perancangan strategi total productive maintenance …
TRANSCRIPT

p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
83
PERANCANGAN STRATEGI TOTAL PRODUCTIVE MAINTENANCEPADA INDUSTRI FURNITURE KNOCK DOWN
Achmad Chaerul MuslimDosen Fakultas Teknik Prodi Teknik Industri Universitas Pamulang
ABSTRAK
Pertumbuhan penduduk di indonesia stiap tahunnya terus meningkat, peningkatanpertumbuham penduduk ini mengakibatkan meninkat pula kebutuhan akan perumahan danperlegkaan rumah angga lainnya. Perlengkapan rumah seperti furniture dalam beberapa tahun inimenjadi barang yang sering di beli masyarakat, hal ini dapat dilihat dari data BPS tahun 2014manunjukan bahwa barang furniture berada di urutan no1 untuk bahan bukan makanan yang seringdibeli konsumen.
PT Indorack Multikreasi adalah perusahaan yang memproduksi Furniture dengan sistemKnock down yang dalam melakukan aktifitas produksinya masih sering terjadi kendala dalamefektiftias penggunaan mesin. Hal ini dapat dilihat dari nilai OEE tahun 2016 Nilai Availability yangdiperoleh pada bulan Januari sampai dengan bulan Oktober 2016 rata-rata sebesar 64,80%, nilaiPerformance yang diperoleh rata-rata 68,90%, sedangkan Quality rata-rata 93,10%, sehingga nilaiOEE yang diperoleh dari tiga faktor tersebut rata-rata adalah 41,20%. Hal ini masih jauh dari nilaistandar JIPM yaitu sebesar 85% maka GAP dengan nilai standard dari JIPM adalah 43,80%
Tingkat rendahnya nilai OEE pada PT Indorack Multi Kreasi dikarenakan belum di terapkansistem TPM. Dengan diterapkannnya strategi Sistem TPM diharapkan PT indorack Multi kreasi dapatmeningktkan nilai OEE dan pada akhirnya akan meningkatkan efektifitas mesin dan profit perusahaan
I. PENDAHULUAN
Meningkatnya jumlah pendudukindonesia di ikiuti dengan peningkatan jumlahkebutuhan tempat tinggal. Hal ini akanmendorong jumlah kebutuhan perlengkapantempat tinggal tersebut, terutama kebutuhanakan furniture.Peningkatan jumlah penduduk indonesiadiikuti pula dengan meningkatnya jumlahkebutuhan perumahan diIndonesia. Denganmeningkatnya kebutuhan perumahan makaakan meningkat pula kebutuhan akanperlengkapan rumah tangga.
Dari data BPS tahun 2014 terlihatkebutuhan akan barang tahan lama selainelektronik furniture adalah menduduki tingkatpaling atas dalam kebutuhan masyarakatindonesia. Hal ini merupakan potensi besaruntuk para produsen untuk mendapatkankeuntungan sebesar-besarnya
PT Indorack Multi Kreasi adalahperusahaan yang bergerak dalam bidangfurniture yang melayani penjualan dalam dan
luar negri, untuk dapat bersaing dalam industriglobal perusahaan harus mempunyai strategiyang tepat terutama di sisi produksi. PTIndorack Multi Kreasi mempunyai tiga plantyang tersebar di kota Tangerang dan Batam,ketiga plant itu adalah :
1. PT Talenta Anugrah Pratama/TAP(Pasar kemis, Tangerang)
2. PT Indorack Multi Kreasi/IMK (Jatiuwung, Tangerang)
3. PT Furni Plus Asia/FPA (Batam)
Kelancaran produksi tidak terlepasdari kemampuan manajemen perusahaandalam mengelolanya. Selain sumber dayamanusia, fasilitas merupakan daya utamauntuk memperlancar jalannya proses produksi.Berikut adalah data produktivitas dan downtime mesin ketiga plant selama bulan januari -oktober 2016

p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
84
Tabel 1 Pencapaian Target produksi tahun2016
ITEM QUALITY
DELIVERY INTERNAL
FAIL
BULAN
JAN 97 99,1 1FEB 98,5 98,8 0MART 97,3 97,8 1APRIL 98,5 98,8 1MEI 98,2 99,3 1JUNI 96,4 97,8 2JULI 98,1 99,5 0
AGUST 96,2 97,8 1SEPT 97,5 99,3 2OKT 94,8 99,6 1
TARGET 98 100 1RATA-RATA 97,25 98,78 1
Sumber (Data Perusahaan)
II. TINJAUAN PUSTAKAA. Pengertian TPM
Total Productive Maintenance (TPM)adalah suatu pendekatan yang inovatf untukmengurangi/menghilangkan kerusakan mesinyang mendadak (breakdown) yang inovatifdalam maintenance dengan cara mengoptimasikeefektifan peralatan dan melakukanperawatan mandiri oleh operator (AutonomousMaintenance by Operator) (Aryanta, 2011).TPM ( Total Productive Maintanance ) adalahsuatu program untuk pengembanganfundamental dari fungsi pemeliharaan dalamsuatu organisasi, yang melibatkan seluruhSDM-nya (Sukwadi, 2007). Perusahaan dapatmewujudkan penghematan biaya yang cukupbesar dengan melakukan Implementasi TPM,melalui peningkatan produktivitas mesin.Semakin besar derajat otomatisasi pabrik,semakin besar pengurangan biaya yangdiwujudkan oleh TPM.
B. Overall Equipment Effectiveness (OEE)Overall equipment effectiveness (OEE)
merupakan produk dari six big losses padamesin atau peralatan. Terdapat tiga komponenutama dalam OEE yang merupakanpengelempokan dari keenam faktor dalam sixbig losses yang dapat digunakan dalammengukur kinerja peralatan atau mesin yakni :downtime losses, speed losses dan defect
losses. Dengan melakukan pengukuran OEEdapat diketahui area mana yang perlu untukditingkatkan produktivitas ataupun efisiensimesin atau peralatan, juga dapat menunjukkanarea bottleneck yang terdapat pada lintasanproduksi. Untuk mengevaluasi danmemperbaiki cara yang tepat untuk menjaminpeningkatan produktivitas penggunaan mesinOEE merupakan alat ukur yang tepat yang bisadigunakan.
Formula matematis dari Overallequipment effectiveness (OEE) dirumuskansebagai berikut (Aryanta, 2011) : OEE =availability x Performance x rate of qualityproduct x 100%
AvailabilityAvailability adalah waktu ketersediaan
mesin, ketidak tersediaan mesin mencakupperistiwa apapun yang dapat menghentikanmesin meliputi ketidak tersediaan material,kegagalan mesin dan lainnya. Availabilitydapat dihitung dengan perbandinganoperation time terhadap waktu loading time-nya. Sehingga dapat menghitung availabilitymesin dibutuhkan nilai dari : Operation time,Loading time, Downtime. Nilai availabilitydihitung dengan rumus :
Availability = ��������� ����������� ����
x 100%
Availability = ������� ����−���� ����������� ����
x 100%
Loading Time = available time – PlanneddowntimeOperation time = loading time - waktudowntime mesin (non-operation time)
C. Performance efficiencyPerformance efficiency adalah
kemampuan mesin untuk melakukan operasisesuai dengan waktu siklus yang telahditentukan dengan cara memperhitungkankuantitas produk yang dihasilkan dikalikandengan waktu siklus idealnya terhadap waktuyang tersedia yang melakukan proses produksi(operation time). Operation speed ratemerupakan perbandingan antara kecepatanideal mesin berdasarkan kapasitas mesinsebenarnya (theoretical/ideal cycle time)dengan kecepatan actual mesin (actual cycletime). Persamaan matematikanya ditunjukkansebagai berikut :

p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
85
Operation speed rate = ���� ����� ���������� ����� ����
Net operation rate = ������ ���������� ������������� ����
Net operation merupakanperbandingan antara jumlah produk yangdiproses (processed amount) dikali actualcycle time dengan operation time. Netoperation time berguna untuk menghitungrugi-rugi yang diakibatkan oleh minorstoppages dan menurunnya produksi (reducedspeed).
Tiga faktor penting yang dibutuhkanuntuk menghitung performance efficiency :Ideal cycle (waktu siklus ideal), Processedamount (jumlah produk yang diproses) danOperation time (waktu operasi mesin).Performance efficiency dapat dihitung sebgaiberikut :Performance efficiency = Net operation xoperating cycle time
= ��������� ������ � ������ ����� ������������ ����
x���� ����� ���������� ����� ����
= ��������� ������ � ������ ����� ������������ ����
x 100%
D. Rate of Quality ProductRate of Quality Product adalah nilai
produk yang baik yang dihasilkan oleh mesinberbanding dengan total jumlah produk yangdihasilkan. Untuk menghitung rate of qualityproduct dapat dihasilkan denganmenggunakan dua faktor berikut :a. Processed amount (Jumlah produk yangdiproses)b. Defect amount (Jumlah produk yang cacat)Rate of Quality Product dapat dihitung sebagaiberikut :Rate of Quality Product
= ��������� ������ � ������ ��������������� ������
x 100%
E. Pilar TPMDalam manajemen TPM terdapat 8 pilar utamasebagai langkah untuk meningkatkanproduktivitas yaitu
1. Basic 5R2. Jishuhonzen (AutonomusMaintenance)3. Kaizen (continus Improvment)4. Plained Maintenance
5. Quality Maintenance6. Training7. Office TPM8. Sefety, Healthy, Environment9. Early Equipment Management
III. METODOLOGI PENELITIANMetodologi penelitian merupakan suatu
langkah-langkah sistematis yang akan menjadipedoman dalam menyelesaikan masalah.Dengan melakukan metodologi penelitian ini,maka suatu penyelesaian masalah akanmenjadi lebih terarah dan memberikankemudahan dalam menganalisis masalahsampai kegiatan menyimpulkan semuapermasalahan yang ada
IV. PENGUMPULAN DANPENGOLAHAN DATA
A. Perhitungan AvaibilityAvailability merupakan persentaseketersediaan mesin atau peralatan dimanamesin atau peralatan benar-benar produktifatau benar-benar beroperasi menghasilkanproduk.
Availability = ��������� ����������� ����
� 100
Januari 2015 = 407550
� 100 = 74,0%
B. Perhitungan Performance
Gambar 1 Kerangka fikirSumber (Pengolahana Data)
p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
86
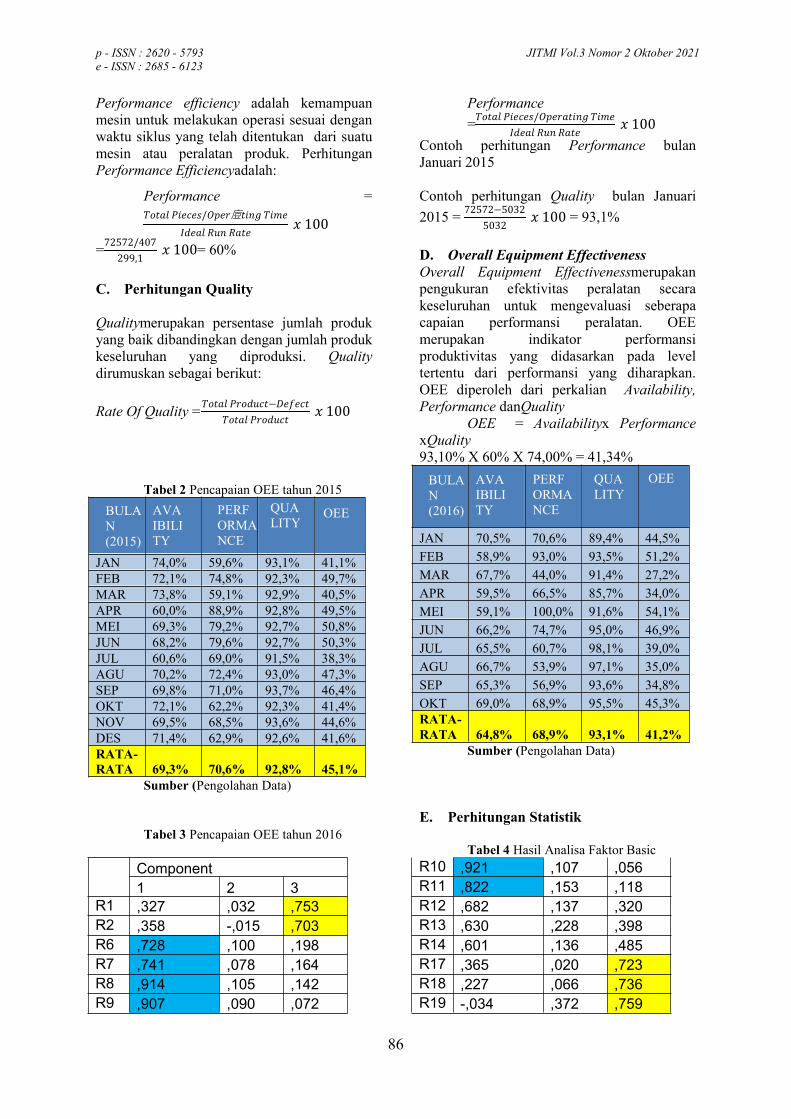
Performance efficiency adalah kemampuanmesin untuk melakukan operasi sesuai denganwaktu siklus yang telah ditentukan dari suatumesin atau peralatan produk. PerhitunganPerformance Efficiencyadalah:
Performance=����� ������/��������� ����
����� ��� ����� 100
Contoh perhitungan Performance bulanJanuari 2015
Performance =����� ������/����㢄���� ����
����� ��� ����� 100
=72572/407299,1
� 100= 60%
C. Perhitungan Quality
Qualitymerupakan persentase jumlah produkyang baik dibandingkan dengan jumlah produkkeseluruhan yang diproduksi. Qualitydirumuskan sebagai berikut:
Rate Of Quality =����� �������−����������� �������
� 100
Contoh perhitungan Quality bulan Januari2015 = 72572−5032
5032� 100 = 93,1%
D. Overall Equipment EffectivenessOverall Equipment Effectivenessmerupakanpengukuran efektivitas peralatan secarakeseluruhan untuk mengevaluasi seberapacapaian performansi peralatan. OEEmerupakan indikator performansiproduktivitas yang didasarkan pada leveltertentu dari performansi yang diharapkan.OEE diperoleh dari perkalian Availability,Performance danQuality
OEE = Availabilityx PerformancexQuality93,10% X 60% X 74,00% = 41,34%
Tabel 2 Pencapaian OEE tahun 2015
JAN 74,0% 59,6% 93,1% 41,1%FEB 72,1% 74,8% 92,3% 49,7%MAR 73,8% 59,1% 92,9% 40,5%APR 60,0% 88,9% 92,8% 49,5%MEI 69,3% 79,2% 92,7% 50,8%JUN 68,2% 79,6% 92,7% 50,3%JUL 60,6% 69,0% 91,5% 38,3%AGU 70,2% 72,4% 93,0% 47,3%SEP 69,8% 71,0% 93,7% 46,4%OKT 72,1% 62,2% 92,3% 41,4%NOV 69,5% 68,5% 93,6% 44,6%DES 71,4% 62,9% 92,6% 41,6%RATA-RATA 69,3% 70,6% 92,8% 45,1%
Sumber (Pengolahan Data)
Tabel 3 Pencapaian OEE tahun 2016
JAN 70,5% 70,6% 89,4% 44,5%FEB 58,9% 93,0% 93,5% 51,2%MAR 67,7% 44,0% 91,4% 27,2%APR 59,5% 66,5% 85,7% 34,0%MEI 59,1% 100,0% 91,6% 54,1%JUN 66,2% 74,7% 95,0% 46,9%JUL 65,5% 60,7% 98,1% 39,0%AGU 66,7% 53,9% 97,1% 35,0%SEP 65,3% 56,9% 93,6% 34,8%OKT 69,0% 68,9% 95,5% 45,3%RATA-RATA 64,8% 68,9% 93,1% 41,2%
Sumber (Pengolahan Data)
E. Perhitungan Statistik
Tabel 4 Hasil Analisa Faktor BasicComponent1 2 3
R1 ,327 ,032 ,753R2 ,358 -,015 ,703R6 ,728 ,100 ,198R7 ,741 ,078 ,164R8 ,914 ,105 ,142R9 ,907 ,090 ,072
R10 ,921 ,107 ,056R11 ,822 ,153 ,118R12 ,682 ,137 ,320R13 ,630 ,228 ,398R14 ,601 ,136 ,485R17 ,365 ,020 ,723R18 ,227 ,066 ,736R19 -,034 ,372 ,759
AVAIBILITY
PERFORMANCE
QUALITY
OEEBULAN(2015)
AVAIBILITY
PERFORMANCE
BULAN(2016)
OEEQUALITY
p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
87
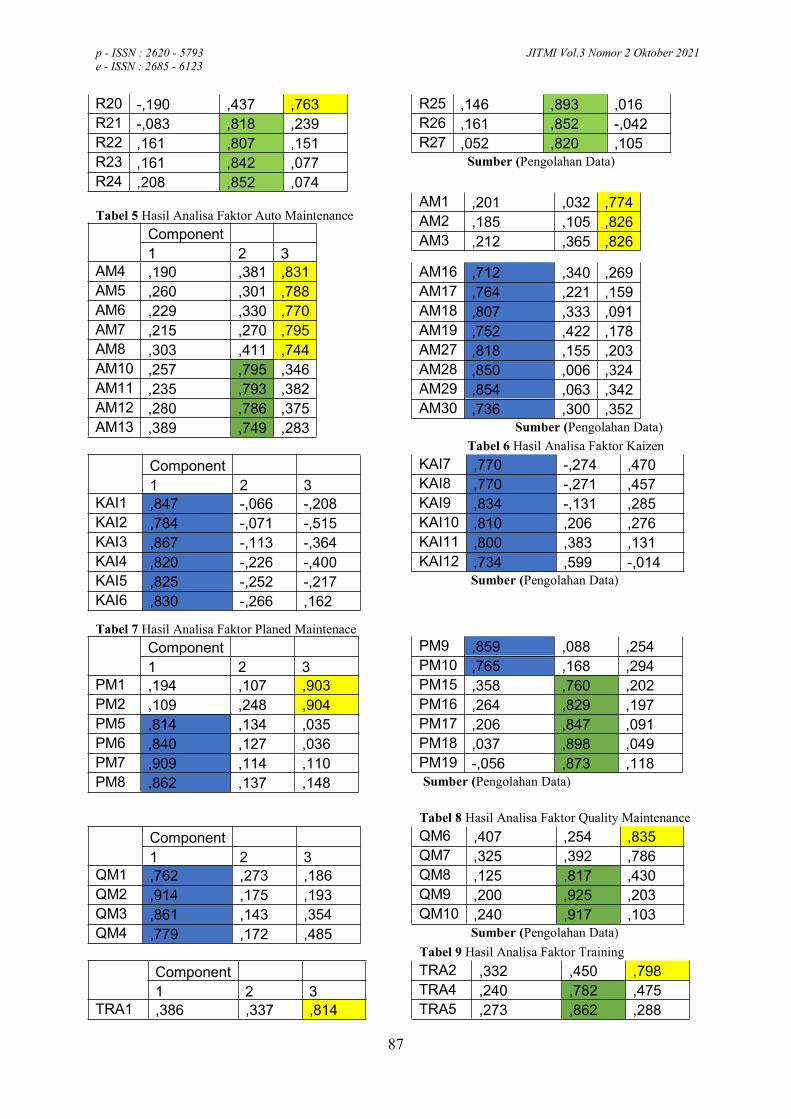
R20 -,190 ,437 ,763R21 -,083 ,818 ,239R22 ,161 ,807 ,151R23 ,161 ,842 ,077R24 ,208 ,852 ,074
R25 ,146 ,893 ,016R26 ,161 ,852 -,042R27 ,052 ,820 ,105
Sumber (Pengolahan Data)
Tabel 5 Hasil Analisa Faktor Auto MaintenanceComponent1 2 3
AM1 ,201 ,032 ,774AM2 ,185 ,105 ,826AM3 ,212 ,365 ,826
AM4 ,190 ,381 ,831AM5 ,260 ,301 ,788AM6 ,229 ,330 ,770AM7 ,215 ,270 ,795AM8 ,303 ,411 ,744AM10 ,257 ,795 ,346AM11 ,235 ,793 ,382AM12 ,280 ,786 ,375AM13 ,389 ,749 ,283
AM16 ,712 ,340 ,269AM17 ,764 ,221 ,159AM18 ,807 ,333 ,091AM19 ,752 ,422 ,178AM27 ,818 ,155 ,203AM28 ,850 ,006 ,324AM29 ,854 ,063 ,342AM30 ,736 ,300 ,352
Sumber (Pengolahan Data)Tabel 6 Hasil Analisa Faktor Kaizen
Component1 2 3
KAI1 ,847 -,066 -,208KAI2 ,784 -,071 -,515KAI3 ,867 -,113 -,364KAI4 ,820 -,226 -,400KAI5 ,825 -,252 -,217KAI6 ,830 -,266 ,162
KAI7 ,770 -,274 ,470KAI8 ,770 -,271 ,457KAI9 ,834 -,131 ,285KAI10 ,810 ,206 ,276KAI11 ,800 ,383 ,131KAI12 ,734 ,599 -,014
Sumber (Pengolahan Data)
Tabel 7 Hasil Analisa Faktor Planed MaintenaceComponent1 2 3
PM1 ,194 ,107 ,903PM2 ,109 ,248 ,904PM5 ,814 ,134 ,035PM6 ,840 ,127 ,036PM7 ,909 ,114 ,110PM8 ,862 ,137 ,148
PM9 ,859 ,088 ,254PM10 ,765 ,168 ,294PM15 ,358 ,760 ,202PM16 ,264 ,829 ,197PM17 ,206 ,847 ,091PM18 ,037 ,898 ,049PM19 -,056 ,873 ,118Sumber (Pengolahan Data)
Tabel 8 Hasil Analisa Faktor Quality MaintenanceComponent1 2 3
QM1 ,762 ,273 ,186QM2 ,914 ,175 ,193QM3 ,861 ,143 ,354QM4 ,779 ,172 ,485
QM6 ,407 ,254 ,835QM7 ,325 ,392 ,786QM8 ,125 ,817 ,430QM9 ,200 ,925 ,203QM10 ,240 ,917 ,103
Sumber (Pengolahan Data)Tabel 9 Hasil Analisa Faktor Training
Component1 2 3
TRA1 ,386 ,337 ,814
TRA2 ,332 ,450 ,798TRA4 ,240 ,782 ,475TRA5 ,273 ,862 ,288
p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
88
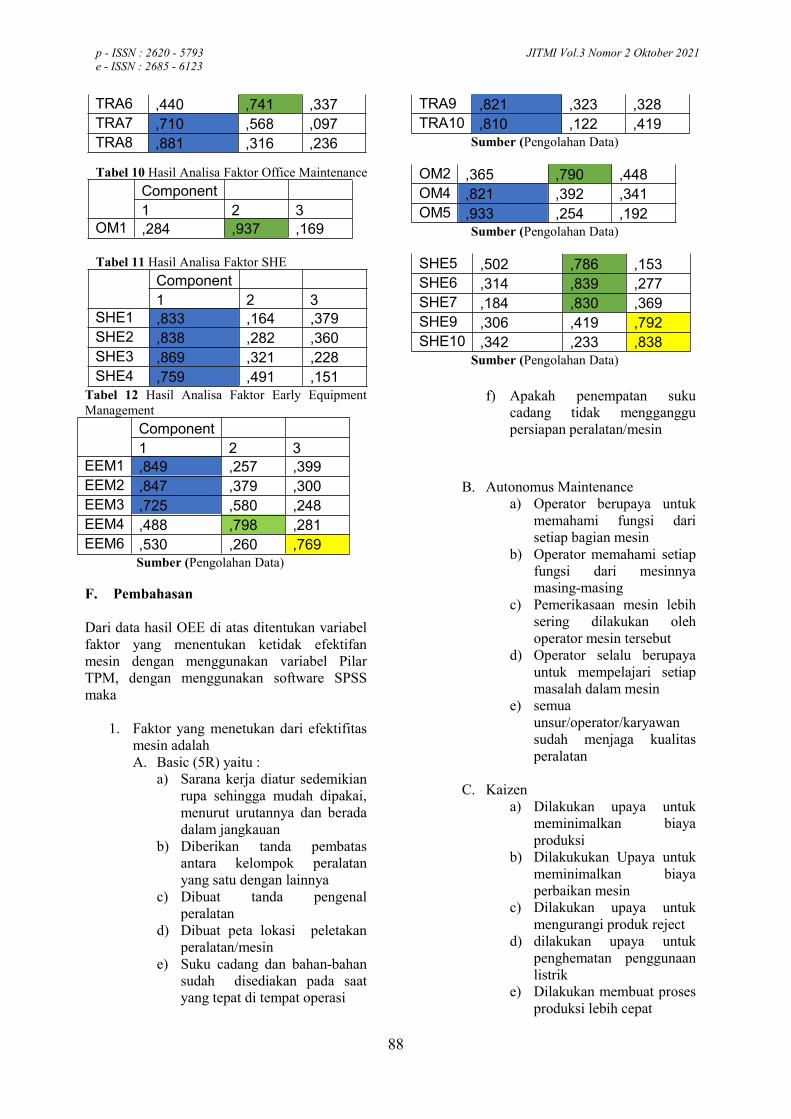
TRA6 ,440 ,741 ,337TRA7 ,710 ,568 ,097TRA8 ,881 ,316 ,236
TRA9 ,821 ,323 ,328TRA10 ,810 ,122 ,419
Sumber (Pengolahan Data)
Tabel 10 Hasil Analisa Faktor Office MaintenanceComponent1 2 3
OM1 ,284 ,937 ,169
OM2 ,365 ,790 ,448OM4 ,821 ,392 ,341OM5 ,933 ,254 ,192
Sumber (Pengolahan Data)
Tabel 11 Hasil Analisa Faktor SHEComponent1 2 3
SHE1 ,833 ,164 ,379SHE2 ,838 ,282 ,360SHE3 ,869 ,321 ,228SHE4 ,759 ,491 ,151
SHE5 ,502 ,786 ,153SHE6 ,314 ,839 ,277SHE7 ,184 ,830 ,369SHE9 ,306 ,419 ,792SHE10 ,342 ,233 ,838
Sumber (Pengolahan Data)
Tabel 12 Hasil Analisa Faktor Early EquipmentManagement
Component1 2 3
EEM1 ,849 ,257 ,399EEM2 ,847 ,379 ,300EEM3 ,725 ,580 ,248EEM4 ,488 ,798 ,281EEM6 ,530 ,260 ,769
Sumber (Pengolahan Data)
F. Pembahasan
Dari data hasil OEE di atas ditentukan variabelfaktor yang menentukan ketidak efektifanmesin dengan menggunakan variabel PilarTPM, dengan menggunakan software SPSSmaka
1. Faktor yang menetukan dari efektifitasmesin adalahA. Basic (5R) yaitu :
a) Sarana kerja diatur sedemikianrupa sehingga mudah dipakai,menurut urutannya dan beradadalam jangkauan
b) Diberikan tanda pembatasantara kelompok peralatanyang satu dengan lainnya
c) Dibuat tanda pengenalperalatan
d) Dibuat peta lokasi peletakanperalatan/mesin
e) Suku cadang dan bahan-bahansudah disediakan pada saatyang tepat di tempat operasi
f) Apakah penempatan sukucadang tidak mengganggupersiapan peralatan/mesin
B. Autonomus Maintenancea) Operator berupaya untuk
memahami fungsi darisetiap bagian mesin
b) Operator memahami setiapfungsi dari mesinnyamasing-masing
c) Pemerikasaan mesin lebihsering dilakukan olehoperator mesin tersebut
d) Operator selalu berupayauntuk mempelajari setiapmasalah dalam mesin
e) semuaunsur/operator/karyawansudah menjaga kualitasperalatan
C. Kaizena) Dilakukan upaya untuk
meminimalkan biayaproduksi
b) Dilakukukan Upaya untukmeminimalkan biayaperbaikan mesin
c) Dilakukan upaya untukmengurangi produk reject
d) dilakukan upaya untukpenghematan penggunaanlistrik
e) Dilakukan membuat prosesproduksi lebih cepat

p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
89
f) Operator selalu menjagakerapihan area kerjanya
g) Terdapat upaya untukmelakukan perubahanproses kerja yang lebihbaik
h) Terdapat Upaya untukmelakukan perubahanlayout mesin yang lebihteratur
D. Planed Maintenancea) Perawatan dilakukan hanya
ketika terjadi masalahdengan mesin
b) Perawatan mesin hanyadilakukan oleh operatormaintenance
c) Kegiatan perawatan mesindilakukan sesuai jadwalproduksi
d) Pihak maintenance bekerjasama dengan produksidalam pembuatan jadwalperbaikan
e) dilakukan evaluasi danpencatatan seluruh kondisiperalatan/mesin
f) perawatan dilakukan sesuaidengan jadwal yang telahditetapkan
E. Quality Maintenancea) Tidak Banyak produk
reject yang diakibatkanoleh mesin
b) Telah dilakukan analisisterhadap produk yang cacatuntuk mengetahui faktor-faktor penyebabnya danberusaha untuk mengambiltindakan perbaikan
c) Bagian produksi denganbagian inspeksi telahterkoordinasi dengan baik
d) Perusahaan memperhatikankualitas dari produk yangdihasilkan
F. Traininga) Pelatihan karyawan
dilakukan hanya pada saatawal penerimaan karyawan.
b) Tingkat kesesuaian materipelatihan dengankebutuhan kerja karyawan
G. Office Maintenancea) Proses administrasi tidak
terhenti dan tidak adawaktu menganggur bagikaryawan karena tidakterjadi breakdown padaperalatan seperti telepon,fax dan computer
H. Safety, Healthy and Environmenta) Perusahaan melakukan
pengawasan secara lebihintensif terhadappelaksanaan pekerjaanoperator
b) Perusahaan memberikanjaminan kesehatan kepadasetiap karyawan
c) Perusahaan menciptakankomunikasi yang baikdengan semua karyawan
I. Early Equipment Managementa) Dilakukan pengujian
kualitas produk sebelumdiproduksi
b) Dilakukan perbaikan mesinuntuk meningkatkankualitas produk
c) Dilaksanakan Evaluasimesin secara berkala untukmeningkatkan kualitasmesin
V. KESIMPULAN
Berdasarkan penelitian yang dilakukandalam analisis perancangan Total ProducrtveManitenance dapat disimpulkan bahwa
1. Tingkat efektifitas mesin masih rendahhal ini dapat dilihat dari nilai OEEtahun 2016 Nilai Availability yangdiperoleh pada bulan Januari sampaidengan bulan Oktober 2016 rata-ratasebesar 64,80%, nilai Performanceyang diperoleh rata-rata 68,90%,sedangkan Quality rata-rata 93,10%,sehingga nilai OEE yang diperoleh daritiga faktor tersebut rata-rata adalah41,20%. Hal ini masih jauh dari nilaistandar JIPM yaitu sebesar 85% maka
p - ISSN : 2620 - 5793 JITMI Vol.3 Nomor 2 Oktober 2021e - ISSN : 2685 - 6123
90
GAP dengan nilai standard dari JIPMadalah 43,80%
2. Faktor yang menetukan dari efektifitasmesin adalaha. Basic (5R) yaitu :b. Autonomus Maintenancec. Kaizend. Planed Maintenancee. Quality Maintenancef. Trainingg. Office Maintenanceh. Safety, Healthy and Environmenti. Early Equipment Management
3. Menerapkan strategi Total ProductiveMaintenance (suatu strategi untukpengembangan fundamental dari fungsipemeliharaan dalam suatu organisasi,yang melibatkan seluruh sumber dayamanusia.). dengan pendekatan 12langkah TPM
DAFTAR PUSTAKA
Ahuja, I.P.S., Khamba,J.S., 2008, InternationalJournal of Quality and ReabilityManagement, Total ProductiveMaintenance, Literature Review andDirection.
Anthara, I.Made Aryantha., 2013. AnalisaUsulan Penerapan Total ProductiveMaintenance (TPM) (Studi Kasus DiDivisi Mekanik Perum DamriBandung). Majalah Ilmiah UnikomVol.7, No.2 Bidang Rekayasa.Universitas Komputer Indonesia
Boris Steven, (2010), Ebook Total ProductiveMaintenance proven strategies andE.Rizzo, Kenneth.,(1999), Total productive
maintenance: A primer, PackagePrinting andConverting,pg.26
Hansen, R. C., (2001), Overall EquipmentEffectiveness: A Powerful Production /
International Journal of ProductionResearch, http://peer.ccsd.cnrs.frJamasri, 2006. Layout Mata Kuliah Manajemen
Perawatan. Universitas Gadjah Mada,YogyakartaMaintenanceTool for In Creased
Profits, 1st ed., New York: IndustrialMitzberg, Herny. 2007. Tracking Strategies:
Toward a General Theory. US:Oxford University Press
Nakajima, S., 1988, Introduction to TotalProductive Maintenance, Cambridge,MA, Productive Press, Inc
O’Connor, Patrick D. T. 2001. PracticalReliability Engineering, FourthEdition, Jonh Wiley & Sons Ltd.England
Pengukuran Nilai Overall EquipmentEffectiveness Sebagai Dasar Usaha PerbaikanPerformance measurement using overallequipment effectiveness (OEE), (2011),
Press IncPress Inc.Proses Manufaktur, Jurnal TeknikIndustri Vol. 7, No. 2, Desember 2005:91-100,(http://puslit.petra.ac.id/journals/industrial)
Rangkuti, (2009), Teknik membedah kasusanalisa SWOT, cetakan ke sembilanPT gramedia Pustaka Utama, Jakarta
techniques to keep equip running atpeak efficiency, New York: Industrial
YogyakartaZulian yamit, (2000), Manajemen Produksi danOperasi, cetakan ketiga Ekonosia