agradecimientos - tesis.ipn.mxtesis.ipn.mx/jspui/bitstream/123456789/50/1/tesis guillermo martin...
TRANSCRIPT


AGRADECIMIENTOS A ti señor: Por darme la vida y brindarme la oportunidad de realizar este propósito, que esperaba con un anhelo inquebrantable y que pude realizar gracias a la guía y dirección que me ofreciste. A mi esposa Lucy: Por el apoyo, paciencia y tolerancia que has tenido, para poder realizar este trabajo, que aún con las adversidades que se nos han presentado no claudicas y me fortaleces con esas palabras de aliento y la sensatez para salir adelante. A mis Hijos, Diana y Daniel: Que con sus sonrisas, besos y abrazos, me fortalecen y me dan felicidad y confianza para seguir en la lucha por superarme día con día y así poder llegar a las metas que me he propuesto. A mis Padres: Gracias queridos padres, por que en Ustedes se manifestó Dios para darme la vida y gracias por el apoyo, cariño y amor que he tenido de Ustedes, ahora que termino este trabajo, recuerdo aquellos días cuando me dieron los primeros impulsos para que pudiera estudiar, yo se que fueron tiempos difíciles pero que al paso del tiempo se ha estado viendo la recompensa de lo que fue una ilusión y que solamente el tiempo les dio la razón. A mis Hermanas y Hermanos: Gracias queridos Hermanos; recuerdo que cuando los tiempos se tornaron difíciles y había la posibilidad de no seguir estudiando, Ustedes salieron con mucha disposición para apoyarme, yo les aseguro que les viviré eternamente agradecido, pues ese apoyo incondicional tiene un valor incalculable y siempre lo llevaré dentro de mí.
A mi sobrino Germán: Gracias Germán por apoyarme en la realización de este trabajo, sé que me apoyaste con el fin de realizarlo de una manera profesional y te lo agradezco de todo corazón. Al Sr. Ingeniero Jefe de titulación y a mis asesores: Gracias queridos profesores, recuerdo cuando me acerqué a Ustedes, titubeante y un tanto inseguro inmediatamente me acogieron para darme confianza y poder realizar este trabajo, gracias, muchas gracias. Al Instituto Politécnico Nacional y a la ESIME que me brindaron todo para mi formación y realizarme como profesionista.

AGRADECIMIENTOS QUERIDO PROFESOR. Quiero expresarte mi reconocimiento por tu gran tarea, pero se que tu eres capaz de
contemplar en un granito de arena... todo un universo; se que eres de una raza especial
destinada a cambiar e influir en las nuevas generaciones...!
GRACIAS porque nos sabes escuchar y nos comprendes. GRACIAS por tu paciencia.
GRACIAS por preparar tu clase día con día y encontrar el mejor camino para que aprendamos
mas fácilmente.
GRACIAS por AMARNOS y prepararte continuamente para poder conducirnos a la
perfección.
GRACIAS por ser también maestro de VIDA, con tu ejemplo nos comunicas esa gran
decisión de entregarnos al servicio de los demás y decir SI en los momentos difíciles.
GRACIAS por tu ALEGRIA. Tú haces con tu sonrisa y buen trato, que todos los días sean
días de fiesta en tu compañía.
GRACIAS por enseñarnos a amar a DIOS
GRACIAS por mostrarnos a cada paso que somos importantes y que nuestra vida tiene un
sentido.
GRACIAS por ser nuestro amigo y por aconsejarnos siempre lo que necesitamos.
GRACIAS por tener “sentido de humor”.
GRACIAS por ser exigente contigo mismo y por mantener ante nosotros esa excelente imagen
que nos invita a seguir tu camino.
GRACIAS por ser responsable y CREATIVO buscando día con día la mejor manera de que
participemos activamente en nuestra clase, motivándonos y manteniéndonos continuamente
interesados en las diferentes materias. Nos motivas con tu entusiasmo y nos convences con tu
sinceridad.
GRACIAS POR ENSEÑARNOS A AMAR A NUESTRO MÉXICO.
Gracias por ser honesto y optimista mostrándonos así tu confianza en Dios, en ti mismo y en
nosotros.
Guillermo Martín Cano.

DEDICATORIAS A MI ESPOSA E HIJOS: Ahora, con el paso del tiempo, y con la madurez que me ha dado la vida, ahora que he aprendido a querer a mi familia, ahora que me han enseñado que la vida es un camino a la felicidad, les dedico este trabajo como muestra de agradecimiento por el amor y cariño que me han brindado, para fortalecerme y seguir con mi superación día a día. Recuerdo, aquellos días de soledad y tristeza, cuando no le encontraba justificación a la vida, cuando era lo mismo superarme que mantenerme en la mediocridad, esos días amargos que no quiero que regresen jamás, por todo eso les dedico este trabajo, porque se que Ustedes cambiaron totalmente mi vida.
Este triunfo es para Ustedes.
Gracias, muchas gracias!!!
Guillermo Martín Cano. A MIS PADRES Y HERMANOS:
Se que Ustedes son mudos testigos de la lucha que he tenido para que este triunfo se concrete, pero también soy conciente de la participación que han tenido en mi formación como profesionista, ahora les dedico este trabajo como muestra de agradecimiento y les manifiesto que el triunfo es de todos y cada uno de ustedes, por que todos estuvimos en la lucha, les envío un abrazo de agradecimiento. Con respeto, amor, admiración y mucha felicidad.
Gracias, muchas gracias!!!
Guillermo Martín Cano.
JUSTIFICACIÓN: LA ADECUADA SELECCIÓN DEL EQUIPO NEUMATICO, AUNADA A UN BUEN DISEÑO DE TUBERÍAS, NOS DA COMO RESULTADO LA OPTIMIZACION EN EL USO DE LA ENERGIA NEUMATICA EN ESTE CASO Y CONSECUENTEMENTE ABATIMIENTO DE COSTOS EN LA OPERACIÓN Y MANTENIMIENTO DE LA PLANTA.


INTRODUCCIÓN
La empresa Manufacturas de Fundición, S.A. de C.V. ubicada en la zona industrial de
San Luís Potosí, en Avenida del aguaje S/N, entre ejes 120 y 122, es Empresa del
grupo SELMEC y nació bajo la necesidad de fabricar piezas fundidas de bronce, cobre,
latón, aluminio, etc. (metales no ferrosos) para suministrar a la Empresa S & C Selmec,
ubicada en la ciudad de México, fabricante de equipo para alta tensión, para exportar
una cantidad a la empresa asociada S & C Electric Company de los Estados Unidos de
Norte América y también proveer de fundición al mercado nacional.
Siendo las necesidades actuales de gran demanda, se hizo un estudio detallado y
profundo para garantizar un trabajo óptimo y una posible ampliación para necesidades
futuras y para procesos no considerados en una etapa inicial.
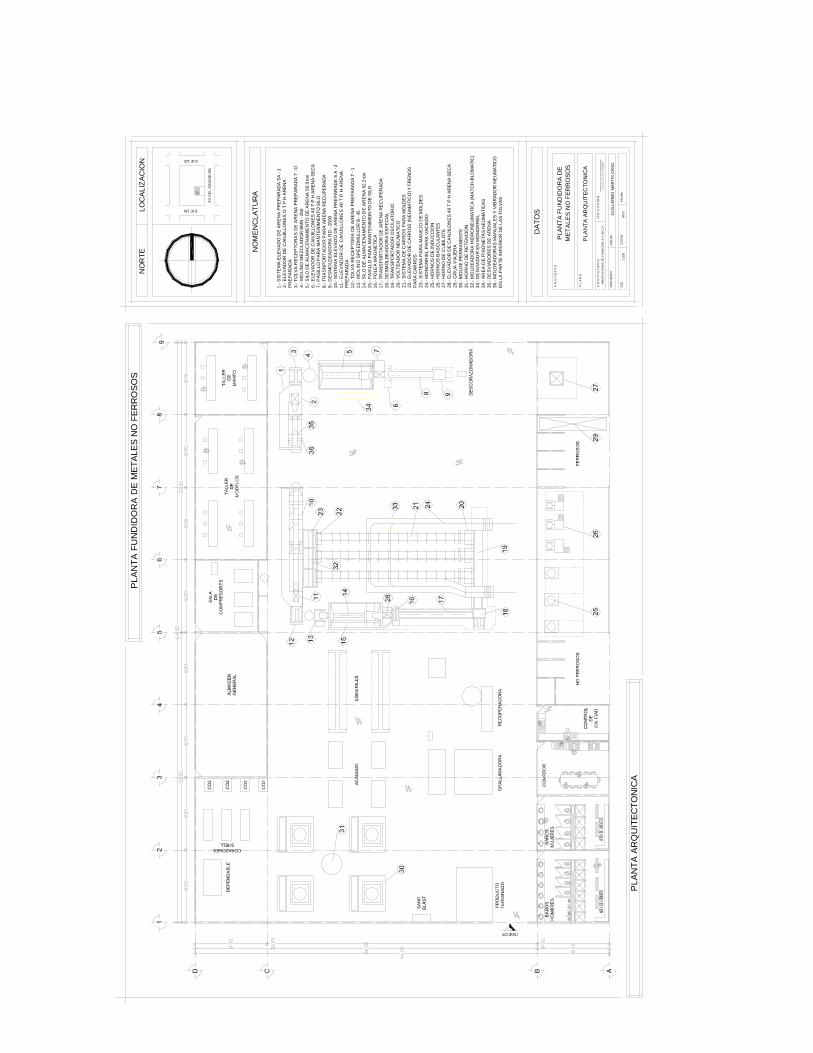
La planta cuenta con un área de 40,000.00 m2, siendo un terreno rectangular,
localizándose la nave en la parte central, acondicionándola para un futuro crecimiento
siendo sus dimensiones de 64.00 m de largo por 46.00 m de ancho.
En la etapa inicial se ha introducido dentro de la nave, oficinas, almacenes, talleres y lo
principal que son las líneas de producción; considerándose que estos, en un momento
dado puedan desalojar el espacio para dedicarlo a producción exclusivamente y hacer
una distribución de planta adecuada y cumpliendo con las normas que rigen esta
especialidad.
Los procesos que se van a utilizar para fundir piezas se dividen en dos y son:
1.- Moldeo en molde permanente.
2.- Moldeo en arena verde.
El moldeo en arena verde se a trabajar por dos líneas que son:
2.1 Línea mecanizada.
2.2 Línea semimecanizada.
El proceso en molde permanente se realizará mediante cuatro máquina hidráulicas
manejadas por un control automático hidroeléctrico, utilizando como moldes las
“coquillas” que son moldes de acero resistente a altas temperaturas y bañadas en una
solución de agua y grafito para evitar choques térmicos que ocasionarían la destrucción
del molde al estar sometido a cambios bruscos de temperatura.
El moldeo en verde se ha dividido en dos líneas de acuerdo a la capacidad de
producción requerida y esto está fundamentado en base a una demanda formulada.
La línea mecanizada es la línea de mayor producción y está constituida principalmente
por una máquina hidroneumática con capacidad de producción de 90-120 moldes /
hora y por dos hornos de inducción con producción de 1.1 ton / hora (c/u). Esta línea
está dedicada para producir bronce principalmente. Tiene como mecanismos una serie
de transmisiones a través de transportadores de bandas principalmente y un mezclador
de arena que sirve de alimentación a la máquina de fabricación de moldes, además se
cuenta con un sistema neumático auxiliar para la transmisión de moldes y para el
sistema de vaciado de metal.
La línea semimecanizada cuenta con un sistema similar de recuperación de arena, pero
la preparación de la misma así como la fabricación de moldes y la fusión de metal es
de un proceso menos sofisticado y donde intervienen más los trabajos manuales.
En esta línea se utilizan máquina neumáticas operadas por un moldeador y para fundir
el metal se utilizan hornos a través de crisol protegidos por material refractario y su
combustión es por diesel y aire forzado.
El proceso de fabricación de piezas está constituido de varias etapas como son:
• Fabricación de corazones.
• Fabricación de moldes.
• Fusión del metal.
• Vaciado.
Una segunda etapa es el desmoldeo de las piezas, rebabeo, recuperación de piezas y
producto terminado.
Para la fabricación de corazones se tienen cuatro máquinas de control neumático y
sistema de inyección trabajando corazones de cáscara (arena shell), utilizando aire y
gas butano como combustible para el proceso de cocimiento.
La fabricación de moldes es como se mencionó anteriormente y la fusión del metal es
por medio de un horno de inducción, dos hornos de retención (flujo continuo) tres
hornos basculantes y dos hornos de piso.
El sistema de vaciado consiste en tres formas.
MOLDE PERMANENTE: Se utiliza cucharas de vaciado pequeñas de acuerdo
al volumen de las piezas y los hornos de retención para mantener metal fundido a
temperatura constante continuamente hasta terminar el horario de trabajo.
LINEA SEMIMECANIZADA: En esta etapa inicial se considera el vaciado por
medio de un crisol de aproximadamente 100 Kg. de capacidad, conducido por dos
personas haciendo el vaciado manual.
LINEA MECANIZADA: El sistema de vaciado es por medio de un mono-riel y
una olla de vaciado de 150 Kg., transportada por un polipasto neumático y manejado
por sistemas de control neumático para su transporte y cambio de dirección; la fusión
del metal es por medio de hornos de inducción.
Después haberse fabricado los moldes, colocarse los corazones y vaciarse el metal se
deja un tiempo para la solidificación del metal y se procede a la recuperación de las
piezas estando condicionado a la línea que se está trabajando.
Para las piezas que llevan corazón se tiene una equipo a base de un martillo
neumático que a través de vibración desmorona la arena que ha quedado en el interior
de la pieza, muy endurecida a causa de las altas temperaturas ocasionadas por el
metal.

Ya recuperadas las piezas del vaciado y de la arena que se utilizó como molde y/o
corazón, estas se llevan al área de acabado para quitarle la colada y todo el material
sobrante (rebabas) y dejarlo de acuerdo a las especificaciones en cuanto a
dimensiones se refiere. Habiendo realizado lo anterior, se pasan las piezas a un
proceso final que consiste en limpieza y brillo a través de una máquina granalladora
que dejan caer a las mismas perdigones de acero que dejan limpio y libre de polvo
dejando el metal con el brillo característico.
Las piezas están listas para una inspección por parte de control de calidad para
pasarse a la etapa final que es el almacén de producto terminado y embarcarse al
cliente.
El proceso de fundición que se sintetizó anteriormente requiere de ingeniería
especializada y equipo eficiente para hacer una fabricación de alta calidad y así
presentar una tecnología digna de nuestro mercado internacional.
Dentro de las instalaciones se cuentan con sistemas hidráulicos, neumáticos,
eléctricos y mecánicos así como sistemas auxiliares para realizar los procesos de
producción a un máximo de su rendimiento sin tener el menor contratiempo.
Para resumir terminaremos mencionando el orden en que se va a dividir la planta
tanto en los departamentos de producción, como en los departamentos auxiliares.
Como tenemos sistemas directos e indirectos, llamaremos sistemas directos a las
líneas de producción y sistemas indirectos a los departamentos auxiliares.
Molde permanente.
Corazones shell (cáscara)
Corazones (CO2)
Área de acabado.
Línea mecanizada.
Línea semimecanizada.

Área de hornos basculantes.
Área de hornos de inducción.
Área de recuperación de piezas.
Almacén de materia prima.
Almacén de producto terminado.
Control de calidad.
Taller de modelos y herramentales.
Taller de mantenimiento.
Sala de compresores.
Oficinas.
El tema de este trabajo es el sistema neumático en particular mas sin embargo, fue
necesario dar un bosquejo de los procesos de producción, la ubicación del equipo
para tener un control y saber los puntos de consumo y así elaborar un diseño
óptimo al menor costo posible.
EL AIRE.
La explicación del proceso tan rápido de expansión de la neumática, en tan corto
plazo, puede justificarse por el hecho de no disponer de otro medio más simple y
racional para resolver los problemas de automatización por lo mismo enumeramos
las ventajas que tenemos para manejar el aire:
ABUNDANTE: Como medio está disponible para su compresión de manera
ilimitada, gratuitamente en cualquier lugar.
TRANSPORTE: El aire comprimido puede ser fácilmente transportado por
canalizaciones, incluso a grandes distancias. Los conductos de retorno son
innecesarios.

ALMACENABLE: No es preciso que el compresor permanezca continuamente
en servicio; el aire comprimido puede ser almacenado en depósitos, incluso puede
ser transportado en recipientes.
TEMPERATURA: El aire comprimido es poco sensible a las variaciones de
temperatura: mantiene su fiabilidad incluso a temperaturas extremas.
ANTIDEFLAGRANTE: No existe algún riesgo de explosión ni incendio en
ambientes peligrosos, por lo tanto son innecesarias las instalaciones
antideflagrantes.
LIMPIO: Es un medio muy limpio que en caso de averías no perjudica a los
elementos circundantes; muy importante en las industrias, químicas, alimentarías,
textiles, de madera, etc.
CONSTITUCIÓN DE LOS ELEMENTOS: La concepción de los elementos es
simple y de fácil comprensión para el personal de mantenimiento.
VELOCIDAD: Es un medio de trabajo muy rápido, que permite la obtención de
velocidades de trabajo muy elevadas.
REGULABLE: Las velocidades y las fuerzas son regulables de una manera
continua, sin escalonamientos.
SOBRECARGAS: Los elementos de trabajo neumáticos son utilizados hasta su
parada completa, sin riesgo alguno de sobrecarga.
Sin embargo para delimitar con precisión el campo de utilización de la neumática
es preciso conocer también las características adversas.
PREPARACIÓN: El aire comprimido debe ser tratado, antes de su utilización.
Es preciso eliminar las impurezas y humedad (desgaste prematuro de los
componentes.
COMPRENSIBLE: No es posible obtener velocidades, en los elementos de
trabajo, regulares y constantes.
FUERZA: Los esfuerzos obtenibles están limitados a 20,000-30,000 Newtons (2
a 3000 Kg.), a la presión de servicio de 7.0 BAR y aún en función de la carrera y
velocidad.
ESCAPE: Cuando el aire ha realizado el trabajo se conecta a la atmósfera,
oyéndose ruidos, que en algunos casos pueden resultar molestos, se solucionan en
parte, por medio de dispositivos silenciadores.
COSTO: El aire comprimido es una fuente de energía relativamente cara; pero
este elevado costo se compensa con el buen rendimiento (cadencias elevadas) y la
facilidad de implantación.
Para elegir de una manera correcta la instalación de un sistema neumático tenemos
que tomar en cuenta las siguientes consideraciones:
Caudal adecuado y suficiente.
Equipo Eficaz para suministro de aire comprimido, es decir; equipo de
compresión con las características apegadas a las necesidades de suministro.
Enfriamiento de aire para eliminar las condensaciones que se generen cuando
se está elevando la presión de aire.
Secado de Aire: Después de enfriar el aire se generan condensaciones en la red
de tubería y hay que implementar y seleccionar los dispositivos adecuados para
eliminar todas esas impurezas del sistema para evita averías en los sistemas de
trabajo.
Redes de tubería adecuadas: se debe de analizar adecuadamente las necesidades en
cada punto para enviar el aire con tuberías de diámetro suficientemente amplios para
que los suministros sean constantes y eficaces, evitando con esto las caídas de presión
por consumos instantáneos que suceden cuando el gasto es excesivamente alto. Por
otro lado hacer los arreglos adecuadamente para eliminar todas la impurezas y
expulsarlas de la red, así mismo dejar todas las caídas necesarias para evitar hasta lo
máximo que las impurezas lleguen a los puntos de consumo.
P R
O Y
E C
T O
PLA
NTA
FU
ND
IDO
RA
DE
ME
TALE
S N
O F
ERR
OSO
S
Y E
JE 1
22. S
AN
LU
IS P
OT
OSI
. MEX
ICO
PLA
NTA
AR
QU
ITEC
TON
ICA
P L
A N
O
MAN
UFA
CTU
RAS
DE F
UND
ICIO
N, S
.A. D
E C.
V.P
R O
P I
E T
A R
I O
AV
EN
IDA
DE
L A
GU
AJE
S/N
EN
TRE
EJE
120
GUI
LLER
MO
MAR
TIN
CAN
OD
IBU
JOP
RO
YEC
TO
U B
I C
A C
I O
N
ESC
1:20
0 M
TSC
OTA
SFE
CH
A
DA
TOS
1.- S
ISTE
MA
ELE
VA
DO
DE
AR
EN
A P
RE
PA
RAD
A S
A -
12.
- ELE
VA
DO
R D
E C
AN
JILL
ON
ES
O T
P H
AR
EN
A P
RE
PA
RA
DA
3.
- TO
LVA
RE
CE
PTO
RA
S D
E A
RE
NA
PR
EP
AR
AD
A T
- O
4.- M
OLI
NO
ME
ZCLA
DO
R B
MN
- 25
0 5.
- SIL
O D
E A
LMA
CEN
AM
IEN
TO D
E A
RE
NA
50.
9 to
n 6.
- ELE
VA
DO
R D
E C
AN
JILL
ON
ES
40
T P
H A
RE
NA
SE
CA
7.- P
AS
ILLO
PA
RA
MA
NTE
NIM
IEN
TO S
ILO
8.- T
RA
SN
PO
RTA
DO
R P
AR
A A
RE
NA
REC
UPE
RA
DA
9.- D
ESM
OLD
EA
DO
RA
RD
- 25
00
10.-
SIS
TEM
A E
LEV
AD
O D
E A
RE
NA
PR
EP
AR
AD
A S
A -
2 11
.- E
LEV
AD
OR
DE
CA
NJI
LLO
NE
S 4
0 T
P H
AR
ENA
P
RE
PA
RA
DA
12.-
TOLV
A R
EC
EP
TOR
A D
E A
RE
NA
PR
EP
AR
AD
A T
- 113
.- M
OLI
NO
SP
EED
MU
LLO
R B
- 45
14.-
SIL
O D
E A
LMA
CE
NA
MIE
NTO
DE
AR
EN
A 6
2.2
ton
15.-
PA
SIL
LO P
AR
A M
AN
TEN
IME
INTO
DE
SIL
O16
.- P
OLE
A M
AG
NE
TIC
A17
.- TR
AN
SP
OR
TAD
OR
DE
AR
EN
A R
ECU
PER
AD
A18
.- D
ES
MO
LDE
AD
OR
A E
SP
EC
IAL
19.-
TRA
NS
PO
RTA
DO
R O
SC
ILA
TOR
IO20
.- V
OLT
EA
DO
R N
EU
MA
TIC
O21
.- S
ISTE
MA
DE
CAR
RO
S P
AR
A M
OLD
ES
22.-
ELE
VA
DO
R D
E C
AR
RO
S (N
EU
MA
TIC
O) Y
FR
EN
OS
P
AR
A C
AR
RO
S23
.- S
ISTE
MA
PA
RA
MAN
EJO
DE
MO
LDE
S24
.- M
ON
OR
RIE
L P
AR
A V
ACIA
DO
25.-
HO
RN
OS
DE
IND
UC
CIO
N26
.- H
OR
NO
S B
ASC
ULA
NTE
S27
.- H
OR
NO
DE
CU
BIL
OTE
28.-
ELE
VA
DO
R D
E C
AN
JILO
NE
S 4
0 T
P H
AR
EN
A S
EC
A29
.- G
RU
A V
IAJE
RA
30.-
MO
LDE
PE
RM
AN
EN
TE31
.- H
OR
NO
DE
RE
TEN
CIO
N
32.-
MO
LDE
AD
OR
A H
IDR
ON
EU
MA
TIC
A (M
ATC
H-B
LOM
ATI
C)
33.-
DE
SV
IAD
OR
EN
MO
NO
RR
IEL
34.-
ARE
A D
E P
ISO
NE
TAS
NE
UM
ATI
CA
S35
.- D
ES
VIA
DO
RES
DE
AR
ENA
36.-
MO
LDE
AD
OR
AS
MA
NU
ALE
S Y
VIB
RA
DO
R N
EU
MA
TIC
O
EN
LA
PA
RTE
INFE
RIO
R D
E L
AS
TOLV
AS
NO
ME
NC
LATU
RA
EJE 122
EJE 120
AV
DE
L A
GU
AJE
S/N
LOC
ALI
ZAC
ION
N
OR
TEP
LAN
TA F
UN
DID
OR
A D
E M
ETAL
ES N
O F
ERR
OSO
S
PLA
NTA
AR
QU
ITEC
TON
ICA

C2
C1
KJJ'
M'
M
N'
N
O'
O
P'P Q
L
KJHF-G
E
DC
BAh ig
fedcba
edcba
edcba
HO
RN
OS
DEIN
DU
CC
ION
HO
RN
OS
BAS
CULA
NTES
DE
SC
OR
AZO
NADO
RA
LINE
AS
EMIM
ECAN
IZAD
A
PIS
ON
ETAS
NE
UM
ATI
CAS
TALL
ERM
EC
ANI
COTA
LLE
R DE
MO
DELO
S Y
H
ER
RA
MIE
NTAS
LAB
OR
ATO
RIO
IMP
RE
GNA
DORA
GR
ALL
ANA
DORA
ACA
BADO
LINE
AM
EC
AN
IZAD
A
MAQ
UINA
HID
RO
NE
UM
ATIC
A
FAB
RIC
A DE
CO
RA
ZONE
SM
OLD
EP
ER
MA
NENT
E
RE
FRIG
ERA
DOR
AC
UM
ULA
DOR
PO
STE
NFR
IADO
R
CO
MP
RES
OR
CO
MP
RES
OR
PO
STE
NFR
IADO
R
AC
UM
ULA
DOR
AC
UM
ULA
DOR
PO
STE
NFR
IADO
R
CO
MP
RES
OR
EEVVAALLUUAACCIIÓÓNN DDEELL CCAAUUDDAALL
1.1 GENERALIDADES.
El aire es una sustancia que abunda en grandes cantidades en el medio atmosférico
que nos rodea y actualmente se ha sabido aprovechar para crear una fuente de
energía que realiza trabajos de diferentes tipos transformando energía neumática a
energía mecánica.
Dentro de nuestra era moderna se han buscado sistemas sofisticados para
aprovechar los recursos que se encuentran en la naturaleza y aprovecharlas para
hacer una transformación de energía y así poder sustituir más los equipos de mucho
volumen y hacer de mayor sencillez pero que a su vez sean más manejables.
Con el aire se han fabricado un sinnúmero de dispositivos de diferente uso siendo
muy compactos y de fácil manejo para cualquier persona incluso con escasos
conocimientos técnicos, además que con estos equipos se reduce más el índice de
accidentes por mala operación.
El aire es una fuente de energía que se puede trasladar a grandes distancias
ocasionando mínimas pérdidas y así tener una central de energía que esté
manejando un sinnúmero de dispositivos desde un punto estratégico, para realizar
un manejo óptimo a un costo bajo.
Para nuestro caso debemos hacer una distribución de planta bien establecido que
nos facilite un panorama eficiente para optimizar los movimientos y hacer la
producción lo más eficiente posible.
A continuación presentaremos un cuadro para marcar las diferentes áreas de trabajo
y a su vez la localización y la cantidad de los equipos a utilizarse.

Para llevar un orden en el consumo de aire lo vamos a ordenar de acuerdo a áreas
de trabajo y tener los consumos completos.
AREA DE MOLDE PERMANENTE.
En esta área se va a utilizar el aire comprimido para manejar limadoras o
limpiadoras que consisten en una turbina de flujo continuo y sirve solamente para
hacer limpieza de moldes de todos los residuos de fundición que quedan en el
proceso.
No DESCRIPCION EQUIPO 1 Máquina No. 1 Limadora No. 1 2 Máquina No. 2 Limadora No. 2 3 Máquina No. 3 Limadora No. 3 4 Máquina No. 4 Limadora No. 4
Además se instalará un equipo neumático para limpiar los moldes metálicos de
todas las rebabas; este limpiador consiste en lanzar fibra de vidrio con chorro de
aire para que caiga con fuerza en la superficie de los moldes hasta que haga caer
todo el desecho y se pueda trabajar el molde.
Por tanto para molde permanente tendremos cinco tomas.
AREA DE CORAZONES.
Para el área de fabricación de corazones solamente tendremos consumo de aire para
el proceso de corazones de cáscara porque el área de corazones de CO2 no consume
aire.
El aire en esta área es principalmente para utilizarlo en sistemas de control, sistema
de inyección de arena (arena shell) y para combinarlo con gas para hacer
combustión y coser los corazones. Como tenemos cuatro máquinas, vamos a tener
cuatro tomas de aire.

AREA DE ACABADO.
En el área de acabado el consumo es para una máquina granalladora que tiene un
sistema de control para accionar puertas por medio de cilindros neumáticos y se
utilizarán cuatro limadoras que sirven para desbastar las partes internas de las
piezas u otras partes donde no es posible hacerlo por otro medio.
En la línea de acabado se encuentra también un sistema de impregnación realizada
a base de una solución de silicato de potasio para sellar piezas fundidas de
microporos que resultan del proceso y que mediante este método se puedan
recuperar; el proceso consiste en crear u vacío en un recipiente completamente
sellado para que los microporos desalojen todas las partículas de aire que contengan
y este espacio sea llenado por el silicato de potasio impregnado así los huecos para
evitar fugas, cuando se termina de realizar este trabajo el recipiente se llena con aire
comprimido a 2.00 BAR para neutralizar presiones y así sacar las piezas
terminadas.
CONTROL DE CALIDAD.
Para control de calidad, vamos a requerir una toma de aire simplemente para
limpieza y una para el laboratorio de pruebas en accesorios hidráulicos para
detectar si están en perfectas condiciones o contienen micro porosidades.
LINEA MECANIZADA.
Siendo la línea mecanizada la de mayor producción es también la que tiene mayor
consumo de aire, mencionaremos los puntos, considerando como inicio de proceso
la preparación de arena y fabricación de moldes.
Para la preparación de arena se requiere el aire para control de instrumentación
neumática y accionamiento de cilindros para sellar o abrir puertas,
Enseguida se requiere transportar la arena por medio de cangilones y bandas
transportadoras a los centros de consumo y para realizar esto se utilizan unos

desviadores de arena integradas a las bandas que son accionadas por cilindros
neumáticos, siendo su trabajo, colocar u orillar el desviador para dejar o permitir
paso de arena en tolvas a utilizar.
Enseguida se encuentra una moldeadora hidroneumática que consume aire para
control e instrumentación y para el sistema de soplado de aire para impulsar la
arena a la caja de moldeo. Como el proceso es automático se utilizan accesorios
neumáticos para realizarse movimientos sin intervención manual.
A parte de este equipo hidroneumático se tienen dos máquinas neumáticas para
producir piezas de poca demanda, teniendo dos tolvas de almacenamiento de arena
que utilizan cada uno un vibrador neumático para dar paso de arena pues esta viene
bien preparada conteniendo un grado de humedad y soluciones impregnables de tal
manera que pueden formarse masas que se adhieran a las paredes de las tolvas.
Cuando ya se han fabricado los moldes (colocando los corazones cuando es
necesario) se transportan a una plataforma de un metro de alto para realizarse el
vaciado, para el transporte del molde se utilizan operadores para llegar a la
plataforma. La plataforma cuenta con tres pares de rieles para que en ellas se estén
manejando unos carros manuales para soportar cuatro moldes con un peso máximo
promedio de 70.00 Kg. (no considerando el peso del metal)
En la parte inferior de la plataforma se cuenta con otros tres pares de rieles, con una
inclinación de 1.5oC para recuperar los carros después de haber dejado los moldes
para terminar el proceso. Para pasar los carros de los rieles inferiores a los
superiores se realizan mediante cilindros neumáticos acoplados a una parte movible
de riel para que mediante la carrera del vástago se utilice como elevador.
Para la producción continua se tendrán los rieles llenos de carros, ahora, como los
rieles inferiores tienen una inclinación el peso de los mismos haría que e desborden
y produzcan un descontrol, para impedir esto se coloca un dispositivo accionado
por un cilindro neumático para evitar el desborde.
Se utilizan otros dispositivos neumáticos para el sistema de vaciado pero los

mencionaremos en un párrafo posterior para no desquiciar el orden.
Continuando después de hacer el vaciado se pasan los moldes a desalojar la
plataforma, en esta sección se encuentran tres charolas de vaciado (una por cada
línea) fabricadas mediante placa de acero al carbón integrándole un riel para que
lleguen hasta ese lugar los carros, la charola tiene una inclinación angular para que
la inercia del carro permita el volteo de la charola, permitiendo así el desalojo de
los moldes. Cuando los moldes caen a un transportador oscilatorio la charola pierde
peso y regresa a los rieles inferiores de la plataforma regresando los carros para el
área de moldeo.
Como paréntesis añadiremos que para terminar el proceso los moldes llegan a un
transportador oscilatorio donde la arena es separada del metal fundido para
recuperar piezas y la arena pasa a un vibrador mecánico (criba) para transportarla
por medio de bandas transportadoras de arena y elevadores de cangilones hasta un
almacenamiento de arena (tolva) lista para su nueva utilización.
En un sistema de vaciado se cuenta con un mono-riel para transportar material
fundido por medio de una olla de vaciado, el sistema de mono-riel cuenta con
varios puntos para ser cambio de dirección, estos cambios se diseñan para que se
accionen por medio de un cilindro neumático evitando la intervención manual.
La olla de vaciado es transportada por medio de un trole mecánico soportando un
polipasto neumático para que se eleve o se baje en los desniveles entre la
plataforma y el piso para ajustar la altura de vaciado para que el fluido tenga la
caída suficiente y la velocidad del metal dentro del molde sea el adecuado.
LINEA SEMIMECANIZADA.
La línea semimecanizada está integrada por un sistema similar al de la línea
mecanizada; teniendo un mezclador de arena de operación manual y no teniendo el
equipo hidroneumático. Además de no tener sistema de plataforma para el vaciado.
La línea semimecanizada tiene una toma para mezclador de arena, dos tomas para
dos desviadores de arena, además de dos tomas para fabricación de moldes
mediante moldeadoras neumáticas.
También se cuenta con dos vibradores para las tolvas almacenadoras de arena; en la
parte final de las bandas transportadoras de arena se tiene una tolva para descargar
a otros puntos de utilización, por este motivo en esta zona se colocarán unas tomas
para instalar pisonetas neumáticas que servirán para fabricar moldes que sean de un
volumen mayor para las moldeadoras o para la fabricación de piezas en donde no
convengan la instalación de la placa de moldes a una moldeadora.
En la parte de recuperación de piezas se instala un martillo neumático para que por
medio de la percusión haga que las piezas que contengan corazón, este se
desmorone y desaloje la parte ocupada para que se les empiecen a hacer su
limpieza.
AREA DE HORNOS.
El área de hornos está constituido por dos hornos de piso, tres hornos basculantes y
dos hornos de inducción. Para el proceso de fabricación de molde permanente se
cuenta con un horno basculante de fusión del metal y dos hornos de retención que
mantienen el metal a una temperatura constante durante los turnos por trabajar.
En los hornos se cuenta con tomas de aire para limpieza y para mezclar gas y aire
comprimido y así poder realizar algún calentamiento de la olla de vaciado ya que
así se evitará cualquier choque térmico que cause deterioro en el metal.
En los hornos de inducción se utiliza el aire comprimido en un vibrador neumático
para el proceso de sinterización de los hornos y para mezclar aire-gas en el secado
del sinterizado del refractario de los hornos.
Los hornos de inducción son un equipo que requiere de un sistema de seguridad
para proteger sus bobinas de algunas posibles elevadas temperaturas y este sistema
de seguridad consiste en tener un equipo de emergencia que suministre agua fría,
sin embargo se tiene otra alternativa a base de aire comprimido que se suministrará

en caso de ser necesario.
Otros puntos de aire comprimido son: el taller de modelos y herramentales y el
taller de mantenimiento.
Para el taller de modelos y herramentales se utiliza el aire principalmente en
pulidoras neumáticas, que sirven en el acabado de los modelos o para reparación de
los mismos cuando sufren averías en producción, en ocasiones se utilizan pisonetas
neumáticas para fabricar moldes y poder probar los modelos cuando son nuevos y
posteriormente pasarlos a producción no sin antes detectar los defectos y repararlos
en esos momentos.
El taller de mantenimiento utiliza aire comprimido para limpieza y para hacer
pruebas a las herramientas o accesorios neumáticos en reparación.
1.2 CAUDAL DE AIRE EN LOS EQUIPOS
La posición de los equipos es de suma importancia para saber la longitud de tubería
pero por el momento nos interesa el consumo específico por cada máquina o toma.
Procederemos a seguir un orden como lo hemos venido haciendo empezando por el
área de molde permanente y terminar en la línea semimecanizada. Es importante
mencionar que para facilitar el cálculo de caudal nos hemos basado en el consumo
que nos da el fabricante y cuando esto no ocurre procedemos a calcularlo.
Hablamos de tomas para mover limadoras que se muevan a través de turbinas
limpiando las piezas por medio de cardas o abrasivos, esta herramienta tienen un
consumo de 570 l/min de aire libre cuando están trabajando con carga produciendo
una velocidad de 3500 RPM.
La limpiadora de piezas (Sand-blast) tiene un consumo de 42 l/min.
Las máquinas corazoneras tienen un consumo promedio de 0.020 m3/min. (datos
proporcionados por el fabricante).
Para la parte de acabado tenemos cuatro limadoras consumiendo 570 l/min. además

de la máquina granalladora que tiene un consumo de 0.013 m3/min.
La máquina impregnadora utiliza aire para vencer el vacío de un tanque, su
consumo es de 0.15 l/min. aunque el tiempo es mínimo. El área de control de
calidad tiene solamente dos puntos de consumo que son: toma para limpieza en el
laboratorio y consumo de aire es de 0.15 l/min. de 4 BAR para ser pruebas de fugas
de agua en las piezas fundidas.
El área mecanizada que es el área más grande en cuanto al consumo de aire se
refiere, lo vamos a seccionar para que sea más entendible:
A. Área de preparación y suministro de arena.
B. Área de elevación de carros y transporte de moldes.
C. Volcadores de carros.
D. Área de mono-riel.
A.- AREA DE PREPARACIÓN Y SUMINISTRO DE ARENA
La arena se prepara mediante un mezclador de arena que utiliza aire para accionar
cilindros neumáticos y su consumo promedio es de Q = 0.085 m3/min. enseguida
está una banda transportadora de arena y esta conduce a tres tolvas de
almacenamiento de arena, por medio de un cilindro neumático; del cilindro
neumático solamente tenemos las dimensiones por lo que vamos a calcular su
consumo promedio por medio de la siguiente formula.
Q = (A1 + A2) * C * (P + 1) + (VM + VT) * P * n .......................................( 1.1 )
Donde:
Q = Caudal de aire libre& en dm3/ min.
A1 = Área del émbolo en dm2 A2 = Área del vástago en dm2
C = Carrera del émbolo en dm.
VM = Volumen del espacio muerto en dm3

VT = Volumen de la tubería de interconexión en dm3
n = Número de ciclo por minuto.
P = Presión de servicio en BAR.
(&) El caudal se menciona como aire libre pues las condiciones anotadas son las
ambientales en cuanto a presión y temperatura.
De la fórmula No. (1.1)
(A1 + A2) * C * (P + 1) = a (VM * P) = b
Q = [ (a*c) + b + (VT * P)]* n .........................................................................(1.2 )
Donde c = carrera del émbolo en cm.
AtmosferaDistribuidor
LUB FIL
De la redneumatica
a
c
b
Figura No. (1.1) Consumo total de aire en un cilindro neumático.

La fórmula anterior es considerada para un cilindro de doble efecto, y los valores
de “a” y “b” son dados por la tabla de la figura No. (1.2)
Figura No (1.2) Consumo de aire comprimido en los cilindros.
El valor de (VT * P) es la cantidad de aire que se tiene desde la válvula de mando
hasta en cilindro de consumo.
Lo vamos a mostrar gráficamente para que sea más comprensible.
Siendo “a” el cilindro de doble efecto “b” la válvula de mando, las líneas 1 y 2; 3 y
4 son las mangueras de interconexión, se considera por el desalojo de aire desde el
cilindro hasta la válvula neumática. Para encontrar este valor es necesario ubicar la
posición de la válvula y así saber la longitud de tubería de interconexión.

Figura No (1.3) Ábaco para la determinación del volumen de aire libre contenido de interconexión.

Los desviadores neumáticos deben de ser controlados por el operador del molino
(mezcladora de arena) y se encuentra a 2.00 m, siendo la diferencia de nivel entre la
válvula de mando y el cilindro de 2.5 m. Además entre la válvula y el cilindro más
lejano existe una separación de 7.00 m siendo así la longitud L=9.5 m Para VM * P.
Para efectos de cálculo se está considerando el punto más alejado.
Los datos de nuestro cilindro son:
DIN = 40.00 mm
C = 25.00 mm
dIN = 6.35 mm
para encontrar los valores de “a” y “b” nos auxiliamos de la tabla de la figura
No.(1.2) que nos da estos valores sabiendo la presión de trabajo y el diámetro
interior P = 7.0 BAR.
a = 0.185 mm
b = 0.070 mm
el valor de (VT * P) se obtiene teniendo la longitud del tubo flexible, siendo L =
9.50 m, su diámetro interior dIN = 6.35 mm y la presión de trabajo P = 7.00 BAR,
recurrimos al ábaco de la figura No. (1.3), para el consumo de aire libre, siendo (VT
* P) = 2.25 lts, como el cilindro es de doble efecto tendremos que 2 (VT * P) = 4.5
lts. Por ser un cilindro de doble efecto.
Teniendo todos los datos los sustituimos en la fórmula No. 2
Q = [(0.185)*(25) + 0.070 + 4.50]*n
Q = [4.625 + 0.070 + 4.50]*n = 9.195n (lt/min)

El valor de “n” va en función del número de veces que hay que accionar el
desviador para llenar las tolvas, la capacidad de las tolvas es de aproximadamente
500 Kg. La capacidad máxima de producción del moldeador es de 120 moldes de
70.00 Kg. esto quiere decir que en una hora se consumirán 8400 Kg. ó 16.80 tolvas
de 500 Kg. Al calcular el promedio de accionamiento se tiene que es de 3.57 min.
(aproximadamente a cada 4 min.), sin embargo el accionamiento es solamente
cuando se le suministre arena a las otras tolvas de moldeadoras manuales que
tienen una capacidad de producción de 20 moldes de 50 Kg. por hora esto quiere
decir que los desviadores se accionarán a cada 30 min. para el movimiento de la
compuerta, esto quiere decir que:
n = 1/30 min.
Q = (9.195)*(1/30) = 0.183 lt/min.
Después de los desviadores neumáticos tenemos la máquina hidroneumática que
por recomendación del fabricante va tener un tanque de almacenamiento de aire
con capacidad de 1,600.00 lts. de aire a una presión de 5.6 BAR con una tubería de
salida de 50 mm de diámetro. Para calcular el gasto es necesario hacer mención de
una fórmula que nos indicaría el paso por la tubería pues el paso de aire es libre
V = G/60P X 10,000.00/A ....................................................(1.3)
Donde:
V = Velocidad del aire en m/seg.
G = Gasto en m3/min.
P = Presión de trabajo en BAR.
A = Área (sección transversal del tubo)
De la fórmula (1.3) despejamos G:

G = V60PA/10,000.00
Si V = 8.00 m/seg. (velocidad recomendable para tubería secundaria)
P = (5.6 + 1) BAR (presión absoluta de trabajo).
A = 3.1416 (D2)/4 = 3.1416 * (52)/4 = 19.63 cm2.
Sustituyendo todos los valores en la fórmula, tenemos:
G = [8.00 * 60.00 * 6.60 * 19.63]/10,000.00 = 6.22 m3/min.
Mas aparte un consumo promedio de G = 0.013 m3/min. para control de válvulas de
mando;
G = 6.22 + 0.013 = 6.233 m3/min.
Para el suministro de arena de una tolva a la máquina se ocupa un vibrador
neumático que está acoplado al cuerpo de la tolva para causar vibraciones y dejar
caer esta a la moldeadora y así evitar que se apelmacen masas por el contenido de
aglutinantes.
La forma como funciona un vibrador neumático es aplicarle aire para ejercer
presión a un pistón deslizable, cuando le llega presión, el pistón es movido con gran
impulso ejerciendo impacto hacia un lado, cuando se ha dado el golpe le entra aire
en sentido, esto ocurre en forma rápida dando una cantidad de impactos de 1.900.00
golpes/min. Estos impactos producen un movimiento de percusión causando con
esto la vibración, además que desaloja el aire al medio ambiente después de realizar
el trabajo. El consumo de aire para el vibrador neumático es de 610 lt/min.
Los puntos de consumo de arena son las moldeadoras neumáticas que fabrican
moldes con un proceso semiautomático por medio de movimientos alternativos de
cilindros. El consumo de éstos equipos es de Q = 0.173 m3/min.
B.- AREA DE ELEVACIÓN DE CARROS Y TRANSPORTADORES DE
MOLDES.
En la línea mecanizada se encuentra una plataforma de 1.00 m de altura donde tiene
integrado tres juegos de rieles que sirven para transportar carros con capacidad de
cuatro moldes de 70.00 Kg. (c/u) para llevarlos a ese nivel a un área que se llama
de vaciado. En la parte inferior de la plataforma se encuentran otros tres juegos de
rieles que tienen la función de retornar a los carros al área de fabricación de moldes
después que fueron recuperados de un área llamado de recuperación de arena, los
rieles inferiores están diseñados con una inclinación de 1.5o para que retornen por
medio de gravedad, después de la fabricación de moldes se tiene el medio de
traslación para los moldes por medio de dispositivos mecánicos para colocarlos en
la plataforma con carros que han sido elevados previamente mediante elevadores
neumáticos que consisten en cilindros de 100 mm de carrera, estos cilindros tienen
la función de elevar los carros de los rieles inferiores a los rieles superiores, se
deben considerar para el paso de cuatro moldes con un peso P = 70.00 Kg. Mas el
peso de los rieles y el carro, se considerará un cilindro que tiene D = 152 mm y c =
100 cm.
De la fórmula (1.2)
Q = [a*c + b + (VT * P)*n
de la tabla de la figura No, (1.2) a 7.00 BAR

a = 2.836
b = 1.078
de la tabla de la figura No. (1.2) (VT * P) = 1.50 Lts.
Q = [(2.836)*(100) + 1.078 + 1.5]*n
Q = 286.10*n Lt/min.
Para encontrar el valor de “n” vamos a considerar la producción máxima en la
máquina moldeadora y este valor es de 120 moldes por hora (120 m/h) distribuidos
en tres sistemas de rieles, cada riel va a absorber 40 moldes, ahora en cada carro le
caben cuatro moldes, esto significa que vamos a utilizar 30 veces el cilindro por
hora.
Q = 286.10 lts. * 30 ciclos / hora = 8583 lts. / hora = 143.05 lts. / min.
Los carros se suministran por medio de un riel inclinado a 1.5o para que lleguen a
su punto de utilización por medio de gravedad por lo que al final se debe colocar un
tope para que los carros no se desborden. Este tope es un dispositivo accionado por
medio de un cilindro neumático.
De la figura No. (1.2) De la figura No. (1.3).
a = 0.120 b = 0.049 c = 70.00 (VT * P) = 0.95 Lts.
Q = [a*c + b + VT * P]*n
Q = [(0.120 * 7) + 0.049 + 0.95]*n

.
Q = [1.839 * 30 ciclos / hora] = 55.17 lts/hr Q = 0.20 lts /min.
C.- VOLCADORES DE CARROS.
Los carros son trasladados por medio de los rieles hacia la zona de vaciado para
que se llenen de metal, se desplazan después a la zona de volteo donde llegan a una
charola que es volcada por el impulso que lleva el carro, son cuatro moldes y una
inclinación de 1.5o cuando son vaciados los moldes, la charola regresa a una
posición que comunica al carro con el riel inferior para ser desalojado y llegar a su
punto de utilización, después de haber ocurrido esto, la charola es llevada a su
posición original por medio de un cilindro neumático con las siguientes
características.
DIN = 70.00 mm
c = 30.00 cm
L = 8.00 m (longitud de la manguera)
dIN = 6.35 mm de manguera
de la Figura No. (1.2)
a = 0.5932 b = 0.311
de la Figura No. (1.3)
(VT * P) = 2.00 Lts.
De la formula Q = [a*c + b + VT * P]*n
Q = [0.5932 * 0.30 + 0.311 + 2.00]*n = 20.10 lts / ciclo.
La proporción con la que se va a estar volcando los carros es de acuerdo al envío de
nuevos carros a la plataforma y estos están dados de acuerdo a la capacidad de la
máquina moldeadora, o sea cada 30 minutos.
Q = 20.10 / 30 = 0.67 lts. / min.
D.- AREA DE MONO-RIEL.
Es una zona aérea soportada por columnas de viga tipo “I” y sirve para trasladar la
olla de vaciado desde los hornos de inducción hasta la zona de vaciado y viceversa.
En la zona de vaciado se encuentran dos desviadores neumáticos que tienen la
función de hacer el cambio de dirección del riel de acuerdo al punto de utilización
que se use en ese instante y se tiene otro en la zona de hornos, teniendo este la
función de hacer el cambio de dirección cuando en lugar de alimentar a la olla de
vaciado desde los hornos de inducción, se haría desde los hornos basculantes
localizados a un costado de los primeros. Estos desviadores neumáticos se mueven
por una válvula neumática con accionamiento por llave ya que una mala operación
resultaría muy riesgosa pues tendría como consecuencia que la olla de vaciado se
derramara pudiendo ocasionar hasta un fuerte accidente.
El desviador neumático consta de un cilindro cuyas características son las
siguientes:
DIN = 50.00 mm
c = 30.00 cm
L = 2.00 m.
dIN = 6.35 mm
de la Figura No. (1.2)

a = 0.289 b = 0.182
de la Figura No. (1.3)
(VT * P) = 0.500 Its.
De la fórmula Q = [a*c + b + VT * P]*n
Q = [0.289 * 30.00 + 0.182 + 0.50]*n = 9.352 lts / ciclo.
La frecuencia de operación de estos desviadores neumáticos es de
aproximadamente una vez por hora siendo su promedio de consumo de.
Q = 9.352/60 = 0.156 lts/min.
También se utiliza un polipasto neumático para elevar la olla de vaciado en los
desniveles que se localizan entre el nivel de piso de los hornos de inducción y la
plataforma de vaciado, su consumo promedio es de Q = 0.40 m3 considerando un
polipasto de 0.50 Ton.
LINEA SEMIMECANIZADA.
La línea semimecanizada tiene equipos similares en cuanto a almacenamiento de
arena y su transportación, sin embargo, el mezclador de arena (molino) así como
sus moldeadoras son operados manualmente ya que no tienen el moldeador
hidroneumático. Esta línea consta de dos desviadores de arena similares al de la
línea mecanizada por lo tanto estos tienen un consumo de aire de Q = 0.183 lt/min.
Siendo las tolvas similares con capacidad de 500 Kg. Estos cuentan con dos
vibradores con un consumo de aire de Q = 0.173 m3/min., enseguida tenemos

ubicado el molino mezclador de arena que por datos del fabricante tenemos un
consumo de aire de Q = 0.0133 m3/min.
El tipo de moldeo es mediante dos moldeadoras tipo QCK que tienen un consumo
por cada uno de Q = 0.173 m3/min.
Hay piezas especiales que se fabrican con un volumen mínimo y esto significa que
no se tiene la necesidad de montar el modelo (molde de fabricación de piezas) a
una moldeadora de producción en serie, simplemente se coloca en una base una
caja moldeadora de arena y se le aplica arena sílica debidamente preparada con sus
aglutinantes y se somete a una compactación por medio de una pisoneta neumática
que le dará forma al molde hasta formarlo correctamente con las características
particulares para cada caso; esta pisoneta utilizada tipo (CP-4711-LYRA) tiene los
datos:
DIN = 27.00 mm
c = 1.020 cm
L = 0.00 m.
n = 850.00
de la Figura No. (1.2)
a = 0.08428 b = 0.034
de la Figura No. (1.3)
(VT * P) = 0.00 Its.
De la fórmula Q = [a*c + b + VT * P]*n
Q = [0.08428 * 1.02 + 0.034 + 0.00]*850 = 0.759 lts / min.

En el área de recuperación de piezas fundidas se coloca un dispositivo para
limpieza interior, ya que previamente se insertó un corazón en el molde para dar las
dimensiones interiores, con las altas temperaturas a la hora del vaciado este corazón
se cristaliza y obtiene una dureza considerable y para desprenderla del interior de la
pieza fundida nos auxiliamos del dispositivo formado pro una base fabricada con
canales tipo “U” de material A-36, un cilindro neumático para elevar o acercar a la
colada de la pieza al martillo neumático, una válvula de control para operar el
cilindro neumático y el martillo neumático que por medio de percusión desmorona
el corazón. Los datos del fabricante nos indica que el consumo es de Q = 0.700
m3/min.
HORNOS DE INDUCCIÓN.
En el área de los hornos de inducción vamos a tener una toma de aire para limpieza
y en algunas ocasiones se hará un quemador mezclando aire comprimido con gas
butano para el secado del refractario de los hornos, el consumo de aire es de Q =
0.083 m3/min.
Otra toma sirve para hacer el sinterizado de los hornos de inducción y se utiliza un
vibrador neumático que sirve para apelmazar perfectamente y que quede muy
compacto el refractario, su consumo Q = 0.560 m3/min.
Solamente nos queda ver el consumo de aire para el área de modelos y
herramentales y el taller mecánico.
En modelos y herramentales vamos a instalar tres tomas de aire para limpieza de
equipo y para utilizar unas limadoras que sirven para dar una limpieza a los moldes,
se considera para las tomas de aire un consumo por cada uno de Q = 0.30 m3/min. y
para una limadora Q = 0.570 m3/min.
En el taller mecánico se van a tener dos tomas que servirán para limpieza de equipo
y para hacer pruebas a unos dispositivos neumáticos como pisonetas, cilindros

neumáticos, válvulas, limadoras, etc., considerándose un consumo por toma de Q =
0.30 m3/min.
Habiendo analizado cada una de las tomas de aire a utilizar y su consumo unitario,
procedemos a evaluar el caudal promedio por un día, considerando como día a dos
turnos de ocho horas de trabajo efectivo. Para esto procedemos de la siguiente
forma: se toma como base el consumo unitario, considerándolo en los turnos de
trabajo y marcando el tiempo efectivo de utilización durante las jornadas y así sacar
el consumo por día.
EJEMPLO:
PISONETA NEUMÁTICA: Donde QU = 0.76 m3/min. considerando tres pisonetas.
Q = 3QU = 3 * (0.76 m3/min.) = 2.28 m3/min.
Ahora, como se trabaja un tiempo efectivo de 240 min./turno
Q = 2.28 m3/min.* 240 min/turno. = 547.00 m3/turno.
Siendo el día de dos turnos
Q = 547.00 m3/turno.* 2 turno / día = 1094 m3/día.
MOLDEADORA HIDRONEUMATICA (MATCH BLOMATIC) Para este equipo
ya calculamos Q en una sección anterior y equivale a 6.233 m3/min. Como la
capacidad máxima de producción es de 120 moldes por hora analicemos como será
accionado para suministrar el aire: en cada molde se tiene un soplado para impulsar
la arena, de un recipiente interior de almacenamiento a la caja de moldeo y esto se

realiza regulando dicho soplado mediante un temporizador eléctrico que acciona
una electro válvula por un tiempo exacto de 8 segundos, tiempo suficiente para
impulsar 70 Kg. de arena para después ser compactado hidráulicamente y así
formar el molde. Como en una hora lo vamos a accionar 120 veces el tiempo útil es
de (120*8) 960 segundos que transformado en minutos tenemos la cantidad de
16.00 y sabiendo que tenemos dos jornadas de ocho horas nos da el valor de:
Q = QU = 1 * (6.233 m3/min.) = 6.233 m3/min.
Q = 6.233 m3/min.* 16 min./hora. = 99.728 m3/hora.
Siendo el turnos de ocho horas
Q = 99.728 m3/hora.* 8.00 horas. / turno = 797.82 m3/turno
Q = 797.82 m3/turno.* 2.00 turnos. / Día. = 1595.65 m3/Día.
Procediendo de esta manera y analizando cada caso en particular, considerando su
capacidad de producción, tiempo útil y consumo tenemos la Figura No. (1.4) que
nos da el volumen promedio requerido de acuerdo a un análisis minucioso.
Solamente vamos a desglosar como obtuvimos el valor último que se muestra el la
columna “promedio”; en esta tabla encontramos el valor del caudal de un día de
960 min.
Si dividimos QT caudal total entre el tiempo útil, tendremos:
QP = QT / t
Donde QP = Caudal promedio; QT = caudal total t = tiempo de trabajo.
Resultando el valor de QP = 8.6727 m3/min. En el consumo de aire se debe considerar que puede haber fugas en las líneas o en
algunas ocasiones en los puntos de consumo. Para que en un instante no haya

caídas de presión se debe de considerar un 10% adicional por fugas y un 20% por
unas posibles ampliaciones futuras, esto es:
Consumo de aire 8.6727 m3/min.
10 % pérdidas por fugas 0.8672 m3/min.
20 % para ampliaciones 1.7345 m3/min.
TOTAL 11.2744 m3/min.
Teniendo el consumo final necesitamos un compresor que nos suministre esta
cantidad de aire, pero esto lo mencionaremos en el capitulo siguiente.

Figura No (1.4) Tabla de valores de consumo de caudal de aire comprimido por la cantidad de equipos existentes para un promedio de dos turnos.

SELECCIÓN DEL COMPRESOR
2.1 GENERALIDADES.
Compresor es una máquina térmica que sirve para elevar la presión de un fluido
gaseoso desde una presión PO (para el aire a presión atmosférica) hasta una presión
P1, siendo este la presión de trabajo.
Para que los equipos que vamos a poner en operación desarrollen el trabajo
encomendado necesitamos alimentarlos de aire comprimido a una presión de 7.0
BAR, así que seleccionaremos un compresor que nos suministre el caudal necesario
y en las condiciones más eficientes, pues vamos a manejar equipos de
instrumentación y control así como cilindros neumáticos y chorros de aire para
moldeo en arena, esto significa que el aire debe estar libre de residuos de agua, libre
de polvo, libre de aceite; parva evitar corrosión en las tuberías, deterioro y mal
funcionamiento en cilindros neumáticos y equipos de control.
Cuando el aire va a tener usos más delicados como en la fabricación de productos
farmacéuticos o productos alimenticios, el aire debe estar completamente libre de
aceite y seco, normalmente para que esto suceda, se utilizan compresores
reciprocantes completamente libre de aceite y con cilindros de acero inoxidable y
complementos de carbón y teflón para resistir elevadas temperaturas así como
sistemas de enfriamiento adicionales en las cabezas para mantener una temperatura
constante y desde esas condiciones empezar a enfriar al aire para empezar a
condensar las moléculas de agua que se encuentren mezclados con el aire.
Al seleccionar un compresor debemos considerar varios factores como son: el
caudal, la presión de salida, temperatura de salida, la generación de ruido en el
sistema así también los espacios que se ocupan en la instalación y dependiendo el
tamaño del equipo, el tipo de cimentación que requiera para evitar vibraciones que
puedan dañar la construcción y equipos que se encuentren cerca de las instalaciones
del sistema de compresión.
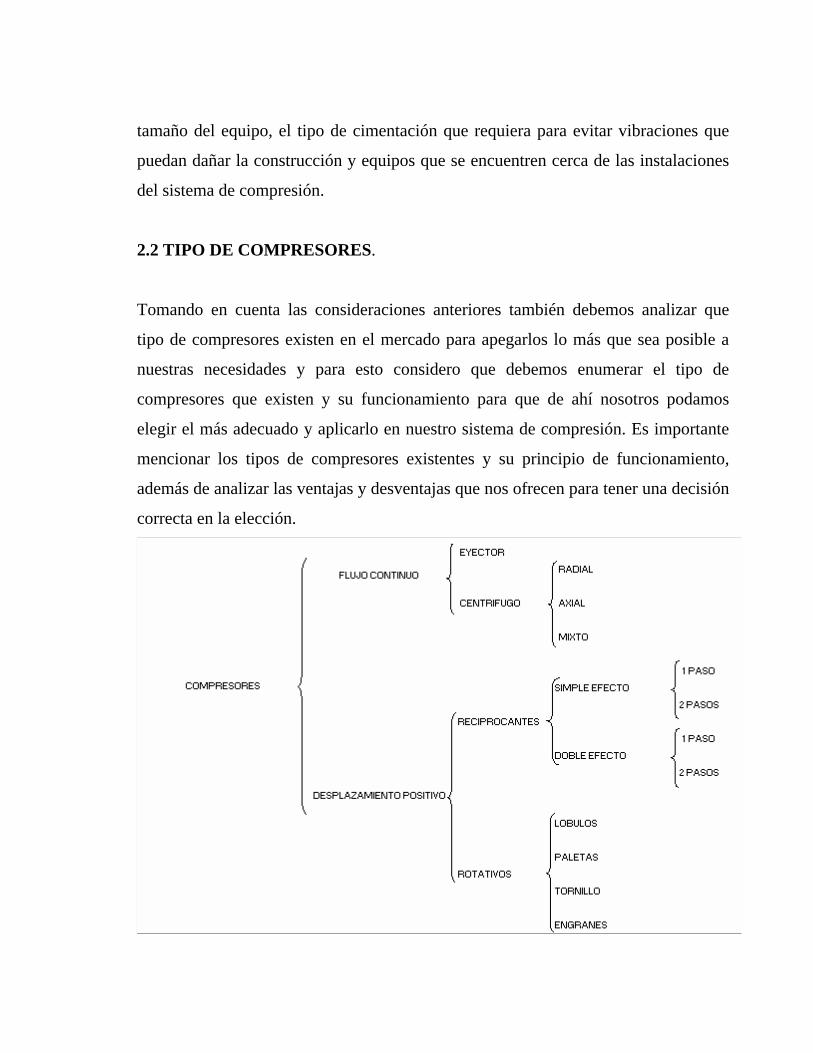
2.2 TIPO DE COMPRESORES.
Tomando en cuenta las consideraciones anteriores también debemos analizar que
tipo de compresores existen en el mercado para apegarlos lo más que sea posible a
nuestras necesidades y para esto considero que debemos enumerar el tipo de
compresores que existen y su funcionamiento para que de ahí nosotros podamos
elegir el más adecuado y aplicarlo en nuestro sistema de compresión. Es importante
mencionar los tipos de compresores existentes y su principio de funcionamiento,
además de analizar las ventajas y desventajas que nos ofrecen para tener una decisión
correcta en la elección.

COMPRESOR ALTERNATIVO O DE EMBOLO
Los compresores alternativos funcionan con el principio adiabático mediante el cual se
introduce el gas en el cilindro por las válvulas de entrada, se retiene y comprime en el
cilindro y sale por las válvulas de descarga, en contra de la presión de descarga. Estos
compresores rara vez se emplean como unidades individuales, salvo que el proceso
requiera funcionamiento intermitente. Por ejemplo, si hay que regenerar un catalizador
cada dos o tres meses o se tiene un suministro de reserva en otra fuente, esto daría
tiempo para reparar o reemplazar las válvulas o anillos de los pistones, si es necesario.
Los compresores alternativos tienen piezas en contacto, como los anillos de los pistones
con las paredes de¡ cilindro, resortes y placas o discos de válvulas que se acoplan con
sus asientos y entre la empaquetadura y la biela. Todas estas partes están sujetas a
desgaste por fricción.
Los compresores alternativos pueden ser del tipo lubricado o sin lubricar. Si el proceso
lo permite, es preferible tener un compresor lubricado, porque las piezas durarán más.
Hay que tener cuidado de no lubricar en exceso, porque la carbonización del aceite en
las válvulas puede ocasionar adherencias y sobrecalentamiento. Además, los tubos de
descarga saturados con aceite son un riesgo potencia de incendio, por lo que se debe
colocar corriente abajo un separador para eliminar el aceite. Los problemas más
grandes en los compresores con cilindro lubricados son la suciedad y la humedad, pues
destruyen la película de aceite dentro del cilindro.
La mejor forma de evitar la mugre es utilizar coladores temporales en la succión para
tener un sistema limpio al arranque. La humedad y los condensados que llegan a la
succión del compresor se pueden evitar con un separador eficaz colocado lo más cerca
que sea posible del compresor. Si se va a comprimir un gas húmedo, habrá que pensar
en camisas de vapor o precalentamiento del gas de admisión, corriente abajo del
separador.

En los compresores sin lubricación, la mugre suele ser el problema más serio, y hay
otros problemas que puede ocasionar el gas en sí. Por ejemplo, un gas absolutamente
seco puede ocasionar un severo desgaste de los anillos; en este caso, hay que consultar
con el fabricante, pues constantemente se obtienen nuevos datos de pruebas. En los
compresores no lubricados, los anillos del pistón y de desgaste se suelen hacer con
materiales rellenos con teflón, bronce, vidrio o carbón, según sea el gas que se
comprime. Las fugas por la empaquetadura se deben enviar a un sistema de quemador
o devolverlas a la succión. Los compresores lubricados pueden necesitar tubos
separados para lubricar la empaquetadura, aunque en los cilindros de diámetro pequeño
quizá no se requieran. Las empaquetadoras de teflón sin lubricación suelen necesitar
enfriamiento por agua, porque su conductividad térmica es muy baja. Si se manejan
gases a temperaturas inferiores a 38o C, el fabricante debe calcular la cantidad de
precalentamiento del gas mediante recirculación interna. Esto significa que se
necesitará un cilindro un poco más grande para mover el mismo peso de flujo.
Los compresores alternativos deben tener, de preferencia motores de baja velocidad, de
acoplamiento directo, en especial si son de más de 225 KW; suelen ser de velocidad
constante. El control de la velocidad se logra mediante válvulas descargadoras, y estas
deben ser del tipo de abatimiento de la placa de válvula o del tipo de descargador con
tapón o macho. Los descargadores que levantan toda la válvula de su asiento pueden
crear problemas de sellamiento. La descarga puede ser automática o manual. Los pasos
normales de descarga son 0-100%, 0-50-100%, o- 25-60-75-100% y se pueden obtener
pasos intermedios con cajas de espacio muerto o botellas de despejo; pero, no se deben
utilizar estas cajas si puede ocurrir polimerización, salvo que se tomen las
precauciones adecuadas.
Los compresores alternativos de embolo se clasifican:
Según la fase de compresión en
Monofásico o de simple efecto, cuando el pistón realiza una sola fase de compresión
(la acción de compresión la ejecuta una sola cara del pistón).
Bifásico de doble efecto o reciprocante cuando el pistón realiza doble compresión (la
acción de compresión la realizan ambas caras del pistón).
Según las etapas de compresión se clasifican en:
Compresores de una etapa cuando el compresor realiza el proceso de compresión en
una sola etapa.
Compresores de varias etapas cuando el proceso de compresión se realiza en mas de
una etapa por ejemplo una etapa de baja presión y una etapa de alta presión.
Según la disposición de los cilindros se clasifican en:
VERTICALES - HORIZONTALES
Los compresores alternativos abarcan desde una capacidad muy pequeña hasta unos 85
m3/min. Para equipo de procesos, por lo general, no se utilizan mucho los tamaños
grandes y se prefieren los centrífugos. Si hay alta presión y un gasto más bien bajo, se
necesitan los alternativos. El número de etapas o cilindros se debe seleccionar con
relación a las temperaturas de descarga, tamaño disponible para los cilindros y carga en
el cuerpo o biela del compresor.
Los tamaños más bien pequeños, hasta de unos 75 KW, pueden tener cilindros de
acción sencilla, enfriamiento con aire, y se puede permitir que los vapores del aceite
en el depósito (cárter) se mezclen con el aire o gas comprimidos. Estos tipos sólo son
deseables en diseños especiales modificados.
Los tipos pequeños para procesos, de un cilindro y 20 o 150 KW, tienen enfriamiento
por agua, pistón de doble acción, prensaestopas separado que permite fugas
controladas y pueden ser de¡ tipo no lubricado, en el cual el lubricante no toca el aire o
gas comprimido. Se utilizan para aire para instrumentos o en aplicaciones pequeñas
para gas de proceso. Los compresores más grandes para aire o gas son de dos o más
cilindros. En casi todas las instalaciones, los cilindros se disponen en forma horizontal
y en serie, de modo que presenten dos o más etapas de compresión. El número de
etapas de compresión depende, en gran parte de la elevación de temperatura en una
etapa, que suele estar limitada a unos 120o C, de la carga en el cuerpo o biela que se
puede manejar y, de vez en cuando, de¡ aumento total en la presión en una etapa,
respecto de¡ diseño de las válvulas del compresor, que suelen ser para menos de 70
BAR.
La relación o razón total de compresión se determina para tener una idea inicial
aproximada del número de etapas. Si la relación es muy alta, entre 3.0 y 3.5 para una
sola etapa, entonces la raíz cuadrada de la relación total será igual a la relación por
etapa para las dos etapas, a la raíz cúbica para tres etapas, etc. Las presiones interetapas
y la relación por etapa reales se modificarán después de tener en cuenta las caídas de
presión en interenfriadores, tubería entre etapas, separadores y amortiguadores de
pulsaciones, si se utilizan.
Los compresores de émbolo comprimen gases y vapores en un cilindro a través de un
émbolo de movimientos rectilíneo y se utilizan para el accionamiento de herramientas
neumáticas (6 a 7 BAR), instalaciones frigoríficas de amoníaco (hasta 12 BAR),
abastecimiento de gas a distancia (hasta 40 BAR), licuación del aire (hasta 200 BAR),
locomotoras de aire comprimido (hasta 225 BAR) e hidrogenación y síntesis a
presión (hasta más de 1000 BAR).
F Superficie eficaz del émbolo (m2) carrera del émbolo (m) revoluciones por minuto
Vh = Fs Cilindrada (M3)
gVh Fs0 Espacio perjudicial (m3)
Vh + g Vh Espacio total encerrado dentro de los órganos de cierre del cilindro (m3)
P Presión (BAR)
P1 P2 Presión media en la tubería antes y después del escalón correspondiente (BAR)
P 1{ P 2
{ Presión media de aspiración y impulsión en el cilindro del escalón correspondiente (BAR).
V& Volumen indicado de aspiración (m3)
V = Vef Volumen o gasto efectivo, referido al estado de la aspiración (m3 / min.), (m3/ h)
nv Rendimiento volumétrico
Grado de aprovechamiento
E Trabajo de la compresión o de expansión (kg/m3)
COMPRESORES ROTATIVOS O CENTRÍFUGOS
Los compresores centrífugos impulsan y comprimen los gases mediante ruedas de
paletas.
Los ventiladores son compresores centrífugos de baja presión con una rueda de paletas
de poca velocidad periférica (de 10 a 500 mm de columna de agua; tipos especiales
hasta 1000 mm). Las máquinas soplantes rotativas son compresores centrífugos de
gran velocidad tangencial (120 a 300 m/seg.) y una relación de presiones por escalón
p2/p1 = 1,1 a 1,7. Montando en serie hasta 12 ó 13 rotores en una caja puede alcanzarse
una presión final de » 12 BAR, comprimiendo aire con refrigeración repetida.

COMPRESORES DE PALETAS DESLIZANTES
Este tipo de compresores consiste básicamente de una cavidad cilíndrica dentro de la
cual esta ubicado en forma excéntricas un rotor con ranuras profundas, unas paletas
rectangulares se deslizan libremente dentro de las ranuras de forma que al girar el rotor
la fuerza centrifuga empuja las paletas contra la pared del cilindro. El gas al entrar, es
atrapado en los espacios que forman las paletas y la pared de la cavidad cilíndrica es
comprimida al disminuir el volumen de estos espacios durante la rotación.
COMPRESORES DE PISTON LIQUIDO
El compresor rotatorio de pistón de liquido es una maquina con rotor de aletas múltiple
girando en una caja que no es redonda. La caja se llena, en parte de agua y a medida
que el rotor da vueltas, lleva el liquido con las paletas formando una serie de bolsas.
Como el liquido, alternamente sale y vuelve a las bolsas entre las paletas(dos veces por
cada revolución). A medida que el liquido sale de la bolsa la paleta se llena de aire.
Cuando el liquido vuelve a la bolsa, el aire se comprime.
COMPRESORES DE LÓBULOS (ROOTS)
Se conocen como compresores de doble rotor o de doble impulsor aquellos que
trabajan con dos rotores acoplados, montados sobre ejes paralelos, para una misma
etapa de compresión. Una máquina de este tipo muy difundida es el compresor de
lóbulos mayor conocida como "Roots", de gran ampliación como sobre alimentador de
los motores diese¡ o sopladores de gases a presión moderada. Los rotores, por lo
general, de dos o tres lóbulos están conectados mediante engranajes exteriores. El gas
que entra al soplador queda atrapado entre los lóbulos y la carcaza; con el movimiento
de los rotores de la máquina, por donde sale, no pudieron regresarse debido al estrecho
juego existente entre los lóbulos que se desplazan por el lado interno.

COMPRESORES DE TORNILLO
La compresión por rotores paralelos puede producirse también en el sentido axial con
el uso de lóbulos en espira a la manera de un tornillo sin fin. Acoplando dos rotores de
este tipo, uno convexo y otro cóncavo, y haciéndolos girar en sentidos opuestos se
logra desplazar el gas, paralelamente a los dos ejes, entre los lóbulos y la carcaza.
Las revoluciones sucesivas de los lóbulos reducen progresivamente el volumen de gas
atrapado y por consiguiente su presión, el gas así comprimido es forzado axialmente
por la rotación de los lóbulos helicoidales hasta 1ª descarga.
Principio de funcionamiento - Caudal
Los compresores rotativos pertenecen a la clase de maquinas volumétricas; por su
principio de funcionamiento son análogos a las bombas rotativas. Los mas difundidos
son los compresores rotativos de placas; últimamente hallan aplicación los
compresores helicoidales.
Al girar el rotor, situado excéntricarnente en el cuerpo, las placas forman espacios
cerrados, que trasladan el gas de la cavidad de aspiración a al cavidad de impulsión.
Con esto se efectúa la compresión del gas. Tal esquema del compresor, teniendo buen
equilibrio de las masas en movimiento, permito comunicar al rotor la alta frecuencia de
rotación y unir la rnáquina directamente con motor eléctrico.
Al funcionar el compresor de placas se desprende una gran cantidad de calor a causa
de la presión mayores de 1,5 el cuerpo del compresor se fabrica con enfriamiento por
agua.
Los compresores de placas pueden utilizarse para aspirar gases y vapores de los
espacios con presión menor que la atmosférica. En tales casos el compresor es una
bomba de vacío. El vacío creado por las bombas de vacío de placas alcanza el 95%

El caudal del compresor de placas depende de sus dimensiones geornétricas y de la
frecuencia de rotación. Si se considera que las placas son radiales el volumen del gas
encerrado entre dos de estas donde f es la superficie máxima de la sección transversal
entre las placas, 1 la longitud de la placa.
Las piezas de trabajo principales del compresor son los visinfmes(tomillo) de perfil
especial; la disposición recíproca de los tornillos esta fijada estrictamente por las
ruedas dentadas que se encuentran en engrane, encajadas sobre los árboles. El huelgo
en el engranaje en estas ruedas dentadas sincronizadas es menor que los tomillos, por
lo cual la fricción mecánica en los últimos esta excluida. El tornillo con cavidades es el
órgano distributivo del cierre, por eso la potencia transmitida por las ruedas por las
ruedas dentadas sincronizadas no es grande, por consiguiente, es pequeño su desgaste.
Esta circunstancia es muy importante debido a la necesidad de conservar huelgos
suficientes en el par de tornillos.
Regulación del caudal
De la ecuación para determinar el caudal de los compresores de rotor se ve que el
caudal es proporcional a la frecuencia de rotación del árbol del compresor. De esto se
deduce el procedimiento de regulación de Q cambiando n.
Los compresores de placas se unen con los electromotores en la mayoría de los casos
directamente y la frecuencia de rotación de estos constituyen 1540, 960, 735 rpm. Para
regular el caudal en este caso es necesario empatar entre los árboles del motor y el
compresor un vareador de velocidad.
La frecuencia de rotación de los compresores helicoidales es muy alta, alcanza en el
caso de accionamiento por turbina de gas, 15000 r.p.m. Los compresores helicoidales
grandes de fabricación habitual funcionan con una frecuencia de rotación de 3000 rpm.

Para ambos tipos de compresores rotativos se emplean en los procedimientos de
regulación del caudal por estrangulación en la aspiración, el trasiego del gas
comprimido en la tubería de aspiración y las paradas periódicas.
Estructura de los Compresores
Los compresores de placas se fabrican para caudales de hasta 5OO m3/min. y con dos
etapas de compresión con enfriamiento intermedio crean presiones de hasta 1.5 Mpa.
Los elementos principales de esta estructura son: rotor, cuerpo, tapas, enfriador y
árboles. El cuerpo y las tapas del compresor se enfrían por el agua. Los elementos
constructivos tienen ciertas particularidades. Para disminuir las perdidas de energía de
la fricción mecánica de los extremos de las placas contra el cuerpo en este se colocan
dos anillos de descarga que giran libremente en el cuerpo. A la superficie exterior de
estos se' envía lubricación. Al girar el rotor los extremos de las placas se apoyan en el
anillo de descarga y se deslizan parcialmente por la superficie interior de estos; los
anillos de descarga giran simultáneamente en el cuerpo.
Al fin de disminuir las fuerzas de fricción en las ranuras las placas se colocan no
radicalmente sino desviándolas hacia adelante en dirección de la rotación. El ángulo de
desviación constituye 7 a 10 grados. En este caso la dirección de la fuerza que actúa
sobre las placas por lado del cuerpo y los anillos de descarga se aproxima a la
dirección de desplazamiento de la placa en la ranura y la fuerza de fricción disminuye.
Para disminuir las fugas de gas a través de los huelgos axiales, en el buje del rotor se
colocan anillos de empacaduras apretados con resortes contra las superficies de las
tapas.
Por el lado de salida del árbol a través de la tapa, se ha colocado una junta de
prensaestopas con dispositivos tensor de resortes.

Espacio Muerto
Los cilindros de los compresores siempre se fabrican con espacio muerto; esto es
necesario para evitar el golpe del embolo contra la tapa al llegar este a la posición
extrema.
El volumen del espacio muerto habitualmente se aprecia en proporciones o porcentajes
de volumen de trabajo del cilindro y se llama volumen relativo del espacio muerto:
A=Vm/Vtr
En los compresores monoetapicos modernos, en el caso cuando las válvulas se
encuentran en la etapa de los cilindros A=0.025 0.06
COMPRESOR DE FLUJO CONTINUO: Este es un compresor que al manejar un fluido
gaseoso, lo mueve de una manera continua, es decir: al estar comprimiendo no hay
ninguna interrupción al estar elevando la presión y este convierte una energía de
velocidad en energía de presión y lo eleva en un recipiente o acumulador sin que maneje
cambio de volúmenes en el compresor propiamente dicho.
COMPRESOR DE EYECTOR: Dentro de los compresores de flujo continuo tenemos el
eyector que aprovechan la velocidad de un gas que puede ser el escape de una turbina
para extraer el gas a comprimir y hacerlo pasar por un venturi para convertir la
velocidad de la mezcla de presión.
COMPRESOR CENTRÍFUGO: Son máquinas en donde uno o más rotores con paletas
aerodinámicas aceleran el gas y posteriormente la velocidad se transforma en presión.

COMPRESOR DE ENGRANES: Son máquinas rotativas de desplazamiento positivo en
donde dos rotores con engranes trabajan simultáneamente comprimiendo y desplazando
el gas.
Los compresores de flujo continuo como son el eyector y el centrífugo son compresores
que manejan grandes caudales y estos se usan por ejemplo en la industria vidriera y
otros.
2.3 SELECCIÓN DEL COMPRESOR.
El tipo de aplicación determina el tipo de compresor. Para presiones muy elevadas (1406
m3/min. por ejemplo) solo se puede lograr con compresores reciprocantes. Por otro lado
para alto volumen (4,250 m3/min.) y presiones del orden de los 2.1 BAR, solo se pueden
lograr con unidades radiales o axiales.
TIPO DE APLICACIÓN.
Se dan dos grupos de aplicación de aire comprimido, uno es para propósitos de potencia
y el otro es para gases de proceso en refinerías y plantas químicas, los requerimientos
para ambos grupos pueden variar sustancialmente, pero la selección del equipo debe
regirse por criterios económicos.
COMPRESORES PARA AIRE.
Las presiones pueden llegar hasta 281 BAR el rango más usual es de 8.8 BAR o menos.
Para este último rango aplican los compresores reciprocantes, de tornillo y dinámicos, su
selección depende en gran parte por la capacidad requerida. Además se deben considerar
los siguientes aspectos.
• Requerimientos de potencia: el mejor es el axial, seguido del centrífugo,
luego los de tornillo y pistones.
• Confiabilidad: Todos los equipos son confiables. Unidades de tamaño
moderado requieren un grupo de refacciones (Stock) para unos cinco años

mientras que los de trabajo pesado lo requieren pocas veces durante su vida
útil.
• Espacio disponible.
• Cimentación: los compresores alternativos requieren aislamiento de
vibraciones y los de gran tamaño, requieren cimentaciones especiales.
• Control de capacidad: Hay que considerar la variación en la demanda,
Usualmente va desde cero hasta su máxima capacidad del compresor,
dependiendo del tipo de compresor varía la eficiencia energética para sumir
las condiciones cambiantes. El compresor reciprocante está favorecido bajo
este aspecto.
• Aire libre de aceite: Los que más se adaptan son los de tornillo y los
dinámicos, existen construcciones especiales de compresores reciprocantes
libres de aceite los de aspas quedan excluidos.
• Costo de aire: El costo de aire comprimido es un rubro muy importante, al
seleccionar un compresor siempre se debe evaluar este aspecto. El costo del
compresor domina la inversión inicial de la instalación y su consumo de
energía. durante su vida útil supera de lejos el valor del equipo. Esto significa
que se justifica invertir más en un equipo más eficiente.
RECOMENDACIONES ESPECIAES:
o Factor de carga: Aumenta en instalaciones pequeñas donde se tiene solo uno
o dos compresores. El factor de carga se define, como la relación entre la
demanda máxima medida, para las condiciones de operación más exigentes,
respecto a la capacidad nominal de generación del o de los compresores, Este
valor nunca debe ser el 100% y se recomienda entre 50% y 80%, dependiendo
del tamaño, tipo y cantidad de compresores de la instalación. Un factor de
carga apropiado resulta en:
1. Presión disponible más uniforme, incluso en los periodos de máxima
demanda.
2. Periodos de enfriamiento de las unidades, especialmente importantes para
las que son enfriadas por aire.
3. Disminución del mantenimiento.
4. capacidad de reserva disponible inmediata sin requerirse de inversiones
inmediatas.
o Multietapas: Cualquier compresor enfriado por aire que entrega a más de 6
BAR, debe tener por lo menos dos etapas de compresión, excepto en equipos
pequeños. Compresores de dos etapas entre 7 y 14 BAR, suministran el aire
en la descarga entre 55o C y 85o C, respecto a los de una sola etapa y para 7
BAR. Ahorran entre 10% y 15% de energía. Los compresores de trabajo
pesado, enfriados por agua operan normalmente a velocidades y temperaturas
más bajas y son más eficientes que los enfriados por aire. Además reducen
considerablemente los costos de mantenimiento. Universalmente los
compresores de más de 90 KW y presión de 7 BAR. Son de dos etapas.
o Otros factores: El número de máquinas debe impedir cualquier parada de
planta por deficiencia del servicio. Hay que ponderar el costo de una parada
de planta contra la adición de compresores o un posible sobre
dimensionamiento de esos equipos.
Con todo las características que hemos enumerado anteriormente llegamos a la
conclusión que nuestro equipo a seleccionar está entre un compresor reciprocante o un
compresor de desplazamiento positivo de flujo continuo que en este caso es un
compresor de tornillo; por lo tanto a continuación mostramos una gráfica donde nos
indique algunos puntos que diferencien ventajas y poder decidir.

Figura No (2.1) Gráfica de costo de operación de un compresor.
Según el gráfico que mostramos nos indica que un compresor reciprocante nos sale a un
menor costo inicial sin embargo a través del tiempo se eleva su costo con el costo de
operación, no así el compresor de tornillo que tiene un costo inicial más elevado pero se
va amortizando con el tiempo resultando más barato al paso del tiempo.
2.4 NUMERO Y UBICACIÓN DE LOS COMPRESORES.
No se puede generalizar sobre el número de compresores requeridos para una instalación
dada. La pregunta que ayuda en la decisión del número de compresores es: ¿qué pasa si
se para un compresor?
Hay dos posibilidades para la ubicación de los compresores. Una consiste en una sala
centralizada con todos los compresores de la planta y la otra posibilidad consiste en
tenerlos distribuidos a lo largo y ancho de la planta pudiendo estar interconectados o no.
La ventaja principal de la planta centralizada, está en la posibilidad de usar unidades de
mayor capacidad que son más eficientes, reduce el costo de operación y control de los
equipos, así como la mano de obra para la operación y mantenimiento. Además se puede
lograr un balance mejor entre capacidad instalada y demanda. Para que el esquema de
planta centralizada funcione adecuadamente, el diseño de la red debe estar muy bien
realizado para no tener pérdidas excesivas de presión en los sitios más alejados.
Si nosotros seleccionamos un compresor que nos de exactamente el caudal requerido.
Vamos a tener problemas cuando exista cualquier avería o se realice cualquier
mantenimiento pues esto implica parar toda la planta. Una forma de selección es
dividir el caudal en dos partes es decir; si nuestro caudal calculado es de Q = 11.2744
m3/min. Al dividirlo tenemos que Q1/2 = 5.6372 m3/min.
Esto quiere decir que el caudal requerido lo tendremos que suministrar con dos
compresores de aire que nos de este caudal para que nos de la suma requerida.
Aunque los compresores de tornillo son de alta durabilidad nosotros tendremos en
alguna ocasión que dar mantenimiento a cualquiera de los equipos que tengamos en
operación y esto implicaría que al estar trabajando un compresor el caudal
automáticamente baja al 50% por lo que corremos el riesgo de tener problemas graves
de producción. Esto significa que tendremos que pensar en un tercer compresor y así
siempre vamos a asegurar un suministro de aire al volumen y a la presión requerida.
Teniendo definido como integramos nuestro sistema de suministro de aire comprimido
presentamos la siguiente tabla que nos indica de que potencia va a ser nuestros
equipos.
Nuestro caudal es de Q1/2 = 5.6372 m3/min. Este valor lo llevamos a la tabla de la
Figura No. (2.2) y observamos que el inmediato superior es de QC = 5.80 m3/min. Y
equivale a un compresor cuya capacidad es de 37 KW a una presión de trabajo real de
8.00 BAR que trabajará con una intensidad de ruido de 76 dB.
En el arreglo de los compresores integraremos un sistema de tres equipos que
manejarán las líneas de tubería independientes, teniendo como equipo individual un
compresor de aire un postenfriador y un acumulador y después direccionarla a una
línea común que es la red primaria para que a partir de ahí se inicie la distribución.

Figura No (2.2) Tabla de capacidades de compresores de tornillo que nos muestra caudal, presión de trabajo y potencia requerida.

Figura No (2.2) Arreglo general de un compresor de tornillo

RECIPIENTE AUXILIAR DE AIRE
Una instalación de aire comprimido debe disponer de un depósito de aire a presión entre el compresor y la red de distribución, procurando evitar las distancias largas entre el compresor y el depósito.
La función de los depósitos de aire es:
1. Equilibrar las pulsaciones de aire procedente del compresor.
2. Acumular aire comprimido.
3. Actuar de distanciador de los periodos de regulación carga-vacío o carga-
parada.
4. refrigerar el aire, recoger aceite y el agua condensada.
El tamaño de un acumulador de aire comprimido depende:
Del caudal de suministro del compresor
Del consumo de aire
De la red de tuberías (volumen suplementario)
Del tipo de regulación
De la diferencia de presión admisible en el interior de la red.
Determinación del acumulador cuando el compresor funciona Intermitentemente El
tamaño de un acumulador puede determinarse según el diagrama de la figura (3.1)
El caudal del compresor es de Q = 5.8 m3/min.
Diferencia de presión P = 1.60 BAR.
Frecuencia de conmutación = 20.00

Capacidad del acumulador VAC = ?
Resultado VAC = 2.40 m3.
Figura No (3.1) Nomograma para calcular la capacidad de un acumulador .

El diagrama que tenemos es para calcular el recipiente para un compresor alternativo y
nos proporciona los datos para instalar un acumulador de aire con capacidad VAC =
2.40 m3., sin embargo para nuestro caso que no vamos a amortiguar pulsaciones
solamente colocaremos un tanque de VAC = 1.00 m3. y se colocará inmediatamente del
postenfriador horizontal para que ayude a acumular aire y soportar los gastos pico,
como tenemos calculado suministrar tres compresores, así mismo tendremos la
instalación de tres tanques receptores de aire que se instalarán de una manera que la
descarga de los tanques tendrán una tubería que se unirá para sumar todos los caudales
y hacer un arreglo para interconectarlo al secador que se calculará en el siguiente
capitulo.
En la línea mecanizada tenemos la máquina hidroneumática (Match-blomatic) que es
la que consumirá mas aire comprimido, por recomendación del fabricante le
colocaremos en su línea de suministro un acumulador con capacidad de 1.6 m3.,
sumando con este, una cantidad de VAC = 4.60 m3., para toda la red.
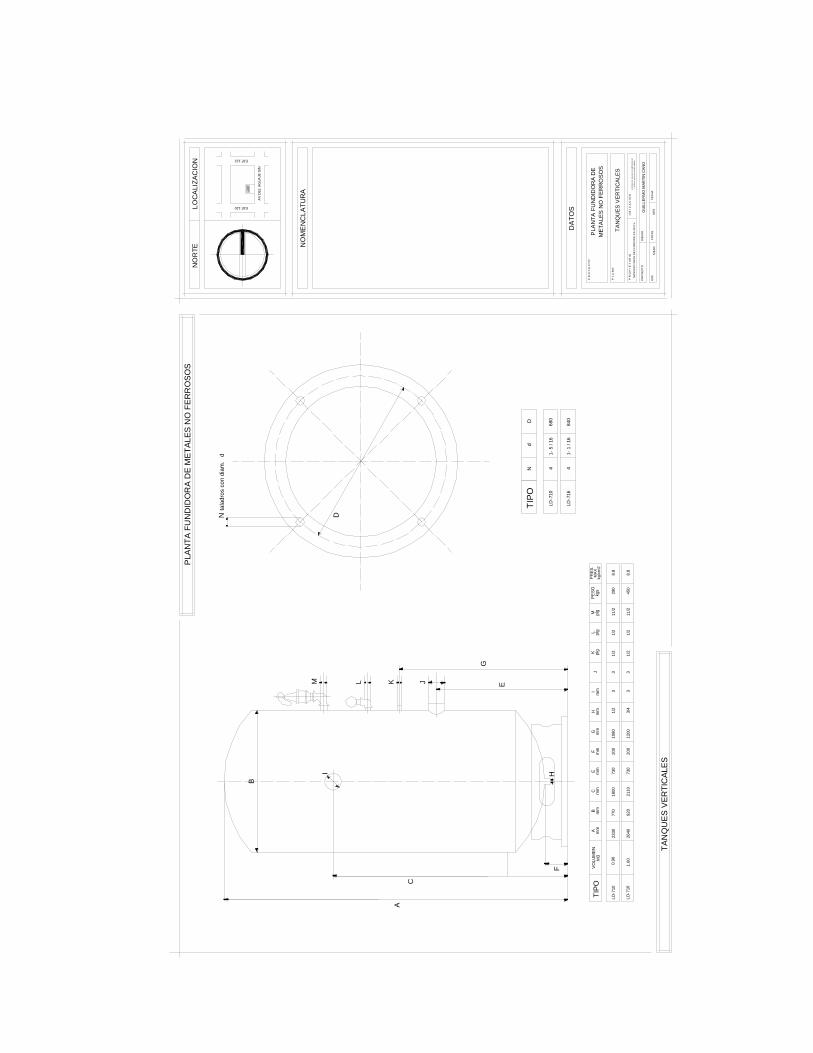
290
11/2
1/2
1/2
33
1/2
1080
200
730
1800
770
2330
0.96
LD-7
10
PR
ES.
kg/c
m2
M plg
L plg
MAX
PE
SOkg
sK plg
JI
mm
H mm
G mm
F mm
E mm
C mm
B mm
A mm
VO
LUM
ENM
3TI
PO
DN ta
ladr
os c
on d
iam
. d
LD-7
16
680
1- 5
/ 16
4LD
-710
Dd
NTI
PO
41-
1 /
1684
0
A
C
B
E
F
G
HI
JKLM
TAN
QU
ES
VER
TIC
ALES
PLA
NTA
FU
ND
IDO
RA
DE
MET
ALES
NO
FE
RR
OS
OS
NO
RTE
LOC
ALI
ZAC
ION
AV
DE
L A
GU
AJE
S/N
EJE 120
EJE 122
NO
ME
NC
LATU
RA
DA
TOS
FEC
HA
CO
TAS
MTS
S/E
SCES
C
U B
I C
A C
I O N
PR
OYE
CTO
D
IBU
JOG
UIL
LER
MO
MAR
TIN
CAN
O
AVE
NIDA
DEL
AG
UAJ
E S/
N EN
TRE
EJE
120
P
R O
P I
E T
A R
I OM
AN
UFA
CTU
RA
S D
E F
UN
DIC
ION
, S.A
. DE
C.V
.
P L
A N
O
TAN
QU
ES V
ERTI
CA
LES
Y E
JE 1
22. S
AN
LUIS
PO
TOSI
. MEX
ICO
PLA
NTA
FU
ND
IDO
RA
DE
MET
ALE
S N
O F
ER
RO
SOS
P R
O Y
E C
T O
1/2
1/2
33
3/4
1200
200
730
2110
920
2640
1.60
LD-7
168.
845
011
/2
8.8

SECADO DE AIRE COMPRIMIDO
4.1 GENERALIDADES
El aire se encuentra en el medio ambiente con polvos y humedad de acuerdo a la
zona, climas y épocas del año, cuando un compresor va a tomar el aire del medio
ambiente, lo va a tomar con todos los contaminantes y residuos, esto quiere decir
que para que se eliminen todos los contaminantes, se debe tratar este fluido y así
eliminar todas las impurezas ya que de no hacerlo así, se dañarían todos los equipos
de control y cilindros neumáticos.
Un compresor siempre tiene filtros en la succión para impedir el paso a todas las
impurezas pero estos dispositivos no tienen la capacidad de prohibir el paso de
humedad a las cámaras de compresión y por lo tanto estos residuos de humedad
pasan a toda la red.
El permitir pasar la humedad a la red de aire comprimido nos causará problemas
muy graves pues hay probabilidades de parar los procesos de producción por
mantenimiento forzado en los equipos. Esto quiere decir que debemos eliminar
todas estas impurezas al paso por la red para evitar que lleguen hasta los puntos de
utilización.
Los estudios realizados para depurar vapores condensados y residuos de un sistema
de aire comprimido están basados en los principios de la psicometría; que consiste
en los procedimientos relacionados con la medida del vapor de agua existente en el
aire, aunque en términos generales se refiere a cualquier gas, la medida de un vapor
contenido en el mismo gas.
Al hacer el estudio de la evaluación del caudal, consideramos la medición de todos
los equipos existentes en nuestra planta y nos encontramos con bastantes cilindros
neumáticos, pisonetas, limadoras, etc, que son equipos que requieren estar bien

lubricados y libres de humedad y para seleccionar el equipo adecuado para tener aire
seco, es necesario hacer un estudio adecuado y para esto entraremos un poco el
estudio del comportamiento de la humedad.
Psicometría: Procedimientos para medir la cantidad de vapor en un gas.
Humedad absoluta: Es el peso de vapor de agua expresado en Kg. Que admite un
kilogramo de aire seco.
Humedad de saturación: Es el máximo peso del vapor de agua que admite un Kg.
de aire seco a una determinada temperatura y presión.
Humedad relativa: Es la relación entre humedad absoluta existente y la humedad
máxima que tal sistema pudiera contener.
Punto de rocío: Es el concepto que se utiliza para indicar el grado de humedad que
se tiene en el aire. El punto de rocío determina una temperatura t a la cual el aire
llega a su punto de saturación.
Si expresamos matemáticamente los conceptos descritos; esto serian como.
Para humedad absoluta:
Si lo relacionamos con las presiones:
Siendo PA = Presión parcial de vapor de agua.
PB = Presión parcial de aire seco.
Si hacemos que PA + PB. = P siendo P = Presión total del sistema.

Tendremos que PB. = P - PA , por lo tanto:
-------------(4.1) siendo:
W = Humedad absoluta en Kg. de vapor de agua por Kg. de aire seco.
PA = Presión parcial de vapor de agua.
PB = Presión parcial de aire seco.
P = Presión total del sistema.
Para humedad de saturación:
------------------(4.2) donde:
WS = Humedad de saturación.
PA = Presión parcial de vapor de agua a la temperatura considerada.
P = Presión total del sistema en las mismas unidades que PA.
humedad relativa:
----------------------(4.3) donde:
WR = Humedad relativa.
W = Humedad absoluta.
WS = Humedad de saturación.
Puesto que nuestro interés es eliminar la humedad del sistema de aire vamos a tratar
de interpretar el significado de estas formulas para aplicarlas,

En un sistema que vamos a incrementar la presión y mantenemos la temperatura
constante, lógicamente disminuiremos el volumen y considerando que está en la
humedad de saturación, las moléculas de agua se van a acercar más y más hasta
constituir agua líquida que va a descansar en las partes más bajas, esto significa que
al aumentar la presión P, la humedad de saturación disminuye y si ocurre lo
contrario (disminuye la presión P) la humedad de saturación aumenta, y es evidente
en la fórmula (4.2).
Ahora vamos a suponer que al mismo sistema le mantenemos constante la presión y
le incrementamos la temperatura, nos hace comprender fácilmente que el contenido
energético de las moléculas de vapor aumentan por ello, es lógico que para una
cantidad determinada de aire, se incrementa con un aumento de temperatura la
capacidad para contener mayor número de moléculas de agua y sucede a la inversa
si existe una reducción de temperatura.
En la fórmula (4.2) se puede comprobar con una variación de PA repercute casi
proporcionalmente y en el mismo sentido y en el mismo sentido WR la influencia de
PA en el denominador es pequeño, excepto para altas temperaturas.
Es decir, aumentando la temperatura se aumenta la presión de vapor PA por lo tanto
disminuirá la saturación.
Ya que tratamos de entender los fenómenos de la humedad que tiene el aire, la
interpretamos hablando de humedad relativa y como mencionamos anteriormente es
la relación entre humedad absoluta existente y la humedad máxima que tal sistema
podría contener siendo esta la humedad de saturación WS, o sea como lo indica la
fórmula:
si W = WS WR = 100 %
Pero si W = 0 WR = 0

Esto quiere decir que entre más bajo tengamos nuestra humedad relativa tendremos
más aire seco y es lo que nosotros nos interesa.
En los conceptos que describimos al principio mencionamos el punto de rocío,
siendo este uno de los conceptos mas usados para interpretar la calidad del aire seco
que se tiene en un sistema y por supuesto va en función de la presión y temperatura,
por lo tanto enumeramos algunos aspectos que se tienen cuando se estudia un
sistema que va a ser secado.
Cuando el proceso de compresión existe, ocurre lo siguiente:
a) ANTES DE ALCANZAR LA SATURACIÓN.
La humedad relativa permanece constante.
La humedad de saturación disminuye.
La humedad relativa aumenta.
El punto de rocío disminuye.
b) CUANDO ALCANZA LA SATURACIÓN.
La humedad absoluta disminuye.
La humedad de saturación disminuye aumenta (W = WS)
La humedad relativa permanece al 100 %.
El punto de rocío permanece constante.
c) CUANDO EXISTE UN PROCESO DE EXPULSIÓN.
La humedad relativa permanece constante
La humedad de saturación aumenta.
La humedad relativa disminuye.
El punto de rocío disminuye.
En un proceso de aire no saturado, se pueden distinguir las dos etapas siguientes:

1. ANTES DE ALCANZAR LA SATURACIÓN.
La humedad absoluta permanece constante.
La humedad de saturación disminuye.
La humedad relativa aumenta.
El punto de rocío permanece constante.
2. UNA VEZ ALCANZADA LA SATURACIÓN.
La humedad absoluta disminuye.
La humedad de saturación disminuye. (W = WS)
La humedad relativa permanece al 100 %.
El punto de rocío disminuye.
Se produce eliminación de agua líquida.
3. EN UN PROCESO DE CALENTAMIENTO DE AIRE HUMEDO O
SATURADO
La humedad absoluta permanece constante.
La humedad de saturación aumenta.
La humedad relativa disminuye.
El punto de rocío permanece constante.
Al enumerar estos puntos nos podemos dar cuenta que el proceso de compresión y
el proceso de enfriamiento nos permite hacer el secado de aire.
El compresor de tornillo que seleccionamos nos suministra aire a 8.00 BAR con una
temperatura de salida promedio de 80o C teniendo para estas condiciones una
humedad de saturación de 38.64 gr. Vapor/Kg. de aire seco.
Si enfriamos el sistema hasta 25o C, disminuimos hasta 2.44 gr. Vapor/Kg. de aire
seco, manteniendo la presión constante.

Cuando el compresor aspira aire del medio ambiente y lo comprime a 7.00 BAR
también incrementa su temperatura y al pasar por las tuberías de descarga, tanque
receptor y tuberías de utilización el aire hace intercambio de calor hasta llegar a la
temperatura ambiente, siendo este su temperatura de rocío; al llegar a su temperatura
Figura (4.1) Tabla de valores de humedad de Saturación en función de la presión y temperatura.
de rocío se generan condensaciones que en caso de no tratarse llegarían hasta los
puntos de utilización causando problemas de funcionamiento.
La idea de tener aire que aún a bajas temperaturas no existan condensaciones, es
estudiar la manera de eliminar hasta lo más mínimo posible y dejar el fluido hasta
un punto de rocío, tal que sea confiable para olvidarse de problemas en la operación
de los equipos.
Los procedimientos de depuración en un sistema de aire comprimido son los tres
siguientes:
1. TRATAMIENTO DE AIRE A LA SALIDA DE LOS COMPRESORES.

Refrigerador posterior de agua.
Refrigerador posterior de aire.
Secadores frigoríficos y por adsorción.
2. TRATAMIENTO DE AIRE EN LAS REDES DE DISTRIBUCIÓN.
Separador de pastillas desecantes delicuescentes.
Filtros separadores cerámicos.
Separadores centrífugos.
3. TRATAMIENTO DE AIRE EN LOS PUNTOS DE UTILIZACIÓN.
Filtros.
Reguladores.
Lubricadores
Normalmente para todos los sistemas de aire comprimido se instala a la salida del
compresor antes del tanque acumulador un refrigerador llamado postenfriador para
disminuir la temperatura y empezar a tratar el aire. Existen refrigeradores enfriados
por aire y enfriados por agua.
El postenfriador enfriado por aire es usado cuando; el lugar donde se va a utilizar se
encuentra lejos de la abundancia de agua o cuando su precio sea antieconómico un
postenfriador de agua.
Postenfriador enfriado por agua: Equipo que elimina entre un 70 / 80% de agua y
aceite contenidos en el aire, están formados por un haz de tubos por cuyo interior
pasa el aire comprimido. El agua de enfriamiento circula en contracorriente del aire
comprimido por el exterior del haz tubular. En su camino, el aire comprimido se
dirige hacia un separador, que va integrado al equipo y que tiene por objeto eliminar
el agua y el aceite condensados durante la refrigeración. La temperatura de salida
del aire del refrigerador es aproximadamente 10o C superior a la de la entrada del
agua refrigerante. La temperatura que se admite para el agua de refrigeración, es de
10 a 15o C y la presión mínima del agua en circulación de 0.5/0.7 BAR.
Postenfriador enfriado por aire: Este postenfriador trabaja de la siguiente manera;
existe un haz de tubos de aletas cuyo interior circula el aire comprimido, efectuando
un recorrido a través del haz tubular para conseguir intercambio térmico aire-aire.
La refrigeración forzada del radiador se logra por la acción de un electro ventilador
axial que efectúe el soplado para obtener el barrido del aire caliente que despide el
intercambiador mediante la entrada de aire atmosférico.
Al igual que los refrigeradores de agua, la temperatura de salida del aire
comprimido del refrigerador es aproximadamente 10o C superior a la entrada del
aire de refrigeración. Su mejor rendimiento se obtiene cuando las condiciones
ambientales se acerquen a los15o C de temperatura y la humedad relativa se
mantenga entre el 50% y 70% como máximo.
4.2 CALCULO DEL POSTENFRIADOR.
Ya que nuestras instalaciones van a contar con agua suficiente y considerando que la
temperatura del aire puede ser alto en algún tiempo, nos inclinamos a la selección de
un postenfriador enfriado por agua, haciendo las siguientes consideraciones.
1.- La eficacia de un refrigerador viene dada por:
t = T2 - t1 donde: T2 = Temperatura de salida del aire.
t1 = temperatura de entrada de agua.
Por lo tanto.

t = 5 a 7o C Alto rendimiento.
t = 7 a 10o C Buen rendimiento.
t = 10 a 12o C Escaso rendimiento.
t = 12 a 15o C Mal rendimiento.
t > 15o C Inadmisible.
Para el cálculo de la superficie de transmisión utilizaremos la fórmula:
.......................................(4.4)
Donde :
S = Superficie de transmisión del calor.
q = Potencia térmica del refrigerador, Kcal./h.
U = coeficiente global de transmisión de calor, en Kcal. / h m2 o C.
( t)log = Salto térmico medio logarítmico, o C
La potencia térmica q se determina a partir de la ecuación.
q = G CP ( T1 - T2 ) K ………………………………….(4.5)
en donde:
G = caudal de aire en m3 / h.
CP = Calor específico volumétrico del aire = 0.31 Kcal. / m3 o C.
T1 = Temperatura del aire a la entrada del refrigerador o C.
T2 = Temperatura del aire a la salida del refrigerador o C.
K = Factor de corrección, superior a 1, para tener en cuenta la condensación de la
humedad

El coeficiente global de transmisión del calor “U”, en función de los coeficientes de
película exterior e interior en tubos, así como el coeficiente de incrustación, lo
determinamos por la expresión:
...............................................(4.6)
de = Diámetro exterior de tubo en mm.
di = Diámetro interior de tubo en mm.
hi = Coeficiente de película interior, Kcal. / h m2 o C.
he = Coeficiente de película exterior, Kcal. / h m2 o C.
Fd = factor de incrustación, Kcal. / h m2 o C., es costumbre hacerlo igual a 0.0004
para una calidad media de agua de refrigeración.
El salto térmico medio logarítmico ( t)log puede definirse por la expresión:
………………………………..(4.7)
Donde:
T1 = Temperatura de aire de entrada, o C.
T2 = Temperatura de aire de salida, o C.
t1 = Temperatura de agua de entrada, o C.
t2 = Temperatura de agua de salida, o C.
Para calcular nuestro postenfriador tenemos los siguientes datos:

G = 5.8 m3 / min. hi = 200 Kcal / h m2 oC
T1 = 80o C. he = 1000 hi = 200 Kcal / h m2 oC
T2 = 35o C. Fd = 0.0004 hi = 200 Kcal / h m2 oC
t1 = 25o C. K = 1.2
t2 = 35o C.
de = 12 mm
di = 10 mm
Aparte de cuanto concierne a las fórmulas propiamente dichas, se deben hacer otras
consideraciones de orden práctico.
1) La circulación del aire respecto al agua deberá realizarse a contracorriente
para obtener el máximo rendimiento térmico.
2) Conocida la superficie, se pasa luego a verificar si la pérdida de carga de aire
es adecuada. Normalmente, se considera que no debe pasar nunca los 100
g/cm2 trabajando a 7.00 BAR.
3) Si la pérdida de carga es muy baja, significa que puede mejorarse la
transmisión del calor a base de aumentar el coeficiente global U y disminuir,
en consecuencia, la superficie; el refrigerador será más económico.
Generalmente, esto se consigue a base de reducir la sección de paso
disminuyendo el número de tubos.
Al disminuir el número de tubos, la pérdida de carga aumentará, siendo
necesario que se halle comprendida dentro de los límites aceptables, o sea
entre 50 g/cm2 y 100 g/cm2.
4) Si la pérdida de carga es excesiva, habrá que reducir a base de aumentar el
número de tubos; con ello se aumentará la sección de paso y también la
superficie, resultando un refrigerador mayor que el inicialmente calculado.
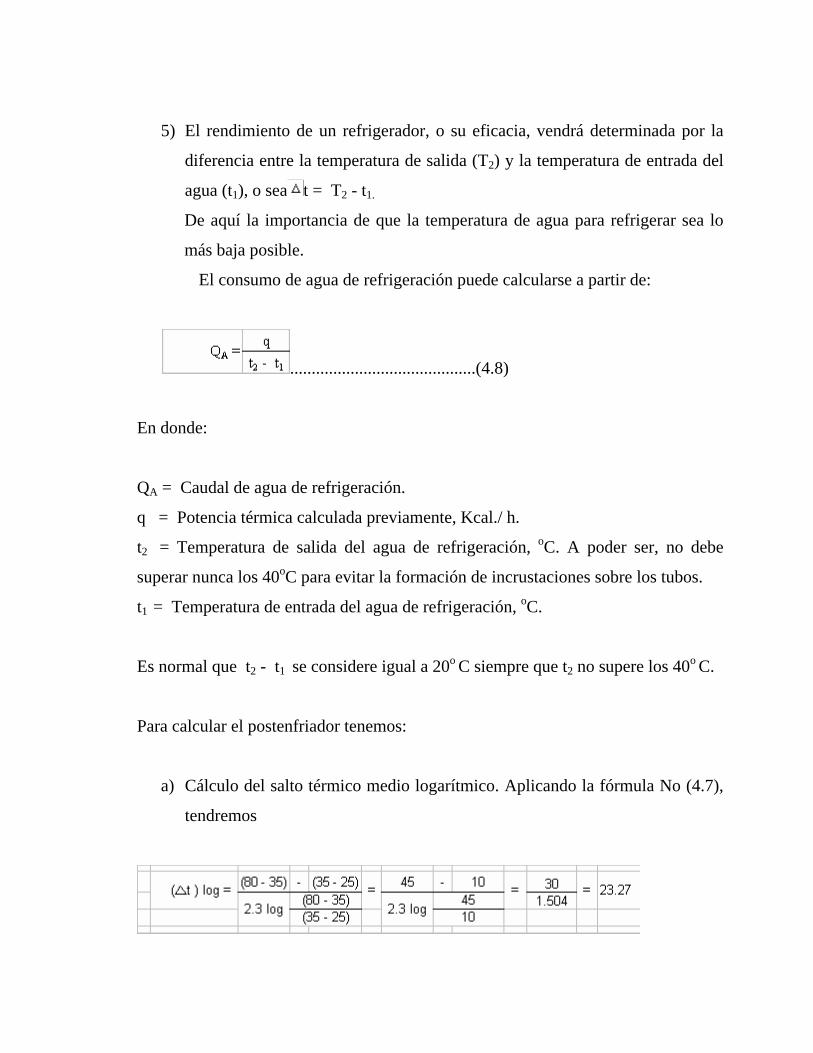
5) El rendimiento de un refrigerador, o su eficacia, vendrá determinada por la
diferencia entre la temperatura de salida (T2) y la temperatura de entrada del
agua (t1), o sea t = T2 - t1.
De aquí la importancia de que la temperatura de agua para refrigerar sea lo
más baja posible.
El consumo de agua de refrigeración puede calcularse a partir de:
...........................................(4.8)
En donde:
QA = Caudal de agua de refrigeración.
q = Potencia térmica calculada previamente, Kcal./ h.
t2 = Temperatura de salida del agua de refrigeración, oC. A poder ser, no debe
superar nunca los 40oC para evitar la formación de incrustaciones sobre los tubos.
t1 = Temperatura de entrada del agua de refrigeración, oC.
Es normal que t2 - t1 se considere igual a 20o C siempre que t2 no supere los 40o C.
Para calcular el postenfriador tenemos:
a) Cálculo del salto térmico medio logarítmico. Aplicando la fórmula No (4.7),
tendremos
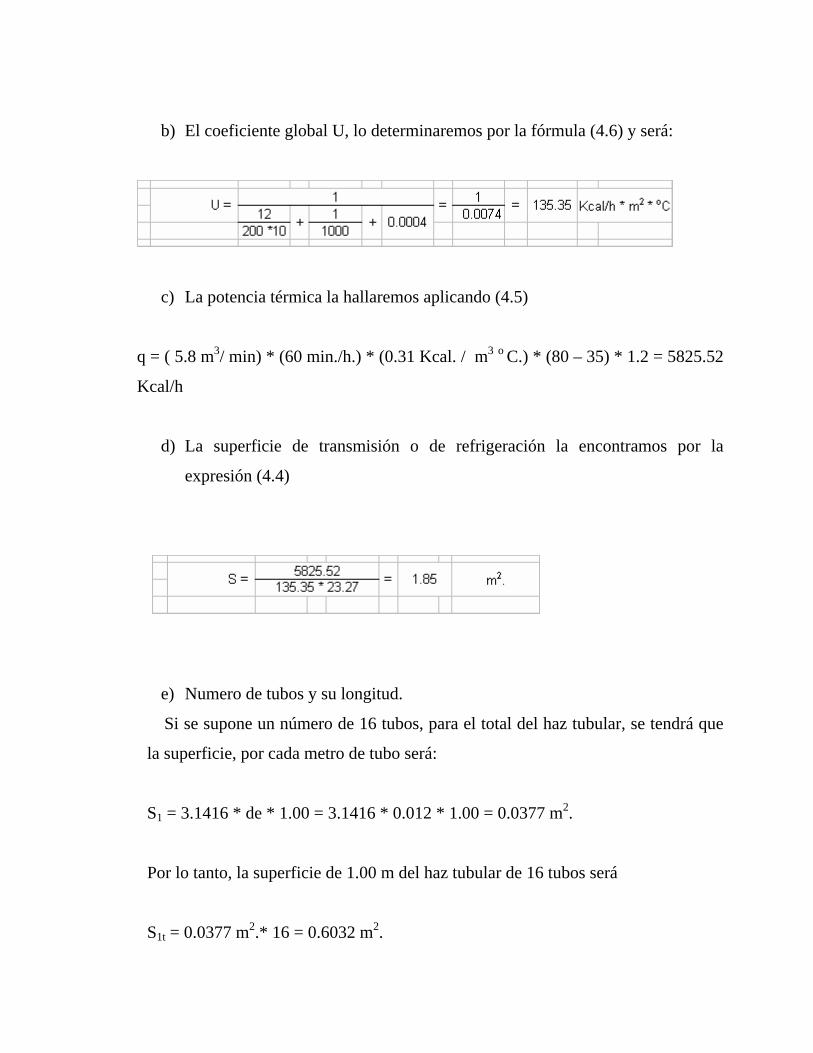
b) El coeficiente global U, lo determinaremos por la fórmula (4.6) y será:
c) La potencia térmica la hallaremos aplicando (4.5)
q = ( 5.8 m3/ min) * (60 min./h.) * (0.31 Kcal. / m3 o C.) * (80 – 35) * 1.2 = 5825.52
Kcal/h
d) La superficie de transmisión o de refrigeración la encontramos por la
expresión (4.4)
e) Numero de tubos y su longitud.
Si se supone un número de 16 tubos, para el total del haz tubular, se tendrá que
la superficie, por cada metro de tubo será:
S1 = 3.1416 * de * 1.00 = 3.1416 * 0.012 * 1.00 = 0.0377 m2.
Por lo tanto, la superficie de 1.00 m del haz tubular de 16 tubos será
S1t = 0.0377 m2.* 16 = 0.6032 m2.

Y la longitud del haz tubular:
L = 1.85 / 0.6032 = 3.066 m.
Que aproximándolo a la medida que nos proporciona el fabricante queda 3.0813 m
como medida de longitud.
4.3 SELECCIÓN DEL POSTENFRIADOR
A continuación mostramos un cuadro para seleccionar el postenfriador.
Figura No. (4.2) Tabla para tamaño de postenfriadores horizontales Cortesía Industrias Herdel.

Con respecto a la Figura No. (4.2) y los datos técnicos como Q = 5.8 m3/min y 8.0
BAR de presión, seleccionamos el equipo HB1-120 que es el que se acerca a nuestra
necesidades.
Para iniciar a separar el agua surgida de las condensaciones, seleccionamos el
separador ciclónico que viene integrado al postenfriador colocando tuberías de
drene en la parte inferior con sus respectivas válvulas de drene.
4.4 SECADO DE AIRE COMPRIMIDO.
El postenfriador condensa el agua y lo hace pasar a un recipiente separador de
humedad para expulsarlo al medio exterior por medio de un purgador en un
porcentaje del 85 % de humedad. Al paso por la trayectoria del fluido gaseoso hacia
los puntos de utilización se van quedando partículas de agua que se desprenden y se
tiene que colocar equipos para separarlos del sistema, en el tanque acumulador se
desprende un porcentaje, pero los restantes mediante otros dispositivos que
describiremos más adelante.
Es importante considerar que los residuos pueden llegar a los equipos que muy poco
se manejan o se pueden quedar en bolsas creadas en el trayecto de la tubería, por lo
tanto mencionaremos los métodos necesarios para expulsar la humedad de las
líneas.
Por la complejidad y delicadeza del equipo, este debe permanecer en perfectas
condiciones y de esta manera es como se consideran los criterios para seleccionar el
equipo de secado.
Los equipos de secado, por su funcionamiento, se encuentran divididos de la
siguiente manera:
a) Secadores frigoríficos: son de amplio uso en la industria en general .

Los secadores de aire comprimido por enfriamiento se basan en el principio de
una reducción de la temperatura del punto de rocío.
Se entiende por temperatura del punto de rocío aquella la que hay que enfriar un
gas, al objeto de que se condense el vapor de agua contenido. El aire comprimido
a secar entra en el secador pasando primero por el llamado intercambiador de
aire-aire.
El aire caliente que entra en el secador se enfría mediante el aire seco y frío
proveniente del intercambiador (vaporizador).
El condensado de aceite y agua se evacua del intercambiador de calor, a través
del separador.
Este aire preenfriado pasa por el grupo frigorífico (vaporizador) y se enfría más
hasta una temperatura de 1.7 o C. En este proceso se elimina por segunda vez el
agua y aceite.
Seguidamente se puede hacer pasar el aire comprimido por un filtro fino al
objeto de eliminar nuevamente partículas de suciedad.
Secadores por adsorción: para suministrar aire a los sistemas:
o Instrumentación neumática.
o Transporte neumático de productos a granel higroscópicos.
o Industria química y petroquímica.
o Protección de circuitos eléctricos.
El principio de adsorción se basa en un proceso físico. (adsorber: depositación de
sustancias sobre la superficie de cuerpos sólidos). El material de secado es
granuloso con cantos vivos o en forma de perlas. Se compone casi de un 100% de
dióxido de silicio. En general se le da el nombre de “gel”. La misión del gel consiste
en adsorber el agua y el vapor de agua. El aire comprimido húmedo se hace pasar a
través del lecho de gel, que fija la humedad. La capacidad adsorbente en un lecho de
gel es naturalmente limitada. Si está saturado, se regenera de forma simple, a través
del secador se sopla aire caliente que absorbe la humedad del material desecado. El
calor necesario para la regeneración puede aplicarse por medio de corriente eléctrica
o también con aire comprimido caliente, disponiendo en paralelo dos secadores se
puede emplear uno para el secado del aire, mientras el otro se regenera (soplándolo
con aire caliente).
En la planta de fundición manejaremos: instrumentación neumática, molinos,
sopladores, cilindros neumáticos y accesorios para manejar moldes, así como
máquinas para fabricar corazones, esto nos obliga a tratar el aire en un punto común
para todo el sistema y esta debe de ser posterior a los tanque acumuladores de aire.
Una fundidora no requiere de aire 100 % seco sin embargo habría que considerar el
funcionamiento global del sistema neumático y considerar la parte económica al
inicio de operación de la planta y el gasto que se tendría que hacer al estar
operándose cotidianamente.
Si consideramos un secador por adsorción tendremos que analizar su
funcionamiento y analizar los gastos de operación, esto es, considerando que por la
forma de trabajar tendría un gasto de aire comprimido entre el 9 y 10% para secar
los tanques que contienen la alúmina para poder absorberle la humedad, esto quiere
decir que tendríamos que aumentar nuestra capacidad de compresión para absorber
esta gasto, ahora si lo analizamos y comparamos que nos saldría más económico,
producir 0.58 m3/min. Más de aire comprimido o instalar un secador frigorífico. Si
un compresor de 37 KW nos genera 5.8 m3/min., solamente calculándolo en forma
lineal nos daría 3.7 KW, pero por otro lado debemos considerar que nuestra QT=
5.8* 2 = 11.6 m3/min., o una potencia de 7.4 KW.
4.5 SELECCIÓN DEL SECADOR FRIGORÍFICO
Para saber que tamaño de frigorífico tendríamos que poner, nos basamos en la
Figura No. (4.3) y saber que consumo de energía estamos teniendo:

El equipo que se aproxima más a nuestras necesidades es el tipo FD210 con un
caudal de 13.50 m3/min. y una temperatura de punto de rocío de 4.6o C; o 15.60
m3/min. a una temperatura de punto de rocío de 10o C., a una presión de trabajo de
7.00 BAR, siendo la pérdida de presión de carga nominal de aproximadamente 350
g/cm2 para los enfriadores por aire y de 300 g/cm2 para los enfriados por agua.

Figura No. (4.3) Tabla que nos indica el tamaño de secador frigorífico (Cortesía de Atlas Copco, S.A. de C.V.

Figura No. (4.4) Diagrama de funcionamiento de un secador de aire tipo refrigerativo.
Figura No. (4.5) Diagrama de instalación de un secador de aire tipo refrigerativo.

4.6 FILTROS DE AIRE COMPRIMIDO.
Con 140 millones de partículas de polvo por metro cúbico, el aire contaminado de
las zonas industriales supone un elevado riesgo para cualquier sistema de aire
comprimido.
El 80 % de tales partículas son inferiores a 2.0 micras, lo que significa que pueden
atravesar directamente los filtros de aspiración de los compresores. Estas partículas,
mezcladas con la humedad atmosférica y los vapores de hidrocarburo procedentes
de los combustibles sin quemar y de los procesos industriales, son aspirados por el
compresor y se concentran cuando se realiza la compresión de aire.
Posteriormente a la compresión todas estas partículas contaminantes pueden
mezclarse en el sistema de tuberías con la condensación de agua, con las
incrustaciones y con las oxidaciones, creándose una emulsión abrasiva.
Los instrumento de medida y las herramientas pueden llegar a funcionar mal, la
pintura de pulverización puede hacerse inutilizable, el aire respirable puede
convertirse en aire irrespirable, aumentarán los costos de mantenimiento y los
productos sufrirán un evidente deterioro. Esto significa que nuestras líneas de aire
deben ser protegidos.
Para tener una eliminación total de estas partículas contaminantes debemos instalar
filtros de aire posterior al tanque acumulador y antes del secador frigorífico.
La clave, para lograr una filtración eficaz consiste en optimizar los tres mecanismos
de filtración; es decir:
1. Interceptación directa: (se eliminan las partículas mas grandes).
2. Impactación inercial: (Se eliminan las partículas que no son capaces de
atravesar el itinerario entre fibras),
3. Difusión o movimiento browniano: (Que hace que las partículas muy
pequeñas choquen eventualmente con una fibra y se adhieran a esta),

Para lograr esto, se utiliza una capa de material borosilicato, microfibra y de amplio
espesor, con lo que puede asegurarse el que las partículas sólidas tan pequeñas como
0.01 micras, sean eliminadas.
Otra ventaja importante que aporta la microfibra se debe a gran espacio libre que
representa este material de filtración, lo cual permite velocidades elevadas de flujo,
y en consecuencia mínimas caídas de presión y larga vida de servicio.
Los aerosoles de aceite, eliminados de la corriente de aire, cualescen gradualmente
dando lugar a la formación de grandes gotas. Para impedir el que tales gotas puedan
retornar a dicha corriente de aire, se adosa una barrera anti-reentrada en la parte
externa del elemento de filtración. De esta forma las gotas de aceite y agua
absorbidas por dicha barrera, descienden a través de su estructura celular y forma
una banda húmeda en el fondo del elemento filtrante. A continuación esta emulsión
de agua y aceite, pasa a una zona exenta de turbulencia (base del cuerpo del filtro)
de donde se purga automáticamente.
Los filtros antes mencionados son extraordinariamente fiables debido a las
características de seguridad que incorporan los mismos. Una alarma acústica avisa
ante posibles desmontajes bajo presión. En tales casos, una válvula de
descompresión permite efectuar la despresurización del filtro antes de desmontar
este.
También puede utilizarse dicha válvula para una simple verificación de la purga
automática o comprobación de que esta última funciona correctamente.
Los filtros que estamos describiendo pueden proporcionar aire limpio exento de
aceite y olores; desde 6.0 litros / segundo hasta 7,200.00 l/s

Figura No. (4.5) Esquema de un filtro de aire para instalarse antes del secador refrigerativo.

Figura No. (4.6) Esquema de un filtro de aire para instalarse después del secador refrigerativo.
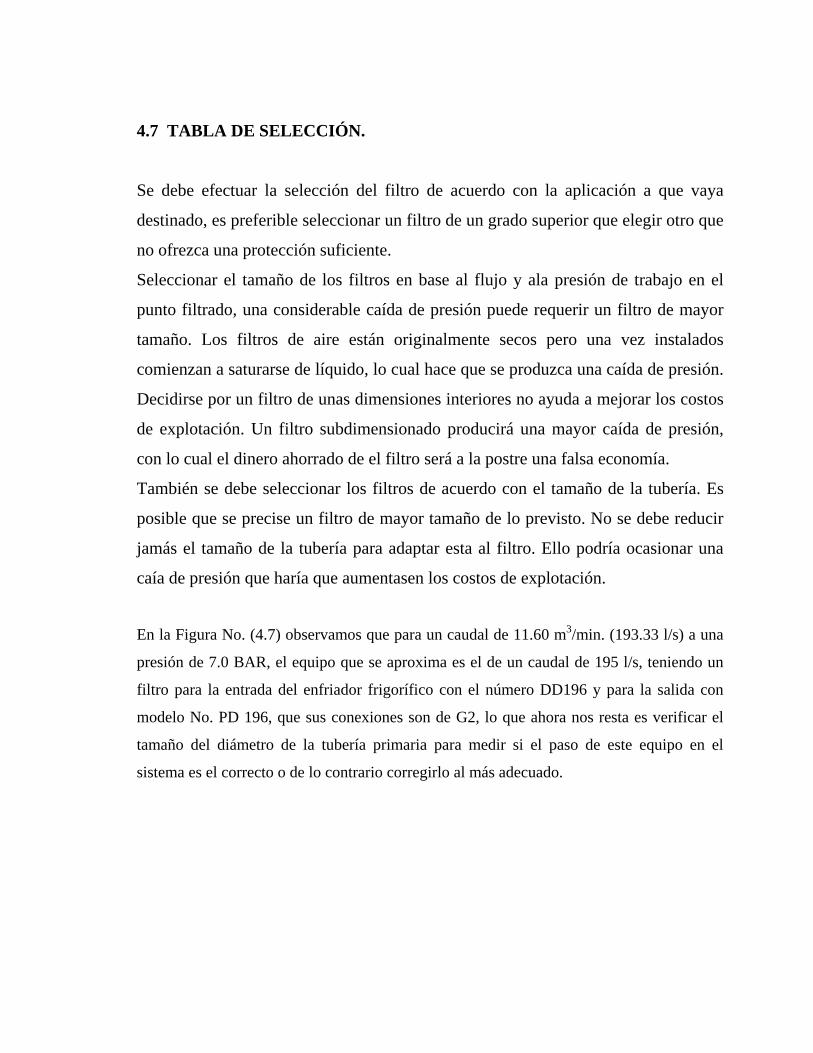
4.7 TABLA DE SELECCIÓN.
Se debe efectuar la selección del filtro de acuerdo con la aplicación a que vaya
destinado, es preferible seleccionar un filtro de un grado superior que elegir otro que
no ofrezca una protección suficiente.
Seleccionar el tamaño de los filtros en base al flujo y ala presión de trabajo en el
punto filtrado, una considerable caída de presión puede requerir un filtro de mayor
tamaño. Los filtros de aire están originalmente secos pero una vez instalados
comienzan a saturarse de líquido, lo cual hace que se produzca una caída de presión.
Decidirse por un filtro de unas dimensiones interiores no ayuda a mejorar los costos
de explotación. Un filtro subdimensionado producirá una mayor caída de presión,
con lo cual el dinero ahorrado de el filtro será a la postre una falsa economía.
También se debe seleccionar los filtros de acuerdo con el tamaño de la tubería. Es
posible que se precise un filtro de mayor tamaño de lo previsto. No se debe reducir
jamás el tamaño de la tubería para adaptar esta al filtro. Ello podría ocasionar una
caía de presión que haría que aumentasen los costos de explotación.
En la Figura No. (4.7) observamos que para un caudal de 11.60 m3/min. (193.33 l/s) a una
presión de 7.0 BAR, el equipo que se aproxima es el de un caudal de 195 l/s, teniendo un
filtro para la entrada del enfriador frigorífico con el número DD196 y para la salida con
modelo No. PD 196, que sus conexiones son de G2, lo que ahora nos resta es verificar el
tamaño del diámetro de la tubería primaria para medir si el paso de este equipo en el
sistema es el correcto o de lo contrario corregirlo al más adecuado.

Figura No. (4.7) Tabla para seleccionar un filtro de aire para instalarse antes y después del secador refrigerativo.
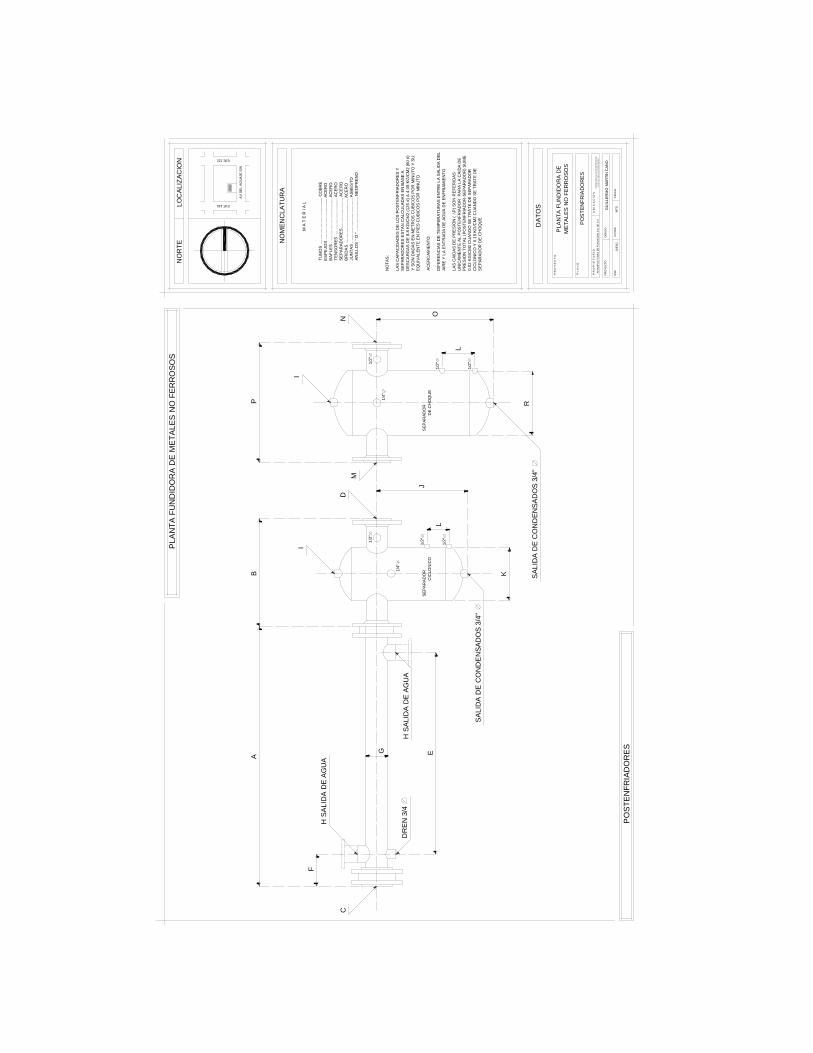
P R
O Y
E C
T O
PLA
NTA
FU
ND
IDO
RA
DE
MET
ALE
S N
O F
ER
RO
SOS
Y E
JE 1
22. S
AN
LU
IS P
OTO
SI. M
EXIC
O
PO
STE
NFR
IAD
OR
ESP
L A
N O
MA
NU
FAC
TUR
AS
DE
FU
ND
ICIO
N, S
.A. D
E C.
V.P
R O
P I
E T
A R
I O
AV
EN
IDA
DE
L A
GU
AJE
S/N
EN
TRE
EJE
120
GU
ILLE
RM
O M
ARTI
N C
ANO
DIB
UJO
PR
OY
EC
TO
U B
I C
A C
I O
N
ESC
S/E
SCM
TSC
OTA
SFE
CH
A
DAT
OS
NO
ME
NC
LATU
RA
EJE 122
EJE 120
AV
DE
L AG
UA
JE S
/N
LOC
ALIZ
ACIO
N
NO
RTE
PLA
NTA
FU
ND
IDO
RA
DE
ME
TALE
S N
O F
ER
RO
SOS
PO
STE
NFR
IAD
OR
ES
NO
TAS:
LAS
CAP
ACID
ADES
DE
LOS
POST
ENFR
IAD
OR
ES Y
S
EPAR
ADO
RES
EST
AN C
ALC
ULA
DA
S EN
BAS
E A
DES
CA
RG
AS D
E 8.
8 KG
/CM
2 (1
25 #
) A 4
.08
KG/C
M2
(60
#)Y
SO
N D
ADAS
EN
ME
TRO
S C
UB
ICO
S P
OR
MIN
UTO
Y S
U
EQ
UIV
ALEN
TE E
N P
IES
CU
BIC
OS
PO
R M
INU
TO
AC
ER
CAM
IEN
TO:
DIF
EREN
CIA
S D
E TE
MP
ERAT
UR
AS E
NTR
E L
A SA
LID
A D
EL
AIR
E Y
LA E
NTR
AD
A D
E AG
UA
DE
ENFR
IAM
IEN
TO
LAS
CAI
DA
S D
E P
RE
SIO
N (
P) S
ON
RE
FER
IDAS
U
NIC
AM
EN
TE A
L P
OS
TEN
FRIA
DO
R P
AR
A L
A C
AID
A D
E P
RE
SIO
N T
OTA
L (P
OST
ENFR
IAD
OR
-SE
PAR
AD
OR
) SU
ME
0.02
KG
/CM
2 C
UA
ND
O S
E T
RA
TE D
E SE
PAR
ADO
R
CIC
LON
ICO
Y 0
.15
KG/C
M2
CU
AN
DO
SE
TR
ATE
DE
SEP
ARAD
OR
DE
CH
OQ
UE
M A
T E
R I
A L
TUB
OS
.....
......
......
......
......
......
.....
CO
BRE
ES
PE
JOS
.....
......
......
......
......
......
AC
ERO
BA
FLE
S ..
......
......
......
......
......
......
AC
ERO
TEN
SO
RE
S ..
......
......
......
......
......
AC
ERO
S
EPAR
ADO
RES
......
......
......
......
.. A
CE
RO
BR
IDA
S ..
......
......
......
......
......
......
AC
ERO
JUN
TAS
......
......
......
......
......
......
.. A
SBES
TOA
NIL
LOS
" O
" ...
......
......
......
......
.. N
EOPR
ENO
1/2"
1/4"
DE
CH
OQ
UE
SEP
ARAD
OR
1/2"
1/2"
SA
LID
A D
E C
ON
DE
NSA
DO
S 3/
4"
SA
LID
A D
E C
ON
DE
NSA
DO
S 3/
4"
1/2"
1/2"
1/2"
CIC
LON
ICO
SEP
ARAD
OR
1/4"
H S
ALI
DA
DE
AGU
AD
RE
N 3
/4
H S
ALI
DA
DE
AGU
A
RP
ONM
L
L
K
J
II
G
F
E
DC
BA


REDES DE DISTRIBUCIÓN DE AIRE
5.1 GENERALIDADES
Hasta ahora hemos calculado el caudal de aire que se va a suministrar a toda la planta,
en función a este caudal seleccionamos el compresor, postenfriador de aire, tanque
acumulador y secador frigorífico para tener un aire de alta calidad que nos garantice
un fluido libre de agua, libre de aceite, libre de residuos sólidos, de polvos y de todas
las impurezas que pueden fluir colocando filtros purificadores, es muy importante
hacer correctamente las consideraciones que intervienen para hacer una buena red de
distribución ya que de esto depende que entreguemos una calidad de aire a nuestros
puntos de consumo.
Aunque ya lo calculamos mencionaremos los parámetros que se requieren para
realizar una buena red de tal manera que las consideraciones que realicemos los
ejecutemos sin que tengamos errores posteriores.
A. PRESION: la presión a la cual deseamos trabajar, tanto para el caudal de aire
suministrado por el compresor como para el de utilización en la red. Mientras
no se indique lo contrario, al hablar de presiones serán siempre presiones
efectivas, que se cuentan a partir de la presión atmosférica. Los manómetros
industriales miden la presión efectiva.
Por presión absoluta se entiende la suma de la presión indicada en el
manómetro (BAR) mas el valor de la presión atmosférica (en la práctica se
toma como 1.00 BAR), la fórmula es:
Pa = Pm + 1................................................................(5.1)

B. CAUDAL: El caudal de aire comprimido que debe suministrar el compresor,
así como el que debe circular por cada zona de trabajo o ramal de distribución
se debe calcular en función al gasto por cada máquina, su magnitud
dependerá del planteamiento particular a que pueda ser sometido cada
proyecto
C. PERDIDA DE PRESION: La pérdida de presión, pérdida de carga o caída
de presión se refieren a la pérdida de energía que se va originando en el aire
comprimido ante los diferentes obstáculos que encuentra en su
desplazamiento hacia los puntos de utilización, como son: tanque
acumulador, refrigerador posterior, secador, filtros, tuberías, etc.
El conseguir que las pérdidas de presión esté entre los límites permisibles,
será una de las tareas fundamentales en el momento de concebir una
instalación.
D. VELOCIDAD DE CIRCULACIÓN: También existe límite para la
velocidad del aire, ya que cuanto mayor sea la velocidad de circulación, tanto
mayor es la pérdida de presión en el recorrido hasta el punto de utilización.
5.2 DISPOSICIÓN DE LAS REDES DE AIRE COMPRIMIDO:
Después de haber puesto las condiciones que requerimos para realizar nuestra red de
aire comprimido; ya podemos hacer las consideraciones para calcular los diámetros
de la red, para esto tenemos que establecer correctamente los puntos de consumo, la
ubicación de nuestras máquinas, el grado de sequedad del aire y para que esto nos
quede de la mejor manera necesitamos establecer gráficamente como debemos trazar
nuestro sistema en la planta y ver si nos conviene un circuito cerrado o un circuito
abierto.

a. Circuito cerrado: Si el aire lleva a la salida del compresor un equipo de
secado total (frigorífico o de adsorción), la red puede hacerse en circuito
cerrado, pues con este arreglo no es necesario montar con pendiente las
tuberías pues con los procedimientos de depuración de impurezas no vamos a
tener la necesidad de hacer arreglos para eliminar en condensados, polvo o
residuos de aceite en las redes de distribución ni tampoco hacer arreglos
especiales para las tomas en los puntos de consumo, sin embargo si se instalan
todos los equipos como los hemos enumerado no nos obliga a tener un circuito
cerrado pues el arreglo va a depender de la forma estructural de la planta y esto
nos va a dictaminar que es lo que nos conviene más.
En los casos cuando no se instalan secadores a la salida del compresor de
seguro van a aparecer condensados en toda la red y es necesario instalar
separadores, tendido de red con pendientes, purgas automáticas o manuales y
filtros en los mismos puntos de trabajo. Debe tenerse siempre presente, al
diseñar la red de tuberías, que el factor fundamental a tener en cuenta es la
humedad del aire, puesto que aplicándose la fórmula adecuada, la pérdida de
presión y el caudal son datos matemáticos que pueden calcularse
perfectamente así como el diámetro de la tubería más conveniente para las
mínimas pérdidas de presión y caudal a conducir por una longitud
determinada.
b. Circuito abierto: Dependiendo el uso que se le dé al aire comprimido es como
se hace el diseño de la red de tuberías, como por ejemplo sopleteos o aire para
limpieza, etc., en estos casos no se pone secadora a la salida del compresor
pero lo primero que se debe considerar en estos casos es darle pendiente a las
tuberías secundarias en dirección a la corriente del flujo de aire a razón de 8.5
cm de inclinación por cada 100 m de longitud de tubería, colocarse trampas y
separadores en las partes intermedias del las redes de tubería y en cada cambio

de dirección colocar una tubería con dirección hacia abajo para que en ese
punto caigan todos los condensados e impurezas a una trampa previamente
construida con una válvula inferior y estar siempre al pendiente para purgar
todos los residuos al medio exterior, cuando se van a construir derivaciones y
enviarlos a otra dirección, siempre debe tomarse en cuenta que los
condensados fluirán en la parte inferior del tubo por lo que estas derivaciones
se tomarán de un arreglo donde el tubo se tome de la parte superior de la red
secundaria y así eliminar paso a paso los condensados.
Cuando se realiza la tubería para una toma en un punto de consumo esta
siempre debe estar dirigida hacia arriba para luego hacerle el cambio de
dirección hacia la parte inferior y evitar a lo máximo que los condensados y
residuos de aceite lleguen hasta este punto y procurar que en la parte última de
los tramos de tubería que derivan de la red secundaria también se le debe dar
inclinación y prepararle el arreglo para captar y expulsar todos las impurezas
de la red
Tee Tee Tee
CURVA DE RETORNO CODO 90°
LONGITUD MAXIMA DESEADA 380 MM
A AAB
D
FILTRO
FILTRO Y LUBRICADOR
INCLINACION
DETALLE A DETALLE B DETALLE C DETALLE D
Figura No. (5.1) Arreglos tipo para líneas de aire en circuito abierto o circuito cerrado

Cuando suponemos que la central de compresores tiene la capacidad suficiente para
abastecer el aire a todo el sistema y que la velocidad del aire en la tubería principal es
constante, para toda ella, en 8.0 metros por segundo, valor generalmente admitido en
aire comprimido. La caída de presión ( p) en el punto más alejado dependerá
exclusivamente del diámetro correspondiente a ese punto y no de la dirección que
tenga el flujo de aire, ni de la proximidad del suministro por una o dos direcciones
pues dicho punto u otro punto similar recibe caudal de aire necesario en todo
momento.
Dado que:
............................(5.2) en donde se conoce;
q = caudal constante (m3/segundo) v = Velocidad del aire (8 m/segundo)
Si aplicamos la fórmula de D’Arcy, se tendrá:
.............................(5.3)
siendo L la longitud de la tubería, en m; y α, un coeficiente de resistencia a la
circulación del aire por la misma.
se deduce, pues que:
La pérdida de presión es inversamente proporcional a la quinta potencia del
diámetro, para una cantidad dada de aire;

La pérdida de presión es inversamente proporcional al diámetro, si la
velocidad permanece constante.
En consecuencia, es importante atender el diámetro de la tubería; puesto que la
pérdida de presión varía inversamente con la quinta potencia del diámetro, un
aumento pequeño de este produce un aumento notable de aquella,
independientemente de la dirección del flujo, que no tiene intervención alguna en los
cálculos.
Concluyendo:
• Red de aire comprimido con tratamiento del mismo a la salida del compresor
por medio de un secador: diseño de la red indistintamente en circuito cerrado o
circuito abierto.
• Red de aire comprimido con tratamiento convencional del mismo (refrigerador
posterior, tanque de almacenamiento, separador, pendientes, purgas y filtros)
diseño de red en circuito abierto.
El diseño de una red de tuberías donde se tiene la calidad del aire altamente seca no
requiere de tuberías abiertas: separadores, inclinación, purgas y filtros, etc. Sin
embargo debemos cuantificar de que manera se eleva el costo si a un circuito cerrado
le adaptamos algunos conceptos de un circuito abierto (inclinación y purgas en las
partes finales así como derivación de tuberías para colocar trampas) porque en la
práctica deben considerarse algunos detalles como: mala operación, mantenimiento

no adecuado, imprevistos instantáneos, que suelen ocurrir cuando nuestra planta esta
a su plena capacidad y que si esto ocurre, por situaciones de producción nos va a ser
imposible parar el sistema para un posible mantenimiento, en caso de que se presente
una circunstancia parecida y suministramos aire parcialmente tratado, este puede
llegar a nuestros puntos de utilización contaminado y bajo estas circunstancias podría
dañar, herramientas o circuitos automatizados por lo tanto independiente del
tratamiento al que someteremos nuestro sistema de aire comprimido, lo dejaríamos
preparado con: inclinación, purgadores en los extremos finales de la tubería, las
derivaciones de la tubería deben tomarse con dirección hacia arriba y darle viraje para
evitar condensados.

CALCULO DE DIÁMETRO DE TUBERIAS
6.1 GENERALIDADES
Para hacer llegar el fluido comprimido a los puntos de utilización es necesario hacerlo
por redes de tuberías, que comuniquen eficientemente para que los accesorios,
herramientas y válvulas trabajen con el rendimiento adecuado.
Las tuberías que conforman el sistema son.
Tubería principal.
Tubería secundaria.
Tuberías de servicio.
Tubería principal: La tubería principal es la que sale de los compresores, llevando
todo el flujo de aire existente, para que haya mínima pérdida de presión en esta
sección, la velocidad máxima debe de ser de 8 m/seg.
Tubería secundaria: Son las ramificaciones que se derivan de la tubería principal y
su trayectoria va hacia las áreas de trabajo llevando el flujo parcial de zona y llegando
hasta las tuberías de servicio. El caudal de aire que transporta será correspondiente a
la suma de los caudales que de ella se deriven, también es conveniente prever alguna
futura ampliación al calcular su diámetro.
Tuberías de servicio: Las tuberías de servicio son las tomas que se tienen para
alimentar los equipos neumáticos y constan de la unidad mantenimiento, conectores

rápidos y mangueras. Se deben dimensionar conforme al número de salidas o tomas,
procurando que no se coloquen mas de dos o tres enchufes rápidos en cada una de
ellas, se debe procurar no hacer tuberías de servicio inferiores a ½”, ya que al estar
sucio el aire puede bloquear el flujo.
Estas líneas deben tener una velocidad máxima de 15 m/seg,
6.2 CALCULO DE TUBERÍAS.
Cuando se transporta un fluido a través de una tubería, se produce inevitablemente,
una pérdida de presión que se traduce en un consumo de energía y, por tanto, un
aumento de los costos de explotación.
La disminución se produce por rozamiento en los tubos rectos y por las resistencias
debidas a variaciones de dirección en los conductos, así como por las resistencias
individuales de estos últimos.
Ya hemos estudiado los trastornos que provoca una pérdida considerable de presión,
tanto en las herramientas como en cualquier otro elemento neumático. Por esta razón,
las tuberías para aire comprimido deben estar ampliamente dimensionadas. Desde el
punto de vista de la explotación, no existe ningún riesgo, de que una tubería quede
sobredimensionada; la caída de presión será menor y la tubería funcionará como
depósito de aire. El costo adicional como consecuencia de cierto aumento de las
dimensiones es insignificante considerado con los gastos que pueden originarse si la
red de tubería ha de renovarse al cabo de algún tiempo.
La caída de presión en un tubo recto se calcula por la fórmula:
-----------------(6.1)
p = caída de presión de BAR

p = Presión en BAR
R = Constante del gas, equivalente a 29.27 para el aire. T = Temperatura absoluta (t + 273) D = Diámetro interior de la tubería en mm. L = Longitud de la tubería en m. v = Velocidad del aire en m/seg. =
γ = Índice de resistencia, grado medio de rugosidad, variable con la cantidad suministrada G (véase la figura 6.1) G = cantidad de aire suministrado en Kg/hora = (1.3 m3/min) *60
Figura No (6.1) Tabla de índice de resistencia γ para G Kg. de peso del aire comprimido que circula a la hora.
para hacer un cálculo inicial en la tubería de salida de los compresores tendremos:
Q = 5.8 m3/min, P = 7 + 1 = 8.0 BAR v = 8 m/seg.

De la fórmula:
------------------(6.2) Despejamos A:
------------------(6.3)
sustituyendo valores:
-------------------------------(6.4)
Despejando D
de acuerdo a la Figura No. (6.9) el diámetro inmediato superior comercial es de 5.25 cm., calculando nuevamente tenemos:
para calcular el valor de G: G = 1.3 * 5.8 * 60 = 452.40 Kg/hora.;

6.3 LONGITUD DE TUBERÍAS:
Cuando en una tubería se va a considerar la longitud se deben tomar en consideración
dos aspectos.
1. Longitud física de la tubería: y es la distancia que se tiene en el tramo a
considerar. Para nuestro caso los tramos los vamos a seccionar con las letras
del abecedario y los mencionaremos como tramo “a-b”, “b-c”, etc.
2. Longitud por válvulas y accesorios: para obtener estos datos nos debemos de
basar en tablas y nomogramas que nos indiquen el valor de cada una de ellas
ya que se debe considerar el tipo de material que se va a utilizar así como el
diámetro de dicho accesorio o válvula.
Para saber la longitud equivalente de los elementos mencionados nos debemos de
basar en el nomograma (tabla No. 00) del manual de “Flujo de Fluidos en Válvulas,
Accesorios y Tuberías” de Crane, siendo este “LONGITUDES EQUIVALENTES L Y L/D,
NOMOGRAMA DEL COEFICIENTE DE RESISTENCIA K.”.
Si observamos este nomograma se basa en un factor que le llaman factor “K” y el
diámetro de la tubería para que así podamos tener la longitud equivalente. En el

mismo manual nos indica como debemos calcular el factor “K”, por lo que
presentamos la Figura No. (6.2), que nos indica:
Figura No. (6.2) TABLA DE FACTOR “K” Coeficientes de resistencia (K) válidas para válvulas y accesorios. En función a factores de fricción para tuberías comerciales, nuevas de acero, con flujo en la zona de total turbulencia.
Fórmulas para calcular el factor “K” (coeficiente de resistencia válidos para
válvulas y accesorios)
Codo 90o K = 30fr
Codo 45o K = 16fr
Tee flujo directo K = 20 fr
Tee flujo desviado K = 60 fr
Válvula de compuerta K = 8fr
Válvula de retención K = 100 fr
Válvula de globo K = 340 fr
Curva de 180o de radio corto K = 30 fr.
Para obtener el factor “K” en estrechamiento brusco y gradual y en ensanchamiento
brusco y gradual debemos tener una relación de diámetros que los presentamos en la
siguiente tabla:
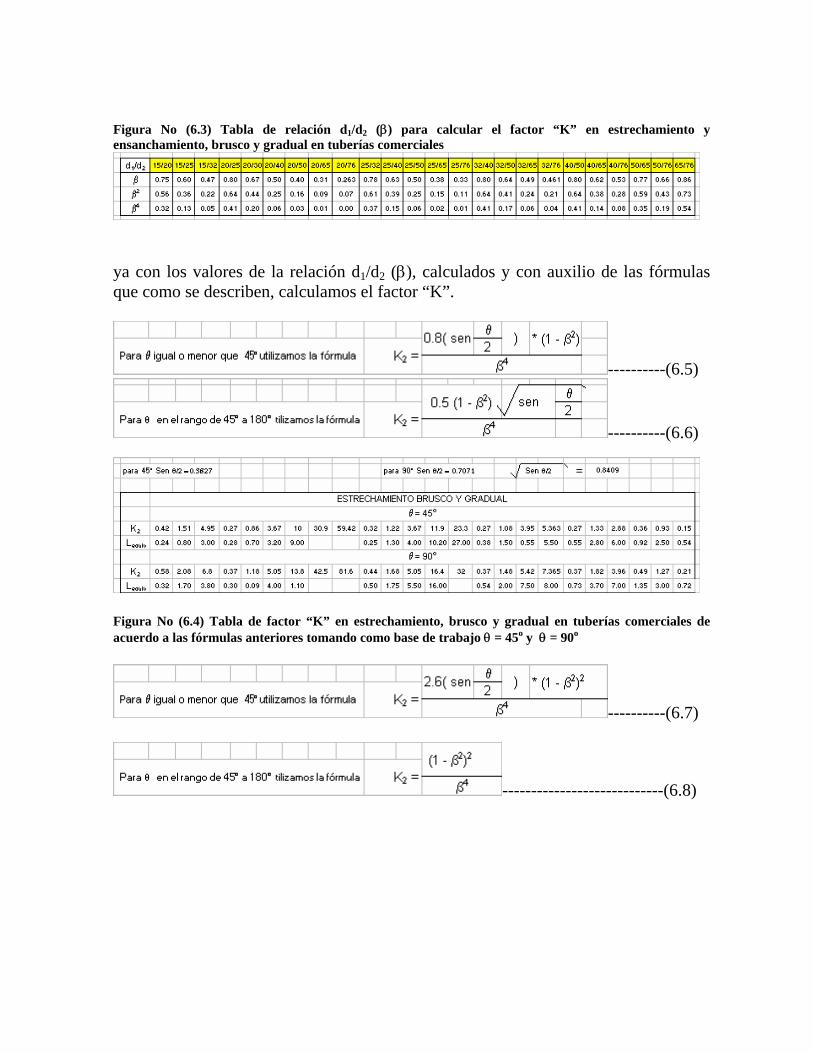
Figura No (6.3) Tabla de relación d1/d2 (β) para calcular el factor “K” en estrechamiento y ensanchamiento, brusco y gradual en tuberías comerciales
ya con los valores de la relación d1/d2 (β), calculados y con auxilio de las fórmulas que como se describen, calculamos el factor “K”.
----------(6.5)
----------(6.6)
Figura No (6.4) Tabla de factor “K” en estrechamiento, brusco y gradual en tuberías comerciales de acuerdo a las fórmulas anteriores tomando como base de trabajo θ = 45o y θ = 90o
----------(6.7)
----------------------------(6.8)

Figura No. (6.5) Tabla de factor “K” en ensanchamiento, brusco y gradual en tuberías comerciales de acuerdo a las fórmulas anteriores tomando como base de trabajo θ = 45o y θ = 90o Después de obtener los datos para el factor “K” procedemos a pasar a la Figura No.
(6.6) para cada uno de los diámetros y en cada uno de los accesorios y así encontrar
el valor de la longitud equivalente, en el caso de los estrechamientos y los
ensanchamientos colocamos el valor de la longitud equivalente inmediatamente
después del factor “K”, más en el caso de los accesorios y válvulas mostramos la
Figura No. (6.7) que nos da el valor de la longitud equivalente por cada uno de ellos
tomando en cuenta su diámetro.
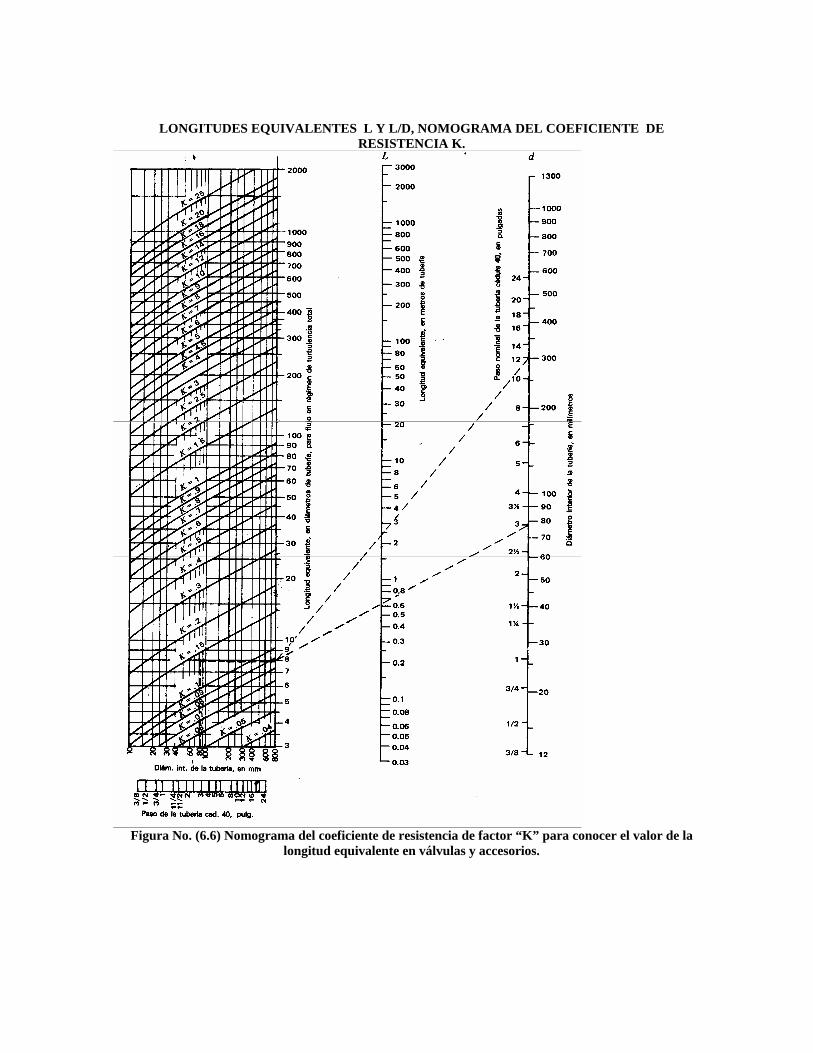
LONGITUDES EQUIVALENTES L Y L/D, NOMOGRAMA DEL COEFICIENTE DE RESISTENCIA K.
Figura No. (6.6) Nomograma del coeficiente de resistencia de factor “K” para conocer el valor de la
longitud equivalente en válvulas y accesorios.
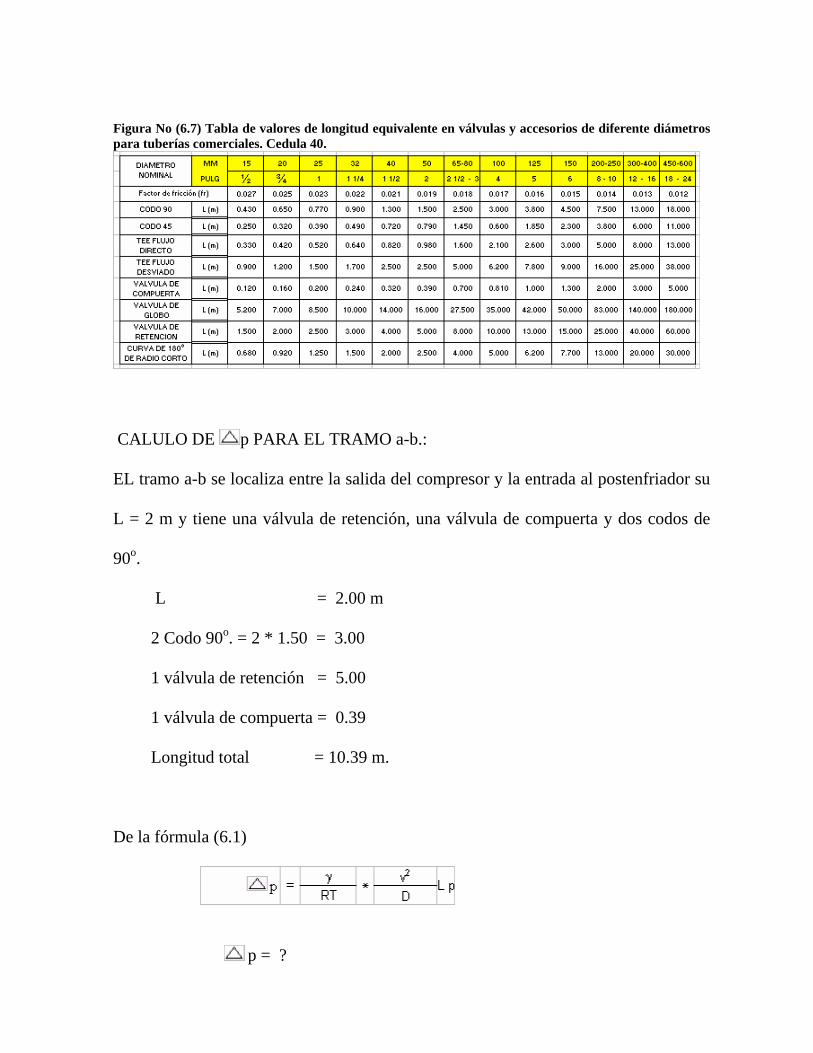
Figura No (6.7) Tabla de valores de longitud equivalente en válvulas y accesorios de diferente diámetros para tuberías comerciales. Cedula 40.
CALULO DE p PARA EL TRAMO a-b.: EL tramo a-b se localiza entre la salida del compresor y la entrada al postenfriador su
L = 2 m y tiene una válvula de retención, una válvula de compuerta y dos codos de
90o.
L = 2.00 m
2 Codo 90o. = 2 * 1.50 = 3.00
1 válvula de retención = 5.00
1 válvula de compuerta = 0.39
Longitud total = 10.39 m.
De la fórmula (6.1)
p = ?

p = 7.00 BAR
R = 29.27
T = 10o (t + 273) =
283o
D = 52.5 en mm.
L = 10.39 m.
v = 5.583 m/seg.
Sustituyendo:
La presión en el punto b = 7.00 – 0.0068 = 6.9932 BAR.
Tramo b-c.
Hicimos el cálculo para a-b porque enseguida se presenta el postenfriador que tiene
un p = 0.151 BAR y el separador ciclónico un p = 0.02 BAR.
La presión en el punto c; p = 6.9932 – (0.151+.02) = 6.8222 BAR.
TRAMO c-d
EL tramo c-d se localiza entre la salida del postenfriador y la entrada al tanque
acumulador de aire su L = 3.47 m y tiene una válvula de compuerta y dos codos de
90o.
L = 3.47 m
2 Codo 90o. = 2 * 1.50 = 3.00
1 válvula de compuerta = 0.39
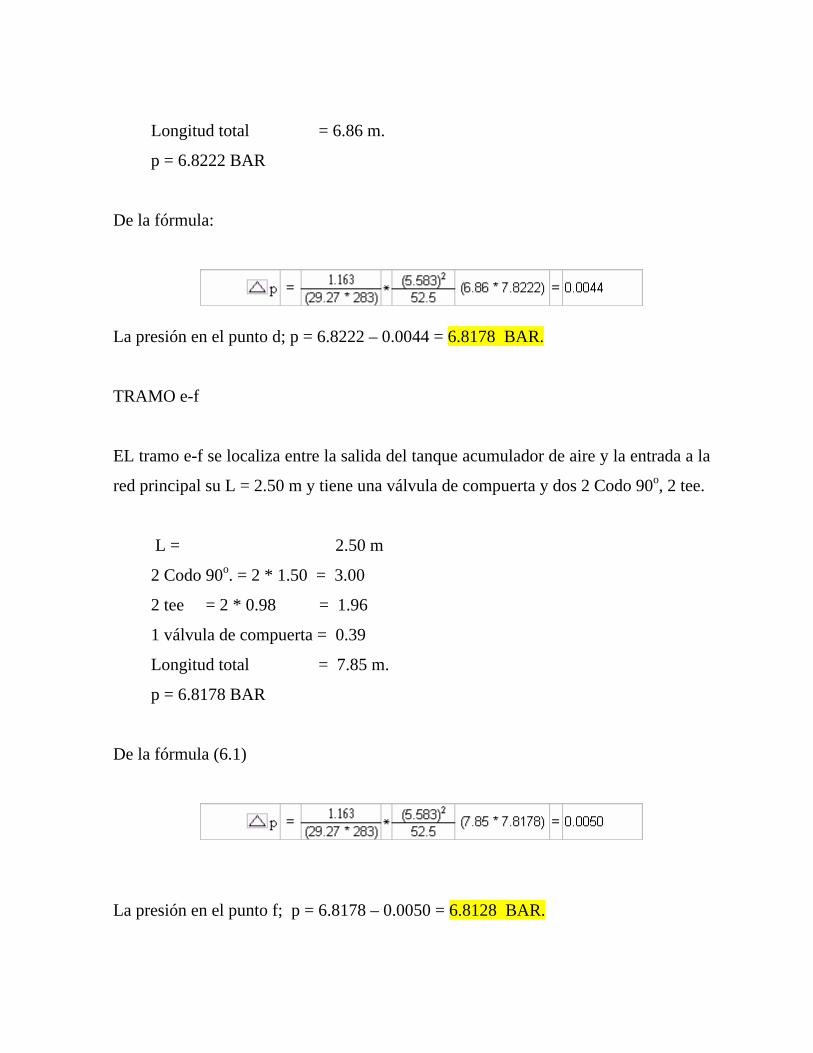
Longitud total = 6.86 m.
p = 6.8222 BAR
De la fórmula:
La presión en el punto d; p = 6.8222 – 0.0044 = 6.8178 BAR.
TRAMO e-f
EL tramo e-f se localiza entre la salida del tanque acumulador de aire y la entrada a la
red principal su L = 2.50 m y tiene una válvula de compuerta y dos 2 Codo 90o, 2 tee.
L = 2.50 m
2 Codo 90o. = 2 * 1.50 = 3.00
2 tee = 2 * 0.98 = 1.96
1 válvula de compuerta = 0.39
Longitud total = 7.85 m.
p = 6.8178 BAR
De la fórmula (6.1)
La presión en el punto f; p = 6.8178 – 0.0050 = 6.8128 BAR.
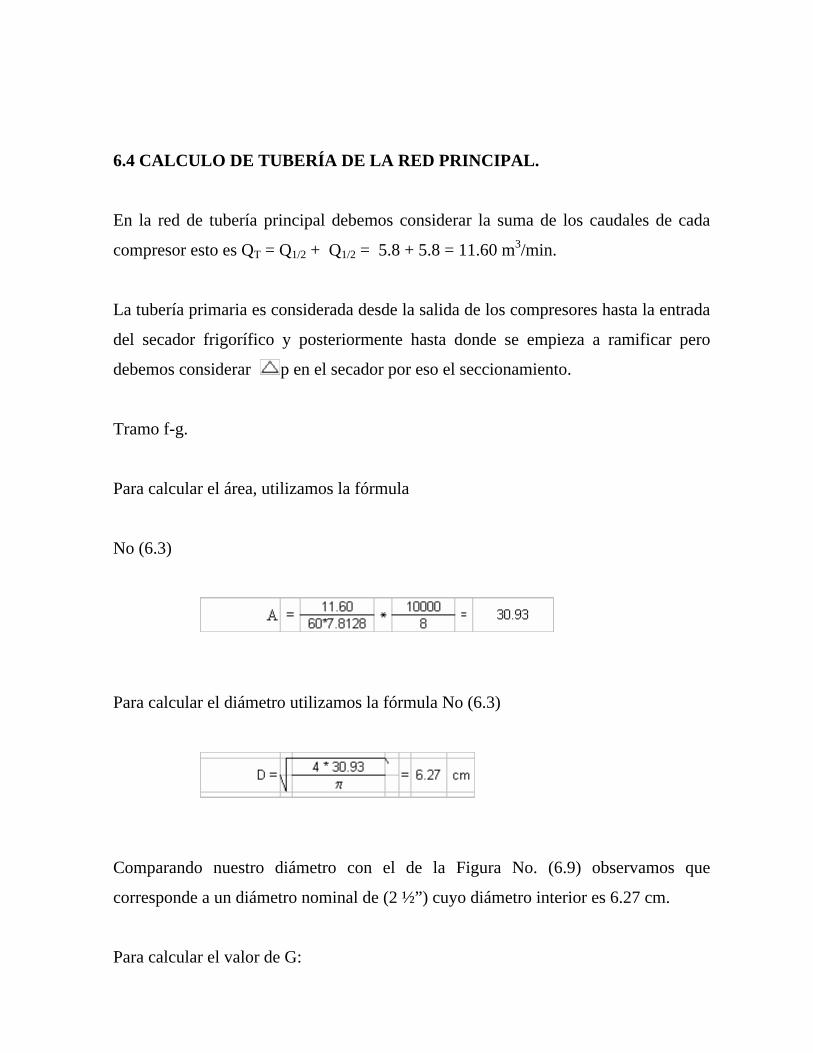
6.4 CALCULO DE TUBERÍA DE LA RED PRINCIPAL.
En la red de tubería principal debemos considerar la suma de los caudales de cada
compresor esto es QT = Q1/2 + Q1/2 = 5.8 + 5.8 = 11.60 m3/min.
La tubería primaria es considerada desde la salida de los compresores hasta la entrada
del secador frigorífico y posteriormente hasta donde se empieza a ramificar pero
debemos considerar p en el secador por eso el seccionamiento.
Tramo f-g.
Para calcular el área, utilizamos la fórmula
No (6.3)
Para calcular el diámetro utilizamos la fórmula No (6.3)
Comparando nuestro diámetro con el de la Figura No. (6.9) observamos que
corresponde a un diámetro nominal de (2 ½”) cuyo diámetro interior es 6.27 cm.
Para calcular el valor de G:

G = 1.3 * 11.60 * 60 = 904.80 Kg/hora.;
Cálculo de longitud:
L = 15.20 m
4 Codo 90o. = 4 * 1.50 = 6.00
2 válvula de compuerta = 0.78
Longitud total = 21.98 m.
p = 6.8128 BAR
Para calcular p utilizamos la fórmula (6.1)
La presión en el punto g; p = 6.8128 – 0.0218 = 6.7910 BAR.
Tramo g-h
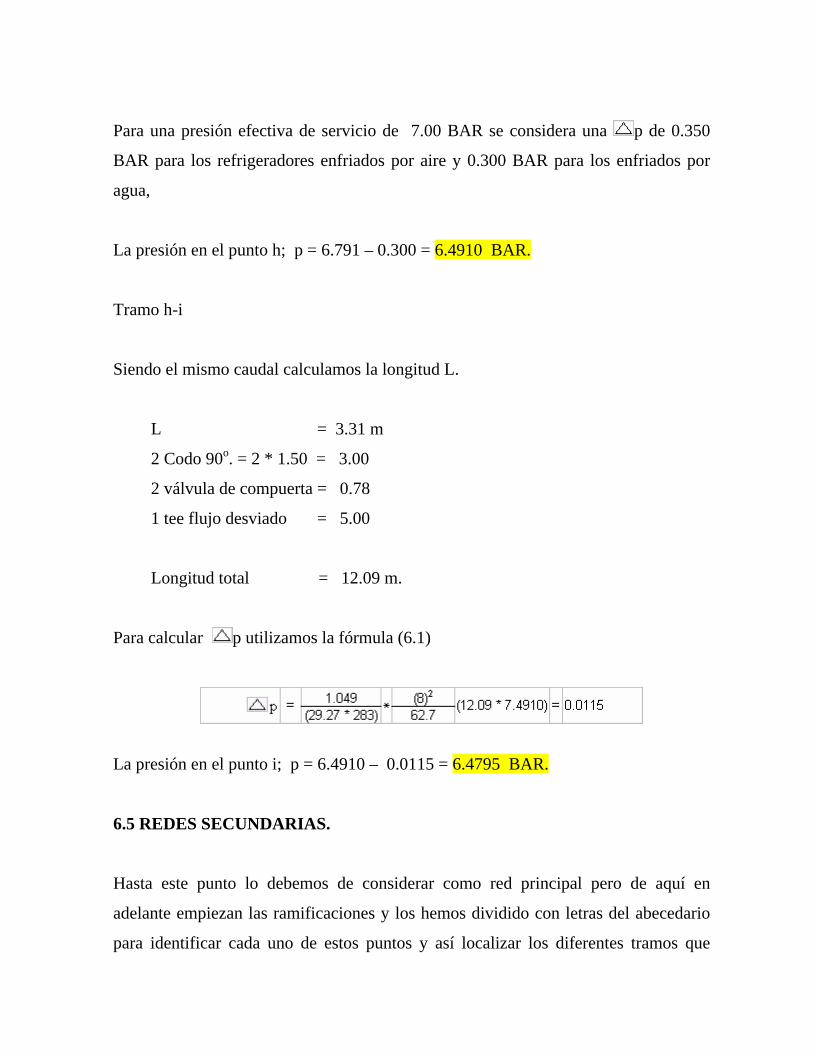
Para una presión efectiva de servicio de 7.00 BAR se considera una p de 0.350
BAR para los refrigeradores enfriados por aire y 0.300 BAR para los enfriados por
agua,
La presión en el punto h; p = 6.791 – 0.300 = 6.4910 BAR.
Tramo h-i
Siendo el mismo caudal calculamos la longitud L.
L = 3.31 m
2 Codo 90o. = 2 * 1.50 = 3.00
2 válvula de compuerta = 0.78
1 tee flujo desviado = 5.00
Longitud total = 12.09 m.
Para calcular p utilizamos la fórmula (6.1)
La presión en el punto i; p = 6.4910 – 0.0115 = 6.4795 BAR.
6.5 REDES SECUNDARIAS.
Hasta este punto lo debemos de considerar como red principal pero de aquí en
adelante empiezan las ramificaciones y los hemos dividido con letras del abecedario
para identificar cada uno de estos puntos y así localizar los diferentes tramos que

manejan fluido comprimido con determinado caudal, para saber cual es el caudal más
critico haremos un análisis en cada ramal observando el isométrico trazado y lo
presentaremos en la Figura No (6.10)
Tramo i-j
De la fórmula (6.3) obtenemos el diámetro:
Q = 8.78 m3/min.
p = (6.4795 + 1.00)
de acuerdo a la Figura No. (6.9) el diámetro inmediato superior comercial es de 6.27
cm., calculando nuevamente tenemos:

Figura No (6.8) Tabla de valores de longitud en los tramos de tubería, tomados del isométrico
de la red de tuberías

calculamos la longitud L.
L = 2.98 m
1 Tee flujo desviado = 5.00
Total = 7.98 m
De la fórmula (6.1) obtenemos p:
La presión en el punto j; p = 6.4795 – 0.005 = 6.4745 BAR.
Tramo j – j”
De la fórmula (6.3) obtenemos el diámetro:
Q = 6.233 m3/min.
p = (6.4745 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 5.25 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 2.00 m
1 Tee flujo desviado = 2.50
1 válvula de compuerta = 0.39
Total = 4.64 m
De la fórmula (6.1) obtenemos p:
La presión en el punto j”; p = 6.4745 – 0.0038 = 6.4707 BAR.
Tramo j – k.
De la fórmula (6.3) obtenemos el diámetro:
Q = 2.55 m3/min.
p = (6.4745 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 3.51 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 8.41 m
1 estrechamiento 32/65 = 7.50
1 codo 90o = 0.90
Total = 16.81 m
De la fórmula (6.1) obtenemos p:
La presión en el punto k; p = 6.4745 – 0.0196 = 6.4549 BAR.
Tramo k – l.
De la fórmula (6.3) obtenemos el diámetro:
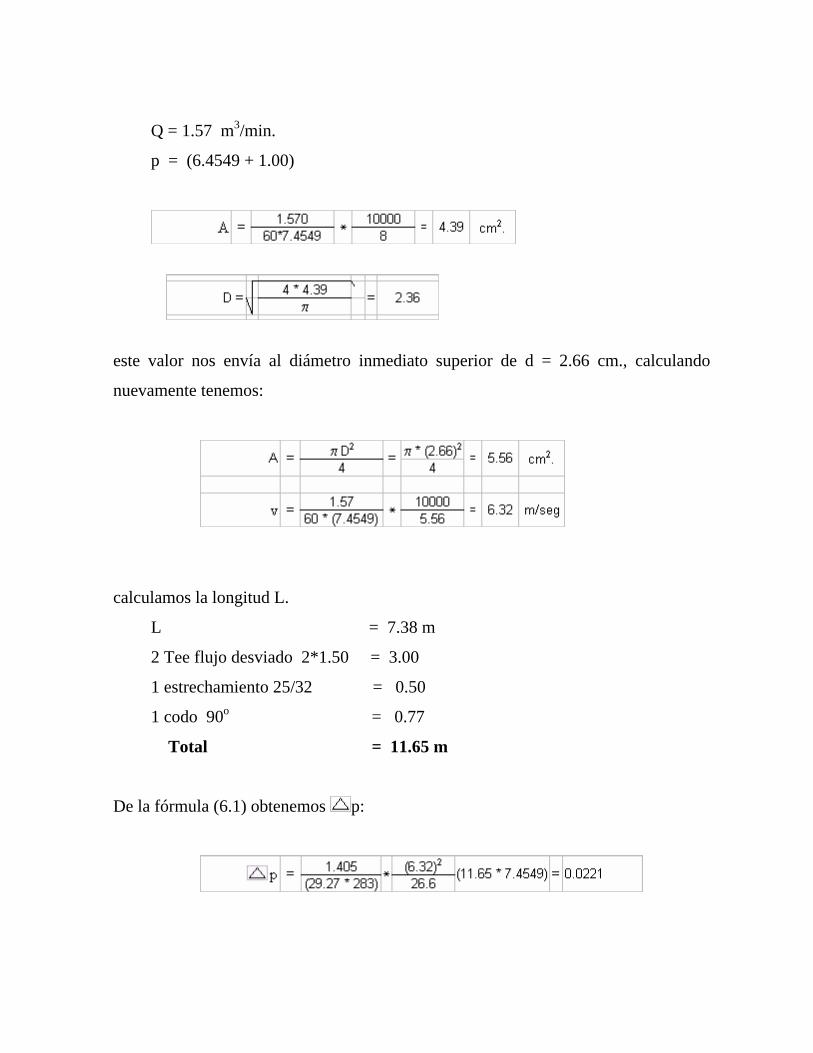
Q = 1.57 m3/min.
p = (6.4549 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 2.66 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 7.38 m
2 Tee flujo desviado 2*1.50 = 3.00
1 estrechamiento 25/32 = 0.50
1 codo 90o = 0.77
Total = 11.65 m
De la fórmula (6.1) obtenemos p:

La presión en el punto l; p = 6.4549 – 0.0221 = 6.4328 BAR.
Tramo l – l”.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.78 m3/min.
p = (6.4328 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 2.1 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 2.50 m
2 Tee flujo desviado 2*1.50 = 3.00
1 estrechamiento 20/25 = 0.37
1 válvula de compuerta = 0.16
Total =
6.03 m

De la fórmula (6.1) obtenemos p:
La presión en el punto l”; p = 6.4328 – 0.0102 = 6.4226 BAR.
Tramo k – m.
De la fórmula (6.3) obtenemos el diámetro:
Q = 2.84 m3/min.
p = (6.4549 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 3.51 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
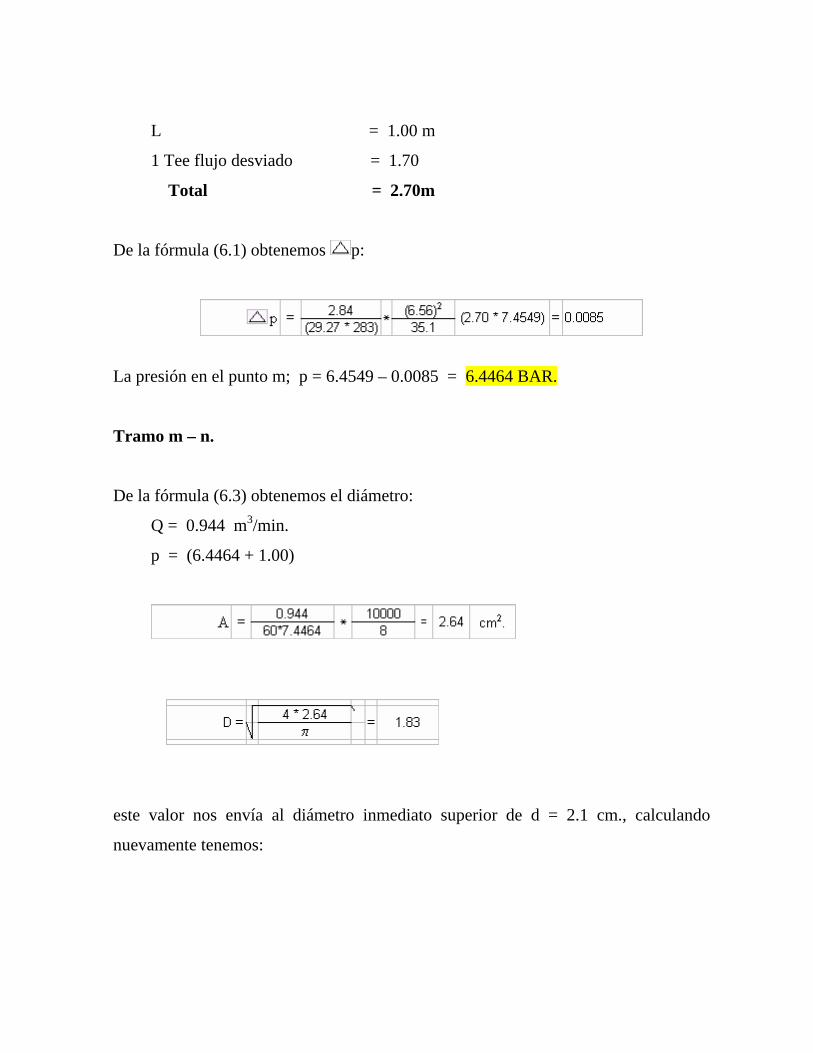
L = 1.00 m
1 Tee flujo desviado = 1.70
Total = 2.70m
De la fórmula (6.1) obtenemos p:
La presión en el punto m; p = 6.4549 – 0.0085 = 6.4464 BAR.
Tramo m – n.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.944 m3/min.
p = (6.4464 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 2.1 cm., calculando
nuevamente tenemos:
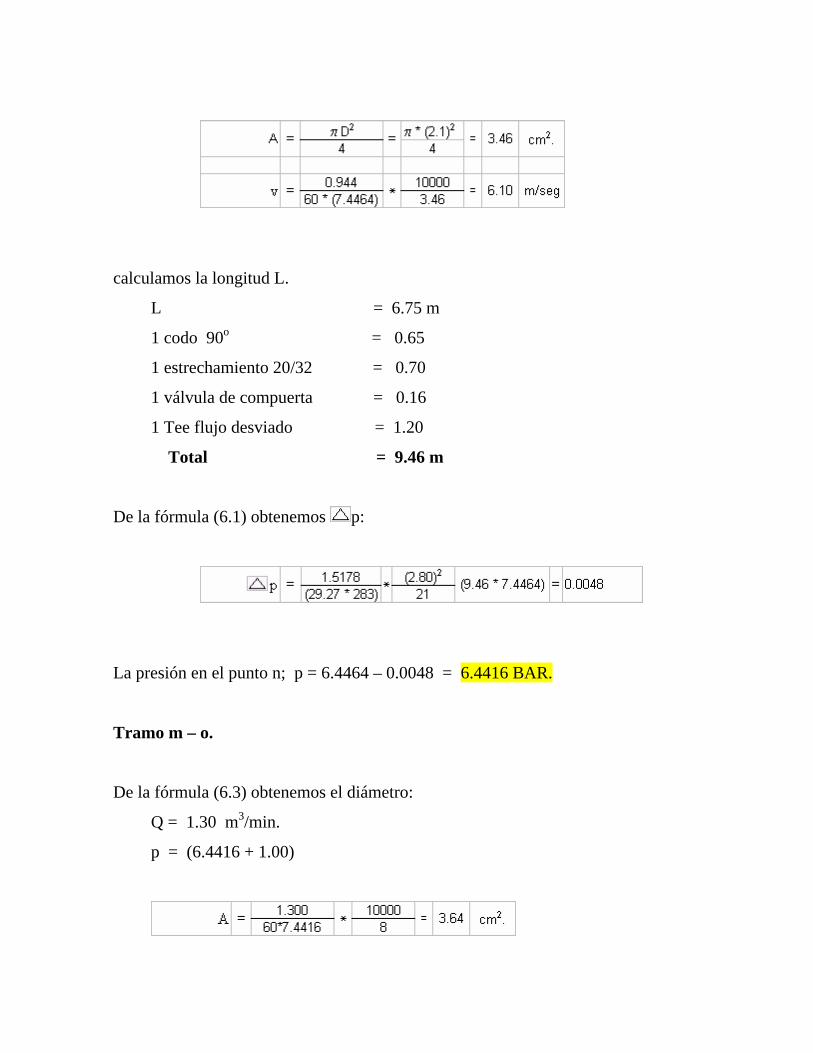
calculamos la longitud L.
L = 6.75 m
1 codo 90o = 0.65
1 estrechamiento 20/32 = 0.70
1 válvula de compuerta = 0.16
1 Tee flujo desviado = 1.20
Total = 9.46 m
De la fórmula (6.1) obtenemos p:
La presión en el punto n; p = 6.4464 – 0.0048 = 6.4416 BAR.
Tramo m – o.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.30 m3/min.
p = (6.4416 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 2.66 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 5.00 m
2 codo 90o = 0.77
1 estrechamiento 25/32 = 0.50
2 Tee flujo desviado = 1.50
Total = 7.77 m
De la fórmula (6.1) obtenemos p:
La presión en el punto o; p = 6.4416 – 0.0030 = 6.4386 BAR.
Tramo o – o”.
De la fórmula (6.3) obtenemos el diámetro:

Q = 0.144 m3/min.
p = (6.4386 + 1.00)
este valor es demasiado pequeño y para instalaciones de aire comprimido una tubería
no debe ser inferior a un diámetro de 12 mm (1/2”) por lo tanto d = 1.58 cm.,
calculando nuevamente tenemos:
calculamos la longitud L.
L = 3.50 m
1 codo 90o = 0.43
1 estrechamiento 15/25 = 1.70
1 Tee flujo desviado = 0.90
Total = 6.53 m
De la fórmula (6.1) obtenemos p:
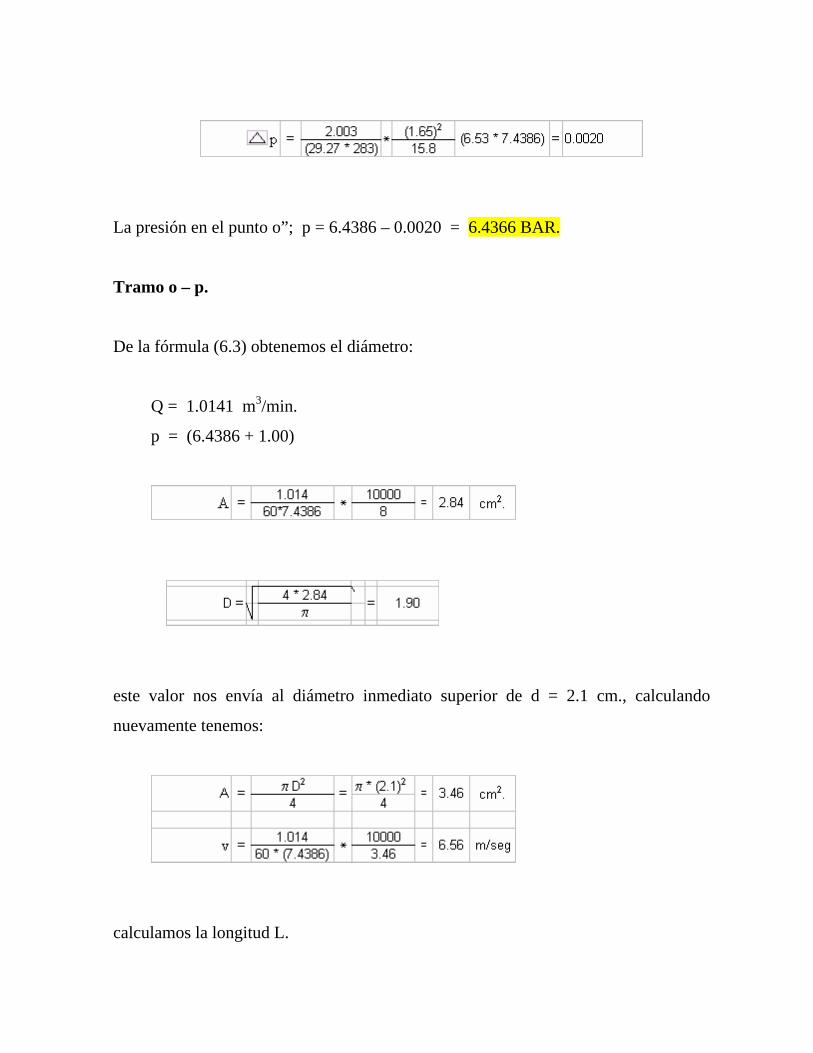
La presión en el punto o”; p = 6.4386 – 0.0020 = 6.4366 BAR.
Tramo o – p.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.0141 m3/min.
p = (6.4386 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 2.1 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
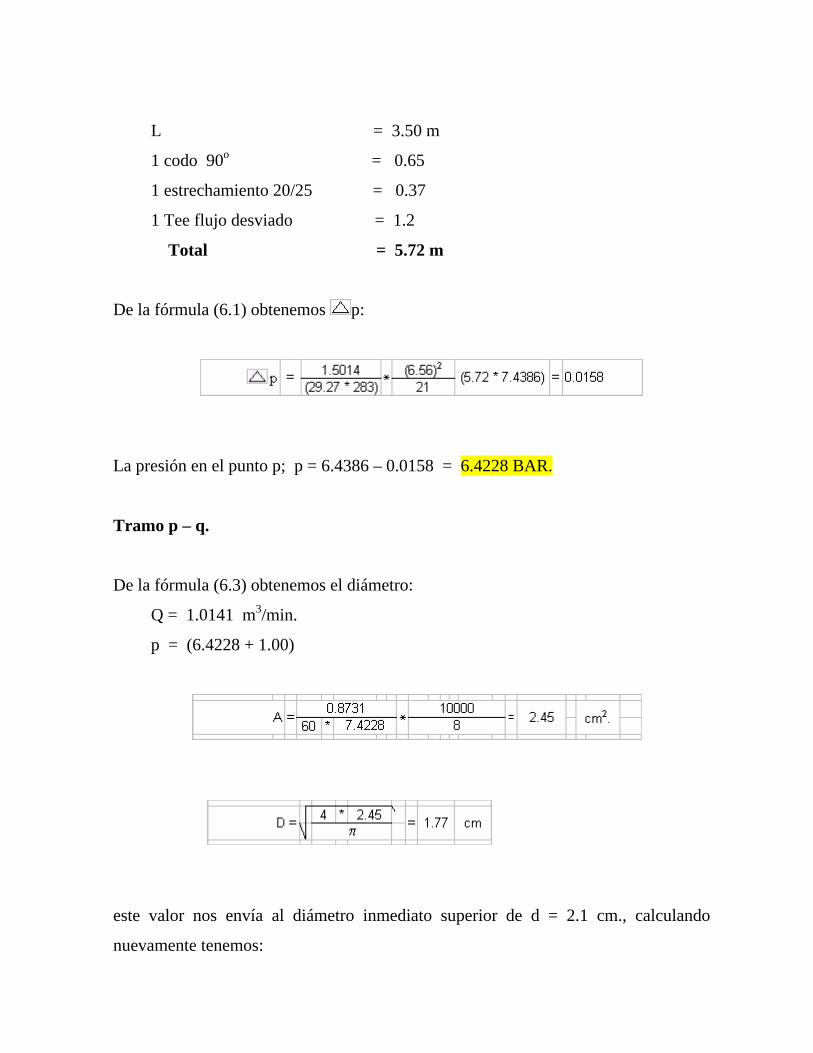
L = 3.50 m
1 codo 90o = 0.65
1 estrechamiento 20/25 = 0.37
1 Tee flujo desviado = 1.2
Total = 5.72 m
De la fórmula (6.1) obtenemos p:
La presión en el punto p; p = 6.4386 – 0.0158 = 6.4228 BAR.
Tramo p – q.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.0141 m3/min.
p = (6.4228 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 2.1 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 10.35 m
1 codo 90o = 0.65
1 Tee flujo desviado = 1.20
Total = 12.20 m
De la fórmula (6.1) obtenemos p:
La presión en el punto q; p = 6.4228 – 0.0255 = 6.3973 BAR.
Tramo q – q”.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.1560 m3/min.
p = (6.3973 + 1.00)
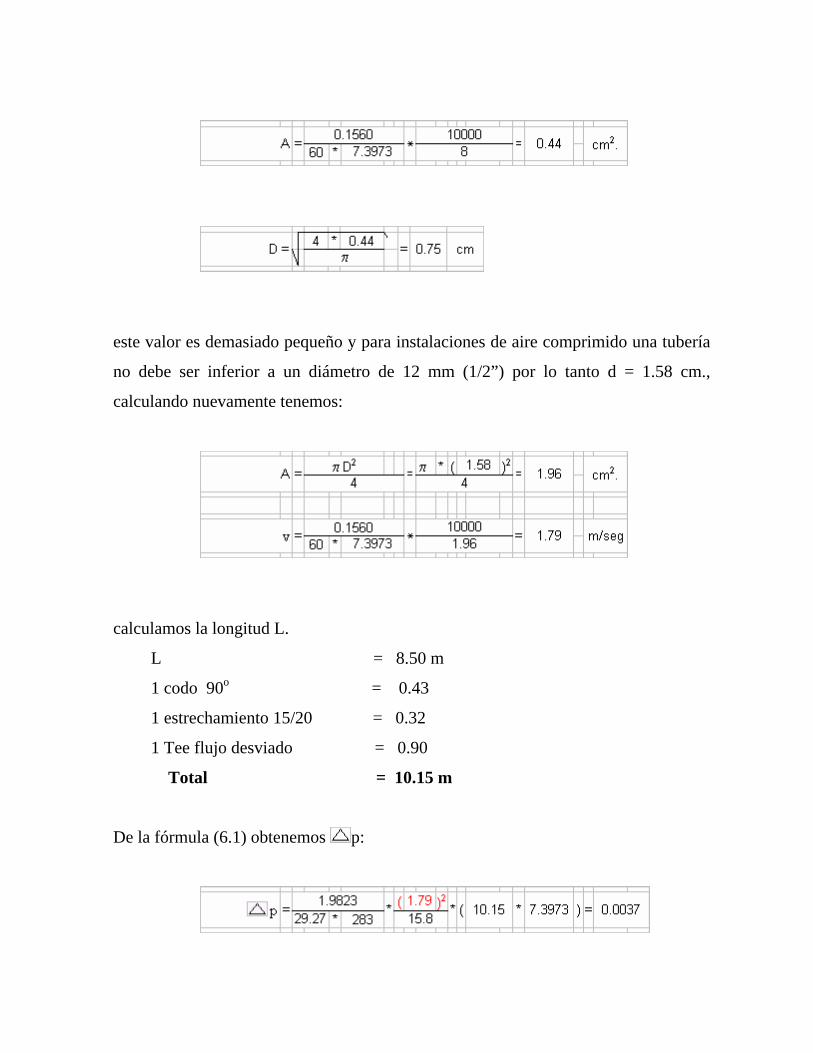
este valor es demasiado pequeño y para instalaciones de aire comprimido una tubería
no debe ser inferior a un diámetro de 12 mm (1/2”) por lo tanto d = 1.58 cm.,
calculando nuevamente tenemos:
calculamos la longitud L.
L = 8.50 m
1 codo 90o = 0.43
1 estrechamiento 15/20 = 0.32
1 Tee flujo desviado = 0.90
Total = 10.15 m
De la fórmula (6.1) obtenemos p:

La presión en el punto q”; p = 6.3973 – 0.0037 = 6.3936 BAR.
Tramo q – r.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.5581 m3/min.
p = (6.3973 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 6.65 m
1 estrechamiento 15/20 = 0.32
1 Tee flujo desviado = 0.90

Total = 7.87 m
De la fórmula (6.1) obtenemos p:
La presión en el punto r; p = 6.3973 – 0.0301 = 6.3672 BAR.
Tramo r – r’.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.5560 m3/min.
p = (6.3672 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 7.00 m
3 codo 90o 3 *0.43 = 1.29
2 Tee flujo desviado 2 * 0.90 = 1.80
Total = 10.09 m
De la fórmula (6.1) obtenemos p:
La presión en el punto r’; p = 6.3672 – 0.0384 = 6.3288 BAR.
Tramo r – r”.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.5560 m3/min.
p = (6.3672 + 1.00)
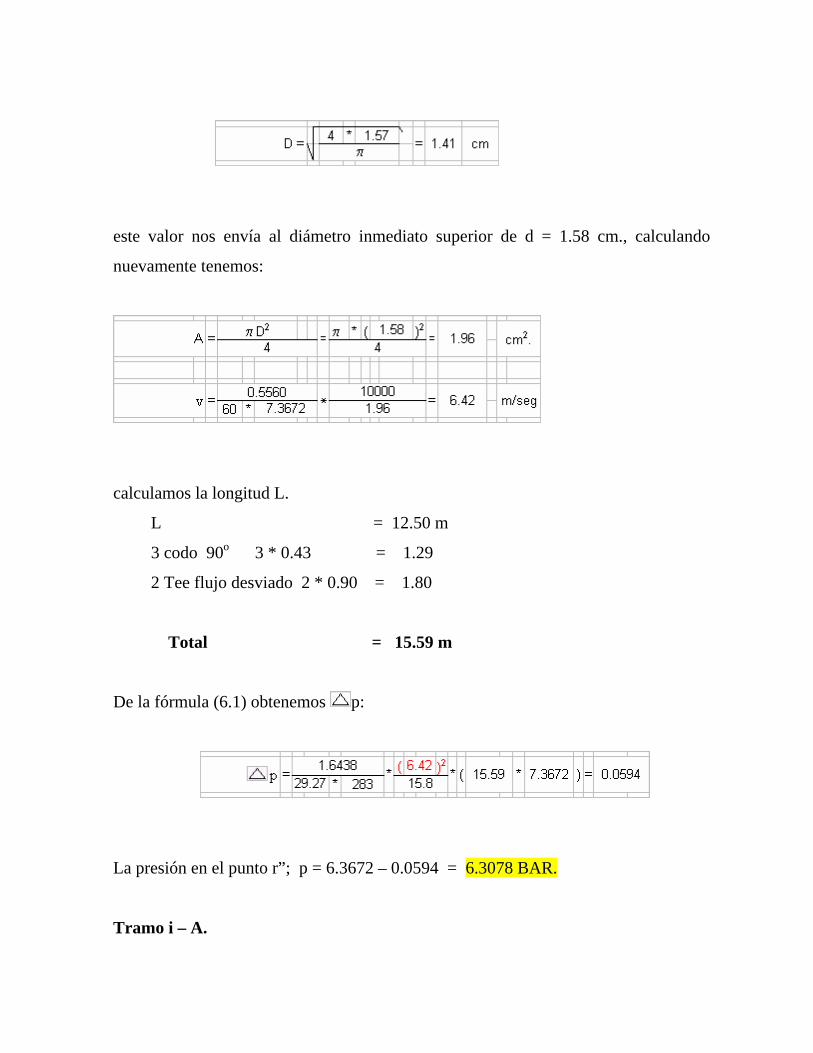
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 12.50 m
3 codo 90o 3 * 0.43 = 1.29
2 Tee flujo desviado 2 * 0.90 = 1.80
Total = 15.59 m
De la fórmula (6.1) obtenemos p:
La presión en el punto r”; p = 6.3672 – 0.0594 = 6.3078 BAR.
Tramo i – A.
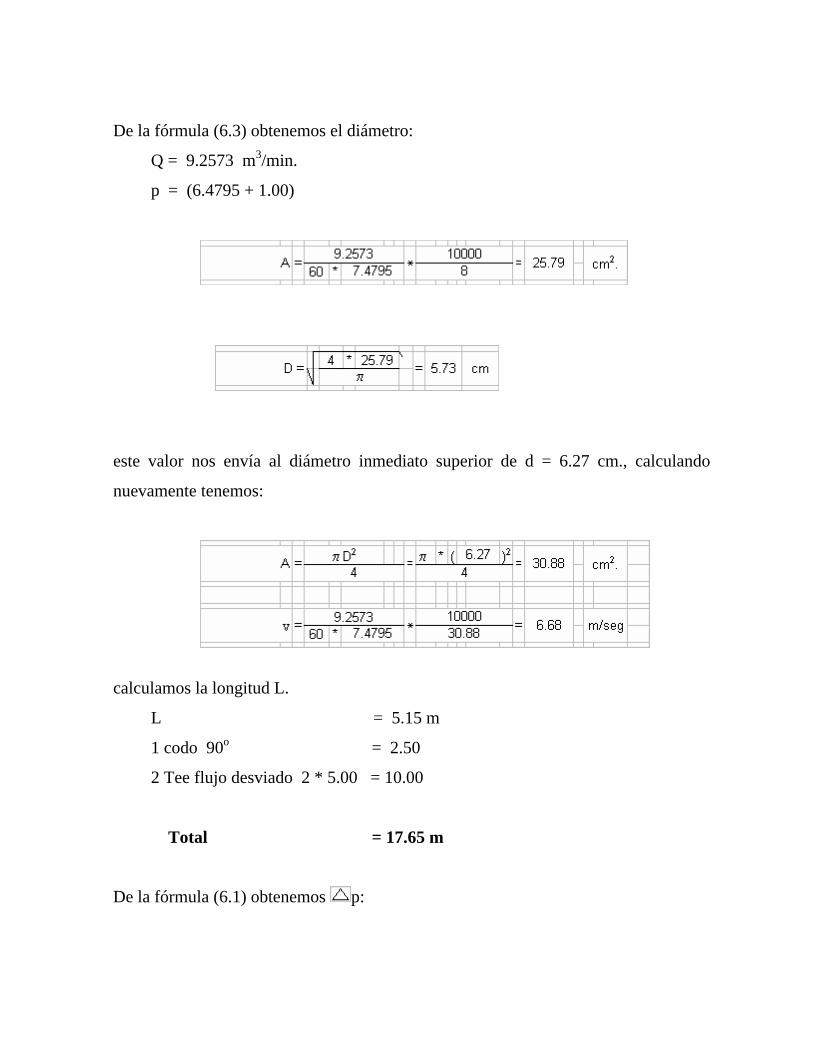
De la fórmula (6.3) obtenemos el diámetro:
Q = 9.2573 m3/min.
p = (6.4795 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 6.27 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 5.15 m
1 codo 90o = 2.50
2 Tee flujo desviado 2 * 5.00 = 10.00
Total = 17.65 m
De la fórmula (6.1) obtenemos p:

La presión en el punto A; p = 6.4795 – 0.0123 = 6.4672 BAR.
Tramo A – B.
De la fórmula (6.3) obtenemos el diámetro:
Q = 7.6383 m3/min.
p = (6.4672 + 1.00)
si colocamos el d = 52.5 nos puede causar un p a corta distancia por lo que
optamos con el d = 6.27 cm., calculando nuevamente tenemos:
calculamos la longitud L.
L = 11.63 m

2 Tee flujo desviado 2 * 5.00 = 10.00
Total = 21.63 m
De la fórmula (6.1) obtenemos p:
La presión en el punto B; p = 6.4672 – 0.0106 = 6.4566 BAR.
Tramo B – C.
De la fórmula (6.3) obtenemos el diámetro:
Q = 6.7383 m3/min.
p = (6.4566 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 5.25 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 3.78 m
1 estrechamiento 50/65 = 0.92
1 Tee flujo desviado = 2.50
Total = 7.20 m
De la fórmula (6.1) obtenemos p:
La presión en el punto C; p = 6.4566 – 0.0068 = 6.4498 BAR.
Tramo C – C1.
De la fórmula (6.3) obtenemos el diámetro:
Q = 2.5153 m3/min.
p = (6.4498 + 1.00)
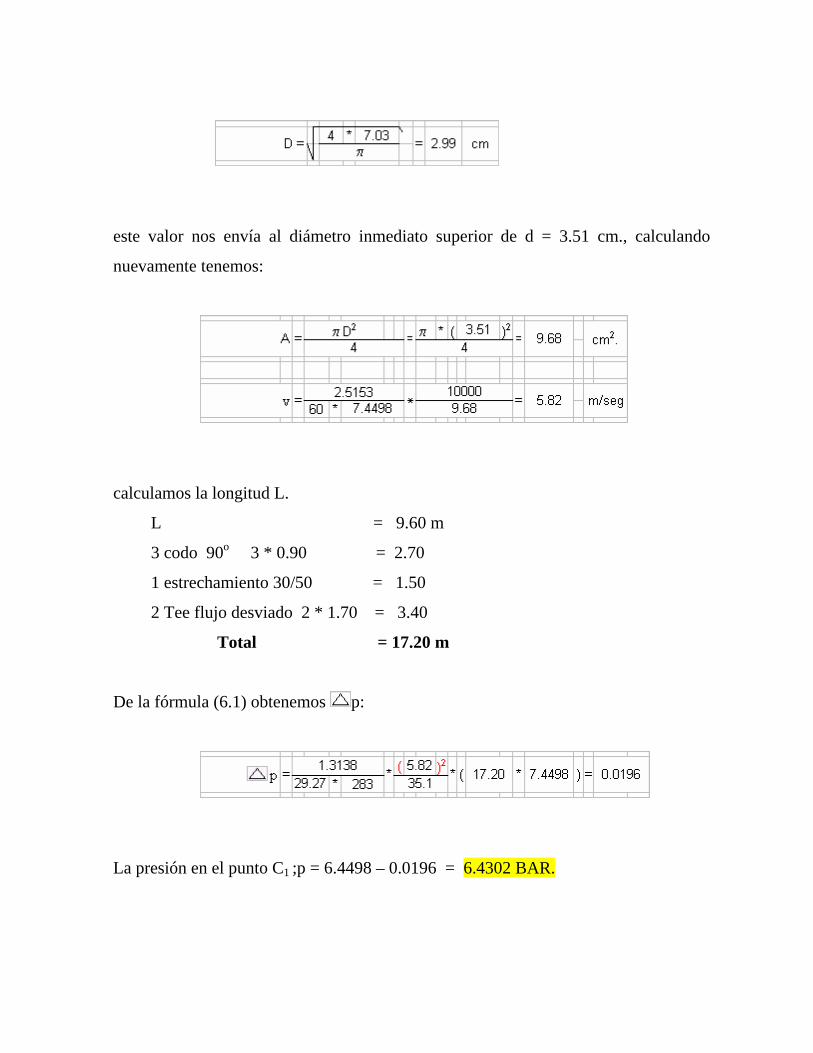
este valor nos envía al diámetro inmediato superior de d = 3.51 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 9.60 m
3 codo 90o 3 * 0.90 = 2.70
1 estrechamiento 30/50 = 1.50
2 Tee flujo desviado 2 * 1.70 = 3.40
Total = 17.20 m
De la fórmula (6.1) obtenemos p:
La presión en el punto C1 ;p = 6.4498 – 0.0196 = 6.4302 BAR.

Tramo C1 – C2.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.7120 m3/min.
p = (6.4302 + 1.00)
en esta línea recta por arreglo se instalará al mismo d = 3.51 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 3.60 m
2 Tee flujo desviado 2 * 1.70 = 3.40
Total = 7.20 m
De la fórmula (6.1) obtenemos p:

La presión en el punto C2 ;p = 6.4302 – 0.0008 = 6.4294 BAR.
Tramo C2 – C3.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.3793 m3/min.
p = (6.4294 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
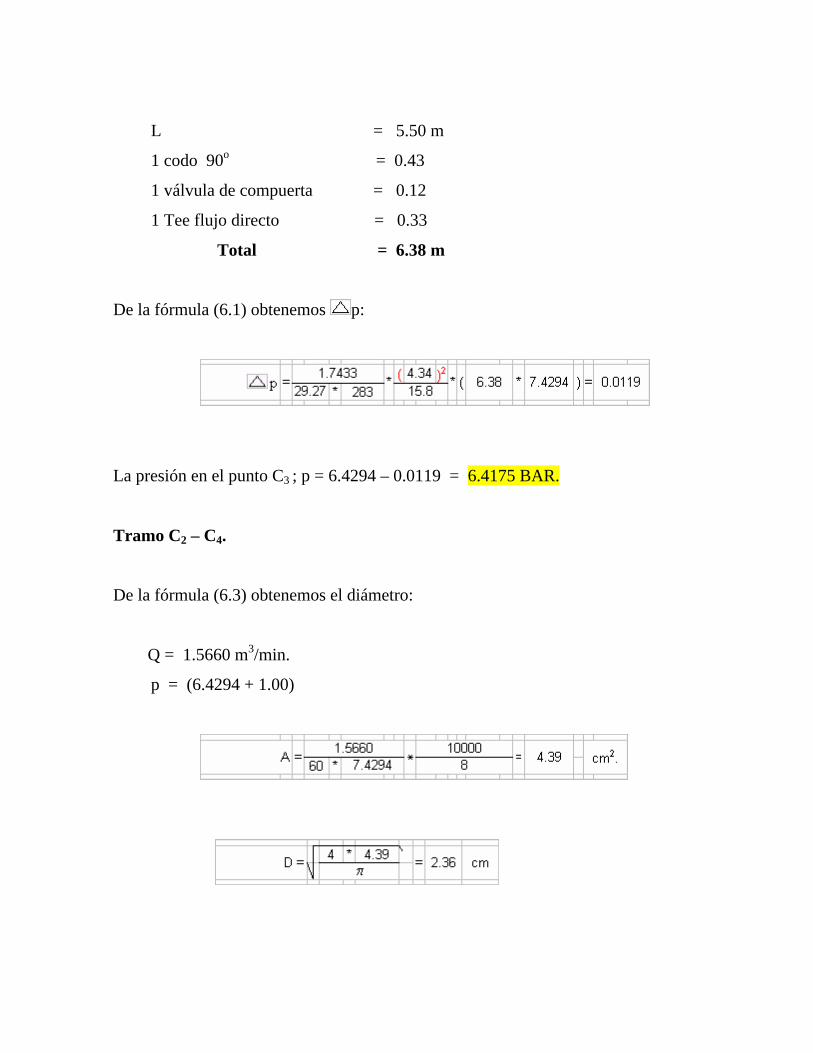
L = 5.50 m
1 codo 90o = 0.43
1 válvula de compuerta = 0.12
1 Tee flujo directo = 0.33
Total = 6.38 m
De la fórmula (6.1) obtenemos p:
La presión en el punto C3 ; p = 6.4294 – 0.0119 = 6.4175 BAR.
Tramo C2 – C4.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.5660 m3/min.
p = (6.4294 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 2.66 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 1.18 m
1 Tee flujo desviado = 1.50
Total = 2.68 m
De la fórmula (6.1) obtenemos p:
La presión en el punto C4 ; p = 6.4294 – 0.0051 = 6.4243 BAR.
Tramo C4 – C5.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.7830 m3/min.
p = (6.4243 + 1.00)
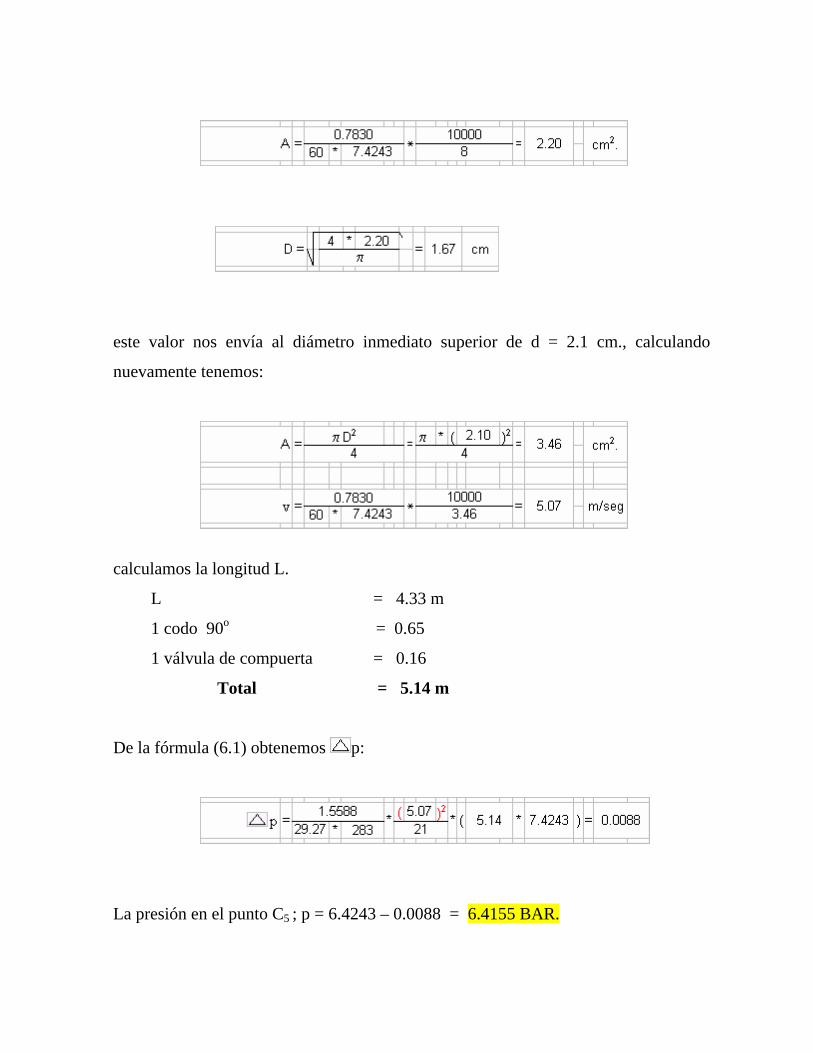
este valor nos envía al diámetro inmediato superior de d = 2.1 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 4.33 m
1 codo 90o = 0.65
1 válvula de compuerta = 0.16
Total = 5.14 m
De la fórmula (6.1) obtenemos p:
La presión en el punto C5 ; p = 6.4243 – 0.0088 = 6.4155 BAR.

Tramo C – D.
De la fórmula (6.3) obtenemos el diámetro:
Q = 4.2230 m3/min.
p = (6.4498 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 5.25 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 4.23 m
2 Tee flujo desviado 2 * 1.70 = 2.50
Total = 6.73 m
De la fórmula (6.1) obtenemos p:

La presión en el punto D; p = 6.4498 – 0.0027 = 6.4471 BAR.
Tramo D – E.
De la fórmula (6.3) obtenemos el diámetro:
Q = 3.9230 m3/min.
p = (6.4471 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 4.09 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 7.55 m
1 codo 90o = 1.30
1 estrechamiento 40/50 = 0.55
1 Tee flujo desviado = 2.50
Total = 11.90 m
De la fórmula (6.1) obtenemos p:
La presión en el punto E; p = 6.4471 – 0.0144 = 6.4327 BAR.
Tramo E – F.
De la fórmula (6.3) obtenemos el diámetro:
Q = 3.6230 m3/min.
p = (6.4327 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 4.09 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 11.00 m
1 Tee flujo desviado = 2.50
Total = 13.50 m
De la fórmula (6.1) obtenemos p:
La presión en el punto F; p = 6.4327 – 0.0141 = 6.4186 BAR.
Tramo F – F’.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.5200 m3/min.
p = (6.4186 + 1.00)
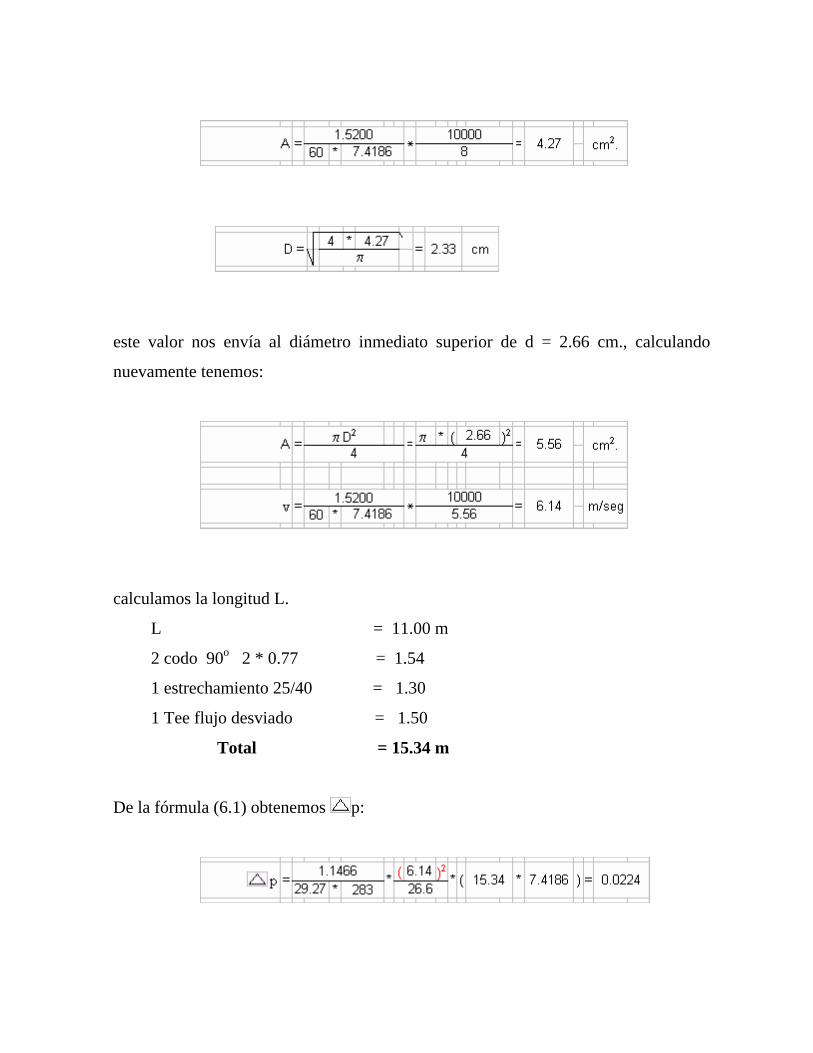
este valor nos envía al diámetro inmediato superior de d = 2.66 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 11.00 m
2 codo 90o 2 * 0.77 = 1.54
1 estrechamiento 25/40 = 1.30
1 Tee flujo desviado = 1.50
Total = 15.34 m
De la fórmula (6.1) obtenemos p:

La presión en el punto F’; p = 6.4186 – 0.0224 = 6.3962 BAR.
Tramo F – G.
De la fórmula (6.3) obtenemos el diámetro:
Q = 2.8630 m3/min.
p = (6.4186 + 1.00)
el los cálculos efectuados ya observamos que cuando nuestro diámetro calculado es
similar al diámetro comercial inmediato superior el p es elevado por lo que el
diámetro para este caso lo consideramos como d = 4.09 cm., calculando nuevamente
tenemos:
calculamos la longitud L.
L = 5.50 m
1 Tee flujo desviado = 2.50
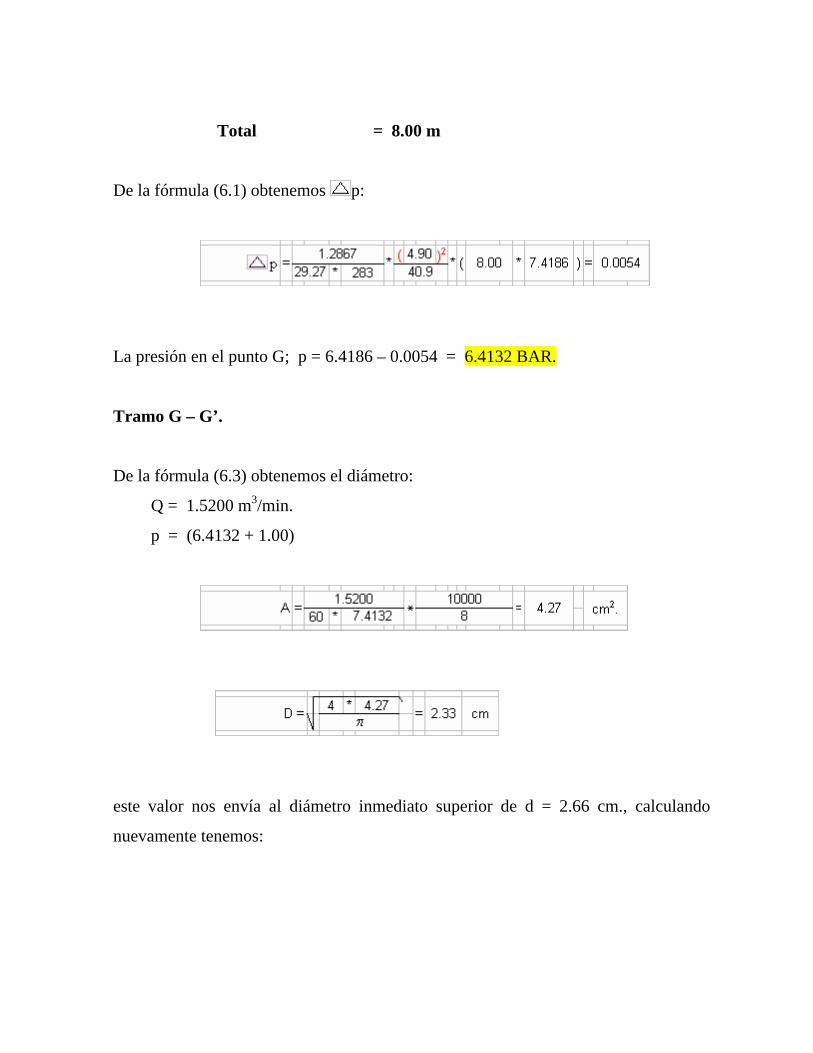
Total = 8.00 m
De la fórmula (6.1) obtenemos p:
La presión en el punto G; p = 6.4186 – 0.0054 = 6.4132 BAR.
Tramo G – G’.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.5200 m3/min.
p = (6.4132 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 2.66 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 11.00 m
2 codo 90o 2 * 0.77 = 1.54
1 estrechamiento 25/40 = 1.30
1 Tee flujo desviado = 1.50
Total = 15.34 m
De la fórmula (6.1) obtenemos p:
La presión en el punto G’; p = 6.4132 – 0.0224 = 6.3908 BAR.
Tramo G – H.
De la fórmula (6.3) obtenemos el diámetro:
Q = 1.3430 m3/min.
p = (6.4132 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 2.66 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 11.58 m
1 estrechamiento 25/40 = 1.30
1 Tee flujo desviado = 1.50
Total = 14.38 m
De la fórmula (6.1) obtenemos p:
La presión en el punto H; p = 6.4132 – 0.0206 = 6.3926 BAR.

Tramo H – I.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.6430 m3/min.
p = (6.3926 + 1.00)
el valor que tenemos nos daría un p elevado por lo tanto mantenemos el que
traemos del tramo G-H. que es d = 2.66 cm., calculando nuevamente tenemos:
calculamos la longitud L.
L = 9.93 m
1 Tee flujo desviado = 1.50
Total = 11.43 m
De la fórmula (6.1) obtenemos p:
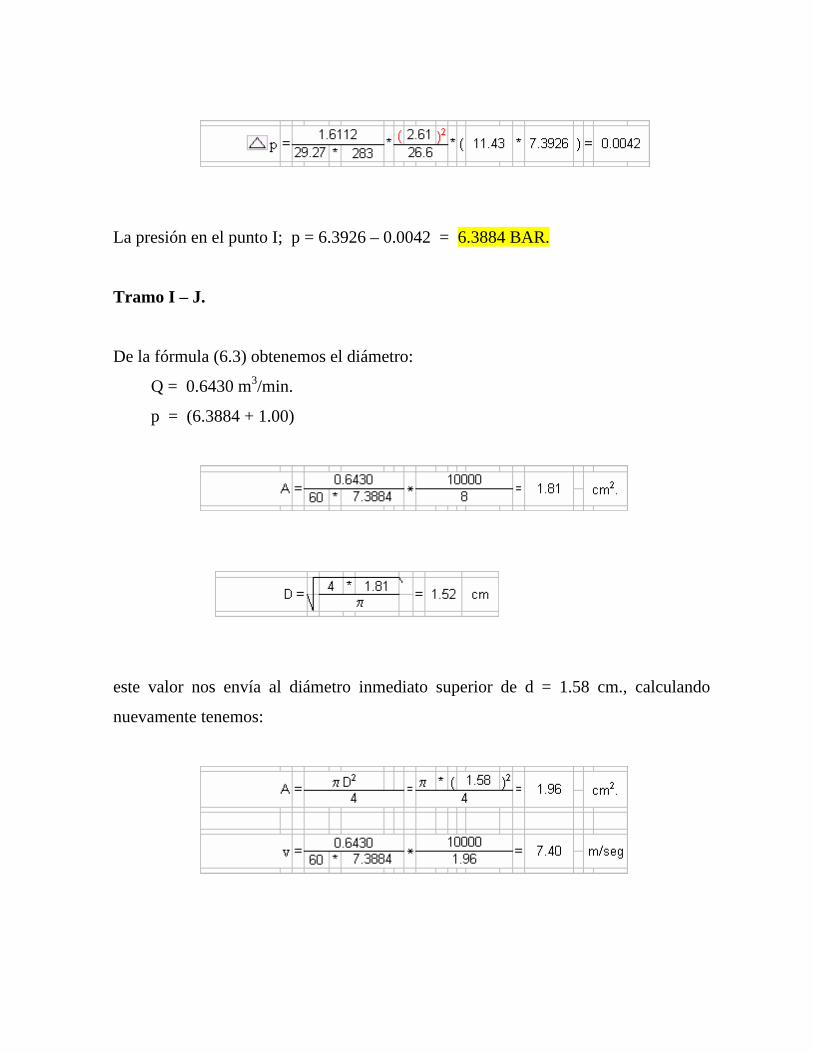
La presión en el punto I; p = 6.3926 – 0.0042 = 6.3884 BAR.
Tramo I – J.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.6430 m3/min.
p = (6.3884 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 23.54 m
1 estrechamiento 15/25 = 0.32
1 Tee flujo desviado = 0.90
Total = 24.76 m
De la fórmula (6.1) obtenemos p:
La presión en el punto J; p = 6.3884 – 0.1233 = 6.2651 BAR.
Tramo J – K.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.5600 m3/min.
p = (6.2651 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:
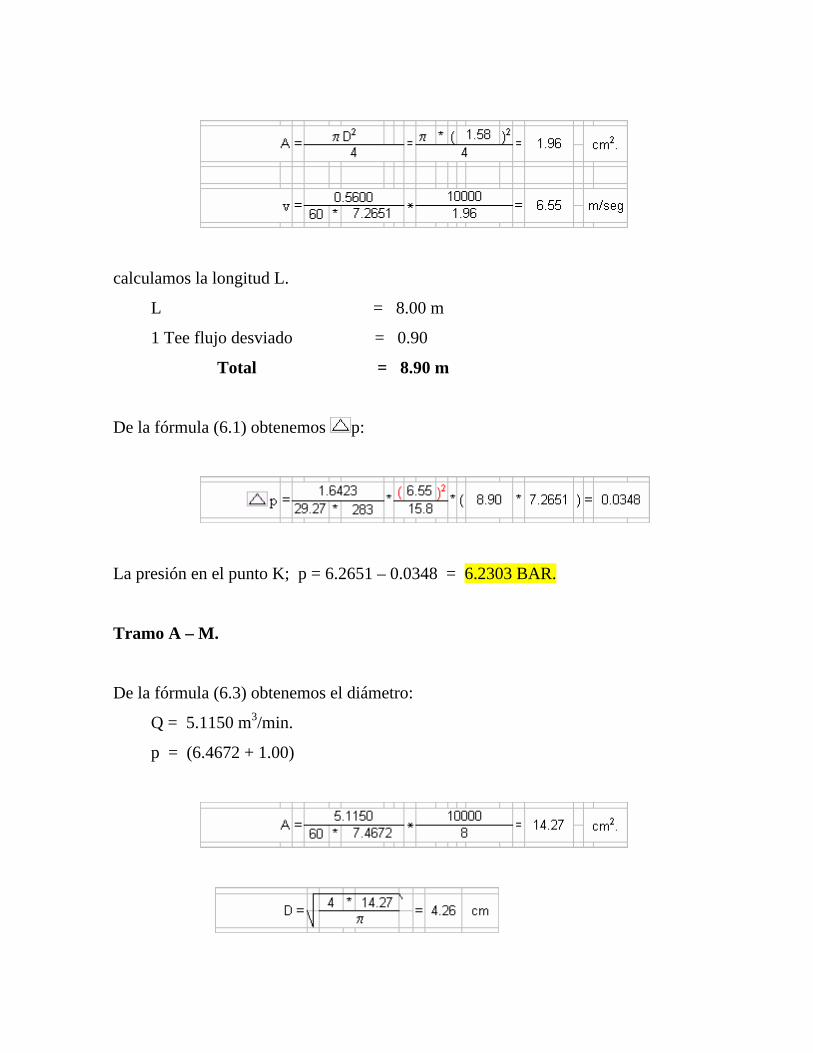
calculamos la longitud L.
L = 8.00 m
1 Tee flujo desviado = 0.90
Total = 8.90 m
De la fórmula (6.1) obtenemos p:
La presión en el punto K; p = 6.2651 – 0.0348 = 6.2303 BAR.
Tramo A – M.
De la fórmula (6.3) obtenemos el diámetro:
Q = 5.1150 m3/min.
p = (6.4672 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 5.25 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 32.38 m
1 estrechamiento 50/65 = 1.35
1 Tee flujo desviado = 2.50
Total = 36.23 m
De la fórmula (6.1) obtenemos p:
La presión en el punto M; p = 6.4672 – 0.0204 = 6.4468 BAR.
Tramo M – M’.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.0800 m3/min.
p = (6.4468 + 1.00)

este valor es demasiado pequeño y para instalaciones de aire comprimido una tubería
no debe ser inferior a un diámetro de 12 mm (1/2”) por lo tanto d = 1.58 cm.,
calculando nuevamente tenemos:
calculamos la longitud L.
L = 15.00 m
4 codo 90o 4 * 0.43 = 1.72
4 estrechamiento 20/50 = 9.00
1 Tee flujo desviado = 0.90
Total = 26.62 m
De la fórmula (6.1) obtenemos p:
La presión en el punto M’; p = 6.4468 – 0.0026 = 6.4442 BAR.

Tramo M – N.
De la fórmula (6.3) obtenemos el diámetro:
Q = 5.0350 m3/min.
p = (6.4468 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 5.25 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 16.55 m
1 codo 90o = 1.50
1 Tee flujo desviado = 2.50
Total = 20.55 m
De la fórmula (6.1) obtenemos p:

La presión en el punto N; p = 6.4468 – 0.0113 = 6.4355 BAR.
Tramo N – O.
De la fórmula (6.3) obtenemos el diámetro:
Q = 3.8950 m3/min.
p = (6.4355 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 4.09 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 9.00 m
1 codo = 1.50
1 estrechamiento 40/50 = 0.73

1 Tee flujo desviado = 2.50
Total = 13.73 m
De la fórmula (6.1) obtenemos p:
La presión en el punto O; p = 6.4355 – 0.0164 = 6.4191 BAR.
Tramo O – O’.
De la fórmula (6.3) obtenemos el diámetro:
Q = 3.3250 m3/min.
p = (6.4191 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 3.51 cm., calculando
nuevamente tenemos:

calculamos la longitud L.
L = 19.00 m
3 codo 90o 3 * 1.30 = 3.90
1 estrechamiento 30/40 = 0.54
1 Tee flujo desviado = 2.50
Total = 25.94 m
De la fórmula (6.1) obtenemos p:
La presión en el punto O’; p = 6.4191 – 0.0495 = 6.3732 BAR.
Tramo O – P.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.3160 m3/min.
p = (6.3732 + 1.00)
este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:
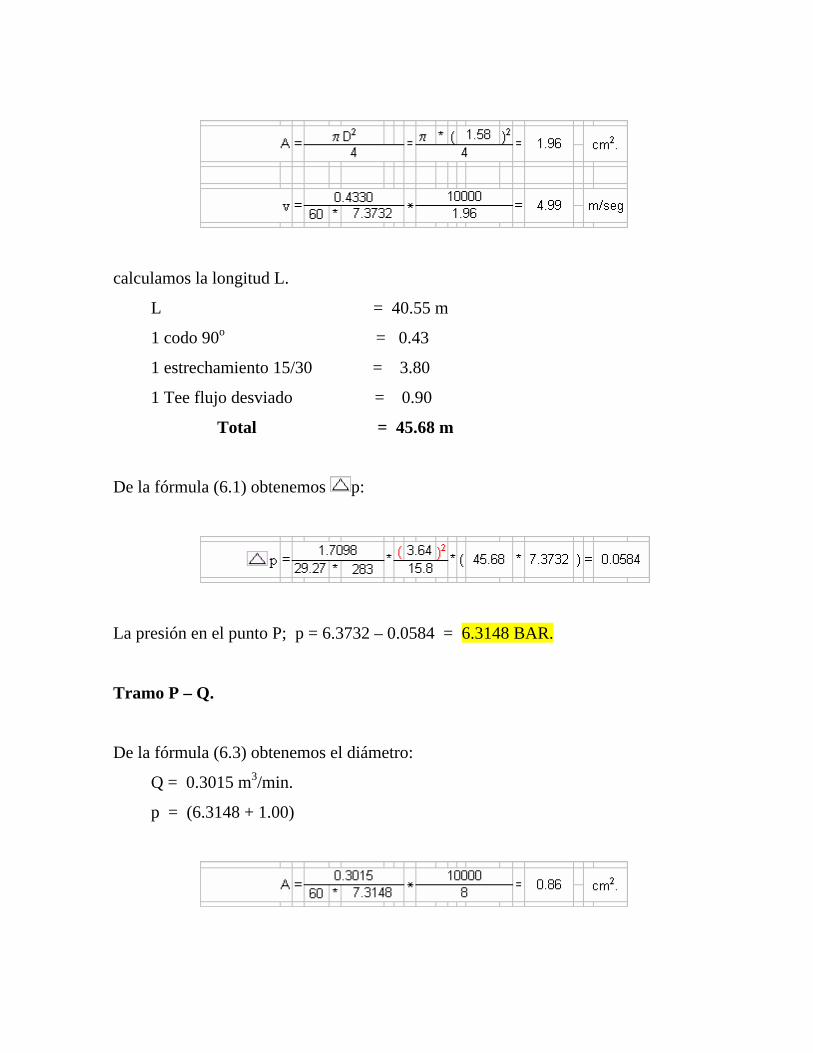
calculamos la longitud L.
L = 40.55 m
1 codo 90o = 0.43
1 estrechamiento 15/30 = 3.80
1 Tee flujo desviado = 0.90
Total = 45.68 m
De la fórmula (6.1) obtenemos p:
La presión en el punto P; p = 6.3732 – 0.0584 = 6.3148 BAR.
Tramo P – Q.
De la fórmula (6.3) obtenemos el diámetro:
Q = 0.3015 m3/min.
p = (6.3148 + 1.00)

este valor nos envía al diámetro inmediato superior de d = 1.58 cm., calculando
nuevamente tenemos:
calculamos la longitud L.
L = 6.35 m
1 codo 90o = 0.43
1 Tee flujo desviado = 0.90
Total = 7.68 m
De la fórmula (6.1) obtenemos p:
La presión en el punto Q; p = 6.3148 – 0.0095 = 6.3053 BAR.
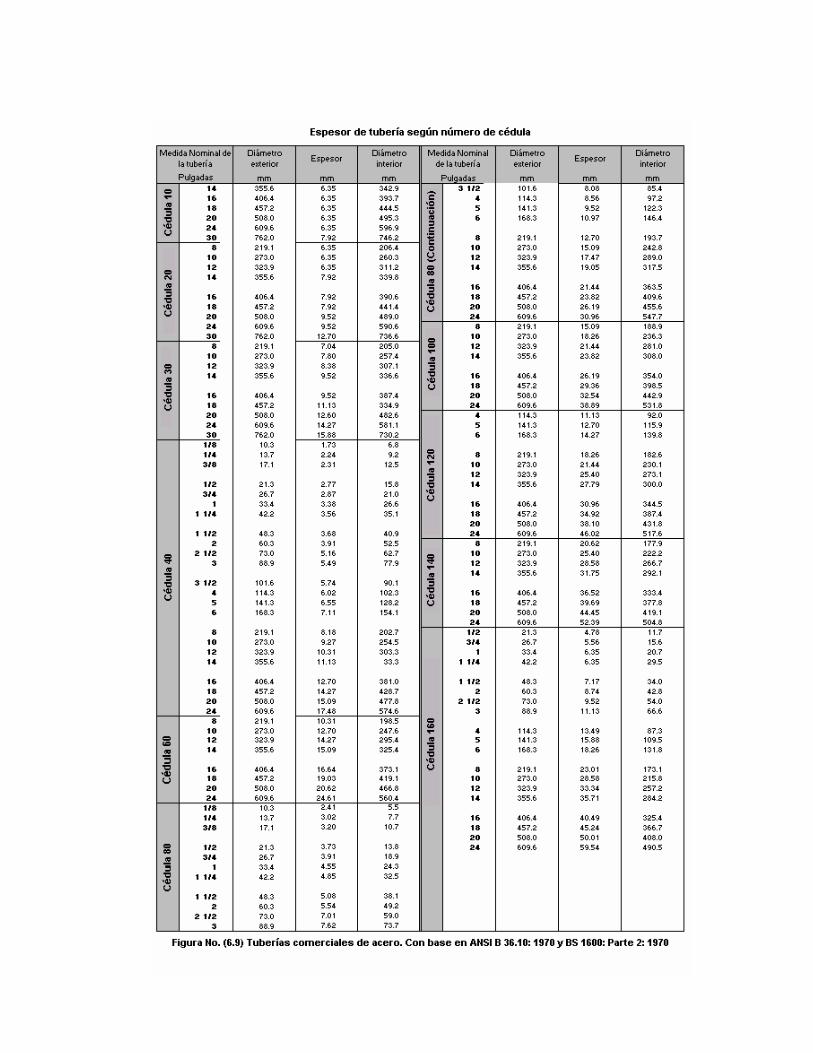

P R
O Y
E C
T O
PLA
NTA
FU
ND
IDO
RA
DE
MET
ALES
NO
FER
RO
SO
S
Y E
JE 1
22. S
AN
LUIS
PO
TOS
I. M
EXIC
O
RE
D D
E D
ISTR
IBU
CIO
N D
E AI
RE
P L
A N
O
MAN
UFA
CTU
RA
S D
E F
UNDI
CIO
N, S
.A. D
E C
.V.
P R
O P
I E
T A
R I
OA
VENI
DA D
EL A
GU
AJE
S/N
ENTR
E EJ
E 12
0
GU
ILLE
RM
O M
ARTI
N C
AN
OD
IBU
JOP
RO
YE
CTO
U B
I C
A C
I O
N
ES
CS
/ESC
MTS
CO
TAS
FEC
HA
DAT
OS
PLA
NTA
FU
ND
IDO
RA
DE
ME
TALE
S N
O F
ER
RO
SO
S
RED
DE
DIS
TRIB
UC
ION
DE
AIR
E C
OM
PR
IMID
O
CO
MPR
IMID
O (I
SOM
ETR
ICO
)
QP
O'
O
NM
'
M
L
K
J
I
H
G'
G
F'
F
ED
C5
C4
C3
C2
C1
C
B
A
r''r'
r
q'
q
o'
po
n
m
l'l
ki'
j
ih
g
f e dc
b a

C
j
CO
MP
RIM
IDO
(AXI
ON
OM
ETR
ICO
)
RE
D D
E D
ISTR
IBU
CIO
N D
E AI
RE
CO
MPR
IMID
O
PLA
NTA
FU
ND
IDO
RA
DE
MET
ALES
NO
FER
RO
SOS
NO
RTE
LOC
ALIZ
ACIO
N
AV
DE
L AG
UA
JE S
/N
EJE 120
EJE 122
NO
ME
NC
LATU
RA
DA
TOS
FEC
HA
CO
TAS
MTS
S/E
SCE
SC
U B
I C
A C
I O
N
PR
OY
EC
TO
DIB
UJO
GU
ILLE
RM
O M
ARTI
N C
AN
O
AVE
NIDA
DEL
AG
UAJ
E S/
N EN
TRE
EJE
120
P R
O P
I E
T A
R I
OM
AN
UFA
CTU
RA
S D
E F
UN
DIC
ION
, S.A
. DE
C.V
.
P L
A N
OR
ED D
E D
ISTR
IBU
CIO
N D
E AI
RE
Y E
JE 1
22. S
AN
LUIS
PO
TOS
I. M
EXIC
O
PLA
NTA
FU
ND
IDO
RA
DE
MET
ALES
NO
FE
RR
OS
OS
P R
O Y
E C
T O
Q
P
O'
ON
M'
M
LK
J
IH
G'
G
F'
FE
D
C5
C4
C3
C2C1
CB
A
r''
r'
r
q'
q
po'
o
n
m
l'
l
i'
k
i
hg
f
e
d
b
a

DISTRIBUCIÓN FINAL
7.1 GENERALIDADES.
Después de haber seleccionado los equipos y calculado los diámetros de tuberías,
verificamos si cumplimos con las normas establecidas para suministrar caudal y
presión hasta los puntos más alejados del centro de suministro de energía.
En condiciones normales de funcionamiento, la mayor parte de las herramientas y
equipos neumáticos están construidos para obtener su máximo rendimiento a una
presión de trabajo comprendido entre 6 y 7 BAR en la misma herramienta o en el
mismo equipo.
No debemos de olvidar que una cosa es presión de aire en el compresor y otra es
presión de aire en la herramienta. Normalmente la presión de descarga final de los
compresores es de 7 BAR, pero como calculamos desde estos, hasta el punto final, se
va perdiendo la presión por la forma en que están las instalaciones, desde luego en la
práctica no es posible conseguir que energía (presión) se transmita íntegramente a la
máquina que debe utilizarla, sin embargo lo que si es posible, es limitar esas pérdidas
de presión a unos valores relativamente pequeños y que sean admisibles en la práctica.
Teóricamente se tiene una presión de aceptación entre el compresor y el punto de
utilización no superior al 2 % de la presión efectiva del compresor, es decir, se tolera
una caída de presión de 0.14 BAR, o en otro caso que la pérdida se eleve a 0.5 BAR,
pero si observamos las pérdidas que tan solo existen por los elementos de depuración
de agua en la instalación, nos están elevando estos valores a mucho más del limite
marcado y con estos valores prácticamente no cumplimos con la norma.

Al no cumplir con las normas hacemos un análisis de otra manera y para esto nos
vamos a basar en el diagrama de la figura No. (7.1).En el diagrama puede observarse
como el más alto rendimiento, y, por lo tanto la máxima potencia de una herramienta
neumática se alcanza al obtener la máxima presión recomendada de 6 a 7 BAR, se
aprecia además que hay una zona de
Figura No. 7.1 Curva de rendimiento en función a la presión.
funcionamiento óptimo, pues en la práctica, no todas las instalaciones cumplen los más
elementales requisitos de mantenimiento y cálculo, por lo que forzosamente hay que
admitir una variación normal de utilización entre los 5 y 6.5 BAR. Por debajo de los 5
BAR el rendimiento de la herramienta baja rápidamente y por encima de 6.5 a 7 BAR
los órganos de herramienta están sometidos a vibraciones excesivas que hacen fatigosa
la tarea del operador y puede provocar averías punto último.
Los puntos más alejados en nuestra red de distribución son r” = 6.3078 BAR; K =
6.2303 BAR y Q = 6.3053 BAR, si observamos nos damos cuenta que estamos dentro

de los parámetros, asegurando que en cada uno de estos puntos vamos a tener presión
suficiente para que las herramientas o equipos en estos puntos puedan trabajar
óptimamente, pero como nuestra red de distribución debe tener capacidad para futuros
crecimientos y sabiendo que cualquier sobredimencionamiento nos sirve como
almacenamiento de aire, la red le daremos un arreglo de la siguiente manera:
• La línea que sale de los compresores para alimentar a la red primaria se
considerará de dP = 6.27 cm ( 2 ½” ). Línea a-b-c-d-e-f.
• Los tanques acumuladores de aire que están colocados después de cada
compresor quedarán en la parte exterior de la nave.
• El secador de aire tipo refrigerativo quedará en una losa ubicada a 4.00 m del
nivel del piso exactamente en la parte superior de los compresores.
• El acumulador de aire de V = 1.6 m3 quedará al mismo nivel que el secador tipo
refrigerativo.
• Toda la red perimetral la mantendremos en circuito cerrado con un diámetro de
dP = 6.27 cm ( 2 ½” ) Línea A-B-C-D-E-F-G-H-I-J-K-L; Línea A-M-N-O-P-Q-
L
• El suministro al acumulador de 1.60 m3 (línea j-j”)lo dejaremos a un dA = 6.27
cm ( 2 ½” ).
• La línea i-j-k la dejaremos en dijk = 6.27 cm ( 2 ½” ).
• La línea k-m-n y k-l la dejaremos en dkmnl = 3.51 cm ( 1 1/4” ).
• La línea C-C1-C2 la dejaremos en dC = 5.25 cm ( 2” ).
• Las redes secundarias tendrán un mínimo de dS = 2.1 cm (3/4” ) y solamente
las tomas a equipo deben tener dT = 1.58 cm (1/2” ).
• Como mencionamos en el capitulo 5 en toda la red primaria debemos considerar
una inclinación en dirección al flujo de 8.5 cm por cada 100 m de longitud o θ =
0.05o lo haremos en dirección al flujo considerando la parte más baja el punto
“L”.

• En los puntos necesarios colocar un tubo vertical de las tuberías secundarias
para drenar todos los condensados acumulados en la red para evitar que lleguen
a los puntos de utilización. A continuación presentamos la tabla de cómo debe
de quedar nuestra red de distribución.

Fig. No. (7.2) Datos finales de la red de tubería neumática.

7.2 TRATAMIENTO DE AIRE EN LOS PUNTOS DE UTILIZACIÓN.
En los capítulos anteriores analizamos el secado de aire en la red principal para ir
eliminando la humedad en el aire comprimido, sin embargo, debemos tener las
precauciones necesarias para evitar a lo máximo que en los puntos de utilización
lleguen impurezas de humedad, residuos de aceite e impurezas procedentes del medio
ambiente, que conviene eliminar mediante la colocación de filtros en la línea de
actuación del aire comprimido.
Por otro lado, la condición de que los elementos neumáticos reciban una presión de
aire constante, sin fluctuaciones, es muy ventajosa para que no sufran esfuerzos
inadmisibles que provoquen un acortamiento en su vida, así como para que no tengan
un esfuerzo irregular.
Igualmente, los elementos neumáticos deben lubricarse para que tengan una duración y
rendimiento razonables, pues, como cualquier mecanismo con partes móviles, el
engrase evita un envejecimiento prematuro.
Por ello incorporaremos al sistema:
filtros,
reguladores de presión.
lubricadores.
no debiendo olvidar que se montarán lo más cerca posible del punto de utilización.
Fig. No. (7.3) Combinación de filtro, regulador de presión y lubricador.

En nuestro caso instalaremos estos grupos en la entrada para los equipos neumáticos,
colocando previamente una válvula para prever cualquier mantenimiento posible,
ajustando cada uno de ellos de acuerdo como lo requiera el equipo de acuerdo al
trabajo que va a desarrollar
CONCLUSIONES
De acuerdo a la fundamentación expuesta en los capítulos anteriores, se concluye que
se logró encontrar un diseño óptimo de distribución de red de aire comprimido y que
esta cumple con los objetivos planeados y con las características necesarias para el
caso.
El resultado de que el diseño fuera el óptimo para el caso, fue producto de un estudio
detallado de la maquinaria y equipo a utilizar, así como de un cálculo adecuado a las
principales áreas de consumo, todo esto fundamentado y evaluado utilizando criterios
técnicos.
Así mismo se estableció un sistema neumático, que nos resulte el óptimo en el aspecto
de suministros como también en el económico para reducir en mayor medida posibles
gastos por paro de equipo o por deterioro en el sistema.
Hicimos un estudio detallado del uso del aire en cada uno de los puntos, previendo
inclusive una futura ampliación en toda la red así como en los equipos para el
suministro de aire, para no realizar cambios en el futuro que nos causarían un gasto
más elevado al que estamos realizando actualmente.
En este trabajo abarcamos todos los temas, lo mas entendible posible; sin embargo no
abordamos temas como el suministro de energía eléctrica, costos de materiales e
instalación, ya que a pesar de que están estrechamente ligados, son temas un tanto
divergentes de nuestro objetivo principal y aun sabiendo que están relacionados con
este, no los incluimos, pues nos llevaría más tiempo de análisis, cabe aclarar que
estamos consientes que son faltantes para complementar mas nuestro estudio.
El desarrollo de este trabajo fue realizado con mucho cuidado aplicando conocimientos
de ingeniería y experiencia en el ramo, sin embargo no dudamos que pudieran existir
algunos errores, por lo que, para cualquier aclaración, corrección o comentario, favor
de enviarlo al correo electrónico: [email protected].

ANEXO 1
NORMAS ISO EN LA FUNDICIÓN



ANEXO 2
NORMAS MEXICANAS EN LA FUNDICIÓN


ANEXO 3
FUNDICIONES EN ESTADOS UNIDOS DE NORTE AMERICA

ANEXO 4
CATALOGO DE EMPRESAS FUNDIDORAS
