roboform 350/550 - georg fischer · job report. 6 interactive graphics programming ... die-sinking...
TRANSCRIPT

ROBOFORM 350/550
Step into a dynamic manufacturing

2
ROBOFORM 350/550
The
Ap
plic
atio
ns
Communication: cellular phone
Advanced technology
The ROBOFORM 350/550 series is
exceptionally versatile since it delivers
unequalled performance in a wide
variety of applications: automotive,
connectors, communication, medical,
aeronautics, household appliances
and many more.
The ROBOFORM 350/550 are the first
to integrate Dynamic Process Control
(DPControl), the new generation
of numeric controls developed
by CHARMILLES.
With a user interface dedicated
to die-sinking, operators benefit from
the unparalleled ease and efficiency
of their working environment.
Connectors:fibre-optic connector
Automotive connector

3
The
Ap
plic
atio
ns
Tail lights
Automotive: GPS for dashboard

4
DPC
ont
rol
DPControl, dedicated to die-sinking
A tailor-made interfaceThe new DPControl (Dynamic Process Control) interface has been developed,based on the findings of a survey conductedamong mold-making professionals. The study was instrumental in designinginterface functions and optimizing screen
Interactive graphics All operations such as measuring and machining cycles as well as cavity positioningare illustrated by graphics/icons designed to facilitate intuitive and spontaneous comprehension by the operator.
Integrated e-documentationLarge, cumbersome manuals are a thing ofthe past because they are now replaced bydocumentation in electronic format (HTML).When help is needed, the operator pressesthe F1 key on the keyboard to instantlyreceive easy-to-understand information aboutthe current function.
Standard Windows platform:
• Integrated PC
• Touch screen
• Windows controlled
• CD-ROM, floppy drive
• Network
ergonomics. The user-friendliness of CHARMILLES interfaces – already a recognized standard in the industry – hasbeen further enhanced to satisfy even morethe stringent requirements of die-sinkingprofessionals.

5
DPC
ont
rol
DPControl, active integration into the workshop
EDM parameter input
Multicavity
Verification and simulation
Job execution
Electrode manufacturing
Measuring at preset station
Measuring on machine
Measuring offset and positions
Absolutely imperative for preparing the job,measurements performed on a preset stationare directly accessible via DPControl.
Electrode design
DPControl suggests ideal electrode undersizeand rationalizes the number of electrodesnecessary for effective machining.
Flexible job organization
Whether you work on a PC or on theROBOFORM 350/550, DPControl allows you to organize the jobs according to your own priorities.
Close monitoring
Due to the automated protectionfeatures of Expert Systems, DPControldelivers the results you demand.
Notification via SMS
All information related to machiningstatus may be transmitted directly to the operator via SMS.
Evaluation of completed job
DPControl automatically creates a full report on job execution readily accessible to the operator via thenetwork or directly on the machine.
Dynamic manufacturing processWith DPControl’s new functions, the ROBOFORM 350/550 play a key active role in themanufacturing process.
Job report

6
Interactive graphics programming
Innovative set-up functionsNew automatic measuring cycles using high axis speeds considerably shorten job preparation time. What’s more, DPControlcommunicates with a preset station, thusavoiding the need to enter values manually.
Automated sequencing
Choose your prioritiesBased upon machining strategies, number of electrodes and workpieces, the Sequencescreen automatically organizes successivemachining phases.
If required, this can be modified according to criteria defined by the operator throughthe Sequence Assistant. Following validation,the ISO program is generated prior to machining.
Optimum machining strategyDPControl offers clear choices for eachapplication and generates the optimummachining strategy for top performance.
On just one screen the operator entersmachining parameters such as surface finish,machining depth, machining cycle andtype of application in order to obtain thebest possible generator performance.
Measuring cycle
Electrode set-up
Machining cycle
Orbit patterns
EDM description
Sequence Assistant
Machining sequence
DPC
ont
rol

7
Detailed check by graphics simulationThis last phase prior to machining allows to visually verify on screen the propersequencing. In other words, any verificationby real axis movement is no longer needed.What’s more, machining progress can be monitored during machining.
Close monitoring With DPControl the operator has a preciseoverview of the evolution of output efficiencyand of machining conditions. A multitude of functions are available such as graphicsmonitoring, visualization of current sequenceas well as machining history.
Complete machining reportWhen job is completed, all details are described in reports listing, machining strategy, spark time, interruption, etc.
This information is most valuable in order to:• Check completed jobs.• Archive data.• Expand know-how.• Calculate production costs.
Job simulation
Machining monitoring
Job List
Job archiving
Machining report
Maximize productive timeTo address this need, DPControl deliversunique solutions:• Part Express: allows to interrupt
the operation in progress in order to insert a more urgent job.
• Job List: organizes job sequenceaccording to manufacturing priorities.
Part Express
DPC
ont
rol

8

9

10
The
Perf
orm
anc
e
CHARMILLES Expert Systems: quality and performance
POWER CONTROLEXPERT
Mastering the spark POWER CONTROL EXPERT checkseach spark to ensure a perfect quality of surface finish. It also allows to determine in real time the intensity of machining discharge as the electrode’s surface increases.
PILOT-EXPERT 3
Around-the-clock monitoring and optimization PILOT-EXPERT 3 guarantees top performance while taking into accountmachining conditions at all times. It provides forunattended machining anddelivers perfect jobreproducibility.
Machining deep ribsDue to increased axis speed and acceleration linked to PILOT-EXPERT 3, the ROBOFORM 350/550 reach exceptional performance. Without flushingand therefore without lateral deformation of the cavity, workpieces comply with the most stringent tolerances of geometry.
Dovetail ribMaterial: Graphite /SteelDimensions: 0.59 x 0.04 inMachining time: 1h 06 minTechnology: Rib
100 mm deep ribDimensions: 0.59 x 0.08 inWithout flushingMaterial: fine Graphite and copper /SteelTechnology: Rib
Surface finish: CH 24/Ra 1.65 µmAverage: 1.68, distortion: 2.1%Standard deviation: 3.4%Max. tolerance: ±10%Measurement outside tolerance: 0
SPAC®
A CHARMILLES exclusiveSPAC® allows to eliminate any shortcircuit by applying a specific dischargeduring a fraction of a second. No longer slowed downdue to short circuits,machiningcontinues atfull speed andwithout interruption,thus improvingproductivity.
Surface finish qualityThe uniformity of workpiece texture is directlylinked to the quality of the mold surface. To obtain a perfect surface, CHARMILLES hasdeveloped Surface technology to satisfy themost stringent criteria of consistent surfacefinish.
GPS moldMaterial: Graphite /SteelDimensions: 19.4 in2
Surface finish: CH 22/Ra 1.26 µmTechnology: Surface

11
The
Perf
orm
anc
e
Mold for phone connectorMaterial: Copper /SteelSurface finish: CH 22/Ra 1.26 µm Precision: ± 0.0002 inTechnology: Micro-machining
Micro MachiningWhen electrode dimensions are reduced in micro-machining, speed and wear becomecritical factors. CHARMILLES has developed a spark circuit capable of reducing machining time, lowering electrode wear bya factor of 3 while machining the surfacefinish.
Mold subgatesEach mold has at least one injection point.This type of machining requires a 3D cycleand a strategy adapted to evolving electrode surfaces. The calculated geometricdata necessary to describe the electrodemovement is automatic, based on workshopdrawings.
ContouringContouring technology allows the use ofcylindrical electrodes to accommodatecomplex geometries. These simple electrodesare easy to produce and reduce the cost ofelectrode manufacturing and optimizesflushing conditions and part straightness.Contouring widens the potential of die-sinking EDM.
Carbide dieMaterial: Copper tungsten /CarbideSurface finish: CH 6/Ra 0.12 µm Precision: ± 0.0002 inTechnology: Carbide
Quality and precision for carbide machiningIn-depth research has allowed CHARMILLESto develop a new generator module (K-HM). It has been developed to deliver unequalledperformance in terms of surface finish andgeometry. The results are simply spectacular:CH 6/Ra 0.2 µm, 40% of time savings and 50% less wear.
SubgatesMaterial: Copper /SteelSurface finish: CH 18/Ra 0.80 µmMachining cycle: ORBIT 3DTechnology: Subgate
Fine blanking dieMaterial: Copper /SteelSurface finish: CH 21/Ra 1.12 µmTechnology: Contouring
New Micro-machining circuit
Conventional
Factor of 3
New type of machining for carbide pieces
Conventional
Time savings
Improved surface finish
12
The
Mec
hani
cal D
esig
n
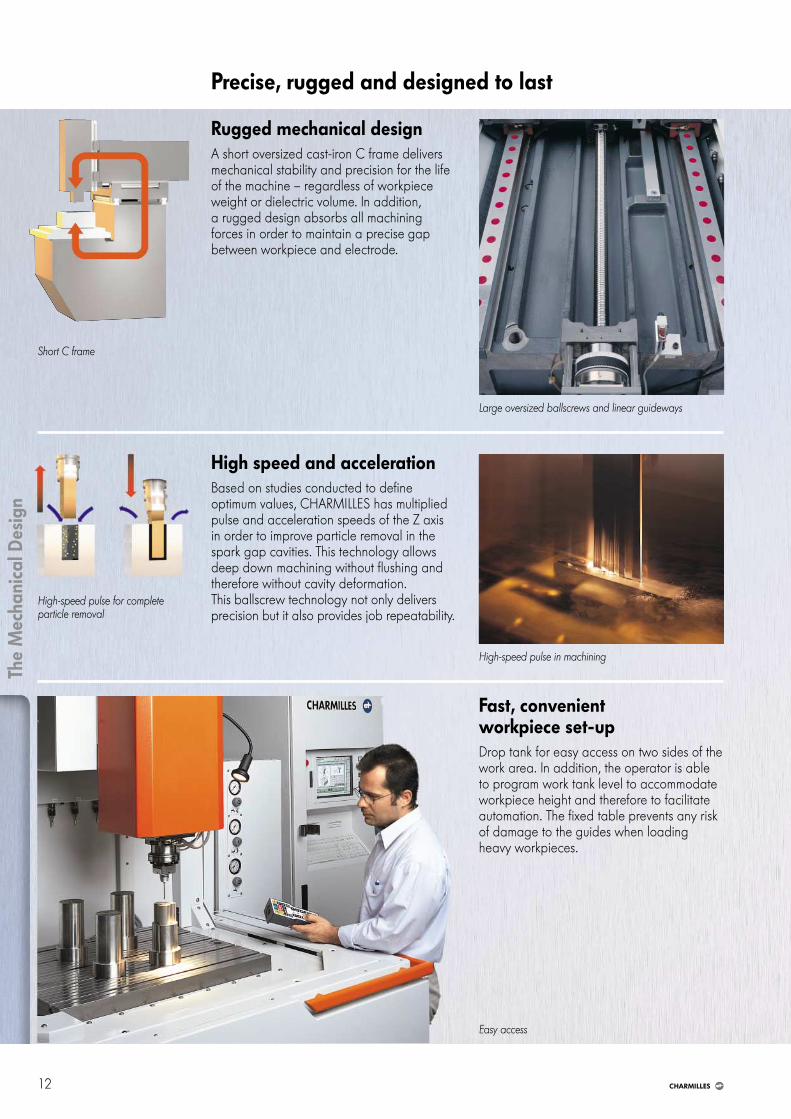
Precise, rugged and designed to last
Rugged mechanical designA short oversized cast-iron C frame deliversmechanical stability and precision for the lifeof the machine – regardless of workpieceweight or dielectric volume. In addition, a rugged design absorbs all machiningforces in order to maintain a precise gapbetween workpiece and electrode.
High speed and accelerationBased on studies conducted to define optimum values, CHARMILLES has multipliedpulse and acceleration speeds of the Z axisin order to improve particle removal in thespark gap cavities. This technology allowsdeep down machining without flushing andtherefore without cavity deformation. This ballscrew technology not only deliversprecision but it also provides job repeatability.
Fast, convenient workpiece set-upDrop tank for easy access on two sides of thework area. In addition, the operator is able to program work tank level to accommodateworkpiece height and therefore to facilitateautomation. The fixed table prevents any riskof damage to the guides when loadingheavy workpieces.
Short C frame
Large oversized ballscrews and linear guideways
High-speed pulse in machining
High-speed pulse for completeparticle removal
Easy access

13
The
Qua
lity
Guaranteed quality
Linear glass scales for lifetime precisionTo obtain lasting precision, only linear glassscales are truly effective. They eliminate all common errors caused by backlash,expansion and ballscrew wear.The Dual Loop Positioning System (DLPS)developed by CHARMILLES is a true closed-loop feedback solution designed todeliver high precision regardless of travel. It does away with the need for regular maintenance and calibration.
VDI axis positioning checkBefore delivery, each machine is checked by laser to verify compliance of each axis movement with VDI 3441 standards (morethan 150 positions checked per axis). Thesestringent standards include positional uncertainty, maximum positioning dispersion,positional deviation and maximum backlash.
Ongoing quality assuranceAt each step of the manufacturing process,our products’ stringent inspections are conducted by qualified technicians. Compliance protocols and signatures guarantee product quality and accountability.
Linear glass scales for repeatable precision
Result of VDI tests
VDI laser check
Assembly line

14
Technical specifications
ROBOFORM 350/550
Machine ROBOFORM 350 ROBOFORM 550Architecture Compact machine with fixed table Short C frame, fixed tableDimensions (*) in 74.80 x 66.54 x 99.29 108.27 x 124.02 x 118.11Total weight (without dielectric) lbs 6200 9700Complies with “Machines, Safety and Health” directive 89/392/CEE 89/392/CEEComplies with “Electromagnetic Compatibility” directive 89/336/CEE 89/336/CEE
X, Y, Z axesX, Y, Z travel in 13.78 x 9.84 x 11 .81 23.62 x 15.75 x 17.72Movement measurement system Linear glass scales Linear glass scalesX, Y, Z measurement resolution in 0.000004 0.000004
Work areaTank type Drop tank Drop tankTank dimensions (*) in 31.50 x 21.65 x 14.57 48.08 x 34.25 x 18.50Min./max. dielectric level in 3.94/12.80 programmable 5.71/17.32 programmableTable dimensions (**) in 19.69 x 15.75 29.53 x 23.62T-Slot dimensions (number) in 0.47 (3) 0.47 (5)
Electrode and workpieceMax. electrode weight lbs 110 220Max. workpiece weight lbs 1100 3530Max. workpiece dimensions (*) in 30.71 x 20.87 x 11.81 47.24 x 33.46 x 15.75Min./max. distance between table and chuck in 5.91/17.72 5.91/23.62
Dielectric systemFilter type 4 built-in paper cartridges 8 paper cartridgesReservoir volume gal 108 216
* Width x depth x height** Width x depth*** Optional
118.11 in�
�
99.3
0 in�
�
160.24 in
25.39�
in
51.18 in
124.0
2 in
39.7
6 in
82.2
8 in
23.62�
in
66.5
4 in�
�
74.8 in�
�
51.18 in
125.98 in
82.2
8 in
108.27 in
15.7
5
21.6
5
31.50
19.69
Y =
9.8
4
X = 13.78
23.6
2
34.2
5
29.53
X = 23.62
Y =
15.7
5
9.8
4
9.8
4
47.24
ROBOFORM 550QCRi.2ROBOFORM 350QCRi.2

15
Modules ROBOFORM 350 ROBOFORM 550C axis (***) Max. electrode inertia lbs x in2 683
Measurement resolution ° 0.001Electrode weight lbs 55
Spindle chuck (***) System 3R Macro/CombiMecatool GPS70Erowa ITS/ITS-CompactHirschmann H8.11.7
Tool changer (***) Linear (standard tooling) 4 pos./2.95 x 16.73 in 6 pos./2.76 x 16.73 in
Linear (Combi tooling) 5 pos./2.36 x 16.73 in 6 pos./2.36 x 16.73 inRotary (standard tooling) 16 pos./2.95 x 9.84 inRotary (Combi tooling 32 pos./1.42 x 9.84 in
Multicavity flushing (***) 6 outputs
Additional power module (***) A – 64Adapter kit for external robot OptionalK-HM Optionale-ConnecT OptionalProgramming system on PC StandardAutorestart StandardHS-EDM Standard
Power supplyThree-phase input voltage V 400Main network frequency Hz 50 or 60
GeneratorType ISOPULSEStandard machining current A 64PILOT-EXPERT 2 and 3: Optimization and automatic monitoring of machining parameters StandardPOWER CONTROL EXPERT: Machining current, self-adapting according to electrode geometry StandardMICRO-MACHINING: Monitors electrode wear in applications of small dimensions StandardSPAC®: Protection against short circuits (CT patent) Standard
Numerical controlArchitecture PC multiprocessorsOperating system WindowsProcessor Pentium®
Screen LCD 12” TFTData input Touch screen – keyboardKeyboard PC-style alphanumeric standardRemote control StandardHard drive 10 GBFloppy disk 1 .44 MBCD-ROM drive StandardPCMCIA Port, Ethernet RJ45, Parallel, RS 232C Series (with Windows standards) Standard
DPControl functions D-JOB (Direct-Job) for machining simple jobsInteractive graphics assistant for simpler data inputAutomatic measurement cycles for workpieces and electrodesImportation of measurement results from preset station 3D machining cycles with geometrical patternMachining strategy for all combinations of materialsDedicated technologies for each type of applicationAid to define undersize and number of electrodesMachining sequencing assistant according to manufacturing prioritiesGraphic machining simulationMachining report for each job executionJob List – Management of pending jobs by order of priorityPart Express – Instant insertion of urgent jobsContextual aid with graphics explanationsEmbedded documentation (e-doc) on the use of the machine
QCRi.2 OptionRobot dimensions (*) in 51.18 x 82.28 x 97.64Robot weight lbs 2050Max. electrode weight lbs 44Max. pallet weight lbs 110Magazine configuration (electrode/pallet) 54/4; 54/8; 90/4Choice of tooling System 3R/Mecatool/Erowa
ROBOFORM 350/550
Technical specifications

© The technical data and illustrations are not binding. They are not warranted characteristics and are subject to change.
Please consult the General Sales Conditions of Charmilles Technologies SA.
Printed in Switzerland
Charmilles Technologies Corporation560 Bond StreetUSA - Lincolnshire, IL 60069Telephone: (847) 913-5300Fax: (847) 913-5340www.charmillesus.com
AGIE CHARMILLES Group
GEORG FISCHER ‡ Manufacturing Technology
5980274/03.03/US