quiz 2 bisphenol a belaro
TRANSCRIPT

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 1/14
BISPHENOL-A
Researched and Compiled by: CHALMER M. BELARO
1. Chemical and Physical Description
1.1. Physical Properties
Bisphenol A, also known as
2,2-Bis(4-hydroxyphenyl) propane and
4,4′ -Isopropylidenediphenol, shown in
Fig. 1, is a white crystalline solid,
appearing like small white to light
brown flakes or powder, with mild
phenolic odor but is not volatile, which
sinks in water. Its specific gravity is
given as 1.195 at 25/25℃. There is no
data regarding its vapor density. For
the boiling point, records show discordant temperature ranges and imprecise pressures;
181 to 195℃ at 4 mm Hg, 195 to 200℃ at 6 mm Hg, 230℃ at 7.6 mm Hg. Other sources
suggest 100-200℃
range of boiling point. BPA is volatilized only in traces by steam at 1
atm. Pure BPA has a melting point of 157℃. Other physical properties of BPA are
presented in Table 1.
Table 1. Other physical properties of BPA
Bulk density 0.492 g/cm3
Heat of vaporization at 1 atm 404 J/g
Flash point 227℃
Solubility at water at 83℃ 0.344 wt %
Figure 1. Bisphenol A (PC Grade)

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 2/14
1.2. Chemical Properties
The chemical properties of Bisphenols are
determined by Phenolic OH groups, the aromatic
rings and the alkyl bridge. They therefore undergo
the same reactions as the corresponding
substituted monophenols. They are also suitable
as building block for higher molecular mass linear
polyesters and polyethers because of their
bifunctionality. Bisphenols which are alkyled ortho
to the OH group readily trap radicals and are
therefore suitable as stabilizers. Under
hydrogenation condition, BPA is cleaved to give
4—isopropylphenol, alkali catalyzed cleavage
gives 4-isopropylphenol in good yields. Both
compounds are good to obtain by other methods.
The alkali catalyzed cleavage of various
Bisphenols has been investigated. The cleavage
can also be catalyzed by acid to form indans and spirobisindans. The purely thermal
cleavage is generally less forward. Chemical structure of the substance is shown in Fig.2.
2. Production
Bisphenol A is a
component of
polycarbonate plastics
and epoxy resins and is
one of the highest-
volume chemicals
produced globally.
Figure 2. a. 2D structure of BPA (Upper)
b. 3D conformer of BPA (lower)
7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 3/14
Process technologies available for the manufacture of BPA on commercial level
are:
Condensation of phenol with acetone using acid as catalyst;
Condensation of phenol with acetone using ion exchange resin catalyst.
Acid c atalyzed condensation of phenol and acetone is one of the commercial
route commonly used for BPA production being the oldest process for its production. In
this process phenol and acetone in 3:1 molar ratio are reacted in four glass lined stirred
reactor at 50℃ and 1 atm pressure using anhydrous hydrochloride catalyst and methyl
mercaptan as promoter. The residence time is around 3hr in this process in all four
reactors. The reaction is exothermic, cooling water is passing through the reactor jacket
for cooling. Around 99% of the acetone is converted into BPA. Phenol is used in the excess
to ensure predominance of the forward reaction. The most important controlling parameter
is temperature. Higher temperature causes the isomerism of BPA. With further increase
in temperature, viscosity of reaction mixture keeps on increasing. Hydrochloric acid is
stripped off from the crude product of the reactor which is recovered and recycled. The
product is further purified in the next distillation column where water is separated. During
distillation, some stabilizers are added to prevent isomerism of bisphenol to o- and p-
isomers. The reaction product is then distilled under a reduced pressure in phenol-
bisphenol a column. Further the purification of BPA for removal of o- and p- isomers takes
place. The product is further purified by crystallization.
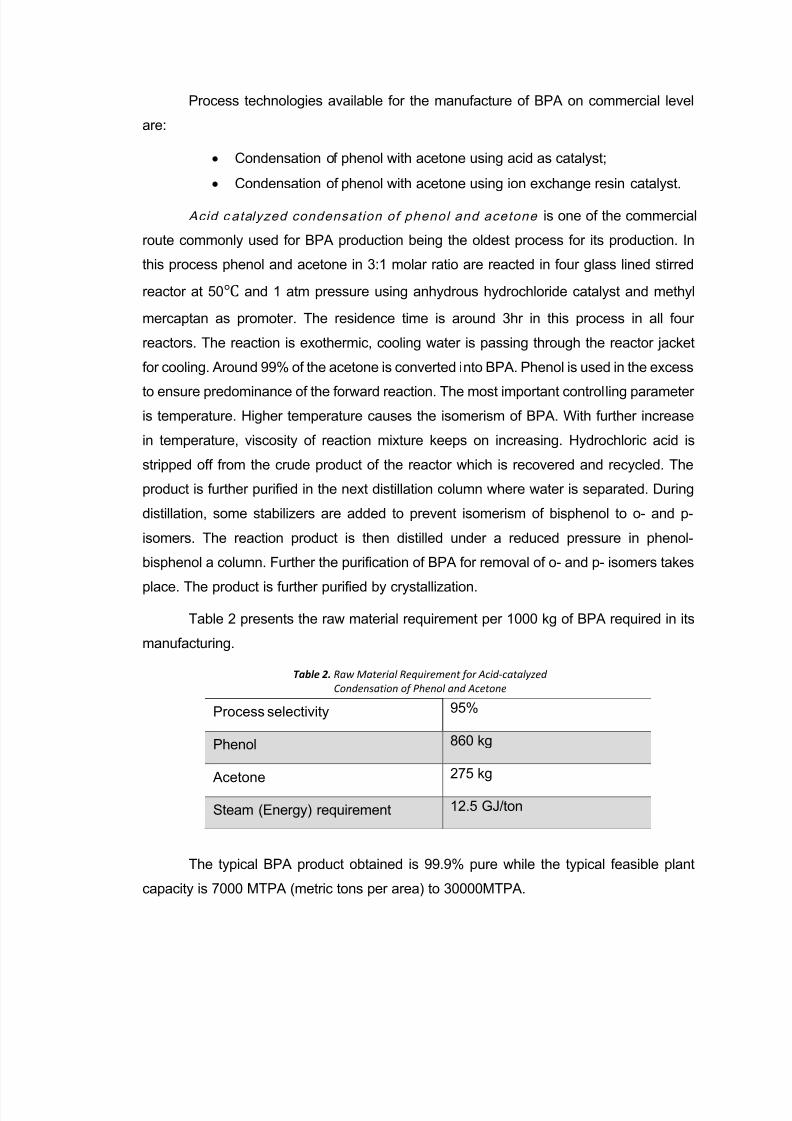
Table 2 presents the raw material requirement per 1000 kg of BPA required in its
manufacturing.
Table 2. Raw Material Requirement for Acid-catalyzed
Condensation of Phenol and Acetone
The typical BPA product obtained is 99.9% pure while the typical feasible plant
capacity is 7000 MTPA (metric tons per area) to 30000MTPA.
Process selectivity 95%
Phenol 860 kg
Acetone 275 kg
Steam (Energy) requirement 12.5 GJ/ton

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 4/14
Ion exchange resin catalyzed condensation of p henol with acetone is the new
improved process for the production of Bisphenol-A. Ion exchange resin is today’s
preferred catalyst system for BPA manufacturer. It replaces older acid based technologies
by doing away with acid based environment. All of the problems associated with handling
acids, including corrosion and disposal of acid waste are eliminated. It’s a fully continuous
process that incorporates catalytic stripping, a novel reactor technology for the
condensation of phenol and acetone. This advanced technology maximizes yield and
conversion using an environmentally preferred ion exchange resin catalyst. The new
reaction system promotes the BPA condensation reaction under highly favorable reaction
condition while simultaneously removing the water of reaction. The catalytic stripping
reactor provides a very high effective phenol to acetone ratio that, together with an
improved high activity and high selectivity catalyst, results in complete conversion of
acetone and max phenol conversion, with low by product formation. Much higher
conversion and better selectivity are achieved than with other ion exchange catalyst
system. This reduces recycles and utility consumption thereby reducing operating and
capital costs. High phenol conversion permits a simple 1 stage crystallization system.
Raw material consumption per 1000 kg of BPA obtained in this process is
presented in Table 3.
Table 3. Raw Material Consumption for Ion Exchange Resin Catalyzed
Condensation of Phenol and Acetone
The typical BPA product obtained is 99.93%-99.98% pure while the typical
feasible plant capacity is 25000 MTPA to 100000MTPA.
More detailed comparison of the two processes in manufacturing BPA is presentedin Table 4.
Process selectivity 98.5%
Phenol 835 kg
Acetone 265 kg
Steam (Energy) requirement 6 GJ/ton

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 5/14
Table 4. Comparison of Different Processes Available for Production of Bisphenol A
Due to the above-mentioned points of advantages of condensation of phenol and
acetone with ion exchange resin catalyst, it is apparently more economical, less polluting,
and most advanced technique for the production of BPA, thus, will be more explored in
this paper.
Parameter of DifferentiationAcid Catalyzed
Process
Ion Exchange ResinCatalyzed Process
BPA purity (%) 99.90 99.93-99.98
2-4 isomers ppm (max) Not normalized 150
Color (APHA) max 5 5
Phenol consumption (kg/t) max 860 835
Acetone consumption (kg/t) max 275 265
Steam (Energy) Requirement(GJ/t)
12.5 6
Catalyst life time (years) 10 Up to 15
Corrosion problem Present at greaterextent
Not such problemsseen yet
Acid Handling Required Not required
Disposal of waste A problem No such problems
Conversion rate Low High
Recycle Rate High Low
Capital Investment High Low
Utility Consumption High Low
Maintenance Cost High Low
Stage Multi stage portfolio Single stage portfolio
Catalyst HCl High activity ionexchange resin catalyst

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 6/14
2.1. Chemical reactions involved
The basic reaction of the acid-catalyzed condensation of acetone with 2 moles of
phenol is:
The heat of reaction, for reactants and products in their natural physical state at
25℃, is calculated from heats of formation as +18.4 kcal/mol. Severe conditions are not
required; a 1:2 molar ratio mixture of acetone and phenol, in the presence of concentration
hydrochloric acid or sulfuric acid at 70% at room temperature deposits a mass of crudeBPA crystals. The reaction conditions predominantly favor the formation of the product,
however, an excess of 1 mol of phenol is maintained in the production of BPA to ensure
this condition.
The reaction proceeds with an electrophilic attack of the proton from the acidic
catalyst on the molecule of acetone. This first step of the mechanism is very similar to the

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 7/14
one in the production of phenolphthalein and DDT and in the alkylation of phenol with
olefins shown in the following reactions.
2.2. Unit operations / Unit processes involved
The main unit operations involved in production of BPA includes ion-exchange,distillation, heat exchange, crystallization, stripping, and flaking.
A process catalyzed by a sulfonated cation exchange resin modified with 2-
mercaptoethanol is presented in Fig. 3 in Section 2.3. A mixture consisting of 83.4 %
phenol, 5.1% acetone, 0.1% water, 3.4% recycled BPA, and 8% recycled by-products are
preheated and fed to the reactor. The reactor is operated at 75℃ and pressure is kept
around 4.4. The residence time is set in one hour. The process runs to a 50% conversion
of acetone. The concentrator is operated at 200 mm Hg. The overhead at the concentrator
is a mixture of acetone, water and phenol at 18-20%. The bottom stream consists of
phenol, BPA, and by-products. The overhead passes through a series of distillation
columns with the first operating at 1700℃ and pressure of 560 torr will help in removing
water and unreacted acetone from the reactor effluent. Acetone and lights are sent to
second distillation column operating at 950℃ and then acetone is sent to the lights
absorber to produce a recycle acetone stream while water is sent for the waste water
treatment via recovery column. The bottoms of the crude column having the temperature
of 700℃ is sent to the crystallization feed pre-concentrator after it is passed from a heat
exchanger where inside temperature is 51℃ and it is cooled to 54℃, which distills phenol
and concentrates BPA to a level suitable for crystallization. BPA is separated from
byproducts in a proprietary solvent crystallization and recovery system where it is cooled
from 54℃ to 41℃ to produce the adduct of p-p BPA and phenol. Mother liquor from the
purification system is distilled in the solvent recovery column to recover dissolved solvent
which comes in this system through pump. After crystallization, the mixture is separated
in a centrifuge, washed with phenol, and freed of phenol by melting at 130℃, then
stripping in a column at 200℃ and 1 mm Hg. The solvent free mother liquor stream is
recycled to the recovery system. A purge from the mother liquor is sent to the purge
recovery system along with the recovered process water to recover phenol. The recovered
purified adduct is processed and fed at a temperature of 410℃ and pressure is kept
around 25 torr in a BPA finishing system to remove phenol from product, and the resulting

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 8/14
molten BPA of temperature 1750℃ is solidified in the flaker followed by a pump to produce
product prills which comes out at a temperature of 900℃ and is suitable for the BPA
market.

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 9/14
2.3. Process Flow Diagram
Figure 3. Ion Exchange Resin Catalyzed Process Flow Diagram for the Production of Bisphenol-A

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 10/14
The following table presents the amounts of phenol, acetone, BPA, and water in
the streams of the whole process.
Table 5. Streamwise Product Distribution
Stream No.PHENOL
(kg/hr)
ACETONE
(kg/hr)
BPA
(kg/hr)
WATER
(kg/hr)
1 - 168.78 - -
2 693.13 5.22 - -
3 146.05 5.22 663.48 52.38
4 - 5.22 - 52.38
5 146.05 - 663.48 -
6 - 5.33 - -
7 3.723 - - 52.38
8 138.75 - - -
9 7.30 - 663.48 -
10 - - 33.174 -
11 2.482 - - -
12 1.095 - 663.48 -
13 3.723 - 33.174 -
14 1.095 - - -
15 - - 663.48 -
16 - - 662.81 0.67
17 - - - 52.38
18 3.723 - - -
19 - - - 52.38
20 693.13 5.22 - -
21 547.08 - - -

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 11/14
2.4. Equiment
Operating conditions of the equipment in the process were explained along with
the operations in Section 2.2.
One main equipment used in the process is the reactor. The kind of reactor variesdepending on the design preference of the manufacturer. Fig 4 is the schematic design
of the fluidized bed by Instytut Ciezkiej Syntezy Organicznej "Blachownia".
Other equipment include distillation columns, crystallizer feed system, solvent
crystallization and recovery system, BPA finishing system, flaker, light absorber, and
recovery column.
Figure 4. Fluidized Bed Reactor for Production of Bisphenol-A

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 12/14
3. Applications and Use
Application Overview:

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 13/14
Production of Polycarbonate:

7/23/2019 Quiz 2 Bisphenol a Belaro
http://slidepdf.com/reader/full/quiz-2-bisphenol-a-belaro 14/14
4. References
Agrawal, R., & Suman, A. (2012). Production of Bisphenol A. District Guna: Department of Chemical
Engineering, Jaypee University of Engineering and Technology. Association of Plastics Manufacturers. (2007). Applications of Bisphenol A. PlasticsEurope:
Polycarbonate/BPA Group.
Neagu, L. (1998). Synthesis of Bisphenol A with Heterogeneous Catalysts. Kingston, Ontario: Department
of Chemical Engineering, Queen's University.
O'Young, D., Hsieh, S., & Kelkar, V. (2007). United States of America Patent No. US 7,163,582 B2.
Sigma-Aldrich Co. LLC. (2012). Safety Data Sheet: Bisphenol A.
The Dow Chemical Company. (2012). Product Safety Assessment: Bisphenol A.