sulphuric acid - process engineering
DESCRIPTION
Formation of sulphuric acidTRANSCRIPT

1
Chapter 1
Introduction
The basic purpose of chemical industry is to convert raw materials into useful products for the
society. For example, crude oil sourced from oil reservoirs cannot be used as it is. Refineries
convert the crude oil, through several chemical and physical processes, into products that we use
in our daily life. Petrol, diesel, lube oils, LPG are a few products of the refineries. There are
about 10 basic raw materials such as oil, natural gas, coal, available in nature. These are
converted base chemicals, which are then transformed to intermediate chemicals. Final products
are made from the based and intermediate chemicals. Below Figure shows chemical industry
“tree.”
Adapted: Chemical Process Technology, Moulijn et al., 2nd
ed, 2013

2
Bulk chemicals are manufactured by continuous processes; fine chemicals, specialty chemicals
and pharmaceuticals are often made by batch processes due to low volumes of production,
seasonal requirements and flexibility to make several products. The continuous processes are
easier to control than batch processes because the former operate at steady state; the former are
more economical than the latter due to economies of scale.
Table below shows the bulk and fine chemicals manufactured (in 103 tons),
Bulk chemicals Fine and specialty chemicals
pharmaceuticals
Chemical Production in kg/year Chemical Production in kg/year
Sulfuric Acid 3.25 x 1011
α-interferon ~10
Ethane 2.4 x 1011
Streptokinase ~10
Propane 1.4 x 1011
Insulin ~104
Chlorine 9.7 x 1010
Penicillin 5 x 107
Chemical engineering/technology is orchestration of science [chemistry, physics and
mathematics], engineering, economics, safety, environment to make a product from a raw
material. As engineers, we need to ensure that raw materials and energy resources are conserved
and not wasted (excessive use of raw materials and energy); pollution standards of the time are
adhered to; quality of the products is maintained; safety of equipment and personnel is given due
importance.
You have taken several core courses in chemical engineering curriculum such as material and
energy balances, fluid mechanics, thermodynamics, reaction engineering, separation processes
and economics. This course (CL 408: Chemical Processes) unifies all the previous courses,
draws upon the fundamentals and applications learnt in those courses to develop a flowsheet to
make a chemical from a given raw material. Figure in the next page shows connection between
the core courses and CL 408.
Goal of this course is to study several processes for manufacturing organic and inorganic
chemicals. At the end of this course, you will be able to
Develop a flowsheet and/or a block diagram for the production of a chemical given
necessary information.
Choose/select reactor configuration for a given process; select appropriate reaction
conditions.
Identify potential areas of a plant to improve productivity.
Identify safety measures for a given process.
Develop separation schemes, upstream and downstream of reactor.

3
P, PI, PID
Instrumentation
Control valves
…
Costing, taxes
Rate of return
Pay back period
Select from
alternatives
…
Overall balances
Raw material
needs
Energy needs
…
Heat exchangers
Distillation
Absorption
Extraction
…
Equilibrium
Efficiencies
Sizing of
compressor
Refrigeration
Equilibrium
constant
…
Pumps/fans/blowers
Pressure drop
Piping design
Instrumentation
…
Reactor selection
Reactor design
RTD
…
CHEMICAL
PROCESSES
Material and
energy balances
Fluid mechanics
Thermodynamics
Heat and mass transfer
Reaction
engineering
Economics
Process control
4
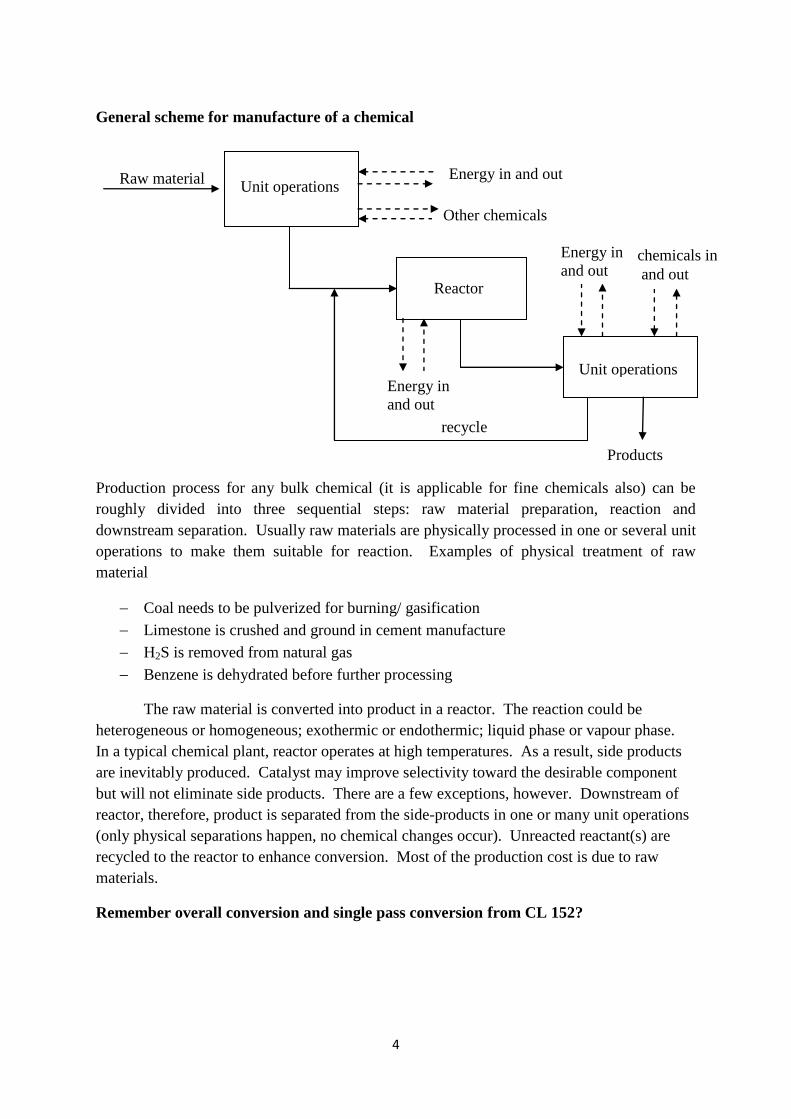
General scheme for manufacture of a chemical
Production process for any bulk chemical (it is applicable for fine chemicals also) can be
roughly divided into three sequential steps: raw material preparation, reaction and
downstream separation. Usually raw materials are physically processed in one or several unit
operations to make them suitable for reaction. Examples of physical treatment of raw
material
Coal needs to be pulverized for burning/ gasification
Limestone is crushed and ground in cement manufacture
H2S is removed from natural gas
Benzene is dehydrated before further processing
The raw material is converted into product in a reactor. The reaction could be
heterogeneous or homogeneous; exothermic or endothermic; liquid phase or vapour phase.
In a typical chemical plant, reactor operates at high temperatures. As a result, side products
are inevitably produced. Catalyst may improve selectivity toward the desirable component
but will not eliminate side products. There are a few exceptions, however. Downstream of
reactor, therefore, product is separated from the side-products in one or many unit operations
(only physical separations happen, no chemical changes occur). Unreacted reactant(s) are
recycled to the reactor to enhance conversion. Most of the production cost is due to raw
materials.
Remember overall conversion and single pass conversion from CL 152?
Raw material
recycle
Unit operations
Unit operations
Reactor
Energy in and out
Other chemicals
Energy in
and out
Products
chemicals in
and out
Energy in
and out

5
air
Molten
sulphur
air
air
Sulphuric Acid (H2SO4)
Sulphuric acid is by far the largest volume chemical produced. For this reason, it is also
called the king of chemicals. Major uses for sulphuric acid are in: manufacture of fertilizers,
alkylation step in crude oil refining, copper leaching, making of lead-acid storage battery in
motor vehicles as an electrolyte etc.
The source of sulphur in the production of sulphuric acid is crude oil. It contains about 0.05-
6 wt% of sulfur. During refining of the crude oil, sulphur (present as an element in organic
molecules) is removed as H2S to protect catalyst from poisoning. Elemental sulphur is made
from H2S by Claus process. Sulphur is one of the raw materials needed for making H2SO4.
Complete the block diagram by indicating other raw materials that are required for H2SO4
production.
Reactions: S (l) + O2 (g) SO2 (g) ∆𝐻298𝑜 = −298.3
𝑘𝐽𝑚𝑜𝑙
SO2 (g) + 0.5 O2 (g) SO3 (g) ∆𝐻298𝑜 = −98.5
𝑘𝐽𝑚𝑜𝑙
SO3 (g) + H2O (l) H2SO4 ∆𝐻298𝑜 = −130.4
𝑘𝐽𝑚𝑜𝑙
Which of the options is appropriate for burning sulphur? Think about energy requirements
and transportation issues.
a) Grind it to fine powder, mix it with air.
b) Melt it, atomize it by passing the melt through a burner and bring the fine sulphur
droplets in contact with air.
Sulphur oxidation:
H2SO4
Plant
S
S
S

6
Sulphur is usually stored outdoors and dust and dirt may collect on it. Coagulating the dirt by
adding certain chemicals to molten sulphur and passing the melt through settlers and filter
cleans sulphur; the dirt particles may choke the sulphur burner.
Select an option for supply of O2 to oxidation of S. Compare pros and cons of the two
options. Hint: think about O2 separation from air, energy recovery from the effluents of the
combustor, adiabatic flame temperature.
A) O2 in air
B) Pure O2 after separating air into N2 and O2.
Moisture if present in the air supplied to the combustor forms mist of sulfuric acid during the
process. This mist corrodes the equipment and the pipes of the plant; also, the mist is difficult
to separate and escapes through the stack into ambient air. Hence, the moisture from the air
should be removed.
Moisture removal is effectively done by,
A) Adsorption onto silica gel
B) Absorption in H2SO4
C) either of the above
D) None of the above
What determined your choice?
What is a logical unit operation downstream of sulphur combustor?
SO2 oxidation:
𝑆𝑂2 𝑔 +1
2𝑂2 𝑔 ↔ 𝑆𝑂3 ∆𝐻 = −98.5 𝐾𝐽/𝑚𝑜𝑙
Challenge for engineers: conversion of SO2 > 99.7 %. This conversion is challenging because
the SO2 oxidation is equilibrium limited. The reaction occurs over a solid catalyst, vanadium
pentoxide (V2O5).
Make a sketch equilibrium conversion versus temperature for SO2 oxidation. Recall Le
Chatlier’s principle.

7
Qualitatively the SO2 oxidation reaction should be carried out at: (Catalysts are usually
expensive; typical designs minimize catalyst requirement)
A) High pressure [high conversion, high cost]
B) Low pressure [low conversion, low cost]
C) High temperature [low equilibrium conversion, high rates]
D) Low temperature [high equilibrium conversion, low rates]
E) High air to SO2 ratio [high conversion, high cost]
Draw typical reactor configurations for carrying out heterogeneous reactions. Which one is a
better choice for SO2 oxidation?
A low conversion is achieved in one catalyst bed. Given this, how do we meet the challenge
of 99.7% conversion?
A) Inter-stage cooling
BED 1
Catalyst
BED 2 BED 3 Cooling Cooling

8
H2SO4
Recycle Purge
B) Effluents of reactor bed are separated, SO3 is absorbed in water to form H2SO4,
and unconverted SO2 is recycled. To operate the process continuously a portion of
the recycle stream is purged because the fresh feed stream contains N2, an inert
gas. Think: fraction of N2 in the fresh feed stream and the fraction of recycle that
needs to be purged. Can the challenge of 99.7% conversion be achieved with the
purge?
Consider one bed of catalyst for SO2 oxidation. Plot the SO2 conversion versus inlet
temperature of reactants for this bed? Based on the plot, decide the inlet temperature. What
information is needed to calculate this temperature?
Reproduce equilibrium conversion versus temperature plot below and, in the plot, indicate
how high conversion is achieved.
After few stages of cooling, the incremental conversion achieved in every subsequent bed is
marginal. Removal of SO3 from the effluent stream leaving a series of beds by absorbing it
Reactor bed
Absorption
H2O

9
710 K
770 K
695 K
700 K
85%
99.7%
5%
710 K
865 K
705 K
720 K 94%
in H2SO4 and recycling the SO3-free stream to another catalyst bed achieves the challenge of
high conversion. This removal is typically done from the exit gases of third bed.
Indicate equilibrium curve after absorption in the below plot.
Benefits of removing SO3 are:
1.
2.
A typical temperature profile in a four-bed SO2 converter is shown below. Inter-stage
cooling is not shown here.
90
91
92
93
94
95
96
97
98
99
100
660 680 700 720 740 760 780
Equ
ilib
riu
m c
on
vers
ion
Temperature, K
SO2, O2, N2
SO3, SO2, O2, N2
Conversion = 65%
Record below your
observations/interpretations of the data:

10
Now that we discussed several aspects of H2SO4 production, let’s draw a block diagram for
it. This diagram should include interconnected boxes with each box representing a
reactor/unit operation. The boxes are to be connected by arrows and they need to be labeled
(indicate compounds).
Study the flow sheet of sulfuric acid plant in the next page. Discuss energy integration of the
plant.
Adapted: Chemical Process Technology, Moulijn et al., 2
nd ed, 2013

11
Because of two columns are used for SO3 absorption, the process for H2SO4 manufacture is
called double-contact-double-absorption process. The plant generates 1.3 tons steam per ton
of H2SO4 produced.
Air is fed to the process at the dryer inlet at sufficient flow rate and pressure such that it
moves through all units and exits from the stack. As the pressures needed are ~ 2 bar, a
blower is used for moving the air.
How do you estimate power consumption of the blower for, say, 300 ton/day production of
H2SO4?
How much power is saved if pressure drop across the plant is reduced by 0.1 bar? That is,
the blower develops 1.9 bar pressure.
The blower in a sulphuric acid plant is found to operate at 60% of its rated capacity for most
of the time. That is, only 60% of the rate volume is delivered by the blower. How could this
reduction be achieved? Choose among the three options.
a. Inlet damper
b. Outlet damper
c. Variable speed drive

12
In an old sulfuric acid plant, the operator discovered that catalyst dust accumulates over
catalyst beds of SO2 converter. The dust is generated due to wear and tear of the catalyst.
What is (are) the implications of the accumulation?
A) Pressure drop across the bed rises
B) Power consumption rises (of blower)
C) SO2 conversion drops
D) All of the above
You are working as a process engineer in a sulphuric acid plant. Management of your
company decides to raise the production by 15% based on market demand. You are
commissioned to check the feasibility of the increase in the plant. How would you go about
doing it?