rezumatul proiectului -...
TRANSCRIPT
Rezumatul Proiectului
Bridge Grant PN-III-P2-2.1-BG-2016-0297
Oct. 2016 – Sept. 2018
Denumirea proiectului: Choppere optomecatronice cu discuri rotative și arbori cu fante pentru
aplicații metrologice, biomedicale și de fabricație laser
OP-CHOP (http://3om-group-optomechatronics.ro/bg297/)
S-au realizat, în parteneriatul dintre cele 2 instituţii implicate în proiect (CO – 3OM Optomechatronics
Group, Univ. Aurel Vlaicu Arad și P - SC Inteliform SRL Timişoara):
Etapa 1: Optimizarea tehnologică – de către CO - a compartimentului de electroeroziune al P, pentru
ambele compartimente ale firmei: (i) cu electrod masiv; (ii) cu fir;
Etapa 2: Optimizare tehnologică control dimensional si pe prelucrări cu CNC-uri; Choppere optice cu
ferestre cu margini drepte și choppere eclipse;
Etapa 3: Choppere cu arbori (de diferite forme) cu fante (de diferite profile) si realizare sistem
mecatronic chopper. Optimizare tehnologică tratamente termice TT,
Obiectivele au fost realizat în totalitate (v. prezentarea pe activități din Rezultate).
Proiectul a realizat un transfer de cunoaștere dinspre 3OM Group (http://3om-group-optomechatronics.ro/),
Univ. Aurel Vlaicu Arad, înspre un IMM focusat pe inginerie mecanică și mecatronică, SC Inteliform SRL
Timisoara, între care a existat deja, inainte de acest proiect, o colaborare constituită în ultimii ani printr-un Proiect
tip Parteneriate (2012-2016). In cadrul prezentului proiect s-au optimizat capabilitătile tehnologice ale Inteliform:
electroeroziune, prelucrări pe mașini-unelte cu CNC, tratamente termice și metrologie – atingandu-se precizii,
productivități și eficiențe ale cheltuielilor superioare celor anterioare proiectului. Aceste performanțe au fost
verificate prin fabricarea unor componente și a unor produse inovative: noi choppere optomecatronice pentru
modularea fascicolelor laser, de tip eclipse, respectiv cu arbori rotative (brevete ale directorului de proiect).
Referitor la acestea 3OM Group a obținut anterior proiectului rezultate recunoscute internațional prin
publicații în reviste ISI Web of Science cu factor de impact (FI) între 1,2 si 2,8), un brevet și o aplicație de brevet
(prim inventator, director proiect; co-autori, 2 membri). Sistemele de choppere realizate au cuprins ca elemente
rotative: (i) discuri cu ferestre cu margini drepte; (ii) discuri cu margini semicirculare (choppere “eclipse”, termen
introdus de director proiect intr-o lucrare în CNCS, Elsevier, FI 2,8; brevet de invenție 2016); (iii) arbori cu fante
(cerere de brevet 2014). Aceste elemente rotative au fost integrate in sisteme mecatronice cu motoare cu sisteme de
control pentru stabilizare la turații ridicate.
A fost explorată utilizarea chopperelor pentru metrologie optică, dar mai ales pentru aplicații biomedicale
focalizate pe Tomografia Optică de Coerentă / Optical Coherence Tomography (OCT). Atât elementele rotative cât
și sistemul mecatronic au fost aduse de către 3OM Group, prin proiect, la nivelul de a fi puse în fabricație la SC
Inteliform. Trei postdoc, un doctorand si doi masteranzi (dintre care unul a fost admis cu bursă in 2018 la doctorat
la Univ. Politehnica Timisoara - coordonator directorul de proiect) au participat in proiect pentru realizarea acestor
obiective. Referitor la directia de lucru a chopperelor optomecatronice, s-a conturat o alta aplicatie de proiect de
cercetare si s-a participat (sponsorizare a organizatorilor) la o expozitie internatională, SPIE Innovation Village,
Strasbourg. De asemenea, s-a făcut o ofertă din partea a două edituri internationale pentru realizarea unei cărti pe
subiectul choppere, avand in vedere rezultatele obtinute deja, precum si cele prefigurate. Ca rezultat stiintific
deosebit, a fost dezvoltat un senzor cu fibră optică pentru măsurarea fortelor mici, senzor care, psre deosebire de
cele existente pană in prezent, masoară nu prin variatia intensitatii, ci a fazei radiatiei luminoase transmise.
In cadrul proiectului a fost publicată o lucrare intr-o revistă cotată ISI Web of Science (Q1), o alta a
fost acceptată (Q2), iar alte 3 lucrări sunt in evaluare. Au fost publicate 10 lucrări ISI Proc., au fost făcute 3
Invited Presentations si au fost făcute alte 10 comunicărie oral sau poster.
Din punct de vedere al trasferului tehnologic spre SC Inteliform SRL Timisoara, desi obiectivele
prezentului proiect s-au realizat in totalitate (in primul rand mărirea preciziei de executie – v. Etapa 2), s-au
identificat si alte directii necesare de actiune (de exemplu in realizarea unor produse de micro-mecanică, respectiv
a unora de tip opto-mecatronic), care se prefigurează a face obiectul unor aplicatii de proiect ulterioare.
Diseminarea rezultatelor a fost realizată în graficul prevăzut în Planul de Desfășurare:
Lucrări în Reviste indexate în ISI Web of Science - cu factor de impact (IF)
✓ [J1] Lucrarea publicată în Etapa a 2-a (2017) in Optics Express, revistă a OSA (Optical Society of
America, www.osa.org), revistă cotată în zona roșie / Q1 în ISI Web of Science, după factorul de impact
(FI) > 3 – pe tematica dezvoltării unui senzor cu fibră optică pentru forțe mici, în cadrul cercetărilor din
Act. 2.1 – a fost continuată, ca directie de cercetare, si in Etapa 3 a proiectului [ISI.C5, 7], în cadrul

optimizării de către CO a Compartimentului de Metrologie al P (utilizat in Etapa 3 in optimizarea
tratamentelor termice (TT), dar si in realizarea chopperelor cu arbori);
✓ [J2] Lucrare acceptată in Proceedings of the Romanian Academy – Series A (revistă cotată în zona
galbenă / Q2 în ISI Web of Science, după FI, de cca. 1,5), pe tematica chopperelor cu disc (clasice si
eclipse), considerate comparativ cu alte dispozitive utilizate ca atenuatoare optice;
✓ [J3] Lucrare in evaluare la Materiale Plastice, Q3, pe investigatii biomedicale, cu microscopie confocală,
sistem ca re poate fi obtinut prin pozitionarea unui chopper in bratul de referinta al unui sistem OCT
(Optical Coherence Tomography / Tomografie Optică de Coerentă);
✓ [J4] Lucrare in evaluare la Environmental Progress & Sustainable Energy, Q3, pe investigatii mecanice,
făcute la CO in colaborare cu P (SEM, AFM, si incercări de duritate), pentru panouri fotovoltaice –
tematică de interes si pentru CO, dar mai ales pentru P;
✓ [J5] Lucrare in evaluare la Biomed. Opt. Express, Q1, pe investigatii biomedicale, cu OCT (dar incluzand
microscopie confocală), in colaborare cu Applied Optics Group, Univ. of Kent, UK, unul dintre cele mai
puternice grupuri de cercetare in OCT (european si international);
✓ [J6, J7] Alte 2 lucrări pentru reviste ISI Web of Science sunt în pregătire pentru studiul chopperelor, cât și
una pentru aplicarea chopperele optice în OCT;
Prezentări / lucrări invitate (a directorului de proiect - Prof. Duma)
✓ Invited Presentation (la 6th International Conference on Materials Science and Technologies -
RoMAT2016, Univ. Politehnica București, Nov. 9-12, 2016);
✓ Invited Presentation (la TIM Physics Conference [ISI], Timisoara (Romania), May 25-27, 2017);
✓ Invited Presentation (la Biommedd 2018 [ISI], Cluj-Napoca (Romania), Sept. 27-29, 2018).
Lucrări in extenso în ISI Proceedings
✓ [ISI.C1] 1 lucrare ISI Proc. a fost prezentată oral (şi a fost publicată în Proc. SPIE) la SPIE Photonics West
(Ian. 2017), San Francisco (USA), cel mai mare congres de fotonică din lume;
http://dx.doi.org/10.1117/12.2251023.
✓ [ISI.C2] 1 lucrare ISI Proc. a fost prezentată poster (şi a fost publicată în Proc. SPIE) la SPIE Optical
Sensors (Optics + Optoelectronics), Prague (Czech Republic), Apr. 24-27, 2017;
http://dx.doi.org/10.1117/12.2265155.
✓ [ISI.C3] 1 lucrare ISI Proc. a fost prezentată poster (şi a fost publicată în Proc. SPIE) la Digital Optical
Technologies (LASER Congress), Munchen (Germany), June 25-30, 2017 – cel mai mare congres de
fotonică din Europa și al doilea din lume; http://dx.doi.org/10.1117/12.2270119.
✓ [ISI.C4] 1 lucrare ISI Proc. a fost prezentată poster (şi a fost publicată în Proc. SPIE) la SPIE OptiFab
(Optical Design and Engineering VII), Rochester, NY (USA), Oct. 16-19, 2017;
http://dx.doi.org/10.1117/12.2275937.
✓ [ISI.C5] 1 lucrare ISI Proc. prezentată oral la 7th Intl Conference Lasers in Medicine (ICLM), Timisoara
2017 a fost trimisă, evaluată si publicată în Proc. SPIE, doi: 10.1117/12.2282019.
✓ [ISI.C6] 1 lucrare ISI Proc. a fost prezentată poster (şi a fost publicată în Proc. SPIE) la Optical Sensing
and Detection (SPIE Photonics Europe) [ISI], Strasbourg (France), Apr. 2018, doi: 10.1117/12.2306556.
✓ [ISI.C7] 1 lucrare ISI Proc. a fost prezentată oral la Conferinta Optical Micro- and Nanometrology (SPIE
Photonics Europe), Strasbourg (France), Apr. 2018 şi a fost publicată în Proc. SPIE, doi:
10.1117/12.2307017.
✓ [ISI.C8] 1 lucrare ISI Proc. a fost prezentată poster la Sensors, Systems, and Next-Generation Satellites
(SPIE Remote Sensing), Berlin (Germany), Sept. 2018 si este in print in Proc. SPIE.
✓ [ISI.C9] 1 lucrare ISI Proc. a fost prezentată oral & poster la IEEE Int’l Symposium 12th Applied
Computational Intelligence and Informatics (SACI), May 2018; şi a fost publicată în Proc. IEEE (urmand
a fi indexată Web of Science), doi: 10.1109/SACI.2018.8440980.
✓ [ISI.C10] 1 lucrare BDI Proc. prezentată oral la Conferinta DSTA 2017, Lodz (Poland) a fost publicată in
Springer Proceedings in Mathematics & Statistics (PROMS, vol. 249), Dynamical Systems in Applications
https://doi.org/10.1007/978-3-319-96601-4_6
✓ [ISI.C11] 1 lucrare ISI Proc. este in pregătire pentru SPIE - Optical Sensors (SPIE Optics +
Optoelectronics), Prague (Cehia), Apr. 1-4, 2019 si va fi publicată in Proc. SPIE.
Prezentări la conferințe – fără lucrări publicate
✓ [C1, C2] 2 lucrări au fost prezentate oral la o conferință națională locală 4th ISREIE, Series: Engineering,
Arad (Romania), Dec. 8-10, 2016;
✓ [C3] 1 lucrare a fost prezentată oral la 2nd Intl Seminar on Biomaterials and Regenerative Medicine
(BioRemed), Timisoara (Romania), Oct. 5-8, 2017 – pe tematica utilizării impulsurilor laser (generate de
ex. cu choppere) în terapie laser în stomatologie.
✓ [C4-C6] 3 lucrări au fost prezentate oral la o conferință națională locală, 5th ISREIE, Series: Engineering,
Arad (Romania), May 2018.
✓ [C7-C10] 3 lucrări au fost prezentate, una oral si două poster la: TIM 18 Physics Conference, Timisoara,
May 2018, la 18th International Balkan Workshop on Applied Physics and Materials Science, Constanta,
July 2018, una la Nuclear Photonics, Brasov, June 2018.
✓ O serie de alte lucrări – atât în reviste cotate ISI [J2, J3], cât și în ISI Proc. [ISI.C11] și în alte conferințe –
sunt în pregătire din cercetările realizate și în curs.
Rezultatele Proiectului
Bridge Grant PN-III-P2-2.1-BG-2016-0297
Oct. 2016 – Sept. 2018
Denumirea proiectului: Choppere optomecatronice cu discuri rotative și arbori cu fante pentru
aplicații metrologice, biomedicale și de fabricație laser
OP-CHOP (http://3om-group-optomechatronics.ro/bg297/)
Etapa 1 - Optimizare tehnologică electroeroziune
Scop: trecerea de la precizii de prelucrare de ordinul 0,01 mm la precizii de prelucrare de ordinul
0,002...0,003 mm – electroeroziune cu electrod masiv, respectiv cu fir.
1. PROBLEME EXISTENTE
a) Prelucrarile prin electroeroziune se fac in compartiment comun cu cele de așchiere (hală) - frezare si strunjire.
b) Preciziile obținute pe utilajele existente (conform fișelor tehnice): de ordinul 0,01 mm.
c) Existența unor utilaje relativ intens exploatate datorită numarului insuficient de utilaje existent.
d) Utilizarea unor regimuri de prelucrare intensive, cu regim forțat... (eboș și finisare).
e) Electrozi utilizați: din cupru și mai nou din grafit.
f) Personalul productiv implicat in procesul de producție (care deservește utilajele), instruit la nivel mediu (de
utilizare-exploatare).
g) Metodologia de verificare aplicată este certificată ISO 9001/2008.
Fig. 1. Certificare ISO – SC Inteliform SRL Timisoara

2. ECHIPAMENTE ȘI TEHNOLOGII UTILIZATE
Utilaje pentru electroeroziune existente (https://erris.gov.ro/inteliform):
Eroziune cu electrod masiv: EDM Agie - Charmilles 350 x 250 x 250; EDM AEG 200 x 150 x 200;
Eroziune cu fir: Eroziune cu fir de mare precizie Sodick AG400L 400 x 280 x 250; Eroziune cu fir Agie -
Charmilles 200 x 150 x 80;
Pentru creșterea preciziei de prelucrare SC Inteliform SRL a achiziționat noi utilaje pentru
electroeroziune de mare precizie 0,001 mm:
Eroziune cu electrod masiv EDM de mare precizie SODICK AG40L 400 x 300 x 270;
EDM de mare precizie SODICK AG60L 600 x 420 x 370;
Eroziune cu fir Eroziune cu fir de mare precizie SODICK SL400Q 400 x 300 x 250;
Eroziune cu fir de mare precizie SODICK SL600Q 600 x 400 x 350;
Caracteristicile utilajelor noi sunt prezentate in anexele la RST – Etapa 1.
Echipamente de măsurare disponibile, utilizate pentru validarea rezultatelor optimizărilor tehnologice:
Echipament măsurare duritate Mitutoyo HR - 100,
Echipament măsurare rugozitate Mitutoyo Sj - 210,
Mașina de măsurat 3D MicroVU 800 x 700 x 400
(a) (b)
Fig. 2. (a) Mașina de măsurat 3D MicroVU 800 x 700 x 400;
(b) Mașina de măsurat 3D de mare precizie MicroVU 200 x 150 x 150.
Coloana de măsură 600 Mitutoyo,
Echipament de masura a bătăilor si cilindricitatii Mitutoyo - RA -120
Pentru a putea pune in valoare performantele noilor utilaje de mare precizie, s-a achizitionat:
Mașina de măsurat 3D de mare precizie MicroVU 200 x 150 x 150
Verificările interoperații se fac de către operatorii utilajelor cu șublere, micrometre, calibrare, în general cu
aparatura de masura si control (AMC) din producție. Tehnologiile de prelucrare se stabilesc în funcție de reperul și
de precizia cerută la reperul de executat.
Concluzii: (i) Se pot executa prelucrari cu rugozitatea adecvată a suprafețelor (Ra = 0,12µm) în cazul
prelucrărilor prin electroeroziune și (Ra = 0,4µm). (ii) Se pot atinge precizii de 0.01 mm, dar combinând cu
tehnologii specifice prelucrărilor de suprafinisare a suprafețelor se pot obține precizii de ordinul micrometrilor:
1...4 µm. (iii) Aparatura de măsurare existentă prezintă posibilități de verificare adecvate necesităților de execuție a
reperelor (rugozități și dimensiuni). (iv) Se pot efectua în bune condiții tratamente termice specifice.
3. APLICATII CURENTE – LA CARE SE REFERĂ OPTIMIZĂRILE TEHNOLOGICE ÎN
CURS, PRECUM ȘI CELE DIN ETAPELE URMĂTOARE
Piese si produse prototip (lere, calibre, corniere, fixturi) – (Continental Automotive, Draxlmaier Procese de
Productie, Hella Romania).
Dispozitive: de control de calitate, de orientare și poka yoke, de transport si manipulare – carrier, dispozitive
de montaj) – Flextronics Romania, Contitech Romania, Inteva Products Romania, Takata.
Matrite: de injecție plastic, pentru sudare cu ultrasunete, de îndoit și ambutisat, de injecție aluminiu - Elba,
Flaro Prod, GDS, TRW, Key Safety System, Bosch Rexroth.
Stante: pentru decupare, perforare si indoire, pentru indoit cleme, de separat, în pași – Voestalpine Stamptec,
Kathrein, Johnson Controls Jimbolia.
Celule de producție și echipament de proces: linii de alimentare, linii de montaj, mașini de decupat, posturi
de montabilitate – Inteva Products Romania, Takata, Sumida, MGI Coutier.
În cadrul proiectului se dorește executarea unor repere de foarte mare precizie, de tip:
I. Chopper de tip disc (cu diferite configurații).
II. Chopper de tip arbore.
Pentru realizarea acestora, este necesară aducerea capablităților de prelucrare tehnologice la nivelul
unor precizii de 1…2 micrometri. În același timp, verificarea atingerii parametrilor superiori ai tehnologiilor de
prelucrare ale SC Inteliform va fi validată în cadrul proiectului tocmai prin realizarea la performanțele necesare
aplicațiilor vizate (imagistică biomedicală, metrologie optică și laser manufacturing) a diferitelor tipuri de
choppere optomecatronice.
4. METODE PROPUSE PENTRU OBTINEREA PRECIZIILOR NECESARE:
- Climatizarea spațiului de lucru pentru utilajele de mare precizie.
- Verificarea și diminuarea agenților perturbatori (vibrații/socuri) de la sursele exterioare.
- Climatizarea zonei de verificare dimensională a reperelor (metrologie).
- Perfecționarea muncitorilor direct productivi pentru reducerea erorilor de operare / manipulare / măsurare care
pot afecta precizia de execuție a reperelor.
- Perfecționarea tehnologiei și tehnologilor implicați, pentru reducerea rebuturilor la execuția reperelor.
- Creșterea rigidității sistemului piesă-sculă-utilaj. Aceastea necesită un set de măsuri concepute care cuprind
scule cu rigiditate crescută si dispozitive specifice prelucrărilor semifabricatelor de tip tablă (Chopper-disc) de
prelucrare în pachet.
- Crearea și utilizarea tabelelor și a graficelor pentru obținerea regimului optim de prelucrare la toate utilajele
care nu sunt dotate cu softuri CAD-CAM de optimizare.
- Identificarea de agenți economici care să preia unele operații auxiliare necesitate în execuția reperelor propuse
(exemplu, ca tratamente termice locale de suprafață).
- Studii pentru optimizarea tehnologiei de execuție și control, inclusiv de încercare, a produselor obținute în
vederea omologării.
- Respectarea întocmai a programelor de revizie și întreținere proprii ale utilajelor.
- Verificarea periodica pentru aparatura de măsură și control (AMC) din producție.
5. MĂSURI LUATE ȘI ETAPE PARCURSE
➢ Climatizarea spațiului de lucru pentru utilajele de mare precizie.
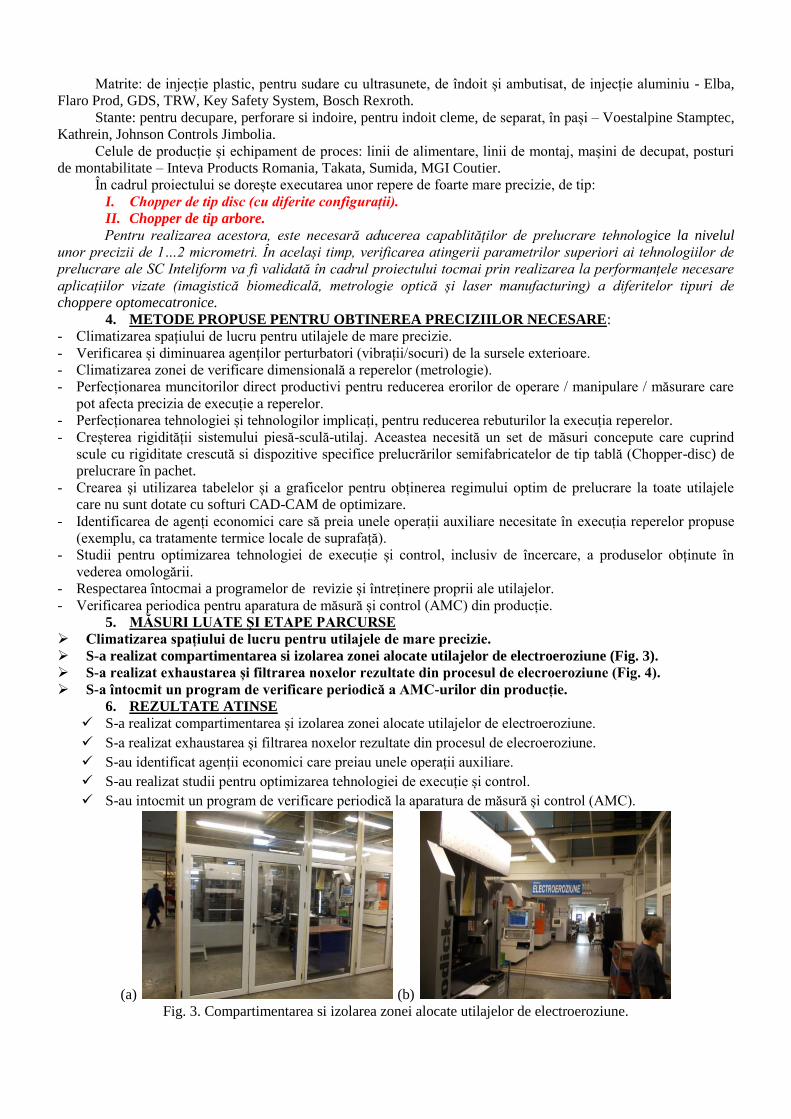
➢ S-a realizat compartimentarea si izolarea zonei alocate utilajelor de electroeroziune (Fig. 3).
➢ S-a realizat exhaustarea și filtrarea noxelor rezultate din procesul de elecroeroziune (Fig. 4).
➢ S-a întocmit un program de verificare periodică a AMC-urilor din producție.
6. REZULTATE ATINSE
✓ S-a realizat compartimentarea și izolarea zonei alocate utilajelor de electroeroziune.
✓ S-a realizat exhaustarea și filtrarea noxelor rezultate din procesul de elecroeroziune.
✓ S-au identificat agenții economici care preiau unele operații auxiliare.
✓ S-au realizat studii pentru optimizarea tehnologiei de execuție și control.
✓ S-au intocmit un program de verificare periodică la aparatura de măsură și control (AMC).
(a) (b)
Fig. 3. Compartimentarea si izolarea zonei alocate utilajelor de electroeroziune.

(a) (b)
Fig. 4. Exhaustarea și filtrarea noxelor rezultate din procesul de elecroeroziune.
Act. 2.1. Optimizare tehnologică control dimensional la SC Inteliform SRL
Scop: trecerea de la precizii de prelucrare de ordinul 10-2 mm (cca. 0,01 mm) la precizii de prelucrare de
ordinul 10-3 mm (0,002...0,003 mm).
A. PROBLEME EXISTENTE
h) Necesitatea optimizarii tehnologiei de control dimensional a reperelor executate prin creșterea preciziei și a
automatizării acesteia.
i) Certificare ISO 9001/2008 pentru produsele executate.
j) Prelucrările reperelore prin aschiere – (de frezare si de strunjire) – momentan se fac in hală.
k) Preciziile obținute pe utilajele existente (conform fișelor tehnice) de ordin 1-2 mm (0,01mm).
l) Existența unor utilaje de prelucrare cu încărcare mare datorită tehnologiei alese și a numărului insuficient de
mașini-unelte existente.
m) Utilizarea la unele utilaje a unor regimuri de prelucrare intensive pentru scăderea timpilor de prelucrare și
creșterea productivității (eboș și finisare).
n) Personalul direct productiv (operatori MU) implicat în procesul de producție instruit la nivel mediu (de
utilizare-exploatare).
ECHIPAMENTE ȘI TEHNOLOGII DE VERIFICARE
Echipamente de măsurare disponibile:
• Echipament măsurare duritate (Fig. 5) Mitutoyo HR - 100,
• Echipament măsurare rugozitate (Fig. 6) Mitutoyo Sj - 210,
• Coloana de măsură (Fig. 7) 600 Mitutoyo,
• Echipament de masura a bătăilor si cilindricitatii (Fig. 8) Mitutoyo - RA -120
• Mașina de măsurat 3D (Fig. 9) MicroVU 800 x 700 x 400,
Pentru a putea pune în valoare performanțele noilor utilaje de mare precizie, s-a achiziționat:
• Mașina de măsurat 3D de mare precizie (Fig. 10) MicroVU 200 x 150 x 150
Caracteristicile noului utilaj de masurare - MicroVU 200 x 150 x 150 sunt prezentate in Anexe RST - Etapa 2.

Optimizare tehnologică a controlului dimensional în compartimentul de metrologie:
Verificările interoperații se fac de către operatorii utilajelor cu șublere, micrometre, calibre, in general cu
aparatura de măsura și control (AMC) din producție.
Verificările finale se fac in laboratorul de control metrologic unde se asigură o temperatură controlată și
constantă în conformitate cu cerințele standardizate, pe echipamentele prezentate.
Utilizarea de echipamente de control metrologic conforme, de precizie ridicată, care asigură precizii de
măsurare superioare cu cel puțin o clasă de precizie.
Realizare studiu senzor de mare precizie pentru forțe mici [J1].
Măsuri luate și etape parcurse
- Climatizarea zonei de verificare dimensională a reperelor (metrologie).
- S-a realizat compartimentarea și izolarea laboratorului metrologic.
- S-a realizat termostatarea laboratorului metrologic.
- Studii pentru optimizarea tehnologiei de control, inclusiv de încercare, a produselor obținute pentru omologare.
- S-a întocmit un program de verificare periodică la aparatura de măsura și control (AMC).
Rezultate atinse
• S-a realizat compartimentarea și izolarea laboratorului metrologic.
• S-a realizat termostatarea laboratorului metrologic.
• S-au realizat studii pentru optimizarea tehnologiei de control.
• S-a întocmit un program de verificare periodică al aparaturii de masură și control (AMC).
Act. 2.2. Choppere optice cu ferestre cu margini drepte: Modelare și proiectare
Act. 2.3. Choppere optice cu ferestre cu margini drepte: tehnologie, fabricație și control;
testare și optimizare, tehnologie finală
O gamă de componente dintr-un prim tip de CHOPPER DE TIP DISC a fost vizată în proiect:
➢ choppere optice cu ferestre cu margini drepte (Fig. 11)
S-a realizat un studiu referitor la capete de scanare cu oglinzi poligonale, alternative pentru choppere în
realizarea de impulsuri laser [ISI.C1].
Fig. 5 Fig. 6 Fig. 7 Fig. 8
Fig. 9 Fig. 10
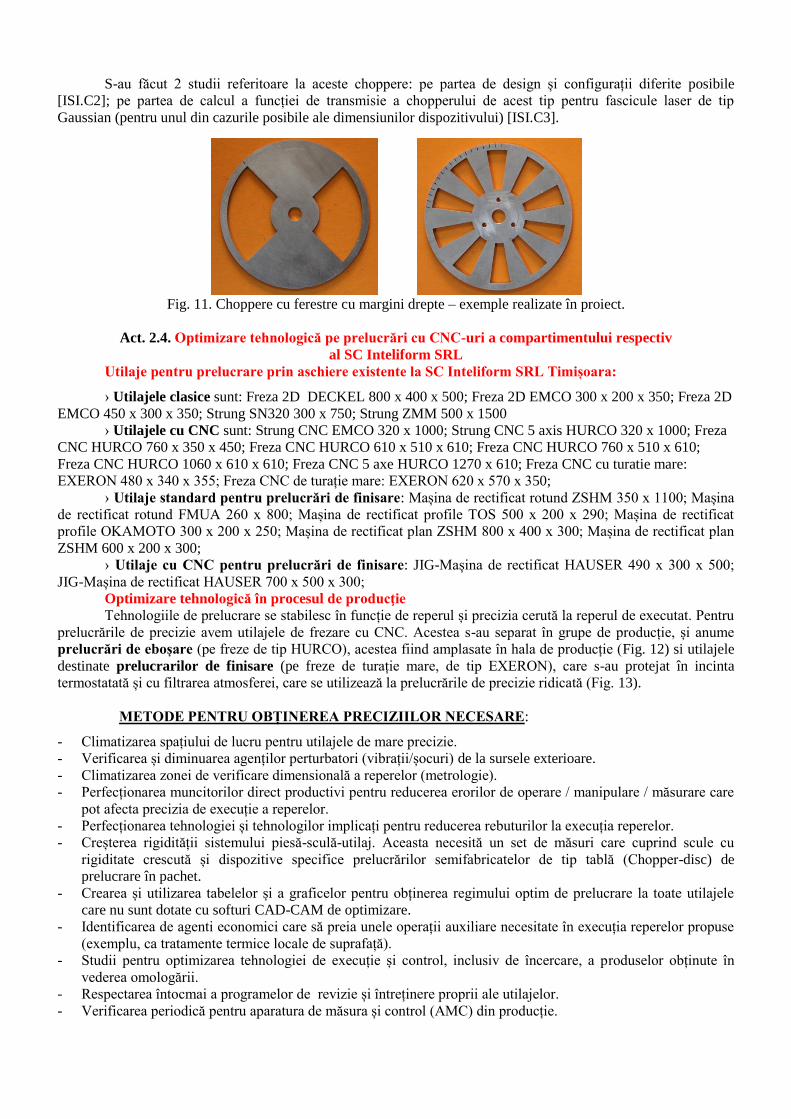
S-au făcut 2 studii referitoare la aceste choppere: pe partea de design și configurații diferite posibile
[ISI.C2]; pe partea de calcul a funcției de transmisie a chopperului de acest tip pentru fascicule laser de tip
Gaussian (pentru unul din cazurile posibile ale dimensiunilor dispozitivului) [ISI.C3].
Fig. 11. Choppere cu ferestre cu margini drepte – exemple realizate în proiect.
Act. 2.4. Optimizare tehnologică pe prelucrări cu CNC-uri a compartimentului respectiv
al SC Inteliform SRL
Utilaje pentru prelucrare prin aschiere existente la SC Inteliform SRL Timișoara:
› Utilajele clasice sunt: Freza 2D DECKEL 800 x 400 x 500; Freza 2D EMCO 300 x 200 x 350; Freza 2D
EMCO 450 x 300 x 350; Strung SN320 300 x 750; Strung ZMM 500 x 1500
› Utilajele cu CNC sunt: Strung CNC EMCO 320 x 1000; Strung CNC 5 axis HURCO 320 x 1000; Freza
CNC HURCO 760 x 350 x 450; Freza CNC HURCO 610 x 510 x 610; Freza CNC HURCO 760 x 510 x 610;
Freza CNC HURCO 1060 x 610 x 610; Freza CNC 5 axe HURCO 1270 x 610; Freza CNC cu turatie mare:
EXERON 480 x 340 x 355; Freza CNC de turație mare: EXERON 620 x 570 x 350;
› Utilaje standard pentru prelucrări de finisare: Mașina de rectificat rotund ZSHM 350 x 1100; Mașina
de rectificat rotund FMUA 260 x 800; Mașina de rectificat profile TOS 500 x 200 x 290; Mașina de rectificat
profile OKAMOTO 300 x 200 x 250; Mașina de rectificat plan ZSHM 800 x 400 x 300; Mașina de rectificat plan
ZSHM 600 x 200 x 300;
› Utilaje cu CNC pentru prelucrări de finisare: JIG-Mașina de rectificat HAUSER 490 x 300 x 500;
JIG-Mașina de rectificat HAUSER 700 x 500 x 300;
Optimizare tehnologică în procesul de producţie
Tehnologiile de prelucrare se stabilesc în funcție de reperul și precizia cerută la reperul de executat. Pentru
prelucrările de precizie avem utilajele de frezare cu CNC. Acestea s-au separat în grupe de producție, și anume
prelucrări de eboșare (pe freze de tip HURCO), acestea fiind amplasate în hala de producție (Fig. 12) si utilajele
destinate prelucrarilor de finisare (pe freze de turație mare, de tip EXERON), care s-au protejat în incinta
termostatată și cu filtrarea atmosferei, care se utilizează la prelucrările de precizie ridicată (Fig. 13).
METODE PENTRU OBȚINEREA PRECIZIILOR NECESARE:
- Climatizarea spațiului de lucru pentru utilajele de mare precizie.
- Verificarea și diminuarea agenților perturbatori (vibrații/șocuri) de la sursele exterioare.
- Climatizarea zonei de verificare dimensională a reperelor (metrologie).
- Perfecționarea muncitorilor direct productivi pentru reducerea erorilor de operare / manipulare / măsurare care
pot afecta precizia de execuție a reperelor.
- Perfecționarea tehnologiei și tehnologilor implicați pentru reducerea rebuturilor la execuția reperelor.
- Creșterea rigidității sistemului piesă-sculă-utilaj. Aceasta necesită un set de măsuri care cuprind scule cu
rigiditate crescută și dispozitive specifice prelucrărilor semifabricatelor de tip tablă (Chopper-disc) de
prelucrare în pachet.
- Crearea și utilizarea tabelelor și a graficelor pentru obținerea regimului optim de prelucrare la toate utilajele
care nu sunt dotate cu softuri CAD-CAM de optimizare.
- Identificarea de agenti economici care să preia unele operații auxiliare necesitate în execuția reperelor propuse
(exemplu, ca tratamente termice locale de suprafață).
- Studii pentru optimizarea tehnologiei de execuție și control, inclusiv de încercare, a produselor obținute în
vederea omologării.
- Respectarea întocmai a programelor de revizie și întreținere proprii ale utilajelor.
- Verificarea periodică pentru aparatura de măsura și control (AMC) din producție.

Fig. 12
Fig. 13

Măsuri luate și etape parcurse
- Climatizarea spațiului de lucru pentru utilajele de mare precizie.
- S-a realizat compartimentarea și izolarea zonei alocate utilajelor de electroeroziune.
- S-a realizat exhaustarea și filtrarea noxelor rezultate din procesul de frezare de finisare.
- Climatizarea zonei de verificare dimensională a reperelor (metrologie).
- Identificarea agenților economici care să preia unele operații auxiliare necesare (tratamente termice speciale).
- Studii pentru optimizarea tehnologiei de execuție și control, inclusiv de încercare, a produselor obținute în
vederea omologării.
- S-a întocmit un program de verificare periodică la aparatura de măsura și control (AMC) din producție.
Rezultate atinse
• S-a realizat compartimentarea si izolarea zonei alocate utilajelor de frezare de finisare.
• S-a realizat exhaustarea și filtrarea particulelor rezultate din procesul de frezare.
• S-au identificat agenții economici care preiau operațiile auxiliare.
• S-au realizat studii pentru optimizarea tehnologiei de execuție și control.
• S-a întocmit un program de verificare periodică al aparaturii de masură și control (AMC) din ciclul
de fabricație.
CONCLUZII
• Se pot executa prelucrări cu rugozitatea adecvată a suprafețelor (Ra = 0,12 µm) în cazul prelucrărilor prin
electroeroziune și (Ra = 0,4 µm) în cazul prelucrărilor cu CNC.
• S-au îmbunătățit preciziile obținute, ajungându-se la valori de 0,005 mm, de la valoarea inițială de 0,01 mm, în
condițiile în care s-au combinat prelucrări cu tehnologii specifice prelucrărilor de finisare a suprafețelor pe
utilajele care au asigurată climatizarea spațiului de lucru.
• Aparatura de măsurare existentă prezintă posibilități de verificare adecvate necesităților de execuție a reperelor
(rugozități și dimensiuni).
• Se pot efectua in bune condiții tratamente termice specifice dacă sunt necesare (Obiectiv al Etapei 3 a
proiectului).
APLICAȚII CURENTE
• Piese și produse prototip (lere, calibre, corniere, fixturi) – Continental Automotive, Draxlmaier Procese de
Productie, Hella Romania;
• Dispozitive (dispozitive de control de calitate, dispozitive de orientare și poka yoke, dispozitive de transport și
manipulare – carrier, dispozitive de montaj) – Flextronics Romania, Contitech Romania, Inteva Products
Romania, Takata;
• Matrițe (matrițe injecție plastic, matrițe pentru sudare cu ultrasunete, matrițe de îndoit și ambutisat, matrițe de
injecție aluminiu) - Elba, Flaro Prod, GDS, TRW, Key Safety System, Bosch Rexroth;
• Ștanțe (ștanțe pentru decupare, perforare și îndoire, ștanțe de îndoit cleme, ștanța de separat, ștante în pași) –
Voestalpine Stamptec, Kathrein, Johnson Controls Jimbolia;
• Celule de producție și echipament de process (Linii de alimentare, linii de montaj, masini de decupat, posturi
de montabilitate) – Inteva Products Romania, Takata, Sumida, MGI Coutier.
Act. 2.5. Choppere eclipse
In această etapă din cadrul proiectului s-au mai executat o serie de repere de mare precizie, de tip
CHOPPER DE TIP DISC în varianta choppere eclipse: cu cu ferestre cu margini semicirculare (Fig. 14).
S-a făcut un prim studiu referitor la aceste choppere eclipse, focalizat pe partea de design și pe partea de
calcul a funcției de transmisie a chopperului de acest tip pentru fascicule laser de tip top-hat (cu intensitate de
valoare constantă) [ISI.C4].
Fig. 14. Choppere eclipse realizate tehnologic în cadrul proiectului - exemple.

Act. 3.1. Choppere cu arbori (de diferite forme) cu fante (de diferite profile): modelare și proiectare
A fost realizată proiectarea unor choppere cu arbori de diferite forme: cilindrici, sferici si tronconici, Fig.
15(a,b,c) - variante in curs de brevetare de către membrii ai CO din echipa proiectului:
V.-F. Duma, D. Demian, Optical modulator, has solid rotating shaft with some through slots of well-
defined profiles, Romanian Patent No. RO129610-A0, Derwent Nr. 2014-P50842 (pending).
(a) (b) (c)
(d)
Fig. 15
S-a dedus functia de transmisie optică a choperelor cilindrice cu fante logitudinale – pentru fascicule laser
de tip top-hat (cu intensitate identică pe toata sectiunea fascicolului laser) – Fig. 15(d) [ISI.C8]. S-a realizat studiul
multi-parametric al acestor choppere in functie de parametrii geometrici si cinematici ai dispozitivului: raza R a
arborelui chopperului, lătimea d a unei fante practicate prin arbore, diametrul 2r al fascicolului laser si viteza
unghiulara ω a arborelui – Fig. 15(d). S-a dezvoltat in acest fel calculul de proiectare al chopperului – pentru a
obtine anumite profile ale impulsurilor laser generate de acesta.
Act. 3.2. Choppere cu arbori (de diferite forme) cu fante (de diferite profile): tehnologie, fabricație și
control; testare, optimizare, tehnologie finală
S-a realizat tehnologia de fabricatie si control pentru choppere cu arbori cilindrici si fante de două forme,
longitudinale si de tip cilindric.
Au fost realizate 6 prototipuri, cu arbori de trei diametre (20, 55 si 110 mm), fiecare cu găuri de cele două
forme de mai sus (cea longitudinală / cu margini drepte fiind mai avantajoasă din punct de vedere functional –
optic, dar cea cu fante cilindrice fiind mai usor de realizat tehnologic la nivelul necesar de precizie). Un aspect
esential care a trebuit rezolvat pentru a realiza un dispozitiv fiabil este legat de integritatea structurală si de nivelul
de deformatii – mai ales la nivelul unor valori mari ale vitezei unghiulare care, cu actualele motoare, poate ajunge
la nivelul a 70 krpm (similar cu ogilinzile poligonale rotitoare, utilizate ca scanere laser sau ca generatoare de
impulsuri laser [ISI.C9]). Pentru prototipurile de laborator s-au utilizat lagăre pe rulmenti care rezistă pană la 20-30
krpm, dar in continuare se preconizează dezvoltarea dispozitivului (si) prin utilizarea de lagăre pe perne
aerodinamice, pentru a obtine viteze inghiulare superioare (preconizat de minim 54 krpm), care sa ducă la
obtinerea unor frecvente ridicate ale impulsurilor laser generate.
secα
0
2r
O
z
d
y
θ0
ω=cst.
Laser beam

Fig. 16. Optomechanical chopper with cylindrical rotating shaft with longitudinal slots [ISI.C8].
Table 1. Material properties of the chopper shafts [ISI.C10].
Property Unit Aluminum alloy Structural steel
Density [kg/m3] 2770 7850
Poisson Coefficient [-] 0.33 0.3
Elastic Modulus [MPa] 71000 200000
Bulk Modulus [MPa] 69600 166600
Shear Modulus [MPa] 26700 77000
Yield Stress [MPa] 280 250
Tangent Modulus [MPa] 500 1450
Fig. 17. (a) Equivalent (von-Mises) Stress [MPa]; (b) the directional deformations (on the X-axis) [mm]; (c) the
equivalent plastic strain [mm/mm] – for a structural steel cylindrical chopper with a 40 mm shaft diameter and with
four slits with the width and the height equal both to 3 mm. The FEA demonstrates the feasibility of the design,
even at high rotational speeds (i.e., 60 krpm) [ISI.C8, 10, 11].
(c)
(a) (b)
Rotational
shaft
(a)
(b)
Longitudinal slit
(parallel to the
rotational axis of
the shaft) Laser
beam

Pentru realizarea dezideratului de integritate structurală si pentru a analiza nivelul de deformatii al
arborelui la diferite viteze, s-au realizat o serie de Analize cu Element Finit (FEA) - tot pentru choppere cu arbori
cilindrici si fante longitudinale (Fig. 16), dar pentru diferite variante constructive, pentru o gamă de dimensiuni (ale
parametrilor geometrici de mai sus), respectiv pentru două materiale, otel si Al (Tab. 1) – Fig. 17.
Această directie de lucru, pe choppere cu arbori (dar si, partial, pe chopperele cu discuri clasice si eclipse
abordate in principal in Etapa a 2-a a proiectului) a continuat in Act. 3.4 si 3.5 (prezentate la finalul acestui
Raport), in timp ce partea de transfer tehnologic spre SC Inteliform SRL Timisoara, pe partea de tratamente
termice, s-a desfăsurat continuu pe tot parcursul anului 2018:
Act. 3.3. Optimizare tehnologică tratamente termice (TT) la SC Inteliform SRL Timisoara
I. Situatia existentă la SC Inteliform SRL
A. Produsele realizate pentru beneficiari:
• Piese si produse prototip (lere, calibre, corniere, fixturi) – Continental Automotive, Draxlmaier Procese de
Productie, Hella Romania.
• Dispozitive (dispozitive de control de calitate, dispozitive de orientare si poka yoke, dispozitive de transport si
manipulare – carrier, dispozitive de montaj) – Flextronics Romania, Contitech Romania, Inteva Products Romania,
Takata.
• Matrite (matrite injectie plastic, matrite pentru sudare cu ultrasunete, matrite de indoit si ambutisat, matrite de
injectie aluminiu) - Elba, Flaro Prod, GDS, TRW, Key Safety System, Bosch Rexroth.
• Stante (Stante pentru decupare, perforare si indoire, stante indoit cleme, stanta de separat, stante in pasi) –
Voestalpine Stamptec, Kathrein, Johnson Controls Jimbolia.
• Celule de productie si echipament de process (Linii de alimentare, linii de montaj, masini de decupat, posturi de
montabilitate) – Inteva Products Romania, Takata, Sumida, MGI Coutier.
B. Materiale utilizate pentru fabricarea pieselor
Oţeluri carbon de uz general; oţeluri carbon de calitate pentru cementare sau pentru îmbunătăţire; oţeluri carbon
superioare pentru îmbunătăţire cu 0,25÷0,45 % C; oţeluri pentru ţevi OLT35÷65; oţel fosforos pentru piuliţe OP25
(0,25%P); oţel carbon de scule OSC7÷13; oţeluri pentru pile OSP6 ÷ 14; oţeluri turnate OT40÷60; oţeluri rapide
Rp1 ÷Rp8; oţeluri aliate pentru rulmenţi RUL1 ÷RUL2; oţeluri pentru scule aşchietoare UM18 (1,8% Mangan); oţel
pentru scule pentru deformare la cald UW85 cu 8,5 W; oţel pentru scule pentru deformare la rece C120; oţel aliat
de cementare pentru construcţii de maşini 13CN130 (0,13% C şi 3% Ni); oţel anticoroziv 30C130 (0,3% C, 13%
Cr); oţel de imbunatatire aliat pentru construcţii; oţel aliat pentru nitrurare 38MoCA09 (0,34% C, 0,9% Al); oţeluri
de arc ARC1, ARC10; oţeluri pentru scule pentru deformare la rece C120 (12% Cr); fonte cenuşii Fc10 ÷Fc40.
C. Instalatii de tratamente termice existente (Fig. 18)
Cuptor de incalzire in mediu oxidant si in atmosfera neutra - Therma 450 x 450 x 450 mm (1);
Cuptor de incalzire in mediu oxidant si in atmosfera neutra - Therma 350 x 350 x 40 mm (2);
Cuptor de incalzire in vid XD-1600M 300 x 300 x 400 mm (3);
Instalatie de brunare 600 x 400 x 400 mm (4);
Instalatie de sablare cu nisip (5);
Instalatie de calire si revenire (6);
Instalatie de depunere in straturi - PVD TS600LDX ø 600 x 300 mm (7);
Instalatii de sudare.
D. Tratamente termice aplicate pieselor
1) Recoacerea de detensionare pentru piese sudate;
2) Recoacere de inmuiere pentru piese complicate din punct de vedere geometric (pentru oteluri rapide si
cele aliate cu vanadiu);
3) Incalziri în medii oxidante, atmosfere controlate utilizând argon stocat în butelii si incalziri in vid pentru
efectuarea operatiei de calire;
4) Incalziri în medii oxidante, atmosfere controlate şi în vid pentru efectuarea operatiei de revenire;
5) Cementarea în medii solide (cu praf de mangal);
6) Brunări;
E. Controlul calităţii TT
• Controlul calităţii tratamentului termic se face numai prin verificarea durităţii cu un aparat de determinare a
durităţii de tip Rockwell, care se găseşte în incinta halei de tratament termic (7).
• Societatea mai dispune de un durimetru Mitutoyo HR100 care se găseşte în laboratorul de încercări al
societăţii (optimizat in cadrul Etapei 2 a proiectului).
F. Personalul productiv: Societatea avea un singur muncitor specialist în tratamente termice care
operează în procesul de producție, aflat la limita de pensionare.

Fig. 18
II. Măsuri luate in considerare pentru îmbunătățirea tehnologiilor de tratamente termice (TT)
1) Tratamente termice care se pot realiza cu utilajele și instalațiile din dotare:
• Recoaceri pentru îmbunătățirea prelucrabilității prin așchiere și implicit a preciziei de prelucrare. In cadrul
S.C. INTELIFORM se execută tratament termic de recoacere completă numai pentru piese complicate
geometric pentru a se evita deformarea în timpul operației de călire;
• Nitrurarea în mediu solid a matrițelor pentru îmbunătățirea rezistenței la uzură;
• Carburare în vid – se poate asigura un strat uniform cementat reducandu-se timpul de tratament termic.
2) Tratamente termice care necesită achiziționarea de utilaje și instalații:
• Tratamentul termic la frig (sub 0°C): se aplică la oțelurile aliate pentru scule imediat după operația de călire
cu scopul reducerii austenitei reziduale (care poate să ajungă și până la 30%). După această operație de
tratament termic crește duritatea pieselor, crește stabilitatea dimensională, precum și rezistența la coroziune;
• Nitrurarea in mediu gazos: Tratamentul termic este necesar pentru componentele matritelor in special, dar si
pentru alte piese pentru cresterea duritatii si rezistentei la coroziune.
3) Îmbunătățirea controlului calității tratamentului termic
Pentru verificarea constituenților structurali obținuți în urma tratamentelor termice este nevoie de un
microscop optic metalografic și de o instalație de prelucrat probe metalografice.
4) Documentatia tehnica
• Societatea nu dispune de o documentatie sintetica (de tip tabelar) pentru otelurile pe care le folosesc unde sa se
regaseasca compozitia chimica, tratamentele termice si duritatea pentru fiecare marca de otel utilizata.
• Trebuie sa se realizeze o documentatie sintetica
1 2 3
4 5
6 7

• Societatea nu dispune de Instructiuni tehnologice priviind tratamentele tratamentele termice pe care le
efectueaza. Tratamentele se fac dupa cunostiintele muncitorului din atilierul de tratamente termice.
• Trebuie sa se realizeze Instructiuni tehnologice pentru fiecare tip de tratament termic aplicat.
5) Personalul productiv: Societatea trebuie să angajeze 1-2 tineri în atelierul de tratamente termice
pentru calificare în meseria de tratamentiști, care trebuie sa fie scolarizati.
Rezultate atinse
• S-a realizat documentatia sintetica privind marcile de oteluri utilizate de societate.
• S-a realizat documentatia cu privire la tipurile de recoaceri pentru îmbunătățirea prelucrabilității prin
așchiere la oțelurile aliate utilizate;
• S-a realizat tehnologia de nitrurare în mediu solid;
• S-a realizat tehnologia de nitrurare in mediu lichid;
• S-a realizat tehnologia de carburare in mediu solid;
• S-a realizat un suport de curs de tratamente termice pentru muncitori;
• S-a angajat la atelierul de tratament termic un nou muncitor (sculer matrițer) care urmează să facă o
reconversie pentru specializarea în meseria de tratamentist;
• S-au ținut cursuri teoretice privind tehnologia tratamentelor termice pentru cei doi muncitori, respectiv
pentru inginerii tehnologi.
Act. 3.4. Realizare sistem mecatronic chopper
Act. 3.5. Prototip sistem chopper
S-au finalizat, in cadrul acestor două acrtivităti, sistemele chopper cu arbori, cu motoare de actionare si cu
actionare cu plăci de tip Arduino. Au rezultat prototipuri functionale care au putut fi expuse (si demonstrate ca
functionalitate – Fig. 19) prin castigarea unui Grant SPIE (The International Society for Optics and Photonics,
Bellingham, WA, USA) pentru un stand la expozitia SPIE Photonics Europe ‘Innovation Village’, din cadrul
Conferintei SPIE Photonics Europe, Strasbourg (France), Apr. 22-23, 2018 – unde CO a mai participat cu o serie
de lucrari [ISI.C6, C7].
O parte din cercetările realizate pe choppere au fost incluse in lucrarea [J2], unde acestea au fost abordate
in rolul lor de atenuatoare optice, intr-un studiu comparativ cu alte dispozitive de acest tip, unele uzuale si unele tot
dezvoltate de către CO (de exemplu atenuatoarele cu prisme Risley / de tip pană optică in miscare de translatie).
In paralel cu lucrul pe choppere de diferite tipuri [ISI.C6, C5-7], precum si cu activitatea de transfer si
optimizare tehnologică către SC Inteliform SRL Timisoara [C4], s-au desfăsurat o serie de cercetări centrate pe
aplicatii metrologice [ISI.C6], dar mai ales biomedicale ale chopperelor, dar si pe alternative la utilizarea acestora.
O astfel de aplicatie, de mare actualitate este de exemplu Tomografia Optică de Coerentă / Optical
Coherence Tomography (OCT), referitor la care CO a dezvoltat, in colaborare cu Univ. of Kent, UK, un sistem de
tip Swept Source (SS) OCT, optimizat cu tehnologia Master-Slave dezvoltată (si brevetată) de UoKent. In cadrul
sistemului SS-OCT, dispunerea chopperului in bratul de referintă al interferometrului (de tip ‚low coherence’) duce
la obtinerea unui canal de tip microscop confocal. Se pot astfel obtine imagini juxtapuse (prin rotatia rapidă a
discului sau arborelui choperului), atat de tip OCT (in profunzimea probei studiate), cat si confocal (la suprafata
acesteia). O alternativă la aceasta este de a se lucra din soft pentru a obtine simultan imagini OCT si confocale.
Asemenea rezultate au fost incluse in Invited Presentation realizată in finalul proiectului la Conferinta Biommedd
2018, Cluj-Napoca, Sept. 27, 2018.
O investigatie de tip microscopie confocală (cu scanare laser) a fost realizată in [J3], dar cea mai de interes
este cea trimisă spre publicare in Sept. 2018 (si aflată in peer-review) către Biomed. Opt. Express, revistă de marcă
a OSA, care utilizează OCT, dar si un canal confocal, pentru o investigatie complexa, realizată in colaborare cu
Univ. de Medicină si Farmacie Timisoara (Facultatea de Stomatologie), dar si cu Univ. of Kent, UK, pe tematica
influentei terapiei laser de joasă intensitate asupra procesului de regenerare osoasă in cadrul implanturilor
(experimente pe sobolani, cu investigatii OCT ex vivo, ulterioare) [J5].
O altă directie, distinctă dar punctuală, de lucru, in această etapă, a constituit-o investigarea schimbărilor
care au loc in panourile fotovoltaice (PV) in timp, investigări realizate utilizand atat capabilitatile CO, cat si ale P
(prin SEM, AFM, dar si prin incercari mecanice, de duritate), tema fiind atat o demonstrare a capabilitatilor
metrologice optimizate in cadrul proiectului, cat si o chestiune de interes (ca fiabilitate in timp a investirii in PV),
atat la CO, cat si la P.
Au continuat de asemenea, prin [ISI.C5, 7], cercetările pe tematica senzorilor pentru forte cu valori mici
(de ordinul N), dezvoltati ca domeniu de interes pentru SC Inteliform SRL initial in cadrul Etapei 2 a proiectului
[J1] – directive de lucru in cadrul optimizarii compartimentului metrologic al P, pentru extinderea capabilitatii
acestuia spre domeniul micro-dispozitivelor.

Fig. 19
Concluzii
Desi au fost realizate in cadrul proiectului o serie de prototipuri de choppere si a fost demonstrată, inclusiv
international, functionalitatea lor, se poate spune că această tematică este, intr-un fel, abia la inceput, deschizandu-
se in continuare o serie de directii de lucru, in realizarea unor programe de proiectare a chopperelor de diferite
tipuri (disc sau cu arbori, ambele de diferite configuratii) [J6], dar si in generarea de impulsuri laser la utilizarea
chopperelor nu numai in fascicule de tip top-hat (cum s-a realizat pana acum), dar si de tip Gassian sau Bessel [J7].
Referitor la această directie de lucru, a chopperelor optomecatronice de diferite tipuri, s-a conturat o aplicatie de
proiect de cercetare ulterior; de asemenea, s-a manifestat interes din partea a două edituri internationale importante
pentru realizarea unei cărti pe acest subiect, avand in vedere rezultatele obtinute deja, precum si cele prefigurate.
Din punct de vedere al transferului tehnologic spre SC Inteliform SRL Timisoara, desi obiectivele
prezentului proiect s-au realizat in totalitate (in primul rand mărirea preciziei de executie – v. Etapa 2), s-au si
identificat si alte directii necesare de actiune (de exemplu in realizarea unor produse de micro-mecanică, respectiv
a unora de tip opto-mecatronic), care se prefigurează a face obiectul unor aplicatii de proiect ulterioare.
PRODUSE, TEHNOLOGII, SERVICII: Oct. 2016 – Sept. 2018
2016 Tehnologii: Tehnologie de precizie cu electro-eroziune pentru choppere cu discuri cu ferestre cu
margini drepte
2017 Tehnologii: Tehnologie de realizare măsurători la nivel micrometric
Tehnologie de prelucrare cu CNC de precizie (la nivel micrometric)
Tehnologie de realizare choppere eclipse
2018 Tehnologii: Tehnologie tratamente termice – cu testări mecanice și investigații metalografice
Produs: Prototip sistem chopper de diferite configuratii
PUBLICAȚII ÎN PROIECT: OCT. 2016 – SEPT. 20181, 2
http://3om-group-optomechatronics.ro/bg297/
Lucrări în Reviste indexate în ISI Web of Science - cu factor de impact (IF)
2017
J1. R.-M. Beiu*, V. Beiu, and V.-F. Duma*, Fiber optic mechanical deformation sensors employing perpendicular
photonic crystals, Opt. Express 25(19), 23388-23398 (2017); ISSN 1094-4087; ISI IF 3.356; OPEN ACCESS;
Q1; https://doi.org/10.1364/OE.25.023388.
2018
J2. V.-F. Duma, Optical attenuators with Risley prisms and disk choppers, Proceedings of the Romanian Academy
Series A - Mathematics Physics Technical Sciences Information Science 19, (2018); ISSN 1454-9069; ISI IF
1.752/2017; OPEN ACCESS; Q2; accepted.
1 Autorii de corespondenţă ai lucrărilor cu autori multiplii sunt marcaţi în fiecare lucrare cu semnul *. 2 Autorii care sunt membrii în proiect sunt sunt marcati cu “bold” pentru fiecare lucrare.

J3. A. T. Stan* †, A. Vaduva, M. L. Negrutiu, C. Sinescu†, A. Rogobete, D. Muntean, S. Talpos, V.-F. Duma†, L.
Idorasi, T. Hajaj, M. Rominu, Evaluation of dental composite resin interface and adhesion using laser scanning
confocal microscopy, Materiale Plastice (2018), ISSN 2537-5741; ISI IF 1.412/2017; OPEN ACCESS; (†equal
contributions); Q3; in review.
J4. N. Pop*, R. M. Beiu, P. Svera, C. Mnerie, Gh. Hutiu, V.-F. Duma*, Thermal degradation of photovoltaic
panels: evaluations using a range of testing methods, Environmental Progress & Sustainable Energy 37 (2018),
ISSN 1944-7450; ISI IF 1.326/2017; Q3; in review.
J5. R. Luca, C. D. Todea, V.-F. Duma*, A. Bradu, A. Podoleanu, Quantitative assessment of rat bone regeneration
using complex master–slave optical coherence tomography, Biomed. Opt. Express, (2018), ISSN 2156-7085; ISI
IF 3.482/2017; Q1; in review.
J6. V.-F. Duma*, O. Cira, Optical choppers with rotational disks: Analysis and design – in preparation.
J7. V.-F. Duma*, N. Pop, Top-hat versus Gaussian laser beam for optical chopper disks: Transmission functions –
in preparation.
Prezentări / lucrări invitate
2016
• V.-F. Duma*, Gh. Hutiu, D. Demian, A. Bradu, and A. Gh. Podoleanu, Optical Coherence Tomography in
Metallic Materials Characterization, 6th International Conference on Materials Science and Technologies -
RoMAT2016, Bucharest (Romania), Nov. 9-12, 2016.
2017
• V.-F. Duma*, Laser scanners with oscillatory mirrors for high-end applications, TIM Physics Conference [ISI],
Timisoara (Romania), May 25-27, 2017.
2018
• V.-F. Duma*, C. Sinescu, Gh. Hutiu, A. Bradu, A. Podoleanu, Applications of Optical Coherence Tomography
in non-destructive testing, Biommedd 2018, Cluj-Napoca (Romania), Sept. 27-29, 2018.
Lucrări in extenso în ISI Proceedings
2017
ISI.C1. V.-F. Duma*, Analysis of polygonal scanning heads: from industrial to high-end applications in swept
sources for OCT, Proc. SPIE, Vol. 10056, 100560P, Raghavachari R., Liang R., Eds., Design and Quality for
Biomedical Technologies X (BIOS, Photonics West), ISSN 0277-786X, San Francisco (USA), Ian. 28-Feb. 2, 2017;
http://dx.doi.org/10.1117/12.2251023.
ISI.C2. V.-F. Duma*, D. Demian, O. Cira, Optical choppers with rotational elements: Modeling, design, and
prototypes, Proc. SPIE, Vol. 10231, 102311K, Baldini F., Homola J., Lieberman R. A., Eds., Optical Sensors
(Optics + Optoelectronics), ISSN 0277-786X, Prague (Czech Republic), Apr. 24-27, 2017;
http://dx.doi.org/10.1117/12.2265155.
ISI.C3. N. Pop, O. Cira, V.-F. Duma*, Analytic functions of optical choppers for Gaussian laser beams, Proc.
SPIE, Vol. 10335, 10335-61, B. C. Kress, W. Osten, H. P. Urbach, Eds., Digital Optical Technologies (LASER
Congress), ISSN 0277-786X, Munchen (Germany), June 25-30, 2017; http://dx.doi.org/10.1117/12.2270119.
ISI.C4. V.-F. Duma*, D. Demian, E.-S. Csukas, N. Pop, O. Cira, Non-conventional optomechanical choppers:
analysis and design of novel prototypes, Proc. SPIE, Vol. 10448, 104481W, J. L. Bentley, S. Stoebenau, Eds.,
SPIE OptiFab (Optical Design and Engineering VII), ISSN 0277-786X, Rochester, NY (USA), Oct. 16-19, 2017;
http://dx.doi.org/10.1117/12.2275937.
2018
ISI.C5. R. Beiu, V. Beiu, V.-F. Duma*, Fundamentals and biomedical applications of photonic crystals: an
overview, Proc. SPIE, Vol. 10831, 108310R, Todea C., Podoleanu A., Duma V.-F., Eds., 7th Intl Conference
Lasers in Medicine (ICLM), ISSN 1605-7422, Timisoara, July 13-16, 2017 (published 2018); doi:
10.1117/12.2282019.
ISI.C6. M. St. Duma, V.-F. Duma*, Experimental testing of optical choppers using laser lines, Proc. SPIE, Vol.
10680, 106802A, F. Berghmans, A. G. Mignani, Eds., Optical Sensing and Detection (SPIE Photonics Europe),
ISSN 0277-786X, Strasbourg (France), Apr. 22-26, 2018 doi: 10.1117/12.2306556.
ISI.C7. R. Beiu, V. Beiu, V.-F. Duma*, Ultra-small mechanical deformation sensor using a hybrid fiber optic-
based triangular photonic crystal structure, Proc. SPIE, Vol. 10678, 106780Z, C. Gorecki, A. K. Asundi, W. Osten,

Eds., Optical Micro- and Nanometrology (SPIE Photonics Europe), ISSN 0277-786X, Strasbourg (France), Apr.
22-26, 2018, doi: 10.1117/12.2307017.
ISI.C8. E.-S. Csukas, V.-F. Duma*, Optical choppers with cylindrical rotational shafts for laser applications: A
Finite Element Analysis, Proc. SPIE, Vol. 10785, St. P. Neek, P. Martimort, O. Saint-Pe, H, Shimoda, X. J. Xiong,
Eds., Sensors, Systems, and Next-Generation Satellites (SPIE Remote Sensing), ISSN 0277-786X, Berlin
(Germany), Sept. 10-13, 2018 – in print.
ISI.C9. A. Luputi, C. A. Mnerie, V.-F. Duma*, Experimental setup for an optical micrometer with a polygonal
mirror-based laser scanner, IEEE Int’l Symposium 12th Applied Computational Intelligence and Informatics (SACI),
589-592, ISBN 978-1-5386-4640-3/18, May 17-19, 2018; DOI: 10.1109/SACI.2018.8440980.
ISI.C10. E.-S. Csukas and V.-F. Duma*, Finite Element Analysis of a Configuration of Optomechatronic
Choppers with Rotational Shafts, Springer Proceedings in Mathematics & Statistics (PROMS, vol. 249),
Dynamical Systems in Applications (DSTA 2017), 63-71 (2018); ISBN 978-3-319-96600-7,
https://doi.org/10.1007/978-3-319-96601-4_6.
ISI.C11. E.-S. Csukas and V.-F. Duma*, Optical choppers with spherical shafts: An optomechanical analysis,
Proc. SPIE - Optical sensors, (SPIE Optics + Optoelectronics), ISSN 0277-786X, Prague (Czech Republic), Apr.
1-4, 2019 – in preparation.
Prezentări la conferințe – fără lucrări publicate
2016
C1. V.-F. Duma*, D. Demian, O. Cira, Optical choppers: analysis and manufacturing technology using
electroerosion, 4th ISREIE, Series: Engineering, Arad (Romania), Dec. 8-10, 2016 (Oral Presentation);
C2. Gh. Hutiu, V.-F. Duma*, Dimb A., Demian D., Bradu A., Podoleanu A. Gh., Evaluation of the roughness of
surfaces using Optical Coherence Tomography, 4th ISREIE, Series: Engineering, Arad (Romania), Dec. 8-10, 2016
(Oral Presentation);
2017
C3. C. Marcauteanu *, E. T. Stoica, F. E. Mitroi, C. Sinescu, M. L. Negrutiu, Gh. Hutiu, R. M. Beiu, V.-F.
Duma, Effect of a diode laser treatment on different types of dentine. Analysis using Raman spectroscopy and
SEM, 2nd Intl Seminar on Biomaterials and Regenerative Medicine (BioRemed), Timisoara (Romania), Oct. 5-8,
2017 (Oral Presentation).
2018
C4. D. Demian, I. Kaposta, Gh. Hutiu, R. M. Beiu, C. Mnerie, V.-F. Duma*, Optimization of some
technological processes of a SME in a Bridge Grant, 5th ISREIE, Series: Engineering, Arad (Romania), May 17-19,
2018; (Oral Presentation);
C5. O. Cira, V.-F. Duma*, Design programs of optomechanical choppers, 5th ISREIE, Series: Engineering, Arad
(Romania), May 17-19, 2018; (Oral Presentation);
C6. D. Demian, V.-F. Duma*, Mechanical design of optical choppers with disks, 5th ISREIE, Series: Engineering,
Arad (Romania), May 17-19, 2018; (Oral Presentation);
C7. V.-F. Duma, Transmission functions of eclipse versus classical choppers, TIM 18 Physics Conference,
Timisoara (Romania), May 24-26, 2018 (Oral Presentation);
C8. N. Pop*, R.M. Beiu, C. Mnerie, Gh. Hutiu, V.-F. Duma*, Evaluation of photovoltaic panels: optical non-
destructive versus mechanical testing methods, 18th International Balkan Workshop on Applied Physics and
Materials Science, Constanta (Romania), July 10-13, 2018 (Poster);
C9. V.-F. Duma*, N. Pop*, D. Demian, O. Cira, Theoretical Approach on Optical Choppers for Gaussian Laser
Beam Distributions, Nuclear Photonics, Brasov (Romania), June 24-29, 2018 (Poster);
C10. V.-F. Duma*, A. L. Dimb, Comparison of exact scan patterns of different configurations of rotational Risley
prisms, SPIE Optical Systems Design (Optical Design and Engineering VII), Frankfurt (Germany), May 14-17,
2018 (Oral Presentation);
Arad-Timișoara, 27.09.2018 Director Proiect BG 297
Prof. Dr.-habil. Ing.Virgil-Florin Duma