mÉtodos taguchi doe design of experiments anÁlise de … · taguchi é a de utilizar a função...
TRANSCRIPT
MÉTODOS TAGUCHIDOE – DESIGN OF EXPERIMENTSANÁLISE DE VARIÂNCIA
TAGUCHI WWW.VALUESTREAM.PT 1
TAGUCHI LOSS FUNCTIONFUNÇÃO PREJUÍZO DA QUALIDADEFUNÇÃO PERDA QUADRÁTICA
TAGUCHI WWW.VALUESTREAM.PT 2
QUEM É TAGUCHI?
• Genichi Taguchi é um engenheiro japonês que tem estado envolvido na melhoria dos produtos e processos industriais do seu país desde fins de 1940.
• Desenvolveu uma filosofia e uma metodologia para a melhoria da qualidade que depende fortemente de conceitos e técnicas estatísticas, especialmente experiências planeadas estatisticamente.
• Escreveu um texto sobre planeamento de experiencias muito popular no Japão.
• Recebeu o prémio Deming por 4 vezes.• Em cooperação com a FORD montou nos USA o American Supplier
Institute para promover e divulgar os seus métodos para a Engenharia da Qualidade.
• Taguchi desenvolveu a combinação de métodos de engenharia e estatística com o objectivo de conseguir melhorias rápidas em custos e qualidade, através da optimização de produtos e processos na fase de concepção.
TAGUCHI WWW.VALUESTREAM.PT 3

O SIGNIFICADO DE QUALIDADE
• Os produtos possuem características que descrevem o seu desempenho relativo às expectativas do cliente.– Consumo de um carro.
– Peso de uma caixa de cereais.
– A força de ruptura de um fio de pesca.
• Para cada característica existe um valor expectável.
• A qualidade (ou falta de qualidade) do produto é medida pelo desvio do desempenho do produto em relação ao valor expectável.
Clientes
ProjectoFabrico
TAGUCHI WWW.VALUESTREAM.PT 4

ABORDAGEM TRADICIONAL
• Conformidade com as especificações.
• Adequação do produto ao uso.
TAGUCHI WWW.VALUESTREAM.PT 5
ABORDAGEM TAGUCHI
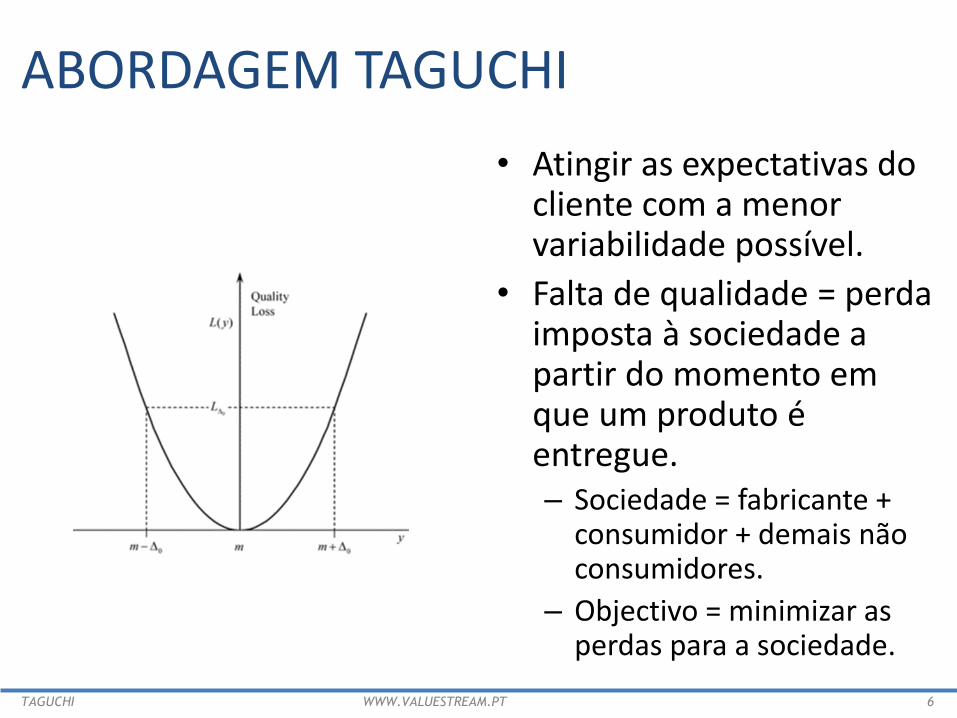
• Atingir as expectativas do cliente com a menor variabilidade possível.
• Falta de qualidade = perda imposta à sociedade a partir do momento em que um produto é entregue.– Sociedade = fabricante +
consumidor + demais não consumidores.
– Objectivo = minimizar as perdas para a sociedade.
TAGUCHI WWW.VALUESTREAM.PT 6

PERDAS DEVIDAS À MÁ QUALIDADE
• Cliente:– Perda de tempo.
– Indisponibilidade do produto.
– Insatisfação em relação do desempenho do produto.
– Manutenção.
– Poluição.
– Efeitos prejudiciais.
• Fabricante:
– Rejeição (sucata).
– Retrabalho.
– Perda de cota de mercado.
– Gastos adicionais com reparações.
TAGUCHI WWW.VALUESTREAM.PT 7
• Em todos os casos a perda deve ser expressa em termos monetários.
• Existe um custo total para a sociedade associado à má qualidade.• Um fabricante não pode apenas considerar as perdas dentro de
portas, deve também quantificar as perdas para o cliente e para o resto da sociedade.

COMPARAÇÃO DE FILOSOFIAS
TAGUCHI WWW.VALUESTREAM.PT 8
• A abordagem tradicional do controlo do processo considera:– Unidades fabricadas dentro dos
limites especificados são boas (aceites), sem custo de má qualidade.
– Unidades fabricadas fora dos limites especificados são más, com um custo de má qualidade.
• A abordagem proposta por Taguchi é a de utilizar a função quadrática da qualidade para avaliar:– Projecto do produto e do processo.– Produção.– Assistência técnica.

FORMULAÇÃO – NOMINAL É MELHOR
• A função prejuízo da qualidade é
𝐿 𝑦𝑖 = 𝑘(𝑦𝑖 −𝑚)2
• Onde:– 𝐿 𝑦𝑖 é a perda financeira associada ao desvio em
relação ao expectável para a unidade 𝑖.
– 𝑦𝑖 é o valor na unidade 𝑖 para a característica da qualidade em estudo.
–𝑚 é o valor esperado da característica da qualidade.
– 𝑘 é um coeficiente (constante) de perda de qualidade, que converte o desvio em relação a 𝑚 em unidades monetárias.
TAGUCHI WWW.VALUESTREAM.PT 9

DETERMINAÇÃO DE 𝑘
• Para determinar 𝑘 basta conhecer a perda associada a um certo valor da característica de qualidade 𝑦.
𝑘 =𝐴0∆2
• Onde:
– 𝐴0 é o custo de reparação (ou de enviar para a sucata) do produto.
– ∆ é o desvio em relação ao esperado.
TAGUCHI WWW.VALUESTREAM.PT 10

CASO 1
• Uma característica da qualidade crítica de uma peça é o seu comprimento:
– Peças com 20 ± 4 cm são rejeitadas e enviadas para a sucata com um custo associado de €32,0.
– 𝑘 =𝐴0
∆2=32,0
4𝑐𝑚2= €2,0 /𝑐𝑚2
– 𝐿 20 = 𝑘(𝑦𝑖 −𝑚)2= 2 (20 − 20)2= €0,0/peça
– 𝐿 21 = 𝑘(𝑦𝑖 −𝑚)2= 2 (21 − 20)2= €2,0/peça
– 𝐿 22 = 𝑘(𝑦𝑖 −𝑚)2= 2 (22 − 20)2= €8,0/peça
– 𝐿 23 = 𝑘(𝑦𝑖 −𝑚)2= 2 (23 − 20)2= €18,0/peça
– 𝐿 24 = 𝑘(𝑦𝑖 −𝑚)2= 2 (24 − 20)2= €32,0/peça
TAGUCHI WWW.VALUESTREAM.PT 11
VANTAGENS DA FUNÇÃO PERDA
• Na concepção clássica a melhoria termina quando as peças passam a ser produzidas dentro das especificações.
• Na abordagem com a função prejuízo da qualidade enquanto houver variabilidade em torno do valor alvo a melhoria deve continuar.
– A melhoria pára quando todos produtos não apresentarem variabilidade em torno do esperado.
• A utilização da função perda implica uma postura de melhoria contínua da qualidade.
TAGUCHI WWW.VALUESTREAM.PT 12

CÁLCULO PARA UM LOTE DE PRODUTOS
• A perda financeira média é:
𝐿 =1
𝑛 𝑘(𝑦𝑖 −𝑚)
2
𝐿 = 𝑘 𝑦𝑖2
𝑛−2𝑚 𝑦𝑖𝑛+ 𝑚2
𝑛
𝐿 = 𝑘 ( 𝑦 −𝑚)2+𝑠2
• Conhecidos k e m, necessitamos apenas de conhecer a média e o desvio padrão do lote para estimar a perda média.
• A equação deixa claro que existem duas parcelas que contribuem para a perda de qualidade:– O desvio em relação ao alvo.– A dispersão em torno do alvo.
• Em geral é mais fácil de corrigir o desvio em relação ao alvo do que a dispersão.
TAGUCHI WWW.VALUESTREAM.PT 13
Variância
Desvio em relação ao
alvo
CASO 1 (continuação)
• Retomando ao caso do comprimento das peças com especificações de 20 ± 4 cm e custo de rejeição de €32,0.
• No mês de Fevereiro produziram 200 peças com média de 22 cm e desvio-padrão de 1 cm.
• 𝐿 = 𝑘 ( 𝑦 − 𝑚)2+𝑠2
• 𝐿 = 2 (22 − 20)2+12 = 2 4 + 1 =€10 /𝑝𝑒ç𝑎
• 𝐿𝐹𝐸𝑉 = 200 × 10 = €2.000,0
TAGUCHI WWW.VALUESTREAM.PT 14

ANÁLISE DE PROBLEMAS DE QUALIDADE
• Uma estatística reveladora da natureza dos problemas de qualidade é:
𝑄 =( 𝑦 − 𝑚)
𝑠
• Se Q > 1 então é o desvio em relação à média que precisa de ser resolvido à frente.
• Se Q < 1 então o problema é mais difícil é a dispersão que precisa de ser resolvida.
TAGUCHI WWW.VALUESTREAM.PT 15
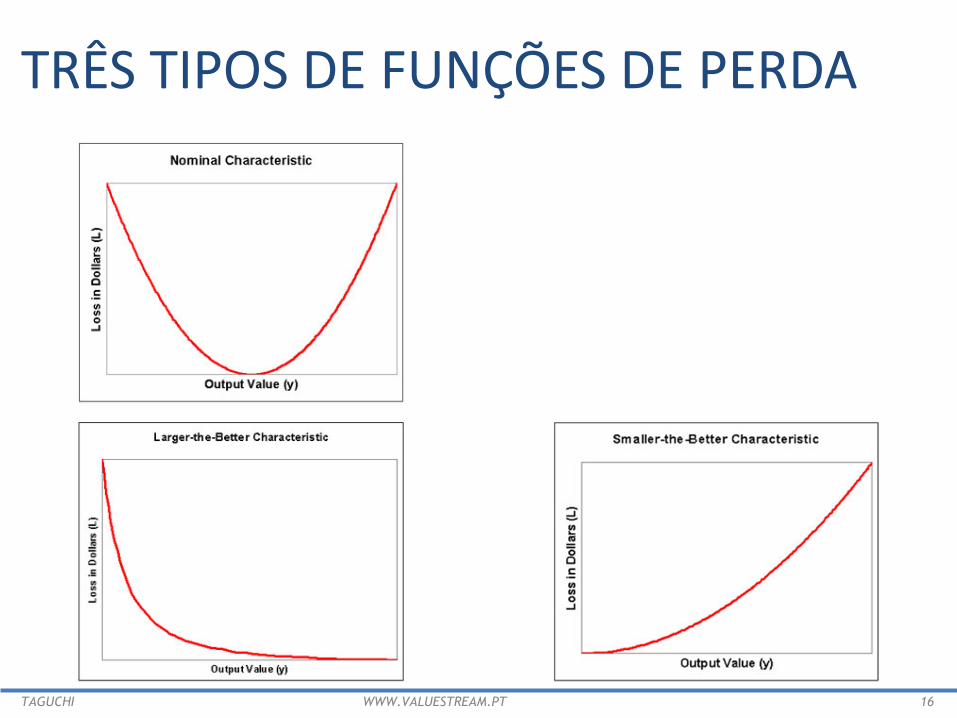
TRÊS TIPOS DE FUNÇÕES DE PERDA
TAGUCHI WWW.VALUESTREAM.PT 16
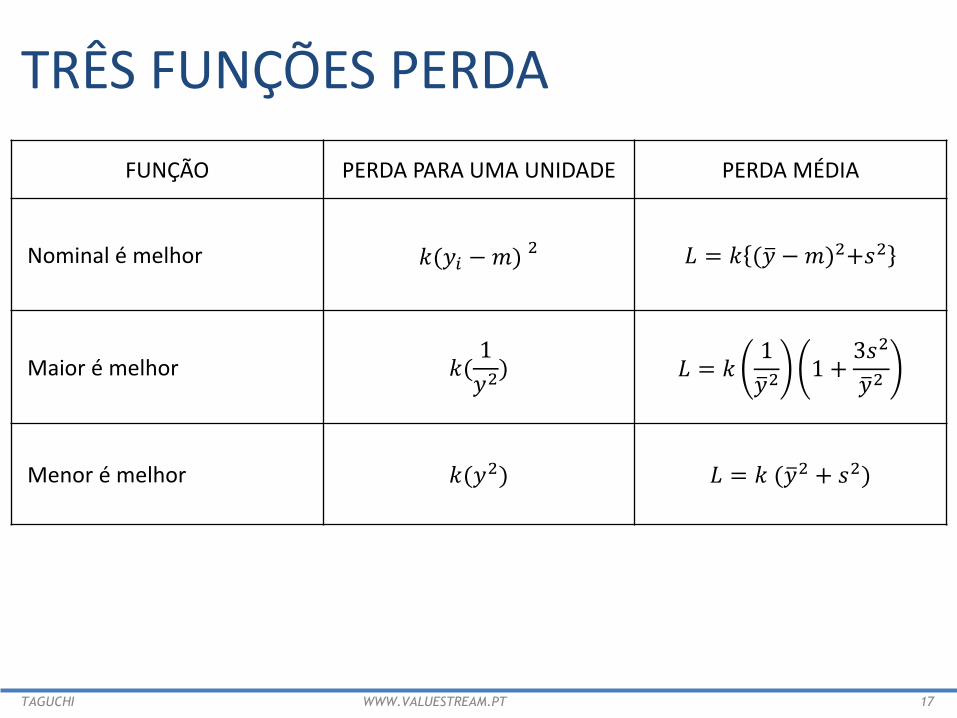
TRÊS FUNÇÕES PERDA
FUNÇÃO PERDA PARA UMA UNIDADE PERDA MÉDIA
Nominal é melhor 𝑘(𝑦𝑖 −𝑚)2 𝐿 = 𝑘 ( 𝑦 − 𝑚)2+𝑠2
Maior é melhor 𝑘(1
𝑦2) 𝐿 = 𝑘
1
𝑦21 +3𝑠2
𝑦2
Menor é melhor 𝑘(𝑦2) 𝐿 = 𝑘 ( 𝑦2 + 𝑠2)
TAGUCHI WWW.VALUESTREAM.PT 17
APLICAÇÕES DA FUNÇÃO PREJUÍZO
1. Comparar o antes e o depois de uma melhoria do processo.– Índice equivalente ao Cpk.– Muitas vezes é difícil calcular K, mas quando comparamos o
antes e o depois se o K for o mesmo a comparação pode ser feita.
2. Comparar dois processos distintos de um mesmo produto.– Cada processo terá um K diferente.
3. Definição das tolerâncias da produção.– Tolerâncias na fábrica são diferentes das tolerâncias para os
clientes.– Reparar um produto na fabrico tem um custo inferior ao de
reparar e assistir durante uma reclamação no cliente.– Com 𝐴0 diferentes calculamos diferentes K.
TAGUCHI WWW.VALUESTREAM.PT 18

TOLERANCIAS NA FÁBRICA
• A velocidade de um disco rígido deve ser 85 rps. Se a rotação é diferente em mais de 2 rps existirão problemas de leitura.
• Um cliente que reclame implica um custo de reparação de €50,0. Assim:
– 𝐿 𝑦𝑖 = 𝑘(𝑦𝑖 −𝑚)2=𝐴0
∆02 𝑦𝑖 −𝑚
2 = 12,5(𝑦𝑖 − 85)2
• Se o custo de reparação na fábrica for de €24,0 a tolerância na produção deve ser:
– 24,0 = 12,5(𝑦𝑖 − 85)2
– 𝑦 = 85 ± (24/12,5)0,5= 85 ± 1,39 rps
• A tolerância na produção deve ser inferior à tolerância do cliente.
TAGUCHI WWW.VALUESTREAM.PT 19

ACTIVIDADES DA QUALIDADE
Off-line Quality Control
• Concepção do produto – investigação e desenvolvimento do protótipo do produto.
• Concepção do processo – definição do processo, layout e métodos de trabalho para fabricar o produto.
On-line Quality Control
• Durante a produção – controlar o processo e o produto durante a produção.
• Durante a prestação do serviço.TAGUCHI WWW.VALUESTREAM.PT 20

TAGUCHI WWW.VALUESTREAM.PT 21
Inspecção para a qualidade
Controlo do processo
Produtos e processosprojectados para a qualidade

TIPOS DE RUÍDOS
• Outer Noise
– Temperatura, humidade, pó, tipo de utilização, …
• Inner Noise
– Detrioração.
• Between product Noise
– Variação entre os produtos fabricados (entre máquinas, entre turnos, entre colaboradores, entre fornecedores, entre materiais utilizados).
TAGUCHI WWW.VALUESTREAM.PT 22