production of malt-based syrups ... - university of nigeria
TRANSCRIPT

University of Nigeria Research Publications
OKPALANMA, Emeka Felix
Aut
hor
PG/M.Sc/88/6772
Title
Production of Malt-Based Syrups from Sorghum (Sorghum Bicolor) and Millet (Pennisetum
Typhoiodes) Grains
Facu
lty
Agriculture
Dep
artm
ent
Food Science & Technology
Dat
e
May, 1991
Sign
atur
e

I ~ ~ U C T I O N OF MALT-BASED SYRUPS FROM SORGHUM(SORGHUM BICOLOR) AND MILLET (PENNISEWM TYPHOJDES ) GRAINS
OKPALANMA, EMEKA FELIX PG/M .sc./88/6772 '
DEPARTMENT OF FOOD SCIENCE AND TECHNOLOGY FACULTY OF AGRICULTURE, UNIVERSITY OF NIGERIA,
iJSL'KKA.
I N PARTIAL FULFUS/1ENT OF THE REQUIREMENTS FOR THE AWARD OF MASTER OF SCIENCE DEGREE (M,SC,) I N
FOOD SCIENCE AND TECHN'OLOGY, UNIVERSITY OF NIGERIA, NSUKKA
MAY, 1991 .

Mr. Okpalamm, Emeka F e l i x , a postgraduate student i n
t h e Department of ~ ' o o d Science and Technology, and with
r e g i s t r a t i o n Number PG/M,~o/88/6772 has s a t i s f a c t o r i l y
completed t h e requirements f o r course and research w r k
f o r t h e degree of master of science i n Food Science and
Technology, The work embodied i n t h i s t h e s i s i s o r f g i n d
and has not been submitted i n part o r f u l l f o r any o t h e r
diploma o r degree of t h i s o r any other unive~sity,
t
Dr. C.C.1 OlQUOHA /&JkhM DR. A e L . IIGXDRONYE
SUPERVISOR.

DEDICATION
his thssis Is dedicated to all widours
who could muster enough courage, patience
to stay and train their children properly
as my mother did.
i r"

iii.
ACKNOWLEDGEMENTS
I want t o express sincere grat i tude and ' d e e p s t appreci~lt ion to
m. A. I. Ihekoronye, my S~p@JXisor, f o r the many hours hg spent i n
b l p i n g m e plan, canplete and evaluate this research project. I also
extend my th&s t o all my lectu~cers i n the department of Food Science
tind Technology. i
I grateful ly acknowledge t h assistance of the departmental
technologists .: Onuchukwu, Onyebuashi , Kalu and Nwokedi of ~ iochemis t ry
department.
I express my personal thanks to Rev. Fr. Eutabasfl i , M., M r . Obadiegu,
M., Dr . Chinyere, P. and Kene Oranu for many things. Also to M r . J. Nwabue
f o r h i s patience and for t i tude i n typing the. manuscript.
Fihally, I owe a special debt of grat i tude to a l l my lec ture rs i n
the University of I f e , during my f i r s t degree programme.

V.
Page TABLE OF CONTENTS
TITLE PAGE
CERTIFICATION
iii DEDICATION . .
ACKNOWLEDGEMENT
TIlBLE OF CONTENTS
LIST OF TABLES
v i i LIST OF FIGURES
v i i i ABSTRACT
INTRODUCTION
LITERATURE REVIEW
Production of Sorghum and Millet; Grains
sorghum grain . . Millet grain . . C h e m i c a l and Biochemical studies on Sorghum and Millet grains . . sorghun grain . . Millet grain . .
' i Malting' Character is t ics of Nigerian Sorghum and Millet VazLeties . . sorghum malt . . ~ i l l e t malt . . ~ l u c o s e syrups . . k f i n i t i ons . . ~e-s of Production of Glucose Syrups
~ c i d conversion . . Acid-enzyme conversion .. Enzymeenzyme conversion 2 2
Refining . . 25 ,
Properties and Functional uses of Glucose @..-..-\a ' C ) C )

Malt Based Syrupm . . Mtuihing method . . Preparation of m a l t syrups
MATERIALS AND METHODS . Materials . . Source of cereal grains .. Methods . . Determination of Malting Characteristics of the Cereal G r a i n s , Sorghum and Mil le t
Determination of moisture content
Determination of percentage foreign seeds and braken kernels , Determination of thousand corn weight
Determination of getminative energy
Determination of germinative capacity
Det@rmination of Optimum Malting conditions of the Cereal Grains ,,
Moisture Content as a function of s teep time
Determination of Optimum steep time
Determination of Optimum g e d n a t i o n period
Effects of ki lning a t 4s0c and varying periods of time on moisture con t e n t of the ma1 t.
Determination of malting losses as a function of gemination periods .. Production of Sorghum, M i l l e t Malts.
Evaluation of M a l t ' s qual i ty charac te r i s t i cs
Determination of Cold Water ex t r ac t
Determination of d i a s t a t i c power
Dekermhation of ~ o t water ex t rac t
Determination of malting l o s s
Studies on Malt's Amylases
Extraction of m a l t anylase
Preparation of 1% buffered s ta rch substra te

. vi i .
3.5.3 Preparatioh of Maltose Calibration curve 43
3.5.4 Datemination of optimum p~ f o r amylase ac t iv i ty . 44
3.5.5 Oetenninationof Optimum temperature fo r amylase ac t i v i t y .. 44 .
3.5-6 s ta rch Extraction £ran the Cereal grains 44
3 7 ~ r o x h a t e / ~ h e m i c a l Analysis. of grains, m a l t t i and starches f ran sorghum and m i l l e t . 47
3.7- 1 Crude Protein determination 47
3.7.2 Fat determination 48
3,.7.3 Crude fibre determination ' 49
3 ..7.4 ~ s h Determination
3.7.5 Total Carbohydratedetennination
3,'7,6 ~ e l s t i n L z a t i o n temperature determination 5 1
3.7.7 Starch determination in s ta rch concantrate by hydrolytic method. 5 3
3.8 Production of M a l t Based Syrups 5 4
3.8.1. wort Preparation by three stage'dacoction mashing method from sorghum malt 54
Effect of varying mash concentrations and aaccharification periods on reducing sugar contents of worts i n a three stage decoction mashing, .. I 54
Effect of varying concentrations of glucomylase and saccharification periods on the reducing sugar content of malt hydrolysates 5 5
M a l t Based Syrup Production 55 .
Glucose Syrup Production 5 6
Determination of some properties of syrups 57
~e t enn ina t ion of spec i f ic gravi ty/l)egtee baume' 57
Percentage reducing sugar content/ Dextrose equivalent(IX1 value determination 58
Determination of Colour 60

CHAPTER 4.
4.1
CHAPTER 5.
RESULTS AND DISCUSSION 6 1
Malting charac te r i s t i cs of the cereal grains, sorghum and millet. . . 61
Optimum malting conditions of ths cereal grains, sorghum and mi l l e t 62
Evaluation of m a l t 1 s qual i ty charac te r i s t i cs 68 Determination of optimum pH and temperature condi t iom f o r malt's amylase act ivi ty . 70 ~roximate/chemical analysis of the sorghum/ m i l l e t gra ins and malts. , . 74
Chemical analyses of starches extracted from millet and sorghum grains. 76 Effects of varying mash, glucoamylase concantra- t tons and sacchar i f icat ion periods on redwing sugar contents of the wort syrup. 7 7
Properties of malt based eyrups and acid enzyme converted glucose syrups. 81 . SUMMARY AND CONaUSICbJS 84
REFERENCES
APPENDIX
LIST OF TABLES
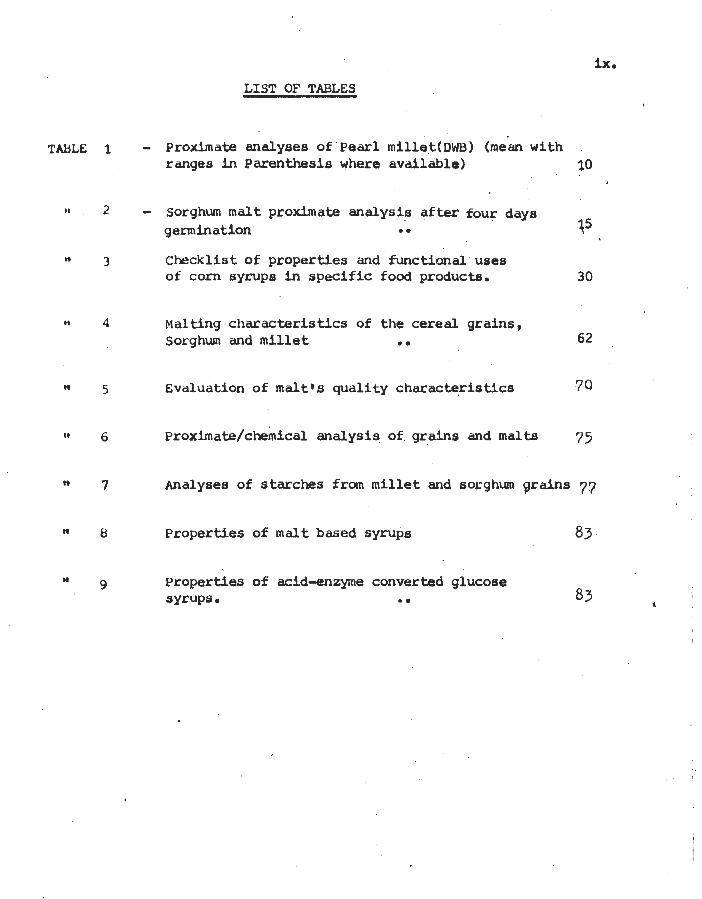
TABLE 1 - Proximete analyses o f .Pear l m i l l i t ( ~ W I 3 ) (meman with . ranges i n Parenthesis where available) $0
1, 2 - Sorghum m a l t proximate analysis a f t e r four days gemination . As
n 3 Checklist of properties and funct ional 'uses of corn syrupta In spec i f ic food products. 30
t* 4 Malting charac te r i s t i cs of the cereal grains, Sorghum and millet . 62
5 valuation of malt * s qual i ty [email protected] 70
@ 6 ~roximate/chemical analysis of grains and malts 75
n 7 Analyses of starches from millet and sorghum grains 77
8 Properties of m a l t based syrups 83 -
" 9 Properties of acid-cenzyme converted glucose 83 syrups. . . 4

LIST OF FIGURES
A General manufacturing procedure f o r corn syrups 25
Properties and functional uses of corn syrups 3 1
Flow char t of w e t mill ing operations i n s ta rch production from cereal grains .. 46
Flow char t of acid-enzyme converted glucose syrups production e m 56
Flowchart of malt based syrup production 57 ~t'
Plo t of moisture contents(%) against steeping time(hours) . . 63
Plo t of d i a s t a t i c power(o~) against steeping time (hours) a f t e r 4 days of germination 64
Plo t of d i a s t a t i c power (OL) against gurmination periods(days1 a f t e r Sohours of steeping . 6 6 .
Plo t of malting loss(%) against gemination periods(days) . 6 7
Plo t of moisture cogtent(%) against kilning period(hours) a t 45 C. . , 69
p l o t of mg maltose against p~ . 72 . .
Plo t of maltose ca l ib ra t ion curve 7
p l o t of mg ma1 tose against t e m p e r a t ~ r e ( ~ ~ ) \.73
p l o t of glucose standard curve 7 8
Plo t of mg dextrose against mash concentration(%) and time(hours1 . . 79
Plo t of mg dextrose against ~ 1 ~ = c s - i - ~ ~ L ~ c concentration(%) and time (hours)

xi. ABSTRACT
he s u i t a b i l i t y of two cereals(sorghum and millet) f o r the production
of malt-based slyrup w a s determined.
i'roximate analys is waa c a r r i e d on the grains. The g ra ins were steeped
f o r SO hours, germinated for 5 days a t room temperature and k i lned f o r 48hrs
a t 4s0c. Ma1 t i n g c h a r a c t e r i s t i c s of t h e g ra ins determined include: t h e
germinative energy, germinative capaci ty , 'Hot water e x t r a c t and d i a s t a t i c
power. Starch w a s ex t rac ted from the two g ra ins and used f o r syrup production
Optimum condit ions f o r the ac t ion of m a l t amylases in syrup production were
a l s o determined,
The ma1 tg s qua l i ty c h a r a c t e r i s t i c s analysed showed t h a t sorghum gra in
generated b e t t e r malt. Malted gains contained higher amounts of p ro te in and
crude f i b r e , and lower amounts of f a t , ash, and t o t a l carbohydrates than tha
h a l t e d gains. 1000 g r a i n s of m i l l e t and sorghum weighed 6-8 and 33,3g
respectively. Malting l o s s values w e r e 16-20% f o r m i l l e t and 12016% f o r
sorghum. Germinative capaci ty of the millet g ra ins was 85% while sorghum
gra ins had a germinative capaci ty of 90%. Hot water e x t r a c t values were
1 8 0 . 1 ~ ~ / k ~ f o r m i l l e t and 2 0 3 ~ ~ ~ ~ f o r sorghum, O~timum d i a s t a t i c power of
2 7 O ~ and 3 2 O ~ were obtained f o r m i l l e t and sorghum reepect ive ly , Sorghum
s t a r c h yielded syrup of a b e t t e r quality than millet s tarch . Sorghum s t a r c h
a l s o has a lower g e l a t i n i z a t i o n temperature and lower ash content than
millet s tarch . Optimum pH range f o r alpha amylwe a c t i v i t y i n both m a l t
e x t r a c t s was 6-7, Optimum tempera- range f o r anylase a c t i v i t y was
found t o be 40-50°c f o r m i l l e t and 60-70°c f o r sorghum.

CHAPTER 1
INTRODUCTION
The development of ma1 t based syrup involves th ree fundamental stages:
'(1) Production of m a l t by a process c a l l e d malting.
(ill Preparat ion of wort from t h e malt by d e m t i d n mashing process.
(iii) Further sacchar i f i ca t ion o f the w a r t to malt based ~ y r u p using
external microbial amylases. ,
Glucose syrup i s t r a d i t i o n a l l y produced from corn s t k c h , hence
its name 'Corn syrupr. I t is t h e pur i f ied 'concentra ted aqueous so lu t ion
of n u t r i t i v e saccharides o f Dextrose equivalent(DE) 20 o r more obtained .
by hydrolysis of e d i b l e s t a rches !Whistl.er a t ' al,, 1984). The hydro ly t i c , -1
agents include ac id , microbial amylases, malt amylases and combinations of
these. Fur ia (1968) has described the technology of glucose syrup
production, while M ~ C ;U&istgr(1979) has described t h e ac t ion p a t t e r n s of
enzymes used i n t h e commercial corn syrup production.
Malting is e s s e n t i a l l y a b io log ica l process in which t h e germination
of cereal g ra in i s c a r r i e d o u t in a con t ro l l ed environment. The t echn ica l ly
intportant f e a t u r e s of gemina t ion are t h e synth.gies of hydrolyt ic enzymes
and t h e degradation of t h e g r a i n structure. When both processes have
reached the des i red s tage , t h e germination is in te r rup ted by drying o r
k i ln ing,

Malting s tud ies have been done by severa l workers; Aisien(l983)
invest igated t h e u t i l i z a t i o n of soluble carbohydrates during sorghum
yern~indtion. . Novellie (1960) es tab l i shed t h a t sorghum ma1 t do not posses
t h e b - c u n ~ l c i s e ,protease, c e l l u l a s a and hemi$ellulase a c t i v i t i e s of e i g h t
c u l t i v a r s of process millets.
Decoction mashing t r a d i t i o n a l l y employs malt which is less modified . -. . L
thm t h a t used i n infusion mashing and is only l i g h t l y kilned(Briggs.5: &,
w r i n g t h e k i ln ing process, an optimum temperature is chosen t h a t
s t r i k e s a balance between t h e development.of the c h a r a c t e r i s t i c m a l t
f lavour, colour and the sustenance of high ma1 t d i a s t a t i c power. The 1
colour i s produced dur ing 'k i ln ing through mai l lard reac t ions between the
prote ins and sugars present i n t h e m a l t , (a na tu ra l browning reac t ion) ,
Malt based syrups are used widely i n the food industr ies:
(i) Brewing industry: D i a s t a t i c syrup contr ibutes t o converting o t b r
s tarchy adjuncts to simpler sugars while non-diastat ic mal t syrup
contr ibutes towards t o t a l fermentables.

(11) Malt syrups .are increas ingly being used as na tu ra l food colourants
thereby replacing caramels,
(iii) I n the baking industry, D i a s t a t i c malt syrups may be used i n breads
a s a yedst food t o r e l eas ing sugars n a t u r a l l y and con t r ibu te t o loa f volume
irnd texture. Malt syrup is a l s o used i n brown bread and dark cake manufacture,
breakfas t ce rea l ,and b i s c u i t manufacture . ( i v ) I n thcphannaceut ica l industry, m a l t syrup could be incorporated i n t o
i n f a n t l i q u i d drug mixtures a s sweetening, colouring and f lavour carriers. -
G ~ U C O S ~ syrup is widely used i n confectlonary and baking indus t r i e s ,
i n canning of f r u i t s and vegetables, s o f t drink indus t ry , i n beverages, and
other products requi r ing sweetness. Hoover(1963) has i l l u s t r a t e d t h e
functional p roper t i e s of corn syrups a s they r e l a t e b > t h e type of conversion,
f i g u r e '2 Hoover(1964) has a l s o prepared a c h e c k l i s t of p roper t i e s and
funct ional uses of corn syrups in a wide va r i e ty o f foods, (Table 9)
The value of Niger ia ' s annual consumption of glucose syrup was
estimated atsN80.625 mi l l ion and t h a t of c r y s t a l l i n e glucose In form of
dextrose monohydrate was est imated a t about W60 mil l ion(Federa1 I n s t i t u t e
of I n d u s t r i a l Research, Technical memorandum No, 25, 1970)- These d a t a
derived from the l imi ted market surveys conducted were more l i k e l y to be
an under es t imates than over-estimates.
I n Nigeria, t h e r e l a t i v e abundance o f Sorghum and millet crop8 w i t h
an average m u a l production f i g u r e of 4,8 metric tonnqr and 2.4 metric
t o m e s respectively(Sumraru* miscellanous paper 90, 1979), has prompted

the current research e f f o r t s towards cos t reduction. I n 1982 alone,
Nigeria's import value f o r m a l t was p u t a t about M40 mill ion i n foreign
exchmge. Both wheat and corn are today in Nigeria ,Golden cereals': EF!A, i
hence the quest f o r subs t i tu te and/or blends.
Malting of t h e loca l cereals , sorghum and millet, generate endogenous
malt amylases which augment the imported microbial amylaae used i n the .
sclccharification process of malt symp pr=2utticn, thereby saving cost.
A i m s and Objectives of the Study:
The study was carr ied o u t to prepare malt-based syrups from loca l ly
avail able cereal grains. The spec i f ic objectives were:
1. t o determine which of the two cereals , sorghum and m i l l e t has a higher
ma1 t ing potential .
2. to determine the malting conditions necessary f o r optimizing the ,
sorghum/ m i l l e t malts' d i a s t a t i c power.
3. to determine the leve ls of microbial ainylase and conditions su i tab le
f o r the production o f r e l a t i ve ly cheap malt based syrup.

CIWTER 2
2. LITERATURE REVIEW
2.1 Production of Sorghwn and M i l l e t grains:
2 . 1 Sorghum qrain:
h l though vorghum rank8 f o b # mong c e r e a l s in c u l t i v a t e d area world
wide following wheat, r i c e , and maize, i t i s the most important cereal i n
Nigeria occupying about 46% of t h e total land area devoted t o the growing
of ceredls. The a rea devoted t o sorghum has increased by about 25% over
the l a s t two decades growing from 4.6 mi l l ion hectares i n 1959 t o qin
e ~ t i m a t e d 6.1 mi l l ion hectares i n 1979. Sorghum present ly accounts f o r
about 50% of t h e t o t a l c e r e a l production i n the country. Production has \
gone from 2.5 mi l l ion metric tonnes i n 1960 to 4.8 mi l l ion metric t o i a s
i n 1978(Samaru miscellaneous paper No. 90, 1979). I n 1981/82, production
was 16,192 tonnes and y i e l d per hectare was 841 kilograms (Federal o f f i c e i
of s t a t i s t i c s , Lagos, 1983. Survey of modern Holdings of Agriculture
1981/82, p. 20).
The o r i g i n of t h e crop was traced to o the r regions of Africa, from
Ethiopia across the Sudan (Damon, 1962). . A survey of the indigenous
sorghum v a r i e t i e s reveal four economically important varieties name:ii, I
Guinea, kaura, Farafara , and Chad races (Buntung and C u r t i s , 1970).
2.1.2 ~ i l l e t grain:
Millet although n o t as important a s some of the o the r cereals when
t o t a l world production figures are considered >it is nevertheless t h e 6

6.
bas ic d a i l y d i e t ' o f severa l mi l l ion people i n Africa and I n d i a ( ~ a r t i n e t G., -
There is an average annual production of 2.4 mi l l ion metric t o m e s and
d nat ional average y ie ld of 75Okg/hd (Sanaru miscellanous paper, 90; 1979). - 1n'1981/82 production w a s 9,862 t o m e s , and y i e l d per hectare , 566 kilogram
( ~ e d e r a l Office of s t a t i s t i c s , Lagos, 1983). There are two main types of
millet grown i n Nigeria. These are the Gero and Maiwa types. The Gero
m i l l e t s are of s h o r t e r dura t ion taJcing 75-100days t o mature. Maiwa on the
o the r hand takes between 120-150 days t o mature. T k Gero type, because
of i t s g r e a t e r adap tab i l i ty , is favoured over maiwa and over 8C% of a l l
millet grown i n Nigeria is of the Gero type(Samaru miscellanous paper,
NO', 90, 1979'). Rachie (1974 l i s t e d the canmon and corresponding s c i e n t i f i c
names of t e n v a r i e t i e s of millets grown world over.
2,2 chemical and Biochemical s t u d i e s on Sorghum and Millet grains:
2,2,1 Sorghum grain:
'Neucere and sumrell (19801, s tudied the proximate analys is , f a t t y
dcid composition, f r e e sugars, mineral content and the i id is t r ibut ion of
tannins i n f i v e v a r i e t i e s of sorghum biccdor(L). Moench, They showed t h a t
the va r i e ty wi th predanlnantly f loury endosperm (NSA 740) has t h e h ighes t
prote in content , . Some d i f fe rences i n f a t , ash, carbohydrate, and , f i b r e -
contents w e r e a l s o noted among t h e f i v e v a r i e t i e s . The content of neu t ra l
l i p i d s i n the f i v e lines of g ra in sorghum ranged from 2.66 t o 3.49%. They
a l s o noted s u b s t a n t i a l d i f f e rences in t he mineral uptake of the f i v e
v a r i e t i e s and according to t h e r e s u l t of comparative m a l y s i s of f i v e

sugars i n theee v a r i e t i e s s tudied , nmely; f ruc tose , glucose., sucrose,
m d l toae a d raf f h o s e , f ruc tose and glucose comprised the h ighes t contents
of f r e e sugdrs. m
Rooney a d s u l l i n s (1970) i n t h e i r study, compared the g ra in produced
on d ip lo id ( 2 ~ ) and t e t r a p l o i d (4x1 l i n e s of t h e sorghum, Sorghum b ico lo r
(L) moench, c u l t i v a r T
propert ies . ~ c c o r d i n g
yredter i n kernel size
x 403 f o r physical , morphological and chemical
t o their r e s u l t s , g ra in f r an t e t r a p l o i d was
and p ro te in content and was lower i n s t a r c h content
and test ?eight than g ra in from the d ip lo ids . Mean values of d ip lo id and
t e t r ap lo ids were 12.8 and 15.x prote in , 72.3 and 68.8% s ta rch , 26.8 and
41.4 g/1000 kernels , and 74.3 and 70.0kg/hl respectively. The . resu l t
a l s o showed t h a t endosperm cells of t h e t e t r a p l o i d were l a r g e r than those
of the diploid. Kernel dens i ty and amino acid composition were similar.
Hoseney et &. , (1974 ) examined the s t r u c t u r e of sorghum gra in
samples by scanning e l e c t r o n microscopy. They observed t h a t t h e s o f t o r
opeque endosperm is charac ter ized by r e l a t h e l y l a r g e in te rg ranu la r air
spaces, and showed t h a t its s t a r c h was e s s e n t i a l l y round and covered with
a t h i n sheet of protein. Furthermore, they discovered t h a t t h e hard
endosperm resu l t ed from s t rong adhesion between prote in and s t a r c h and
a lso when t h e hard endosperm was f rac tured , many a ta rch granules were
broken r a t h e r t h k t h e s t a r c h p ro te in i n t e r f a c e being broken. Resul ts
a l s o revealed t h a t a dwarf v'ariety from Sudan. had r e l a t i v e l y few pro te in
bodies i n the endospenn
va r i e ty contained 3.019
and t h a t amino acid analys is confirmed
l y s i n e pe r 1009 prote in , s i g n i f i c a n t l y
t h a t this
more than

normal i n sorghum grain. 1
S u l l i n s and ROOney (1974') compared sorghum gra ins t h a t d i f f e r i n
endospenn t ex tu re and endospenn type i n order to evaluate the usefulness
of microscopy t o account f o r d i f f e rences observed i n the feeding p roper t i e s
of these grains. They observed t h a t t h e waxy.aorghum kernel sec t ions . . .
hdd the smdllevt proportion of per iphera l endospenn a rea of the four
g ra ins excrmined. The waxy sec t ions were a l s o more r a p i d l y so lub i l i zed by
pronase and alpha- amylase enzymes and by buffered .rumen f l u i d than, the
non w a x y sect ions. According t o them, the f indings 'might account f o r
observcltions of feeding trias in which steers fed non-waxy sorghum gra in
d i e t s r equ i re 8 t o 20X more feed t o produce a pound of g ra in than steer
fed waxy sorghum gra in d i e t .
Deyo et &., (1990) determined t h e proximate and amino ac id composition
of mature and immature samples of sorghum grain. Thei r d a t a i n d i c a t e
marked d i f fe rences in amino acid content. ~ h e i observed t h a t crude
p ro te in content of immature and mature sorghum gra in was shilar. The
feeding s t u d i e s which they c a r r i e d o u t showed less ava i l ab le energy fram
immature than mature sorghum grain.
Haikerual and ca hie son( 1971) determined total p ro te in and amino i
acid composition of a number ofsorghum sample including those from two
f i e l d experiments. They showed t h a t t h e germ contained ' t he h ighes t proportion
of prote in , followed by the whole kerzel, the endosperm and the per icarp
a l s o t h a t the amino ,acid c a p o s i t i o n of those p a r t s was d i f f e r e n t , with

higher proportion of lys ine , h i s t i d i n e , arginine, glycine, a sp&t ic acid,
threonine, and val ine i n the g e m , than t h e whole kernel.
2.2.2 Mi l l e t grain;
Bcrdi et_ &.,(I9761 i n their work, found t h a t pea r l millet s t a r c h
ranged i n diarneter from 8 - 12 11, somewhat smaller than corn o r sorghum
atarch. They observed t h a t pas t ing p roper t i e s of m i l l e t s t a r c h were
e h i l a r to those of sorghum s t a r c h , except during the 1 hour holding period
a t 95O~. They showed t h a t m i l l e t s t a r c h contained 1% amylose compared
with 23% i n sorghum s tarch . Arnylograms of m i l l e t f l o u r a l s o gave low peak
v i s c o s i t i e s compared to sorghum f l o u r ind ica t jng an ac t ive alpha-anylase 4)
sys tern.
proximate ana lys i s of millet g ra in has been c a r r i e d out. Shepherd
e t , dl., (1972) reported from E a s t Afr ica the proximate composit ionof - - m i l l e t g ra in ( ~ r y weight bas i s ) . P ro te in ranged between 11.5 and 13.8%
l i p i d ranged f r m 4.8 - 9.2%, f i b r e 1.0 - 3.8% and ash, 1.1 - 2.4%.
Table 2.1, shows t h e proximate ana lys i s a s reported by some authors,
general ly, p ro te in (%I vary from 8.4 - 21.8, l i p i d ( % ) from 2.9 - 7.5,
carbohydrate (%) ' f r a n 53.9 - 83.8, Fibre(%) from 1.2 - 10.7, ash ('961, from
Badi - e t ' -- aL., (1976) showed t h a t pea r l millet &aln endospenn was
composed of both hard( t rans lucent1 and soft(opeque) par ts . . The hard p a r t
h s t i g h t l y packed, polygonal shaped s t a rch - granules and a ma t r ix , p ro te in
containing r e l a t i v e l y l a rge , embedded p ro te in bodies. The s o f t endospenn

Fetu
ga
(19
77
) A
frica
Ga
dr
y and B
ideau
(19
74
) A
frica
nagbail( 1
97
7-~
erso
nd
l comnunication to Hulse
Afric
a
et
al.(1
98
0)
- -
Po
pli and
Sin
gh
(l97
2)
Ind
ia
L'p
rety and A
us
tin (1
97
2)
Range o
f means
Range o
f ra
ng
es
Nig
eria

hds lose ly packed, spher ica l s t a r c h granules c ~ v e r e d with a t h i n shee t
of proteih. The s o f t endosperm conta ins many a i r spaces, and no p ro te in
bodies.
Lorenz a d liinze ( 1976 determined a d c&npared t h e functi&nal
c h u a c t e r i s t i c s of p r o s and fcrxtai l millet s tarches with those of wheat
and rye starches. The m i l l e t starches showed higher water binding
c a p c i t y values and g e l a t b i z a t i o n temperatures than t h e wheat s tarch.
with two exceptions, the millet s t a rches produced swelling power values
d t 90°c which were similar t o those of the wheat s tarch . They observed I
t h a t the s o l u b i l i t i e s of t h e millet s t a rches were lower than those of t h e
wheat s t a r c h , except f o r t h e s t a r c h from one va r i e ty of m i l l e t ; and t h a t
the amylograph v i s c o s i t i e s of m i l l e t s t a rches were higher than those of
the wheat s t a r c h a t a l l re ference points.
l tasule~(1977) - - s tudied t h e weight and composition of m i l l e t parts . He
found t h a t the seed coa t s contained r e l a t i v e l y high percentage of prote ins ,
sugars, and f a t s . The seed c o a t s had high contents of pentosans,
ht?raicelluloses, and f i b r e which are s i g n s o'f low n u t r i t i v e value. Removal . of seed c o a t s from m i l l e t s l e d to a higher n u t r i t i v e value.
Ramachandra - e t ' &.,(1977), found t h a t the t g t a l phenol and tannin
l e v e l s of f i n g e r millet v a r i e t i e s i n d i c a t e wide va r i a t ions i n phenolic
contents. T-hey showed thatqwhite g ra in v a r i e t i e s had lower phenolic
content than, the brown-grain varieties. I n v i t r o p ro te in d i g e s t i b i l i t y
values of low tannin samples were higher than those of t h e high tannin

simples. Dehulling had e f f e c t of removing most o f . t h e phenolics from
f inger , rnille t gra ln w i t h .concomitant increase i n i n v i t r o p ro te in
d i g e s t i b i l i t y .
A U ~ U S t - et A. , ( 1979) , analysed f o r p r a k h , SZL~Z acid c = p ~ s i t i W ,
and mineral assay of 14 inbreed l i n e s of pea r l millet(Pennisetum americanum
(L) ~ e a k e ) from the p lan t ,b reed ing . proyrdn a t Ti f ton , Georgia. T k i i r
d a t a shared t h a t p ro te in con ten t varied 'from 10.7 - 17.1%. Chemical
scores on the amino ac ids showed l y s i n e t o be the l imi t ing amino acid.
hey es tab l i shed t h a t mineral content var ied considerably among the
d i f f e r e n t hybrids. The predominant elements were phosphorus and potassium.
p r u t h i and ~ h a t i a ( l 9 7 0 ) s tudied two improved strains4 of Pennisetmm - i
t ypho ideun(@baj ra@) and were found t o have a l i p i d content of about 5.0%
and bound l i p i d content of about 0.5%. They observed t h a t i n the non-polar
f r a c t i o n , s t e r o l esters, hydrocarbons, xd t r ig lyce r ides , are t he p r inc ipa l
cons t i tuents . They separated polar l i p i d s by twodimentional tNn- layer
chromdtography and l e c i t h i n was found to be t h e major component.
Dorisova et s . , ( 1 9 8 2 ) inves t iga ted the e f f e c t of various s t ages of
t h e tecthology of process m i l l e t on t h e amino acid con ten t of m i l l e t
protein. They s t a t e d t h a t t h e l e v e l s of methionine and ty ros ine in
husked m i l l e t increased by about 1196, whereas those of l y s i n e and g lycine
decreased by 1% and 11% canpared to unhusked millet. Polishing of
husked m i l l e t decreased t h e l e v e l of g lycine by 22.- and t h e l e v e l s of
threonine, tyros ine by 7.1% to 13.8% compared to unpolished husked m i l l e t .
Cooking of polished husked m i l l e t decreased to ta l amino acid content by

2.3 ~ d . t ing chdrac teristics of Nigerian sorghum and Millet var ie t ies :
2.3.1 Sorghum malk
Aisian G,, g., (1978) in a study of the germination behaviour of
Guinea corn, (Sorghum vulgare) inves t iga ted its percentage germination
(germination energy) and length of the ascrospi re ranged between 2-2.5cm,
1 he r e s u l t a l s o showed t h a t the optimum moisture con ten i f o r rapid .
gemina t ion was between 35 and 40%, a t opkhum temperat ire of 22Oc. he
r e s u l t s f o r the rest of t h e germinative capci ty , percentage germination a t
d i f f e r e n t times of gemina t ion are tabulated.
Daiber and ~ o v e l l i e ( 1 9 6 8 ) found t h a t g i b b e r a l l i c acid had l i t t l e e f f e c t
on amylase development in normal k a f f i r corn. They observed t h a t only
immature seeds and very l a r g e g ra ins produced more amylase when t r e a t e d with
g i b b e r a l l i c a c i d , - b u t this e f f e c t was much smaller than t h a t found with
barley. They concluded on f u r t h e r inves t iga t ion t h a t amylase ,formation i n
sorghum appears t o be preponderantly' a function ' , of the embryo.
~ o v e l l i e ( l 9 6 0 ) e s t ab l i shed t h a t sorghum malts are poor i n betzi-amylase
compared with ba r l ey malts( b u t s i m i l a r t o Oat and r a g i ) and do not possess i
high d i a s t a t i c power, H e showed t h a t sorghum malts contained beta-ainylase
i n considerable quan t i t i e s , 18-39% of Ule sdcchslri-k'ying r lct ivi ty being due
t o the beta-amylase. H e found t h a t t h e alpha-and b e t a - amylases developed
a t approximately t h e same r a t e during germination since t h e i r ra t io(which
vAries from 0.22:l to 0.64:1) was p r a c t i c a l l y cons tant throughout the
ma1 t i n g process.
~ i s i e n ( 1 9 8 2 ) i n h i s s t u d i e s found t h a t modification i n t h e sorghum
gra in endosperm during seedling growth and malting was associa ted mainly

w i t h increased a c t i v i t i e s of alphsmylas4endo-b)-4lucanase, l i m i t
dextrincise and endoprotease. H e found t h a t t h e major s t a r c h - degrading
enzyme was alpha-amylase and also observed t h a t t h e a c t i v i t i e s of endo-
/+gluccmase, l i m i t dext r inase a d endoprotease were comparatively higher, in
t h e endosperm than in the embryo during seedling growth.
~ d y l o r ( l Y 8 3 ) i n h i s study, observed t h a t when sorghum i s malted, much
of t h e ni trogen i n the kernel i s t ransfered to the roo t s and shoots. H i s
exanination of Osborn p ro te in f r a c t i o n s ex t rac ted from t h e kernel r evea l s
t t ~ t ds i n the case of ba r l ey t h e prolamins are t h e major source of t h e
ni trogen t ransfer red . E'urthennore, he fouhd t h a t t h e 'two most important
f r e e ac ids of sorghum m a l t appear t o b e asparagine and glutamine, as i n
germinated wheat and maize.
w i l l i a m ( 1983) s tudied t h e e f f e c t s of tannin on malting a s we1 . l a s the
change i n polyphenols during malting of b i rd - res i s t an t and non bird-
r e s i s t a n t c u l t i v a r s , H e observed t h a t no d i f fe rence could be found i n
the percent germination nor in the r o o t and shoot production of t h e m a l t s
of the two c u l t i v a r s , H e found t h a t t h e r e was an. increase i n the antho-
cyanidin content of the r o o t s and shoots during malting.
~waifotl983),9ma-irradi~~dtw0 Nigerian species of sorghum - Sorghum acaUdatum(sk. 5912) and sorghum guineense(HP 3 ) p r i o r t o malting - 9' on a c o b a l t i r r a d i a t o r . H e exposed t h e spec ies to t h e following doses;
0.22, 0.44, 1.76, and 4.95 krd - I n t h e assays f o r d i a s t a t i c power,
/+amylase, and a lpbany l - . W h i l e i n t h e assays f o r germinative energy
and lengths of r o o t l e t s and acrospire,, they were exposed t o a dose of
0-5 krd. H e found t h a t a dose of 1.76 krd ra i sed the d i a s t a t i c 'power,

6-mylase ,g(- dmylclse, germinative energy, and lenghts of roo t l e t s and
crcrospire ~n(utimcrlly r e l a t i ve to those of the unirradiated sorghun is' t%
species studied. H e observed t h a t the e f f ec t of 1.76krd was, however,
higher i n Sk 5912 species than i n HP3 species.
irnfchie( 1982) studied f i ve Nigerian sorghum 'var ie t ies B.E.S., F.F.B.L.
~ ~ 2 1 , ~ ~ 1 4 9 9 , and LRV, and came c u t with results of the proximate analysis i
a f t e r four days of geminat ion as shown on tab le 2.2 below,
TABLE , 2 .
SORGHUM MALT PROXIMATE ANALYSIS (ANICHIE 1982)
-- - -- -- - - -
Ma1 t ing l o s s (%) 25,OO 24.00 22-00 22.50 17-82
log f i l t r a t i o n time 1.2b 2 .01 1.62 1.78 1.52
Ma1 t Nitrogen (%I 1, 70 1.68 1-61 1-54 1- 74
Aisien (1982) investigated the u t i l i z a t i o n of soluble carbohydrates
during sorghum germination and seedling growth, He determined sucrose,
raff inose and fructose leve ls in the scutellvn of i n t a c t and excised
sorghum seedling during growth, H e found t h a t i n the scutellum of the
i n t a c t grain embryo, sucrose and ra f f inose l eve l s declined sharply over
the germination phase but increased a t post-germination ( i e roo t enwgence)
a s hexose sugars from the modifying endosperm passed into t he scutellum.

tie observed t h a t maltose, maltotxiose and glucose were the main products
of t he enzymic modification of t h e endospem during seedling development,
which is a post-germination event atxi therefore concluded t h a t the growing
. -.---z --! cf the embryo, with its higher inver tase a c t i v i t y showed grea te r
cdpdcity f o r sucrose metabolism than t h e scutellum.
2.3.2 Millet Malt: I
opoku et &.,(1981) geminated m i l l e t g ra ins f o r 84h and kilned a t
45Oc to obta in a m a l t product. They conducted analys is of vitamins,
phytate, oxillate, tannins, total phenols, and calcium t o determine t h e
nu t r ' i t iona l value of t h e g ra ins and the malt. hey found t h a t the., . levels
of vitamins were higher i n t h e malt than i n t h e grains. Also t h a t s l i g h t
increases i n p ro te in and tote$ phenol w e x e observed in the m a l t , while
l i p i d , phytase, and oxala te l e v e l s decreased during malting. The r e s u l t
of the proximate analys is w a s given i n a table. . '
Skovron and Lorenz (1979) determined t h e - a?ylase, protease,
ce l lu lase , and hemicullulase a c t i v i t i e s of e i g h t c u l t i v a r of proso
(~anicum miliaceum) m i l l e t s . They found t h a t a l l t h e c u l t i v a r s showed
b-my1 ase, pro tease , c e l l u l a s e and hemicellul ase a c t i v i t i e s with the
exception of one sample that sllowed no hemicellulase ac t iv i ty . The
optimum pH f o r b-amylase a c t i v i t y was found t o be approximately 5.0, and
production of maltose per in'illilitre of e x t r a c t ranged from 0.73 t o 1.93 f i a f t e r l h of incubation a t pH 5.25. Also t h e pH optimum f o r protease
6
a c t i v i t y was near 3.0 and 5.0, production of tyros ine per m i l l i l i t r e of
e x t r a c t ranged f r m 12.5 to 75.5 Yj aftez ii! of h~&i i i io i i ai pH 4.8.

Opokus 3 d., (1983) s tudied the quan t i td t ive and q u c l l i t ~ t i v e changes
i n cdbohydra tes , prote ins , and l i p i d ma te r i a l s during t h e germination of - mil le t . They found t h a t a two-stage metabolism was exhibi ted during
ycrmin~i t i o n a d t h ~ t Y t a c h content d e c r e a o d during germination which
coincided with cir~ increacja i n so lub le carbohydrate and p r t e ins . . They
f u r t h e r observed t h a t tho high l i p i d content of the g r a i n was reduced t o
Ueleia culd arts son-Varriano(198Ib) s tudied the e f f e c t of pea r l millet
dnylases on i n t a c t s t a r c h granules and heated s t a r c h suspensions, Amylases
i n crude m i l l e t e x t r a c t s showed higher amylolytic a c t i v i t y on wheat s t a r c h
than on m i l l e t s t a r c h , both in amylograph determination and s t u d i e s on
hydrolysii of raw starches. According to the r e s u l t s , t he a c t i v i t y p a t t e r n
of m i l l e t alpha amylase was similar t o t h a t of o t h e r cereal alpha amylases
' . with t h e r a t e of appearances of hydrolysis products being dependent on the
p a r t i c u l a r s t a r c h subs t ra t e s ,
Gudisevd e t ' &., ( 1981) screened twelve v a r i e t i e s of sorghum( Sotghwn - b i c o l o r ) , 14 v a r i e t i e s of pea r l millet(Pennisetwn typhoidem), 12 v a r i e t i e s
of s e t a r i a ( s e t a r i a italics), four v a r i e t i e s of ragi(E1eucine coracana),
11 v i d e t i e s o f echinocloa m i l l e t (Echinocloa colona) , 13 v a r i e t i e s of
proso (Panicium meliacem), 11 varieties of kodo ;, (Paspalum scorbiculatum),
did 11 v a r i e t i e s of miliare(Pani.ciwn mi l i a re ) f o r inh ib i to ry a c t i v i t y
aga ins t human s a l i v a r y amylase, Echinocloa, proso, kodo and miliare had
no de tec tab le a c t i v i t y . Two s t r a i n s of sorghum and one s tra ip of pear l
millet d id n o t show .&-anylase i n h i b i t o r y ac t iv i ty . ~ l l o t h e r seeds had
6
ac t iv i ty , the highest being observed i n sorghum. According t o the r e su l t s ,
the inh ib i to rs were non-dialysable and were inactivated by pepsin treatment.
Also s e t a r i a and 8orghum inh ib i to rs vere r o l a u v e i y t inenoiab i le compared
to r a g i and p e u l m i l l e t inhibitors.
Maileshi and Desikacha (1979) evaluated the malting potent ia l of high
yielding var ie t ies of ragi(E1eusine coracana). Three were found t o be of
good malting var ie t ies as they possessed good germinative energy, high
amylase ac t iv i ty , with good y ie lds of malted flour. Gemination conditions
were 24h .teeping and 72h germination a t 25-26O~.
s k o r a i n and ~ag le (1973) in evaluating the use of ba j ra o r pearl
mi l le t fo r malting purposes, compared the beta amylase ac t i v i t y of ba j ra
and barley malts. They found t h a t beta amylase ac t i v i t y of germinated
bajra increased up to 30h and decreased up t o 72h., while t h a t of barley ?
increased continuously up to 72h. They therefore concluded t h a t i f ba j r a
i s t o be used f o r m a l t production, then sho r t malting i s radvocated.
Abdul-Hassan and Varriano-Martson(1982) -s tudied the amylolysis of .
pearl m i l l e t s t a rch and its f rac t ions by pear l m i l l e t alpha amylase.
Gemination resul ted in a 120 fo ld increase i n spec i f ic ac t i v i t y of the
enzyme over t h a t of the alpha amylase f ran mature grain. Results showed
t h a t raw m i l l e t s t a rch w a s r e s i s t a n t to attack by alpha amylase. Fran
germinated mi l l e t , a lso amylase was readi ly hydrolysed by pur i f ied millet
alpha my1 ase, while sane portions of m i l l e t anylopectin were hydrolysed
slowly by alpha amylase.

t ' d et A., ( lgVl6 ) found t h a t decreasing germination temperatures .
fruu 35 t o 2 5 O ~ i n b a j r a and from 25 to 1 5 O ~ i n bar ley , =esul ted i n a '
s i g n i f i c a n t increase in t o t a l amylolytic a c t i v i t y a s w e l l as p r o t e o l y t i c
a c t i v i t y of green malts prepared fram the two cereals.. They observed
t h d t t o t a l m y l o l y t i c a c t i v i t y was mainly due to b e t a amylase i n both
m d l t k 4 , more s o i n b a j r a malt. They suggested t h a t the germination a t low
temperdture l eads t o b e t t e r y i e l d s a s w e l l a s qua l i ty of malt.
Pokhryal e t a l . , (1977) s tudied hybrids of pear l m i l l e t g r a i n s - - (Pennisetum typhoides Linn(Brum) stapt .dnd tiubb), They examined hybrids
f o r t o t a l p ro te in content and amino acid spectra. They found t h a t p ro te in
values ranged from 11.0 - 14.7X. Lysine and threonine which are l i m i t i n g
amino ac ids according t o chemical score showed range of 2 .S6 - 3.46 and
1.99 - 2.44 g / 1 6 g ~ , respectively. ,
L'dl a d., ( 1973) compared various p roper t i e s of m a 1 t from b a j r a with
t h a t of bar ley malt. They observed t h a t proximate analys is r e s u l t s of the
two mal ts showed l i t t i e d i f fe rence i n t h e i r canposition. Both b a j r a and '
8
bar ley malts had comparable amylolytic a s w e l l as p r o t e o l y t i c a c t i v i t i e s .
According t o t h e r e s u l t , there w e r e very few d i f fe rences i n enzymatic
physical p roper t i e s of a good malt though it developed a b i t t e r t a s t e
a f t e r a s h o r t t i m e .
2.4 Glucose Syrups:
Contdolled hydrolysis of s t a r c h with ac id , enzymes, o r combinations
of these y i e l d s severa l s t a r c h hydrolysates which include: glucose syrup,

rnaltodextrinu, high maltose syrup and high fructose corn syrups and the i r
sol ids respectively . s t a c h from corn, sorghum, mi l l e t , potato, tapioca and other p lan t
sources are used i n producing those hydrolysates.
2.4.1 ~ e f initions:
Gl~.~cose syrup(Corn syrup). Is the pur i f ied concentrated aqueous
solution of nu t r i t i ve saccharides of DE 20 o r more'obtained by hydrolysis
of edible starch.
Maltodextrin: Is a mixture of purified nu t r i t i ve saccharides obtained
by hydrolysis of s tarch having a DE of l e s s than 20. r /
~ i g h Maltose syrup: as t h e name implies has a higher than normal
maltose content when compared t o other enzymatically produced sykps.
High fructose corn S~~UE(H.F.C,S): Is corn syrup
additional s tep of enzymic conversion of a portion of
fructose .
produced with the
P.glucose t o D-
Dextrose Equivalent(DE): Is an indication of t o t a l reducing sugars
calculated as D-glucose on a dry-weight basis. The DE value is inversely
re la ted t o the degree of polymerisation,(DP).
~non,(1979) c l a s s i f i ed corn sywps according to method o t conversion;
acid conversion, acid-enzyme conversions and enzyme-enzyme conversion.
2.5 ~ e t h o d s of production of ~ ~ U C O S ~ Syrups:
2.5-1 Acid Conversion: Acid conversion process i s carr ied out i n d: pressure
vessel termed a I c ~ n v e r t e r * ~ # t a r c h is mixed with water t o form a suspension
o r s lurry , containing 3040% dry starch. The required amount of d i l u t e acid,
usually about 0.12%, based on the weight of s tarch, is added and the

tt.rnper*tu~.e rdised by l i v e stem to 140-1600~. The heating continues f o r
12-20 minutes, The cooked o r ge la t in ized s t a r c h i s converted f i r s t t o the
higher polysdccharides. As t h e process proceeds, o the r sugars are produced;
~ c c o r d i n g B e M i l l ~ ( 1 9 6 7 1 , tlle #- D -(1 4 4) l inkages undergo
hydrolysis more e a s i l y than do the 4 - U - (1 3 6 ) linkages. Furthermore,
l inkages nearer the non-reducing end of t h e s t a r c h polymer are hydrolysed
more rapid ly than bonds located in the polymer i n t e r i o r , r e s u l t i n g therefore
i n a random hydrolysis.
H a r ~ e y ~ ( 1 9 8 3 ) observed t h a t acid hydrolysis of g ra in products is
considered t o modify f a t t y and p ro te in cons t i tuen t s , r e s u l t i n g i n off- ,
flavoured materials . According t o . h i m , acid hydrolysis con t r ibu tes to
the }\reduction of miscellaneous sugar products t h a t in t u r n can con t r ibu te
t o va r i ab le f lavour and fennentabi l i ty .
w i t t and Blythe (1976) inves t iga ted the fermentabi l i ty of m a l t worts
s u p & n e n t e d with 35% acid - thinned and 35% enzyna thinned corn syrup
s o l i d s , respectively. Under p i l o t brewing condit ions, t h e worts containing
the acid-thinned syrup showed a slower fermentation r a t e ,
2.5.2 Acid-enzyme conversion:
~cid-enzyme converted corn syrups are produced by m e a n s of a two-
s t age hydrolysis. The f i r s t s t a g e ( l ique fac t ion) is accomplished wi th
ac id , a s described above, and i ts e x t e n t i s determined by the des i red DE
value and carbohydrate cornposition of tine f in i shed syrup. The second
s t age (sacchar i f ic i l t ion) i s c a r r i e d o u t by means of s t a r c h hydrolysing
enzymes, usual ly O(-my l a s e , P-amylase and glucoamylase depending on
t h e required type of corn syrups and its composition. he ac t ion p a t t e r n s

22.
of enzymes used i n canmercial corn aymp manufacture have been described
by Mac All ioter (1979).
he scid-enzyme process according to Ough (1962) tends t o eliminate
carbohydrates degradation products and b-linked reversion products such
as gentiobiose. Hurst and Turner(1964) have described a patented process
for production of highly fermentable, non -~~~~ t&! , I i z i ; ; g corn syrdps with
high leve ls of glucose and maltose contents, w1th.a mixture of gluco-
cirnyldse and fungal d-amylasg . Different r a t i o s of P.glucose to maltose
can be obtained by a l t e r i ng the proportdo& of th. two enzymes, then
concentrations and conversion time.
Alternatively, when high maltose syrups are desired, barley &amylase
i s added and the hydrolysis proceeded u n t i l the required leve l of maltose
i s produced. Maeda and Tsao( 1979) reported the use of microbial 8-amylase *
i n Japan i r rdus t r i d ly ra ther than the p lan t enzyme. Mltsushashi e t al.,
(1974) developed a patent which employs simultaneously, maltorgenic enyme
and pullulanase ( o(-l,6-glucosidasei irr tie prepuration of high maltose
syrups from acid l i qu i f i ed starch.
2.5.3 Enzyme-enzyme conversionr
High conversion hydrolysates are prepared almost exclusively by the
use of eniymes. Mac ~ l l i s t e r ( 1 9 7 9 ) observed t h a t acid-catalyzed
hydrolysis of s ta rch is not capable of giving pract ical hydrolysates with
more than about 90% Pglucose, owing t o acid catalyzed reversion and
dehydration react ions resu l t ing in a s izeable l o s s of D-glucose.

The objective of t h e l i q u e f a ~ t i o n process is to convert a concentrabd
auepenoion of s tarch granules i n t o a solut ion of soluble dextr ins of low
viscosi ty f o r convenient handling in ordinary equipment and f o r easy
converoion to glucose by gluco-amylase. Mac Allister(1979) described the
process. According t o his process, a suspension of s ta rch in water i s
treated with calcium hydroxide (slaked lime) to pH 6-7,q optimal f o r 0( -amylase.
Lime is used, because it serves a s a source of calcium ion needed by most
O( -amylase as act ivator and s tab i l i ze r . A solut ion of bac te r ia l M-amylase
is then added, and the suspension i s pumped i n t o a steam jet where the
temperature is raised inf&antaneoualy to 80-115~~. The s ta rch is immediately
gela t inized a d i n the presence of the amylase, is depolymerised rapidly to
- ilzld ;ass. I r The sacchar i f icat ion process t h a t follows ensures the conversion of I
I I
s ta rch t o D-glucose i n yie lds as high a s possible using glucoamylase. Once
the l iquefaction s tage has'been completed, the resu l t ing solution, containing
a mixture of maltose-oligosaccharides, is transformed to a high conwersion
syrup by holding it f o r 36dOh in a stored tank a t appr6ximately SSOC and
pH 4.3 w i t h glucoamylase.
The amylt.r.se and amylopectin portions of s tarch are converted by
4-anyldse during l iquefaction to a col lect ion of l i n e a r and branched
dextrins. The l i nea r dextr ins are rapidly and almost . to ta l ly converted
to D-glucose by glucoamylase. The branched dextr ins are much less
susceptible t o hydrolysis. Abdul lahe t &.,(1963) observed t h a t t h i s was
due t o the lower r a t e a t which glucoamylase cleaves the o ( - ( l j 6 ) D - glucosidic linkage, as campared to cleavage of theO(-~-(l+41 linkdge.

Tkirpk &.,(1976), using a s ing le enzyme system, produced glucose
syrup md dextrosd fran maize g r i t s . H e found ou t t h a t glucose syrup
production in. a s ing le enzyme e y s w with bac te r ia l 4-amylase a t pH 6.0
and 85 '~ eliminate many disadvantages of tkie d o a l e enzyme system eg.
microbial infection, pH adjustment during the reaction, high enzyme costs ,
proteolysio. The syrup produced has a DE value of 38%. 0.3% ash and 0.03%
nitrogen.
Yoshizawaet &.,(1980) in their s tud ies found t h a t s tarch heated a t
1 2 0 ~ ~ f o r 20 minutes was e a s i l y digested by o(-mylase a t p~ 6.0, while
raw s t a r ch was only p a r t i a l l y digested, Also they discovered that
d i & s t i b i l i t y of l iquef ied corn s ta rch was higher than t h a t of rice.
H i l r s t s &.,(1971) produced s ta rch conversion syrups having a minimum
fermentable ex t rac t s (F.E) value of 7%, a minimum dextrose e q u i v a l e n t ( ~ ~ 1
value of 47% and a max.dextrose content of 47% by sacchar i f icat ion of a
s tarch hydrolysate with an enzyme composition comprising a dias tase ,
glucoamylase and amylo -1,6- glucosidase.
Mandels et &,,(1975) reviewed the enzymic conversion of waste - cel lulose material t o glucose syrups f o r use in the food industry. They
discussed the production of a canplete ce l lu lase complex from Trichodenna
Viride Qu 9414 and pretreatment of substra tes by b a l l mill ing t o produce - maximum saccharification. Ac.cording to the review, sane prunising substra tes
f o r conversion a re listed: milled bagasse gave 42% sacchar i f icat ion in 4h,
milled m i l k cartons 81% saccharification i n 24h a t 50% pH 4.8.
Figure 2.1 shows a general manufacturing.procedure f o r glucose syrups.

Process Ytee
& /znzylne sacchar i f ica t ionf
I
Carbon r e f i n i n 47
Fig. 1. A general manufacturing
2.6 Refininq:
Modern systems are continuous conver ters
F a t and protinaceous impur i t ies p rec ip i t a t e .
Removes major por t ion of insoluble impuri t ies .
x
~emain ing insoluble impur i t ies removed
s o l i d s increased t o 55%
For acid-enzyme hydrolysed syrups enzyme treatment applied a t this stage. .
Powdered o r ac t iva ted granular carbon used.
ion-exchange treatment is opt ional used when ash free, very colour s t a b l e syrup are desired.
Sol ids increases t o 82%
procedure f o r corn syrups.
I n the r e f in ing processes, high qua l i ty corn syrups and s o l i d s o r
c r y s t a l l i n e dextrose demands the removal of:
( a! coloured compounds (b) meta l l i c ions.

( C) Hydroxymethyl fu r fura l
(dl nitrogen containing canpounds introduced with the o r ig ina l s ta rch
or with t h e enzyme preparations used i n the process
( a ) .Orgwic acids which can impart undesirable flavours o r colours to
the various products and
( f : sol-like pa r t i c l e s of unhydrolysed or degraded starch,
Carbon treatment removes most of t he soluble proteinaceous material&
present and subs tan t ia l ly a l l t h e 5-(hydroxy-methyl),- 2 - furaldehyde *
formed during the acid treatment, Also, many. commercidl-ly activated carbon
are ef fec t ive i n removal of heavy metals such as i ron and copper,. t h a t
can a c t a s ca t a ly s t s f o r developing colour, - Most new ' i n s t a l l a t i on observed
Conlee(l971) use counter current applicatiok of iactlvated granular arba an
in cy l indr ica l column because it can be conveniently re-activated,
yielding more favourable economics,
A typical ion-exchange deionization system cons i s t s of s i x fixed bed
columns (three pa i r s of cat ion and anion axcircuiyrt i.tz3in 03 aervice r'or
regeneration), The cat ion exchange r e s i n s used are strong acid exchangers
(sulfonated resins i n the hydrogen fonn) and the anion exchangers uaually
are weak base res ins (tertiary m i n e i n the free base form), The anion
exchange r e s in s removes acids generated by reaction of the , s a l t s i n the
syrup l iquor with the cation-exchange resins.
Bezhal - c t &, (1981) discussed an experimental equipnent used f o r
e l ec t ro - f i l t r a t i on of glucose syrups which achieves separation of various i
foreign substeinces eg. micro-ozganims,pmteinls and other macromolecular

cornpoundrr, fu r the r colouring mat ters , c o l l o i d s etc. The syrup pass
through a l aye r of granulated mater ia l , under the ac t ion of d i r e c t
elecuical current . The undesirable p a r t i c l e s are coagulated and trapped
on the granules.
~ a l d a s s a r i ( 19 71 ) described a process whereby concentrated solLtLons
of sugar are t r ea ted with resins to remove impur i t ies such a s amino acids,
mineral ac ids and salts, organic bases and ac ids etc. by passage through
e s e r i e s of four ion-exchange r e s i n f i l t e r s . The r e s i n s are r edmera ted
with 10-15% H2S04 o r 44% NaOH. I n c o n t r a s t with o the r processes, th is
only needs 2 4 opera t ives , cuts i n d u s t r i a l costs by 80% and gives an
improved pr@uc t.
Hersiczky (1972) constructed a f i l t r a t i o n u n i t f o r continous operat ion,
maximum capaci ty 10,0001/h and s u i t a b l e f o r all types of r e a c t o r and
hydrolysis. With s i n g l e passage operat ion, t h i s p u r i f i c a t i o n u n i t removed
94% of suspended matter f r a n upper, middle and lower regions of the
hydrolysate and increased output of the f i l t e r s t a t i o n by 50%.
2.7 P roper t i e s and Functional u s e s of Glucose syrups. '1
There are severa l types of corn syrups each of which has i t s own sa t
of propert ies . These p roper t i e s are the sun of the c h a r a c t e r i s t i c s of the
components which make up each syrup. These include: Dextrose equivalent
(DE), carbohydrate canposi t ion, a c i d i t y and pH, sulphur dioxide, fermentable
e x t r a c t , Baume
Humectancy and
and s p e c i f i c g rav i ty , Ash, Prote in , colour, v i scos i ty ,
hygroscopicity 'etc.

~ u d v i g et &.,(1975), studied the fac tors responsible f o r the browning
of glucose syrups during storage. They suggested t h a t i n i t i a l s ta rch
materials must not contain 0,6 - Om% protein, with only small mounter
of o i l and fibres. Also after f i l t r a t i o n , a pre-concentration t o 28-32
t3dume' degrees is necessary, followed by a second f i l t r a t i o n . Further more,
the optimal temperature f o r c rys ta l l i za t ion i s important.
Keaslay ( 1978) studied the ca t a ly t i c hydrogenation of glucose syrups
as a means of controll ing hygroscopicity and suscep t ib i l i ty of browning
a d fermentation reactions without changing properties such a s viscosi ty 9
osmotic pressure or sweetness. According to the resu l t s , hydrogenation
s ign i f ican t ly decreased (P 0.05) moisture uptake of syrups a t 100% RHO
Browning decreased with DE before hydrogenation of syrups, and hydrogenation' .
(eg reduction i n DE from 100-76) of a syrup reduced colour development when . the syrup was heated with amino acids. Furthermore, hydrogenation of
syrups decreased % fermentable sugars.
Hoover(1963) has i l l u s t r a t e d the functional properties
as they r e l a t e t o tha type of conversion. This is shown i n
he arrows of increasing s i z e point t o the di rec t ion of the
of ,Corn Syrups
f igure 2.2.
most desi rable
corn syrup t o use f o r a par t i cu la r property, a l l o ther fac tors being the
same. I n select ing the most su i t ab l e corn syrup, the greater the number
of arrows t h a t go in the desired direct ion, the b e t t e r is t h a t corn syrup
for the intended application. For example, i n choosing a corn syrup f o r f I
use i n i c e cream production, the lower coriversion syrups are preferred.
These syrups.increaae the bodying and cohesive e f fec t s , viscosity, and
prevent excessive growth of ice c rys t a l s during freezing.

29.
~oover (1964) has a l s o prepared a c h & l i s t of p roper t i e s and
functional uses of corn syrups i n a wide va r i e ty of foods. Table 3 shows
these data. This table may b e used advantageously by f i r s t determining
the property o r p roper t i e s of a food which may be improved w i t h the use
o f corn syrup and then s e l e c t i n g the most s u i t a b l e syrup. For example, in
bakery products higher conversion corn syrups are prefer red where browning,
f ermen t a b i l i t y , sweetness, and f lavour enhancement are desired. '
2.8 Malt based Syrups.
2.8.1 Mashing Method.
~ a l t is converted t o wort by b a s i c a l l y two methods of mashing; the
decoction mashing method and the single-temperature mashing system c a l l e d
infusion method(Briggs e t a1 1981). I n infus ion muhing process, no p a r t ' '
of the mash i s boi led and returned to t h e main mash, r a t h e r the whole mash
i s gradually heated f r a n mashing-in t o rnashing-off. When the mashing-in
temperature ( 35-SOOC is progressively r a i s e d to mashing-of f temperature
( 75-80°C through the sacchar i f i ca t ion temperature range of 65-70°c, thet
mashing process is c a l l e d upward infus ion, while the downward infus ion
process resrllts when the f i n a l temperature of t h e marsh(65-70°C) is lower
than the i n i t i a l temperature of t h e mash(75-80°c). ~ n f u s i o n mashing is
s u i t a b l e f o r ttie highly modified m a l t . (r"
I n decoctl-on mashing, ' a por t ion of the mash is boi led and returned
to the rest of the mash in t he mash tun. Tradi t ional decoction mashing
employs malt which is less modified than t h a t used i n infus ion mashing
and i s only l i g h t l y k i lned(8r iggs -- e t a1 1981). There are three d i f f e r e n t
kinds of decoction methods. '

IYPF OF CORN SYRUP' PROPFRIY OR IIItJC1IC)NAI L J S F
(ALPllAnEllCAILY) - LOW.CONV. REG.-CONV. IN1ER.-CONV. IiIOII-CONV.
BODYING AGEN.1
BROWNING REACTION
CONFSIVENESS
FERMENTABII.ITY
FLAVOR ENIIAFICEMENT
FlAVOR TRANSFER MEDIUM
FOAM STARILIZFR
)tVMECTANCY
blYGROSCOrlCITY
NUTRlllVE SOLIDS
OSMOTIC TRFSSURE
PRFVENTION 01: COARSE I C E CRYSIALS DURING FRtEZING
5HEEN PRODUCER

Checklist of propert ies
and funclional uses o f corn syrups
in specific food producls
- - -. - -. . - -- -. - - - - . - - - -. -- -. .- - Baby loods - - - - -- -- -- - -- - -- - . - - Bakery producls .. - ....... - -. -. .............. - .. - - .- - ..... Beverages, brewed - - ..... - . ..... - ......-... - .. - . Bcveragcs, carbonated - lion alcoliulic - .- . - -- -- - - - -- - - - - - -. - Breakfast loods --------.--- Catsup, chili sauce, ton~dlo raucr --- -- - .- ... Cereals, prepared - 0--- ---- Cheese spreads and Irluds - - Chewing gunr -- - ------ Chocolate p~oducls -. -- - ... .......
Cilrus juices, dried -..-, -, .. - ............ - ... ---- . '
~ondcnsed milk
Cunlrctionr - - --- Cordials and liqueu~s . - ..... .............................. Eggs, lruzer~ or dried
.---- Extracts and llavors
-----------. -- Frostings and icings - ------ - ----- - Fwi l bullers
Fruit juicer and fruil jirice drinks

(i) The one mash method'
( i l l The double mash method
(iii) The th ree mash methud.
K a r e l (1967) described and i l l u s t r a t e d the production, on a continuous
baaie a 'complete mash' containing almost a l l the so lub le mal t substances
and moat of t h e enzymes. I n h i s study, f i n e l y ground malt was mashed a t 5
65O~(1 1 5) by s t i r r i n g f o r 30 seconds. The mash was then subjected t o a
pressure shock of 294 p.s.i and immediately converted by passing through a .
pressure r e l i e f valve i n t o a s a c c h a r i f i e r , where the temperature was increased
by IOC per minute from '65O t o 70-71°c. This temperature was maintained
u n t i l the iodine test gave a yellow colour. The t o t a l conversion period
w a s 10-20 minutes,
.Barre t and G r i f f i t h s (1966) s tud ied s h e e f f e c t s of malt k i l n i n g on
wort proper t ies , The r e s u l t s s h o w that as colour increased and moisture
decreased the e x t r a c t value of the malts remained e s s e n t i a l l y cons tant I
while t h e d i a s t a t i c power decreased subs tan t i a l ly . ~ h l s i n tu rn was
pa ra l l e l ed by a reduction of fermentabi l i ty in the derived worts. Measurement
of the individual sugars p resen t i n the worts showed t h a t the decrease i n
fermentabi l i ty was associated with a diminution in the percentage of maltose
and an increase 10 the dex t r in content , while the values f o r o the r sugars
were r e l a t i v e l y unaffected.
Desrousseaux and Montreuil(l966) s t u d i e s on commercial mashing showed
tha t , /+amylase ac t ion occured optimally a t about 6 3 O ~ , it slowed down as
the temperature reached 70°c, and w a s i n h i b i t e d a t higher temperatures. The -
optimum f o r 1 hit dextr inase a c t i v i t y w a s 50-63O~, higher t e m p e r a w e s
destroying the enzyme. Alpha-amylase action began above 63Oc, a t ta ined a
maximum around 72Oc and diminished a t higher temperature.
Narzisa and L i tzenburger (1977) , inves'tigated the mashing conditions
and gum contents and thus concluded t h a t it was possible to regulate gum
contents t o some extent by var ie t lon of mashing method but the s t a t e of
modlficetion of the malt plays a much more decisive pa r t than mashing
conditions. Also they added t h a t the a l te ra t ion of the pH of mashing t o
5.5 effected advantageous degradation of ti-glucan only a t high mashing
temperatures.
2.8.2 Preparation of m a l t syrups.
The three mash mmthod involves usshing a i n a t about 35-40°c. After I I
sometime about one th i rd of the mash, the f i r s t mash, is taken l n t o a k e t t l e I and boiled and brought back to the mash tun where the temperature of t he
1 i i
whole mash is ra ised t o 5 0 - 5 5 ~ ~ , t h i s i s kept f o r a period of t h e , about I I
15-30 minutes. Boiling destroys the enzyme i n the boiled portion as i
w e l l as ge la t in izes the starch. Diasta t ic action is thus f a c i l i t a t e d by 1
t h i s process. Then a second mash (again one th i rd portion of the e n t i r e
mash) is boiled and returned to the main mash. T h i s brings the temperature j
t o 6 0 - 6 5 ~ ~ , t he saccharification temperature. It is allowed a t t h i s
temperature fo r 30-60 minutes. Lastly a th i rd is t reated i n the same manner,
and i t r a i s e s tho temperature of the whole mash t o 70-75O~, the mashing-off
3 temperature. This is a l so kept f o r 30-60 minutes.
The resul t ing wort is c l a r i f i e d , theapH adjusted t o 4-5 and appropriate
amount of glycoamylases added. The saccharification is allowed to c o n t h u e
f o r several hours (12-72h) depending on the extent of conversion desired

r~ld th i s i s determined by i t s dextrose equivalent value(DE).
he melt syrup which contains a mixture of saccharides is neutralised
and concentrated by evaporation in multi-effect evaporaba or for
laboratory works, on a boil ing water-bath to about 80% slolids so aa t o I
inhibit microbial spoilage.

CHAPTER 3
MATERIAIS AND METHODS
3.1 MATERIALS
3.1,1 Mi l l e t g r d n s (Pennisetun~ ~ y p h o i d e s ) and sorghum grains(s0rghwn
h lcol o r ) were purchased f ran Orba market , NsulEka.
3.1.2 ~myloglucosidase(AMG), from ~ s p e r g i l l u s n ige r was purchased from
Nove ~ n d u s t t i a l Enzymes Division, Novo Alle DK - 2880 Bagsvaerd, Denmark. I I I
3.2.3 Other Chemicals and reagents were of the pures t ana ly t i ca l grades.
3.2 METHODS - 3 9 2 Determination of malt ing ~ h ~ w a c t e r i s t i c s of t h e c e r e a l qra lns ;
I
Sorqhum and m i l l e b ,
-j 2 .I Determination of moisture content:
The moisture contents of the g r a i n s and malts w e r e determined I i I
&cording to the I n s t i t u t e of Brewery, I,O.B.(1977) method of analys is , i !
dS ~ O ~ ~ O W S :
About 209 sample of g r a i n s were f i n e l y ground in a Thanas Wiley M i l l
Model ED-5, and thoroughly mixed. 5g of the ground sample was placed
in a moisture d i s h which was closed and weighed immediately to 0.001g. i The cover of t h e d i s h w a s removed and placed in a pre-heated oven f o r 1 .
I
exact ly 3h a t I O S ~ C , The l i d was replaced and removed 'from the oven,
then allowed t o cool i n a d e s i c a t o r f o r a t l e a s t 20 minutes t o ,room
temperature. The d i s h was then re-weighed t o 0.001g.
Calculation: %
The moisture percentage(M) of the sample

Wkre W1 - weight of sample before drying
w2 - weight of sample a f t e r drying
3.2r2'. ~ e t e r m i n a t i o n of Percentage Foreign Seeds and broken kernels .
The percentage of fore ign seeds and broken ke rne l s of the ce rea l
g ra ins were determined according t o t h e method of Association of O f f i c i a l
Analytical Chemists, A.OoA.Cm(1980) a s follows:
509 of each of t h e g ra ins was weighed and the fo re ign seeds and broken
kernels were counted out. he g r a i n s were reweighed and the d i f fe rence i n
weight recorded a s a percentage of the o r i g i n a l weight.
3 . 2 . 3 ~ e t e r m i n a t i o n of thousand Corn weight:
A thousand corn weight of t h e g ra in samples were determined according to
the method of l.O.B(l977) a s follows:
20g samples were weighed o u t a f t e r removal of fore ign matter and half
corns. The number of corns i n each sample counted and moisture content
determined. 4;
Calculation:
-The weight of 1000 corns of d r y corns i n gram(g)
Where W - t o t a l weight of c e r e a l g r a i n s taken
DM a D r y matter percentage of t h e g ra ins
N = Tota l number of corns counted.

3.204 a~ The objec t ive of t h i s test was to measure the. p
I
iercen tage of g ra ins .
which cm be expected to germinate f u l l y i f the sample is malted normally s
d t the time of t h i s test. The I,O,Ei.(1977) method of analys is was adopted
as follows:
100 corns f r a n the samples w e r e placed i n a p e t r i d i s h l i n e d with two
f i l t e r pcrpers i n t h e bottom to which 4 m l of water had been added, The
p e t r i d i s h was covered and the g r a i n s allowed t o g e m i n a t e i n a cupboard,
The c h i t t e d corns w e r e removed a t 24, 48, and 72h from the beginning of
steeping,
Percentage of corns chii2ted a s the g e q l n a t i v e energy were ca lcu la ted
thus:
Germinative energy = GE(%)
3.2 , 5 Determination of germinative Capacf t .
The ob jec t ive of tNs test w a s t o measure the percentage of l i v i n g
corns i n the sample. The germinative cap'acity of the g r a i n s was determined
using the hydrogen peroxide method a s described by H o u g h s , &,,(1981)
a s follows:
200 corns were steeped i n 2OOml of 0.75% hydrogen p e r o x i d e ( ~ ~ 0 ~ f o r
48h a t room temperature, The s t e e p l i q u o r w a s replaced with f r e s h hydrogen
peroxide ' so lu t ion and was l e f t f o r f u r t h e r 24h. Gernlinat im capaci ty was
then ca lcu la ted as f o l l w s :
Where n I number of corns t h a t d i d no t g e h i n a t e ,

3 . 3 ~kterminsCiotr of Optinrun Malting Conditions of the Cereal Grains:
? ? .I . . . A i~iois t u r e Content as a function of s teep time:
Eight pe t r id i shes l ined w i t h filter papers a t t h e i r boktoms were ,
provided and f i l l e d with equal volumes of tap water. 20g of the g ra ins were
cledned m d steeped u t roOm temperature i n each of the pe t r id i shes f o r
v x i o n s t i m e s , 10-80h, with e i g h t hourly change of s t eep l iquor . .
A t the end of edch s t eep period, the g ra ins were drained, surface
wdter b lo t t ed with f i l t e r paper, then t h e moisture content determined, as
i n sec t ion 3 - 2 ' 1
3 . 3 . 2 ~ e t e r m i n a t i o n of Opbhum Steep t i m e :
ha gra ins (209) were steeped a t various times, 10-80h as described
d o v e . Each of the e i g h t sets w a s allowed t o gemind ie f o r 4 days i n a
deck cupboard and then k i lned f o r 48h a t 55Oc, after which the mal t ' s
d i a s t a t i c power was determined as i n sec t ion 3.2 -4
3 . 3 . 3 Determination of opthum germination period:
The g ra ins (20g) were steeped f o r 50h and germinated f o r various
periods, 1-7 days i n a dark cupboard, l a t e r ki lned f o r 48h a t 5 5 ' ~ and
the ma1 tm s d i a s t a t i c power determined.
3.3 .4 Effec t s of k i ln ing a t 4 5 ' ~ and varying periods of time on moisture - content of the m a l t : %
Samples of malted g r a i n s a t optimum malting conditions(50h steeping,
and 5 days germination) were Kilned a t various periods(l2h, 24h, 36h, 48h,
60h) a t 45'~. and moisture content determined.

3.3.5 Determination of Maltinq losses a s a function of germination periodr
The g ra ins (209) were steeped f o r 50h and germinated f o r yarious
periods, 1-7 days, then tho r e s u l t i n g malting losses per n t h day o f t -
germination determined as i n sec t ion 3 -4 -4 .
Production of swghwn, Millet Malts:
I k g of each of t h e g ra ins was cleaned and steeped i n ordinary t a p
water f o r 50 hours a t room temperature with 8 hourly change of s t eep
l iquor t o both minimize t h e growth of microbes and provision of more
oxygen t o t h e embryo of the grains. A t t he end of t h i s s teeping period,
t h e g r a i n s were drained and spread on a cleaned f l o o r of a dark cupboard.
Wdter W ~ S sprinkled on the corns when they were v i s i b l y d r i ed , t o ensure
adequate moisture supply throughout the 5 day genningtion period.
Germin.ation was terminated by k i ln ing a t 4 5 O ~ f o r 48h in a hot-air
oven. A t t he exp i ra t ion of t h i s time, the malt became f r i a b l e and the
. , k i ln ing was stopped. .. .
30 4 - Evaluation o f Ma1 t@ s q u a l i t y cha rac te r i s t i c s :
~ e t e r m i n a t i o n of Cqld Water Extract(CwE) 3.4-1
cold water e x t r a c t s of t h e m a l t s were determined according t o t h e
I.O.B.(1977) methods of analys is as follows:
10y ground mal t was d iges ted with 200ml of d i s t i l l e d water containing
121111 of 0 . l ~ ammonia f o r 3h a t 20°c, s t i r r i n g d t ha l f Hourly in te rva l s .
The r e s u l t i n g so lu t ion was f i l t e r e d and the s p e c i f i c g r a v i t y o f . t h e
0 f i l t r a t e measured a t 20 CO

water e x t r a c t (CWE) %
x 20
Cdcu la t ion ;
The Cold
where G r tha excess degrees of g rav i ty of the f i l t r a t e taking water a t
?oOc ds 1000.
i e G = 1000(SG - 1). 3 . 4 . 2 Determindtion of d i a s t a t i c Power (Using F e h l h q ' s T i t r a t i o n ) .
Dias ta t i c Power determination w a s c a r r i e d in accordance with t h e
~ n s t i t u t e of Brewery, I.O.B. (1977) methods of analys is a s follows:
iul u u f i l t e r e d cold water extract of a m a l t in fus ion was prepared and
allowed t o ' s e t t l e . 3ml a l i q u o t o r s u i t a b l e volume of t h e supernatant
l i q u i d was p ipe t t ed into 3 100ml of 2% buffered s t a r c h so lu t ion attemperated
d t 20°c, and contained in 2 0 h l f lask. The f l a s k was shaken and maintained
d t t h i s temperature f o r e m c t l y 1 hour from when the al.iquot was added.
30ml of 0 . l N NaOH so lu t ion was added .to s top the r eac t ion , and made
up t o 2001111 a t 20°c wi th d i s t i l l e d w a t e r . 5ml of mixed Fehlings so lu t ion
was p ipet ted I n t o a 1501111 narrow-necked bo i l ing f lask . The ,digested
s t a r c h so lu t ion was added from a b u r e t t e t o t h e cold Fehlings t o within
l r n l of the f i n a l end point. T@ f l a s k contents was mixed and boi led with
moderate e b u l l i t i o n f o r 2 minutes. The bo i l ing was continued and wi th in
1 minute, 3 drops ,of methylene b lue ind ica to r was added and the t i t r a t i o n
completed.
The end po in t was indica ted by decolor iza t ion ' of tho hethylene b lue
and the r eac t ion l iqu id j u s t becoming' red.

C d c u l atlon:
Dias t a t i c power( DP) expressed i n degree ~ in tne r (O~)
Where X = no of m l of malt e x t r a c t
y I no of m l of converted s t a r c h to reduce 5ml o f Fehlingee.
S = t i t r e f o r s t a r c h blank.
Determination of t i t re f o r s t a r c h blank:
The undiluted 2% s t a r c h so lu t ion was t i t r a t e d aga ins t a mixture of
l m l of mixed Fehlinges so lu t ion and 2ml of F e N i n g e s so lu t ion B, using
t h e technique described under method, with methylene b lue indica tor .
(The blank may be neglected i f i t i s less than 3% of t h e measured
d i a s t a t i c value of the m a l t ) .
3-4.3 ~ e t e r m i n a t i o n of Hot Water Extrac t (Hw~)r
The hot water Extract of t h e mal t w a s determined by the procedure
described i n tho method of I n s t i t u t e o r Brewery I.O.B(l977) as follows:
50g of ground m a l t was mixed with 360ml of d i s t i l l e d water previously
0 heated t o about 68 C s o as t o ensure an i n i t i a l mash mix temperature of
6 5 O ~ with c o n t i n o u s ' s t i r r i n g f o r 10 minutes. The mixture was l e f t a t
6s0c ' f o r 1 hour. The mixture was then quickly cooled t o 20°c(with ice
chips) and t h e volume m d e up t o 515ml with d i s t i l l e d water, The mixture
was f i l t e r e d and t h e s p e c i f i c g r a v i t y of 'the f i l t r a t e was determined a t
20°c with s p e c i f i c g rav i ty k o t t l e within one hour of c o l l e c t i n g t h e sample.

Calculation of Hot Wabr Extract.
~ h t i ~ x t r a c t ( E ) as-is' expressed as l i t r e degrees/kg I G x 10.13.
0 Where (i - excess degrees of gravi ty of the f i l t r a t e taking water a t 20 C
3 .4 -4 ~e te rmina t ion of Malting Loss(%):
The percentage malting l o s s of the malted samples was determined
according to the method described by ~ove l l i e (1962) q$ follows:
A thousand kernel weight of the or ig ina l (unmal.kd) grain was
determined on a dry weight bas i s before malting. After malting,. the
thousand kernel weight of the r 1 1 ~ 1 i ; e c i sanple was a lso determined after
removal of the roots and shoots by hand-threshing and moisture by heating
( d r y weight basis) .
Calculations:
Malting l o s s (%) = 100(Co - Cn) co
where, Co - 1000-kernel weight of the m a l t e d grain.
cn P 1000 - kernel w t , of the m a l t on the nth day of germination.
. .5 s tudies on Malt's amylase:
3.5 ~ x t r a c t i o n of malt amylase: ,
Malt anyrase w a s extracted according t o the mthod of Shanbe 'et. - 2..
(1988) a s follows;
The malted grains (5.0g) (under optimum conditions) were ground
separately i n a morter, and quant i ta t ively transfered i n t o 100ml standard
volumetric f l ask by washhg with d i s t i l l e d water, then made up t o 100ml.
~t was incubated a t 3 7 ' ~ f o r 3h i n 250ml conica l f l a s k and 2.01111 samples
withdrdwn, centr ifuged (8000g, 0.5h) and the supernatant s tored i n a
r e f r i g e r &or.
3.5.2 Preparat ion of 1;Yo buffered s t a r c h substrate:
59 s t a r c h (dry b a s i s ) were made i n t o a pas te with a l i t t l e cold
w a t e r and then poured i n t o 400ml of bo i l ing water, The mixture w a s boiled
f o r 2 minutes and then cooled. Adequate quantity of each of t h e buffer
so lu t ions prepared ealier $see appendix) w a s added and each of the mixtures
was made up t o 500m1 r e s u l t i n g t o 1% buffered s t a r c h s u b s t r a t e so lu t ion of
pH 4, 5 , 6 , 7 and 8 respectively.
3.5 - 3 erepclration of m a 1 tom cal . ibrat ion curve:
A series of maltose so lu t ions were prepared, so t h a t 2ml conta in
0.4 - 2,Omg anhydrous maltose as follows:
I n t o each of the t e n test tubes were added 0.4 - 2.0ml of stock
standard maltose so lu t ion containing 2mg/2ml respect ive ly . The so lu t ions
were respec t ive ly made up to 2ml each by addi t ion of appropriate amount of
d i s t i l l e d water. 1 m l of t h e 1% s t a r c h so lu t ion and 2ml of DNS reagent
were added.
The test- tubes were t r ans fe r red t o a rack i n a bo i l ing water ba th
and heated f o r fi;e minutes and then cooled t o room temperature a f t e r
which t h s content of each tube w a s d i l u t e d t3 2 0 m l with d i s t i l l e d water.
., s u i t a b l e amount of each sample was poured i n t o a 'color imeter cuve.tte f o r
o p t i c a l dens i ty determindtion a t 505 n'!n a g h a s t a reference blank which
.-contain only 2 m l water, Iml s t a r c h and 2ml DNS reagent.
'i'
3 5 .A ~ e t e r m i n a t i o n of optimum p~ f o r amylase a c t i v i t s
2ml of the d i l u t e d amylase e x t r a c t (2ml e x t r a c t i n 2001111 d i s t i l l e d
water) was added to test tubes i n a rack-containing lml each of the 1%
buffered s t a r c h s u b s t r a t e s o l u t i o n a t the pH 4, 5 , 6 , 7, 8 previously
prepared. The tubes were shaken f o r 5 minutes to mix it properly and
incubated i n a thermosta t ica l ly con t ro l l ed water ba th a t 37Oc f o r 10 minutes.
The d i a s t d t i c r eac t ion was stopped by the addi t ion of 2ml D N S colour .
reagent. ~ l l the tubes were heated i n a boi l ing water ba th f o r 5 minutes
and then cooled t o room temperature a f t e r which the .con ten t s of t h e tubes
were d i l u t e d t o 20ml with d i s t i l l e d water, The absorbance was read a t i
505 run agains t a reference blank. The blank was prepared by bo i l ing the
arnylase e x t r a c t f o r 5 minutes before adding to t h e 1% buffered s t a r c h
s u b s t r a t e so lu t ions , The concentrat ion of t h e reducing sugars a s maltose
i n the s t a r c h h ~ d r o l y s a t e was ca lcu la ted by ext rapola t ing i t s absorbance
value from the maltose c a l i b r a t i o n curve.
3.5.5 la terminat ion of optimum temperature f o r amylase a c t i v i t g
2ml of t h e d i l u t e amylase e x t r a c t was added t o 1 m l of 1% s t a r c h
( s u b s t r a t e ) so lu t ion buffered a t optimum p~ range 6-7, and incubated f o r
30 minutes a t various temperatures, 30, 40, 50, 60, 70 and 80Oc.
;!ml of (D*) colour reagent was added(and o the r procedures repeated)
and the concentrat ion of reducing sugars a s maltose calculated.
3.5.6 s t a r c h ex t rac t ion from t h e c e r e a l mains:
The w e t mi l l ing method of Watson(l97Q) was adopted i n t h i s work. The
I process involves cleaning, s teeping, coarse mi l l ing , deyerrning f i n e
~ r d l l i n y , separa t ion of f i b r e , s t a r c h separa t ion f r a n g lu ten , and drying of
3tdrch as shown in the flow char t (Fig . 3.1).
Two kilograms of cleaned g r a i n was placed i n a troqgh, and covered ' t with 3 litres of 0.45% sodium metabisulphite solut ion. The trough was kept
i n a water ba th maintained a t 4 5 O ~ f o r 40h. A t the end of t h e 40h, t h e
g ra ins were drained and washed wi th c l ean water. The g ra in was coarse ly
ground with a manually operated corona handmill, cons i s t ing of two s tud
p l a t e s of wtdch one p l a t e r o t a t e s while the o the r i s s t a t i c . The adjacent
f ~ e ; iif tl-ii plates are studded 'with t ee th , which are s o arranged t h a t the
g ra ins pass i n between the s t a t i o n a r y and moving plates. By adjus t ing the
p l a t e s , it was poss ib le to vary t h e d is tance between t h e t e e t h so a s to :
obta in a des i red p a r t i c l e size. The purpose of this mil l ing s t e p is t o
t e a r the ke rne l s a p a r t i n order t o l i b e r a t e the gems. .Some:endosperm
s td rch was however l i b e r a t e d during degenning. \
The s l u r r y of coarsely ground g r i s t w a s degenned by f l o a t a t i o n i n a
b ig bas in of water. The f l o a w d g e m was scooped with a guaze while the
rest of t h e ma te r i a l s s e t t l e d . The opera t ion was repeated many times by
swir l ing t h e c o n t e n t of the bas in u n t i l a l l the geqn w a s v i r t u a l l y removed.
The d e g e m d g r i s t was next screened on nylon bo l t ing c l o t h of 100 mesh to
remove the bulk of the f r e e , s t a r c h and gluten. The screen t a i l i n g f r a c t i o n
composed l a rge ly of p ieces of honey endosperm and f ib re .
The screen t a i l i n g f r a c t i o n was f i n e l y ground to achieve maximuril
s t a r c h l ibe ra t ion . The f i b m w a s separated from the s t a r c h and glu ten on
, \

screenin I--$
~ i g . 3. Flow chas t of w e t mi l l ing opera t ions i n s t a r c h production from ce rea l grains. . &/"
t h e nylon bol t ing c lo th . .The starch and-gluten f r a c t i o n s obtained from
both coarse mi l l ing and f i n e mi l l ing were mixed. The separa t ion of s t a r c h
. - from gluten was achieved by sedimentation. The s t a r c h with a dens i ty of . -.
1.5 s e t t l e d i n the aquaous s l u r r y a t a f a s t e r r a t e than t h e g lu ten p a r t i c l e s
\

of dens i ty 1.1 (Kent, 1975)., Tim s e t t l e d gluten and s t a r c h were made to
flow down a slop1)ed tray. The g lu ten flowed out f i r s t . The . s t a r c h
f rdc t lon wds fu r the r washed with water and the remaining glugen separated.
h f 'a ir ly gluten-free s t a r c h was obtained.
The s t ixch concentrate was placed between f o l d s of f i l t e r paper a d
0 dried i n an oven kept a t 50 C f o r 48h.
G
3*7 - ~ ~ r o a i m a t e / ~ h e m i c a l ana lys i s of gra ins , ma1 ts and s t a rches from Sorghum and ~ i l l e t :
3.7,1 Crude p ro te in determination:
Crude prote in of the samples was determined i n accordance with t h e
procedure of Association of O f f i c i a l Analyt ical Chemists A.O.A.C.(1980)
as follows:
bout 0.29 of t h e s a p l e w a s weighed o u t accura te ly i n t o a 50ml
k je ldah l f l a sk . The following were then added i n t o t h e f lask . 59
&hydrous sodium sulphate, 1g hydrated cupr ic su lphate and l O m l concentrated
sulphur ic acid. The d iges t ion w a s c a r r i e d o u t by heat ing the f l a s k on an
e l e c t r i c c o i l u n t i l i ts contents becane clear. Heating however was
continued f o r a t l e a s t one hour after the so lu t ion had cleared. ~ f t e r
kwating,the con ten t s was t ransfer red with severa l washing i n t o 25Oml
volun~et r ic f l a s k , and was made up t o the mdrk a f t e r cooling.
D i s t i l l a t i o n apparatuswas set up, and steam was passed through it
f o r 10 minutes. 5rnl of bor i c acid i n d i c a t o r was placed i n 25Qml conica l
f ldsk . The conidal f l a sk was placed under the condenser such t h a t t h e
condenser t i p was placed i n the d i s t i l l a t i o n apparatus and was r insed

'i" down with d i s t i l l e d water.' The cup was closed with t h e rod, and 5ml of
60% N&H was pu t in; t h i s was le t In c a r e f u l l y , leaving 'behind a l i t t l e
to prevent ammonia escaping.Steam w a s then let through f o r about 5 minutes . -
( u n t i l t he amount of l i q u i d in the conica l f l a sk was about twice what it w a s i n
i n the beginning of d i s t i l l a t i o n ) . Then the bor ic acid ind ica to r was t i t r a t e d
wi th 0.0W H c l t o the end point. The t i t re was the number of m l s of 0,OlM
[icl trhdt changes the ind ica to r from green t o pinkish colour.
Calcul &ions: -- -- -
L e t w represent weight of sample
I ,u t T represent ~ n l s of titre 0.0l.M ~ c l
1 l i t r e o f M H C 1 a 14.01gN
1 l i t r e of 0.0lM H c l = 0.4401 g~
Tml of 0.01M H c ~ = 0.0001401 x T g N
250 ---1 of d i g e s t = 0.0001401 x T x 250gN
5 - 5
% crude p ro te in = 0.0001401 x T x 250 x 6.25 x 100 ,w x 5
3,7,2 F a t Determination:
F a t w a s determined according t o the A.O.A.C.(1980) method of a r d y s i s
as follows:
0 A n ex t rac t ion f l a s k was cleaned, d r i ed i n an oven a t 100 C and its
weight determined. 29 of the sample was accura te ly weighed and t r ans fe r red I
i n t o t h e e x t r a c t o r thimble. The thimble with the sample was then pu t into

t h e Soxhlet ex t r ac to r . About three q u a r t e r s of, t h e con ta ine r w a s f i l l e d
with petroleum e the r .
allowed to run f o r about 3h.
~t t h e end of the e x t r a c t i o n , t h e thimble w a s removed and t h e e t h e r
The
to it and
condenser
f l a s k was placed on t h e hea t e r , t h e Soxhle t e x t r a c t o r connected
condenser i n t u r n connected to t h e Soxhlet. The t a p to t h e
was turned on and t h e hea t e r switched on. The e x t r a c t i o n was
e x t r a c t e d o i l weighed.
~ a l c u l a t i o m -
% f a t L W t of o i l x W t . o f sample
recovered. F i n d l y , t h e o i l w i l s dried a t 1 0 0 ~ ~ i n an oven and t h e
3.7 , 3 Crude F i b r e determination:
The A m e r i c a n Assoc ia t ion o f C e r e a l c h e n i s t s , A.~.C.c.,(1976) method
o f a n a l y s i s wds employed i n the determina t ion of c rude f i b r e i n t h e samples
a s follows: ti'
The r e s i d u e s from e'ther e x t r a c t de te rmina t ion or de- fa t ted samples
were t r a n s f e r r e d t o a d i g e s t i o n f l a s k . 200ml of b o i l i n g 1.5% su lphur i c
ac id was added. The d i g e s t i o n f l a s k was t hen connected to a condenser and
heated, The f l a s k was f r equen t ly r o t a t e d u n t i l t h e sanple w a s thoroughly
w e t . The f l a s k was removed after 30 minutes, f i l t e r e d through l i n e n i n
a funnel and washed wi th b o i l i n g water u n t i l the f i l t ra te was no longer
ac id ic . The i n s o l u b l e matter was washed back i n t o the d i g e s t i o n f l a s k
conta in ing b o i l i n g 15% NaOH so lu t ion . The f l a s k was connected to a
r e f l u x condenser and b o i l e d f o r 30 minutes, a f t e r which t h e mixture was

SO.
dlowed t o s t m d f o r b o n e minute. f he contents were then f i l t e r e d through
a cheese c l o t h i n a funnel and residue thoroughly washed with bo i l ing water II
and then with 1% hydrochloric acid, and again with bo i l ing water u n t i l
no lonyer acidic. Then i t w a s wcrshed twice with 95% ethanol , three times
with d i e t h y l e the r , and f i n a l l y t r an fe r red to a crucible. The c ruc ib le
and contents w e r e d r i ed to a constant weight a t 1 0 0 ~ ~ . The content was
then heated over a flame a t red hea t f o r 20 minutes. The c r u c i b l e was
cooled i n d des lcdtor m d weighed. The percentage of crude f i b r e was
ca lcula ted ds follows:
Crude f i b r e (%) 5 l o s s i n w t . x 100 - I w t , o f sanple 1
3.7.4 ~et t : rminat ion of A s t r - --- --
The A.O.A.C.(1980) method of ana lys i s was used f o r ash content
determinations.
About 5g of the stunple was weighed and heated i n a 50ml p e t r i d i s h
a t 1 0 0 ~ ~ u n t i l water was expelled. Few drops of pure o l i v e o i l w a s added
and the mixture heated over flame u n t i l swelling stopped. The d i s h was
then placed on a furnace a t 525Oc and l e f t the re un t i l white ash was
obtained. ,The ash was moistened.with water, d r i ed on a steam ba th and
then on a ho t p l a t e , t h e r e a f t e r re-ashed a t 525 '~ t o cons tant weight.
The ash content w a s ca lcu la ted a s a percentage of t h e o r i g i n a l
weight of the sample as follows: . .
Ash I w t . of ash x 100 w t . of sarnple
3-7.5 Tota l Carbohydrate determination:
0,2g of ground sample w a s mixed wi th 50ml of d i s t i l l e d water i n a
boil ing beaker. 3ml of concentrated .. . I l c l . w d s added and the mixture boi led
u n t i l complete hydrolysis. The content of t h e f l a s k was cooled &::d i
neut rd l i sed with 5N NaO1.I solut ion. The hydrolysate was then t r ans fe r red
i n t o a 100rnl volumetric f l a s k and the volume rnade up t o 100ml wi th
d i s t i l l e d water. 0.2ml of this s o l u t i o n w a s p ipe t t ed and mdde up t o 2ml
(10 fo ld d i l u t i o n ) with water f o r the dctemir?at,ion.
G ~ U C O S ~ was determined using t h e anthrone reagent (Deriaz, 1961). A
stock glucose so lu t ion of O.8mg/ml was prepared. Glucose standards were
prepared by ddding O m l , 5m1, 10m1, 15m1, 20ml, and 25ml of the stock
so lu t ion i n t o s i x d i f f e r e n t l O O m l volumetric f lasks . The volumes were
made ui) t o the mark with d i s t i l l e d wd te r .
l m l of each of the standard so lu t ions and test simples were
respect ive ly p ipe t t ed i n t o test tubes. To each of t h e test tubes, 5ml
of dnthrone r e g e n t wcjs added and properly mi,xed. These were covered ond
inunedidtely p u t i n a bo i l ing water ba th f o r 20 minutes f o r t h e colour to
develop. They were cooled and t h e i r absorbance measured a t 620nm. From
t he standard glucose c a l i b r a t i o n curve plot ted , the concentrat ion of
glucose i n the test sample was read off.
Calculdtion:
% total. carcohydrate P mg of glucose equivalent t o sample absorbance
from graph x conversion fackor(25) x d i l u t i o n fac tor(10) .
3.7.6 Gele t in iza t ion temperature determination:
Ttm g e l e t i n i z a t i o n temperature determination was c a r r i e d o u t in
accordance with t h e rnethod of Novellie ilnd ~ c & t e :(1961).
29 of ground sample w a s pu t i n 40ml of water i n a l a r g e test- tube, and
quickly brought t o the desired tunpera ture with good s t i r r i n g f o r a t l e a s t
5 minutes heating. ~ f t e r g e l e t i n i z a t i o n , * e mixture was cooled t o 30°c
md placed i n a cons tant temperature water bath. Malt e x t r a c t (40rnl) was
added and a f t e r a thorough i n i t i a l mixing, the mixture was s t i r r e d hal f
hourly f o r 3h. A s m p l e 20ml was withdrawn and added t o 30ml of 0,SN '
NaOH so lu t ion i n a 250ml ' v o l u m e t r i ~ f lask . The mixture was made t o volune
asld t he s u g a content detennincd by Benedict 's quan t i t a t ive method(Plummer,
1977). For the blank, equal weight of sample was p u t i n t o 40ml of
w d t e r and e x t r a c t (40ml) added to the ungelat inized s t a r c h a t 30°c f o r 3h,
The reducing sugar w d s s i m i l a r l y determined a f t e r stopping the enzyme act ion
with 30ml of 0.5N NaOH solut ion.
25ml of ~ e n e d i c t l s q u a n t i t a t i v e reagent was measured i n t o a l O O m l
conical f lask . To t h i s was added 3g of anhydrous Na--CU3 and a few pieces
of anti-bumping granules. The mixture was heated over a bunsen flame and
when i t boi led vigorousl.y, the sugar so lu t ion was run i n slowly from a
tiurt:tte. When ~i bulky white p r e c i p i t d t e w d s formed, the s u g a so lu t ion was run
in more slowly u n t i l t h e l a s t t r a c e s of blue had disappeared. The t i k e
which was the volume of sugar requi red was noted.
The concentrdt ion of the sugar was cdlcula ted from the following
fdctors ; 25ml of Benedictcs reagent i s equivalent t o 50mg of glucose, 53mg 8
of f ruc tose , 68.8mg of l ac tose , 74 mg of maltose o r 49mg of hydrolysed
sucrose.

mg s u q a per 100ml
where f P. sugar fdc to r
3 7.7 s t a r c h deterinination i n s t a r c h concentrate by hydrolyt ic method:
A typica l method employing acid hydrolysis f o r the determination of
sterrch i n f-lours is t h a t of Radley(1976) employed i n t h i s s tudy as follows:
2-59 of d ry s t a r c h concentra te w a s mixed with 50ml of cold water and
dllowed t o stand f o r lh. 2011-11 of H c l and 150ml of water were added t o the
suspension. his w a s p u t i n t o a round bottomed f l a s k and r e f l u e d f o r 2h.
The content of the f l a sk was cooled and neut ra l i sed with 5N NaOH. The volume j I
w a s l a t e r mdde up to 2SOml. lml was p ipe t t ed into a 100ml volumetric f l a s k 1
m d the volume made up to the mark with d i s t i l l e d wat . Glucose was t;Jr determined using t h e anthrone reagent(Deria2, 1961). A series of glucose
so lu t ions were prepiired, s o t h a t l m l c o n t d n s 0.04 - 0.2mg, and. these
were used t o c a l i b r a t e the glucose standard curve. I .. ,
I m l
pipe t t r d
-.7,7nC.."l ' - --r -* -y
ba th f o r
of each of the standard so lu t ion and the test sample was respect ive ly
i n t o test- t*&es. To each, 5ml o f anthrone reagent was added and I !
mixed. These were covered and immediately p u t i n a bo i l ing water 1
20 minutes f o r the colour t o develop. They were cooled and t h e i r
absorbance measured a t 620m aga ins t a blank which contained only I m l o f ,
water and 5ml of anthrone reagent. The concentcation of t h e test sample . . .
wcls obtained f r a n t h e & s o r b a x e by e x t r i r p o i a i i a ~ . The mass of glucose d
wclv o b t d n e d by c d c u l d t i o n s involving the concentrat ions and d i l u t i o n s
mdde. The mclss of s t a r c h was con:eq!ently obtained from t h e mass of
j lucosc using t h e r e l a t i o q
~ , i s s of glucose x 0.9 = Mass of s tarch .
production of Malt based Syrups:
3 , ~ . 1 *wort preparat ion by th ree s t age decoction Mashing Method from Sorghum malt.
The method, cu r ren t ly adopted f o r masl~ing bar ley m a l t a s described
by ~ o u g h e t , &.,(1981) was used i n t h i s work as follows: - Sixty grams of Sorghum malt mil led t o 1-2mm p a r t i c l e s i z e ( i n a Thomas
illy ill Model'ED 5 ) was mixed with 32Gml of t ap water, t o give 18.4%
mash. This !as held a t 40°c f o r 30 minutes. One t h i r d por t ion o f mash
was withdrawn, boi led f o r 5 minutes, and qeturned t o the main mash. The
temperature of the mash rose to SOOC and was maintained a t t h i s temperature
f o r 15 minutes a t a pH 6.5. (This was adjusted wi th 2~ Ca(OHI2 ~ 0 1 ~ t i 0 n ) ~
One t h i r d por t ion of the mash was again removed, boi led f o r 5 minutes and
returned t o the main mash. The temperature of the mash was ra i sed t o 60°c,
and t h i s was maintained a t a temperature range of 60-65O~ f o r 30 minutes. .
A f u r t h e r one t h i r d por t ion of the mash was removed, boi led f o r
5 .minutes and returned to the main mash. The temperature rose, and was
maintained a t 70-75O~ ( the m;shing o f f temperature) f o r 30 minutes.
3 w 8 2 Effec t s of varying mash concentrat ions and S x c h a r i f i c a t i o n periods on reducing sugar contents of worts in a t h r e e s t age decoction mashing.
I n the mashing method discussed above, p ro teo lys i s was dllowed a t

4uDc and 50°c. sacchar i f i ca t ion by t h e malt amylases was encouraged by
holding t h e mash a t 60 - 6 5 O ~ rvld 70 - 7s0c temperatures respect ive ly . Mash
concentrat ions of 25%, 35%, and 45%, and t o t a l sacchar i f i ca t ion periods of
Ih , 2h, and 3h were employed i n t h e production of warts. The r e s u l t i n g '
reducing s u g d con ten t s (as glucose) determined a s described under sec t ion "
3 .9 .4 .
3 - 8 - 3 E f f e c t of v x y i n g concentr~tt. jons of a lucomylase and uaccharif i c a t i o n - , -
periods on the reducing sugar contents of wort.
Wort W ~ Y p r e p d e d from a 25% mash. Its pH was adjusted t o 4.3 with a
0 3~ ~ c l so lu t ion , and temperature maintained a t 55 C. Varying concentrat ions
of glucoamyl~sc; 0.09%, 0.10X and 0,15X (dry weight b a s i s of the mash) were
ddded respect ive ly , then sacchar i f i ca t ion c a r r i e d ou t f o r 12h, 24h, and
The r e s u l t i n g hydrolysates were neu t ra l i sed , f i l t e r e d and malysed f o r
reducing sugar content ( as glucose) , as described under sec t ion 3.9.4 '
3.8 -4 Ma1 t bdsed- Syrup production:
50y of sorghum malt mi l led t o 1-2mm p a r t i c l e s i z e ( i n a Thomas wiley
M i l l , Model ED-5) was mixed wi th 2 0 h l of tap water t o g ive 25% mash. The
ptf of the r e s u l t i n g wort w a s adjusted t o 4.3. X t r temperature was maintained
a t 5 5 ' ~ using a thennos ta t i ca l ly con t ro l l ed water bath. 0.15%- glucoamylase
(D.W.B of the mash) was added and incubated f o r 24-72h (with cons tant
shaking) unt i l t h e des i red DE value was at tained.
The m a l t hydrolysate s o l u t i o n produced was neu t ra l i sed with 2M Na2C03
solut ion. A t e n f o l d d i l u t i o n of it was made, f i l t e r e d (wi th f i l t e r paper)
and. f i n a l l y concentrated to a syrupy consistency by evaporation on a
bo i l ing water bath.

/ ~ h r e e s t age decoction mashinq/
1
J /~nzyme sacchar i f i c a t i o n l
1
JI . . h i n i s h e d product ( ~ a l t syrup)/
~ i g . 5. Flow c h a r t of malt based syrup production. . \
3.9 Glucose Symp Production:
The acid-enzyme(dua1-stage) conversion method w a s used i n the glucose
syrup production. I n the f i r s t s tage , which w a s acid l ique fac t ion , s t a r c h
w d s mixed w i t h water t o form a suspension of s i u r r y , conicaininy 25% d r y
s tarch . his was poured i n t o a pyrex f l a s k and i t s pH adjusted to 1.8
with 3M H c l so lu t ion , The f l a s k and its con ten t w a s autoclaved f o r 20 minutes,
The r e s u l t i n g hydrolysate w a s cooled, and neu t ra l i sed t o pH 6.0. T h i s
was l a t e r f i l t e r e d i n t o a flask, and t h e second s t age of the conversion,
enzyme sacchar i f l ca t ion e f fec ted by addi t ion of 0.15% g l u c o a m y l a s e ( 9 ~ ~ o f
s t a r c h ) , and holding i t i n a w a t e r bath(with cons tant a g i t a t i o n ) a t

was determined by the des i red DL level . The r e s u l t i n g s t a r c h hydrolykite
was concentrated by evaporat ion on a boi l ing .water bath,
4 h o n - exchange deionized/
I
Fig. 4. Flow c h a r t of Acid-enzyme converted glucose syrup production.
3.9 Determination of some Proper t i e s of Syrups:
3.9.2 Determination of Spec i f i c q r a v i t y / ~ e g r e e baume of the Syrups.
The s p e c i f i c g r a v i t y of the syrups were determined according t o t h e
procedure described in ~.O,A.C.(1980) method of analysis .

A 50ml s p e c i f i c g r a v i t y b o t t l e was f i l l e d with d i s t i l l e d water,
0 stoppered irnd immersed i n water ba th a t 20 C. Af ter 30 minutes-, t he
s p e c i f i c g rav i ty b o t t l e was removed, d r i ed with f i l t e r paper and weighed.
The sme procedure was repaated with the s m p l e s . The s p e c i f i c g r a v i t y
of the samples were ca lculdted as follows:
SG P weight of l i q u i d held i n SG b o t t l e weight of water held i n SG b o t t l e .
Uegree baurne ( ' Me' 1
This is r e l a t e d t o Speci f ic grdvi ty b y , t h e following fonnula(Corn
r e f i n e r s Assacidtion, 1965) .
3 ,go 3 " Determkidtion of percentage t o t a l s o l i d s of t h e Syrups.
A sample of the syrup w a s t r ans fe r red i n t o a previously d r i ed and
weighed s t a i n l e s s steel dish. The d i s h and content was l a t e r placed on a
boiling water ba th and evaporated to dryness, This was weighed and then
placed i n .an oven and d r i ed f o r 3h a t 1 0 5 ~ ~ . The d i s h was returned t o the
oven and weight checked a t thirty minute i n t e r v a l s u n t i l no f u r t h e r l o s s
i n weight could be detected. The d i s h was cooled i n a d e s i c a t o r f o r
20 minutes and the weight taken. ti'
The percentage t o t a l s o l i d s , was ca lcu la ted thus:- .
% t o t a l s o l i d s = W t of sample a f t = drying x 100 W t of sample bekore 'drying
! ' 3.9.4 J Percentage reducing sugar conten t / ~ e x t r o s e equivalent ( DE.) value determination.
Reducing sugar content (as glucose)/Dextrose eqUivalent(DE) values of

thesyrup s m p l e s were detenninfid &cording t o the I n s t i t u t e of Brewery
I.O.U.(1977) method of analysis as follows:
It% w/v solu t ion was ,prepared by weighing.25,OOg of the syrup i n a . . .
gldss d i sh and dissolving same by.gradua1 s t i r r i n g i n warm water. his
w d s t r a s f e r r e d quan t i t a t ive ly to a 2501111 graduated f l a s k , and a f t e r
0 adjus t ing the temperature t o 20 C, it was mdde up to the mark a t t h a t
temperature. 251111 of t h i s so lu t ion was p ipe t t ed i n t o a 250ml graduated
f l a s k and d i l u t e d t o mark a t .20°c. This was mixed w e l l and f i l t e r e d . I t
wr i s used as the "di lu ted solution".
25ml of mixed Fehlings' so lu t ion was pipetted i n t o a 250rnl S a i l i n g
f lask; and m almost sufficient of the d i l u t e d so lu t ion was added from the
b u r e t t e t o the cold fehl ings ' so lu t ion t o e f f e c t reduction, s o t h a t , i f
poss ib le , n o t more than l m l was required l a t e r to complete the t i t r a t i o n .
The contents of t h e f l a s k was mixed, and heated over a w i r e gauze, k e p t i n
moderate e b u l l i t i o n f o r 2 minutes and th ree drops of methylene b lue ind ica to r
added without removal of the flame, then the t i t r a t i o n completed i n one
minute with continuous e b u l l i t i o n . I
The end point (decolor iza t ion of the methylene blue) was taken as the
volume ' d t which the r eac t ion mixture turned red. The t i t r e was recorded.
Calculations:
The r e s u l t s were,ccilculated a s the most appropriate sugar (glucose o r
maltose) using the appropr ia te f a c t o r from t h e l ane & Eynon table . For the
d i l u t i o n given, the percentage reducing sugar i n the sample ' a s isg
% ~ e d k i n ~ sugar = Lane & Eynon f a c t o r x 100 T i t r e .

Dextrose Z q u i v a l e n t ( ~ ~ ) r % reduclnq sugar (as glucose) x 100 % t o t a l s o l i d s
3 m9.5 . - Deterrnl-nation o f colour of the syrups:
The colour of the syrups were determined by the procedure described
i n A.O.A.C(l980) method of apdysis as follows:-
59 ce l - i t e was added t o 100rnl f i l t e r e d syrup, mixed and f i l t e r e d
through f i l t e r pclper. The f i r s t 40ml f i l t r a t e was returned t o the f i l t e r .
Absorbmce of c l e a r t o t a l f i l t r a t e was determined a t 430m using a
spectrophotorner. Syrup colour was ca lcula ted a s . follows:
colour = 1 0 . x x correc t ion t o 4' cell s i z e . c ~ l o u r was reported to t h e
nea res t 0.05 uni ts .

CHAPTER 4
4. RESULTS AND DISCUSSIONS
4.1 ~ a l t i n g c h a r a c t e r i s t i c s of t h e ce rea l p;rains, sorghum and millet:
Table i shows the malting c h a r a c t e r i s t i c s of the c e r e a l g ra ins
used. The values of 33.30g and 6.8g 1000-kernel weight obtained respect ive ly
f o r sorghum and millet g r a i n s were smaller compared t o 50.9g f o r b u l e y
reported by s ingh and ~ a u r o ( 1 9 7 7 ) . However, s ince these g ra ins are
smaller i n s2ze, it is expected t h a t the weight would be smaller. his
agrees wi th the suggestion made by Nout and Davis(1982) t h a t i n l a r g e
s c a l e malting, modification i n p l a n t cm be ef fec ted t o take care of the
d i f fe rences i n s i z e of the grains.
The percentage fore ign seeds and broken kernels gave 0.32% and 0.56%
re3;)ectively f o r Sorghum and m i l l e t grains. These r e s u l t s show t h a t
broken kernels and foreign seeds are r e l a t i v e l y low from t h e bulk g ra in
samples.
tiough et &., ( 1981) repor ted t h a t f o r good malting q u a l i t y of barley,
minimum germinative energy (G.E) requi red is 96%. However, i n t h i s study,
G.E. of 82% and 76% were obtained respect ive ly f o r sorghum and ' m i l l e t
grains. Aniche(l302) obtained 60%
(G.C. ) f o r L 181 sorghum var ie ty ;
7% germinative energy f o r millet.
C.E. and 98.5% germinative 'capacity
while Singh and Tauro(1977) reported
Germhative capaci ty (G.C.) of 90%
and 85% were obtained f o r sorghum and m i l l e t respect ive ly in t h i s study,
iind s ince G.C is a measure of percentage of l i v i n g corns under aided
condi t ions , i t i s therefore suggested t h a t hydrogen peroxide be used
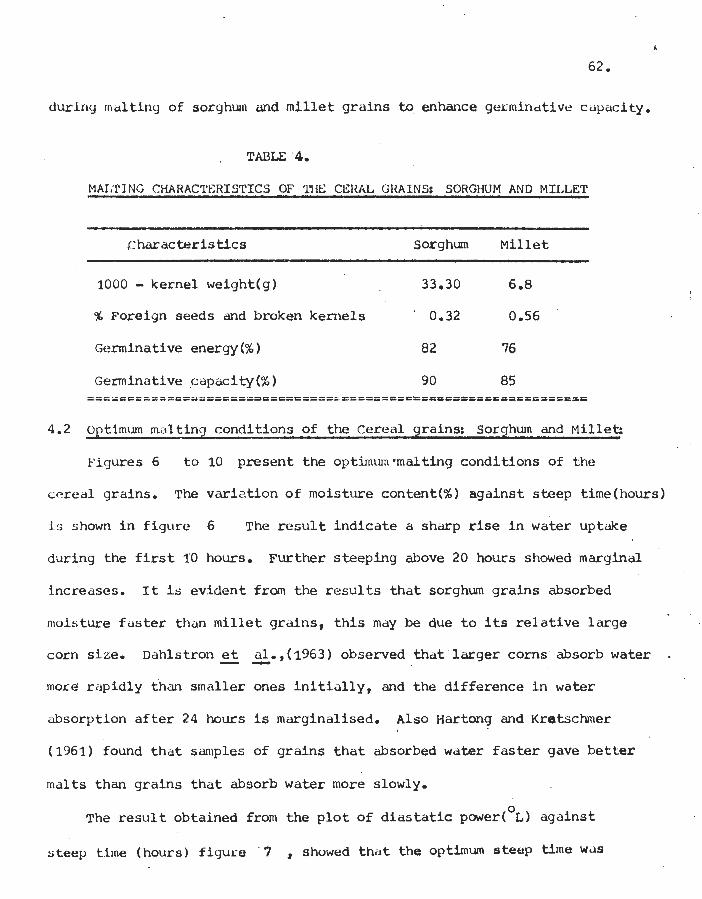
62.
durlriy 111dlthg of sorghum iuld m i l l e t g r a i n s to enhance germindtivt: cclpacity.
MAIJTING CKARACTERISTICS OF l l i E CERAL GRAINS: SORGHUM AND MILLET
~ h a r a c t e r i s t i c s Sorghum Millet
1000 - kernel weight(g) 33.30 6 .8
% Foreign seeds and broken kernels ' 0.32 0.56
Germinative energy (% ) 82 76
O p t h u m mj l t ing condit ions of the Cereal grains: Sorghum and Millet:
Figures 6 t o 10 present t h e optimumgmalting condi t ions of the
ce red l grains. The v a r i a t i o n o f moisture content(%) aga ins t s t e e p time(hours1
i.s shown i n f i g u r e 6 , The r e s u l t i n d i c a t e a sharp rise i n water uptake
during the f i r s t 1'0 hours. Fur the r s teeping above 20 hours showed marginal
increases. I t i s evident from the r e s u l t s t h a t sorghum gra ins absorbed
moisture fclster than m i l l e t gra ins , t h i s may be due t o i t s r e l a t i v e l a r g e
corn s ize . Dahlstron e t g . , ( 1 9 6 3 ) observed t h a t l a r g e r corns absorb water - - more rap id ly than smaller ones i n i t i a l l y , and the d i f fe rence i n water
absorption a f t e r 24 hours is marginalised. Also Hartong and Kretschmer
(1961) found t h a t samples of g r a i n s t h a t absorbed w a t e r f a s t e r gave b e t t e r
malts than g r a i n s t h a t absorb water more slowly.
0 The r e s u l t obtained from t h e p l o t of d i a s t a t i c power( L) agains t
steep t i m e (hours) f i g u r e ' 3 , showed t h a t the opthum s teep t i m e Was

1 1 I 1 1 I I \ I
10 20 30 40 50 . 60 70 80 Steeplng t i me (hours )
Fig. 6 : Moisture content (%) against s t e e p i n g t i m e ( h o u r s ) . Sorghum grain
i M i l l e t g r a i n

20 ' 30 S t s e p i n g
Fig. 7 : Diastotic power (%) against st;esping tima (hours) a f ter 4 days o.f ge rmina t ion . - .. b-d 8 Sorghum, o-o 8 Mil let '

50 kwurs. A t t h i s time, the d i a s t a t i c powers of the two cerea l s were
mdx.i.mum a f t e r the grains w e r e allowed to germinate f o r four days. Furthermore,
extrapolating the 50 hours optimum steep t h e t o r e s u l t s of the p lo t of
moisture content(%) against time(hours) f igure fj, gave variously 38%
and 33% optimum moisture contents f o r sorghum and m i l l e t grains respectively. I
out and Davis (1982) obtained 45% moisture c o n b n t a f t e r 35 hours and
20 hours of steeping sorghum QAndivo' and sorghum 'igumba, respectively.
The optimum gemination period of 5 days was obtained after steeping '
I the grains fo r 50 hours. This r e s u l t was deducted from the p l o t of
d i a s t a t i c power (OL) against germination periods(days), f igure 8 The
0 r e s u l t a l so indicate t h a t rnJxknum d i a s t a t i c pX!=rs of 32O~ and 27 L were
'
obtained respectively f o r sarghum and m i l l e t malts under the same st ipulated , I
malting conditions. The r e s u l t shows t h a t there was no d i a s t a t i c power I
measurable in ungerminated grain but rises sharply fran 1-3 days reaching
i ts peak a f t e r 5 days of gemination. This suggests t h a t d i a s t a t i c enzymes
absent i n ungerminated grain develops with germination. I t has been established
tha t alpha anylase was not present i n the ungerminated sorghum grain and t h a t
the ac t i v i t y was only measurable a f t e r germination(Aisien et z., 1983). i I
Figure 9 -shows the r e s u l t of malting loss (%I measurements during
the various periods of germination(days). The r e s u l t showed t h a t the
malting l o s s of grains increased with increase i n the period of germinatim.
Signif icant increases i n malting l o s s were recorded between 2-4 days of
germination, which correspond ta t h e periods of s i gn i f i can t drops in
1000 - kernel weights during gemination. The ranges of 12 - 16% and 16.20%

G e r m i n a t i o n p e r i o d ( d a y , ) F i g . 8 : Diastolic power (%I a g a i n s t germination p e r i o d s ( d a y s )
a f t e r 50 hours of steeping. I
H '= Sorghum, M = Mill8 t

I 1 I 1 1 1
2 3 4 5 6 7 Germinat ion pkr iod ( doyo )
9 : Molting loss (%I against perminotion per iod ( d a y s ) . 04 a Millet molt
M Sorghum ma I t

malting losses were obtained respectively f o r sorghum and m i l l e t m a l t s
covering 4 to 7 days of gemination. The malting l o s s f o r barley have
been given by Hough et: ( 1981) ae 6~12%. The high malting l o s s of
the millet grains could be due t o excessive aeration during sixaping
leading t o grains growing uncontrollably dullng germination according to
H o u g h e , &., (1981). Malting l o s s could also r e s u l t from long steeping
period a s materials trend to be leached i n t o the s teep water. .To reduce
malting l o s s , it, i s suggested t h a t the f i l t e r paper8 used should no t be
saturated with water, o r I n the a l te rna t ive , malting f loors should be wed.
Relault of kilning s tudies , ( f igure 10 ) shows t h a t moisture re lease is . ;
reciprocally re la ted to moisture absorption. Signif icant l o s s i n moisture
w a s recorded after 12 hours of ki lning a t 4s0c. With regards to moisture
level i n r e l a t i on to storage qua l i t i e s of malta, optimum ki lning can be
carr ied out a t 45O~ f o r 24-48 hours depending ~n the moist- l eve l of
t h e green malt and the moisture content of the m a l t required. The e f f e c t
of temperature on the m a l t characters was no t investigated, however,
other workers; Nout and Davis (1982) and Novellie,(1962) showed t h a t only
kilning a t .70°c resul ted in a s ign i f ican t l o s s i n d i a s t a t i c ac t iv i ty ,
kilning in the range of 4 0 - 6 0 ~ ~ caused only negligible destruction.
4.3 Evaluation of ma1t;l'squality characterist ics:
The malts* qual i ty charac te r i s t i cs were evaluated and the results
presented on tab le 5 .. Generally, low Cold Water Extract(C.U.E), high
Hot Water ~ x t r a c t ( ~ . W . ~ . ) and la static Pow~(DP). are indicat ive of good
m a l t character is t ics . Hough et; %,(1981) reported ~ a l u e s of 307 ~ O h g

Ki ln ing p e r i o d ( h o u r s ) ig . 1 0 : Moisture content (%) agoins* kilning per iod( hours) at 45OC.
o-a 8 M i l l e t malt, - k + - ? 8 $ o t r g h u m m a l t ,

(HUE , 18.6% (CWE) and 63 '~ (DP ) f o r barley malt!. Tha corresponding values
obtained i n this atudy f o r sorghum and m i l l e t malts( t @ l e f , .' were I
r e l a t i ve ly inadequate to pass fo r good malts. The high C.W.E obtained
may be due t o malting a t high temperature of around 2 8 ' ~ ~ aa against t h a t
0 f o r barley which is usually a t 15 C o r less (Preece, 1954). as w e l l ao a
higher moisture content achieved by sprinkling of water. Improvements In
the malting conditions f o r the grains could considerably reduce the high
C-9-E- , and increase the H.W.E. and D.P. values obtained. However, the
values obtained f o r Sorghum malt i n ' the three, qual i ty charac te r i s t i cs arc
comparatively more encouraging than those of m i l l e t malt.
THE MALT'S C\UALITY CHARACTERISTICS
Character is t ics Sorghum m a l t M i l l e t malt
Cold Water Extract , CWE(%)
~ o t water ex t rac t , HWE ( ~ O / k g )
4.A Determination of Optimum pH and Temperature conditions f o r malt's . - .
amylase act ivi ty .
The r e s u l t s of the optimum conditions (pH and tempersture) f o r mylase
ac t i v i t y of the malts were as pretsentsd i n f igures 12 ' and -13 respectively.
Figure 12 shows t h a t a t optimum pH range of 6-7, the amylase ac t i v i t i=e I
of both sorghum and mi l l e t malts were maximum. Also f igure 13 reveals
t h a t amylase ac t i v i t y of sorghun m a l t peaked a t optimum temperature range

- mg Maltose in 3 m l so lu t ion
Fig . I 1 : .Maltose cal ibrat ion c u r v e . '


40 50 60 70 80 90 T e m p e r a t u r e ( O C )
.IFi g 8 : Optimum ternperoture determination far ornylo~e activity in both millet, ond sotghum ma l t $. I t b

of 60-7o0cI while t h a t of m i l l e t malt b e c q e m a x i m u m a t 40-50°c. The
optimum p~ value rmge of 6-7 obtained i n t h i s etudy agrees with thQ
values reported by ahembe &-,(1988). S i l l s and Stewart(l984) reported
optimum pH range of 5.5-6.5 f o r purified barley alpha amylase. ~ o u g h
e t &.,(1981) points out t h a t pH value of 6.0 is quite su i tab le f o r - 0
anylase ac t iv i ty a t 65 C. The r e s u l t i s also in agreement with the pH
optima of 5.2 (Preeoe, 19541, f o r /3-amylase, and 7.O(Worthington, 1979)
f o r alpha amylase enzymes in barley.
shembe 6 &. , (1988) reported 35-45O~ temperature optima f o r m i l l e t
and 50-75Oc $or sorghum m a l t s @ amylase ac t iv i t i es . Also S i l l s and Stewarts
(1984) reported values of 3 5 - 4 0 ~ ~ f o r pur i f ied barley alpha amylase. A
Chandraskhara and swminikhan ( 1958) showed optimum d P e r a t u r e f o r both
alpha and b-anylases in pearl m i l l e t t o be 60°c. The &mporature optima in
both cases are below gelat inizat ion temperature ranges of millet(70-80°c)
and sorghum (68-80°c) obtained i n t h i s study; a necessary prerequis i te fo r
e f fec t ive degradation of s ta rch by amylases. T h general poor malting
qual i ty of sorghum and m i l l e t ! gra ins as a lso reported by other authors is
thus
4.5
f a t ,
pa r t ly due to this fact .
~roxim&/~hemica~. analyses of the sorghum/millet grains and maltst
The r e s u l t s of proximate analyses (moisture content, crude protein,
crude f i b r e , and Ash) t o t a l carbohydrate. and 'gel a t l n i zation temperature
ranges of the grains and m a l t s used i n producing the syrup8 are
i n . t a b l e 6 , , he proximata cmposi t ion values obtained f o r mi l le t grains
and its malt w e r e c lose to those reported by Opdrtu et . , 1 9 8 1 Also

Aniche (1982) proximate composition values reported f o r Sorghum malts
( t ab le 2 ) caipclred f avourably with the values obtained i n t h i s work.
The Sorghum values f o r protein, 10.40%, c l o s e l y agree with 10.9% reported
by Hough et . , 1 9 8 1 . The r e s u l t show t h a t sorghum has lower values
of f a t , and higher values of carbohydrate and protein than mille t . Grains
used f o r syrup production should be low i n fat and protein but r i c h i n
to tdl carbohydrate especially starch. Cereals with higher f a u p r o t e i n
contents are considered unsuitable f o r glucose syrup manufacture since
they have detrimental e f f ec t s on flavour ar\d contribute t o colour v i a maillard
reaction. I n malt based syrup production, where colour is r a the r required,
the high protein content f ac to r i s no more necessary, therefore sorghum
grain is bes t su i ted f o r the malt syrup production.
TARLE 6.
CHEMICAL/PROXIMATE ANALYSES OF SORGHUM/MLLLET GRAINS AND MALTS
~ i l l e t Sorghum
Grain Malt Grain Malt
Moisture content(%) 9-10 ' 6.50 10.12 7.50
Crude protein (%I 8.30 10.50 10.40 11.30

4.6 Chemical analyses of starches extracted from mi l l e t and sorghum, grains:
Starches were extracted from mi l l e t and sorghum grains and subsequently
subjected t o chemical analyses. The r e su l t s obtained are presented on
t51e 7. The lower s ta rch contents of 76*40(millet) and 83.40(sorghum)
d-.-.P.-.. r e l a t i ve to values obtained by Brenner - et - & . , \ L Y Q O ~ and nuisr &, &.,
(1980) may be due t o the unsophisticated equipment which was used during
the s ta rch extract ion process. The pr incipal parameter i n the refined
s ta rch concentrate which a f fec t s both the qual i ty and volume of glucose
syrup is the s ta rch content. The higher the s tarch content, the greater
the reducing sugars obtained on hydrolysis., The comparatively higher protein
values of 2.1% ( m i l l e t s t a rch) and 2.4%(sorghum starch) a s against 0.2016
reported by Hulse & &.,(1980) may equally be due to inadequate separation i
of gluten from starch. The leve ls of f a t 0.83% ( m i l l e t s t a rch) and 0.66%
(sorghum s ta rch) are also higher than 0.003% reported by B r e n n e r c 2.. (1968). Therefore, a more sophisticaited equipment than tk one used i n
t h i s work is suggested f o r s ta rch extract ion i f glucose syrup with a near
water-white colour i s desired.
Table 7 shows t h a t the gelat inizat ion temperature ranges of the
extracted' refined starches are lower than t h a t of the corresponding grains
( t ab l e 6 ) thereby rendering the refined s ta rch more susceptible t o
amylalytic degradation. However, sorghum starch, having a lower gela t inizat ion
temperature range, lwer f a t and ash contents than m i l l e t s t a rch is preferred
i n glucose syrup production.

TAJ3LE. 7.
CtiEMlCAL ANALYSES OF STARCIIES FROM MILLET AND SORGHUM GRAINS
Millet s ta rch Sorghum s ta rch
~ o i s ture content (%I 9.2 8.6 b ;'
Crude protein (76) ' 2.1 2 .4
Fat (%)
Crude f i b r e (%I 0.71 0.27
Ash (%I 0.60 0.40
Starch content (%) 76.40 83 .40
4.7 Effects of varying mash, glucoamylase concentrations and saccharificc~tion - periods on reducing sugar contents of the wort syrup:
Figures 15 and 16 show respectively the r e s u l t s of the e f f ec t s of
varying mash concentrations and time; glucoamylase concentrations and time;
on t h e reducing sugar content of mort syrup. Results show t h a t makimum
conversion was a t ta ined a t the lowest substra te concentration, 25% mash;
highest enzyme-substrate r a t i o , 0.15% glucoamylase and a t a longer
sacchar i f icat ion time. However, there are feas ib le ranges of in teract ing
variables during the sacchar i f icat ion process of syrup production. The
25-35s subs t ra te concentra$lon range struck a b a l e e b e t w e e n the cos t of
removing excess water from hydrolysates against higher conversfon t o glucose
a t ta inable a t low substra te concentration, Also, 0.10 - O,f i .% enzyme-
subs t ra te r a t i o is reasonable s ince cos t of enzyme balanced against
sacchar i f icat ion and equipment required f o r long saccharification. The
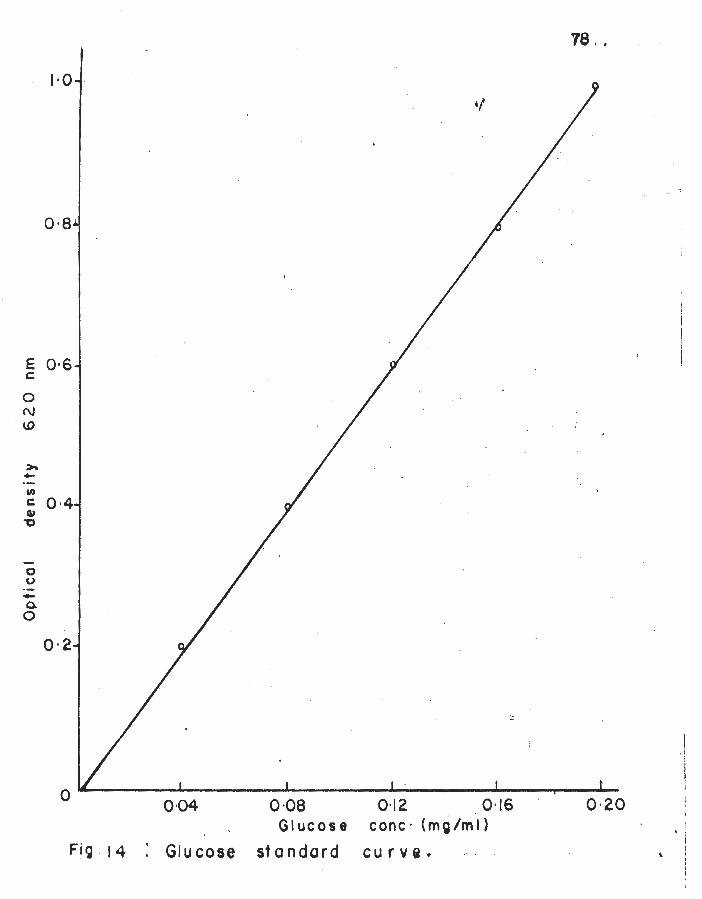
0 ~08 0.1 2 0.16 G l u c o s e conc. (mq/ml )
F i g . 1 4 Glucose s tandard c u r v e . .. .

T i m e < h o u r s ) . Fig . I5 Effect o f vary ing mash concenirot.ion and t ime on
reducing sugar .;content of the wort a
= 45% mash, H = 3S0/, mash , )++( 25'10 mash

Fig. 16 : E f f e c t of w r y i n g concentrat ions of g l u c o a m y l a r e , . ~ n d time on the reducing sugar content o f the wort syrup.
5 0 0 -
480-
460-
% 440- 0 0 L Q,
a 420- Q) Ln 2 C
M
g400- u' E
380-
360
= 0.05 % of glucoarnylase M = 0 10 % of giucoamylase w, = 0.15 O k of glucoamylase
,
J
0 12 Ti me ( hours 24 36

sacchar i f icat ion range of 12-72 hours chosen f o r the experiment w a s based
on enzyme-substrate r a t i o used and extent of corrverlion cle,aircd, The
optimum temperature range of glucoarnylase ac t i v i t y is S O - ~ ~ O C , where the
upper l im i t i s dependent on glycoamylasestability, and lower l i m i t on neid
t o i nh ib i t microbial contamination during long saccherrification periods.
Furthennore, the pH 4-5-0 is dependent on aource of glucoanylase, and a l so
eug& are most s t ab l e a t this pH range.
4.8 Properties of malt based syrups and acid-enzyme converted glucose syrups: !
Tables 8 and g show the r e s u l t s of analyses i n some properties of i I
malt based syrups and glucose syrups produced i n this study. The r e s u l t s !
show, three c lasses of syrups; Regular ( 4 2 ~ ~ ) , intermediate ( 5 2 ~ ~ 1 ,
and High (69~~j. Conversion syrups were produced f o r malt and glucose
syrups respectively.
The values of 4 3 ' ~ ~ and 42OF3ef density ware obtainad f o r m a l t syrups
and glucose syrups respectively, The higher value f o r malt syrup may be
due t o its r e l a t i ve ly higher content of cellulosfic materials.
The r e s u l t a l so show t h a t the ash content of m a l t syrup was 0,4% while
that of glucose syrup was 0,65%. Junk and Pancoast,(l973) noted t ha t the
normal concentration range of ash i n corn syrup was from 0.1 - 0.3%. The
higher ash content of glucose syrup obtained may be as a r e s u l t of sod im
chloride, which is derived primarily fran the neutra l izat ion of hydrochloric
acid w i t h sodium carbonate during the acid l iquefaction process. '

Colour values of 5.1 un i t s and 2.2 un i t s were obtained f o r m a l t ant!
glucose syrups respectively. Junk and Pancoast(l973) a l so noted t h a t the
colour of newly refined'corn syr-p is usually @water-whlte( and has a
value of 0.25 units. The higher value of malt syrup colour i s a t t r ibu ted
t o the colour developed during the ki lning process of malting. However,
the colour of the glucose syrup could be reduced through carbon &d ion-
exchang~ ref ining processes.
he carbohydrate composition as glucose(%) and maltose(%) r e s u l t s
show a s imilar trend on both tables. Generally, the values increase
proportionately across the three c lasses of syrups, Also, mare g l u c o s ~
are i n each case produced than maltose, this is expected since the
glucoamylase preparation from fermentations of Aspergillus niger contain
r e l a t i ve ly l e s s amounts of 8-amylase.
The lower glucose yie ld i n m a l t syrup r e l a t i v e t o glucose syrup i n
the three c lasses of syrups may be due to poor d i a s t a s i s of the m a l t s
0 amylases whose temperature optima, 60-70 C, is lower than the m a l t ' s
s t a rch gela t inizat ion temperature range of 68-F30°c; Consequently, generating 8
more l i m i t branched dextrins which are less susceptible t o glucoamylase
than the l i nea r dextrins(Abdul1ah A., 1963)
Results .also indicate t h a t maltose contents of malt based syrups are
s l i g h t l y higher than thoge of glucose syrups{ this trend might be traced
to the r e l a t i ve . quanti ty of p-anylase which is a major component of malt
amylases and a minor consti tuent of glucoamylase enzyme preparations from
Aspergillus niger. -

TABLE. 8.
PROPERTIES OF MALT BASED SYRUPS
Property Regular Intermediate High
Dextrose equivalent (DE ) 42 52 69
0 Commercial Bauma( B e ) 43O 43O 43O
~ l u c o s e (961 2 0 28 4 1 I
Maltose (96) 15 19 2 2
TABLE, 9.
PROPERTIES OF ACID ENZYME CONVERTED GLUCOSE SYRUP
Dextrose equivalent (DE) 42 5 2 69
0 Canmercial Baume ( Be' 42 42 42
Solids (%) 80 . 82.2 80
. ~ s ' h ( % I 0.65 0.65 0.65
Glucose (%) 23 3 1 45
Maltose (%) 13 13 2 0

CHAPTER 5
5. SUMMARY AND CONCLUSIONS
ConvenUonally, malt syrups used by food industr ies are produced fran
b u l e y . he broad objective of the present investigation was t o produce
rnalt Byrups pr ic ipa l ly fran sorghum and millet grains which would be used
by food industries. The Nigerian ecosystan does not 8upj$?rt th0 a g r i c u l t w a l
production of barley grains, thus jus t i fying thL8 objective. The r e s u l t s
prcrduced fran the invesaga t ion are summarized as follows:
1. Both the malting and m a l t ' s qual i ty charac te r i s t i cs of the grains
studied indicate t h a t aarghum generates be t t e r m a l t than millet .
2. 50 hours of steeping and 5 days of gemination a t room temperature gave,
A*&.- - - L a --.... ,.., YYLY16U111 d i a s t a t i c power development i n sorghum and m i l l e t grains. b
3. Feasible ranges of 25-35% substra te and 0.10-0.15% enzyme concentrations
are bes t sui ted f o r syrup production.
4. Sorghum s ta rch is more adequate f o r glucose syrup prodyction. High
colour value of the syrup obtained could be reduded when it is fur ther
refined with carbon and ion-exchange de-ionized processes.
One would therefore suggest fu r the r research in comection with,theae
r e su l t s as follows:
. More malting 'study is advocated in order t o f ind b e t t e r favourable Y
malting conditions f o r mi l le t ' e spec ia l ly i n the area of malting loss reduction.
b. The control and measurement of colour/flsvol.~,r acquired by sorghum m d l b
during the ki lning process.
c. Isola t ion, pur i f icat ion ,and characterization of sorghum malts alpha

. 85,
amylase and i ts t iultabil i ty i n starch liquefaction process of glucose syrup
production comparad with that o f a microbial alpha amylase.

REFERENCES
~ b d u l l a h , M., Fleming, I. D., ~ a y l o r , Po M e , and Whelan, W. J o , 1963. I n l g j a x h l ChernistXy and Technoloqy, 2nd Ed. Acad.,Press Inc.
Abdul-Hussan, 30, and VnrrianolS.lartson, F., 1982, Amylolysis of P~L-P Mille t s ta rch f ract ions by Peiwl m i l l e t anylase Cereal, chem. 56 (5) , 351-355 --
i his ien, A. 0. 1982. EnZpic modification of sorghum endospenn during seedling
growth and malting. J o Sci, Food Agric. 33, 754-759. ' - - . . '
Aisien, A. O., and ~ h o s h , Be P, , 1978. Preliminary s tudies on the germhation of guinea corn, J. of Food Sc. and Tech, 22, 124-126. &
I) -0 -- ~~l ich ie , C. N o 1982. Studies on the brewing of ' lager beer' f ran sorghum
and other local materials , U.N.N. PhoDo thesis.
m o n , 1979. I n "Nutritive Sweetners frm cornt1. Corn Xmfiners Association, Inc. Washington DOC. 2nd ed.
~mer ican Association of Cereal Chemists (A.A.C.C.) Approved Methods, 1976.
Ambruster, F, C. and ~ a r j e s , C. F., 1979. U.S. patent 3,560,343.
Association of Off ic ia l ~ n a l - y t i c a l chemis t~(~ .o .~ ,c . ) , 1980. Off ic ia l methdds of analysisr 13 t h edit ion.
August, V. Be, Biagio, P; Gene, S., and Glenn, W. B. 1979. Amino acid prof i les , chemical scores and mineral constents of sane pear.1 m i l l e t imbred l ines. J. Agric. Food. Chem. 27(2). ..- - - -
Badi, S, M., Hoseney, R. C., and Casady, A. J., 1976. P e a r l m i l l e t I. Chicacterization by SEM, amino acid analysis, l i p i d composition and prolamine sol.ubility. Cereal chem 53(3) 478-487. ---
Badi, SO M., Hoseney, R. C., and Finney, P. L. 1976. Pearl Mil le t 11. P a r t i a l characterization of s t a r ch and use of millet f l ou r i n bread making. Cereal chem. 53(2) 718-726. -- -
Baldassari, P., 1971. Perspectives of 'Liquid sugars1 i n the food industry and the "Reggiane, C. S o w pqocess Industr ie Alimentari 10(7) , 88-94.
Barret, J. Gr i f f i ths , C. M. 1966. Some e f f e c t s of malt kilning on wort properties. J. Inst . Brew. 73 445450. - - - -
Bazhal, I. G o , Kupchik, M. P O , Vorona, C. G., Bondar, Em G. 1981. Pur i f icat ion of Starch hydrolysates by e l ec t ro ' f i l t r a t i o n .

'I Beleia, A. Varriano-Martson, E. 198lb. Pearl Millet amylases 11.
Activity towardcl wheat and heated s ta rch granules. Cereal Chem. 58(5) , 43 7-440.
-- rp
B e m i l l e r , J. N. 1967. I n @Starch*r chemistry - and technology. 2nd ed. ~cdd. Press I r x .
Doriso.va, T. D. Buinova, S. E., and Lopatinskii, 3. N. 1982. Effect of various stages of the teclmology of process m i l l e t on amino 'acid content of mi l le t proteins. Tr. vscs. Nauchno-Issled Inst . Zerna Prod. EGO Ponerab; 99, 77-84. -
Brenner, M. W., A r t h u r , Me J. and SteWart, El E. 1968. Yellow corn gribi, V s brewers corn syrup as adjunct f o r l a rger beer. MBAA Tech Quart --- 5(1) 9 30-38. -
Bunting, A. H., and C u r t i s , D. L. 1970. Local adaptations of sorghum in .
Northern Nigeria. Samaru Research Bullet in, 106.
Chang, L. T., 1981. Exploring new sources of sugar. The rapid deveJopnent of fructose production. Food Sc. & Tech. China, No. 7, 8. -- - - . I -
Dahlstran, R. V. Morton, B. J. and Sfa t , M. R. 1963. Proceedings,of Ule American socie ty of Brewing C h e m i s t s 64.
,
Daiber, K. H., and Novellie, L. 1968. Kaff i r corn malting and brewing s tudies X I X . G i b e r e l l i c acid and amylase fornation i n Kaffircorn. J. sci. Ed. Agric. 19 '87. --rn -
Damon, E. G. 1962. The cul t ivated sorghum of Ethiopia Experimental s t a t i on Bullet in i n No. 6. Imp. Ethiopia Coll. Aqric Nech A r s pp. 72,
Deriaz, R. E. 1961. Routine analysis of carbohydrates and legnin in Herbage. 2. Sci. Food Agric. 12, 152. -
Desrousseaux~Bailleu1 and montreuil , 19 76. , Quali ta t ive and quant i ta t ive changes in the saccharides of wort in canmarcia1 mashing. Brasserie, 2, 87-106.
Deyo, C. W., Shoup, F. K O , Miller, G. D., Bathurat, J., ~ i & ~ , D., Sanford, P. E. and Murphy, L. S* 1970. Amino acid canposition and energy value of immature sorghum grain. Cereal chem. 47, 363-368. --
Furia, T. C. 1968. The Technology of glucose syrup, production. Handbook of food addit ives chemical rubber Co. Cleveland.
i
Fetuga, B. Lo 1977. The metabolizable energy value of some cereals and cerea l by products foc chickens. W. Afr. J. Biol. chem. 20, 3-15. - - - - -

Gothard, P. G., Clark, M. J., and Gordon, A. C. 1980. The e f f e c t of modificatiofl period upon the a b i l i t y of a m i c r ~ n a l t i n g procedure to s e l e c t barleys f a r m a 1 t ing quality. 2. Inst . B r e w , E ( 6 ) ,299-301.
Gudiseva, C., Suryaprasad, D. R. and Pa.'ttabiraucin, . T. N. 1981. Natural p l a t enzyme inhibitors: alpha amylase inh ib i to rs i n malts. J. sci. - - ~ o o d Agric. 32, 9-16. -
Halkerival, M., and Mathieson, A. R. 1971. The Protein content arid amino - acid canposition of sorghum grain. Cereal chem. 48, 690690. --
Hartong, B. D. and K r e t c h m e r , K. F. 1961. Proceedings of the European brewery Convention Congress, Vienna o 69.
tidrvey, R. D. 1983. Functional proper t ies of brewers, ~djuncts ' . - J. Amer.soc. Brew. Chem. 41 63. - - - 0
Hersilzky, A. 1972. Experiments on Improving f i l t r a t i o n of s ta rch syrup. Stark 24(3) 84-98. --
Hoover, W. J. 1963. The technological development and increased usuage of glucose syrups in the U.3. I n Handbook of sugars. The Avi Publishers Canp. Inc. page 153.
Hoover, W. J. 1964. Corn Sweetneners with f u l l spectrum of functional properties. I n Handbook of suqars, The A v i Publishers Canp. Inc. p.
Hoseney, R. C., Davis, A. B., Harbers, L. H. 1974. Pericarp endospenn s t ruc ture of sorghum grain shwn by Scanning Electron microscopy. Cereal.chem 51, 552-558. ---
Hough, J. S. Briggs, D. E., and Stevens, R., 1981. PJaltina and- Science Vol. t Chapman and H a l l London.
v' Hoynak, P. X., and Ballenback, G. N. 1966. nThis i s l iqu id sugar" 2nd
Edition.
Hulse, J. H., Liang, E. M. and Pearson, 0. E., 1980. gorcrhum and- Their canposition and n u t r i t i v e value. Acad. Press London, 443,
Hurst, T. L. and Turner,.A. W. 1960. U.S. Patent 3, 137, 639.
Hurst, T. L., Larson, R. F. ~ n d Turner, A. W. 1971. Starch C O ~ W ~ S ~ O ~ syrups. U.S. P a t m t 3, 630, 844.
John, R. N. Taylor, 1983. Effect of Malting on the protein and f r ee amino Nitrogen canposition of sorghum. 2. E. Food ~ g r i c . 2, 885-892.

Junk, W. A. and Pancomt, H. M. 1973. Handbook of suqars. . Westport, Connecticut. The Avi, Publishing Comp. Inc.
Karel , 1976. High-temperature, high pressure method f o r continuous wort production. Brewers' Digest 42 84-89.
Keasley, M. W. 1978. T b Control of hygroscopicity, browning and Fermentation in glucose syrup. J. Food Tech. 13(4) 339-348. - -- -
Kent, N. L. 1975. Technology of Cereals. Pergonon Press, Oxford, 44-46.
Lorenz, K. and Hinn3, G. 1976. Functional charac ta r i s t i cs of starches f ran proso and f e x t a i l m i l l e t s . J. Agric. Food Chem. 24(5) 911-914. - -- -
~ u d v i g , L., Sur jm, E.,,and Toth, J. 1975. Factors responsible f o r qual i ty deter iorat ion i n cmercial glucose during storage, ~ z e v z i p a r - 23 (2) , 72-75.
~ a c A l l i s t e r , R. V., 1979. Action Patterns of enzymes used i n commercial corn syrup manufacture, &. Carbohydrate cham. Bioch. 36 15. - --
Maeda, H. and Tsao, G. T. 1979. The uses of Microbial amylase i n producing high maltose syrup. Process Bioch. 69, 45. -
Malleshi, N. G. and Desikachar, H.S.R. 1979. Malting qual i ty of a new variety of ragi . (E lws ine coracana) J. Food Sci. Tech. India 16(4) - -- - -- 149.
Madela, M. ~ ~ s t r o n , J. and Bolger, D. 1975. waste paper to glucose Activi ties Report 2 7 (1) 134-146. -
~ i t s u h a s h i , M,. 1974. U.S. Patent 3, 7,95,884.
Narzls, L. and Litzenburger, K., 1977. Malt's quali ty, mashing condii t ions and gum content. Brauwissenschaft, 30, 264-269. -
Neucere, N. J. and Sumrell, G. 1980. Chamical composition of d i f f e r en t va r i e t i e s of grain sorghum. 2. Agric Food Chem. 28, 19-21. -- 0
Nout, M.J.B. and Davis, B. J. 1982. Malting charac te r i s t i cs of f inger m i l l e t . Sorghum, and B'arley. J. Inst . Brew. 88, 157-163. - - - -
Novellie, L. 1960. Kaffircorn malting and Brewing s tudies , V. Occurence . of B-amyla~e i n Kaffircorn m a l t s . J. Sci . Food Agrk. 11, 457-461. - - -
Novellie, L. ilnd ~chtitte, R. J. 1961. Kaffircorn Malting and Brewing studies. T h e suscep t ib i l i ty of sorghm s ta rch t o amylolysis. J. Sci Food Agric. 12 552-5590 - - - 0
Opoku, A. R. Osagie, A. U. and Ekperiya, E, R. 1983. changes i n the major cons ti tuents of millet. (Pennise tum americanum ) during germination. J. ~ g r i ~ . Food Cklem. 31(3) , 507-509. - -- -
n w k l ~ , it. A., Ohenhen, S. 0. and E j io fo r , N. 1981. Nutr ient Composition of m i l l e t (~enn i se tum typhoides) g ra ins and malts. 2. Agric Food Chem. -- 29. 1247-1248.
Pa l , A . , Wagle, D. S., and Sheorian, V. S. 1975. Some enzymatic s t u d i e s on Bajra. (Pernisetum tmhoides ) and Barley(~ordeum vulgar?) during rndlting. 2. Food Sci. Tech. s ( 2 ) 75.
Pokhryal, T. C., Chat te r jee , S. E., and Abrol, Y. P. P ro te in content and i i n o acid composition of pea r l m i l l e t . J. ~ o o d sci. Tech. 14(5), - -- - 0
Pal , A., Waqle, D. SO and Sheorain, V. S. 1976. Ef fec t of germination temperature on amylolytic and p r o t e o l y t i c a c t i v i t i e s of Baj ra ,and barley during germination. J. Food Sci. Tech. 13(5) . - -- - 0
~ o p l i , S. and Singh, R. 1972. Nutr ient composition apd amino ac id p a t t e r n of some high y ie ld ing v a r i e t i e s of bajra(Penn1setum hyphoides) J. ReS. Hzryana agric . %. 2, 213-217. - - -
Preece, I. A. 1954. The Biockmis t ry of Brewing. Ol iver Boyd. London, 9U. Greet uss sell street, W.C.1.
P ru th i , T. D. and Bhatia, I. S. 1970. Lip ids i n Cereals I. (Pennisetum typhoides). J. Sci. Food Agric. 21 419422. ' - - - 0
Rachie, K. 0. 1969. Sorghum gra in , its world-wide Signi f icance and potent ia l . Cereal Sci. today 14(81) 271-276. - 0
Rachie, K. 0. 1974. The m i l l e t s and Minor Cereal. The Rockefel ler foundation. The Scarecrow Press , Inc. r
namachandra, G. Tumkur, K., Virupuksha, and Shandaksharaswany, 1977. Relat ionship between tannin l e v e l s and i n v i t r o p r o t e i n d i g e s t i b i l i t y i n Finger m i l l e t (Eleucine coracdna Gaertn.) J. Agric. Food Chern. -7 -
25(2). -- .
0
Rasulev, E. S. 1977. Chemical Composition of m i l l e t p a r t s i z e s t i y a %
Vyssliekh uchenbynykh zaveideni i , Pishchevaya Technologiya No 5 , 121-122.
ROOney, L. W. and S u l l i n s , R . D. 1970. Chemical, Physical and morphorlogical p rope r t i e s of d ip lo id and t e t r a p l o i d Sorghum hicolnr!C! K o s c h kernels Crop Science 10 97-98. -

Schwartz, H. M. 1956. Kaffircorn Kaff i r Beer brewing Industxy 7, 101-105. -
Malting and Brewing s tudies I. The i n South Africa. J. Sci. Food Agric. - - -
Shambe, T., Voncir, N., and Gambo, E. 1988. Enzyme and acid hydrolysis of malted m i l l e t (Pennisetun~ typhoides) and sorghum (Sorghum bicolor) . J. Ins t . Brew. 95, 13-16. - - - -
Sheorani, U. S. and Wagle, D. 9. 1973. Beta-amylase ac t i v i t y i n geminated Bajra and barley var ie t ies . 2. Food Sci. Tech. 2, 184186.
Shepherd, A. D., Woodhead, A. N. and Kapasi-kakama, J., 1971-72. Cereal - processing i n 'Annual Report;', 1971-72, East African 1 n d u s t r i d Research Organisation pp. 23-52.
Sidney, P. C. and Nagkhan, 0. K., ~csd. Press Inc. (London).
Singh and Popli. 1973. Amylose yielding va r i e t i e s of Bajra
Singh, D. P. and Tauro, P. 1977.
1955. Methods i n Enzymology Vol. I, 138. _.__
content and smylolytic s tudies on high (Pennisetum typhoides).
Evaluation of Bajra(Pennisetum typhoides) fo r malting and Brewing. 5, Food Sci. and Tech. 14, 255-257. - -
S i l l s , A. M. and Stewart, G. G, 1982. Cited I n J. Inst. B r e w 88. 313-316. - - - - ,
Skovron, J. and Lorenz, K. 1979. Enzymic a c t i v i t i e s i n Proso m i l l e t s . Cereal ~ h m . 56(6) 559-569. - -
Sroczynski, A. Pierzgalski , T. and Nowakowska, K , 1978. The Production of high-saccharified syrups by two stage enzymic hydrolysis of potato Y tclrch XI Acta Allmentana Polonica 4( 1) 63-70. -
Sull ins , R. D. and Rooney, L. M. 1974. Microscopic evaluation o f ' t h e d i g e s t i b i l i t y of Sorghun l i n e s t h a t d i f f e r i n endosperm character is t ics . Cereal Chem. 51, 134-136. - -
Taylor, J. R. N. 1983. Effect of malting on the prote in and f r e e amino nitrogen domposition of sorghum. 2. Sci Food Agric. 34, 885-892.
Tegge, G., and Seileh, I. C. 1972. Enzymatic d i r e c t saccharification of ' - - . the s ta rch of i nk -med la t e of mai* industry. ' s t a rk , -- 24(1) 28-30.
n i s k , f . V. Meltzer , 8. W. and Cormack, R. H. 1976. Production of glucose from maize g r i t s on commercial scale.. Starke 28(1) 23-25. --
W i s k , P , Y. 1971. aim in the production of hydrolyaed s t a r c h products, Food Irrdustr ies of South Afr ica 24(5) 22-23.
4 -
Uprety, D. C. w d ~ u s t l n , A. 1972. Var ie ta l d i f ferences i n the n u t r i e n t campoeition of improved baj ra(Pear1 m i l l e t ) hybrids, Bull. Grain - - Technol. 10, 249-255. -
Uwaifo, A: 0. 1983. Biological and Biochemical changes i n two Nigerian species of sorghum. (SK 5912 and HP 3 ) following pre-malting Y - I r r a d i a t i o n treatment. 2. Agric Food Chem. 31, 1292-1293 --- -
Whistler, R . L., B e m i l l e r , J o N o and Paschd 1,F. $ . Starch: Chemistry and mchnology. 2nd e d i t i o n p, 612.
Watson, Y. A. 1970. Wet Millinq process i n Sorqhum production and u t i l i z a t i o n . Ed. by Ja SO W a l l and W. M. ROSS. % ~ v i Publishing Co, Inc. Connecticut, UaSaA, 602-626,
w i l l i a n Glennie, C, 1983. Polyphenol changes in Sorghum gra in during malting. J. Agric. Food Chem. 2, 1293 -1299. -
With, P. R. and Blythe, Po J. 1976. The Fermentabil i ty of malt worts. J. An. Soc. B r e w chem. 34 (2 ) 76. - - - - - -
Worthington, 1979. Enzymes and r e l a t e d Biochemicals. Mil l ipore Corporation. nedford, M.A. 01730.
Yoshizawa, K., Yamaki, N. and Okumyra, N. 1980. Studies on g ra in alcohol I. Digestion of corn s t a r c h by amylase. J. of the Society of Brewinq - Japan 15 ( 9 ) 765-767.

APPENDIX
Preparation of Analytical reagents, Dini t rosal icyl ic acid(DNS) reagent .
I g of 3 ' , 58 - d in i t ro sa l i cy l i c acid w a s disolved In 20ml ob 2N NaOH, T h i s was made up to 50ml with d i s t i l l e d water. 3 0 9 of potassium sodiumtartarate (Rochelle S a l t ) was then dissolved i n the resu l t ing solut ion, and made up t o 10Oml with d i s t i l l e d water and i s ca l led DNS reagent.
Anthrone Reayen t.
7601111 of sulphuric acid (98% W/W H2SC4) Y" &d=d ', 336n1 of w ~ t e r . with s t i r r i n g a f t e r cooling, 1g of thiourea and l g of anthroha were added and s t i r r e d u n t i l dissolved. The resu l t ing solut ion was s tored i n a refr igerator .
Hydrogen ~ e r o x i d e ( H ~ S O ~ ) , - 0.75% Solution:
A f resh solut ion was prepared each time by d i lu t ing S m l of 30% 4 0 2 (100 vol) to 200 m l with d i s t i l l e d water, The resul t ing solution was- stored i n a refr igerator .
Methylene blue, 1%
1g of the pure.dye was dissolved i n l O O m l of d i s t i l l e d water.
Ihver t sugar standard s o l u t i o ~
To 9.50g of pure sucrose was added 5ml of hydrochloric acid and di luted with d i s t i l l e d water to 100ml. This w a s s tored a t room temperature f a r several days, and then made up to 2501111. When required, 25ml of the stock solution was neutralised with ocdi-at hydroxide and made up to 200ml t o give a 0.5% inve r t solution.
Fehlinaos Solution A and Br
Commercial Fehling's solutions A and B for laboratory analysis were purchased from BDH company. Before each analysis an equal mixture of the two were made up to 5ml f o r d i a s t a t i c power determination and 25ml f o r reducing/~extrose equivalent determination.
Benedictc s reagent
1739 of sodium c i t r a t e and lOOg of sodium carbonate were'dissolved i n 8001111 of w m water, f i l t e r e d and made up to 850ml with water. ~eanwhi le , 17,3g of Copper Sulphate was dissolved in about l O O m l of water and made up t o 150ml. The f i r s t solut ion was poured i n t o a 2- l i t re beaker and the Copper Sulphate solut ion added slowly with stlrrlng.

Acetic acid 1 .ON:
28.65m1 g l ac i a l acetic acid a t 20O~ was di luted t o 5001nl with d i s t i l l e d water.
Acctate buffer s o l u t i ~ n , pH 4.6;
689 odium acetat. (CH CalNa.3H20) was dissolved i n 3 0 h l s f L O N ace t ic acid and made up to ane l i t r a with d i s t i l l e d water a t 20 C.
Sodium hydroxide, 0. Wt
4-09 of N ~ O H was dissolved i n one litre of d i s t i l l e d water. oy"
2% s ta rch solution, buffered a t pH 4.6:
A 109 cieam of soluble s t a r ch was made with d i s t i l l e d water.and poured i n t o about, 400ml of boi l ing d i s t i l l e d water s t i r r e d constantly, he solution was boiled fo r 2 minutes and cooled under cover, t o avoid skin formation t o 20'~. l O m l of aceta te buffer w a s then added and the volume made up to 500ml. This w a s prepared daily.
0. W ammonia solution:
6.7 m l of the concentrat& ammonia was di luted to l l i tre with d i s t i l l e d water.
Buffer Preparations:
Buffer were prepared according to the method described by Sidney and '
Nathan( 1955 ) as follows:
From the stock solutions of A t 0.l.M ace t ic acid (5.76m1 i n l Q O O m l water) and 8: 0.1M sodium aceta te 8.2g In l O O O m l water). Acetate buffer were prepared thus: pH 4 t 41.0ml A + 901111 B di luted to l O O m l
pH 5 t 14.8ml A + 35.2m1 B d i lu ted to l O O m l i
Also fran the stock solut ion of A : O.lM monobasic sodium phosphate (13.99 i n l O O O m l water) and B, 0.lM d ibas ic sod im phosphate 27.83g i n 1000ml water). Phosphate buffers were prepared thus:
pH 6 s 87.Tml A + 12.3ml B d i lu ted to l O O m l
pH 7 : 39.01111 A + 61.0ml B di luted to l O 0 m l . ,* pH 8 t 5.3ml A + 94.7ml B di luted to 100ml. !,- . --+
, ' "
,- ! . I : > * \ + b