· web viewcalibrations of the user instruments are carried out by comparing the measurements...
TRANSCRIPT

QUALITY MANUALOF
CONFIDENCE STEEL LIMITED

Confidence Steel Limited
TABLE OF CONTENTS
Chapter Title Page
Quality Policy & Objectives 4-5
Cahpter-1
Quality ManagementSystem
Endorsement of the QMS 6-6
List of Abbreviations 7-7
Distribution 8-8
Quality Management System 9-12
Management Responsibility 13-18
Resources Management 19-22
Product Realization 23-29
Measurement, Analysis & Improvement 30-32
Chapter-2 Raw Material
Structural Steel ( Angle Sections & Plates) 33-37
Zinc 38-38
Chapter-3Fabrication & Galvanization
Fabrication 40-44
Galvanization 45-48
Final Acceptance and Testing of Fabricated and Galvanized product 49-50
Final Acceptance and Testing of Bolt, Nut & Washer. 51-72
Cahpter-4Delivery
Packaging Requirement 74-79
Loading Requirement 80-81
Page 2 of 82

Quality Manual
CAHPTER-1QUALITY
MANAGEMENT SYSTEM
Page 3 of 82

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-01Revision No.: 0
QUALITY POLICY & OBJECTIVES Effective Date: 01 Apr, 07Page No.:
QUALITY POLICY OF CONFIDENCE STEEL LTD
Confidence Steel Limited is committed to build and sustain itself as an organization where quality shall be the hallmark of every activity. Confidence Steel Limited will continuously strive to upgrade the work skill, manufacturing facilities and systems to achieve consistent product quality, global competitiveness and customer satisfaction.
It is the policy of CONFIDENCE STEEL LTD to—
1. a. Establish Quality Management Systems within CSL to identify and control processes to assure the quality of products.
b. Implement within CSL a Quality Management System in accordance with the International Organization for Standardization's ISO 9001: 2008 Quality Management System Standards.
c. Obtain and maintain third-party certification to the ISO 9001 standard for all key processes at.
2. Increase customer satisfaction by,
a. Decreasing the customer complains
b. Increasing the volume of product delivery on time
3. Increase on-the-job training of the total work force
4. Increase the sales growth of the organization
This policy will be reviewed at least once in a year for its continuing suitability.
Page 4 of 82

Quality Manual
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-01Revision No.: 0
QUALITY POLICY & OBJECTIVES Effective Date: 01 Apr, 07Page No.:
QUALITY OBJECTIVES OF CONFIDENCE STEEL LTD
Confidence Steel Ltd. has taken up following quality objectives for the next three years time period:1. It will implement Quality Management System in accordance with ISO 9001:2000 standard and obtain third-party certification by June 2007 and maintain the same.
2. Present market share will be improved continuously by increasing the sales value .
3. It will adopt appropriate system to improve production volume
4. It will adopt appropriate system to minimize wastage by at least 0.5% per year
5. It will target for minimum break-down .
6. It will train 15% of its people every year to improve skill.
Page 5 of 82

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-02Revision No.: 0
ENDORSEMENT OF THE QMS Effective Date: 01 Apr, 07Page No.: 1 of 1
CONFIDENCE STEEL LTD (CSL) has established a Quality Management System incorporating the requirements of ISO 9001: 2008. This Quality Manual (QM) is an overview of the Quality Management System (QMS) of CSL. Details of inside view of the quality system and commitment, which (CSL) have been pursuing, are shown in this manual. The quality manual (QM) is the sole property of CSL. Updating of the manual is done as per the Document and Data Control procedure of the Quality Management System. Customer who has been provided with controlled copies of this manual will be informed whenever an amendment in the Quality Manual is made.
Distribution of the CONTROLLED copies of this manual is limited within the List of Controlled Copy Holders of the Quality Manual. CONTROLLED/UNCONTROLLED copy of the manual can be made available to the Customers and any distinguished personality with the written permission of the Managing Director.
Page 6 of 82
Quality Manual
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-03Revision No.: 0
TABLE OF CONTENTS, LIST OF ABBREVIATIONS, & DISTRIBUTION
Effective Date: 01 Apr, 07Page No.: 2 of 3
LIST OF ABBREVIATIONS
Dir : Director
IC : Incharge
MD : Managing Director
CSL : Confidence Steel Ltd
MR : Management Representative
PO : Purchase Order
QF : Quality Forms
QM : Quality Manual
QMS : Quality Management System
QP : Quality Policy
QPr : Procedures
QWI : Work Instruction
Page 7 of 82

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-03Revision No.: 0
TABLE OF CONTENTS, LIST OF ABBREVIATIONS, & DISTRIBUTION
Effective Date: 01 Apr, 07Page No.: 3 of 3
LIST OF DISTRIBUTION
Followings are the controlled copyholders:1st Copy Managing Director 2nd Copy CEO3rd Copy Head of Operation4th Copy Marketing
5th Copy Procurement6th Copy Production7th Copy Quality8th Copy Maintenance9th Copy Fabrication In-charge10th Copy Customer Services In-charge11th Copy Galvanizing In-charge12th Copy Delivery In-charge13th Copy Store In-charge14th Copy Management Representative (MR)15th Copy Reserved for Auditors
NB: Whenever any revision takes place in this Quality Manual, a record of revision is maintained under Last Change Record. This is done as per Procedure Document and Data Control No. QP-DCL-1 and as per Form No. QF-DCL-06. Please refer to the above for future reference.
Page 8 of 82

Quality Manual
1. Introduction
CONFIDENCE STEEL LTD (CSL) is one of the most modern steel fabrication company in our country established on 30th July in 2005 , started to function and have grown and diversified into a multifaceted Steel Engineering organization. It is equipped to manufacture Galvanized Telescopic Poles, Machineries, Gear-Box for water pumps, Screws & Fasteneres, Telecommunication & Transmission Towers, Portable Steel Bridges, Pole Fittings & Hardware etc. It has its registered office address as follows:
Noor Tower (10th Floor), 110, Bir uttam C.R Dutta Road (Sonargaon Road)Dhaka-1205, Bangladesh
Telephone no. 88-02-9666395,9666396Fax No. 88-02-9673864E-mail:[email protected]
Factory Address:
Nayapur, Barabo, Sonargaon, Narayanganj,Bangladesh
Telephone no. 7617704Fax No.-88-02-7817704
2. ScopeThis document outlines the Quality System that is followed by the personnel of the Confidence Steel Ltd throughout its all functions. This Quality System is designed to comply with the requirements of ISO: 9001:2008.
The Quality Manual includes the quality policy and the quality objectives of Confidence Steel Ltd and describes the organizational structure, identifies management responsibilities, and references the processes and procedures and supporting Quality System documents and records.
Quality Manual has been organized so that the section titles correspond to those of the clauses/elements of ISO: 9001:2008. Where appropriate, procedures are referenced that provide more detailed information.The CSL Quality Manual provides general policies & procedures for the purchasing, design, manufacturing, testing, storage and selling of CSL products including its compliance to ISO9001:2000.
The scope of the activity of the company covers the following activities:Manufacturing & supply of Telecom Towers, Transmission Towers, Steel Pole, Portable Steel Bridge, Water Distribution Steel Pipe, Hardware, screws & fasteners etc for international & local market.
3 Application: All the clauses of ISO9001:2008 except Design & development (7.3), Validation of processes for production and service provision (7.5.2) and customer property (7.5.4).
4. Normative references: ISO9001:2008 Quality system- Model for quality assurance in Production & Marketing.Manufacturing standards are: BS8110 & BS829
5. Quality Management System of Confidence Steel Ltd
Confidence Steel Ltd is responsible to manufacture Telecom Towers, Transmission Towers, Steel Pole, Portable Steel Bridge, Water Distribution Steel Pipe, Hardware complying with the requirements stipulated by customer and delivers the same in accordance to the agreed schedule.
Page 9 of 82
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-04Revision No.: 0
QUALITY MANAGEMENT SYSTEM-REQUIREMENTS
Effective Date: 01 Apr, 07Page No.: 1 of 4

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-04Revision No.: 0
QUALITY MANAGEMENT SYSTEM-REQUIREMENTS
Effective Date: 01 Apr, 07Page No.: 2 of 4
Accordingly, Confidence Steel Ltd has planned, mobilized human and material resources and established the sequence of processes to realize the product. It also established and maintains a Quality Management System and continually improves its effectiveness in accordance with the requirements of ISO-9001: 2008 standard. The Quality Manual includes the details of QMS, references to documented procedures and a description of the interactions between the following processes.
a. Commercial: dealing with purchase and procurement b. Marketing dealing with sales, shipping and transportationc. Stores: dealing with storage, handling and safekeeping of materials and productsd. Product Developmente. Production process involves the following,
f. Human Resources Managementg. Maintenance Management.
These are included in the QMS. The Quality Manual of Confidence Steel Ltd is a direct collection of QMS documents with references to documented procedures.
A mapping of the quality management system involving the major processes has been given in the next page.
Page 10 of 82
a.) Fabrication, Trial assemblyb.) Testing for different stages on
different criteriac.) Galvanizingd.) Final Inspectione.) Storage & Dispatch

Quality Manual
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-04Revision No.: 0
QUALITY MANAGEMENT SYSTEM Effective Date: 01 Apr, 07Page No.: 3 of 4
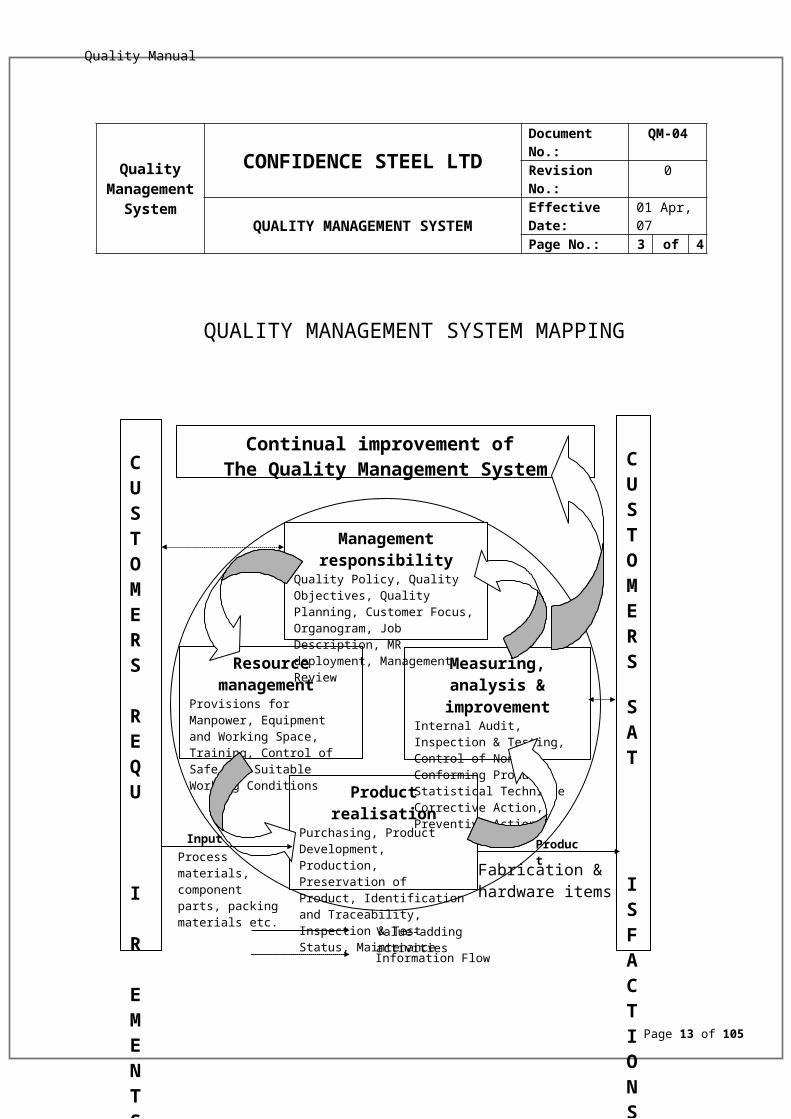
QUALITY MANAGEMENT SYSTEM MAPPING
Page 11 of 82
CUSTOMERS
R EQU I R EME N T S
CUSTOMERS SAT ISFACT IONS
Continual improvement of The Quality Management System
Product realisationPurchasing, Product Development, Production, Preservation of Product, Identification and Traceability, Inspection & Test Status, Maintenance
Resourcemanagement
Provisions for Manpower, Equipment and Working Space, Training, Control of Safe and Suitable Working Conditions
Measuring, analysis & improvement
Internal Audit, Inspection & Testing, Control of Non-Conforming Product, Statistical Technique Corrective Action, Preventive Action,
Management responsibility
Quality Policy, Quality Objectives, Quality Planning, Customer Focus, Organogram, Job Description, MR deployment, Management Review
ProductInputProcess materials, component parts, packing materials etc.
Fabrication & hardware items
Value-adding activities
Information Flow

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-04Revision No.: 0
QUALITY MANAGEMENT SYSTEM Effective Date: 01 Apr, 07Page No.: 4 of 4
The QMS is reviewed from time to time to ensure suitability and continual improvement by the Management Representative (MR) and Review Committee.
Accordingly, corrective and preventive actions are adopted to improve the system. Customer is informed whenever any modification in the QMS takes place.
All documents of Confidence Steel Ltd are controlled in accordance with the Procedure for Document Control (QP-DCL-1).
CSL established documented procedure for the identification, storage, protection, retrieval, retention time and disposition of quality records.
6. Quality Manual
This Quality Manual applies to whole of Confidence Steel Ltd and includes all functions that affect quality of product. This manual specifies the Quality Management System of CSL and defines the interactions between the processes. It defines the scope of QMS including details of and justification for any exclusions.
7. Control of Documents
Confidence Steel Ltd has established procedure to control Quality documents (QP-DCL-1). Documents defined as quality records will be controlled according to procedure for Control of Quality Records.
Procedure no. QP-DCL-1 gives details of the Control of Quality Documents.
8.Control of Quality Records
A Master List of Quality Records, which contains Document no, retention period, responsibility and document name is maintained by CSL.
CSL allows customers to refer to the Quality Records if they require it during the retention period.
Procedure no. QP-DCL-2 gives details of the Control of Quality Records.
Page 12 of 82
Quality Manual
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-05Revision No.: 01
MANAGEMENT RESPONSIBILITY Effective Date: 01 Apr, 07Page No.: 1 Of 6
1. Management CommitmentIt is the policy of Confidence Steel Ltd (CSL) to meticulously implement the QMS. The QMS will be developed and continually improved. Following measures are taken to improve the effectiveness of the QMS.The organisation now produces Telecom Towers, Transmission Towers, Steel Pole, Portable Steel Bridge, Water Distribution Steel Pipe, Hardware etc as given in para 1. Introduction (QM-04) of the manual, complying with the requirements stipulated by customer and delivers the same in accordance to the agreed scheduleThe QM demonstrates the commitment of CSL in developing and implementing QMS, meeting all the customer needs, the statuary & regulatory requirements where applicable, establishing and implementing quality policy and quality objective, conducting regular management review meeting & providing required resources.
2. Customer Focus:Top priority is given to customer requirement and customer satisfaction. All the requirements of the customer regarding product sale and after sales service (where applicable) is documented and implemented. 3. Quality Policy
The Quality Policy of Confidence Steel Ltd has been established (Ref: QM-01, page 1 of 2). Quality Policy (QP) embraces all functions of CSL. QP reflects the commitment of CSL in meeting the requirements of the customer. The Quality Objectives consistent to QP has been defined (Ref: QP-01). The QMS includes commitment to review the policies and objectives for continuing suitability and improvement. CSL ensures that Quality Policies are understood at all levels through briefing sessions, training and on job performance. This policy should be reviewed at least once in a year for its continuing suitability.
4. Planninga. Quality Objectives
Ref: QM-01 (page 2 of 2)b. Quality Planning
Confidence Steel Ltd (CSL) has identified the resources needed to achieve the Quality Objectives. Accordingly planning has been established. Output of planning is documented.Interlink of responsibilities between different functions in relation to different activities of Quality Management System has been shown in the next page.To explain the requirements of quality and how it is met with the Quality System, quality planning is made. The planning process takes care of the various activities that are essential to meet the specified requirements for products manufactured by CSL and to ensure customer satisfaction. The quality-planning format is available in the following pages:
Page 13 of 82

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-05Revision No.: 0
MANAGEMENT RESPONSIBILITY Effective Date: 01 Apr, 07Page No.: 2 of 6
Quality Planning Format
Activity Procedure Reference
Responsibility Reference Document Quality Records
Document Control QP-DCL-1 Management Representative
List of Procedures/ Work Instructions/ Formats/Tags/Register/ Specifications
Control of Quality Records
QP-DCL-2 Do All Quality Records as per List: QF-DCL-03
Management Review
QP-MNG-1 Do Internal Audit Summary, Customer Complaints Summary, Corrective and Preventive Action Summary
Records in minutes of meeting of Management Review
Training Administration Incharge
Appraisals, Evaluation Reports
Training Records QF-HRD-06
Suitable and Safe Working Conditions
All Incharges Check Lists, Fire Drill Records
Fire Drill Records, Record of working condition QF-HRD-01
Contract Review Technical Incharge,
Director (Sales), MD
Limits of Authority, Price Approval, Product Brochures, Stock Reports
Contract Review and Amendment Records. Invoices.QF-CUS-01
Procurement QP-PRO-1 Procurement Incharge
Specifications of Raw Material, Limits of Authority, Purchase Manual
Vendor Approval Records, Purchase Orders QF-PRO-01,02, 03,07,05,06,07
Process Control QP-PRN-1 Production & Technical Manager
Budget, Production Plan, Stock Report of Raw Materials.
Record Register for production, Batch No Register.
Maintenance Incharges of Maintenance
Annual Maintenance Plans, Monthly Preventive Maintenance Plan, Machine History Card
Break Down Record, Annual Maint. Plan, Machine History CardQF-MNT-01,02,03,07
Product Identification and Traceability
QP-PRN-2 All Incharges Raw Materials /Finished product Identification Cards/Papers.
Tag Numbers, Urgent Permission Tags, Documents,
Inspection and Testing
QP–QIN-1 do Raw Material Specification, Standards for Testing and Inspection.
Receiving Inspection Report, Final Inspection Report, In-Process Inspection Reports.
Control of Nonconforming Products
QP–QIN-2 Production & Technical Manager
Inspection and Testing Procedure, Raw Material and Product Specification
Monthly Analysis of Product Non-conformity QF-QIN-07
Page 14 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-05Revision No.: 01
MANAGEMENT RESPONSIBILITY Effective Date: 01 Apr, 07Page No.: 3 Of 6
Quality Planning Format (Cont’d)
Activity Procedure Reference
Responsibility Reference Document
Quality Records
Inspection & Test Status
All Incharges Manual and Procedure Formats & Tags
Preservation of Products
QP-PRN-3 Incharges of Store and Sales
Material Receipt Memo, Material Transfer or Issue advices, Store Manual
Stock Ledger, Bin Cards, Dispatch advices, Material Receiving Notes.
Control of Inspection, Measuring and Test Equipment
Fabrication In charge
Manual and Procedure Calibration Records QF-QIN –08
Internal Quality Audits
QP–IQA-1 MR Nonconformity Reports Audit AnalysisFM/AUD/555
Corrective Actions QP–CAC-1 All Functional Heads of the
Quality System
Monthly Analysis of Nonconforming Products, Internal Audit Reports Summary, Customer Complaints, Statistical Analysis Reports.
Preventive Actions QP–PAC-1 -do- Monthly Analysis of Nonconforming Products, Internal Audit Reports Summary, Customer Complaints, Statistical Analysis Reports.
Page 15 of 82

Confidence Steel Limited
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-05Revision No.: 0
MANAGEMENT RESPONSIBILITY Effective Date: 01 Apr, 07Page No.: 4 of 6
5. Responsibility, Authority and CommunicationTop management of the company ensures that responsibility and authority has been given to particular personals in the organization. Job description of employees is maintained and organogram shows the inter-relationship and authority to perform a job.Please see the job descriptions & organogram.
Responsibility Matrix
Clause No. Title of requirement MD DIR
(Prdn)
InchargesMRPrdn Contr. Tech. Admn. Sales Servc Procr Store
4 Quality Management System ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■
4.2.3 Procedure for Document Control ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■
4.2.4 Procedure for Control of Quality Records ■ ■ ■ ■ ■ ■ ■ ■ ■ ■
5.6 Management Review Procedure ■ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■
6.2.2 Provision of Training ■ ■ ■ ■ ■ ■6.4 Assessment of Suitable
and Safe Working Environment
□ ■ ■ ■ ■ ■ ■ ■
7.2.2 Contract Review ■ ■ ■ ■
7.3 Design Control NOT APPLICABLE7.4 Purchasing Process ■ ■ ■ ■ □ ■ ■
7.5.1 Process Control ■ ■ ■ □ ■ ■Maintenance Process ■ ■ ■ ■
7.5.3 Identification and Traceability Process ■ ■ ■ □ ■ ■ ■
7.5.4 Customer Supplied Product □ ■ ■ ■ □ ■ ■
7.5.5 Handling, Storage, Packaging, Preservation and Delivery
□ ■ ■ ■ ■ ■
7.6 Control of Inspection, Measuring and Test Equipment
■ ■ ■ ■ ■
8.2.2 Internal Audits Process □ □ ■ ■ ■ ■ ■ ■ ■ ■ ■
8.2.3 Inspection and Testing ■ ■ ■ ■ □ ■
8.2.3 8.2.4
Inspection and Test Status ■ ■ ■ ■ □ ■ ■
8.3 Control of Nonconforming Product ■ ■ ■ □ ■ ■
8.4 Corrective Action □ ■ ■ ■ ■ ■ ■ ■ ■ ■ ■
Preventive Action ■ ■ ■ ■ ■ ■ ■ ■ ■ ■8.5 Statistical Technique ■ ■ ■ ■ ■
Definitions: Prdn: Production Contr: Contracting Tech.: Technical
Admin: Administration Servc: Servicing MR: Management Representative
Procr: Procurement
■: Direct Responsibility □: Indirect ResponsibilityDocument No.: QM-05
Page 16 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Revision No.: 0
MANAGEMENT RESPONSIBILITY Effective Date: 01 Apr, 07Page No.: 5 of 6
a. Management Representative
Mr. Shahidul Islam, Manager (Production & Technical) is the Management Representative of Confidence Steel Ltd He will do the work of Management Representative in addition to his present responsibility. MR will be specifically responsible for the following.
1. Reporting to the Director & Managing Director on the performance of the QMS.2. Needs of improvement in QMS.3. Promoting awareness about customer requirements throughout the organisation.4. Where relevant communication with external parties on matters related to QMS.
b. Internal Communication
It is a policy of Confidence Steel Ltd to ensure communication between various levels and functions regarding the process of QMS and their effectiveness through teams, committees and meetings, telephone, & PABX services, Notice board, Office Memo/Register.
Document No.: QM-05Page 17 of 82

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Revision No.: 0
MANAGEMENT RESPONSIBILITY Effective Date: 01 Apr, 07Page No.: 6 of 6
6. Management Review
a. Introduction
Confidence Steel Limited evaluates the need for change in QMS including Quality Policy and Objectives. The review ensures continuing suitability, adequacy and effectiveness of QMS. Confidence Steel Ltd established documented procedures for management review.
Procedure no. QP-MNG-1 gives details of the Management Review.
b. Review Input
Input of management review includes at least the following
1. Matters arising2. Product Nonconformities3. Internal Audit Results4. Corrective and Preventive Actions5. Customer Complaints6. Progress Review of the Previous decisions /Action plans7. Quality Objective points8. Any other business
c. Review Output
Output from management review includes actions related to
1. improvement of the QMS and its processes2. improvement of product related to customer requirements3. resource needs
Results of management reviews are recorded in the Minutes of Management Review Committee Meeting.
Page 18 of 82

Quality Manual
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-06Revision No.: 01
RESOURCE MANAGEMENT Effective Date: 01 Apr, 07Page No.: 1 Of 4
1. Provision of Resources
Confidence Steel Ltd has identified human, physical resources and environmental conditions to establish and maintain QMS and improve its effectiveness and to enhance customer satisfaction.
CSL identifies the various requirements of resources and provides them for carrying out the activities efficiently. All functional heads in consultation with Directors and MD review the requirements and when identified provides necessary resources depending on needs. These resources include all types of management, implementation and Internal Quality Audits. It has trained manpower in all its departments. CSL has trained Internal Quality Auditors to check the Quality Management System as per ISO 9001: 2000. MR maintains a list of Trained Internal Quality Auditor.
Trained personnel are provided whenever needed and training requirements are taken care depending on needs. Functional Heads and selected Management Staff have been trained on awareness and documentation of Quality System to ISO 9001: 2000 to implement and verify their work as desired by the Quality System.
Adequate plant, machinery and instruments are available to manufacture the products as per required specifications. Care is taken to assess the needs of the facility and technology from time to time to cope with the changing needs of the customers and accordingly plans are made to include those.
Functional heads review the requirements and when identified provides necessary resources depending on needs. These resources include all types of management, implementation and Internal Quality Audits.
Confidence Steel Ltd also has the system of imparting on-the job training to improve the skill level of the people. Employees in CSL are skilled enough to carry out the work and verify quality as per procedure.
2. Human Resources
The manpower strength of CSL is as shown below:
Sl. No. Department Officer Staff
TechnicianTotal
Skilled Semi-skilled Un-skilled
1 Production 30 - 100 200 200 500
2 Customer Services 5 - - - - 5
3 Marketing 5 - - - - 54 Technical 3 - - - - 3
5 Finance & Accounts 5 - - - - 5
6 Administration 5 10 - - - 157 Purchase 2 - - - - 28 Store 2 4 - - - 6
Total 57 14 100 200 200 533
Confidence Steel Ltd develops its Human Resources through training.
Page 19 of 82

Confidence Steel Limited
Quality Management
System
CONFIDENCE STEEL LTD Document No.: QM-06Revision No.: 01
RESOURCE MANAGEMENT Effective Date: 01 Apr, 07Page No.: 2 Of 4
CSL makes yearly assessment of all its employees. To improve the skill for covering shortcomings, transfer to the new jobs and developing skill of prospective future leaders, training needs are identified by the superiors. Depending on needs `peoples are selected for imparting training. In case when a program is declared by any training institute and nomination is requested, the organization selects people on the conditions given by training institute with due consideration to Need Assessment. On-the-job trainings are organized as and when necessary for the production and quality control people. Training on Quality System implementation is organized and conducted whenever there is amendment, updating or necessity to clear the confusion.
Personnel responsible for testing are posted depending on training records and experience. For all the jobs, there are set qualification criteria for the employment.
Trained personnel are provided whenever needed and training requirements are taken care depending on needs. Functional Heads and selected Management Staff have been trained on awareness and documentation of Quality System to ISO 9001: 2008 to implement and verify their work as desired by the Quality System.
Page 20 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-06Revision No.: 0
RESOURCE MANAGEMENT Effective Date: 01 Apr, 07Page No.: 3 of 4
CSL also have the system of imparting on-the job training to improve the skill level of the people. Employees in the Confidence Steel Limited are skilled enough to carry out the work and verify quality as per procedure.
a. Confidence Steel Limited maintains records of education, experience, training and qualification of its human resources .
b. CSL identified the competence necessary for its personnel for performing work affecting quality .c. CSL has trained Internal Quality Auditor to check the Quality Management System. Trained
personnel are provided whenever needed and training requirements are taken care depending on needs.
d. CSL provides training to satisfy the competence needs.e. It has trained manpower in all its departments. Functional Heads and selected Management Staff
have been trained on awareness and documentation of Quality System to ISO 9001: 2000 to implement and verify their work as desired by the Quality System.
f. CSL evaluates the effectiveness of these actionsg. CSL ensures that the members are aware of the relevance and importance of their activities and
their relationship to QP and objectives.
These activities are performed accordingly and records are maintained.
3. Infrastructure/ Facilities
Confidence Steel Ltd has identified and established required facilities to achieve conformity of the product. Adequate plant, machinery and instruments are available to manufacture the products as per required specification. Care is taken to assess the needs of the facility and technology from time to time to cope with the changing need of the customer and accordingly plans are made to include those.
These are
a. Work Space and associated facilities b. Equipment and Machinery (Appendix-C)
4. Work Environmenta. Confidence Steel Ltd has established physical factors and work environment needed to achieve product conformity. These include
I. Physical factors1. Heat Excluding areas where necessary to maintain a temperature of 25±50C is
required, e.g. testing laboratory, work areas are kept within a temperature range of 30±50C.
2. Light level 300~500 lumen (where actual work is performed)3. Cleanliness Total cleanliness in work area4. Air flow Well ventilation are provided at the work area.
Page 21 of 82

Confidence Steel Limited
Quality
Management System
CONFIDENCE STEEL LTD Document No.: QM-06Revision No.: 01
RESOURCE MANAGEMENT Effective Date: 01 Apr, 07Page No.: 4 Of 4
5. Hygiene: Cleanliness is maintained through out the work area as it is the prime object for a Good hygiene practice, first-aid boxes are available at appropriate locations of work areas, safe drinking water is supplied, good number of clean toilets are made available at appropriate locations.
II. Human factors6. Posture Where applicable, the gap between sitting tool and work
table/standing position are set for checking fatigue ness. Working and sitting arrangements are provided where required.
7. Safety All working places have safe walking passage, all moving parts are covered with safety covers, all protruding edges etc. are marked for safety first. All the gates are kept clean for emergency exits. Regular fire drills are maintained. Sufficient number of fire extinguishers is available inside the building in addition water hydrant. Safe drinking water is available in all sections. First aid boxes are supplied in all sections.
a. These are monitored and recorded once every month .
Page 22 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-07Revision No.: 0
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 1 of 7
7.1 Planning of Realization Process
Confidence Steel Limited has a three-tier Quality System with Quality Policy and Objective at the tip. Quality Manual, which is the highest level or Apex Manual, is at the Tier –1. Quality Assurance Procedures are at the Tier-2. Tier-3 contains Work Instructions, Formats, Charts, drawings, and reference manuals/documents.
The documentation is used to ensure that:
- the product conforms to specified requirements
- customer satisfaction is achieved as per Quality Policy
- all the works at all the areas are done to achieve Quality Objectives
Quality Policy and Objectives
TIER 1: Quality Manual
TIER 2: Quality Assurance Procedures
TIER 3: Work Instructions, FormatsCharts, Drawings, Reference Manuals
Please see the quality plans (describing process flow, records & responsibilities)of different products.
2. Quality System Procedures
The Quality System described is supported by Quality Procedures and Work Instructions.
These Procedures and Work Instructions are applicable to the various departments. Procedures are supported by Work Instructions, which give detailed work steps for implementing the procedural requirements. Formats, Charts, Registers, and Drawings again support procedures and Work Instructions in use.
MR maintains a list of Document, Procedures, Work Instructions and Forms.
Realization of Product in Confidence Steel Limited starts from Sales section. After realization of the product, it is kept in the custody of section concerned or sent to the store. At all the stages required checking and testing is ensured including final testing. Necessary checking is done before final release of the product.
Confidence Steel Limited has established procedure for the above activities where required. The works are performed in the appropriate equipment with due care of the safe and suitable working environment.
Page 23 of 82

Confidence Steel Limited
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-07Revision No.: 0
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 2 of 7
During all the process using, maintaining and controlling of parameters are ensured to get expected quality. Some of the important steps are given approval by the authority. For all the steps of production, acceptable quality standards/specimens are made available near the workstations and employees with appropriate knowledge are used to perform the operation.
Equipment are suitably maintained to ensure the process capability.
Refer Procedure no.: QP-PRN-1 may be referred for details on Process Control.
Receiving Inspection and Testing
All type of raw materials and all the procured materials undergo receiving inspection for quality as well as quantity (QF-QIN-01. Materials are issued only when receiving inspection passes it. Any material rejected or kept pending during receiving inspection is stored in a segregated area for further actions on this.
In the case of urgency if any material is needed to be issued before completion of the receiving inspection, it is marked by appropriate means to track it for immediate call. The marking is withdrawn when evidence of conformity for all the checks arrives. Record of the urgent permission and clearings are maintained as per procedure for Control of Quality Records.
In-process Inspection and Testing
In process inspection and testing of the work or product is done as per the established procedure. Works or products are not allowed to pass the steps until specified inspection/testing is not completed. Unacceptable works/products are either corrected or scrapped as per the procedure.
Final Inspection and testing
Confidence Steel Limited has established quality plan to check the products at the final stages. No product is allowed to enter the finished goods area or store until final inspection is done. Products, which cannot pass the final inspection, are corrected to make it suitable for re-inspection and decision is taken as per procedure.
Records of inspections and testing are maintained for all the steps. Authorities responsible for inspection and testing are identifiable from the inspection notes at all stages.
CSL uses required material handling equipment where it is applicable. Other than trolley, manual handling is also used where appropriate.
Storing of products are done with due care to protect them from damage or deterioration.
Packing and packaging of the product is done as per established procedures of the factory and as per instruction of the customers.
Where required, the product is installed/commissioned at the premise of Factory.
Confidence Steel Limited also ensures preservation of the raw materials or items as per necessity.
Care is taken to deliver the product to the customer premises to ensure that product is not damaged during transit.
CSL follows procedure no. QP–QIN-1 for Inspection and Testing.Document No.: QM-07
Page 24 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Revision No.: 01
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 3 Of 7
7.2 Customer Related Processes7.2.1: Determination requirements related to the products
Confidence Steel Limited has identified customer requirement described in QM-05 . Besides CSL reviews identified customer requirements together with additional requirements determined by CSL. Requirements of Customer are documented in their PO sheet. Reviews are conducted to have a thorough understanding of customer requirement.The company communicates with different institutions and wholesalers to get requirement from them through physical contact or advised by tender calls or query. The customer gives their choice and a price quotation is offered accordingly. If the customer is convinced a written work (sometimes verbal over phone) order is placed. The company itself determines the statutory and regulatory requirements.
In case of screws, fasteners & other hardware items the company manufactures as per its own standard. Any modification request is received from the market by the marketing personnel AGM plant implements the same and again comment from customer is collected.
7.2.2: Review of requirements related to the product:The company discusses all the customer requirements in detail in meeting or phone, faxes, e-mails prior to the execution of any contract. The review discusses the company's ability to supply the product in accordance with the customer requirement. The review is held between the customer's representative, dealers and organizations nominated person like Director, Marketing Manager and AGM (Factory), Production & Technical Manager. The review of requirements is as follows:
Necessary details about the product like complete technical data and commercial information shall be provided and or briefed by Marketing Manager. The shall be recorded in the order sheet prior to submission of offer as and where required, duly approved by the Managing Director keeping in view the plant capacity, stock at hand and availability of resources.
The delivery schedule shall be assessed keeping in view the plant capacity, stock at hand and availability of resources to confirm delivery schedules.
It shall be ensured by Marketing Manager that the purchase order and / or related documents forwarded by the customer on receipt of quotation if any, or the noted down specifications in the order form contains complete technical and commercial data covering delivery schedule, packing and forwarding details, mode of transport and other conditions as and where applicable.
Sometimes buyers are called for pre-delivery inspection. The products which satisfy the buyer requirements are taken to delivery yard.
Please see the work order sheets. 7.2.3:Customer communication The company has latest communication facility to support its operational network. The entire product related information e.g. enquiries are received on phone, fax, e-mails. Customer complaints are received in a documented way and the records of customer complaints/suggestion are maintained by marketing personnel. Amendment in any agreement is communicated to the company who re-approves the amendment. Delivery order is collected from the dealers or customers.
Please see Customer Feedback Form.
7.3: Design and Development
CSL has no design and development activity. Products are realized as per specification/ drawing/sample of customers. Hence all functions involving design & development of the product (clause 7.3) is outside the scope of the QMS.
Page 25 of 82
Confidence Steel Limited
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-07Revision No.: 01
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 4 Of 7
7.4 Purchasing
Confidence Steel Limited has a documented Procurement Procedure to ensure that purchased products conform to the specified requirements.
Purchasing control
CSL maintains approved suppliers list for its major purchases on Raw Materials/components etc. CSL selects supplier on the basis of their ability to supply identified through evaluation. The criteria of evaluation explained in the procurement procedure. Results of evaluation and follow up are recorded.
Suppliers are evaluated depending on: – Past performance– Reputation in national and international market– Result of the assessment format as used by CSL– Certification by third party on international Quality Standards
Standard Hardware, stationary and some urgent items are managed by emergency purchases as per instruction of Director (Service, Sales & Procurement).
Procurement department maintains List of approved suppliers for local and imported items. The authorized persons update the lists. Suppliers for purchasing of imported items are selected by Incharge Procurement with consultation of Director (Service, Sales &Procurement) as outlined in procedure. The authorized persons update the lists.
Purchasing Information
Purchase orders are issued mentioning specifications and other necessary information as per procurement procedure.
Materials to be procured depend on the order placed by Customer and the concerned department engaged with realization of the product prepares the materials requisition accordingly. Materials Requisition Document contains information describing the product to be purchased including requirements for approval and QMS requirement.
Page 26 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-07Revision No.: 01
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 5 Of 7
Verification of Purchased Product
The authorized person of the concerned department verifies products and items purchased at the receiving point for conformance with the specified requirements.
Records of Suppliers evaluation are maintained as quality record. Records of Suppliers performance are maintained for important Raw Materials for future decision in relation to the continuation of the suppliers.
All purchases are done as per Quality Procedure no. QP-PRO-1
7.5: Production and Service Provision
Process Control in Confidence Steel Limited starts from sales/service department. After receiving enquiry from the customer by Sales department, it is sent to Technical department. It is the reviewed and final offer is sent by Sales department. After receiving the job order by Sales department it is sent to Technical department who then gives a job no. and the concerned departments are informed who proceeds for production as per procedure for process control. A quality plan is made by the Technical department, which is then forwarded to concerned departments for realizing the products. At all the stages required checking at appropriate stages and planned testing is ensured including final testing to meet the customers’ requirements.
CSL has established procedure for all the above activities. The works are performed in the appropriate equipment with due care of the safe and suitable working environment.
During all the processes using, maintaining and controlling of parameters are ensured to get expected quality. Some of the important steps are given approval by the authority after setting of the parameters. For all the steps of production, acceptable quality standards/specimens are made available near the workstations and employees with appropriate knowledge are used to perform the operations.
Equipment are suitably maintained to ensure the process capability.
Procedure no.: QPr-PRN-1 may be referred for details on Process Control.
a. Control of Production and Service Provision
Confidence Steel Limited controls production according to procedure QP-PRN-1 under stated controlled conditions.
Confidence Steel Limited provides the service of installation/commissioning as required by the customers.
b. Validation of process for production and service provision
Process Control in Confidence Steel Limited starts from sales department with the receipt of PO sheet. PO sheet is analyzed to plan different stages of operation. At all the stages required checking and testing is ensured including final checking.
Confidence Steel Limited has established procedure for all the above activities. The works are performed in the appropriate equipment with due care of the safe and suitable working environment.
During all the processes using, maintaining and controlling of parameters are ensured to get expected quality.
Page 27 of 82

Confidence Steel Limited
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-07Revision No.: 01
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 6 Of 7
c. Identification and Traceability
All products at Confidence Steel Limited factory and stores are maintained in a clearly identifiable way to ensure using of right product in manufacturing of different products. CSL uses the specific number for specific customer like GP, Motorolla etc assigned for each PO are maintained throughout the process of product realization as identification number for identification and traceability. The raw materials/components and supplies are identified from receiving point to usage with printing/markings on the package or tags attached. In process materials are marked with tags, stands with labels. The members in tower production is identified by suitable numbering method.
Confidence Steel Limited follows procedure no. QP-PRN-2 for Product Identification and Traceability.
All the Products of the Confidence Steel Limited either on the Factory Floor or in Stores are identifiable with its status of quality. The products carry following tags or mark:
– Suitable for use– Not acceptable– Hold– Not suitable for use– Waiting to be inspected/sorted
Etc.,
In addition to these, storage locations with marking also declare inspection and test status. Only the acceptable products are stored in the Raw Materials and Finished Goods Stores. Unacceptable and Hold items are kept at designated spaces.
In the case when any product or item is used in the production pending some decision under urgent permission, such item is marked for ready traceability. Record for such traceability is maintained. Job number of product is maintained for traceability of finished products.
d. Customer PropertyNot Applicable.
e. Preservation of ProductConfidence Steel Limited uses required material handling equipment where it is available. Other equipment like pallet trucks and vehicles, manual handling is also used where appropriate.
Storing of products are done with due care to protect them from damage or deterioration.
Packing and packaging of the product, where required, is done as per established procedures of the factory and following instruction given by Customer.
Confidence Steel Limited also ensures preservation of the raw materials or items as per necessity.
Care is taken to deliver the product to the customer premises to ensure that product is not damaged during transit. Care is also taken during installation period, where required by the customer, to preserve the quality of product. BIN CARD is used for identification & stock information.
Confidence Steel Limited maintains Procedure no. QP-PRN-3 for Preservation of product at all stages.
Page 28 of 82

Quality Manual
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-07Revision No.: 0
PRODUCT REALIZATION Effective Date: 01 Apr, 07Page No.: 7 of 7
7.6: Control of Measuring, Inspection and Test equipment
Confidence Steel Limited maintains a list of all Inspection, Measuring, and Test Equipment which contains following Information:
Id number of the instrumentName and specification of the InstrumentLocation for useRange of useLeast count necessary for useCalibration interval
The list includes the Instruments identified to be necessary for ensuring product quality. Instruments are selected for use only when they are found to be suitable for performing the inspection, measurement or testing at specified locations in terms of accuracy, measurement range and precision requirement.
All the instruments are considered to be at calibration stages at all times. Instruments carry tags/stickers with them to indicate the status of calibration. Calibrations of the user instruments are carried out by comparing the measurements with those of Master Instrument’s. Master instruments are calibrated at specified intervals from the organizations, which have nationally or internationally traceable code.
Only the Trained personnel calibrate instrument in the suitable environment to ensure accuracy of the calibration. Qualified persons carefully perform the maintenance and adjustments of the instruments.
When any instrument is found to give wrong measurements, are replaced immediately. And all the measurements completed by the faulty instrument are called back and rechecked.
Page 29 of 82

Confidence Steel Limited
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-08Revision No.: 0
MEASUREMENT, ANALYSIS AND IMPROVEMENT
Effective Date: 01 Apr, 07Page No.: 1 of 3
1. Introduction
To demonstrate conformance of the product, ensure conformity of the QMS and continually improveits effectiveness, Confidence Steel Limited utilizes statistical techniques.
2. Monitoring and Measurement
a. Customer SatisfactionConfidence Steel Limited analyses the requirement of Customers, which is an integral part of its system. Quality Parameters, which will satisfy Customer, are outlined in QM-05 item 2.
Requirements of Customer are reviewed after receiving a PO Sheet to deepen the understandingabout product, coordination and communication. Confidence Steel Limited organizes briefing and training to its members to fully realize the requirements of Customer. CSL will monitor whether it has met the requirements of Customers. After every consignment Customer is requested to provide a information stating the extent to which the product and services satisfy them (Ref: QF-CUS-03). This is taken as an assessment of customer satisfaction.
b. Internal AuditConfidence Steel Limited conduct internal audit to determine whether the QMS conforms tothe requirements of ISO-9001: 2K effectively implemented and maintained. Documented Procedure QP–IQA-1 is followed for internal audits. Records for conducting the audit and itsresults are maintained (Ref: QF-IQA-01, 03, 07, 05).
c. Monitoring and Measurement of ProcessConfidence Steel Limited has established monitoring and measurement of processes at different stages of product realization (QF-QIN-02. 03, 07, 05), where applicable, necessary to meet the requirement of Customer. In cases where desired results are not obtained, nonconformity of product is raised (QF-QIN-07). and corrective (QP–CAC-1) action is taken toensure conformity of product. This is established in CSL after going through long experience of product realization.
d. Monitoring and Measurement of Product
Receiving Inspection and TestingExcept minor materials like: cleaning waste cotton, kerosene oils, old pipes etc. Mostly row materials, all the procured materials undergo receiving inspection for quality as well as quantity. Materials are issued only when receiving inspection passes it. Any material rejected or kept pending during receiving inspection is stored in a segregated area for further actions on this.
In the case of urgency if any material is needed to be issued before completion of the receivingInspection, it is marked by appropriate means to track it for immediate call. The marking is withdrawn when evidence of conformity for all the checks arrives. Record of the urgent permission and clearings are maintained as per procedure for Control of Quality Records.
Quality Management CONFIDENCE STEEL LTD Document No.: QM-08Revision No.: 0
Page 30 of 82

Quality Manual
SystemMEASUREMENT, ANALYSIS AND
IMPROVEMENTEffective Date: 01 Apr, 07Page No.: 2 of 3
In-process Inspection and TestingIn process inspection and testing of the work or product is done as per the established procedure. Works or products are not allowed to pass the steps until specified testing is not completed. Unacceptable works/products are either corrected or scrapped.
Final Inspection and testingConfidence Steel Limited has established quality plan to check the products at the final stages. No product is allowed to enter the finished goods store until final inspection is done. Products that cannot pass the final inspection are corrected to make it suitable for re-inspection and decision is taken as per procedure.
Records of inspections and testing are maintained for all the steps. Authorities responsible for inspection and testing are identifiable from the inspection notes at all stages.
Releasing ProductIn Confidence Steel Limited all operators check the quality of the previous process. Besides, in-process and final inspection is carried out. The operator of the end process, after being satisfied through checking ,deliver the product to customer.
CONFIDENCE STEEL LIMITED follows procedure no. QP-QIN-1 for In-Process Inspection and Testing.
3. Control of Nonconforming Product
Nonconforming products are segregated. A document is raised in relation to the Nonconforming case detailing cause of nonconformance and all other details like : stage, location, batch number/identity etc. Nonconforming product is segregated to ensure that this does not mix with the conforming products and dispatched to the point of use or to customers.
The segregated nonconforming product along with the document is then referred to the appropriate authority to decide whether to be reworked/accepted by concession /considered for alternative applications or to be rejected or scrapped.
In case of reworking and repairing of the product it is re-inspected as per inspection plan for compliance. The Nonconformity and all the decisions in relation to this are recorded and record is maintained as per procedure for Control of Nonconforming Product (QP–QIN-2).
Procedure no. QP–QIN-2 may be referred for details on the Control of Nonconforming Product.
4. Analysis of Data
Confidence Steel Limited collects applicable data to evaluate the following.a. Report of all tests done by Customer to ascertain the extent of customer satisfaction,b. A conformity report from Customer on completion of an assignment to ascertain the
conformity to product requirement,c. Data reflecting characteristics and trend of processes,d. Data reflecting characteristics of product including opportunities for preventive action,e. Data on suppliers, etc.
Page 31 of 82

Confidence Steel Limited
Quality Management System
CONFIDENCE STEEL LTD Document No.: QM-08Revision No.: 0
MEASUREMENT, ANALYSIS AND IMPROVEMENT
Effective Date: 01 Apr, 07Page No.: 3 of 3
Confidence Steel Limited analyses these data to determine the suitability and effectiveness of the QMS and to identify where improvements can be made. Statistical techniques, where appropriate, are applied to decide and implement preventive measures.
Procedures no. QP–IQA-1, QP–QIN-1, 2, may be referred for Analysis of data.
5. Improvement
5.1 Continual Improvement
Confidence Steel Limited will evaluate quality objectives and quality management system planning as an effort to align the management approach to continual improvement as an inherent element in the QMS.
5.1.a Improvement is a continuous process and with the view of that target CSL developed Q.C team comprising of some dedicated members responsible for different job. The main task of these team is to think about up gradation and quality improvement of job. Any renovative/new idea regarding quality control or product improvement is always rewarded by the management.
5.2 Corrective Action
Confidence Steel Limited established and maintains standard procedures for corrective and preventive action for any non-conformity encountered at any stage. The procedure for corrective action includes:
– Effective handling of customer complains,– Report of product non-conformities,– Analyze data and process,– Investigate causes– Implement solutions– Verify if correction is effective and– Document necessary changes in procedures and quality manual
Depending on the information gathered, detailed analysis is made in relation to above cases to find out the actual causes. The information gathered from investigations, results of analysis and subsequent decisions are maintained as quality records.
Procedure no. QP–CAC-1 is referred on the details of the activities in relation to Corrective Action.
5.3 Preventive Action
Preventive steps are initiated against all the nonconformity and customer complains after proper investigation, study and analysis. The preventive steps are taken to remove potential cause for the faults from which the nonconformance and customer dissatisfaction developed. After implementing the preventing steps it is studied to find out whether the preventive actions are effective or not.
Product Nonconformity, Customer Complaints, Audit Results, their analysis, Corrective and preventive Actions are referred for Management Review.
Preventive actions are also taken to improve operations and various works of the organizations. Any such preventive actions are also referred to Management Review.
Page 32 of 82

Quality Manual
Procedure no. QP–PAC-1 is referred on the details of the activities in relation to Preventive Action.
CHAPTER-2RAW MATERIAL
Page 33 of 82

Confidence Steel Limited
SR. NO.
COMPONENT /OPERATION AND DESCRIPTION OF TEST
SAMPLING PLAN WITH BASIS
REFERANCE DOCUMENT& ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
1.0
1.1
1.1.1
RAW MATERIALS PROCUREMENT
STRUCTURAL STEEL (ANGLE SECTIONS & PLATES)
PHYSICAL PROPERTIES
A) TEST FOR ULTIMATETENSILE STRENGTH
B) TEST FOR YIELD STRESS
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
a) Mild SteelBS EN 10025 -2:2004(Gr. S-275 JR I JO)or equivalent410 – 560 N/mm2
b) High Tensile SteelBS EN 10025 -2:2004(Gr. S-355 JR IJO)470 - 630 N I mm2
or equivalent
a) Mild SteelBS EN 10025 -2:2004(Gr. S-275 JR IJO)or equivalent-275 N I mm2
(min.)(upto 16 mm thick)-265 N I mm2
(min.)(above 16 mm thick)
CONFIDENCESTEEL LTD/TPL
CONFIDENCESTEEL LTD/TPL
Raw materials to be procured from reputed vendors from China/India/Turkey/Ukraine
CWP (CustomerWitness Point)Verification of manufacturer'sTestCertificates & CONFIDENCERecord, duly correlatedat the time ofFinal Inspection.
Verification of manufacturer'sTestCertificates & CONFIDENCERecords, duly correlatedat the time ofFinal Inspection.
C)PERCENTAGE ELONGATION
One sample for 20MT/Lot or part thereof
b) High Tensile Steel BS EN 10025-2:2004(Gr. S-355 JR IJO-355 N I mm2
(min.)(upto 16 mm thick) -345 N Imm2(min.)(Above 16 mm thick) or equivalent.
a) BS EN 10025 -2:2004(Gr. S-275 JR IJOor equivalent
CONFIDENCESTEEL
Verification of manufacture’s TestCertificates &
Page 34 of 82

Quality Manual
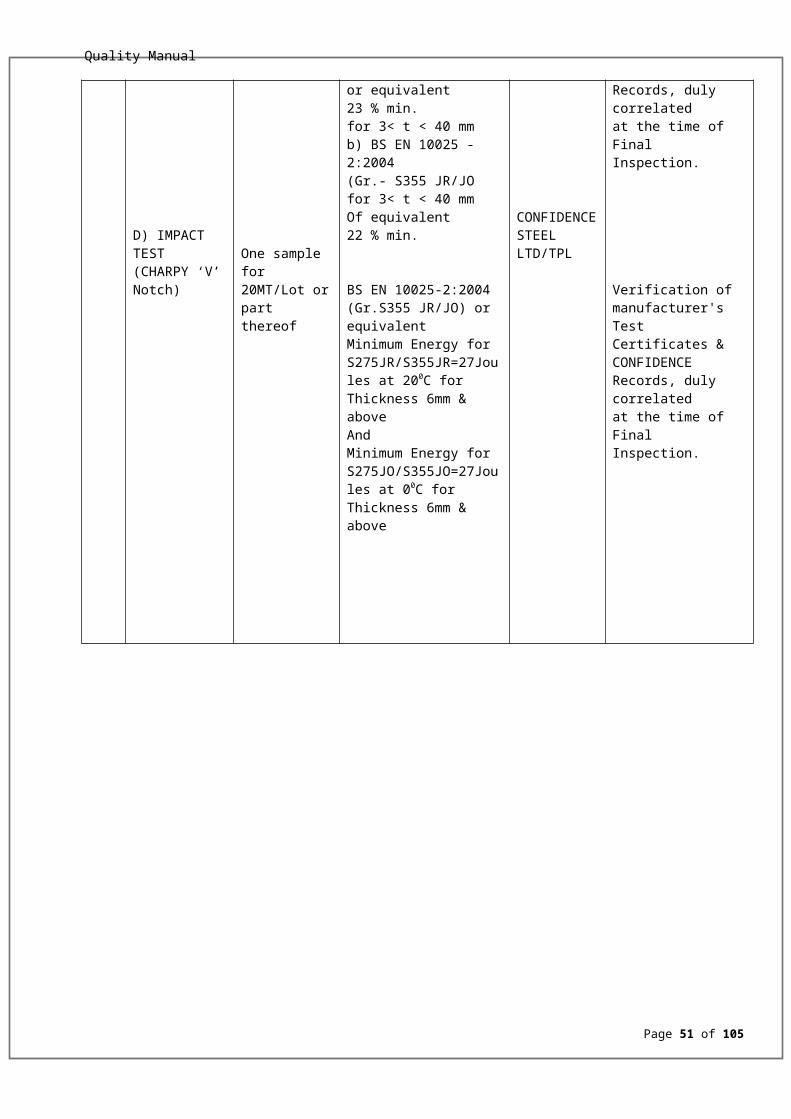
TEST
D) IMPACT TEST (CHARPY ‘V’ Notch)
One sample for 20MT/Lot or part thereof
23 % min.for 3< t < 40 mmb) BS EN 10025 -2:2004(Gr.- S355 JR/JOfor 3< t < 40 mmOf equivalent22 % min.
BS EN 10025-2:2004(Gr.S355 JR/JO) or equivalentMinimum Energy for S275JR/S355JR=27Joules at 200C for Thickness 6mm & aboveAnd Minimum Energy for S275JO/S355JO=27Joules at 00C for Thickness 6mm & above
LTD/TPL
CONFIDENCESTEEL LTD/TPL
CONFIDENCERecords, duly correlatedat the time ofFinal Inspection.
Verification of manufacturer'sTestCertificates & CONFIDENCERecords, duly correlatedat the time ofFinal Inspection.
Page 35 of 82

Confidence Steel Limited
1.1.2
1.1.3
1.1.4
CHEMICAL COMPOSITION
VISUAL CHECKS FORSURFACE FINISH
DIMENSIONAL CHECKS
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
BS EN 10025-2 : 2004(Gr. S-355 JR / JO) OR (Gr. S-275 JR / JO)Table-4 (Annexure-V)
Material to be free from the lot surface defects likeLaminations. rough Ijagged and imperfectedges, cracks, roundedapex. deep roll marks,pipy and any harmfuldefects (Removal ofminor surface defectsas per BS EN 10025-2:2004clause 7.5.2/7.5.3 acceptable)BS EN 10163 P-1 & P-3
BS EN 10056-2:1993
CSL/ TPL
CONFIDENCESTEEL LTD
CONFIDENCESTEEL LTD
Verification of manufacturer'sTestCertificates & CONFIDENCERecords, duly correlatedat the time ofFinal Inspection.
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
SR. NO.
COMPONENT /OPERATION AND DESCRIPTION OF TEST
SAMPLING PLAN WITH BASIS
REFERANCE DOCUMENT & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
1.1.4(A)
TOLERANCES FOR LEGLENGTH OF ANGLES
(a) EQUAL ANGLES1) Upto 50 mm Leg Length2) Over 50 to 100 mm3) Over 100 to 150 mm4) Over 150 to 200 mm5) Over 200
One sample for 20MT/Lot or part thereof
BS EN 10056-2:1993
± 1.0 mm
± 2.0 mm
± 3.0 mm
± 4.0 mm
+6mm, -4mm
CONFIDENCESTEEL LTD
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
Page 36 of 82
Quality Manual
1.1.4(B)
mm
(b) UNEQUAL ANGLES
TOLERANCES FORTHICKNESS (a) Section Thickness
1)t ≤ 5mm2) 5<t≤10mm3)10<t≤15mm4) 15 ≤t mm
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
For unequal anglestake the longer leg length as the reference as per BS EN 10056-2:1993
BS EN 10056-2:1993
± 0.5 mm± 0.75 mm±1.0 mm±1.2 mm
CONFIDENCESTEEL LTD
CONFIDENCESTEEL LTD
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
SR. NO.
COMPONENT /OPERATION AND DESCRIPTION OF TEST
SAMPLING PLAN WITH BASIS
REFERANCE DOCUMENT & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
1.1.4(C)
1.1.4(D)
OUT OF SQUARENESS
1) Upto100 mm Leg Length2) Over 100 to 150 mm3) Over 150 to 200 mm4) Over 200mmCAMBER for full bar length (For Leg Length)1) Up to 150 mm
One sample for 20MT/Lot or part thereof
BS EN 10056-2:1993Table 1 Deviation in mm (max.)± 1.0 mm
± 1.5 mm
± 2.0 mm
± 3.0 mm
BS EN 10056-2:1993
0.4% of length
0.2% of length
CONFIDENCESTEEL LTD
CONFIDENCESTEEL LTD
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
Page 37 of 82

Confidence Steel Limited
1.1.4(E)
1.1.4(F)
1.1.4(G)
2) Over 150 to 200 mm3) Over 200 mmWEIGHT TOLERANCE FOR ANGLE SECTIONS1) Over 4 mm Thickness2) for t≤ 4 mm
WEIGHT TOLERANCE FOR PLATES
THICKNESS TOLERANCEFOR PLATES1) ≥ 3 < 52) ≥ 5 < 83) ≥ 8 < 154) ≥ 15 < 255) ≥ 25 < 40
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
0.1% of length
BS EN 10056-2:1993
±4%
±6%
BS EN 10029:1991
(Maxm Thickness difference shall be as per Table-1)
±0.6mm±0.75mm±0.85mm±0.95mm±1.1mm
CONFIDENCESTEEL LTD
CONFIDENCESTEEL LTD
CONFIDENCESTEEL LTD
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
Record Review atthe time of FinalInspection, duly correlatedat the time ofFinal Inspection.
SR. NO.
COMPONENT /OPERATION AND DESCRIPTION OF TEST
SAMPLING PLAN WITH BASIS
REFERANCE DOCUMENT & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
1.2
1.2.1
ZINC
CHEMICAL COMPOSITON
One sample for50 MT or part thereof
One sample from Galvanizing bath once in a month.
ISO 752:1981 (E)a) Gr.Zn 99.99%b) Gr. Zn 99.95%
The molten metal in theGalvanizing bath shall not contain less than 98.5% by mass of Zinc.
CSL/ Third party Independent Certified lab
To be procured fromAbroad (Imported from Korea/Japan/Australia/India/ Iran)
Verification of manufacturer'sTestCertificates &CSLThird party Records.
Page 38 of 82
Quality Manual
Page 39 of 82

Confidence Steel Limited
CHAPTER-3FABRICATION & GALVANIZATION
A) FABRICATION
SR.NO.
COMPONENT OPERATIONAND DESCRIPTION OFTEST
WITH BASIS SAMPLING PLAN
REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
2.0
2.1
2.2
IN PROCESS INSPECTIONFABRICATION OF TOWERPARTS
STRAIGHTENING
CUTTING (CROPPINGLength)
One sample for 20MT/Lot or part thereof
Approved Drag., Shop Sketches
BSEN 10056-2 : 1993
Cutting LengthTolerances ± 2.0 mm
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Page 40 of 82

Quality Manual
2.2.1
2.3
a) up to 16 mm thick angle/Plateb) above 16 mm thick angle/Plate
STAMPINGWithin 600mm of the end but clear of holes
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
Shearing cutting
Hack-saw cutting(The cut surface to be clear square and free from distortion)
Letter size as per CSL specification. (Letter height- 12mm) Visually Legible
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
SR.NO.
COMPONENT OPERATIONAND DESCRIPTION OFTEST
WITH BASIS SAMPLING PLAN
REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
Page 41 of 82

Confidence Steel Limited
2.4 PUNCHING I DRILLING
Punching of full sized holes will be permitted up to andincluding the thickness andMaterial quality specified.
A) i) Hole Diameterii) Taper on punched holeB) Hole to Hole Dimension (Punching/ drilling)
C) Edge Security
For 13.5 mm dia. hole
For 17.5 mm dia. hole
For 21.5 mm dia. hole
For 25.5 mm dia. hole
D) Back Mark
One sample for 20MT/Lot or part thereof
Quality- Thickness275 JR- 16mm355 JO 20mm
(No hole to be punchedwhere the thickness ofthe material exceeds the finished dia. of the hole)
+ 0.5 mm, - 0.0 mm+ 1.00 mm (on die side)
Dimensional Tolerances± 2.0 mm for longdistance holes± 1.0 mm for consecutiveHoles
Sheared 20 mm Min.Rolled 16 mm MinSheared 23 mm Min.Rolled 20 mm Min.Sheared 28 mm Min.Rolled 25 mm Min.Sheared 35 mm Min.Rolled 35 mm Min.
± 1.0 mm
CONFIDENCE STEEL LTD.
Record review at the time of Final Inspection.
SR.NO.
COMPONENT OPERATIONAND DESCRIPTION OFTEST
WITH BASIS SAMPLING PLAN
REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
Page 42 of 82

Quality Manual
2.5
2.6
2.7
NOTCHING ( Flange Cut I Corner Cut/ Bevel Cut)
HEEL GRINDING
BENDINGi)HT sections (Angles/Plates)
ii) MS Sections (Angles)
iii) MS Plates
iv) Temperature Range for Hot Bending
One sample for 20MT/Lot or part thereof
One sample for 20MT/Lot or part thereof
100 %
PROCESSColdColdHotHotPROCESSColdHot
+ 5 mm on specifiedLength of cut.a) Operation by shearingup to 12 mm or less thickb) by gas cutting formaterial 12 mm or larger thickFor Notching by gas cutting,cut edges to be cut oversize& ground smooth to remove notchesApproved drags. I Shop Sketches>8 mm gas cutting to be adopted followed by grinding/ machine cutting.Tolerance on heel cutting. -0, +10 on length & -0, +2 on depth.
All Sections & platesto be hot bent.
SECTIONupto75 x6upto100x8above 75 x 6above 100 x 8SECTIONup to 10 mm thickAbove 10 mm thick
850 - 1000°C
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
ANGLEup to 100
up to 50
above100
above 50
ANGLEup to 150
above 150
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Page 43 of 82

Confidence Steel Limited
2.8
3.0
FINAL INSPECTION OFFABRICATED PARTS
PROTO MODEL ASSEMBLY
To be assembled andchecked for (dimensions, angle size, by this, to verify interchangeabilityOf members etc.
One sample for 20MT/Lot or part thereof
One structure of each type of all tower/extensions
All parameters frompt 2.1 to 2.7 above arechecked and recordsmaintained beforereleasing the materialsfor galvanizing
Approved structureAssembly drawingsa) Determine if errorfabrication or work ·shop drawingb) List all conforming Itemsc) Present information toDesign for action,Assembly, work-shopDrawing revision etc.
CONFIDENCE STEEL LTD
CONFIDENCE STEEL LTD
Record review at the time of Final Inspection.
CWP(Customer Witness Point)
CWP(Customer Witness Point)CHP(Customer Hold Point)
Page 44 of 82

Quality Manual
B) GALVANIZATION
SR.NO.
COMPONENT OPERATIONAND DESCRIPTION OFTEST
WITH BASIS SAMPLING PLAN
REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
4.0
4.1
GALVANIZING
PROCESS CONTROL
A) DEGREASING Alkali based Degreasing to be followed byrinsing of water
B) PICKLING( HCl Acid)i)Specific Gravity
ii)Acid Content
iii) Iron Content
iv) Inhibitor to be added to prevent over pickling
C) RINSING(in continuous tap water)
D) PRE FLUXINGIn Zinc Chloride andAmmonium Chloride Soln.i) Tempii)Specific Gravityiii) pH Valueiv) Iron Content
One sample daily
One sample dailyOne sample dailyOne sample daily
One sample daily
One sample daily
BSEN ISO 1461:2009
a) Sp. Gravity 1.01 ~ 1.03
b) PH 10 ~ 12
1.07 to 1.26
180 gm/ Lit to 60gm/ Lit120 gm/Lit (Maxm)
PH value 4 to 7
Vendor Norms
Room to 80oC1.08 ~ 1.164 to 5.5 pH
Maximum 5 gm/Ltr
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Rinsing with water
Record review at the time of Final Inspection.
Page 45 of 82

Confidence Steel Limited
4.2 DIPPING (GALVANIZATION)
A) Zinc bath temperature is continuously recorded and auto controllers are set so as to receive the desired Temp. range
B) Immersion time and withdrawal Time
C) Quenching in RunningWater
D) Dichromating
Hourlychecks
Once daily
BSEN ISO 1461:2009
Range:i) At Idle - 4350C to 4400Cji) At working -4500C to 4600C
Articles to be immersedtill reaction takes place which is indicated byStoppage of bubbling.Withdrawal to beControlled so that Zinc drains freely.
(BS EN ISO 1461:2009Prepare the solution by adding 1% SodiumDichromate and 0.5%Sulphuric Acid in Water.Keep strength of thesolution in between1% to 0.2% at temperature less than 65oC
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
Record review at the time of Final Inspection.
4.3
4.3.1
GALVANIZING CHECKINGVISUAL CHECKING
100 % BSEN ISO 1461:2009Surface to be free from defects like Bare/ Black spots
CONFIDENCE STEEL LTD.
Record review at the timeof Final Inspection
Page 46 of 82

Quality Manual
4.3.2GALVANIZING TESTINGA) Thickness of Zinc Coating (For Member Thickness)T > 6mm6mm≥ T >3mm
B) Weight of Zinc CoatingT > 6mm6mm≥ T >3mm
C) Uniformity of Zinc Coating Immersion of testspecimen in the Copper Sulphate solution(Sp. Gr. 1.186) at atemperature of 160 to 200
D) ADHESION TEST(Pivoted Hammer Test IKnife Test)
8 sample/shift
3 sample/shift
3 sample/shift
3 sample/shift
(except when small & suitable for patching) heavy ash/ flux inclusions/ lumps/ pimples/ Drips & Runs etc.BS EN ISO 1461:2009
Mean coating thickness (µm) min.
8570
Mean coating mass (g/m²) min.610505
BS EN ISO 1461:2009Material to withstand4 dips of one minuteeach without showingSigns of Copper deposits.
BS EN ISO 1461:2009No removal of liftingof coating in areasbetween hammerimpressions I coatingshould not peel off.
CONFIDENCE STEEL LTD. Record review
at the time of Final Inspection.
SR.NO.
COMPONENT OPERATIONAND
WITH BASIS
REFERANCE DOC. &
TESTING AGENCY /
REMARKS
Page 47 of 82

Confidence Steel Limited
DESCRIPTION OFTEST
SAMPLING PLAN
ACCEPTANCE NORM
FORMAT OF RECORD
5.0 PACKING, STORING,BUNDLING, HANDLING
100% Bundling to be carried out as per customer’s requirement
(BS 1133Section 1 to 3-1989)
Bundle. Weight as perCustomer's requirement.
Packing List to besubmitted along withDispatch documents.
CONFIDENCE STEEL LTD.
Plates and smallparts to be packedInto boxes.All sections to besecurely bundled.
Stacking to haveProper ventilation and kept inclined.Damage to Galvanization coating to be avoided while handling.CONFIDENCE STEEL LTD to ensureSequential supplies.
C) FINAL ACCEPTANCE AND TESTING OF FABRICATED AND GALVANIZED PRODUCT
(CUSTOMER WITNESS POINT)Page 48 of 82

Quality Manual
SR.NO.
COMPONENT OPERATIONAND DESCRIPTION OFTEST
WITH BASIS SAMPLING PLAN
ACCEPTANCE DOC. & REFERANCE NORM
TESTING AGENCY / FORMAT OF RECORD
REMARKS
6.0
6.1
6.2
6.3
FINAL INSPECTIONAND TESTING(Inspection Engineer toCheck I ensure complianceto notes I GeneralRequirement given in thisPlan)
PHYSICAL PROPERTIES i) UTS TEST II) YIELD STRESS TEST III) PERCENTAGE ELONGATION TESTIV) IMPACT TEST
CHEMICAL COMPOSITION
VISUAL INSPECTION For Fabrication and Galvanization
One sample for 50MT/Lot or part thereof
One sample for 50MT/Lot or part thereof
One sample for 50MT/Lot or part thereof
Please Refer Clauses No. 1.1.1(A), 1.1.1(B), 1.1.1(C)
Please Refer 1.1.1(D)
BS EN 10025:2004Table-4(Annexure-V)
BS EN 10025:2004
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
CONFIDENCE STEEL LTD.
Customer Witness Point
Customer Witness Point
Customer Witness Point
Customer Witness Point
Page 49 of 82

Confidence Steel Limited
6.4 GALVANIZING TESTS
i) Thickness of Zinc coating ii) Weight of Zinc coatingiii) Uniformity of Zinc coatingiv) Adhesion of Zn coating
One sample for 50MT/Lot or part thereof
BSEN ISO 1461:2009
CONFIDENCE STEEL LTD.
Customer Witness Point
Page 50 of 82
Quality Manual
D) FINAL ACCEPTANCE AND TESTING OF BOLT,NUT & WASHERSRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
Page 51 of 82

Confidence Steel Limited
1.0
2.0
2.1
2.2
2.3
2.4
MATERIALSBatch Certificates for Bolts & Nuts , Spring Washers, Step Bolts from approved Sub contractors to be supplied.
M12 Bolts (4.6 Grade)
VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)c) Width across flats (s)
d) Width across corners ( . e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (b)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load Test
c)Hardness Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
a) Zinc Coating Thickness
b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:2009 (. E)
ISO 6157-1 Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified11.3-12.7 mm17.57/18 mm19.85 mm min.
7.55- 8.45 mm1.75 mm17.75/23 mm
24.75/30 mm (For Anti-theftBolt)
ISO 898-1:2009 (. E)
33700 N (3438 kg) (Table 4)
19000N (1938 kg) (Table 5)
120 HV to 220 HV
114 HB to 209 HB
67 HRB to 95 HRB
BSEN ISO 1461: 2009, Table 4
50 microns min. I.e. 360 g/m²
Should withstand 6 dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peeling.
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
To be procured from reputed vendor of China/India.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 52 of 82
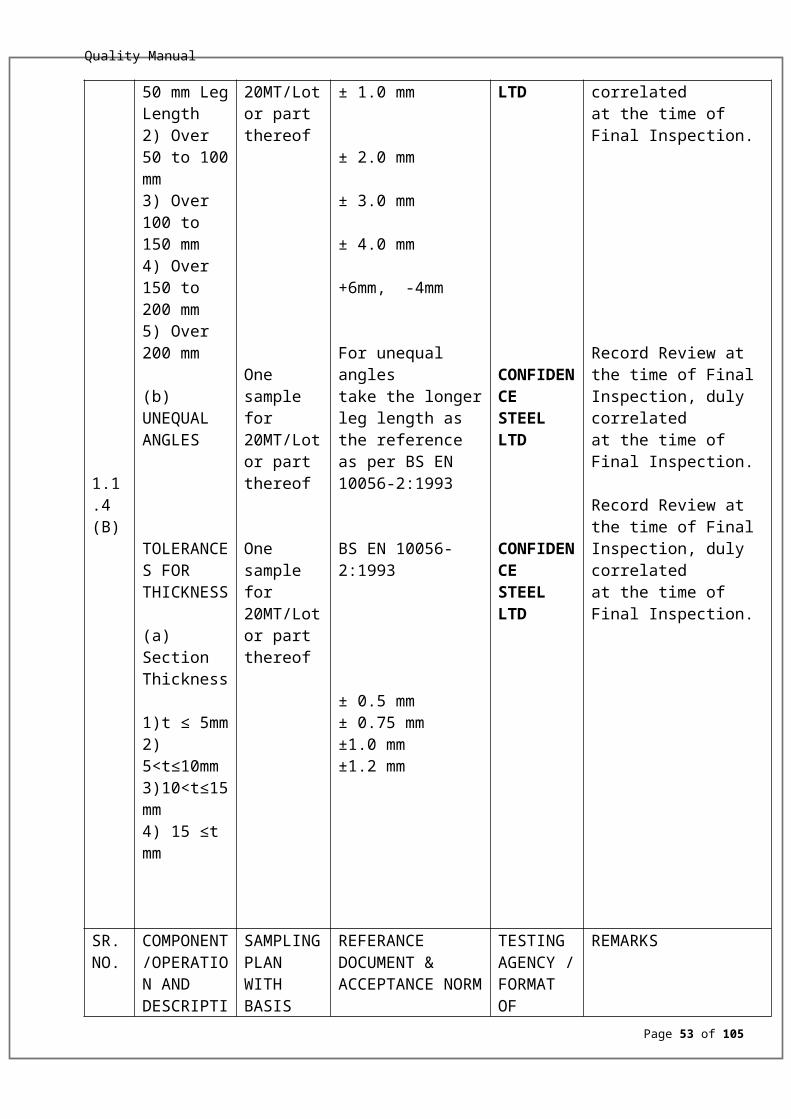
Quality Manual
3.0
3.1
3.2
3.3
3.4
12 mm NUTS (Grade 4)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of Bearing Face(Dw)
e) Pitch
PHYSICAL PROPERTIES
b)Hardness
c)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 6157-2, Nuts shall be cleanly finished , sound and free from surface defects
ISO 4034
10.4/12.20 mm17.57/18 mm19.85 mm min.
16.47 mm min.
1.75 mm
ISO 898- Part II:2012 (. E)
. -
. -
BSEN ISO 1461: 2009,Refer Point no. 2.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 53 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
4.0
4.1
4.2
4.3
4.4
SPRING WASHER (M12)
VISUAL
DIMENSIONAL
a) Inside Dia (D1)a) Outside Dia (D2)a) Section width (b)b) Section Thickness (s)
PHYSICAL PROPERTIES
a)Hardness
b) Twist Test
c) Permanent Set Test
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
DIN 127Surface shall be free from cracks, burrs pits and loose scale.The flat face shall be free from knurling, scratches, die marks etc.
DIN 127Table 1
12.2 to 12.7 mm max.21.1 mm (max.)3.8/4.22.35/2.65 mm
BS 4464
440 / 550 HV or45/52 HRCWasher should not be cracked or broken after twisting through90°.
Washer shall be completely closed between hardened and ground plates . After releasing, free height of the washer should not be less than 1.66 times sectional thickness.
BSEN ISO 1461: 2009,Refer Point no. 2.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C./ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 54 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
5.0
5.1
5.2
5.3
PACK WASHER (For M12Bolts)
VISUAL
DIMENSIONAL
a) Inside Diameter
a) Outside Diameter
a) Thickness
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
Free from cracks, bun pits, no sharp edges and other defects.
As per approved drawing
13.5 mm to 13.93 mm
22.7 to 24 mm
As per Specification
5 mm thick6 mm thick8 mm thick
BSEN ISO 1461: 2009,Refer Point no. 2.4
CSL
CSL
CSL
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 55 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
6.0
6.1
6.2
6.3
6.4
M16 Bolts (5.6
Grade) VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)c) Width across flats (s)
d) Width across corners (.e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (b)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load
Test c)Hardness
Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
a) Zinc Coating Thickness
b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:2009 (. E)
ISO 6157-1,Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified15.3-16.7 mm23.16/24 mm26.17 mm min.
9.25- 10.75 mm2 mm21/27 mm
28/34 mm (For Anti-theft
Bolt) ISO 898-1:2009 (.E)
78500 N (8010 kg) (Table 4)
44000N (4490 kg) (Table 5)
155 HV to 220 HV
147 HB to 209 HB
79 HRB to 95 HRB
BSEN ISO 1461: 2009,Table 4
50 microns min. I.e. 360
g/m² Should withstand 6
dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peeling.
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 56 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
7.0
7.1
7.2
7.3
7.4
16 mm NUTS (Grade 5)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of bearing face(Dw)
e) Pitch
PHYSICAL PROPERTIES
b)Hardness
c)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 4034
ISO 6157-2,Nuts shall be cleanly finished , sound and free from surface defects.
ISO 4034
14.1/15.90 mm23.16/24 mm26.17 mm min.
22 mm min.
2 mm
ISO 898- Part II
130-302 HV
95800N (9775 Kg)
BSEN ISO 1461: 2009,Refer Point no. 6.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 57 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
8.0
8.1
8.2
8.3
8.4
M16 Bolts (8.8 Grade)
VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)
c) Width across flats (s)
d) Width across corners (.e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (lg)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load Test
c)Hardness Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:2009 (. E)
ISO 6157-1,Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified15.3-16.7 mm23.16/24 mm26.17 mm min.
9.25- 10.75 mm2 mm21/27 mm
28/34 mm (For Anti-theft Bolt)
ISO 898-1:2009 (.E)
125000 N (12755 kg)(Table 4)
91000N (9285 kg) (Table 5)
255 HV to 355 HV
242 HBW to 318 HBW
23 HRC to 34 HRC
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
BSEN ISO 1461:2009 ( Table 4) BS 729
50 microns min. I.e. 360 g/m²
Should withstand 6 dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peelin
a) Zinc Coating Thickness(Mean)b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
Page 58 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
9.0
9.1
9.2
9.3
9.4
16 mm NUTS (Grade 8)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of bearing face(Dw)
e) Pitch
PHYSICAL PROPERTIES
a)Hardness
b)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 4034,Nuts shall be cleanly finished , sound and free from surface defects
ISO 4034
14.1/15.90 mm23.16/24 mm26.17 mm min.
22 mm min.
2 mm
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
ISO 898- Part II:2012
Maximum 30 HRC
138200N (14102 Kg)
BSEN ISO 1461,BS 729 ReferPoint no. 2.4
Page 59 of 82
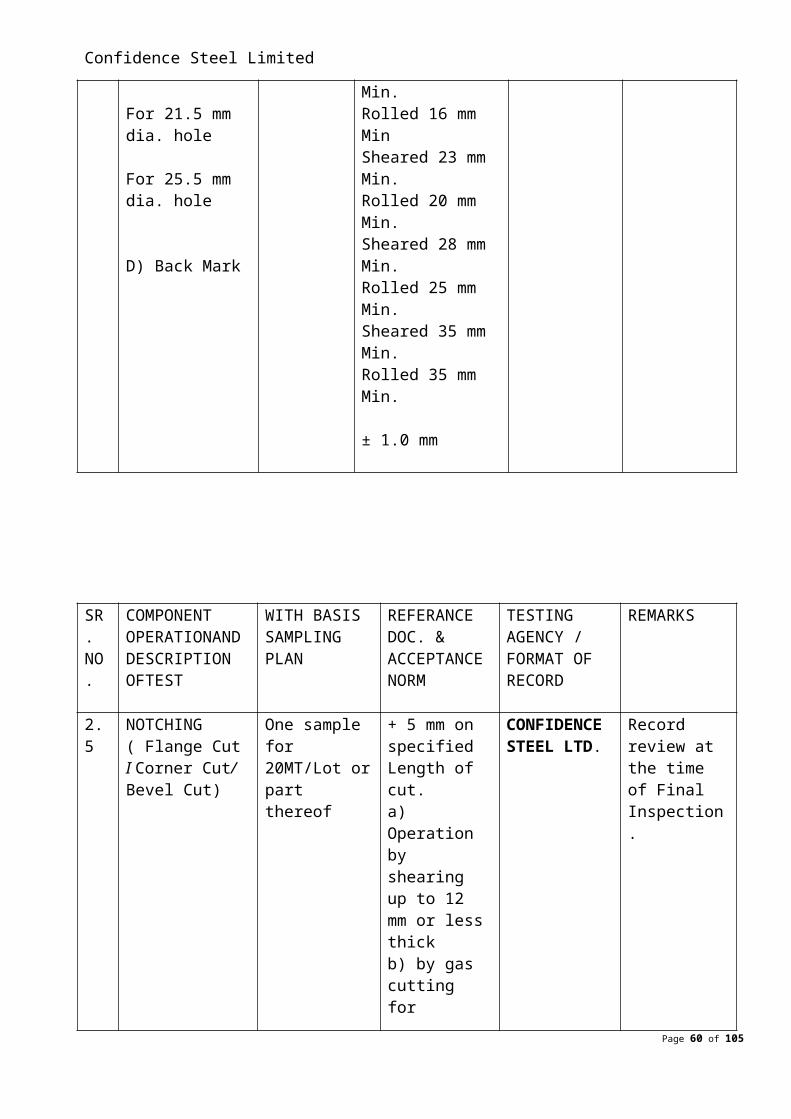
Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
10.0
10.1
10.2
10.3
10.4
SPRING WASHER (M16)
VISUAL
DIMENSIONAL
a) Inside Dia (D1)a) Outside Dia (D2)a) Section width (b)b) Section Thickness (s)
PHYSICAL PROPERTIES
a)Hardness
b) Twist Test
c) Permanent Set Test
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
DIN 127Surface shall be free from cracks, burrs pits and loose scale.The flat face shall be free from knurling, scratches, die marks etc.
DIN 127Table 1
16.2 to 17 mm27.4 mm (max.)4.8-5.2 mm3.3-3.7 mm
BS- 4464
440 / 550 HV or45/52 HRCWasher should not be cracked or broken after twisting through90◦
Washer shall be completely closed between hardened and ground plates . After releasing, free height of the washer should not be less than 1.66 times sectional thickness.
BSEN ISO 1461: 2009, Refer Point no. 6.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C./ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 60 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
11.0
11.1
11.2
11.3
PACK WASHER (For M16Bolts)
VISUAL
DIMENSIONAL
a) Inside Diameter
a) Outside Diameter
a) Thickness
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
Free from cracks, bun pits, no sharp edges and other defects.
As per approved drawing
17.50 to 17.93 mm
28.7 to 30 mm
As per specification
5 mm thick6 mm thick8 mm thick
10 mm thick
BSEN ISO 1461: 2009, Refer Point no. 6.4
CSL
CSL
CSL
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 61 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
12.0
12.1
12.2
12.3
12.4
M20 Bolts (5.6 Grade)
VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)
c) Width across flats (s)
d) Width across corners (.e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (b)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load Test
c)Hardness Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
a) Zinc Coating Thickness
b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:1999 (. E)
ISO 6157-1,Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified19.16/20.84 mm29.16/30 mm32.95 mm min.
11.6/13.4 mm2.5 mm23.5/31 mm
32.5/40 mm (For Anti-theft Bolt)
ISO 898-1:1999 (.E)
122000 N (12448 kg) (Table 4)
68600N (7000 kg) (Table 5)
155 HV to 220 HV
147 HB to 209 HB
79 HRB to 95 HRB
BSEN ISO 1461: 2009, Table 4
50 microns min. I.e. 360 g/m²
Should withstand 6 dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peeling.
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 62 of 82
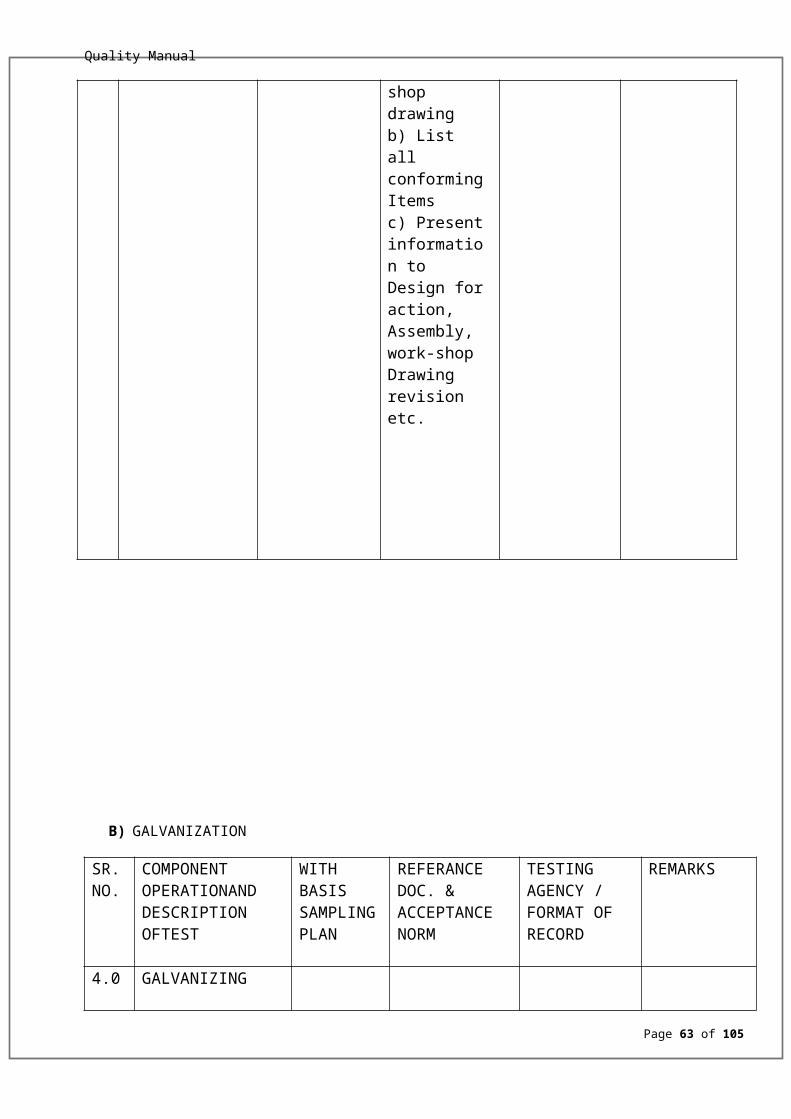
Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
13.0
13.1
13.2
13.3
13.4
20 mm NUTS (Grade 5)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of Bearing face(Dw)
e) Pitch
PHYSICAL PROPERTIES
b)Hardness
c)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 4034
ISO 6157-2,Nuts shall be cleanly finished , sound and free from surface defects
ISO 4034
16.90/19 mm29.16/30 mm32.95 mm min.
27.7 mm min.
2.5 mm
ISO 898- Part II:2012
146/302 HV
154400N (15755 Kg)
BSEN ISO 1461: 2009, Refer Point no. 10.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 63 of 82
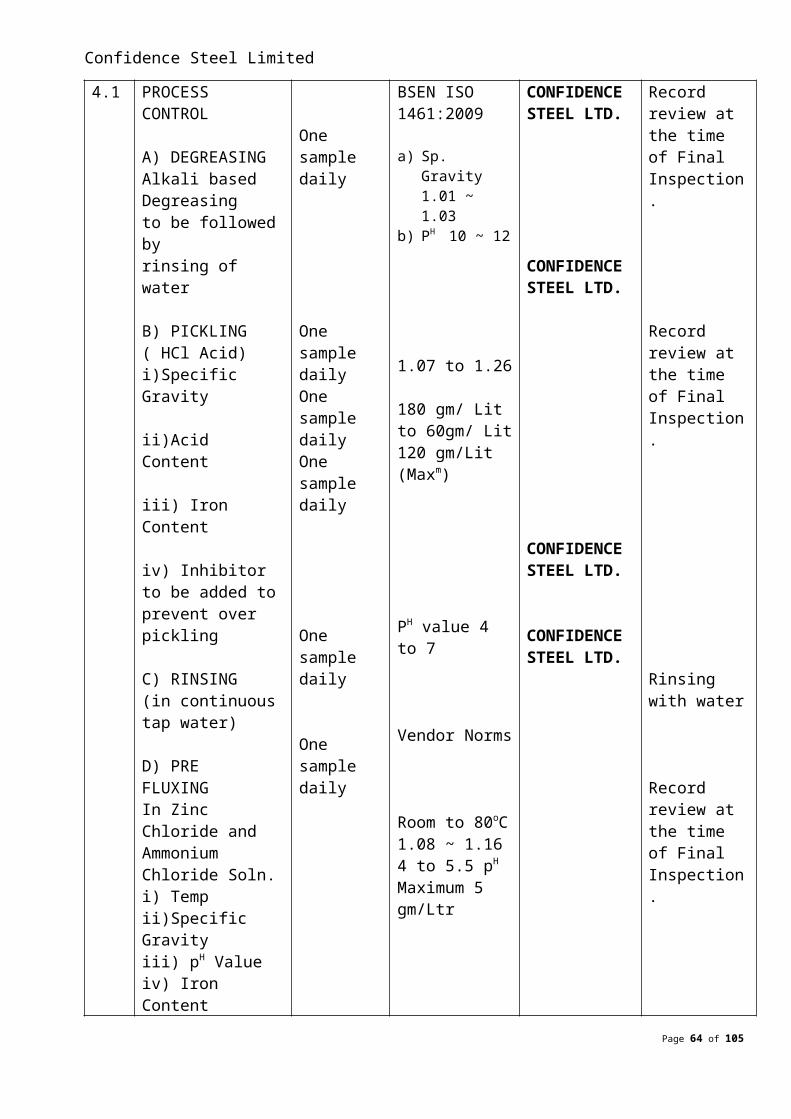
Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
14.0
14.1
14.2
14.3
14.4
M20 Bolts (8.8 Grade)
VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)
c) Width across flats (s)
d) Width across corners (.e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (b)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load Test
c)Hardness Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:1999 (. E)
ISO 6157-1,Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified19.16/20.84 mm29.16/30 mm32.95 mm min.
12.1/13.9 mm2.5 mm23.5/31 mm
32.5/40 mm (For Anti-theft Bolt)
ISO 898-1:1999 (.E)
203000 N (20714 kg) (Table 4)
147000 N (15000 kg) (Table 5)
255 HV to 355 HV
242 HBW to 318 HBW
23 HRC to 34 HRC
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
BSEN ISO 1461:2009 ( Table 4) BS 729
50 microns min. I.e. 360 g/m²
Should withstand 6 dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peeling.
a) Zinc Coating Thickness(Mean)b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
Page 64 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
15.0
15.1
15.2
15.3
15.4
20 mm NUTS (Grade 8)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of Bearing face(Dw)
e) Pitch
PHYSICAL PROPERTIES
b)Hardness
c)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 4034
ISO 6157-2,Nuts shall be cleanly finished , sound and free from surface defects
ISO 4034
16.90/19 mm29.16/30 mm32.95 mm min.
27.7 mm min.
2.5 mm
ISO 898- Part II:2012
233/353 HV
225400N (23000 Kg)
BSEN ISO 1461: 2009, ReferPoint no. 10.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 65 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
16.0
16.1
16.2
16.3
16.4
SPRING WASHER (M20)
VISUAL
DIMENSIONAL
a) Inside Dia (D1)a) Outside Dia (D2)a) Section width (b)b) Section Thickness (s)
PHYSICAL PROPERTIES
a)Hardness
b) Twist Test
c) Permanent Set Test
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
DIN 127Surface shall be free from cracks, burrs, pits and loose scale. The flat face shall be free from knurling, scratches, die marks etc.
DIN 127Table 1
20.2/21.2 mm33.6 mm max.5.8/6.2 mm3.8/4.2 mm
BS 4464
440 / 550 HV or45/52 HRCWasher should not be cracked or broken after twisting through90◦
Washer shall be completely closed between hardened and ground plates . After releasing, free height of the washer should not be less than 1.66 times sectional thickness
BSEN ISO 1461: 2009,Refer Point no. 10.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C./ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 66 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
17.0
17.1
17.2
17.3
PACK WASHER (For M20Bolts)
VISUAL
DIMENSIONAL
a) Inside Diameter
a) Outside Diameter
a) Thickness
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
Free from cracks, bun pits, no sharp edges and other defects.
As per approved drawing
22 mm (+0.5 mm)
37 mm (± 0.5 mm)
As per Specification
5 mm thick
6 mm thick8 mm thick
10 mm thick
BSEN ISO 1461: 2009,Refer Point no. 10.4
CSL
CSL
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 67 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
18.0
18.1
18.2
18.3
18.4
M24 Bolts (5.6 Grade)
VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)
c) Width across flats (s)
d) Width across corners (.e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (b)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load Test
c)Hardness Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
a) Zinc Coating Thickness
b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:1999 (. E)
ISO 6157-1,Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified23.16/24.84 mm35/36 mm39.55 mm min.
14.1-15.9 mm3 mm26/36 mm
35/45 mm (For Anti-theft Bolt)
ISO 898-1:1999 (.E)
176000 N (17960 kg) (Table 4)
98800N (10082 kg) (Table 5)
155 HV to 220 HV
147 HB to 209 HB
79 HRB to 95 HRB
BSEN ISO 1461: 2009, Table 4
50 microns min. I.e. 360 g/m²
Should withstand 6 dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peeling.
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 68 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
19.0
19.1
19.2
19.3
19.4
24 mm NUTS (Grade 5)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of Bearing face(Dw)
e) Pitch
PHYSICAL PROPERTIES
b)Hardness
c)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 4034
ISO 6157-2,Nuts shall be cleanly finished , sound and free from surface defects
ISO 4034
20.2/22.3 mm35/36 mm39.55 mm min.
33 mm min.
3 mm
ISO 898- Part II:2012
146 HV to 302 HV
222400N (22693 Kg)
BSEN ISO 1461: 2009, Refer Point no. 14.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 69 of 82
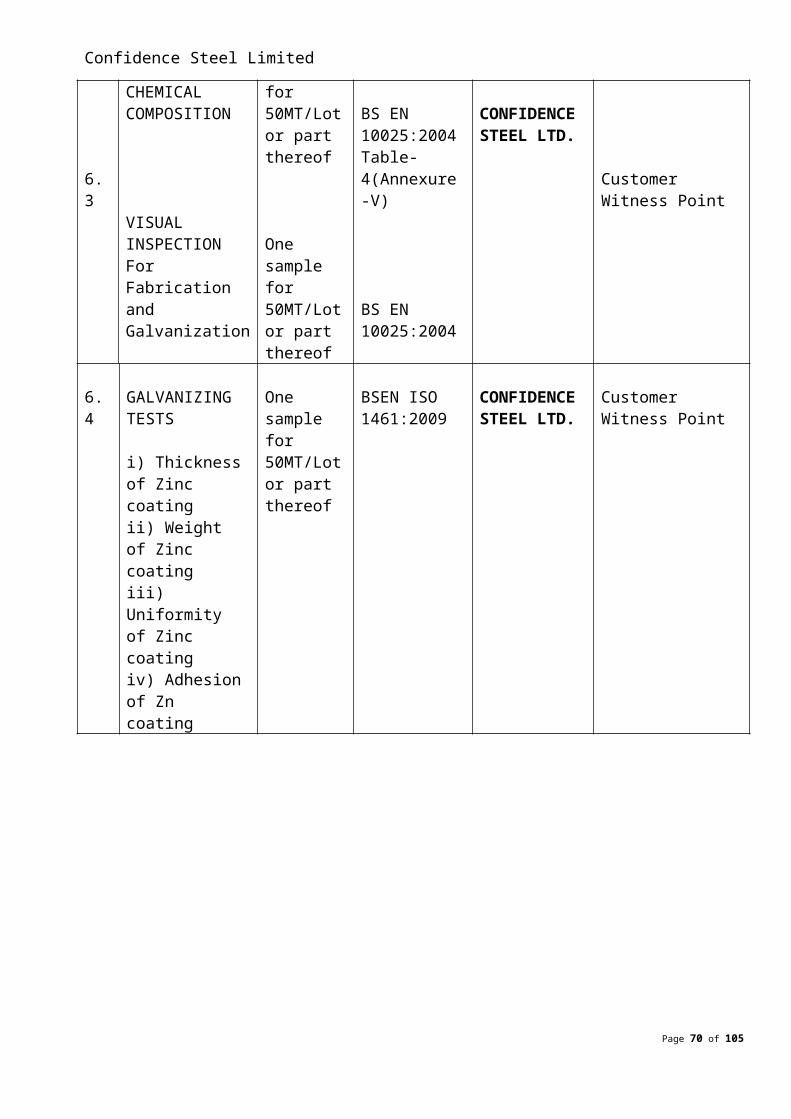
Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
20.0
20.1
20.2
20.3
20.4
M24 Bolts (8.8 Grade)
VISUAL
DIMENSIONAL
a) Bolt Lengthb) Body Diameter (Ds)
c) Width across flats (s)
d) Width across corners (.e)
e) Height of Head (k)
f) Pitch (p)
g) Thread Length (b)
PHYSICAL PROPERTIES
a) Tensile strength under wedge (Minimum ultimate tensile load)
b)Proof load Test
c)Hardness Test
Vickers Hardness
OR Brinnel Hardness
OR Rockwell Hardness
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 898-1:1999 (. E)
ISO 6157-1,Bolts shall be cleanly finished , sound and free from surface defects
DIN 7990
as specified23.16/24.84 mm35/36 mm39.55 mm min.
14.1-15.9 mm3 mm26/36 mm
35/45 mm (For Anti-theft Bolt)
ISO 898-1:1999 (.E)
293000 N (29897 kg) (Table 4)
212000N (21632 kg) (Table 5)
255 HV to 335 HV
242 HB to 318 HB
23 HRC to 34 HRC
CSL/Supplier T.C./
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C./ ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
BSEN ISO 1461:2009 ( Table 4) BS 729
50 microns min. I.e. 360 g/m²
Should withstand 6 dips of 1minute duration in CopperSulphate
The coating shall be sufficiently adherent to withstand normal handling condition without peelin
a) Zinc Coating Thickness(Mean)b) Uniformity of Zinc Coating
c) Adhesion of Zinc Coating
Page 70 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
21.0
21.1
21.2
21.3
21.4
24 mm NUTS (Grade 8)
VISUAL
DIMENSIONAL
a) Height of Nut (m)b) Width across flats (s)
c) Width across corners ( . e)
d) Diameter of Bearing face(Dw)
e) Pitch
PHYSICAL PROPERTIES
a)Hardness
b)Proof Load
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
ISO 4034
ISO 6157-2,Nuts shall be cleanly finished , sound and free from surface defects
ISO 4034
20.2/22.3 mm35/36 mm39.55 mm min.
33 mm min.
3 mm
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C.
Third Party CertifiedLab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
ISO 898- Part II:2012
Maximum 36 HRC
324800N (33142 Kg)
BSEN ISO 1461: 2009, ReferPoint no. 18.4
Page 71 of 82

Confidence Steel Limited
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
22.0
22.1
22.2
22.3
22.4
SPRING WASHER (M24)
VISUAL
DIMENSIONAL
a) Inside Dia (D1)a) Outside Dia (D2)a) Section width (b)b) Section Thickness (s)
PHYSICAL PROPERTIES
a)Hardness
b) Twist Test
c) Permanent Set Test
GALVANIZING TEST
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
DIN 127Surface shall be free from cracks, burrs, pits and loose scale. The flat face shall be free from knurling, scratches, die marks etc.
DIN 127Table 1
24.5/25.5 mm40 mm max.6.75/7.25 mm4.8/5 mm
BS 4464
440 / 550 HV or45/52 HRCWasher should not be cracked or broken after twisting through90◦
Washer shall be completely closed between hardened and ground plates . After releasing, free height of the washer should not be less than 1.66 times sectional thickness
BSEN ISO 1461: 2009, Refer Point no. 14.4
CSL/Supplier T.C./
CSL/Supplier T.C.
CSL/Supplier T.C./ThirdParty Certified Lab
CSL/Supplier T.C.
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 72 of 82

Quality Manual
SRL NO.
COMPONENT/OPERATION AND DESCRIPTION OF LIST
SAMPLING PLAN WITH BASIS REFERANCE DOC. & ACCEPTANCE NORM
TESTING AGENCY REMARKS
23.0
23.1
23.2
23.3
24.0
24.1
24.2
24.3
25
PACK WASHER (For M24Bolts)
VISUAL
DIMENSIONAL
a) Inside Diameter
a) Outside Diameter
a) Thickness
GALVANIZING TEST
STEP BOLT(As Per Approved Drawing)
DIMENSIONAL
PHYSICAL PROPERTIES(Cantilever Test)
GALVANIZING
D-SHACKLES & FLAT LINKS
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
P=4; n<500P=4+1.5n/1000;n>500,maximum 50 pieces
DIN 126A
Free from cracks, bun pits, no sharp edges and other defects.
As per approved drawing
26 mm (+0.5 mm)
40 mm (± 0.5 mm)
As per Specification
5 mm thick
6 mm thick8 mm thick
10 mm thick
BSEN ISO 1461: 2009, Refer Point no. 14.4
Customers Drawing
Refer Point no. 2.4
Customers Drawing
CSL
CSL
CSL
CSL/Supplier T.C./
Third Party CertifiedLab
CSL/ Supplier T.C. Third Party Certified
Lab
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
CWP (Customer witness point)
Page 73 of 82
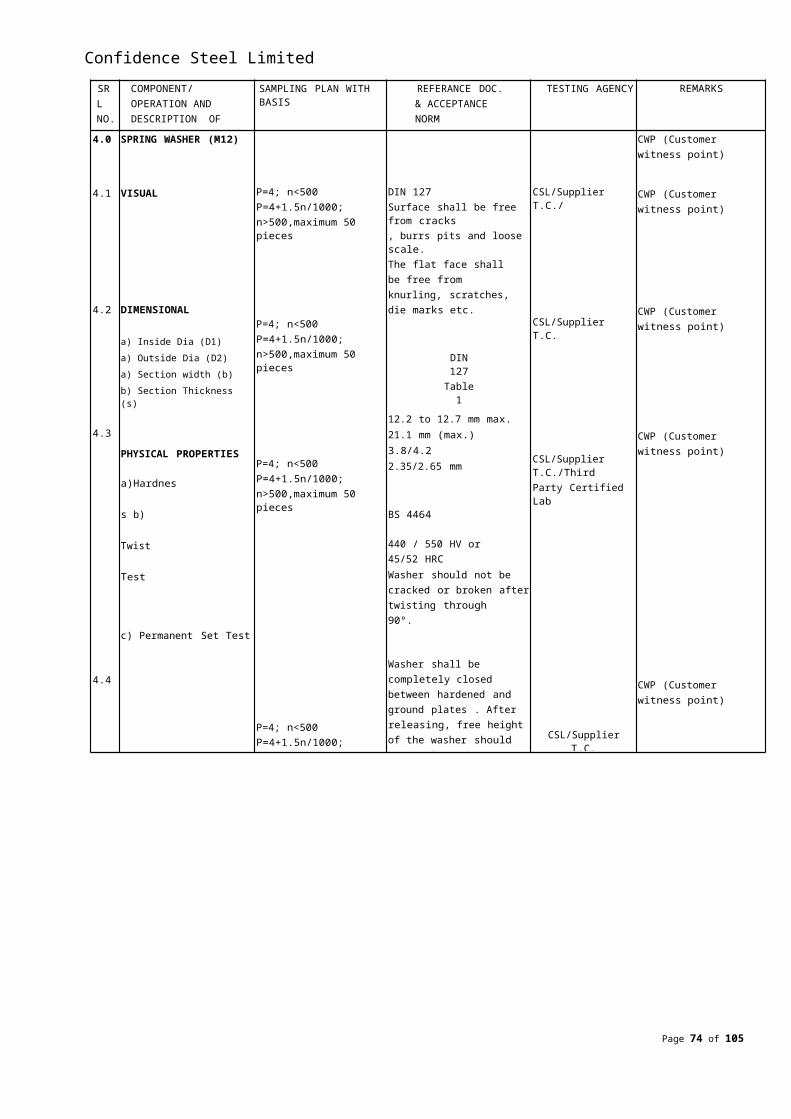
Confidence Steel Limited
CAHPTER-4DELIVERY
Page 74 of 82

Quality Manual
A) Packaging Requirement
1. Tower Overview
As shown in the following figure, a Telecommunication consists functionally of tower body, aircraft warning light, lightning protection grounding system, and accessories:
Figure 1
2. Technical Specifications of the Tower Body
2.1 All materials must be packed according to each tower. Only the materials of the some tower can be packed together.
2.2 The packages (packing rules and packing box specifications) of the same supplier and the same product (or product set) must be strictly kept consistent. Ensure that the package with the same box No. can be interchanged.
2.3 All products must be separately packed. Then, they should be collectively packed in wooden cases according to the site configuration and actual conditions.
2.4 Inside each packing box, there must be a packing list of the box. In addition, items on the packing list and real objects in the box must be in one-to-one mapping.
2.5 A mark label that is used for goods separation must be attached to each packing box. In addition, the words on the label should be eye-catching.
2.6 The package of a packing box should facilitate secondary suite and goods separation.
2.7 As long as a single package does not exceed its weight limit, each tower should have as few packages as possible.
2.8 tower poles should be bundled. Fragile, or small and irregular accessories should be packed in wooden cases.
3. Tower Body Packing
Page 75 of 82

Confidence Steel Limited
3.1 Tower materials should be bundled as follows: big ones wrap small ones; the upper and lower layers are bigger angle steel while the middle layer is smaller angle steel. Foe a single-base tower, multiple packages should be bundled.
3.2 It is recommended to use steel strips to bundle tower and the thickness of steel strip must ensure the wraps of the tower bundles to be firmer (steel strip: width is bigger than 3mm, and the thickness is thicker than 0.8mm)
3.3 there shall have underlay for protecting galvanization from damage.
3.4 Starting to pack at a distance about 0.5 meter from the package tip (as the figure 1); Bundling one point by using two strips with a distance about 10 centimeters on underlay, at intervals of 2 meters ( as the figure 1);
Figure 1 Strip rule
Package length Point number Strips number
3.0M 2 4
>3.0M ; 5.0M 3 6
>5.0M 4 8
3.7 Tower materials with an equal or a similar length should be bundled together. In addition, ensure that a whole bundle of tower materials should be strong enough lest they should deform when handled.
3.8 Tower materials should be packed in the order in which a tower is erected. The same bundle of tower parts should be packed together according to adjacent segments of the tower.
3.9 The maximum weight of a single bundle should not exceed 1,000KG. Tower boots (tower feet), climbing ladders, fences for climbing ladders, and fusser plates should be bundled as shown in the following figures. The pole parts unable to be well poled up, such as working platforms and half spaces should be separately packed and fastened.
Page 76 of 82
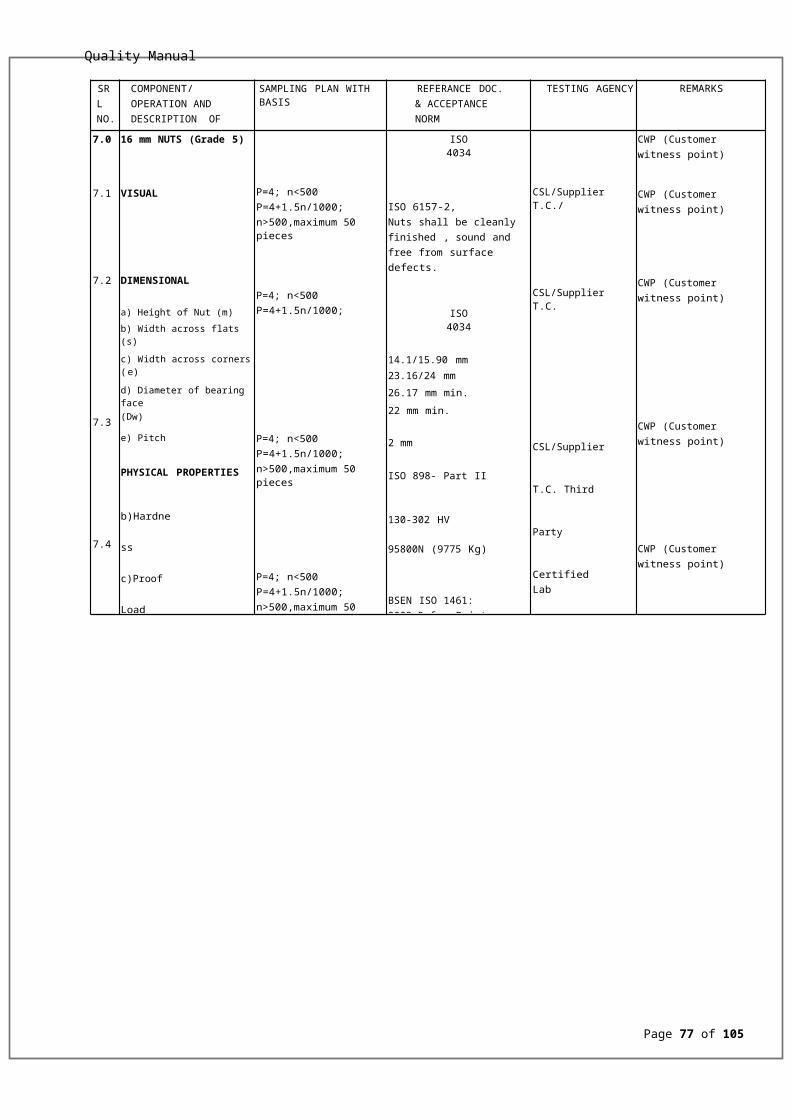
Quality Manual
Figure 2 Bundling of tower foots Figure 3 bundling of climbing ladders
Note: Every two tower foots should be bundled together. The tower foot accessories of the same tower should be bundled and fastened.
Climbing ladders should be bundled together by the site. Longitudinal fence connection straps should be bundled together with climbing ladders. Angle steel should be buckled inside.
Figure 4 Bundling of fences for climbing ladders Figure 5 bundling of gusset plates
Note: As shown in Figure, fences must be bundled as a plane. They should not be disordered or loose.
Gusset plates should not be bunched by iron wire and loosely packed. They must be bunched and then fastened. It is recommended to bundle them with screw rods or iron wires.
4. Embedded Parts
4.1 Anchor bolts should be packed by the single-base tower. All the anchor bolts of a tower should be packed as one piece. It is recommended that they should be backed with angle steel + screw rod framework or steel die sleeve, as shown in Figure 6 and Figure 7.
Figure 6 bundling of anchor bolts (steel die sleeve)
Page 77 of 82
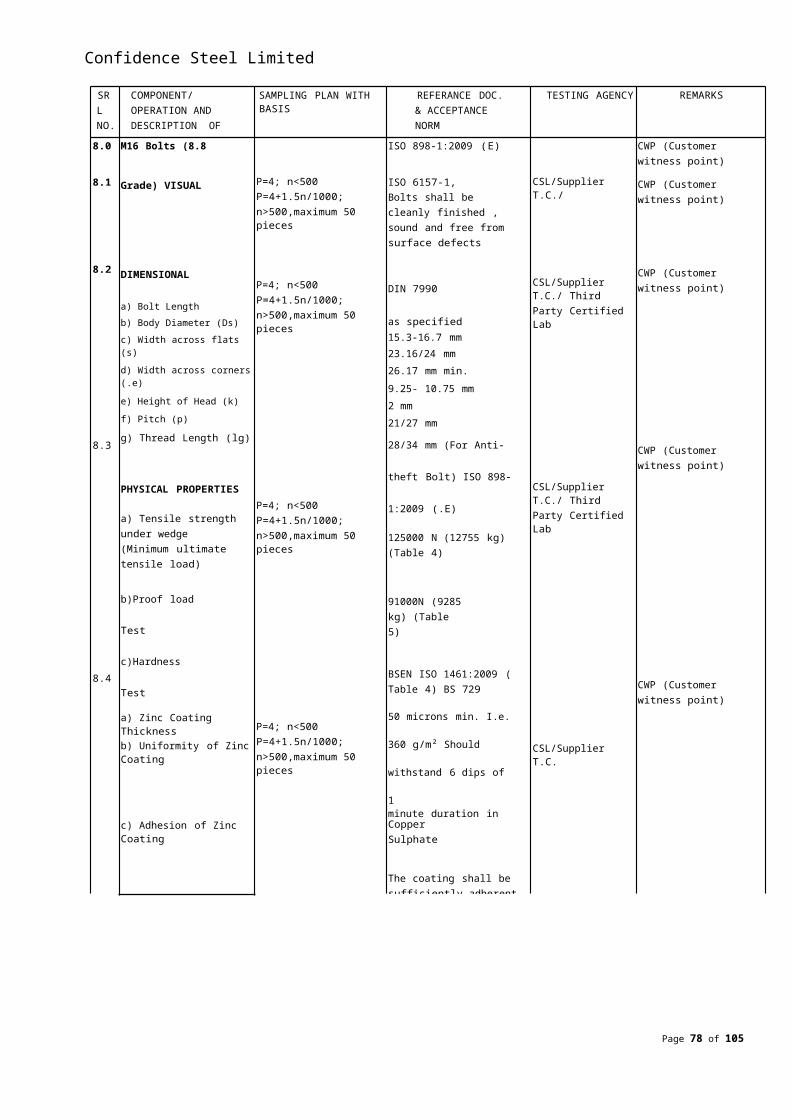
Confidence Steel Limited
Figure 7 bundling of anchor bolts (steel die sleeve)
4.2 Anchor bolt washers should be packed together with tower body instead of with anchor bolts.
4.3. Orientation templates should be packed by the single-base tower. All the orientation template angle steel of a tower should be packed as one piece.
44. Orientation templates (including those at both ends of anchor bolts) should be packed as one piece ( the connecting bolts on orientation templates are first packed in a firm sack and then clamped in between orientation templates or firmly bound onto orientation templates). Cable racks should meet load-bearing requirements.
5. Accessories
5.1 According to the shape of their components, antenna supports and microwave supports should be packed as two pieces (or fewer) by the single-base tower. As shown in Figure 9, the bolts of antenna supports and microwave supports should be packed together with those of tower body.
Figure 9 bundling of antenna supports
5.2 According to the shape of their components, horizontal cable racks and support posts should be packed as one to two pieces by the single-base tower. The mounting bolts of accessories should be packed together with the bolts of tower body.
5.3 Aircraft warning light supports should be packed by the single-base tower. Their mounting bolts should be packed together with the bolts of tower body.
5.4 Small parts, such as fasteners, copper grounding clips, and wiring terminals, should be separately packed in a sack and then put into an iron drum. Or they may be first packed in a sack and then put into a braided bag, finally put into a wooden case.
5.5 The mounting bolts of horizontal cable racks, support posts, bogies, antenna supports, and aircraft warning lights should be packed together with those of tower body.
Page 78 of 82

Quality Manual
5.6 If there are other custom-made accessories or some accessories that are not mentioned above, suppliers should provide a packing plan, which must be confirmed by Huawei.
5.7 The above tower parts to be bundled must be firmly bound. Bundling tapes should be enwound with buffer (pearl cotton or strip of cloth) lest the surfaces of the parts should be damaged. It is recommended that they should be bundled with steel strips.
6. Requirements for the packing list6.1 Tower suppliers should make a detailed description of ex-factory towers, part numbers, and
packing rules so that procurement personnel can inspect goods and warehouse management personnel can conduct secondary goods separation.
6.2 For delivered towers, tower suppliers must provide a detailed packing list, including but not limited to tower No., part No., quantity, and weight. Cases must indicate their volumes for the sake of goods search and goods separation. The packing list should be prepared and provided by suppliers and must be confirmed by Huawei.
6.3 A container list should keep a detailed record of tower parts in each container, including but not limited to packing list No., contract No., tower type, quantity of towers, name of tower part, quantity of tower packages, package No., gross weight, net weight, dimensions, and volume.
6.4 In small part (fasteners, copper grounding clips, and wiring terminals) packages, there must be a descriptive label in each sack, which indicates names, models, quantity, and weight of these small parts. On each braided bag, there should be a piece of plasticized label paper, which indicates model, quantity, and weight. Inside and outside an iron drum or a wooden case, there must be a packing list respectively. The materials inside the case must be kept consistent with the packing list. The packing list includes, but is not limited to product name, specification, model, quantity, and weight. The packing list is first put into a plastic bag and then into the uppermost layer of the packing box so that it can be seen upon unpacking. Outside the wooden case, the packing list must be strikingly pasted onto one side of the case.
Figure 10 Packing in a wooden case6.5 For each tower, there should be a detailed tower part packing list, including but not limited to
tower part name, quantity of packages, and package No., together with the No., specification, length, quantity, and remarks of various parts in each package.
7. Requirements for Packing Identification
7.1 Color marks: In the same container, all bundles of the same tower should be marked in the same eye-catching color on both side of the bundle other than the strips. Thus, all packages of the same tower inside the container can are separated in turn by using eye-catching color marks.
7.2 Steel impression marks of tower parts: If any bundle comes loose, you must first restore the bundle according to the tower packing list (attached to the container) and container list, together with the steel impression marks on the parts. Then, you should in turn separate all the bundles of the same tower.
7.3 All bundles of the same tower with the same bold color marking must have the same packing identification numbers on the bold color markings.
7.4 For zinc-coated tower parts, you should write down a package No. on the eye-catching position of each package (including small packages inside big packages) with non-fading paint. Ensure that your handwriting is neat and legible.
Page 79 of 82

Confidence Steel Limited
7.5 For non-galvanized tower parts, you should write down a package No. on them with non-fading paint In addition, you need to print the package No. on plasticized paper labels and attach the labels to the parts.
7.6 In the case of packing with a wooden case, you should attach a label to each separate part according to the packing lit. The label includes part No. and part description. The label should be in English and its size can be adjusted as require. For the label template, you may refer to Figure 21.
PART NO. 38
PART DESCRIPTION ST5. 5*20
Tapping screw by drill
Figure 21 Label template
7.7 A cargo label should be respectively attached to both the inner and outer packing boxes. Thus, we can know about what is inside according to the label.
7.8 An apparent identifier must be pasted on each uppermost layer packing. It includes storage and transportation sign, size and weight of the packing box, material information sigs, mark label, and environmental protection sign.
8. Requirements for Packing Material
8.1 A wooden case must be strong enough so that it will not deform or break even in a complex circulation environment.
8.2 The wooden case must be waterproof, moisture-proof, rustproof, and shake-proof. It must provide buffers.
8.3 The wooden case should be made of real wood board or plywood. Teal wood must be fumigated. Plywood should be thick enough in its load-bearing direction. The wooden case must be firm enough and enclosure-type. In addition, the wooden case should have iron sheet wrapping and there should be no mould on the surface of the board.
8.4 The water ration of plywood should be less than or equal to 18% the water ratio of real wood should be less than or equal to 20%
8.5 The plate thickness of the wooden cade should be no less than 9 mm.
8.6 The wooden cade may be a framework wooden cade or an assembled wooden case. The latter is recommended because its cover is simply connected with the cade body, which facilitates unpacking and packing.
Page 80 of 82

Quality Manual
B) Loading Requirement
1 Loading principle
The tower is loaded by tower wise, according to the container list.
2 Loading manners
For making full use of the container, we shall properly choose the following loading manners:
1) Loading some complete sets of towers in one container;2) Loading some complete sets of towers and a half set of tower in one container.
For example:
If the container can contain more than one tower but cannot contain two towers, we can load one tower and part of another towers in one container;
3 Loading Requirement
3.1 If the container contains more than one complete tower, the tower in this container shall be easily distinguished by using the different colors painting on the tip of the package or on the first steel strip, and remarked in the container list (referring to the figure 12
Figure 32 Container loading rule 1
Page 81 of 82

Confidence Steel Limited
3.2 If the container contains some complete sets of towers and a half set of tower in one container, it is not to do referring to the point 1), but also to make sure all the packages of the tower that divides to load in two containers pained with the same color (referring to figure 13), and remarked as” the other parts of the tower is in ** container” in the container list;
Figure 43 container loading rule 23.3 It is not permitted to put one tower into three containers.3.4 The different type towers can be put into one container to make full use of the container
(referring to the following picture);
3.5 Putting the light, small and brittle packages above; putting the heavy, big and stiff packages under;
3.6 The wood blocks shall be put under the tower packages at each floor to make sure the package easily download;
3.7 Assigning one person to instruct the loading and record the loaded packages in the container list.
[The remaining part of this page is intentionally left blank]
Page 82 of 82