universidade federal de pernambuco -...
TRANSCRIPT

RODRIGO LOPES DE SOUZA
UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE TECNOLOGIA E GEOCIÊNCIAS
Graduação em Engenharia Química
E
Q
Departamento de Engenharia Química
Cidade Universitária- Recife – PE
CEP. 50640-901
Telefax: 0-xx-81- 21267289
Valorização química do bagaço de cana de açucar
em direção ao biorrefino para a produção de MEG
e PG.
Aluno: Rodrigo Lopes de Souza
Orientador: Nelson Medeiros
Recife - PE
Fevereiro/2014
TRABALHO DE
CONCLUSÃO DE CURSO

2
RODRIGO LOPES DE SOUZA
VALORIZAÇÃO QUÍMICA DO BAGAÇO DE CANA DE AÇUCAR EM
DIREÇÃO AO BIORREFINO PARA A PRODUÇÃO DE MEG E PG.
Trabalho de conclusão do curso de Engenharia
Química do aluno Rodrigo Lopes de Souza como
requisito parcial à obtenção do grau de Bacharel
em Engenhaira Química, desenvolvido no
Laboratório de processos catalíticos no
período de Novembro de 2013 àMarço de 2014.
Área de concentração: Processos Qímicos.
Professor orientador: Nelson Medeiros.
Recife-PE
2014

3
Dedico este trabalho à Deus,à minha família e aos
Amigosmais sinceros e fieis, que sempre
me deram forças para superar todos os desafios
enfrentados ao longo desse árduo
perCurso.

4
AGRADECIMENTOS
Primeiramente, agradeço a Deus por ter iluminado o meu caminho até aqui, por ter me dado saúde, determinação e sabedoria assim como todas as demais qualidades necessárias para que eu pudesse ir atrás dos meus objetivos. Agradeço ainda por ter me protegido e me afastado dos caminhos mais sombrios e errôneos que a vida pode nos levar e assim ter me tornado uma pessoa honesta e idônea de acordo com meus princípios.
Aos meus amigos da vizinhança, que estiveram comigo desde o início da minha adolescência até os dias atuais e que, portanto, conhecem mais do que ninguém meus defeitos e minhas qualidades; sou eternamente grato por permanecerem comigo até hoje e pela sempre compreensão das minhas variadas abstenções, mesmo em momentos importantes, causadas pelo curso.Desejo um obrigado especial por tudo para Gianni Karla e RafaellaMalafaia.
Aos meus amigos que estiveram comigo desde a minha formação do ensino médio agradeço imensamente pela paciência e pela persistência,pois muito me ajudaram nessa trajetória; em especial para Caroline Louise, João Osmar e Flávia Cristina.
É com profundo carinho que agradeço àqueles amigos que conheci ao longo do Curso e que mesmo cheio de afazeres obtiveram tempo e paciência para ouvir minhas dúvidas e minhas complicações e também por terem me passado ferramentas de aprendizado que muitos professores não conseguiram passar. Eternamente agradecido aos amigos: Arquimedes Moraes, Kaline de Souza, DaysianneMikaella e Alessandro Lima.
Ao meu grupo de amigos especial com o qual venho aprendendo valores fundamentais e importantes para o resto da minha vida, agradeço por terem um dia cruzado meu caminho e terem feito a diferença na minha vida, tendo renovado minhas forças e energias para seguir caminhando. Agradeço de coração a vocês todos: Pedro Pessoa, Mariana Granja, João Neto e Rodrigo Regis.
Não menos importante agradeço com imenso orgulho e satisfação ao meu melhor amigo e companheiro Rodrigo Regis e à minha família por terem me ajudado a ver as linhas designadas por Deus, por terem me ensinado o significado de valores como Honestidade, Humildade e Sabedoria. Eternamente agradecido a toda minha família.
Meus sinceros agradecimentos às professoras Maria de Los Angeles Palha e Celmy Maria Barbosa pelo comprometimento, pela honestidade e pelo censo de Justiça desenvolvidos por ambas na luta contra os problemas existentes no departamento de engenharia química, muitos dos quais foram vivenciados por mim.
Agradeço também ao programa de recursos humanos, PRH-28, e a ANP pelo auxílio financeiro e acadêmico através do curso de especialização em petróleo, gás natural e biocombustíveis,bem como nas diversas formas de investimento no estudante oferecidas pelo programa.Por fim agradeço ao Professor e meu orientador neste trabalho científico,Nelson Medeiros de Lima, e ao Laboratório de Processo Catalíticos da UFPE pelo auxílio ao longo do trabalho.

5
RESUMO
Diante da atual situação energética doBrasil,Onde cada vez mais é necessáriaa participação de fontes alternativas de produção de energia elétrica ou a geração de combustíveis que substituam os atuais combustíveis obtidos a partir de recursos não-renováveis, os estudos sobre o potencial da biomassa lignocelulósica vêm sendo intensificados. Devido ao seu grande potencial e disponibilidade, o bagaço da cana-de-açucar vem sendo considerada a fonte renovável mais promissora na substituição dos combustíveis fósseis.Esse potencial é ainda maior quando se fala na capacidade de obtenção de outros produtos de maior valor agregado.Diante dessa situação o objetivo desse trabalho consiste na elaboração de uma metodologia que combina a execução de três métodos de extração: Extração ácida, extração alcalina e extraçãocom solvente comum.De acordo com os resultados cada método teve uma participação considerável na remoção da lignina sendo o pré-tratamento com hidróxido de amônio o método que mais extraiu lignina.A eficiência dessa nova metodologia foi muito satisfatória uma vez que a lignina foi quase completamente removida.
Palavras-chave:Bagaço da cana-de-açucar; Lignocelulose; Pré-tratamento; Deslignificação; Extração.

6
ABSTRACT
Given the current energy situation in Brazil, where increasing the participation of alternative sources of electricity production or generation of fuels that replace current fuels derived from non-renewable resources is needed, studies on the potential of biomass lignocellulosic have been intensified.Due to its great potential and availability, the sugarcane bagasse has been considered the most promising renewable source in place of fossil fuels. This potential is even greater when it speaks the ability to obtain other products with higher added value.Given this situation, the aim of this work is the development of a methodology that combines the execution of three extraction methods: acid extraction, alkaline extraction and extraction with common solvent.According to the results of each method has had considerable interest in the removal of lignin and the pretreatment with ammonium that the method further extracted lignin hydroxide. The efficiency of this new methodology has been very satisfactory because lignin was almost completely removed.
Keywords: Sugarcane bagasse; Lignocellulose; Pretreatment; Delignification; Extraction.

7
LISTA DE FIGURAS
Figura1– Produção de energia primária no Brasil em 2011. 10
Figura 2– Esquema da parede celular vegetal. 12
Figura 3– Representação da cadeia linear de celulose. 12
Figura 4– Representação esquemática da hemicelulose. 13
Figura 5 – Seção do polímero de lignina. 14
Figura 6– Efeito do pré-tratamento em materiais lignocelulósico. 15
Figura 7– Equipamentos utilizados no experimento. 23
Figura 8 – Esquema da aparelhagem da extração Soxlet. 23
Figura 9 – Bagaço da cana-de-açúcar. 24
Figura 10– Comparação entre as curvas do pré-tratamento do bagaço da
cana de açúcar.
29
Figura 11– Massa de lignina extraída x tempo de extração na fase
alcalina.
31
Figura 12 – Comparação entre as curvas do pré-tratamento do bagaço da
cana de açúcar.
33
Figura 13 – Percentual de remoção global de lignina x tempo de agitação. 34
Figura 14 – Eficiência da extração da lignina pelos métodos de extração.
àcida, alcalina e organossolve combinados.
35
Figura 15– Análise da obtenção de lignina no filtrado e na polpa retida na
extração alcalina.
38

8
LISTA DE TABELAS
Tabela 1- Resultados da extração da liginina com ácido clorídrico. 28
Tabela 2- Análise do percentual da massa de lignina extraída no
tratamento ácido.
28
Tabela 3 - Resultados da extração da lignina com hidróxido de amônio. 30
Tabela 4 - Análise do percentual de lignina extraída no tratamento
alcalino.
30
Tabela 5- Eficiência de remoção da lignina. 32
Tabela 6 - Percentual Global de remoção da liginina. 34
Tabela 7 - Massa de lignina obtida no volume filtrado na extração
ácida.
36
Tabela 8- Massa de lignina obtida no volume filtrado na extração
alcalina.
37

9
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................................ 10 1.1SITUAÇÃO ENERGÉTICA DO BRASIL ...................................................................... 10
1.2O POTENCIAL DO BAGAÇO DA CANA-DE-AÇÚCAR ............................................... 11
1.3CONSTITUIÇÃO DO BAGAÇO DA CANA-DE-AÇÚCAR ............................................ 12
1.4PROCESSOS DE TRATAMENTO DO BAGAÇO E OBTENÇÃO DE GLICOIS ........... 15
1.5OBJETIVOS ................................................................................................................ 16
1.5.1Objetivos gerais .................................................................................................. 16
1.5.1.1Objetivos específicos ..................................................................................... 16
2 REVISÃO BIBLIOGRÁFICA .................................................................................. 17
2.1O PRÉ-TRATAMENTO ............................................................................................... 17
2.1.1Explosão de vapor .............................................................................................. 17
2.1.2Tratamentos hidrotérmicos ................................................................................ 17
2.1.2.1Água quente .................................................................................................. 18
2.1.2.2Oxidação úmida ............................................................................................. 18
2.1.3Tratamentos biológicos...................................................................................... 19
2.1.4Tratamento com peróxido de cálcio (cal) e peróxido de hidrogênio ............... 19
2.1.5Tratamento alcalino seguido de deslignificação oxidativa .............................. 20
2.1.6Tratamento ácido ................................................................................................ 21
2.1.7Tratamento organossolvente ............................................................................. 21
2.2 A HIDRÓLISE ............................................................................................................. 22
3 METODOLOGIA .................................................................................................... 23
3.1PREPARO DA BIOMASSA LIGNOCELULÓSICA ....................................................... 24
3.2PRÉ-TRATAMENTO DO BAGAÇO DA CANA-DE-AÇÚCAR ...................................... 25
3.2.1Etapa ácida .......................................................................................................... 25
3.2.2Etapa alcalina ...................................................................................................... 26
3.2.3Etapa do solvente comum .................................................................................. 27
4 RESULTADOS E DISCUSSÃO ............................................................................. 28
4.1 ETAPA DO TRATAMENTO ÁCIDO ............................................................................ 28
4.2 ETAPA DO TRATAMENTO ALCALINO ..................................................................... 30
4.3 ETAPA DO TRATAMENTO COM SOLVENTE COMUM ............................................ 32
4.4 COMPARAÇÃO GLOBAL ENTRE OS MÉTODOS DE PRÉ-TRATAMENTO ............. 33
5 CONCLUSÃO ........................................................................................................ 40
6 BIBLIOGRAFIA ..................................................................................................... 41

10
1 INTRODUÇÃO
1.1 SITUAÇÃO ENERGÉTICA DO BRASIL
Segundo dados do balanço energético nacional, nos últimos anos o uso de
fontes renováveis destinadas a produção de energia vem ganhando uma
participação cada vez maior. Em 2011 cerca de 44% do total de energia produzida
no país teve como origem as fontes renováveis, dessa forma o Brasil passa a
assumir papel de destaque no cenário mundial em relação ao uso dessas fontes
energéticas, uma vez que em termos globais, o percentual do uso das fontes
renováveis na produção de energia não chega nem aos 15% (MIRANDA; CAMELO;
LUCENA,2013).
Segundo dados do Ministério de Minas e Energia (MME) do Brasil,
responsável pela publicação do Balanço Energético Nacional (BEN), em 2011, a
produção de energia primária a partir de biomassa lignocelulósica obteve principal
fonte de energia, superada apenas pelo petróleo e seus derivados (Figura 1)
(HORST,2013).
Figura1– Produção de energia primária no Brasil em 2011.
Fonte: MME (2012).

11
1.2 O POTENCIAL DO BAGAÇO DA CANA DE AÇUCAR.
Pesquisas recentes têm revelado por meio de números que a biomassa
lignocelulósica é o mais abundante recurso biológico renovável da terra. Estima-se
que somente os EUA têm potencial para produzir mais de 1,3 bilhões de toneladas
(base seca) de biomassa por ano. Contudo, para obter sistemas que sejam
economicamente viáveis e sustentáveis é necessário utilizar eficientemente todas as
frações das matérias-primas, especialmente, a celulose, hemicelulose e lignina
(SANTOS,2012).
Entre os diferentes tipos de biomassas lignocelulósica, a palha e o bagaço de
cana-de-açúcar se destacam como fontes energéticas não somente em relação a
sua queima mas também pelo seu potencial de geraçãode produtos que hoje são
obtidos através dos combustíveis fósseis. Esses dois subprodutos lignocelulósicos
são abundantes no Brasil devido à alta produção de etanola partir do caldo de cana
de açúcar, o que torna esse material uma atraente alternativa não só para obtenção
de etanol celulósico mas também outros produtos químicos de maior valor agregado
(BRIENZO; SIQUEIRA; MILAGRES,2009;SANTOS,2012).
As usinas de açúcar geram aproximadamente 135 kg de bagaço e palha
(peso seco) por tonelada de cana, mas apenas 50% dessa quantidade é
reaproveitada através da queima, como fonte de energia para as usinas.Por outro
lado, esses subprodutos proporciona um baixo custo de matéria-prima para a
produção biológica ou por vias químicas de combustíveis e produtos químicos, que
oferecem vantagens estratégicas do ponto de vista econômico e ambiental
(BRIENZO; SIQUEIRA; MILAGRES,2009;SANTOS,2012; XU et al., 2006).
Tais resíduos lignocelulósicos apresentam, portanto, grande potencial
paraageração de calor, eletricidade, produção de etanol celulósico e outros
compostos químicos de maior valor agregado.Nesse sentido, um dos principais
gargalos que envolvem a produção de etanol celulósico é “desmontar” a parede
celular liberando os polissacarídeos como fonte de açúcares fermentescíveis ou
deixando-os propício a ataques químicos de forma eficiente e economicamente

12
viável (SANTOS,2012). A Figura 1.2.1 sintetiza de maneira ilustrativa essa
complexidade envolvida no bagaço da cana-de-açúcar.
Figura 2- Esquema da parede celular vegetal.
Fonte:WOLF,2011.
1.3 CONSTITUIÇÃO DO BAGAÇO DA CANA DE AÇUCAR
Segundo Wolf(2011), em sua constituição, o bagaço de cana-de-
açúcarcontém entre 32-48% de celulose,19-24% de hemicelulose,23-32% de lignina
e 1,5-5% de cinzas. Celulose é um polímero de glicose, formado por regiões
amorfas e uma região cristalina de difícil acesso por microrganismos e outros
agentes de degradação.Sua conformação pode ser vista na Figura 1.3.1 a seguir:

13
Figura 3 - Representação da cadeia linear de celulose.
Fonte: WOLF,2011.
Hemicelulose tem natureza amorfa e é um heteropolímero de pentoses e
hexoses com diversas ramificações, sendo xilose o monômero presente em maior
quantidade após hidrólisedesse material ( WOLF,2011). Sua constituição pode ser
vista na figura 1.3.2 mostrada a seguir:
Figura 4- Representação esquemática da hemicelulose.
Fonte: SANTOS et al.,2012
Lignina é uma estrutura macromolecular e amorfa, hidrofóbica e muito
complexa, formada por unidades de fenilpropano. As ramificações da hemicelulose
permiteminterações desse material tanto com a celulose (hidrofílica) quanto com a
lignina(hidrofóbica) (WOLF,2011). A representação da molécula da lignina pode ser
visualizada na Figura 1.3.3 abaixo a seguir:

14
Figura 5 – Seção do polímero de lignina.
Fonte:HORST,2013.
As hemiceluloses sãobiossintetizadas em grandes quantidades pela maioria
das plantas e árvores. Estima-se que cerca de 60 bilhões de toneladas são
produzidas por ano pelos vegetais,ficando apenas atrás da celulose, representando
assim um enorme recurso renovável que permanece quase completamente
inutilizado (XU et al.,2006).
De acordo com Auneau et al.(2014),devido à forte interação da Hemicelulose
com a celulose e a lignina fica difícil separá-los sem alteração significativa da sua
estrutura.Assim, celulose e hemicelulose podem ser despolimerizados por hidrólise
controlada em vários monômeros de açúcar (glicose, xilose, arabinose...), que
podem ser funcionalizadas por hidrogenação catalítica para osálcoois de açúcares
(sorbitol, xilitol, arabitol…).Além disso, a hidrogenólise catalítica destes polióis
emfase aquosas alcalinas pode dar acesso aos glicóis, tais como etileno-glicol
,propilenoglicol , e glicerol (AUNEAU et al.,2014; XU etal.,2006).

15
A Figura 1.3.4 a seguir ilustra os efeitos do pré-tratamento na complexa
estrutura da parede celular do bagaço da cana-de-açucar.
Figura 6- Efeito do pré-tratamento em materiais lignocelulósico.
Fonte:WOLF,2011.
1.4 PROCESSOS DE TRATAMENTO DO BAGAÇO E A OBTENÇÃO DE GLICÓIS
Devido ao seu grande potencial econômicoe ambiental,diferentestratamentos
têm sido aplicados para a extração da hemicelulose. Tratamentos térmicos
combinados com adição de produtos químicos como ácidos e bases, por exemplo,
vêm sendo muito utilizados (BRIENZO; SIQUEIRA; MILAGRES, 2009).
De acordo com Rabelo et al.(2013) os processos de pré-tratamento podem
ser físicos, químicos, biológicos ou uma combinação destes métodos. Embora
diferentes tipos de pré-tratamento têm sido testados em diferentes condições ao
longo dos anos, os avanços ainda são necessários para os custos gerais serem
reduzidos e essa produção se tornar ainda mais competitiva.
A hidrogenólise catalítica dos alcoóis ou monômeros de açucares produzindo
etilenoglicol e propilenoglicol proporciona uma via promissora para a produção
sustentada dessas duas matérias-primas importantes, que são fabricadas hoje na
indústria do etileno oriundos do petróleo e do propileno, através dos seus
intermediários epóxido (SUN; LIU, 2014).

16
O mono-etilenoglicol (MEG) é comercialmente utilizado principalmente
comoanti-congelante,fluido de refrigeração ou como matéria-prima na produção da
fibra poliésterou ainda de poli(tereftalato de etileno) (embalagens
PET),correspondendo a um consumo de cerca de 18, 55 e 11% de suaprodução em
cada um desses setores, respectivamente. Os ésteres do mono-etilenoglicol e o do
dietilenoglicol são utilizados como solventes de resinas naturaise sintéticas e
também na formulação de tintas, vernizes efluidos de freio. A presença dos grupos
funcionais éter e umahidroxila em uma mesma molécula fornecem aos éteres
deetilenoglicol uma característica ideal de solvência (MARTINS;CARDOSO, 2005;
AUNEAU et al.,2014).
No momento, há poucos estudos sobre a hidrogenólise de pentoses ou
doxilitol. No entanto, a xilose é o componente principal da hemicelulose, além disso,
a conversão da xilose em etanol por vias fermentativas é bem mais difícil do que a
conversão da glicose em etanol por esta mesma via. Assim, outras alternativas
estratégicas de aplicação da xilose passam a ganhar uma maior importância.
1.5 OBJETIVOS
Diante da atual situação econômica do país, bem como a crescente demanda
da produção dos glicóis, este trabalho tem como objetivo o desenvolvimento e
aperfeiçoamento de tecnologias de produção desses glicóis.
1.5.1Objetivos específicos
Como objetivos específicos têm-se:
Desenvolver e aperfeiçoar uma nova metodologia de deslignificação do
bagaço da cana-de-açúcar.
Elucidar a metodologia para a hidrólise da hemicelulose.

17
2. REVISÃO BIBLIOGRÁFICA
2.1 O PRÉ TRATAMENTO.
O pré-tratamento é um passo muito importante na conversão da lignocelulose
em açúcares fermentáveis porque a cristalinidade da celulose,o grau de
polimerização, o teor de umidade, a área da superfície disponível e teor de lignina
são fatores que dificultam a ação dos agentes de hidrólise. O objetivo principal do
pré-tratamento consiste em separar a lignina e quebrar a estrutura de lignocelulose,
e é geralmente realizada por meio de processos termoquímicos (KARPet al.,2013)
2.1.1Explosão de vapor
Muitos métodos têm sido utilizados para o pré-tratamento dos materiais
lignocelulósicos. Explosão de vapor é um dos métodos mais comuns para o pré-
tratamento da biomassa lignocelulósica. Nesse método, a biomassa triturada é
tratada com alta pressão de vapor saturado com temperaturas variando entre 160 e
260 °C e pressões de 0,69 a 4,83 MPa, e em seguida, a pressão é rapidamente
reduzida, o que faz com que o material sofra uma descompressão explosiva. O
processo promove o rompimento da estrutura do material, degradação da
hemicelulose e transformação da lignina, devido às altas temperaturas, facilitando
assim a subsequente hidrólise de celulose (KARP et al.,2013).
Contudo esse método degrada a hemicelulose,e consequentemente a
potencial produção de xilose para posterior conversão em compostos de valor
agregado, os percentuais de conversão de lignina também é baixo, cerca de 7,9
porcento é convertido (KARP et al.,2013; SUN; CHENG, 2002).
2.1.2Tratamentos hidrotérmicos
Recentemente, estudos de fracionamento e de solubilização do material
lignocelulósico por meio de tratamentos hidrotérmicos têm mostrado a eficiência
desta tecnologia para melhorar o rendimento de extração de hemiceluloses
(BOUSSARSAR;ROGÉ; MATHLOUTHI,2009).
18
2.1.2.1Água quente
A água quente é um pré-tratamento hidrotérmico, onde é aplicada pressão
para manter a água no estado líquido sob elevada temperatura. Temperaturas na
gama de 170-230 ° C e pressão superior a 5 MPa são comumente usados
(KARP,2013)
Este fluido subcrítico apresenta propriedades particulares em relação a água
em condições ambiente,como por exemplo rigidez dielétrica e produto iônico. Essas
propriedades podem ser facilmente controladas, como função da pressão e
temperatura. O tratamento apresenta alto rendimento e baixa geração de produtos
indesejados.
Mais de 50% da biomassa pôde ser solubilizada, todaa hemicelulose em
conjunto com mais do que 60% da lignina insolúvel em ácido foi solubilizado,
enquanto que menos de10% da celulose foi transferidaara a fase líquida. A
recuperação da hemicelulose chegou a ser superior a 80% e menos do que 5% da
hemicelulose foi convertida em furfural (KARP,2013;SUN; CHENG,2002).
2.1.2.2 Oxidação úmida
Outro tratamento hidrotérmico existente é a Oxidação úmida, o processo de
tratamento do bagaço é efetuado com água e ar, ou oxigênio a temperaturas
superiores a 120 º C. Dois tipos de reações ocorrem durante a oxidação úmida: uma
reação hidrolítica de baixa temperatura e uma reação de oxidação a alta
temperatura.
Martin et al. (2007) demonstraram que oxidação úmida alcalina a 195 ºC
durante 15 min originou um material sólido, com cerca de 70% de celulose, com uma
solubilização de cerca de 93% de hemicelulose e de 50% de lignina, e uma
convertibilidade em celulose enzimática de cerca de 75%. Oxidação úmida ácida a
195 º C durante 15 minutos deu um bom fracionamento do bagaço, mas uma
significativa parte dos polissacarídeos foi perdida, e a conversibilidade enzimática do
material pré-tratado se tornou pobre (Martin et al.,2007apud KARP,2013; SUN;
CHENG, 2002).

19
2.1.3Tratamentos biológicos
A deslignificação pode ser realizada não apenas por processos
termoquímicos, mas também pela rota biológica, utilizando enzimas, ou
microorganismos. Um exemplo é o processo de branqueamento da polpa de
madeira com enzimas lignolíticas que podem fornecer estratégias suaves e limpas
para o pré-tratamento. As vantagens da deslignificação biológica sobre os métodos
anteriores podem incluir rápidascondiçõesreacionais, maiores rendimentos de
produtos, menor consumo de energia e menor necessidades de reator com
resistência à pressão e à corrosão; além de serem ambientalmente corretas.
A degradação da Lignina é atribuída principalmente ao metabolismo
secundário, ou a disponibilidade de nitrogênio restrito, carbono ou enxofre, e que
normalmente não são degradadas como fonte de carbono e energia, exigindo co-
substratos adicionais, tais como celulose, hemicelulose ou glicose. Alguns fungos da
podridão branca preferencialmente atacam a lignina mais prontamente do que a
hemicelulose e celulose. Muitos fungos de podridão branca, no entanto, exibem um
padrão de decadência simultânea caracterizam-se por degradar todos os
componentes da parede celular.
A fermentação em estado sólido é um ótimo processo de deslignificação
biológica porque imita o ambiente natural de degradação da lignina. Uma das
principais desvantagens da deslignificação biológica no processo de fermentação
em fase sólida é o longo tempo de incubação (KARP,2013;SUN; CHENG,2002).
2.1.4Tratamento com peróxido de cálcio(cal) e peróxido de hidrogênio.
Dentre os processos de pré-tratamento do bagaço os tratamentos alcalinos
mais promissores são: pré-tratamento com peróxido de cálcio e pré-tratamento com
peróxido de hidrogênio alcalino. Estes métodos podem ser realizados em condições
de temperatura moderada, sem pressão ou adição de ácidos. O pré-tratamento com
cal tem baixa formação de inibidores de fermentação, aumenta o pH e fornece uma
alternativa de baixo custo para a solubilização da lignina, removendo
aproximadamente 33% de lignina e 100% de grupos acetil. A ação da cal é mais
lenta do que o de outros métodos depré-tratamento com produtos químicos, mas

20
seu baixo custo e manipulação segura tornam este método atraente (RABELO et
al.,2011a).
Tempo de pré-tratamento, temperatura e concentração de cal ou
concentração de peróxido de hidrogênio foram avaliados durante os experimentos.
O pré-tratamento com a solução de peróxido de hidrogênio alcalino foi preparado
pela adição de H2O2 em água destilada e ajustando o pH para 11,5 com hidróxido
de sódio . No pré-tratamento de cal, Ca (OH)2 é adicionado à água destilada . 4
gramas de bagaço são adicionadas com 100 ml da solução de cal preparadafoi
tratada com 100 mL do agente de pré-tratamento preparada como descrito acima no
Frascos de 500mL em um shaker orbital sob agitação de 2,5 Hz (RABELO et
al.,2011b).
Os pré-tratamentos com Peróxido parecem ser um dosmaispromissores, uma
vez querequer menos tempo (1 hora) do que o pré-tratamento com cal,ocorre à
temperatura ambiente e conduz à obtenção de elevadas concentrações de glicose,
mesmo utilizando-se bagaço sem moagem prévia ou peneiramento. Além disso,este
pré-tratamentonão deixa resíduos de biomassa, como o peróxido decompõe-se em
oxigénio e água, a lavagem após o tratamento pode serrealizada mais facilmente.
Esta é uma grande vantagem, pois não há necessidade de tratamento de resíduos
(RABELO et al.,2011b).
2.1.5 Tratamento alcalino seguido de deslignificação oxidativa
Inicialmente, o bagaço foi submetido a uma extração alcalina. O material foi
tratada com uma solução alcalina usando antraquinona como promotor. o processo
descontínuo foi conduzido em umreator de vidro, mecanicamente agitado a 95ºC e
400 rpm durante 30 min. O licor negro foi gradualmente drenado a partir do reator,
substituído por solução alcalina fresca, e o processo foi repetido por mais 30 min. O
bagaço passa então para uma etapa de deslignificação oxidativa usando oxigênio
sob pressão de 10 kg/cm2 em reator Parr sob agitação de 400 rpm a 110º, por 60
minutos. Em seguida o bagaço foi tratado com uma solução 1,0% de HNO3 para
remoção de metais que diminuem o desempenho do peróxido, e finalmente o
bagaço foi tratado com peróxido de hidrogênio a 45ºC por mais 30 min sob agitação
magnética (BAUDEL; ZAROR; ABREU,2005).

21
A desliginficação alcalina oxidativa do bagaço é uma alternativa atraente para
a remoção da lignina e produção de celulose uma vez que chega e remover cerca
de 85% de lignina e libera celulose com alta pureza. Porém esse processo requer
temperaturas altas, cerca de 90ºC. Além disso, o peróxido de hidrogênio tem fácil
perda de desempenho devido a sua fácil decomposição, o que requer mais etapas
de tratamentos (BAUDEL; ZAROR; ABREU,2005; XUEBING;WU;LIU,2011).
2.1.6 Tratamento ácido
A utilização de ácido diluído pode ser um processo eficaz de pré-tratamento
para o bagaço da cana. O ácido sulfúrico é o ácido mais vulgarmente utilizados em o
pré-tratamento do bagaço de cana (Lavarack, Griffin et al 2002), mas outros
reagentes, tais como o os ácidos clorídrico, nítrico e fosfórico pode também ser
utilizado (Rodríguez-Chonget al., 2004; Gámezet al., 2006apudKARPet al.,2013 ).
O tratamento utilizando ácido sulfúrico diluído, tem sido considerada como um
dos métodos mais rentáveis. A mistura de biomassa e uma solução diluída de ácido
é normalmente controlado a uma temperatura moderada por meios de aquecimento
convencional ou por microondas, o que é uma outra via eficaz para o pré-tratamento
da biomassa ( KARP et al.,2013).
Em geral os mecanismos de extração da lignina com ácidos sempre estão
associados a outros passos uma vez que a eficiência de remoção não é alta. Uma
desvantagem desse método se dá pela produção de compostos indesejáveis como
furfural e hidroximetilfurfural ( KARP et al.,2013).
2.1.7 Tratamento organosolvente
No processo de formação de pasta organosolvente um solvente orgânico é
utilizado, em geral, em associação com água e, em muitos casos com um
catalisador ácido, em alguns casos catalisadores alcalinos podem ser utilizados . A
água age como um nucleófilo e reage com centros ativados pelo catalisador na
protolignina ("ligninas In situ"). O solvente solubiliza a lignina e impregna no tecido
da planta, levando os reagentes para a protolignina e os fragmentos de lignina
resultante da parte interna da célula para a solução. Os pré-tratamentos com
organosolvente remove de forma eficiente lignina a partir de materiais

22
lignocelulósicos mediante a hidrólise parcial das ligações de lignina, o que resulta
num material enriquecido em celulose. A adição de um catalisador pode aumentar a
seletividade do solvente com relaçãoa lignina. A maior parte dos açucares da
hemicelulose também são dissolvidos por este processo (KARP et al.,2013;
PASQUINIet al., 2005;SUN; CHENG,2002)
2.2 A HIDROLISE
A hemicelulose é um polissacarídeo de parede celular vegetal e, em algumas
plantas, compreende até 40% do total do material seco. Como a hemicelulose é
abundante na natureza e renovável, que extensas pesquisas têm sido realizadas
para converter hemicelulose nos carboidratos derivados, particularmente xilose
(PAIVA;ADILMA; SCAMPARINI,2009).
Uma vez que não se tem mais lignina na composição o bagaço da cana de
açúcar passa-se para a etapa de hidrólise, onde a hemicelulose é convertida em
holocelulose (xilose e glicose).
Como a fibra do bagaço é constituída, principalmente, de material
lignocelulósico, pesquisas têm sido desenvolvidas para investigar hidrólises ácidas
catalíticas para clivar as ligações intracadeias em hemicelulose e cadeias de
celulose contidas no bagaço para produzir, emquantidades comerciais, xilose,
glicose e outros açúcares.Com a hidrólise os açúcares podem ser degradados a
esses produtos de decomposição como furfural, hidroximetilfurfural e as resinas de
furano.
Nesta pesquisa é apresentada a hidrólise do bagaço utilizando-se ácido
clorídrico sob temperatura e pressão moderadas, de modo a quebrar a hemicelulose
constituinte. Segundo Lavarack, Gri e Rodman(2002). Nesta técnica, a elevada
temperaturas amacia a camada protetora de lignina, ainda existente em torno das
fibras de hemicelulose e permite que o ácido hidrolise a hemicelulose para formar
polissacarídeos e monossacarídeos, principalmente, xilose.
23
3.METODOLOGIA
Os materiais e equipamentos utilizados neste experimento estão descritos a
seguir:
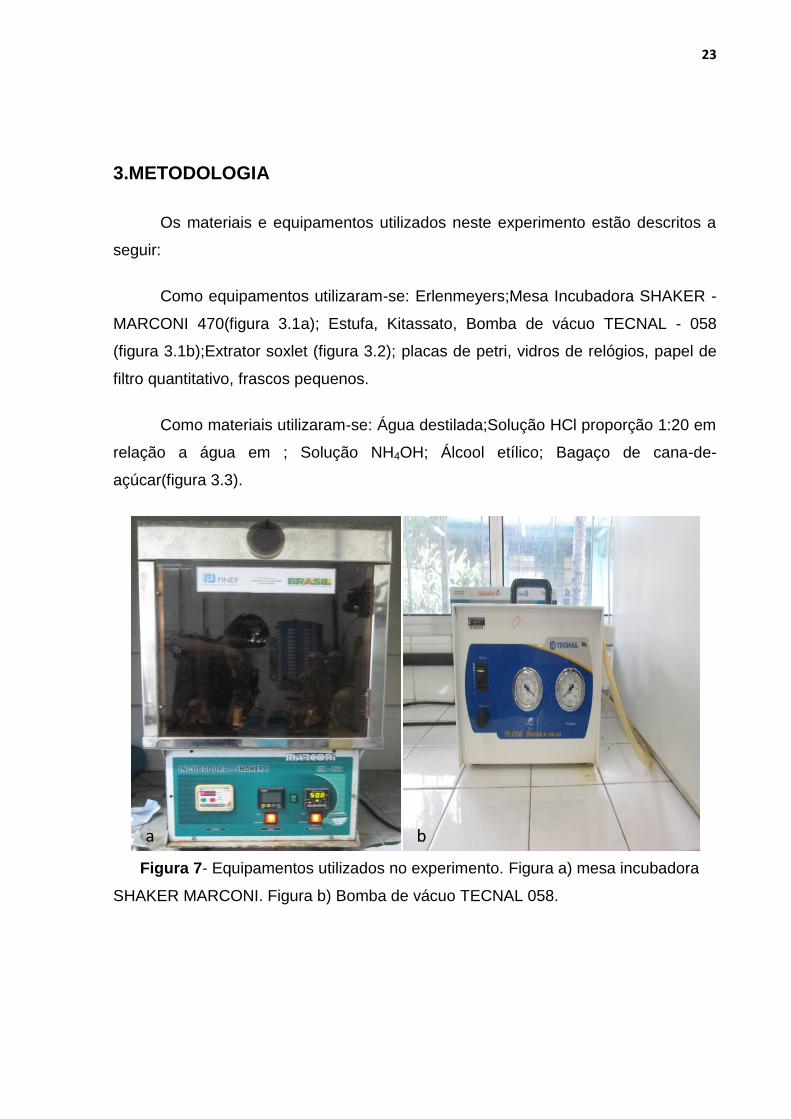
Como equipamentos utilizaram-se: Erlenmeyers;Mesa Incubadora SHAKER -
MARCONI 470(figura 3.1a); Estufa, Kitassato, Bomba de vácuo TECNAL - 058
(figura 3.1b);Extrator soxlet (figura 3.2); placas de petri, vidros de relógios, papel de
filtro quantitativo, frascos pequenos.
Como materiais utilizaram-se: Água destilada;Solução HCl proporção 1:20 em
relação a água em ; Solução NH4OH; Álcool etílico; Bagaço de cana-de-
açúcar(figura 3.3).
Figura 7- Equipamentos utilizados no experimento. Figura a) mesa incubadora
SHAKER MARCONI. Figura b) Bomba de vácuo TECNAL 058.
a b

24
Figura 8 - Esquema da aparelhagem da extração Sohxlet.
Fonte: Host,2013.
Figura 9 - Bagaço da cana-de açúcar oriundo do tratamento alcalino.
Para a remoção da lignina a partir do bagaço da cana-de-açúcar in natura,
realizam-se uma série de experimentos que serão descritos através dos
procedimentos a seguir:
3.1 PREPARO DA BIOMASSA LIGNOCELULÓSICA.
-Inicialmente o bagaço precisou ser lavado para em seguida ser guardado em
congelador para evitar que o mesmo se estrague ou desenvolva fungos.

25
- No momento da utilização, o mesmo necessitou ser seco à temperatura
ambiente.
-Em seguida, colocou-se o bagaço em um moinho, Regmed, até que o
mesmo estivesse completamente pulverizado. quando necessário, levou-se o
mesmo à estufa para garantir que o bagaço não absorvesse umidade.
3.2 PRÉ-TRATAMENTO DO BAGAÇO DA CANA-DE-AÇUCAR.
Inicialmente as etapas 3.2.1 e 3.2.2 descritas abaixo, foram realizadas para
os tempos de 1,5, 3,0, 6,0 e 12,0 horas, em seguida realizou-se a etapa 3.2.3 pelo
período de 2 horas para cada amostra. Em uma segunda fase realizou-se as etapas
3.2.1 e 3.2.2 no tempo de 1,5 horas com amostras em triplicatas sendo retiradas em:
15,45,60 e 90 minutos respectivamente.
As soluções filtradas de cada amostra das etapas 3.2.1 e 3.2.2 foram
reservadas em três tubos, de 5 ml cada um, para posterior evaporação e o resto de
cada filtrado teve seu volume registrado e em seguida foi descartado. A primeira
fase de experimentos, nas etapas 3.2.1 e 3.2.2, foi realizada nas temperaturas de
30,50 e 70ºC. A segunda fase foi realizada nas mesmas etapas da primeira fase
apenas na temperatura de 70ºC.
3.2.1 Etapa ácida
-Pesou-se 6 gramas de bagaço de cana-de-açúcar.
- Adicionou-se o bagaço previamente pesado no erlenmeyer de 250ml.
-Adicionou-se 120 ml de água.
- Em seguida, adiciona-se 6 ml da solução de HCl,1% em massa.
- Levou-se o erlenmeyer para uma mesa agitadora e ajustou-se a velocidade
de agitação para 30 rpm.

26
-Selecionou-se a temperatura planejada e deixou-se agitar até o período de
tempo determinado.
- Após o fim do período de agitação, filtrou-se a solução com papel de filtro
quantitativo.
-A parcela sólida foi lavada com água morna e levada para a estufa sob
temperatura de 40ºC pelo período de 24 horas, enquanto a parte líquida foi dividida
em três tubos de 5 ml e o resto, após ter o seu volume registrado, foi descartado.
-Levou-se os três tubos de 5 ml contendo o filtrado para a estufa sob
temperatura de 50ºC pelo período de 24 horas.
3.2.2 Etapa alcalina.
- Após secos, os sólidos resultantes da primeira filtração foram pesados.
- Em seguida,adicionou-se os sólidos em um novo erlenmeyer e adicionou-se
120 ml de água.
- Logo após a adição da água adicionou-se 6 ml de hidróxido de sódio,1% em
massa.
- Levou-se a nova solução para a mesa agitadora sob a velocidade de 30 rpm
e selecionou-se a temperatura planejada.
-Aguardou-se pelo períododeterminado de tempo.
-Após o período programado de agitação, realizou-se a segunda filtração
onde o filtrado líquido foi dividido em três tubos de 5ml e o resto do mesmo foi
registrado e posteriormente descartado.
- Levou-se o bagaço advindo da etapa alcalina para aestufa em um vidro de
relógio,sob temperatura de 40ºC até o mesmo ficar seco.

27
3.2.3 Etapa do solvente comum.
- Iniciou-se a montagem do sistema de extração; Encaixou-se o condensador
acima do extrator soxhlet, ambos agarrados pelo suporte de ferro.
- Na sequência realizou-se as conexões das mangueiras na torneira, na
entrada e na saída do condensador.
-Transferiu-se o bagaço seco advindo da etapa alcalina para o cartucho de
celulose e levou-se o mesmo para dentro do extrator soxhlet.
- Adicionou-se cerca de 200 ml de álcool etílico no balão de fundo redondo e
em seguida colocou-se as bolas de vidro.
-Colocou-se o balão de fundo redondo na manta aquecedora, com a boca de
entrada do mesmo encaixadana parte inferior do extrator soxhlet.
-Ligou-se a manta aquecedora
- abriu-se a torneira.
- Após o álcool ter condensado novamente no balão de fundo redondo,
finalizando o primeiro ciclo de extração, contou-se o tempo de uma hora e meia.
- Após o final da extração, lavou-se o bagaço com água destilada e efetuou-
se a filtração do mesmo.

28
4 RESULTADOS E DISCUSSÃO.
Os resultados apresentados nesta seção relativos aos pré-tratamentos ácidos
e alcalinos são referentes aos experimentos realizados sob a temperatura de 70ºC
no decorrer de 90 minutos.Numa primeira fase dos experimentos buscou-se a
melhor condição de extração da lignina variando-se temperatura e tempo de
extração sob agitação.
Os valores obtidos dos tempos de extração de 3,6,12 e 24 horas para a
remoção de lignina não foram muito obstantes do tempo que foi estudado
nestetrabalho,referentes ao tempo de 1,5 horas. Uma vez que com tão pouco tempo
de extração já se obtém as mesmas faixas de remoção da lignina os demais tempos
se tornam consideravelmente desnecessários.
4.1 ETAPA DO TRATAMENTO ÁCIDO.
Após realizada a etapa de extração ácida e obter os sólidos secos realizou-
se os cálculos da massa de lignina extraída, os resultados estão resumidos na
Tabela 1 apresentada a seguir:
Tabela 1- Resultados da extração da lignina com ácido clorídrico.
De acordo com a tabela 1, a massa de lignina extraída,foi calculada pela
diferença entre a massa final do bagaço seco e a massa inicial do bagaço. Ao longo
de todo o procedimento realizou-se medições do peso do papel de filtro antes de
receber o bagaço e após despejar-se o bagaço nos erlenmeyers da etapa seguinte
Tempo(min) AmostraMassa Inicial do
bagaço(g)
Massa final de
bagaço(g)
Massa de lignina
extraída no
processo (g)
1 6,00 5,35 0,65
2 6,00 5,41 0,59
3 6,00 5,39 0,61
1 6,00 5,35 0,65
2 6,00 5,29 0,71
3 6,00 5,35 0,65
1 6,00 5,38 0,62
2 6,00 5,52 0,48
3 6,00 5,36 0,64
1 6,00 5,29 0,71
2 6,00 5,46 0,54
3 6,00 5,26 0,74
15
45
60
90

29
para avaliar o quanto de massa do bagaço é perdida por esse procedimento. Os
valores obtidos foram aproximadamente de 1,5% da massa inicial de bagaço.
De acordo com Wolf (2011) a quantidade de lignina encontrada compondo o
bagaço da cana-de-açúcar varia entre 23 a 32 %. Esse valor pode ser até maior uma
vez que fatores como variedade da espécie e de solo e características físico-
químicas, podem influenciar nos resultados obtidos pelos diversos autores
(HOST,2013).
O percentual de remoção de lignina nessa etapa do pré-tratamento pode ser
visto na tabela 2 a seguir:
Tabela 2-Análise do percentual da massa de lignina extraída no tratamento
ácido.
Como visto na tabela 2 foi considerado para cada 6 gramas de bagaço da
cana-de-açúcar tratado 1,92 gramas são referentes a lignina, o que equivale a um
percentual de 32%. O teor exato de lignina não pôde ser expressado pois não
realizou-se a caracterização do bagaço utilizado.
A Figura 10, apresentada a seguir, representa a quantidade de massa extraída ao
longo de um tempo de 1,5 horas.
Figura 10- Massa de lignina extraída x tempo de extração a 70ºC.
Tempo (min)Massa de lignina média
extraída(g)
Quantidade inicial de Lignina
no bagaço(g)
Percentual de remoção de
Lignina
0 0 1,92 0,00%
15 0,60 1,92 31,16%
45 0,65 1,92 33,92%
60 0,63 1,92 32,73%
90 0,72 1,92 37,74%
0
0,2
0,4
0,6
0,8
1
0 20 40 60 80 100
Mas
sa d
e b
agaç
o
extr
aíd
a(g)
Tempo de extração (min)
Extração ácida
Extração ácida

30
Como pode ser observado no gráfico da figura 10 a massa extraída de lignina
ao longo do tempo de extração se apresenta de maneira quase linear, significando
assim que não se necessita de muito tempo para se remover lignina através do
ácido clorídrico.
O ataque com ácido sulfúrico na estrutura do bagaço remove em média cerca
de 2% da lignina, além de hidrolisar a hemicelulose podendo assim carregar para a
parcela de filtrado os polissacarídeos que posteriormente poderiam ser convertidos
em xilose (KARP,S.G. et al,2013). Contudo o uso ácido clorídrico, utilizado aqui, tem
a vantagem de conseguir remover a parcela da lignina que pode ser solubilizada em
ácido sem arrastar consigo para a fase líquida muitos polissacarídeos. Além disso, o
ácido promove um afrouxamento da estrutura tornando a hemicelulose mais exposta
para os ataques seguintes.
4.2 ETAPA DO TRATAMENTO ALCALINO.
Os resultados do tratamento alcalino são mostrados na Tabela 3 a seguir:
Tabela 3 - Resultados da extração da lignina com hidróxido de amônio
Os resultados da Tabela 3 mostram que para os tempos de 15 e 45 minutos
há maiores índices de remoção da lignina. As amostras retiradas com 90 minutos
apresentaram valores razoavelmente discrepantes entre si o que pode indicar
alguma falha experimental. O bagaço mesmo seco após o tratamento alcalino
impregna de maneira mais firme no papel de filtro ocasionando um aumento na
Tempo(min) AmostraMassa Inicial do
bagaço (g)
Massa final de
bagaço (g)
Massa de lignina
extraida no
processo (g)
1 5,35 4,54 0,80
2 5,41 4,56 0,85
3 5,39 4,61 0,78
1 5,35 4,37 0,97
2 5,29 4,36 0,94
3 5,35 4,94 0,42
1 5,38 4,94 0,44
2 5,52 4,93 0,59
3 5,36 4,88 0,48
1 5,29 4,72 0,57
2 5,46 4,61 0,84
3 5,26 4,80 0,46
15
45
60
90

31
perda de massa no processo, nesta etapa a média de massa de bagaço perdida foi
de 2,6% da massa do bagaço antes do início desse tratamento.
As percentagens de remoção da lignina, encontra-se evidenciado na tabela 4
a seguir:
Tabela 4 - Análise do percentual de lignina extraída no tratamento alcalino.
É observado na Tabela 4 que o percentual de lignina sofre realmente uma
queda quando o bagaço atinge o tempo de 60 minutos de extração. Os cálculos
envolvidos na eficiência da remoção da lignina foram os mesmos utilizados na etapa
ácida e os valores iniciais de Lignina, embora o processo seja oriundo da fase ácida,
foram referentes a massa inicial de 6 gramas de bagaço da cana-de-açúcar.
A Figura 11 a seguir, sintetiza o comportamento da extração da lignina na
fase alcalina do pré tratamento.
Figura 11 - Massa de lignina extraída x tempo de extração na fase
alcalina.
Tempo (min)Massa de lignina média
extraída(g)
Quantidade inicial de Lignina
no bagaço(g)
Percentual de remoção de
Lignina
0 0 1,92 0,00%
15 0,83 1,92 43,07%
45 0,96 1,92 49,74%
60 0,46 1,92 23,91%
90 0,52 1,92 26,83%
0
0,2
0,4
0,6
0,8
1
0 20 40 60 80 100
Mas
sa d
e b
agaç
o e
xtra
ída(
g)
Tempo de agitação(min)
Extração Alcalina
Extração Alcalina

32
O gráfico da figura 11 mostra que o tratamento alcalino não apresentou um
comportamento linear, após o período de aproximadamente 40 minutos de agitação
ocorre uma perda de eficiência do método, seguido de uma leve recuperação mas
sem atingir os altos níveis de remoção obtidos nos instantes de 15 e 45 minutos.
O mecanismo da hidrólise alcalina a partir de bases fortes pode promover a
saponificação de reações dos ésteres intermoleculares não só da lignina, mas
também das hemiceluloses e xilanas, por essa razão utiliza-se bases diluídas. O
hidróxido de amônio diluído causa o inchaço do material lignocelulósico que conduz
um aumento da superfície interna,uma diminuição do grau de polimerização e
diminuição da cristalinidade. Além disso, o tratamento alcalino separa as estruturas
entre os carboidratos e a lignina e promove a ruptura da lignina (KARP,SG. et
al,2013)
A ruptura da lignina pelo hidróxido produz outros compostos que talvez sejam
insolúveis ou possuem baixa afinidade perante o peróxido de amônio tal afirmação
explica a acentuada queda entre os instantes de 40 e 60 minutos, os novos
compostos oriundos da ruptura da lignina acabam não se solubilizando no hidróxido
o que leva a diminuição de sua eficiência, porém uma pequena parcela desses
compostos conseguem se condensar, voltando assim a se solubilizar no hidróxido
como pode ser visto no instante de 90 minutos na figura 4.2.1.
4.3 ETAPA DO TRATAMENTO COM SOLVENTE COMUM.
Dentre os solventes orgânicos o mais vantajoso para promover a
deslignificação nesta etapa tem sido o etanol, devido ao seu baixo custo,baixo ponto
de ebulição e melhor seletividade do que alcóois secundários e terciários
(WOLF,2011). A eficiência do terceiro método empregado em sequência aos dois
anteriores pode ser visualizada na tabela 5 a seguir:
Tabela 5- Eficiência de remoção da lignina.
Amostras utilizadas (min)
Massa de bagaço extraída (g)
Quantidade Inicial de lignina(g)
percentual de remoção da Lignina
0 minutos 0 5,76 0,00%
15 minutos 1,16 5,76 20,20%
45 minutos 0,51 5,76 8,77%
60 minutos 1,71 5,76 29,64%
90 minutos 0,56 5,76 9,65%

33
Nessa etapa do pré-tratamento o percentual de remoção do bagaço
apresentou valores oscilatórios, pode-se presumir que o bagaço tenha chegado
nesta etapa com pouca concentração de lignina, ou que a velocidade de arraste do
álcool no cartucho de celulose tenha sido rápida demais e a quantidade de ciclos
não tenham sido suficiente para promover uma maior extração.
Segundo Wolf (2011), a dissolução da lignina por processos organossolve é o
resultado da hidrólise de ligações do tipo éterda macromolécula de lignina.Além
disso pode haver quebras das ligações éter entre os carboidratos e átomos de
carbonos alfas das cadeias laterais de lignina. Acredita-se que a ruptura do
complexo de lignina-carboidrato ocorra devido a catalisadores ácidos liberados na
reação.
De acordo com Pasquini et al., (2005),esta etapa do processo é importante
devido ao fato do solvente orgânico ser o responsável pela dissolução dos
fragmentos livres, e também contribuir para a impregnação das camadas do bagaço.
4.4 COMPARAÇÃO GLOBAL ENTRE OS MÉTODOS DE PRÉ-TRATAMENTO.
O gráfico da Figura 12, a seguir, ilustra e compara a ação dos métodos ácidos
e alcalinos ao longo dos 90 minutos de agitação/extração.
Figura 12 - Comparação entre as curvas do pré-tratamento do bagaço da cana-de-açúcar.
0
0,2
0,4
0,6
0,8
1
1,2
0 20 40 60 80 100
Mas
sa d
e b
agaç
o e
xtra
ída
Tempo de agitação
Curvas dos tratamentos ácidos e alcalinos Tratamento ácido
Tratamento alcalino
Polinômio(Tratamento ácido)
Logaritmo(Tratamento alcalino)

34
Pode-se ver no gráfico da Figura 12 que até o instante de 45 minutos o
tratamento alcalino tem uma maior eficácia na remoção da lignina. Na realidade as
sequências de métodos auxiliam na eficiência do tratamento alcalino frente ao
tratamento ácido observado.O tratamento ácido, como já constatado, apresenta uma
constante faixa de remoção da lignina equivalente a porção da lignina que é solúvel
em ácido, e possivelmente se o método ácido for aplicado antes ou depois do
tratamento alcalino apresentará os mesmos níveis de massa extraída.
O hidróxido de amônio diluído pode até conseguir penetrar na estrutura da
hemicelulose inchar a matéria lignocelulósica e extrair alguma lignina do mesmo se
for utilizado antes do tratamento ácido, contudo espera-se níveis mais baixos de
deslignificação, devido a rigidez do bagaço que impede a penetração do mesmo. O
aumento da concentração do hidróxido ou a substituição por uma base mais forte
pode até penetrar na estrutura mastambém irá destruir os demais polissacarídeos
que se deseja obter (KARP,S.G. et al, 2013)
Fica claro portanto, que o ácido clorídrico diluído não só é importante para
solubilizar a lignina que não é solúvel em bases e que fica no exterior da estrutura,
mas também auxilia no enfraquecimento das ligações entre a lignina e a
hemicelulose e consequentemente promove uma maior abertura para o ataque
alcalino.
A seguir, na tabela 6 pode-se observar o percentual global de desliginificação
após cada amostra seguir por cada etapa do tratamento.
Tabela 6 - Percentual Global de remoção da lignina.
Embora cada tratamento individual tenha produzido resultados diferentes
sobre o tempo ideal de remoção da lignina é na combinação dos três métodos de
pré-tratamento que obtivemos um satisfatório percentual de deslignificação do
Amostras utilizadas nos
tratmentos (min)
Quantidade total de
remoção (g) Percentual de remoção
0 0 0,00%
15 2,59 94,43%
45 2,11 92,44%
60 2,79 86,28%
90 1,80 74,22%

35
bagaço e provavelmente sem degradar a hemicelulose. A Figura 13 sintetiza de
forma global os três tratamentos.
Figura 13 - Percentual de remoção global de lignina x tempo de agitação.
De acordo com o gráfico da figura 13 sob uma visão global o tempo de 15
minutos sob agitação de 30 rpm e 70ºC de temperatura, promove uma alta eficiência
de remoção da lignina presente no bagaço.Todos os resultados se fazem
satisfatórios, contudo a temperatura de 70ºC pode ser agressiva não somente à
lignina, mas também aos demais polissacarídeos.
Embora as amostras sejam colocadas para agitar sob a temperatura de 70ºC
leva-se um tempo para as mesmas atingirem tal temperatura. A associação da
temperatura elevada com o ataque alcalino no tempo certo, explica a maior
participação do hidróxido de amônio na remoção da lignina, contudo pode ocorrer
também a degradação dos polissacarídeos. Do ponto de vista energético elevar a
temperatura para 70ºC pode ser mais dispendioso do que trabalhar sob temperatura
ambiente por exemplo. Estudos sob temperaturas mais baixas mesmo que
demandem um acréscimono tempo de extração podem tornar o processo ainda mais
vantajoso economicamente.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
15 45 60 90
Rem
oçã
o d
e Li
gnin
a %
Tempo (min)
Eficiência de Remoção de Lignina
tratamentosolvente comum
Tratamentoalcalino
Tratamento ácido

36
A figura 14 a seguir faz uma comparação dos três métodos empregados neste
trabalho.
Figura 14 - Eficiência da extração da lignina pelos métodos de extração àcida, alcalina e organossolve combinados.
Os métodos empregados de maneira sequêncial se mostraram altamente
eficientes. Analisando as condições ideais obtidas por cada etapa do pré-tratamento
obteve-se o gráfico pizza da Figura 14.
Observa-se na Figura 14 que o hidróxido tem papel fundamental na
separação da lignina dos demais componentes do bagaço; removendo quase
metade da quantidade existente no mesmo.Aextração com solvente comum também
se faz muito importante uma vez que consegue remover de maneira
economicamente viável parte da quantidade de lignina que os ataques ácidos e
alcalinos não conseguiram.
Os métodos ácidos e alcalinos utilizados neste trabalho para pré-tratar o
bagaço também apresenta vantagens, uma vez que por meio de balanços mássicos
simples pode-se determinar a massa removida e por meio de métodos não
dispendiosos podem ser bem usuais. Os resíduos gerados no processo podem ser
aproveitados para diversos fins, uma vez que a lignina também tem sua importância
econômica para outros ramos químicos.
34%
46%
17%
3%
Eficiência dos métodos Empregado
Ácido
Alcalino
Solvente comum
Lignina não removida

37
Os resultados da quantidade de lignina obtida nos volumes filtrados estão
apresentadas nas Tabelas 7 e 8 referentes às amostras do tratamento ácido e
alcalino respectivamente.
Tabela 7- Massa de lignina obtida no volume filtrado na extração
ácida.
Tabela 8 - Massa de lignina obtida no volume filtrado na extração
alcalina.
Tempo de
extração
(min)
Amostras
obtidas na
extração
Volume
filtrado por
amostra(ml)
Média de lignina
obtida em 5ml do
Filtrado(g)
Massa de
lignina no
filtrado(g)
0,03 0,613 106 0,01 0,21
106 0,01 0,17
901 107 0,01 0,222 106
601 107 0,01 0,162 104 0,01 0,163
0,01 0,143 105 0,01 0,16
110 0,01 0,16
451 105 0,01 0,132 107
151 107 0,01 0,132 108 0,01 0,123
Tempo de
extração
(min)
Amostras
obtidas na
extração
Volume
filtrado por
amostra(ml)
Média de lignina
obtida em 5ml do
Filtrado(g)
Massa de
lignina no
filtrado(g)
0,03 0,543 106 0,02 0,44
106 0,02 0,40
901 104 0,02 0,462 107
601 104 0,02 0,372 109 0,02 0,373
0,04 0,813 107 0,02 0,39
108 0,03 0,75
451 109 0,04 0,822 106
151 109 0,03 0,722 107 0,03 0,713

38
As amostras do filtrado postas na estufa não mostraram quantidades de
lignina equivalentes aos obtidos pela diferença de massas do bagaço em cada etapa
do processo. De acordo com os resultados da tabela 8, após o líquido ser evaporado
a quantidade de lignina média obtida foi de 0,20 gramas, enquanto que a média de
lignina obtida pela diferença da massa do bagaço antes e após o tratamento ácido
foi cerca de 0,64 gramas.
No caso do tratamento alcalino a média global de lignina obtida após
evaporação foi de 0,60 gramas conforme pode ser observado na Tabela 15 A
diferença na massa do bagaço referente a quantidade de lignina extraída foi de 0,68
gramas..
O gráfico da Figura 15 a seguir, apresenta a concordância entre os valores
obtidos através da diferença de massas do bagaço antes e após a extração e da
massa de lignina obtida após evaporação do filtrado.
Figura 15 - Análise da obtenção de lignina no filtrado e na polpa retida na extração alcalina.
De acordo com o gráfico da Figura 15, pode-se assegurar que o experimento
de extração alcalina foi realizado corretamente e que os resultados são inteiramente
confiáveis e reprodutíveis, uma vez que o balanço da equação 1 foi quase que
completamente fechado.
y = 1,3394x - 0,1429 R² = 0,991
0
0,2
0,4
0,6
0,8
1
1,2
0 0,2 0,4 0,6 0,8 1
Lign
ina
sub
traí
da
da
Po
lpa
Lignina do Evaporado
Balanço Mássico de Lignina Extraída
Série1
Linear (Série1)

39
Massabagaço inicial-Massabagaço final= Massa de ligninafiltrado(1)
O valor da correlação entre os métodos foi de 99,0%, indicando a
equivalência entre os mesmos. Assim, é confiável a utilização de ambos os métodos
para a determinação de lignina.
40
5 CONCLUSÃO.
A metodologia proposta mostrou-se eficiente trazendo resultados satisfatórios.
A extração ácida de fato solubiliza uma fração de lignina e extrai essa quantidade
para o filtrado separando-a da parte sólida. A sequência dos métodos empregada
nessa metodologia também foi fundamental para a obtenção dos resultados uma vez
que o ataque ácido facilita o caminho para a penetração do hidróxido de amônio
aumentando o seu poder de remoção da Lignina.
A fase alcalina apresentou-se como a fase que mais removeu lignina do
bagaço, chegando a apresentar valores perto dos 40%. A extração soxlet com etanol
conseguiu solubilizar e remover uma determinada fração da lignina que ainda não foi
extraída pelos métodos anteriores, porém seus valoresoscilaram entre 8 e 30 %, e
por isso necessita ser refeita para verificar a possibilidade de erro experimental.
De uma forma geral, as amostras com tempos de 15 e 45 minutos de
extração em cada uma das duas primeiras etapas, apresentaram os maiores índices
de remoção chegando a 94,43% na temperatura de 70ºC.

41
6. BIBLIOGRAFIA.
AUNEAU,F.;BERCHU,M.;AUBERT,G.;PINEL,C.;BESSON,C.;TODARO,D.;BERNARDI,M.;
PONSETTI,T.; FELICE,R.D.Exploring the reaction conditions for Ru/C catalyzed
selectivehydrogenolysis of xylitol alkaline aqueous solutions to glycolsin a trickle-bed
reactor.Catalysis Today,Lyon-França,n.p.xxx-xxx,2014.
BAUDEL,H.M.; ZAROR,C.; ABREU,C.A.M.Improving the value of sugarcane bagasse wastes viaintegrated chemical production systems:an environmentally friendly approach. Industrial Crops and Products, Chile,n. 21, p. 309–315, 2005. BOUSSARSAR,H.;ROGÉ,B.; MATHLOUTHI,M.Optimization of sugarcane bagasse
conversion by hydrothermal treatment for the recovery of xylose. BioresourceTechnology,
França, V.100, p. 6537–6542, 2009.
BRIENZO,M.; SIQUEIRA,A.F.; MILAGRES,A.M.F.Search for optimum conditions of
sugarcane bagasse hemicellulose extraction.Biochemical Engineering Journal,
Brasil,n.46,p.199–204,2009.
GÁMEZ S, GONZÁLEZ JJ, RAMÍREZ JA, GARROTE G, VÁZQUEZ M.Studyofthesugarcane
bagasse hydrolysisbyusingphosphoricacid. J Food Eng. n.74,p. 78-88, 2006.
HORST,D.J. Avaliação da produção energética a partir de ligninas contidas em
biomassas. Dissertação de mestrado.Ponta Grossa,PR:UTFPR,2013.
KARP,S.G.;WOICIECHOWSKI,A.L.;SOCCOL,V.T.;SOCCOL,C.R.PretreatmentStrategies for
Delignification of Sugarcane Bagasse: A Review.Brazilian Archives of Biology and
Technology, Brasil,V.56, n.4: p. 679-689, 2013.
LAVARACK,B.P.;GRI,G.J.;RODMAN,D.The acid hydrolysis of sugarcane bagasse hemicellulose to producexylose, arabinose, glucose and other products. Biomass and Bioenergy, Austrália, V. 23 p.367 – 380, 2002. MARTÍN C, KLINKE H.B, THOMSEN A.B. Wet oxidation as a pretreatment method for enhancing the enzymatic convertibility of sugarcane bagasse.Enzyme MicrobTechnol, n.40, p.426-432,2007. MARTINS,L.;CARDOSO, D. Produção de Etilenoglicóis e derivados por reações catalíticas do óxido de eteno.QuimicaNova,Brasil, V. 28, n. 2, p.264-273,2005.
MIRANDA,F.C.A.;CAMELO,M.C.S.;LUCENA,S.Simulaçãoe estudo da integração de
unidades produtoras de etanol.Scientia Plena, Brasil,v.9, n.5, 2013.

42
PAIVA,J.E.;ADILMA,I.R.; SCAMPARINI,R.P.Xyloseproductionfromsugarcane bagasse bysurface response methodology. Revista Brasileira de Engenharia Agrícola e Ambiental, Brasil, v.13, n.1, p.75–80, 2009. PASQUINI,D.;PIMENTA,M.T.B.;FERREIRA,L.H.;CURVELO,A.A.S. Extraction of lignin from
sugar cane bagasse and Pinustaedawoodchipsusing ethanol–water mixtures and carbon
dioxide at high pressures.J. of Supercritical Fluids,Brasil, n. 36, p.31–39, 2005.
RABELO,S.C.;CARRERE,H.; FILHO,M.R .; COSTA, A.C. Production of bioethanol, methane
and heat from sugarcane bagassein a biorefineryconcept.BioresourceTechnology,Brasil,
V.102,p.7887–7895,2011.
RABELO, S.C.;FONSECA,N.A.A.;ANDRADE,R.R.;FIOLHO,R.M.;COSTA,A.C. Ethanol
production from enzymatic hydrolysis of sugarcane bagasse pretreated with lime and alkaline
hydrogen peroxide.Biomass and Bioenergy.Brasil,n.35,p. 2600-2607,2011.
Rodríguez-Chong A, Ramírez JA, Garrote G, Vázquez M. Hydrolysis of sugarcane bagasse
using nitric acid:a kinetic assessment. J Food Eng.n. 61,p.143-152,2004.
SANTOS,F.A.;QUEIRÓZ,J.H.;COLODETTE,J.L.;FERNANDES,S.A.;GUIMARÃES,V.M.;
REZENDE,S.T.Potencial da palha da cana de açucar para produção de etanol.Quim.
Nova,BrasilV. 35, n. 5, p.1004-1010, 2012.
SUN,Y.; CHENG,J.Hydrolysis of lignocellulosic materials forethanol production: a
review.Bioresource Technology, EstadosUnidos da América, n. 83, p. 1–11, 2002.
Wolf,L.D.;Pré-tratamentoorganossolve do bagaço da cana-de-açucar para a produção de
etanol e obtenção de xilooligômeros.Dissertação de mestrado.São Carlos,SP:UFSC,2011.
XU,F.;SUN,J. X.; LIUBAN,C. F. ;SUN, R. C.Comparative study of alkali- and acidic organic
solvent-solublehemicellulosic polysaccharides from sugarcane. Carbohydrate
Research,China,n.341,p. 253–261,2006.
[XUEBING, Z.X.;WU,R.;LIU,D.Production of pulp, ethanol and lignin from sugarcanebagasse by alkali-peracetic acid delignification. Biomass and Bioenegy, China, n. 35,p. 2874-2882, 2011.