instituto politÉcnico nacional -...
TRANSCRIPT

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECANICA Y ELÉCTRICA
UNIDAD AZCAPOTZALCO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL
TESIS
QUE PARA OBTENER EL GRADO DE: INGENIERO MECÁNICO
PRESENTA:
Agustín García García
ASESORES:
M. EN I. Jesús García Lira ING. Juan José Arenas Romero


AGRADECIMIENTOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL
QUIERO EXPRESAR MI AGRADECIMIENTO
A mi madre, a quien le agradezco sus sacrificios, su apoyo y comprensión para
que yo lograra terminar mi carrera profesional.
A la familia Santiago García, quienes me apoyaron durante toda la carrera en las
buenas y en las malas, ya que el apoyo moral que me brindaron me sirvió para
seguir adelante.
A mis profesores, por haberme transmitidos sus conocimientos y experiencias.
Al Ing. Juan José Arenas Baena y M. en I. Jesús García Lira, gracias por aceptar
ser mis asesores, por brindarme su apoyo incondicional y sugerencias respecto a
este trabajo.
A mis amigos de ESIME por haber estado en los buenos y malos momentos
brindándome su apoyo con el fin de superarme.
A Dios por permitirme terminar mi carrera.

ÍNDICE GENERAL
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL I
Índice general
Índice general I
Objetivo V
Justificación VI
Introducción VII
Capítulo I Marco teórico
I.1 Fundición 1
I.2 Clasificación de los hierros colados 2
I.2.1 Hierros colados o fundiciones 2
I.2.2 Propiedades generales de los hierros colados 5
I.2.3 Hierro Blanco 6
I.2.4 Hierro maleable 9
I.2.5 Hierro gris 12
I.2.6 Hierro nodular 16
I.3 Microestructuras del hierro colado 19
I.4 Principales elementos de aleación del hierro colado 19
I.5 Propiedades y características de fundiciones grises 21
I.5.1 Influencia del grafito en las propiedades de las
fundiciones grises 21
I.5.2 Propiedades generales de las fundiciones grises 24
I.6 Defectos que se producen en la fundición gris 28
I.6.1 Porosidades 28
I.6.2 Rechupe 29

ÍNDICE GENERAL
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL II
I.6.3 Cavidades de contracción 29
I.6.4 Sopladuras 31
I.7 Ventajas de las fundiciones grises 31
Capítulo II Métodos de fabricación
II.1 Procesos de fundición 33
II.2 Modelo y corazón 34
II.2.1 Consideraciones para un modelo 39
II.2.2 Materiales para modelos 41
II.2.3 Terminología para un modelo 42
II.2.4 Tipos de modelo 43
II.3 Arenas para fundición 44
II.3.1 Arena en verde 44
II.3.2 Propiedades de las arenas 45
II.4 Molde 49
II.4.1 Tipos y características del moldeo 50
II.4.2 Transferencia de calor en el molde 52
II.5 Hierro colado 55
II.5.1 Tipo de hierro gris utilizado 55
II.5.2 Tipo de fundición (“Sand casting”) 56
II.5.3 Modelo 57
II.5.4 Molde 58
II.5.5 Convección 59
Capítulo III Propiedades y cálculos del sistema de alimentación
III.1 Constitución de una válvula de compuerta 60

ÍNDICE GENERAL
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL III
III.1.1 Vistas de la válvula 61
III.1.2 Vista del sistema de alimentación 62
III.2 Mecanismos de solidificación 63
III.3 Solidificación direccional 64
III.3.1 Tiempo de solidificación 65
III.3.2 Contracción de solidificación 66
III.4 Sistema de alimentación 67
III.4.1 Componentes de un sistema de alimentación 67
III.4.2 Defectos de una mala alimentación y causas 70
III.5 Calculo del sistema de alimentación 72
III.5.1 Basín 72
III.5.2 Bebedero 73
III.5.3 Pozo 75
III.5.4 Canal de alimentación 75
III.5.5 Ataques 76
III.5.6 Mazarota 77
III.6 Calculo de tiempo de solidificación del sistema 78
III6.1 Bridas de la válvula 79
III.6.1.1 Calculo del volumen de la brida macho 79
III.6.1.2 Calculo del área de las brida macho 79
III.6.1.3 Calculo de las bridas laterales 80
III.6.2 Mazarotas 82
III.6.2.1 Calculo del volumen de las mazarotas 82
III.6.2.2 Calculo del área de las mazarotas 82
III.6.3 Canal de alimentación 84

ÍNDICE GENERAL
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL IV
III.6.3.1 Calculo del volumen del canal de alimentación 84
III.6.3.2 Calculo del área del canal de alimentación 84
Capítulo IV Análisis e interpretación de resultados
IV.1 Obtención de resultados 86
Conclusiones 103
Recomendaciones Posteriores 105
Bibliografía 106
Índice de figuras IX
Índice de tablas XII

OBJETIVO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL V
OBJETIVO GENERAL
Diseñar y calcular el sistema de alimentación para una válvula de hierro colado
gris, por el método de solidificación direccional, mediante la transferencia de calor
por convección, así mismo reducir posibles defectos de fundición en dicha válvula
que es usada en la industria en general.

JUSTIFICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL VI
JUSTIFICACIÓN
En México la metodología actual se basa en el empirismo por lo cual no asegura la
calidad total de las piezas a fundir, es por ello que cabe la necesidad de optimizar
y mejorar el sistema actual, implementando la metodología pertinente para dicho
proceso.
Esta investigación considera los gradientes de temperatura que ocurren en el
proceso de solidificación de un metal, generando dilataciones no homogéneas en
el material que ha sido vaciado en el molde en estado líquido, las que a su vez
causan defectos por contracción, porosidades y rechupes, por tal motivo se
producen pérdidas económicas.
El módulo de elasticidad y el límite de fluencia se consideran dependientes de la
temperatura en el modelo, es decir, del ciclo térmico, en cada punto del material
colado. En consecuencia, se considera que estas propiedades mecánicas varían
en función de la velocidad y el tiempo de solidificación, originando la aparición de
defectos y deformaciones del material.

INTRODUCCION
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL VII
INTRODUCCIÓN
En base al Método científico se diseñará y se calculara un Sistema de
Alimentación para la fundición de una válvula de hierro colado gris, con la finalidad
de reducir defectos de fundición. Para analizar esta problemática es necesario
mencionar que este estudio se hará mediante la transferencia de calor por
convección que consiste en la cantidad de calor liberado en función directa de la
superficie en contacto, dejando por un lado la transferencia de calor por
conducción y radiación, ya que se propone como una recomendación posterior a
este trabajo. Una característica principal de la fundición es su sistema de
alimentación ya que es de vital importancia que esta tenga las propiedades
adecuadas para su óptimo funcionamiento es por ello el interés de su diseño.
El proyecto se desarrolla sobre la fundición de una válvula debido a las diversas
aplicaciones que la demandan dentro de una industria petrolera, sin embargo
mediante los parámetros establecidos dentro de este estudio, se podrán tomar en
cuenta para el diseño de sistemas de alimentación de diversas piezas de
fundición.
La investigación se realizó por el interés de la alta inversión para la obtención de
dichas piezas que apenas salidas de los moldes, resultan inadecuadas para su
empleo debido a los defectos que presenta tales como: junturas, sopladuras,
rechupes, cavidades de escorias, resaltos, deformación, salpicaduras, colada
incompleta. Estos rechazos contribuyen en gran manera a mantener, en un nivel
superior, el precio medio de las piezas de fundición, cabe mencionar que en este
trabajo se omitirán los costos de producción. El estudio se realizó mediante la
consulta, principalmente de libros, relacionados en procesos de manufactura,
tecnología de la fundición y transferencia de calor.

INTRODUCCION
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL VIII
En el capítulo I se realiza lo antecedentes históricos de un proceso de fundición
desde su definición hasta las consideraciones de cálculo y diseño de un sistema
de alimentación, así mismo los parámetros que se deben tomar para su correcta
realización.
En el capítulo II se analizan los parámetros específicos de una válvula de hierro
colado así como su sistema de alimentación, dimensionamiento.
En el capítulo III se hace referencia a la constitución de la válvula y su canal de
alimentación, se realizan los cálculos del sistema y el tiempo de solidificación.
En el capítulo IV se desarrollan las conclusiones del sistema, la importancia de su
aplicación y las recomendaciones posteriores.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 1
Capítulo I
MARCO TEORICO
I.1 Fundición
Se denomina fundición a un tipo de aleaciones hierro-carbono en las que el
contenido en carbono es superior al 2 %, teniendo habitualmente un valor entre el
2,5 % y 4,5 % en peso, y con la presencia de silicio, generalmente con porcentajes
entre 1% y 3%. A menudo lleva pequeños porcentajes en elemento de aleación
como el manganeso, azufre o fósforo. En algunos casos es posible encontrar
fundiciones especiales con alto contenido en elementos de aleación, como son el
níquel, cromo o manganeso, para mejorar las propiedades mecánicas o producir
estructuras martensítica.
La aplicación de las fundiciones siempre es para la fabricación de piezas por
moldeo, en moldes de arena o metálicos. Aunque las piezas se pueden colar
directamente desde los altos hornos, obteniéndose arrabio, en la mayoría de las
ocasiones se utilizan fundiciones de segunda fusión, preparada para controlar la
composición. Esta fundición de segunda fusión se puede preparar en:
1) Hornos eléctricos, para fundiciones de calidad
2) Hornos de reverbero, para fundiciones de piezas grandes
3) Cubilotes, hornos donde se obtienen la mayor parte de las fundiciones.
Las fundiciones se caracterizan por que la mayoría de ellas presentan grafito en
su estructura. Esto es debido a que la cementita (Fe3C), que es un compuesto
meta estable, en presencia de un elemento formador de grafito (grafitizador), como
el silicio, y a velocidades de enfriamiento y solidificación lentas se disocia en sus
dos componentes estables, ferrita y grafito.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 2
Los hierros colados, como los aceros, son básicamente aleaciones de hierro y
carbono. En relación con el diagrama de fases hierro-carburo de hierro, los hierros
fundidos contienen más cantidad de carbono que la necesaria para saturar
austenita a la temperatura eutéctica; por tanto, contienen entre 2 a 6.67% de
carbono. Con su alto contenido de carbono tiende a hacerse muy frágil, la mayoría
de los tipos de hierros manufacturados tienen un intervalo de 2.5 a 4% de
carbono.
La ductilidad del hierro colado es muy baja y éste no puede laminarse, estirarse o
trabajarse a temperatura ambiente. La mayoría de los hierros no son maleables a
cualquier temperatura, sin embargo, a veces funden fácilmente o pueden fundirse
en formas complicadas que generalmente se maquinan a dimensiones finales.
Aunque los hierros colados comunes son frágiles y tienen más bajas propiedades
de resistencia que la mayoría de los aceros, son baratos, pueden fundirse más
fácilmente que el acero y tienen otras propiedades útiles. Además, mediante una
aleación apropiada, buen control de la fundición y un tratamiento térmico
adecuado, las propiedades de cualquier tipo de hierro pueden variar ampliamente.
I.2 CLASIFICACION DE LOS HIERROS COLADOS
I.2.1 HIERROS COLADOS O FUNDICIONES
Los hierros colados o fundiciones los podemos obtener en hornos eléctricos, hornos
de cubilote, partiendo del arrabio (sólido) obtenido en un alto horno, chatarra sólida
de acero, ferroaleaciones (FeSi, FeMn, etc.), retorno de piezas y coladas.
Los hierros colados, como los aceros, son aleaciones de hierro y carbono y silicio,
manganeso, fósforo, azufre, etc. y su contenido de carbono es de 2 a 4.5 %,
adquiriendo su forma definitiva directamente por colada, no siendo nunca los hierros

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 3
sometidos a procesos de formación plástica ni en frío ni en caliente. En general no
son dúctiles ni maleables y no pueden forjarse ni laminarse. A continuación se
clasificaran la fundiciones de dos formas diferentes: primero de acuerdo a su
fractura y luego, por su microestructura.
Por su fractura.
El criterio es el aspecto de las fracturas que presentan al romperse los lingotes de
hierro, obtenidos en el horno alto colados en arena. Por el aspecto que tienen
después de rotas las piezas fundidas, se clasifican en: fundición gris, blanca y
atruchada. La fundición gris contiene, en general mucho silicio, 1 a 3,8 %; la
blanca poco silicio, generalmente menos del 1 %, y la atruchada tiene,
comúnmente, un contenido de silicio intermedio, variable de 0,6 a 1,5 %. El color
oscuro que tienen las estructuras de las fundiciones grises y atruchadas, se debe
a la presencia en las mismas de gran cantidad de láminas de grafito.
El contenido en silicio de las aleaciones hierro - carbono y la velocidad de
enfriamiento, tienen gran influencia en la formación de una u otra clase de
fundición. Las velocidades de enfriamiento muy lentas favorecen la formación de
fundición gris; el enfriamiento rápido tiende en cambio, a producir fundición blanca.
Finalmente, el azufre y el manganeso ejercen también una cierta influencia
contraria a la del silicio, y favorecen la formación de fundición blanca. Sin
embargo, el manganeso y el azufre, cuando se encuentran formando inclusiones
no metálicas de sulfuro de manganeso, no ejercen influencia favorable ni
desfavorable en la formación de grafito, ni en la aparición de fundiciones grises o
blancas. Además de estos tres tipos de fundición, se fabrican también desde hace
muchos años (1722 aproximadamente) las fundiciones maleables. Éstas, en lugar
de obtenerse por simple fusión, como las que acabamos de citar, se obtienen la
fundición maleable, en la que el grafito tiene forma nodular.
En la actualidad existen también, como ya hemos dicho antes, además de estas
cuatro clases, algunos otros tipos como las fundiciones aleadas o especiales.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 4
Éstas se han comenzado a fabricar recientemente y complican algo el estudio
clásico de las cuatro clases que acabamos de citar.
Por su microestructura.
Las fundiciones que se obtienen en los hornos altos y en los cubilotes se pueden
clasificar de acuerdo con la microestructura en tres grandes grupos:
1° Fundiciones en las que todo el carbono se encuentra combinado, formando
cementita y que al romperse presentan fracturas de fundición blanca.
2° Fundiciones en las que todo el carbono se encuentra en estado libre, formando
grafito. Las cuales son llamadas fundiciones ferríticas.
3° Fundiciones en las que parte del carbono se encuentra combinado formando
cementita y parte libre en forma de grafito. A este grupo, que es el más
importante de todos, pertenecen la mayoría de las fundiciones que se fabrican
y utilizan normalmente, como son las fundiciones grises atruchadas, perlíticas,
etc.
Es interesante señalar que en la práctica es muy difícil encontrar fundiciones en
las que todo el carbono aparezca en forma de grafito, como se acaba de indicar,
para las fundiciones del segundo grupo. Sin embargo, se cita esta clase de
fundición que casi puede considerarse como teórica, porque creemos que
señalándolas se facilita el estudio de todas las demás clases. Las fundiciones de
este grupo reciben el nombre de fundiciones grises ferríticas, y en ellas todo el
carbono se encuentra en forma de grafito.
Con un criterio amplio, también se podría incluir en este segundo grupo, aunque
no encajen exactamente en él, las fundiciones maleables, cuya matriz es de ferrita
y en las que el grafito se presenta en forma de nódulos.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 5
I.2.2 PROPIEDADES GENERALES DE LOS HIERROS COLADOS
El empleo de los hierros colados en piezas para sus usos muy diversos, ofrecen las
siguientes ventajas:
1. La piezas de hierro colado son en general más baratas que las de acero (es el
material que más se utiliza en los talleres y fábricas de maquinaria, motores, etc.)
y su fabricación es también más sencilla por emplearse instalaciones menos
costosas y realizarse la fusión a temperaturas relativamente poco elevadas y más
bajas que las que corresponden al acero.
2. Los hierros colados son en general mucho más fáciles de mecanizar que los
aceros.
3. Se pueden fabricar con relativa facilidad piezas de grandes dimensiones y también
piezas pequeñas y complicadas, que se pueden obtener con gran precisión de
formas y medidas, siendo además en ellas mucho menos frecuente la aparición
de zonas porosas que en las piezas fabricadas con acero.
4. Para numerosos elementos de motores, maquinaria, etc., son suficientes las
características mecánicas que poseen los hierros. Su resistencia a la compresión
es muy elevada (50 a 100 kg/mm2) y su resistencia a la tensión (puede variar de
12 a 90 kg/mm2) es también aceptable para muchas aplicaciones. Tienen buena
resistencia al desgaste y absorben muy bien (mucho mejor que el acero), las
vibraciones de máquinas, motores, etc., a que a veces están sometidas.
5. Su fabricación exige menos precauciones que la del acero y, sin necesidad de
conocimientos técnicos muy especiales, se llegan a obtener hierros con
características muy aceptables para numerosas aplicaciones.
6. Como las temperaturas de fusión de los hierros son, como se ha dicho antes,
bastante bajas, se pueden sobrepasar con bastante facilidad, por lo que en
general suele ser bastante fácil conseguir que los hierros en estado líquido tengan
fluidez, y con ello se facilita la fabricación de piezas de poco espesor. En la

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 6
solidificación presentan menos contracción que los aceros y además su
fabricación no exige como la de los aceros, el empleo de refractarios
relativamente especiales de precio elevado.
El mejor método para clasificar el hierro es de acuerdo con su estructura
metalográfica. Las variables a considerar que dan lugar a los diferentes tipos de
hierro son: El contenido de carbono, el contenido de aleación y de impurezas, la
rapidez de enfriamiento durante o después de la solidificación y el tratamiento
térmico después de fundirse. Estas variables controlan la condición del carbono y
también su forma física. El carbono puede estar combinado en forma de carburo de
hierro en la cementita, o existir como carbono sin combinar (o libre) en forma de
grafito. La forma y distribución de las partículas de carbono sin combinar influirá
grandemente en las propiedades físicas del hierro.
I.2.3 HIERRO BLANCO
Es aquel en la cual el carbono se encuentra combinado con el hierro, formando el
carburo de hierro (Fe3C), llamado cementita, siendo esta cementita muy dura pero
muy frágil.
Tabla I.1 Composición del hierro
Composición química
Carbono 1.80 a 3.20%
Silicio 0.50 a 1.90%

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 7
Manganeso 0.25 a 0.80%
Azufre 0.06% máx.
Fósforo 0.06% máx.
La fundición blanca o hierro, como consecuencia de la presencia de cementita,
posee alta dureza, es frágil y prácticamente no se somete a la elaboración por corte.
Por eso, este hierro tiene una aplicación muy limitada. Cuando la superficie se
fractura tiene una apariencia blanca cristalina que da su nombre a la fundición.
Debido a la cementita, la fundición blanca es dura y frágil, y su resistencia al
desgaste es excelente. Su resistencia mecánica, se observa en la tabla 1.2. Estas
propiedades de la fundición blanca la hacen adaptable para aplicaciones donde se
requiere resistencia al desgaste. Las zapatas para freno de ferrocarril son un
ejemplo clásico.
Tabla I.2 Características del hierro blanco
TIPO
Fe
(%)
C
(%)
Si
(%)
Mn
(%)
OTROS
(%)
RESISTENCIA A LA
TENSIÓN
Lb/pulg2
(MPa)
Elongación
(%)
Fundición Blanca
Bajo - C
92.5
2.5
1.3
0.4
1.5 Ni,
1.0 Cr
0.5 Mo
40,000
(272)
0

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 8
Su microestructura característica del hierro blanco se observa en la Figura 1.1.
Figura I.1. Microestructura de un hierro blanco fundido, (a) Las áreas oscuras son
dendritas primarias de austenita transformada (perlita) en una red blanca
interdendrita de cementita, 200X. (b) La misma muestra a 250X, que muestra
perlita (oscura) y cementita (blanca). Atacada químicamente en Nital al 2%.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 9
I.2.4 HIERRO MALEABLE
Es aquel en la cual se obtiene a partir de un hierro blanco por medio de un
tratamiento térmico (recocido), obteniéndose una estructura de nódulo irregular.
La presencia del carburo de hierro (cementita) es realmente una fase meta estable.
Hay una tendencia a que la cementita se descomponga el hierro y carbono, pero en
condiciones normales tiende a persistir indefinidamente en su forma original. Hasta
este punto, la cementita se ha tratado como una fase estable; sin embargo, esta
tendencia a formar carbono sin combinar es la base para manufacturar hierro
maleable. Los hierros blancos adecuados para la conversión a hierro maleable
pueden ser como sigue:
Tabla I.3 hierros blancos
Fundición Blanca Europea Fundición Blanca Americana
carbono 2.50 a 3.0% carbono 2.0 a 2.75%
silicio 0.50 a 1.25% silicio 0.50 a 1.20%
manganeso 0.40 a 0.60% manganeso 0.40 a 0.60%
azufre 0.06% máx. azufre 0.06% máx.
fosforo 0.06% máx. fosforo 0.06% máx.
Los productos típicos hechos con fundición maleable incluyen accesorios para
tubería y bridas, algunos componentes para máquinas y partes de equipo
ferroviario, tabla 1.4, y su microestructura se observa en la Figura 1.2.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 10
Tabla I.4 Características del hierro maleable
TIPO
Fe
(%)
C
(%)
Si
(%)
Mn
(%)
RESISTENCIA A LA
TENSIÓN
Lb/pulg2
(MPa)
Elongación
(%)
Fundición maleable
Ferrítica
Perlítica
95.3
95.1
2.6
2.4
1.4
1.4
0.4
0.8
50,000
(345)
60,000
(414)
10
10

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 11
Figura I.2. a) Hierro maleable, sin estar atacado químicamente. Los nódulos
irregulares de grafito se llaman carbono revenido, 100X. b) Hierro ferrítico
maleable, carbón revenido (negro) en una matriz ferrifica. Atacado químicamente
en Nital al 5%, 100X.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 12
I.2.5 HIERRO GRIS
El hierro gris representa el mayor tonelaje entre los hierros, tiene una composición
que varía entre 2.5 a 4.0% de carbono y de 1.0 a 3.0% de silicio. Las reacciones
químicas internas derivan en la formación de hojuelas de grafito (carbono)
distribuidas a todo lo largo del producto fundido en la solidificación. Esta estructura
es la causa de que la superficie del metal tenga un color gris cuando se fractura;
de aquí el nombre de hierro gris o fundición gris. La dispersión de las hojuelas de
grafito representa dos propiedades atractivas:
1). Buena amortiguación a la vibración, que es una característica deseable en
motores y otras máquinas.
2). Cualidades de lubricación internas, que hacen maquinable la fundición.
La mayoría de estos hierros grises son aleaciones hipo eutécticas que contienen
aproximadamente la siguiente composición:
Tabla I.5 Composición del hierro gris
Composición del hierro gris
Carbono 2.30 a 3.40%
Silicio 2.00 a 2.20%
Manganeso 0.60 a 0.65%
Azufre 0.06% max
Fósforo 0.06% max
CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 13
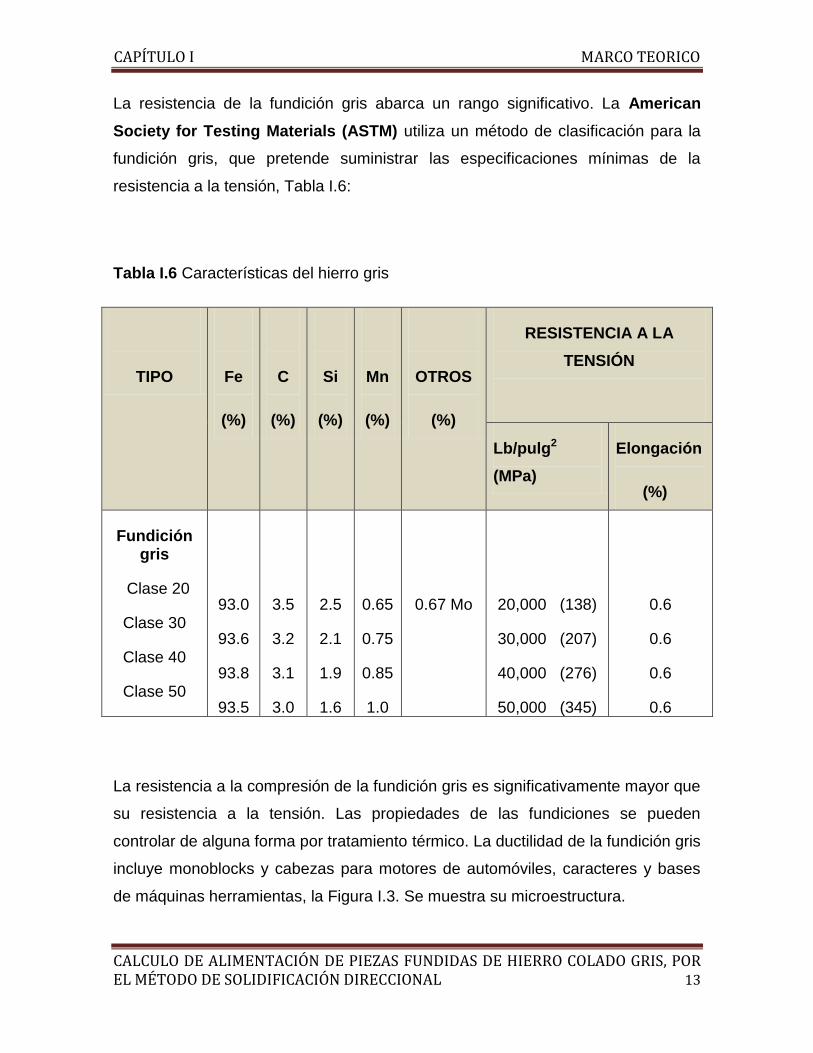
La resistencia de la fundición gris abarca un rango significativo. La American
Society for Testing Materials (ASTM) utiliza un método de clasificación para la
fundición gris, que pretende suministrar las especificaciones mínimas de la
resistencia a la tensión, Tabla I.6:
Tabla I.6 Características del hierro gris
TIPO
Fe
(%)
C
(%)
Si
(%)
Mn
(%)
OTROS
(%)
RESISTENCIA A LA
TENSIÓN
Lb/pulg2
(MPa)
Elongación
(%)
Fundición gris
Clase 20
Clase 30
Clase 40
Clase 50
93.0
93.6
93.8
93.5
3.5
3.2
3.1
3.0
2.5
2.1
1.9
1.6
0.65
0.75
0.85
1.0
0.67 Mo
20,000 (138)
30,000 (207)
40,000 (276)
50,000 (345)
0.6
0.6
0.6
0.6
La resistencia a la compresión de la fundición gris es significativamente mayor que
su resistencia a la tensión. Las propiedades de las fundiciones se pueden
controlar de alguna forma por tratamiento térmico. La ductilidad de la fundición gris
incluye monoblocks y cabezas para motores de automóviles, caracteres y bases
de máquinas herramientas, la Figura I.3. Se muestra su microestructura.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 14
Figura I.3. Microestructura del hierro gris, el grafito en forma de agujas, 200X,
Nital al 5%
El proceso de grafitización y la microestructura de la fundición, se puede determinar
por dos factores fundamentales:

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 15
1. La velocidad de enfriamiento de la fundición.
2. Composición química (sobre todo el silicio).
En dependencia de la microestructura de la base metálica se diferencian los
siguientes tipos de hierros grises:
a). HIERRO GRIS PERLITICA
Cuya estructura está compuesta de perlita y grafito laminar. En este hierro el
contenido de carbono es de 0.7 a 0.8% y se encuentra en forma de carburo de hierro
(Fe3C), que entra en la composición de la perlita.
b). HIERRO GRIS FERRITO-PERLITICA
Su estructura está formada por perlita, ferrita y grafito laminar. Este hierro ferrito-
perlita, en dependencia del grado de descomposición de la cementita eutectoide en
estado enlazado contiene entre 0.7 a 0.1% de carbono.
c). HIERRO GRIS FERRITICA
Su estructura está compuesta de ferrita y grafito laminar. En este caso todo el
carbono se encuentra en forma de grafito.
Las propiedades de los hierros grises se determinan por la estructura de la base
metálica, las dimensiones, la forma y la distribución de las inclusiones gráficas.
La influencia de las inclusiones graficas se pueden valorar solamente en forma
cualitativamente, cuanto mayor es la cantidad de estas inclusiones, tanto más
grandes son y menos regulares están distribuidas por el volumen, tanto menor es la
resistencia del hierro para una misma fase metálica.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 16
I.2.6 HIERRO NODULAR
Este hierro también se le conoce como hierro dúctil, y es un hierro en la cual todo el
carbono se le encuentra en forma de nódulos redondos o pequeñas bolas o
esferoides. Cuya composición química es la siguiente:
Tabla I.7 Composición del hierro nodular
Composición del hierro nodular
Carbono 3.50 a 3.90%
Silicio 2.60 a 2.90%
Manganeso 0.40 a 0.50%
Azufre 0.02% máx.
Fósforo 0.02% máx.
Este hierro es de alta resistencia y se obtiene con adiciones en la fundición líquida,
vertida a la cuchara de pequeñas cantidades de ciertos metales alcalinos o alcalinos-
térreos. Generalmente para esto se usa un 0.03 a 0.07% de magnesio. Bajo la
solidificación del magnesio el grafito en el proceso de cristalización toma forma
globular en vez de laminar. La tabla I.8, se indican sus propiedades.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 17
Tabla I.8 Características mecánicas del hierro nodular
TIPO
Fe
(%)
C
(%)
Si
(%)
Mn
(%)
OTROS
(%)
RESISTENCIA A LA
TENSIÓN
Lb/pulg2
(MPa)
Elonga-
ción
Fundición nodular (dúctil)
ASTM A39
A476
94.4
93.8
3.0
3.0
2.5
3.0
60,000 (414)
80,000 (552)
18
3
Además en la Figura I.4, se muestra su microestructura de este hierro nodular

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 18
Figura I.4. Micrografía de un hierro nodular las partes negras indican los nódulos
de grafito, 200X

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 19
I. 3 MICROESTRUCTURAS DEL HIERRO COLADO
Los hierros fundidos pueden presentar las siguientes estructuras:
1. Cementita primaria y perlita solamente. Este tipo de estructuras es típico de los
hierros duros, blancos, de bajo silicio y alto azufre y se encuentra también en otros
tipos de hierros que han sido enfriados bruscamente.
2. Cementita primaria, grafito y perlita. Los hierros nodulares, en los cuales parte
de la cementita primaria se ha descompuesto, formando grafito.
3. Grafito y perlita. Esta estructura es típica de un hierro de servicio pesado, en el
cual toda la cementita primaria se ha transformado en grafito.
4. Grafito, perlita y ferrita. Típica en un hierro gris, originando que este sea más
débil y blanda.
5. Grafito y ferrita. Aquí, toda la cementita ferrítica, así como la cementita se ha
disociado en grafito. Esto se debe generalmente a un gran contenido de silicio.
Este hierro vaciado será muy blando y fácil de maquinar. La ferrita presente
contendrá silicio y manganeso disueltos.
I.4 PRINCIPALES ELEMENTOS DE ALEACIÓN DEL HIERRO COLADO
Molibdeno
Mejora las propiedades mecánicas y es un leve estabilizador de carburos. El
molibdeno se añade en cantidades de 0.25% a 1.25%, y su efecto es similar al del
acero. La resistencia a la fatiga, la resistencia a la tensión, la resistencia transversal,
la resistencia al calor y la dureza del hierro se mejoran. El molibdeno también retarda

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 20
la transformación de la austenita, incrementando así la templabilidad y la libertad de
la presencia de fisuras y deformación.
Cromo
Combinado, formando complejos carburos de hierro-cromo más estables que el
carburo de hierro. Pequeñas cantidades de cromo incrementan la resistencia, la
dureza, la profundidad de la capa del hierro blanco y la resistencia al desgaste y al
calor, pero disminuye la maquinabilidad.
Manganeso
La adición del manganeso disminuye la profundidad de la capa del hierro blanco
hasta que el azufre ha sido neutralizado mediante la formación de sulfuro de
manganeso. Por encima de esta cantidad, el manganeso incrementa la profundidad
del enfriado rápido y de la dureza. Afina el grano, aumenta la maquinabilidad, su
resistencia mecánica y su resistencia a la corrosión de álcalis.
Silicio
Baja su punto de fusión, afina el grano, aumenta su resistencia mecánica, a la
corrosión, el calor, su plasticidad y proporción de carbono en estado libre. El silicio
desempeña distintos propósitos, tales como: Parte del silicio es agregado durante la
carga en el horno, actuando como desoxidante, pero lo más importante del silicio es
que hace una gran reacción del grafito, para limitar las posibilidades de
endurecimiento y cristalización de las superficies del hierro chilled (enfriado y
templado superficialmente).
Cobre
Es un gratificador, pero sólo es una quinta parte más eficaz que el silicio a este
respecto. Para aplicaciones generales en ingeniería, el contenido de cobre es de
0.25% a 2.5%. El cobre tiende a romper la cementita maciza y a hacer resistente la

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 21
matriz. Ayuda un poco a resistir el ataque del ácido sulfúrico pero para soldarse es
indeseable porque a la contracción provoca grietas, fisuras o roturas.
Fósforo
Disminuye la profundidad de la capa de hierro blanco. Con carbono y silicio
constante, un incremento de 0.1% de fósforo disminuirá la profundidad de la capa de
hierro blanco en aproximadamente 0.1 pulgadas.
Vanadio
Es un formador de carburo muy potente, estabiliza la cementita y reduce la
grafitización. Las adiciones de vanadio, entre 0.10% a 0.25%, incrementan la
resistencia a la tensión, la resistencia transversal y la dureza.
Níquel
Es un gratificador, pero sólo como la mitad de efectivo que el silicio a este respecto.
El propósito del níquel (0.5% a 6.0%) en los hierros grises es controlar la estructura
retardando la transformación de la austenita, estabilizando la perlita y manteniendo
el carbono combinado en la cantidad eutectoide. Así, la microestructura de un hierro
fundido bajo níquel muestra grafito, perlita y muy poca ferrita.
I.5 Propiedades y características de fundiciones grises
I.5.1 Influencia del grafito en las propiedades de la fundición gris
La estructura de hierro gris consiste de una matriz metálica y grafito, las
propiedades serán determinadas por las propiedades de la matriz y de la cantidad
y tipo de inclusiones de grafito. El hierro gris tiene propiedades inferiores a las del
acero, las inclusiones de grafito se consideran, en primera aproximación, como

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 22
huecos o grietas. Por consiguiente, el hierro gris puede ser considerado como un
acero infectado, con numerosas grietas o huecos. Las propiedades del hierro son
más bajas a mayor volumen de grafito, por contribuir a un mayor número de
grietas o huecos.
Para un volumen igual de grafito, las propiedades del hierro son determinadas por
la forma, distribución y tamaño de las partículas. Consecuentemente las
propiedades del hierro serán menores a contenidos más altos de grafito y a mayor
grosor de estas inclusiones, más desintegran la matriz metálica. Propiedades
mecánicas deficientes se derivan de hierros en las cuales las partículas de grafito
forman una red o cadena cerrada (grafito tipo E, D).
Las partículas de grafito laminar se consideran como grietas o cortes
pronunciados en la matriz. Por ello, ante un esfuerzo de tracción, las partes
extremas de la lámina de grafito actuarán como concentradores de esfuerzos que
fomentan la falla o quiebre. Ante esta consideración, las propiedades mecánicas
del hierro se caracterizan por una baja resistencia debido a la propagación de la
grieta. El grafito tipo A es el que da mejores características.
El tipo B, disminuye la resistencia mecánica. El tipo C da resistencia al choque
térmico, pero débil resistencia a la tracción. El tipo D es desfavorable porque la
matriz en contacto con este se ferritiza fácilmente y da poca resistencia al
desgaste.
En los casos en que el esfuerzo de tensión es mínimo (por ejemplo en el caso de
compresión), las propiedades del hierro resultan ser elevadas y muy próximas a
las propiedades de un acero de la misma composición y estructura de la matriz del
hierro. La resistencia a la compresión es tres a cuatro veces superior a la tracción.
Esto es porque la resistencia a la compresión última y dureza del hierro dependen
significativamente de la estructura de la matriz metálica y sus diferencias son
mínimas respecto a las del acero.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 23
Las propiedades de resistencia a la rotura, la resistencia a la flexión y a la torsión,
están determinadas significativamente por el contenido forma y tamaño de las
partículas de grafito y difieren apreciablemente de las propiedades del acero. Por
ejemplo, un hierro hipoeutéctico tiene mayor resistencia a la tracción que un hierro
híper eutéctico.
Los efectos de las inclusiones de grafito disminuyen con la variación de la forma,
desde laminar a esferoidal, reduciéndose bruscas concentraciones de esfuerzos y
la formación de grietas en la matriz va desapareciendo. Las fundiciones de grafito
esferoidal tienen una resistencia a la tracción y a la flexión más alta que una
fundición de grafito laminar. Los valores intermedios de resistencia se presentan
en la fundición maleable.
La ductilidad de las fundiciones se puede caracterizar por los siguientes valores de
alargamiento relativo en porcentaje, tabla I.9:
Tabla I.9 Tipos de grafitos
TIPO LAMINAR VERNICULAR ESFEROIDAL
% 0.20-0.50 5.0-10.0 10.0-15.0
Una fundición esferoidal tiene mayor resiliencia, ductilidad y alargamiento que las
fundiciones laminares. La ductilidad depende de la estructura de la matriz, los más
bajos valores son típicos de las fundiciones perlíticas y los más altos de las
ferríticas. La dureza Brinell determinada por la matriz puede observar la tabla I.10
Tabla I.10 Tipos de microestructuras de la fundición gris
FUNDICIÓN FERRÍTICA FERRITO-
PERLÍTICA
PERLITA
HB 130 180 220

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 24
I.5.2 Propiedades generales de las fundiciones grises
Tal vez convenga subrayar, a modo de introducción a las propiedades, que las
fundiciones grises son un material compuesto de grafito, y de otro material matriz.
Este material a su vez, frecuentemente está compuesto por un intermetálico
"cerámico" - la cementita -, y otro material - la ferrita - que es metálico.
Las fundiciones son aleaciones férreas que requieren para su elaboración
menos energía que los aceros, porque con similar capacidad calorífica su
temperatura de fusión es menor. Presentan, además, excelentes
características de colabilidad y dan poco rechupe.
Su colabilidad es mejor cuanto mayor es su contenido de carbono, por ser
pequeño el intervalo de temperaturas entre líquidos y sólidos. Algunas de
ellas, las de composición eutéctica, solidifican a temperatura constante.
Las fundiciones grises dan poco rechupe, 1 % de contracción lineal
aproximadamente, inferior al de los aceros y fundiciones blancas, como puede
verse en la tabla I.9. La pequeña contracción al solidificar se debe a que su
densidad (entre 6,95 y 7,35 g/cm3, menor cuanto más carbono) es inferior a la
de las fundiciones blancas (7,7 g/cm3) y a la de los aceros (densidad del
hierro 7,97 g/cm3).
TablaI.11 Contracción durante la solidificación (ASM)
TIPO DE FUNDICIÓN % CONTRACCIÓN
Fundición dúctil 0.0 – 0.7
Fundición gris 1.0
Fundición maleable 1.0
Fundición austenítica 1.3 – 1.5

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 25
Fundición blanca 2.0
Acero al carbono 2.0
Acero aleado 2.5
Esta menor densidad de las fundiciones grises se justifica por la presencia del
grafito cuya densidad es 2,2 g/cm3. En las fundiciones grises el grafito suele
ocupar un volumen (o un área de los campos observados al microscopio) entre 6 y
10 % del volumen total.
La característica radical de las fundiciones grises es que no presentan
ledeburita. En su estructura micrográfica aparece grafito que puede ser de
diversos tipos, disperso en una matriz similar a un acero. El comportamiento
mecánico de una fundición gris resulta parecido al de un acero con numerosas
microfisuras taponada por grafito. La cohesión entre el grafito y la matriz
metálica en casi nula. Debido a la gran diferencia entre los coeficientes de
dilatación del hierro y del grafito, éste se despega fácilmente de la matriz.
Aquel modelo (el mencionado en el párrafo anterior) explica varias
propiedades de estas fundiciones: el color gris que presentan las fracturas, la
capacidad para amortiguar vibraciones, mayor cuanto más grafito. Además de
su maquinabilidad, generalmente buena, las moderadas resistencias a
tracción y bajos alargamientos, la dispersión habitual en valores de
microdureza, etc.
La conductividad térmica de las fundiciones grises es aproximadamente 46
w/m.K; superior a la de los aceros. En ello influye el grafito, buen conductor.
La capacidad para disipar calor es, por tanto, mayor en las fundiciones grises -
mayor cuanto más cantidad de grafito, y mejor si el grafito es laminar que

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 26
esferoidal - que en los aceros. Para aprovechar esta propiedad, las lingoteras
para acero líquido se fabrican de fundición gris hipereutéctica.
La resistencia de las fundiciones grises al choque térmico resulta, también,
mejor para contenidos altos en carbono.
El coeficiente de dilatación de las fundiciones grises es, aproximadamente, de
13 μm/m. entre 0 °C y 500 °C, y de 10,5 μm/m en el rango de 0 °C y 100 °C.
Aunque parecido al del hierro, resulta algo menor que este (11 μm/m para el
Fe alfa y 18 μm/m para el Fe gamma).
La tenacidad de las fundiciones grises, es mayor que las de las fundiciones
blancas; pero, por el efecto de entalla debido al grafito laminar, resulta
insuficiente. Por ello, cuando se requiere un material tenaz no debe utilizarse
fundición blanca, ni tampoco fundición gris laminar.
Las medidas de dureza son interesantes para predeterminar la resistencia al
desgaste de una fundición gris. Además, proporcionan un primer criterio sobre
su comportamiento al mecanizado o maquinabilidad. A diferencia de los
aceros, las fundiciones no tienen una proporcionalidad directa entre dureza y
resistencia a la tracción.
La resistencia a tracción, R, depende del tipo de grafito, de su cantidad, y de la
estructura matriz. Puede señalarse, con carácter general, que la resistencia a
tracción disminuye al aumentar el contenido en carbono de las fundiciones. El
grafito disminuye la sección real del constituyente matriz, que es quien
aguanta el esfuerzo de tracción, y por otra parte el efecto de entalla del grafito
laminar, disminuye la tenacidad.
Una misma fundición gris perlítica puede presentar distintos valores de R
según sea el tamaño de la pieza. Así, para un mismo contenido de carbono, lo
cual determina la cantidad de grafito en la fundición solidificada establemente,
un aumento del módulo de masividad (volumen / área) equivale a disminuir la

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 27
velocidad de solidificación. Por ello las rosetas eutécticas serán más grandes,
el grafito A resultará más grueso y de mayor longitud, la perlita matriz tendrá
mayor espaciado interlaminar, y resultará más blanda y menos resistente.
La resistencia a compresión de las fundiciones grises es alta: 3 o 4 veces
superior a la resistencia a la tracción. Ello se debe a que, en compresión,
apenas influye el efecto de entalla del grafito y, por tanto, la contribución
negativa de este se reduce simplemente a disminuir la sección eficaz del
constituyente matriz.
Gracias a la buena colabilidad de las fundiciones grises es posible moldear
piezas de paredes delgadas, tales como tubos con aletas para radiadores,
rodetes para bombas, anillos para columnas, calderas, compresores, etc.
Las fundiciones grises ordinarias presentan buena resistencia a la corrosión,
superior a la de los aceros. Los productos de corrosión quedan apresados por
el esqueleto de grafito y dificultan el deterioro de zonas más profundas.
En general, las fundiciones grises resultan fácilmente mecanizables, aunque
ocasionalmente, pueden presentar dificultades de mecanizado derivadas de
defectos externos tales como arena adherida a superficie, o bien por factores
ligados al diseño o a la práctica del moldeo.
En cuanto a resistencia al desgaste el comportamiento de las fundiciones,
tanto blancas como grises, es excelente.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 28
I.6 Defectos que se producen en la fundición gris.
Las discontinuidades en la matriz de las fundiciones grises disminuyen las
propiedades de las piezas fundidas debido a que reducen la sección útil de las
piezas moldeadas y disminuyen su resistencia.
Es necesaria por eso una identificación cuidadosa previa de éstos, de manera que
puedan ser eliminadas o minimizados. El lugar, la forma y el tamaño de un defecto
proveen valiosos indicios acerca de su origen. A continuación se estudian los
defectos comunes encontrados en las fundiciones grises.
I.6.1 Porosidades
Se refiere a aquellos defectos que se encuentran debajo de la superficie superior
del fundido y en el centro del molde. Estos defectos pueden ser de forma esférica
o irregular.
Muchos de estos huecos contienen escoria, y algunas cavidades contienen metal
segregado. El metal frío, resultante de una temperatura de vaciado baja, es la
causa principal de estas porosidades. Esto explica por qué el fundido último,
vaciado de una cuchara, es el que más posibilidades tiene de resultar defectuoso.
La combinación de excesivos niveles de azufre y manganeso producen también
piezas con defectos de este tipo. Por tanto, para evitar este tipo de defectos se
deben evitar altos contenidos de azufre y de manganeso, y, asimismo, bajas
temperaturas de vaciado.
La formación de las porosidades se debe a que cuando la temperatura del metal
fundido cae, se forman sulfuros de manganeso y se separan del metal fundido.
Estos flotan sobre la superficie donde se mezclan con la escoria de la cuchara
(silicatos de hierro y de manganeso), creando una escoria de muy alta fluidez.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 29
Esta escoria entra en las cavidades del molde, reacciona con el grafito precipitado
durante la reacción eutéctica, y resulta en la evolución de monóxido de carbono y
la formación de las porosidades. Temperaturas apropiadas del metal, niveles
balanceados de azufre y manganeso, cucharas limpias, y una buena práctica de
quitar la capa de escoria de la superficie minimizan estas porosidades.
I.6.2 Rechupe
La densidad de un metal líquido es generalmente inferior a la densidad de ese
mismo metal solidificado. El metal se contrae en estado líquido desde la
temperatura de colada (contracción líquida), también se contrae durante el cambio
de estado líquido - sólido. A la suma de la contracción líquida y de la contracción
por solidificación, se le denomina rechupe. Cuanta más alta sea la temperatura en
el momento de colar, más acentuada será la diferencia entre el volumen específico
del líquido y el del sólido y, por tanto, mayor será el rechupe.
El rechupe así definido comprende tanto la contracción macroscópica, o
macrorrechupe, como la contracción microscópica o microrrechupe.
Frecuentemente aparece en los espacios interdendríticos rellenos por líquido no
conectado con el resto del metal líquido, cuando las dendritas están muy
desarrolladas. Al solidificar - y contraerse, por tanto – estas pequeñas porciones
líquidas, no conectadas, forman porosidades internas: esto es el microrrechupe.
I.6.3 Cavidades de contracción.
Pueden aparecer o bien aisladas o interconectadas, como vacíos de forma
irregular.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 30
Secciones gruesas y zonas calientes, tales como áreas adyacentes a
alimentadores o regiones que experimentan cambios en el tamaño de la sección,
son más susceptibles a este tipo de defectos.
Los factores que promueven la formación de cavidades de contracción incluyen:
falta de rigidez del molde, inadecuada composición del metal, temperatura de
vaciado incorrecta, y un alto grado de nucleación. Estos factores pueden actuar
independientemente o combinados.
Casi todos los líquidos se contraen durante el enfriamiento y solidificación. En las
fundiciones grises, sin embargo, ocurre expansión durante la formación del
eutéctico austenita-grafito. Esta expansión aumenta si la aleación está altamente
nucleada, un estado que es producido por inoculación. Moldes, particularmente de
arena verde que no tienen suficiente dureza son incapaces de contener esta
expansión. Esto conduce a un incremento de la capacidad. Se forman entonces
cavidades de contracción si el metal suplementario no es suficiente para
acomodarse a este incremento.
La composición de la aleación puede tener un efecto pronunciado sobre las
cavidades de contracción. Niveles de fósforo tan pequeños como 0,02 % pueden
causar la formación de finas porosidades en los bordes de las células eutécticas y
en las regiones calientes.
Temperaturas excesivas de vaciado pueden también incrementar la contracción
del metal cuando se enfría a temperaturas de solidificación que favorecen la
formación de cavidades de contracción. Además debido a que moldes de arena
verde no son dimensionalmente estables bajo el calor, las temperaturas más altas
incrementan los cambios del movimiento de las paredes del molde. Existe un
compromiso entre temperaturas de vaciado muy altas y muy bajas. Si la
temperatura de vaciado usada es muy baja se pueden producir porosidades. Por
tanto, la experiencia es el mejor camino para determinar la temperatura óptima de
vaciado.

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 31
I.6.4 Sopladuras
En estado fundido los metales suelen retener gran volumen de gases en
disolución o en forma de compuestos líquidos inestables. Así por ejemplo, el hierro
líquido disuelve monóxido de carbono, dióxido de carbono, hidrógeno, nitrógeno,
vapor de agua, oxígeno, etc. Cuando la temperatura del fundido desciende hasta
el umbral de la solidificación, se produce una rápida disminución de la solubilidad y
los gases se desprenden del metal líquido. Su desprendimiento prosigue a lo largo
de todo el proceso de solidificación.
Cuando el desprendimiento de gases se opera en un metal casi totalmente
solidificado, que no permite su salida, los gases quedan retenidos: parte en las
porosidades interdendríticas, y parte en el interior de las cavidades de la masa
metálica aún plástica.
Estas cavidades reciben el nombre de sopladuras y pueden ser periféricas o
internas. El aire que llenaba el molde y queda retenido durante la colada puede
dar origen también a cavidades, en la masa metálica. Los gases ocluidos en las
piezas moldeadas pueden deberse también a la acción del metal líquido sobre el
agua que humedece los moldes: el rápido desprendimiento del vapor de agua del
molde origina poros superficiales denominados picaduras.
I.7 Ventajas de las fundiciones grises
El empleo de la fundición gris para la fabricación de piezas para usos muy
diversos, ofrece, entre otras, las siguientes ventajas:
1) Las piezas de fundiciones grises son, en general más baratas que las de
acero (que es el material que más se utiliza en los talleres y fábricas de
maquinaria, motores, instalaciones, etc.). Su fabricación es también más

CAPÍTULO I MARCO TEORICO
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 32
sencilla por emplearse instalaciones menos costosas y realizarse la fusión a
temperaturas relativamente poco elevadas y más bajas que aquellas
correspondientes al acero.
2) Las fundiciones son, en general, mucho más fáciles de mecanizar que los
aceros.
3) Se pueden fabricar con relativa facilidad piezas de grandes dimensiones y
también piezas pequeñas y complicadas que se pueden obtener con gran
precisión de formas y medidas. Además en ellas es mucho menos frecuente la
aparición de zonas porosas que en las piezas fabricadas con acero fundido.
4) Para numerosos elementos de motores, maquinaria, etc., son suficientes las
características mecánicas que poseen las fundiciones. Su resistencia a la
compresión es muy elevada (50 a 100 kg/mm2) y su resistencia a la tracción
(que puede variar de 12 a 70 kg /mm2) es también aceptable para muchas
aplicaciones. Tienen buena resistencia al desgaste y absorben muy bien
(mucho mejor que el acero) las vibraciones de máquinas, motores, etc. a las
que a veces están sometidas.
5) Su fabricación exige menos precauciones que la del acero y, sin necesidad de
conocimientos técnicos muy especiales, se llegan a obtener fundiciones con
características muy aceptables para numerosas aplicaciones.
6) Como las temperaturas de fusión de las fundiciones son, como hemos dicho
antes, bastante bajas, se pueden sobrepasar con bastante facilidad. Por lo
tanto, suele ser bastante fácil conseguir que las fundiciones en estado líquido
tengan gran fluidez, y con ello se facilita la fabricación de piezas de poco
espesor.
7) En la solidificación presentan mucho menos contracción que los aceros y,
además, su fabricación no exige como en los aceros, el empleo de refractarios
relativamente especiales de precio elevado.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 33
Capítulo II
MÉTODOS DE FABRICACIÓN
I1.1 PROCESOS DE FUNDICIÓN
Proceso de producción de piezas metálicas a través del vertido de metal fundido
sobre un molde hueco, por lo general hecho de arena. El principio de fundición es
simple: se funde el metal en un horno, se vacía el líquido en un molde y se deja
enfriar, existen todavía muchos factores y variables que se deben considerar para
lograr una operación exitosa de fundición. La fundición es un antiguo arte que
todavía se emplea en la actualidad, aunque ha sido sustituido en cierta medida por
otros métodos como la fundición a presión (método para producir piezas fundidas
de metal no ferroso, en el que el metal fundido se inyecta a presión en un molde),
la forja (proceso de deformación en el cual se comprime el material de trabajo
entre dos dados usando impacto o presión para formar la parte), la extrusión (es
un proceso de formado por compresión en el cual el metal de trabajo es forzado a
fluir a través de la abertura de un dado para darle forma a su sección transversal),
el mecanizado y el laminado (es un proceso de deformación en el cual el espesor
del material de trabajo se reduce mediante fuerzas de compresión ejercidas por
dos rodillos opuestos).
La realización de este proceso empieza lógicamente con el molde. La cavidad de
este debe diseñarse de forma y tamaño ligeramente sobredimensionado, esto
permitirá la contracción del metal durante la solidificación y enfriamiento. Cada
metal sufre diferente porcentaje de contracción, por lo tanto si la presión
dimensional es crítica la cavidad debe diseñarse para el metal particular que se va
a fundir. Los moldes se hacen de varios materiales que incluyen arena, yeso,
cerámica y metal. Los procesos de fundición se clasifican de acuerdo a los
diferentes tipos de moldes.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 34
Se calienta primero el metal a una temperatura lo suficientemente alta para
transformarlo completamente al estado líquido, después se vierte directamente en
la cavidad del molde. En un molde abierto el metal líquido se vacía simplemente
hasta llenar la cavidad abierta. En un molde cerrado existe una vía de paso
llamada sistema de vaciado que permite el flujo del metal fundido desde afuera del
molde hasta la cavidad, este es el más importante en operaciones de fundición.
Cuando el material fundido en el molde empieza a enfriarse hasta la temperatura
suficiente para el punto de congelación de un metal puro, empieza la solidificación
que involucra un cambio de fase del metal. Se requiere tiempo para completar
este cambio de fase porque es necesario disipar una considerable cantidad de
calor. El metal adopta la forma de cavidad del molde y se establecen muchas de
las propiedades y características de la fundición. Al enfriarse la fundición se
remueve del molde; para ello pueden necesitarse procesamientos posteriores
dependiendo del método de fundición y del metal que se usa. Entre ellos tenemos:
a) El desbaste del metal excedente de la fundición.
b) La limpieza de la superficie.
c) Tratamiento térmico para mejorar sus propiedades.
d) Pueden requerir maquinado para lograr tolerancias estrechas en ciertas
partes de la pieza y para remover la superficie fundida y la microestructura
metalúrgica asociada.
II.2 Modelo y corazón
La fundición en arena requiere un patrón o modelo al tamaño natural de la parte,
ligeramente agrandado, tomando en consideración la contracción y las tolerancias
para el maquinado de la fundición final.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 35
Aun cuando un modelo se usa para producir piezas coladas de dimensiones
específicas, este no tiene las mismas dimensiones que la pieza. Para el diseño y
fabricación de los modelos, se considera un número importante de tolerancias y
reglas que deben incorporarse para tener piezas dimensionalmente correctas. Los
factores que por razones metalúrgicas y mecánicas deben considerarse siempre las
normas para elaborar un modelo.
Es el elemento que sirve para la obtención de la cavidad en los moldes de arena.
Estos se logran cuando la arena se comprime alrededor del modelo y ambos están
dentro de una caja de moldeo. Cuando se termina de compactar la arena se
extrae el modelo y después de cerrar el molde, se vacía el metal líquido para que
llene las cavidades del mismo. Los modelos deben de estar bien diseñados a fin
de compensar la contracción y evitar dificultades de moldeo, o bien rechazo de
piezas por excentricidades, formación de grietas y otros defectos.
Estos defectos pueden evitarse si se proveen las formas adecuadas de los
modelos para facilitar el moldeo. Para seleccionar el material más adecuado para
el modelo es menester conocer la cantidad de piezas a producir así como el
número de moldes necesarios.
Para las dimensiones del modelo se deben calcular las contracciones metálicas
esperadas en la pieza y compensar en la dimensión del modelo, también se deben
proveer los sobre-espesores de maquinado necesarios, figura II.1. (Caro, Jesús:
2003,16).

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 36
Figura II.1. Modelo bipartido representando un sistema de alimentación.
CORAZÓN
También llamado núcleo, macho, alma o anima. Los modelos definen la forma
externa de la fundición. Si posee superficies internas, se necesita un corazón para
definirlas. Un corazón es un modelo de tamaño natural de las superficies interiores
de la pieza. Además puede quedar formado por el molde mismo o puede ser
hecho en otra parte e introducido en el molde después de extraer el modelo. Se

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 37
pueden formar superficies tanto internas como externas en una pieza de fundición
mediante los corazones.
El corazón se inserta en la cavidad del molde antes del vaciado, para que al fluir el
metal fundido, solidifique entre la cavidad del molde y el corazón, formando así las
superficies externas e internas de la fundición. El corazón se hace generalmente
de arena compactada.
El tamaño real del corazón debe incluir las tolerancias para contracción y
maquinado lo mismo que el patrón. Los corazones se clasifican como corazones
de arena verde y corazones de arena seca.
Los corazones de arena verde son aquellos formados por el mismo modelo y se
hacen en la misma arena del molde. Los corazones de arena seca son los que se
forman separadamente para insertarse después que se ha retirado el modelo y
antes de cerrar el molde.
En general deben usarse los corazones de arena verde, siempre que sea posible
para mantener el costo de los modelos y de las piezas de fundición en un mínimo.
Naturalmente los corazones separados aumentan el costo de producción. Un
corazón debe ser, figura II.2:
• Permeable: capacidad de la arena para permitir que escapen los vapores.
• Refractario: capacidad de soportar altas temperaturas.
• Fácil al colapso: habilidad para disminuir el tamaño conforme se enfría el colado
y se contrae.
• Resistente en seco: para que no se erosione y sea arrastrado o cambie de
tamaño cuando este rodeado del metal fundido.
• Friable: facilidad para desmoronarse y eliminarse con facilidad del colado.
• Debe tener una tendencia mínima a generar gas.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 38
Figura II.2: Manufactura del Corazón
El corazón, dependiendo de la forma, puede o no requerir soportes que lo
mantengan en posición en la cavidad del molde durante el vaciado. Estos
soportes, llamados sujetadores, se hacen de un metal cuya temperatura de fusión
sea mayor que la de la pieza a fundir. Por ejemplo, para fundiciones de hierro
fundido se usan sujetadores de acero. Los sujetadores quedan atrapados en la
fundición durante el vaciado y la solidificación. En la figura II.3 se muestra un
posible arreglo del corazón usando sujetadores. La porción de los sujetadores que
sobresalen de la fundición se recortan después.
Figura II.3: a) Corazón mantenido en su lugar dentro de la cavidad del molde por
los sujetadores, b) Diseño posible del sujetador, c) Fundición con cavidad interna
CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 39
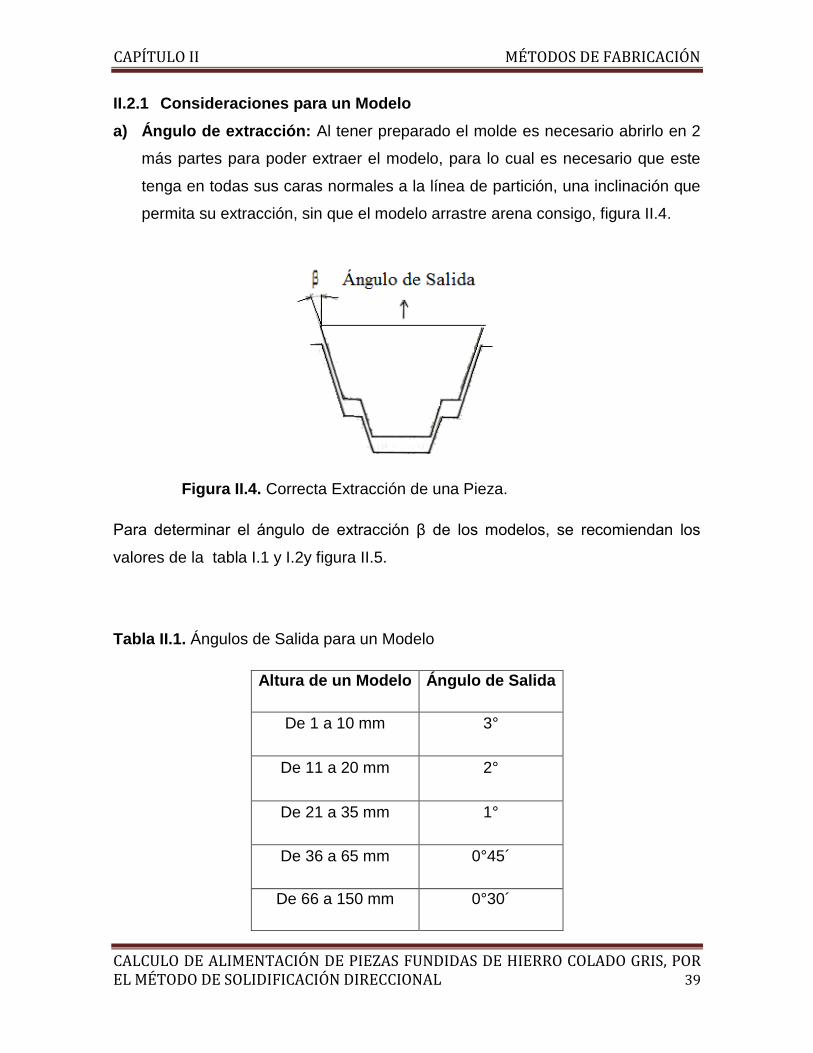
II.2.1 Consideraciones para un Modelo
a) Ángulo de extracción: Al tener preparado el molde es necesario abrirlo en 2
más partes para poder extraer el modelo, para lo cual es necesario que este
tenga en todas sus caras normales a la línea de partición, una inclinación que
permita su extracción, sin que el modelo arrastre arena consigo, figura II.4.
Figura II.4. Correcta Extracción de una Pieza.
Para determinar el ángulo de extracción β de los modelos, se recomiendan los
valores de la tabla I.1 y I.2y figura II.5.
Tabla II.1. Ángulos de Salida para un Modelo
Altura de un Modelo Ángulo de Salida
De 1 a 10 mm 3°
De 11 a 20 mm 2°
De 21 a 35 mm 1°
De 36 a 65 mm 0°45´
De 66 a 150 mm 0°30´

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 40
Tabla II.2. Pendientes para un Modelo
Altura de un Modelo Pendientes
De 151 a 250 mm 1.5mm
De 251 a 400 mm 2.5mm
De 401 a 600 mm 3.5mm
De 601 a 800 mm 4.5mm
Figura II.5. Modelo de una Válvula con ángulos determinados.
b) Contracción: Al solidificar los metales o aleaciones se contraen y disminuye
su volumen, este fenómeno origina una reducción de las medidas de la pieza,
por lo cual los modelos al ser proyectados, deben contener en sus
dimensiones el porciento de contracción del metal o aleación.
Los modelistas toman en cuenta la contracción por solidificación para
sobredimensionar las cavidades de los moldes. La cantidad que hay que aumentar
a las dimensiones del molde con respecto al tamaño de la pieza final se llama

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 41
tolerancia de contracción del modelo. Aunque la contracción es volumétrica, las
dimensiones de la fundición se expresan linealmente.
Para hacer los modelos y los moldes más grandes que la pieza, se usan escalas
especiales de contracción que consideran una ligera elongación en proporción
adecuada. Estas escalas varían en elongación desde menos de 3 mm a 16 mm
por cada 300 mm de longitud con respecto a una escala normal, dependiendo del
metal a fundir. (Kalpakjian, Geraldo: 2002, 118). A continuación se presentan
algunas Contracciones Volumétricas en la tabla II.3:
Tabla II.3. Contracciones volumétricas en Metales
Metal
Contracción Volumétrica debido a:
Contracción por
Solidificación %
Contracción Térmica
del Solido %
Fundición de Acero 3.0 7.2
Aleación de aluminio 7.0 5.6
Fundición de Hierro Gris 2.0 5.0
Fundición de Hierro Gris
con Alto Carbono 1.8 3.0
Aluminio 0 3.0
II.2.2 Materiales para Modelos
El número de piezas a realizarse con un modelo determinara el criterio de
selección del material del mismo, que puede ser de madera, metal, poliestireno,
resina epóxica, cera o bien mercurio congelado. Sin duda que la vida útil del

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 42
modelo y su precisión son factores que influyen también para la selección del
material.
En México es muy utilizada la madera de ayacahuite, pino blanco, y cuando se
requiere mayor precisión se requieren maderas duras como la caoba.
Para moldear 100 veces o más, con un mismo modelo conviene hacerlo metálico
(de aluminio o aleaciones de aluminio) que resisten más al desgaste por abrasión.
Pueden fabricarse también de bronce o de hierro gris, ya que a veces el desgaste
es excesivo cuando se tienen que calentar, como es el caso del moldeo en
“cascara” (Shell Molding). Cuando se trabaja en la fundición por revestimiento
(investment casting), los moldes se realizan en cera o mercurio congelado.
(Appold, Hernan: 2005, 246).
II.2.3 Terminología para un Modelo
Modelo de madera: Es semejante a la pieza que se desea obtener en
fundición.
Plano de partición: Es la superficie que parte o divide al modelo en 2 o más
partes y se hace con el fin de facilitar la operación de moldeo.
Corazón o macho: sirve para formar el interior o hueco de una pieza y se
hace de arena seca o estufada. Para fabricarlo se requiere de una caja de
corazón (la arena se introduce en una caja y se apisona).
Plantilla o soporte de corazón: Se localiza en el modelo y sirve para formar
el apoyo para la arena del corazón o macho, el cual se coloca
posteriormente en el molde. (Stenquist, William: 2003, 244).

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 43
II.2.4 Tipos de Modelos
MODELOS SUELTOS.- Pueden considerarse a este tipo de modelos con
acoplamiento simple de las piezas a fabricarse en las cuales se han
incorporado las tolerancias y las plantillas de los corazones.
Cuando se utilizan este tipo de modelos la línea de partición del molde debe
hacerse a mano. El sistema de coladas y alimentación también se hace a mano
y finalmente la separación de modelo y molde se efectúa también manualmente
teniendo necesidad de aflojar previamente el modelo para poder separarlo del
molde, consecuentemente en ese momento se tiene una variación dimensional.
Aun cuando la utilización de este tipo de modelo es cosa común en nuestro
medio, en la mayoría de los casos podría eliminarse su utilización, ya que la
producción de moldes que se obtiene es baja y costosa, figura II.6.
Figura II.6. Modelos sólido, dividido, con placa de acoplamiento y
modelo de doble placa superior e inferior
Modelo bipartido.- Se presentan en 2 partes; el plano de partición en
forma general se localiza en el plano de simetría de la pieza.
Modelo con plantillas para corazón normal.- Es natural o bipartido pero
con plantillas. El corazón normal se fabrica en una máquina de extruido de
arena.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 44
Modelo con caja de corazón.- Es el modelo con plantillas para corazón
pero con una caja de corazón adicional.
Modelo en secciones.- Son modelos en 2 o más secciones y
generalmente el plano de partición es irregular. (Beeley, Peter: 2001, 167)
II.3 Arenas para fundición
Para el proceso ordinario de fundición en moldes de arena, se requiere el empleo
de cantidades considerables de arena. Esta, es empleada en la fabricación de los
moldes, que servirán para hacer el vaciado del metal directamente en ellos. Para
lograr una buena arena, es necesario prestar mucha atención a todos los detalles
que entran en la preparación, control, manejo y uso apropiado de la misma.
Una arena es un material granular, resultante de la desintegración de las rocas; el
término se refiere al tamaño del grano y no a la composición mineral. El diámetro de
los granos puede variar entre 0.05 a 2.0 mm (6 a 270 mallas). La mayoría de las
arenas de fundición se componen básicamente de cuarzo y sílice.
La medición de las propiedades de las arenas, forman parte del control de este
material, siendo dichas mediciones muy importantes cuando se correlacionan con
la calidad de las piezas fundidas obtenidas, debido a que son un factor clave para
la eliminación de las causas de los defectos de fundición.
Una arena de moldeo es el resultado de unir y mezclar convenientemente varios
componentes para obtener de ellos las características deseadas.
II.3.1 Arena en verde
Una arena en verde (se le llama así a la mezcla de arena húmeda), que es el tipo
de arena más utilizada, se compone de los siguientes elementos: Sílice, arcilla y
agua.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 45
Cualquier otro elemento presente deberá ser considerado como un agregado o
modificador cuya finalidad es la de modificar o mejorar determinadas propiedades.
Los aglutinantes o arcillas son de los siguientes tipos:
a) Bentonitas
b) Arcillas refractarias
c) Arcillas especiales (Toodd: 2004, 164)
II.3.2 Propiedades de la arena
Las propiedades de las arenas pueden clasificarse en dos tipos: La primera de ellas,
considera los caracteres estructurales de las arenas y la segunda, las propiedades
técnicas de las mismas. Entonces podemos decir:
1. PROPIEDADES ESTRUCTURALES.
Análisis químicos.
Contenido arcilloso.
Dimensión de los granos y su distribución
Forma de los granos.
2. PROPIEDADES TECNICAS.
Refracteriedad
Cohesión o resistencia
Permeabilidad
Fluidez
Moldeabilidad

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 46
Otras propiedades importantes que considerar en las arenas, se dan en la tabla
II.4.
Tabla II.4. Propiedades Térmicas de la Arena
Densidad (Kg/m3) 1640
Calor específico (J/Kg K) 815
Conductividad térmica (W/m K) 13
Temperatura inicial (K) 300
Dónde:
Densidad (ρ): masa de material por unidad de volumen: ρ = m / V (kg/m3).
Calor específico: Cantidad de energía necesaria para aumentar en 1ºC la
temperatura de 1 kg de material. Indica la mayor o menor dificultad que
presenta una sustancia para experimentar cambios de temperatura bajo el
suministro de calor. Los materiales que presenten un elevado calor específico
serán buenos aislantes. Sus unidades del Sistema Internacional son J/ (kg·K),
aunque también se suele presentar como 46cal/ (kg·ºC); siendo 1 cal = 4,184
J.
Conductividad térmica (k): capacidad de un material para transferir calor. La
conducción térmica es el fenómeno por el cual el calor se transporta de
regiones de alta temperatura a regiones de baja temperatura dentro de un
mismo material o entre diferentes cuerpos. Las unidades de conductividad
térmica en el Sistema Internacional son W/(m·K), aunque también se expresa
como 46cal/(h·m·ºC), siendo la equivalencia: 1 W/(m·K) = 0,86 kcal/(h·m·ºC).
Las propiedades físicas de la arena de fundición son:

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 47
Permeabilidad:
Propiedad de las arenas que permite eliminar los gases y vapores que se forman
al vaciar el metal fundido en el molde de arena, a través de ella misma. Para poder
calcular la permeabilidad de la arena utilizamos:
P = {(v).(h)}/{(p.a.t)} (C)
Dónde:
v = Volumen del aire (cm3)
h = Altura de la probeta en (cm)
p = Presión del aire (Kg/cm2)
a = Área transversal de la probeta (cm2)
t = Tiempo en segundos
C = constante dimensional (0.06 Kg-seg/cm4)
En la tabla II.5 se muestran algunos números de permeabilidad aceptables para
diferentes materiales:
Tabla II.5. Permeabilidad para diferentes Metales
METAL FUNDIDO NUMERO DE PERMEABILIDAD
Aluminio (ligero y medio) 8 a 15
Hierro (ligero) 15 a 65
Hierro (medio) 65 a 100
Hierro (pesado) 75 a 150

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 48
Hierro maleable (ligero) 20 a 50
Hierro maleable (medio) 50 a 100
Acero (ligero) 100 a 150
Acero (medio) 125 a 200
Resistencia a la compresión lb/pulg2 (psi)
La resistencia a la compresión de una arena en verde es la resistencia máxima
que una muestra es capaz de soportar cuando se prepara, apisona y ensaya. El
procedimiento para realizar este ensayo se requiere de utilizar probetas de arena
normalizadas y también una máquina para resistencias.
Compresibilidad
Cambio relativo de volumen frente a una variación de la presión. En principio la
magnitud de la compresibilidad depende de las condiciones bajo las cuales se
lleva a cabo la compresión o descompresión de la arena, por lo que a menos que
se especifique el modo en que se lleva a cabo esa operación la compresibilidad de
un valor u otro según las cantidades de calor intercambiadas con el exterior.
Humedad (%)
Cantidad de vapor de agua presente en la arena. Se puede expresar de forma
absoluta mediante la humedad absoluta, o de forma relativa mediante la humedad
relativa o grado de humedad. La humedad relativa es la relación porcentual entre
la cantidad de vapor de agua real que contiene la arena y la que necesitaría
contener para saturarse a idéntica temperatura. Actualmente el método más
utilizado en todas las fundiciones es conocido como método por aire caliente
forzado, el cual consiste en dirigir aire a través de una muestra de arena hasta
evaporar toda la humedad. El tiempo práctico es de 5 minutos. La muestra de

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 49
arena debe ser pesada a temperatura ambiente antes y después de circular el aire
caliente a través de ella. El contenido de humedad se calcula como porcentaje por
medio de la expresión: (Morral, 2006, 237)
II.4 Molde
El moldeo es un conjunto de actividades necesarias para poder transformar la
arena silico-arcillosa que se encuentra en estado plástico con el fin de ser
compactada dentro de una caja de moldeo, donde previamente se colocó el
modelo de la pieza. Al conjunto formado por la caja de moldeo, la arena apisonada
y la cavidad formada por el modelo, se le conoce como molde. (Appold, Hernán:
2005, 113). En la figura II.7 se muestra el corte de un molde:
Figura II.7. Corte Escalonado de un Molde
Figura II.7. 1.-Contrapeso, 2.-Copa de Colada, 3.-Caja de moldeo,
4.-Bebedero, 5.-Corazón
6.-Tobera, 7.-Mazarota o Alimentador.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 50
II.4.1. Tipos y características del moldeo
Moldeo en arena verde: Cuando el estado de la arena en el molde contiene una
humedad relativa en toda su masa.
Ventajas:
Es un procedimiento sencillo
Se obtiene un enfriamiento rápido de las piezas
La impresión de la cavidad se obtiene con relativa precisión.
Desventajas:
La poca resistencia del molde
No tiene resistencia a la erosión
Existe un templado superficial en las piezas (perjudicial para el maquinado)
Requiere de mano de obra calificada.
Moldeo en arena verde con secado superficial: Es la operación del moldeo en
verde pero además se realiza un secado en las caras de contacto a fuego directo,
figura II.8.
Figura II.8. Molde de arena en verde

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 51
Ventajas:
Es un procedimiento sencillo
Se obtiene un enfriamiento rápido de las piezas
La impresión de la cavidad se obtiene con relativa precisión.
Vaciar piezas más pesadas, debido a un aumento en la resistencia del
molde.
Se evita el templado superficial en buena medida.
Se mejora el acabado superficial.
Moldeo en verde y secado completo: El secado completo de un molde en verde
se logra haciendo pasar el molde en hornos de secado en tiempos
preestablecidos.
Ventajas:
Se obtiene la mayor resistencia del molde.
La cantidad de gases a evacuar es mínima.
No hay templado superficial en las piezas y se facilita el maquinado.
Se obtiene un buen acabado superficial.
Desventajas:
Es un procedimiento lento.
Limitado al tamaño de la pieza (solo moldes pequeños)
Se eleva el costo de fabricación.
Debido a su alta resistencia, impide la libre contracción del metal.
(Leyensetter, Alejandro: 2006, 345).

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 52
II.4.2. Transferencia de calor en el molde
La transferencia de calor en el molde es mediante el paso de energía térmica
desde un cuerpo de mayor temperatura a otro de menor temperatura. Como
resultado de la Segunda ley de la termodinámica. Cuando existe una diferencia de
temperatura entre dos objetos en proximidad uno del otro, la transferencia de calor
no puede ser detenida; solo puede hacerse más lenta. La mayoría de los cambios
físicos y químicos, ocurren en las condiciones de presión constante de la
atmósfera. Para expresar el calor liberado o absorbido en un proceso a presión
constante, se utiliza una cantidad llamada entalpía (H). La entalpía de reacción
puede ser positiva o negativa, dependiendo del proceso. Para un proceso
endotérmico (calor absorbido por el sistema de los alrededores), H es positivo
(esto es, H > 0). Para un proceso exotérmico (se libera el calor del sistema hacia
los alrededores), H es negativo (esto es, H < 0). El metal líquido transmite calor al
molde de arena a través de los fenómenos convección, conducción y radiación, los
cuales son descritos a continuación: (Mills, Anthony: 1995, 154).
Convección:
Se realiza cuando se van eliminando los vapores y gases que se formaron en la
entrada del metal en el molde. Se evacuan por los intersticios de la arena, figura
II.9.
(I.1)
Dónde:
h = Coeficiente de convección (o coeficiente de película)
As = Área del cuerpo en contacto con el fluido
Ts = Temperatura en la superficie del cuerpo
= temperatura del fluido lejos del cuerpo.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 53
Figura II.9. Transferencia de calor por convección.
Conducción:
Se produce al entrar en contacto el metal líquido con el molde, figura II.10, la
cantidad de calorías liberadas está en función directa de la superficie en contacto.
Esta transferencia de calor está dada por:
(I.2)
Dónde:
= Tasa de flujo de calor que atraviesa el área A en la dirección x
k (o λ) = Constante de proporcionalidad llamada conductividad térmica
= Temperatura.
t = Tiempo
Q = calor liberado
Gases calientes

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 54
Figura II.10. Transferencia de calor por conducción.
Radiación:
Se produce a través del calor que liberan las superficies que se encuentran en
contacto con el medio ambiente, figura II.11.
(I.3)
Dónde:
q =Carga eléctrica de la partícula.
a = Aceleración de la partícula.
0 =Permisividad del vacío.
c = Velocidad de la luz.

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 55
Figura II.11. Transmisión de calor por radiación.
II.5 HIERRO COLADO
II.5.1 Tipo de hierro gris utilizado
La composición típica para obtener una microestructura grafítica es de 2.5 a 4%
de carbono y de 1 a 3% de silicio, el silicio juega un papel importante en
diferenciar a la fundición gris de la fundición blanca, esto es debido a que el silicio
es un estabilizador de grafito, esto significa que ayuda a precipitar el grafito desde
los carburos de hierro. Otro factor importante que ayuda a la formación de grafito
es la velocidad de solidificación de la colada, una velocidad lenta tenderá a
producir más grafito y una matriz ferritica, una velocidad moderada tenderá a
producir una mayor matriz perlítica, para lograr una matriz 100% ferrítica, se debe
someter la fundición a un tratamiento térmico de recocido.
Las fundiciones grises dan poco rechupe, 1 % de contracción lineal
aproximadamente, inferior a la de los aceros y fundiciones blancas. La pequeña
contracción al solidificar se debe a que su densidad (entre 6,95 y 7,35 g/cm3,
menor cuanto más carbono) es inferior a la de las fundiciones blancas (7,7 g/cm3)

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 56
y a la de los aceros (7,87 g/cm3). La figura II.12 muestra el tipo de válvula a
fabricar.
Figura II.12. Válvula de hierro colado gris
II.5.2 Tipo de fundición ( “Sand casting”)
El principal componente de este tipo de fundición es arena que se utiliza para
hacer el molde; el metal vaciado en el molde de arena una vez que solidifica, se
obtendrá la válvula de hierro, tabla II.6 y II.7
Tabla II.6. Propiedades Físicas y Térmicas del hierro colado.
Densidad Hierro Solido (kg/m3) 7800
Conductividad térmica Hierro líquido
(W/m K)
47
Conductividad térmica Hierro Solido (W/m K) 50
Calor Especifico Hierro Líquido (J/Kg K) 460
Calor Especifico Hierro Solido (J/Kg K) 457

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 57
Temperatura de Liquido (K) 1600
Temperatura de Solido (K) 1420
Punto de Fusión (K) 1680
Punto de Ebullición (K) 2125
Tabla II.7. Propiedades Térmicas de la Arena
II.5.3 Modelo
De madera. Semejante a la pieza que se desea obtener en fundición.
Tipo bipartido. Se presenta en 2 partes; el plano de partición se localiza en el
plano de simetría de la pieza, tabla II.8.
Tabla II.8. Pendientes para un Modelo
Altura de un Modelo Pendiente
De 251 a 400 mm 2.5mm
Valor de contracción para aplicarlos a las dimensiones del modelo en función del
material que será vaciado en la pieza, tabla II.9.
Densidad (Kg/m3) 1640
Calor Especifico (J/Kg K) 815
Conductividad Térmica (W/m K) 13
Temperatura Inicial K 300

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 58
Tabla II.9. Contracciones volumétricas en Metales
Material % Contracción
Hierro gris 0.5 A 1.2
II.5.4 Molde
Se realiza un secado en las caras de contacto a fuego directo. Las ventajas que
obtendremos al utilizar este tipo de molde son: Procedimiento sencillo, se obtiene
un enfriamiento rápido de las piezas, la impresión de la cavidad se obtiene con
relativa precisión, podremos vaciar piezas más pesadas como una válvula de
acero, debido a un aumento en la resistencia del molde, evitaremos el templado
superficial en buena medida y por último se mejorara el acabado superficial, figura
II.13.
Figura II.13. Molde de arena en verde

CAPÍTULO II MÉTODOS DE FABRICACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 59
II.5.5 Convección
La transferencia de calor en el molde se realiza por convección debido a la
eliminación de vapores y gases que se formaron en la entrada del metal, estos se
evacuan por los intersticios de la arena, de tal forma que se determina por la
siguiente ecuación:
Dónde:
h = Coeficiente de convección (ó coeficiente de película)
As = Área del cuerpo en contacto con el fluido
Ts = Temperatura en la superficie del cuerpo
= Temperatura del fluido lejos del cuerpo

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 60
Capítulo III
PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
III.1 CONSTITUCIÓN DE UNA VÁLVULA DE COMPUERTA
III.1.1 Vistas de la válvula
III.1.2 Vistas del sistema de alimentación

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 61

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 62

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 63
III.2 MECANISMOS DE SOLIDIFICACIÓN
La solidificación involucra el regreso del metal fundido al estado sólido. Una fundición
gris solidifica a una temperatura constante que constituye su punto de congelación o
punto de fusión. Los puntos de fusión de las fundiciones o hierros grises son bien
conocidos. El proceso ocurre en un tiempo determinado como se muestra en la en la
figura III.1 diagrama, conocida como curva de enfriamiento:
Figura III.1. Curva de Enfriamiento.
La solidificación real toma un tiempo llamado, tiempo local de solidificación, durante el
cual el calor latente de fusión del metal escapa fuera del molde. El tiempo total de
solidificación va desde el momento de vaciar el metal hasta su completa solidificación.
Después que la fundición se ha solidificado completamente, el enfriamiento continúa a
una velocidad indicada por la pendiente hacia debajo de la curva de enfriamiento.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 64
Debido a la acción refrigerante de la pared del molde, se forma una delgada película
inicial de metal sólido en la pared inmediatamente después del vaciado. El espesor de
esta película aumenta para formar una costra alrededor del metal fundido que va
creciendo hacia el centro de la cavidad conforme progresa la solidificación. La velocidad
del enfriamiento depende del calor que se transfiere en el molde y de las propiedades
térmicas del metal. (Gil Mur, 2005, 65)
III.3 SOLIDIFICACION DIRECCIONAL
Para minimizar los efectos dañinos de la contracción es conveniente que las regiones
de la fundición más distantes de la fuente de metal líquido se solidifiquen primero y que
la solidificación progrese de estas regiones hacia la mazarota. En esta forma, el metal
fundido continuará disponible en las mazarotas para prevenir los vacíos de contracción
durante la solidificación. Se usa el término -solidificación direccional- para describir este
aspecto del proceso de solidificación y sus métodos de control. La solidificación
direccional deseada se logra aplicando la regla de Chvorinov al diseño de la fundición, a
su orientación dentro del molde y al diseño del sistema de mazarotas. Por ejemplo, al
localizar las secciones de la fundición con menores relaciones V/A lejos de las
mazarotas la solidificación aparecerá primero en estas regiones y el suministro de metal
líquido para el resto de la fundición permanecerá abierto hasta que solidifiquen las
secciones más voluminosas. Otra forma de fomentar la solidificación direccional es usar
enfriadores sumideros de calor internos o externos que causan un, enfriamiento rápido
en ciertas regiones de la fundición, Los enfriadores internos son pequeñas partes de
metal colocadas dentro de la cavidad antes del vaciado, cuyo objetivo es que el metal
fundido solidifiqué primero alrededor de estas partes. (Ferrer Giménez, 2003, 256).

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 65
III.3.1 Tiempo de solidificación
El tiempo total de solidificación es el tiempo necesario para que la fundición solidifique
después del vaciado. Este tiempo depende del tamaño y de la forma de la fundición
expresada por una relación empírica conocida como regla de Chvorinov que establece:
Tiempo de solidificación = C (Volumen / área superficial) 2.
Dónde:
TST = Tiempo de solidificación total, min
V = Volumen de fundición, (m3)
A = Área superficial de la fundición, (m2)
n = Exponente que toma usualmente un valor de 2
Cm = Es la constante del molde.
Dado que n = 2, las unidades de Cm son (min/m2), su valor depende de las condiciones
particulares de la operación de fundición, entre las cuales se incluyen el material del
molde (calor específico y conductividad térmica), propiedades térmicas del metal de
fundición (calor de fusión, calor específico y conductividad térmica), y la temperatura
relativa de vaciado con respecto al punto de fusión del metal. El valor de Cm para una
operación dada se puede basar en datos experimentales de operaciones previas con el
mismo material de molde, metal y temperatura de vaciado, incluso cuando la forma de
la parte haya sido bastante diferente.
La regla de Chvorinov indica que una fundición con una relación de volumen a área
superficial se enfriará y solidificará más lentamente que otra con una relación más baja.
Este principio ayuda en el diseño de la mazarota del molde. Para cumplir su función de
alimentar metal fundido a la cavidad principal, el metal en la mazarota debe permanecer
en fase líquida más tiempo que el de la fundición. En otras palabras, la TST
(Temperatura de Solidificación Total) para la mazarota debe exceder la TST

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 66
(Temperatura de Solidificación Total) de la fundición principal. Como la condición del
molde para la mazarota y la fundición es la misma, las constantes del molde serán
iguales. Si el diseño de la mazarota incluye una relación de volumen a área más
grande, podemos estar más o menos seguros de que la fundición principal solidificará
primero y se reducirán los efectos de la contracción. Antes de considerar el diseño de la
mazarota mediante la regla de Chvorinov tomemos en cuenta el tema de la contracción,
razón por la cual se necesitan las mazarotas. (Valderrama, 2002, 43), figura III.2.
Figura III.2. Solidificación gradual de una pieza de Hierro colado
III.3.2 Contracción en la solidificación
Existen 3 tipos de contracción que se originan dentro del proceso de solidificación:
Contracción liquida (C1). Es la disminución de volumen en estado líquido.
Contracción de solidificación (Cds). Es la disminución de volumen desde el
principio de la solidificación (aparición del primer cristal solido) hasta el fin de la
solidificación (desaparición de la última gota liquida).
Contracción solida (Cs). Es la disminución del volumen del metal en estado sólido.
Esta contracción se caracteriza porque va acompañada de una disminución en las
dimensiones de la pieza. (Ferrer Giménez, 2003, 281), figura III.3.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 67
Figura III.3. Contracción de una fundición cilíndrica durante la solidificación y
enfriamiento: (0) Niveles iníciales del metal fundido inmediatamente después del
vaciado; (1) reducción del nivel causada por la contracción del líquido durante el
enfriamiento; (2) reducción de la altura y formación de la bolsa de contracción causada
por la contracción por solidificación; y (3) reducción posterior de la altura y diámetro
debida a la contracción térmica durante el enfriado del metal sólido. Las reducciones
están exageradas para mayor claridad.
III.4 SISTEMAS DE ALIMENTACION
III.4.1 Componentes de un Sistema de Alimentación
Los sistemas de alimentación son creados por el modelista en base a su experiencia
por medio de ensayo y error, así mismo son una técnica para facilitar la fabricación de
piezas de fundición.
El sistema de alimentación está formado por los cargadores o mazarotas y su utilización
tiene como finalidad prevenir no sólo a formación de cavidades o rechupes, debido a la

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 68
contracción del metal durante la solidificación sino también evitar diseños con exceso
de metal y altos costos de limpieza.
Un buen sistema de alimentación debe poseer suficiente metal u volumen para
compensar la contracción de solidificación, promover una solidificación direccional hacia
el cargador, es decir, éste debe solidificar de último de manera de llevar
progresivamente la solidificación desde el interior del metal colado hasta una reserva de
metal exterior a la pieza suministrada por el cargador. Debe ser económico es decir, el
peso de la pieza es directamente proporcional a la suma del peso de la pieza, el peso
del sistema del colado y el peso del sistema de alimentación. Son muchos los factores
que se deben controlar para obtener una buena pieza de fundición. Uno de estos
factores es debido al recorrido que efectúa el metal en el molde y su etapa de
solidificación.
Para diseñar un sistema de alimentación correcto, se requiere conocer los principios de
flujo de fluidos y las características de solidificación del metal vaciado. El metal liquido
se introduce a la cavidad del molde a través de un “sistema de alimentación” compuesto
de cinco partes principales: basin, bebedero, canal, pozo y ataques. El metal se vacía
primeramente en el basin y pasa al bebedero vertical, después fluye a través del canal
(previamente formado en la arena del molde), y por ultimo pasa por los ataques, para
llegar a la cavidad del molde. (Kalpakjian: 2002, 178), figura III.4.
Figura III.4. Sistema de alimentación para una pieza maciza rectangular.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 69
Diámetro del bebedero:
La profundidad puede ser 1.5 veces la profundidad del canal o 2 veces el diámetro del
bebedero.
Canal:
Son de sección rectangular y se deben diseñar en forma tal que permita distribuir el
metal en forma uniforme a la pieza.
Ataques:
Se conocen también como entradas y son la última parte del sistema de alimentación y
a su vez es la parte del sistema que tiene contacto con la cavidad del molde. Por regla
general los ataques son de sección rectangular y pueden estar por arriba del plano de
partición o por debajo. Los ataques o entradas deben estar distribuidos en forma
conveniente a la pieza. (Caro Silva: 2003, 97)
Basín:
Los sistemas de alimentación inician con un basín o capa de colada, destinado a recibir
el metal líquido de la cuchara de vaciado y deben a su vez mantener el resto del
sistema lleno del metal líquido. También deberá ayudar a retener la escoria e
inclusiones antes de que fluya a través del sistema.
Un Basín debe cumplir con las siguientes características:
Debe ser suficientemente grande para permitir la entrada del metal.
Debe ser suficientemente profundo para evitar la aspiración de aire y por
consecuencia la oxidación.
Bebedero:
El diseño correcto de un bebedero es extremadamente importante para el futuro de una
buena pieza de fundición. Debe de ser cónico en vez de recto, con la menor área en el
fondo, a fin de minimizar el efecto de vórtice y evitar el atrapamiento de burbujas de aire
durante el vaciado del metal.
Pozo (base del fondo del bebedero):
No debe tener aristas ni esquinas, se recomienda la forma circular y el fondo plano para
reducir la tendencia a la turbulencia y la aspiración de aire. El diámetro del pozo puede
ser 1.5 veces el diámetro del bebedero. La profundidad puede ser 1.5 veces la
profundidad del canal o 2 veces el diámetro del bebedero.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 70
III.4.2 Defectos de una mala alimentación y causas
Juntura:
Es un hueco en forma de hendidura que se forma debido a que los chorros de metal
que llegan al molde, desde distintos lados, no se sueldan por completo. Las causas de
este defecto es la fluidez insuficiente del metal o el suministro inadecuado del metal y,
en particular, a la interrupción del chorro metálico al verter el metal en el molde.
Sopladuras:
Son burbujas de aire o de gases, que se desprenden del metal en el molde y se
retienen en la pieza moldeada, formando pequeños poros dispersos en distintas partes
de la pieza. Las causas de la aparición de las sopladuras en la pieza moldeada son:
Permeabilidad insuficiente del molde para los gases, (exceso de
apisonando y mala ventilación del sistema de alimentación).
Mala calidad de las arenas de moldeo y de los machos o corazones.
Mala ventilación de los machos (salida de gases).
Humedad de los machos en el molde armado o exceso de aglomerante.
Colada del molde con metal insuficientemente desoxidado.
Rechupes:
Son unas cavidades que se forman en consecuencia de una alimentación insuficiente
de la pieza moldeada, en los lugares de acumulación del metal. También se encuentran
a menudo, en las piezas moldeadas, la friabilidad de contracción y porosidad, lo cual se
manifiesta por una multitud de pequeños poros. Las causas que originan la formación
de los rechupes y la friabilidad son: estructura anormal o complicada de las piezas
moldeadas y la mala colocación de bebederos y de mazarotas, colada del molde con
metal a muy alta temperatura y composición química incorrecta del metal, que posee
una contracción elevada.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 71
Cavidad por escorias:
Son intrusiones de escoria en el cuerpo de la pieza moldeada, que han penetrado en el
molde a través de la cuchara. Las causas de este tipo de defecto son: eliminación
insuficiente de las escorias del metal en la cuchara, colada incorrecta y construcción
incorrecta del sistema de alimentación.
Deformación:
Aparece debido a que las paredes de la pieza son de un grueso desigual. Es
conveniente mejorar la construcción de las piezas y emplear enfriadores para enfriar los
conjuntos macizos de la pieza moldeada (partes gruesas).
Salpicaduras:
Son gotas de metal no soldadas con la pieza moldeada que caen primeras al molde.
Estas gotas se endurecen en forma de fundición blanca, no se disuelven en el metal y
hacen más difícil la elaboración de la pieza al corte.
Colada Incompleta:
Que conduce a que una parte del molde no se llene con metal, tiene lugar debido a la
fluidez insuficiente del metal, y cuando los gases impiden llenar el molde. La colada
incompleta se observa también cuando el metal se escapa a través de la hendidura que
se forma a lo largo de la división del molde, a consecuencia de la mala sujeción de las
cajas. (Cole, G.S.2000, 142)

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 72
III.5 CÁLCULO DEL SISTEMA DE ALIMENTACION
Los sistemas de alimentación son creados por el modelista en base a su experiencia
por medio de ensayo y error, así mismo son una técnica para facilitar la fabricación de
piezas de fundición, el cálculo se basara en libros consultados los cuales aparecen al
final de este trabajo, así mismo se adaptaran en base a la experiencia de los fundidores
consultados.
III.5.1 Basín
Este se diseñara de modo que sea suficientemente grande para permitir la caída del
metal, además será suficientemente profundo para evitar la aspiración de aire y por
consecuencia la oxidación.
Cálculo
De acuerdo a la tabla citada con anterioridad podemos determinar las dimensiones del
basín, en base a la altura del bebedero, estos valores se muestran en la tabla III.1:
Tabla III.1. Dimensiones del Basín
Altura del bebedero: Altura del Basín Diámetro del Basín
380 mm 95.2 mm 80 mm

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 73
III.5.2 Bebedero
El diseño del bebedero será determinada por las siguientes características: Cónico, con
la menor área en el fondo a fin de minimizar el efecto de vórtice y evitar el atrapa miento
de burbujas de aire durante el vaciado del metal.
Cálculo
Obtener H (Altura del Bebedero)
H = h1 + h2
h1 = Altura del basín= 40.64 mm
h2 = Altura de la semicaja superior de moldeo= 203.2 mm
H = 50.8 mm + 152.4 mm= 203.2 mm
De acuerdo al siguiente nomograma y con los pasos siguientes calcularemos el
diámetro inferior y superior del bebedero:
1. El valor H (Altura del bebedero) se ubica en la escala H de la gráfica (figura III.5),
considerando un coeficiente de descarga (Cd) de 0.6, se unen ambos puntos a
través de una recta, marcando el punto de intersección en la escala I.
2. A partir del punto de intersección en la escala I, se traza la recta que pasa por la
escala V, (considerando que la velocidad de vaciado es de 11 lb/seg); y se extiende
hasta la escala D, para obtener la parte inferior del bebedero d1= 37.6 mm.
3. A partir de d1 en la escala D, se traza una recta que continua hasta la escala H con
el valor H = 347.6mm, esta recta intercepta un punto en la escala A.
4. Con el valor de h1=40.64 mm, en la escala H se traza una recta que intercepte la
línea de referencia A, continuándola a la escala D, para así obtener el diámetro de la
parte superior del bebedero d2 = 50.8 mm.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL Página 74
Figura III.5. Nomograma para el cálculo del bebedero|

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 75
III.5.3 Pozo
El diseño del pozo será determinado por las siguientes características: No tendrá
aristas ni esquinas, se realizara de forma circular y el fondo plano para reducir la
tendencia a la turbulencia y la aspiración de aire. El diámetro del pozo puede ser
1.5 veces el diámetro del bebedero. La profundidad puede ser 1.2 veces la
profundidad del canal o 2 veces el diámetro del bebedero.
Cálculo
Diámetro del pozo (Dp) = (1.2) x (d1) bebedero)
Dp = (1.2) x (37.6 mm) = 45.12 mm
Altura del pozo (Hp) = 2 (d1) bebedero
Hp = (2) x (37.6 mm) = 75.2 mm
III.5.4 Canal de alimentación
Será de sección rectangular y se diseñara de tal forma que permita distribuir el
metal de forma uniforme a la válvula.
Cálculo
El área transversal del canal es igual al área transversal del bebedero en d1.
Por lo tanto:
Área transversal
( )
Área del Canal (Ac) = 1110.36 mm2
Ac = Altura del canal (hc) x Ancho del canal (Wc)

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 76
Ac = hc x Wc
hc x Wc = 1110.36 mm2
Si Wc = 1.2 hc
hc x 1.2 hc = 1110.36 mm2
hc = √
Entonces:
Wc = 1.2 (hc)
Wc = 1.2 x 30.41mm = 36.50 mm
Luego las dimensiones del canal serán:
Altura hc = 30.41 mm
Ancho Wc = 36.50 mm
III.5.5 Ataques
El diseño de los ataques serán determinados por las siguientes características: De
sección rectangular, estarán por la parte media del plano de partición así mismo
serán distribuidos de tal manera que se distribuya de forma uniforme el material.
Cálculo
Para una válvula de 289 mm de longitud será conveniente 2 ataques.
El área de los ataques (Aa) = 1.2 Área transversal (d1)

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 77
Aa= 1.2 (1110.36mm) = 1332.43 mm2
Área por ataque = 1332.43mm2 / 2 = 666.216 mm2
Área del ataque (Aa) = Altura del ataque (ha) x Ancho del ataque (Wa)
Aa= ha x Wa = 666.216 mm2
Si: Wa = 1.2 ha
Aa = ha x 1.2 ha = 666.216 mm2
√
Wa = 1.2 X 18.25 mm = 21.90 mm
Luego las dimensiones de cada ataque serán:
Altura ha = 18.25 mm
Ancho Wc= 21.90 mm
III.5.6 Mazarotas
Las mazarotas o cargadores, son partes del molde que contienen el metal líquido
necesario para poder compensar los efectos de la contracción liquida y de
solidificación. Para ello debe de tener la siguiente propiedad: Conservar el metal
en estado líquido más tiempo que la pieza, es decir que sean las ultimas en
solidificar.

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 78
Cálculo
En relación al volumen de la pieza= 4578275.295 mm3
Utilizaremos un 23% del total de la pieza para el diseño de las mazarotas esto es:
50.8mm x 50.8 mm determinado por un volumen de: 524386.048 mm3, figura
III.6.
Figura III.6. Representación del Sistema de Alimentación y Válvula.
III.6 CÁLCULO DE TIEMPO DE SOLIDIFICACIÓN DEL SISTEMA
El tiempo total de solidificación es el tiempo necesario para que la fundición
solidifique después del vaciado. Este tiempo depende del tamaño y de la forma de
la fundición expresada por una relación empírica conocida como regla de
Chvorinov..

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 79
III.6.1 Bridas de la válvula
III.6.1.1 Cálculo del volumen de la brida macho
Formula
III.6.1.2 Cálculo del área de la brida macho
Formula

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 80
Convertimos el área y volumen a pulgadas para utilizar la regla de Chvorinov
tsm = 6.75 x 1.2 = 8.1 min
III.6.1.3 Bridas laterales

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 81
Convertimos el área y volumen a pulgadas para utilizar la regla de Chvorinov

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 82
tsm = 6.28 min x 1.2 = 7.53 min
III.6.2 Mazarotas
II.6.2.1 Cálculo de Volumen de las mazarotas
Formula:
III.6.2.2 Cálculo de Área de las Mazarotas
Formula:

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 83
Convertimos el área y volumen a pulgadas para utilizar la regla de Chvorinov

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 84
II.6.3 Canal de Alimentación
II.6.3.1 Cálculo de Volumen del canal de alimentación
Formula:
( ) ( )
V = 302310.4895 mm3
II.6.3.2Cálculo de Área del canal de alimentación
Formula:
(
( )) ( )( )
Convertimos el área y volumen a pulgadas para utilizar la regla de Chvorinov
(
)

CAPÍTULO III PROPIEDADES Y CÁLCULOS DEL SISTEMA DE ALIMENTACIÓN
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 85
(
)
⁄ (
)
tsm = 2.82 min x 1.2 = 3.39 min

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 86
Capítulo IV.
ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
IV.1. Obtención de resultados obtenidos
En la fase de diseño del sistema de alimentación su propósito, basado en los
requerimientos previamente obtenidos, es mostrar cómo éste permite obtener una
pieza de fundición de mejor calidad a un costo menor.
Muchos aspectos adicionales deben considerarse al implementar este sistema de
alimentación a fin de minimizar la aparición de defectos.
Deben evitarse los ángulos agudos en todas las partes del modelo, ya que estos
concentran tensiones y son una causa de grietas en la pieza fundida.
Deben ampliarse los radios, por lo menos a 2.81 mm, en todos los cambios de
dirección y de sección de la pieza, ya que estos reducen la concentración de
esfuerzos y logran un enfriamiento y contracción uniformes.
Deben evitarse los cambios bruscos de sección, ya que éstos provocan fallas
durante el enfriamiento.
Es muy importante también considerar los espesores mínimos de sección, ya que
son de gran importancia en el diseño de cualquier tipo de pieza de fundición.
Cuando se diseña un componente para fundición, se deben tener presentes varios
factores esenciales, ya que omitir cualquiera de ellos va a influir negativamente en el
costo de producción de las piezas. Así, se tienen que considerar, entre otros
factores, la velocidad de alimentación del metal fundido en función de la velocidad de
solidificación. Si el metal solidifica lentamente, las entradas del metal deben ser de
menor sección, pero la posibilidad de interrupción del flujo del metal líquido por

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 87
enfriamiento de una entrada reducida se incrementa con la disminución de su
sección.
En el caso específico de las piezas de hierro fundido, la sección de las entradas es
siempre menor que las de otras aleaciones, por ejemplo de acero. Adicionalmente a
esta consideración, la forma de estas entradas se diseña primordialmente para
promover un flujo laminar en la pieza, que evite la formación de vacíos en la pieza
fundida pero debe mantenerse el metal líquido en movimiento, en los alimentadores,
ya que se ha observado que la solidificación se retarda cuando el flujo del metal es
turbulento.
Los alimentadores calculados en este trabajo, garantizan la sanidad de la pieza al
aportar el metal líquido necesario para evitar los defectos de solidificación, ya que el
metal líquido en el interior de la pieza se contrae al solidificarse y por tanto es
necesaria la aportación de metal líquido adicional durante el proceso de
solidificación. Es esta la función principal de los alimentadores. De ahí la importancia
de un buen cálculo del sistema de alimentación de las piezas de hierro gris.
Se debe considerar, por tanto, que una solidificación prematura de la unión del
alimentador con la pieza, causará rechupes en el interior de la pieza o también si el
tamaño del alimentador no es suficiente, se formará en su interior un rechupe interno
o secundario que afectará la parte de unión con la pieza.
El metal debe entrar en la cavidad así como proporcionar una solidificación
direccional. La solidificación debe progresar desde la superficie del molde a la parte
del metal más caliente compensando así la contracción.
Se debe prever que no entre la escoria u otras partículas extrañas a la cavidad del
molde. La vasija o copa de vaciado, debe estar próxima a la parte superior al agujero
del bebedero, facilitando el vaciado y eliminado la escoria. El metal debe ser vaciado
de tal manera que la vasija de vaciado y el agujero del bebedero o canal de bajada
estén llenos todo el tiempo.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 88
Los rebosaderos, mazarotas o alimentadores que se colocan, proporcionan en los
|compensar las contracciones. Las mazarotas pueden ser tan grandes en sección,
así como el resto del metal líquido, tan grande como sea posible, y puede localizarse
cerca de las secciones grandes que pueden estar sujetas a una gran contracción. Si
estas se colocan en la parte superior de la sección, la gravedad puede ayudar a la
alimentación del metal en la propia pieza fundida, pero provocar problemas en el
terminado de las piezas (corte y acabado) e incrementa los costos de producción (fig.
IV.1)
Figura IV.1.- Comparativo de alimentadores de una pieza de fundición. A la
izquierda un alimentador tradicional. A la derecha un alimentador calculado en base
a la relación de módulos pieza – alimentador.
Los rebosaderos o alimentadores ciegos son como rebosaderos con cúpula, se
localizan en la mitad de la tapa de la caja, los cuales no tienen la altura completa de
la tapa. Estos están normalmente colocados directamente sobre el canal, donde el
metal alimenta dentro de la cavidad del molde y entonces alimenta de metal caliente
cuando el vaciado está completándose.
Algunos aspectos importantes que se consideraron en el cálculo del sistema de
alimentación de la pieza de hierro gris, en este trabajo, son:

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 89
Mínimo espesor.
El mínimo espesor que puede ser obtenido mediante vaciado de una pieza depende,
para cada metal o aleación, de factores como la longitud y el área superficial de la
sección, así como también de su posición con respecto al sistema de entradas al
molde. Las secciones delgadas requieren de apropiada disposición de los sistemas de entrada,
porque si la longitud de la sección de espesor mínimo entonces, esta mínima sección debe
aumentarse para garantizar el llenado de metal en dicha sección.
Cambios de sección
Cuando los cambios de sección de una pieza a ser vaciada son bruscos, donde hay masas
localizadas de metal que conducen a puntos calientes, hay susceptibilidad a formación de
grietas en caliente y a cavidades de rechupe. Los cambios progresivos de sección son más
adecuados para el diseño metalúrgico, ya que se pueden realizar a las secciones y
que son más comúnmente aceptados por los diseñadores mecánicos.
Proceso de alimentación
Al comenzar las contracciones de solidificación del conjunto alimentador–pieza,
empieza a formarse en la parte superior del alimentador un cono de rechupe que
hace disminuir su volumen y a aumentar su superficie, lo que equivale a reducir su
módulo. De ahí el coeficiente empleado sobre el módulo de la pieza que sirvió de
base para el cálculo de alimentación de la pieza de este trabajo. Como este rechupe
debe estar limitado antes de la superficie de la pieza para que ésta sea sana, es
evidente que el volumen del rechupe será un porcentaje de la misma.
R. Wlodawer ha calculado que, tomando por seguridad un rechupe que llegue sólo al
80% de profundidad del alimentador, el volumen del mismo supone un 14% del
volumen inicial de la misma (fig. IV.2).

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 90
Fig IV.2.- Sección longitudinal de una mazarota
De esta forma, el proceso para el cálculo de los alimentadores y de todo el sistema
se puede resumir en los siguientes pasos:
a) División de la pieza en elementos simples de alimentación, contando con lo ya
conocido de zonas alimentadas a través de otras, de zonas finales que, dicho
de otro modo, se alimentan por sí solas.
b) Cálculo de los módulos de cada elemento de alimentación
c) Determinación del módulo de los alimentadores y del número de éstos con
relación a las zonas alimentadas.
d) Cálculo de la unión alimentador–pieza en caso de no estar aquella aplicada
directamente.
e) Comprobación del comportamiento de los alimentadores en relación a la
contracción total de las partes de la pieza consideradas, más sus
alimentadores correspondientes.
f) Reconsideración del cálculo en caso de no haber obtenido alimentaciones
correctas.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 91
Los porcentajes de alimentación para conseguir piezas sanas de hierro fundido,
dependen del tamaño y geometría de la pieza y su influencia en el costo de
producción puede ser significativa, sin embargo es imprescindible tener un cálculo de
alimentación adecuado, ya que los riesgos de un mal cálculo encierra gravísimas
consecuencia en defectos en las piezas fundidas.
El sobrecalentamiento y composición de la aleación, son aspectos muy importantes.
El metal fundido, calentado a una temperatura más alta, tiene un periodo de tiempo
mayor en el molde antes de solidificar; por consiguiente, fluye mayor distancia que
una aleación calentada a una temperatura más baja. La composición de la aleación
afecta la fluidez y depende de las características de enfriamiento de las aleaciones
con los elementos químicos que la componen. La mejor fluidez es observada en las
aleaciones con los rangos de enfriamiento más estrechos como en los metales puros
y en las composiciones eutécticas. Estas aleaciones tienen pequeña o ninguna
región pastosa durante el proceso de solidificación. Sin embargo, una aleación con
un gran rango de enfriamiento durante el flujo, a través del molde de prueba de
fluidez, muestra una condición donde la aleación está en un estado pastoso. Esta es
caracterizada por el entrelazamiento de dendritas y, en algunos casos, muchas islas
de material sólido, rodeadas por líquido cerca de la temperatura de solidificación. En
estos tipos de aleaciones es natural que la fluidez sea restringida.
Ciertos elementos químicos, cuando son agregados a las diferentes familias de
aleaciones, ayudan a incrementar su tiempo de vida como fluido. Por ejemplo cuando
se agrega silicio a un acero al carbono común y a las aleaciones de aluminio, se
incrementa su fluidez. El fosforo por otra parte, ayuda a incrementar la fluidez del
hierro vaciado gris y en ciertas aleaciones a base de cobre.
Un sistema de alimentación bien diseñado ayuda a evitar enfriamiento prematuro,
turbulencia o gases atrapados.
Para el cálculo de los alimentadores se utilizó el criterio de volumen, donde primero
se determina el volumen correspondiente al volumen mínimo que debe tener el

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 92
alimentador para compensar la contracción volumétrica de la pieza, que en el caso
del hierro gris es del orden del 3 – 5 %, considerando que las partes delgadas no se
cuentan porque enfrían muy rápido y el alimentador no le puede proporcionar metal
para compensar su contracción que, por otra parte no le afecta. También este criterio
sirve para establecer la distancia entre el alimentador y la pieza.
El segundo criterio utilizado es el del módulo, que es un parámetro geométrico, que
de alguna forma representa la velocidad o el tiempo de enfriamiento de la pieza,
suponiendo un valor uniforme del coeficiente de transmisión de calor en toda la
superficie. A partir de este criterio, puede deducirse que el alimentador ideal sería
esférico, pero implica serias dificultades de moldeo, lo que deriva en formas
cilíndricas más sencillas con una relación de altura a diámetro del orden H/D = 1; 1,5;
2; …
El módulo es determinante en el cálculo de los alimentadores, ya que éstos tienen
que enfriar y por tanto, solidificar más lentamente que la pieza que alimentan. Lo que
se pretende es determinar aquel diámetro D para que el alimentador solidifique
después que la pieza.
También es necesario considerar la posición del alimentador, que en algunas
secciones será conveniente hacerla más elevada que la pieza para un correcto
traspaso del líquido y para facilitar la separación de la pieza sólida.
Es importante tomar en cuenta la humedad de la arena, así como el grano refractario
de la misma, ya que, al tener contacto con la superficie de la pieza, ésta enfriará más
rápido que el resto de la misma, lo que influye directamente en la velocidad de
enfriamiento.
Un aspecto que impacta directamente en las propiedades mecánicas de la pieza es
sin duda la velocidad de enfriamiento, lo que está directamente relacionado con el
molde elegido para la fabricación de la pieza, ya que en función de éste será la forma
de los cristales de la estructura obtenida en la pieza. Generalmente se prefieren

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 93
cristales equiaxiales, para evitar grietas. Si la velocidad de enfriamiento es rápida, se
favorece la formación de cementita, lo cual imparte mayor dureza a la pieza pero a la
vez mayor fragilidad (fundición blanca). Por ello se busca que la velocidad de
enfriamiento sea lo más lenta posible, favoreciendo la formación de grafito (fundición
gris) y haciendo el producto de mayor uniformidad aunque de menor resistencia.
Como es previsible, el método de entrada del metal líquido de forma directa produce
cierta erosión por lo que es conveniente buscar otros métodos de alimentación. El
problema principal es que algunos de éstos son de difícil ejecución. En el sistema de
distribución y alimentación se debe tener en cuenta cual va a ser el tiempo de
llenado, que depende de la temperatura de entrada del material, forma de la pieza,
tipo de arena, etc. Los tiempos límites para evitar defectos superficiales son menores
en los métodos de colada directa o ataque horizontal que en sifón.
Las secciones de la pieza que requieren mazarotas, serán aquellas que cumplen con
que:
El metal solidifique en capa continua
El coeficiente de contracción del líquido es alto (mayor del 3%)
La pieza tiene cambios de sección pronunciados
Tiene partes que van mecanizadas o que se van a taladrar
Si la mazarota es necesaria, para calcularla se aplican los dos criterios, el de
volumen y el del módulo de enfriamiento, que se explicó en párrafos anteriores.
La capacidad de auto alimentación es una característica de los hierros que permite
de minimizar el número de mazarotas. Desgraciadamente esta capacidad no es una
constante del material y puede variar en modo notable, dependiendo de la calidad del
molde, de la llamada calidad metalúrgica (CM) y por último de la geometría o

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 94
configuración de la pieza en cuestión. Estos factores no son gobernables al 100% y
por este motivo una solución cierta para obtener piezas sanas debe prever un
contacto bastante directo entre la mazarota y el punto o puntos calientes de la pieza.
Para conseguir una mayor reproducibilidad, el módulo de la mazarota en general
debe ser en lo posible un 20% mayor al del punto más caliente de la pieza. El modulo
del cuello debe tener al menos el 70% del valor de este último. Entre los otros puntos
calientes de la pieza y aquel mayor, se debe mantenerse un contacto térmico
nuevamente igual al 70% del módulo del punto caliente considerado. Donde asegurar
una buena direccionalidad, las mazarotas o alimentadores deben ser en lo posible
calientes (con ingreso de caldo). Ello no es naturalmente necesario para las
mazarotas ciegas o de menor tamaño.
Funcionalidad de las mazarotas
La funcionalidad de la mazarota es a su vez dependiente de la temperatura de
vaciado y del diseño del sistema de llenado.
Temperaturas bajas y/o ataques de colada gordos, en las mazarotas, apuntan a un
fallo de las mismas con la consiguiente presencia de defectos, aún cuando las
mazarotas son proporcionadas correctamente (fig.IV.3a).

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 95
Fig.IV.3 (a) Mazarota rechupada superficialmente por pérdida de presión positiva; (b)
radiografía de un conjunto mazarota- pieza en hierro: en la izquierda el contacto con
la atmósfera ha sido mantenido, en cambio a la derecha no.
La razón reside en el hecho que la mazarota perdiendo contacto con la presión
atmosférica, no está en grado de bombear metal de alimentación a la pieza (fig.3b).
De este fenómeno no son exentos ni siquiera las camisas, aislantes o especialmente
las exotérmicas en el caso de bajas temperaturas de llenado (< 1300°C) (fig.IV.4a,
fig.IV.4b). Los rechupes se localizan en la zona de contacto con la pieza si es que el
punto caliente de esta se encuentra en esa zona. Si no el defecto permanece en el
interior de la pieza (fig.IV.4c).
Fig.IV.4 (a) Camisa aislante que se presenta exteriormente deprimida, signo de
presión negativa (b) cavidad de rechupe consecuente en la zona de contacto. La
causa: temperatura de vaciado demasiado baja (c) rechupe interior por fallo de la
mazarota descubierto durante el mecanizado.
Errores comunes de diseño
Es sabido, por experiencia, que en el diseño de las mazarotas (y no sólo en el hierro)
algunos errores se cometen en modo repetitivo por el personal de las oficinas
técnicas. Tales errores son relacionados con:

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 96
1. Una errada valoración de módulos;
2. Un errado posicionamiento del las mazarotas;
3. Fallo en la identificación de fenómenos de saturación térmica;
4. Una errada distribución del metal.
Valoración errada de módulos
Con frecuencia las mazarotas se eligen sin realizar previamente un análisis de
módulos de la pieza, en parte simplemente porque su cálculo no resulta fácil en caso
de geometrías complejas. Cualquiera que sea la razón, el posicionamiento se hace
basándose exclusivamente sobre las posibilidades de aplicación ofrecidas por el
modelo. Ello conduce, normalmente, a tropezar con problemas de integridad que
aunque leves pueden no ser tolerables. El uso de simulaciones, como las tomadas
para este trabajo, minimiza ese riesgo.
1er caso –En la fig. IV.5 el empleo de una minimazarota, mucho más caliente que la
pieza, no ha evitado la presencia de porosidades en la zona interior de unión. La
distancia al punto caliente es evidentemente excesiva. La simulación la ha
evidenciado sin dificultad. La tonalidad del punto caliente anticipa una porosidad
bastante visible.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 97
Fig.IV.5 (a) La situación real (b) el modelo simulado con la minimazarota aislante en
alto.
2° caso – En la fig.IV.6 si ilustra un caso similar. La alimentación con el alimentador
aislante, también mucho más caliente que la pieza, no ha podido evitar la presencia
de porosidades en la zona bajo el círculo. Debido a la imposibilidad de modificar
intempestivamente la geometría del modelo, en la zona del contacto, el defecto fue
pronosticado.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 98
Fig.IV.6 (a) La situación real (b) El modelo simulado.
Posicionamiento errado
Por posicionamiento errado se entiende la aplicación de mazarotas o camisas o aún
minimazarotas en zonas relativamente frías, que no aseguran un contacto térmico
suficiente con el punto caldo de la pieza.
1er caso. Piezas con bridas a L. Es costumbre en estos casos alimentar las piezas
a través de la brida en modo lateral (fig.IV.7a). Fácilmente se pueden experimentar
rechupes en la unión entre la brida y el cuerpo aún utilizando alimentadores aislantes
(fig.IV.7b). Los elementos señalados indican los ingresos de metal.
La solución sugerida en estos casos es aquella de aplicar la mazarota en posición
frontal respecto a la brida evitando la unión (fig.IV.7c). De este modo la mazarota
(con o sin camisa aislante) se posiciona en modo más favorable respecto al punto
caliente.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 99
Fig.IV.7 Solución tradicional en el mazarotado de piezas con bridas (a) el modelo
inicial simulado (b) el resultado real (c) el modelo modificado simulado.
2° caso – Piezas con uniones en T. En el caso de presencia de uniones en T evitar
la aplicación de mazarotas, camisas aislantes, etc. en coincidencia a estas uniones,
posibilita el potenciamiento del punto caliente presente en el interior de la unión
existente (fig.IV.8a, fig.IV.8b). En estos casos el desplazamiento del punto de
aplicación hacia el borde (menos caliente) de la brida superior asegura una mejor
direccionalidad (fig.IV.8c).
Fig.IV.8 (a) El caso real (b) la simulación (c) la modificación que resuelve la
direccionalidad.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 100
Presencia de formas de saturación
Puede suceder a veces que aplicando la mazarota en piezas con bridas, como en el
caso de este trabajo, siguiendo las indicaciones precedentes, las porosidades
tiendan a persistir. También en este caso la simulación está en grado de anticipar tal
evento (J. Beddoes, M.J. Bibbly ,1999).
1er Caso – En el caso ilustrado en la fig. IV.9a se evidencia una porosidad en la
unión (bajo el circulo) a pesar de la aplicación, a breve distancia, de una
minimazarota térmicamente suficiente (fig.IV.9b). El motivo se explica con fenómenos
de saturación entre la minimazarota y la pieza (fig.IV.9c).
Fig.IV.9(a) Defecto presente bajo el círculo a pesar del uso de una minimazarota (b)
la simulación advierte una falta de direccionalidad (c) perfil de las temperaturas en la
pieza y en el molde. La zona amarilla bajo el círculo señala una saturación térmica
local del molde.
2° caso. Un defecto muy común, son los rechupes en los cuellos cuando las
mazarotas o incluso camisas aislantes se posicionan en el interior de piezas, de
forma anular o de revolución.

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 101
Una fundición lamentaba rechazos por tal defecto que aparentemente se acentuaba
cuando se recurría a una camisa aislante. La simulación ha evidenciado fenómenos
de saturación térmica en el macho que contenía la camisa aislante (fig.IV.10)
Fig.IV.10 (a) El análisis de módulos mostraba que la camisa aislante, en el interior
del corazón, favorecía la formación de un punto caliente en la zona del cuello, que
motivaba la presencia de defectos persistentes de rechupe (b) perfil de temperaturas:
la zona del macho aparece térmicamente alterada.
Respecto al sistema de moldeo elegido (moldeo en verde), se pueden mencionar sus
ventajas y sus desventajas de este proceso.
Ventajas:
Amplia variedad de tamaños.
Geometrías de complejidad media.
Válido para cualquier aleación media.
Piezas sin tensiones residuales.
Económico: inversión en equipos reducida para series cortas o prototipos

CAPÍTULO IV ANÁLISIS E INTERPRETACIÓN DE RESULTADOS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 102
Rápido y flexible para series cortas o prototipos.
Inconvenientes:
Tolerancias dimensionales amplias.
Aspecto y calidad superficial pobre.
Piezas con resistencia mecánica reducida, por el efecto del enfriamiento lento.
Cierta probabilidad de defectos.
Mano de obra calificada y especializada.
Cadencias de producción bajas (artesanal).
Almacenaje de moldes limitado (p. ej. Arcilla higroscópica)

CONCLUSIONES
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 103
CONCLUSIONES
La industria de la fundición es fundamental para la construcción de máquinas y
piezas en general, donde los moldes de arenas, modelo de la pieza así como el
sistema de alimentación, juegan un papel importante, además de tener un gran
peso en la calidad del producto terminado.
El sistema de alimentación de piezas de aleaciones ferrosas siempre representa
un enigma para muchas fundiciones. Ello es debido al hecho que el mecanismo de
la solidificación no es una constante del material. Tal mecanismo es dependiente
de la calidad del molde, de la calidad metalúrgica y por último de la configuración o
geometría de la pieza. Esta última puede dar lugar a fenómenos solapados de
saturación térmica.
A estos se agregan los fallos ocasionales de mazarotas por las causas ya
indicadas. De los ejemplos se evidencia las dificultades que se pueden encontrar
en la solución de los problemas de sanidad o integridad basándose
exclusivamente en la experiencia e incluso en cálculos basados en la teoría de
módulos.
Debido a la influencia que tienen las arenas de moldeo y los espesores utilizados
sobre las propiedades de la pieza que se quiere obtener, es que se determina
experimentalmente la probabilidad de defectos para garantizar la selección
adecuada. Teniendo en cuenta estos aspectos se puede lograr la optimización del
proceso de producción y garantizar la calidad del producto, lo que conlleva a un
ahorro económico ya que disminuyen los gastos vinculados a la producción,
además de aumentar la productividad de la fábrica, lo que influye directamente en
el balance económico.
Conjuntamente con la elaboración de los moldes y sistemas de alimentación bien
pensados, se puede aprovechar la capacidad de los hornos para de esta forma

CONCLUSIONES
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 104
aumentar el porcentaje de coladas, lo que contribuye al ahorro de energía, que a
su vez es un ahorro de combustible.
Impacto medioambiental
Los procesos de fundición y fabricación de piezas tienen una repercusión directa
sobre el medio ambiente, ya que en ellos se liberan al medio, partículas muy finas
que constituyen una agresión al entorno; además, el empleo de aglutinantes en las
mezclas provoca el desprendimiento de vapores y gases que pueden contaminar
el medio laboral y ambiental. Por eso es necesario aplicar medidas e ideas que
puedan ayudar a eliminar o reducir al máximo el grado de contaminación.
Es importante señalar que controlando las condiciones organizativas de
producción, y empleando la tecnología adecuada, se logra contribuir al ahorro de
energía, que conlleva a un ahorro de electricidad y a su vez a un ahorro de
combustible, siendo este último aspecto de gran importancia, ya que está
estrechamente relacionado con la emisión de gases contaminantes a la
atmósfera.

RECOMENDACIONES POSTERIORES
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 105
RECOMENDACIONES POSTERIORES
Este estudio se podrá llevar a cabo dentro de una fundidora, donde se
podrán observar los resultados obtenidos dentro de este trabajo.
Lo realizado en este estudio, se podrá tomar en cuenta para la modificación
y/o la realización de sistemas de alimentación.
La utilización de la simulación como complemento de esta teoría representa
sin duda la solución futura de tal problemática.

BIBLIOGRAFÍA
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 106
BIBLIOGRAFÍA
[1]. Julián, Rodríguez Montes (2006) “Fundición y arenas para moldes” en
Procesos Industriales para materiales metálicos. Reverte, México.
[2]. Jesús, Caro Silva (2003) “Modelo” en Tecnología de la Fundición. UAM,
México.
[3]. Geraldo, Kalpakjian (2002) “Consideraciones para un modelo” en Manufactura,
Ingeniería y Tecnología. Pearson, México.
[4]. Hernán, Appold (2005) “Materiales en Fundición” en Tecnología en los
Metales. Reverte, México.
[5]. William, Stenquist (2003) “Terminología” en Fundamentos de Manufactura
Moderna. Pearson, México.
[6]. Peter, Beeley (2001) “Fundición” en Tecnología de la Fundición, Oxford, USA
[7]. Alejandro, Leyensetter (2006) “Moldeo” en Tecnología de los Oficios
Metalúrgicos, Reverte, España.
[8]. Anthony F. Mills (1995) “Transferencia de Calor en Moldes” en Transferencia
de Calor, Mc Graw-Hill, California E.U.
[9]. Robert, Toodd (2004) “Properties of the sands” en Fundamental Principles of
Manufacturing Processes, Industrial Press Inc, E.U.
[10]. F.R. Morral (2006) “Propiedades” en Metalurgia General, Reverte, México.
[11]. F.J., Gil Mur (2005) “Solidificación” en Metalografía, Universidad Politécnica
de Catalunya, S.L. México.
[12]. Carlos Ferrer, Giménez (2003) “Solidificación Direccional” en Tecnología de
los Materiales, Universidad Politécnica de Valencia, España.
[13]. José, Valderrama (2002) “Regla de Chvorinov” en Información Tecnológica,
Centro de Información Tecnológica, México.
[14]. Eduardo, Capello (1974) “Fundición” en Tecnología de la Fundición,
Contrapunto, México.
[15]. Francis Weston Sears (2004) “Ecuaciones de Flujo” en Física Universitaria,
Pearson.

BIBLIOGRAFÍA
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL 107
[16]. William D. Callister, Jr. (2007) “Conductividad” en Introducción a la Ciencia e
Ingeniería de los materiales. Reverte, España.
[17] J. Beddoes, M.J. Bibbly (1999) “Principles of metal and manufacturing
processes” en TecnologíaMecánica. Arnold, España

ÍNDICE DE FIGURAS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL IX
Índice de figuras
Capítulo I
I.1 Micro estructura de un hierro blanco fundido 8
I.2 Micro estructura de un hierro maleable 11
I.3 Micro estructura del hierro gris 14
I.4 Micro estructura de un hierro nodular 18
Capítulo II
II.1 Modelo bipartido 36
II.2 Manufactura del corazón 38
II.3 Corazón 38
II.4 Extracción de una pieza 39
II.5 Modelo de una válvula 40
II.6 Modelo 43
II.7 Molde 49
II.8 Molde en arena verde 50
II.9 Transferencia de calor por convección 53
II.10 Transferencia de calor por conducción 54

ÍNDICE DE FIGURAS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL X
II.11 Transferencia de calor por radiación 55
II.12 Válvula de hierro colado gris 56
II.13 Molde de arena verde 58
Capítulo III
III.1 Curva de enfriamiento 63
III.2 Solidificación de una pieza 66
III.3 Contracción de una fundición 67
III.4 Sistema de alimentación 68
III.5 Nomograma para cálculo del bebedero 74
III.6 Representación sistema de alimentación y válvula 78
Capítulo IV
IV.1 Comparativo de una pieza de fundición 88
IV.2 Mazarota 90
IV.3 Mazarota rechupada 94
IV.4 Rechupe 95
IV.5 Minimazarota 97
IV.6 Alimentación con alimentador aislante 98
IV.7 Brida lateral 99

ÍNDICE DE FIGURAS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL XI
IV.8 Simulación 99
IV.9 Defectos 100
IV.10 Simulación 101

ÍNDICE DE TABLAS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL XII
Índice de tablas
Capítulo I
I.1 Composición del hierro blanco 6
I.2 Características del hierro blanco 7
I.3 Hierros blancos 9
I.4 Características del hierro maleable 10
I.5 Composición del hierro gris 12
I.6 Características del hierro gris 13
I.7 Composición del hierro nodular 16
I.8 Características del hierro nodular 17
I.9 Tipos de grafitos 23
I.10 Tipo de microestructuras de la fundición gris 23
I.11 Contracción durante la solidificación 24
Capítulo II
II.1 Ángulos de salida para un modelo 39
II.2 Pendientes para un modelo 40
II.3 Contracciones volumétricas de metales 41
II.4 Propiedades térmicas de la arena 46

ÍNDICE DE TABLAS
CALCULO DE ALIMENTACIÓN DE PIEZAS FUNDIDAS DE HIERRO COLADO GRIS, POR EL MÉTODO DE SOLIDIFICACIÓN DIRECCIONAL XIII
II.5 Permeabilidad para diferentes metales 47
II.6 Propiedades físicas y térmicas del hierro colado 56
II.7 Propiedades térmicas de la arena 57
II.8 Pendientes para un modelo 57
II.9 Contracciones volumétricas en metales 58
Capítulo III
III.1 Dimensiones del basín 72