieles brasileños desarrollado por CICB en asociación con la Agencia Brasileña de Promoción de Comercio e Inversión (Apex -Brasil).
La entrada a la CSCB coincide con el comienzo de las actividades del mercado internacional de Rhoma Peles, luego de un amplio reconocimiento en Brasil por su suministro de pieles usadas para ropa, zapatos y bolsos. “Creo que en el mercado actual, solo una empresa certificada que se preocupa por la sostenibilidad tiene una posibilidad de éxito y perpetuidad”, dice Roberto Luís Hartmann, gerente de producción técnica de Rhoma Peles.Leer más: https://goo.gl/5tKiby
5.4. Restos de alimentos ayudan a hacer un par de zapatosTomar residuos de la industria alimentaria, como, por ejemplo: sobras de aceite de oliva o de algarrobas, y de ahí extraer sustancias para producir o curtir cueros, tratarlos químicamente o incluso conseguir hacer colorantes. Son los retos con materiales ecológicos de la nueva innovación en el diseño del Centro Tecnológico del Calzado en Portugal (CTCP), una especie de laboratorios de pruebas, creada en 1986 por APICCAPS (Asociación Portuguesa de la Industria del Calzado, Componentes, artículos de cuero y sus sustitutos) con el IAPMEI y el INETI, para responder a las necesidades de las empresas del sector. El proyecto implicará a otros 32 socios, entre ocho empresas de calzado, cuatro de producción de cuero, universidades y otros centros tecnológicos.
Leer más: https://www.dn.pt/sociedade/interior/as-sobras-da-alimentacao-ajudam-a-fazer-um-par-de-sapatos-8687485.html
5.5. Desarrollan una forma de convertir los desechos sólidos de cuero en fertilizantes y otros productos
Un equipo de investigación chino ha desarrollado una forma de convertir desechos sólidos de cuero en fertilizantes y otros productos, resolviendo un problema que ha afectado a las compañías de cuero durante años.
Dirigido por Wang Quanjie, profesor de la Universidad de Yantai, el equipo puede licuar desperdicios de cuero y convertirlo en abono orgánico o materiales de construcción, como adhesivos, después de que los investigadores extraen el cromo de metal pesado del lodo de cuero.
Wang dijo que los desperdicios de cuero eran ricos en

23
proteínas. En la provincia de Shandong, las empresas tienen que pagar alrededor de 1.000 yuanes (150 dólares) para disponer de una tonelada de residuos producidos durante el proceso de fabricación del cuero. El nuevo método acaba de ser revisado por el departamento de ciencia y tecnología de la provincia de Shandong.
China es el principal productor y consumidor de cuero del mundo. El país produce más de 4,5 mil millones de pares de zapatos de cuero cada año, lo que genera 1,4 millones de toneladas de desechos sólidos de cuero, incluidas 280,000 toneladas que contienen cromo.
En 2016, China agregó desechos que contienen cromo a su lista de desechos peligrosos, lo que prohibió su eliminación a través de vertederos e incineración.
“El nuevo método para reciclar o reutilizar los residuos no solo alivia la contaminación causada por los desechos sólidos de cuero, sino que también trae beneficios económicos a las empresas”, dijo Dan Weihua, un experto en evaluación.
Leer más: http://en.chinaleather.org/News/20170928/294200.shtml
5.6. Las empresas Lanxess y Novozymes continúan en asociación para mejorar los conceptos de producción sostenible en la industria del cuero
La empresa especializada en productos químicos Lanxess y el productor de enzimas industriales con sede en Dina-marca Novozymes han acordado ampliar su colaboración.
Las compañías en mención decidieron que continua-rán trabajando juntas en las soluciones con enzimas ya formuladas, así como también en el desarrollo de nue-vas tecnologías de enzimas “para mejorar los concep-tos de producción sostenible en la industria del cuero”.
Entre las soluciones que han desarrollado previa-mente, está la tecnología de proceso X-Zyme, una so-lución de remojo y depilación basada en enzimas. Además se está diseñando enzimas mediante inge-niería de proteínas y cribado robótico avanzado para obtener así determinadas características deseadas.
La empresa Lanxess usó su know-how de pro-cesos para garantizar que estas enzimas pue-dan emplearse con éxito en condiciones reales.
Actividades en el centro de aplicaciones de cuero en Lanxess (crédito: Lanxess).
Fuente: http://leatherbiz.com/fullitem.aspx?id=147237
5.7. Nueva edición: Huella de carbono para el cuero - Norma europea UNE-EN 16887:2018
Leather. Environmental footprint. Product Category Rules (PCR). Carbon footprints.
Según la web site www.aenor.es nos dio a conocer la nueva edición UNE-EN 16887:2018 Huella de carbono para el cuero, en donde esta norma europea nos ofrece un sistema de cálculo de la huella de carbono del cuero, entendido éste como se define en la norma EN 15987 y vendido en estado semiacabado o listo para su uso en los procesos de fabricación de artículos de consumo. Esta norma ha sido elaborada por el comité técnico CTN 59 Industrias del cuero, calzado, y derivados, cuya secretaría desempeña INESCOP.
Leer más: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?tipo=N&codigo=N0059658#.WoXmzoPOWUk

24
5.8. La empresa de productos químicos LANXESS ha organizado una vez más un simposio dedicado a la industria del cuero.
Según la web site lanxess.com el simposio tuvo lugar en la sede central de la compañía en Colonia los días 11 al 12 de enero de 2018 y se celebró por tercera vez, de las cuales se contó con la presencia de alrededor de 70 representantes de los principales fabricantes de marcas de la industria e institutos de certificación.
Después del discurso de bienvenida de Luis López Remón, jefe de la unidad de negocio de cuero de LANXESS, numerosos expertos de la industria del cuero dieron discursos de primer nivel sobre el tema.
El Dr. Volker Rabe, director de gestión técnica de productos para la curtiduría en LANXESS, explicó las propiedades físicas y químicas de los materiales utilizados en la empresa, así como las diferentes etapas del proceso de producción. Victoria Addy del British BLC Leather Technology Center brindó una visión general de los esfuerzos actuales y una evaluación de riesgos necesarios para su aplicación en la industria del cuero, para así manejar los productos químicos de esta industria de una manera responsable.
Al final del evento, el Dr. Dietrich Tegtmeyer, (responsable de LANXESS - global development of crusting and leather industry relations), presentó una tecnología innovadora para el reciclado de virutas de cuero en la producción de cuero.
Con el proyecto “Producción eficiente de productos químicos para el cuero” (ReeL), presentó un concepto de planta modular totalmente conectado a la red para la producción de recurtientes con X-Biomer directamente en la curtiduría, dando así un anticipo en la producción de cuero del futuro.
El Dr. Dietrich Tegtmeyer explicando el proyecto
“Resource-efficient production of leather chemicals” (ReeL), de LANXESS Foto: LANXESS AG
Leer más: https://goo.gl/S9bES2
5.9. Novedades técnicas en curtición fue organizado por INESCOP.
El pasado 29 de noviembre del 2017, tuvo lugar en la Confederación Empresarial Valenciana (CEV) la jornada: Novedades Técnicas en Curtición.
En ella se informó a técnicos y expertos del sector sobre las últimas novedades disponibles en cuanto a la curtición de pieles.
Los técnicos de INESCOP fueron los encargados del primer bloque en el que se trataron nuevas técnicas para acabados funcionales, como el láser-plasma en curtidos; procesos relacionados con una curtición más sostenible, así como ejemplos de economía circular; y novedades formativas para curtidores.
A continuación, Mariví Galiana, consultora de Leather Working Group (LWG), informó sobre las auditorías a las curtidurías. Tras esta ponencia, técnicos de la firma Barrachina´s informaron sobre las nuevas tecnologías en la coordinación entre acabado del calzado y el acabado del curtido.
Para finalizar tomó de nuevo la palabra INESCOP y explicó las últimas novedades en cuanto a normalización y control de calidad de cueros.
Leer más:

25
Leer más:http://inescop.es/es/actualidad/noticias/162-inescop-po-ne-al-dia-al-sector-curtidos
El programa abarcó sobre como adquirir los conocimien-tos sobre tipos, calidades y defectos del cuero al objeto de optimizar su compra y utilización para la fabricación de calzado.
1. Importancia de la identificación y clasificado. 2. Procedencia, origen y tipo de curtición3. Principales defectos del cuero4. Normativa para la clasificación5. Inspección de cueros6. Recomendaciones prácticas
Leer más: http://inescop.es/formacion/
5.10. Las empresas XEROS y LANXESS lanzan tecnología “sin agua”
La empresa Xeros, saltó a la fama hace unos años con la comercialización de unas revolucionarias lavadoras que reducían el consumo de agua un 80% al utilizar un deter-gente compuesto por pequeñas perlas de polímeros de nailon que atraían la suciedad.
Esta tecnología no tardó en captar la atención de la in-dustria del cuero. De este modo, a principios del año 2015, la compañía de químicos aplicados a la curtición Lanxess firmó un acuerdo con Xeros para trasladar esta tecnología a la industria de la curtición para reducir el consumo de agua.
Por el momento, ambas empresas han confirmado que la primera fase del proyecto ha finalizado y que en breve se procederá a la validación técnica y posterior comer-cialización.
Según los responsables del proyecto, esta patente de polímeros producirá unos cueros de mayor calidad y mi-nimizará el consumo de agua, energía y productos quí-micos.
Leer más: LederPiel. Revista técnica de la piel y de sus
manufacturas. Especial Productos Químicos. Año XIX Número 101 .
Leer más: https://www.lederpiel.com
5.11. Navegación precisa sin GPS sobre sus botas
El sistema de posicionamiento global puede ubicarte a una distancia de entre 5 y 10 metros en cualquier parte de la Tierra, siempre y cuando tu receptor esté en la lí-nea de visión de múltiples satélites.
Obtener información de ubicación en interiores es complicado. Ante lo mencionado un equipo de la Uni-versidad de Utah ha presentado la solución: un conjun-to de sensores y circuitos montados en una bota puede determinar la posición con una precisión de unos 5 me-tros, en interiores o exteriores, sin GPS.
El sistema de navegación, posee un prototipo muy ro-busto que podría ayudar a los trabajadores de rescate en emergencias a navegar dentro de edificios, y mos-trarles a los bomberos dónde están los miembros de su equipo.
También podría integrarse con juegos de realidad vir-tual aumentada. Los investigadores de la Universidad de Utah presentaron su sistema de navegación sin GPS en la International Solid-State Circuits Conference en San Francisco - USA.
Young pidió al estudiante graduado Qingbo Guo que descubriera una forma de mantener estos sensores ca-librados. Guo encontró la solución en la biomecánica.
Durante cada paso, el talón está anclado al suelo duran-te aproximadamente 100 milisegundos. Guo descubrió cómo medir este instante de quietud o reposo, y lo usó para corregir el movimiento falso en la deriva de datos de la IMU. “Restablece el cálculo de la posición con cada paso, por lo que no acumula errores”, dice Young.
Foto tomada del archivo del estudiante Qingbo Guo (https://spectrum.ieee.org)

26
Guo diseñó un sensor de presión MEMS flexible para co-locarlo debajo de la plantilla de una bota con IMU.
Calculó que el sistema necesitaba alrededor de 1000 sensores para obtener lecturas precisas (y brindar re-dundancia en caso de que algunos sensores se estro-peasen), y construyó un circuito personalizado para
combinar datos de la IMU y los sensores de presión, y di-señó los algoritmos necesarios.
Leer más: https://goo.gl/fap8yM

27
6 . Eve nto s re l a c i o n a d o s6.1. Evento :
114° Convención Anual de la Asociación Americana de Químicos de Cuero
Lugar: Illinois – EEUUFecha: 19 al 22 de Junio del 2018Web SIte: http://leatherchemists.org/index.php/annual-convention/
Esta edición se realizará en el mes de junio, este evento es la convención especializada en investigaciones del sector de cueros de los EE.UU.
El Presidente del ALCA, David Peters, abrirá el Programa técnico a las 9 a. m. El miércoles 20 de junio. El programa técnico de este año será organizado nuevamente por el Vicepresidente Mike Bley y ofrecerá una amplia gama de tecnologías de cuero que curten el bronceado para terminar con los problemas medioambientales. visto en los próximos meses en esta sección de nuestro sitio web.
La 59ª Conferencia de John Arthur Wilson contará con la presencia de Jonathan (Jon) Clark, CEO de PrimeAsia. Las sesiones técnicas finalizarán a las 4:45 p.m., seguidas de Fun Run a las 5:30 p.m. La recepción se llevará a cabo de 6:30 a 7 en el Pabellón, seguida de bolos, dardos, piscina y barra libre de 8 a 11 pm en Kegler’s.
Los documentos técnicos se reanudarán el jueves por la mañana a las 9 a. m. y la Reunión Anual de Negocios finalizará las sesiones de la mañana a las 11:15 a. m.
Los documentos técnicos se reanudarán en la tarde a la 1:30 a 4:15 p.m. con la Hora social del banquete de premios que comenzará a las 6 p.m. en Linden Ballroom.
La cena seguirá a las 7 pm con las presentaciones posterior a los premios. La convención se cerrará el viernes por la mañana después del desayuno de 7 a 10 a.m.
6.2. Evento :
20 th International Technical Footwear Congress
Lugar: Portugal Fecha: 16 – 18 de Mayo del 2018Web site: www.porto2018.uitic.org
Esta edición la han organizado conjuntamente la APPICAPS (Asociación Portuguesa de Fabricantes de
Calzado, Componentes y Marroquinería) y CTCP (Centro Tecnológico del Calzado de Portugal).
El Congreso, que tendrá lugar en Oporto (Portugal) durante los días 17 y 18 de mayo de 2018, girará en torno al tema principal “De la moda a la fábrica: una nueva era tecnológica”, y en el se presentarán proyectos y tecnologías innovadores para la industria del calzado. Además, durante los tres días previos al congreso se organizarán visitas a fábricas de la zona.
Todos aquellos interesados en enviar sus propuestas para presentación oral o póster pueden hacerlo únicamente de forma online a través de la página web del Congreso www.porto2018.uitic.org, donde también encontrarán las instrucciones pertinentes.
6.3. Evento :
TransfiereArgentina
8° Foro Iberoamericano de Ciencia, Tecnología e InnovaciónLugar: Mar del Plata (Argentina)Fecha: 27-28 de Septiembre 2018Web site: http://forotransfiere.com
Con éxito se realizó el Foro Europeo para la Ciencia, Tecnología e Innovación, Transfiere, la cual en su séptima edición, se llevó a cabo el pasado 14 y 15 de febrero en Málaga (España) posicionándose como el principal evento sobre I+D+i.
El evento tiene como objetivo poner en un campo común a investigadores y empresas para propiciar la transferencia de conocimiento.
En 2018 mantiene la generación de networking como esencia de sus contenidos e incorpora como principal novedad un espacio dedicado a la innovación abierta para empresas de nueva creación.

28
En TRANSFIERE los participantes pueden:
1. Transferir conocimiento científico y líneas de investigación tecnológica2. Dar a conocer sus productos y servicios innovadores3. Conocer las necesidades tecnológicas de la Administración Pública4. Conseguir financiación para proyectos innovadores
6.4. Evento :
Leather Working Group Regional Meeting
Lugar: Hong KongFecha: Sábado 17 de marzo de 2018Web site: http://www.leatherworkinggroup.com/
El objetivo de este grupo de múltiples partes interesadas es desarrollar y mantener un protocolo que evalúe el cumplimiento ambiental y las capacidades de rendimiento de los fabricantes de cuero y promueva prácticas comerciales ambientales sostenibles y apropiadas dentro de la industria del cuero.
Leather Working Group está compuesto por diversas marcas, miembros minoristas, fabricantes de productos, fabricantes de cuero, proveedores de productos químicos y expertos técnicos que trabajan en conjunto para mantener un protocolo de administración ambiental específico para la industria de fabricación del cuero.

29
7 . A n á l i s i s d e l a Vi g i l a n c i a Te c n o l ó gi c a7. 1. Desde el ámbito de las investigaciones
Durante estos últimos años, las investigaciones buscan mejorar la producción en la industria del cuero, haciéndolo ecoamigable con la utilización de insumos y/o procesos que pueda sustituir en el procesamiento convencional del cuero, obteniendo así una posible disminución en el impacto generado en el medio ambiente.
De acuerdo con la figura 2 podemos mencionar que, a partir del 2015, más investigadores se están interesando por avocar sus estudios en sustituir los insumos químicos utilizados por la industria del cuero.
Actualmente la tendencia es que las empresas obtengan certificaciones con responsabilidad medio ambiental, sin embargo, esta tendencia aun es lejana para curtidoras que procesan pequeños volumnes de pieles. Figura 2. Producción de publicaciones realizadas en los últimos años
Leer más: http://www.aenor.es/aenor/normas/normas/fichanorma.asp?ti-po=N&codigo=N0059658#.WoXmzoPOWUk
Cabe mencionar que países como La India y China vienen liderando la producción de publicaciones cientifcas en la temática de estudio del presente informe, según se evidencia en la figura 3.
0123456789
10
:2006 :2007 :2008 :2009 :2010 :2011 :2012 :2013 :2014 :2015 :2016 :2017 :2018
P R O D U C C I Ó N D E P U B L I C A C I O N E S R E A L I Z A D A S E N L O S Ú L T I M O S A Ñ O S
N° Publicacion(es) Año de la Publ icación
Figura 3. Producción de publicaciones realizadas por países referidas a la afiliación del autor.
0 1 2 3 4 5 6 7
China
Alemania
India
Nueva Zelanda
Italia
España
NÚMERO DE PUBLICACIONES
Producción de Publicaciones por países
N° Publicacion(es) País (afiliación)
Sin embargo, cabe mencionar que la generación de los compuestos más tóxicos se realiza en las fases de precurtido y curtido, esto contribuye aproximadamente con el 80-90% de la carga contaminante total (2), por la cual, se puede evidenciar que existen más publicaciones científicas referidas a esas etapas del procesamiento del cuero, como se puede ver reflejado en la figura 4. Figura 4. Publicaciones realizadas teniendo en cuenta el enfoque para una determinada etapa del procesamiento del cuero.
0
1
2
3
4
5
6
7
N°P
ublic
acio
nes
N° Publicaciones realizadas por temática
Curtido Preservación, curado Secado Teñido Desencalado contaminantes químicos Pelambre
En las investigaciones mencionadas en este informe tenemos que los autores chinos Jiacheng Wu (afiliado al Laboratory of Leather Chemistry and Engineering of Ministry of Education, Sichuan University en China) y Wuyong Chen (afiliado al National Engineering Laboratory for Clean Technology of Leather Manufacture, Sichuan University en China) y la investigadora de nacionalidad india Sundararajan Shakilanishia (afiliada a la School of Bio Science and Technology, VIT University en La India) son los autores que registran más publicaciones al respecto, con dos publicaciones cada uno.

30
Jiache… Wuyong Chen Sundararajan Shakilanishia
00.5
11.5
22.5
Lu C. Li Y
.Xu W
.
Li Zhao
Wuyong
Chen
Jinwei Zh
angJun L
iu
Yunhan
g Zeng
Ying S
ong
Jianfei
Zhou
Anna-Luis
a…
Eckhard
Weidne
r
Ram Chan
dra
Prachi C
haud
hary
Anil Kumar
Jing H
u
Kasturi
, V.
Palanisa
my…
Balachan
dran…
Grasso, G
.
Sunda
rarajan
…
Chittiba
bu…
V. Sega
rra
M. A. M
artínez
C. Rasp
i
N°Pu
blica
cione
s
Autores
N° de Publicaciones por autores
Figura 5. Producción de publicaciones científicas de los autores
7. 2. Desde el ámbito de las patentes
Para medir el grado de innovación tecnológica de una determinada región se ha utilizado el indicador de producción de patentes enfocados al procesamiento del cuero, cabe mencionar que en los últimos años se vienen generando patentes para una mayor competitividad en el mercado, como se viene reflejando (figura 6) a partir de los años 2013 – 2014 y 2017-hasta la fecha.
Figura 6. Producción de patentes realizadas en los últimos años.
00.20.40.60.8
11.2
:2001:2002
:2003:2004
:2005:2006
:2007:2008
:2009:2010
:2011:2012
:2013:2014
:2015:2016
:2017:2018
N°P
aten
tes
Producción de Patentes en los ultimos años
Año de la Publ icación
Este desarrollo tecnológico se evidenció con las patentes publicadas, en donde Los Estados Unidos de América (dos patentes) encabeza los esfuerzos científicos y tecnológico en la aplicabilidad de generación de procesos sostenibles con el medio ambiente, además se puede mencionar que países como China, Reino Unido, España y Japón se encuentran en esta línea de tendencia de producción limpia en la industria del cuero.
Figura 7. Producción de patentes realizadas en referencia a sus países de registro.
0 1 2 3
Estados Unidos
Japón
España
Reino Unido
China
N° Patentes registradas por país
N° Patentes
Sin embargo, la formulación de nuevos procesos tecnológicos se vio enfocada mayormente en la etapa de curtición (ver figura 8), además se tiene que países como España, Estados Unidos de América y el Reino Unido son los lugares en donde se prioriza dicha etapa.
La empresa privada también esta inmiscuida en este desarrollo tecnológico, como las que fueron descritas anteriormente en la sección de alternativas de insumos y procesamiento del cuero (ver Capitulo 3).
Esto corrobora que las instituciones que realizan investigación y las empresas del rubro interesado, es la asociación más conveniente para la generación de desarrollo de nuevas tecnologías.
Figura 8. Patentes que se enfocan a una determinada etapa del procesamiento del cuero.
0
0.5
1
1.5
2
2.5
Curado depieles sin curtir
Curtición Recurtición Neutral ización Remojo
Nº
de p
aten
tes
N° Patentes que se enfocan a un determinada etapa durante el procesamiento del cuero
Además, se pudo comparar que entre los inventores de patentes decritos en este informe, no hay uno que sobresalga de los demás autores, pero si se puede mencionar que la mayoría de esos centran sus esfuerzos en la etapa de curtido del procesamiento del cuero, tal como re refleja en la figura 8.

31

/ITPproducción @ITPproducción ITPproducciónITPproducción
Av. República de Panamá 3418 Interior 5Urb. Limatambo – Lima – Lima – San Isidro
Email: [email protected]éfonos : (511) 577 0116 / (511) 577 0118