validation of production processes for vaccines for who ... · page 2 of 37 this guidance document...
TRANSCRIPT

Validation of Production Processes for
Vaccines for WHO Prequalification-
Compliance Expectations
A note for guidance for the manufacture of prequalified vaccines
for supply to United Nations agencies
July, 2013
Vaccine Quality and Regulations (VQR)
Essential Medicines and Health Products
World Health Organization (WHO), Geneva, Switzerland

Page 2 of 37
This guidance document “Validation of Production Processes for Vaccines for WHO
Prequalification - Compliance Expectations” is one of a series developed by
WHO/EMP/VQR team upon request from the manufacturers’ members of the Developing
Countries Vaccine Manufacturers Network (DCVMN), with funds from USAID.
A set of priority topics has been identified by vaccine manufacturers for WHO to provide
guidance on the expectations from the vaccine prequalification programme.
The guidance document is targeted primarily at manufacturers new to the prequalification
process of vaccines and who require guidance on the level of detail needed for process validation
activities. It may also be a useful guide to National Regulatory Authorities (NRAs) in vaccine
producing countries for the purpose of regulatory inspection.
These are not official WHO documents but rather notes for guidance on expected standards to be
met for the prequalification of vaccines. Based on WHO recommended requirements, these
documents provide further explanations with examples in order to facilitate implementation.

Page 3 of 37
Table of Contents
Page
1. Introduction 4
2. Purpose 4
3. Scope 5
4. Lifecycle Approach in Process Validation: from R&D through
clinical trials to commercial scale
5
4.1. Validation risk assessment – What needs to be validated and when 7
5. Process Validation Stages 8
5.1. Validation Stage I 8
5.2. Validation Stage II 18
5.3. Validation Stage III 29
5.4 Revalidation 30
5.5 Validation Studies and the WHO Pre-Qualification process
Expectations 31
Appendix 1 33
Glossary 34
References 35
Acknowledgements 37

Page 4 of 37
1. Introduction
Companies should validate their manufacturing processes by acquiring sufficient knowledge
about the characteristics of the product to be manufactured, and by having an appropriate
production process control prior to the manufacturing of the first commercial batch. This
approach assures consistency of the production process and demonstrates the capability of the
commercial manufacturing process to give a high degree of assurance of obtaining medicinal
products meeting the required quality attributes of safety, purity, and efficacy on a continued
basis. “Process validation (PV) is the collection and evaluation of data, from the process design
stage through commercial production, which establishes scientific evidence that a manufacturing
process is capable of consistently delivering quality products. Process validation is required by
current Good Manufacturing Practice (cGMP) as an essential element in the assurance of drug
quality”(22). Process validation is also typically defined as “documented evidence which
provides a high degree of assurance that a specific process will consistently result in a product
that meets its predetermined specifications and quality attributes” (1).
Product quality requires full compliance with WHO GMP requirements, including a meaningful
process validation program based on the assumption that “quality cannot be adequately assured
merely by in-process and finished-product inspection and testing” (2)
“Validation offers assurance that a process is reasonably protected against sources of variability
that could affect production output, cause supply problems, and negatively affect public
health”.(2)
PV also proves that in spite of changes in operational parameters through the necessary
scale up of the production process, including new facilities and equipment, the product
characteristics will not vary.
This guidance document considers process validation as part of the product’s life cycle as
recommended by the International Conference on Harmonization (ICH) in Q8 Pharmaceutical
Development and Q10 Pharmaceutical Quality System, and is in line with the requirements of
both FDA and EU.
2. Purpose
This guidance document is aimed at presenting current WHO main expectations towards process
validation, and at supporting effective and timely implementation of validation programs as they
relate to vaccine manufacturing. It is intended to assist manufacturers in assuring reliable,
reproducible and robust manufacturing processes before the first commercial batch is produced,
and insure that process changes will result in a product with equal or superior quality
characteristics.
This document is based on WHO GMP regulations, as well as other internationally recognized
GMP regulations, guidelines and publications, in addition to incorporating the experience of
experts and auditors in the field.
This note for guidance also provides manufacturers with non-binding information concerning the
criteria currently used by WHO for the assessment of prequalified human vaccines.
Page 5 of 37
3. Scope
This guidance provides an updated general view of relevant points to consider related to process
validation of vaccine and biopharmaceutical production processes, which apply to all
manufacturing stages from seed or cell culture to final drug product. This guidance primarily
applies to new products although legacy products may also benefit from adopting such an
approach. The following are some manufacturing processes requiring validation which are
covered in this document:
Fermentation
Harvesting
Purification
Viral Clearance
Inactivation
Blending & Formulation
Lyophilization
Other critical manufacturing processes are briefly described, considering there is extensive
guidance on them, including:
Cleaning of product contact equipment
Sanitization of areas
Depyrogenation
Sterilization
Aseptic Filling or encapsulation process of Final Product
Utilities, facility and equipment qualification, analytical assay validation, and validation of
computerized systems are referenced but not covered in this document.
4. Lifecycle Approach in Process Validation: from R&D through clinical
trials to commercial scale
Lifecycle approach is the recommended approach to achieve quality in pharmaceutical products
as it is oriented to “facilitating innovation and continual improvement, as well as to strengthen
the link between pharmaceutical development and manufacturing” (8).
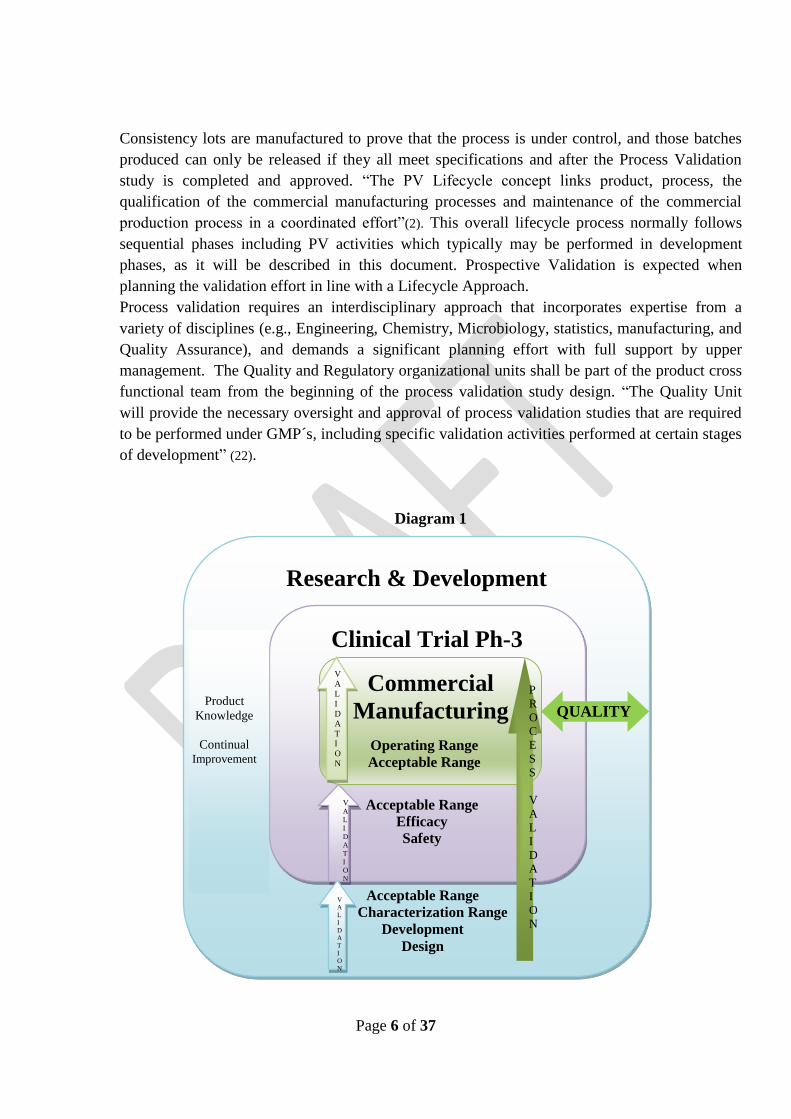
A central concept in this approach is that “process validation should not be viewed as a one-time
event but rather as an activity that spans the product lifecycle linking process development,
validation of commercial manufacturing process, and its maintenance during routine commercial
production”(22). Process development, commercial manufacturing capabilities, and the quality
system must be integrated in order to achieve effective and compliant commercial operations, as
shown in Diagram 1. This approach implies that process validation starts before consistency lots
are produced, and continues during the commercial stage during which the knowledge of the
product and process will continue to increase.
Page 6 of 37
Consistency lots are manufactured to prove that the process is under control, and those batches
produced can only be released if they all meet specifications and after the Process Validation
study is completed and approved. “The PV Lifecycle concept links product, process, the
qualification of the commercial manufacturing processes and maintenance of the commercial
production process in a coordinated effort”(2). This overall lifecycle process normally follows
sequential phases including PV activities which typically may be performed in development
phases, as it will be described in this document. Prospective Validation is expected when
planning the validation effort in line with a Lifecycle Approach.
Process validation requires an interdisciplinary approach that incorporates expertise from a
variety of disciplines (e.g., Engineering, Chemistry, Microbiology, statistics, manufacturing, and
Quality Assurance), and demands a significant planning effort with full support by upper
management. The Quality and Regulatory organizational units shall be part of the product cross
functional team from the beginning of the process validation study design. “The Quality Unit
will provide the necessary oversight and approval of process validation studies that are required
to be performed under GMP´s, including specific validation activities performed at certain stages
of development” (22).
Diagram 1
Research & Development
Clinical Trial Ph-3
Acceptable Range
Characterization Range
Development
Design
Product
Knowledge
Continual Improvement
Commercial
Manufacturing
Acceptable Range
Efficacy
Safety
Operating Range
Acceptable Range
V A
L
I
D A
T
I O
N
V
A
L
I
D A
T
I
O
N
QUALITY
V
A
L
I
D
A
T
I
O
N
P
R
O
C
E
S
S
V
A
L
I
D
A
T
I
O
N
Page 7 of 37
4.1. Validation risk assessment – What needs to be validated and when
Quality Risk Management (QRM) should be used along the lifecycle of the product through the
different validation stages. All product attributes and operational parameters should be evaluated
in terms of their roles in the process and impact on the product or in-process material, and re-
evaluated as new information becomes available. This will contribute to identify critical
operational parameters. Therefore, PV activities may focus on those processes which pose the
greatest risk. The degree of control over those attributes or parameters should be commensurate
with their risk to the process and process output. In other words, “a higher degree of control is
appropriate for attributes or parameters that pose a higher risk”. (2)
ICH Q9 Quality risk management recommends several tools (e.g., Failure Modes and Effects
Analysis FMEA), which may be used in product development and for designing the required
validation studies based on analysis of potential severity and likelihood of failures.
ICH Q9 II.6 (Quality Risk Management as Part of Production Validation), states that Quality
Risk Management (QRM) is recommended to identify the scope and extent of verification,
qualification and validation activities (e.g., analytical methods, processes, equipment, and
cleaning methods)”. (18)
HACCP (Hazard Analysis Critical Control Point) methodology may also be used for
identification and management of identified risks associated with the process, including
microbiological and cross contamination aspects. QRM is a recommended tool to define variable
criticality and required controls in manufacturing processes, and to justify which variables are
going to be focused during validation studies which have a high impact on the product if they
fail. Every product and associated processes poses its own set of risks which need to be
identified as part of the product development efforts. For example, some of the factors that may
affect the safety, identity, strength, quality and purity of a product may be bioburden and
endotoxin levels, glycoform distribution (e.g., cell culture and fermentation), product
homogeneity (e.g., mixing). Product development reports (PDR) and tech transfer packages
should identify these risks which need to be addressed as part of validation studies, as
exemplified below:
How does the product, at its stage in manufacture, interact with materials? Does it
adsorb, clump, or precipitate?
How does the product interact with manufacturing processes? Does it shear, oxidize,
reduce, break S-bonds, combine with other anions in the formulation to make new (and
unstable) salts, or precipitate?
How does the product interact with the equipment? Does it rust, may gaskets leak, or do
the inlets and outlets get obstructed?
How does my seed replicate under certain conditions? Does it mutate? Transpose genetic
elements with other viruses or plasmids? Is there a selection pressure where just one
clone expands, and the others die out?
How does lyophilisation affect potency? Is viability reduced if freezing takes place over
a long time? If there is too much / too little moisture, is the stability at the end of shelf
life adequate? Is the holding time established once freeze-dried product is reconstituted?

Page 8 of 37
Note: For further in depth reading refer to PDA´s Process Validation: A Lifecycle Approach; Application
of Risk Management (22).
5. Process Validation Stages
Current recognized guidance documents have described process validation studies as a
cumulative effort divided in three stages in line with the Lifecycle approach (e.g., FDA, PDA
guidance documents). The degree and depth of the validation studies required will vary
depending on the product (i.e., new products, or well-known products), as shown in Appendix 1:
Outline of R&D, product development and commercial production in the context of Process
Validation.
5.1. Validation Stage I
A first validation stage (i.e., FDA´s Process Design stage) gathers studies performed
concurrently with the product development phases, generating a basic information package
which should be documented (e.g., technological transfer package). Product research and
development should give the best possible design space to the manufacturing operation plant
where validation will take place. Quality by Design may be defined as “a systematic approach to
development that begins with predefined objectives and emphasizes product and process
understanding and process control, based on sound science and quality risk management” (ICH
Q8). During development, R&D gathers experimental/technical data to establish parameter
criticality through definition of Proven Acceptable Ranges (PARs) and/or design space. Those
PARs are then used in the following validation stage to define commercial operational settings
and ranges at which the process will operate. The knowledge gained at the development stage
will be the basis for designing the manufacturing process including relevant information which
will eventually lead to routine control tests and specifications, such as pH & Optical density
during fermentation process, temperature during conjugation process, temperature during
detoxification process, etc. It should also take into consideration the choice of drug product
elements, e.g., properties of the drug substance, excipients, and container closure system, and, if
possible, the knowledge gained from the development of similar drug product(s).
The following are some typical process development activities and typical process validation
activities and deliverables at this stage for vaccine manufacturing which should have been
completed before initiation of commercial scale validation studies (i.e., PV Stage II):
Host cell system/cell line selection
Cell tissue, and seed banks (Master and Working Stock)
Cell culture/fermentation process development
Harvest process development

Page 9 of 37
Inactivation/detoxification
Purification process
Formulation development
Analytical method development
Pharmacokinetic/toxicology studies
In-process controls (in-process tests and broad operational parameters)
Process scale up
Process characterization
5.1.1. Process Description
The validation study typically contains a summarized description of the manufacturing process,
including each manufacturing step, attributes to be met, and the associated process operational
parameters. Flowcharts are generally used for this purpose. The justification of the selection of
these parameters is usually included in the development information package (e.g., operational
parameters of upstream manufacturing phase could be characteristics of the inoculum which
would influence cell culture in-process attributes and harvest quality indicators). They are
usually associated with critical product quality attributes that affect product safety, quality and
purity. Later, during PV Stage II, it shall be demonstrated that these parameters and attributes are
consistently met at full scale.
5.1.2. Process Characterization
Process Characterization studies consist of “a set of documented laboratory studies in which
operational parameters are purposely varied to determine their effect on product quality attributes
and process performance”(1)
. The goal of process characterization studies is to challenge and
verify that the operational parameters consistently lead to product meeting quality characteristics
within a set range of limits. Considering that acceptable ranges (i.e., proven acceptance ranges or
PAR) cannot be determined for all operating parameters, risk assessment is often used to identify
parameters which need to be evaluated in order to demonstrate that the acceptable range is wider
than the operating range. An acceptable range is known as Normal Operating Range: “A defined
range, within (or equal to) the Proven Acceptable Range, specified in the manufacturing
instructions as the target and range at which a process parameter is controlled, while producing
unit operation material or final product meeting release criteria and critical quality attributes”
(23). Examples of operational parameters are given in Table 1.

Page 10 of 37
Table 1. Operational Parameters Summary for Cell Culture and Tetanus Toxin Production
Process Stage
Process / Operational
Parameter
Unit Parameter
Type Set Point
Operating
Range
Inoculation
Cell density (a) Cell/ml Critical operation 3 x 106 2 - 4 x 10
6
Production (Fermenter)
Vibration speed (b) Hz or % Critical operation 50 50 ±5
Airflow (c) SLPM Critical Operation 30 30 ±5
(a) Low cell density at inoculation stage will prevent growth to be started.
(b) Excessive agitation will prevent cells (e.g.: Vero cells) to attach onto the micro carrier beads, causing
reduced or no cell growth.
(c) Low intake of air throughput in the headspace of Tetanus fermentation would not sweep out volatile
compounds which may be toxic to cells. (SLPM: Standard Liter per Minute)
Note: An operational parameter could be critical in one system or process, and not critical in another.
Process characterization studies are normally summarized including a list of the operational
parameters and their justification, acceptable ranges, determination of criticality, etc., as well as
any other pertinent information from the study.
For illustration purposes of a process characterization study, the development of a culture
medium is given:
Based on a graded concentration of carbon source (e.g. different type of sugars) or nitrogen
source (e.g. amino acids) and from the growth obtained, the optimal concentration of the culture
medium can be determined. By repeating the experiment with all other ingredients such as
growth factors, the final composition of the culture media giving preferably long steady state
optimal growth, acceptable low toxicity, good stability, etc., may be determined. For example,
the optimization of culture media assures high diphtheria toxin antigen yields; contrary to this,
higher than optimum concentration of carbon source could result in high cell count but might
prevent production of the diphtheria toxin.
5.1.3. Raw Materials / Starting Materials
Production of a vaccine whether by fermentation, cultivation, isolation, or synthesis, requires
starting materials including culture media, buffers, serum (e.g.: foetal bovine serum, human
serum albumin), trypsin, amino acids and other chemicals, reagents such as monoclonal
antibodies, enzymes, proteins used in purification processes, and pharmaceutical grade / process
Page 11 of 37
water (e.g.: Water for Injection or Purified Water). Starting materials such as culture media
should be described in the corresponding approved specification, and QC tested.
Materials used for manufacturing purposes should be traceable throughout the production
process and through the different stages from clinical material manufacturing to commercial
scale. A qualification program should be developed for materials, especially for non-compendia
grade materials, including qualification of new materials or sources and vendor audit
requirements.
5.1.4. Extractables and Leachables from Product-contact Surfaces
“All product–contact surfaces used in a manufacturing process have the possibility of leaching
extractables into the process stream”(1)
. Documented data from manufacturers and published
literature is expected to be considered in addition to any necessary study to prove there is no
undesirable interaction between the material and the product, thus demonstrating the safety and
chemical compatibility of the material used. Clarification and sterilization filters may require an
enhanced qualification as per published guidelines (16)
.
5.1.5. Seed Banks
Seed banks can be identified as bacterial or viral seeds shown to produce antigens with the
required immunogenic properties and an acceptable adverse event profile, providing stable and
consistent yields using the established replication and purification schemes, that when
formulated have an acceptable stability throughout shelf life. The qualification of seeds intended
for use in the manufacture of vaccines includes assessment of the history and general
characteristics, seed banking system, and characterization of the seed through quality-control
testing. The passage history and derivation history of viral seeds, including donor screening,
testing and donor medical history, should be also documented.
5.1.6. Cell Lines and Cell Banks
An approach similar to the mentioned above for seed banks needs to be applied to cell bank
system of cell lines derived from all sources. “Biological drug substances are derived from
cellular sources (such as primary cells or cell lines) that have the potential to influence
consistency of the manufacturing process and quality of the drug substance. Adequate
characterization of the starting cellular material is therefore necessary to monitor and control the
manufacturing process”.(1)
In the case of developing appropriate testing strategies for
adventitious agents, the susceptibility of the cell substrate to infection with viruses other than the
vaccine strain should be considered. For example, as the cell substrates used for the production
of licensed oral poliovirus vaccines (primary monkey kidney cells) are susceptible to
contamination with simian viruses, such as SV40 or herpes B virus, specific tests are required in
each lot (5)
. If expression construct is used as part of production seed or cells, they also need to be
characterized as part of the banking system from master seed to end of production
characterization. Various parameters such as its retention, stability and consistency, need to be
established.

Page 12 of 37
5.1.7. Analytical Methods
Analytical methods must be validated prior to initiation of process validation studies. In some
cases, process validation studies are designed to explore process characteristics in more depth
and detail than the studies applied during routine manufacturing, therefore, certain additional
assays could be used during the execution of process validation studies and these need to be
evaluated as well. The validation of analytical procedures is directed to analytical procedures
such as identification tests, quantitative tests for impurities' content, and active substance or
potency assays. Typical analytical validation characteristics which should be considered include:
specificity, sensitivity, linearity, range, accuracy, precision, detection limit, quantification limit,
robustness, and system suitability testing. Detailed guidance for the validation of analytical
methods is contained in ICH “Validation of Analytical Procedures Methodology” ICH Q2B (14)
.
The limits of detection and quantification, as well as assay precision in the same sample matrix
that will be tested during process validation, should be defined.
For validating an in vivo potency assay, consider the following example:
- Pertussis vaccine potency assay is a surrogate test as it has no direct relation to the clinical
efficacy of the vaccine. The potency assay is represented as a quantal parallel line assay
comparing the vaccine under test to a standard or reference vaccine which might have been
tested and found efficacious clinically. Groups of mice (appropriate number, age, weight, sex)
are immunized with appropriate dilutions of the test and standard vaccines. After 14 days, they
are intra-cerebrally challenged with live Bordetella pertussis, and at day 28 the number of
survived mice is recorded. To validate this complex system, the mouse strain used, the standard
vaccine, and the challenge strain should be well established, and clinically justified (details not
given here). Use of international, regional or national standards and or procedure also needs to be
considered for the purpose of harmonization and validity of the tests.
5.1.8. Validation of production Steps or Unit Operations
Vaccines can be produced from a variety of compounds: antigens used for vaccines, live
attenuated bacteria, viruses or parasites, inactivated (killed) whole organisms, crude fractions or
purified immunogens including those derived from recombinant DNA in a host cell, conjugates
formed by covalent linkage of components, synthetic antigens, and polynucleotides (such as the
plasmid DNA vaccines). It may also be a combination of antigens listed above (4).
Considering the complexity of this process, “certain studies such as stability of in-process
intermediates and process solution stability studies may be performed separately from full-scale
conformance lots”(1). To achieve this goal, process validation could be divided into validation of
individual related groups of operations or unit operations rather than considering the entire
process. These studies (based on individual validation protocols) may be performed at pilot scale
prior to the manufacturing of consistency lots of finished product, including for example
recommended lifetime, holding time, and acceptable ranges for step yields. In certain cases,
parameters established prior to commercial consistency lots can be confirmed by on-going
validation carried out per pre-established protocol during commercial manufacture, or during the
manufacturing of consistency lots at commercial scale (e.g. membranes and resins lifetime,
Page 13 of 37
holding times, inactivation and detoxification, purification yields, impurities clearance). As
recommended by FDA’s Process Validation guidance, “The extent to which some materials, such
as column resins or molecular filtration media, can be re-used without adversely affecting
product quality can be assessed in relevant laboratory studies. The usable lifetimes of such
materials should be confirmed by an ongoing PPQ (Process Performance Qualification)
protocol during commercial manufacture.”
The acceptable limits of this variability must be examined, and from these results, optimized
operating parameters chosen. Depending on the situation, controlled experiments (e.g., scale-
down processes) may provide the information needed to identify minimum and maximum
operating parameters.
5.1.8.1.Propagation
Propagation of culture (cell growth) consists of a series of steps and critical factors which need to
be considered as part of the validation studies, such as:
Propagation from retrieval of the working cell bank (WCB) to culture harvest;
Culture media used at each step, with details on preparation and sterilization
Inoculation and growth of initial and sub-cultures (volumes, time, temperature of incubation)
Culture transfers and precautions taken to control contamination
In-process testing which determines inoculation of the main culture system
In-process testing for absence of adventitious agents, including tests on culture cells, if
applicable
Main culture system including operating conditions and control parameters (e.g., temperature
of incubation, static vs. agitated, aerobic vs. anaerobic, culture vessels vs. fermentor, volume
of fermentor, or number and volume of culture vessels)
Parallel control cell cultures, if applicable, including number and volume of culture vessels
(cell factories).
5.1.8.2.Fermentation
Critical points-to-consider in the validation of the fermentation process include data which
demonstrate the efficiency of induction of antigen production. For this, a growth curve or tabular
representation of growth characteristics of the fermentation process and each propagation step of
seed preparation should be provided as a basis for validation activities based on historical
performance under specified conditions. “Validation is done with actual growth culture, and all
in-process tests are applied. Typical tests applied for fermentation of a culture to provide a
product normally include microscopic purity of the pre-culture, pH value of the medium before
sterilization, temperature and pH value of the culture during the fermentation process, and of
medium” (17). During the propagation fermentation steps the goal is to maintain a steady state of
the culture in the exponential growth phase, in order to minimize the lag phases between
individual propagation steps. All parameters that may influence the growth rate should be
monitored, and if required controlled, such as microscopic purity of the culture, oxygen
saturation, pH, temperature, speed of impeller, foam formation and, most importantly, the

Page 14 of 37
production of antigen. By analyzing the growth curves, off-gas (headspace analysis), and
fermentation parameters, the length of fermentation and the optimal harvest time and yield can
be determined. Likewise, in-process control IPC pass/fail limits (acceptance criteria) can be set.
Critical aspects of the fermentation process used for antigen production may include:
- volume of air flow through headspace of fermentor (e.g., in Tetanus toxin production)
- speed of the impeller at the fermentor culture of anchorage-dependent cell substrates
- antigen stability under the conditions of fermentation (e.g., pH higher than 7.4 in
Pertussis antigen production)
- live and dead cell ratio at trypsinization of cell cultures
5.1.8.3.Harvest
The harvest should be made at that growth/physiological state of the culture at which the highest
antigenic yield of high potency and low toxicity is expected. As the optimal harvest time or
period cannot be easily determined in many cases, surrogate harvesting criteria may be used such
as number of cell doublings during the culture period, cell counts or number of colony-forming
units, optical density of the culture, percentage of live cells, pH of culture, etc. At this stage, an
antigen is separated from the propagation system by precipitation, centrifugation, filtration, or
similar processes. The following operational parameters are typically monitored and considered
during process validation:
- Speed of chilling of the culture;
- Capacity/volume/speed and temperature of separation/centrifugation/cross flow filtration;
- Preservative added, if applicable;
- Final holding temperature;
- Volume of inactivating/detoxifying agent, holding time and temperature in the fermentor,
in case inactivation/detoxification is done during harvesting.
The boundary between product development and process validation may vary in order to
determine the harvest time. A simple approach is to provide a tabulation on fermentation
parameters as well as yield, purity, and viability (if applicable) of the crude harvest, based on
historical performance with the corresponding potency and toxicity values. The optimal period of
harvesting is established when the IPC tests are within the acceptance limits. The duration of
harvesting time may also be critical in those cases in which live microorganisms are processed,
such as B. pertussis. Harvesting time also needs to be addressed in Tetanus toxin fermentation
and tuberculin production in order to stop the autolytic process which would, if extended, destroy
biological activity.
In the case of OPV, harvest occurs when neurovirulence is lowest (that is the most critical risk).
The virus may grow better at higher temperatures, but it may become neurovirulent. Thus, in
this case, the temperature factor is partially defined during development (i.e., how to make a
vaccine that is not neurovirulent), and partially during process validation (i.e., how to monitor
the temperature and time so that the yield is maximized but the vaccine is not neurovirulent).
The validation of harvesting can be carried out based on the yield of crude harvests which may
be tabulated, considering which falls within the IPC tests acceptance criteria. Then, taking into

Page 15 of 37
account the variability of yield of crude harvest, the acceptance limits of yield can be
determined. Low yield may be due to overheated centrifuge rotor, lost integrity of filtration
membrane, inadequate quality of filter aid, etc., depending on the harvesting method applied.
5.1.8.4.Purification
Purification is an operation usually performed by gel filtration (e.g., molecular size exclusion
chromatography, ion exchange chromatography, affinity chromatography, hydrophobic
interaction chromatography and reversed phase chromatography). Data from the supplier/vendor
normally contains details of performance, stability, extractable (and analytical methods) from
purification medium and/or equipment, which gives a very useful starting point for process
validation. The different gel filtration media produced by the suppliers normally follow validated
methods and are tested under strict control to fulfill high performance specifications.
The critical points-to-consider in the validation of a purification method or combination of
methods used are to provide a tabulation of yields and purity at each step. The verification of the
removal or dilution of product related and non-product related impurities, e.g., contaminating
cell proteins or nucleic acids, endotoxin, processing reagents, and other residual contaminants,
should be included at each step of the purification and concentration process. To facilitate
comparison through down-stream processing, a standard denominator (e.g., international units)
should be used for expressing the quantity of antigen. Process validation focuses on the elution
profile, and the yield and purity of antigen. These parameters should be within the limits set as
acceptance criteria. Impurity clearance and yields are usually evaluated through small scale
studies (e.g. spiking experiments), and testing of in process pools from consistency lots.
Validation data can therefore be reported in a Product Development Report (PDR) and process
consistency reports instead of a separated validation report.
The process of extraction is widely used in purified bacterial and viral vaccines. For example, in
bacterial vaccines of purified polysaccharides, the antigens are extracted from the cell culture
supernatants; therefore, process validation should prove that the extraction process results in the
expected quantity of antigens of appropriate immunogenicity. The acceptable range of yield shall
be determined during development studies, and used as one of the criteria of process validation.
Removal of impurities which have the potential to adversely affect product safety or intended
biological activity, or reduce it significantly, should be consistently demonstrated. It should be
based on an initial assessment considering biological activity, toxicity, quantity and proximity of
the impurity to the final drug substance. The capacity of each step to remove the relevant
impurity of the process should also be considered.
5.1.8.5.Concentration
The purpose of the concentration process is to decrease the volume of harvested antigen/culture
in order to facilitate and make the downstream processing technically feasible. The concentration
of antigens can be carried out by centrifugation, filtration or precipitation. The operational
parameters of the concentration process shall be identified and standardized during development
studies, and the acceptable range of yield shall be determined and used as one of the criteria of
process validation. As an example, diafiltration is a technique that uses an ultra-filtration

Page 16 of 37
membrane to completely remove permeate components such as salts, solvents proteins and other
biomolecules. Diafiltration is a fast and effective technique for desalting and buffer exchange of
solutions. In case of dead-end and/or cross-flow/tangential flow, the quality and quantity of
extractables and the filter sanitization process shall be also validated.
5.1.8.6.Inactivation and Detoxification
In traditional batch processes the inactivation and detoxification processes is carried out at the
start of the down-stream process, but in certain cases is done even before the harvest step in
order to assure operator safety. The most frequently used techniques for inactivation and
detoxification are heat treatment and the use of chemical agents such as formaldehyde,
glutaraldehyde, beta-propiolactone, etc., or their combination. The inactivation process
(concentration of chemicals, pH, and temperature of culture, duration of inactivation) shall be
validated in order to determine adequate operational parameters.
Certain areas, such as the cells in the head space of the fermentor, may not be completely
subjected to the inactivation process by heat/formaldehyde; therefore, a specific technique should
be applied and validated to properly address this concern.
5.1.8.7.Clarification (pre-filtration)
Clarification (pre-filtration) process step may be required for semi-synthetic culture media before
their sterilization (e.g., using activated carbon). However, most importantly, clarification is
needed for bacterial suspensions after the lysis of cell substrate to eliminate cell debris (e.g.,
toxin production after the lysis of C. tetani). In these cases, filter aids (such as diatomaceous
earth) may be applied. The clarification process should not interfere with the consequent process
steps.
5.1.8.8.Viral clearance
The cells used in cell cultures may be contaminated with animal or human viruses. ICH Q5A
“Viral Safety Evaluation of Biotechnology Products derived from cell lines of Human or Animal
Origin” (24) gives appropriate guidance on the matter. Steps that typically have the capability to
remove viruses include low pH, solvent/detergent treatment, heat and ion exchange
chromatography. Scale-down models are used including spiking the process stream of a unit
operation, and testing the processed intermediate for the virus.
5.1.8.9.Chromatography resins and reusable membranes
Validation of chromatography resins and reusable membrane lifetime should be conducted in
order to demonstrate that they can be used reliably throughout the expected lifetime. Operating
parameters, performance attributes and storage times and conditions identified in development
studies should be validated to derive acceptable operating limits.
The cleaning and sanitization procedures for resins and membranes, including the solutions
used, should be validated in order to determine the ability to eliminate carryover impurities
throughout the period of use and the number of cycles allowed. “Small scale characterization

Page 17 of 37
studies are typically performed to establish a recommended lifetime”.(1)
During routine
production, the reuse and required in-process controls should be confirmed and documented.
5.1.8.10. Buffer preparation
Factors that affect buffer preparation should be known and the corresponding manufacturing
conditions should be validated. Typical factors are mixing times, mixing conditions (RPM´s),
and temperature. In order to establish the appropriate mixing time, a series of samples are
normally taken at different time intervals. Hold times should also be determined and validated,
addressing bioburden, endotoxins, pH, conductivity, etc., as applicable.
Buffer solutions may be sterilized by membrane/cartridge 0.22 micron filtration or autoclaved.
5.1.8.11. Process Intermediates
Intermediate’s processes should be validated considering the biochemical stability through the
specified hold time, including bioburden studies if applicable. As bulks are not yet formulated,
and may be in a highly hostile environment (e.g., osmotic and heat stress, no detergent, no
stabilizer, unfavorable pH, etc.), the maximum holding time for each step needs to be
determined. It is noted that “Cumulative worst-case hold times represent the summation of
maximum unit operation hold times. Under normal manufacturing conditions, this event is
unlikely to occur and does not require validation” (1). In addition, for practical reasons, it is
difficult to validate cumulative holding times at full scale.
5.1.8.12. Blending (polyvalent vaccines)
Blending of polyvalent vaccines shall be validated by simulation of the aseptic process using
appropriate culture media.
5.1.8.13. Formulation of Bulk Product
Formulation process consists of incorporating certain sterilized salts, pre-formed gels such as
aluminium hydroxide or aluminium phosphate and buffers to the bulk antigen in an aseptic
manner. In the case of multidose vaccines, appropriately selected preservatives may be added
during the formulation process which should not interfere with the attributes of the antigen.
In the case of adjuvant use, the percentage of adsorbed antigen should be measured and the limits
of acceptability should be determined. During in situ formation of adjuvant, such as when
aluminium phosphate is applied during formulation, the quality and quantity of adjuvant should
be verified after the predetermined volumes of sterilized solutions of salts are added to the
antigen. The optimal parameters of the process should be developed and validated.
The aseptic manipulations involved in the formulation of a bulk product shall be validated by
simulation of the process using appropriate culture media to ensure an adequate aseptic
processing, as described in the section Aseptic Process Validation.
Page 18 of 37
5.2. Validation Stage II
A second validation stage, also known as Process Qualification as per FDA´s definition,
demonstrates that the process works as intended and yields reproducible commercial product,
and it should be completed before release of commercial lots. Before commencing this second
stage of process validation it is crucial to have completed validation stage I including a summary
of the development process (i.e., PDR) or a Technological Transfer Dossier, as applicable.
Manufacturing, Quality Control and QA departments are expected to review these documents for
adequacy to form the basis of validation studies and production implementation. It covers the
following elements:
5.2.1. Definition of Operational Parameters at commercial scale
Validation studies at this PV stage will be based on broad range critical operational parameters
defined during PV stage I, and given as part of the technology transfer. The aim is to determine
the operational ranges at the commercial scale environment (i.e. equipment, personnel, facility
and materials), challenging the process at different process set points if needed. “The design
space is usually established at small scale during process research and development (e.g., by
design of experiments (DOE) studies as part of characterization studies), at least for parameters
which are not scale dependent. Therefore, challenging the process at commercial scale as part of
the validation effort is not mandatory for these parameters if the scaled-down model can be
demonstrated as representative of the full-scale unit operation”(1). This approach is supported by
the FDA Process Validation (2) guidance, which states that “it is not typically necessary to
explore the entire operating range at commercial scale if assurance can be provided by process
design data”, and by PDA (1), “Justification of the operating range for each operation may not
be demonstrated during full-scale process validation; therefore, the ranges should be justified
during the development phase using appropriate process characterization studies, which for
practical reasons are usually done at lab-scale.”
Pilot batches also give an opportunity to carry out PV activities (“As part of the process
validation lifecycle some process validation studies may be conducted on pilot scale batches if
the process has not yet been scaled up to production scale” (25).
In conclusion, validation studies contribute to the understanding of process variability at
commercial scale, including raw materials, machine operating conditions, employee behaviors,
possible interruptions and deviations to standard procedures and how these can negatively affect
product quality.
An example of a PV study on lyophilization of a live virus vaccine is given below:
Validation studies consist on demonstrating that vials reach the pharmacopoeial limit of <5%
moisture in worst case scenario considering all the identified risks. The product development
team transferred the lyophilization cycle which referred to a concentration of the product (e.g.,
10x product or 4x), and the final achievement target identified for moisture content, e.g. (2%, or
4%) based on pilot stability studies, assigned shelf life, and parameters for the lyophilization
cycle. The validation team performs the necessary cycle development runs, and validates the
established cycle at commercial scale in production conditions. The validation studies will
Page 19 of 37
involve only the parameters related to commercial scale equipment and the risks identified due to
expected variations.
The example above describes a worst case scenario in which the manufacturer considers the
residual moisture content as the release criteria. Due to a wrongly designed freeze-drying
process, the product could fail to retain its biological activities even with the desired low residual
moisture content of the finished product. The freezing phase is the most critical in the whole
freeze-drying process because the product can be spoiled if the process parameters of this phase
are incorrectly established. Rapid freezing is normally preferred in order to lower the material’s
temperature to below its eutectic point, thus avoiding large ice crystal formation which may lead
to product degradation. Therefore, in freeze-drying processes, the eutectic point(s) of the product,
the age of the culture (active raw material), and the composition (excipients and stabilizers) of
the product should be considered to define critical operational parameters. Critical parameters
and their ranges are defined by the product development team (PDT), and the validation team
does not have the mandate to change them or their ranges, such as composition of the product,
but may propose different operational ranges within the allowed design space. PDT should be
able to identify the parameters which are restricted and cannot be changed or must be captured
within operating limits. Other production parameters which could be stretched to the maximum
prescribed limits by production team for the purpose of commercial production should be
included in validation studies.
5.2.2. Manufacturing of Consistency Lots
Once all the needed validation studies have determined adequate operational ranges of individual
production stages, the entire manufacturing process is finally established and now production
consistency needs to be proven. The aim of this validation level is to show that product
specifications are met in a reliable way through a series of manufacturing consistency lots at
commercial scale to demonstrate consistent and reproducible production (i.e., FDA´s Conformance
Batches as part of the Process Performance Qualification or PPQ stage). It covers the following
sequential elements and should be completed before release of commercial lots:
Qualification of facility, equipment, utilities, and related processes
Consistency Lots (Process Performance Qualification)
5.2.2.1. Qualification of Facility, Equipment, Utilities and related processes
Qualification of the manufacturing facility, equipment and utilities must have been completed
before starting the process validation study at commercial scale, including the verification that
critical equipment operate in accordance with the process requirements in all anticipated
operating ranges. Equipment operating ranges defined in the user requirements specifications
(URS) should be shown capable of being held as long as necessary during routine production.
Any modifications made to equipment, utility systems, materials, manufacturing processes or
procedures during validation studies may change the parameters or affect the expected outcomes.
Therefore, changes made during validation studies must be strictly controlled by seeking

Page 20 of 37
approval of the change before implementing it, including the evaluation of possible effects and
associated risks, in order to decide the need to execute total or partial requalification studies.
The degree of compliance needed for these studies will increase from the initial production of
clinical material (Phase 1 & 2) to the full scale process validation before commercial scale
production (or Clinical Trial Phase 3 batches).
The Qualification of Facility, Equipment, Utilities and related processes normally includes:
a. Validation Master Plan
A general Validation Master Plan pertaining to the facility describing which equipment, systems,
methods and processes will be qualified and validated and when, including a brief description of
the facility and utilities as applicable. The Validation Master Plan should indicate why and when
revalidations will be performed, either after changes or relocation of equipment or systems,
changes to processes or equipment used for processing, changes in assay methods or in testing
equipment. It also references the main quality system procedures linked to maintaining the
validated state (e.g.: deviations, CAPA, Change Control, Maintenance and Calibration). The plan
also describes the different qualification studies (Design Qualification, Installation Qualification,
Operational Qualification, Performance Qualification and Process Validation) to be performed,
as applicable.
b. Process Validation Master Plan
In addition to the general Validation Master Plan, a more detailed plan would address the
specific process validation strategies related to the specific product, approaches and sequence of
activities to be carried out according to the phase of the process (i.e., from clinical trial material
for Phase 1 and 2 studies to commercial scale or clinical trial phase 3 material, as applicable).
This plan should address how validation activities are linked to development, technology
transfer, the validation approach regarding the different unit process operations and scale down
lots and pilot batches manufacturing, if applicable. It should also mention the strategy of
manufacturing consistency lots at commercial scale, and indicate how to deal with any deviations
from the acceptance criteria of the validation protocols.
c. Sterilizing Filtration
Sterile filtration may be used at different stages of the overall production. It includes two aspects
to be validated. The first one, related to the sterilization capacity of the filter, is carried out as a
onetime study and should prove adequate filter performance in presence of the product of
interest; it covers integrity testing, and a bacterial challenge test to demonstrate that the required
sterility assurance level (SAL) is obtained. The second aspect is related to the presence of
extractables and leachables from filter media which need to be within acceptable limits in terms
of quantity and quality, without affecting the quality of the product.
Additional aspects to consider are:
Adsorption, which varies by filter type and media present (occupation of non-specific or
specific binding sites on the filtration matrix).
Page 21 of 37
Different behaviors depending on concentration and content – a detergent-dependent
protein will filter very differently if there are still micelles present.
This activity may be performed during PV stage I, provided the final product formulation is
considered.
d. Dry and Moist Heat Sterilization Process
Validation of the sterilization processes would include sterilization of equipment, autoclaving of
stoppers, and sterilization in place “SIP” of a vessel, culture media or buffer.
Depyrogenation process would typically include depyrogenation of glass containers.
The following aspects should be considered:
- Temperature distribution to detect potential cold spots (e.g., sampling ports, inlet and
outlet filters), by performing temperature profile studies with a sufficient number of
probes to be representative of the empty vessel or chamber (e.g. 10 probes). Temperature
uniformity must be proven.
- Temperature penetration and biological challenge studies are normally performed
simultaneously. For moist heat, biological indicators with moist heat resistant spores are
used. For dry heat, endotoxins are employed. The locations and number of the biological
indicators placed should be clearly described and justified in the corresponding validation
protocol and need to be representative of the types of items to be treated.
- Validation of moist heat sterilization processes of heat resistant items, buffer solutions or
empty vessels should demonstrate a six log inactivation of a heat-resistant biological
indicator system (e.g.: using 106 microorganism spores challenge, with a D value >1.5
minute). A temperature of 121.1ºC for at least 15 minutes is usually required in all parts
of the load.
- Validation of depyrogenation processes should demonstrate that a temperature profile of
250° C is attained, and an endotoxin 3-log reduction in the load is accomplished.
e. Aseptic Process Validation
Aseptic process validation consists of challenging the filtration system, the environment,
equipment and personnel in terms of aseptic processing assurance. Aseptic process validation
must be performed only after all applicable qualification studies have been completed and
approved. Aseptic manipulations differ according to the stage of the process and the type of
product. Products that have a final filtration step have lower risk of contamination of the finished
product. The filtration step/s to produce the final bulk, blending and formulation processes, and
final aseptic fill must be validated simulating the process as closely as possible using culture
media broth. Products that cannot be filter sterilized in any stage of the process (e.g.: vaccines
like DPT, MMR), have the highest risk of contamination and the validation strategy needs to
consider the aseptic processing during all manufacturing stages.
To design meaningful validation studies a thorough analysis and breakdown of the
manufacturing process must be done based, and the contamination risk assessed (e.g., using flow
Page 22 of 37
chart diagrams and tables). When designing the aseptic process, the following may be considered
in order to lower the contamination risk:
Use of single use closed system technology for aseptic connections, including aseptic
transfers from lower class rooms. These systems have no exposure to the environment.
Isolator technology
Automated sterilization in place process (SIP) is recommended whenever possible for
main production equipment, product valves and product transfer lines).
Sterile conditions of process intermediates should be demonstrated by performing media hold
tests using culture media broth in replacement of the product, simulating routine operations (e.g.,
simulating repeated thawing and freezing during OPV bulk product manufacturing), and holding
the vessel at room temperature or at 30 – 35 ºC for a period of time to allow growth (e.g. 7 to 14
days).
In order to validate the final aseptic fill, media fills are required. For new operations, equipment,
container-closure system or facilities, three consecutive aseptic process simulations must pass the
test. On a routine basis, semi-annual qualification should be conducted for each processing line
in order to evaluate the state of control of the aseptic process. Media fills should be
representative of routine production and include possible worst case situations (e.g.: engineering
interventions). Different product presentations can be grouped together using a family approach
(for more guidance on this topic, see WHO TRS 961, Annex 6, Good Manufacturing Practices
for Sterile Pharmaceutical Products).(11)
The minimum number of containers used for media fills should comply with WHO requirements
(WHO TRS 961), and be sufficient to enable a valid evaluation (10).
Points to consider for an adequate Media Fill validation study design:
Clearly state the aseptic processes covered by the study.
Routine and nonroutine interventions should be simulated (e.g., glass breakage, shift change,
transfers, procedures to keep product warm or cold, etc.). Events which are not within the
expected controlled operations should not be simulated.
Minimum frequency of twice a year as a minimum for processes operating under routine
conditions, and should include all authorized staff.
Any change in equipment, container-closure system or facilities, might trigger a media fill
study, based on the corresponding change control process.
“When data from a media fill indicate the process may not be in control, an investigation should
be conducted to determine the origin of the contamination and the scope of the problem. Once
corrections are instituted, process simulation run(s) should be performed to confirm that
deficiencies have been corrected and the process has returned to a state of control. When an
investigation fails to reach well-supported, substantive conclusions as to the cause of the media
fill failure, three consecutive successful runs in tandem with increased scrutiny of the production
process may be warranted”(27).
Page 23 of 37
f. Cleaning Validation
The cleaning methods employed shall consistently control potential carryover of product,
cleaning agents and extraneous material into subsequent product to a level which is below
predetermined limits.
Manufacturers may have different cleaning requirements based on the stage of the process, and
the subsequent product to be manufactured. The higher the risk of having finished product cross
contamination, the greater the requirement to validate cleaning methods to ensure product safety.
In order to design and justify an adequate cleaning validation strategy it is essential to understand
the nature and risks of the potential product residues to the patient, the manufacturing step, and
the equipment and the utilities involved. It depends largely on considering the following
scenarios:
The equipment usage (i.e. dedicated equipment or multipurpose)
The stage of manufacture (early, intermediate or final step)
Series of batches in-campaign or a product changeover
Possible residue level from potential build-up of same product impurities.
Cleaning agent residue, if used
Presence of components with a potential for accumulation / adsorption / precipitation etc.,
given the possible concentrations, materials and conditions
The nature of the potential contaminants (toxicity, solubility etc.)
Potential for live and inactivated microorganisms to be mixed
Elements added later to the process would kill / modify / oxidize new materials coming
in, or downstream steps that would purify any possible level of contaminants
Disposable vs. reusable product-contact equipment/accessories.
Automated CIP vs. manual cleaning
Use of 100% fresh water, or recirculated water for washing/rinsing purposes of product
contact surfaces.
Cleaning validation of a fermenter is of particular importance when the equipment is a
multiproduct one, and should demonstrate that the product and cleaning solutions (if applicable)
residues are reduced to acceptable limits. Air supply inlet/outlet or the exhaust system should be
checked (e.g., by swab sampling). The microbiological aspect should also be included as part of
the validation study in order to define a cleaning expiration date.
In addition to cleaning validation, routine verification of selected residues or their indirect
measurement may be required, especially for manual cleaning processes (e.g.: using TOC or
conductivity).
In a multipurpose setting, a prioritized matrix/bracketing approach of selected compound
residues to be verified after cleaning could be based on toxicity and safety data to reduce the
validation scope while still ensuring a proper cleaning validation study.

Page 24 of 37
5.2.2.2. Consistency Lots
As part of validation stage 2, the manufacture of consistency lots marks the transition between
development and clinical material manufacturing and commercial scale production. Once all
required studies and validation of individual production steps have been successfully
accomplished, the entire manufacturing conditions and operational parameters are finally
established and defined in a Master Batch Record. Now the entire process must be shown to
meet specifications in a reliable way through a series of manufacturing lots at commercial scale
to demonstrate consistent and reproducible production. The master batch record should specify
the processing parameters and acceptable ranges for all processing steps at the required level of
detail to allow reproducibility of the process (e.g., time periods, pH, volumes, temperatures,
measurements, specifications, acceptable ranges).
An enhanced sampling strategy used during the manufacture of consistency lots gives an
adequate opportunity to prove the robustness of the process, and should be well justified.
“Process Validation will have a higher level of sampling, additional testing, and greater scrutiny
of process performance than would be typical of routine production. The level of monitoring and
testing should be sufficient to confirm uniform product quality throughout the batch. The
increased level of scrutiny, testing, and sampling should continue through the process
verification stage as appropriate, to establish levels and frequency of routine sampling and
monitoring for the particular product and process”.(2)
Process Validation should be performed by manufacturing a sufficient number of successful
consecutive lots to demonstrate process robustness at the target operating set points to assess
process variability expected during routine production. “Process characterization (robustness)
studies conducted during stage I serve as the foundation for establishing normal operating
ranges, proven acceptable ranges and design space, as appropriate” (22).
The manufacturing process must successfully meet all acceptance criteria and product
specifications each time to be considered a consistent process. For newly developed products, the
approach of producing three validation production scale batches should be considered as a
minimum requirement, and may require additional lots. It could also be less when changes are
introduced in existing validated manufacturing processes, if proper documented justification
based on risk assessment is generated. As a basic useful concept, the number of process runs
carried out and observations made should be sufficient to allow the normal extent of variation
and trends to be established and to provide sufficient data for evaluation, and will also depend on
“the level of process knowledge and understanding gained from Stage I, and the type and
complexity of manufacturing technology employed…”(22).
Conclusions about a commercial manufacturing process can only be made after the process
validation protocol is executed and data evaluated. Process Validation batches which have not
met the established acceptance criteria cannot be considered for commercial use. The relevant
acceptance criteria in this case, relates to product specifications and not to consistency /
comparability criteria.

Page 25 of 37
5.2.3. Manufacturing of Clinical Phase Material
During the manufacturing of clinical phase III material, process validation may be completed for
its ability to consistently meet product specifications demonstrated in a documented way at a
commercial scale. Usually Phase III Clinical Trial batches are similar to commercial batches
unless otherwise accepted by the regulator.
There is usually confusion on when does the process validation start. The foundation of a
validated process is not established in one phase. Step by step layers of knowledge and data
collected from R&D stage, and through phase I, II and III material manufacturing before
initiation of commercial scale batches lay down the foundation of sound process validation
studies. The simplest explanation is that all the data collected before the final validation or
consistency runs may form the basis or foundation of compliant validation studies.
Manufacturers may erroneously claim to conclude their validation studies based on data
generated from pilot scale batches or Phase II clinical trial batches. This approach may be
misleading as the scale of manufacturing for Phase III or commercial batches could be very
different. This significant scale difference may introduce unknown risk and parameter changes in
production processes. Thus, it is important to conclude the validation studies after thoroughly
evaluating the data from Phase III or consistency lots at commercial scale.
Each single production lot at each scale should be fully analysed applying all available methods.
The understanding or the outcome of this analysis should form the basis of in-process control
and final quality control. Only when acceptable ranges are set for commercial processes, the
validation process may be considered to be concluded.
A common sequence of Process Validation activities (1) is shown in Figure 1, including their
relationship to other development activities and clinical phases. Further information regarding
pharmaceutical development is described in ICH Q8 (6)
and ICH Q11 (15)
.
Note: For Phase I clinical material manufacturing there is no specific process validation
requirement, however, the basic GMP rules must be followed, as mentioned in FDA´s CGMP for
Phase 1 Investigational Drugs (26).
5.2.4. Bracketing, Family and Matrix Validation Approach
Any product specific process should be validated separately. However, in some well justified
cases (same product with different strains used in the same facility, same diluent for different
lyophilized products, identical equipment arrangement and manufacturing procedure, etc.), a
bracketing, matrix or family approach could be used, if properly documented. As an example, a
matrix strategy may be applied for different serotypes of a vaccine, validation of culture media,
and buffers when processing and components are very similar. This concerns for instance the
validation of multi-product transfers to a new formulation or filling building. The approach could
consist in grouping products into formulation or filling families and applying a matrix approach
whereby representatives of the families are validated and results extrapolated to the family
grouping. The principle would be to produce at least three consistency lots of the representative
product of a concerned family but only one lot of each other member of this given family. It will
be to the applicant to justify the families and their representatives. The underlying basis for

Page 26 of 37
accepting this type of approach is that: i) the validation approach concerns only to registered
products for which consistency and stability profile already exists, ii) no modification to the
current manufacturing processes or to the current vaccine composition is sought, and iii) the new
facilities and equipment are appropriately and fully validated through classical PQ validation.
5.2.5. Documentation Requirements
An effective document control system is expected to be in place in order to manage all process
validation protocols, data and associated information. This system should describe how to
prepare, identify, approve, execute, file, amend and change documents, with focus in validation
protocols and reports. The validation document requirements should be identified including the
Validation Master Plan and a SOP describing how to prepare process validation protocols and
reports, and related documents (e.g.,: characterization studies).
It is essential that development studies also be documented, including the basis for decisions
made about the process.
5.2.6. Personnel Training and Qualification
Validation staff and contractors involved with the preparation and execution of validation studies
should have the appropriate education, training, and experience to perform the assigned tasks,
and this training documented. Manufacturing personnel should also be fully trained in the
production operations before starting with the process validation study. The efficacy of the
training effort should be verified in a documented manner. Poor training is often seen as the
cause of failed validation activities.
5.2.7. Process Technology Transfer
According to ICH Q10, “the goal of technology transfer activities is to transfer product and
process knowledge between development and manufacturing, and within or between
manufacturing sites to achieve product realization. This knowledge forms the basis for the
manufacturing process, control strategy, process validation approach and ongoing continual
improvement”(8). According to WHO, “it is a logical procedure that controls the transfer of any
process together with its documentation and professional expertise between development and
manufacture or between manufacture sites” (12)
.
A given technology could be transferred within the same group of companies or between
companies of different ownership. As the process to be transferred is given and validated, the
main focus of PV is aimed at qualification and validation of facilities, materials, equipment and
processes sourced by the recipient. A documented gap analysis is normally done to identify
differences in equipment, materials, and manufacturing process in order to plan the PV activities.
As the technology transfer is basically transfer of knowledge and experience, crucial factors for
success is project planning, the adequacy of human resources at the recipient side, and to
establish well defined communication channels. Ideally, key technical personnel should first be
thoroughly trained in the relevant SOPs at the provider’s facility before training would start at
the recipient’s plant. For specific guidance on technological transfer refer to World Health
Page 27 of 37
Organization WHO Technical Report Series, No. 961, 2011 Annex 7 WHO guidelines on
transfer of technology in pharmaceutical manufacturing.(12)
5.2.8. Legacy products
This guidance primarily applies to new products although legacy products may also benefit from
adopting such an approach. For legacy products it is acknowledged that the current standards
cannot always be fully addressed in a retrospective manner, therefore, in this scenario, the
available validation documentation shall be assessed and the gaps addressed by performing the
necessary studies. For instance, the history of the production cell /virus substrates may not be
fully documented, and the historical changes of the manufacturing process, both upstream and
downstream, may not be documented adequately. Examples of those changes may be modifying
culture propagation (e.g., surface or submerged culture; shake flasks, cell factories or
homogeneous culture; type of fermentation equipment and scale; type of impeller, type of
aeration, origin of the master cell bank, etc.), change of harvest and inactivation of culture, etc.
In order to use a retrospective validation approach for legacy products, changes must have been
documented and controlled during the period of time considered (e.g., process changes, raw
materials changes). The period of time considered and the number of lots needed must be well
justified and documented. “Data from batch documents, process control charts, maintenance log
books, and finished product test results, including trend analyses and stability results, are used
for validation”.(17)
Typically required information is listed below:
Product Quality Attributes in the different process stages;
Specifications and control methods of the finished product, intermediates and raw materials;
In Process Controls specifications and control methods;
Flow chart of manufacturing operations in each step and associated equipment;
List of all manufacturing operations of each production stage, with defined ranges;
List of all equipment with their qualification status;
Analytical data (if available) from each of the intermediates and final product;
List of process related deviations and OOS;
Justification for finished product and intermediates specifications; and
Process Variables studied and their classification, including ranges.
5.2.9. Design and Execution of Process Validation Studies
Basic elements of a meaningful validation study to be applied to any validation stage may be
summarized as follows:
Clear objective / Ask the right question.
Address all the risks and variations (e.g. identified in the PDR)
Define the right acceptance criteria.
Use methods with the specificity and sensitivity to address the question.
Page 28 of 37
Use appropriate statistical methods to formulate conclusions.
Review the result based on the acceptance criteria, draw conclusions and decide what
activities are required.
Note: Deviations to acceptance criteria found during validation studies require to be studied
to determine the impact on the process validation, and in the process itself.
Execution of validation studies should be based on pre-approved protocols, reviewed and
approved by all appropriate departments and the quality unit. A working copy of the protocol and
test record sheets should be issued by QA to perform the study. Validation protocols should
describe the approach and the plan to execute the study, including the manufacturing conditions,
controls, sampling plan, testing, and acceptance criteria. The validation protocol should contain
as a minimum the following elements:
Objectives and scope
Validation team qualifications and responsibilities
Type of validation: prospective, concurrent, retrospective, re-validation
Rationale, number and selection of batches to be on the validation study
Equipment list to be used; their normal and intended operating parameters
Outcome of IQ, OQ, PQ for critical equipment, as a prerequisite
Description of processing steps: copy of the master documents for the product
Sampling points, stages of sampling, methods of sampling, sampling plans
Training requirements for the processing operators
Validated test methods to be used in in-process testing and for the finished product
Specifications for raw materials and packaging materials
Forms and charts to be used for documenting results
Presentation of results, documenting conclusions for study approval.
Calibration requirements.
Test Procedure Sequence of tests to be performed (in-process, release, characterization)
and acceptance criteria for each significant processing step
Sampling plan, including number and frequency of samples. There should be a rationale
for the sampling strategy, providing sufficient statistical confidence of quality both within
a batch and between batches
A description of the statistical methods to be used in analyzing all collected data (e.g.,
statistical metrics defining both intra-batch and inter-batch variability)
Critical operational parameters that are being validated must be clearly stated (e.g.:
pressure, pH, viability).
Each validation test must include: Test Objective, Materials/Equipment/Instruments,
Methodology, Documentation required for the test or documentation / evidence to be
generated / Data Handling & Processing, Acceptance Criteria, Conclusion / Outcome of
Test.

Page 29 of 37
5.2.10. Deviations Management
Any validation test result not meeting the predefined acceptance criteria must be documented,
described, assessed in regards to the impact, and there should be a decision made to repeat the
individual test, accept it as a limitation of the validation exercise, or to consider the validation
study as a failure. An investigation should be carried out if applicable, especially for process
related deviations.
5.2.11. Final Report
After all validation activities have been finalized, a final report should be prepared documenting
the outcome of the study protocol.
This report should include:
Objective and basic approach used for the study;
Summary of the overall outcome of the study;
Summary of data collected; interpretation of the results should be clearly and concisely be
compared to the predefined acceptance criteria, in order to support the outcome of the study;
Summary of manufacturing out of normal events, deviations and corrective actions
proposed;
A clear conclusion as to whether the data indicates the process met the conditions established
in the protocol and whether the process is considered to be validated and approved for
routine production. If not, the report should state the causes of the failure, and what should be
accomplished before such a conclusion can be reached. Include all appropriate department
and quality unit reviews and approvals, as necessary.
5.3. Validation Stage III
A third validation stage (FDA´s Continued Process Verification) is based on a program designed
to ensure that validated processes remain in a state of control. There are three main aspects to
consider in this phase:
Strong change control system,
Sound revalidation program as applicable, and
Continued monitoring of process variables through time to allow the opportunity to make
adjustments to compensate for process variability and to ensure the manufacturing process
remains consistent.
“Since all sources of potential variability may not be anticipated and defined during validation
stages 1 and 2, unanticipated events or trends identified from continued process monitoring may
indicate process control issues and/or highlight opportunities for process improvement”(22).
Page 30 of 37
During this validation stage, continued process verification provides additional assurance that the
routine production process is and remains in a validated and controlled state, even as materials,
equipment, production environment, personnel, and manufacturing procedures change.
Throughout this validation stage, the process and product knowledge and understanding captured
during stages I and II continues to build up. As part of this process, CAPA provides an effective
system for feedback, feed forward and to achieve continual improvement.
Manufacturers should regularly collect and analyze product and process data to evaluate the
validated state of the process, to detect undesired process variability, identify the need to
revalidate, identify process or product problems, and to look for opportunities for process
improvements. The data collected should include relevant process trends and quality indicators
of incoming materials, components, in-process material, and finished products. The data should
be statistically trended and reviewed by trained personnel. The information collected should
verify that the quality attributes are being appropriately controlled throughout the process, to
evaluate process control and capability, and product stability. Several tools and techniques, some
statistical and others qualitative, can be used to detect variation, characterize it, and determine
the possible root causes. Scrutiny of intra-batch as well as inter-batch variation is part of a
comprehensive continued process verification program. A thorough Annual Product Review is
one of the recommended tools to achieve this objective.
Continued monitoring of operational parameters and quality attributes at the level established
during PV Stage II is recommended for PV Stage III until sufficient data is available to generate
significant variability estimates. These estimates can provide the basis for establishing levels and
frequency of routine sampling and monitoring for the particular product and process. Monitoring
can then be adjusted to a statistically appropriate and representative level. Process variability
should be periodically assessed and monitoring adjusted accordingly.
Variation can also be detected by timely assessment of complaints, out-of-specification, process
deviation reports, process yield variations, batch records, incoming raw material records, and
adverse event reports (e.g.: during annual product review). Production line operators and quality
unit staff should be encouraged to provide feedback on process performance such as variations,
OOS, deviations and failures.
Validated processes must be kept in a state of control throughout the life of the process as
materials, equipment, production environment, and personnel may change. Maintenance of the
facility, utilities, and equipment is another important aspect of ensuring that a process remains in
control.
5.4.Revalidation
Once the system or process has been validated, it is expected that it remains in control, provided
no changes are made. In the event that modifications are made, or equipment is replaced or
relocated, partial or full revalidation studies could be needed (3). These situations must be strictly
Page 31 of 37
handled through the appropriate Deviation Handling, CAPA, Change Control and Risk
Assessment.
A fully implemented and effective change control program is required as per GMPs, and it is
especially critical in order to keep the validated state. This program will evaluate the impact of
any proposed change on the validated system, and will identify any need to perform additional
partial or full re-validation studies. This evaluation should be handled by a team with experts
from relevant areas (e.g.: Manufacturing, Quality, R&D, Engineering) in order to assess the need
for revalidating the process. Any critical change should be described, well-justified, and include
an implementation plan, which needs to be previously approved by the Quality unit. Depending
on how the proposed change might affect product quality, additional process design and process
qualification activities could be warranted. Where no significant changes have been made to the
system or process, and a quality review confirms that the system or process is consistently
producing material meeting its specifications, there is normally no need for revalidation”. (13)
This revalidation approach may be described as event/change-driven.
WHO recommends that “systems and processes should be periodically evaluated to verify that
they are still operating in a valid manner’, as it is the case for high risk processes such as aseptic
process validation, a time-driven approach is expected (e.g., aseptic process validation performed
twice a year, sterilization and depyrogenation processes performed yearly).
5.5.Validation Studies and the WHO Pre-Qualification process Expectations
Expectations from the WHO Pre-Qualification programme (PQ) are that during the
manufacturing of Phase 3 clinical material, consistency lots (i.e. PV lots) will be produced as
part of adequate validation studies. It is expected that validation studies be reviewed in detail by
NRA and NCL of country of origin before granting the marketing authorization of the product.
The summary review of validation studies during WHO PQ process is done in two stages, i.e.
during PSF review, and then during the manufacturing site audit. The re-validation aspect is
reviewed annually during the screening of Prequalified Vaccine Annual Report (PQVAR) (21)
which includes details of all changes introduced during the previous year.
WHO PQ process focuses on adequacy of the following aspects:
Inclusion of Risk assessment in validation studies,
Conformance of current validation activities,
Policies for routine validation and revalidation
Change control and Deviation management
Critical validation deviations like failure to have cleaning validation of critical steps,
inactivation validation, uncontrolled risk of cross-contamination, etc.
Continued process verification through trend analysis.

Page 32 of 37
1
2
3 L
I
C
E
N
S
U
R
E
Figure 1. Common Sequence of Process Validation Activities (based on PDA´s Common Timing of
PV Enablers and Deliverables to Validation Stage Activities). (22)
Process Validation Activities Clinical Phases Supporting Activities
Initiate process & assay development
Initiate preliminary protein characterization
Establish preliminary reference standard
Initiate clinical material manufacturing
Initiate Stability studies
Submit IND application
Conduct continuing process & assay
development
Qualify or validate assays
Establish protein characterization
Establish protein definition
Conduct pivotal clinical trials
Manufacture conformance / consistency lots
Submit regulatory license application
Pass regulatory agency pre-approval
inspection
Obtain regulatory approval
Conduct commercial manufacture &
distribution
Implement ongoing process monitoring
Preliminary clearance of process impurities
Initiate Virus Clearance studies
Initiate process characterization studies (test
limits)
Approve Process Validation Plan
Approve Process Validation protocols
Conduct additional Virus Clearance studies
Execute full scale Validation
Execute small scale validation studies (e.g.
impurity clearance, hold times)
Develop process validation summaries for
filing
Complete, approve, archive process
validation reports
Evaluate Operational Parameter ranges

Page 33 of 37
C
A
P
A
C
H
A
N
G
E
C
O
N
T
R
O
L
Appendix 1
Outline of R&D, product development and commercial production in the context of
Process Validation (based on PDA´s Common Sequence of Process Validation Activities). (1)
R&D Design and Development of API or drug product formulation
Product
development
Stage 1
validation
activities
-Tech transfer to Lab scale for clinical material manufacturing
(phase 1, 2)
-Process Description / Process Characterization
-Process Control Strategy of Unit Manufacturing Operations &
entire process
Operational Parameters Ranges / Mixing times
/Blending
Material Compatibility / Extractables / Leachables
Hold Times / Sterility assurance
Finished product / Intermediates / Raw Materials /
Packaging Materials Specifications and test methods
-Scale-up and tech transfer for clinical material manufacturing
(phase 3) and commercial scale production
Stage 2 –
Process
Qualification
Commercial
scale
production
-Scale up processes, optimizing process parameters; identify
ranges of acceptability, establishing potency & stability criteria
-Design, installation, operational and Performance
Qualification of facility, utilities, process equipment
-Quality System Prerequisites
-Prepare clinical study material for phase 3
-Complete Process Validation Studies / Consistency Lots
Stage 3 –
Post-
Validation
Continued
Verification
Trend Analysis / Statistical Analysis / Stability Information
Complaints / AEFI
Quality System and Management Review
Annual Product Review
Page 34 of 37
Glossary
Performance parameters: process outputs that may be monitored to ensure acceptable process
performance. Process performance indicators might include measurements such as concentration, yield, or
cell mass/growth rate and may demonstrate consistency and robustness of a process. (1)
Critical operational parameter: reserved for a limited sub-set of parameters that significantly affect
product quality attributes when varied outside a meaningful or narrow (or difficult to control) operational
range. Critical product quality attributes might include product potency, glycoform distribution, or levels
of aggregated or clipped forms of the target protein. (1)
Non-critical operational parameters: are all other parameters considered outside the critical operational
parameters. (1)
Lifecycle Approach: The lifecycle concept links product and process development, qualification of the
commercial manufacturing process, and maintenance of the process in a state of control during routine
commercial production. (2)
Critical Quality Attribute: Attributes that describe a parameter or item that must be controlled within
predetermined criteria to ensure that the medicinal product meets its specification (ICH Q7A)
Validation: Action of proving, in accordance with the principles of GMP, that any procedure, process,
equipment, material, activity or system actually leads to the expected results. (10)
Qualification: Action of proving that any premises, systems and items of equipment work correctly and
actually lead to the expected results. The meaning of the word “validation” is sometimes extended to
incorporate the concept of qualification. (10)
Process Validation (PV) is the documented evidence that the process, operated within established
parameters, can perform effectively and reproducibly to produce a drug substance or intermediate meeting
its predetermined specifications and quality attributes (ICH Q7). Process validation involves the
collection and evaluation of data, from the process design stage throughout production, that establish
scientific evidence that a process is capable of consistently delivering a quality drug substance. (6)
Unit Operation: A discrete step or manipulation in a manufacturing process where process and operating
parameters are defined to achieve a specific process objective (1)
Continued process verification: Assuring that during routine production the process remains in a state
of control. (2)
Process design: Defining the commercial manufacturing process based on knowledge gained through
development and scale-up activities. (2)

Page 35 of 37
Process qualification: Process qualification is the process validation stage where the process
design is evaluated to determine if the process is capable of reproducible commercial
manufacturing.
State of control: A condition in which the set of controls consistently provides assurance of continued
process performance and product quality. (2)
Consistency Lots: see Process Performance Qualification (PPQ)
Process Performance Qualification (PPQ): the second element of the Process Qualification stage, It
includes a combination of the actual facility, utilities, equipment, and the trained personnel with the
commercial manufacturing process, control procedures, and components to produce commercial batches,
A successful PPQ will confirm the Process Design and demonstrate that the commercial manufacturing
process performs as expected. Batches prepared are also called Conformance Batches, Consistency Lots
or PPQ batches (2)
Concurrent validation
Validation carried out during routine production of products intended for sale.
Prospective validation
Validation carried out during the development stage on the basis of a risk analysis of the production
process, which is broken down into individual steps; these are then evaluated on the basis of past
experience to determine whether they may lead to critical situations.
Retrospective validation
Involves the evaluation of past experience of production on the condition that composition, procedures,
and equipment remain unchanged.
References
(1) PDA Technical Report No. 42, Process Validation of Protein Manufacturing. Supplement Vol. 59, No.
S-4, 2005.
(2) Guidance for Industry. Process Validation: General Principles and Practices. Current Good
Manufacturing Practices (CGMP). Revision 1. U.S. Department of Health and Human Services. Food and
Drug Administration, January 2011.
(3) A WHO guide to good manufacturing practice (GMP) requirements. Part 2: Validation. World Health
Organization, 1997.
(4) CBER US FDA: Guidance for Industry: Content and Format of Chemistry, Manufacturing and
Controls Information and Establishment Description Information for a Vaccine or related product.
January 1999.
Page 36 of 37
(5) CBER US FDA: Guidance for Industry: Characterization and Qualification of Cell Substrates and
Other Biological Starting Materials Used in the Production of Viral Vaccines for the Prevention and
Treatment of Infectious Diseases. September 2006.
(6) ICH guideline Q11 on development and manufacture of drug substances (chemical entities and
biotechnological/biological entities).EMA/CHMP/ICH/425213/2011, May 2011.
(8) ICH Harmonized Tripartite Guideline. Pharmaceutical Quality System Q10. Current Step 4 version, 4
June 2008
(10) Annex 3 WHO good manufacturing practices for pharmaceutical products: main principles. World
Health Organization WHO Technical Report Series, No. 961, 2011.
(11) Annex 6 WHO good manufacturing practices for sterile pharmaceutical products. World Health
Organization WHO Technical Report Series, No. 961, 2011.
(12) Annex 7 WHO guidelines on transfer of technology in pharmaceutical manufacturing. World Health
Organization WHO Technical Report Series, No. 961, 2011
(13) Annex 2 WHO good manufacturing practices for active pharmaceutical ingredients. World Health
Organization WHO Technical Report Series, No. 957, 2010.
(14) ICH Q2B “Validation of Analytical Procedures Methodology”. November 1996.
(15) ICH Q8 International Conference on Harmonisation of Technical Requirements for Registration of
Pharmaceuticals for Human Use: ICH Harmonised Tripartite Guideline, Pharmaceutical Development
Q8, Current Step 4 version, 9 November 2009.
(16) PDA Filter Validation Technical Report
(17) How to get your biological product to market and keep it there. Jerry Calver, Ph.D. 2011
(18) ICH Q9 II.6 (Quality Risk Management as Part of Production Validation)
(21) Procedure for assessing the acceptability, in principle, of vaccines for purchase by United Nations
agencies, WHO/BS/10.2155.
(22) Process Validation: A Lifecycle Approach. PDA TR 60, 2013.
(23) ISPE. (PQRI) Process Robustness – A PQRI White Paper, Pharmaceutical Engineering, Nov/Dec
2006, ISPE Online Exclusive http://www.pqri.org/pdfs/06ND-online_Glodek-PQRI pdf
Page 37 of 37
(24) ICH Topic Q5A (R1) Quality of Biotechnological Products: “Viral Safety Evaluation of
Biotechnology Products derived from cell lines of Human or Animal Origin”. European Medicines
Agency. October 1997. CPMP/ICH/295/95
(25) Guideline on Process Validation; 29 March 2012; EMA/CHMP/CVMP/QWP/70278/2012-Rev1;
Committee for Medicinal Products for Human Use (CHMP); Committee for Medicinal Products for
Veterinary Use (CVMP)
(26) FDA´s CGMP for Phase 1 Investigational Drugs Guidance for Industry CGMP for Phase 1
Investigational Drugs; U.S. Department of Health and Human Services
Food and Drug Administration; Center for Drug Evaluation and Research (CDER) Center for Biologics
Evaluation and Research (CBER); Office of Regulatory Affairs (ORA); July 2008.
(27) Guidance for Industry Sterile Drug Products Produced by Aseptic Processing —
Current Good Manufacturing Practice. Food and Drug Administration. 2004
Additional recommended references:
World Health Organization. WHO Technical Report Series, No. 937, 2006. Annex 4
Supplementary guidelines on good manufacturing practices: validation
- Appendix 3 Cleaning validation
- Appendix 4 Analytical method validation
- Appendix 6 Qualification of systems and equipment
Active Pharmaceutical Ingredients Committee (APIC) Cleaning Validation in Active pharmaceutical
Ingredient manufacturing plants, September 1999.
ICH Harmonized Tripartite Guideline Pharmaceutical. Quality Risk Management Q9, Current Step 4
version, 9 November 2005
Finney, D.J. Statistical Methods in Biological Assay. 2nd
edition, Griffin: London, 1964.
Qualification and validation. Working Party on Control of Medicines and Inspections,
Final Version of Annex 15 to the EU Guide to Good Manufacturing Practice, 2001
Acknowledgements
This draft note for guidance was prepared by Victor Maqueda, Buenos Aires, Argentina, with the valuable
expert contribution of Dr. Zoltan Csizer, Scott Lambert, Anil Chawla and IFPMA (International
Federation of Pharmaceutical Manufacturers & Associations). Other collaborators who assisted in the
preparation of this draft were Abel Olivera and José Luis Monteagudo.