tria bocut -makalah
TRANSCRIPT
BAB I
PENDAHULUAN
1.1 Latar belakang
Dalam perkuliahan di Politeknik Manufaktur Negeri Bandung terdapat dua jenis mata kuliah yaitu mata kuliah teori dan mata kuliah praktek. Dengan sistem perkuliahan satu minggu teori dan dua minggu perkuliahan praktek.. Politeknik Manufaktur Bandung yang berjenjang D3 memiliki program kuliah selama 6 semester. Pada semester 4 dan 5 mahasiswa di wajibkan untuk melakukan program praktik industri (PPI) selama 10 bulan. Dalam program praktik industri (PPI) mahasiswa diharapkan untuk mendapatkan segala aspek yang telah ditentukan oleh Politeknik Manufaktur Negeri Bandung.
Program Praktik Industri(PPI) mewajibkan mahasiswa dapat mengetahui profil dari perusahaan yang sedang dijadikan program praktik. Selain profil perusahaan, mahasiswa juga diwajibkan untuk mengetahui manajemen dari perusahaan tersebut. Dan juga mengerti mekanisme pelaksanaan supervisi di perusahaan.
Selain mengetahui ketiga hal tersebut, mahasiswa diwajibkan melaporkan kegiatan selama berada di perusahaan, seperti kegiatan yang dilakukan oleh penulis sebagai electrical maintenance di PT. Bakrie Tosanjaya. Pekerjaan yang dilakukan oleh Electric maintenance adalah segala sesuatu yang berhubungan dengan listrik, baik listrik arus lemah maupun arus kuat. Pengecekan kerusakan pada kontaktor, Motor, dan modul PLC merupakan pekerjaan dari electric maintenance. Pembuatan program pada PLC untuk membuat sebuah mesin manual menjadi otomatis juga merupakan pekerjaan dari electric maintenance sehingga dapat menjadikan produksi lebih efektif dan efisien.
Makalah ini dibuat sebagai informasi profil, sistem manajemen, dan juga mekanisme pelaksanaan supervisi. Makalah ini juga sebagai laporan kegiatan program praktik industri (PPI) di PT. Bakrie Tosanjaya. Dan juga sebagai tugas yang diberikan oleh Politeknik Manufaktur Negeri Bandung.
1.2 Tujuan
1.2.1 Tujuan Umum
a) Memenuhi persyaratan akademik dari mata kuliah Praktek Kerja/Magang dengan
bobot 4 SKS Program Praktek Lapangan Mahasiswa D3KT Politeknik Manufaktur
Negeri Bandung.
b) Memenuhi salah satu syarat untuk menyelesaikan studi di jenjang Diploma 3 Kejuruan Teknik (D3KT).
c) Penerapan konsep-konsep dasar ilmu pengetahuan dari perkuliahan dalam dunia
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 1

industri, baik itu konsep teoritis maupun praktek yang telah didapatkan pada
bangku perkuliahan. Ilmu terapan tersebut meliputi seluruh aspek pengajaran
berbasis praktek, yaitu perumusan masalah, pengumpulan data, analisa, hingga
dapat menghasilkan satu solusi yang tepat.
d) Pengenalan lingkungan dan dunia kerja yang mencakup organisasi suatu
perusahaan, sistem produksi, budaya kerja, lingkungan kerja dan lain-lain.
e) Menambah wawasan dan pengetahuan tentang dunia kerja dengan segala
permasalahannya.
f) Menjalin kerjasama yang erat antara Perguruan Tinggi dengan Dunia Industri
dan Usaha (Link and Match) sehingga tercipta hubungan yang saling
menguntungkan kedua belah pihak terutama dalam hal transfer wawasan serta
perkembangan ilmu dan teknologi yang baru.
1.2.2 Tujuan Khusus
a) Mengetahui, mempelajari, dan memahami sistem manajemen proses
engineering/produksi, khususnya dalam dunia Industri Manufaktur.
b) Mengaplikasikan ilmu-ilmu yang telah didapatkan selama 3 semester di Politeknik
Manufaktur Negeri Bandung.
c) M engetahui, mempelajari, dan memahami alur kerja proses produksi yang
khususnya diterapkan secara internal untuk menjaga kesinambungan antar
departemen yang terkait dalam melakukan sebuah proses produksi unit.
1.3 Sumber dan Teknik Pengumpulan Data
Dalam menyusun laporan Kerja Praktek penulis menggunakan metode- metode
penulisan sebagai berikut:
1. Metode Interview.
Dengan melakukan wawancara ataupun diskusi terhadap orang- orang/pihak-pihak yang
terkait dengan isi makalah ini.
2. Metode Studi Pustaka.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 2

Dengan mengumpulkan data-data yang terdapat pada pedoman-pedoman maupun literatur-
literatur, baik internal maupun eksternal perusahaan, yang terkait dengan pembahasan
makalah ini.
3. Metode Pengamatan Lapangan (Observasi).
Dengan melakukan perbandingan data yang telah didapat dengan literatur- literatur yang ada
untuk memperoleh suatu kecocokan antara teori yang diperoleh dari kedua metode diatas
dengan fakta di lapangan.
1.4 Batasan Masalah
Pada makalah ini penulis menekankan pada profil perusahaan, manajemen perusahaan, mekanisme supervise dan kegiatan yang dilakukan selama tiga bulan berada di PT.Bakrie Tosanjaya.
1.5 Sistematika Penulisan
Sistematika penulisan pada makalah ini sebagai berikut.
Bab I Pendahuluan; bab ini mencakup latar belakang, tujuan, batasan masalah, sumber dan
teknik pengumpulan data dan sistematika penulisan.
Bab II Profil PT. Bakrie Tosanjaya; bab ini menginformasikan tentang profil, karyawan,
customer,penghargaan, dan produk, fasilitas plant.
Bab III Manajemen PT. Bakrie Tosanjaya; bab ini menginformasikan tentang manajemen PT.
Bakrie Tosanjaya dan Struktur Organisasi PT. Bakrie Tosanjaya
Bab IV Memaknisme Pelaksanaan Supervisi; bab ini menginformasikan tentang Mekanisme
Pelaksanaan Supervisi dan Bagan Organisasi Departement Maintenance.
Bab V Kegiatan; bab ini menginformasikan Kegiatan Program Praktik Industri (PPI) selama tiga
bulan di PT. Bakrie Tosanjaya
Bab VI Penutupan; bab ini berisikan kesimpulan dan saran
BAB II
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 3

PROFIL PT. BAKRIE TOSANJAYA
2.1 Profil
PT. Bakrie Tosanjaya merupakan salah satu dari anak perusahaan besar PT. Bakrie & Brothers Tbk yang bergerak dalam bidang komponen dari otomotif dan general casting dengan penjualan ekspor sebesar 20% dan domestik sebesar 80%. Perusahaan ini didirikan pada tahun 1975 dengan nama PT. Bakrie Tubemakers dengan kepemilikan 99.99% dari PT. Bakrie & Brothers Tbk dan 0.01% berasal dari Koperasi Setia Kawan. Perusahaan ini didirikan di daerah bekasi barat tepatnya di Jalan Raya Bekasi Km. 27 , Pondok Unggu – Bekasi PO.Box 112. Dengan luas tanah sekitar 51.645 ha dan luas bangunan 15.869 ha.
Pada awalnya perusahaan ini bergerak dalam bidang pipa lunak dengan produksi 70 ton/bulan. Dan pada tahun 1981 PT. Bakrie Tubemakers mengubah nama perusahaan menjadi PT.Bakrie Tosanjaya hingga saat ini. Pada Tahun 1982 PT. Bakrie & Brothers Tbk menjadi pemilik penuh dari PT. Bakrie Tosanjaya, tahun 1983 perusahaan ini memproduksi komponen otomotif kendaraan komersial dan komponen dari alat berat dengan penjualan pada tingkat domestic. Tahun 1985 didirikan anak perusahaan dari PT. Bakrie Tosanjaya dengan nama PT. Baraja Mukti Cakra dengan kepemilikan 50% dari PT. Bakrie Tosanjaya dan 50% dari PT. Kramayudha Tiga Berlian, PT. Baraja Mukti Cakra didirikan di daerah Bekasi Utara tepatnya di Jalan Desa Harapan Kita No.4 Bekasi Utara. Perusahaan ini bergerak dalam bidang komponen otomotif mesin industry dengan produk seperti Brake Drum, Flywheel, Hub, Pressure Plate, Bracket Spring, dengan penjualan ekspor sebesar 15% dan domestic sebesar 85%.
Pada Tahun 1995 PT. Bakrie Tosanjaya bekerja sama dengan perusahaan asal Jepang yang bernama Jidosha Buhin Kogyo Ltd. Japan dengan kepemilikan 60% dari Jidosha Buhin Kogyo Ltd. Japan dan 40% dari PT. Bakrie Tosanjaya yang didirikan di daerah Karawang tepatnya di Kawasan Industri KIIC Jl. Maligi II lot C – 7 D,Tol Jakarta – Cikampek Km.47 Karawang - Jawa Barat. Perusahaan ini bergerak dalam bidang Sub Assembli untuk komponen otomotif dengan produk seperti Ring Gear, Rocker Arm, Yoke, Flywheel, dll, dengan penjualan ekspor sebesar 25 %, domestic sebesar 9% dan poros baling-baling sebesar 66%. Tahun 1995 PT. Bakrie Tosanjaya membangun sebuah bangunan untuk mesin molding bernama BMD yang bernama plant 2. Pada tahun 1998 PT. Bakrie Tosanjaya memperluas penjualan produk sampai ke daerah Australia, Malaysia, Jepang, Italia, dan Prancis.
Pada Tahun 2003 PT. Bakrie Tosanjaya membangun dua bangunan baru untuk mesin bernama DISAMATIC yaitu yang bernama Plant 3 dan untuk mesin bernama Machine Shop yaitu yang bernama area Machine Shop. Pada tahun 2005 PT. Bakrie Tosanjaya mendapatkan akreditasi ISO TS 16949 : 2002 , ISO 9001 : 2000/SS, ISO 9001 : 2000. Pada Tahun 2008 PT. Bakrie Tosanjaya menjadi penjualan dan pendapatan terbaik sejak tahun 1975 serta memproduksi saddle base dan colum untuk mesin CNC. Tahun 2009 PT. Bakrie Tosanjaya membangun area hand moulding yaitu pembentukan casting secara manual dengan tangan. Pada Tahun 2010 Pt. Bakrie Tosanjaya memperluas daerah produksi dengan membangun 2 buah plant baru yang bernama Plant 4 dan Plant 5. Plant 4 yang bernama PT. Bakrie Tosanjaya Cakung Plant didirikan
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 4

bulan Desember 2010 dengan kepemilikan sebesar 100% dari PT. Bakrie & Brothers Tbk dan didirikan di daerah Jakarta Timur tepatnya di Jln. Raya Tipar No. 42 , Cakung Jakarta Timur dengan bergerak pada bidang yang sama dengan Plant PT. Bakrie Tosanjaya yang ada di Bekasi Barat, pada Plant Cakung penjualan produk hanya untuk domestic 100%. Sementara Plant 5 didirikan lebih awal daripada Plant 4 dengan nama PT. Bina Usaha Mizusawa Mandiri (BUMM) yaitu pada bulan Agustus 2010 dengan kepemilikan sebesar 99.99% dari PT. Bakrie & Brothers Tbk dan 0.01% berasal dari Koperasi Setia Kawan dan didirikan di daerah Tangerang tepatnya di Desa Alam Jaya, Kampung Doyong ,Kecamatan Jati Uwung Tangerang sama halnya dengan Plant 4, Plant 5 di Tanggerang juga bergerak pada bidang yang sama dengan Plant PT. BakrieTosanjaya yang ada di Bekasi Barat dengan penjualan produk 100% untuk domestic.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 5
PT. BAKRIE TOSANJAYA ( BTJ ) PT. JIBUHIN BAKRIE INDONESIA ( JBI )

Sebagai perusahaan yang besar di Indonesia PT. Bakrie Tosanjaya memiliki Visi & Misi yaitu :
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 6
PT. BRAJA MUKTI CAKRA ( BMC ) PT. BINA USAHA MANDIRI MISUZAWA ( BUMM )
FOUNDRY PLANT, UNIT CAKUNG ( EX. PT. KSB INDONESIA )

Visi
Becoming an International Reputable Company as Component Maker and Supplier For Transportation and General Engineering Casting
Misi
As a Pioneer in ferrous Foundry in Indonesia PT Bakrie Tosanjaya Relies on its experience and establish goals to always improve its Products, Quality, Competitive price and ensure on time Delivery (QCD)
Committed to Fulfill The Rising of Market Demand by Increasing production Capabilities with the latest Technology Equipments
2.2 Karyawan
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 7

PT. Bakrie Tosanjaya merupakan perusahaan casting terbaik di Indonesia milik pribumi dengan produksi 3250 ton/bulan dan total asset Rp. 243.720.580.320.000 (2010) dan memiliki karyawan sebesar 821 pada Agustus 2011 dengan latar belakang pendidikan sebagai berikut:
SD : 54 karyawan SLTP : 83 karyawan SLTA : 581 karyawan D1 : 4 karyawan D3 : 41 karyawan S1 : 53 karyawan S2 : 5 karyawan
Gambar diagram batang dari jumlah karyawan
Gambar diagram dari latar belakang pendidikan karyawan
2.3 Customer
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 8

PT. Bakrie Tosanjaya sebagai perusahaan yang bergerak dalam bidang automotive memiliki banyak customer diantaranya :
1. PT. ASTRA DAIHATSU MOTOR (DAIHATSU)2. PT. BARAJA MUKTI CAKRA (MITSUBISHI)3. PT. GM AUTO WORLD INDONESIA (OPEL)4. PT. DAIMLER CHRYSLER INDONESIA (MERCEDES)5. PT. SUZUKI INDONESIA MOTOR (SUZUKI)6. PT. MESIN ISUZU INDONESIA (ISUZU)7. PT. MITSUBISHI KRAMAYUDHA MOTOR (MITSUBISHI)8. PT. HINO MOTOR MANUFACTURING IND. (HINO)9. PT. KOMATSU INDONESIA (NISSAN DIESEL)10. PT. ISUZU ASTRA INDONESIA (ISUZU)11. PT. TOYOTA MOTOR MANUFACTURING IND (TOYOTA)12. PT. ASTRA MOTORS TRUCK INDONESIA (NISSAN DIESEL)13. PT. HYUNDAI MOBIL INDONESIA (HYUNDAI)
Selain bidang automotive PT. Bakrie Tosanjaya juga memilik beberapa customer dalam bidang general casting baik domestic maupun internasional yang diantaranya :
1. PT. FREYSSINET TOTAL TECHNOLOGY (PRESTESIT TECHNOLOGY)2. PT. HUTAMA KARYA (CIVIL ENGENEERING ACCESSORIES)3. PT.VSL INDONESIA (PRESTESIT TECHNOLOGY)4. PT. YANMAR DIESEL INDONESIA (DIESEL ENGINE PARTS)5. PT. RUHAK PALA (HOUSING ENGINE PARTS)6. PT. KREASI SANADA MUKTI (BAKING WHEEL)7. PT. KOMATSU UNDER CARRIAGE (SPARE PARTS & EQUIPMENT)8. PT. UNITED TRACTORS INDONESIA (SPARE PARTS & EQUIPMENT)
EKSPOR
1. BELTON AXLE COMPONENTS SDN, BHD (MALAYSIA)2. SAPURA MACHINING CORPORATION (MALAYSIA)3. Y.K ALMOAYYED & SONS BSC (BAHRAIN)4. KOMATSU CALTEX LTD (JEPANG)5. TENSACCIAI SPA (ITALIA)6. TTM TENSION TECHNOLOGY (ITALIA)
2.4 Penghargaan
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 9

Dengan banyaknya customer yang memesan produk dari PT. Bakrie Tosanjaya, Perusahaan ini meraih berbagai penghargaan pada tahun 2009 yaitu:
1. Certificate of Appreciation for Zero Defect Achievement in Recognition of Outstanding Contribution.
2. Best Production Contribution Award – In Recognition of Continous Support to PT. HINO Motors Manufacturing Indonesia.
3. Best Delivery Award – In Recognition of Continous Support to PT. HINO Motors Manufacturing Indonesia.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 10

Selain meraih penghargaan pada tahun 2009 PT. Bakrie Tosanjaya juga meraih penghargaan di tahun 2010 dari PT. HINO Motors Manufacturing Indonesia yaitu :
1. Best Contribution Award - In Recognition of Continous Support to PT. HINO Motors Manufacturing Indonesia.
2. Best Cost Performance Award - In Recognition of Continous Support to PT. HINO Motors Manufacturing Indonesia.
Penghargaan di atas menunjukan bahwa PT. Bakrie Tosanjaya merupakan perusahaan terbaik di Indonesia dalam bidang general casting. Penghargaan tersebut diberikan atas kinerja PT. Bakrie Tosanjaya yang sangat baik.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 11

2.5 Produk
PT. Bakrie Tosanjaya memproduksi banyak produk seperti spare parts automotive dan general casting untuk banyak perusahaan di Indonesia maupun mancanegara seperti Bahrain, Jepang, Italia, Malaysia, dll.
Berikut merupakan gambar dari hasil produksi spare parts otomotif PT. Bakrkie Tosanjaya:
Gambar produk PT. Bakrie Tosanjaya
Gambar produk spare parts otomotif
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 12
CLUCTH HOUSING CATAGORY III
FLY WHEEL CATEGORY I,II & III
BRAKE DRUMCATAGORY I,II, & III
EXHAUST MANIFOLD

Berikut merupakan terdapat beberapa gambar dari hasil produksi general casting PT. Bakrie Tosanjaya :
Gambar spare parts mesin CNC
Gambar pump housing
Gambar LPBH (manila’s skyway project)
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 13

Gambar Baking wheel PT. Kreasi Sanada Mukti
Gambar Cylinder Cover PT. TJOKRO, Tbk
Gambar Dies Stamping
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 14

2.6 Fasilitas Plant
Dengan banyaknya prestasi yang diraih oleh PT. Bakrie Tosanjaya menjadikan perusahaan ini menjadi salah satu perusahaan terbaik di Indonesia. Dan hal tersebut tidak lepas dari fasilitas yang dimiliki oleh PT. Bakrie Tosanjaya. Pada kesempatan kali ini penulis hanya akan menjelaskan fasilitas yang ada di Plant Bekasi. Terdapat tiga Plant yang ada di bekasi dan satu area Machine Shop. Di bawah ini terdapat layout dari seluruh plant beserta machine shop yang ada di Bekasi.
Gambar seluruh plant di Bekasi
Di setiap Plant terdapat equipment penting dari proses produksi diantaranya : Sand Plant, Mould Machine, Furnace, Trimming, Core Machine, Shot Blast, Gerinda Tangan, dan Mesin Scrap. Seperti pada mesin moulding, mesin moulding pada setiap plant mempunyai nama masing-masing dan kecanggihan masing-masing. Pada Plant satu terdapat mesin moulding bernama Shinto, pada plant dua terpadapat mesin moulding paling canggih yang dimiliki PT. Bakrie Tosanjaya bernama BMD, dan pada plant tiga mempunyai mesin bernama DISAMATIC. Setiap mesin mempunyai spesifikasi dan fungsi masing-masing yang saling berkaitan satu sama lain.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 15

Di bawah ini terdapat list mesin dari setiap plant yang ada di PT. Bakrie Tosanjaya plant Bekasi :
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 16

Gambar table equipment plant 1, 2, dan 3
Selain mesin-mesin yang terdapat pada plant 1, 2, dan 3, PT Bakrie Tosanjaya juga memilik area finishing yang disebut machine shop area. Yaitu area dimana seluruh casting yang telah diperiksa dan lulus inspeksi dari setiap plant di serahkan ke machine shop area untuk diproses pada mesin CNC sehingga hasil casting akan lebih halus dan lebih presisi. Terdapat beberapa nama mesin di area ini seperti Okuma, Hwanheon, dll. Untuk lebih jelasnya di bawah ini terdapat list mesin di area machine shop.
Gambar list mesin CNC di area machine shop
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 17

Gambar Machining Line by CNC Lathe
Gambar Machine Center VMK III OKK
Gambar Machine Center Okuma
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 18

Gambar mesin CMM
Gambar jig and fixture bracket spring
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 19

BAB III
MANAJEMEN PT. BAKRIE TOSANJAYA
3. Manajemen
3.1 Manajemen PT. Bakrie Tosanjaya
PT. Bakrie Tosanjaya memiliki struktur organisasi dalam system manajemen perusahaan yang dikepalai oleh Board of Commisioner sebagai pimpinan tertinggi dari perusahaan dan dibawahnya berada CEO (Chief Executive Officer) yang memiliki dua anggota yang membantu kerja dari CEO yaitu bagian management representative dan sekertaris. CEO memiliki beberapa keanggotaan dari perusahaan yang diantaranya departement sales & marketing, departement operation, departement accounting, dan departement HR&GA. Yang mengepalai departemen- departement tersebut biasa disebut General Manager.
Masing – masing dari bagian tersebut memiliki pula beberapa keanggotaan seperti departement Sales&Marketing memiliki tiga bidang kerja yaitu :
1. Domestic Sales2. Export Sales3. Market Analyst & Development
Departement Operation memiliki beberapa bidang kerja yaitu:
1. Bekasi Plant2. Cakung Plant3. Machine Shop4. Quality5. Product Engineering6. Plant Engineering7. Maintenance8. PPIC
Sama halnya dengan kedua bagian di atas, departement Accounting memiliki beberapa bidang kerja yaitu:
1. General Accounting2. Treasury3. Management Accounting4. Warehouse
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 20

Begitu pula dengan department HR&GA yang memiliki beberapa bidang kerja yaitu:
1. Legal & Administration2. General Service3. Recruitment4. Remuniration5. EHS6. Training7. Security
Ada beberapa department yang terpisah dan hanya memiliki satu bidang kerja tidak seperti department yang ada diatas yang memiliki beberapa bidang kerja. Departement tersebut adalah :
1. Procurement2. Internal Control3. IT
Ketiga department tersebut sama seperti department – department yang memiliki beberapa bagian kerja dengan dikepalai langsung oleh CEO.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 21

3.2 Struktur Organisasi PT. Bakrie Tosanjaya
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 22

BAB IV
MEKANISME PELAKSANAAN SUPERVISI
4. Mekanisme
4.1 Penjelasan teknik supervise
Pelaksanaan Supervisi di PT. Bakrie Tosanjaya pada umunya sama dengan perusahaan lain yang ada. Pada saat awal menjadi karyawan akan menjadi FOREMAN dengan ijazah kelulusan D3, sementara dibawahnya akan menjadi operator yang menjalankan mesin atau orang yang berhubungan langsung dengan proses produksi atau orang yang berhubungan langsung dalam perbaikan mesin. Apabila FOREMAN memiliki kinerja yang baik atau bahkan menghasilkan prestasi di perusahaan, karyawan FOREMAN akan diangkat menjadi SUPERVISOR. Setelah beberapa lama menjadi SUPERVISOR dan memiliki kinerja yang sangat berpengaruh maka karyawan dalam jabatan ini akan diangkat menjadi KOORDIATOR. Jenjang selanjutnya dari KOORDINATOR yaitu MANAGER. Dan semua jabatan tersebut dikepalai oleh seorang GENERAL MANAGER.’
Khususnya department Maintenance memiliki satu GENERAL MANAGER dan satu MANAGER. Dibawahnya terdapat tiga KOORDINATOR yang mengepalai di setiap plantnya. Dan memiliki satu KOORDINATOR di bidang Utility&Vehicle. Pada setiap Plant umumnya hanya memiliki satu SUPERVISOR kecuali di plant 2 yang memiliki dua SUPERVISOR. Dan setiap SUPERVISOR memiliki sebuah tim yang terdiri dari Maintenance Electric dan Maintenance Mechanic.
Gambar jenjang karir
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 23

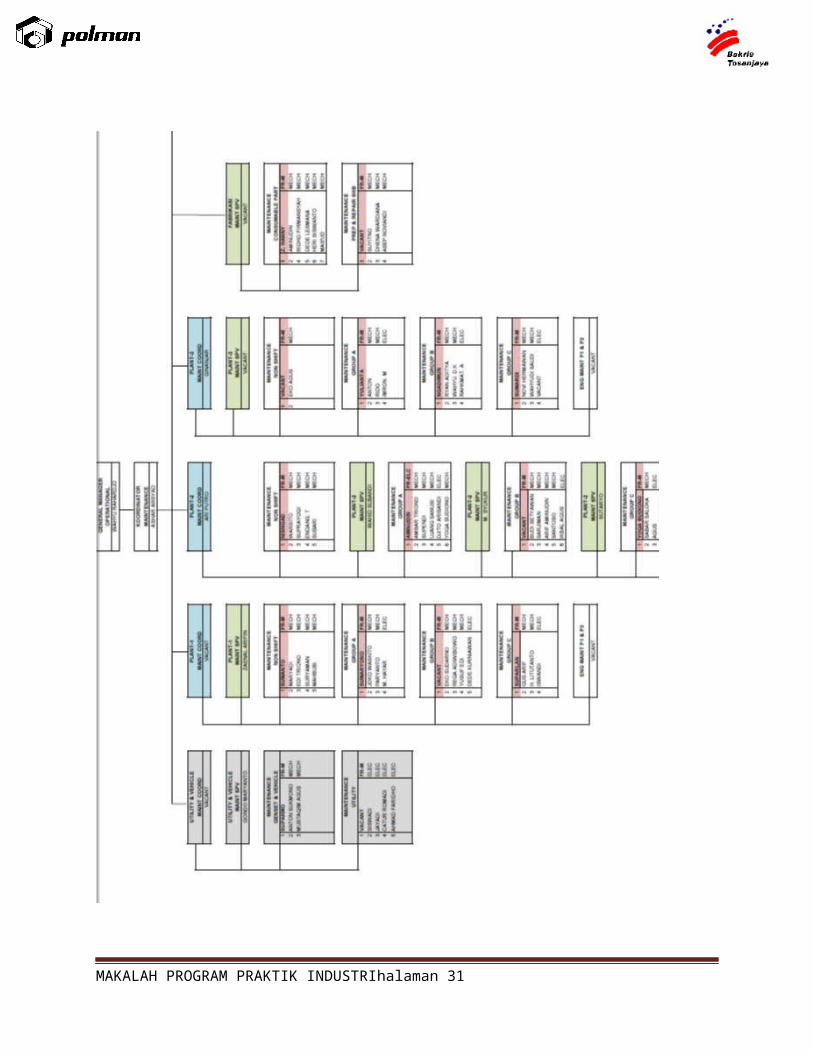
4.2 Bagan organisai maintenance
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 24

BAB V
KEGIATAN PROGRAM PRAKTIK INDUSTRI
5. Kegiatan
5.1 Pengertian Maintenance
Menurut Lindley R. Higgis & R. Keith Mobley, maintenance atau pemeliharaan adalah suatu kegiatan yang dilakukan secara berulang-ulang dengan tujuan agar peralatan selalu memiliki kondisi yang sama dengan keadaan awalnya. Maintenance juga dilakukan untuk menjaga peralatan tetap berada dalam kondisi yang dapat diterima oleh penggunanya. (Maintenance Enginering Handbook, Sixth Edition McGraw-Hill, 2002)
Menurut Sisjono dan Iwan Koswara, Perawatan (maintenance) ialah suatu kegiatan yang dilakukan secara sengaja (sadar) terhadap suatu fasilitas dengan menganut suatu sistematika tertentu untuk mencapai hasil telah ditetapkan (Sisjono dan Iwan Koswara, 2004).
intinya, Maintenance adalah suatu kegiatan yang di lakukan manusia untuk menjaga atau merawat sebuah benda/perangkat (keras ataupun lunak) agar dapat terus di gunakan.
Departement Maintenance di PT. Bakrie Tosanjaya merupakan department yang ada dibawah kepemimpinan dari department operasional. Kegiatan department maintenance adalah melakukan perawatan dan perbaikan pada mesin yang ada di PT. Bakrie Tosanjaya.
5.2 Maksud dan Tujuan Maintenance
Tujuan pemeliharaan fasilitas adalah mendukung keungulan bersaing yang diinginkan perusahaan, secara umum pemeliharaan berusaha menjaga agar sarana atau fasilitas selalu dalam kondisi siap pakai untuk proses produksi sesuai dengan rencana, dan tidak mengalami kerusakan selama fasilitas atau peralatan tersebut digunakan dalam proses produksi.Tujuan utama dari pemeliharaan terhadap peralatan atau mesin secara garis besar adalah:
1. Kemampuan berproduksi dapat memenuhi kebutuhan sesuai dengan rencana produksi
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang diluar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi tersebut
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 25

4. Untuk mencapai tingkat biaya maintenance serendah mungkin, dengan melaksanakan kegiatan maintenance secara efektif dan efisien keseluruhannya.
5. Menjamin keselamatan operator peralatan atau mesin.6. Mengadakan kerja sama yang erat dengan fungsi-fungsi utama lainnya
dari suatu perusahaan yaitu tingkat keuntungan atau return of investment yang sebaik mungkin dan total biaya yang terendah.
5.3 Maintenance Managerial System
5.3.1 Periodic Maintenance
Periodic Maintenance adalah semua aktivitas pekerjaan maintenance yang dilakukan secara teratur berdasarkan interval waktu atau jam operasi tertentu. Terdapat beberapa istilah dalam Periodic Maintenance yaitu :
a. PM : Periodic Maintenance adalah semua aktivitas pekerjaan maintenance yang dilakukan secara teratur berdasarkan interval waktu atau jam operasi tertentu
b. PMS : Periodic Maintenance schedule adalah format yang didalamanya terdapat jadwal pelaksanaan Periodic Maintenance
c. WO-PM : Work Order Periodic Maintenance adalah format perintah kerja untuk pekerjaan yang termasuk jenis Periodic Maintenance.
d. WO-PM Status Report : Work Order Periodic Maintenance Status Report adalah format laporan status dari pekerjaan Periodic Maintenence
e. EMHR : Equipment Maintenance Historical Record adalah format catatan atau data pekerjaan yang telah dilakukan terhadap suatu mesin atau peralatan.
f.
5.3.2 Periodic Inspection
Periodic Inspection adalah semua aktivitas pekerjaan inspeksi yang dilakukan secara teratur berdasarkan interval atau jam operasi tertentu. Terdapat beberapa istilah dalam Periodic Inspection yaitu:
a. PI : Periodic Inspection adalah semua aktivitas pekerjaan inspeksi yang dilakukan secara teratur berdasarkan interval atau jam operasi tertentu
b. PIS : Periodic Inspection Schedule adalah sebuah format yang didalamnya terdapat jadwal pelaksanaan Periodic Inspection.
c. WO-PI : Work Order Periodic Inspection adalah format perintah kerja untuk pekerjaan yang termasuk jenis Periodic Inspection
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 26

d. WR : Work Request adalah format yang digunakan untuk permintaan pekerjaan perbaikan.
5.3.3 Non-Periodic Maintenance
Non-Periodic Maintenance adalah semua aktivitas pekerjaan maintenance yang tidak periodic dan berdasarkan temuan di lapangan baik hasil inspeksi atau karena kagagalan/penurunan fungsi peralatan. Terdapat beberapa istilah dalam Non-Periodic Maintenance.
a. Originator : Originator adalah orang yang meminta pekerjaan Non-Periodic Maintenance
b. NPM : Non-Periodic Maintenance adalah semua aktivitas pekerjaan maintenance yang tidak periodic dan berdasarkan temuan di lapangan baik hasil inspeksi atau karena kagagalan/penurunan fungsi peralatan.
c. WO-NPM : Work Order Non-Periodic Maintenance adalah format perintah kerja untuk pekerjaan yang termasuk jenis Non-Periodic Maintenance.
d. WO-NPM Status Report : Work Order Non-Periodic Maintenance Status Report adalah format laporan satatus dari pekerjaan Non-Periodic Maintenance
e. EMHR : Equipment Maintenance Historical Record adalah format catatan atau data pekerjaan yang telah dilakukan terhadap suatu mesin atau peralatan.
5.3.4 Breakdown Maintenance
Breakdown Maintenance dilakukan dengan tujuan agar semua pekerjaan untuk mengatasi Lost Time Maintenance Mesin Moulding dapat dilakukan secara efektif dan hasilnya terdokumentasi dengan baik sehingga solusinya dapat digunakan sebagai referensi jika problem yang sama terulang kembali. Terdapat dua istilah dalam Breakdown Maintenance yaitu :
a. Lost Time Maintenance Mesin Moulding : Adalah kehilangan waktu berproduksi dari mesin moulding yang disebabkan oleh rusaknya mesin moulding itu sendiri atau mesin/peralatan lain yang berkaitan langsung dengan pengoprasian mesin moulding tersebut.
b. Catatan Lost Time Maintenance Mesin Moulding : Adalah format laporan kegiatan maintenance yang dibuat berdasarkan terjadinya Lost Time Maintenance Mesin Moulding, yang diisi oleh bagian maintenance.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 27

5.4 Desain Program PLC Steel Collector
5.4.1 Penjelasan Langkah Kerja
Program ini dibuat untuk mengurangi resiko sobek pada mesin SBC dan program ini dibuat dengan menggunakan basis PLC zelio. Dengan menggunakan tiga input yang terdiri dari selector ON/OFF, start, dan emergency. Dan menggunakan tiga output yaitu silinder maju, silinder mundur, dan silinder magnet dengan system spring. Di mesin ini terdapat dua sensor yaitu sensor benda dan sensor pendeteksi pasir, jadi ketika ada pasir terdeteks oleh sensor tersebut maka silinder tidak akan berfungsi.
Gambar mesin steel collector
Gambar PLC
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 28

Gambar list input steel collector
Gambar list output steel collector
Gambar list timer steel collector
5.4.2 Gambar Ladder Program
Berikut adalah gambar program dari mesin Steel Collector :
Gambar ladder program steel collector
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 29

5.5 Desain Program PLC Dust Collector
5.5.1 Penjelasan Langkah Kerja
Program PLC Dust Collector dibuat karena ada ketidak efektifan pada mesin dust collector yang sebelumnya menggunakan mikrokontroler. Mesin ini sering mengalami kerusakan sehingga menambah biaya perbaikan. Sehingga dilakukan modifikasi oleh team Maintenance dengan menggunakan modular PLC OMRON sebagai program control mesin dust collector. Cara kerja mesin ini sangat sederhana yaitu mesin ini mempunyai 35 spray yang berfungsi membersihkan pasir di sand plant. Setiap satu spray menyala selama 2 detik dan dari spray satu ke yang lainnya berjeda 1,5 detik begitu seterusnya sampai ke 35 spray ini berjalan dan akan melakukan siklus yang sama. Program ini menggunakan 4 input yaitu selector auto manual, start auto, start manual, dan emergency. Sementara jumlah output sesuai dengan jumlah dari spray yaitu 35 dengan menggunakan timer di setiap spraynya.
Gambar spray
Gambar wiring PLC
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 30
Gambar jenis PLC
Gambar tipe PLC
Gambar jenis input dan output
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 31

5.5.2 Gambar ladder program
Berikut merupakan gambar program dari PLC Dust Collector yang berbasis OMRON CJ1M-CPU13:
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 32

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 33

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 34

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 35

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 36

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 37

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 38

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 39

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 40

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 41

MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 42

Gambar Ladder Program Dust Collector
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 43

5.6 Desain Program PLC Mixer Plant 5
5.6.1 Penjelasan Langkah Kerja
Program PLC Mixer Plant 5 dibuat karena adanya ketidak efektifan produksi pada sand plant di plant 5. Mesin ini berada di dalam sand plant dengan 2 mixer. Langkah kerja mesin ini adalah :
1. Pengisian pasir2. Klep terbuka3. Pengisian bentonite4. Pengisian air5. Mixer bekerja6. Pintu 1 terbuka7. Pengisian pasir mesin 28. Klep terbuka mesin 29. Pengisian bentonite mesin 210. Pengisian air mesin 211. Mixer 2 bekerja12. Pintu 2 terbuka
Proses tersebut dinilai terlalu lama sehingga dilakukan perombakan pada program menggunakan PLC berbasis Zelio dengan cara ekstensi. Karena pada program sebelumnya menggunakan PLC LG. Sehingga pada program ketika pengisian bentonite yang pertama sedang berlangsung, maka pengisian pasir mesin 2 akan dimulai sehingga langkah kerja mesin ini adalah:
1. Pengisian pasir2. Klep terbuka3. Pengisian bentonite dan pengisisan pasir mesin 24. Pengisian air dan klep terbuka mesin 25. Mixer bekerja dan pengisian bentonite mesin 26. Pintu 1 terbuka dan Mixer 2 bekerja7. Pintu 2 terbuka
Dengan mengurangi cycle time tersebut maka akan terjadi keefektifan dan efisiensi kerja pada proses produksi. Program ini menggunakan 3 input yaitu : Selektor ON/OFF, emergency, dan start proses. Sementara jumlah output pada program ini berjumlah 12 dan 2 flag.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 44

Gambar list input mixer plant 5
Gambar list flag mixer plant 5
Gambar list output mixer plant 5
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 45

Gambar list timer mixer plant 5
5.6.2 Gambar Ladder program
Berikut ini terdapat gambar ladder program dari mesin Mixer plant 5:
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 46

Gambar ladder program Mixer Plant 5
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 47

BAB VI
PENUTUP
6.1 Kesimpulan
PT. Bakrie Tosanjaya merupakan salah satu dari anak perusahaan besar PT. Bakrie & Brothers Tbk yang bergerak dalam bidang komponen dari otomotif dan general casting dengan penjualan ekspor sebesar 20% dan domestik sebesar 80%. Perusahaan ini didirikan pada tahun 1975 dengan nama PT. Bakrie Tubemakers dengan kepemilikan 99.99% dari PT. Bakrie & Brothers Tbk dan 0.01% berasal dari Koperasi Setia Kawan. Perusahaan ini didirikan di daerah bekasi barat tepatnya di Jalan Raya Bekasi Km. 27 , Pondok Unggu – Bekasi PO.Box 112. Dengan luas tanah sekitar 51.645 ha dan luas bangunan 15.869 ha.
PT. Bakrie Tosanjaya merupakan perusahaan casting terbaik di Indonesia milik pribumi dengan produksi 3250 ton/bulan dan total asset Rp. 243.720.580.320.000 (2010) dan memiliki karyawan sebesar 821 pada Agustus 2011 dengan latar belakang pendidikan sebagai berikut:
SD : 54 karyawan SLTP : 83 karyawan SLTA : 581 karyawan D1 : 4 karyawan D3 : 41 karyawan S1 : 53 karyawan S2 : 5 karyawan
Dalam hal ini penulis mendapat kepercayaan untuk membantu dalam proses perawatan dan perbaikan mesin atau disebut juga Maintenance. Karena perawatan mesin merupakan hal yang penting untuk membantu kelancaran proses produksi. Terutama apabila terjadi kerusakan mesin maka Maintenance Team akan melakukan breakdown untuk langsung memperbaiki mesin yang rusak dengan tujuan supaya proses produksi tidak terhambat dan bias kembali berjalan.
Dalam Program Praktek Industri (PPI) yang telah berlangsung selama tiga bulan, penulis dipercaya sebagai programmer dan melakukan langsung proses wiring beberapa mesin dengan menggunakan basis PLC, seperti mesin steel collector, dust collector, mixer sand plant 5, core machine. Beberapa mesin tersebut berhubungan langsung dengan proses produksi dan mesin – mesin tersebut ada yang sudah berbasis PLC dan ada juga yang belum menggunakan PLC. Sehingga penulis bertugas menjadikan core machine dan steel collector bekerja secara auto manual dengan menggunakan basis PLC OMRON dan ZELIO. Dan mesin seperti, dust collector sand plant, dan mixer plant 5 hanya dilakukan modifikasi/upgrade dari program sebelumnya.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 48

6.2 Saran
Dalam hal ini penulis berharap agar PT. Bakrie Tosanjaya dapat melakukan efektifitas dan efisiensi kerja terutama dalam department maintenance agar terus melakukan inovasi baru yang dapat mempercepat proses produksi serta terus melakukan modifikasi terhadap mesin – mesin yang bekerja secara lamban dan tidak efektif. Dan juga senantiasa menjaga budaya P2K3 yaitu tentang keselamatan kerja karena keselamatan kerja merupakan hal terpenting dalam melakukan sebuah pekerjaan. Dengan menjaganya budaya P2K3 proses produksi maupun proses pengecekan mesinpun akan berjalan sesuai dengan rencana.
MAKALAH PROGRAM PRAKTIK INDUSTRI halaman 49