pre-feasibility report -...
TRANSCRIPT

PRE-FEASIBILITY REPORT
of
SONADIH CEMENT PLANT
P.O.-Raseda, Dist.-Baloda Bazar-Bhatapara,
Chhattisgarh
For
INCREASE OF PRODUCTION
CLINKER FROM 3.5 MTPA TO 5.1 MTPA
CEMENT FROM 1.0 MTPA TO 3.0 MTPA
(BY INSTALLATION OF UNIT – III)
& INSTALLATION OF 75 MW COAL BASED
THERMAL POWER PLANT
By
LAFARGE INDIA LIMITED.

Table of Contents
1. Executive summary
2. Introduction of the project/ Background information
3 Project Description.
4 Site Analysis
5. Planning Brief.
6 Proposed Infrastructure
7. Rehabilitation and Resettlement (R & R) Plan.
8. Project Schedule & Cost Estimates
9. Analysis of Proposal (Final Recommendations).

1.0 EXECUTIVE SUMMARY
Lafarge India Limited (LIL), is operating Sonadih Cement Plant at
Raseda , near Sonadih village, Balodabazar Tehsil of Raipur District in
Chhattisgarh State. The plant is located in an area of 91.886
Hectares (Ha). The production capacity of the plant is 3.5 Million
Tonnes Per Annum (MTPA) of Clinker & 1.0 MTPA of Cement. Part of
Clinker produced will be sent to Mejia Grinding Unit located at
Amdanga Village, Bankura District, West Bengal&Jojobera in
Jharkhand. Clinker is transported by the railway wagons from
Sonadih to Mejia & Jojobera Plants.
LIL proposes to increase the clinker production capacity of the cement
plant from 3.5 Million Tonnes Per Annum (MTPA) to 5.1 MTPA by
installing a third line (Unit – III) of 1.6 MTPA clinker production
capacity. Cement production after expansion will be increased from
1.0 to 3.0 MTPA. Additionally, it is proposed to set up a 75 MW Coal
based Thermal Power Plant to meet the power requirement of the
cement plant.
The proposed new unit will be located within the existing cement
plant complex. No additional land or site is required. Keeping in view
of utilizing some of the common existing infrastructure, LIL proposes
to locate Unit – III adjacent to the existing Unit – II.
The principal raw materials are Limestone, Coal, iron ore & sand.
Limestone will be met from Captive limestone mines of LIL which is
located adjacent to the plant.
The present power requirement of 41 MVA is met from CSEB grid. The
proposed thermal power plant of 75 MW will meet the total power
requirement for 5.1 MTPA clinker production I e & 3.0 MTPA Cement
Ie 66 KVA . LIL has installed DG sets of 16 MW capacity as standby
units for supply of power during contingency.
Present water consumption is 3700 m3/day and is sourced from
Seonath River. Additional water requirement is about 1000 m3/day
making the total water requirement of the plant to 4700 m3/day. This
requirement will be met from Seonath River. LIL has been permitted
to draw about 4800 m3/day of water from river Seonath.

Wastewater generated from the power plant will be treated and used
in the cement plant.
Present domestic wastewater generation from the plant and colony is
250 m3/day. Additional waste water generation is estimated to be
maximum of about 40 m3/day.
LIPL is operating a full-fledged sewage treatment plant (STP) designed
for a maximum load of 550 m3/day with the following units. STP
capacity is adequate for taking additional wastewater of 40 m3/day.
No solid waste generation from the plant. Ash generated from the
power plant will be consumed in cement plant.
There is no wild life sanctuary, national park, eco-sensitive area
within the 10 km radius of the project site.
Existing infrastructure include railway siding and well developed
roads, storm water drains with adequate storage space for clinker and
flyash and parking area
All infrastructure facilities such as education, health facilities and
other social facilities are adequate at nearest populated area
Additional quarters of 25 (nos) will be provided
Green belt in an area of 30.32 ha has been developed inside the plant
boundary as per statutory norms.
Dust collected from air pollution control equipment is 100% recycled
in process and there is no solid wastes in cement plant. Ash
generated in power plant will be consumed in cement plant .
LIL has well-defined CSR policy to Carryout social development and
welfare measures in the surrounding villages. Under CSR activity LIL
had carried out community development projects, in the fields of
health, education and environmental preservation, in and around the
plant.
The capital cost, for the proposed production enhancement project,
works out to Rs 1600 crore

2. INTRODUCTION OF THE PROJECT/ BACKGROUND INFORMATION
(I) IDENTIFICATION OF PROJECT AND PROJECT PROPONENT
Lafarge India headquarters at Mumbai, is the leader in building
materials and implement a strategy of sustainable development in
each of its activities. The Group’s expertise in efficient industrial
processes generates value, protects environment, shows respect for
societies and cultures and is sparing in its use of natural resources
and energy. By focusing on the development and advancement of
building materials, Lafarge places the customer at the core of its
strategy and offers the construction industry and the general public
innovative solutions that will bring more safety, comfort and beauty to
our everyday lives.
The Group’s expertise in efficient industrial processes generate value,
protects the environment, shows respect for societies & cultures and
is sparing in its use of natural resources and energy.
Lafarge India Ltd. was formed in the year 1999 and it started
operation in India by acquiring Cement Division of Tata Steel with
integrated cement plant located at Sonadih, Dist.: Raipur, State:
Chattisgarh & grinding unit at Jojobera, Dist.: Jamshedpur, State:
Jharkhand. Subsequently, in the beginning of the year 2001 it also
acquired Raymond Cement Plant situated in Dist.: Bilaspur State:
Chattisgarh and this plant is now renamed as Arasmeta Cement
Plant. Lafarge India commissioned a green field project at Distt.
Chhittorgarh in Rajasthan in 2013.
Lafarge India Ltd is operating 1.5 MTPA of Fly-Ash Cement grinding
station which is a State-of-the-art cement grinding unit based on
latest and most eco-friendly technology adjacent to Thermal Power
Station of Damodar Valley Corporation, Mejia, District Bankura West
Bengal and is committed to grow with the environment. The unit is
utilising bulk quantity of Fly –Ash generated by Mejia Thermal Power
Station (MTPS) of Damodar Valley Corporation in an eco-friendly
manner thus is instrumental in abating the Pollution in the region.
.

Sonadih Cement plant has been in existence since 1993 and was
acquired by LIL from Tata Iron And Steel Company (TISCO) on 1st
November 1999. At present clinker production capacity is 3.5 MTPA.
At present 20% clinker produced is utilized at Sonadih Cement Plant
for manufacturing of Pozzolana Portland Cement while 80% clinker is
sent to Jojobera grinding unit of LIL located at Jamshedpur for
manufacturing of Portland Slag Cement and Portland Pozzolana
Cement (PPC). Mejia Grinding Unit also receives clinker from Sonadi
Plant.
LIL is committed to produce quality cement by adopting quality
systems and eco-friendly manufacturing process. The major
achievements of LIL at Sonadih are discussed hereunder.
1. Achieved ISO 9002 certification for quality standards in the year
1997.
2. Achieved ISO 14001 certification from IRQS in the year 1999.
3. Achieved OHSAS 18001 certification from M/S Indian Register
Quality Systems in the year 2002.
4. Achieved several awards for the conservation of electrical energy
in the plant.
(ii) BRIEF DESCRIPTION OF NATURE OF THE PROJECT.
In the process of enhancement of cement capacity looking in to the
demand, LIL, has proposed expansion of the cement plant for increase
of clinker production capacity from 3.5 MTPA to 5.1 MTPA by
installing one more process line of 1.6 MTPA clinker production
capacity. Cement production after expansion of the cement plant will
be increased from 1.0 to 3.0 MTPA. To support the cement plant with
uninterrupted power, it is proposed setup 75 MW Coal based power
plant within the existing cement plant complex.
(iii) NEED FOR THE PROJECT AND ITS IMPORTANCE TO THE
COUNTRY AND OR REGION
It is expected that, the Cement demand will grow at much higher rate
than the national average. The bulk distribution of cement in the
region is likely to see a high growth due to a number of new Ready

Mix concrete plants and projects. Considering this, LIL proposes to
increase Cement production capacity
Opportunities for the Industry
Though India ranks second in the world in cement production, its per
capita annual consumption is very low. Per capita consumption in
India has grown from a low level of 70 Kg to around 110 kg over the
last 8 years, which is still way behind the world per capita
consumption of 307 Kg (as of 2003). Cement Industry has growth
potential not only within the country but also for exports to the
neighbouring countries. With Indian growth rate rising, the
opportunities for the industry seem to be large.
Cement consumption in the coming years is likely to get a fillip from
Government initiatives for housing and infrastructure:
State highway development projects being undertaken by some
states
10,000 kms of additional highways (25% concrete)
Rural roads construction
Housing finance growing by over 25-30% annually
IT parks and SEZ zones development in proximity to metros
(iv) DEMAND- SUPPLY GAP.
Market demand and projections
Cement growth is expected to be above the GDP growth of the
country, which is expected to be around 8% for the coming years. The
Indian cement Industry is poised for a period of significant growth and
the demand for cement is expected to match the current availability
by the end of the current fiscal. Cement demand has registered a
CAGR of about 8.5% over the last decade. In fact, at the current levels
of growth, the cement industry may have to add over 90 Million Tons
of cement capacity to meet the demand for cement over the next 5
years.
Cement companies were operating at levels below capacity in the past
but with the demand and supply reaching equilibrium, almost all
plants are working at above 90% capacity. The rate of growth in

cement demand is growing at a faster pace as compared to the
capacity expansion. This will improve the realizations of the industry
in the coming year.
(V) IMPORTS VS. INDIGENOUS PRODUCTION.
India is self sufficient to meet the demands of the market with the
GDP projected at 10 % in the coming decades and in view of the
infrastructure. Facilities going across the region the growth rate of
demand will increase to meet the expansion of new proposal are
muted.
(VI) EXPORT POSSIBILITY
No export is proposed
(VII) DOMESTIC/EXPORT MARKETS.
The entire production is envisaged for the domestic market.
(VIII) EMPLOYMENT GENERATION (DIRECT AND INDIRECT) DUE TO
THE PROJECT
Additional employment of about 50 is proposed.

3 PROJECT DESCRIPTION
(I) TYPES OF PROJECT INCLUDING INTERLINKED AND
INTERDEPENDENT PROJECT, IF ANY
The Cement Plant is interlinked with its Captive Limestone
mine, a newly proposed Mine (ML -1) at Sonadi.
(II) LOCATION (MAP SHOWING GENERAL LOCATION, SPECIFIC
LOCATION, AND PROJECT BOUNDARY & PROJECT SITE LAYOUT
WITH COORDINATES.
Sonadih Cement Plant is located near Sonadih village of Balodabazar
Tehsil in Raipur District, Chhattisgarh State. Fig – 1 shows the
location map of the plant site. The plant is geographically located
between 21o43’ to 21o45’ North latitude and 82o12’ to 82o14’ East
Longitude. The area is covered under the Survey of India Toposheet
Nos. 64 k/1 and 64 k/2 (1:50000) scale.
Plant site is bounded by Sonadih village in the north; Khapri and
Damru villages in the east; Raseda and Rasedi villages in the south
and Dhabadih and Bairdih villages in the western direction. River
Seonath, a tributary to the river Mahanadi is located at a distance of
1.0 m from the plant boundary.
Fig – 2 shows the Key Map of the Plant site. Table 1 gives the salient
features of the Plant site.
The study area of 10 km radius (Fig –3) falls under the jurisdiction of
Balodabazar Tehsil of Balodabazar Bhatapara Distt. Chhattisgarh.
The nearest railway station is Bhatapara on the South Eastern
Central Railway located at about 32 km from the plant site. Bhatapara
is well connected with Kolkata and Mumbai by the Broad Gauge
railway lines of the South Eastern Central Railway. The site is also
well connected with Bilaspur by metal road and by railway line via
Bhatapara Station. The nearest airport is Raipur located at a distance
of 110 km.
The cement plant has township and is accessible through the State
PWD road connecting Bhatapara and Balodabazar through a link road

RAIPUR & BALODABAZAR-BHATAPARA
Bhatapara
Siari
Simga
Abhanpur
Belsondha
Bhansoli
Nawapara
Tilda
To Kumhari
Raipur
Mandhar
200
To Belsondha
To Tum
gaon
To Sarangarh
To Pamgarh
Madhuban
Deon
Arjuni
Sarsiwa
MaharajiKasdol
Lawan
Baloda Bazar
Nipania
DatanPalari
KharoraChicholi
Semradih
Neora
Khadma
FingeshwarRajlm
Kopra
Deona
Chhura
Kamraj
RaselaParsuli
Gariaband
Amarnora
Bindra
Nawagarh
Taurenga
Mainpur Khurd
RisgaonIndagaon
Gohrapadar
DeobhogAmlipadar
200
Nawapara
Baldakachhar
Nawagaon
Tala
Dhansir
Arjuni
Kuchenga
Bardula
KalanDhawalpur
Kusmi
Litipara
Kanki
Samoda
Arang
INDIA
LOCATION MAP
CHHATISGARH
FIG - 1
Kanker
Durg
Raipur
Janjgir
Raigarh
Jashpur
SurgujaKoriya
BilaspurKawardha
Rajnandgaon
Korba
Mahasumund
Dhamtari
Dantewada
Baster
MINE SITE
LEGEND
RAILWAY TRACK
RIVER
ROAD
DISTRICT BOUNDARY
STATE HIGHWAY
TALUK HEADQUARTER
DISTRICT HEADQUARTER
TOWN
STREAMS
NATIONAL HIGHWAY
MINE SITE
200 &6
TREKKING ROUTES
6
Note:- Not to Scale
N
PLANT SITE
PLANT SITE

N
SCALE
2km10
SPOT HEIGHT
Balodabazar-Bhatapara District, Chchattisgarh, India.
LEGEND
RIVER
SETTLEMENTS
ROADS
CANAL
FOREST BOUNDARY
Latwa
Jhaka
Khainda
Semradih
Khalri
MuriadihBemetara
Mabtara
Kesla
Kesla
Hardi
Bairdih Sonadih
Parsadih
GobriKokri
Rahtatar
NawaparaJhithripali
Khapri
Mendih
Bhadra
Damru
Sureli
KeadobriRasere
Boindih
SONBARSA R F
MOHTARA R F
SEONATH R
0.7km
1.5km
1.4km
1.1km2.8km
2.1km
Khors
i Nala
Mishraindih M
inor
Mallia
Nala
Dhabadih
DISTRICT BOUNDARY
PLANT SITE
Kharcha
2.8km
MINE SIYE
258
Roseri
258
Jamunya N
Near Sonadi Village, P.O.Raseda, Balodabazar Tehsil
M/s. LAFARGE INDIA LIMITED
PREPARED BY
SECUNDERABAD
CLIENT :
KEYMAP
FIG - 2
TITLE :
SONADIH CEMENT PLANTPROJECT :
STREAMS / TANKS
PLANT SITE
MINE SITE
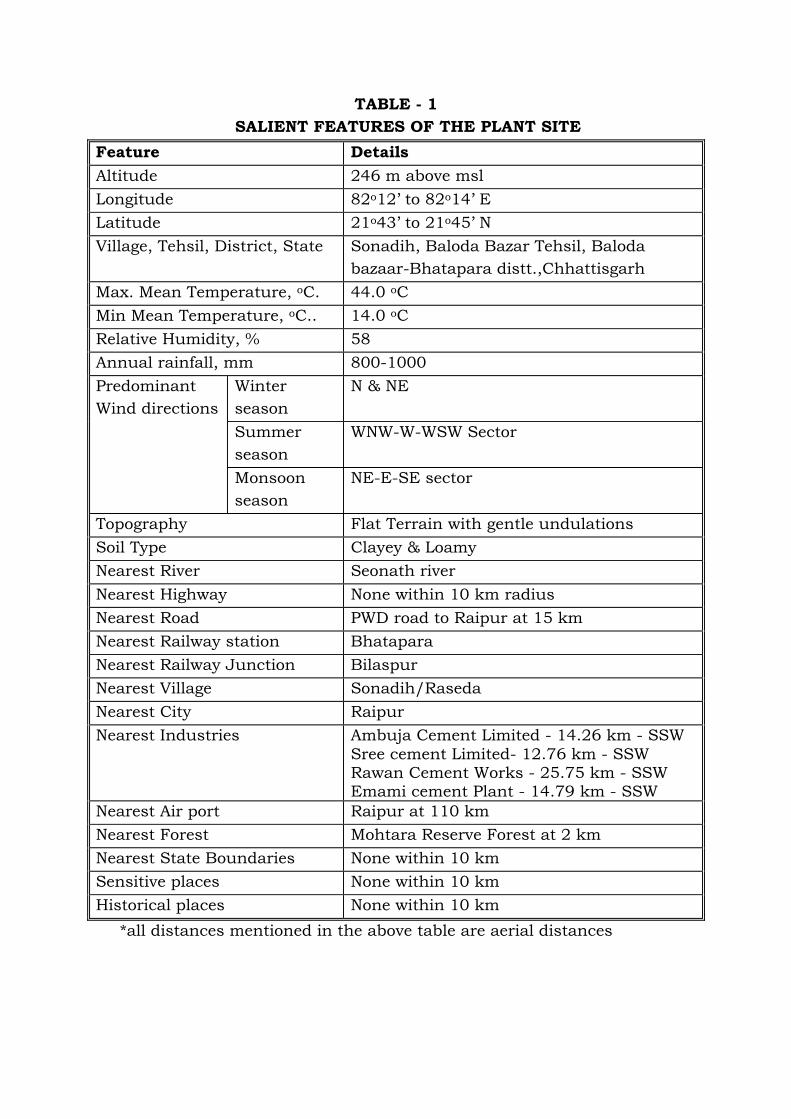
TABLE - 1
SALIENT FEATURES OF THE PLANT SITE
Feature Details
Altitude 246 m above msl
Longitude 82o12’ to 82o14’ E
Latitude 21o43’ to 21o45’ N
Village, Tehsil, District, State Sonadih, Baloda Bazar Tehsil, Baloda
bazaar-Bhatapara distt.,Chhattisgarh
Max. Mean Temperature, oC. 44.0 oC
Min Mean Temperature, oC.. 14.0 oC
Relative Humidity, % 58
Annual rainfall, mm 800-1000
Predominant
Wind directions
Winter
season
N & NE
Summer
season
WNW-W-WSW Sector
Monsoon
season
NE-E-SE sector
Topography Flat Terrain with gentle undulations
Soil Type Clayey & Loamy
Nearest River Seonath river
Nearest Highway None within 10 km radius
Nearest Road PWD road to Raipur at 15 km
Nearest Railway station Bhatapara
Nearest Railway Junction Bilaspur
Nearest Village Sonadih/Raseda
Nearest City Raipur
Nearest Industries Ambuja Cement Limited - 14.26 km - SSW
Sree cement Limited- 12.76 km - SSW Rawan Cement Works - 25.75 km - SSW Emami cement Plant - 14.79 km - SSW
Nearest Air port Raipur at 110 km
Nearest Forest Mohtara Reserve Forest at 2 km
Nearest State Boundaries None within 10 km
Sensitive places None within 10 km
Historical places None within 10 km
*all distances mentioned in the above table are aerial distances

Surv
ey o
f In
dia
Toposheets
Index t
o
0
SCALE
36km
LEG
EN
D
240
STREAM
S /
TAN
KS
SETTLEM
EN
TS
CO
NTO
URS
RO
AD
S
CAN
AL
SPO
T H
EIG
HT
258
FO
REST B
OU
ND
ARY
MIN
E S
ITE
21° 4
5'
21° 4
0'
21° 4
0'
21° 4
5'
82° 1
0'
82° 1
5'
82° 1
5'
82° 1
0'
Kosdal
16.5
km
To
Bhata
para
21.0
km
To
PL
AN
T S
IT
E
6413G
6414G
6415
G
64
5K
64
6K
64
7K
641K
64
2K K643
Chhulh
a
Sonpuri
Sukkbhath
a
Latw
a
Tand
Jhaka
Balo
da B
azar
Khaltghat
Magatc
hhaw
aD
ota
par
Law
anband
Bitkuli
Chhuth
aChara
thi
Lahud
Dhangaon
Khutiyapalli
Khain
da
Sem
radih
Khalri
Muri
adih
Bem
eta
ra
Mabta
ra
Gott
are
Bhata
gaon
Kevid
ri
Butg
ara
nsalo
ni
Devri
Devri
Para
gaon
(Naw
agaon)
Khaja
ri
Ram
daty
a
Lachchhanpur
Khaira
KhapriR
ajp
ur
Karh
i
Ote
band
Mekri
Mekri
gondpara
Kesla
Kesla
Hard
i
Bairdih
SonadihD
am
gaon
Machaha
Gid
hpuri
Bahta
ra
Railha
Manik
chaur
Bhatc
haur
Am
gaon
Am
akani
Bhatc
hauta
Gobri
Kokri
Pata
idih
Khapri
Jaltpuri
Sem
radih
Kukurd
i
Manw
aH
ard
i
Rahta
tar
Chilhati
Tekari
Musw
ath
arh
i
Musw
ath
arh
iN
aw
apara
Jhithripali
Khapri
Mendih
Bhadra
Mis
hra
indih
Am
alk
unda
Dam
ru
Kharc
ha
Tara
shiv
Kasiy
ara
Paijni
Sure
laSure
li
Achanakpur
Bam
hanm
uri
Shars
eta
Jura
Keadobri
Rasere
Boin
dih
SO
NB
AR
SA
R
F
MO
HT
AR
A R
F
LA
TW
A R
F
240
240
240
240
240
240
240
RIV
ER
SE
ON
AT
H R
Khorsi N
ala
Mishra
indih
Min
or
Mallia N
ala
DIS
TRIC
T B
OU
ND
ARY
Jam
unya N
Pangaon
Pahanda
Chic
hrd
a
Bhiloni
Roseri
258
Dhobadih
M/s. L
AF
AR
GE
IN
DIA
L
IM
IT
ED
PREPARED
BY
SECU
ND
ERABAD
CLIE
NT :
TO
PO
GR
AP
HIC
AL
M
AP
FIG
- 3
TIT
LE :
SO
NA
DIH
C
EM
EN
T P
LA
NT
PRO
JECT :
Balo
dabazar-
Bhata
para
Dis
tric
t, C
hchatt
isgarh
, In
dia
.
Near
Sonadi Villa
ge,
P.O
.Raseda,
Balo
dabazar
Tehsil
SH
OW
IN
G 1
0 k
m R
AD
IU
S
REFER T
O T
HIS
MAP A
S:-
1:5
0,0
00
Published u
nder
the d
irection o
f
SH
EET 6
4/K
/2
FIR
ST E
DIT
ION
the S
urv
eyor
Genera
l of
India
- 1
980
Pars
adih
PLAN
T S
ITE
MIN
E S
IT
E

of about 9 km length. The site is well connected with Raipur and
Bilaspur towns. Balodabazar town is situated about 15 km from the
plant and township area. The site is approachable from Raipur town
located about 110 km from Sonadih by the State PWD road.
(III) DETAILS OF ALTERNATE SITES CONSIDERED AND THE BASIS
OF SELECTING THE PROPOSED SITE, PARTICULARLY THE
ENVIRONMENTAL CONSIDERATIONS GONE INTO SHOULD BE
HIGHLIGHTED.
The proposed new units will be located within the existing cement
plant complex No additional land or site is required. Keeping in view of
utilizing some of the common existing infrastructure, LIL proposes to
locate Unit – III adjacent to the existing Unit – II. Hence no alternate
site is considered.
(IV) SIZE OR MAGNITUDE OF OPERATION.
Present Clinker production capacity : 3.5 MTPA
Clinker production capacity after expansion : 5.1 MTPA (total)
Present cement production : 1.00 MTPA
Cement production capacity after expansion : 3.00 MTPA (Total)
A new production line of 1.6 MTPA will be installed
A 75 MW Coal based power plant also will be installed .
(V) PROJECT DESCRIPTION WITH PROCESS DETAILS (A SCHEMATIC
DIAGRAM/FLOW CHART SHOWING THE PROJECT LAYOUT,
COMPONENTS OF THE PROJECT ETC. SHOULD BE GIVEN.
PROJECT DESCRIPTION AND PROCESS DETAILS:
CEMENT PLANT
The process largely comprises of
A. Crushing the limestone
B. Raw Mix preparation
C. Raw mix homogenization
D. Coal preparation
E. Calcination and Clinkerisation

Description of each of the above operation is detailed below :
Limestone raised from the Mines is crushed and stacked before being
reclaimed by reclaimer. The reclaimer discharges the blended
limestone to a hopper. There are two more hoppers for sand and iron
ore. The Sand and iron ore are transported to their hoppers through a
belt conveyor system from the stockyard.
Raw materials are extracted from the respective hoppers with the help
of speed controlled weigh feeders to maintain the required
composition of the raw meal. The weigh feeders discharge on a
common belt which feeds to the vertical mill where it is ground and
thus raw meal is produced. Fineness of the raw meal is maintained by
regulating the speed of separator, which is mounted on the top of
vertical mill. The raw meal produced is stored in the blending silo
where the same gets blended as a result of feeding and extraction
operation. The raw meal is extracted in the regulated manner and fed
to suspension preheater and precalciner through pneumatic transport
system, where raw meal is preheated and calcined to around 90%
before it enters the kiln. Calcined raw meal is clinkerised at around
1450oC in the kiln and stored in clinker silo. Required thermal energy
is provided by firing pulverized coal, which is obtained from the
vertical coal mill, after crushing it in coal crusher and pre blending it
in coal blending system.
THE PROJECT:
MINING OF LIMESTONE: Limestone will be raised from the new
mine (i.e ML-I Limestone Mine) located at a distance of 5 km away
from plant, involving advanced opencast mining technology. Drilling
will accomplished by ECM-645 Top hammer drill machine capable of
drilling blast hole of 102/112 mm dia. Scientific and Eco-friendly
blasting is done by ANFO, Slurry and Emulsion explosives with Down
The Hole shock tube Delay Detonators of EXEL-200 & 250 milli
seconds, Noiseless trunk line detonators (NTD) of 17ms and 42ms
connectors and Cord relays so as to have negligible impact on the
nearby dwellings.
Heavy earth moving equipments such as dozer, shovel, front end
loader & bucket excavator will be made use for loading the dumpers.
The dumpers haul the boulders to Limestone crusher hopper.

CRUSHING : Crusher reduces the size of limestone from 1.7 Cu. M to
(-) 80 mm size. A new crusher of 800 TPH will be installed at mine.
Limestone from the mine will be conveyed through closed conveyor.
STACKER & RECLAIMER
The existing stacker will be extended to build new piles for the new
line and one Bridge Reclaimer of 400 TPH will be added to reclaim the
material. Stacker & Reclaimer will help to improve the pre-blending in
the ratio 1:10.
RAW MILL
Iron ore, sand, ARM will be transported through conveyor belts and
stored in different hoppers. The material composition shall be
maintained with the help of weigh feeders as per the raw mix design.
Vertical roller mill comminutes the raw-mix to a fineness of 15%
residue on 90 microns sieve and 2-3% residue on 212 microns sieve.
Raw meal shall be conveyed to blending silo. The capacity of the raw
mill in the new line i.e Unit – III is 400 tph.
CONTINUOUS BLENDING SILO
LIL proposes to provide a blending silo of 15000 t capacity is
equivalent to the requirement of 2.5 kiln days or approx. 1.0 days
active storage. Along with the basic function of storage, the blending
of raw meal takes place for homogenization for minimizing the
variation in quality. The kiln feed, which shall be extracted from Silo
and made to reach a point of preheating initiation by pre-heater of
Belt bucket elevator.
PRE HEATER, KILN, COOLER
For the proposed clinkerisation capacity of 4800 tpd, a rotary kiln in
conjunction with a six stage single string pre heater – pre claciner
and grate cooler is envisaged. A Bag house will be installed for
dedusting of raw mill/kiln system. Water spray in preheater
downcomer duct will be installed to reduce the temperature of gases
during the direct operation.

Fine coal will be used in the Kiln for calcination. With the unique and
typical formation of different temperature zones in the Rotary Kiln, the
raw meal undergoes various physicochemical reactions reaching a
stage of sintering. Burning zone promotes the sintering leading to
formation of clinker ultimately. Clinker at temperature of 1200-1250
C. passes through Grate Cooler provided with Fans. Quenching of air
through Clinker bed in the Cooler results in cooling of Clinker till 100
C. Deep Pan Conveyor to Clinker Storage Silo shall mechanically
convey it.
COAL MILL
The main fuel for the generation of heat and burning operation is
Coal. Raw coal from yard shall be crushed to less than 30 mm size.
It shall be conveyed through Belt Conveyors to raw coal hoppers and
then allowed the same for grinding in Coal Mill to a fineness of 15%
residue on 90 Microns sieve and 2% residue on 212 Microns sieve.
The fine Coal ground by Coal Mill shall be conveyed to fine coal bin.
The fine Coal shall be fired in to Kiln as well as Precalciner as per the
requirement on the weighing basis on Poldos-SC and pneumatically
conveyed to Kiln and Precalciner. LIL will install a coal mill of 36 tph
capacity under Unit – III. The total coal consumption in the Kiln is
estimated to be about 1500 tpd.
COAL HANDLING
A new coal crusher of 120 tph capacity is proposed. A new linear coal
pre blending stock pile of 4 X 2000 tonnes is considered with a
stacker and side reclaimer.
CEMENT MILL
Two Cement Mills each of 210 TPH will be installed for producing the
cement.
CAPTIVE POWER PLANT:
The proposed Coal based power generation capacity of LIL is 75 MW.
The coal required is received from South Eastern Coal fields . It is air
cooled condensate plant and the water requirement for the same is

about 750 m3/day. 300 TPH Steam generator, with 75 MW Turbine
will be in place.
(VI) RAW MATERIAL REQUIRED ALONG WITH ESTIMATED QUANTITY,
LIKELY SOURCE, MARKETING AREA OF FINAL PRODUCTS/S,
MODE OF TRANSPORT OF RAW MATERIAL AND FINISHED
PRODUCT.
The principal raw materials are Limestone, iron ore, sandstone
and clay.
RAW MATERIAL REQUIREMENT – UNIT – III
Raw material
Quantity (MTPA)
Unit – III Source
Limestone
2.4
Own Limestone
Captive mines
Coal/Pet
coke
Cement
Plant 0.24
SECL Coal Mines/
Refinaries
Power
Plant -
75 mw
coal
based
power
plant 0.33
Sand 0.10 Private Party
Iron ore/ 0.02 Private Party
alternative raw material 0.04 Private Party
Gypsum 0.10 Private Party
The major raw material, limestone will be met from ML-I, new Captive
limestone mine of LIL which is located in vicinity.
Part of the clinker produced in the plant will be utilized for cement
production and balance clinker is transported by the railway wagons
from Sonadih to Mejia & Jojobera Cement Plants.

(VII) RESOURCES OPTIMIZATION/ RECYCLING AND REUSE
ENVISAGED IN THE PROJECT, IF ANY, SHOULD BE BRIEF OUTLINED.
LIL after expansion will produce clinker of 5.1 MTPA and 3.0 MTPA
cement. Balance clinker will be sent to LIL Mejia & Jojobera Grinding
units.
The dust collected in Pollution Control Equipment is recycled into
process.
The waste water generated from Power plant will be used in cement
plant & the raw water requirement thus is reduced to that extent.
(VIII) AVAILABILITY OF WATER ITS SOURCES, ENERGY /POWER
REQUIREMENT AND SOURCES SHOULD BE GIVEN,
Power: The present power requirement of 41 MVA is met from CSEB
grid. Additional Power requirement is 25 MVA for Unit – III and the
total power requirement of complex ie 66 MVA is met from the
proposed Coal based Thermal Power Plant. LIL has installed DG sets
of 16 MW capacity as standby units for supply of power during
contingency.
Water: Present water consumption is 3700 m3/day and is sourced
from Seonath River. Additional water requirement is about 1000
m3/day for new unit of Cement Plant & 75 MW Power plant. This
requirement will be met from Seonadh River
(IX) QUANTITY OF WASTES TO GENERATED (LIQUID AND SOLID) AND
SCHEME FOR THEIR MANAGEMENT/DISPOSAL.)
No solid waste generation from the plant. Ash generated (0.132
MTPA) from the power plant will be consumed in cement plant .
Waste water generated in power plant is reused in cement plant
Present domestic wastewater generation from the plant and colony is
250 m3/day. Additional waste water generation is estimated to be
maximum of about 40 m3/day.

LIPL is operating a full-fledged sewage treatment plant (STP) designed
for a maximum load of 550 m3/day with the following units. STP
capacity is adequate for taking additional wastewater of 40 m3/day.
(X) SCHEMATIC REPRESENTATIONS OF THE FEASIBILITY WHICH
GIVE INFORMATION OF EIA PURPOSE.
Not applicable.

4 SITE ANALYSIS
(I) CONNECTIVITY
The nearest railway station is Bhatapara on the South Eastern
Central Railway located at about 32 km from the plant site. Bhatapara
is well connected with Kolkata and Mumbai by the Broad Gauge
railway lines of the South Eastern Central Railway. The site is also
well connected with Bilaspur by metal road and by railway line via
Bhatapara Station. The nearest airport is Raipur located at a distance
of 110 km.
(II) LAND FORM, LAND USE AND LAND OWNERSHIP.
The proposed new units will be located within the existing cement
plant complex of 91.886 Ha. No additional land or site is required.
Keeping in view of utilizing some of the common existing
infrastructure, LIL proposes to locate the new units within the existing
cement plant complex
(III) TOPOGRAPHY (ALONG WITH MAP)
It is a flat land and the average elevation is 246 m above MSL. Fig – 3
shows the 10 km radius around the plant site
(IV) EXISTING LAND USE PATTERN (AGRICULTURE, NON-
AGRICULTURE, FOREST, WATER BODIES (INCLUDING AREA
UNDER CRZ)), SHORTEST DISTANCES FROM THE PERIPHERY OF
THE PROJECT TO PERIPHERY OF THE FORESTS, NATIONAL
PARK, WILD LIFE SANCTUARY, ECO SENSITIVE AREAS, WATER
BODIES (DISTANCE FORM THE HFL OF THE RIVER), CRZ. IN
CASE OF NOTIFIED INDUSTRIAL AREA, A COPY OF THE
GAZETTE NOTIFICATION SHOULD BE GIVEN)
The proposed new units will be located within the existing cement
plant complex. The land breakup of the plant is given below

LAND BREAKUP
Area (ha)
Cement Plant 7.3434
Limestone stock pile 0.9660
Coal storage area 2.8030
Other raw material storage area 0.9401
DG sets 0.5926
Roads 2.1084
Greenbelt 24.70
Area for PPC silo 0.0517
Clinker Storage 4.6983
Vacant Space available for expansion
( Unit-III is proposed here)
47.950
Total area of land 91.8867
There is no wild life sanctuary, national park, eco-sensitive area
within the 10 km radius of the project site.
(V) EXISTING INFRASTRUCTURE.
Existing infrastructure include railway siding and well developed
roads, storm water drains with adequate storage space for clinker and
flyash and parking area
(VI) SOIL CLASSIFICATION
Predominantly clayey soil
(VII) CLIMATIC DATA FROM THE SECONDARY SOURCES.
In general the climate of this area is dry. Summer starts from mid of
February and continues up to first week of June, when the monsoon
breaks. The monsoon continues till the end of October. Winter is
between November and middle of February. The peak of summer is in
May. The maximum temperature is about 49oC. During the cold
months of December the temperature falls to 8oC.
The average annual rainfall observed based on the 10 years IMD data
is 1118.3 mm. More than 85% of the rainfall is received during the
monsoon season. On an average there are about 65 rainy days in a

year. The maximum numbers of rainy days occur in the months of
July-August.
(VIII) SOCIAL INFRASTRUCTURE AVAILABLE.
All infrastructure facilities such as education, health facilities and
other social facilities are adequate.

5. PLANNING BRIEF.
(I) PLANNING CONCEPT (TYPES OF INDUSTRIES, FACILITIES,
TRANSPORTATION ETC) TOWN AND COUNTRY
PLANNING/DEVELOPMENT AUTHORITY CLASSIFICATION
The proposed new unit will be located within the existing cement plant
complex No additional land or site is required. Keeping in view of
utilizing some of the common existing infrastructure, LIL proposes to
locate the new units within the existing cement plant complex. The
site is well connected by Rail, road and air network.
(II) POPULATION PROJECTION.
No increase in population is anticipated due to increase of production
(III) LAND USE PLANNING (BREAKUP ALONG WITH GREEN BELT ETC)
Land use breakup is given in following table:
LAND BREAKUP
Area (ha)
Cement Plant 7.3
Limestone stock pile 1.0
Coal storage area 2.8
Other raw material storage area 0.9
DG sets 0.6
Roads 2.1
Greenbelt 30.2
Area for PPC silo 0.1
Clinker Storage 4.7
Vacant Space available for expansion
( for Unit-III and power plant) 42.5
Total area of land 91.9
Fig – 4 shows the location of new units i.e., Unit – III and Power plant within
the existing cement plant complex.

FIGURE – 4
PLANT LAYOUT

(IV) ASSESSMENT OF INFRASTRUCTURE DEMAND (PHYSICAL &
SOCIAL)
No additional infrastructure is required. The following equipment of
Unit – III and power plant will be installed
S.No. Equipments Capacity Nos.
1. Raw mill 400 tph 1
2. Rotary Kiln in conjunction with preheater -
precalciner and grate cooler
5000 tpd 1
3. Coal Mill 50 tph 1
4. Raw meal blending silo- continuous flow 15000 t 1
5. Clinker silo 70000 t 1
6. Limestone blending stockpile – expansion by: 2 x 30000 t 1
a. Reclaimer- new, Bridge type 400 tph 1
b. Stacker-modified to slewing type or twin boom
type
850 tph -
7. Gypsum storage- Covered hall 2500 t 1
8. Cement Mill 220 tph 2
9. Captive Power Plant 300TPH boiler
75 MW
Turbine
1
(V) AMENITIES/ FACILITIES.
All infrastructure facilities such as education, health facilities and
other social facilities are adequate at nearest populated area

6 PROPOSED INFRASTRUCTURE
(I) INDUSTRIAL AREA (PROCESSING AREA)
LIL proposes to locate Unit – III and power plant within the existing
cement plant complex.
(II) RESIDENTIAL AREA ( NON PROCESSING AREA)
Additional quarters of 25 (nos) will be provided
(III) GREEN BELT.
Green belt in an area of 30.2 ha has been developed inside the plant
boundary
(IV) SOCIAL INFRASTRUCTURE.
LIL has well-defined CSR policy to Carryout social development and
welfare measures in the surrounding villages. Under CSR activity LIL
has initiated community development projects, in the fields of health,
education and environmental preservation, in and around the plant.
(V) CONNECTIVITY (TRAFFIC AND TRANSPORTATION ROAD/
RAIL/METRO/ WATER WAYS ETC)
Adequate facilities with railway siding and roads are existing. No
additional connectivity is required
(VI) DRINKING WATER MANAGEMENT (SOURCE AND SUPPLY OF
WATER)
Additional water of 1000 m3/day will be required and the same will be
met from River Seonath
(VII) SEWERAGE SYSTEM.

Present domestic wastewater generation from the plant and colony is
250 m3/day. Additional waste water generation is estimated to be
maximum of about 40 m3/day.
LIPL is operating a full-fledged sewage treatment plant (STP) designed
for a maximum load of 550 m3/day with the following units. STP
capacity is adequate for taking additional wastewater of 40 m3/day.
(VIII) INDUSTRIAL WASTE MANAGEMENT.
No industrial wastewater generation from the cement process.
Wastewater generated from the power plant will be treated and used
in the cement plant
(IX) SOLID WASTE MANAGEMENT
Dust collected from air pollution control equipment is 100% recycled
in process and there is no solid waste in cement plant.
Ash generated (0.132 MTPA) in power plant will be consumed in
cement plant.
(X) POWER REQUIREMENT & SUPPLY / SOURCE.
The total power demand will be met from Captive power plant.

7. REHABILITATION AND RESETTLEMENT (R & R) PLAN.
(I) POLICY TO BE ADOPTED (CENTRAL/ STATE) IN RESPECT OF
THE PROJECT AFFECTED PERSONS INCLUDING HOME
OUSTEES, LAND OUSTEES AND LANDLESS LABORERS (A BRIEF
OUTLINE TO BE GIVEN).
Not applicable, since the plant is already existing and new unit will be
located within the existing cement plant complex.
8. PROJECT SCHEDULE & COST ESTIMATES
(I) LIKELY DATE OF START OF CONSTRUCTION AND LIKELY DATE
OF COMPLETION (TIME SCHEDULE FOR THE PROJECT TO BE
GIVEN)
Construction activity will involve installation of new process
equipment listed above
(II) ESTIMATED PROJECT COST ALONG WITH ANALYSIS IN TERMS
OF ECONOMIC VIABILITY OF THE PROJECT
Total capital Investment Cost is Rs. 1600 Crores and Rs. 90 crores will
be spent for Environmental Management Plan.
The estimated investment Cost for the project has been based on the
requirement of fixed and non-fixed assets for cement plant.
The financing of the project has been considered on the basis of
Equity and Term Loans from Financial Institutions. The debt: equity
ratio has been considered as 1: 0.2.
Interest on Term Loan has been considered at 12%. Since most of the
infrastructure is existing, it is has been assumed to be repaid over 6
years after a moratorium of 3 years.
The project exhibits a good internal Rate of Return on total investment
of 17.2%. The IRR on equity is calculated as 23.8%.
Various sensitivity analyses indicate reasonable project and cash
break-even percentages. In view of the acceptable level of returns, the
project is financially feasible.

9. ANALYSIS OF PROPOSAL (FINAL RECOMMENDATIONS)
(I) FINANCIAL AND SOCIAL BENEFITS WITH SPECIAL EMPHASIS ON
THE BENEFIT TO THE LOCAL PEOPLE INCLUDING TRIBAL
POPULATION, IF ANY IN THE AREA
The capital cost, for the proposed production enhancement project,
works out to Rs. 1600 Crores.
Based on the growing demand for Cement over the next 10 years, the
proximity of the project location to these markets is an advantage with
respect to reduction in freight of cement to these markets. The
financial viability also show a good Rate of return from the project.
Considering the above LIL is planning to go ahead with the project,
once it gets all the statutory approvals for this enhancement project.