name of company : shri karvir nivasini mahalaxmi …mhlaxmi.com/pdf/mhlaxmi-company_profile.pdfname...
TRANSCRIPT
Name Of Company : Shri Karvir Nivasini Mahalaxmi Ispat Pvt. Ltd. Address : Plot No. – A / 6, M.I.D.C., Gokulshirgaon, Kolhapur. Establishment Year : 1994. Telephone Nos. : 0231 – 2672421 , 2672709, 2672710. Fax No. : 0231 – 2672082. Web Site Address : www.mhlaxmi.com E – mail Address : [email protected] S. S. I. No. : 27 034 12 00507 VAT TIN No. : 27420005052 V. CST TIN No. : 27420005052 C. ECC No. : AACCS 5268 HXM 001. Key Persons : Shri Jitendra P. Gandhi - Cell. No – 98230 71945. Shri Abhay S. Gandhi- Cell. No – 98233 11361. Shri K. S. Malani - Cell No – 98233 11360. Business : Manufacturer of M.S.Ingots and ‘TMT’ Fe – 415, 500 Grade, reinforcement steel bars of size 8 mm to 32 mm.
Bankers : Bank of India. - Shahupuri, Kolhapur. Associated Unit : Shri Mahalaxmi Steel Industries. 308, ‘C’, Uchgaon, Kolhapur. Ph. No. – 0231 – 2615041 , 2615042. Fax No.- 0231 – 2615021. Business of Associated : Rolling mill manufacturing M.S.Flats 25x 4 to 100 x 8 Unit various sizes of square and round. Area of Business : Anywhere in Maharashtra , Goa and Karnataka
Shri Mahalaxmi steel industries Kolhapur, the rolling mill unit is established in 1973 to manufacture the rolled steel products viz reinforcement steel bars, flat, square bars etc. The unit has expanded the activities in 1989 to manufacture the high yield cold twisted deformed bars. In view of the quality produced, the experienced work force, M/s. TOR Allies Engineering & the “TOR – ISTAG” Steel Corporation of Luxemburg offered the collaboration, and we were the licensee to use “TOR “ mark on our steel bars. The steel manufactured by us is well accepted in southern Maharashtra, Pune and north area of Karnataka. The new unit namely Shri. K.N. Mahalaxmi Ispat (P) Ltd. MIDC, Gokul Shirgaon was commissioned in 1995 to manufacture M. S. Ingots, resulting in improved quality inputs of required chemical composition. Across all developments “TMT” steel bars has gained recognition and acceptance because of its technological advancement. We have recently commissioned manufacturing “TMT” bars as per the world class modern ‘TEMPCORE’ technology. This technology imparts the better strength and elongation unparalled by any other process. The machinery and the thermo quenching system selected imparts the perfection in mechanical properties as per IS - 1786. The total system is automised and controlled through computers. The new unit is commission in July 2006. Manufacturing Capacity & Stock level: Presently we are operating on one shift of 10 hour per day basis. The capacity of mill in this one shift is 3000 Tons per month of all sizes i.e. from 8 mm to 32 mm. We are keeping minimum stock level of 100 Tons of every size. For more & fast requirements the working hours can be increased. We are selling all manufactures products without piling stocks & there are usually pending orders. Our present turnover is about Rs. 800 Lacs per month. TMT Quenching System The TMT i. e Thermo metallurgical treatment to the bar is imparted by treating the hot bar by water. In the rolling mill, the billets / ingots are heated in the reheating furnace and rolled through different rolls, progressively reducing the section. The bar releasing from the final stand is subjected to water treatment. The process involves the following stages.
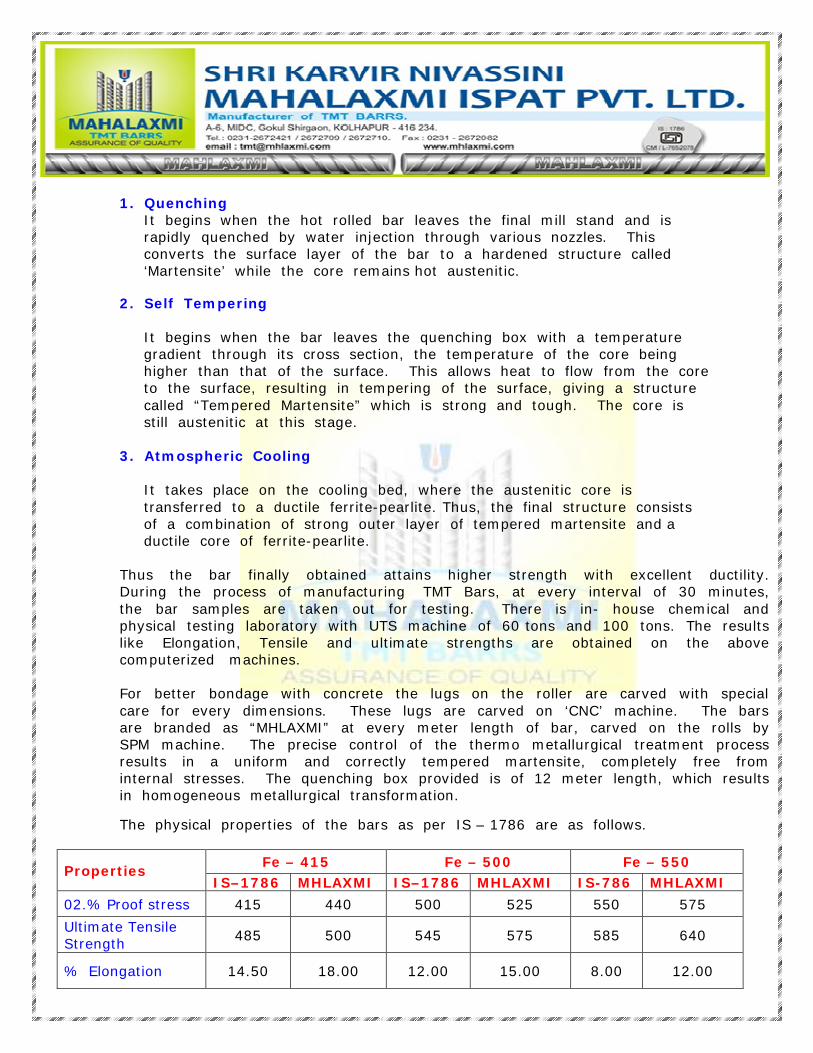
1. Quenching It begins when the hot rolled bar leaves the final mill stand and is rapidly quenched by water injection through various nozzles. This converts the surface layer of the bar to a hardened structure called ‘Martensite’ while the core remains hot austenitic.
2. Self Tempering It begins when the bar leaves the quenching box with a temperature gradient through its cross section, the temperature of the core being higher than that of the surface. This allows heat to flow from the core to the surface, resulting in tempering of the surface, giving a structure called “Tempered Martensite” which is strong and tough. The core is still austenitic at this stage. 3. Atmospheric Cooling It takes place on the cooling bed, where the austenitic core is transferred to a ductile ferrite-pearlite. Thus, the final structure consists of a combination of strong outer layer of tempered martensite and a ductile core of ferrite-pearlite. Thus the bar finally obtained attains higher strength with excellent ductility. During the process of manufacturing TMT Bars, at every interval of 30 minutes, the bar samples are taken out for testing. There is in- house chemical and physical testing laboratory with UTS machine of 60 tons and 100 tons. The results like Elongation, Tensile and ultimate strengths are obtained on the above computerized machines. For better bondage with concrete the lugs on the roller are carved with special care for every dimensions. These lugs are carved on ‘CNC’ machine. The bars are branded as “MHLAXMI” at every meter length of bar, carved on the rolls by SPM machine. The precise control of the thermo metallurgical treatment process results in a uniform and correctly tempered martensite, completely free from internal stresses. The quenching box provided is of 12 meter length, which results in homogeneous metallurgical transformation.
The physical properties of the bars as per IS – 1786 are as follows.
Properties Fe – 415 Fe – 500 Fe – 550
IS–1786 MHLAXMI IS–1786 MHLAXMI IS-786 MHLAXMI
02.% Proof stress 415 440 500 525 550 575
Ultimate Tensile Strength 485 500 545 575 585 640
% Elongation 14.50 18.00 12.00 15.00 8.00 12.00
Advantages of “MHLAXMI” TMT Bars. Surpasses the IS – specifications. The bars attains the high yield strength
with good ductility. High corrosion Resistance as compared with other manufacturers / twisted CTD
bars. Excellent workability and bendability. High earthquake resistance because of better ductility of the core.
Better weldability because carbon content is limited to 0.25.
Better bond strength because of better design in lugs.
Because of perfect physical properties, Mahalaxmi TMT 500 grade will give 15
% saving in usage of steel. Thus economical. The Average per meter weight of the bar is always on negative tolerance by
2% or so, within ISI limits. . Bars are available in the sizes 8, 10, 12, 16, 20, 25, 32 mm dia of standard
length 11 or 12 meters or as per specific order for bulk quantities.
LIST OF IMPORTANT CONSUMERS
(BUILDERS, DEVELOPERS & CONTRACTORS)
NAME OF CUSTOMER CITY Marigold Properties Banglore CRD Realtors Chiplun Saf Yeast Co.Pvt.Ltd. Chiplun Kapson Textiles Corporation Davagere Uni Abex Alloys Pvt. Ltd., Dharwad Creative Infra Gadhinglaj CRG Infratech Pvt. Ltd, Gadhinglaj Edcon Real Estate Goa Kamat Constructions, Goa Tridentia Developers, Goa Quest Global SEZ Pvt. Ltd Hattargi Associated Constructions Kolhapur Bhima Builders & Developers Kolhapur Dr.D.Y.Patil Federational Education Kolhapur DYP Hospitality Pvt.Ltd. Kolhapur Ghodavat Group of Industries Kolhapur Indocount Industries Ltd, Kolhapur Mohite & Mohite Engginers & Contractors Kolhapur Paranjape Schemes (Const.)Ltd., Kolhapur Pratibha Constructions P.L.td, Kolhapur Sujal Agrotech, Kolhapur Suraj Estate Developers, Kolhapur Tirth Developers, Kolhapur Manglore SEZ Pvt. Ltd. Manglore B.G.Shirke Construction Technology Pvt.Ltd. Mumbai R.E.Infra Pvt.Ltd. Mumbai B.R Patil Engineers & Contractors Nippani Spark Electro Consultants (I) Pvt. Ltd. Patan Apex Multicons Pvt.Ltd., Pune Bhujbal Brothers Construction. Co., Pune Eon Hinjewadi Infrastructure Pvt. Ltd., Pune Eon Kharadi Infrastructure Pvt. Ltd. Pune Ghalsasi Constructions Pvt.Ltd. Pune ICC Reality (I) Pvt. Ltd., Pune JRS Associates Pune Manoja Sthapatya Enggineers .& Contractors., Pune Nirman Group, Pune Panchshil Tech-park Pvt. Ltd, Pune Pegasus Prperties, Pune Pride Housing, Pune Raj Infrastructure , Pune Venky’s India Ltd., Pune Vistacore Infra Projects, Pune
LIST OF IMPORTANT CONSUMERS ( TRADERS )
NAME OF CUSTOMER CITY
Shri Balaji Traders Ajara Chindak Associates Belgaum Madhukar Vithal Herwadkar Belgaum Shri Ramvijay Traders Eksamba Nakoda Traders Gadhinglaj Chandan Steel Yard Gokulshirgaon Hariram Steel Gokulshirgaon Hindustan Steels Gokulshirgaon Manish Steel Centre Gokulshirgaon Zunjar Steel Hupri Manik Hardware Pvt. Ltd. Ichalkaranji Sai Steels Ichalkaranji Praveen Steels Islampur Puja Steel Islampur Mahalaxmi Steel Kabnoor Shikalgar Hardware Karad Shiklagar Steels Karad Karvir Mahalaxmi Steel Corporation Kolhapur Asco Steel Traders Manglore Shilpa Traders Miraj Radhakrishna enterprises Murgud Mulik Trading Nesari Rakhumai Agencies Nesari Mehta Traders Nippani The Nippani Hardware Mart Nippani Mahalaxmi Steel Pattankodoli Shri Mahalaxmi Steels Pavas Amol Enterprises Pune Champion Dealers Pvt.Ltd Pune Shri Surya Steels Pune Malushte Brothers Ratnagiri Shri Mahalaxmi Steels Ratnagiri Padmavati Tiles & Timber Rukadi Chaitnya Agencies Sakhrapa
LIST OF MACHINERIES INSTALLED IN THE ROLLING MILL UNIT 1) Roughing Mill :
The Roughing Mill is of size 16’’ with three Nos. of stands of which one stand is with 3 HI Rolls and other two with 2 HI Rolls, driven by the 1000 HP, 740 RPM Electric motor. The power transmission is through the reduction gear box of ratio 740 / output 130 RPM, the pinion stand and 5 Ton flywheel operating at 740 RPM.
The bars of the size 28 mm & 32 mm are rolled out from this mill. 2) Intermediate Mill :
The intermediate mill is with 5 Nos of Alternator 2 HI Roller bearing stands, Roll dia 320 mm driven by the 600 HP, 740 RPM motor through the gear box ratio 740 / output 275 RPM, the pinion stand & flywheel of 5 Ton capacity. The bars of the size 16, 20, 25 are rolled out through this mill.
3) Continuous mill :
The continuous mill comprises of 5 Nos of roller bearing stands with 2 HI roll dia 285 mm. The individual roll pair is operated by the 250 HP D.C. motor through the gear box. The speed of the rolls is controlled by the computerized operations of the D.C. power panel. The bars of the size 8, 10, 12 are rolled out through this mill.
4) Quenching Box:
Quenching box is of 12 Mtr length having high pressure water nozzles, where the process of quenching is carried out. For the process of quenching, three high pressure pumps of 120 HP having discharge 150 m3 per hour are provided.
5) Flying Shear :
Flying shear specially designed to cut the bar of required length uniformly, driven by variable speed drive D.C. motor of 175 HP, which is operated by through the necessary D.C. control panel.
6) Pinch Rolls:
Three pinch rolls of barrel dia 240 / 340 mm driven by 40 HP D.C. motors. The speed to be adjusted as per requirement through D.C. control panel by using computerized SKADA systems. At various stages on line TEMPERATURE AND SPEED SENSORS are provided for precise measurement of temperatures, water pressure & the speed.
7) Branding & CNC , (SPM) machine : For achieving accuracy in the design of lugs, we are carving lugs on rolls by using CNC machine. Because of this, we get uniform spacing, height & width in lugs, so that better bondage with concrete is achieved. We are supplying our steel with special brand name “MHLAXMI” at every meter length of the bar. This “MHLAXMI’ mark on the bar is branded with special brandling machine and can be distinguished from other branded steels.
8) Laboratory : The modernized and upgraded laboratory with universal testing machine of capacities 100 Ton & 40 Ton for testing physical properties are provided alongwith other calibrated equipments required for chemical analysis. The physical test results are obtained through computer.
At each 30 minutes interval, the tests of physical properties are carried out.
MMAANNUUFFAACCTTUURRIINNGG PPRROOCCEESSSS FFOORR TTHHEE RROOLLLLEEDD BBAARRSS..
The inputs for the Rolling Mill are M. S. Ingots or 100 mm Billets. The same are received from our own melting section and/or the outside Ingot / Billet manufacturers. They are kept on the charging platform by conveyers, which are then pushed by Pusher to the Reheating Oil Fired / Producer Gas ( Coal Based Gasifier ) Furnace. The Ingots / Billets are heated to 11000C temperature and in hot condition conveyed through conveyer to the “Y” table and then automatically fed into the 1st pass of the 16” Roughing Mill which is driven by 1000 HP Motor. The Billet is passing seven times in the stands of the Roughing Mill, thereby the section of Billet of 100 x 100 mm is reduced to about 40 x 40 Size. This 40 mm bar is further fed to the Intermediate Mill operated by the 600 HP electric motor and 5 No. of stands. These stands are having the rollers which are grooved to obtain the finished bars. The groove designs are of specific design. The rod received from the Roughing Mill is fed to the 1st stand, passes through the recupeater and to the 2nd stand etc. The bar finishing in the particular stand depends upon the final size of the bar required to be produced. For example the 20 and 25mm bar is taken out from stand No. 5, 16mm bar is taken out from stand No. 7, Size 12mm is taken out from stand No. 9. In case of 10mm & 8mm the bar is further fed to the Finishing Mill driven by 250 HP D.C motors. There are five No. of stands with Rolls. From stand No. 9 - 12mm, stand No. 11 - 10mm & stand No. 13 - 8mm bars are produced. The temperature of the bar is about 850 0C The finished Rolled bar passes through the heavy water Jet spray, so that it gets the Thermo Metallurgical Treatment. This is the advanced technology imparting extra strength to the bar. The Rolled bar further passes through the rotary shear, where the bar is cut in the length of 44 to 48 meters as per requirement and transferred to the Cooling bed. At this point the temperature of the bar is about 6000C. The bars are allowed to cool down to about 1000C on Cooling bed and after cooling the same are cut to the length of 11 to 12 meters. The cut bars are transported through hydra crane to Stock Yard. The bars are inspected for quality as per IS Specifications at the in-house testing laboratory. The bars collected and kept into the storage area in hips. The same are ready for dispatch.
TTHHEE UUNNIIQQUUEE FFEEAATTUURREESS OOFF TTHHEE ““ MMAAHHAALLAAXXMMII TTMMTT ““ BBAARRSS
1) The Rolls are grooved on the special purpose CNC machine so that there are uniform lugs on the bar with consistency throughout in the dimensions of the lugs. 2) The thermo metallurgical treatment under high pressure of water at pressures varying from 5 bar to 14 bars as per the quality requirement. The pumps are operated by 120 HP motors. At our place the length of
the quenching box is 12 meters ( in same cases the same is 6 meters ) with water jet entry at multi points so that there is uniform and better thermo treatment.
3) The strength of bars is dependant on the thermo metallurgical treatment. Which is again dependant on the water pressure, temperature and the
speed of the bars. There are D.C motors, thyrester controlled so that any speed can be achieved and maintained. The other factors are
computerized controlled. 4) The quality of the bars is also dependant on the chemical composition
specially the carbon content. For sizes like 25 and 32 mm bars the carbon content is very important for the same we take special care. 5) During the process of manufacturing, at every interval of 30 minutes, the bars are checked for physical testing, elongation, proof stress, weight per meter etc. If need be, the corrective steps are taken. 6) The bars are branded with ISI mark. Majority of our bars are having weight per meter on the minus side [ but within permissible limits of ISI ] so that more length of bars are available in the same weight without compromising quality.
We are having most modern recently set up new machinery, with experienced staff in rolling. In view of the quality checks at various stages and the genuine desire of quality consciousness, we can deliver the MHLAXMI branded TMT bars in both Fe – 415 and Fe – 500 grades entirely to the satisfaction of our customers.