prosessien analysointi ja optimointi sekÄ resursointi
TRANSCRIPT

Maria Ladygina
PROSESSIEN ANALYSOINTI JA OPTIMOINTI SEKÄ
RESURSOINTI-TYÖKALUN TOTEUTUS HUB logistics Finland Oy
Opinnäytetyö Liiketoiminnan Logistiikka
2018

Tekijä/Tekijät Tutkinto Aika
Maria Ladygina
Tradenomi (AMK)
Syyskuu 2018
Opinnäytetyön nimi Prosessien analysointi ja optimointi sekä resursointi-työkalun toteutus
64 sivua 7 liitesivua
Toimeksiantaja
HUB logistics Oy / Aleksi Kantola
Ohjaaja Raimo Päivärinta
Tiivistelmä Opinnäytetyö tehtiin toimeksiantona HUB logistics Oy:lle. Työntutkimus keskittyi HUB logis-tics Packaging Oy:n toimintaan Kotkassa. Opinnäytetyön aiheena on prosessien analysointi ja optimointi sekä resursointi-työkalun toteutus. Aihe on rajattu yhdessä toimeksiantajan kanssa käsittelemään sahaus- sekä kasausprosesseja. Yrityksen käytössä olevassa toimin-nanohjausjärjestelmässä ei ole sellaista ominaisuutta, josta voitaisiin saada ajat tehtäville prosesseille. Kyseisiä aikoja tarvitaan resursointi-työkalun rakentamiseksi. Työntutkimuksen tarkoituksena on siis selvittää prosessien ajat, joiden avulla pystytään rakentamaan resur-sointi-työkalu. Tämä opinnäytetyö on tehty kvalitatiivisena eli laadullisena toimintatutkimuksena. Tutkimus-työssä käytetyt tutkimusmenetelmät ovat havainnointi, videointi, avoimet haastattelut sekä MOST-analyysit. Työntutkimuksessa kerrotaan, kuinka kyseisten tutkimusmenetelmien avulla on saatu tutkimustuloksia ja kuinka saatuja tuloksia hyödynnetään tulevaisuudessa. Teoreettisessa osiossa käsitellään mm. miten prosessit toimivat ja kuinka niitä kehitetään ja mitataan. Myös toimitusketjun hallintaa, laadun merkitystä yritykselle ja käytettävien mene-telmien käsitteitä tarkastellaan. Tutkimustulokset voivat osoittautua tärkeiksi HUB logistics Oy:n prosessien kehittämisen on-nistumiselle. Työntutkimustuloksia voidaan pitää luotettavina ja pätevinä, joten niitä voidaan jalostaa tulevissa kehitystöissä. Tutkimustyössä ilmenevistä huomioista ja kehitysideoista on myös apua organisaation jatkuvaan prosessien kehitykseen.
Asiasanat prosessi, resursointi-työkalu, MOST-analyysi, laatu, toimitusketju

Author (authors) Degree Time
Maria Ladygina
Bachelor of Business Administration
September 2018
Thesis title Process analysis and optimization and implementation of a resourcing tool
64 pages 7 pages of ap-pendices
Commissioned by
HUB logistics Oy / Aleksi Kantola
Supervisor Raimo Päivärinta
Abstract
This thesis was commissioned by HUB logistics Oy. The study focused on the operation of HUB logistics Packaging Oy in Kotka. The objective of this thesis is to analyze and optimize processes and implement a resourcing tool. The topic was limited together with the commis-sioner to sawing and assembling processes. The ERP system which the company uses does not have a feature to determine timelines for processes which must be completed. Such timelines are needed to develop a resourcing tool. The purpose of the study was to determine timelines for processes which can be used to develop the resourcing tool. This thesis was made as a qualitative practice-based examination. Research methods used in this study are observation, filming, open interviews and MOST- analyses. The study de-scribes how results are obtained through these methods and how the results could be uti-lized in the future. The theoretical part describes how processes work and how they are developed and meas-ured. Also, supply chain management and the importance of quality for the company as well as the concepts of methods used are inspected. The results may prove important for the success of process development at HUB logistics Oy. The results can be considered reliable and valid, so they most likely can be processed in future development work. Considerations and development ideas in this thesis will also help the organization's ongoing process development.
Keywords process, resourcing tool, MOST- analysis, quality, supply chain

SISÄLLYS
TERMILUETTELO
1 JOHDANTO .................................................................................................................. 8
2 TYÖNTUTKIMUKSEN TARKOITUS JA TAVOITE ....................................................... 9
3 TYÖNTUTKIMUKSEN TOTEUTUS ............................................................................ 11
3.1 Tutkimustehtävät ja -menetelmät .......................................................................... 11
3.2 Teoreettinen viitekehys ......................................................................................... 13
3.3 Työntutkimuksen luotettavuus .............................................................................. 14
4 TOIMITUSKETJU ....................................................................................................... 15
4.1 Toimitusketjun hallinta .......................................................................................... 15
4.2 Toimitusketjun kehittäminen ................................................................................. 16
5 LAADUN MERKITYS YRITYKSELLE ......................................................................... 17
5.1 Laadun kehittäminen ............................................................................................ 18
5.2 Laadunhallintajärjestelmä ..................................................................................... 19
6 PROSESSIT ............................................................................................................... 20
6.1 Prosessien kehittäminen ....................................................................................... 21
6.2 Prosessimittarit ..................................................................................................... 22
7 TYÖNTUTKIMUS ....................................................................................................... 23
7.1 Työntutkimuksen käsitteitä ................................................................................... 23
7.2 Työnmittausmenetelmät ....................................................................................... 26
7.2.1 Havainnointitutkimus ....................................................................................... 27
7.2.2 Liikeaikatutkimus ............................................................................................ 27
8 TOIMEKSIANTAJA HUB LOGISTICS OY .................................................................. 30
9 HUB LOGISTICS PACKAGINGIN PROSESSIT ......................................................... 32
9.1 Työntutkimuksessa tutkittavat tuotteet .................................................................. 32
9.2 Prosessien kuvaus ................................................................................................ 34
9.2.1 Sahauksen työvaiheet..................................................................................... 34
9.2.2 Kasauksen työvaiheet ..................................................................................... 37

9.2.3 Pakkauksen työvaiheet ................................................................................... 38
10 TYÖNTUTKIMUKSEN TULOKSET ............................................................................ 38
10.1 Havainnointitutkimuksen tulokset.......................................................................... 39
10.2 Liikeaikatutkimuksen tulokset ............................................................................... 41
10.2.1 Sahaus työvaiheiden tulokset ......................................................................... 41
10.2.2 Kasaus työvaiheiden tulokset ......................................................................... 45
10.3 Haastattelutulokset ............................................................................................... 46
10.4 Resursointi-työkalun toteutus................................................................................ 47
10.5 Resursointi-työkalun testaus ................................................................................. 48
10.6 Kehitysideat .......................................................................................................... 49
11 POHDINTA JA JOHTOPÄÄTÖKSET ......................................................................... 50
11.1 Työntutkimustulosten arviointi .............................................................................. 51
11.2 Yhteenveto ........................................................................................................... 51
LÄHTEET ........................................................................................................................... 53
KUVALUETTELO
LIITTEET
Liite 1. MOST-pohja
Liite 2. Resursointi-työkalu
Liite 3. Teollisuuspuiston kartta
Liite 4. Yhteenveto
Liite 5. Prosessikaavio
Liite 6. Huomautuksia ja kehitysideoita
Liite 7. Historiadatataulukko

TERMILUETTELO
APUAIKA
Aika, joka kuluu työn kannalta pakollisten aputehtävien suorittamiseen (Tiiho-
nen ym. 2011, 30).
ELPYMINEN
Elpyminen tarkoittaa palautumista työstä johtuvasta kuormituksesta. Kuormi-
tus aiheutuu työtehtävän olosuhdetekijästä, raskaudesta, työasennosta yms.
(Tiihonen ym. 2011, 30.)
INTRANET
Organisaation käytössä oleva sisäinen lähiverkko (Sakki 2003,183).
MAKRO
Makro on Excelissä toimiva ohjelma, joka käynnistyessään suorittaa ennalta
määritellyn toimenpidesarjan (Excel-käyttäjän käsikirja, 161).
MOST
Maynard Operation Sequence Technique eli MOST on yhdenmukainen mit-
taustapa työvaiheille (HUB logistics 2018a).
NAV
Toiminnanohjausjärjestelmä Microsoft Dynamics NAV.
PIT
Process Intelligence Tool on työnjohdolle suunniteltu kehitys ja resursointityö-
kalu, joka laskee päivä- viikkokohtaisen resursointitarpeen sekä tasapainotuk-
sen eri prosesseille (HUB logistics 2018b).
PIVOT
Excel-työkalu, jonka avulla saa aikaiseksi informatiivisia taulukoita ja diagram-
meja kertaluontoiseen analysointiin ja toistuvaan seurantaan (Excel-käyttäjän
käsikirja, 127).

PROSESSI
Prosessi on joukko toisiinsa liittyviä toimintoja, joiden perusteella saadaan ai-
kaiseksi jonkunlainen tulos (Sakki 2009, 15).
TOIMITUSKETJU
Toimitusketju on tavaroita tai palveluita toimittavien yritysten muodostama ver-
kosto (Sakki 2003, 20).

8
1 JOHDANTO
Opinnäytetyöni toimeksiantajana toimii HUB logistics Oy. Tutkimustyö on tehty
yrityksen Kotkan, Karhulan Teollisuuspuistossa sijaitsevassa toimipisteessä
HUB logistics Packaging Oy:ssä. Toimeksiantajani haki opinnäytetyöntekijää
koulun kautta. Opintoni olivat hyvässä vaiheessa sekä aihe oli mielenkiintoi-
nen, joten tartuin tilaisuuteen ja hain paikkaa. Saatuani paikan aloitin työnteon
melkein heti.
Työntutkimuksen aihe on yritykselle ajankohtainen, sillä yrityksen käytössä
olevassa toiminnanohjausjärjestelmässä on puutteita. Ongelmana on, ettei jär-
jestelmästä näe prosessien työaikoja eikä myöskään henkilöstöresursseja ha-
lutulle ajanjaksoille. Toimeksiantajan tavoitteena on hankkia sellainen työkalu,
jolla pystytään ennakoimaan tulevaa työkuormaa sekä arvioimaan henkilöstö-
resurssit seuraaville päiville. Työntutkimuksessa tutustun tutkittaviin sahauk-
sen ja kasauksen työtehtäviin mm. haastattelemalla työnjohtoa ja työntekijöitä,
kuvaamalla prosessien työvaiheet videolle sekä teen tarvittavat mittaukset.
Tarkoituksena on tehdä toimeksiantajan tarpeiden mukainen resursointi-työ-
kalu.
Työntutkimus on toimeksiantajalle hyödyllinen, sillä työntutkimuksen avulla au-
tan työnjohtoa selvittämään mm. prosessien kehittämiskohteet sekä todellisen
työmäärän tarpeen tehokasta tuotannon hallintaa varten.
Opinnäytetyöni teoreettinen viitekehys kulkee rinnakkain tutkimustyöni kanssa
koko opinnäytetyöni ajan. Teoreettisen viitekehyksen aiheet on valittu yhdessä
toimeksiantajan kanssa, jotta tutkimustyöstä tulisi varmasti yhtenäinen. Aluksi
kerron toimitusketjun hallinnasta ja kehittämisestä sekä siitä, kuinka laatu vai-
kuttaa yrityksen toimintaan. Tämän jälkeen käsittelen yleisesti prosessi-käsi-
tettä sekä prosessien hallintaa ja kehittämistä. Opinnäytetyöni on osana suu-
rempaa tutkimustyötä, joten kerron myös teoreettisesti käyttämistäni työntutki-
musmenetelmistä.

9
2 TYÖNTUTKIMUKSEN TARKOITUS JA TAVOITE
HUB logistics Packaging Oy:llä on käytössä toiminnanohjausjärjestelmä Mic-
rosoft Dynamics NAV. Se on talouden- ja tuotannonohjauksen järjestelmä
(Mavisystem). Tutkimusongelmana on se, ettei organisaation käytössä oleva
toiminnanohjausjärjestelmä anna kaikkia tarvittavia tietoja prosesseista ja nii-
den ajoista. Tämä vaikeuttaa henkilöstöresurssien suunnittelua. Tämän takia
yritys haki Kotkan toimipisteeseen opinnäytetyöntekijää, joka katsoo asiaa ul-
kopuolisen silmin ja auttaa ratkaisemaan ongelman.
Työ rajattiin heti alkukättelyssä, joten pääpiirteittäin työn tavoite oli tiedossa
ennen työntutkimuksen aloittamista. Työntutkimuksen tarkoitus on tutkia pro-
sesseja ja kuvata erilaisten häkkien ja merilaatikoiden sahausta ja kasausta,
jonka jälkeen tehdään jokaisesta tutkittavasta prosessista MOST-analyysi. En
ole ennen opinnäytetyön aloittamista tehnyt MOST-analyysejä, joten toimeksi-
antaja järjestää ensimmäiselle työntutkimusviikolle kolmipäiväisen MOST-kou-
lutuksen. Koulutuksessa käsiteltiin teoriaa sekä käytännön harjoittelua.
Tarkoituksena tutkimustyössäni on rakentaa resurssi-työkalu MOST-analyy-
sien sekä NAV-toiminnanohjausjärjestelmästä saadun työjonon avulla. Työn-
tutkimuksen suorittamisen haasteena on se, että pitää osata soveltaa, kuinka
selvittää ongelmia sekä millä muilla tavoilla saadaan selville tarvittavat tiedot.
Kuvassa 1 on tarkennettu, kuinka työntutkimusta rajattiin, eli mitä asioita opin-
näytetyössäni tulen tutkimaan.
Kuva 1. Työntutkimuksen rajaus

10
Työntutkimuksen tavoitteena on myös selvittää prosessien kokonaisrakenne
ja auttaa löytämään prosessien kehittämiskohteet, auttaa työnjohtoa tasapai-
nottamaan työkuormitusta työtekijöiden kesken sekä selvittää todellinen työ-
määrän tarve tehokasta tuotannonhallintaa varten.
Tarkastelen myös taloudellisesta näkökulmasta työn ja työmenetelmän kus-
tannusvaikutuksia, joiden perustella voidaan selvittää muun muassa lisäarvoa
tuottavat, kustannus- ja laatuongelmia aiheuttavat työt sekä tuotannon toistu-
vat, pitkäaikaiset, paljon työtä ja materiaalin siirtoa vaativat työt. Selvitän myös
teknologisesta näkökulmasta mm. uuden tekniikan hyödyntämismahdollisuu-
det sekä uusien välineiden ja prosessien mahdollisuudet. Työntekijän näkökul-
masta selvitän, onko työssä väsyttäviä, vaarallisia tai epäkäytännöllisiä työvai-
heita.
Työntutkimuksessa vastaan seuraaviin johdatteleviin alakysymyksiin:
1. Miten voidaan vähentää kustannuksia ja laatuongelmia aiheuttavia
töitä?
2. Voidaanko työmenetelmiä/prosesseja kehittää turvalliseksi ja vähem-
män kuormittaviksi?
3. Voidaanko työvaihekohtaisia aikoja lyhentää?
4. Miten koneiden käyttöastetta voidaan nostaa?
5. Voidaanko läpimenoaikaa lyhentää?
6. Voidaanko tuotteiden valmistettavuutta parantaa?
7. Kuinka voidaan vähentää epäkäytännöllisiä työvaiheita?
8. Onko prosessien sisällä olevien työvaiheiden työkuormat epätasaisia?
Työntutkimukseni avulla pyrin myös löytämään tietoja, joiden avulla pystyttäi-
siin selvittämään, millainen on organisaation työn suunnittelu. Miten kehite-
tään toimintoja, jos löytyy puutteita? Kuinka hyvin suunniteltu työ vaikuttaa
koko organisaatioon?

11
3 TYÖNTUTKIMUKSEN TOTEUTUS
Työntutkimuksen ensimmäinen vaihe on yleensä tutkittavan työkokonaisuu-
den havainnointi sekä sen kuvaaminen. Käytettäviä työmenetelmiä kartoite-
taan, jonka jälkeen niitä kehitetään ja vakiinnutetaan. (Tiihonen ym. 2011, 6.)
Opinnäytetyöni tutkimustyyppi on toimintatutkimus. Se on kvalitatiivinen eli
laadullisen tutkimuksen muoto. Toimintatutkimuksen tavoite on saada ongel-
maan ratkaisu ja sitä kautta muutos. Toimintatutkimuksen toteuttaja toimii ta-
vallaan jonkunlaisena muutosagenttina yrityksessä. Toimintatutkimus on kui-
tenkin enemmän kuin perinteinen laadullinen tutkimus, sillä sen tavoitteena on
muutos. Täten voidaan sanoa, että toimintatutkimus alkaa siitä, mihin perintei-
nen laadullinen tutkimus loppuu. (Kananen 2009, 23 – 24.)
3.1 Tutkimustehtävät ja -menetelmät
Opinnäytetyön ongelmanratkaisussa käytetään yleensä erilaisia menetelmiä.
Ensin on määriteltävä tarvittava tieto, jonka jälkeen on määriteltävä tiedon läh-
teet sekä kuinka tietoa hankitaan ja miten sitä voidaan jalostaa aineiston ana-
lysointimenetelmissä niin, että ongelman ratkaisu löytyy. (Kananen 2015. 29 -
30.)
Toimintatutkimuksessa kuuluu käyttää havainnointia yhtenä tiedonkeruumene-
telmänä, sillä kvalitatiivisen tutkimuksen tiedonkeruumenetelmiä ovat havain-
noinnin eri muodot (Kananen 2009. 25).
Työntutkimuksessani aineistoa kerätään mm. havainnoimalla ja haastattele-
malla. Lisäksi toimeksiantajan antaman toimeksiannon mukaan tuotetaan
MOST-analyysit tutkittavista prosesseista, jonka jälkeen saaduista tiedoista
rakennetaan resursointi-työkalu, joka näyttää todellisen työmäärän tarpeen.
Työkalu tarvitsee NAV-toiminnanohjausjärjestelmästä saatavan työjonon tie-
dot toimiakseen, joten on myös selvitettävä kuinka työkalu voidaan rakentaa.
Havainnointi on laadullisen tutkimuksen menetelmä ja sillä voi tutkia fyysisiä
kohteita, tapahtumia tai jonkin asian käyttäytymistä. Havainnoinnilla voidaan
tutkia ja mitata sitä, toimivatko ihmiset niin kuin vaikkapa tutkimuksiin vasta-
tessa sanovat toimivansa. Havainnointia voidaan käyttää silloin kun tarvitaan

12
suoraa ja aitoa tietoa luonnollisesta ympäristöstä. (Hirsjärvi ym. 2009, 212 –
217.)
Havainnointi sekä haastattelun käyttötilanteet vaihtelevat, sillä havainnointi so-
pii tiettyihin tilanteisiin paljon paremmin kuin haastattelu. Voi käydä myös niin,
että havainnointi on ainut mahdollinen aineistokeruumenetelmä. Haastattelu
voidaan tehdä nykytilanteesta, menneestä tai tulevasta ajasta, kun taas ha-
vainnointia suoritetaan reaaliaikaisesti. On myös mahdollista taltioida havain-
noinnissa tullutta tietoa, joten sitä pystytään tarkastelemaan jälkikäteen. Ha-
vainnosta tullut tieto on aitoa, mutta se ei silti takaa oikean ilmiön tulkintaa,
koska asia voidaan tulkita eri tavoin. Havainnointi on yksi tärkeimmistä aineis-
tokeruumenetelmistä, silti sitä käytetään todella vähän. (Kananen 2015, 133 -
134.)
Havainnoinnissa tutkimustyön tekijä seuraa kohteen toimintaa. Kun kyseessä
ovat sellaiset prosessit, jotka liittyvät ihmisiin, havainnointi on hyvä työkalu.
Silloin prosessien toiminnot on yleensä kuvattu ja dokumentoitu. Tämä ei kui-
tenkaan tarkoita sitä, että prosessin kaikki vaiheet olisivat tapahtuneet suunni-
tellun mukaisesti. (Kananen 2015, 134.)
Ulkopuolisen työntutkijan on hyvä tutustua tutkittavaan kohteeseen etukäteen
havainnoimalla, sillä jos tutkija ei tiedä mihin asioihin olisi kiinnitettävä huo-
miota, tutkimustiedon keruu on silloin ongelmallista. Kun tutkimusongelma on
hyvin määritelty sekä tiedetään mitä havainnoimisella tavoitellaan, on tilanne
silloin helpompi. (Kananen 2015, 134.)
Kun halutaan saada tietoa ihmisen toiminnan luonteesta, havainnointi on
usein sopivin aineistokeruumenetelmä. Työtehtäviin liittyvät prosessit voivat
olla pitkän oppimisen tulos, joten toimija ei silloin pysty itse kuvailemaan toi-
mintaansa. Usein toiminnan kuvaileminen voi olla myös hankalaa, jolloin tutki-
jan on turvauduttava havainnointiin. (Kananen 2015, 134.)
Tekninen havainnointi olisi varmin tapa tiedon keruussa, sillä kun koko koko-
naisuus on tallennettu, pystytään aineistoon palata tarvittaessa. Tässä ta-
vassa työmäärä kasvaa, koska tallenteet pitää jossakin vaiheessa purkaa ja
litteroida. (Kananen 2015, 134.)

13
Opinnäytetyössäni käytän aluksi suoraa havainnointia. Suorassa havainnoin-
nissa tutkija on tapahtumasarjan aikana läsnä, niin että muut toimijat voivat
havaita havainnoinnin. Myöhemmässä vaiheessa kun työkalu on kokoon-
pantu, käytän piilohavainnointia. Piilohavainnointi tuottaa luotettavaa tietoa,
sillä tutkittavat eivät muuta käyttäytymistään tutkimustilanteen takia. Piiloha-
vainnointiin liittyy juridisia sekä eettisiä näkökulmia. (Kananen 2015, 137.) Ha-
vainnoinnin lisäksi kyselen/ haastattelen täydentäen tulkintaani. Tällä tavalla
saa selkeämmän kokonaiskuvan tapahtuneesta tapahtumasta.
Hyvä haastattelu kannattaa rakentaa niin, että se etenee helpoista kysymyk-
sistä vaativiin palaten taas lopussa helppoihin kysymyksiin. Varsinainen haas-
tattelu etenee joko vapaassa järjestyksessä (ns. avoin haastattelu) tai val-
miiksi rakennettujen kysymysten avulla (ns. strukturoitu haastattelu). On ole-
massa myös näiden välimuoto, joka on puoliavoin haastattelu. Sellaisessa
haastattelussa kysymyksistä osa on valikoituja ja osa vapaita. Jokaisessa
haastattelumuodossa on hyötynsä ja haittansa. Strukturoidun haastattelun
vahvuus on se, että kaikilta kysytään samat kysymykset. Tämän avulla saa-
daan arvokasta vertailtavaa tietoa. (Hyppänen 2013, 173 - 176.)
Avoimen haastattelun vahvuutena on sen mukautuvuus tilanteeseen. Haastat-
telun aikana on mahdollista keksiä lisäkysymyksiä omien valmiiden kysymys-
ten pohjalta. Kun haastattelijalla ei ole paljon haastattelukokemusta, on turval-
lisempaa käyttää strukturoitua mallia. (Hyppänen 2013, 173 - 176.)
Pyrin kirjaamaan kaiken mahdollisen tapahtumasta. Kirjaamisen pyrin teke-
mään mahdollisimman autenttisesti ja kokonaisvaltaisesti. Lisäksi nauhoitan
havainnoinnit videoille. Videointi helpottaa analyysien tekemistä, sillä videot
voidaan tarvittaessa kelata alkuun tai palata niihin myöhemmin takaisin (Kana-
nen 2015, 139).
3.2 Teoreettinen viitekehys
Opinnäyteyöni teoreettinen viitekehys koostuu työntutkimuksen kannalta oleel-
lisista teorioista. Perehdyttyäni tarkemmin työntutkimuksen aiheeseen minun
oli helppo valita teoreettista tietoa empiriaosuuden rinnalle. Opinnäytetyöni si-

14
sältää erilaisten prosessien selvittämistä ja niiden optimointia, joten teo-
riaosion on sisällettävä prosessien kannalta oleellista tietoa. Työssä avataan
mm. laadun ja prosessin käsitteitä sekä kuinka toimitusketju toimii ja kuinka
sitä voidaan kehittää. Lisäksi avaan tarkemmin työntutkimuksessa käytettä-
vien menetelmien käsitteitä sekä MOST-analyysin rakennetta. Teoriaosuus on
vahvasti sidoksissa tutkimustyöhöni, sillä se vahvistaa työntutkimuksen raken-
netta ja informatiivisuutta.
3.3 Työntutkimuksen luotettavuus
Laadullisessa tutkimuksessa tutkimustulokset ovat yleensä tutkittavan näkö-
kulmasta luotettavia ja uskottavia (Kananen 2009, 94). Tutkimusprosessi on
kuitenkin siitä huolimatta melko altis erilaisille virheille. Virheet voivat johtua
tutkijasta tai tutkittavista aineistosta. Tutkijan merkittävä virhe voi olla havain-
noinnin tulkintavirhe. (Kananen 2012, 339.) Vääränlainen havainnoinnin tul-
kinta voi mielestäni vaikuttaa tutkimustuloksiin huomattavalla tavalla.
Opinnäytetyössäni yksi aineistokeruumenetelmistä on havainnointi, joten olen
tietoinen koko tutkimusprosessin ajan virheiden mahdollisuudesta. Haastatte-
len henkilöstöä sitä mukaa, kun tutkimusprosessi etenee, sillä sellaisella ta-
valla pystyn poistamaan mahdollisia havainnoinnin tulkintavirheitä. Ennen ha-
vainnointeja sekä haastatteluja ilmoitan työntekijöille tekemästäni tutkimus-
työstä. Havainnointiin liittyy myös työprosessien kuvaaminen videolle, joten
kysyn työntekijöiltä luvan kuvaamiselle ennen aloittamista.
Toimintatutkimuksen luonne yleensä vaikeuttaa luotettavuusarviointia. Tutki-
musten luotettavuutta voidaan tarkastella kahden käsitteen avulla, validiteetin
ja reliabiliteetin. Validiteetti tarkoittaa oikeiden asioiden tutkimista ja reliabili-
teetti tarkoittaa mittausten pysyvyyttä, eli jos tutkimus tehdään uudestaan tulisi
tutkimuksen jälkeen samat tutkimustulokset. (Kananen 2009, 87- 88.)
Tutkimustulokset kannattaa aina hyväksyttää tutkittavilla, sillä voi syntyä risti-
riitatilanteita, koska tutkija voi nähdä asioita ja tulkintoja, jotka eivät ole tutkitta-
vien mieleen. Laadullisen tutkimuksen arviointiperusteet voivat olla aineiston
riittävyys, analyysin kannattavuus, arvioitavuus ja toistettavuus. (Kananen
2009, 92 - 94.)

15
4 TOIMITUSKETJU
Toimitusketju on tavaroita tai palveluita toimittavien yritysten muodostama ver-
kosto (Christopher 2016,13), jonka sisällä tavarat liikkuvat yhteen suuntaan
raaka-ainetuottajilta kuluttajille (Sakki 2009, 14).
Toimitusketjun sisällä organisaatiot ohjaavat ja kehittävät materiaali- tai palve-
luvirtoja sekä raha- ja tietovirtoja. Jokaisella toimitusketjussa olevalla organi-
saatiolla on oma rooli toimitusketjussa. Tämän takia myös toimitusketjun ra-
kenne vaihtelee tuotteiden, toimialojen ja asiakkaiden mukaan. Toimitusket-
jussa painotetaan asiakaslähtöisyyteen, kustannustehokkuuteen ja lisäarvon
tuottamiseen. (Logistiikan maailma s.a. Logistiikka ja toimitusketju.) Monien
vuosien ajan johdon ajattelun painopiste on kohdistunut sellaisten strategioi-
den etsimiseen, jotka tarjoavat asiakkaalle parempaa arvoa (Christopher
2016, 10).
Toimitusketjun käynnistämisen edellytyksiin kuuluu kysyntä, vaikka kysyntä ja
siihen liittyvät tietovirrat kulkevatkin toimitusketjussa vastakkaiseen suuntaan,
koska markkinointikanavan osapuolet yleensä vaikuttavat kysynnän syntymi-
seen monella eri tavalla. (Sakki 2003, 20.)
4.1 Toimitusketjun hallinta
Toimitusketjun hallinta on yritystoiminnan yksi tärkeimmistä tapahtumasar-
joista. Tapahtumasarjan tuloksena asiakas saa laatukriteerien mukaiset tuot-
teet ja/ tai palvelut toimitettuna aikataulun mukaisesti. Toimitusketju sisältää
kaikki vaiheet tuotteen raaka-aineiden tuotosta lopullisen tuotteen/palvelun toi-
mitukseen loppukäyttäjälle. Toimitusketjuun kuuluvia toimintoja ovat mm. tuot-
teen ja palvelun valmistus, hankinnat, kuljetukset, huolinta, varastointi, tieto-
jensiirto sekä rahaliikenne. Nämä toiminnot ovat yleisesti olleet usean eri hen-
kilön, osaston tai yrityksen vastuulla. Tämän takia saattaa aiheutua erilaisia
päällekkäisiä toimintoja sekä tiedon välityksessä olevia katkoksia. Asiaan saa-
daan muutosta kehittämällä kokonaisvaltaisemmasta näkökulmasta toiminto-
jen organisointia. (Viitala ja Jylhä 2014, 156.)

16
Eri toimintojen yhdistämisellä saman toimitusketjun alle pyritään lisäämään
toiminnan saumattomuutta sekä asiakaslähtöisyyttä ja kaikkien osapuolten yh-
teistyötä. Nämä toiminnot eivät onnistu ilman osapuolten tietoa yhdistäviä tie-
tojärjestelmiä. (Viitala ja Jylhä 2014, 156.)
Toimitusketjun hallinnan menestymistä voidaan arvioida, tarkastelemalla sitä,
kuinka hyvin mm. seuraavat asiat on saavutettu: yrityksen jatkuva kilpailuky-
vyn, kannattavuuden ja tehokkuuden kehittäminen, kyky ratkaista ongelmia,
oleellisiin asioihin keskittyminen, päätöksenteon tueksi toiminnan mittaaminen
ja raportointi, läpinäkyvyys ja tiedonvälitys. (Viitala ja Jylhä 2014, 157.)
Toimitusketjuun kuuluvia vaiheita ja tehtäviä, joita yritys ei osaa tehdä itse tai
ei kannata tehdä itse ulkoistetaan yhä useammin. Tällaisessa tapauksessa ul-
koistamisen toimitusketjun jatkuva kehittäminen ja hallinta ovat tulleet entistä
tärkeämmäksi. (Viitala ja Jylhä 2014, 157.)
4.2 Toimitusketjun kehittäminen
Toimitusketjun kehittämisen periaatteisiin kuuluu, mm. pyrkiminen ylläpitä-
mään materiaalivirtojen jatkuvuutta, virtauksen nopeuttamisen lisääminen
sekä toimitusketjun sujuvuuden edistäminen tietotekniikan avulla. (Viitala ja
Jylhä 2014, 158.)
Tärkeitä toimitusketjun kehittämisen ja hallinnan periaatteita ovat mm. proses-
sien yksinkertaistaminen, asiakaslähtöisyys, läpimenoaikojen lyhentäminen,
virheiden poistaminen, luotettavuus, joustavuus sekä mahdollisimman hyvä
tiedonvälitys. On mahdollista kehittää toimitusketjun hallintaa ja logistiikkaa lii-
ketoimintaprosessia kehittämällä. Jos tämä toteutetaan, se parantaa tuottei-
den ja palveluiden laatua, jonka seurauksena myös asiakastyytyväisyyttä. (Lo-
gistiikan maailma s.a. Toimitusketjun kehittäminen.)
Toimitusketjua on kehitettävä yhtenä kokonaisuutena, eli pelkästään yhden
toimitus-tilausketjun osa-aluetta kehittämällä ei voida saavuttaa parasta loppu-
tulosta. Toimitusketjun lopputulos ei voi parantua pelkästään kustannusten
siirtämisellä toiselle yritykselle. Kun toimitusketjua katsotaan kokonaisuutena,

17
voidaan vasta silloin saavuttaa tavoiteltua lopputulosta. Näin voi työnjako toi-
mitusketjussa yritysten välillä muuttua. Eli hyvä lopputulos syntyy vasta kun
yhteistyö on toimivaa. (Sakki 2003, 20.)
5 LAADUN MERKITYS YRITYKSELLE
Laatukäsitteellä on monta erilaista tulkintaa riippuen siitä, mistä tarkaste-
lunäkökulmasta katsotaan. Yleisesti laatua ymmärretään asiakkaan tarpeiden
täyttämisellä mahdollisimman kannattavalla ja tehokkaalla tavalla. (Lecklin
2006, 18.)
Laatu rinnastetaan yleensä tuotteen tai palvelun virheettömyyteen. (Viitala ja
Jylhä 2014, 287.) Oikeiden asioiden tekeminen on kuitenkin kokonaislaadun
kannalta tärkeämpää kuin virheettömyys. (Lecklin 2006, 18 - 19.) Se on
yleensä kuitenkin monitahtoisempi tuotteen tekniseen ja toiminnalliseen laa-
tuun liittyvä kokonaisuus. Tekniseen laatuun vaikuttavat suunnittelu, materiaa-
livalinnat ja tuotannon onnistuminen. Toiminnallinen laatu voidaan määritellä
lähinnä asiakkaiden kokemuksina, esim. palvelun koettu vaivattomuus. (Viitala
ja Jylhä 2014, 287.)
Liiketoiminnassa haluttava laatu tulisi tietoisesti määritellä sekä sille tulisi aset-
taa kriteerit. Jotta saavutettaisiin tavoiteltu laatu, on sovittava kriteerit ja toi-
minnan pelisäännöt. (Viitala ja Jylhä 2014, 287.) Tämä vaihe on todella tär-
keää, sillä yrityksen keskeinen menestystekijä on laatu. Tuotteiden ja palvelu-
jen laadun lisäksi on kiinnitettävä huomiota toiminnan laatuun eli koko toimi-
tusketjuun, jonka tuloksena tuotteet ja palvelut syntyvät. (Lecklin 2006, 9.)
Laadunhallinta kattaa kaikki toimenpiteet, jotka organisaatiossa tarvitaan pal-
veluiden ja/tai tuotteiden laadun varmistamiseksi. Eli lähtökohtana on, että yri-
tystoiminnassa jokaiset toiminnot ja työntekijät vaikuttavat laatuun. Tämän ta-
kia tuotteiden laatua parannetaan kehittämällä jokaisen toiminnan osatekijän
laatua. Tuotteen ja/tai palvelun valmistamiseen osallistuvilla ihmisillä tulisi olla
yhteinen käsitys siitä, minkälaista laatua yritys tavoittelee ja mistä se syntyy.
(Viitala ja Jylhä 2014, 287.)

18
Kuva 2. Kokonaisvaltainen laadunhallinta (Lecklin 2006,19.)
Kuva 2 esittää kuinka kokonaisvaltainen laadunhallinta toimii. Laatukonsepti
pitää sisällään yhteistyökumppaneita, toimittajia, asiakkaita, omistajia, rahoit-
tajia sekä ympäröivän yhteiskunnan (Lecklin 2006, 17). Laatuajattelun lähtö-
kohtana on kuitenkin asiakkaat, sillä laatua verrataan ja mitataan asiakkaiden
tarpeisiin, vaatimuksiin ja odotuksiin. Toiminnan hyötysuhteen ja virheettömän
lopputuotteen saavuttamiseksi tarvitaan asiakkaan näkemys. Markkinoiden ja
asiakkaiden ymmärtäminen mahdollistaa toiminnan suunnittelun ja kehittämi-
sen sellaiseksi, että rinnastettavuus tarpeisiin saavutetaan. (Lecklin 2006, 19.)
5.1 Laadun kehittäminen
Tässä kohdassa esitellään erilaisia kehittämismenetelmiä sekä pyritään löytä-
mään vastauksia seuraaviin kysymyksiin; miten valitaan oikeat kehittämiskoh-
teet sekä kuinka viedä kehittämisprojekti onnistuneesti läpi. (mukaillen Lecklin
2006, 295.)
Organisaatiossa parantaminen tehdään yleensä projekteina, jossa kehittä-
mistä tehdään siihen asti, kunnes tavoite on saavutettu. Tämä toiminto toimii
jonkunlaisena ketjuna. Yhden asian parannuttua siirrytään seuraavaan kehi-
tyskohteeseen. Asioida voidaan parannella myös rinnakkain, mutta silloin pro-
jektin määrä pitää olla sellainen, että parantaminen ehditään toteuttaa. (Viitala
ja Jylhä 2014, 288 - 289.)

19
Laadun kehittäminen kohdistuu sekä tuotteen että toiminnan laadun paranta-
miseen eli olemassa olevien virheiden korjaamiseen. Kehittäminen kohdistuu
myös järjestelmälliseen laadunhallinnan kehittämiseen eli virheiden ennaltaeh-
käisyyn. Kummatkin kehitystyön kohteet ovat tärkeitä, mutta aina on kuitenkin
pyrittävä ensisijaisesti ennaltaehkäisevän toiminnan kehittämiseen, sillä jos il-
menee korjaustarpeita, niin se on osoitus siitä, ettei laadun järjestelmällinen
hallinta ei ole hallinnassa. (Salminen 1994, 50.)
Toiminnan laatua voidaan kehittää mm. projekteina toteutettavana kehitys-
työnä. Projekteina toteutettavassa kehitystyössä kohteet pyritään etsimään
olemassa olevien mittareiden analysoimisella, ideoimalla, johdon toimesta
määrittämällä, laatumielipidemittaamisella, asiakkaille tehdyillä kyselyillä ja
muilla menettelytavoilla. Kehitystyö yleensä tehdään normaalin projektikehi-
tystyön mukaisesti (Salminen 1994, 56).
5.2 Laadunhallintajärjestelmä
Laatujohtamisen ajatuksena on yleisesti se, että laatua parantamalla yritys
pärjää entistä paremmin. Laatua parantamalla eli sitä kehittämällä tavoitellaan
kustannus- ja kilpailuetua. Aikaisemmin ajateltiin, että laatu on vaan ja ainoas-
taan fyysisen tuotteen laatua. Vasta 1990-luvulla alettiin huomiomaan myös
palvelun laatua. Kilpailukykyä parantava laatu tarkoittaa koko liiketoiminnan
parantamista, sillä tällöin laatukäsitys laajenee ja sisältää toiminnan tehokkuu-
den sekä asiakaslähtöisen ajattelun. Laatujohtamisella pyritään nostattaa yri-
tyksen toimintaa siten, että kaikki asiat tuovat lisäarvoa asiakkaille. Tällai-
sessa vaiheessa puhutaan kokovaltaisesta laadun johtamisesta. (Viitala ja
Jylhä 2014, 288 - 289.)
Laatujohtamisen tavoitteena on kehittää yritykseen sellainen organisaatiokult-
tuuri, jossa laadun valvonnasta ja kehittämisestä tulee koko henkilöstön joka-
päiväinen tapa toimia. Eli laadunhallintajärjestelmä on johtamisen työkalu,
jonka avulla kiinnitetään huomiota tärkeisiin asioihin ja velvoitetaan toimimaan
sovitulla tavalla. Laadunhallintajärjestelmän rakentamisessa määritellään,
minkälainen toiminta yrityksessä on tavoiteltavaa ja hyväksyttyä. Sitä voidaan
rakentaa omista lähtökohdista itse. (Viitala ja Jylhä 2014, 290 - 291.)

20
Kokonaisvaltainen laadunhallinta ei häviä tulevaisuudessa. Toteuttamiskeinot
ja nimitykset kuitenkin muuttuvat ja kehittyvät, mutta laatu tulee pysymään yri-
tysten menestystekijänä. Laatu tulee entistä enemmän osaksi muuta toimin-
taa, jonka seurauksena erillisten laatuyksiköiden ja -johtoryhmien merkitys vä-
henee. Tavallisessa tilanteessa tiimit vastaavat omasta laadustaan. Jotta yksi-
lön laatu olisi korkeimmillaan tarvitaan monitaitoisuutta. Silloin kun työntekijä
suorittaa ja vastaa laajemmista kokonaisuuksista, hänellä on edellytykset koko
prosessin parantamiseen. Kehitysprosessiin liittyy valtuuksien ja vastuiden li-
sääminen. (Lecklin 2016, 21 - 23.)
6 PROSESSIT
Useasti tuotteiden tai palveluiden laatuun vaikuttavia tekijöitä joudutaan etsi-
mään ja avaamaan niiden tuotantoprosessin vaiheet ja osatekijät uudestaan.
Tällaisessa tapauksessa on välttämätöntä kuvata prosessi, jossa tuote syntyy.
Yleisesti kaikkea yrityksessä tapahtuvaa voidaan katsoa prosessinäkökul-
masta, jolloin pystytään hahmottamaan prosessin kaikki vaiheet alusta lop-
puun. (Viitala ja Jylhä 2014, 289 - 290.)
Liiketoimintaprosessilla tarkoitetaan toisiinsa sidoksissa olevia tehtäviä, jotka
yhdessä liiketoiminnan kannalta tuottavat hyödyllisen tuloksen. Prosessia voi-
daan myös sanoa toimintoketjuksi. Prosessia voidaan mitata ja määritellä toi-
sin kuin projektia. Projekti on myös ainutkertainen kuin taas prosessi sisältää
toistuvia työvaiheita. (Lecklin 2016, 123 - 124.)
Kuva 3. Liiketoimintaprosessi (Lecklin 2016, 124.)
Kuva 3. esittää kuinka liiketoimintaprosessi toimii. Prosessi saa ensin yrityk-
sen sisäiseltä tai ulkoiselta toimittajalta syötteitä, lähtötietoja tai materiaalia.

21
Tämän jälkeen lopputuloksena asiakas saa haluamansa suoritteen. Ulkopuo-
lelta katsottuna prosessi voi näyttää laatikolta, jossa tapahtuu syötteiden jalos-
tuminen suoritteiksi. Tämä tapahtuu prosessiin osallistuvien ihmisten, konei-
den ja tietojen avulla. (Lecklin 2016, 124.)
6.1 Prosessien kehittäminen
Prosessien kehittäminen on osa organisaation toimintaa. Sen takia prosessien
kehittämisen pohjana on aina organisaation omat visiot, strategiat ja toiminta-
periaatteet. On todella tärkeää, että johto antaa selkeän toimeksiannon, sekä
varaa riittävästi resursseja prosessien kehittämiselle, sillä muuten muutos voi
jäädä kertatyöksi. Näin ei saisi tapahtua, vaan prosessien kehittäminen kuuluu
johtaa jatkuvaan kehittämiseen sekä vaikutuksen mittaamiseen. (JHS-suosi-
tukset 2012.)
Prosessien kehittäminen ei onnistu ilman nykytilanteen kartoitusta. Vasta kar-
toituksen jälkeen voidaan ottaa oikea suunta kehittämisessä. Prosessityön or-
ganisointi, prosessikuvauksen ja prosessikaavioiden laatiminen sekä proses-
sien toimivuuden arviointi ovat kartoitusvaiheen päätehtäviä. Tärkeä osa joh-
tamisjärjestelmän rakentamisesta on prosessien nykytilan kartoitus sillä kartoi-
tus antaa lisäksi pohjatietoja kehitettävien prosessien valintaan. (Lecklin 2016,
134.)
Prosessien kehittäminen yleensä tapahtuu askel askeleelta hitaasti ja var-
masti. Prosessien kehittäminen ei välttämättä näy edes prosessikaaviossa,
koska yleensä se tapahtuu yhden työvaiheen sisällä. Erilaiset projektit edes-
auttavat prosessien kehittämistä ja johtavat tämän jälkeen laajempaan uudis-
tamiseen. Prosessien kehittämisellä voidaan tehdä erilaisia muutoksia työvai-
heisiin ja työskentelytapoihin. (Lecklin 2016, 150, 191.)
Prosessien kehityssuunnitelmaan voi liittyä mm. seuraavia asioita; parannus-
tavoitteet, vastuut ja aikataulut, prosessien mittaus ja seurantavaatimukset
sekä resurssitarpeet. Yleisesti prosessitavoitteet kuuluvat prosessien tavoiteti-
laan eli siihen mitä halutaan parantaa, kuinka korkealle rima voidaan asettaa
ja kuinka onnistumista voidaan mitata ja valvoa. (Lecklin 2016, 191.)

22
Hyvin tehty prosessikaavio toimii analysoinnin ja kehittämisen apuvälineenä.
Tarkastelemalla voidaan selvittää mm. mitkä ovat lisäarvoa tuottamattomia
työvaiheita, missä mahdollisesti syntyy viiveitä ja virhe- ja kustannuslähteitä,
tehdäänkö turhia työvaiheita ja voidaanko joitakin asioita nopeuttaa ja yksin-
kertaistaa. (Lecklin 2016, 149.)
Prosessien kehittämisen laajuus vaihtelee. Prosessien kehittäminen voi tapah-
tua laajoista kehittämishankkeista jatkuviin muutoksiin. Laaja kehittämishanke
voi sisäistää uusien menetelmien käyttöönottoa. Yleensä kuitenkin muutok-
sissa haetaan jonkin prosessin osa-alueen parantamista. Muutoksien läpi-
viemiseen pitää varata riittävästi aikaa sekä resursseja. (JHS-suositukset
2012.)
6.2 Prosessimittarit
Prosessien mittaus on oleellisena osana prosessin hallinnassa. Sellaisessa
tapauksessa jossa prosessia ei voida mitata sitä ei myöskään voida ohjata ja
sen takia sitä ei myöskään voi johtaa tai hallita. Tukiprosesseja yleensä johde-
taan mittareiden avulla. (Lecklin 2016, 151.)
Prosessimittareita on monia, mm. tulosmittarit ja sisäiset laatumittarit. Proses-
sin lopputuotteen laatua mittaavat tulosmittarit, joiden tutkimuksen kohteena
voivat olla mm. kestävyys, suorituskyky, ulkomitat ja paino. Menestys markki-
noilla, asiakastyytyväisyys, ja arvo asiakkaalle voivat olla myös mittareina.
Prosessin lopputuloksen laadulla on keskeinen merkitys yrityksen prosessista
saamaan tuottoon. Sisäiset laatumittarit liittyvät tiiviimmin yrityksen tulosjohta-
miseen. Prosessimittarin olisi hyvä antaa prosessin arvioimiseksi ja kehittä-
miseksi edistävää tietoa. (Lecklin 2016, 151.) Suurin osa prosessimittareista
ovat tilastollisia mittareita, joita voidaan tulkita vasta prosessin jälkeen. (Leck-
lin 2016, 152.)
Mittavälineiden tulee olla kunnossa, jotta saadaan oikeita tuloksia. ISO 9000-
standardissa on määritelty asetettavat vaatimukset. Mittausvälineitä on valvot-
tava riittävän tarkkuuden ylläpitämiseksi. (Lecklin 2016, 153.)

23
Hyvä prosessimittari omaa mm. luotettavuutta, oikeudenmukaisuutta, yksiselit-
teisyyttä sekä helppokäyttöisyyttä. Mittarin pitää olla myös ymmärrettävä, ettei
synny kiistaa sen tulkinnasta. Liian montaa mittaria ei kannata kuitenkaan
asettaa. Vain sen verran, että ne kuvaavat prosessin keskeisiä ja tärkeitä asi-
oita. (Lecklin 2016, 153.)
7 TYÖNTUTKIMUS
Työntutkimus on kehitysmenetelmä, jonka avulla pyritään tarkastelemaan ja
analysoimaan kehitystoiminnassa työtehtävien ja -prosessien laatua, tehok-
kuutta sekä kuormittavuutta. Yleensä työntutkimusta käytetään mm. teolli-
suustyön ja palvelutyön kehittämiseen, mutta se soveltuu myös muiden toi-
mialojen työn ja toiminnan kehittämiseen. Työntutkimuksen avulla saadaan
helpommin selvyys mitä työ sisältää ja kuinka sitä tehdään ja miksi. (TTS s.a.)
Työntutkimuksen yleinen tavoite on selvittää ja kehittää tutkittavan työn työ-
menetelmiä, ergonomiaa sekä ajankäyttöä (Tiihonen ym. 2011, 6). Tavoit-
teena on kehittää työmenetelmiä taloudelliseksi, turvalliseksi sekä tehok-
kaaksi, joka mahdollistaa kehittyneiden työmenetelmien vakiinnuttamisen.
(TTS s.a.)
Työntutkimuksen ensimmäinen vaihe on yleensä tutkittavan työkokonaisuu-
den havainnointi sekä kuvaaminen. Aluksi käytettäviä työmenetelmiä kartoite-
taan, kehitetään ja vakiinnutetaan. Yleensä työntutkimusta tarkastellaan kol-
mesta eri näkökulmasta: taloudellisesta, teknologisesta sekä työntekijän näkö-
kulmasta. (Tiihonen ym. 2011, 6.)
7.1 Työntutkimuksen käsitteitä
Työpäivä tai työjakso jaetaan erilaisiin aikalajeihin työnmittauksessa. Jakami-
sen tarkoitus on edesauttaa mittaustulosten analysointia, käsittelyä ja käyttöä.
Työjaksoa jaetaan yleensä kolmeen osaan; tekemisaikaan, apuaikaan ja häi-
riöaikaan. Tekemisaika tarkoittaa työpäivästä kulunutta aikaa, joka kuluu tuot-
teiden valmistamista edistävien työtehtävien suorittamiseen. Apuaikaan kuulu-
vat ne työtehtävät tai tapatumat, jotka eivät sillä hetkellä edistä työn valmistu-

24
mista, mutta ne on kuitenkin tehtävä, jotta työn suorittaminen voisi jatkua. Työ-
vaiheista suurin osa tulisi kohdistaa tekemisaikaan sekä laskea sellaiset vai-
heet apuaikaan, joita ei ole mahdollista kohdistaa millekään tuotteelle tai val-
mistuserälle. Häiriöaikaan kuuluvat mm. odottamattomat työvaiheen keskey-
tykset, aputyöt, työkalujen ja komponenttien etsiminen, konerikot sekä ylimää-
räiset tauot. (Tiihonen ym. 2011, 11.)
Kuva 4. Henkilötyön aikalajit (Tiihonen ym. 2011, 13.)
Kuvassa 4 on kuvattu kuinka työpäivä tai työjakso yleensä jakautuu. Työjakso
voidaan jakaa myös tarkempiin aikalajeihin, joiden avulla voidaan tehdä tar-
kempia johtopäätöksiä aikojen perusteella. Jotta häiriöiden esiintyvyys ja mer-
kittävyys saataisiin selville, on erityisesti huomioitava häiriöaikojen tarkka jaot-
telu. (Tiihonen ym. 2011, 11.)
Tekemisaika on se osa työpäivästä, joka kuluu jalostusarvoa lisäävien työteh-
tävien suorittamiseen. Tekemisaika voidaan jakaa kahteen osaan, vaiheai-
kaan ja valmisteluaikaan. Valmisteluaikaan sisältyy sellaiset työvaiheet, joita
tehdään yhden kerran työtehtävää kohden. Vaiheaikaan sisältyy sellaiset työ-
vaiheet, joiden vallitsevuuden lukumäärä on riippuvainen tehtävästä kappale-
määrästä. Vaiheaika toistuu yleensä kerran yksikköä tai kappaletta kohden.
Vaiheaika ja valmisteluaika voivat sisältää nopeuden vaikutuksen kannalta
kahdenlaisia työnosia mm. käsiaikaa, kone- tai prosessiaikaa. (Tiihonen ym.
2011, 11.)

25
Apuaika on aika, joka määritellään minuutteina työpäivää kohden. Se on osa
työajasta, joka kuluu erilaisen työn kannalta pakollisiin aputehtävien suoritta-
miseen. Nämä aputehtävät eivät välttämättä edistä työn valmistavuutta, mutta
niiden tekeminen oin kuitenkin vaadittavaa. Apuaikaan kuuluu kolme osaa
jotka ovat henkilökohtainen apuaika, muu elpymisaika ja päivävakio. (Tiihonen
ym. 2011, 11.) Henkilökohtainen apuaika on myös osa kokonaiselpymisaikaa,
sillä sovitut tauot ovat osa henkilökohtaista apuaikaa. (Tiihonen ym. 2011, 12.)
Päivävakio tarkoittaa niitä töitä, jotka ovat tärkeitä työntekemisedellytyksen yl-
läpitämiseksi. Työt, jotka kuuluvat päivävakioon, eivät välttämättä liity mihin-
kään yksittäisen sarjan tai tuotteen tuottamiseen. Päivävakio voi sisältää mm.
seuraavia toistuvia työtapahtumia; tuntikortin täyttäminen, koneen huolto tai
muita vastaavia tehtäviä, jotka on tehtävä, mutta eivät kuulu tekemisaikaan.
Päivävakion pituus määritetään yleensä ajankäyttötutkimuksen tai havainnoin-
titutkimuksen avulla. (Tiihonen ym. 2011, 12.)
Odottamattomat keskeytykset ja aputyöt, joiden pituutta ja esiintymistiheyttä ei
etukäteen tiedetä kuuluvat häiriöaikaan. Häiriöaikaan kuuluu myös se työ, joka
menee laatuvirheiden korjaamiseen. (Tiihonen ym. 2011, 12.)
Ylimääräinen taukoaika voi johtua, mm. siitä, että lopetetaan työt liian aikaisin
ennen vuoron vaihtoa. Myös työn muu keskeytyminen esim. ylimääräinen tau-
koaika on työntekijän päätöksestä johtuvaa. Sellaiset häiriöt, jotka johtuvat
esimerkiksi työkalupulasta, suunnittelun epäselvyydestä tai konerikosta eivät
ole työntekijöistä riippuvia syitä. Työntutkimuksen suorittamisen yhteydessä
on hankalaa eritellä ylimääräisiä taukoajoja henkilökohtaiseen apuaikaan tai
muuhun elpymiseen kuuluvaan taukoaikaan. Ylimääräinen taukoaika voidaan
eritellä vasta työntutkimuksen mittatulosten käsittelyn yhteydessä. Varsinkin
lyhytkestoisissa työntutkimuksissa on vaikeaa määrittää ylimääräinen tauko-
aika. (Tiihonen ym. 2011, 12.)

26
7.2 Työnmittausmenetelmät
Työnmittaus tarkoittaa tietyn työtehtävän tarvittavan ajan määrittämistä tietyllä
työmenetelmällä. Työnmittaus edellyttää menetelmän ja työtehtävien kuvaa-
mista tarkasti, sillä työhön tarvittava aika riippuu käytettävästä menetelmästä
ja sen käyttötarkoituksesta. (Tiihonen ym. 2011, 7.)
Työnmittaustapoja on monia mm. ajankäyttötutkimus, normaaliaikatutkimus,
havainnointitutkimus, liikeaikatutkimus sekä aikalaskelmat. Aikatietoja voidaan
analysoida myös toiminnanohjausjärjestelmästä saatavien tietojen perusteella.
Työntutkimuksen kohteena voivat olla, mm. järjestyksen tilanne, käytettävien
työmenetelmien kartoittaminen ja kehittäminen tai työvaiheiden ergonomian,
tieto- ja materiaalivirtojen kuvaaminen ja tutkiminen sekä työturvallisuuden tut-
kiminen. (Tiihonen ym. 2011, 7.)
Työntutkimuksessa yleensä on korostettu menetelmätutkimuksen ja työnmit-
tauksen merkitystä. Menetelmätutkimus on järjestelmällistä työmenetelmien
kehittämistä tietyn työn tekemiseksi. Menetelmätutkimuksen kohteena ovat
erilaiset tuotannon osatekijät esim. työn tekeminen, raaka-aineet, koneet ja
laitteet sekä kaikkien yhteistoiminta. Menetelmätutkimuksen tavoitteena on
hankkia mahdollisimman alhaiset tuotantokustannukset, parempi tuotettavuus
sekä parantaa työturvallisuutta. (Tiihonen ym. 2011, 6.)
Menetelmätutkimuksen tavoitteena on myös työhyvinvoinnin, työympäristön,
työolojen, ja työn sisällön kehittäminen. Menetelmätutkimus sisältää olemassa
olevien työmenetelmien kehittämistä. Työmenetelmiä kehitettäessä on tär-
keää huomioida työtehtäviä ja työympäristöä niin, että ergonomia-, terveys- ja
turvallisuusvaatimukset otetaan huomioon. On myös pyrittävä fyysisten ja
henkisten kuormitusten poistamiseen. (Tiihonen ym. 2011, 6.)
Menetelmätutkimuksissa on mahdollista käyttää erilaisia teknisiä apuvälineitä,
kuten esimerkiksi videoita, valokuvausta, taltiointilaitteita, tietotekniikkaa ja
työntutkimusohjelmia. Työntutkimuksen menetelmäkehityksessä, työmenetel-
mien ja ergonomian kehittämisessä, menetelmäkuvausten laadinnassa ja
opastusmateriaalin valmistamisessa sekä havainnointitutkimuksen apuna voi-
daan käyttää valo- ja videokuvausta. (Tiihonen ym. 2011, 20.)

27
Työnantajalla on oikeus suorittaa työssä työn valokuvausta sekä videointia.
On kuitenkin aina muistettava tiedottaa henkilöstöä ennen kuvausta. Kuvatta-
villa henkilöillä on oikeus kieltäytyä kuvaamisesta. Usein tulee esille videoku-
vaamisen yhteydessä laki yksityisyyden suojasta, jonka mukaan työntekijöitä
ei saa valvoa kameravalvonnalla. Näin ei kuitenkaan tapahdu työntutkimuksen
aikana, sillä työntutkimuksen yhteydessä oleva kuvaaminen ei ole kameraval-
vonta. Tämä perustuu siihen, että työntutkimuksessa kuvaamisen tarkoitus ei
ole työntekijöiden valvominen, vaan menetelmien taltiointi sekä kehittäminen.
(Tiihonen ym. 2011, 20.)
7.2.1 Havainnointitutkimus
Havainnointitutkimuksessa erilaiset tapahtumat jaotellaan yleensä tekemisai-
kaan, apuaikaan, häiriöaikaan ja pienempiin osakokonaisuuksiin. Havainnoin-
titutkimuksen vaiheissa työntutkija havainnoi työtä ja kirjaa havainnointihet-
kellä tapahtuvan tapahtuman. Havainnointitutkimuksessa on mahdollista seu-
rata useaa työvaihetta sekä työtä, jotka tapahtuvat eri työpisteissä. Tuloksena
saadaan selkeä kokonaiskuva esimerkiksi koko osaston ajankäytöstä. Havain-
nointitutkimuksen avulla voidaan selvittää mm. työaikaa, kokonaisajankäyttöä,
työturvallisuutta, ergonomiaa sekä ihmisen ja koneen vuorovaikutusta. (Tiiho-
nen ym. 2011, 24.)
Havainnointitekniikoita on erilaisia. Havainnointi voi olla jäsenneltyä ja todella
yksityiskohtaista tai strukturoimatonta, eli vapaampaa. Jotta strukturoitu ha-
vainnointi on mahdollista, on tutkimusongelma oltava tiedossa jo ennakkoon ja
on tiedettävä etukäteen asioita/tietoa, jonka perusteella tutkija päättää sen
mitä ja milloin hän haluaa havainnoida. (KvaliMOTV s.a.)
7.2.2 Liikeaikatutkimus
MOST eli liikeaikatutkimus (Maynard Operation Sequence Technique) on
MTM-tekniikkaan perustuva työnmääräysmenetelmä, joka perustuu työn hyvin
yksityiskohtaiseen analysointiin. MOST-analyysi sisältää tarkan kuvauksen
prosessin työvaiheista työntekijästä riippumatta. Analyysin sisältö eritellään
niin pieniin osiin, että niihin kuuluva aika on vakio. Mittaustavassa ei tarvita

28
kelloa ollenkaan, vaan aika määritetään valmiiden aikastandardien avulla. (Tii-
honen ym. 2011, 25.) Yleensä tätä työnmittausmenetelmää käyttävät hyvin
koulutetut henkilöt (HUB logistics 2018a).
Yleisesti fyysinen työ koostuu toiminnoista, jotka noudattavat määrättyä kaa-
vaa, esim. tuotteen siirtäminen kuvataan kuvassa 5 kuvaamalla liikesarjalla.
Kuva 5. Fyysisen työn liikesarjat (HUB logistics 2018a.)
ABG-liikesarjat tarkoittavat sellaisia liikesarjoja, joista muodostuu yhteensä
esineen haltuunotto, ABP tarkoittaa esineen siirtoa haluttuun paikkaan ja vii-
meinen A voi tarkoittaa paluuta, eli kävelyä takaisin siihen paikkaan, josta lähti
suorittamaan liikesarjaa. Jossain tapauksissa se voi myös tarkoittaa kävelyä
seuraavaan liikesarjan aloituspaikkaan. (HUB logistics 2018a.)
Kuvassa 6 näkyy mille arvolle kukin työvaihe on, sekä mitä kukin arvo tarkoit-
taa. Kuvassa on kuvattu SIIRTÄÄ liikesarjan vaiheita. Esim. A6 B0 G1 A10 B0
P1 A10 -liikesarja tarkoittaa työntekijän kävelemistä 3-4 askelta (A6), jonka jäl-
keen työntekijä ei kumarru (B0) vaan ottaa kevyesti esineen (G1) ja siirtyy tä-
män jälkeen 5-7 askelta (A10). Tämän jälkeen työntekijä ei taaskaan kumarru
(B0), vaan asettaa esineen helposti sivuun (P1) ja lopuksi työntekijä kävelee
takaisin 5-7 askelta (A10).

29
A B G A B P A
-SIIRTÄÄ
A B G P
SIIRTYÄ KUMARTUA TARTTUA ASETTAA ARVO
ei siirty-
mistä
ei kumartumista ei tarttumista ei asettamista, pudottaa 0
ulottuvilla kevyt esine tai kevyet
esineet saman aikaisesti
asettaa sivuun, helppo sovitus 1
1-2 askelta kumartua ja nousta raskas esine, kerätä
esine, irrottaa näkymät-
tömissä
pieni paine, kaksi sovitusta / 2
liikettä
3
3-4 askelta
(3m)
kumartua ja nousta huolellisuus, suuri paine, näky-
mättömissä lisäliikkeet / 4 lii-
kettä
6
5-7 askelta
(5m)
istuutua tai nousta 10
8-10 as-
kelta (8m)
kulkea ovesta 16
Kuva 6. MOST SIIRTÄÄ -liikesarja (HUB logistics 2018a.)
MOST-analyysi sisältää muitakin liikesarjoja mm. SIIRTÄÄ OHJATTUNA,
KÄYTTÄÄ TYÖKALUA, KÄYTTÄÄ NOSTINTA (HUB logistics 2018a).
SIIRTÄÄ OHJATTUNA -liikesarja kuvaa kohteen siirtoa käsin ohjattuna reittiä
pitkin. Tämän kohteen liikettä rajoittaa ainakin yhdessä suunnassa kosketus
tai kiinnitys toiseen kohteeseen. Liike voi tapahtua myös ohjatun reitin mu-
kaan. Liikesarjan muoto on A, B, G, M, X, I, A. Muuttujat A, B, G on määritelty
kuten SIIRTÄÄ-liikesarjassa. (HUB logistics 2018a.)
KÄYTTÄÄ TYÖKALUA -liikesarja on SIIRTÄÄ ja SIIRTÄÄ OHJATTUNA -liike-
sarjojen yhdistelmä, joka kuvaa erilaisilla työkaluilla tehtyjä toimintoja. KÄYT-
TÄÄ TYÖKALUA -liikesarjan muoto on A, B, G, A, B, (P, A, X), A, B, P, A.
(HUB logistics 2018a.)

30
KÄYTTÄÄ NOSTINTA -liikesarja kuvaa nostimella suoritettavia kappaleiden
siirtoa. Nostimella tarkoitetaan koneellista pystyliikettä ja manuaalista vaakalii-
kettä varustettua nostinta. KÄYTTÄÄ NOSTINTA -liikesarjan muoto on A, T,
K, F, V, L, V, P, T, A. Kyseinen liikesarja muoto tarkoittaa seuraavaa:
A siirtyminen nostimen luo ennen nostoa ja työpistee-
seen noston päätyttyä
T tyhjän nostimen siirto
K kuorman kiinnitys ja irrotus
F kohteen vapautus ympäristöstään noston alussa
V kuormatun nostimen pystysuuntainen liike
L kuormatun nostimen vaakasuuntainen liike
P kohteen asettaminen siirtoliikkeen lopussa (HUB lo-
gistics 2018a.)
MOST-analyysin suorituksen vaiheet ovat seuraavia:
1. Käsitellään työtä vaihe kerrallaan
❖ Yksi vaihe on yksi analyysi
2. Kirjoitetaan kuvaus kustakin vaiheen työerästä
❖ Yksi lomakkeen rivi per vaihe
3. Valitaan lausekkeet eli liikesarjat työnerille
4. Valitaan lausekkeiden muuttujille arvot arvokorteista ja lasketaan sum-
mat
5. Lopuksi lasketaan yhteen koko työvaiheen työarvo (HUB logistics
2018a.)
MOST on yhdenmukainen mittaustapa työvaiheille, jotka ovat verrattavissa
kehityksen jälkeen toisiinsa. Analyysin myötä voidaan huomata selkeitä aikaa
vieviä prosesseja, joita muuttamalla voidaan tehostaa toimintaa. (HUB logis-
tics 2018a.)
8 TOIMEKSIANTAJA HUB LOGISTICS OY
HUB logistics Oy on logistiikkapalveluyritys, jonka toiminta alkoi laatujärjestel-
mien rantautuessa Suomeen vuonna 1992. Laatujärjestelmä toi näkyvyyttä sil-
loiseen logistiikan palvelutasoon. Ensin yritys tarjosi erilaisia laatujärjestelmien

31
koulutuksia ja konsultointia palveluyrityksille. Logistisia palveluita HUB alkoi
tuottaa vasta 2000 -luvulla huolinnan-, kaupan ja teollisuusyrityksille. (HUB lo-
gistics s.a. Historia.)
HUB logistics Oy:n toiminnan lähtökohtana ja toiminta-ajatuksena on asiak-
kaan kokema erinomainen palvelu ja palvelun laatu. HUB logistics Oy:llä nou-
datetaan ISO 9001 -ja ISO 14001 -sertifikaattien asettamia vaatimuksia. Ku-
vassa 7 näkyvät kyseiset sertifikaatit. HUB logistics Oy:llä noudatetaan kaikkia
lainsäädännön toiminnalle ja ympäristölle asettamia vaatimuksia. (HUB logis-
tics s.a. Tapamme toimia.)
Kuva 7. Sertifikaati (HUB logistics s.a. Tapamme toimia.)
HUB logistics Oy toimii pääsääntöisesti asiakkaan tiloissa eri toimipisteissä.
Toimipisteitä on yhteensä 13, josta yksi sijaitsee Puolan Krakovassa ja yksi
Venäjän Impilahdessa. Muut toimipisteet sijaitsevat Hyvinkäällä, Naantalissa,
Tampereella, Vantaalla, Vimpelissä, Hämeenlinnassa, Lahdessa, Riihimäellä
ja Kotkassa. Tampereella ja Vantaalla on molemmissa kaksi toimipistettä.
(HUB logistics s.a. Lyhyesti.)
HUB logistics Oy:n asiakkaisiin kuuluu mm. auto- ja konepajateollisuus, kau-
panala ja julkishallinto. HUB tarjoaa asiakkailleen toimintaa optimoivia logis-
tiikkaratkaisuja ja pakkauspalveluita. Logistiikkapalvelut ovat joustavasti ja
asiakaskohtaisesti räätälöityjä yksittäisistä varastointi- ja henkilöstövuokraus-
palveluista kokonaisvaltaisiin ulkoistus- ja hankintalogistiikan ratkaisuihin.
HUB logistics Oy:n tarjoamat pakkauspalvelut räätälöidään aina asiakkaan
tarpeiden mukaisesti, joten yrityksen erikoisosaaminen painottuu asiakaskoh-
taisiin puu- ja vaneripakkauksiin, projektipakkaamisiin ja pakkauspalveluihin.
Asiantuntijapalveluilla varmistetaan, että ulkoistus- ja pääomaratkaisut ovat oi-
kein mitoitettu sekä asetetut kustannustehokkuustavoitteet saavutetaan. Li-
säksi asiakkaat pystyvät hyödyntämään asiakaspalveluita erilaisissa yrityksen

32
sisäisissä kehityshankkeissa. HUB logistics Oy pystyy tarkastelemaan proses-
sin osia erikseen, mm. hankintaan, tuotantoon, varastointiin ja pakkaustoimin-
toihin liittyviä prosesseja sekä toimitusketjun ohjaus- ja kehitysprosessia koko-
naisuutena. (HUB logistics s.a. Lyhyesti.)
Kotkan Teollisuuspuistossa olevan HUB logistics Packaging Oy:n toiminta on
aloitettu vuonna 2013. HUB logistics Packaging Oy kuuluu HUB logistics -kon-
serniin. Konsernin pääpaikka sijaitsee Vantaalla ja yhtiön päätoimipiste Riihi-
mäellä. Kotkan toimipiste on erikoistunut toimittamaan puupakkauksia ja pak-
kauspalveluita. (Anttila 2018, 10.) Pakkauspalvelut sisältävät mm. pakkauksen
suunnittelun, pakkausmateriaalin optimoimisen ja prototyyppien testauksen.
(HUB logistics s.a. Puupakkaukset ja ratkaisut teollisuuspakkaamiseen.) HUB
logistics Packaging Oy valmistaa joillekin asiakkaille pelkästään puupakkauk-
sia, toisille se hoitaa myös tavaran pakkaamisen lähetyskuntoon. (Anttila
2018, 10.)
9 HUB LOGISTICS PACKAGINGIN PROSESSIT
Tässä luvussa kerrotaan kuinka HUB logistics Packaging Oy:n sahaus-, ka-
saus- ja pakkausprosessit toimivat. Prosessien kuvaamiseen on tehty proses-
sikaavio, joka auttaa hahmottamaan prosessien kulun (kts Liite 5). Opinnäyte-
työni käsittelee sahaus- ja kasausprosesseja, mutta avaan lyhyesti myös mitä
tapahtuu ennen sahausta ja sen jälkeen, kun paketti on kasattu.
Työntutkimuksessa pitää saada selville todellinen aika kullekin tuoteryhmälle.
Tuoteryhmät joita tutkittiin tässä opinnäytetyössä ovat pääsääntöisesti erilaiset
häkit ja merilaatikot. Ensimmäinen vaihe on tuoteryhmien jakaminen ja selittä-
minen. Kuvamaani tiedot prosesseista sain työntutkimuksen avulla havainnoi-
malla, kuvaamalla prosessit videolle, analysoimalla sekä haastattelemalla.
9.1 Työntutkimuksessa tutkittavat tuotteet
Tässä luvussa kuvaan minkälaisten tuotteiden valmistamista työntutkimuk-
sessa tutkitaan. Tutkittavat tuotteet ovat erikokoiset häkit ja merilaatikot.

33
Kuvassa 8 näkyy meri-
laatikko. Merilaatikot
ovat tukevia pakkauk-
sia, jotka soveltuvat eri-
tyisen hyvin raskaille
tuotteille. Niiden val-
mistaminen riippuu
omien standardipiirus-
tusten tai asiakkaan pii-
rustusten mukaan yk-
sittäiskappaleista suu-
riin sarjoihin asti. Laati-
kon valmistuksessa
voidaan toteuttaa eri-
koisratkaisuja, jolloin
valmistukseen voidaan lisätä metallivahvistus tai merikuljetussuoja. (HUB lo-
gistics s.a. Lautalaatikot.)
Kuvassa 9 näkyy häkki.
Häkki on vähemmän suojaa
tarvitsevien tuotteiden pak-
kaamiseen tarkoitettu pak-
kaus. Sen kuljettaminen on
myös edullisin ratkaisu.
Häkkejä voidaan pinota
päällekkäin ja niitä on kevyt
nostaa ja siirtää. Yleensä
häkkejä käytetään auto- ja
konttikuljetuksissa. (HUB
logistics s.a. Lautahäkit.)
Kuva 9. Häkki (HUB logistis s.a. Lautahäkit.)
Kuva 8. Merilaatikko (HUB logistics s.a. Lautalaatikot.)

34
9.2 Prosessien kuvaus
Ensimmäinen vaihe ennen sahausprosessia on, kun tuotannonsuunnittelija
vapauttaa tuotantotilauksia sahauslistalle SAP-numeron sekä position avulla
NAV-toiminnanohjausjärjestelmään. Numeron avulla tiedetään kaikki tarvittava
tieto tuotteista. Seuraava vaihe on, kun sahalla oleva työntekijä katsoo NAV-
toiminnanohjausjärjestelmästä prioriteetin tai salissa päivämäärän mukaan
minkä tuotteen osien sahaaminen kannattaa aloittaa. Prioriteetti tarkoittaa
tuotteen kiireellisyyttä, eli mitä suurempi numero on merkattuna sahauslistaan,
sitä kiireellisempää sen tekeminen on. Tällaisia tapauksia on silloin, kun tuote
on jo pakkauspaikalla valmiina, mutta tuotetta johon sitä pakataan ei ole vielä
valmiina. Tai tiedetään, että tuote saapuu seuraavana päivänä, jolloin pak-
kauksen osion on suotavaa olla valmiina seuraavana aamuna. Numerot ovat 2
– 4 väliltä. Numero 2 tarkoittaa normaalia prioriteettia, eli työntekijä tekee tuo-
tetta sitä mukaa, kun pystyy. Numerot 3 ja 4 ovat kiireellisempiä. Silloin kun
prioriteettina on numero 3 se tarkoittaa sitä, että pakattava tuote on tulossa
seuraavana tai tänä päivänä pakkaamoon. On aina silti katsottava NAV-järjes-
telmästä myös salissa päivämäärää, jolloin nähdään, milloin tuote on tulossa
pakkaamoon. Sillä silloin kun listassa olisikin prioriteetti 3 -tuote, niin salissa
päivämäärä tulee toista prioriteetti 3:a edelle. Eli silloin tehdään aikaisemman
päivän tuote ensimmäisenä. Numero 4 on kiireellisin eli tuote voi olla jo pak-
kaamossa ja odottaa pakettiaan tai tuotteella on kiireellinen lähtö.
On sellaisia tuotteita, jotka ovat aina kiireellisiä, eli menevät aina muiden
edelle. Tällaisessa tapauksessa sahauslistasta näkee, onko kyseinen tuote
kyseessä, sillä tuotannon suunnittelija merkkaa sen NAV-toiminnanohjausjär-
jestelmään aina tietyllä nimikkeellä. Tämä toimii samanlaisella tavalla myös
kasaus- ja pakkausprosesseissa, sillä sahatut osat laitetaan rullakkoon, jonka
jälkeen se kulkeutuu kasauspaikalle. Sahaaja vie rullakon seuraavalle työnte-
kijälle eli pakkaajalle tai kasaaja hakee rullakon sahauspaikan vierestä.
9.2.1 Sahauksen työvaiheet
Sahaamisen ensimmäinen vaihe on NAV:iin tuotteen sahaamisen aloittamisen
merkkaus sekä tämän jälkeen työkortin tulostus. Työkortista näkyy tuotteen pi-

35
tuus, leveys sekä korkeus. Tärkeimpiä tietoja sahaajalle ovat tuotteen raken-
teen numero, josta selviää, onko sahattava tuote merilaatikko vai häkki. Myös
tuotteen sahattavien lautojen rakenne, määrä ja pituus ovat oleellisia tietää,
sillä ilman niitä on mahdotonta tietää mitä ja kuinka paljon tarvitaan sahata.
Työkortissa olevan tiedon avulla sahaaja merkkaa pituudet sahalle sitä mu-
kaa, kun sahaaja sahaa komponentteja. Sahauksen työvaiheisiin kuuluu NAV:
sta työlistan tulostus, rullakon haku, sahalle lautojen pituuksien merkkaus, lau-
tojen haku ja niiden nostaminen sahalle, sahan odotusaika, sahattujen lauto-
jen laitto rullakkoon, ylimääräisiin lautoihin mitan merkkaus ja niiden laitto hyl-
lyyn sekä lopussa valmiin tuotteen merkkaus NAV:iin. Tämän jälkeen sahaaja
vie yleensä rullakon lautoineen merkitylle paikalle, johon laitetaan kaikki val-
miiksi sahatut tuotteet.
Sahausprosessissa on myös monia muitakin vaiheita, jotka eivät ole päivittäin
tehtäviä työvaiheita mm. uuden lautapinon laitto paikalleen. Lautapinosta sa-
haaja ottaa lautoja sahattavaksi. Tämä vaihe tapahtuu vaihtelevasti, joten ti-
lanne voi muuttua päivittäin. On myös muistettava, että jokaisessa työssä tu-
lee välillä häiriötekijöitä, jotka voivat lisätä työkuormaa sekä sivuuttaa pääpro-
sesseja.
Kuva 10. Merilaatikon lautojen asettelu rullakkoon

36
Kuvassa 10 on hahmoteltu, kuinka laudat pääsääntöisesti sijoitellaan rullak-
koon, jos kyseessä on merilaatikko. Lautojen määrä kuvassa ei ole vakio, sillä
lautojen määrä muuttuu laatikon koon mukaan.
Huomattava ero merilaatikossa ja häkissä on lautojen määrä. Häkissä lautojen
määrä on huomattavasti vähäisempi, sillä häkki on avonaisempi ja merilaa-
tikko on umpinainen. Erona on myös tuotteen tehtävien työvaiheiden määrä.
Merilaatikkoon kiinnitetään sivujen ja päätyjen sisäosaan tervapaperia, kun
taas häkkiin sitä ei laiteta. Tervapaperi laitetaan sivuihin ja päätyihin, jotta yli-
määräinen kosteus imeytyisi niihin. Niin kuin nimi antaa ymmärtää merilaa-
tikko pääsääntöisesti kuljetetaan meriteitse. Merilaatikon kasaus vaiheessa
kanteen laitetaan yleispeite, joka suojaa laatikkoa ja sisällä olevaa tuotetta
kosteudelta. Yleispeitettä ei normaalisti laiteta häkkeihin. On kuitenkin ole-
massa erityistapauksia, jolloin näin voidaan tehdä esimerkiksi asiakkaan pyyn-
nöstä.
Kuva 11. Häkin lautojen asettelu rullakkoon
Kuvassa 11 on kuvattu, kuinka häkin laudat pääsääntöisesti asetallaan rullak-
koon. Pääsääntöisesti molempien rullakoiden asettelu on aika lailla sama.
Poikkeuksia kuitenkin on, sillä työntekijöiden tottumukset ja mahdollinen tietä-
mättömyys saattaa vaikuttaa lautojen asetteluun. Kuvassa olevien lautojen
määrä ei ole vakio, koska lautojen määrä vaihtelee häkin koon mukaan.

37
9.2.2 Kasauksen työvaiheet
Kasauksen ensimmäinen vaihe on yleensä se, kun kasaaja käy katsomassa
millaisia tuotteita on sahattu. Valmiiksi sahatut tuotteet säilytetään aina sa-
hauspaikan vieressä. Kasaaja katsoo aluksi, onko tuote kiireellinen. Jos kii-
reellisiä tuotteita ei ole niin katsotaan salissa päivämäärän mukaan kasattavat
laatikot tai häkit. Jos sahattuja tuotteita ei ole valmiina, sahaaja vie rullakot ka-
sauspaikalle sitä mukaa kun saa sahattua.
Sahalla on pienille sekä isoille häkeille ja merilaatikoille eri kasauspöydät. Pie-
net häkit ja laatikot kasataan yleensä kauempana sahasta olevilla kasauspöy-
dillä. Trukkikuski auttaa joskus viemään rullakot, jossa on sahattujen tuottei-
den lautoja pienemälle kasauspaikalle, sillä rullakoiden työntäminen sinne on
työlästä ja aikaa vievää. Isoja tuotteita siellä ei ole viisasta kasata, sillä pöydät
ovat pienemmät ja kasauspaikalle kuljetaan nosto-oven kautta. Nosto-ovi on
aina auki, mutta oven leveys on aika pieni, jonka takia isojen tuotteiden ka-
saus ei siellä onnistu. Pienemmälle kasauspaikalle kuljetaan myös pienen
mäen kautta, joka vaikeuttaa huomattavasti rullakon työntämistä sinne.
Kasauksen seuraava vaihe on NAV:iin kasauksen aloittamisen merkkaus. Sa-
halla on kaksi tietokonetta, jossa tämän vaiheen voi suorittaa. Yksi koneista si-
jaitsee toisen sahauspisteen vieressä, toinen koneista sijaitsee isoimpien ka-
sauspöytien vieressä. Ennen kasauksen aloittamista työntekijä katsoo työkor-
tista mikä tavara on kyseessä, sillä häkin ja merilaatikon kasauksessa on
eroja. Tuotteet laitetaan rullakkoon tietyllä tavalla tuotteen perusteella, joka
tarkoittaa myös sitä, että kasaajan on tiedettävä mikä tuote on kyseessä.
Häkkien ja merilaatikoiden kasaus tapahtuu vaiheittain. Aluksi kasataan tuot-
teen pohja, sen jälkeen päädyt, sivut ja kansi. Merilaatikon ja häkin pohja
koostuu trukkinostoista, pohjareunosta ja pohjalaudoista. Merilaatikon päädyt
koostuvat päätypystyistä ja päätylaudoista. Häkin päädyt koostuvat päätypys-
tyistä, päätylaudoista ja päätyreevoista. Merilaatikoiden ja häkkien sivut koos-
tuvat sivulaudoista sekä sivupystyistä. Kannet koostuvat merilaatikoissa ja hä-
keissä kattolaudoista sekä kansipuista.

38
Merilaatikon kasausvaiheisiin kuuluu mm. lautojen asettelu, naulapyssyllä
naulaaminen, mittakapuloiden asettelu, SAP-numeron ja position merkkaus,
mittaus sekä tervapaperin ja yleispeitteen kiinnitys. Häkin kasausvaiheisiin
kuuluu kaikki muut vaiheet paitsi tervapaperin ja yleispietteen kiinnitys.
9.2.3 Pakkauksen työvaiheet
Pakkausprosessi ei varsinaisesti kuulu tähän opinnäytetyöhön, mutta työvai-
heet ovat kuitenkin esitetty lyhyesti, sillä sellaisella tavalla saadaan parempi
kokonaiskuva prosessiketjusta.
Pakkaus tapahtuu eri varastotilassa kuin sahaus ja kasaus (saha). Kasatut pa-
ketin osat toimitetaan trukilla tai pyöräkuormaajalla pakkaamoon (loha) pinoit-
tain (kts liite 3). Aamuisin niitä toimitetaan isompi määrä, mutta silti päivän mit-
taan trukkikuski tuo tuotantosuunnittelijan antaman listan mukaan tarvittavat
tuotteet kasauspaikalle.
Pakkaajat pakkaavat tuotteita laatikoihin tai häkkeihin sitä mukaa, kun niitä
saapuu varastolle. Pakkaajat pakkaavat myös muita tuotteita, jotka eivät tule
sahurille NAV-sahauslistalle sahattavaksi. Sellaisien tuotteiden paketit saha-
taan suoraan pakkaamossa olevalla sahalla.
Pakkausprosessiin kuuluu monia eri vaiheita, mm. nosturilla tuotteen nostami-
nen häkin, laatikon tai erikoispaketin pohjalle, manuaalien kiinnitys tuottee-
seen, sivujen, päätyjen ja kannen naulaaminen naulapyssyllä kiinni toisiinsa,
tarvittavien merkkauksien spraymaalaaminen paketin sivuihin, mittojen ja pai-
non otto sekä työkortin täyttö.
10 TYÖNTUTKIMUKSEN TULOKSET
Tässä osiossa esitetään työntutkimuksessa saatuja tuloksia. Työntutkimuksen
tavoitteena oli selvittää MOST-analyysien avulla sahaus- ja kasausprosessien
ajat, jotta saataisiin tietoon todellisen työmäärän tarve tehokasta tuotannon-
hallintaa varten. Työntutkimus on suoritettu keväällä 2018, Kotkan HUB logis-
tics pakaging Oy:n toimipisteessä.

39
Havainnointitutkimuksen avulla selvitin mahdollisia kehityskohteita, väsyttäviä
työtehtäviä sekä muita työtä parantavia työtapoja. Lisäksi haastattelin työnte-
kijöitä kokonaisvaltaisten prosessien ymmärryksen saavuttamiseksi, sekä
mahdollisten havainnointivirheiden ehkäisemiseksi. Haastattelujen ymmärryk-
sen perusteella pystyin vahvistamaan havainnoista saamiani tietoja. Saatujen
tietojen ja työprosessiaikojen perusteella tein Exceliin PIT:in, joka kertoo tarvit-
tavat henkilöresurssit NAV:sta otetun työjonon mukaan. (kts Liite 2).
PIT eli Process Intelligence Tool on työnjohdolle suunniteltu kehitys- ja resur-
sointityökalu, joka laskee päivä ja viikkokohtaisen resursointitarpeen sekä ta-
sapainotuksen eri prosesseille. PIT laskee resursoinnin päivittäisistä mediaa-
niarvosta. (HUB logistics 2018b.) PIT tarkoittaa siis samaa asiaa kuin resur-
sointi-työkalu.
Tulokset tallensin yrityksen sisäiseen lähiverkkoon eli intraan. Tulokset löyty-
vät työtilat, työjohto, Maria-kansiosta. Tulokset ovat nähtävillä kaikille, joilla on
tunnukset intranetiin sekä oikeudet kyseiseen kansioon.
10.1 Havainnointitutkimuksen tulokset
Havainnointitutkimus on iso osa työntutkimusta, sillä jokaisen prosessin ku-
vaamisen yhteydessä on huomioitava muitakin mahdollisia prosesseja. Ha-
vainnointitutkimuksen avulla saamaani videomateriaalia on helppo litteroida ja
tehdä niistä MOST-analyysit. Kuvasin prosesseja aluksi moneen kertaan, jotta
saisin varmuuden MOST-analyysien tekoon. Jokaisen eri ryhmään kuuluvan
tuotteen sahaus - ja kasausprosessit kuvasin eri aikaan.
Erikokoiset häkit sekä merilaatikot rajattiin koon mukaan ennen kuvaamisen
aloittamista. Häkit ja merilaatikot jaettiin pieniin, yleisiin ja isoihin kokoihin.
Häkkikoot nimesin H1, H2, H3 ja merilaatikkokoot M1, M2, M3. Pieni häkki ja
pieni merilaatikko on ryhmitelty niin, että kaikki tuotteet, jotka osuvat pituus
400 - 1 450 mm, leveys 400 - 700 mm ja korkeus 400 - 800 mm asteikon si-
sään luokitellaan H1 tai M1. Tämä pätee samalla tavalla muihin ryhmiin. H2 ja
M2, koko luokat ovat näissä ryhmissä seuraavat, pituus 1 451 - 2 300 mm, le-
veys 701 - 1 100 mm ja korkeus 8 801 - 1 200 mm. Isoissa merilaatikoissa

40
(M3) ja häkeissä (H3) koko luokat ovat 2 301 - 10 000 mm, leveys 1 101 - 3
000 mm ja korkeus 1 201 - 3 100 mm.
Lisäksi ehdin tutkimaan erikoisten tuotteiden sahaus- ja kasaustyövaiheita, joi-
den perusteella sain selvitettyä työajat. Yhden erikoisen tuotteen ryhmätun-
nukseksi annoin E1. Tuotteen tilaus ei tule NAV:iin, joten sen työaikoja ei voitu
suoranaisesti hyödyntää PIT:issä. Tieto työajasta on silti oleellinen, koska se
huomioidaan päivittäisessä työssä.
Aloitin selvityksen kysymällä operatiiviselta päälliköltä, onko tarvittavan ana-
lyysin mukainen tuote tullut sahauslistalle sahattavaksi. Tämän jälkeen ilmoitin
tuotannonsuunnittelijalle tai operatiiviselle päällikölle, että olisi tarkoitus mennä
kuvaamaan sen tietyn tuotteen tekoa sahalle. (kts Liite. 3) Tuotannonsuunnit-
telija tai operatiivinen päällikkö muutti kyseisen tuotteen prioriteettia, jotta sa-
huri ei aloittasi tuotteen osien sahaamista ennen minun tuloa tehtaalle. Tämän
jälkeen operatiivinen päällikkö tai tuotannon suunnittelija tulosti minulle oman
työkortin, jonka perusteella pystyin havainnoimaan työnkulkua samalla kun ku-
vasin työvaiheet videolle. Samalla myös kirjoitin ja merkkasin työkorttiin tarvit-
tavia tietoja prosesseista. Tällä tavoin huomasin eri sahaajien sahaamisen
erot. Erot eivät suoranaisesti vaikuttaneet lopulliseen työaikaan, sillä MOST-
analyysin antamat ajat ovat pääsääntöisesti samat. Analyysi sisältää tarkan
kuvauksen prosessin työvaiheista työntekijästä riippumatta. Eli samankokoi-
sen tuotteen tekemisessä pitäisi mennä sama aika, vaikka sitä tekisi eri ihmi-
nen kuin analyysin tekovaiheessa. Analyysien alkuvaiheessa MOST-analyy-
seissä oli isoja aikaeroja, joten uudelleen kuvaamisella, havainnoinnilla ja sel-
vityksellä sain korjattua virheet.
Suurimpia työvaiheiden eroja oli osien sahauksessa, sillä jotkut työntekijät sa-
hasivat monta osaa kerralla, jonka takia työvaiheita tuli vähemmän kuin toi-
silla. Tässä on huomioitava sahattavan tuotteen koko, sillä mitä suurempi
häkki tai merilaatikko sitä enemmän ja pidempiä lautoja tarvitaan.

41
Kuva 12. Työkortit
Kuvassa 12 on esitetty kahden erikokoisen merilaatikon työkortin osa, josta
näkyy, että lautamäärä on eri. Isossa merilaatikossa on 114 lautaa ja pienem-
mässä on 67. Vasemman puolinen tuntilista on merilaatikko, jonka pituus on
4 010 mm, eli laatikko kuuluu ryhmään M3 (iso merilaatikko) ja oikealla puo-
lella on laatikko, jonka pituus on 1 370 mm, joka kuuluu ryhmään M1 (pieni
merilaatikko).
10.2 Liikeaikatutkimuksen tulokset
Tässä osiossa kuvaan liikeaikatutkimuksen eli MOST-analyysien tuloksia. Tu-
lokset jakautuvat sahaus - ja kasaustuloksiin. Niin kun aikaisemmin totesin,
sahaus- ja kasausprosessit jaettiin vielä tuotekohtaisiin ryhmiin eli häkkeihin ja
merilaatikoihin, jonka jälkeen ne jaettiin koon mukaan. Näin ollen saatiin selvi-
tettyä laajemmin tarvittavia aikoja resursointi-työkalua varten.
10.2.1 Sahaus työvaiheiden tulokset
Kuvattuani jokaisen kokoryhmään kuuluvan tuotteen tein niistä MOST-analyy-
sit. Aluksi analyysin teko tuotti vaikeuksia, sillä monet työvaiheet olivat minulle
uusia ja en ollut varma, mitkä vaiheet kuuluvat kokonaisprosessiin. Kaikki sel-
laiset vaiheet, jotka eivät kuulu vakioprosessiin piti jättää pois analyysistä. Ha-
vainnoimisen ja haastattelemisen avulla oli helpompaa analysoida videoita.
42
Tietämys työvaiheiden nimityksestä sekä käytetyistä työvälinestä edesauttaa
analyysin tekoa. Aluksi videoiden analysoimisessa meni todella kauan aikaa,
sillä videolla näkyvät tuotteet olivat minulle vieraita. En tiennyt niiden nimityk-
siä tai käyttökohdetta, joten kysymällä ja muistiinpanojen tekemällä sain teh-
tyä selkeitä analyysejä, joista työjohto saa selvää. Tavoitteena oli myös saada
sellaisia MOST-analyysejä tehtyä, joista muut työntekijät saavat selvää mistä
työvaiheista on kyse.
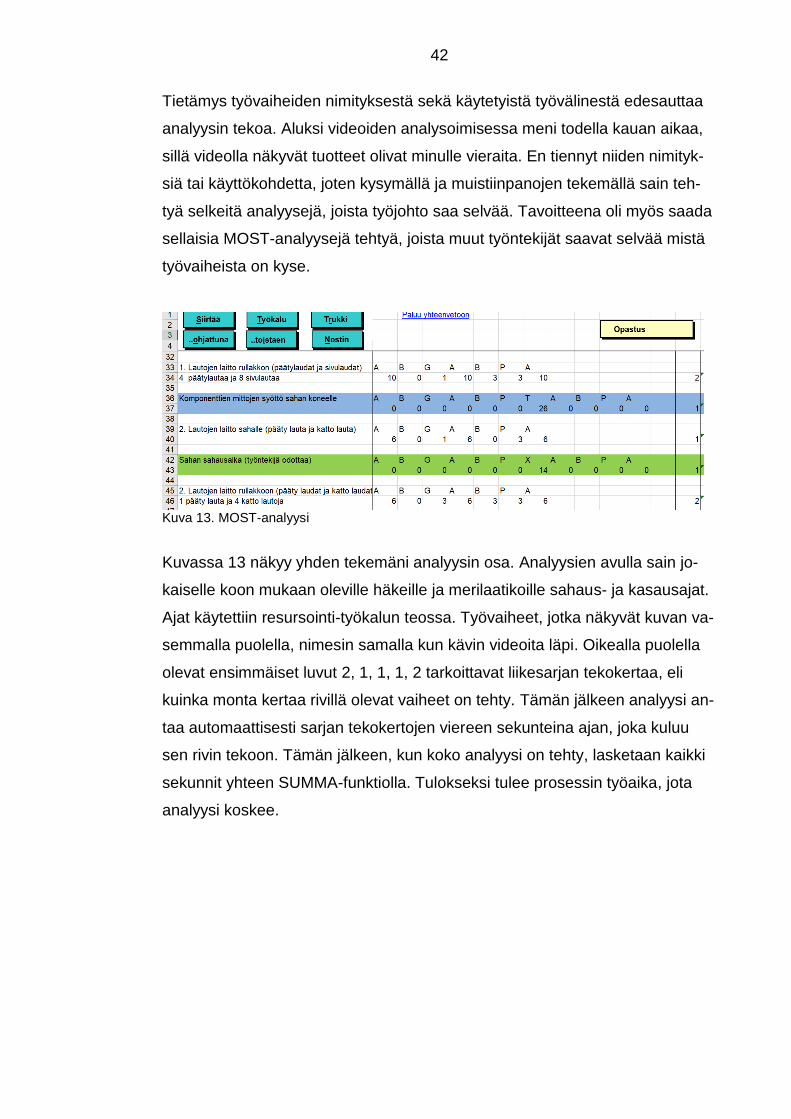
Kuva 13. MOST-analyysi
Kuvassa 13 näkyy yhden tekemäni analyysin osa. Analyysien avulla sain jo-
kaiselle koon mukaan oleville häkeille ja merilaatikoille sahaus- ja kasausajat.
Ajat käytettiin resursointi-työkalun teossa. Työvaiheet, jotka näkyvät kuvan va-
semmalla puolella, nimesin samalla kun kävin videoita läpi. Oikealla puolella
olevat ensimmäiset luvut 2, 1, 1, 1, 2 tarkoittavat liikesarjan tekokertaa, eli
kuinka monta kertaa rivillä olevat vaiheet on tehty. Tämän jälkeen analyysi an-
taa automaattisesti sarjan tekokertojen viereen sekunteina ajan, joka kuluu
sen rivin tekoon. Tämän jälkeen, kun koko analyysi on tehty, lasketaan kaikki
sekunnit yhteen SUMMA-funktiolla. Tulokseksi tulee prosessin työaika, jota
analyysi koskee.

43
Kuvassa 14 on ku-
vattu erikokoisten
häkkien työvaiheiden
ajallinen jakauma
prosentteina. Kaavi-
osta huomaa, että
H1 ja H2 kaavioista
suurin aikaa vievä
työvaihe on mittojen
syöttö sahalle, joka
on H1:ssa 26 % ko-
konaistyöajasta ja
H2:ssa 34 %. H3:n
suurin aikaa vievä
työvaihe on lautojen
laitto sahalle, joka on
23 % kokonais-
työajasta. H1:ssa ja H3.ssa iso osa työajasta painottuu myös muihin pienem-
piin työvaiheisiin, jotka
ovat mm, NAV:sta työlis-
tan tulostus, rullakon
haku, ylimääräisten lau-
tojen mittaus ja merk-
kaus sekä valmiin rulla-
kon vienti sille kuuluvalle
paikalle. Molemmissa
häkeissä prosentuaali-
sesti muut pienemmät
työvaiheet vievät 23 - 25
%, joka on ¼ kokonais-
työajasta. Kaavioista
huomaa, että H2 ja H3
sahauksen odotusaika,
eli aika jolloin työntekijä
odottaa sahan sahaavan
Kuva 14. Häkkien sahaus
Kuva 15. Merilaatikoiden sahaus

44
tuotteet, on lyhyin työaikaa vievä työvaihe. Ajallinen vaihtelevuus johtuu lauta-
määrästä ja pituudesta. Jos on paljon pitkiä lautoja, niitä ei jaksa samanaikai-
sesti laittaa sahalle tai rullakkoon, vaan niitä otetaan sellaisessa tapauksessa
vähemmän ja laitetaan useammassa sarjassa. Nämä prosentit eivät tarkoita
sitä, että esimerkiksi H1:n ja H2:n mittojen syöttö sahalle olisi ollut sama mo-
lemmissa 25 %. Tulokset näyttävät, että olisi sama aika kulunut, vaikka se on
sen tietyn tuotteen oman työajan prosentuaalinen osa.
Kuvassa 15 on kuvattu merilaatikoiden prosentuaalinen työvaiheiden välinen
aikajakauma. Mittojen syötössä sahalle on M1 ja M2 sama 26 % omasta koko-
naisajasta. Huomattava ero M1 ja M2 välillä on sahauksen odotusajassa, sillä
M1 odotusaika on 20 % omasta kokonaisajasta, kun taas M2 on 11 %.
Kuvassa 16 näkyy kaikkien ryhmien työvaiheiden ajallinen jakauma. Ajat eivät
näy kaaviossa, mutta silmämääräisesti taulukosta huomaa mikä ryhmä vie
eniten kokonaissahausaikaa. M3 sahaukseen kuluu eniten aikaa, kun taas vä-
hiten aikaa vie H1. Taulukosta huomaa, että H2 ryhmän sahausajassa mitto-
jen syöttö vie huomattavasti enemmän aikaa kuin muissa ryhmissä. Ainostaan
M3 ryhmän mittojen syöttö sahalle on ajallisesti korkeammalla, kun H2.
Kuva 16. Sahauksen työvaiheiden aikajakauma

45
10.2.2 Kasaus työvaiheiden tulokset
Kasaustietoja on ana-
lysoitu samalla tavalla
kuin sahaustietoja.
Kasaustietojen välillä
on enemmän poik-
keavuutta, kuin sa-
hauksien välillä. Ku-
vista 17 ja 18 voidaan
huomata, että kaikkien
ryhmien ”muita pie-
nempiä työvaiheita”
prosentuaalinen aika
on ryhmissä H1 ja M1
suurempi kuin muissa
ryhmissä. Prosentuaa-
linen aika on suh-
teutettuna kokonaisaikaan, joten vaikka se näyttääkin suuremmalta, voi se silti
olla ajallisesti vähem-
män vievää. Sivujen ka-
saus H2 ja H3 vie lähes
saman verran aikaa.
Prosentuaalisesti H2 si-
vujen kasaus vie 33 %
ja H3 32 %. H1 kasauk-
sessa päätyjen kasaus
vie 24 % kokonais-
työajasta eli noin ¼, kun
taas muissa häkkien
ryhmissä päätyjen ka-
saus vie 14 – 15 %
omasta kokonaisajasta.
Kuva 17. Häkkien pakkaus
Kuva 18. Merilaatikoiden pakkaus

46
Kuvassa 18 on merilaatikoiden työvaiheiden prosentuaalinen jakauma. Ku-
vasta näkyy, että M3:n sivujen kasaus vie huomattavasti enemmän aikaa kuin
muissa ryhmissä. Prosentuaalisesti se vie 43 %, joka on melkein puolet koko-
naistyöajasta. Kuvista huomaa myös sen, että työvaiheet ovat samoja, vaikka
ajallisesti vaiheiden teossa on suuriakin eroja.
Kuva 19. Kasauksen työvaiheiden aikajakauma
Kuvassa 19 on esitetty kasausten työvaiheiden aikajakauma. Niin kuin sa-
hauksen työvaiheiden aikajakaumassa, työvaiheiden aikoja ei ole näkyvissä,
koska tieto on salaista. Kuvasta voidaan kuitenkin päätellä mikä vaihe kussa-
kin ryhmässä vie eniten aikaa. Huomattavasti eniten aikaa vievä ryhmä on M3
eli isot merilaatikot. Kaikki merilaatikon työvaiheet vievät huomattavasti enem-
män aikaa kuin muissa ryhmissä. Ainostaan muut pienemmät työvaiheet M3
ryhmässä vievät vähemmän aikaa kuin, esim. H1 ryhmässä.
10.3 Haastattelutulokset
Kokonaisvaltainen prosessien ymmärrys syntyi haastattelujen avulla, sillä
pelkkä havainnointi ei antanut kaikkea tarvittavaa informaatiota. Joten haasta-
teltujen avulla työntutkimustuloksia pystyttiin vahvistamaan. Jokaisen videoin-
nin jälkeen kyselin tarkentavia kysymyksiä työntekijältä. Muun muassa rulla-
koon laitojen asettelu on selvitetty haastattelun avulla. Työntutkimuksessa
haastatellut henkilöt ovat mm. sahaajia, kasaajia, pakkaajia sekä muissa työ-
tehtävissä olevia henkilöitä.

47
Haastattelujen perusteella kävi ilmi, että vuoronvaihdos aiheuttaa tehokkaan
työajan vähennyksen. Yrityksen käytössä on liukumat, jotka vaikeuttavat pro-
sessin tasaista kulkua. Joten silloin, kun aamuvuoro lähtee kotiin, saattaa olla
0,5 - 1 h, ettei tavaraa valmisteta.
10.4 Resursointi-työkalun toteutus
Resursointi-työkalun toteutuksen ensimmäinen vaihe on sen ideointi. Suunnit-
telin operatiivisen päällikön kanssa tehtävän työkalun rakenteen, jotta saatai-
siin sellainen työkalu, jota pystytään hyödyntämään opinnäytetyöni jälkeen.
Päätettiin, että siitä tehdään mahdollisimman yksinkertainen ja kattava. Sellai-
nen, jossa ei ole liikaa ylimääräistä tietoa.
Olin tietoinen jo ennen opinnäytetyön aloittamista, että opinnäytetyöhöni kuu-
luu resursointi-työkalun toteutus. Haasteena työtä tehdessä oli epävarmuus
onnistumisesta, sillä kokemattomuus resursointi-työkalun toteutuksesta oli
isona haasteena tutkimustyön teossa.
Kuva 20. Ryhmien laskeminen
Kuvassa 20 on näkymä resursointi-työkalusta. Ensimmäinen vaihe työkalun
teossa oli se, että yhdistin kaikki tarvittavat analyysit samaan Excel-tiedos-
toon, jonka perusteella tein yhden yhteenvetovälilehden. Sieltä näkyy kaikki
tarvittavat työajat, jotka selvitin MOST-analyysien avulla. Tämän jälkeen valit-
sin NAV-sahausjonosta tarvittavat sarakkeet, jotka ovat oleellisia laskujen te-
kemiseen. Seuraavaksi tein tyhjän välilehden, jonne liitin NAV-järjestelmästä

48
sen hetkisen sahauslistan. Liitetyn jonon sarakkeisiin kuuluu reititysnumero,
tilauksen prioriteetti, nimikepituus, kuvaus, hakunimi, kommentti, koeajo sekä
salissa päivämäärä. Tämän jälkeen minun oli mietittävä, kuinka saisin ajat lii-
tettyä niin, että kyseisten tietojen mukaan laskut näyttäisivät mitkä tuotteet
ovat kyseessä.
Aloitin työkalun teon laskemalla reititysnumeron ja nimikepituuden avulla jokai-
selle jonossa olevalle tuotteelle ryhmän. Sain sen laskettua JOS-kaavalla,
niin, että jos reititysnumero on häkin, niin se antaa pituuden perusteella ryh-
män tunnuksen esim. H1. Tämän jälkeen laskin samalla tavalla merilaatikoi-
den ryhmät. Näin saatiin laskettua häkille ja merilaatikolle ryhmät omille ri-
veille. Tämän jälkeen tein omalle riville uuden JOS-kaavan, joka antaa koko
jonon ryhmät niin, että siinä näkyy mikä tuote on kyseessä kyseisellä rivillä.
Seuraavaksi PHAKU-funktiolla hain yhteenvetosivulta ryhmän mukaan olevat
sahaus- ja kasausajat. Tämän jälkeen laskin taulukon viereen tarvittavat tiedot
tarvittavan henkilömäärän saavuttamiseksi. Ensin laskin jonossa olevien tuot-
teiden määrän. Tämän jälkeen laskin kaikkien häkkien ja merilaatikoiden sa-
haus- ja kasausajat yhteen, jonka perusteella pystyin laskemaan jonon koko-
naisvaltaisen henkilöstömäärän. Laskin niin, että työntekijä tekee työpäivän
aikana 5,5 tuntia tehokasta työtä. Loput tunnit työajasta on tauoista, häiriöistä
ja vuoronvaihdoksesta johtuvaa aikaa, joita ei lasketa tehokkaaseen työai-
kaan.
Työkalu näyttää kuinka monta henkilöä tarvitaan koko työjonon suorittami-
seen, sekä kuinka monta sahaajaa ja kasaajaa tarvitaan suorittaakseen omat
työnsä. Työkalussa on huomioitava se, että kaikkia jonossa olevia tuotteita ei
pidä tehdä päivän aikana, sillä aina on jätettävä seuraavalle aamulle tuotteita,
että seuraavalla vuorolla on töitä.
10.5 Resursointi-työkalun testaus
Yksi tärkeimmistä asioista työntutkimuksessa oli, että resursointi-työkalu toi-
misi hyvin. Joten tutkin ja vertailin resursointi-työkalusta annettuja henkilömää-
riä todellisiin henkilömääriin. Tämän avulla myös selvitin, kuinka paljon päivit-
täin suunnilleen tehdään NAV:sta sahauslistassa näkyviä tuotteita.

49
Testauksen ensimmäinen vaihe oli, että otin päivän aikana noin tunnein välein
NAV:sta työjonon, jonka pistin tekemääni resursointityökaluun. NAV:ssa mi-
nulle tehtiin erilliset välilehdet sahauslistalle sekä kasauslistalle. Tämän jäl-
keen kopioin koko työkalussa olevat tiedot erilliselle Excel-välilehdelle ja nime-
sin välilehden sen päivän päivämäärällä. Tämän jälkeen tein pivot-taulukon,
joka lajitteli automaattisesi tuotteet ryhmittäin. Hain tehdyt tuotteet pivot -taulu-
kon viereen PHAKU-funktiolla. Jos tuote oli tehty sahauslistalta, niin tulokseksi
tulee ”PUUTTUU!”. Tämän jälkeen laskin kaikki tuloksella PUUTTUU! olevat
tiedot LASKE.JOS-funktiolla, jonka perusteella tulokseksi tulee luku, joka
osoittaa tehtyjen tuotteiden määrän. Seuraavaksi laskin tehtyjen tuotteiden
ajat. Hain PHAKU-funktiolla reititysnumeron mukaan tuotteiden sahausajat ha-
ettujen tuotteiden viereen. Tämän jälkeen poistin kaikki sellaiset ajat, jotka ei-
vät ole tuloksella PUUTTUU! vieressä, joka mahdollistaa sen, että voidaan
laskea tehtyjen tuotteiden kokonaisaika SUMMA-funktiolla. Vertailua tehtiin
päivittäin noin 16 kertaa kuuden viikon ajan. Tällaisella tavalla sain rakennet-
tua historiadatataulukon, joka mahdollistaa tietoihin palaamista myöhemmin
kehitystyön yhteydessä (kts Liite 7).
10.6 Kehitysideat
Tässä kohdassa esittelen opinnäytetyön aikana ilmeneviä kehitysideoita sekä
huomioita. Työntutkimuksen eri vaiheissa minulle tuli erilaisia huomioita sekä
kehitysideoita työtehtäviin ja työnhyvinvointiin, laatuun sekä työturvallisuuteen
liittyviin asioihin. Tein muistilistan Word-tiedostoon (kts Liite 6), jonka laitoin
yrityksen käytössä olevaan sisäiseen verkkoon eli intranettiin. Työnjohto voi
sieltä käsin tehdä tarvittavia toimenpiteitä asioiden ennaltaehkäisyyn tai asioi-
den kehitykseen.
Työntutkimuksen kautta ilmeni, että rullakoiden kylkeen olisi hyvä saada opas-
tetarrat, jotka näyttäisivät mihin kohtiin mitäkin lautaa kuluu laittaa säilytyk-
seen. Tarrat voisi laittaa rullakon molemmin puolin, jolloin yhdelle puolelle tu-
lisi häkin opasteet ja toiselle puolelle merilaatikon. Tämä helpoittasi sahaajaa
sekä kasaajaa. Varsinkin uuden työntekijän kohdalla tämä ratkaisu on todella
hyvä. Työntekijä oppii nopeammin lautojen paikat, joiden perusteella vältyttäi-

50
siin virheellisistä kasauksista. Huomasin myös, että ylimääräisille laudoille ole-
vat hyllyt ovat liian pieniä. Se vaikeuttaa lautojen laittoa hyllylle. Hyllylle laitet-
tavat laudat voidaan uusiokäyttää seuraavaa sahattavaa tuotetta varten, jos
se osuu pituushaarukan sisään.
Havainnoimalla huomasin, että kaikki työntekijät eivät panosta työntekoon sa-
malla tavalla. Tämän huomasin vertaillessani aamuvuoron sekä iltavuoron
tehtyjen tuotteiden määrää. Siitä päättelin, että vahtimattomuus iltavuoron ai-
kana on iso osasyy tuotteiden vähäisempään valmistamiseen.
Yksi kehitysideoista oli se, että tehtäisiin standardoidusti tuotteita. Niin, että
olisi vähemmän kokoluokkia, joka mahdollistaisi virheiden vähentyvyyden.
Ajatuksena idea oli hyvä, mutta kysyttyäni asioista tarkemmin, näin ei pystytä
tekemään. Tuotteet tehdään aina asiakkaan tilausten perusteella, joten vaikka
pakettiin paketoitaisiin vakiotuote, asiakas kuitenkin päättää millaiseen paket-
tiin hän sen haluaa.
11 POHDINTA JA JOHTOPÄÄTÖKSET
Tämä opinnäytetyö tehtiin HUB logistics Packaging Oy:lle. Tarkoituksena oli
selvittää yrityksen Kotkan toimipisteen sahaus- ja kasausprosessien ajat, jotta
toiminnanohjausjärjestelmän antaman jonon määrän mukaisten tuotteiden ajat
olisivat selvillä. Tarkoituksena tässä opinnäytetyössä oli myös resursointi-työ-
kalun rakentaminen, johon tarvittiin kyseiset työajat, jotta saataisiin selville työ-
määrälle tarvittavat henkilömäärät.
Työntutkimuksessa oli tavoitteena vastata erilaisiin johdatteleviin kysymyksiin
mm. miten voidaan vähentää kustannuksia ja laatuongelmia aiheutuvia töitä
sekä kuinka voidaan erilaisia työmenetelmiä tai prosesseja kehittää turval-
liseksi ja vähemmän kuormittaviksi.
Työntutkimuksessa kävi ilmi, että jos työntekijä kiirehtii liikaa mm. sahauspro-
sessin alkuvaiheessa eli laittaa sahan sahauskoneelle väärät mitat, syntyy
siitä ylimääräistä työtä. Näin siitä syntyy myöskin ylimääräisiä kustannuksia.
Työntekijä joutuu tekemään ylimääräisiä työvaiheita, ensimmäisen virheen ta-
kia. Näin ollen työn tekoaika suurenee.

51
Selvitin myös, että sahaus-, kasaus- ja pakkausprosessien välillä on suuriakin
eroavaisuuksia työkuorman suhteen. Havainnoinnin perusteella sahauspro-
sessissa työkuorma on alhaisempaa, kun kasausprosessissa. Sahauksessa
työkuorma on tasaisempaa, sillä työvaiheet ovat koko ajan samoja. Työkuor-
maa voidaan myös vähentää, siirtämällä pienempiä määriä lautoja samanai-
kaisesti.
11.1 Työntutkimustulosten arviointi
Tärkein työkalu tässä opinnäytetyössäni oli MOST-analyysi. Toimeksiantajan
toimeksiannon mukaan tein kaikista tarvittavista työvaiheista analyysit, joiden
perusteella sain tarvittavat tiedot resursointityökalun tekoon. Ajallisesti analyy-
sien teko vei eniten aikaa koko työntutkimuksessa, sillä yhden analyysin te-
ossa saattoi mennä jopa kaksi päivää. Helpoimmissa analyyseissä saattoi
mennä noin tunti. Työntutkimuksen aikana tein noin 20 MOST-analyysia,
joista noin puolet ovat sahaus -analyyseja ja puolet kasaus -analyyseja. Re-
sursointi-työkalussa käytettiin 12 analyysia, joista kuusi on sahaus -analyysia
ja toiset kuusi kasaus-analyysia. Toteutettujen analyysien iso määrä vahvistaa
työntutkimuksen tuloksia, sillä näin voitiin tarkistaa, onko analyysien välillä pal-
jon ajallista eroavaisuutta. Suuri eroavaisuus tarkoittaa, että analyysien välillä
on tulkintavirhe tai analyysissä on keskitytty väärään asiaan. Näin voitiin muo-
kata virheet, jolloin analyysien tulokset osoittavat todellista ja pätevää aikaa.
11.2 Yhteenveto
Työntutkimuksen ongelmat sekä päätavoitteet ratkaistiin ja saavutettiin. Työn-
tutkimuksesta on paljon hyötyä toimeksiantajalle, koska tulosten perusteella
pystytään ennakoimaan paremmin tulevaa työkuormaa sekä katsomaan pe-
ruutuspeiliin kerätyn historiadatan perusteella. Työntutkimuksen aikana luotu
resursointi-työkalu vastaa toimeksiantajan toimeksiantoa. Resursointi-työkalun
avulla pystytään optimoimaan henkilöstömäärä vastaamaan päivittäistä työ-
määräntarvetta. Samalla toimeksiantaja pystyy helpommin kehittämään toi-
mintojaan ja edistämään prosesseja entistä tehokkaammaksi ja laadukkaam-
maksi. Tulokset ovat myös hyödyllisiä mm. selvitettäessä yhden tuotteen toi-
mitusketjun kokonaiskustannusta. Tällä tavoin voidaan verrata, onko tuotteet

52
hinnoiteltu oikein. Pystytään myös sanomaan asiakkaalle yksittäisen tuotteen
arvioitu valmistusaika tarkemmin, sillä nyt työvaiheiden ajat ovat selvillä.
Tässä tutkimustyössä on tutkimuksen kannalta salaista tietoa, jota ei saatu kir-
joittaa opinnäytetyöhön. Aineistoa oli muotoiltava siten, että vain sellaista tie-
toa kirjoitin, joka on yrityksen näkökulmasta julkistettavissa. Tutkimustyön teki-
jänä minulla on myös salassapitovelvollisuus työntutkimuksessa olevista asi-
oista ja osallistuvien henkilöiden henkilöllisyydestä. Opinnäytetyö on kirjoitettu
niin, ettei henkilöiden nimiä tule julki. Joten tutkimustyön eettisyys sekä luotet-
tavuus pysyi koko työntutkimuksen ajan.
Tutkimustulokset ovat luotettavia, sillä viikkojen vertailujakson aikana työkalua
on kehitetty ja muunneltu niin, että se antaa mahdollisimman selkeitä ja pitäviä
tuloksia. Tutkimustuloksia voidaan myös käyttää tuleviin kehitysprojekteihin.
Tutkimustyön tekijänä opin erittäin paljon projektityöskentelystä, Opin myös
käyttämään erilaisia analyysimenetelmiä, joita ei koulussa opetettu. Yleisesti
ottaen kaikki selvitettävät asiat, joita työntutkimukseni käsittelee, olivat minulle
vieraita. Opinnäytetyön tekeminen oli todella opettavainen kokemus. Olen tyy-
tyväinen, että sain toteuttaa opinnäytetyöni toimeksiantona. Se mahdollisti
sen, että pääsi syvällisemmin ja tiiviimmin asioihin käsiksi, sillä näki asioiden
tekovaiheet käytännössä sekä pystyi soveltamaan koulussa oppimia asioita.

53
LÄHTEET
Anttila, E. 2018. Karhu ja tähti. HUB Logistics Packaging pakkaa Sulzerin
pumput.
Christopher, M. 2016. Logistics and supply chain management. New York:
Pearson
Mavisystems. s.a. Mictosoft Dynamics NAV. WWW-dokumentti. Saatavissa:
https://mavisystems.fi/microsoft-dynamics/ [viitattu 15.5.2018].
Hirsjärvi, S, Remes, P & Sajavaara, P. 2009. Tutki ja kirjoita. Helsinki: Tammi.
HUB logistics, 2018a. MOST-koulutusmateriaali. Kotka. HUB logistics
pacaking. [viitattu 15.5.2018].
HUB logistics, 2018b. PIT-esitysmateriaali. Kotka. HUB logistics Packaging.
[viitattu 15.5.2018].
HUB logistics. s.a. Lautalaatikot. WWW-dokumentti. Saatavissa: https://puu-
pakkaus.fi/fi/tuotteet-ja-palvelut/puu-ja-vaneripakkaukset/lautalaatikot [viitattu
1.8.2018].
HUB logistics. s.a. Lautahäkit. WWW-dokumentti. Saatavissa: https://puupak-
kaus.fi/fi/tuotteet-ja-palvelut/puu-ja-vaneripakkaukset/lautahakit [viitattu
1.8.2018].
HUB logistics. s.a. HUB logistics lyhyesti. WWW-dokumentti. Saatavissa:
https://www.hub.fi/yritys/hub-logistics-lyhyesti [viitattu 26.3.2018].
HUB logistics. s.a. Historia. WWW-dokumentti. Saatavissa:
https://www.hub.fi/yritys/historia [viitattu 22.5.2018].
HUB logistics. s.a. Puupakkaukset ja ratkaisut teollisuuspakkaamiseen.
WWW-dokumentti. Saatavissa: https://puupakkfaus.fi/fi/ [viitattu 26.3.2018].

54
HUB logistics. s.a. Tapamme toimia. WWW-dokumentti. Saatavissa:
https://www.hub.fi/yritys/tapamme-toimia [viitattu 24.5.2018].
Hyppänen, R. 2013. Esimiesosaaminen. Liiketoiminnan menestystekijä. Por-
voo: Edita Publishing Oy
JHS-suositukset. 2012. JHS 152 Prosessien kuvaaminen. WWW-dokumentti.
Saatavissa: http://docs.jhs-suositukset.fi/jhs-suosituk-
set/JHS152/JHS152.html#H4 [viitattu 1.8.2018].
Kananen, J. 2015. Opinnäytetyön kirjoittajan opas. Näin kirjoitat opinnäytetyön
tai pro gradun alusta loppuun. Jyväskylä. Suomen Yliopistopaino Oy.
Kananen, J. 2009. Toimintatutkimus yrityksen kehittämisessä. Tampere. Tam-
pereen Yliopistopaino Oy.
KvaliMOTV. s.a. Havainnointi. Menetelmäopetus. WWW-dokumentti.
Saatavissa: http://www.fsd.uta.fi/menetelmaopetus/kvali/L6_4.html
[viitattu 24.7.2018].
Lecklin, O. 2006. Laatu yrityksen menestystekijänä. Hämeenlinna: Karisto Oy.
Leino, T. 2016. Excel-käyttäjän käsikirja. Helsinki: Finn Lectura.
Logistiikan maailma. s.a. Logistiikka ja toimitusketju. WWW-dokumentti. Saa-
tavissa: http://www.logistiikanmaailma.fi/logistiikka/logistiikka-ja-toimitusketju/
[viitattu 13.8.2018].
Logistiikan maailma. s.a. Toimitusketjun kehittäminen. WWW-dokumentti.
Saatavissa: http://www.logistiikanmaailma.fi/logistiikka/logistiikka-ja-toimitus-
ketju/toimitusketjun-kehittaminen/ [viitattu 13.8.2018].
Sakki, J. 2003. Tilaus-toimitusketjun hallinta. Logistinen B-to-B -prosessi. Es-
poo: Hakapaino Oy.

55
Sakki, J. 2009. Tilaus-toimitusketjun hallinta. B2B - vähemmällä enemmän.
Helsinki: Hakapaino Oy.
Salminen, P. 1994. Tuotteiden ja toiminnan laadun kehittäminen. Tampere:
Tammer-Paino Oy.
Tiihonen, J, Ahokas, P, Neuvonen, J & Suikki, M. 2011.Työntutkimuksen kä-
sitteitä, menettelytapoja ja käyttökohteita. Helsinki: Teknologiateollisuus ry.
WWW-dokumentti. Saatavissa: https://www.teknologiateollisuus.fi/sites/de-
fault/files/file_attachments/tyomarkkinat_kannustava_palkkaus_palkkausta-
poja_tyontutkimuksen_menettelytavat.pdf [viitattu 2.7.2018].
TTS. s.a. Osallistuva työntutkimus. WWW-dokumentti. Saatavissa:
http://www.tts.fi/yrityksille/tuottavuuden_kehittaminen/osallistava_tyontutkimus
[viitattu 13.8.2018].
Viiala, R & Jylhä, E. 2014. Liiketoimintaosaaminen. Menestyvän yritystoimin-
nan perusta. Porvoo: Bookwell Oy.

56
KUVALUETTELO
Kuva 1. Työntutkimuksen rajaus. Ladygina, M. 2.3.2018.
Kuva 2. Kokonaisvaltainen laadunhallinta. Lecklin 2006,19.
Kuva 3. Liiketoimintaprosessi. Lecklin 2016, 124.
Kuva 4. Henkilötyön aikalajit. Tiihonen ym. 2011, 13.
Kuva 5. Fyysisen työn liikesarjat. HUB logistics 2018a.
Kuva 6. MOST SIIRTÄÄ -liikesarja. HUB logistics 2018a.
Kuva 7. Sertifikaatti. HUB. s.a. Tapamme toimia. Saatavissa:
https://www.hub.fi/yritys/tapamme-toimia [viitattu 24.5.2018].
Kuva 8. Merilaatikko. HUB logistics. s.a. Lautalaatikot. Saata-
vissa: https://puupakkaus.fi/fi/tuotteet-ja-palvelut/puu-ja-va-
neripakkaukset/lautalaatikot [viitattu 1.8.2018].
Kuva 9. Häkki. HUB logistics. s.a. Lautahäkit. Saatavissa:
https://puupakkaus.fi/fi/tuotteet-ja-palvelut/puu-ja-vaneripak-
kaukset/lautahakit [viitattu 1.8.2018].
Kuva 10. Merilaatikon lautojen asettelu rullakkoon. Ladygina,
M. 22.3.2018.
Kuva 11. Häkin lautojen asettelu rullakkoon. Ladygina, M.
22.3.2018.
Kuva 12. Työkortit. Ladygina, M. 17.7.2018

57
Kuva 13. MOST-analyysi. Ladygina, M. 15.3.2018
Kuva 14. Häkkien sahaus. Ladygina, M. 23.7.2018
Kuva 15. Merilaatikoiden sahaus. Ladygina, M. 23.7.2018
Kuva 16. Sahauksen työvaiheiden aikajakauma. Ladygina, M.
23.7.2018.
Kuva 17. Häkkien pakkaus. Ladygina, M. 23.7.2018
Kuva 18. Merilaatikoiden pakkaus. Ladygina, M. 23.7.2018
Kuva 19. Kasauksen työvaiheiden aikajakauma. Ladygina, M.
23.7.2018
Kuva 20. Ryhmien laskeminen. Ladygina, M. 9.6.2018
Liite 3. Teollisuuspuiston kartta. Näyttökuva. Saatavissa:
https://www.google.fi/maps/place/Karhulan+Teollisuus-
puisto/@60.5065775,26.9379777,888m/data=!3m1!1e3!4m5!3
m4!1s0x46910b7afd6b44bf:0xe1c11e0f550cf0d2!8m2!3d60.50
76274!4d26.9351695 [viitattu 18.7.2018]

58
Liite 1

59
Liite 2
Reit
itysn
ro
Tilau
ksen
pri
ori
teett
iN
imik
ep
itu
us
Ku
vau
sH
aku
nim
iK
om
men
tti
Ko
eajo
Salissa
päiv
äm
äärä
Ryh
mä
Sah
au
s a
ika
(sek)
Kasau
s a
ika
(sek)
Pakkau
s a
ika
(sek)
Päiv
äm
äärä
Jo
no
n m
äärä
Teh
okas t
yö
aik
a/h
lö
30.7
.2018
05,5
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
sek
min
h
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
00,0
00,0
0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Häkki yht
Meri
laatikko y
ht
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0,0
00,0
0m
in
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Jonon m
ukaan
Sahaus y
ht
Kasaus y
ht
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Häkki
0,0
00,0
0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Meri
laatikko
0,0
00
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Pohja
ton h
äkki
00
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
yht
0,0
00,0
0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Hen
kilö
Resu
rssit
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Sah
au
s (
max 2
hlö
)K
asau
s (
max 7
hlö
)
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Aik
a0,0
00,0
0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Henkilö
resurs
sit
0,0
0,0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Pyöri
sty
s0,0
00,0
0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Yh
teen
sä
0,0
0h
lö
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Pakkaus y
ht
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Häkki
0,0
0sek
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Meri
laatikko
0,0
0sek
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
yht
0,0
0sek
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Aik
a0,0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Henkilö
resurs
sit
0,0
0#P
UU
TTU
U!
#P
UU
TTU
U!
#P
UU
TTU
U!
Pyöri
sty
s0,0
hlö
Ko
ko
nais
työ
aik
a
Hen
kilö
Resu
rssit
Muoto
ile tiedot
Tyhje
nnä

60
Liite 3
Saha
Loha

61
Liite 4

62
Liite 5

63
Liite 6
1. Työntekijöiden välinen kommunikointi. Joskus informaatio ei kulje työn-
tekijöiden välillä, varsinkin aamu- iltavuoron välillä.
a. illanistujaisiset voisivat auttaa työntekijöitä rentoutumaan ja sen
avulla työntekijät ehkä tutustuisivat toisiinsa paremmin ja kom-
munikointi olisi sujuvampaa.
2. Ylimääräisten hukkalautojen hyötykäyttö
a. pienelle yrittäjälle?
3. Toisella sahalla on vähemmän tilaa kuin ”pääsahalla”
a. työntekijän on vaikea sahata suurempia lautoja ja siirtää niitä rul-
lakkoon
4. Toisella sahalla on myös paljon pienempi hylly ylimääräisille laudoille
a. hylly menee sekaisin nopeammin ja työntekijä joutuu tekemään
enemmän töitä, sillä suurimmassa osassa laudoista ei ole mer-
kattuna laudan mittaa
b. työntekijän pitää mitata lauta, jos tarvitsee pienemmän laudan
c. joskus osa ylimääräisistä laudoista on lattialla/ nojaa hyllyä vas-
ten ->Työturvallisuusriski.
d. tavaroiden järjestys uusiin paikkoihin? Layout?
5. Tunnistetarrat rullakoihin
a. lisätään molemmille puolille tarrat kuvaamaan mihin kohtaan mi-
täkin lautaa kuuluu laittaa. Toiselle puolelle häkkilautojen paikat
ja toiselle puolelle merilaatikon lautojen paikat. Sahaaja tietää tä-
män avulla mihin kohtiin laudat laitetaan
b. tämä helpottaa myös kasaajaa, sillä jos laudat ovat aina samalla
tavalla rullakkoon laitettu, kasaajan ei tarvitse arpoa/mitata mitkä
laudat ovat kyseessä
c. yhdessä sahauksessa työntekijä laittoi laudat rullakkoon seka-
vasti, joten työntekijä joka kasasi kyseisen tuotteen joutui mo-
nesti mittaamaan laudat, sillä ne olivat rullakossa ihan sekaisin
(eli tarrojen laitto rullakkoon tekisi työnteosta helpompaa ja sel-
keämpää kaikille)
6. Toisen sahan ja tietokoneen siirtäminen ylös?
a. kaikki pienet laatikot/ häkit tehtäisiin kauimmaisella kasauspai-
kalla, lopuksi trukkikuski hakisi yhdellä kerralla isomman määrän
valmiita tuotteita ja siirtäisi lopuksi lavetille
b. myös rullakoista osa siirrettäisiin ylös, ettei työntekijöiden tar-
vitse rullata niitä edestakaisin

64
Liite 7