mapping the structure-property s bimodal … an… · mapping the structure-property space of...
TRANSCRIPT

MAPPING THE STRUCTURE-PROPERTY SPACE OF
BIMODAL POLYETHYLENES: A COMBINED
POLYMERIZATION KINETICS AND CHEMOMETRICS
APPROACH
João B. P. SoaresSaeid Mehdiabadi
University of AlbertaDept. of Chemical and Materials
EngineeringECERF 7-0469107 - 116 St
Edmonton, Alberta, Canada T6G 2V4
Paul J. DesLauriersJeffery S. Fodor
Youlu Yu
Chevron Phillips Chemical Company, LP Bartlesville Research & Technology Center
Bartlesville, OK 74003-6670
By

Introduction/Background Kinetic Models
• Model kinetics for Cat A X Cat B1+B2+B3, and Cat A x Cat C• Effect of RTD on MWD/SCB for Cat A + Cat B and Cat A + Cat C
Property Models• Density and pre-yield tensile properties • PSP2 and post-yield tensile properties
Chemometrics
Results Comparison of batch x CSTR Digital fifth order DOE fitting
• DoE Model input/output • Predicted structure-property space & Retro-engineering
Digital Second Order DoE fitting and Validation Experimental Second Order DoE Summary
Summary
Outline
STEPS IN THE DEVELOPMENT OF NEW POLYOLEFINS

0.88
0.910.93
0.950.980
20
40
60
80
100
0.00
1.38
2.7
5
4.13
FA
w(l
ogr
,FA
)
log r
Reactor ↔ Microstructure Models
Microstructure ↔ Property Models
POLYMERIZATION MICROSTRUCTURE PROPERTIES

eth
yle
ne
MFM
a-o
lefin
GCA
TYPICAL REACTOR SYSTEM FOR POLYMERIZATION KINETICS
MEASUREMENT
Generally used for slurry or gas-phase polymerization of ethylene, propylene, and a-olefins.
A reactor calorimeter is the best option to measure liquid bulk propylene polymerization kinetics.

TYPICAL OLEFIN POLYMERIZATION KINETICS CURVES WITH
COORDINATION CATALYSTSM
on
om
er F
low
Rat
e (P
oly
mer
izat
ion
Rat
e)
Polymerization Time
Build-up type
0"
0.1"
0.2"
0.3"
0.4"
0.5"
0.6"
2" 2.5" 3" 3.5" 4" 4.5" 5"
wlog$r$
log$r$
(a) (b)
0.0E+00%
5.0E'05%
1.0E'04%
1.5E'04%
2.0E'04%
0% 10000%20000%30000%40000%50000%60000%
f r!or!w
r$
chain!length!(r)!
fr%
wr%
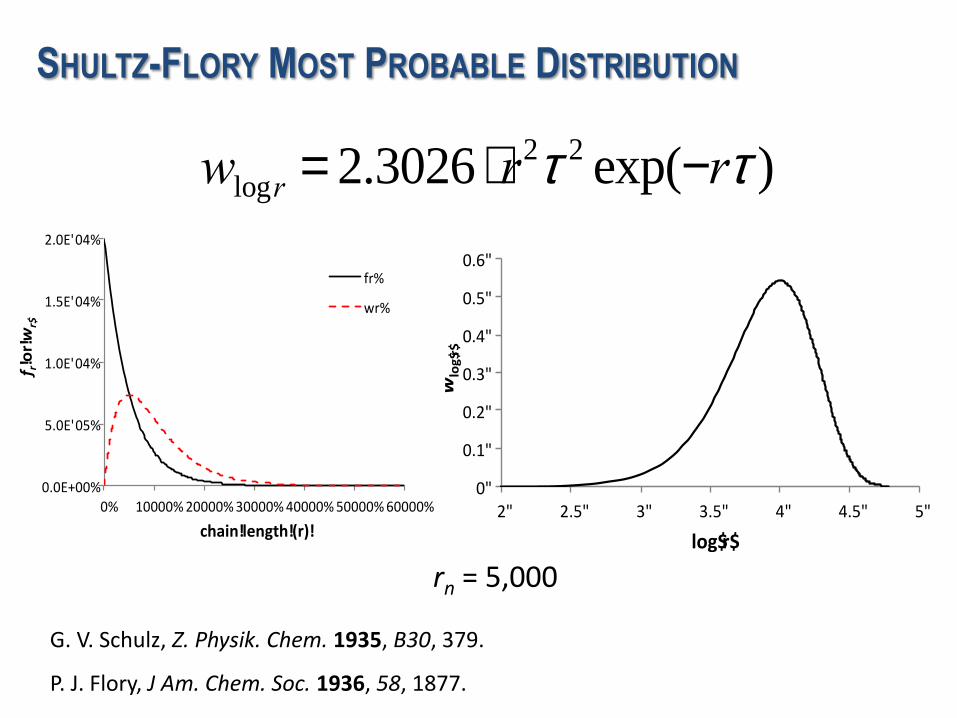
SHULTZ-FLORY MOST PROBABLE DISTRIBUTION
rn = 5,000
G. V. Schulz, Z. Physik. Chem. 1935, B30, 379.
P. J. Flory, J Am. Chem. Soc. 1936, 58, 1877.
wlogr = 2.3026 × r2t 2 exp(-rt )

0.4755&
0.4855&
0.4955&
0.5055&
0.5155&
2.50&
2.75&
3.00&
3.25&
3.50&
3.75&
4.00&
4.25&
4.50&
4.75&
5.00&
F1#
log#r#
(a) (b)
0.4755&0.4855&0.4955&0.5055&0.5155&
0&
20&
40&
60&
80&
100&
120&
2.50&
2.80&
3.10&
3.40&
3.70&
4.00&
4.30&
4.60&
4.90&
F1#
wlogr,F1#
log#r#
0.5
STOCKMAYER BIVARIATE DISTRIBUTION
rn = 5,000, F1 = 0.5 and r1r2 = 1.0:
W. H. Stockmayer, J. Chem. Phys. 1945, 13, 199.

0
10
20
30
40
50
0
0.2
0.4
0.6
0.8
1
2 3 4 5 6 7
SC
B/1
000C
dW
/dlo
gM
W
logMW
Split=50:50
SCB=30SCB=10
0
10
20
30
40
50
0
0.2
0.4
0.6
0.8
1
2 3 4 5 6 7
SC
B/1
000C
dW
/dlo
gM
W
logMW
SCB=20 SCB=20
Split=50:50
0
10
20
30
40
50
0
0.2
0.4
0.6
0.8
1
2 3 4 5 6 7
SC
B/1
000C
dW
/dlo
gM
W
logMW
SCB=10 SCB=30
Split=50:50
CONTROLLING MWD AND CCD
WITH DUAL SINGLE-SITE
CATALYSTS

t = 0 t = tp
log MW
log MW
log MW
log MW
log MW
polymer particle
catalyst particle
SEMI-BATCH POLYMERIZATION
0 50 100 150 200 250 300
E(t
)
Time, min
∞
t = tp = 60 min
≈

log MW
polymer particle
catalyst particle
log MW
log MW
0
0.005
0.01
0.015
0.02
0 50 100 150 200 250 300
E(t
)
Time, min
tR = 60 min
CSTR POLYMERIZATION

1
≈
tr1 ± Dt1 tr2 ± Dt2 tr3 ± Dt3
≅ 0 for large n
tr4 ± Dt4 trn ± Dtn
tR = (tRi ± Dti )i=1
n
å = tRii=1
n
å + (±Dti )i=1
n
å
tr5 ± Dt5
0.00
0.02
0.04
0.06
0 50 100 150 200 250 300
E(t
)
Time, min
1
2
3
10
20
50
∞
≈
CSTR-IN-SERIES POLYMERIZATION

0
4
8
12
16
0 20 40 60
Eth
yle
ne u
pta
ke,
g/m
in
Time, min
C1
C2
C1
C2
0
10
20
30
0
0.4
0.8
1.2
3 4 5 6 7 8
SC
B/1
000C
d W
/d l
og
MW
logMW
CSTR
0
10
20
30
0
0.4
0.8
1.2
3 4 5 6 7 8
SC
B/1
000C
dW
/dlo
gM
W
logMW
Semi-Batch Reactor
SEMI-BATCH TO CSTR SCALE-UP: DIFFERENT KINETICS

0
5
10
15
20
25
30
0
0.2
0.4
0.6
0.8
1
1.2
3 4 5 6 7 8
SC
B/1
000C
d W
/d lo
gM
W
logMW
= 0.511
0
5
10
15
20
25
30
0
0.2
0.4
0.6
0.8
1
1.2
3 4 5 6 7 8
SC
B/1
000C
d W
/d lo
gM
W
logMW
= 0.534
0
5
10
15
20
25
30
0
0.2
0.4
0.6
0.8
1
1.2
3 4 5 6 7 8
SC
B/1
000 C
d W
/d lo
gM
W
logMW
= 0.519
0
5
10
15
20
25
30
0
0.2
0.4
0.6
0.8
1
1.2
3 4 5 6 7 8
SC
B/1
000C
d W
/d l
og
MW
logMW
= 0.762
1 CSTR 2 CSTRs
3 CSTRs 4 CSTRs
CSTR-IN-SERIES POLYMERIZATION

CSTR-IN-SERIES POLYMERIZATION
0
100000
200000
300000
1 3 5 7 9 11
Mn
Number of CSTRs in series
CSTR
Semi-batch reactor

0
10
20
30
0 20 40 60
Eth
yle
ne u
pta
ke,
g/m
in
Time, min
C1
C2
C1
C2
SEMI-BATCH TO CSTR SCALE-UP: SIMILAR KINETICS
0
10
20
30
0
0.4
0.8
1.2
3 4 5 6 7 8
SC
B/1
000C
d W
/dlo
gM
W
logMW
CSTR
0
10
20
30
0
0.4
0.8
1.2
3 4 5 6 7 8
SC
B/1
000C
dW
/dlo
gM
W
logMW
Semi-Batch Reactor

dLogMdLogM
dw
SCBH
D
1) /(w 1/
ii
0.86
0.88
0.90
0.92
0.94
0.96
0.98
1.00
0.86 0.88 0.90 0.92 0.94 0.96 0.98 1.00
Measured (g/cm3)
Es
tim
ate
d
(g
/cm
3)
Homopolymers
Copolymers
▲ Elastomers
1 to 1 line
+/- 0.002 g/cm3
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
2 3 4 5 6
Log M
dW
/dL
og
M
Log M slices
SCB/1000TC
Correlations developed from homo &
copolymer samples …
…density on a slice by slice basis added up to
obtain whole polymer density
DENSITY (SLOW COOLED) FROM MWD & SCBD
8

DENSITY (SLOW COOLED) FROM MWD & SCBD
Application to digital Schulz Flory Distributions
MWDs fixed at 2 Density vs. Mw calibration curve calculated SCBD is assumed to be flat Density change with SCB calculated as before All SFD values are additive
dLogMdLogM
dw
SCBH
D
1) /(w 1/
ii

TENSILE VALUES FROM ESTIMATED DENSITIES
Application to digital Schulz Flory Distributions
Tensile values calculated directly from blend density…

1. Density (slow cooled sample)
2. Incorporate the concept of tie molecules
a) Tm (oC) from density
b) Lamella thickness (GT eq.)
c) Probability of tie molecules (PTM )
formation
3. Account for weight fraction effects
(both MWD and SCBD)
Primary Structure Parameter (PSP2)*
ESTIMATING POST YIELD VALUES
*branch type not taken into account
13
Durability of Resin B ~1000x that of A at
the same density (0.950 g/cm3) and MW
0
0.1
0.2
0.3
0.4
0.5
0.6
2 3 4 5 6 7
Log M
dW
/dlo
g M
0
1
2
3
4
5
6
SC
B/1
00
0 T
C
A
0
0.1
0.2
0.3
0.4
0.5
0.6
2 3 4 5 6 7
Log M
dW
/dlo
g M
0
1
2
3
4
5
6
SC
B/1
00
0 T
C
B
~600 NDR
~490 NDR

Calculating PSP2 for SFDs
Data pts – PSP2 values from property model spread sheet for several SFDs
Dotted lines – PSP2 values from above equation calculated from Log Mw and density values
Where:L = PSP2 maxk = PDI constant
(equal to 3.8394 for SFD)x = Log Mw
x mid pt. = mD + c
PSP2 for SFDs can be calculated using a sigmoidal equation
Copolymers = 0.88 g/cm3
Homopolymers

Tensile Test Proxys for Slow Crack Growth Testing
No effect of resin architecture on NDR noted
Large affect of SCB chain type clearly seen in Strain Hardening Modulus (<Gp>, MPa) at 80oC data
PSP2 values being adjusted to reflect difference
Assigned points for copolymers

“Real world” problems are typically very complex, a
true understanding of a system is only possible if many
factors are considered. i.e., multivariable analysis
Chemometric is not a single tool but a range of methods
including:
Basic Statistics
Design of Experiments (DOE)
Multivariable Analysis
Calibration
Curve Fitting
Library Searching
Signal Processing
Principle Component Analysis
Resolution
Detection
Pattern Recognition Methods
Neural Networks
23
Overview of chemometrics as an
investigative tool: Basic concepts

E C6/E H2/E Cat1/Cat2 Temp (oC) Time (min)
1 0.125 0.0289 1.2 60 100
Example RX Conditions
Comparison of products from semi-batch and CSTR reactions: Variables and Responses
DoE (Optimal-IV design; 33 samples) used to compare effects of reactor variables and catalyst types
Min Max
E (mol/L) 0.25 1.5
C6/E 0 0.25
H2/E 0.0075 0.035
Cat1/Cat2 1 20
Temp (oC) 50 80
Time (min) 30 120
Digital bimodal structures generated from reactor models
Differences in blend component attributes (Mw, SCB and wt. fractions) evaluated via pattern recognition methods
Rx Ranges (six factors)
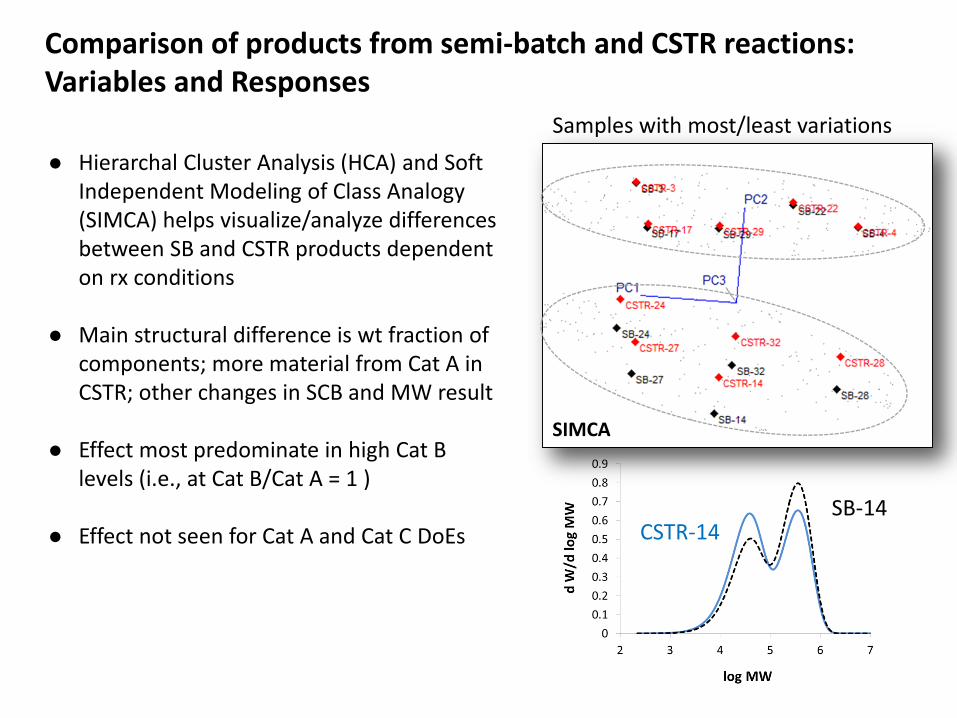
Hierarchal Cluster Analysis (HCA) and Soft Independent Modeling of Class Analogy (SIMCA) helps visualize/analyze differences between SB and CSTR products dependent on rx conditions
Main structural difference is wt fraction of components; more material from Cat A in CSTR; other changes in SCB and MW result
Effect most predominate in high Cat B levels (i.e., at Cat B/Cat A = 1 )
Effect not seen for Cat A and Cat C DoEs
Samples with most/least variations
CSTR-14SB-14
SIMCA
Comparison of products from semi-batch and CSTR reactions: Variables and Responses

Comparison of products from semi-batch and CSTR reactions: Interpretations
• If the shape of polymerization kinetics profiles of the single-site catalysts is different, then we can expect that the MWD x SCB profiles of polymers made in semi-batch reactors and CSTRs will differ because polymer particles exiting the CSTR will have a different split from those of polymer particles staying exactly the same time in the semi-batch reactor.

Assumption: DoE polynomial models can adequately reproduce complex rx and property models
A six factor Optimal-IV design was used to generate a digital, fifth order DoE (497 samples) to test proof of concept
Response variables modeled from rx input
Each response variable modeled independently & response variable error assigned to replicate samples
Example of x5 DoE rx response space
Using DoE for predictive modeling: Choice of DoE and Model Validation
A IV-optimal design seeks to minimize the integral of the prediction variance across the design space. These designs are built algorithmically to provide lower prediction variance across the entire design space.

Results for Catalyst B
Excellent fits obtained for all response variables (i.e., predicted RSQ between 0.9985 and 1 for primary responses; 0.9885 to 0.9997 for derivative responses)
Validation DoE runs (off axis rx conditions not included in DoE model) show excellent agreement with spread sheet calculations
Expected structural outcomes seen with changes in rx conditions as well as expected trends between responses; e.g., decrease in PSP2 as density increases
Well covered rx space does not translate into well covered space for responses
Design-Expert® Software
Blend density
Color points by value of
Blend density:
0.967885
0.89479
Actual
Pre
dic
ted
Predicted vs. Actual
0.88
0.90
0.92
0.94
0.96
0.98
0.88 0.90 0.92 0.94 0.96 0.98
Design-Expert® Software
Correlation: -0.858
Color points by
Run
471
1
Blend PSP2
Ble
nd
de
ns
ity
0 5 10 15 20 25 30
0.88
0.9
0.92
0.94
0.96
0.98
Blend Density (g/cm3)Adj RSQ = 0.9944Pred RSQ = 0.9885
Do
E P
red
.
Kinetic and Property Models Pred.
Ble
nd
De
nsi
ty
Blend PSP2
Using DoE for predictive modeling: Choice of DoE and Model Validation

Response spaces from Optimal-IV fifth ordered DoE from Cat B
However, even in areas with no response data , e.g., C1 Mw ~ 110 kg/mol, C2 Mw ~ 900 kg/mol, excellent predictive values are give by DoE model, moreover rx conditions needed to achieve the MW were obtained via reverse models
Region with no response data
Using DoE for predictive modeling: Choice of DoE and Model Validation

Use of Reverse Models
Rx dataDoE
SpacePossible products
Screening Process One advantage of using DoE models is the ability to determine the conditions required to make polymers with targeted properties using response space
In these studies the optimization function provided in the DoE software (StatEasev8.03) was used for testing this concept
Method can be used to help validate response space
For predictive use, samples should be taken from validated space
Selected resin structure and rx variables may need to be held constant to reduce multiple solutions
Example of Target Resin

Example of Reverse Model Solution
Rx Input (one solution results from set variables and structural targets)
DoE Model Prediction Stats
= Fixed VarE C6/E H2/E Cat2/Cat1 Temp Time
0.68 0.062 0.009933 0.98 62.51 32.1
C1 Mw is target = 110000
C2 Mw is target = 900000
Wt Frac C1 is target = 0.5
Blend Mw is target = 503400
Structural targets used as input at fixed rx variables

Assumption: Results from a higher order DoE can be adequately represented using a lower order DoE
Concept evaluated using a digital six factor, second order DoE (33 samples with five replicates)
Excellent to good fits were obtained for both primary and derivative responses
Second order models with up to six factors can be used to navigate design space and investigate relationships
Validation runs help decide if augmentation of lower order design is needed, depends on use of data
Comparison of DoE response spaces
Using DoE for predictive modeling: Choice of DoE and Model Validation
yellow pts = x5 DoE; black pts = x2 DoE

Validation and Augmentation Strategies Focused on most influential rx variables (use
DoE ANOVA results) and primary responses, looked for gaps
Use DoE software reverse models to suggest initial rx values that fill gaps,
Constructed small DoEs to generate data for the desired space if needed. Run samples and include results if warranted
Repeat process until acceptable error is established
Additional Validation DoEs constructed and tested (29 and 11 additional runs)
Original data set augmented (6 samples) All predicted values from validation samples fell
with in 95% Predictive Limits Relative error of predicted value deemed
acceptable (< 10%)
For Second Order Digital DoE

Experimental DoE
Digital studies were followed up with an experimental solution polymerization study
Evaluated a five factor second order DoE (33 samples with five replicates)
Similar variable responses used as before, C1 & C2 values found by fitting MWDs with SFDs
Validation/augmentation runs will be conducted as described in second order digital DoE
Rx Ranges (five factors)

Initial results from experimental design
Mixed results for fits Lower predictive fits to C1 Mw may be
caused by small range of variation (~13% vs 39% for C2)
Good fits for SCB content, Wt Frac C1 and Blend data
Design-Expert® Software
Factor Coding: Actual
Original Scale
Blend Mw
172721
22622
X1 = A: CE
X2 = B: C6/CE
Actual Factors
C: CAT/CAT2 = 1.67
D: Temp = 129.19
E: Time = 5.89
0.00
0.20
0.40
0.60
0.80
0.20
0.34
0.47
0.61
0.75
19196
32472
45747
59023
72298
85574
B
len
d M
w
A: CE B: C6/CE
Expected main effects on response variables (e.g.) All four factors for Mw, effects of C6 on Mw
clearly seen E & C6 for SCB levels E, Cat2/Cat 1 ratio, and time for Wt Frac C1
Physical and mechanical testing of samples under way; property estimates will be done once refined SCB data is obtained

Summary Kinetic and property models give us insight of how catalyst and reactor
variables can be manipulated to give desired PE bimodal products
Semi batch and CSTR can produce significantly different products for some catalyst pairs
Mapping the structure-property space of bimodal polyethylene can be accomplished by adequately reproducing complex rx and property models through the appropriate DoE model, both forward and reverse models
Reverse models require several variables to be held constant to reduce multiple solutions
Digital data shows that higher order DoE can be adequately represented using a lower order DoEs if appropriate validation and augmentation efforts are made
Current efforts to use these methods for experimentally solution based polymerization products are currently underway

Acknowledgments
• NSERC Canada Research Chair Program
• Chevron Phillips Chemical Company, LP

6th International Conference
on Polyolefin Characterization
& Short Course on Separation Techniques for Polyolefins
November 6-9, 2016. Shanghai, China.