stud welding solutions - antec welding solutions arc stud welding 2 arc studs 13 wear studs 16 shear...
TRANSCRIPT

Stud Welding Solutions
Arc Stud Welding 2
Arc Studs 13
Wear Studs 16
Shear Connectors 18
CD Stud Welding 20
ISO Fastening Systems for Insulation 31
Automation Stud Welding 32
In addition to supplying a wide range of market leading stud welding equipment and consumables, Antec also provide the following services:
• Technical support• Training and advice• Custom design and solutions• Machine repairs and servicing• Spare parts• Process improvement and cost reduction

Introducing Arc Stud Welding
Drawn arc stud welding with ceramic ferrule or shielding gas is mostly used for stud diameters of 3 to 25mm and a welding time of 100 to 1,500ms.
Drawn arc stud welding with ceramic ferrule is recommended for studs with a diameter of more than 12mm. If it is required to protect the weld pool from atmosphere, shielding gas should be used. This process variant is also used with automated applications.
Welding process with ceramic ferrule: joining of stud type welding elements with a diameter 2 to 25mm (M24) onto thicker sheets of about 2mm or higher. Mild steel and stainless steel.
The welding stud is lifted and a secondary arc (pilot arc) of low current is ignited between stud tip and work piece.
Then the ignition of the main arc is carried out. Stud and work piece are melted. The stud is moved to the work piece, the two molten zones join.
The molten area solidify. The short and clean welding process does not require any machining.
As a result, an even joint is achieved with a strength which is above the strength of stud and base material.

Arc Stud Welding Guns
Type SK14 K22 K22-D K24 K26
Stud welding with ceramic ferrule Weldable stud range Ø (mm)
4-12 4-14 4-19 13-22 13-25
Short cycle stud welding Weldable stud range Ø (mm)
3-12 6-12 - -
Stud welding with shielding gas Weldable stud range Ø (mm)
3-12 3-16 - -
Adjustable hydraulic plunge damper for studs from app. 14mm Ø
-
Lifting ring system with length compensation -
Compensation for stud length variations up to ..(mm)
- 8 8 8 8
Standard support with ….legs 2 2 2 2 2
Lifting range from … to … (mm) 1-4.5 1-4.5 1-4.5 2.5-6 2.5-6
Input voltage lifting coil (V=) 60-90 60-90 60-90 60-90 60-90
Welding cable (m/mm2) 5/35 2/50 2/50 2/95 2/120
Welding cable plug (mm2) 35 50/70 50/70 95 120
Control cable (m/mm2) 5/4x1.0 2/4x1.0 2/4x1.0 2/4x1.0 2/4x1.0
Control cable plug (4 wire)
Body: fibre-glass reinforced polyamide (black)
Length (excluding chuck) (mm) 185 175 175 250 300
Body Ø approx. (mm) 50 60 60 60 63
Height (including handle) (mm) 150 165 165 220 240
Weight excluding cables app. (kg) 0.9 1.3 1.3 1.4 2.6
= standard = optional - = not available
Designed for comfortable operation, KOCO Arc Stud Welding guns are renown for their sturdiness and reliability, producing first –class welding results even under difficult operating conditions. An adjustable hydraulic plunge damper is standard in the K22-D, K24 & K26 guns to damp the stud movement when it is plunged into the welding pool (recommended for welding studs from approx. 14mm diameter.

Arc Stud Welding Machines
Type 502 810 1010 1710 2010 3010
Stud welding with ceramic ferrule Weldable stud range Ø (mm)
3-8 3-12 3-14 3-20 3-22 6-25
Short cycle stud welding Weldable stud range Ø (mm)
3-6 3-8 3-10 3-12 3-12 6-12
Stud welding with shielding gas Weldable stud range Ø (mm)
3-8 3-10 3-12 3-16 3-16 3-16
Max. current (A) 450 800 1100 1800 2300 3500
Current setting range (A) 450 50-750 150-1000 150-1600 300-2000 300-2600
Time setting range (ms) 20-450 20-600 20-1000 20-1500 20-1500 20-2000
Max. stud / min. at … Ø (mm) 15/34/8
32/33/12
49/34/14
50/32/20
52/34/22
50/66/25
Self diagnosis – overheatingshort circuit controlmains phase failuremalfunction of pilot arc
-
-
Menu: selection of various languages -
Fully controlled thyristor bridge -
Microprocessor control
Constant current regulation -
Repeat cycle lock
Mains connection 50/60 Hz 3-phase (V) 400 230/400 230/400 230/400 230/400 230/400
Mains connection special voltages (V)
= standard = optional - = not available
KOCO Stud Welding equipment is designed for rough wear on building sites and continuousoperation. Top performance is ensured with all KOCO stud welding machines. Themicroprocessor controls, current regulation and high performance ensure precise repeatabilityand optimum welding results, even under a great variety of conditions. The intelligent self-diagnosis system increases productivity through minimising machine downtime.

Arc Stud Welding Machines
Type 502 810 1010 1710 2010 3010
Mains plug at 400 V (A) 16 32 32 63 63/125 125
4-wire mains cable at 400 V (m/mm2)
5/2.5 5/4 5/4 5/10 5/16 5/16
Mains fusing time-lag at 230/400 V (A)
16 25 35 63 63/80 125
Mains power consumption at …% ED (Kva)
129
1.4/3.2/10055/38/7
2.5/7/10073/43/12
2.25/9/100121/59/17
2.5/7/100156/93/25
8/13/100187/145/52
Tolerance range mains voltage (%) -15/+6 -15/+6 -15/+6 -15/+6 -15/+6 -15/+6
Dust and moisture protection of control unit
Class of protection IP23 IP23 IP23 IP23 IP23 IP23
Cooling F F F F F F
Steel housing, powder-coated
Housing dimensions (L x W x H) mm 375x220x 360
555x308x 535
555x308x 535
700x415x 660
805x430x 730
950x605x 860
Swivel castors / fixed castors - 2/2 2/2 2/2 2/2 2/2
Handle 1 2 2 1 1 1
Lifting eye - 2 2 2 2 2
Weight (abt. Kg) 25 65 85 160 190 350
Shielding gas equipment
Stud counter resettableStud counter totally
-
Interface for automatic components -
Stud welding guns: SK14K22K22-DK24K26
---
---
--
--
-
= standard = optional - = not available

Arc Stud Welding Inverter Machines
Type 905i
Stud welding with ceramic ferrule Weldable stud range Ø (mm) 2-12
Short cycle stud welding Weldable stud range Ø (mm) 2-8
Stud welding with shielding gas Weldable stud range Ø (mm) 2-10
Max. current (A) 800
Current setting range (A) 100-800
Time setting range (ms) 1-800
Max. stud / min. at … Ø (mm) 4/129/10
Self diagnosis – overheatingshort circuit controlmains phase failuremalfunction of pilot arc
= standard = optional - = not available
KOCO Stud Welding equipment Inverter Technology 905icombines excellent welding characteristics with low weight,minimum size and outstanding performance. It is the idealequipment for mobile tasks or stud welding on thin work-pieces.The welding current setting is infinitely variable and the selectedsetting is maintained with high accuracy throughout the weldingprocess.
Welding time can be set in steps of 1 ms, thus enablingadjustment of the welding energy with an extremely high degreeof accuracy. Fusion penetration is kept extremely low in spite ofthe high current (short cycle stud welding).
All parameters can be set by turning a sturdy rotary knob with abuilt-in push-button and can be followed on an illuminated LCdisplay. Up to 20 sets of parameters can be stored (weldingcurrent, welding time and shielding gas pre-flow time), whichfacilitates correct parameter setting in case of recurrent weldingtasks.
Deviations from the normal mode are shown on the appliance bya red pilot lamp, and simultaneously on the display in plain text(self diagnosis).

Arc Stud Welding Inverter Machines
Type 905i
Microprocessor control
Constant current regulation
Repeat cycle lock
Mains connection 50/60 Hz 3-phase (V) 400
Mains plug at 400 V (A) 32
4-wire mains cable at 400 V (m/mm2) 5/4
Mains fusing time-lag at 230/400 V (A) 20
Mains power consumption at …%ED / (kVA) 3/457.5/28
100/7.5
Tolerance range mains voltage (%) -15/+6
Class of protection IP23
Cooling F
Steel housing, powder-coated
Housing dimensions (L x W x H) mm 435x220x 250
Handle 1
Weight (abt. Kg) 17
Shielding gas equipment
LC-Display with backlight
German / English / French / Italian language selectable
Interface for automatic components
Stud counter
Gas pre-flow time (ms) 1 - 2000
Stud welding guns: SK14K22
= standard = optional - = not available

Arc Stud Welding Inverter Machines
Type 905i 1805i
Stud welding with ceramic ferrule Weldable stud range Ø (mm) 2-12 2-19
Short cycle stud welding Weldable stud range Ø (mm) 2-8 2-10
Stud welding with shielding gas Weldable stud range Ø (mm) 2-10 2-12
Max. current (A) 800 1600
Current setting range (A) 100-800 200-1600
Time setting range (ms) 1-800 1-1000
Storage of parameters 20 20
Max. stud / min. at … Ø (mm) 4/129/10
2/196/16
Self diagnosis – overheatingshort circuit controlmains phase failuremalfunction of pilot arc
= standard = optional - = not available
KOCO Stud Welding equipment Inverter Technology905i and 1805i combine excellent weldingcharacteristics with low weight, minimum size andoutstanding performance. They are the idealequipment for mobile tasks or stud welding on thinwork-pieces. The welding current setting is infinitelyvariable and the selected setting is maintained withhigh accuracy throughout the welding process.
Welding time can be set in steps of 1 ms, thusenabling adjustment of the welding energy with anextremely high degree of accuracy. Fusionpenetration is kept extremely low in spite of the highcurrent (short cycle stud welding).
All parameters can be set by turning a sturdy rotary knob with a built-in push-button and can be followed onan illuminated LC display. Up to 20 sets of parameters can be stored (welding current, welding time andshielding gas pre-flow time), which facilitates correct parameter setting in case of recurrent welding tasks.
Deviations from the normal mode are shown on the appliance by a red pilot lamp, and simultaneously on thedisplay in plain text (self diagnosis).

Arc Stud Welding Inverter Machines
Type 905i 1805i
Microprocessor control
Constant current regulation
Repeat cycle lock
Mains connection 50/60 Hz 3-phase (V) 400 400
Mains plug at 400 V (A) 32 63
4-wire mains cable at 400 V (m/mm2) 5/4 5/10
Mains fusing time-lag at 230/400 V (A) 20 50
Mains power consumption at …%ED / (Kva) 3/457.5/28
100/7.5
3/906/65
100/15.5
Tolerance range mains voltage (%) -15/+6 -15/+6
Class of protection IP23 IP23
Cooling F F
Steel housing, powder-coated
Housing dimensions (L x W x H) mm 435x220x 250 600x270x 410
Handle 1 2
Weight (abt. Kg) 17 36
Shielding gas equipment
LC-Display with backlight
German / English / French / Italian language selectable
Interface for automatic components
Stud counter
Gas pre-flow time (ms) 1 - 2000 1 – 2000
Stud welding guns: SK14K22K22-D
= standard = optional - = not available

Arc Stud Welding Machines
Type IT2002 IT3002 IT90 IT130
Welding range M3 – M24Dia. 2 – 22mm
M3 – M24Dia. 2 – 25mm
M3 – M24Dia. 2 – 22mm
M3 – M24Dia. 2 – 25mm
Welding material Mild steel, stainless steel, aluminium
Mild steel, stainless steel, aluminium
Mild steel, stainless steel, aluminium
Mild steel, stainless steel, aluminium
Welding rate Dia. 22 = 6 studs / min
Dia. 25 = 6 studs / min
Dia. 22 = 6 studs / min
Dia. 25 = 6 studs / min
Welding current 2,000 A (max) 2,600 A (max) 2,000 A (max) 2,500 A (max)
Current adjustment range 300 – 2,000 A (stepless)
300 – 2,600 A (stepless)
300 – 2,000 A (stepless)
300 – 2,500 A (stepless)
Welding time 5 – 1,500 msec (stepless)
5 – 1,500 msec (stepless)
5 – 1,500 msec (stepless)
5 – 1,500 msec (stepless)
Primary power 400V, 3 phases, 50/60 Hz, 63AT
400V, 3 phases, 50/60 Hz, 63AT at 2
studs/min dia. 25mm
400V, 3 phases, 50/60 Hz, 63AT
400V, 3 phases, 50/60 Hz, 63AT
Primary plug 63 A (with 400 V mains)
63 A (with 400 V mains)
63 A (with 400 V mains)
63 A (with 400 V mains)
Connected load 100 KVA (with 400 V mains)
150 KVA (with 400 V mains)
100 KVA (with 400 V mains)
150 KVA (with 400 V mains)
Cooling type F (temp. controlled cooling fan)
F (temp. controlled cooling fan)
F (temp. controlled cooling fan)
F (temp. controlled cooling fan)
Protection class IP 23 IP 23 IP 23 IP 23
Operational & storage conditions
According to current standards
According to current standards
According to current standards
According to current standards
Dimension (L x W x H) 600 x 500 x 830mm (without handle)
650 x 560 x 1,290mm (without
handle)
650 x 560 x 1,290mm (without
handle)
650 x 560 x 1,290mm (without
handle)
Weight 95kg 160kg 140kg 160kg
HBS IT series Arc stud welding machines feature newest inverter technology for drawn arc weldingfor outstanding welding quality and very high arc stability. These machines have up to 100% higherwelding rate compared with conventional transformer machines. Additionally the innovative inverterwelding power source provides a higher efficiency of 80% compared with conventional powersources. In this way, energy consumption is reduced by 50% (smaller generators = 50% less dieselfuel consumption).

Advantages
Features • Microcontroller – for precise process times, optimal functional reliability and maximum operating convenience• Function monitoring – automatic function test following power-up, monitoring of all internal system functions• Lift test – for gap welding guns and stud welding heads• Library function – automatic specification of welding current and welding time through selection of stud diameter according to welding range (with and without shielded gas); fine adjustment via arrow keys• Process monitoring – recording and analysis of factors affecting the welding process, after each weld, the reference and actual values are compared; display of the welding energy input, switchable automatic welding stop if limits are exceeded (IT90 & IT130 only).• RS232 Interface – for data output; data and time of day are stored; welding parameters of each weld are logged (IT90 & IT130 only).• 4 gun connections (optional) (IT90 only).
Structure • Extremely easy to operate• Compact• Mobile – highly mobile thanks to compact dimensions and low weight (50% weight savings vis-à-vis conventional stud welding units)• Robust – metal housing withstands rough treatment in shop and on site
Arc Stud Welding Machines
General Information IT2002 IT3002 IT90 IT130
Application • Especially suitable for thicker sheets of about 2mm or higher• Especially suitable for welding of concrete anchors / shear connectors for job site applications• Suitable for through deck welding
-
-
-
-
Process variants
• Short-cycle drawn-arc welding• Drawn-arc welding
Equipment • Welding with ceramic ferrule (series)• Welding with shielding gas (optional)• Automation (series)• Process sequence control (series)
-
-

Advantages cont.
Safety • With integrated mains filter (protection against voltage peaks)• Optimal for construction sites with large mains voltage fluctuations – use even with critical voltage supply (-10% + 10%)• EMC test• High-voltage test with log• Retriggering lock-out – prevents welding on a welding element that has already been set• Thermal monitoring of transformer – automatic shutdown in case of overheating• Temperature-regulated ventilator – reduces noise and dust in the stud welding unit (greater system reliability)• Control unit galvanically separated from welding lines – high degree of functional safety• Optimal protection against external interferences• Protection class IP 23• Also permits operation outdoors
Welding • Display – infinitely adjustable power setting; easy monitoring of all functions via LED displays, easy operation via membrane keyboard and digital display; setting of welding parameters, programs, shielding gas (optional on models IT2002 & 3002), automation and process monitoring possible (IT90 & IT130 only); digital display of current, welding and gas-preflow time (optional: pneumatic feed time for automation on model IT90); separate settings for welding current and welding time• Powerful – build in power reserves• Trouble-free changing of welding voltage polarity possible by reconnecting welding current and ground cables• Outstanding welding quality – very high arc stability even at weak welding currents• High process flexibility – high clock frequency (30kHz) of stud welding unit allows highly dynamic regulation of welding process
Arc Stud Welding Machines

Threaded Studs for Wear Plate
16 x 30 20 x 40
16 x 35 20 x 45
16 x 40 20 x 50
16 x 45 20 x 55
16 x 50 20 x 60
16 x 55 20 x 65
16 x 60
Antec carry a large range of threaded Arc Studs for use on wear plates such as hardox andbisalloy.
Typically the reduced base style arc stud is preferred as the weld collar is very close to the threaddiameter, therefore reducing the hole size required in the side walls these are typically mountedto.

Arc Studs
Mild Steel Arc Studs
Size Part Number FT RB Pack Size
Size Part Number FT RB Pack Size
M6 x 20 EAS11-06-020 200 M16 x 25 EAS11-16-025 100
M6 x 25 EAS11-06-025 200 M16 x 30 EAS11-16-030 100
M6 x 30 EAS11-06-030 200 M16 x 35 EAS11-16-035 100
M6 x 35 EAS11-06-035 200 M16 x 40 EAS11-16-040 100
M6 x 40 EAS11-06-040 200 M16 x 45 EAS11-16-045 100
M16 x 50 EAS11-16-050 100
M8 x 20 EAS11-08-020 200 M16 x 55 EAS11-16-055 100
M8 x 25 EAS11-08-025 200 M16 x 60 EAS11-16-060 100
M8 x 30 EAS11-08-030 200 M16 x 65 EAS11-16-065 100
M8 x 35 EAS11-08-035 200 M16 x 70 EAS11-16-070 100
M8 x 40 EAS11-08-040 200 M16 x 75 EAS11-16-075 100
M8 x 45 EAS11-08-045 200 M16 x 80 EAS11-16-080 100
M8 x 50 EAS11-08-050 200 M16 x 85 EAS11-16-085 100
M8 x 55 EAS11-08-055 200 M16 x 90 EAS11-16-090 100
M8 x 60 EAS11-08-060 200
M10 x 20 EAS11-10-020 100 M20 x 30 EAS11-20-030 50
M10 x 25 EAS11-10-025 100 M20 x 35 EAS11-20-035 50
M10 x 30 EAS11-10-030 100 M20 x 40 EAS11-20-040 50
M10 x 35 EAS11-10-035 100 M20 x 45 EAS11-20-045 50
M10 x 40 EAS11-10-040 100 M20 x 50 EAS11-20-050 50
M10 x 45 EAS11-10-045 100 M20 x 55 EAS11-20-055 50
M10 x 50 EAS11-10-050 100 M20 x 60 EAS11-20-060 50
M10 x 55 EAS11-10-055 100 M20 x 65 EAS11-20-065 50
M10 x 60 EAS11-10-060 100 M20 x 70 EAS11-20-070 50
M20 x 75 EAS11-20-075 50
M12 x 20 EAS11-12-020 100
M12 x 25 EAS11-12-025 100 M24 x 35 EAS11-24-035 ?
M12 x 30 EAS11-12-030 100 M24 x 40 EAS11-24-040
M12 x 35 EAS11-12-035 100 M24 x 50 EAS11-24-050
M12 x 40 EAS11-12-040 100 M24 x 55 EAS11-24-055
M12 x 45 EAS11-12-045 100 M24 x 60 EAS11-24-060
M12 x 50 EAS11-12-050 100 M24 x 65 EAS11-24-065
*Other sizes available on request
M24 x 70 EAS11-24-070
M24 x 75 EAS11-24-075
M24 x 80 EAS11-24-080
M24 x 90 EAS11-24-090
M24 x 100 EAS11-24-100
Antec carry a huge range of Arc Studs in various styles and materials including:• Full thread Arc Studs• Reduced Base Arc Studs• Part thread Arc Studs• Internally Threaded Studs
• Plain Studs• Non Fluxed Studs• Break Off Studs• Wear Studs

Stainless Steel Arc Studs
Size Part Number FT RB Pack Size
Size Part Number FT RB Pack Size
M6 x 20 EAS12-06-020 200 M12 x 20 EAS12-12-020 100
M6 x 25 EAS12-06-025 200 M12 x 25 EAS12-12-025 100
M6 x 30 EAS12-06-030 200 M12 x 30 EAS12-12-030 100
M6 x 35 EAS12-06-035 200 M12 x 35 EAS12-12-035 100
M6 x 40 EAS12-06-040 200 M12 x 40 EAS12-12-040 100
M6 x 45 EAS12-06-045 200 M12 x 45 EAS12-12-045 100
M6 x 50 EAS12-06-050 200 M12 x 50 EAS12-12-050 100
M12 x 55 EAS12-12-055 100
M8 x 20 EAS12-08-020 200 M12 x 60 EAS12-12-060 100
M8 x 25 EAS12-08-025 200
M8 x 30 EAS12-08-030 200 M16 x 25 EAS12-16-025 100
M8 x 35 EAS12-08-035 200 M16 x 30 EAS12-16-030 100
M8 x 40 EAS12-08-040 200 M16 x 35 EAS12-16-035 100
M8 x 45 EAS12-08-045 200 M16 x 40 EAS12-16-040 100
M8 x 50 EAS12-08-050 200 M16 x 45 EAS12-16-045 100
M8 x 55 EAS12-08-055 200
M8 x 60 EAS12-08-060 200
M10 x 20 EAS12-10-020 100
M10 x 25 EAS12-10-025 100
M10 x 30 EAS12-10-030 100
M10 x 35 EAS12-10-035 100
M10 x 40 EAS12-10-040 100
M10 x 45 EAS12-10-045 100
M10 x 50 EAS12-10-050 100
M10 x 55 EAS12-10-055 100
M10 x 60 EAS12-10-060 100
M10 x 65 EAS12-10-065 100
M10 x 70 EAS12-10-070 100
M10 x 75 EAS12-10-075 100
M10 x 80 EAS12-10-080 100
Arc Studs

FEATURES & BENEFITS• High abrasion resistance
• Quick & easy application on site
• Permanent protection
• Save on time, power and labour
• Minimise costs and machine down time
• Extend machinery wear life
Wear Studs
APPLICATIONS• Deep Mining Industry
• Open Pit Mines
• Quarries
• Tunneling
• Steelworks
• Ore Preparing
• Reduces wear on surfaces exposed to abrasion by forming a barrier between themachinery and the material being moved.
• Consists of applying high-chromium and high-carbon abrasion resistant studs tomachinery in close formation.
• Easy to handle, fast application welding gun saves time and labour costs.

Ground Condition Rock-Box-Effect Impact Effectiveness
Sand Low
Sand & gravel Low
Gravel & earth, loose Low
Earth, loose Low
Earth & clay Low
Clay & shale loose Low
Shale, tight, blasted High
Shale & coal, tight, blasted Moderate
Shale & coal, loose Low
Lignite, sub bituminous coal Moderate
Bituminous coal, blasted Moderate
Anthracite, blasted Moderate
Limestone, blasted High
Sandstone & earth, loose Moderate
Sandstone, tight, blasted High
Phosphate loose or blasted Low
Uranium ore, loose Moderate
Copper ore, loose Moderate
Mineral ores, loose Moderate
Tight areas, blasted High
High quartzite, loose or blasted High
Effectiveness of AVT wear studs in different ground conditions
Available in 3 specifications:Note that all studs include ceramic shield. Other sizes available on request.
High Performance
• 16mm with 12mm neck
• Length is 15mm
• Tungsten Carbide insert for higher
wear resistance
• Use across 10-20% of total surface
area for additional durability
• Insert Hardness is HV1,200
= Poor = Fair = Good
Standard
• 16mm with 13mm neck; and
• 20mm with 17mm neck
• Length is 15mm
• Fits standard chucks
• Made for Australian conditions
• Hardness 58-60HRC
Premium
• 16mm with 10mm neck
• Length is 15mm
• Tapered top fits perfectly into the chuck
• Fast loading
• Fits standard chucks
• Hardness 58-60HRC

Shear Connectors
Antec Shear Connectors
There are a number of important factors that should be considered when purchasing ShearConnectors for composite support or bridge construction projects to ensure the greatest valuefor money and effectiveness.
• Have they been mechanically tested to AS1554.2• Are there credible test reports available• Are they stud base qualified to AS1554.2
If the answer is no to any of the above, then the products may be inferior and possibly non-compliant.
Antec’s range of Shear Connectors are the only Shear Connectors in Australia that are fully studbase and mechanically tested by an Australian NATA testing authority to meet and exceed theAS1554.2 standard of compliance for Shear Connectors sold in Australia.
The unique “E” head marking on the Antec Shear Connector range provides users with a visualreference that offers peace of mind that the products are manufactured to stringent qualitystandards. Don’t be fooled by inferior products offered at lower costs! Shear Connectorssupplied from an unknown origin with little or no documentation to support materials, fluxcontent, base designs and standards of compliance can result in significant, catastrophicconsequences such as stud failures. Poor quality, inconsistent products may lead to safety issuesand diminished building and construction integrity resulting in long term extensive repair costs,negating the original cost savings.
Antec has been manufacturing and distributing Shear Connectors in Australia for over 20 yearsand is dedicated to manufacturing and supplying the highest quality products to ensure thehighest level of safety and reliability.
For more information on Antec’s extensive range of Shear Connectors please contact us on 029622 9622 or visit www.antec.com.au.

Shear Connectors
Shear Connectors
Size Part Number Pack Size
13 X 50 ESC11-13-050 250
13 X 75 ESC11-13-075 150
13 X 100 ESC11-13-100 125
16 X 75 ESC11-16-075 125
16 X 100 ESC11-16-100 100
16 X 150 ESC11-16-150 75
19 X 75 ESC11-19-075 100
19 X 95 ESC11-19-095 75
19 X 100 ESC11-19-100 75
19 X 105 ESC11-19-105 75
19 X 115 ESC11-19-115 60
19 X 120 ESC11-19-120 60
19 X 127 ESC11-19-127 60
19 X 150 ESC11-19-150 50
19 X 178 ESC11-19-178 45
19 X 198 ESC11-19-198 40
22 X 100 ESC11-22-100 50
22 X 125 ESC11-22-125 50
22 X 150 ESC11-22-150 40
22 X 178 ESC11-22-178 40
22 X 198 ESC11-22-198 35
Headed Shear Connectors are used as an essential component in compositebeam design and construction.
Shank Diameter (d)
Length (L) tolerance
Head Diameter tolerance
Minimum head
height HT
19.0 +0.00-0.38 ±1.6 31.7 ± 0.4 9.5
22.2 +0.00-0.38 ±1.6 34.9 ± 0.4 9.5
Material LOW CARBON STEELAS1445 S1010 to S1020
Or K1010 to K1020
Mechanical Properties
TensileYieldElongationReduction of area
410MPa (min)345MPa (min)
12%50% (min)
Note Ferrules are a component part of studs and not sold separately

Introducing CD Stud Welding
HBS CD / CDM power units provide outstanding reductions in costs and time. Every weld is precise avoiding any need for costly machining. The recipe for success: extremely short welding time (1 to 3 msec) with no additional welding products needed. Because a very low thermal load, the welding zone is minimal. In this way, distortion of the work piece is avoided. Often this is the only applicable technical solution. With gap welding the stud is positioned at a defined distance shortly before welding starts. This develops a higher plunging speed which leads to a shorter welding time (only 1 msec!). This characteristic also provides welding of difficult materials like aluminium and brass.
Joining of stud type welding elements with a diameter M3 to M10 (2-10mm) onto thin sheets, min. 0.5mm. Mild steel, stainless steel, aluminium and brass
An arc is ignited between the face of stud and the surface of a work piece
Both parts are melted, the stud is gently pressed against the work piece and then joined together.
The molten area solidify. The extremely short and clean welding process does not require any machining.
As a result, an even and complete joint is achieved with a strength which is above the strength of stud and base material. The low thermal load provides welding onto thin sheets without damage to the rear side.

C 08 CD Stud Welding Gun
Technical Data
Welding range M3 to M8 dia. 2 to 8mm
Stud length 6 – 40mm, longer studs can be welded with optional accessories
Stud material Mild steel, stainless steel
Stud Type Any type or shape (special chucks if required)
Spring pressure Adjustable, arresting
Welding cable 6.5m
Insulation class IP20
Workplace noise level Bang > 90dB (A) may occur during welding
Operational & Storage Conditions According to current standards
Dimensions (L x W x H) 170 x 40 x 140mm (without cable)
Weight 0.5kg (without cable)
General Information
Application • Especially suitable for thin metal sheets from 0.6mm• ISO – especially suitable for welding on insulation pins with flange and ignition tip
Process Variants • Contact welding
• HBS C 08 Stud Welding Gun has a welding range of 2-8mm and is for use with mild steel and stainless steel studs.
• Especially suitable for thin metal sheets from 0.6mm and for any type or shape of stud.

C 08 CD Stud Welding Gun
Advantages
Structure • Rigid casing made of impact-resistant plastic• Torsion-resistant basic shell (casing) to accommodate all function elements (e.g. ball bearing guide) and accessories e.g. foot ring• Zero-play ball linear bearing for guiding the welding piston• Sealed welding piston guidance• Ergonomic design• Compact dimensions• Stud length freely adjustable (up to 40mm; from 40mm with tripod)• Mechanical structure tested in production
Safety • Lock in spring adjustment• High level of security to prevent the selected settings being changed inadvertently• Guidance system protected against spatters
Welding • Individual adjustment options for optimum welding results• Optimum handling and fatigue-free operation• Optimum operation also at places that are difficult to access• Welding on painted sheets possible (clean, smooth & flat surfaces & grounding required)

CA 08 CD Stud Welding Gun
Technical Data
Welding range M3 to M8 dia. 2 to 8mm
Stud length 6 – 40mm, longer studs can be welded with optional accessories
Stud material Mild steel, stainless steel, aluminium, brass
Stud Type Any type or shape (special chucks if required)
Stroke Adjustment range 4.5mm, arresting
Spring pressure Adjustable, arresting
Welding cable 3m
Insulation class IP20
Workplace noise level Bang > 90dB (A) may occur during welding
Operational & Storage Conditions According to current standards
Dimensions (L x W x H) 190 x 40 x 140mm (without cable)
Weight 0.7kg (without cable)
General Information
Application • Especially suitable for thin metal sheets from 0.6mm
Process Variants • Gap welding• Short cycle drawn arc welding
• HBS CA 08 Stud Welding Gun has a welding range of 2-8mm and is for use with mild steel, stainless steel, aluminium and brass studs.
• Especially suitable for thin metal sheets from 0.6mm and for any type or shape of stud.

CA 08 CD Stud Welding Gun
Advantages
Structure • Rigid casing made of impact-resistant plastic• Torsion-resistant basic shell (casing) to accommodate all function elements (e.g. ball bearing guide) and accessories e.g. foot ring• Zero-play ball linear bearing for guiding the welding piston• Sealed welding piston guidance• Ergonomic design• Compact dimensions• Integrated lift and spring-loaded adjustment• Stud length freely adjustable (up to 40mm; from 40mm with tripod)• Mechanical structure tested in production
Safety • Lock in spring adjustment• Lift lockable• High level of security to prevent the selected settings being changed inadvertently• Guidance system protected against spatters
Welding • Individual adjustment options for optimum welding results• Optimum handling and fatigue-free operation• Optimum operation also at places that are difficult to access• Welding on painted sheets possible (clean, smooth & flat surfaces & grounding required)

CI 03 CD Stud Welding Gun
Technical Data
Welding range Cupped head pins diameter 2/2.7mm
Pin length 9.5 – 152.4mm
Pin material Mild steel, stainless steel
Pin Type Cupped head pins
Spring pressure Adjustable, arresting
Welding cable 10m
Insulation class IP20
Workplace noise level Bang > 90dB (A) may occur during welding
Operational & Storage Conditions According to current standards
Dimensions (L x W x H) 175 x 50 x 140mm (without cable)
Weight 0.7kg (without tripod)
General Information
Application • Especially suitable for thin metal sheets from 0.6mm• ISO – especially suitable for welding on cupped head pins (for fixing heating, ventilation and air-conditioning mats – HVAC)• Especially suitable for insulation mats with and without aluminium cover. The cupped head pin has a special tip which permits particularly easy penetration of the insulation materials. Variably adjustable spring pressure allows the stud welding gun to be optimally adjusted to a wide range of material densities.• The fixing method with cupped head pins replaces the complex procedure; weld on pin – press mat over pin – affix clip – pinch off or bend over projecting tip
Process Variants • Contact welding
• HBS CI 03 Stud Welding Gun for insulation has a welding range for cupped head pins of 2/2.27mm diameter
• Suitable for mild steel and stainless steel insulation pins.
• Especially suitable for thin metal sheets from 0.6mm and for any type or shape of stud.

Advantages
Structure • Rigid casing made of impact-resistant plastic• Torsion-resistant basic shell (casing) to accommodate all function elements (e.g. ball bearing guide) and accessories e.g. foot ring• Zero-play ball linear bearing for guiding the welding piston• Sealed welding piston guidance• Ergonomic design• Compact dimensions• Mechanical structure tested in production
Safety • Lock in spring adjustment• High level of security to prevent the selected settings being changed inadvertently• Guidance system protected against spatters
Welding • Individual adjustment options for optimum welding results• Optimum handling and fatigue-free operation• Optimum operation also at places that are difficult to access• Welding on painted sheets possible (clean, smooth & flat surfaces & grounding required)• No damage to the reverse of thin zinc-plated sheets when complying with specified welding parameters; particularly in the case of cupped head pins with 2mm diameter (zinc and corrosion protection on the reverse is retained)• Low energy expenditure• Very fast fixing: Press the cupped head pin through the mat, welding in 3 milliseconds• Low power input for pins with 2mm diameter.
CI 03 CD Stud Welding Gun
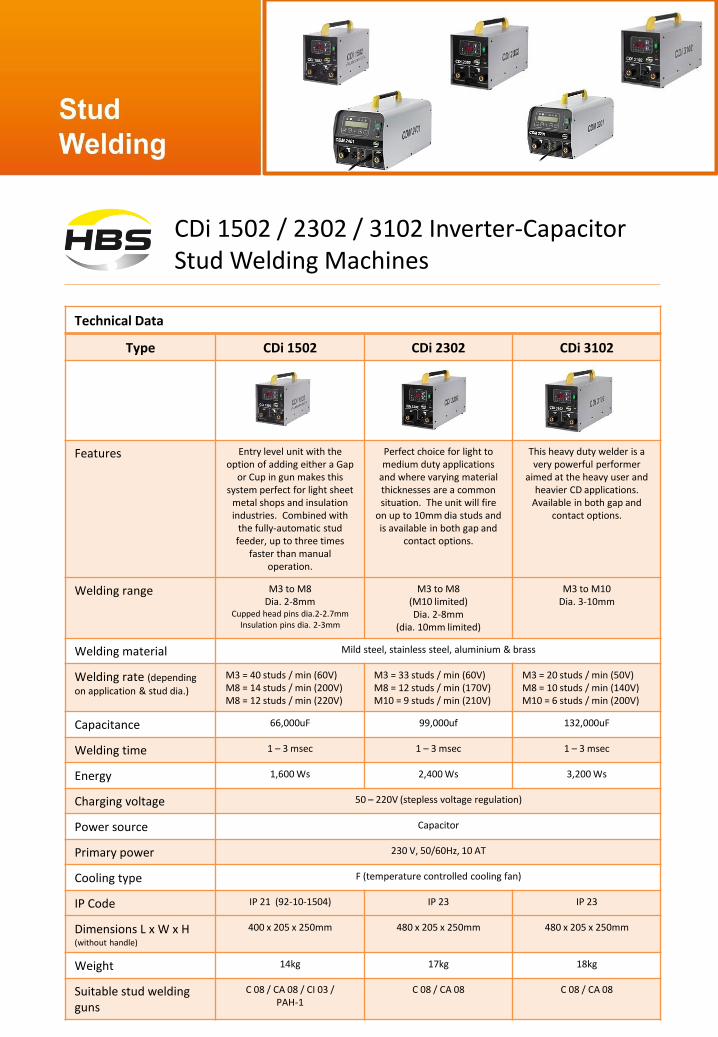
CDi 1502 / 2302 / 3102 Inverter-Capacitor Stud Welding Machines
Technical Data
Type CDi 1502 CDi 2302 CDi 3102
Features Entry level unit with the option of adding either a Gap
or Cup in gun makes this system perfect for light sheet
metal shops and insulation industries. Combined with
the fully-automatic stud feeder, up to three times
faster than manual operation.
Perfect choice for light to medium duty applications
and where varying material thicknesses are a common situation. The unit will fire
on up to 10mm dia studs and is available in both gap and
contact options.
This heavy duty welder is a very powerful performer
aimed at the heavy user and heavier CD applications.
Available in both gap and contact options.
Welding range M3 to M8Dia. 2-8mm
Cupped head pins dia.2-2.7mmInsulation pins dia. 2-3mm
M3 to M8(M10 limited)Dia. 2-8mm
(dia. 10mm limited)
M3 to M10Dia. 3-10mm
Welding material Mild steel, stainless steel, aluminium & brass
Welding rate (depending
on application & stud dia.)
M3 = 40 studs / min (60V)M8 = 14 studs / min (200V)M8 = 12 studs / min (220V)
M3 = 33 studs / min (60V)M8 = 12 studs / min (170V)M10 = 9 studs / min (210V)
M3 = 20 studs / min (50V)M8 = 10 studs / min (140V)M10 = 6 studs / min (200V)
Capacitance 66,000uF 99,000uf 132,000uF
Welding time 1 – 3 msec 1 – 3 msec 1 – 3 msec
Energy 1,600 Ws 2,400 Ws 3,200 Ws
Charging voltage 50 – 220V (stepless voltage regulation)
Power source Capacitor
Primary power 230 V, 50/60Hz, 10 AT
Cooling type F (temperature controlled cooling fan)
IP Code IP 21 (92-10-1504) IP 23 IP 23
Dimensions L x W x H(without handle)
400 x 205 x 250mm 480 x 205 x 250mm 480 x 205 x 250mm
Weight 14kg 17kg 18kg
Suitable stud welding guns
C 08 / CA 08 / CI 03 / PAH-1
C 08 / CA 08 C 08 / CA 08

Advantages
Features • Microcontroller – for precise process times, optimal functional reliability and maximum operating convenience
• Function monitoring – automatic function test following power-up; monitoring of all internal system functions
• Display of error codes – on digital display
• Library function – automatic specification of charging voltage through selection of stud diameter according to welding range; fine adjustment via arrow keys
Structure • Extremely easy to operate
• Compact
• Robust – metal housing withstands rough treatment in shop and on site
Safety • With integrated mains filter (protection against voltage peaks)
• Optimal for construction sites with large mains voltage fluctuations – use even with critical voltage supply (-25% + 20%)
• EMC test
• High-voltage test with log
• Logged capacitor forming for quality control of the stud welding capacitors
• Self forming capacitors provide a longer life period and higher reliability
• Retriggering lock-out – prevents welding on a welding element that has already been set
• Thermal monitoring of transformer and internal temperature of stud welding unit – automatic shutdown in case of overheating
• Temperature regulated ventilator – reduces noise and dust in the stud welding unit (greater system reliability)
• Optimal protection against external interferences
Welding • Display – infinitely adjustable power setting (charge reversal via set-point switch); easy monitoring of all functions via LED displays
• Powerful – built in power reserves
• Trouble-free changing of welding voltage polarity possible by reconnecting welding current and ground cables
• Use of special capacitors (developed for stud welding)
General Information
Application • Especially suitable for thin metal sheets from 0.5mm• CDi 1502 ISO - suitable for fixing heating, ventilation & air conditioning mats (HVAC)
Process Variants • Gap welding• Contact welding
CDi 1502 / 2302 / 3102 Inverter-Capacitor Stud Welding Machines

CDM 2401/3201 CD Stud Welding Machines with Wide Range Power Supply
Technical Data
Type CDM 2401 CDM 3201
Welding range M3 to M8Dia. 2-8mm
M3 to M10Dia. 2-10mm
Welding material Mild steel, stainless steel, aluminium & brass
Welding rate (depending on application
& stud dia.)
20-40 studs / min 12-20 studs / min
Capacitance 99,000uf / 33,000uF 132,000uF / 66,000uF
Welding time 1 – 3 msec 1 – 3 msec
Energy 2,400 Ws / 800 Ws 3,200 Ws / 1,600Ws
Charging voltage 50 – 220V (stepless voltage regulation)
Power source Capacitor
Primary power 85 to 265 V – wide range selection, 50/60 Hz, 10AT
Cooling type F (temperature controlled cooling fan)
Insulation class IP21
Operational & Storage conditions According to current standards
Dimensions L x W x H 600 x 240 x 280mm 600 x 240 x 280mm
Weight 26kg 27kg
Suitable stud welding guns C 08CA 08
C 08CA 08
General Information
Application • Especially suitable for thin metal sheets from 0.6mm
Process Variants • Gap welding• Contact welding

Advantages
Features • Microcontroller – for precise process times, optimal functional reliability and maximum operating convenience• Function monitoring – automatic function test following power-up; monitoring of all internal system functions• Display of error codes – on LCD display• Library function – 8 programs (charging voltages) can be stored; library with stored welding parameters, additional customer specific entries possible; user interface available in various languages; display of charging voltage in volts• Process monitoring – recording and analysis of factors affecting the welding process by means of the process analysis factor (PAF); after each weld, the reference PAF value is compared with the actual value, display of the actual and reference values; switchable automatic welding stop if limits are exceeded; limits selectable in increments; manual entry of PAF value possible.
Structure • Extremely easy to operate• Compact• Robust – metal housing withstands rough treatment in shop and on site
Safety • With integrated mains filter (protection against voltage peaks)• Optimal for construction sites with large mains voltage fluctuations – safe to operate with mains voltages ranging between 85 to 265V (wide range power supply); use even with critical voltage supply• EMC test• High-voltage test with log• Retriggering lock-out – prevents welding on a welding element that has already been set• Thermal monitoring of transformer and internal temperature of stud welding unit – automatic shutdown in case of overheating• Temperature regulated ventilator – reduces noise and dust in the stud welding unit (greater system reliability)• Control unit galvanically separated from welding lines – high degree of functional safety• Optimal protection against external interferences
Welding • Display – infinitely adjustable power setting (charge reversal via set-point switch); easy monitoring of all functions via LCD display; user friendly operation via large LCD display• Powerful – built in power reserves• Electronic regulation of charging – allows high clock rates• Trouble-free changing of welding voltage polarity possible by reconnecting welding current and ground cables• Use of special capacitors (developed for stud welding)• Capacitance switching
CD 2401 / 3201 CD Stud Welding Machines with Wide Range Power Supply

ISO Fastening systems for insulation
HBS fasteners for heating, ventilation and air conditioning enable fastening of insulation mats in a fast and cost efficient way using ISO-PLUS cupped head pins. With this procedure you fasten the insulation mat to the base material in one process step. This perfect fastenting procedure replaces the very complicated traditional procedure: weld on a pin, push the mat over the pin, put on the clip and then cut the projecting tip or bend it.
The HBS process is so easy! Push the cupped head pin onto the chuck of the welding gun and push it through the mat – weld within 3 milliseconds! Done.
HVAC Advantages:
Power Units & Welding Guns suitable for insulation mats with and without aluminium cover
CDi1501 machine Compact, robust unit with metal casing for rugged operating conditions. Infinitely adjustable power setting (charge reversal via set-point switch)
CI03 gun For welding cupped hand pins (Ø 2 and 2.7mm, length 9.5 to 152.4mm)
C 08 gun For welding insulation pins with flange and ignition tip (Ø 2 and 3mm, length 20 to 300mm)
• Suitable for thin sheets of 0.5mm and above• Low heat input using pins of 2mm diameter
only• No damage to the back side of thin and
galvanised sheets when keeping the predefined welding parameters; especially with cupped head pins of 2mm dia (zinc-corrosion protection is retained on back side)
• Suitable for insulation mats with and without aluminium foil
• Easiest operation• Welding in 3 milliseconds

Introducing Automation Production Stud Welding Equipment & Systems
HBS Automation range is automatically faster & better featuring:
• 30% increased working range. Three of four welding heads have access to the entire working range (no loss of coverage)
• 50% time savings. Easiest programming through a user operated program editor. Programming to DIN ISO 66025. Additional time savings through the use of HBS-CAD provides a fast DXF file transmission within seconds (optional).
• 3x higher traverse speed. All drive axes are servomotor drive (inc. Z axis). Traverse speed up to 60m/min.
• By 60% higher welding sequence, example: 40 studs / min. with a working range of 500 x 500mm, stud distance 100mm.

AUTOMATIONProduction stud welding equipment
and systems
10429600_HBS_Auto-en 02.09.2010 8:17 Uhr Seite 11

Automated welding of studs onto steel and
aluminum sheets of different wall thickness
(from 0.5 mm!). Suitable for all stud welding processes.
MPW 1010 and 2010: Best Solution for Best Results
– Most various welding elements can bewelded, e.g. threaded studs, tappedpads, pins and grounding clips (custom-made fasteners and studs on request).
– Welding can be conducted onmultible height levels as wellas convex work pieces.
– Different materials can be welded (mild steel, stainless steel, aluminumand brass).
– Welding can be carried out onto convex work piece designs.
10429600_HBS_Auto-en 02.09.2010 8:17 Uhr Seite 12

50% time savings. Easiest program-ming through a user operated programeditor. Programming to DIN ISO 66025.Additional timesavings through the useof HBS-CAD provides a fast DXF filetransmission within seconds (option).
3x higher traverse speed. All drive axesare servomotor driven (incl. Z axis).Traverse speed up to 60 m/min.
By 60% higher welding sequence,example: 40 studs/min. with a workingrange of 500 x 500 mm, stud distance 100 mm.
Automatically faster, betterExclusive HBS features
30% increased working range.Three of four welding heads haveaccess to the entire working range(no loss of coverage).
10429600_HBS_Auto-en 02.09.2010 8:16 Uhr Seite 3

3 different stud lengths can be processedwith the automated welding head KAH 412. Installation of up to 4 weldingheads can be carried out.
High precision welding head KAH 412
Top: Milling head with extraction device
Above: HBS stud welding machines areequipped with free programmable,servomotoric Z axis!
10429600_HBS_Auto-en 02.09.2010 8:16 Uhr Seite 4

MPW 1010 and MPW 2010Best traverse range only from HBS
Cost effectivenessDecisive advantages fromfavorable price-performanceratios.
More efficient workingrange!The traverse range is increased by 30% by usingthree of four welding headsaccess the entire workingrange. Exclusively at HBS!
Smooth sequencesErgonomically designedsystems equipped with avery robust machine sup-port, accessible from anyside and with a mobile con-trol panel.
Cost-effective retooling Carried out by user friendlyprogramming and use of a special welding headquick-change system.
Shortest sequence timesIncreased efficiencythrough rapid and accurate stud feeding.
1,250 x 1,050 mm 1,250 x 2,250 mm
MPW series MPW 1010 MPW 2010
Up to 40 studs/min
Up to 60 m/min
automated
4 (up to 3 stud length per welding head possible)
Working range
Max. number of stud welding heads
Stud feeding
Traverse speed
Welding capacity
Especially suitable for welding onto workpieces with different work piece heights.
� Highest productivity and besteconomic efficiency
� Easiest programming to DIN ISO 66025
� Accurate and fast positioning todifferent levels by servomotordriven Z-axis
� Optional with four welding headsand up to 12 stud length
� Highest traverse speed throughservo drive technique
� Perfect positioning accuracythrough servomotor driven axes
� Very high welding rates
HBS CostEffectiveness
10429600_HBS_Auto-en 02.09.2010 8:16 Uhr Seite 5

� Servo-motor driven X, Y and Z axes
� High welding rate
� High traverse speed
� Easiest programming
� Automated check of entry data by
PRG editor
� Up to 3 stud lengths can be used without refitting the welding head
� Programmable height adjustment for different work piece heights
Designed for optimum functionality:The uncompromising value orientated modelto start with automation, suitable for allwelding procedures. Easiest programmingand operation. You can optimize productivityand quality of your company within short.
Automation advantagesPowerful and multiple usability. High weldingrate up to 30 studs/min and a traverse speedup to 25m/min, and working with differentwork piece heights on a working range of 600 x 400 mm: you achieve perfect resultswith highest positioning accuracy.
High standards!Equipped with the precision welding headKAH 412, a high-performance SPC control,SPC safety functions and the PRG editor forautomated check of data. You are workingwith a new, technologically sophisticatedsystem of HBS.
CPW 0604
Up to 25 m/min.
600 x 400 mm
Up to 30 studs/min.
KAH 412
Automated
Traverse speed
Working range
Welding capacity
Welding head
Stud feeding
Leading through HBS technology:
Typical application example of CPW:Foot plate flat-iron
CPW 0604Value orientated model for automation
Automation advantages are inherently combined into oneHBS system with the highest price-performance ratio.
10429600_HBS_Auto-en 02.09.2010 8:16 Uhr Seite 6

Top: System with robust machine base support (optional)and intermediate support (ideally suitable for installation
of stud welding units)
Fig. to the left: The high-performance controlledprecision welding head KAH 412 achieves bestresults with all welding processes.
10429600_HBS_Auto-en 02.09.2010 8:16 Uhr Seite 7

VBZ-3Fully automated stud fee-ding, stud dia.: 3 to 10 mm,stud length: 6 to 50 mm, feed speed: up to 30studs/min (depending onwelding element and feeding tube)
PBZPneumatic Single FeedUnit. Manual stud fee-ding. Stud transport actu-ated by CNC-control unit.
HBS-Stud feeding
Feeding switchpointTo weld different studlength with one wel-ding head.
Assortment kitConversion kit for stud welding heads(dia. 3 to 8)
Change over kitTo change to differentstud diameter in thefully automatic stud feeder VBZ-3
HBS-Components
Automation componentsComponents can be configured or combined to meet individual stud welding applications
PAH-1for stud welding withcapacitor discharge or arc welding Stud dia.: 3 to 8 mmStud length: 8 to 30 mm
HBS Power U
CDM 2401, CDM 3201, especially suitable for thin metal sheets from 0.5 mm (mild steel, stainless steel, aluminum and brass). IT 50, IT 90, IT 1002,especially suitable for high welding rates, highest quality demands and difficult welding geometries. IT 50, IT 90 up to 4 welding heads can beconnected. IT 50 (separate control and evaluation).
Can be used with HBS welding machines as well as with robotapplications. In addition, standardized interfaces provide anintegration into customer specific systems like transfer lines orspecial installations.HBS quality and design provides state of the art technology both highly flexible and impeccably accurate. These feature are consistent throughout all product lines of capacitor discharge, drawn arc or short cycle drawn arc stud welding. With the high-end unit series: IT 50; IT 90; IT 1002; CDM 2401; CDM 3201; SCD 3201 and the HBS precision welding heads KAH 412 and KAH 412 LA.
10429600_HBS_Auto-en 02.09.2010 8:16 Uhr Seite 8

HBS precision welding headKAH 412 and KAH 412 LA
Pneumaticclamp PMB-Swith vertical movement
Pneumaticclamp PMB-LS2with horizontal and vertical movement
Milling headwith extraction unit
Down holderComponent to holddown the work piece
FSE ComponentLiquid spray unit towet/spray the weldingposition before welding(pulse dosage)
r Units
ARC 1550, ARC 800, especially suitable for thick sheets from 2 mm steel. SCD 3201, Capacitor discharge and short cycle drawn arc stud weldingpossible with one stud welding unit. Especially suitable for thin metal sheets from 0.5 mm (mild steel, stainless steel, aluminum and brass) onlycapacitor discharge stud welding with tip ignition.
(KAH 412 LA with length compensation:Application range preferably Short Cycle)
KAH 412: Spring setting read out on scale
KAH 412 and KAH 412 LA: Piston is guided in blacklashfree linear ball bearingswhich guarantees highestprecision and reproduciblewelding quality
KAH 412 and KAH 412 LA:Prisma shaped quickexchange system
KAH 412: Digital display forlift and plunge adjustment
KAH 412 and KAH 412 LA: Push button locking system forfeed tube
KAH 412 and KAH 412 LA:Welding range: M3 to M8, dia. 3 to 8 mm (dia. 10/12/12.7 mmwith modification only) stud length: 8 to 40 mm
KAH 412 LA: Lift device motor drivenZ-axis for continuous adjustment ofwelding height levels
10429600_HBS_Auto-en 02.09.2010 8:17 Uhr Seite 9

Leading through technology,
quality and service.
5 welding processes,12 model seriesand more than
30 model variants.
HBS Bolzenschweiss-Systeme GmbH & Co. KGFelix-Wankel-Strasse 1885221 Dachau / GermanyPhone +49 (0) 8131 511-0Fax +49 (0) 8131 [email protected]
Benefit with HBS
10429600_HBS_Auto-en 02.09.2010 8:17 Uhr Seite 10