inspec roscas.pdf
TRANSCRIPT

I

II
UNIVERSIDAD TECNOLÓGICA EQUINOCCIAL
FACULTAD DE CIENCIAS DE LA INGENIERÍA
ESCUELA DE TECNOLOGÍA DE PETRÓLEOS
PROCEDIMIENTO DE INSPECCIÓN DE TUBERÍAS DE
PERFORACIÓN (DRILL-PIPE) CAUSADOS POR DIFERENTES PROBLEMAS DENTRO DE UN POZO EN LAS INSTALACIONES DE
INSEPECA CIA LTDA.2007
Tesis de grado previo a la obtención del título de Tecnólogo en Petróleos.
Autor: Andrés Villacrés
Director: Ing. Fernando Reyes
2007-2008
QUITO-ECUADOR
III
DECLARACIÓN
Del contenido de la presente tesis se responsabiliza al señor NELSON ANDRÉS
VILLACRÉS CASTRO, todo el contenido del presente trabajo es de mi autoridad y
responsabilidad.
Nelson Andrés Villacrés Castro

IV
CERTIFICACIÓN.
Certifico que la presente tesis de grado fue desarrollada en su totalidad por el señor
NELSON ANDRÉS VILLACRÉS CASTRO
Ing. Fernando Reyes.
DIRECTOR DE TESIS

V
CARTA DE LA EMPRESA

VI
AGRADECIMIENTO
El presente trabajo agradezco a la empresa INSEPECA CIA LTDA, en especial a su
Gerente General el Ing. Walter Cabrera por permitirme realizar las prácticas para la
realización del presente documento al Ing Santiago Caicedo y demás técnicos quienes
me brindaron parte de su conocimiento dentro de las instalaciones, y muy agradecido a
mi director de tesis el Ing. Fernando Reyes por dirigir y coordinar esta tesis, a mi amigo
Diego Caicedo y familia de quien tuve su valiosa colaboración para lograr realizar esta
tesis.

VII
DEDICATORIA
Esta tesis va dedicada a la memoria de mi tío Pier María Ruzzi Grossi quien fue la
persona que me inspiro ha seguir esta carrera, a mis padres, Nelson Villacrés y Yolanda
Castro quienes siempre me impulsaran para seguir adelante en cualquier lugar de mi
vida, a mis hermanos quienes estarán toda la vida conmigo a todos ellos muchas gracias

VIII
ÍNDICE GENERAL DECLARACIÓN ............................................................................................................III
CERTIFICACIÓN. .........................................................................................................IV
CARTA DE LA EMPRESA ............................................................................................V
AGRADECIMIENTO ....................................................................................................VI
DEDICATORIA ........................................................................................................... VII
RESUMEN................................................................................................................XXIV
SUMMARY ............................................................................................................... XXV
CAPÍTULO I
1. INTRODUCCIÓN ........................................................................................................1
1.1 IMPORTANCIA PRÁCTICA DEL ESTUDIO. ....................................................1
1.2 LIMITACIÓN DEL ESTUDIO. .............................................................................2
1.3 OBJETIVO GENERAL. .........................................................................................2
1.4 OBJETIVOS ESPECÍFICOS..................................................................................2
1.5 JUSTIFICACIÓN DEL ESTUDIO.........................................................................3
1.5.1 IMPACTO TECNICO. ..................................................................................3
1.5.2 IMPACTO ACADÉMICO. ...........................................................................4
1.5.3 VIABILIDAD DE LA PROPUESTA............................................................4
1.6 IDEA A DEFENDER .............................................................................................4
1.6.1 IDENTIFICACIÓN DE LAS VARIABLES. ................................................4
1.6.1.1 Variables Dependientes.........................................................................4
1.6.1.2 Variables Independientes .....................................................................5

IX
1.7 ASPECTOS METODOLOGICOS DEL ESTUDIO ...............................................5
1.7.1 DISEÑO DE INVESTIGACIÓN....................................................................5
1.7.1.2 METODOS DE INVESTIGACIÓN......................................................5
1.7.1.2.1 Método Deductivo...................................................................5
1.7.1.2.2 Método Inductivo. ...................................................................5
1.7.1.2.3 Método de Análisis. ................................................................6
1.7.1.2.4 Método de Síntesis. .................................................................6
1.7.1.2.5 Método observacional. ............................................................6
1.8 ANALISIS DE DATOS...........................................................................................6
1.8.1 Método Cuantitativo. .......................................................................................6
1.8.2 Método Cualitativo. .........................................................................................6
1.9. TÉCNICAS DE INVESTIGACIÓN.......................................................................7
1.9.1 Revisión de literatura. ......................................................................................7
1.9.2 Trabajo de campo.............................................................................................7
1.9.3 Consulta a expertos. .........................................................................................7
CAPÍTULO II
2. GENERALIDADES RELACIONADOS A TUBERÍAS DE PERFORACIÓN,
REVESTIMIENTO Y PRODUCCIÓN..................................................................7
2.1 Datos sobres las diferentes tuberías. ......................................................................7
2.1.1 Construcción Tubería de revestimiento (TRs) y producción (TPs). .............7
2.1.2 Construcción e identificación tubería de perforación. ..................................8
2.2. Conexiones o Juntas. .............................................................................................9
2.3. Sello de las Roscas. ..............................................................................................9

X
2.3.1. Sello Resilente...........................................................................................9
2.3.2. Sello de Interferencia. ...............................................................................9
2.4. Clasificación de Juntas........................................................................................10
2.4.1. API ...........................................................................................................10
2.4.2. Premium o Propietarias ............................................................................10
2.5. Tipos de Juntas...................................................................................................11
2.5.1 Juntas para tubería de Revestimiento y Producción.................................11
2.5.1.1 Junta MIJ: Recalcadas.................................................................11
2.5.1.2 Junta MTC: Acopladas................................................................12
2.5.1.3 Junta SLH: Semilisas o Formadas. ............................................12
2.5.1.4 Junta IFJ: Integrales o Lisas........................................................13
2.5.2 Juntas para Tubería de Perforación. ..........................................................13
2.5.2.1 Junta IEU (Internal-Extremal Upset). ..........................................13
2.5.2.2 Junta IF (Internal-Flush). .............................................................14
2.5.2.3 Junta IU (Internal-Upset). ............................................................14
2.6. Tipos de Roscas. ................................................................................................14
2.6.1 Roscas para Tubería de Revestimiento. ....................................................15
2.6.1.1 Roscas Redondas (Round) de Tubería de Revestimiento. ...........15
2.6.1.2 Rosca Trapezoidal (Buttres) de Tubería de Revestimiento..........16
2.6.2 Roscas para Tubería de Producción API...................................................17
2.6.2.1 Rosca Redonda no reforzada (Non-Upset) ..................................17
2.6.2.2 Rosca redonda con Extremos Reforzados (External-Upset) ........18
2.6.3 Rosca para Tubería de Perforación. (Drill-Pipe).......................................18
2.6.3.1 Roscas Trapezoidales con extremo reforzado (External-Upset). ..19

XI
2.7. Fallas en las juntas y roscas. ...............................................................................20
2.7.1 Falla por carga axial ..................................................................................20
2.7.2 Salto de roscas...........................................................................................20
2.7.3 Fractura. ....................................................................................................20
2.7.4 Fallas en las juntas por carga de presión...................................................21
2.7.5 Fuga...........................................................................................................21
2.7.6 Galling (Desprendimiento de material)....................................................21
2.7.7 Cedencia en el Piñón.................................................................................22
2.8. Maquinado de una rosca ......................................................................................22
2.8.1 Recepción de Tubería.................................................................................22
2.8.2 Preparación de extremos. ..........................................................................22
2.8.3 Corte y Biselado.........................................................................................22
2.8.4 Roscado. .....................................................................................................23
2.8.5 Calibración de la Rosca...............................................................................23
2.8.6 Medición del Ahusamiento de la rosca. ......................................................24
2.8.7 Medición del paso de rosca. ........................................................................24
2.8.8 Medición de la altura de la rosca................................................................24
2.8.9 Longitud total de la rosca...........................................................................24
2.9. Grasas para Roscas...............................................................................................25

XII
CAPÍTULO III
3. PROPIEDADES MECÁNICA DE LAS TUBERÍAS, RESISTENCIA Y
CAPACIDAD DE CARGA. .................................................................................26
3.1 Capacidad de Resistencia de las Tuberías.............................................................26
3.1.1 Cedencia.......................................................................................................26
3.1.2 Colapso.........................................................................................................28
3.1.2.1 Efectos de Imperfecciones. ..............................................................28
3.1.2.1.1 Ovalidad. ...........................................................................29
3.1.2.1.2 Excentricidad.....................................................................30
3.1.3 Efecto de desgaste. .......................................................................................31
3.1.4 Fatiga............................................................................................................31
3.1.4.1 Ubicación de la falla. .......................................................................32
3.1.4.1.1 Cuerpo de la tubería de perforación. .................................32
3.1.4.1.2 Conexiones:......................................................................33
3.1.5 Tensión..........................................................................................................34
3.1.5.1 Resistencia a la tensión. ....................................................................34
3.1.6 Torsión. ..........................................................................................................35
3.1.7 Estallamiento “Burts” ...................................................................................35
3.1.7.1 Resistencia al estallamiento ..............................................................36
3.2 Condiciones de carga. ...........................................................................................37
3.2.1 Cargas axiales. .............................................................................................37
3.2.1.1 Peso. .................................................................................................37
3.2.1.2 Peso Flotado. ....................................................................................38
3.2.1.3 Flexión. ............................................................................................39

XIII
3.2.1.4 Choque. .............................................................................................39
3.2.1.5 Fricción. (Arrastre)............................................................................40
3.2.2 Efectos Axiales. ............................................................................................41
3.2.2.1 Pandeo. ...............................................................................................41
3.2.2.2 Balonamiento. ....................................................................................42
3.2.2.3 Efecto Pistón. ....................................................................................43
3.2.2.4 Efecto Térmico...................................................................................43
3.3 Cargas de Presión..................................................................................................44
3.3.1 Perfiles de Presión Externa. .......................................................................45
3.3.1.1 Introducción de la Tubería. ............................................................45
3.3.1.2 Durante la Cementación de la Tubería...........................................45
3.3.1.3 Después de cementar la tubería......................................................46
3.3.1.4 Efectos de la Presión de Formación. ..............................................46
3.3.1.5 Efecto de la Formación Plástica. ....................................................47
3.3.1.6 Efecto de la Expansión de los Fluidos en el Espacio Anular. ........47
3.3.2 Perfiles de presión interna............................................................................48
3.3.2.1 Introducción de la Tubería. ............................................................48
3.3.2.2 Durante la cementación..................................................................48
3.3.2.3 Pruebas de presión. ........................................................................49
3.3.2.4 Hidráulica durante la perforación...................................................49
3.3.2.5 Pérdidas de circulación. .................................................................49
3.3.2.6 Condición de un brote. ...................................................................50
3.3.2.7 Por la migración de gas. .................................................................50
3.3.2.8 Fuga en el Tubing. .........................................................................50

XIV
3.3.2.9 Estimulación o inyección de fluidos. ................................................51
3.3.2.10 Producción de Fluidos.....................................................................52
3.4 Cargas Torcionales............................................................................................52
3.5 Corrosión...........................................................................................................53
CAPÍTULO IV
4. PROCEDIMIENTO PARA INSPECCIÓN DEL CUERPO EN LA TUBERÍA DE
PERFORACIÓN (DRILL-PIPE). .........................................................................54
4.1 Alcance e introducción.........................................................................................54
4.2 Especificación de los métodos aplicables: ............................................................54
4.2.1 Categoría 1 ...................................................................................................54
4.2.2 Categoría 2: ..................................................................................................55
4.2.3 Categoría 3: ..................................................................................................55
4.2.4 Categoría 4: ..................................................................................................55
4.2.5 Categoría 5: ..................................................................................................55
4.3 Clasificación de la tubería de perforación y el tool-joint mediante el código de...56
4.4 Procedimiento para inspección de tubería de perforación (drill-pipe).................56
4.4.2 Descarga de Tubulares del Camión al Rack ................................................57
4.4.3 Manipuleo y almacenamiento de la tubería .................................................57
4.4.4 Inspección Visual. ........................................................................................58
4.4.4.1 Propósito ..........................................................................................58
4.4.4.2 Equipo de Inspección .......................................................................58
4.4.4.3 Preparación: .....................................................................................58
4.4.4 4 Procedimiento y Criterios de Aceptación: .......................................58

XV
4.4.5 Limpieza y Cepillado de la Tubería. ............................................................60
4.4.6 Calibración Del Diámetro Externo Del Tubo ..............................................61
4.4.6.1 Propósito. .........................................................................................61
4.4.6.2 Equipo de Inspección: ......................................................................61
4.4.6.3 Preparación: .....................................................................................61
4.4.6.4 Calibración: ......................................................................................62
4.4.6.5 Procedimiento y Criterios de Aceptación: .......................................62
4.4.6.6 Determinación de la sección transversal. .........................................62
4.4.7 Medición Ultrasónica Del Espesor De La Pared Del Tubo ..........................63
4.4.7.1 Propósito: ..........................................................................................63
4.4.7.2 Fundamento Teórico. ........................................................................63
4.4.7.2.1 Ondas ultrasónicas mecánicas............................................63
4.4.7.2.2 Velocidad de propagación de las ondas. ............................64
4.4.7.2.3 Efecto Piezoeléctrico..........................................................64
4.4.7.3 Instrumentos para la Inspección y calibración:.................................65
4.4.7.4 Preparación: ......................................................................................66
4.4.7.5 Calibración: .......................................................................................66
4.4.7.6 Procedimiento: ..................................................................................67
4.4.7.7 Criterios de Aceptación:....................................................................68
4.4.7.8 Medida del espesor de la pared del tubo ...........................................68
4.4.8 Inspección Electromagnética .........................................................................69
4.4.8.1 Propósito. ...........................................................................................69
4.4.8.2 Principio Electromagnético de inspección. ........................................69
4.4.8.3 Equipo de Inspección: ........................................................................71

XVI
4.4.8.4 Preparación: ........................................................................................72
4.4.8.5 Calibración: .........................................................................................72
4.4.8.6 Procedimiento de Inspección: .............................................................74
4.4.8.7 Criterios de Aceptación:......................................................................75
4.4.8.8 Explicación de los Registros Prácticos: ..............................................76
4.4.8.8.1 Registro No 1 .......................................................................76
4.4.8.8.2 Registro No 2 .......................................................................76
4.4.8.8.3 Registro No 4 ......................................................................77
CAPÍTULO V
5. PROCEDIMIENTO PARA INSPECCIÓN DEL AREA DE CUÑAS
RECALQUES Y CONEXIONES PARA TUBERÍA DE PERFORACION.................78
5.1 Inspección con Partículas Magnéticas del Área de Cuñas y Recalque .................78
5.1.1 Propósito ......................................................................................................78
5.1.2 Principio con Partículas Magnéticas del Área de Cuñas y Recalque...........78
5.1.2.1 Campos de fuga...............................................................................78
5.1.2.2 Magnetización .................................................................................80
5.1.2.3 Partículas magnéticas. .....................................................................81
5.1.3 Equipo de Inspección: ..................................................................................82
5.1.4 Preparación: .................................................................................................83
5.1.5 Procedimiento de inspección........................................................................83
5.1.6 Criterios de Aceptación...............................................................................84
5.2 Inspección con Ultrasonido del Área de Cuñas y Recalque. ................................85
5.2.1 Propósito ......................................................................................................85

XVII
5.2.2 Equipo de Inspección: ..................................................................................85
5.2.3 Preparación: .................................................................................................85
5.2.4 Calibración en el Campo:.............................................................................86
5.2.5 Procedimiento: .............................................................................................86
5.2.6 Criterios de Aceptación:...............................................................................87
5.3 Inspección Visual De Conexiones. ........................................................................88
5.3.1 Propósito: .....................................................................................................88
5.3.2 Equipo de Inspección ...................................................................................88
5.3.3 Preparación: .................................................................................................88
5.3.4 Procedimiento y Criterios de Aceptación ....................................................89
5.4 Inspección Dimensional 1 ......................................................................................91
5.4.1 Propósito: .....................................................................................................91
5.4.2 Equipo de Inspección ...................................................................................91
5.4.3 Preparación: .................................................................................................91
5.4.4 Procedimiento y Criterios de Aceptación: ...................................................92
5.5 Inspección Dimensional 2 ......................................................................................94
5.5.1 Propósito ......................................................................................................94
5.5.2 Equipo de Inspección: ..................................................................................94
5.5.3 Preparación: .................................................................................................94
5.5.4 Calibración de profundidad del hilo.............................................................95
5.5.5 Calibración del estiramiento de la rosca ......................................................95
5.5.5.1 Forma de determinar cuando una caja está ensanchada ...............95
5.5.5.2 Determinación de una fractura por fatiga.........................................96
5.5.6 Calibración de la conicidad de la rosca........................................................96
XVIII
5.5.7 Evaluación del desgaste de la rosca. ............................................................97
5.5.8 Aceptación....................................................................................................97
5.6 Inspección De Las Uniones Con Luz Ultravioleta................................................98
5.6.1 Propósito: .....................................................................................................98
5.6.2 Equipo de Inspección: ..................................................................................98
5.6.3 Preparación...................................................................................................99
5.6.4 Procedimiento y Criterios de Aceptación: ...................................................99
5.7 Pasos finales. ......................................................................................................101
5.7.1 Lubricación de las Roscas..........................................................................101
5.7.2 Protectores de Roscas.................................................................................102
5.7.3 Reinstalación de los protectores.................................................................102
5.7.4 Finalización de la inspección. ....................................................................102
5.7.5 Reporte de inspección de campo: objetivo descripción y ejemplo. ...........103
CAPÍTULO VI
6. CONCLUSIONES ....................................................................................................104
7. RECOMENDACIONES...........................................................................................106
ANEXOS ......................................................................................................................107
GLOSARIO...................................................................................................................138
BIBLIOGRAFÍA ..........................................................................................................145
CITAS BIBLIOGRAFICAS .........................................................................................146

XIX
ÍNDICE DE ECUACIONES. Ecuación de ovalidad. ....................................................................................................29 Ecuación de excentricidad..............................................................................................30
Ecuación de resistencia a la tensión. ..............................................................................34
Ecuación de estallamiento..............................................................................................36
Ecuación de peso total de la sarta ..................................................................................38 Ecuación de flotabilidad.................................................................................................38
Ecuación de carga axial por choque...............................................................................29
Ecuación de peso flotado. ..............................................................................................30 Ecuación de fuerza axial por pandeo. ............................................................................41 Ecuación de balonamiento. ............................................................................................42
Ecuación de efecto pistón...............................................................................................34
Ecuación de fuerza axial total. .......................................................................................44 Ecuación de la tubería dentro del pozo. .........................................................................45 Ecuación para pruebas de presión. .................................................................................49
Ecuación para determinar fugas a través del Tubing. ....................................................51
Ecuación para inyectar a través de la tubería. ................................................................51
Ecuación para determinar la producción de fluidos.......................................................52

XX
ÍNDICE DE FIGURAS. Junta MIJ: Recalcadas ....................................................................................................11
Junta MTC: Acopladas ...................................................................................................12
Junta SLH: Semilisas o Formadas . ...............................................................................12
Junta IFJ: Integrales o Lisas . ..........................................................................................13
Junta IEU (Internal-Extremal Upset).. ............................................................................14
Roscas Redondas (Round) de Tubería de Revestimiento ……………………………..15
Rosca Trapezoidal (Buttres) de Tubería de Revestimiento ............................................16
Rosca Redonda no reforzada (Non-Upset) Tubería de Producción. ...............................17
Rosca redonda con Extremos Reforzados (External-Upset) Tubería de Producción ....18
Rosca para tubería de perforación...................................................................................19
Tubería ovalada ..............................................................................................................29
Tubería excéntrica ovalada ............................................................................................30
Efecto de desgaste . ........................................................................................................31
Fatiga en el cuerpo de la tubería . ...................................................................................32
Fatiga en las conexiones ................................................................................................33
Cargas Axiales . .............................................................................................................34
Ondas Longitudinales ....................................................................................................63
Ondas transversales . ......................................................................................................64
Ondas Superficiales .......................................................................................................64
Distorsiones creadas por defectos en la tubería .............................................................64
Equipo electromagnético y tubo de calibración .............................................................71
Flujo Disperso ...............................................................................................................79
Polos Magnéticos ...........................................................................................................80

XXI
ÍNDICE DE TABLAS. Tabla 1. Relación de grados de tubería de revestimiento y producción. API. ..............107
Tabla 2. Relación de grados de tubería de perforación. API. .......................................108
Tabla 3. Identificación de la tubería de perforación. ....................................................108
Tabla 4. Fabricantes de la tubería de perforación. .......................................................109
Tabla 5. Identificación de la conexión o Tool-Joint de la tubería de perforación. .......110
Tabla 6. Tipos de conexión más usados en la sarta de perforación. .............................111
Tabla 7 Componentes básicos de grasas y porcentajes en peso y sólido. .....................112
Tabla 8. Relación de grados para tuberías API. ...........................................................112
Tabla 9. Datos relacionados a la presión para los diferentes grados, para tubería de...112
Tabla 10. Datos de tensión, torsión y resistencia al colapso........................................113
Tabla 11. Métodos de Inspección Cubiertos por la Norma (Ds-1) ...............................114
Tabla 11. Métodos de Inspección Cubiertos por esta Norma (Continuación) ..............115
Tabla 11. Métodos de Inspección Cubiertos por esta Norma (Continuación) ..............116
Tabla 12. Programas de Inspección Recomendados para Drill Pipe. (Norma DS-1) ...118
Tabla 13. Programas de Inspección Recomendados para Otros Componentes. ...........119
Tabla 14. Clasificación mediante códigos de colores para el cuerpo de la tubería.....120
Tabla 15. Clasificación mediante códigos de colores para el Tool-Joint......................121
Tabla 16. Clasificación de Uniones y Tubos para Barras de Perforación de Peso Normal
Usadas .................................................................................................................122
Tabla 17. Clasificación de uso para Drill Pipe..............................................................123
Tabla 18. Datos de dimensiones para tubería de perforación (nueva). ........................125
Tabla 19. OD mínimo recomendado y constitución del torque de la soldadura del Tool-
Joint basado en la fuerza torcional de la caja (Box) y Drill Pipe. .......................126

XXII
INDICE DE FOTOGRAFÍAS. Falla en el roscado.........................................................................................................129
Galling (Desprendimiento de material)........................................................................129
Fractura. ........................................................................................................................129
Salto de la Rosca ...........................................................................................................129
Corrosión en el cople ....................................................................................................129
Tubería Colapsada, baloneada ......................................................................................130
Tubería Estallada...........................................................................................................130
Tubería Pandeada ..........................................................................................................130
Tubería Cementada .......................................................................................................130
Tubería con falla en la conexión. ..................................................................................130
Tubería Fracturada. .......................................................................................................130
Tubería con carga torcional...........................................................................................131
Tubería Corroída. ..........................................................................................................131
Descarga de Tubulares del Camión al Rack .................................................................131
Manipuleo y almacenamiento de la tubería ..................................................................131
Inspección Visual ..........................................................................................................131
Cepillado de la Tubería. ................................................................................................131
Limpieza a presión de agua...........................................................................................132
Calibradores para cuerpo de la tubería y rosca .............................................................132
Medidor ultrasónico. .....................................................................................................132
Inspección Electromagnética 1. Consola. .....................................................................132
Inspección Electromagnética 1. Bobina Magnetizadora...............................................132
Inspección Electromagnética 1. Sensores o Zapatas.....................................................132

XXIII
Inspección Electromagnética 1 Equipo Corriendo sobre la tubería. .............................133
Inspección Electromagnética 1 Registro calibrado. ......................................................133
Inspección Electromagnética 1 Registro con problemas de corrosión..........................133
Registro con problemas de cuñas y fracturas...............................................................133
Luz Ultravioleta. ...........................................................................................................133
Pasrticulas magnéticas . ................................................................................................133
Regla y medidor de diámetro externo (Compás). .........................................................134
Regla y medidor de diámetro interno (Compás). ..........................................................134
Perfiles de rosca. ...........................................................................................................134
Profile Gages.................................................................................................................134
Rosca engrasada. ...........................................................................................................134
Logo después de terminar la inspección. ......................................................................134
Reporte 1. Permiso de trabajo. ......................................................................................135
Reporte 2 Reporte de inspección INSEPECA CIA. LTDA.........................................136

XXIV
RESUMEN Básicamente para conocer una tubería se fundamenta en dos factores principales: el
conocimiento del material (capacidad de resistencia) y el conocimiento de las
condiciones de esfuerzo (cargas) a los que va ha estar sujeta las tuberías. El primer
factor abarca desde su fabricación hasta el desempeño mecánico. Es la base para
reconocer la capacidad de una tubería. El segundo factor significa el conocimiento
teórico. Y experimental necesario para ser capaces de predecir las condiciones de
trabajo o de carga que se presentaran en un pozo y en consecuencia, que soporte una
tubería.
Por lo anterior expuesto, este material se ha dividido en cuatro partes: en la primera se
presenta una introducción, en una segunda parte se presenta generalidades relacionadas
ha conceptos básicos referentes a los tipos de tubería y clasificación por su función. En
una tercera parte se presenta todo lo relacionado con el material “tubo”. Es decir, las
propiedades mecánicas, y la forma de evaluar su capacidad de resistencia para poder
determinar las distintas condiciones de carga.
En una cuarta parte se menciona como se realiza la inspección de la tubería cuando se
producido fallas en las tuberías de perforación causadas por diferentes problemas dentro
de un pozo y por workover. Y finalmente en la última parte podemos dar un juicio de
valor, de lo que realmente se debería hacer, y de lo que se tendría que cuidar en una
tubería con el objetivo de alargar la vida útil y tener una mejor producción en los
diferentes campos de la Amazonia Ecuatoriana
XXV
SUMMARY Basically to know a pipe it is based in two main factors: the knowledge of the material
(resistance capacity) and the knowledge of the conditions of effort (you load) to those
that he/she goes it is necessary to be subject the pipes. The first factor embraces from its
production until the mechanical acting. It is the base to recognize the capacity of a pipe.
The second factor means the theoretical knowledge. And experimental necessary to be
able to predict the work conditions or of load that they were presented in a well and in
consequence that supports a pipe.
For exposed the above-mentioned, this material has been divided in four parts: in the
first one an introduction is presented, in a second he leaves it presents related
generalities there are relating basic concepts to the pipe types and classification for its
function. In a third he/she leaves it presents all the related with the material " tube ".
that is to say, the mechanical properties, and the form of evaluating their resistance
capacity to be able to determine the different load conditions.
In a fourth he/she leaves he/she mentions like he/she is carried out the inspection of the
pipe when you produced flaws in the perforation pipes caused by different problems
inside a well and for workover. And finally in the last part we can give a trial of value,
of what should be made really, and of what would have to take care in a pipe with the
objective of to lengthen the useful life and to have a better production in the different
fields of the Ecuadorian Amazonia

CAPÍTULO I

1
CAPÍTULO I
1. INTRODUCCIÓN
Este trabajo presenta los elementos conceptuales relacionados con las tuberías
utilizadas en los pozos petroleros, a fin de propiciar el mejor aprovechamiento sobre
las mismas y fortalecer la práctica y el uso de las tuberías de perforación,
fundamentalmente la inspección y en cierta parte para el diseño o selección de las
tuberías utilizadas, estos bien aplicados y orientados con la premisa de minibar
costos, conduce a definir las especificaciones de los materiales y parámetros de
operación óptimos para aplicar en un pozo. El material expuesto en este libro incluye
tecnicismos más usuales que deben incorporarse en el proceso de inspección y diseño
de tuberías.
1.1 IMPORTANCIA PRÁCTICA DEL ESTUDIO.
Casi la totalidad de los equipos con los cuales se opera desde hace más de 30 años,
han cumplido su periodo de utilidad, por presentar un ejemplo las tuberías no
presentan las garantías operativas para mejorar la producción por que buena parte
están taponadas o propensas a fugas por que ya cumplieron su tiempo de vida, de
ahí la importancia de este documento, en el cual se puede determinar cuales son las
fallas mas comunes y como pueden ser mejoradas, una de ellas es la inspección de la
tubería en donde se puede mostrar y comprobar donde y como se producen las fallas
dentro una tubería.

2
1.2 LIMITACIÓN DEL ESTUDIO.
Los resultados que se obtengan a partir del presente trabajo serán dirigidos
exclusivamente a los técnicos del área que manejan y manipulan la tubería, pues esta
información esta basada a las Normas API, en especial a las actividades de
perforación exploratoria y de producción.
Solamente se trata de un análisis de estas normas, el cual termina en una propuesta
que permitirá, escoger el método mas apropiado para el manejo de tubería de
perforación y el beneficio que puede obtenerse en las operaciones de campo.
1.3 OBJETIVO GENERAL.
Estudiar el procedimiento de inspección, de tuberías de perforación (Drill-Pipe),
causados por diferentes problemas dentro de un pozo y por workover.
1.4 OBJETIVOS ESPECÍFICOS.
• Estudiar los conceptos generales en relación a tuberías de perforación,
producción y revestimiento en pozos petroleros.
• Tratar los diferentes problemas, más comunes que causan el daño en las
tuberías. (Capacidad de resistencia y de carga).
• Estudiar el procedimiento que se realiza para inspeccionar la tubería antes y
después de su uso.
3
1.5 JUSTIFICACIÓN DEL ESTUDIO.
En operaciones de campo, transporte así como después de su fabricación las tuberías
de producción sufren una serie de daños, lo cual puede afectar a la productividad del
pozo por ese motivo se puede definir el éxito o fracaso en una operación de campo
dentro de una locación.
Por esta razón es muy importante la inspección de la tubería, después de su
fabricación, transporte y ubicación en el pozo y la eficiencia de los profesionales
que están a cargo de dichas operaciones de inspección.
Este trabajo se orienta a establece elementos de juicio para que las empresas
mantengan un riguroso manejo de las tuberías, con el objetivo de alargar la vida útil
de las mismas. Por estas razones la elaboración de este documento beneficiará a
muchas empresas petroleras de nuestro país.
1.5.1 IMPACTO TECNICO.
Este documento tiene el objetivo de permitir al personal técnico, detectar e
identificar problemas en las tuberías de perforación, antes y después de las
operaciones de perforación, en este estudio se busca también beneficiar a las
Compañías Operadoras y productoras de petróleo, explicando los beneficios que
se pueden conseguir con la aplicación de un método de inspección adecuado.

4
1.5.2 IMPACTO ACADÉMICO.
Este documento podrá ser una guía de consulta y de referencia para estudiantes de
las Escuelas de petróleo de las diferentes Universidades del Ecuador y para
técnicos que estén relacionados al manipuleo de tuberías.
1.5.3 VIABILIDAD DE LA PROPUESTA.
Este documento esta basado mediante Normas API, que rigen la Inspección y
Manipuleo de la tubería de perforación en la cual está, es una información
técnica autorizada para su uso correspondiente.
1.6 IDEA A DEFENDER
Si se realiza la inspección de las tuberías antes y después de su uso en pozos
productores se podrá mejorar la vida útil de las tuberías y poder contar por primera
vez con datos precisos de producción y así reducir el costo en las operaciones
cuando se manejan tuberías de producción, revestimiento y perforación.
1.6.1 IDENTIFICACIÓN DE LAS VARIABLES.
1.6.1.1 Variables Dependientes.
• Tipo de completación
• Tipo de pozo.
• Tipo de fluido que se va ha inyectar.
• Tipos de fluidos que se va ha producir.
• Tipo de enrosque (torque).
• Tipo de rosca a utilizar.
• Grado de tubería a utilizarse.

5
Variables Independientes
• Volúmenes de gas, petróleo, agua.
• Viscosidad.
• Presiones.
• Temperaturas.
• Profundidad.
• Torque.
• Tensión
• Fatiga.
1.7 ASPECTOS METODOLOGICOS DEL ESTUDIO 1.7.1 DISEÑO DE INVESTIGACIÓN.
Este documento se enfoca dentro de un diseño explicativo-observacional.
1.7.1.2 METODOS DE INVESTIGACIÓN
El presente documento se realizará basándose en estudios bibliográficos,
investigativos y de campo mediante los siguientes métodos.
1.7.1.2.1 Método Deductivo.
Se toma como punto de partida los conocimientos relacionados a tuberías
de perforación.
1.7.1.2.2 Método Inductivo.
Se selecciona todos los parámetros que puedan beneficiar a las Compañías
Operadoras, explicando los diferentes problemas dentro de un pozo.

6
1.7.1.2.3 Método de Análisis.
Este método será de utilidad para revisión y análisis de la información de
los datos que entregan los equipos de inspección al momento de correr los
equipos a través de la tubería.
1.7.1.2.4 Método de Síntesis.
Este método se aplica en la estructura de la tesis.
1.7.1.2.5 Método observacional.
Se toma muy en cuenta la experiencia de campo de los técnicos que
supervisan estas operaciones
1.8 ANALISIS DE DATOS
En este caso se utiliza los siguientes métodos:
1.8.1 Método Cuantitativo.
Este método es de utilidad para la revisión, análisis y tabulación de la
información que entrega los equipos de inspección.
1.8.2 Método Cualitativo.
Se tiene en cuenta las características de calibración de los diferentes equipos
de inspección.

7
1.9. TÉCNICAS DE INVESTIGACIÓN.
1.9.1 Revisión de literatura.
Revisión de Normas API, manuales de perforación y tubería y tesis
referentes a la inspección y control de calidad de la tubería.
1.9.2 Trabajo de campo.
Se desarrolla el estudio investigativo directamente en las instalaciones de
INSEPECA-COCA.
1.9.3 Consulta a expertos.
Se realiza una consulta directamente con los técnicos especialistas en la
inspección de tuberías y ha gerentes de operaciones de INSEPECA-COCA.
1.9.4 Charlas técnicas.
Se aprovecha las charlas impartidas por las diferentes empresas petroleras,
que han expuesto sus materiales dentro de los previos de la universidad.
1.9.5 Registros de Excel.
Se utiliza el programa de Excel para realizar tablas, gráficos que muestren los
resultados de los análisis realizados de la presente tesis

CAPÍTULO II

7
CAPÍTULO II
2. GENERALIDADES RELACIONADOS A TUBERÍAS DE PERFORACIÓN,
REVESTIMIENTO Y PRODUCCIÓN.
2.1 Datos sobres las diferentes tuberías.
Los tubos utilizados en la industria petrolera deben cumplir con ciertas
características geométricas y mecánicas dependiendo de su uso. A continuación se
presentan algunos datos característicos de las tuberías utilizadas para la perforación
de un pozo.
2.1.1 Construcción Tubería de revestimiento (TRs) y producción (TPs).
Las características principales a observar en las tuberías de revestimiento y tubería
de producción son: diámetro nominal, peso nominal, grado, Drift, resistencia a la
tensión resistencia al colapso y resistencia al entallamiento Tabla 1
Las propiedades antes mencionadas están controladas por la composición química
del acero utilizado, la misma que para los grados API tiene los siguientes valores.
Para H-40, J-55, K-55, N-80, la especificación API-5A indica aceros fundidos en
hornos eléctricos a crisol abierto, con una tolerancia de contenido máximo de
fósforo de 0.040% y azufre al 0.060%
Para los grados C-75, L-80, y C-95 la especificación API-5AC presenta valores de
Carbono entre 0.15 a 0.75, Mn 0.30% a 1.90%, Mo de 0.15 a 1.10%, Cr de 0.8% a
14.0%, Ni entre 0.25% a 0.99%, Cu 0.25% a 0.35%, Fósforo (Pmax) 0.020% y
Azufre (Smax) 0.010%

8
Para grados P-105 y P-110, la especificación API-5AX establece Pmax 0.040% y
Smax 0.060%, Para grados Q-125 la especificación API-5AQ determinar los
porcentajes de componentes como sigue: C entre 0.35% a 0.50%; Mn entre 1.00%
a 1.90%; Mo entre 0.75% o mas; Cr entre 1.20% o más: Ni 0.99%; Pmax 0.020% a
0.030%; Smax 0.010% a 0.020%.
2.1.2 Construcción e identificación tubería de perforación.
Los datos principales que deben conocerse sobre las tuberías de perforación son los
siguientes: diámetro nominal, peso nominal, clase, grado, resistencia a la tensión,
colapso y torsión. La clase de tubo, se refiere al grado de usabilidad que ha tenido
el tubo. El API divide las tuberías en clase I (tubería nueva), II, III y Premium
La construcción del tubo de perforación es otro factor a considerar y ya que se
realiza a partir de dos elementos, El tubo madre cuyo diámetro exterior
determinará el tamaño del tubo, y la junta, cuya función es proporcionar la
geometría necesaria para que se pueda labrar una determinada rosca. Ver tabla 4
Estos dos elementos se sueldan por fricción, luego se procede a probar el tubo
tensionandolo al 80% o más de su limite de cedencia (deformación elástica), el
acero usado para el tubo madre es una aleación de los siguientes elementos; C, Mn,
Si, Mo, V, Cr, B, S, y P; cuyas proporciones varían de acuerdo al grado de la
tubería ver tabla 2. Es importante llevar el registro del uso que se ha dado a cada
tubo, para evaluar su grado de confiabilidad en servicio. La API ha normalizado la
nomenclatura de identificación para tubería de perforación la mismas se indica en
la tabla 3.
9
2.2. Conexiones o Juntas.
Debido a que las tuberías que se utilizan en los pozos tienen un límite en longitud
(básicamente entre 9 y 13 metros) es necesario que estas tuberías queden unidas al
introducirse en el pozo, con la premisa de que la unión entre ellas sea hermética y
capaz de soportar cualquier esfuerzo al que se someterá la tubería.
Básicamente una junta o conexión está constituida por dos o tres elementos
principales. Estos son: un piñón (miembro roscado externamente), una caja
(miembro roscado internamente) y la rosca. Se dice que una junta también cuenta
con un elemento de sello y elemento hombro paro, elementos que representan o
simbolizan parte de los esfuerzos realizados por alcanzar lo ideal en una conexión.
2.3. Sello de las Roscas.
2.3.1. Sello Resilente.
Mediante un anillo u o Ring de teflón o materiales similares (utilizadas para
presiones excesivamente bajas), a veces sólo funcionan como barreras contra la
corrosión.
2.3.2. Sello de Interferencia.
Es el sello entre roscas originado por la interferencia entre los hilos de la rosca al
momento de conectarse mediante la conicidad del cuerpo de la junta y la
aplicación de torsión. El sellado propiamente dicho es causado por la grasa
aplicada, la cual rellena los microhuecos entre los hilos de la rosca.
10
2.4. Clasificación de Juntas.
Las juntas pueden clasificarse de acuerdo con el tipo de rosca como:
2.4.1. API
De acuerdo con las especificaciones API de elementos tubulares, existen
únicamente cuatro tipos de roscas.
• Redondas
• Butress
• Enganchadas
• Doble Enganchadas
2.4.2. Premium o Propietarias
Son juntas mejoradas a las API y maquinadas por fabricantes que patentan el
diseño en cuanto a cambios en la rosca y/o a la integración de elementos
adicionales como sellos y hombros que le proporcionan a la junta características
y dimensiones especiales para cubrir requerimientos específicos para la
actividad petrolera, tales como:
• Evitar el brinco de rosca (jump out) en pozos con alto ángulo de desviación.
Con sellos mejorados.
• Mejorar la resistencia a presión interna y externa.
• Disminuir esfuerzos tangenciales en coples.
• Facilitar la introducción en agujeros reducidos.
• Evitar la turbulencia del flujo por cambio de diámetro interior.
• Múltiples conexiones y desconexiones en pozos de pruebas
11
2.5. Tipos de Juntas
La conexión pueden definirse de acuerdo con el maquilado de los extremos de la
tubería como:
• Recalcadas.
• Semilisas o Formadas (Semiflush).
• Integrales o Lisas (Flush).
• Acopladas.
En una nueva nomenclatura a nivel internacional, se identifican los anteriores
tipos de juntas con las siguientes siglas:
• MIJ: Recalcadas.
• SLH: Semilisas o Formadas.
• IFJ: Integrales o Lisas.
• MTC: Acopladas.
2.5.1. Juntas para tubería de Revestimiento y Producción.
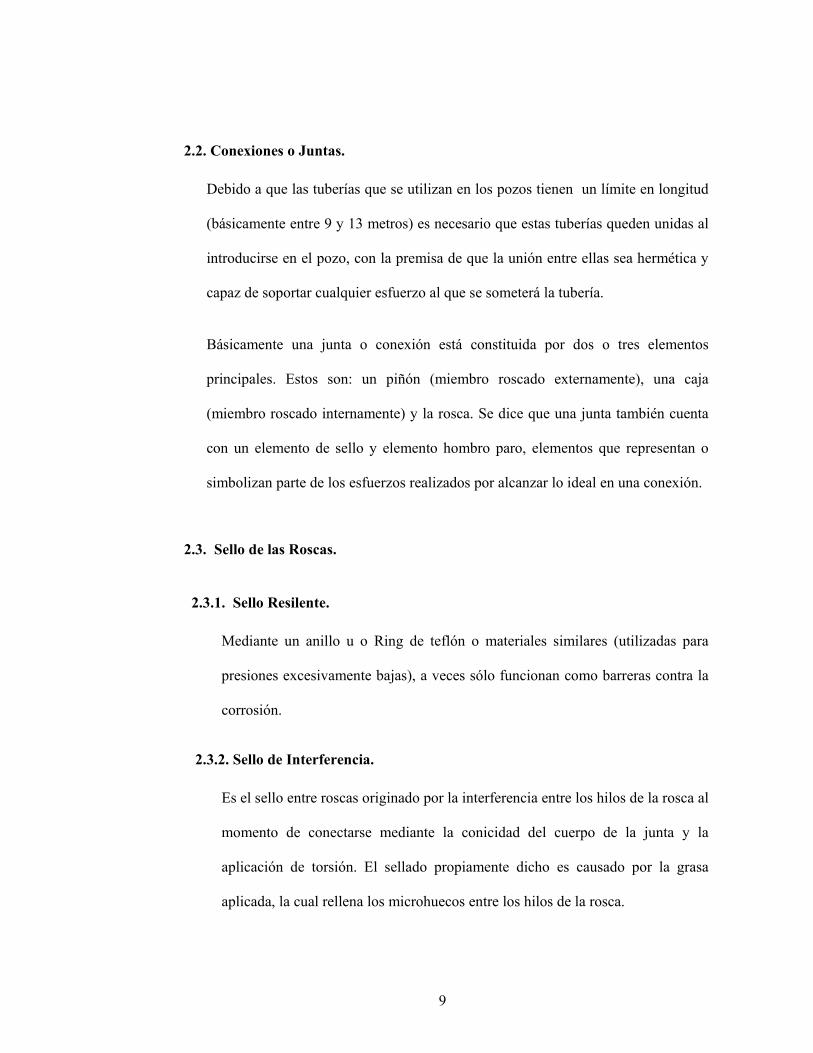
2.5.1.1 Junta MIJ: Recalcadas
Se incrementa el espesor y diámetro exterior de la tubería en uno o en ambos
extremos en un proceso de forja en caliente, a los que posteriormente se les
aplica un revelado de esfuerzos. Estas tienen una resistencia a la tensión del
100%
Título: Junta Recalcada
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
12
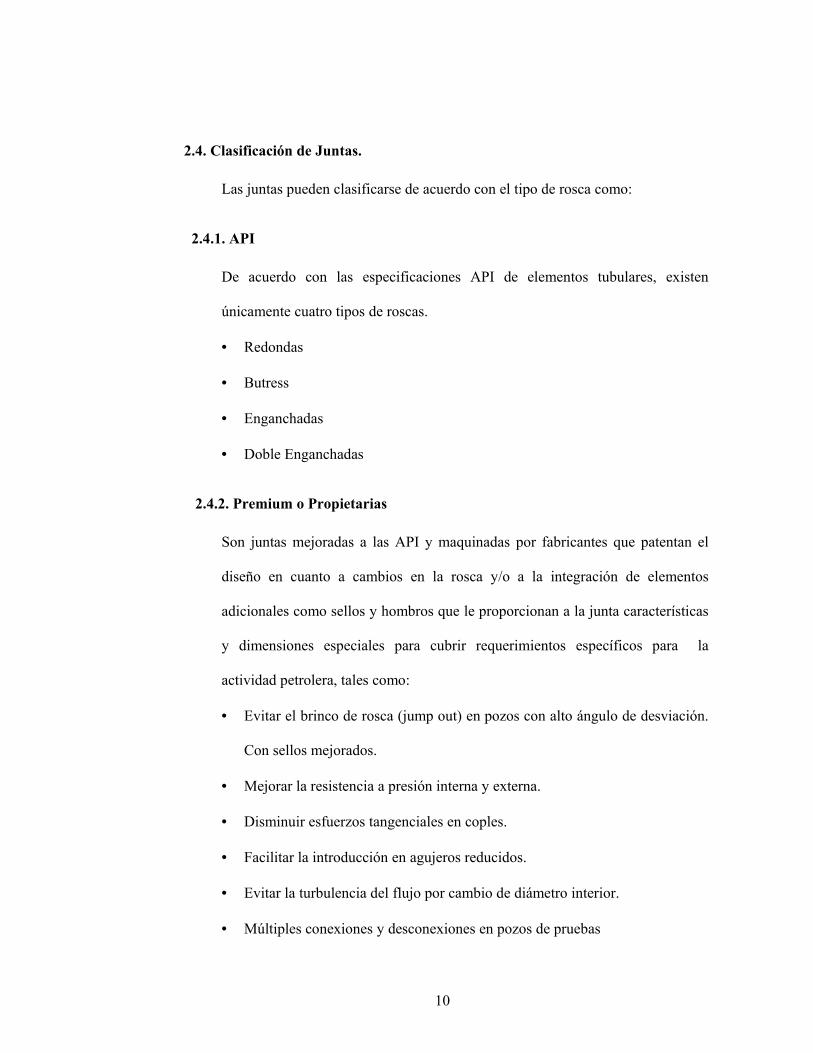
2.5.1.2 Junta MTC: Acopladas.
Son las que integran un tercer elemento denominado cople, pequeño tramo
de tubería de diámetro ligeramente mayor y roscado internamente, el cual,
une dos tramos de tubería roscado exteriormente en sus extremos El piñón
(espiga o pin) de un extremo del tubo es enroscado en la caja (cuello) del
extremo del otro tubo. Este tipo de conexión es el más generalizado en
nuestro país. Se maquilan un piñón en cada extremo del tubo y se le enrosca
un cople o una doble caja, quedando el tubo con piñón de extremo y caja el
otro extremo. Estas tienen una resistencia a la tensión del 85-94%
Título: Junta Acoplada
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
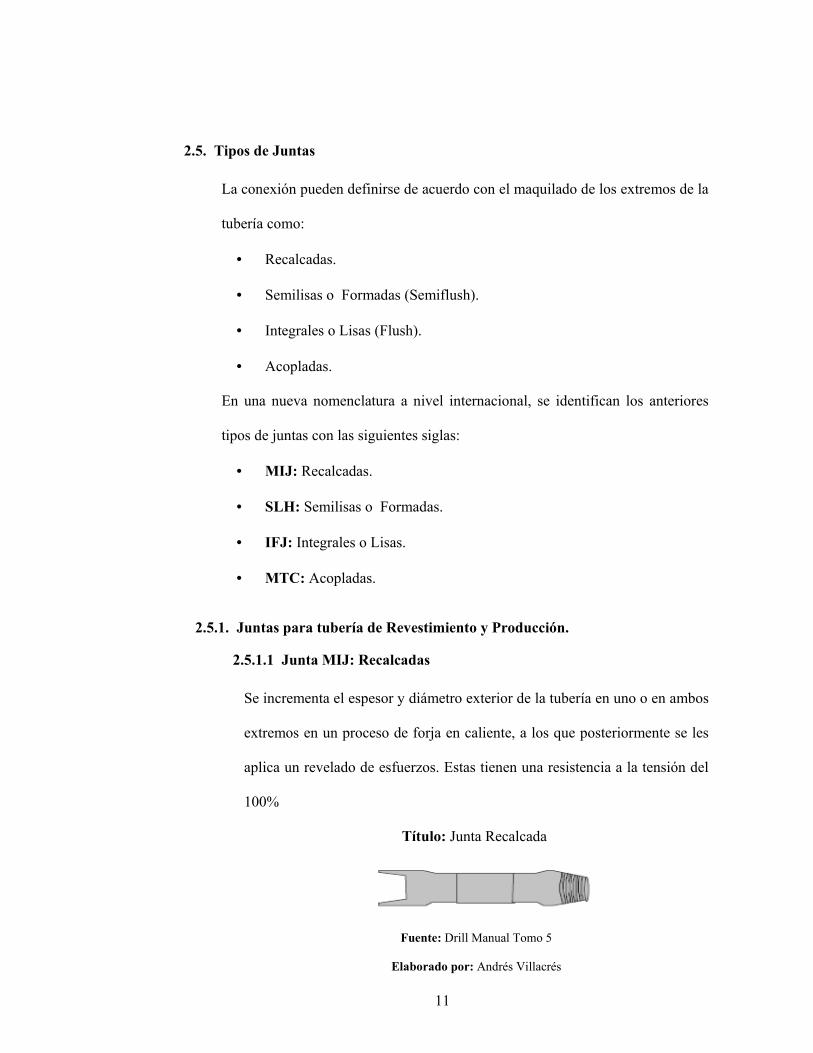
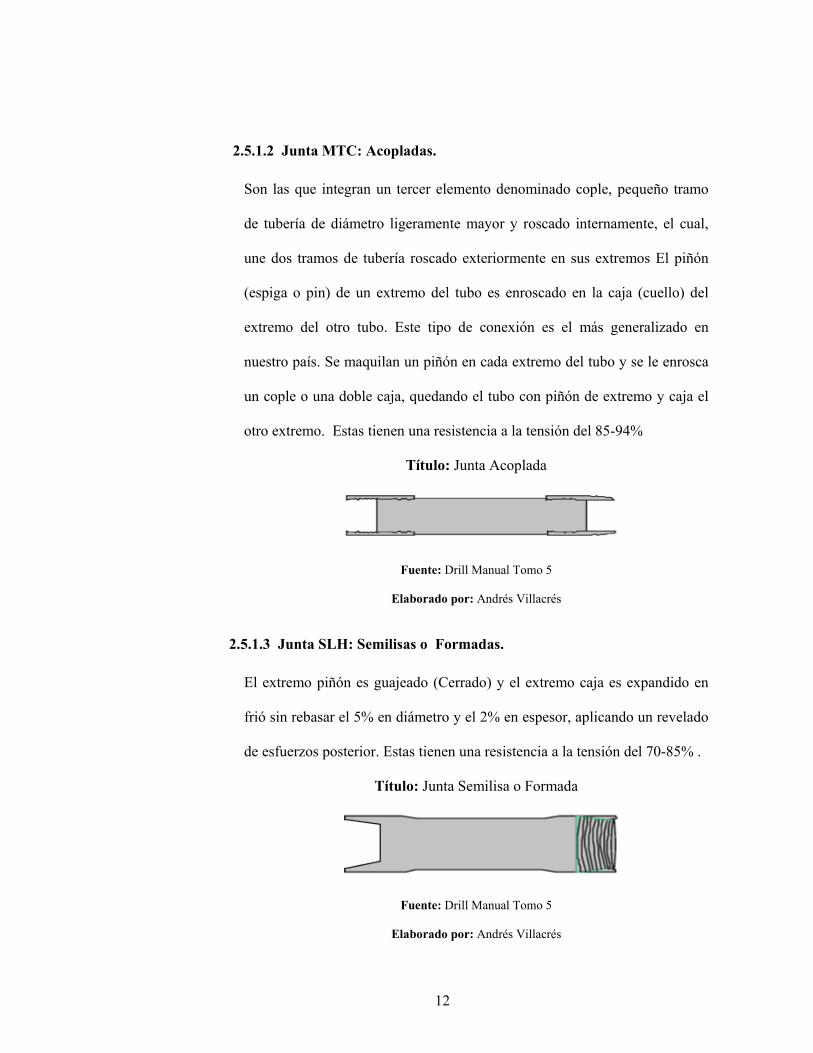
2.5.1.3 Junta SLH: Semilisas o Formadas.
El extremo piñón es guajeado (Cerrado) y el extremo caja es expandido en
frió sin rebasar el 5% en diámetro y el 2% en espesor, aplicando un revelado
de esfuerzos posterior. Estas tienen una resistencia a la tensión del 70-85% .
Título: Junta Semilisa o Formada
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés

13
2.5.1.4 Junta IFJ: Integrales o Lisas.
Son las que unen un extremo de la tubería roscado exteriormente como
piñón y conectándolo en el otro extremo de la tubería roscado internamente
como caja, Se maquilan las roscas directamente sobre los extremos del tubo
sin aumentar el diámetro exterior del mismo. Estas tienen una resistencia a la
tensión del 55-65%
Título: Junta Integral o lisa
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
2.5.2 Juntas para Tubería de Perforación.
Las conexiones en tuberías de perforación generalmente son del tipo
recalcado, debido a que son sometidas como sartas de trabajo, a grandes
esfuerzos durante las operaciones de perforación. Estas juntas están
diseñadas para trabajar en tensión. A continuación se mencionan las juntas
para tuberías de perforación más comunes:
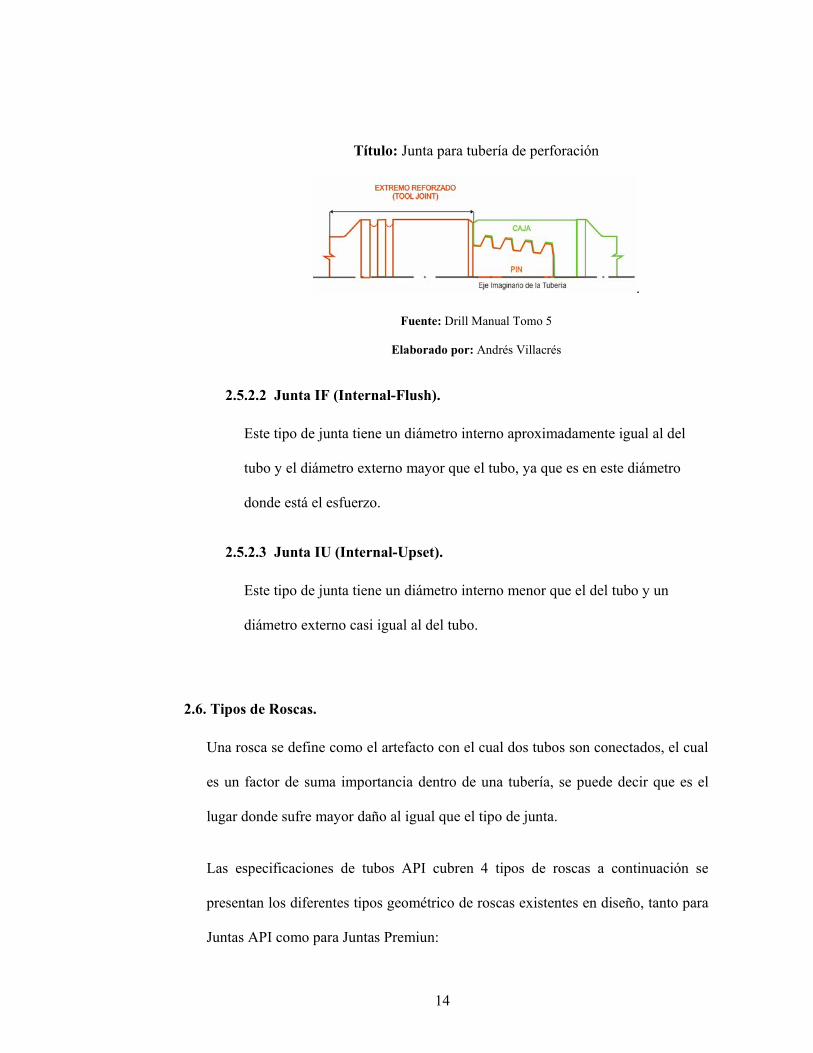
2.5.2.1 Junta IEU (Internal-Extremal Upset).
Este tipo de juntas tiene un diámetro mayor que el del cuerpo del tubo y un
diámetro interno menor que el cuerpo del tubo.
14
Título: Junta para tubería de perforación
.
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
2.5.2.2 Junta IF (Internal-Flush).
Este tipo de junta tiene un diámetro interno aproximadamente igual al del
tubo y el diámetro externo mayor que el tubo, ya que es en este diámetro
donde está el esfuerzo.
2.5.2.3 Junta IU (Internal-Upset).
Este tipo de junta tiene un diámetro interno menor que el del tubo y un
diámetro externo casi igual al del tubo.
2.6. Tipos de Roscas.
Una rosca se define como el artefacto con el cual dos tubos son conectados, el cual
es un factor de suma importancia dentro de una tubería, se puede decir que es el
lugar donde sufre mayor daño al igual que el tipo de junta.
Las especificaciones de tubos API cubren 4 tipos de roscas a continuación se
presentan los diferentes tipos geométrico de roscas existentes en diseño, tanto para
Juntas API como para Juntas Premiun:
15
• Roscas Redondas (Round).
• Roscas Trapezoidales (Buttres).
• Roscas Enganchadas.
• Roscas Doble Enganchadas.
2.6.1 Roscas para Tubería de Revestimiento.
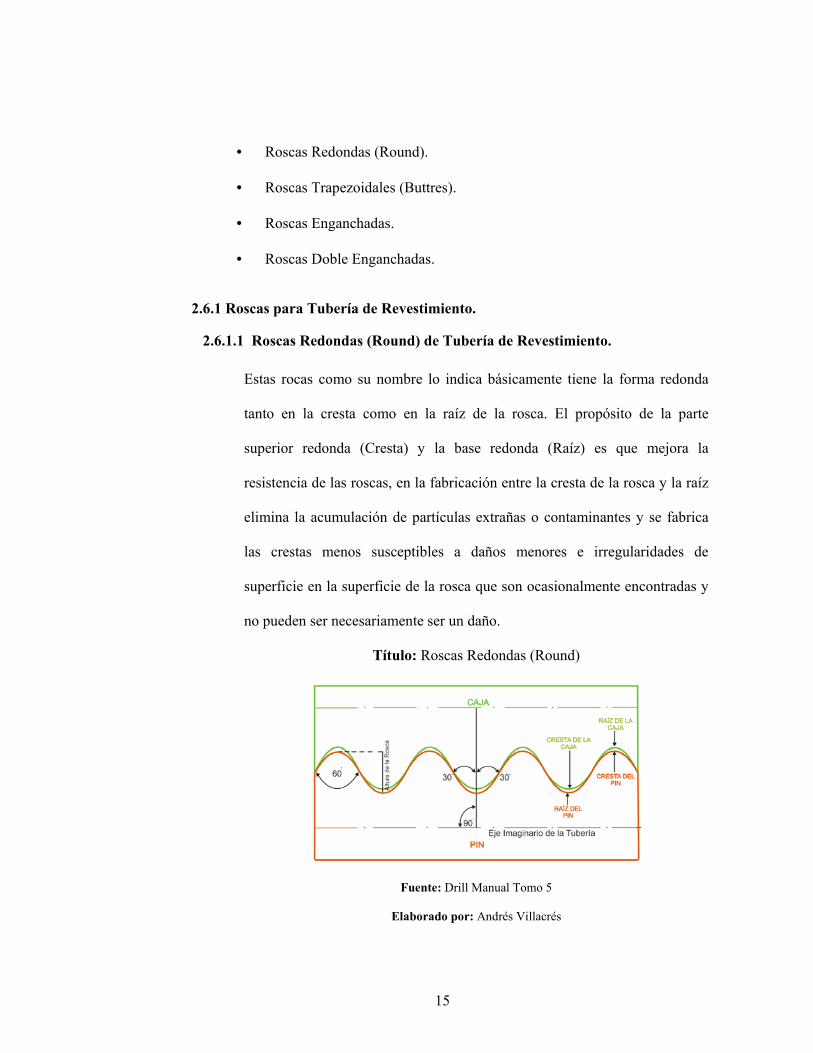
2.6.1.1 Roscas Redondas (Round) de Tubería de Revestimiento.
Estas rocas como su nombre lo indica básicamente tiene la forma redonda
tanto en la cresta como en la raíz de la rosca. El propósito de la parte
superior redonda (Cresta) y la base redonda (Raíz) es que mejora la
resistencia de las roscas, en la fabricación entre la cresta de la rosca y la raíz
elimina la acumulación de partículas extrañas o contaminantes y se fabrica
las crestas menos susceptibles a daños menores e irregularidades de
superficie en la superficie de la rosca que son ocasionalmente encontradas y
no pueden ser necesariamente ser un daño.
Título: Roscas Redondas (Round)
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
16
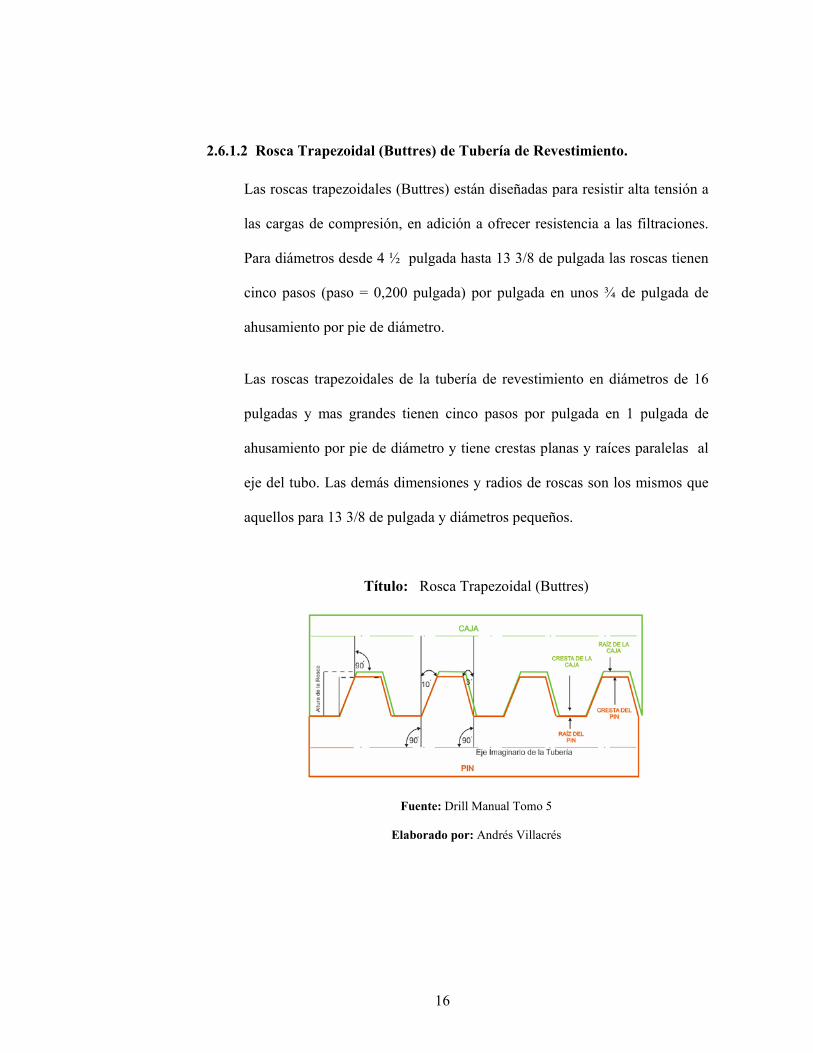
2.6.1.2 Rosca Trapezoidal (Buttres) de Tubería de Revestimiento.
Las roscas trapezoidales (Buttres) están diseñadas para resistir alta tensión a
las cargas de compresión, en adición a ofrecer resistencia a las filtraciones.
Para diámetros desde 4 ½ pulgada hasta 13 3/8 de pulgada las roscas tienen
cinco pasos (paso = 0,200 pulgada) por pulgada en unos ¾ de pulgada de
ahusamiento por pie de diámetro.
Las roscas trapezoidales de la tubería de revestimiento en diámetros de 16
pulgadas y mas grandes tienen cinco pasos por pulgada en 1 pulgada de
ahusamiento por pie de diámetro y tiene crestas planas y raíces paralelas al
eje del tubo. Las demás dimensiones y radios de roscas son los mismos que
aquellos para 13 3/8 de pulgada y diámetros pequeños.
Título: Rosca Trapezoidal (Buttres)
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
17
2.6.2 Roscas para Tubería de Producción API.
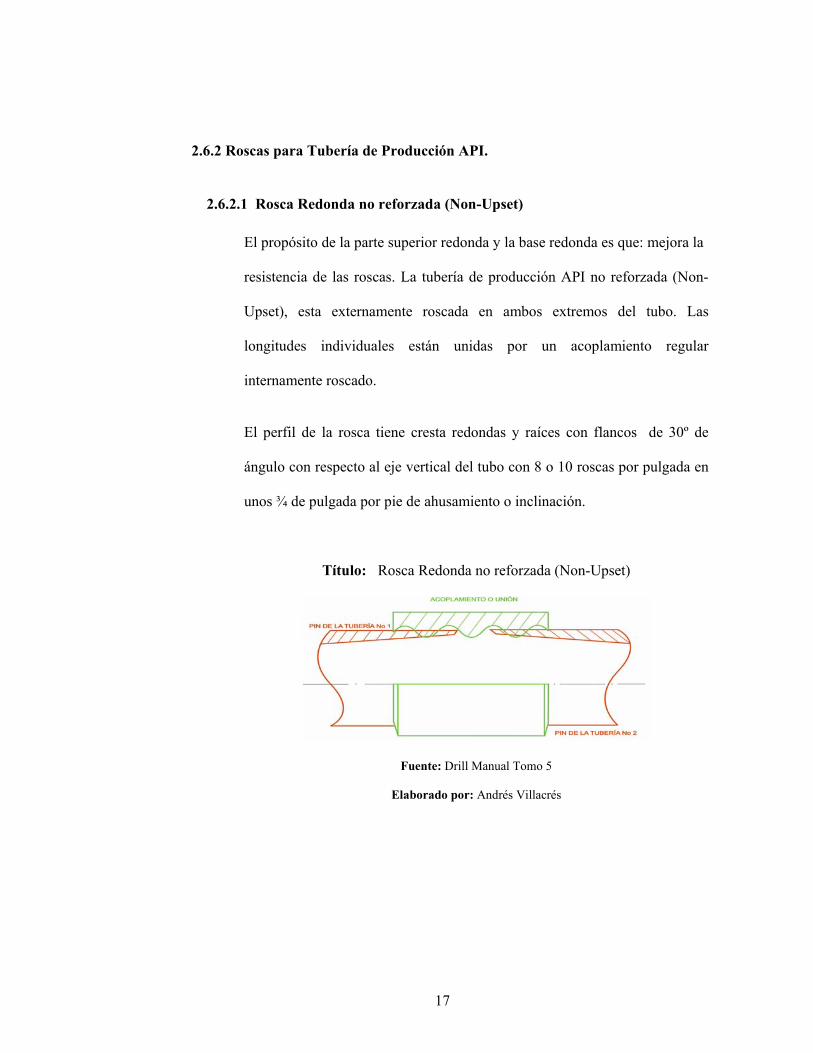
2.6.2.1 Rosca Redonda no reforzada (Non-Upset)
El propósito de la parte superior redonda y la base redonda es que: mejora la
resistencia de las roscas. La tubería de producción API no reforzada (Non-
Upset), esta externamente roscada en ambos extremos del tubo. Las
longitudes individuales están unidas por un acoplamiento regular
internamente roscado.
El perfil de la rosca tiene cresta redondas y raíces con flancos de 30º de
ángulo con respecto al eje vertical del tubo con 8 o 10 roscas por pulgada en
unos ¾ de pulgada por pie de ahusamiento o inclinación.
Título: Rosca Redonda no reforzada (Non-Upset)
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés

18
2.6.2.2 Rosca redonda con Extremos Reforzados (External-Upset)
La tubería de producción API con refuerzos externos esta externamente
roscado en ambos extremos del tubo, las longitudes individuales esta unidos
por un acoplamiento roscado y raíces con flancos de 30º grados con respecto
al eje vertical del tubo con 8 o 10 roscas por pulgada en unos ¾ de pulgada
por pie de ahusamiento o inclinación, presentan una resistencia a la tracción
dada por la eficiencia de la junta, da un sello capaz de evitar escapes de
fluido,
Título: Rosca Redonda con Extremos Reforzados (External-Upset)
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
2.6.3 Rosca para Tubería de Perforación. (Drill-Pipe)
La tubería de perforación (Drill-Pipe) con refuerzo externo esta internamente
soldada dentro del cuerpo de la tubería a este extremo es también conocido
como “Tool Joint” el cual tiene un diámetro mayor que el del cuerpo del tubo y
un diámetro interno menor que el cuerpo del tubo. Este se encuentra
identificado en la base de la rosca ver tabla 5

19
2.6.3.1 Roscas Trapezoidales con extremo reforzado (External-Upset).
Las funciones principales son de suministrar a la tracción que asegure la
unidad de la sarta, dar un buen sello entre el interior y el exterior del tubo
para evitar fuga del lodo de perforación hacia fuera (washout), poder ser
enroscada y desenroscada sin sufrir deterioros graves, así como el torque
adecuado según el tipo de conexión, que ayudan a evitar el desgaste
prematuro y las deformaciones.
Para diámetros desde 2 3/8 pulgada hasta 6 5/8 de pulgada las roscas tienen
cinco pasos (paso = 0,200 pulgada) por pulgada en unos ¾ de pulgada de
ahusamiento por pie de diámetro ver Tabla 6
Título: Rosca Trapezoidal (External-Upset)
.
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
Existen otro tipo de roscas que en nuestro medio no se las utilizan debido a que las
operadoras, no las creen convenientes.

20
2.7 Fallas en las juntas y roscas.
Las conexiones roscadas o juntas de tuberías son elementos mecánicos con
dimensiones geométricas variables que hacen difícil a diferencia de las tuberías
establecer una condición de falla en las mismas. Sin embargo, se han detectado
diferentes modos de falla en las juntas por efecto de la carga impuesta a
continuación se menciona los diferentes tipos de fallas de roscas y estas se pueden
ver en fotografías anexos
2.7.1 Falla por carga axial
Las cargas axiales pueden dividirse en cargas de tensión y cargas compresivas.
Las cargas de tensión generalmente son soportadas por la forma de la rosca de
la conexión. Mientras que las cargas compresivas, se soportan por la forma de
la rosca y por los hombros de paro o por ambos
2.7.2 Salto de roscas.
Es una situación de falla originada por una carga de tensión en la que se
presenta una separación de la rosca del piñón o de la caja con poco o sin ningún
daño sobre los elementos de la rosca. En caso de una carga compresiva, el
piñón se incrusta dentro de la caja.
2.7.3 Fractura.
La carga de tensión genera la separación del piñón de la del cuerpo del tubo,
que generalmente ocurre en la última rosca enganchada.
21
2.7.4 Fallas en las juntas por carga de presión.
Las cargas de presión en una junta pueden aplicarse internamente o
externamente. Generalmente, el mismo mecanismo de sello en la conexión
puede usarse para el sellado en cualquier dirección. Algunas juntas usan un
sello en cada dirección.
2.7.5 Fuga.
Se presenta cuando existe comunicación de fluidos hacia el interior o exterior
de la junta. Es una de las principales condiciones que debe observar una junta
para soportar las cargas por presión. La fuga en una junta es causada
generalmente por falla en el diseño de la junta, por las condiciones de fondo, o
por algún daño ocurrido en los elementos de la junta durante el manejo o
corrida de la tubería.
2.7.6 Galling (Desprendimiento de material).
Esta es una condición de falla ocasionada por el desgaste de los metales en
contacto (interferencia de las roscas piñón-caja) durante las operaciones de
manejo y apriete de las conexiones. Un apriete excesivo genera una alta
interferencia de contacto entre las superficies de sello (rosca o los sellos metal-
metal).Esto propicia el desprendimiento de metal. Este problema también se
presenta por el uso continuo de apriete y desapriete (quebrar tubería) de las
conexiones.
22
2.7.7 Cedencia en el Piñón
Es una condición de falla en el piñón que se presenta cuando se alcanzan
esfuerzos (tangenciales) superiores a la cedencia del material por efecto
simultaneo de la alta interferencia en el apriete y el efecto actuante de la
presión. Esta situación incrementa el riesgo de una falla por agrietamiento del
piñón, al trabajar en ambientes amargos. Además, al tener un piñón con
problemas de cedencia (deformación plástica) existe la posibilidad de que en
las operaciones de apriete y desapriete de las conexiones, no se alcance el sello
adecuado en la misma.
2.8 Maquinado de una rosca
A continuación se presenta el procedimiento de maquinado de una rosca donde la
operación consta de los siguientes pasos.
2.8.1 Recepción de Tubería.
La tubería se descarga de los tráileres en el patio de materiales colocando la
tubería en los Rack o burros y se corrobora de acuerdo con la documentación
de recepción.
2.8.2 Preparación de extremos.
Se marca con pintura blanca el rango correspondiente.
2.8.3 Corte y Biselado.
Se procede a cortar la sección de rosca que ha sido encontrados con defectos o
daños cuya longitud mínima de corte debe ser de ½ pulgada en el caso de la

23
tubería de 3 ½ EUE tomando como ejemplo, una vez realizado el corte y
biselado se procede ha:
2.8.4 Roscado.
a. Medir la longitud de roscado del tubo haciendo referencia desde el mandril o
copa de la maquina roscadora (Torno), la longitud debe estar entre 7 u 8
pulgadas.
b. Se procede al centrado del tubo asegurando el cuerpo del mismo, se centra la
junta del tubo con la ayuda de un centrado o gramil.
c. Se procede al análisis de rosca, se observa si la rosca no se encuentra
cristalizada o endurecida, esto por lo general ocurre por el calentamiento de
la rosca en el momento de realizar el corte por falta de la lubricación.
d. Una vez realizado los pasos anteriores procedemos a colocar la cabeza
(Donde se encuentran las cuchillas de roscar) en posición inicial el roscado
correspondiente, así mismo una vez definido el tipo de rosca a realizar o
elaborar en la tubería, así mismo se utilizara los peines o cuchillas de roscar.
e. Una vez seleccionado las cuchillas y estado todo en posición se enciende la
maquina de roscar hasta que llegue a la longitud deseada indicada en el
medidor de avance, como ejemplo 2 3/8 pulgada para tubería de producción
de 3 ½ pulgada y 2 1/8 para tubería de producción de 2 7/8 de pulgada, estas
longitudes son las longitudes de enrosque o de roscado de la tubería.
2.8.5 Calibración de la Rosca.
Una vez diseñado la rosca las mediciones o calibraciones que procede a
realizar son las siguientes:
24
2.8.6 Medición del Ahusamiento de la rosca.
El ahusamiento es el incremento en el diámetro de inclinación de la rosca,
expresado en pulgadas por pie de longitud de rosca. Para el propósito practico
de calibración de rosca las mediciones de ahusamiento esta expresado en
pulgadas por pie.
2.8.7 Medición del paso de rosca.
El paso es la distancia desde el punto específico en una rosca al punto
correspondiente en la siguiente rosca medida paralelamente al eje de la rosca.
La distancia es pequeña, así la precisión será excesiva, si el paso estuviera
determinado de rosca a rosca consecuentemente, el paso es medido en una
pulgada por cada pulgada, tanto de 8 roscas redondas, como de 10 roscas
redondas por pulgada.
2.8.8 Medición de la altura de la rosca.
La altura de la rosca, es la distancia desde la cresta de la rosca hasta la raíz de
la misma, medida perfectamente al eje de la rosca, el indicador del dial debe
registrar cero antes de realizar la medición y la tolerancia debe estar entre 0.004
y 0.002 pulgadas.
2.8.9 Longitud total de la rosca.
La longitud total de la rosca es medida paralelamente al eje de la rosca, desde
el extremo de la tubería, hasta el punto donde termina la rosca. La medición es
realizada utilizando una escala métrica, La tolerancia es de 0.125 0 1/8 de
pulgada.

25
Una vez realizado todos los pasos anteriores y si la rosca a cumplido con los
procesos de calibración la rosca que se elaboro será calificada como aceptada y
llevada para la aplicación de la grasa respectiva y ser colocado su protector.
2.9. Grasas para Roscas.
De acuerdo con el API (Bul 5A2), se debe utilizar un elemento graso para generar
una buena conexión entre los elementos piñón y caja (tabla 7), Por lo que es
necesario agregar un componente graso al piñón de un junta para mejorar el
apriete y garantizar la hermeticidad. Las características que debe tener este
elemento graso son las siguientes:
• Cualidades de lubricación adecuada para prevenir el desgarre de las
roscas.
• Ninguna tendencia a desintegrarse ni observar cambios radiales de
volumen a temperaturas de hasta 300ºF.
• No comportarse excesivamente fluida a temperaturas de hasta 300ºF.
• Propiedades de sello suficientes para prevenir fugas a temperaturas de
hasta 300ºF.
• No secarse, endurecerse, evaporarse u oxidarse cambiando sus
propiedades físicas.
• Resistencia a la absorción de agua.
• Suficiente capacidad para rellenar microhuecos y prevenir fugas en
roscas redondas API para casing y Tubing bajo presiones tan altas como
10000 psi.
• Debe ser fácilmente aplicable con brocha a las rocas en clima frió

CAPÍTULO III

26
CAPÍTULO III
3. PROPIEDADES MECÁNICA DE LAS TUBERÍAS, RESISTENCIA Y
CAPACIDAD DE CARGA.
3.1 Capacidad de Resistencia de las Tuberías.
La capacidad de resistencia de una tubería se define como aquella aptitud o
condición que ofrece una tubería para reaccionar y evitar cualquier tipo de falla o
deformación, ante la acción combinada de cargas.
El termino “falla” se entiende como sinónimo de “fractura”. Se dice que ocurre una
falla cuando un miembro cesa de realizar satisfactoriamente la función para la cual
estaba destinado. Por lo tanto, una falla en las tuberías es una condición mecánica
que refleja la falta de resistencia del material ante la situación y exposición de una
carga. Con ella propicia la deformación del tubo.
3.1.1 Cedencia.
Para entender el comportamiento de falla iniciaremos por definir el concepto de
cedencia o fluencia, que es aquella propiedad o condición del material para soportar
la deformación elástica, o bien, la resistencia que opone el material a la deformación
ante la exposición de una carga. Es decir, el material se comporta plásticamente o
se dice que tiene afluencia. Antes de esta deformación, al liberar la carga, el
material recupera su estado original. El punto a partir del cual el material se fractura
o se rompe, se dice que alcanza su último valor de resistencia a la cedencia
27
Para establecer la cedencia de un acero, el API recomienda que se realice una
prueba de tensión sobre un espécimen. A partir de ésta se debe medir la deformación
generada hasta alcanzar la fractura del mismo. .
Se establece que la cedencia del material es el esfuerzo de tensión aplicado cuando
alcanza el 0.5% de deformación. Para tuberías de revestimiento y producción, Para
tuberías de perforación, el API considera una deformación del 0.65% para
establecer la cedencia de estos materiales.
La cedencia se mide en unidades de fuerza por unidad de área (psi), que significa la
fuerza aplicada en el área de exposición del material para hacer ceder al mismo.
La nomenclatura recomendada por el API para identificar los diferentes tipos de
acero se define por una letra seguida por un número. La letra simboliza el tipo de
acero, y el número y la magnitud de la cedencia del material expresada en miles de
libras por pulgada cuadrada (psi). Ejemplificado: un acero denominado N-80 tiene
una cedencia de 80000 psi mínima y una máxima de 95000 psi. La tabla 8 muestra
un resumen de los diferentes aceros o grados API con sus valores de cedencia
La cedencia de los materiales se ve sensiblemente afectada por la temperatura a la
que estén expuestos dichos materiales. Las pruebas de tensión que se realizan para
medir la cedencia de un material generalmente se efectúan a la temperatura
ambiental.
Sin embargo, se ha observado que a temperaturas elevadas (>150 ºC) la resistencia
de cedencia de un acero empieza a verse disminuida.

28
3.1.2 Colapso.
Se puede definir como una forma de compresión de tal manera que la presión de a
fuera trata de comprimir las paredes de la tubería. En otras palabras se origina por el
aplastamiento de una tubería por una carga de presión. Esta actúa sobre las paredes
externas de la misma y es superior a su capacidad de resistencia.
En primera instancia, es una de las causas más comunes de falla en las tuberías
colocadas en un pozo y en segundo termino es un fenómeno de falla más complejo
de predecir. Y esta es medida en psi y se puede ver en la tabla 10.
La falla al colapso depende de diversos factores propios de la naturaleza de
fabricación del tubo. Dentro de estos resaltan la cedencia del material, la geometría
tubular, imperfecciones (excentricidad, ovalidad) y la condición de esfuerzos en la
tubería, a continuación se menciona lo siguiente:
3.1.2.1 Efectos de Imperfecciones.
Dentro de los factores que influyen en la resistencia al colapso de las
tuberías. Está el aspecto geométrico. Las imperfecciones generadas en el
proceso de fabricación dan como resultados el tener un tubo con cierto
porcentaje de ovalidad y excentricidad. Es decir, no existen tuberías con
diámetro y espesor constante. Se puede apreciar una tubería perfecta a

29
3.1.2.1.1 Ovalidad.
Se define como el máximo diámetro exterior, menos el mínimo diámetro
exterior dado en una sección plana, dividida por el diámetro exterior
nominal.
Titulo: Ecuación de ovalidad.
alNoExteriorDiámetroDnomExteriorMinimoDiámetroDExteriorMaximoDiámetroD
OvalidadSDonde
DnomDDS
min....min..max
.:
min)max(
===
=
−=
Fuente: Drill Manual
Elaborado por: Andrés Villacrés
Queda de manifiesto que el proceso de fabricación de un tubo no es
perfecto. Es decir se genera una imperfección al producir un tubo con un
diámetro ligeramente irregular en su cara exterior.
Título: Tubería ovalada
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés

30
3.1.2.1.2 Excentricidad.
Es una medida de las imperfecciones detectadas en una tubería por efecto
de los cambios de espesor en el cuerpo del tubo
Titulo: Ecuación de excentricidad.
alnoespesortespesormínimotespesormáximot
ttdExcentridae
Donde
te
min..min.max
minmax.
:
===
−==
=
δ
δ
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
La combinación de estas dos imperfecciones es una sección transversal de
una tubería que es mostrada a continuación.
Título: Tubería excéntrica ovalada
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés

31
3.1.3 Efecto de desgaste.
El desgaste se define como la degradación o deterioro del material por efecto de
la fricción producida por el contacto entre dos materiales (Tubos), especialmente
la resistencia al colapso se ve deteriorada por el desgaste.
En la perforación de pozos desviados ocurren desgastes severos en la superficie
interior de la tubería de revestimiento al estar sujeta a grandes flexiones, lo cual,
afecta las funciones del tubo. El desgaste también se produce por la rotación de la
tubería de perforación contra las paredes del pozo, a menudo reduce
peligrosamente el espesor de paredes del tubo. Este tipo de daños siempre ocurre
en la superficie exterior de la tubería especialmente en la región de las uniones.
Título: Efecto de desgaste
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
3.1.4 Fatiga.
La fatiga es generalmente la causa más común de falla en la sarta de perforación,
Las fallas por fatiga se producen regularmente tanto en los tubos de las barras de
perforación como en las conexiones. Sin embargo, son relativamente raras en las
uniones de las barras de perforación. Las ubicaciones usuales de las fisuras por
fatiga son:

32
3.1.4.1 Ubicación de la falla.
3.1.4.1.1 Cuerpo de la tubería de perforación.
Las fallas por fatiga se producen principalmente en el área cercana al
recalque interno, usualmente 16-24 pulgadas desde el extremo del pin o
del box, y en el área de cuñas. Las mismas son menos comunes pero
también se pueden producir en otras ubicaciones entre recalques. Estos
daños están usualmente orientados transversalmente y pueden existir tanto
en el interior como en el exterior de la superficie de la tubería. Esto resulta
del ciclo de tensión o esfuerzo al cual han estado expuestos.
Una fisura por fatiga será aplanada y perpendicular al eje del tubo. Si la
fisura ha penetrado la pared del tubo, el lodo de perforación al filtrar
puede haber erosionado la fisura en lo que comúnmente se denomina una
“lavadura” del tubo. Sin embargo, aún habiendo sido erosionada por el
lodo de perforación, la fisura por fatiga normalmente retiene su
orientación transversal.
Título: Fatiga en el cuerpo de la tubería
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
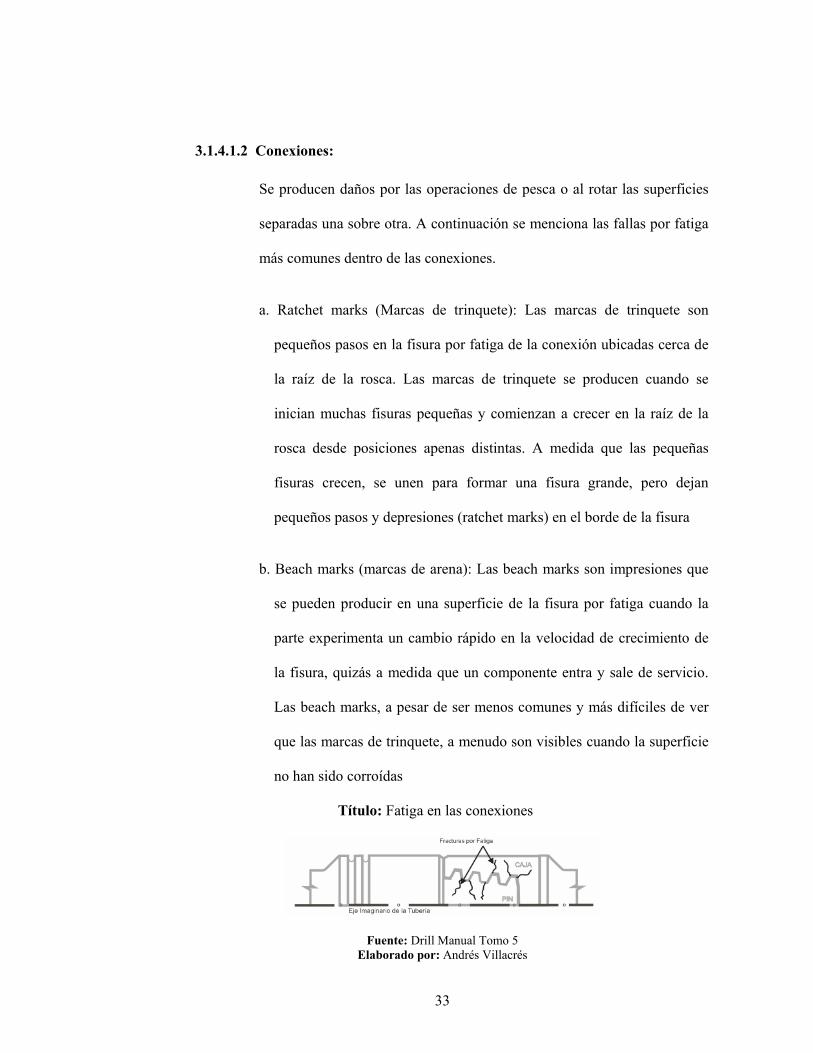
33
3.1.4.1.2 Conexiones:
Se producen daños por las operaciones de pesca o al rotar las superficies
separadas una sobre otra. A continuación se menciona las fallas por fatiga
más comunes dentro de las conexiones.
a. Ratchet marks (Marcas de trinquete): Las marcas de trinquete son
pequeños pasos en la fisura por fatiga de la conexión ubicadas cerca de
la raíz de la rosca. Las marcas de trinquete se producen cuando se
inician muchas fisuras pequeñas y comienzan a crecer en la raíz de la
rosca desde posiciones apenas distintas. A medida que las pequeñas
fisuras crecen, se unen para formar una fisura grande, pero dejan
pequeños pasos y depresiones (ratchet marks) en el borde de la fisura
b. Beach marks (marcas de arena): Las beach marks son impresiones que
se pueden producir en una superficie de la fisura por fatiga cuando la
parte experimenta un cambio rápido en la velocidad de crecimiento de
la fisura, quizás a medida que un componente entra y sale de servicio.
Las beach marks, a pesar de ser menos comunes y más difíciles de ver
que las marcas de trinquete, a menudo son visibles cuando la superficie
no han sido corroídas
Título: Fatiga en las conexiones
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés

34
3.1.5 Tensión.
La tensión es una condición mecánica (Tensionada) de una tubería que puede
ocasionar la falla o fractura de la misma. Se origina por la acción de cargas
axiales (fuerza axial) que actúan perpendicularmente sobre el área de la sección
transversal del cuerpo del tubo. Las cargas dominantes en esta condición
mecánica son los efectos gravitacionales.
Título: Cargas Axiales
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
3.1.5.1 Resistencia a la tensión.
La resistencia a la falla por tensión de una tubería se puede determinar a
partir de la cedencia del material y el área de la sección transversal. Se debe
considerar la mínima cedencia del material para este efecto. Es decir:
Título: Ecuación de resistencia a la tensión.
).(...).(int.).(.
)..(...Re:
)(7854.0 22
psicedenciadeesfuerzoMinimopgernoDiámetrodpgexteriorDiámetrod
psitensiónlaasistenciaRDonde
yddR
i
e
t
ieT
====
−=
σ
σ
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
35
Puesto que la cedencia de un material se determina a partir de una prueba de
tensión, que consiste en aplicar un carga axial en forma incremental, la
resistencia a la tensión de una tubería de acuerdo a lo estipulado por el API,
se mide en unidades de fuerza (libras) con un valor, resultante de redondear
al número mas próximo en múltiplos de 10 libras, al aplicar la ecuación de
resistencia a la tensión. Ver tabla 10
3.1.6 Torsión.
Es una combinación de compresión y tensión en una dirección horizontal La
falla por torsión puede producirse en un tubo de una unión o una barra de
perforación, a pesar de que la primera es más común debido a que las
conexiones API de dimensiones estándar son más débiles en torsión que los
tubos a los cuales las mismas se encuentran soldadas.
Una falla por torsión primero se mostrará como un pin estirado o un box
abocardado, lo cual depende de cuál es más débil. En casos extremos, el pin
puede ser separado o el box dividido. Sin embargo, un box que ha sido dividido
por la torsión solamente (no fatiga) también mostrará gran deformación plástica
y abultamiento La torsión aplicada sobre las conexiones debe mantenerse menor
que su torque de enrosque. Ver tabla 10
3.1.7 Estallamiento “Burts”
La falla por estallamiento de una tubería es una condición mecánica que se
genera por la acción de cargas de presión actuando por el interior de la misma
dicho de otra forma la presión interna de la tubería está tratando de reventar.

36
La resistencia que opone el cuerpo del tubo se denomina resistencia al
estallamiento, la presión interna generalmente se la ha denominado “Burts”. Sin
embargo, es claro anotar que este término se ha utilizado debido a que la
presión interna es la carga y la propiedad del material es la resistencia.
3.1.7.1 Resistencia al estallamiento
Para predecir la resistencia al estallamiento de tuberías se utiliza la ecuación
de “Barlow”. Se recomienda para tubos de espesor delgado, y es avalado por
el API como estándar es sus especificaciones.
Título: Ecuación de estallamiento.
)..(min.)..(min.
)..().(..Re
:
2875.0
psialnoespesortpgalnoDiámetrod
psiCedenciaypsintoestallamiealsitenciaP
Dondetd
yP
est
EST
====
=
σ
σ
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
Hipótesis al aplicar la ecuación de Barlow.
• Considera el mínimo espesor permisible en el cuerpo del tubo
(87.5% del espesor nominal).
• A temperatura ambiental (20ºC).
• Esfuerzo axial o carga axial = 0
• Esfuerzo tangencial considerando presión externa = 0
• Falla por cedencia (presión de cedencia interna)

37
3.2 Condiciones de carga.
Las condiciones bajo las cuales trabaja una tubería en el interior de un pozo son
variadas y de magnitud considerada. Las cargas principales que se presentan en un
pozo y que actúan sobre la tubería son: Cargas Axiales, Cargas no axiales, Cargas
de presión, Cargas torcionales, Corrosión y flexión.
3.2.1 Cargas axiales.
Una de las principales causas de fallas en las tuberías es la acción de las cargas
axiales en las operaciones de un pozo, las cargas axiales se producen
inicialmente por la acción natural de los efectos gravitaciones, es decir el propio
peso de los tubos, también se genera fallas por el contacto entre agujero y
tubería y tubería-tubería. También se presenta el efecto de choque que se genera
por el paro súbito al momento de introducir, Tambien se ven alterado por efecto
de los cambios de presión y/o temperatura que se suscitan al cambiar de
densidad del fluido de control y al efectuar operaciones que demandan presión,
3.2.1.1 Peso. El primer efecto axial a considerar que experimentan las tuberías es el peso
propio de la sarta de tuberías. Se utiliza el peso nominal del tubo y conexión
en las tuberías de revestimiento y en las tuberías de producción. Mientras
que para tuberías de perforación, es práctica común utilizar el denominado
peso ajustado, que significa considerar el peso nominal del cuerpo del tubo,
más el peso de la conexión. Lo anterior se debe a que la sarta de perforación
generalmente cuenta con conexiones recalcadas de mayor peso unitario que
el cuerpo del tubo.

38
Título: Ecuación de peso total de la sarta
)..(...)./.(....
))(..(....:
ftsartaladeLongitudhftlbftuberíaladeunitarioPesow
lbfairealsartaladetotalPesoWDonde
hwW
i
i
ii
===
∑=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
3.2.1.2 Peso Flotado.
El peso de una sarta de perforación o de una de revestimiento puede exceder
a las 200 toneladas. Estos enormes pesos representan un gran esfuerzo para
los equipos de perforación; sin embargo, estos pesos son parcialmente
soportados por el efecto de flotación del fluido de perforación, el cual se
reduce a una fuerza. La fuerza de flotación esta en función de la presión
ejercida por el fluido y del área de la sección transversal sobre la cual actúa
esta presión, al considerar el efecto de flotación por los fluidos presentes en
el pozo mediante el método de presión-área. Un método práctico para
determinar el efecto de flotación es mediante la aplicación del concepto de
Arquímedes. Este establece que todo cuerpo sumergido en el seno de un
fluido experimenta una fuerza contraria o empuje sobre el peso del cuerpo
con una magnitud igual al peso del fluido desplazado.
Título: Ecuación de flotabilidad.
)..(sec........)..(........
)..(.....Pr)..(.....Pr
)..(.......arg:
))()((4
222
pgcióndeCambiodeBaseladeExteriorDiámetrodpgSeccióndeCambiodeCimaladeInternoDiámetrod
psiTubodelExteriorelporesiónPepsiTubodelInteriorelporesiónPi
lbtGeometriadeCambiosporFlotaciónporalCompresionaCFfloDonde
ddPeddPiFflo
eb
ia
eebeaibia
====
=∆
−−−=∆ π
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés

39
3.2.1.3 Flexión.
La carga de flexión es una carga axial de doble acción, debido a que se
manifiestan como una carga de tensión en las caras exteriores de la tubería, y
en una carga axial compresiva sobre la cara interna de la tubería. Este efecto
se presenta en pozos altamente desviados, o en aquellas que se tienen
grandes severidades o patas de perro. La magnitud de estas cargas se
adiciona en forma puntual a las cargas axiales en la tubería.
3.2.1.4 Choque.
Una fuerza puede generarse por la aceleración y desaceleración instantánea
durante la introducción de la tubería en el pozo (corrida). La magnitud de la
fuerza axial generada puede ser de importancia para fines de diseño. Por esto
debe estimularse basándose en la teoría elástica.
Título: Ecuación de carga axial por choque
).(....)/.(
)..(...arg:
1780
2pglTransversaSecciónladeAreaAsegftVelocidadv
lbfChoqueporAxialaCFDonde
vAF
s
s
ss
==∆=
∆=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
Es de observarse que en la medida que se aumente la velocidad de
introducción, la tubería se expone a una carga de choque elevada. Esta se
considera como medida de seguridad.

40
3.2.1.5 Fricción. (Arrastre)
Las tuberías experimentan una carga axial por efecto del contacto que tienen
con el agujero en el fondo del pozo (TRs) o por el contacto que se tiene entre
tuberías, TRs con la sarta de perforación o TP con TRs. Por el contacto entre
los materiales la estimación de esta fuerza axial actuante se realiza
considerando la fuerza normal de la carga axial presente a una profundidad
dada.
Por efecto del contacto, cuando la tubería se jala o se levanta, la fuerza axial
debe considerarse como positiva (incremento en la tensión). Es decir, se
incrementa la carga axial de tensión por la fuerza de fricción contraria al
movimiento de la tubería al pozo, esta fuerza axial de contacto se presenta
como una fuerza compresiva (negativa). Esto es porque la fuerza de contacto
sirve de apoyo para soportar la carga axial presente en la tubería. La
siguiente ecuación se utiliza para determinar la carga axial por fricción.
Título: Ecuación de peso flotado.
)..(..).(...
)..(...arg).....(35.0
).....(25.0..
...tan.:
)(
ftTuberíadeLongitudLlbfFlexióndeMaximoAngulo
lbfArrastredeAxialaCFrFormaciónTuboTuboTubo
FriccióndeFactor
TuberíaladedoFloPesoWDonde
LsenWF
f
fr
==
=−−
=
=
=
θ
µ
θµ
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés

41
3.2.2 Efectos Axiales.
Las condiciones de presión y de temperatura presentes dentro de un pozo, hacen
que el material sufra alteraciones en las condiciones con respecto a su material,
en donde tiene la capacidad de deformación elástica hasta los límites de cedencia
del acero Durante la evaluación de los cambios axiales que experimenta una
tubería, se han detectado cuatro fenómenos que son los siguientes:
3.2.2.1 Pandeo.
Se denomina “pandeo” a la deformación mecánica que experimenta una
tubería por la acción del las fuerzas compresionales desarrolladas sobre el
cuerpo de la misma. Por la forma y severidad del pandeo de la tubería se han
definido dos criterios de pandeo. Pandeo Sinuosoidal y pandeo Helicoidal.
Es importante mencionar que el pandeo es una deformación que puede hacer
fallar a una tubería. Esto ocurre porque se generan grandes esfuerzos por
flexión en forma simultánea, el cual limita el trabajo o paso de herramientas
por el interior de la tubería,
Título: Ecuación de fuerza axial por pandeo.
)..(...
)..(.Pr).(...
)..(int.Pr)..(..
)..(...:
2
psiExternaSeccióndeÁreaA
psiExternaesiónppgInternaSeccióndeÁreaA
psiernaesiónplbfPandeoporFuerzaF
lbfPandeoporAxialFuerzaFDonde
ApApFF
e
e
i
i
p
ap
eeiipap
=
==
=
=
=
−+−=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés

42
3.2.2.2 Balonamiento.
Es el efecto natural que presentan las tuberías por la “inflación” o
“desinflación” que se manifiesta por efectos de cambios en la presión interna
y externa se denomina “balonamiento”. Es una medida de la deformación
elástica propia del acero y que induce esfuerzos tensionales y
compresionales en la tubería. Es decir la tubería se contrae o elonga
longitudinalmente, cuando esta está confinada o sin libre movimiento. Se
dice que existe balonamiento cuando la presión interna que actúa en al
tubería es superior a la presión externa. Y se dice que existe “balonamiento
inverso” cuando se presenta el efecto de “desinflación” motivado por los
cambios de presión externa que son superiores a la presión interna
prevaleciente en la tubería, la magnitud de este esfuerzo axial puede
obtenerse mediante el siguiente modelo:
Título: Ecuación de balonamiento.
)./.(...)./.(...
)..(..)..(.
)..(...)..(.
)..(int.Pr..).dim.(..
).(...:
)()(2
2
2
ftpsiExternaDensidaddeCambioftpsiInternaDensidaddeCambio
ftTuberíadeLongitudLpgExternaÁreaA
psiExternapresióndeCambioPpgInternaAreaA
psiernaesióndeCambioPencionalaPosiciónderelación
psitoBalonamienporAxialCambioFDonde
AAvLAPAPF
e
i
e
e
i
i
b
eeiieeiib
=∆=∆
==
=∆=
=∆=
=∆
∆−∆+∆−∆=∆
ρρ
υ
ρρυ
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
En este caso se refiere al momento en el que alcanza el nivel de la cedencia
del material. Las condiciones elásticas del material generan elongaciones
longitudinales que dan lugar a una deformación tipo “globo” en la sarta de
tubería.

43
3.2.2.3 Efecto Pistón.
El efecto de contracción o elongación que presenta una tubería por efecto del
cambio en el estado de esfuerzos axiales es denominado efecto “pistón”. La
condición elástica que caracteriza a las tuberías de acero da lugar a la
deformación axial. Es decir, por cada incremento de carga axial, la tubería
experimenta un cambio longitudinal.
Título: Ecuación del efecto pistón.
)..(...).(..
)()..(...
).(...:
ftSartaladeLongitudApsiYoungdeModuloE
lbfFFftSartaladeLongituL
ftGeneradoLongituddeCambioLDonde
EAL
L
s
ancladapA
s
A
==
−=∆=
=∆
∆−=∆
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
3.2.2.4 Efecto Térmico.
La temperatura a la cual se expone las tuberías en el interior de un pozo.
Son importantes para la estimación de las cargas axiales. Estas cargas se
producen por el cambio de temperatura que experimenta la tubería al
someterse a diferentes eventos de carga. La magnitud de las cargas axiales
generadas por efecto del cambio
Título: Ecuación del efecto pistón.
.......
..:
8.58
TuberíaladePesowaTemperaturdeCambioT
AxialFuerzaFDonde
TwF
at
at
==∆=
∆−=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés

44
Los efectos axiales mencionados de pandeo, pistoneo, balonamiento, y térmico dan
lugar a un cambio significativo en el estado de esfuerzos axiales, por la acción
combinada de cada uno de ellos. Estos significan que la suma de los efectos axiales
generara una deformación total en la tubería. Por lo tanto, la fuerza axial total será:
Título: Ecuación de fuerza axial total.
).(...).(...
).(...
)..(...).(..
:
lbfaTemperaturporAxialFuerzaFlbftoBalonamienporAxialFuerzaF
lbfPistoneoporAxialFuerzaF
lbfPandeoporAxialFuerzaFlbfTotalAxialFuerzaF
Donde
FFFFF
aT
aB
aP
ap
aT
aTaBaPapaT
===
==
+++=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
3.3 Cargas de Presión.
Las cargas por presión que se presentan en las tuberías son generadas por efecto de
la presión actuantes en las paredes de una tubería en donde pueden ser tanto
externas como internas que generan un estado de esfuerzo en la tubería para
favorecer la falla por colapso y estallamiento. Las situaciones que dan lugar a la
acción de una carga de presión en las tuberías se presentan desde el mismo
momento de la introducción de la tubería al interior del pozo.
Es decir, las presiones se van generando por el fluido de control, tanto externas
como internamente, cada una de las operaciones propician también un cambio en
las condiciones térmicas, por lo que el efecto de cambio de temperatura en las
tuberías está también vinculado con los cambios de presión a continuación se
presenta los dos perfiles de presión tanto interna como externa. Ver tabla 9.

45
3.3.1 Perfiles de Presión Externa.
A continuación se presenta un resumen de las condiciones que propician la acción
de presiones externas sobre la tubería y que generan una presión actuante en cada
punto de profundidad.
3.3.1.1 Introducción de la Tubería.
Es aquella presión ejercida por la hidrostática del fluido de control al
momento de la corrida en el pozo.
Título: Ecuación de la tubería dentro del pozo.
)./.(..
)..(..Pr)./.(.
:
10
32
2
2
cmgrLododelDensidad
mInteresdeofundiadhcmKgExternapresiónP
Donde
hP
f
e
fe
=
==
=
ρ
ρ
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
3.3.1.2 Durante la Cementación de la Tubería.
Es la presión generada por el desplazamiento de los fluidos inyectados al
interior del pozo y circulados en el espacio anular entre agujeros y la
tubería. Cabe mencionar que una de las condiciones de presión externa mas
severa es precisamente la que se presenta durante la operación de
cementación. Sin embargo, la carga neta de presión es significativamente
menor debido a que el diferencial de presión es relativamente bajo respecto
durante la circulación de los fluidos.

46
3.3.1.3 Después de cementar la tubería.
Sin embargo una vez cementado la tubería, la parte exterior de la misma
queda sujeta a condiciones de presión debido a las geopresiones presentes
en las formaciones, o al efecto combinado de la hidrostática de los fluidos
entrampados en el espacio anular entre agujero y tubería y los mismos
fluidos de la formación, cambio de densidad de los fluidos
La hidrostática del lodo considerando la lechada ya fraguada (sin
hidrostática). En este punto se tienen estudios en los que se comprueba que
al fraguar la lechada, la carga hidrostática transmitida se desvanece, razón
por lo cual se presentan problemas de migración de gas.
3.3.1.4 Efectos de la Presión de Formación.
La acción de las presiones de poro o de formación actuando sobre las
paredes de la tubería es una condición que se da en forma permanente. Sin
embargo, dependerá de la permeabilidad del medio para establecer que
dicha presión invariablemente actúe sobre la tubería, contrarrestando la
acción hidrostática de los fluidos en el espacio anular. Además, en la zona
aislada por el cemento, al ser una buena cementación, se considera como
impermeable, por lo que deja de actuar la presión de poro sobre las paredes
de la tubería.
En el caso de considerar una mala cementación, podría considerarse la
acción de la presión de formación sobre la tubería, para cuantificar la
acción de estas presiones de poro, se debe acudir a la evaluación de
geopresiones haciendo uso de la información disponible de registros de
pozo (Geofísicos o Sísmicos).

47
3.3.1.5 Efecto de la Formación Plástica.
La presencia de una formación plástica como un domo salino propicia que
la tubería esté sujeta a un esfuerzo tangencial variable que genera
condiciones de presión externa sumamente elevadas. Generalmente estas
presiones son una medida de la sobrecarga actuando entre la cima y la base
del domo salino. Estas condiciones de presión son puntuales. Es decir, se
aplica únicamente en el intervalo en el que está actuando la formación
plástica.
3.3.1.6 Efecto de la Expansión de los Fluidos en el Espacio Anular.
En pozos donde los espacios anulares quedan confinados se presentan
condiciones desfavorables al momento de experimentar un incremento en la
temperatura de los fluidos producidos, lo cual genera que se incremente la
presión en el espació anular. En un contenedor rígido y cerrado, el
incremento de 1ºF al tener agua a 100ºF experimenta un incremento de
presión de 38000 psi.
Si embargo las tuberías como la formación tienen un comportamiento
elástico que permite que el espacio anular tenga cierta conformación de
cambio de volumen por efecto del incremento de la presión. Por lo tanto,
para estimar el efecto de presión en el espacio anular se debe obtener un
equilibrio por la expansión térmica y la expansión volumétrica. Este efecto
de presión generado por la expansión térmica es un factor de consideración.

48
3.3.2 Perfiles de presión interna.
El perfil de presión interna determinado para cada caso u operación dentro del
pozo, representa el estudio de por vida de las condiciones de presión a las que se va
a someter la tubería. Por lo tanto, debemos evaluar todos los casos que represente
un estado de cambio de presión en la tubería. A continuación se presenta los casos
más comunes:
3.3.2.1 Introducción de la Tubería.
Representa la presión ejercida por la hidrostática del fluido de control al
momento de la corrida en el pozo en el interior del pozo.
Título: Ecuación al momento de introducir la tubería
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
3.3.2.2 Durante la cementación.
El perfil de presión generado por el desplazamiento de los fluidos
bombeados durante las operaciones de cementación, en el cual se consideran
las caídas depresión por fricción y el fenómeno de caída libre en el interior
de la tubería.
)./.(..
)..(..Pr)./.(.
:
10
32
2
2
cmgrLododelDensidad
mInteresdeofundiadhcmKgExternapresiónP
Donde
hP
f
e
fe
=
==
=
ρ
ρ

49
3.3.2.3 Pruebas de presión.
Es el perfil de presión resultante de la aplicación de una presión de inyección
en superficie, a través del uso de un fluido de densidad constante. El
resultado es un perfil de presión lineal, desde la superficie hasta el punto de
profundidad de la prueba.
Título: Ecuación para pruebas de presión.
)/.(..
)..(..Pr
)./.(..Pr
)./.(.Pr:
10
3
2
2
cmgrFluidodelDensidad
mInteresdeofundidadh
cmkgInyeccióndeesiónP
cmkgInternaesiónPDonde
hPP
f
z
iny
i
fzinyi
=
=
=
=
+=
ρ
ρ
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
3.3.2.4 Hidráulica durante la perforación.
La estimación del comportamiento de la presión de circulación durante las
operaciones de perforación, conducen a considerar las caídas de presión por
fricción en cada uno de los componentes de la sarta, tanto en el interior como
por el espacio anular.
3.3.2.5 Pérdidas de circulación.
Esta condición se manifiesta al considerar que la tubería de revestimiento se
queda vacía por el interior. Esto se debe a una pérdida total o parcial del
fluido de control al continuar con la perforación de la siguiente etapa. Sin
embargo, para determinar el perfil de presión por el interior de la tubería, se
representa una presión equivalente de 1 atmósfera en el tirante vació, y a
partir de este punto, se considera la hidrostática del fluido de control

50
3.3.2.6 Condición de un brote.
La manifestación de gas durante la perforación de la siguiente etapa propicia
que se modifique el perfil de presión en el interior de la tubería. Al momento
de controlar un brote, también se ve alterado el perfil de presión por el
interior de la tubería. Una forma convencional de representar los perfiles de
presión al momento de manifestación de un volumen de gas se muestra a
continuación:
3.3.2.7 Por la migración de gas.
Este caso de presión se manifiesta por la canalización del gas a una presión
constante hasta la superficie. Propicia que la presión de poro al nivel del
intervalo que produce el gas, se manifieste con la misma severidad o
intensidad en superficie. Por esto se incrementa la presión en el interior de la
tubería al sumar la carga hidrostática del fluido de control.
3.3.2.8 Fuga en el Tubing.
Este caso considera que la tubería de producción incurrió en una falla en las
conexiones, transmitiendo la presión de producción o inyección hacia el
espacio anular o por una fractura en el cuerpo de la tubería. Con esto se
incrementa la presión de los fluidos contenidos en dicho espacio anular. El
perfil de presión resultante es lineal al considerar la presión hidrostática en el
espacio anular más la presión debida al fluido producido.
51
Título: Ecuación para determinar fugas a través del Tubing.
)..(.....Pr
)..(..Pr)..(.Pr
:
psiAnularEspacioelencaHidrostátiesiónP
psiGasdeesiónPpsiInternaesiónP
Donde
PpP
hea
gas
i
heagasi
=
==
+=
Fuente: Drill Manual Tomo 5
Elaborado por: Andrés Villacrés
3.3.2.9 Estimulación o inyección de fluidos.
El efecto de la inyección de fluidos al interior del pozo propicia una
condición de cambio de presión en el interior de la tubería. Si la inyección de
los fluidos es por el espacio anular, el perfil de presión resultante es el
generado por la presión de inyección y la dinámica de los fluidos inyectados
en el espacio anular. Si la inyección es por el Tubing, el efecto del cambio de
temperatura en el espacio anular debe considerarse, ya que afecta al
comportamiento de presión en el espacio anular, por efecto de la expansión
térmica en el mismo.
Título: Ecuación para inyectar a través de la tubería.
)..(......Pr..)..(.....Pr
)..(.....Pr)..(.Pr
:
psiAnularEspacioelenFricciónporesióndeCaídasPpsiAnularEspacioelencaHidrostatiesiónP
psiPozodelCabezalaenesiónPpsiInternaesiónP
Donde
PPPP
f
hea
wh
i
fheawhi
=∆==
=
∆++=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés

52
3.3.2.10 Producción de Fluidos.
Las condiciones de producción ocasionan un cambio en las condiciones de
temperatura en el espacio anular. Es importante evaluarlo para estimar el
grado de afectación por expansión térmica. Los perfiles de presión y
temperatura que se deben evaluar en función del comportamiento dinámico
del flujo prevaleciente del intervalo productor. Es decir puede ser en
condiciones de flujo multifásico, de una sola fase o bifásico. Una manera
formal de representar la evaluación de esta condición es la siguiente:
Título: Ecuación para determinar la producción de fluidos.
)..(......Pr..)..(.....Pr
)..(.....Pr)..(.Pr
:
psiAnularEspacioelenFricciónporesióndeCaídasPpsiAnularEspacioelencaHidrostatiesiónP
psiPozodelCabezalaenesiónPpsiInternaesiónP
Donde
PPPP
f
hea
wh
i
fheawhi
=∆==
=
∆++=
Fuente: Drill Manual Tomo 5 Elaborado por: Andrés Villacrés
3.4 Cargas Torcionales.
Las cargas torcionales son aquellas generadas por efectos del torque o par de
aprietes que experimentan las conexiones al momento de conectar en superficie
cada tubería. Adicional torque se manifiesta por efecto de la rotación que se le
imprime a la sarta de tuberías (generalmente tuberías de revestimiento corta y
tuberías de perforación) durante las diversas operaciones ocurridas durante su
colocación. La magnitud de estas cargas es de gran interés debido a que propician
un estado de esfuerzo en los extremos de la tubería que causarían la deformación
de la conexión o de los elementos de la conexión (hombro, rosca, sello) y de la
misma tubería.

53
3.5 Corrosión.
La corrosión es un fenómeno electro-químico. Tiene lugar en las tuberías por
efecto de la acción del medio ambiente y la reacción de los constituyentes del
material con el que están fabricados los tubos, es decir de acero. Este fenómeno
tiene muchas y diversas presentaciones en los aceros. Desde una oxidación hasta lo
que actualmente conocemos como agrietamiento por ácido sulfhídrico. El efecto de
deterioro por los estragos de la corrosión en las tuberías se manifiesta por la
pérdida de la capacidad de resistencia, que obliga a prevenir éstos efectos para
evitar las fallas en las tuberías.
Los factores que contribuyen a la corrosión son las concentraciones de ácido
sulfhídrico, el nivel de pH, la temperatura, oxigeno, velocidad del fluido, el nivel
de esfuerzo en la tubería, la cedencia del material, la micro-estructura, el proceso
de tratamiento térmico durante la fabricación y las aleaciones que componen el
acero. Incrementando la concentración de ácido sulfhídrico se puede tener un
efecto significativo en la susceptibilidad al agrietamiento. Sin embargo, se da por
arriba de 8 en el medio que rodea a la tubería, disminuye el ritmo de corrosión. Es
por esto, que los lodos de perforación con valores de pH mayores de 8 son
benéficos para prevenir el ataque del ácido sulfhídrico.

CAPÍTULO IV

54
CAPÍTULO IV
4. PROCEDIMIENTO PARA INSPECCIÓN DEL CUERPO EN LA TUBERÍA
DE PERFORACIÓN (DRILL-PIPE).
4.1 Alcance e introducción.
Este procedimiento tiene que ver con todas las actividades para la inspección de
tubería de perforación dentro de las instalaciones de INSEPECA CIA LTDA, o en
las instalaciones del Cliente realizadas por el personal de inspección. Tomando
como referencia el manual DS-1
4.2 Especificación de los métodos aplicables:
Los Métodos de Inspección que se toma en este documento esta basado en la Norma
(Ds-1) y cubre 31 métodos de inspección. El cliente puede seleccionar cualquier
conjunto de métodos aplicables de la tabla 11. Sin embargo, la inspección para la
tubería de perforación se establecen seis categorías de servicio. Para simplificar las
opciones del cliente y al mismo tiempo permitirle adaptar el programa de inspección
a los riesgos de la aplicación. Estas categorías, y los programas de inspección
recomendados que las acompañan, se muestran en la tabla 12. Una sexta categoría,
Columnas Terrestres de Trabajo Pesado (Heavy Duty Landing String -HDLS), se
agregó en la edición de la norma DS-1™. Tabla 13.
4.2.1 Categoría 1
La Categoría 1 se aplica a perforaciones de poca profundidad, pozos de rutina en
áreas bien desarrolladas. Cuando ocurren fallas en la sarta de perforación, los

55
costos debido a la falla son tan bajos que no justifican el costo de una inspección
detallada. (Inspección Visual).
4.2.2 Categoría 2:
Se aplica a condiciones de perforación rutinaria donde la práctica establecida es
efectuar el mínimo de inspección y donde la experiencia de fallas es baja. (Toma
de O.D e I.D)
4.2.3 Categoría 3:
Diseñada para condiciones de perforación de una profundidad mediana donde se
justifica un programa estándar de inspección. De ocurrir una falla, los riesgos en
costos para pescar un tubo o que se pierda parte del pozo son mínimos. Se requiere
como mínimo una inspección Categoría 3 como restricción de diseño para el
Grupo de Diseño 2. (Dimensional del tubo y Toma de O.D e I.D)
4.2.4 Categoría 4:
Esta categoría puede ser utilizada cuando las condiciones de perforación son más
difíciles que las de la Categoría 3. En el caso de una falla en la sarta de perforación
son probables importantes costos de pesca y la pérdida de parte del pozo. (Corrida
de Equipo).
4.2.5 Categoría 5:
Esta categoría se aplica a condiciones de perforación severas. Varios factores se
combinan para hacer que el costo de una posible falla sea muy elevado. Se requiere
de una inspección mínima Categoría 5 como una restricción de diseño en el Grupo
de Diseño 3. (Todos los pasos anteriores)

56
4.3 Clasificación de la tubería de perforación y el tool-joint mediante el código de
colores.
Durante la inspección de la tubería de perforación y Tool-Joint, se clasificara la
tubería de acuerdo al código de colores (tabla 14-15) estas deberán marcarse de la
siguiente forma:
a. Se marca a 35 pulgadas o 18 pulgadas del pin o al final del Tool-Joint, cuando se
ha inspeccionado el cuerpo de la tubería.
b. Se determina la clase cuando se inspeccionado el cuerpo de la tubería
c. Cuando se ha inspeccionado el pin y las cajas estas se marcan en la misma área.
4.4 Procedimiento para inspección de tubería de perforación (drill-pipe). 4.4.1 Seguridad del equipo antes de iniciar la inspección.
El Inspector a cargo, antes de iniciar las actividades de inspección verifica las
condiciones de salud y seguridad del personal así como sus elementos básicos de
acuerdo a lo definido en el procedimiento de salud y seguridad campo base código
SI.SG.S431.PO.02 Capitulo VII, a la vez acatando disposiciones y políticas propias
del cliente cuando se realice trabajos fuera del campamento de INSEPECA-COCA.
En caso de no disponer del equipo de seguridad el inspector solicita al jefe de
materiales se dote de todos los implementos de seguridad.
El inspector recibe de parte del Gerente de producción una orden interna de
trabajo (Reporte 1), para realizar dicho trabajo el inspector con el apoyo de tres
ayudantes proceden a recibir el material tubular, con el apoyo del operador del
montacargas bajo autorización del jefe de materiales se procede a colocar el
material en los racks designados para la inspección.

57
4.4.2 Descarga de Tubulares del Camión al Rack
Antes de descargar los camiones, se deben inspeccionar los tubos para verificar la
existencia de cualquier señal de movimiento durante el transporte. Si una carga se ha
movido durante el viaje, es necesario identificar todo el material, y luego evaluarlo
una vez descargado en el rack. Si los tubos se descargan del camión a un rack
temporáneo utilizando un autoelevador, es fundamental que el tubo no golpee contra
las piezas metálicas o contra cualquier otro objeto u objetos que puedan dañar o
alterar más las propiedades físicas del tubo
Tal como se especifica en la norma API RP 5C1, es conveniente descargar sólo uno
(1), dos (2) o tres (3) tubos por vez, según el número de juntas que puedan
controlarse. En el caso de tubos de Aleaciones Resistentes a la Corrosión (CRA),
tener precaución de no golpear a los tubos en la carga o descarga de los mismos.
4.4.3 Manipuleo y almacenamiento de la tubería
Los tubos deben estar sobre caballetes. No se deben estibar tubos directamente en el
suelo, sobre rieles, pisos de acero o concreto. La primera hilera de tubos no debe
estar a menos de 46 cm. del piso, de manera que no se vean afectados por la
humedad y el polvo. Todo el material tubular, en particular las roscas, está fabricado
con niveles de tolerancia estrecha y requiere, por lo tanto, un manipuleo especial. Ya
se trate de material tubular y/o roscas nuevas, usadas o reacondicionadas, siempre
deben manipularse con los protectores de rosca colocados y ajustados.
Asegurar los tubos clavando tacos de madera de 2,5 por 5 cm. o de 5 por 5 cm. en
ambos extremos de los listones espaciadores. Si se usan topes metálicos, es
necesario recubrirlos previamente

58
4.4.4 Inspección Visual.
4.4.4.1 Propósito
Este procedimiento cubre la inspección visual de las superficies internas y externas
de los tubos de perforación para determinar: desgastes, picaduras o escamas por
corrosión, deformaciones (generalmente en cuanto a la rectitud del cuerpo tubular,
grietas, huecos, y daños físicos superficiales como marcas de herramientas y cortes
con cable) etc.
4.4.4.2 Equipo de Inspección
Se necesita un marcador de pintura, medidor de profundidad, un medidor de
espesor ultrasónico y una luz que pueda iluminar toda la superficie interior
accesible del tubo (Espejo).
4.4.4.3 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. La superficie debe estar limpia de manera que pueda verse la superficie del
metal y no debe tener partículas en la superficie de más de 1/8 pulgadas y que
puedan despegarse con la uña.
4.4.4 4 Procedimiento y Criterios de Aceptación:
a. La superficie exterior debe ser examinada de recalque a recalque. Se medirán las
imperfecciones en la superficie que penetren la superficie normal del tubo y se
restará la profundidad de la imperfección del espesor de pared adyacente
promedio para determinar el espesor de pared remanente por debajo de la
imperfección. Las imperfecciones en la superficie que causen que el espesor de
pared remanente por debajo de la imperfección sea menor que el de los criterios
59
de aceptación en la Tabla 16 (según fuese aplicable) deben ser causa de rechazo.
El espesor de pared adyacente promedio se determinará promediando las
lecturas de espesor de pared desde dos lados opuestos de la imperfección.
Cualquier metal sobresaliente de la superficie normal debe ser removido para
facilitar la medición de la profundidad de la penetración.
b. Aquella tubería con muchas protuberancias en el área de la cuña puede ser
sacada y colocada aparte sin mayor inspección.
c. Los tubos con metales sobresalidos deben ser retirados y con conexiones
dañadas.
d. La superficie interior iluminada debe ser examinada visualmente desde cada
extremo. Las picaduras en el interior no deben exceder 1/8 pulgadas de
profundidad medido o estimado visualmente para Clase Premium, o no deben
exceder 3/16 pulgadas para Clase 2.
e. El pandeo de la tubería no deberá ser visible a simple vista.
f. Aquellos tubos con revestimiento interior deben ser examinados y determinar si
existen señales de deterioro en el revestimiento El número de condición de
referencia del revestimiento interior deberá informarse al cliente. Los tubos con
Condición de Referencia del Revestimiento 3 ó 4 serán rechazados a no ser que
esto sea descartado por el cliente.
g. La tubería inservible pasa a ser rechazada, anotada en el reporte y notifica al
cliente de la misma.

60
4.4.5 Limpieza y Cepillado de la Tubería.
La productos tubulares que han pasado por la inspección visual pasan a la siguiente
fase en donde se someten a la limpieza del cuerpo, esta se realiza por medio de un
equipo llamado cepilladora el cual consta de cepillos propiamente dichos los cuales
operan mediante un motor a diesel, en esta consta de dos rack que se colocan entre la
cepilladora, en el primer rack se coloca las tuberías que se encuentran, cementadas,
corroídas ligeramente, con presencia de escamas, lodos de perforación, fluidos
producidos, con la ayuda de un montacargas.
El operador que se encuentra a cargo de este equipo desliza la tubería del primer rack
hacia la cepilladora en donde la tubería cae sobre unas ruedas de hule, mediante
palancas de mando en la consola central, hace que la tubería gire y pase a través de un
cepillo que se encuentra en la parte exterior del equipo y otro cepillo que pase por el
interior de la tubería, el operador observa a la tubería y decide cuantas veces tiene que
pasar a través de los cepillos, una ves que se encuentra lista la tubería (limpia) el
operador mediante las palancas de mando, envía la tubería hacia el segundo rack en
donde queda limpia para el siguiente paso.
En la limpieza de las roscas es fundamental que no haya materias duras y extrañas en
las roscas o el sello Se limpia toda la grasa de rosca con un solvente o agua a
presión. El mejor procedimiento consiste en limpiar la conexión con agua a presión a
una temperatura superior a los 10ºC (50°F) y luego quitar todo rastro de humedad y/o
cuerpos extraños. Luego, sopletear minuciosamente la conexión teniendo cuidado de
que el líquido no se acumule en el interior del tubo.

61
4.4.6 Calibración Del Diámetro Externo Del Tubo
4.4.6.1 Propósito.
El inspector y tres ayudantes proceden a realizar la calibración externa de toda la
longitud del tubo con un caliper calibrado Este procedimiento cubre la medición
completa del tubo por medios mecánicos para determinar variaciones en su
diámetro externo (OD), desgaste abrasivos, estiramientos, aplastamientos mínimos.
4.4.6.2 Equipo de Inspección:
a. Pueden utilizarse calibradores con lectura directa (caliper calibrado). o
calibradores pasa/no pasa (compases), para localizar áreas con reducción del
OD. Los instrumentos utilizados debe servir para identificar los diámetros
externos más pequeños permitidos.
b. Cualquier instrumento electrónico de esfera o vernier que se use para calibrar o
normalizar el diámetro exterior debe ser calibrado dentro de los seis meses
anteriores de acuerdo con el Instituto Nacional de Normas y Tecnología (NIST)
u organismo equivalente. El instrumento debe estar identificado con una
calcomanía o etiqueta como evidencia de dicha calibración.
c. La precisión del equipo usado en el campo debe ser comprobada por uno de los
instrumentos antes mencionados y no debe variar ±0.002 pulgadas.
4.4.6.3 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. La superficie exterior del tubo debe estar libre de partículas o revestimiento que
exceda 0.010 pulgadas en espesor.

62
4.4.6.4 Calibración: a. La calibración del instrumento de medición del diámetro externo debe ser
verificada con los valores máximos y mínimos para los diámetros exteriores
presentados en la Tabla 17 como fuera aplicable.
b. La calibración del instrumento debe ser verificada:
• Al comienzo de cada inspección.
• Después de cada 25 tubos.
• Cuando la variación en diámetro exterior excede los límites de aceptación.
• Cuando se sospecha que el instrumento puede haberse dañado en cualquier
forma.
• Al completar la inspección.
d. Si se requiriese realizar ajustes al calibre de OD, se deberán volver a calibrar
todos los tubos medidos desde el último control de calibración válido.
4.4.6.5 Procedimiento y Criterios de Aceptación:
a. El cuerpo del tubo debe ser calibrado en forma mecánica solamente el tubo
madre arrastrando el instrumento en todo el largo del tubo mientras éste está
girando y sosteniendo el instrumento perpendicular al tubo.
b. Aquellos tubos que tengan reducción o incremento de diámetro que excedan los
valores de la Tabla 17 (como fuese aplicable), deben ser rechazados.
c. Si encontramos un tubo fuera de los límites de aceptación procedemos a anotar
con un marcador en el punto donde se tomo la lectura mínima así mismo
identificamos con una banda de pintura de color amarilla en el área del pin y con
el apoyo del operador del montacargas se procede a separarlo.

63
4.4.7 Medición Ultrasónica Del Espesor De La Pared Del Tubo
4.4.7.1 Propósito: Este procedimiento cubre las mediciones ultrasónicas de espesor de pared de barras
de perforación de acero cerca del centro del tubo y donde el desgaste sea obvio
4.4.7.2 Fundamento Teórico.
4.4.7.2.1 Ondas ultrasónicas mecánicas
Onda ultrasónica es aquella cuya frecuencia es mayor a 20.000Hz, que es la
máxima a la que el oído humano tiene sensibilidad. Las pruebas con ultrasonido
se efectúan con niveles de frecuencia entre 0.5 y 15MHz.
Este tipo de ondas pertenecen al conjunto de las llamadas mecánicas, ya que
necesitan un medio elástico para su propagación. Si el medio tiene estructura
cristalina (como los metales), las partículas que forma la red oscilaran
originando los siguientes tipos de ondas ultrasónicas.
a. Ondas Longitudinales; en las cuales la dirección de propagación de la onda es
paralela a la oscilación de las partículas.
Título: Ondas Longitudinales.
Fuente: Control de calidad de tuberías (Tesis de Grado) Elaborado por: Andrés Villacrés
b. Ondas Transversales; cuando la dirección de propagación de la onda es
perpendicular a la dirección de oscilación de las partículas.

64
Título: Ondas transversales.
Fuente: Control de calidad de tuberías (Tesis de Grado) Elaborado por: Andrés Villacrés
c. Ondas Superficiales; cuando la onda se propaga exclusivamente en la
superficie del material siguiendo el perfil del campo.
Título: Ondas Superficiales.
Fuente: Control de calidad de tuberías (Tesis de Grado) Elaborado por: Andrés Villacrés
4.4.7.2.2 Velocidad de propagación de las ondas.
Las ondas de ultrasonido se propagan en el material a una velocidad que
depende de las propiedades mecánicas del mismo.
4.4.7.2.3 Efecto Piezoeléctrico.
Es producido por cierto tipo de cristales los cuales al ser comprimidos o
pensionados respecto de sus ejes cristalográficos, generan una diferencia de
potencial entre sus caras convirtiendo la energía mecánica en una señal eléctrica.
Este efecto es reversible. Es decir una señal eléctrica puede ser convertida por un
cristal piezoeléctrico, en una señal mecánica.

65
Los cristales piezoeléctricos son los encargados de producir el ultrasonido, otros
materiales como el titanio de bario, bajo ciertas condiciones, tiene el mismo
comportamiento que los cristales piezoeléctricos y sirven para producir
ultrasonido.
4.4.7.3 Instrumentos para la Inspección y calibración:
a. El circuito eléctrico, cuya función es generar, recibir y representar las señales
eléctricas (Por ejemplo en una pantalla o en un dial).
b. El pulsador, que recibe la señal eléctrica del circuito electrónico convirtiéndola
(por efecto piezoeléctrico) en una vibración que genera el haz ultrasónico. En
el pulsador en donde se encuentran los cristales piezoeléctricos o sus
equivalentes.
c. Cables de interconexiones.
d. Medio de acoplamiento, cuya función es procurar una adecuada interfaces entre
pulsador y superficie del elemento a inspeccionarse, generalmente se usa aceite
ya que este pega el pulsador con la tubería, para evitar que el aire atenué la
transferencia de la onda ultrasónica al material que se inspecciona.
e. Patrones de Referencia para Espesor de Pared; El patrón de espesor de pared
debe estar hecho de acero y ser del mismo diámetro y espesor nominal de pared
que el del tubo a ser inspeccionado. El patron deberá poseer dos espesores
conocidos dentro del 80% y del 100% de los espesores de pared nominal y
debe diferir en más del 5% del espesor de pared nominal.

66
4.4.7.4 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. La superficie exterior del tubo, donde han de tomarse las mediciones, deberá
limpiarse hasta exponer la superficie natural del tubo.
4.4.7.5 Calibración:
a. La calibración lineal del instrumento deberá realizarse en un rango de 0.100
pulgadas a 2.000 pulgadas luego de cualquier reparación del instrumento o al
menos cada seis meses. La calibración debe estar indicada por una calcomanía
o etiqueta
b. Deberá utilizarse el mismo acoplante para la calibración y para la medición
de espesores.
c. El patrón o estándar para calibrar el instrumento en el campo debe ser de
acero y debe tener por lo menos dos espesores que llenen los siguientes
requisitos:
• Sección gruesa = pared nominal, +0.050, -0 pulgadas.
• Sección fina = 70% de la pared nominal, +0, -0.050 pulgadas.
d. El patrón de calibración de referencia de campo deberá ser verificado con un
micrómetro vernier o calibrador de cuadrante y su espesor deberá estar dentro
de ±0.002 pulgadas del espesor indicado. identificado con una calcomanía o
etiqueta como evidencia de dicha calibración.
e. Después de los ajustes de calibración en el campo, el instrumento debe medir
los dos espesores en el patrón con una precisión de ±0.001 pulgadas.

67
f. La calibración del instrumento debe ser verificada en el campo con la
siguiente frecuencia:
• Al inicio de cada inspección.
• Después de cada 25 tubos.
• Cuando la medición indica que la pieza debe ser rechazada.
• Cada vez que el instrumento es activado.
• Cuando se sospecha que el instrumento puede haber sufrido daño.
• Cuando se cambian el sensor, el cable, el operador o la tubería de diferente
peso.
• A la terminación de cada trabajo de inspección.
g. Si la precisión de la última calibración efectuada en el campo no puede
verificarse, toda la tubería inspeccionada desde la última verificación deberá
ser reinspeccionada, después de corregir la calibración.
4.4.7.6 Procedimiento:
a. En un transductor de dos elementos, la línea divisoria entre el elemento de
transmisión y el de recepción debe mantenerse perpendicular al eje
longitudinal del tubo.
b. Después de aplicar el acoplante, debe medirse el espesor siguiendo la
circunferencia del tubo en incrementos de 1 pulgada como máximo.
c. Las medidas deben tomarse cerca de un pie del centro de cada tubo. Pueden
tomarse lecturas adicionales de la misma forma en cualquier área seleccionada
por el inspector o por el representante del cliente.

68
d. El inspector debe examinar la superficie dentro de un radio de 1 pulgada de la
lectura menor para confirmar o modificar dicho valor.
4.4.7.7 Criterios de Aceptación:
Aquellos tubos que no cumplan con los requisitos aplicables de la Tabla 17 (según
corresponda) deberán ser rechazados. Si encontramos un tubo fuera de los límites
de aceptación procedemos a anotar con un marcador en el punto donde se tomo la
lectura mínima así mismo identificamos con una banda de pintura de color amarilla
en el área del pin y con el apoyo del operador del montacargas se procede a
separarlo
4.4.7.8 Medida del espesor de la pared del tubo
Las condiciones del cuerpo de la tubería de perforación deben estar clasificadas en
base a las bajas medidas obtenidas de las lecturas ultrasónicas del espesor de pared, y
la conservación de los requisitos contenidos en la tabla No. 5. Las únicas lecturas
aceptables del espesor de pared, son aquellas que se efectúan con medidores
ultrasónicos (miden el espesor de la pared en milésimas de pulgadas), con los que el
operador puede demostrar si la pared del tubo está dentro del rango aceptable.
Por ejemplo si tenemos una lectura ultrasónica en una tubería de diámetro exterior
D.E.= 4 1/2" y un peso nominal de 16.6O Ibs/pie, y cuyo espesor de pared nominal sea
de O.337 milésimas de pulgadas, y si se toma una lectura ultrasónica de 0.280
milésimas de pulgadas; por lo tanto este cuerpo de tubería de perforación puede ser
rechazado por bajo espesor de pared, si no cumple con el porcentaje mínimo de
espesor. Ver tabla No 2

69
4.4.8 Inspección Electromagnética
4.4.8.1 Propósito.
El inspector y tres ayudantes, después de haber realizado el paso anterior y
considerando todos los tubos buenos se realiza la inspección electromagnética , y
con el apoyo del operador del montacargas dichos tubos que fueron enderezados son
trasladados al rack de inspección; para realizar la inspección electromagnética
exploramos toda la longitud del tubo ( sin considerar los recalcados ), para esto
utilizamos el Buggy de campo longitudinal, con el propósito de evaluar picaduras
por corrosión, daños mecánicos, grietas por fatiga.
4.4.8.2 Principio Electromagnético de inspección.
En la inspección electromagnética del cuerpo de la tubería de perforación usada, el
tubo es magnetizado mediante una bobina magnetizadora, generando un campo
magnético D.C (corriente continua), alrededor de la tubería se establecen muestras
de campo de flujo. Cuando la tubería es lisa el campo de flujo es parejo, y uniforme.
Sin embargo cuando la tubería no está lisa crean distorsiones en el campo
magnético, el modelo del flujo es alterado, el flujo se eleva a un puente modelo que
salta la abertura o rotura creada por el daño.
Título: Distorsiones creadas por efectos en la tubería

70
Fuente: Inspección de Tuberías (Tesis de Grado)
Elaborado por: Andrés Villacrés
Los conductores electromagnéticos contienen ocho sensores o zapatas arregladas
para cubrir la circunferencia completa del tubo están diseñadas especialmente para
detectar las distorsiones en el campo magnético, el cual induce una señal eléctrica.
Estas señales cuyas características son relacionadas al tamaño y configuración del
daño, es conducida atrás del cable hacia un amplificador que se encuentra en la parte
interior de la consola el cual aumenta la señal generada por los sensores, y es
enviada a un galvanómetro el cual es un instrumento principal para detectar el paso
de una corriente eléctrica y mide su intensidad y esta conectada a una pluma la cual
imprime las distorsiones en el campo magnético, en un papel la señal generada, esta
consola consta de elementos como regulador de velocidad del Buggy, amperaje,
voltaje, alarma, paneles para calibrar el tubo de prueba. Y enchufes para unir los
cables con el Buggy

71
4.4.8.3 Equipo de Inspección:
El equipo de inspección es portátil, permitiendo ser trasladado al sitio donde está
ubicada la tubería, o a la locación donde se encuentra el taladro de perforación. Esta
unidad de inspección consta de tres componentes principales.
a. De una consola de control La cual contiene en su parte interior un amplificador el
cual aumenta la señal generada por los censores, y es enviada a un galvanómetro
el cual es un instrumento principal para detectar el paso de una corriente eléctrica
y para medir su intensidad y esta conectada a una pluma la cual imprime en un
papel la señal generada, consta de elementos como regulador de velocidad del
Buggy, amperaje, voltaje, alarma, paneles para calibrar el tubo de prueba. Y
enchufes para unir los cables con el Buggy.
b. La unidad de inspección electromagnética (EMI) debe estar equipada con una
bobina de corriente continua la cual debe estar diseñada para permitir la
inspección del tubo con un campo activo longitudinal con una combinación de
sensores los cuales determinan las imperfecciones del tubo. La unidad deberá
generar un registro permanente de la calibración e inspección del tubo.
Título: Equipo electromagnético y tubo de calibración.
Fuente: Inspección de Tuberías (Tesis de Grado)
Elaborado por: Andrés Villacrés
72
c. Patrones de Referencia para Flujo Magnético El patrón de referencia para una
unidad que funcione bajo el principio de flujo magnético debe consistir en un
tubo del mismo diámetro nominal que la tubería a ser inspeccionada y éste debe
llevar un agujero perforado a través de todo el espesor. El agujero debe tener 1/16
pulgadas, ±1/64 pulgadas de diámetro. El patrón puede tener un agujero por cada
zapata de exploración con los agujeros colocados en forma espiral.
4.4.8.4 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. Todas las superficies deben estar limpias hasta el punto en que la superficie de
metal esté visible y no se sienta pegajosa al tocarse. Capas de pintura o barniz
transparente de menos de 0.010 pulgadas de espesor son aceptables. Cualquier
condición que interfiera con el movimiento de las zapatas de exploración sobre el
tubo deberá corregirse.
4.4.8.5 Calibración:
a. En el tubo estándar se coloca un pedazo de madera de 4”x 2“opuesto al extremo
donde se encuentra una flecha, de tal forma que constituya una extensión para
este.
b. El tubo estándar se alinea en dirección paralela con el tubo a ser inspeccionado.
El tubo estándar no se debe colocar directamente en los burros de la tubería de
acero u otros soportes de acero. La extensión de madera es un aislador magnético
y separa el tubo estándar de su soporte magnéticamente

73
c. Levantar el tubo estándar del gato hidráulico y colocar la bobina o corona
magnetizadora en el tubo estándar.
d. Seguido de eso colocar el detector auto propulsado bien pegado mediante los
brazos sujetadores a la corona magnetizadora.
e. El detector auto propulsado y los ocho efectos del tubo estándar son grabados en
el registro, el control de ajuste de velocidad se lo efectúa como se requiera o
midiendo una u otra vez en el tubo estándar.
f. El equipo debe estar calibrado de manera que cada zapata de exploración
produzca una amplitud de referencia común de (10mm mínimo) al explorar un
agujero o ranura. La mínima relación de señal /ruido debe ser de 3 a 1.
g. Después de terminar los ajustes de calibración, el patrón de referencia debe ser
explorado dinámicamente cuatro veces, a la misma velocidad que se ha de utilizar
durante la inspección, sin tener que efectuar ajustes a los controles. Cada canal de
señal debe producir indicaciones de al menos 80% de la amplitud
h. La zapata de exploración debe ser para el diámetro de tubería a inspeccionarse y
debe deslizarse sobre la superficie del tubo sin ninguna apertura visible.
i. La unidad se debe calibrar o recalibrar:
• Al inicio de cada inspección.
• Después de cada 50 tubos.
• Cada vez que se active la unidad.

74
• Cada vez que ocurran cambios mecánicos o electrónicos o se hagan ajustes en
la calibración.
• Cuando se cuestione la validez de la última calibración.
• Al terminar la inspección.
Se debe realizar la re-calibración antes de hacer ajustes al amperaje de la bobina de
corriente continua. Las funciones de calibración automática deben apagarse durante
la re-calibración.
e. Si se perdiera la calibración entre uno de los intervalos más arriba mencionados,
todos los tubos inspeccionados desde la última calibración válida deben ser
reinspeccionados una vez corregida la calibración.
f. Todas las calibraciones deben aparecer en el registro en la misma secuencia en
que fueron efectuadas.
4.4.8.6 Procedimiento de Inspección:
a. Cada tubo debe examinarse (cuerpo de la tubería).
b. La siguiente información debe ser registrada en el registro permanente para cada
tubo inspeccionado
• Número de serie permanente o número de identificación estampada en metal
• Extremo en que comenzó la exploración (pin o box)
• Marcación de las indicaciones que han de ser evaluadas.
c. La velocidad debe ser igual durante la calibración y durante la producción y estar
documentada en el reporte de inspección. En unidades EMI tipo carro (buggy), el
cabezal de inspección debe ser propulsado primeramente hacia la unión más

75
cercana con las zapatas de exploración en ese sentido y luego se gira el cabezal y
se lo propulsa en todo su largo hacia la unión opuesta.
d. El operador debe estar pendiente de cambios en las señales o la condición del
tubo que pueda justificar una variación de los límites mínimos y/o una
recalibración cuando el equipo esta viajando a través del cuerpo de la tubería. El
nivel umbral debe ser anotado en el registro permanente de inspección.
f. Aquellas áreas que produzcan indicaciones mayores que el nivel umbral
establecido deben ser confirmadas.
4.4.8.7 Criterios de Aceptación:
a. Los tubos con imperfecciones que exceden los límites especificados en la Tabla
16. Y Tabla 17 (como fuese aplicable) deben ser rechazados.
b. El área en la cual una indicación exceda el nivel de referencia pero en la que no se
pueden encontrar imperfecciones debe ser reexaminada. La repetición continua de
tal indicación será causa para rechazar el tubo.
c. Si encontramos tubos que exceden los límites aceptables, son identificados con
una banda de pintura de color amarilla al lado del pin, con el apoyo del operador
del montacargas se procede a separar, tubos totalmente buenos pasan para la
siguiente actividad.
e. La tubería de perforación es calificada e identificada de acuerdo a la condición en
se encuentran, para esto nos guiamos en la tabla 16.

76
4.4.8.8 Explicación de los Registros Prácticos:
Estos registros de campo son obtenidos una vez realizado la inspección de la
tubería. A continuación se ilustran algunos ejemplos que corresponden a la
inspección electromagnética del cuerpo de la tubería.
4.4.8.8.1 Registro No 1
Es este registro se representa la grabación de la carta lista y estandarizada, las
deflexiones de cada una de los ocho sensores, en donde debe tener la altura de 10
mm. Una vez estandarizado el equipo, se da comienzo a la inspección de la
tubería respectiva.
4.4.8.8.2 Registro No 2
En este registro podemos observar que esta tubería presenta problemas de
corrosión interna, en este caso se presenta alteraciones continuas ene. Registro y
los espacios interiores en las deflexiones presentan una amplitud considerable lo
que nos da indicios de corrosión interna. En este caso se ha una revisión visual
del interior de la tubería y se podrá observar claramente la abolladuras producidas
por la corrosión. Igualmente si se hace una medición ultrasónica del cuerpo de la
tubería se podrá determinar que el espesor de la pared de la tubería puede estar
por debajo del espesor de pared nominal recomendado, por lo tanto este tubo debe
estar rechazado por problemas de corrosión interna.

77
4.4.8.8.3 Registro No 4
Estas fluctuaciones que se presentan nos indican que existen mellas o rayaduras
producidas por el apasionamiento de las cuñas, Par determinar si el daño es
importante se realiza una medición de profundidad de la mella o rayadura. Esta
medición se hace con el medidor de profundidad estas mediciones se realizan en
milésimas de pulgada, se resta del espesor de pared nominal de la tubería, para
determinar se el resultado obtenido esta dentro de los porcentajes de espesor de la
pared.
Los rollos de registro y/o datos electrónicos de todas las pasadas de calibración y
de inspección deberán ser guardados por la compañía de inspección por un
período mínimo de un año. Estos registros deberán estar disponibles para su
revisión por el cliente o por su representante designado a pedido

CAPÍTULO V

78
CAPÍTULO V
5. PROCEDIMIENTO PARA INSPECCIÓN DEL AREA DE CUÑAS,
RECALQUES Y CONEXIONES PARA TUBERÍA DE PERFORACION
5.1 Inspección con Partículas Magnéticas del Área de Cuñas y Recalque
5.1.1 Propósito
El inspector con el apoyo de tres ayudantes proceden a realizar la inspección en el
área de las cuñas y recalcados de la superficie externa del tubo, con la finalidad de
ubicar fallas tales como picaduras por corrosión, daños mecánicos grietas por fatiga
y detectar imperfecciones transversales o tridimensionales utilizando la técnica de
partículas magnéticas secas con un campo activo de corriente alterna (CA) o la
técnica de partículas magnéticas fluorescentes húmedas. El área inspeccionada
incluye las primeras 36 pulgadas desde el hombro del pin y las primeras 48 pulgadas
desde el hombro del box en las uniones de tubería de perforación.
5.1.2 Principio con Partículas Magnéticas del Área de Cuñas y Recalque
La norma API RP 5A5 Reconmend Practice for Field Inspection of New Casing,
Tubing, and Drill Pipe, dice que la inspección con partículas magnéticas consiste en
un “método seco” y “método húmedo” de partículas aplicadas en la superficie
exterior de la tubería.
5.1.2.1 Campos de fuga.
La ejecución de esta inspección es inducir un “campo residual circunferencial
magnético” de suficiente magnitud dentro del tubo, cuando un imán es
parcialmente cortado, se forman dos polos opuestos apareciendo una pequeña
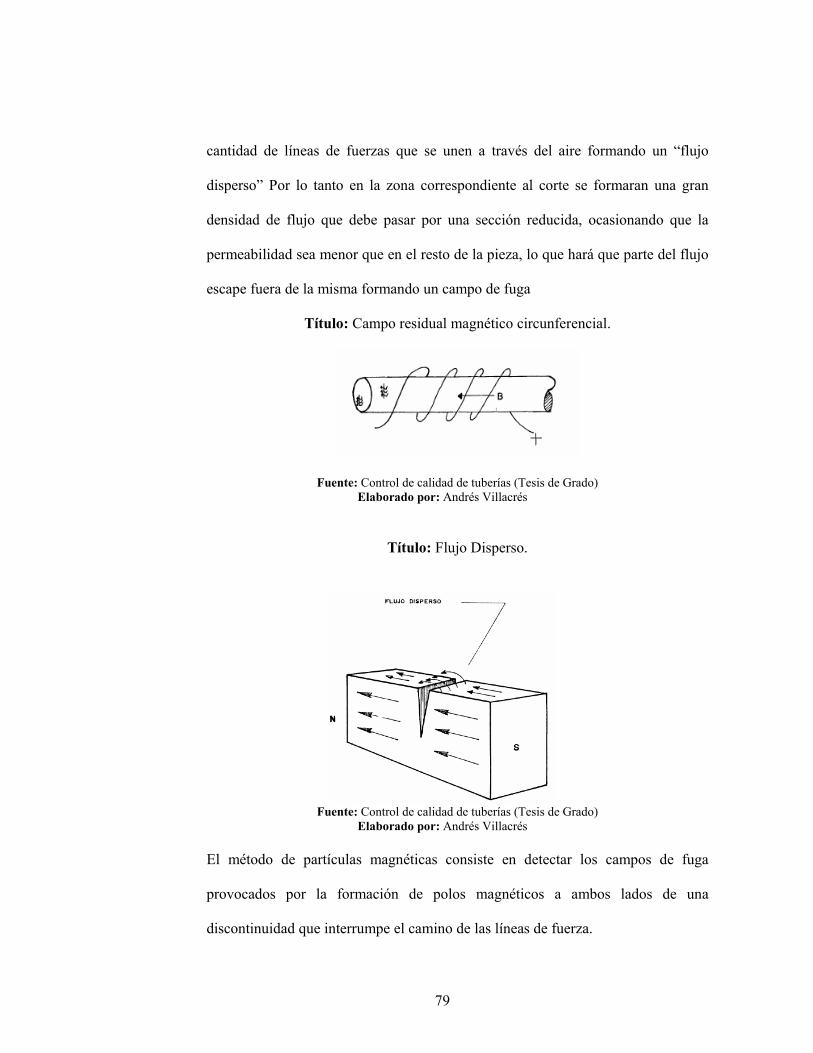
79
cantidad de líneas de fuerzas que se unen a través del aire formando un “flujo
disperso” Por lo tanto en la zona correspondiente al corte se formaran una gran
densidad de flujo que debe pasar por una sección reducida, ocasionando que la
permeabilidad sea menor que en el resto de la pieza, lo que hará que parte del flujo
escape fuera de la misma formando un campo de fuga
Título: Campo residual magnético circunferencial.
Fuente: Control de calidad de tuberías (Tesis de Grado) Elaborado por: Andrés Villacrés
Título: Flujo Disperso.
Fuente: Control de calidad de tuberías (Tesis de Grado)
Elaborado por: Andrés Villacrés
El método de partículas magnéticas consiste en detectar los campos de fuga
provocados por la formación de polos magnéticos a ambos lados de una
discontinuidad que interrumpe el camino de las líneas de fuerza.

80
5.1.2.2 Magnetización
La corriente eléctrica, al pasar por una bobina crea un campo magnético. Este
efecto es la base del método de magnetización para cuerpos tubulares el mismo que
se utiliza en la inspección electromagnética, y el mismo que permite localizar
discontinuidades transversales tanto exteriores como interiores, para magnetizar se
utiliza la cantidad correcta de amperaje utilizando yugos magnéticos o bobinas
magnetizadoras, un componente especial de polvo magnético son aplicados en la
superficie exterior del tubo, la barra actúa como un imán con un polo norte en un
extremo y un polo sur en el otro. Las partículas magnéticas son atraídas a los polos
del imán Si la barra contiene una muesca, cada lado de la muesca se convierte en
un polo magnético, si la muesca es delgada, las partículas formarán un puente entre
los polos, así se comportan las grietas en las conexiones roscadas y otras partes de
las herramientas al imantarse.
Título: Polos Magnéticos.
Fuente: Control de calidad de tuberías (Tesis de Grado) Elaborado por: Andrés Villacrés
81
5.1.2.3 Partículas magnéticas.
Las sustancias según sus respuestas a un campo magnético se clasifican en:
a. Ferromagnéticas: Son fuertemente atraídas por un imán, ejemplo Hierro,
Níquel, Cobalto, casi todos los aceros.
b. Paramagnéticas: Son levemente atraídas por un imán, ejemplo Platino,
Aluminio, Cromo, Potasio.
c. Diamagnéticas: Levemente atraídas por un imán, ejemplo: Plata. Plomo, Cobre,
Potasio.
Se dividen en dos clases:
a. Para observar con luz blanca: en este caso pueden ser de color gris, rojo,
amarillo, blanco.
b. Para observar con luz ultravioleta: Esta clase es fluorescente, siendo de color
más apropiado el amarillo verdoso, por ser el que ofrece más alta visibilidad al
ojo humano.
Existen dos técnicas de aplicación que son las siguientes:
a. Técnica Seca: Las partículas magnéticas con esparcidas directamente sobre la
superficie a inspeccionarse debidamente magnetizada.
b. Técnica húmeda: En este caso las partículas magnéticas se encuentran en
suspensión en un liquido (Keroseno). Y esparcidas directamente sobre la
superficie a inspeccionarse debidamente magnetizada.
82
5.1.3 Equipo de Inspección:
a. Para inspección con polvo seco: La superficie del tubo debe ser magnetizada con
un yugo de corriente alterna o una bobina de corriente alterna.
b. Para inspección fluorescente húmeda:
• Se pueden utilizar para magnetizar la superficie de la tubería una bobina de
corriente continua, un yugo de corriente alterna o una bobina de corriente
alterna.
• No se deben utilizar medios para las partículas que sean base petróleo que
expuestos a luz ultravioleta exhiben fluorescencia. No son aceptables la
gasolina y el combustible Diesel.
• Son aceptables los medios base agua si los mismos humedecen la superficie
sin aperturas visibles. Si se produjese humedecimiento incompleto, puede ser
necesaria la limpieza adicional, un nuevo baño de partículas o el agregado
de más agentes humectantes.
• Otros equipos. Se necesitan un medidor de intensidad de la luz ultravioleta,
un tubo y soporte centrifugo ASTM, y una luz ultravioleta con una lámpara
de vapor de mercurio de al menos 100 vatios. El medidor de intensidad de
luz ultravioleta debe tener una etiqueta o calcomanía adherida que muestre la
calibración de los últimos seis meses. La etiqueta o calcomanía debe mostrar
la fecha de la calibración, la fecha de vencimiento de la próxima calibración,
así como también la compañía y la persona que realizaron la calibración.
También se requiere un indicador de campo de partículas magnéticas

83
5.1.4 Preparación:
a. Toda la tubería debe ser numerada en secuencia.
b. Toda la superficie del tubo debe limpiarse hasta el punto en que la superficie de
metal sea visible. Para la inspección con polvo seco, las superficies también se
deben encontrar secas al tacto.
5.1.5 Procedimiento de inspección.
a. El yugo de corriente alterna debidamente aislado se coloca paralelamente en la
tubería se realiza un disparo de corriente durante el tiempo del disparo de la
corriente se debe conectar firmemente para así prevenir arcos y reducción de
corriente.
b. Se induce un campo circular magnético en cada tubo pasando la corriente
recomendada desde una unidad de carga capasitiva (batería) que es la unidad
magnetizadora a través del yugo de corriente alterna.
c. En cada disparo de corriente se debe ver el amperímetro de la batería, para
asegurar que la corriente aplicada a través del yugo de corriente alterna sea la
adecuada.
d. Usar un espolvoreador no magnético para aplicar polvo magnético
uniformemente en la rosca de la unión. El área inspeccionada incluye las
primeras 36 pulgadas desde el hombro del pin y las primeras 48 pulgadas desde
el hombro del box en las uniones de tubería de perforación.
e. Y mediante inspección visual determinar si existe alguna fractura o muesca por
fatiga en la conexión.

84
Para la inspección con partículas fluorescentes:
• La intensidad de la luz ultravioleta debe medirse en la superficie de inspección y
debe ser de al menos 1000 micro vatios/cm2.
• La concentración de polvo de hierro en la solución de partículas debe ser entre
0.1-0.4 ml/100 ml por volumen.
• Se prepara la suspensión y se baña con ella el área a inspeccionarse, con la
ayuda de un chisguete aplicador.
• Se espera un tiempo (dos a tres minutos) para que las partículas migren hacia las
discontinuidades y se coloca la luz ultravioleta y se procede a una inspección
visual.
5.1.6 Criterios de Aceptación
a) Las áreas con indicaciones dudosas deben limpiarse e inspeccionarse
nuevamente.
b) Cualquier fisura detectada es causa de rechazo. No se permite el amolado para
remover las fisuras.
c) Otras imperfecciones no deben exceder los límites especificados en la Tabla 16
o tabla 17 (según corresponda).
d) Para tubería de tubos que exceden los limites aceptables son identificados con
una banda de color roja en el área del pin, con el apoyo del operador del
montacargas se procede a colocar en el área del rack de los tubos ya
inspeccionados.

85
5.2 Inspección con Ultrasonido del Área de Cuñas y Recalque.
5.2.1 Propósito
El inspector con el apoyo de tres ayudantes después de haber realizado la inspección
con partículas electromagnéticas, proceden a realizar la inspección del área de cuñas
y recalcados de los tubos utilizando una unidad ultrasónica de onda angular, para
detectar fallas tales como picaduras por corrosión, daños mecánicos grietas por
fatiga, detectar imperfecciones transversales y tridimensionales en la superficie
externa e interna del tubo. El área a ser inspeccionada cubre desde la conicidad de la
unión hasta 36 pulgadas desde el hombro del pin de la unión y 48 pulgadas desde el
hombro del box.
5.2.2 Equipo de Inspección:
a. Los instrumentos ultrasónicos usados para la exploración y verificación debe ser
del tipo pulso y eco con una exposición en A-scan y ajuste de controles de
ganancia en incrementos no mayores a 2dB. Las unidades deben tener alarmas
visuales y audibles y es similar al párrafo 4.5.6
5.2.3 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. Las superficies deben estar limpias al grado en que el metal esté visible
c. Cualquier metal sobresaliente en el área, que obstruya el movimiento del
transductor, debe ser rebajado hasta el nivel de la superficie del tubo o el tubo
debe ser rechazado.

86
5.2.4 Calibración en el Campo:
a. La unidad debe ser Estandarizada en el campo igualmente que en el párrafo
4.5.6
• Al comenzar la inspección.
• Después de cada 25 tubos.
• Cada vez que se encienda el instrumento.
• Cuando el instrumento o el transductor hayan sufrido daño.
• Cuando se cambie el transductor, el cable, el operador o el material a
inspeccionarse.
• Cuando la precisión de la última estandarización es cuestionable.
• Al terminar el trabajo.
5.2.5 Procedimiento:
a. Después de estandarizar el instrumento y preparar la superficie, debe
establecerse el flujo del acoplante y el transductor debe ponerse sobre el tubo a
un mínimo de 36 pulgadas desde el hombro del pin o a 48 pulgadas desde el
hombro del box. Al explorar manualmente con transductor individual, la
superficie debe mantenerse húmeda continuamente o utilizar un acoplante
viscoso para mantener el sonido acoplado al tubo.
b. El cabezal o transductor debe moverse hacia el extremo del tubo. La exploración
debe continuarse sobre el recalque hacia el hombro de la unión hasta que se
pierda el acople. Para la exploración se puede aumentar la ganancia del
instrumento.

87
c. El procedimiento de exploración debe repetirse hasta que el 100% de la
superficie requerida haya sido inspeccionada.
d. El umbral de compuerta puede ajustarse si la verificación confirma que las
indicaciones encontradas son irrelevantes. Un nivel umbral deberá establecerse
durante la comprobación para garantizar la evaluación de todas las futuras
indicaciones en el tubo. El umbral de compuerta no deberá encontrase dentro de
los 3 dB. El inspector deberá estar atento a los cambios en la respuesta de la
señal para garantizar los ajustes y/o recalibración del umbral. Los niveles umbral
serán registrados en los registros de inspección.
5.2.6 Criterios de Aceptación:
a. Una indicación inaccesible (donde no pueden usarse instrumentos mecánicos)
b. Una fisura debe ser causa de rechazo independientemente de la amplitud en la
señal producida.
c. Otras imperfecciones no deben exceder los límites especificados en las Tabla 16
o tabla 17
d. Tubos que exceden los limites aceptables son identificados con una banda de
pintura de color roja en el área del pin, con el apoyo del operador del
montacargas se sacan y se ubican en el rack de tubos rechazados.

88
5.3 Inspección Visual De Conexiones.
5.3.1 Propósito:
El inspector con el apoyo de tres ayudantes, después de haber realizado el paso
anterior se procede a realizar la inspección visual de roscas, para eso utilizamos
solvente (JP-1, DIESEL, VARSOL) para sacar toda la grasa acumulada en los hilos
de las conexiones, una vez limpiada la rosca inspeccionamos visualmente las
conexiones, hombros y uniones el perfil de la rosca y expansión de la caja, para
evaluar corrosión en los hilos, manipuleo, daño por torsión, lavados, rebabas, etc.
5.3.2 Equipo de Inspección
Consiste en una regla de acero de 12" con graduaciones en incrementos de 1/64
pulgadas, un perfil de roscas templado y pulido, calibradores de compás para
diámetro exterior e interno
5.3.3 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. Todas las uniones deben estar limpias de modo que al pasar un paño limpio por la
superficie de la rosca o el espejo no se quite escama, lodo o lubricante.
c. En la inspección visual se debe considerar la identificación de la conexión o Tool-
Joint para poder saber a que tubo pertenece y así poder tener un control adecuado
de la conexión en el momento de la identificación y la inspección ver tabla 5 para
esto, también se debe identificar la clave del peso de la tubería y el grado de la
tubería que se encuentra en la muesca del Tool-Joint.
89
5.3.4 Procedimiento y Criterios de Aceptación Todas las conexiones deben cumplir con los siguientes requisitos.
a. Marcación de peso y grado: El grado y el peso deben estar marcados en la muesca
colocada en el diámetro externo de la unión pin o en la base de la unión pin de
acuerdo con la tabla 5 Si están marcados en los dos lugares, las marcas en la base
de la rosca pin y en la muesca en el diámetro externo de la unión pin labrada del
pasador, deben ser iguales. Si la unión no tiene ninguna de estas marcas, el tubo
será rechazado salvo que se pueda rastrear el grado y el peso de la conexión a
través del número de serie de la unión otorgada por el fabricante.
b. Revestimiento con metal duro: Si se encuentra presente, el revestimiento con
metal duro debe extenderse a no más de 3/16 pulgadas sobre la superficie de la
unión y no pueden haber roturas o áreas faltantes mayores a 1/8 pulgadas a lo
largo de la dimensión mayor. Las grietas internas en la superficie con
revestimiento de metal duro se permiten siempre y cuando las mismas no se
extiendan hacia la base del metal. No están permitidas las virutas o cordones de
tungsteno sobresalientes, salvo que las mismas estén permitidas por el usuario
final. En caso de que surjan conflictos entre esta especificación y los
requerimientos de la inspección de campo del fabricante del revestimiento de
metal duro, se aplicarán los requerimientos de la inspección de campo del
fabricante del revestimiento con metal duro.

90
c. Fisuras: Todas las conexiones y cuerpos de uniones deben encontrarse libres de
fisuras visibles y de fisuras por calor, excepto las fisuras internas durante el
revestimiento con metal duro que son aceptables si no se extienden hacia la base
de metal. No está permitido remover las fisuras por medio de del amolado.
d. Una vez limpiada la rosca inspeccionamos visualmente las conexiones, hombros
y uniones el perfil de la rosca y expansión de la caja, para evaluar corrosión en los
hilos, manipuleo, daño por torsión, lavados, rebabas, roscas que se encuentren en
malas condiciones son identificados con una banda de color azul en el pin y la
caja.

91
5.4 Inspección Dimensional 1
5.4.1 Propósito:
El inspector con el apoyo de tres ayudantes después de haber realizado el paso
anterior se procede a realizar la dimensiónal 1, Realizamos medidas para determinar
al diámetro externo (O.D) de la caja, diámetro interno (I.D) del pin, ancho del
hombro, abocardado de la caja, espacio para las llaves utilizando calibración de
compás, diámetro externo, interno, una (1) regla metálica, con esto evaluamos
capacidad de torsión de la caja y el pin que los hombros estén adecuados para
soportar esfuerzos en el momento que son enroscados, así mismo tener un espacio
para el agarre de las llaves, Se presume que la Inspección Visual de la Conexión se
realizará junto con esta inspección.
5.4.2 Equipo de Inspección
Consiste en una regla de acero de 12 pulgadas con graduaciones en incrementos de
1/64 pulgadas, una regla recta y compás para la medición de los diámetros externos
e internos.
5.4.3 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. Todas las uniones deben estar limpias de forma que nada interfiera con la
medición de las dimensiones.
92
5.4.4 Procedimiento y Criterios de Aceptación:
a. Diámetro Externo de las Uniones. El diámetro externo del box en una unión
debe medirse a 3/8 pulgadas ±1/8 pulgadas del espejo. Se deben realizar al
menos dos mediciones espaciadas a intervalos de 90±10 grados. El diámetro
externo del box debe cumplir con los requisitos de la tabla 19 según
corresponda.
b. Diámetro interno del pin. El diámetro interno del pin debe medirse directamente
debajo de la última rosca más cercana al espejo (±1/4 pulgadas) y debe cumplir
con los requisitos de la tabla 19 según corresponda.
c. Ancho del Espejo del Box: El ancho del espejo del box debe medirse colocando
una regla en forma longitudinal sobre la unión y extendiéndola hasta sobrepasar
la superficie del espejo, entonces se toma la dimensión del ancho del espejo
desde esta extensión de la regla hasta el abocardado (excluyendo cualquier bisel
en el diámetro interno). La unión debe ser rechazada si cualquiera de las
dimensiones no cumple con los requisitos mínimos para el ancho del espejo,
según tabla 19
d. Espacio para llaves de torque. El espacio para las llaves de torque en el box y el
pin (excluyendo el bisel del diámetro externo) debe cumplir con los requisitos de
la tabla 19 según corresponda. Las mediciones para el espacio de las llaves sobre
los componentes con revestimiento de metal duro deben realizarse desde el bisel
hasta el borde del metal con revestimiento superficial.
e. Diámetro del Bisel. El diámetro del bisel tanto en el box como en el pin no debe

93
exceder el valor máximo establecido en la Tabla 19
f. Ancho del Sello del Box. La medición del sello se la realiza para determinar,
hundimientos, cortes, fugas por erosión, fallas producidas por un mal manejo en
el ajuste del tubo en el momento de la perforación, la mala condición del sello
puede afectar la capacidad de sostenimiento de la presión a la cual está sometida
la unión (caja-pin). El ancho del sello del box debe ser medido en su menor
punto y debe ser igual o exceder el valor mínimo de la Tabla 19 según
corresponda.
g. Largo de la Base del Pin. Se debe medir el largo de la base del pin (la distancia
desde el espejo del pin de 90º hasta la intersección del lado de la primera rosca
de profundidad total con la base del pin). El largo de la base del pin no debe
exceder 9/16 pulgadas.
h. Aplanado del espejo. El aplanado del espejo del box debe ser verificado
colocando una regla recta de metal a través de un diámetro de la cara del sello de
la unión y girándola por lo menos 180º a lo largo del plano del espejo. Cualquier
separación visible debe ser causa de rechazo. Este procedimiento debe repetirse
en el pin colocando la regla recta a través de una cuerda de la superficie del
espejo. Cualquier separación visible entre la regla recta y la superficie del espejo
debe ser causa de rechazo.
i. Uniones que se encuentran fuera de tolerancia, son identificados con una banda
de color amarilla en el pin o caja, considerados como Tool Joint No- 2 por lo
tanto con el operador del montacargas son sacados y colocados en el rack de
tubería rechazada

94
5.5 Inspección Dimensional 2
5.5.1 Propósito
El inspector con el apoyo de tres ayudantes después de haber realizado el paso
anterior proceden a hacer la dimensional 2, para esto con el dimensional 1, mas
medición de paso del pin, profundidad del abocardado , largo del pin, diámetro del
bisel, ancho del sello, para esto utilizamos calibradores de compás diámetro
externo interna, una (1) regla metálica, perfil de rosca (profile gage)
5.5.2 Equipo de Inspección:
Conexiones API y similares sin Licencia: Se requiere una regla de acero de 12"
con graduaciones en incrementos de 1/64 pulgadas, una regla recta de metal, un
perfil de roscas de acero templado y pulido y compases para diámetros externos e
internos. También se requieren un calibre de paso y su patrón de referencia. El
calibre de paso deberá mostrar evidencia de calibración de los últimos seis meses y
el patrón de referencia deberá mostrar evidencia de calibración por el último año.
La calibración debe mantener su seguimiento al National Institute of Standards and
Technology (NIST)
5.5.3 Preparación:
a. Todos los tubos deben ser numerados en secuencia.
b. Todas las uniones deben estar limpias de forma que nada interfiera con cualquier
medición.

95
5.5.4 Calibración de profundidad del hilo.
Existen varios tipos de calibradores para medir la altura del hilo, calibradores
internos-externos especialmente para medición interna (en la caja) de tubería de 3”
y menores. La exactitud de los calibradores debe ser verificada usando bloques
normalizados para cada tipo de conexión
5.5.5 Calibración del estiramiento de la rosca
Hay dos tipos de realizarla:
a. Calibrando a intervalos de 1”
b. Midiendo el estiramiento acumulado sobre la longitud de la rosca, tomando en
cuenta sólo los hilos perfectos.
Los calibradores para este tipo de inspección consisten básicamente de un armazón
con un dial, además de dos puntos de contacto (de la herramienta con la rosca), uno
fijo y otro móvil, la variación de la distancia entre los puntos de contacto cuando
están sobre la rosca, nos dan la medida del estiramiento que no debe ser mayor a
0.003” cuando se lo mide en intervalos de 1” o 0.006” cuando se mide el
estiramiento acumulado.
5.5.5.1 Forma de determinar cuando una caja está ensanchada o un pin está
estirado.
El ensanchamiento de la caja y el estiramiento de la espiga indican excesiva
torsión de enrosque y afectarán el comportamiento futuro de la unión de
tubería, las espigas o Pin que tienen un estiramiento que excede 0.006 milésimas
de pulgadas en 2 pulgadas (0.15 mm. en 50.8 mm.) Deberán recortarse.

96
Todas aquellas espigas estiradas deberán ser inspeccionadas por posibles fracturas.
Aquellas cajas usadas que tengas 1/32 de pulgada (0.79 rnm.) de ensanchamiento
apreciable en el diámetro exterior deberá descartarse o deberá ser rechazada.
El diámetro exterior en el hombro de enrosque y desenrosque debe compararse
con el diámetro exterior medido a 2 pulgadas del hombro de enrosque y
desenrosque para poder apreciar el ensanchamiento. Debido a que el desgaste
puede disminuir la cantidad del ensanchamiento del diámetro exterior a medirse,
será necesario comprobar el ensanchamiento de la boca de la caja.
5.5.5.2 Determinación de una fractura por fatiga.
Una fractura por fatiga, es una simple ruptura lineal de la superficie de la tubería.
a. La ruptura será de suficiente longitud para ser identificada por la luz
ultravioleta o partículas magnéticas. Usadas en la inspección respectiva.
b. La ruptura es identificable mediante una inspección visual de la superficie
exterior del tubo y/o mediante una inspección óptica del interior del tubo. Hay
que recordar que la fatiga es la tendencia de un material tal como el metal a
romperse bajo cargas o esfuerzos considerablemente menores.
5.5.6 Calibración de la conicidad de la rosca
Para este tipo de inspección hay dos clases: para rosca externa (pin) y para rosca
interna (caja). Ambos tipos tienen un dial y un punto de contacto móvil y otro fijo. La
medición se hace generalmente a intervalos de 1”, el calibrador se ajusta sobre la
rosca que está siendo inspeccionada, colocando el punto fijo sobre la raíz posterior a
un hilo perfecto y poniendo el punto móvil en el lado diametralmente opuesto de la
misma raíz. La lectura del dial en esta posición debe ajustarse a cero. Desplazando el

97
calibrador una pulgada en el sentido del eje de la rosca, se tomara una segunda lectura
que señalara el cambio de diámetro en milésimas de pulgada, siendo más o menos
0.005” una tolerancia aceptable.
5.5.7 Evaluación del desgaste de la rosca.
En la práctica para este tipo de inspección se usan generalmente las galgas o
“peines”. Esta herramienta tiene la forma del “perfil” de la rosca. Se utilizan
apoyándolas sobre la rosca con la orientación paralela al eje de la misma. La
observación del perfil de las galgas contra el de la rosca nos indica el nivel de
desgaste de la conexión, asi como otras deformaciones producidas por golpes o
ludimientos.
A pesar de su simplicidad las galgas proporcionan información confiable para tomar
decisiones sobre el rechazo o la aceptación de un tubo, otra forma de evaluar el
desgaste de una conexión es enroscando una conexión de prueba (profile gage) Que
es una herramienta construida específicamente para el efecto, la misma que enroscara
hasta una distancia de diseño prevista. Si el borde de la conexión de prueba no ajusta
a esa distancia especifica, la rosca inspeccionada esta fuera de especificaciones.
5.5.8 Aceptación.
Donde se realiza la medición del paso del pin, profundidad del abocardado, largo del
pin, diámetro del bisel, ancho del sello, que estén fuera de tolerancia se identificaran
con una (1) banda de pintura de color azul y continuara con el proceso de inspección

98
5.6 Inspección De Las Uniones Con Luz Ultravioleta
5.6.1 Propósito:
El inspector con el apoyo de tres ayudantes después de realizar el paso anterior
proceden a realizar el chequeo de conexiones con luz negra utilizando partículas
magnéticas fluorescentes y húmedas, debiendo utilizar campo y corrientes directa
para detectar la existencia de grietas por fatiga, cubre la evaluación de las fisuras
causadas por el calentamiento (heat checking) en la conexión caja utilizando la
técnica de luz negra o las partículas magnéticas secas.
5.6.2 Equipo de Inspección:
a. Líquidos para el baño con partículas:
• No se deben utilizar los líquidos a base de petróleo que exhiben una
fluorescencia natural bajo luz negra. No son aceptables los combustibles como
la gasolina y el gasoil (diesel).
• Los líquidos a base de agua son aceptables si humedecen la superficie sin dejar
espacios visibles.
b. Equipo para luz negra. Se requiere una fuente de luz negra con energía de al
menos 100 vatios y un medidor de intensidad de luz negra.
c. Se requieren un soporte y un tubo centrífugo ASTM.
d. Bobina: Se requiere una bobina de corriente continua capaz de generar un campo
magnético longitudinal no inferior a 1200 amperio-vueltas por cada pulgada de
diámetro externo de la unión.

99
e. Deberá utilizarse un espejo para examinar la raíz de la rosca del box.
f. Para oscurecer el área de inspección se deben utilizar cabinas o toldos.
5.6.3 Preparación
Todas las superficies a ser inspeccionadas deben estar limpias al punto de que el
metal brille y que no se vean rastros de grasa al pasarle un paño o papel seco y
limpio.
5.6.4 Procedimiento y Criterios de Aceptación:
a. La concentración de partículas debe ser entre 0.1 y 0.4 ml/100 ml cuando se
utiliza un tubo centrífugo ASTM 100 ml para medirla, con un tiempo de
asentamiento mínimo de 30 minutos en transportadores basados en agua o 1
hora en transportadores basados en aceite.
b. La intensidad de la luz negra debe ser tomada con un instrumento para medir luz
ultravioleta cada vez que se encienda la luz, después de 8 horas de operación y al
terminar el trabajo.
c. Determine la polaridad del campo magnético existente (si lo hubiera) en cada
extremo de la pieza de ensayo utilizando el magnetómetro portátil. Marque cada
extremo con una “N” (norte) o una “S” (Polo sur), el que sea aplicable. La
bobina de magnetización debe colocarse sobre la unión para reforzar La
solución debe ser esparcida sobre el área La corriente de magnetización debe
permanecer activada por lo menos 2 segundos después que la solución haya sido
esparcida. La solución debe agitarse antes de cada aplicación.
d. La magnitud y orientación adecuadas del campo deben ser verificadas bajo la luz

100
negra ya sea con la cinta indicadora de flujo magnético o el magnetómetro
magnético colocado sobre la superficie interna de cada unión mientras la
solución es esparcida y la corriente es activada.
e. El tubo debe girarse para permitir un examen de 360 grados y para permitir que
se examinen las áreas con acumulación de solución. Debe utilizarse un espejo de
aumento para inspeccionar las raíces en la rosca del box. Debe prestársele
atención especial a las raíces de las últimas roscas del pin y del box
comprometida.
f. El diámetro externo de la unión box, excluyendo la banda dura, deberá ser
inspeccionadas para detectar grietas longitudinales. Estas superficies deberán
ser inspeccionadas utilizando la técnica de partículas magnéticas secas con un
yugo de CA activa o la técnica de partículas liquidas fluorescentes.
g. Cualquier fisura dentro de las áreas maquinadas del pin y del box o dentro de
una pulgada de la parte trasera de una unión box sin aliviador de tensión será
causa de rechazo.
h. Si al realizar dicha inspección determinamos alguna fatiga o fisura se identifica
con una banda de pintura de color roja en la caja o el pin, así mismo las
conexiones

101
5.7 Pasos finales.
Después de haber realizados dichos métodos el inspector con el apoyo de tres
ayudantes, inician la identificación de los tubos buenos colocando dos (2) bandas
en el área del pin a 36 pulgadas tomando como punto de inicio del sello del pin, así
mismo a todas las conexiones buenas se les colocara una banda de pintura de color
blanca en la caja o el pin, las roscas son lubricadas con grasa y colocados sus
respectivos protectores.
5.7.1 Lubricación de las Roscas De acuerdo con el API (Bul 5A2), se debe utilizar un elemento graso para generar
una buena conexión entre los elementos piñón y caja. Por lo que es necesario
agregar un componente graso al piñón de un junta para mejorar el apriete y
garantizar la hermeticidad Las características que debe tener este elemento graso
son las siguientes:
• Cualidades de lubricación adecuada para prevenir el desgarre de las roscas.
• Ninguna tendencia a desintegrarse ni observar cambios radiales de volumen a
temperaturas de hasta 300ºF.
• No comportarse excesivamente fluida a temperaturas de hasta 300ºF.
• Propiedades de sello suficientes para prevenir fugas a temperaturas de hasta 300ºF.
• No secarse, endurecerse, evaporarse u oxidarse cambiando sus propiedades
físicas.
• Resistencia a la absorción de agua.
• Suficiente capacidad para rellenar microhuecos y prevenir fugas en roscas redondas API para casing y Tubing bajo presiones tan altas como 10000 psi.

102
• Debe ser fácilmente aplicable con brocha a las rocas en clima frió.
Las grasas se identifican como “Thread Compound” y se clasifican por sus
componentes básicos. El 64% en peso de sólidos en ambos casos debe ser un
compuesto de las siguientes proporciones: Tabla 7
5.7.2 Protectores de Roscas.
Los protectores de roscas son piezas que se atornillan a la caja o al pin de una
unión de tubería para proteger las roscas. Se encuentran disponibles en acero
prensado, acero vaciado, plástico, o caucho los protectores de rosca se los retira y
se los apila a un lado de tal forma que sea un trabajo al azar.
5.7.3 Reinstalación de los protectores.
Colocar los protectores de rosca disponible en los extremos de la tubería (caja y
pin) en la tubería nueva y rechazada, la tubería que se encuentra inspeccionada,
fijarse que los protectores se encuentren limpios y sin golpes, unas ves colocadas
darles el ajuste necesario.
5.7.4 Finalización de la inspección.
El inspector luego de concluir la inspección detallada anteriormente pinta los tubo
con el logo de la empresa y la fecha cuando ha sido terminada la inspección y
aquellos que pasaron la inspección. El inspector realiza el reporte final de
inspección y entrega al supervisor, quien a su vez envía el reporte a la gerencia de
producción y este a su vez envía un reporte al cliente y gerente general. El cliente
satisfecho con el reporte, da la orden de retirar la tubería de los racks y embarcar
en las plataformas para ser llevadas al taladro de perforación, y ser utilizadas
nuevamente, la inspección de la tubería se debe realizar una sola vez.

103
5.7.5 Reporte de inspección de campo: objetivo descripción y ejemplo.
El objetivo de un reporte de inspección de tubulares, es esencialmente documentar
el tipo, cantidad y caracterización de la tubería inspeccionada y los resultaos del
trabajo, para el usuario del reporte, deben quedar claros cuatro estados de la
tubería:
a. tubería en buenas condiciones de servicio.
b. Tubería en condiciones limitadas de servicio.
c. Tubería en malas condiciones pero que puede ser reparada.
d. Tubería en malas condiciones sin posibilidades de reparación.
Además, un reporte de campo puede ofrecer información sobre los métodos de
inspección empleados y de las condiciones de trabajo, como ejemplo tenemos en la
sección de reportes reales de inspección efectuada a tuberías de perforación
respectivamente.

CAPÍTULO VI
104
6. CONCLUSIONES.
• Básicamente para conocer una tubería se fundamenta en dos factores principales:
el conocimiento del material (capacidad de resistencia) y el conocimiento de las
condiciones de esfuerzo (cargas) a los que va ha estar sujeta las tuberías durante
las operaciones de perforación.
• Dependiendo de las necesidades operativas, se puede emplear tubería usada,
siempre y cuando haya sido inspeccionada y clasificada de acuerdo a los
parámetros estándares u otras especificaciones por las compañías que realizan la
inspección y manejo de tuberías.
• Las limitaciones que tienen las tuberías de perforación para un diseño y para se
catalogadas como buenas o malas en una inspección son, la fatiga, resistencia al
colapso, cedencia, cambios de presión en el interior y exterior de la misma,
pandeo, fracturas, alta corrosión en el cuerpo como en las juntas y daños totales
en las conexiones.
• Casi la totalidad de los equipos con los cuales se opera desde hace más de 30
años han cumplido su periodo de utilidad. Por citar un ejemplo las tuberías no
presentan las garantías operativas para mejorar la producción porque en una
buena parte están taponadas o propensas a fugas porque ya cumplieron su
tiempo de vida.

105
• Cada compañía operadora o perforadora debe determinar y evaluar los factores
que afectan a las tuberías, según el área y el tipo de operaciones a que esta es
sometida.
• Con una inspección adecuada para los diferentes tipos de tuberías estas pueden
aumentar su vida útil y tener datos precisos de cuanto tiempo se podrá utilizar
las mismas.
• Las conexiones y tipos de juntas son las más propensas a daños y son los
elementos más débiles y que sufren mas daño en las operaciones de perforación
en especial cuando son enroscadas y desenroscadas, por ese motivo la
inspección se tiene mucho más cuidado que en el cuerpo de la tubería.
• La mayoría de las fallas y los trabajos de pesca causados por las herramientas de
perforación pozo abajo pueden evitarse mediante el uso de inspecciones
periódicas y el mantenimiento y reparación de los principales puntos de fatiga,
las principales zonas de fatiga son las partes de la tubería que reciben altas
concentraciones de esfuerzo durante la perforación.
• Las diferentes normas API, están distribuidas y normadas para las diferentes
tuberías así como para cualquier inspección.
• El cliente es aquel que determina que equipo o que procedimiento se toma para
la inspección de una tubería.

106
7. RECOMENDACIONES.
• Es necesario que los responsables de las compañías operadoras hacia como de
las compañías que prestan servicios conozcan los diferentes métodos de
inspección para cada tipo de tuberías, con sus diferentes alcance y limitaciones.
• Hay que elaborar programas de conservación para la existencias de tuberías en
bodega, como forma de proteger la inversión.
• Asimismo deben desarrollarse programas de recuperación de tuberías en mal
estado, mediante la inspección y reparación del material que aun que pueda
prestar servicios.
• Como parte de los insumos que demanda un pozo, las tuberías representan un
alto porcentaje en el costo del mismo. Se tienen estimaciones generales de que
varía del 15 al 30% de la inversión total. Por lo tanto, es importante considerar el
costo de las tuberías.
• Las acciones que desarrollan las empresas productoras de petróleo y gas, no
solo deberían involucran los aspectos relacionados con los procesos de
extracción, sino también aquellas acciones necesarias para proteger sus
instalaciones. En este sentido, se vuelve muy importante conocer el estado de las
líneas y tuberías de conducción de sus yacimientos (“pipeline integrity”), de
manera de reducir o evitar las probabilidades de fallas o pérdidas de las mismas.
ANEXOS

TABLAS

107
Tabla 1. Relación de grados de tubería de revestimiento y producción. API.
Diámetro nominal
(Pg)
Peso Nominal. (lb./pie)
Grado Diámetro
Drift (pg)
Diámetro Interior
(pg)
Resistencia al
Colapso (psi)
Tensión (1000 lbf)
9.5 H-40 3.965 4.090 2760 10500 11.60 K-55 3.875 4.052 4010 165
4 1/2 15.10 P-110 3.701 3.826 14350 485 11.50 J-55 4.435 4.560 3060 182 15.00 N-80 4.283 4.408 7250 350
5 24.10 P-110 3.875 4.000 19800 778 14.00 J-55 4.887 5.012 3120 222 17.00 K-55 4.767 4.892 4910 273
5 1/2 20.00 P-110 4.653 4.778 11100 641 20.00 H-40 5.924 6.049 2520 229 24.00 C-90 5.796 5.921 6140 624
6 5/8 24.00 P-110 5.796 5.921 6730 763 17.00 H-40 6.413 6.538 1420 196 23.00 L-80 6.241 6.366 3830 532
7 35.00 P-110 5.879 6.004 13020 1119 47.10 N-80 6.250 6.375 12040 1100 26.40 C-95 6.844 6.969 3710 714
7 5/8 29.70 P-110 6.750 68.750 5350 940 24.00 K-55 7.972 8.097 1370 381 36.00 L-80 7.700 7.825 4100 827
8 5/8 49.00 P-110 7.386 7.511 10750 1553 32.30 H-40 8.845 9.001 1370 365 36.00 K-55 8.765 8.921 2020 564
9 5/8 53.50 P-110 8.379 8.535 7920 1710 32.75 H-40 10.036 10.192 840 367 51.00 C-90 9.694 9.850 3400 1310
10 3/4 65.70 P-110 9.404 9.560 7500 2088 60.00 C-75 10.616 10.722 3070 1298 60.00 L-80 10.616 10.722 3180 1384
11 3/4 60.00 C-90 10.616 10.722 3180 1384 72.00 G-90 12.191 12.347 2780 1869 72.00 C-95 12.191 12.347 2820 1973
13 3/8 72.00 P-110 12.191 12.347 2890 2284 65.00 H-40 15.062 15.250 630 736 75.00 J-55 14.936 15.124 1020 1178
16 84.00 K-55 14.822 15.010 1410 1326 87.50 H-40 17.567 17.775 630 994 87.50 J-55 17.567 17.775 630 1367
18 5/8 87.50 K-55 17.567 17.775 630 1367 94.00 H-40 18.936 19.124 520 1077 94.00 J-55 18.936 19.124 520 1480
20 133.00 K-55 18.542 18.730 1490 2125

108
Tabla 2. Relación de grados de tubería de perforación. API.
Diámetro nominal
(pg)
Peso Nominal. (lb/pie)
Espesor de la pared (pg)
Código de pesoNumero
Clase Grado
4.85 0.19 1 I E75 6.65 0.28 2 II G105
2.3/8 8.45 0.371 3 Premiun X95 9.50 0.254 1 I G105 13.30 0.368 2 II S135
3 1/2 15.50 0.449 3 Premiun E75 11.85 0.262 1 I X95 14.00 0.33 2 II S135
4 15.70 0.38 3 Premiun G105 13.75 0.271 1 I E75 16.60 0.337 2 II S135
4 1/2 20.00 0.43 3 Premiun G105 16.25 0.296 1 I X95 19.50 0.362 2 II X95
5 25.60 0.5 3 Premiun S135 19.20 0.304 1 I S135 21.90 0.361 2 II G105
5 1/2 24.70 0.415 3 Premiun E75 6 5/8 25.20 0.33 2 I E75
Tabla 3. Identificación de la tubería de perforación.
1 2 3 4 5 6 1 2 6 : 9 1
Número del tubo
Fabricante (símbolo)
Día que se fabrico
Clase de tubería
Mes de la fabricación
Año de fabricación.

109
Tabla 4. Fabricantes de la tubería de perforación.
Activos Fabricantes Símbolo
Algoma Bristish Steel x Seamless Tubes LTD B Dalmine D Kawasaki H Nippon I NKK K Mannesmann M Reynolds Aluminum RA Sumitomo S Siderca SD Tamsa T US Steel N Vallourec V Used U Grant TFW TFW Omsco OMS Prideco PI
Inactivos Fabricantes Símbolo
Armco A American Seamless AI B&W W CF&I C J&L J Lone Star L Ohio O Republic R TI Z Tubemuse TU Voest VA Wheeling Pittsburgh P Youngstown Y
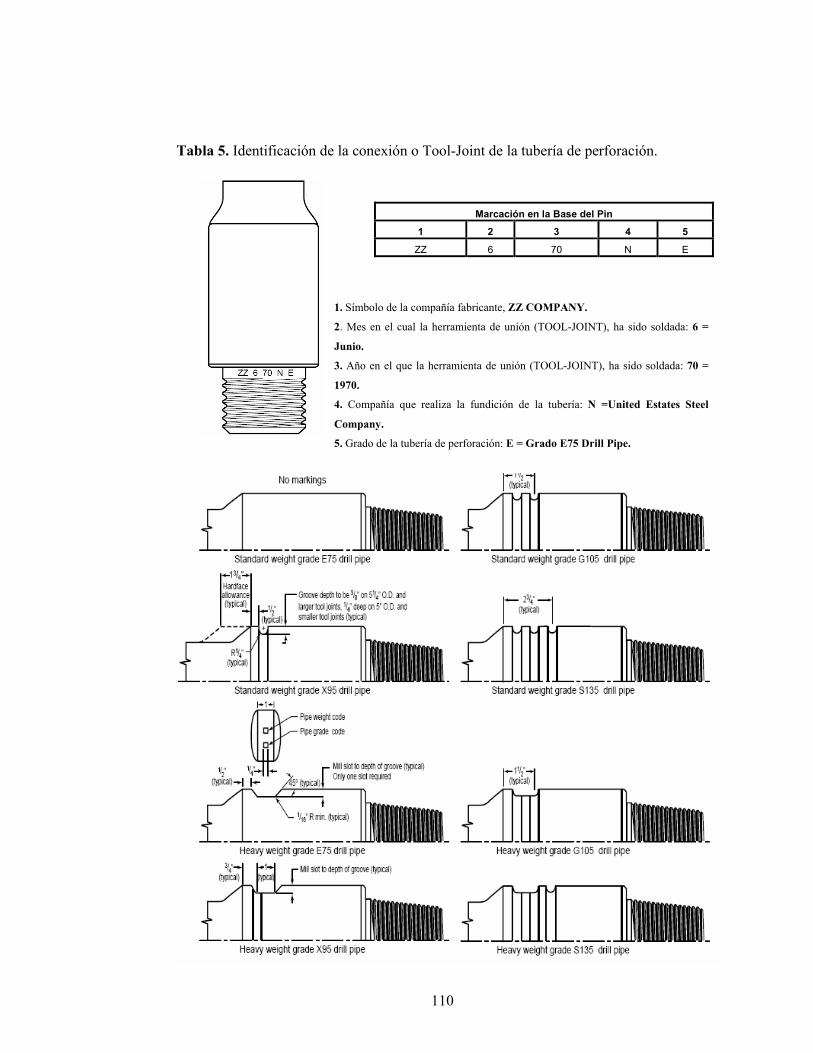
110
Tabla 5. Identificación de la conexión o Tool-Joint de la tubería de perforación. 1. Símbolo de la compañía fabricante, ZZ COMPANY.
2. Mes en el cual la herramienta de unión (TOOL-JOINT), ha sido soldada: 6 =
Junio.
3. Año en el que la herramienta de unión (TOOL-JOINT), ha sido soldada: 70 =
1970.
4. Compañía que realiza la fundición de la tubería: N =United Estates Steel
Company.
5. Grado de la tubería de perforación: E = Grado E75 Drill Pipe.
Marcación en la Base del Pin
1 2 3 4 5
ZZ 6 70 N E

111
Tabla 6. Tipos de conexión más usados en la sarta de perforación.
Tipo de Conexión
A (Pulg)
B (Pulg.)
C (Pulg.)
D (Pulg.)
E (Pulg.)
F (Pulg.)
G (Pulg.)
H
(lgpu
hilos )
K
(pie
pu lg )
Torque (lbxpie)
2 7/8 IF 31/2 41/8 325/64 2 13/16 3 29/64 3 7/8 2 1/8 4 2 5900 3 ½ IF 4 43/4 4 1/64 3 11/32 4 5/64 4 3/8 2 11/16 4 22 13300
4 ½ XH 43/8 6 4 53/64 4 7 /64 4 29/32 4 15/16 3 ¼ 4 2 17000 4 ½ IF 41/2 61/8 5 ¼ 4 ½ 5 5/16 4 7/8 3 ¾ 4 2 18900
5 ½ REG 43/4 63/4 5 33/64 4 21/64 5 37/64 5 1/8 2 ¾ 4 2 46200 6 5/8 REG 5 73/4 6 5 5/32 6 1/16 5 3/8 3 ½ 4 2 62700

112
Tabla 7 Componentes básicos de grasas y porcentajes en peso y sólido.
Nombre Sólidos (%peso)
Grasas (%peso)
Silicones sólidos
(%peso)
Silicones Fluidos (%peso)
Silicone Thread Compound
64 20 03 03
Modified Thread Compound
64 36 0 0
Sólido Porcentaje
Polvo de grafito 18 Polvo de plomo 31 Polvo de zinc 12 Hojuelas de cobre 03
Tabla 8. Relación de grados para tuberías API.
Grado Cedencia Mínima
Cedencia Máxima
Grado Cedencia Máxima
H-40 40000 60000 C-95 105000 J-55 55000 60000 Q-125 145000 K-55 55000 65000 E-75 95000 N-80 80000 95000 X-95 115000 L-80 80000 90000 S-135 155000 P-110 110000 125000 C-95 105000 C-75 75000 95000 P-105 120000 T-95 95000 105000 G-105 120000
Tabla 9. Datos relacionados a la presión para los diferentes grados, para tubería de perforación.
Grados Presión (psi)
Grado E75 85000 Grado X95 110000 Grado G105 120000 Grado S135 145000
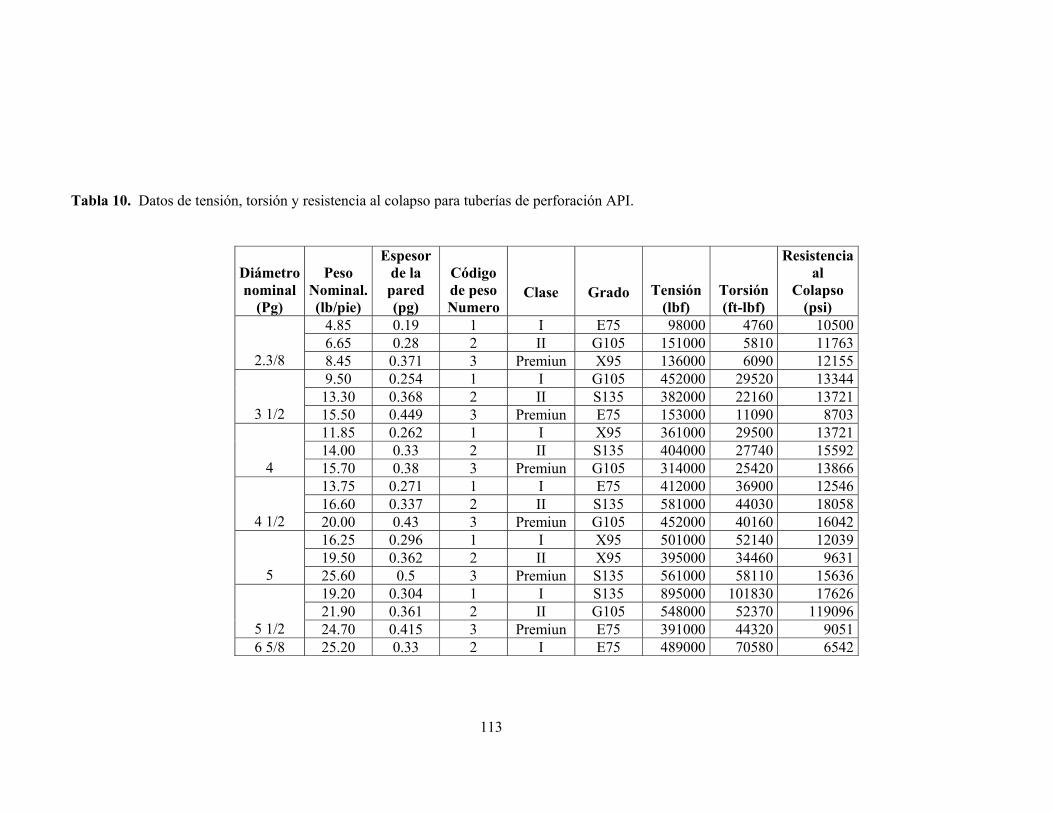
113
Tabla 10. Datos de tensión, torsión y resistencia al colapso para tuberías de perforación API.
Diámetro nominal
(Pg)
Peso Nominal. (lb/pie)
Espesor de la pared (pg)
Código de pesoNumero
Clase Grado Tensión (lbf)
Torsión (ft-lbf)
Resistencia al
Colapso (psi)
4.85 0.19 1 I E75 98000 4760 105006.65 0.28 2 II G105 151000 5810 11763
2.3/8 8.45 0.371 3 Premiun X95 136000 6090 121559.50 0.254 1 I G105 452000 29520 1334413.30 0.368 2 II S135 382000 22160 13721
3 1/2 15.50 0.449 3 Premiun E75 153000 11090 870311.85 0.262 1 I X95 361000 29500 1372114.00 0.33 2 II S135 404000 27740 15592
4 15.70 0.38 3 Premiun G105 314000 25420 1386613.75 0.271 1 I E75 412000 36900 1254616.60 0.337 2 II S135 581000 44030 18058
4 1/2 20.00 0.43 3 Premiun G105 452000 40160 1604216.25 0.296 1 I X95 501000 52140 1203919.50 0.362 2 II X95 395000 34460 9631
5 25.60 0.5 3 Premiun S135 561000 58110 1563619.20 0.304 1 I S135 895000 101830 1762621.90 0.361 2 II G105 548000 52370 119096
5 1/2 24.70 0.415 3 Premiun E75 391000 44320 90516 5/8 25.20 0.33 2 I E75 489000 70580 6542

114
Tabla 11. Métodos de Inspección Cubiertos por la Norma (Ds-1) NOMBRE DEL METODO: APLICADO A: QUE HACE: QUE SE ESTÁ EVALUANDO:
1. “Visual del Tubo”
Tubos para Barras de Perforación & Barras de Perforación Extra Pesadas (HWDP)
Examen visual completo de las superficies externa e interna de tubos usados
Rectitud, daño mecánico o por corrosión, desechos como por ejemplo escama o lodo de perforación
2. “Medición del OD del Tubo” Tubos para Barras de Perforación Calibración mecánica completa del diámetro externo de tubos para barras de perforación usadas.
Variaciones en el diámetro causadas por desgaste excesivo o daño mecánico, expansiones causadas por cuerdas explosivas, reducciones causadas por sobretiro.
3. “Espesor de Pared UT” Tubos para Barras de Perforación El espesor de pared se mide alrededor de una circunferencia en tubos para barras de perforación utilizando un calibre de espesor por ultrasonido
El espesor de pared por debajo de los límites de aceptación especificados, área transversal mínima del tubo
4. “Electromagnética 1” Tubos para Barras de Perforación Exploración completa (excluyendo recalques) de los tubos para barras de perforación utilizando una unidad del tipo de carro de campo longitudinal (flujo transversal)
Fallas tales como fisuras por fatiga, picaduras de corrosión, cortes, arrancaduras, y otros daños que exceden los límites de aceptación especificados
5. “Electromagnética 2” Tubos para Barras de Perforación Exploración completa (excluyendo los recalques) utilizando una unidad que posea tanto capacidades EMI campo magnético longitudinal (flujo transversal) como espesor de pared con rayos gama
Fallas tales como fisuras por fatiga, picaduras de corrosión, cortes, arrancaduras y otros daños que exceden los límites de aceptación especificados, espesor de pared de la totalidad del tubo
6. “MPI Cuña/Recalque” Barras de Perforación o cuña de HWDP y áreas de recalque
Examen de la superficie externa de recalques de barras de perforación y HWDP y de las áreas de cuñas utilizando la técnica de partículas magnéticas visibles secas con yugo de AC de campo activo
Fallas tales como fisuras por fatiga, picaduras de corrosión, cortes, arrancaduras y otros daños que exceden los límites de aceptación especificados
7. “UT Cuña/Recalque” Barras de Perforación o cuña de HWDP y áreas de recalque
Examen de las Barras de Perforación y recalques de HWDP y áreas de cuñas utilizando un equipo de ultrasonido de onda transversal
Fallas tales como fisuras por fatiga, picaduras de corrosión, cortes, arrancaduras, y otros daños que exceden los límites de aceptación especificados

115
Tabla 11. Métodos de Inspección Cubiertos por esta Norma (Continuación)
NOMBRE DEL METODO: APLICADO A: QUE HACE: QUE SE ESTÁ EVALUANDO:
8. “Ranura del Elevador” Ranuras del elevador del Drill Collar
Medición de las dimensiones de la ranura del elevador tales como el diámetro externo del Drill Collar, largo de la ranura, profundidad de la ranura e inspección visual del hombro de la ranura
Dimensiones fuera de tolerancia que podrían dar como resultado una adherencia inadecuada del Drill Collar, o en hombros redondeados que podrían sobrecargas los elevadores
9. “Conexión Visual” Conexiones de Barras de Perforación Conexiones de HWDP Conexiones BHA
Examen visual de las conexiones, hombros y uniones y control del perfil de roscas, medición del ensanchamiento del box
Daños de manipuleo, indicaciones de daño de torsión, rayaduras, lavaduras, aletas, hombros visiblemente no planos, corrosión, marcaciones de peso/grado en la unión y aplanamiento del pin.
10. “Dimensional 1” Uniones de Barras de Perforación
Medición o calibre Pasa-No-Pasa del diámetro externo del box, diámetro interno del pin, ancho del hombro, espacio para pinzas.
Capacidad de torsión del pin y del box, torsión adecuada de la unión y el tubo, hombro adecuado para soportar las tensiones de enrosque, espacio adecuado para mordazas de llave
11. “Dimensional 2” Uniones de Barras de Perforación
Los requerimientos de la Dimensional 1 más la medición o calibración Pasa-No-Pasa del paso del pin, profundidad del abocardado, Diámetro del abocardado de caja, largo del aplanamiento del pin, diámetro del bisel, ancho del sello y aplanamiento del hombro
Igual que la dimensional 1, más evidencia de daño por torsión, compromiso potencial de la rosca del box con el aplanado del pin, ancho excesivo del hombro, área de sellado suficiente para evitar rayaduras, hombros no planos
12. “Dimensional 3” Conexiones BHA, uniones HWDP & recalques
Medición o calibración Pasa-No-Pasa del diámetro externo del box, diámetro interno del pin, paso del pin, diámetro del bisel, diámetro y ancho del aliviador de tensión del pin, diámetro del cilindro del boreback y largo de la rosca y diámetro de recalque de centro de HWDP
Capacidad de torsión del pin y del box del HWDP, Drill Collar BSR, evidencia de daño por torsión, ancho excesivo del hombro, dimensiones apropiadas en las características del aliviador de tensión para reducir los esfuerzos de curvatura de las conexiones, desgaste en el recalque del centro de HWDP
13. “Conexión Luz Negra” Conexiones BHA (sólo magnetización) uniones HWDP & uniones de barras de perforación
Inspección por partículas magnéticas húmedas fluorescentes utilizando corriente continua (DC) activa
Fisuras por Fatiga

116
Tabla 11. Métodos de Inspección Cubiertos por esta Norma (Continuación)
NOMBRE DEL METODO: APLICADO A: QUE HACE: QUE SE ESTÁ EVALUANDO:
14. “Conexión UT” Uniones HWDP Conexiones BHA (todas)
Inspección por ultrasonido pulso-eco por onda de compresión de las conexiones
Fisuras por fatiga
15. Inspección con Líquidos Penetrantes”
Conexiones BHA no magnéticas
Inspección con líquidos penetrantes de conexiones y otras superficies
Fisuras por fatiga
16. “Inspección en el Taller de Tijeras de Perforación”
Tijeras de Perforación Desmontaje, inspección de conexiones y partes internas & ensayo de funcionamiento
Fisuras por fatiga, condición de la conexión, funcionamiento de la herramienta
17. “Inspección de Vástagos de Perforación”
Vástagos de Perforación Inspección de conexiones y cuerpo Fisuras por fatiga, condición de la conexión, patrones de desgaste, rectitud
18. “Inspección en el Taller de MWD/LWD”
MWD/LWD Desmontaje, inspección de conexiones y partes internas & ensayo de funcionamiento
Fisuras por fatiga, condición de la conexión, funcionamiento de la herramienta
19. “Inspección en Taller de Motores & Turbinas”
Motores & Turbinas Desmontaje, inspección de conexiones y partes internas & ensayo de funcionamiento
Fisuras por fatiga, condición de la conexión, funcionamiento de la herramienta, calibración del estabilizador
20. “Inspección en Taller de Abrehoyos, Ensanchadores
& Raspatubos” (Undrereamers, Hole
Openers & Roller reamer)
Undrereamers, Hole Openers & Roller reamer
Desmontaje, inspección de conexiones y partes internas & ensayo de funcionamiento
Fisuras por fatiga, condición de la conexión, funcionamiento de la herramienta.
21.“Inspección del Estabilizador” Estabilizadores Inspección dimensional y por luz negra de las conexiones, aletas, soldadura y cuerpo
Fisuras por fatiga, condición de la conexión, calibre, largo del cuello, fisuras de soldaduras
22. “Inspección de Sustitutos” Sustitutos Inspección dimensional y por luz negra de conexiones y cuerpo
Fisuras por fatiga, condición de la conexión, Largo, largo del cuello, Diámetro Interno, otras dimensiones
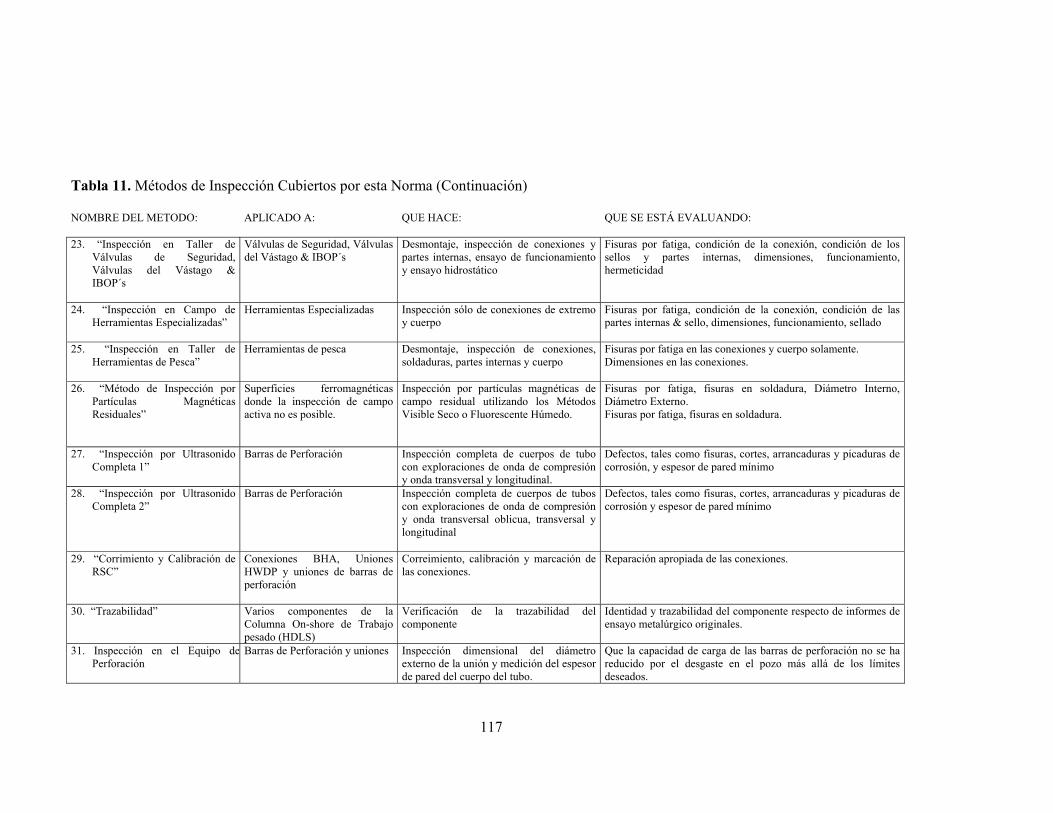
117
Tabla 11. Métodos de Inspección Cubiertos por esta Norma (Continuación) NOMBRE DEL METODO: APLICADO A: QUE HACE: QUE SE ESTÁ EVALUANDO:
23. “Inspección en Taller de
Válvulas de Seguridad, Válvulas del Vástago & IBOP´s
Válvulas de Seguridad, Válvulas del Vástago & IBOP´s
Desmontaje, inspección de conexiones y partes internas, ensayo de funcionamiento y ensayo hidrostático
Fisuras por fatiga, condición de la conexión, condición de los sellos y partes internas, dimensiones, funcionamiento, hermeticidad
24. “Inspección en Campo de Herramientas Especializadas”
Herramientas Especializadas Inspección sólo de conexiones de extremo y cuerpo
Fisuras por fatiga, condición de la conexión, condición de las partes internas & sello, dimensiones, funcionamiento, sellado
25. “Inspección en Taller de Herramientas de Pesca”
Herramientas de pesca Desmontaje, inspección de conexiones, soldaduras, partes internas y cuerpo
Fisuras por fatiga en las conexiones y cuerpo solamente. Dimensiones en las conexiones.
26. “Método de Inspección por Partículas Magnéticas Residuales”
Superficies ferromagnéticas donde la inspección de campo activa no es posible.
Inspección por partículas magnéticas de campo residual utilizando los Métodos Visible Seco o Fluorescente Húmedo.
Fisuras por fatiga, fisuras en soldadura, Diámetro Interno, Diámetro Externo. Fisuras por fatiga, fisuras en soldadura.
27. “Inspección por Ultrasonido Completa 1”
Barras de Perforación Inspección completa de cuerpos de tubo con exploraciones de onda de compresión y onda transversal y longitudinal.
Defectos, tales como fisuras, cortes, arrancaduras y picaduras de corrosión, y espesor de pared mínimo
28. “Inspección por Ultrasonido Completa 2”
Barras de Perforación Inspección completa de cuerpos de tubos con exploraciones de onda de compresión y onda transversal oblicua, transversal y longitudinal
Defectos, tales como fisuras, cortes, arrancaduras y picaduras de corrosión y espesor de pared mínimo
29. “Corrimiento y Calibración de RSC”
Conexiones BHA, Uniones HWDP y uniones de barras de perforación
Correimiento, calibración y marcación de las conexiones.
Reparación apropiada de las conexiones.
30. “Trazabilidad” Varios componentes de la Columna On-shore de Trabajo pesado (HDLS)
Verificación de la trazabilidad del componente
Identidad y trazabilidad del componente respecto de informes de ensayo metalúrgico originales.
31. Inspección en el Equipo dePerforación
Barras de Perforación y uniones Inspección dimensional del diámetro externo de la unión y medición del espesor de pared del cuerpo del tubo.
Que la capacidad de carga de las barras de perforación no se ha reducido por el desgaste en el pozo más allá de los límites deseados.

118
Tabla 12. Programas de Inspección Recomendados para Drill Pipe. (Norma DS-1)
Categoría de Servicio
Componente 1 2 3 4 5* HDLS Unión Conexión Visual Conexión Visual
Dimensional 1 Conexión Visual Dimensional 1
Conexión Visual Dimensional 2
Conexión Visual Dimensional 2 Conexión Luz Negra
Conexión VisualDimensional 2 Conexión Luz Negra Trazabilidad
Tubo para Barra de Perforación
Visual Tubo Visual Tubo Calibre OD Espesor de Pared UT
Visual Tubo Calibre OD Espesor de Pared UT Electromagnética 1
Visual Tubo Calibre OD Espesor de Pared UT Electromagnética 1 MPI Cuña/Recalque
Visual Tubo Calibre OD Electromagnética 2 MPI Cuña/RecalqueUT Cuña/Recalque
Visual Tubo Calibre OD FLUT 2 MPI Cuña/Recalque UT Cuña/Recalque Trazabilidad
Criterios Aceptación
Clase 2 Clase 2 Clase Premium Clase Premium Clase Premium Específico Proyecto
Notas para la Inspección Categoría 5: 1) FLUT 1 o Electromagnética 1 más Espesor de Pared UT puede sustituir a EMI 2 si el equipo EMI 2 no se encontrara disponible. 2) Inspección de la Conexión con Luz Negra para fisuras por fatiga en las uniones de barras de perforación es relativamente cara cuando se realiza en grandes lotes de barras de perforación, y las fallas por fatiga en las uniones de las barras de perforación son raras. Los usuarios podrían considerar omitir la Inspección de la Conexión con Luz Negra de las uniones de barras de perforación del programa de inspección de la Categoría 5 excepto que se hayan producido fisuras por fatiga en la unión. Se recomiendan otras inspecciones para la Categoría 5. Aún se requiere de la Inspección de Conexión con Luz Negra en los componentes BHA para la Categoría 2 y superiores.
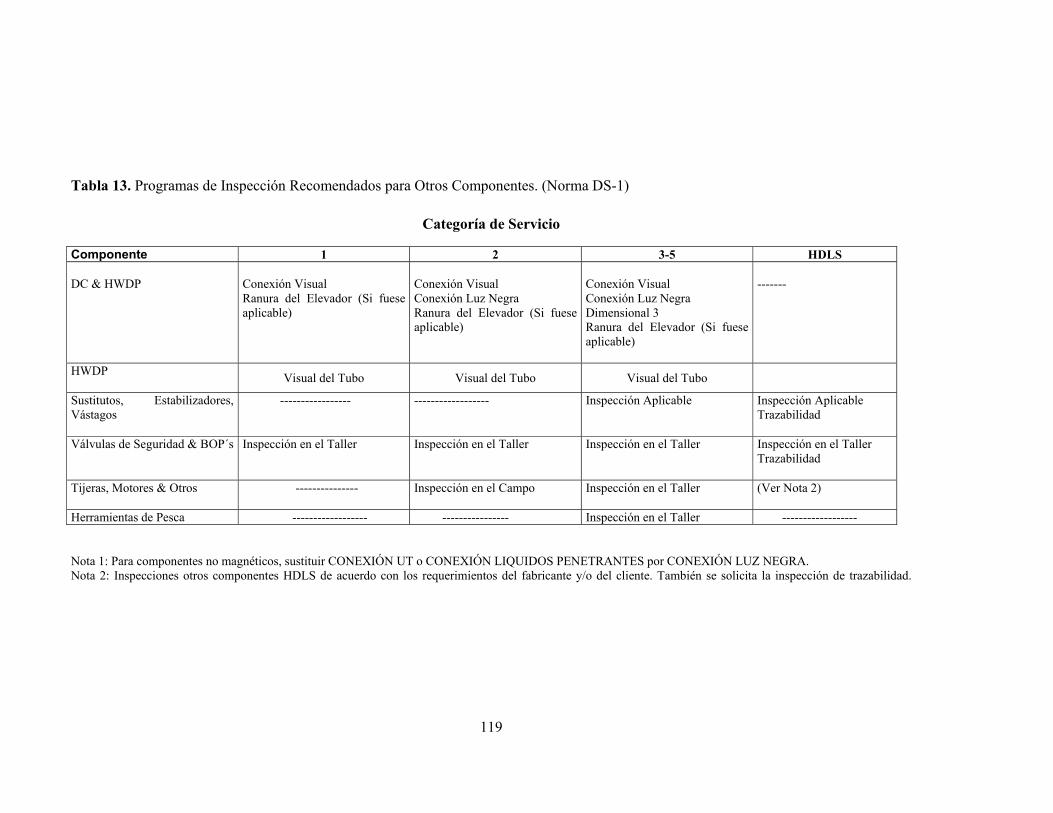
119
Tabla 13. Programas de Inspección Recomendados para Otros Componentes. (Norma DS-1)
Categoría de Servicio
Componente 1 2 3-5 HDLS DC & HWDP
Conexión Visual Ranura del Elevador (Si fuese aplicable)
Conexión Visual Conexión Luz Negra Ranura del Elevador (Si fuese aplicable)
Conexión Visual Conexión Luz Negra Dimensional 3 Ranura del Elevador (Si fuese aplicable)
-------
HWDP Visual del Tubo Visual del Tubo Visual del Tubo
Sustitutos, Estabilizadores, Vástagos
----------------- ------------------ Inspección Aplicable Inspección Aplicable Trazabilidad
Válvulas de Seguridad & BOP´s Inspección en el Taller Inspección en el Taller Inspección en el Taller Inspección en el Taller Trazabilidad
Tijeras, Motores & Otros --------------- Inspección en el Campo Inspección en el Taller (Ver Nota 2)
Herramientas de Pesca ------------------ ---------------- Inspección en el Taller ------------------ Nota 1: Para componentes no magnéticos, sustituir CONEXIÓN UT o CONEXIÓN LIQUIDOS PENETRANTES por CONEXIÓN LUZ NEGRA. Nota 2: Inspecciones otros componentes HDLS de acuerdo con los requerimientos del fabricante y/o del cliente. También se solicita la inspección de trazabilidad.

120
Tabla 14. Clasificación mediante códigos de colores para el cuerpo de la tubería de perforación.
º Una ves terminada la inspección inician la identificación de los tubos buenos colocando dos (2) bandas en el área del pin a 36 pulgadas tomando como punto de inicio del sello del pin, así mismo a todas las conexiones buenas se les colocara una banda de pintura de color blanca en la caja o el pin
CLASE NUMERO Y COLOR DE BANDA
TIPO DE DAÑOS TIPO DE INSPECCIÓN.
Clase Premiun
Dos bandas blancas Nueva Ninguna
Clase 2
Una banda Amarilla
• Desgaste y estiramiento del cuerpo.
• Disminución del Espesor de la pared.
• Picaduras por corrosión. • Grietas por fatiga.
• Caliper • Ultrasonido Electromagnética 1-2
Clase 3
Una banda naranja
Algunas imperfecciones o daños que exceden a la clase 2, estas son consideras por el inspector a cargo.
Equipos para la clase 2
Clase 4
Una banda roja
• Tubos pandeados • Roscas degolladas. • Cajas y pines fracturados. • Tubos altamente
corroídos. • Tubos Fracturados • Picaduras por corrosión • Daños mecánicos, grietas
por fatiga. • Tubos que exceden los
límites aceptables.
Visualmente • Partículas
magnéticas secas.
• Ultrasonido.

121
Tabla 15. Clasificación para el Tool-Joint de la tubería de perforación. Mediante códigos de colores
CRITERIO
NUMERO Y COLOR DE BANDA
TIPO DE DAÑOS
TIPO DE INSPECCIÓN.
Desechable o reparable en el campo
Una banda roja.
• picaduras por corrosión • grietas por fatiga • tubos que exceden los
limites
• Partículas
magnéticas secas
• Ultrasonid
o de onda angular
Reparable en el campo.
Una banda verde
Estas son consideradas por el inspector a cargo
El inspector determina el
equipo a utilizar Pines y Cajas rechazada.
Una banda azul
• expansión de la caja • corrosión en los hilos • manipuleo • daño por torsión • lavados • rebabas • Fracturas en caja y pines • Medición del paso del pin. • Profundidad del
abocardado. • Largo del pin • Diámetro del bisel. • Ancho del sello
Visualmente Dimensional 2
Pines y Cajas rechazada.
Una banda amarilla
• Torsión en la caja y pin. • Espacio de llaves que estén
fuera de tolerancia • Reducción del ancho del
hombro y sello. • Reducción o aumento en el
O.D e I.D.
Dimensional 1-2
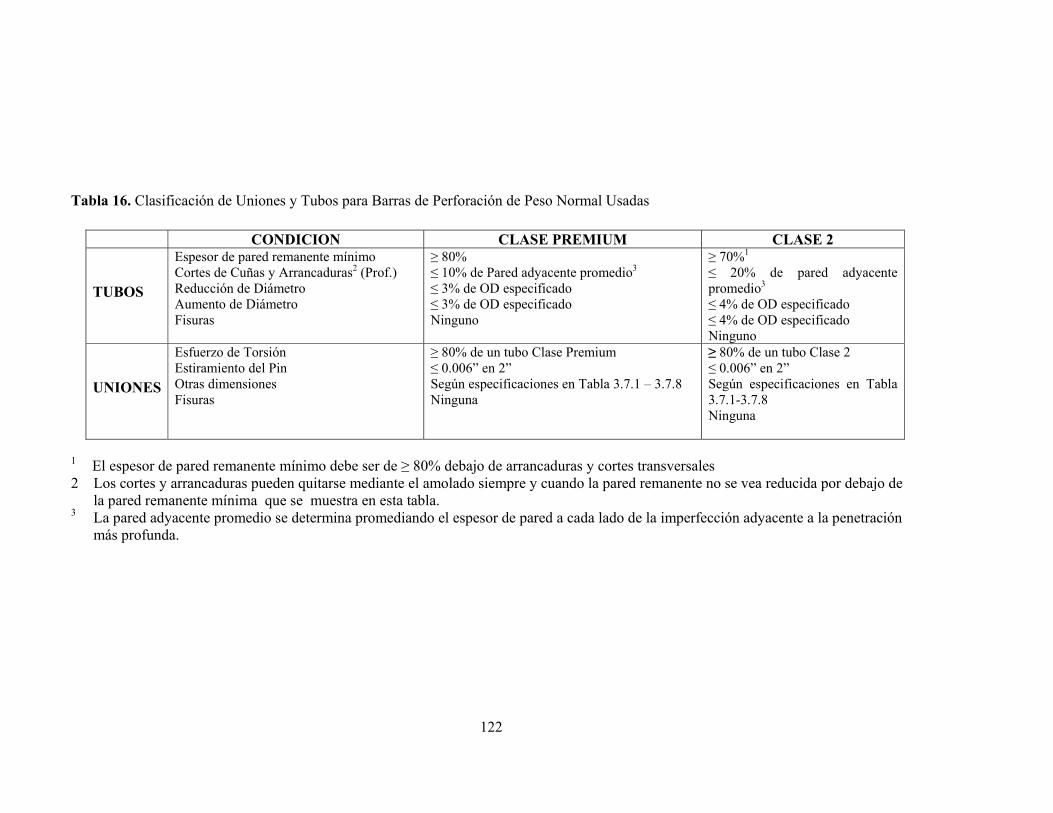
122
Tabla 16. Clasificación de Uniones y Tubos para Barras de Perforación de Peso Normal Usadas
CONDICION CLASE PREMIUM CLASE 2 TUBOS
Espesor de pared remanente mínimo Cortes de Cuñas y Arrancaduras2 (Prof.) Reducción de Diámetro Aumento de Diámetro Fisuras
≥ 80% ≤ 10% de Pared adyacente promedio3 ≤ 3% de OD especificado ≤ 3% de OD especificado Ninguno
≥ 70%1 ≤ 20% de pared adyacente promedio3 ≤ 4% de OD especificado ≤ 4% de OD especificado Ninguno
UNIONES
Esfuerzo de Torsión Estiramiento del Pin Otras dimensiones Fisuras
≥ 80% de un tubo Clase Premium ≤ 0.006” en 2” Según especificaciones en Tabla 3.7.1 – 3.7.8 Ninguna
≥ 80% de un tubo Clase 2 ≤ 0.006” en 2” Según especificaciones en Tabla 3.7.1-3.7.8 Ninguna
1 El espesor de pared remanente mínimo debe ser de ≥ 80% debajo de arrancaduras y cortes transversales 2 Los cortes y arrancaduras pueden quitarse mediante el amolado siempre y cuando la pared remanente no se vea reducida por debajo de
la pared remanente mínima que se muestra en esta tabla. 3 La pared adyacente promedio se determina promediando el espesor de pared a cada lado de la imperfección adyacente a la penetración
más profunda.

123
Tabla 17. Clasificación de uso para Drill Pipe (Todos los tamaños, pesos, grados, diámetros nominales)
1 2 3 4
Condición de la tubería
Clase premiun1
2 Bandas Blancas Marcada en el
centro
Clase 2
1 Banda Amarilla 2 Marcadas en el
centro
Clase 3
1 Banda Amarilla 3 Marcas en el
centro
I. CONDICIONES EXTERIORES
A. Desgaste O.D Pared B. Mellas y Golpes C. Área de cuñas Daños mecánicos C.1 Aplastamientos C.2 Cortes D. Variación del diámetro inducido por tensión. D.1 Ensanchamiento. D.2. Disparo en la sarta E. Corrosión, golpes y cortes. E. 1. Corrosión E. 2. Cortes y golpes longitudinales.
Remanente de pared no menos de 80%
Reducción del diámetro por encima del 3% del O.D. Reducción del diámetro no por encima del 3% del O.D. Profundidad no exceder 10% de el promedio adyacente de pared. No por encima del 3% Incremento del diámetro no por encima del 3% del O.D Remanente de pared no menos del 80% Remanente de pared no menos al 80%
Remanente de pared no menos de 70% Reducción de diámetro no por encima del 4% del O.D. Reducción del diámetro no por encima del 4% del O.D. Profundidad no exceder 20% de el promedio adyacente de pared. No por encima del 4% Incremento del diámetro no por encima del 4% del O.D. Remanente de pared no menos al 70% Remanente de pared no menos que el 70%
Cualquier imperfección o daño excediendo Clase 2.
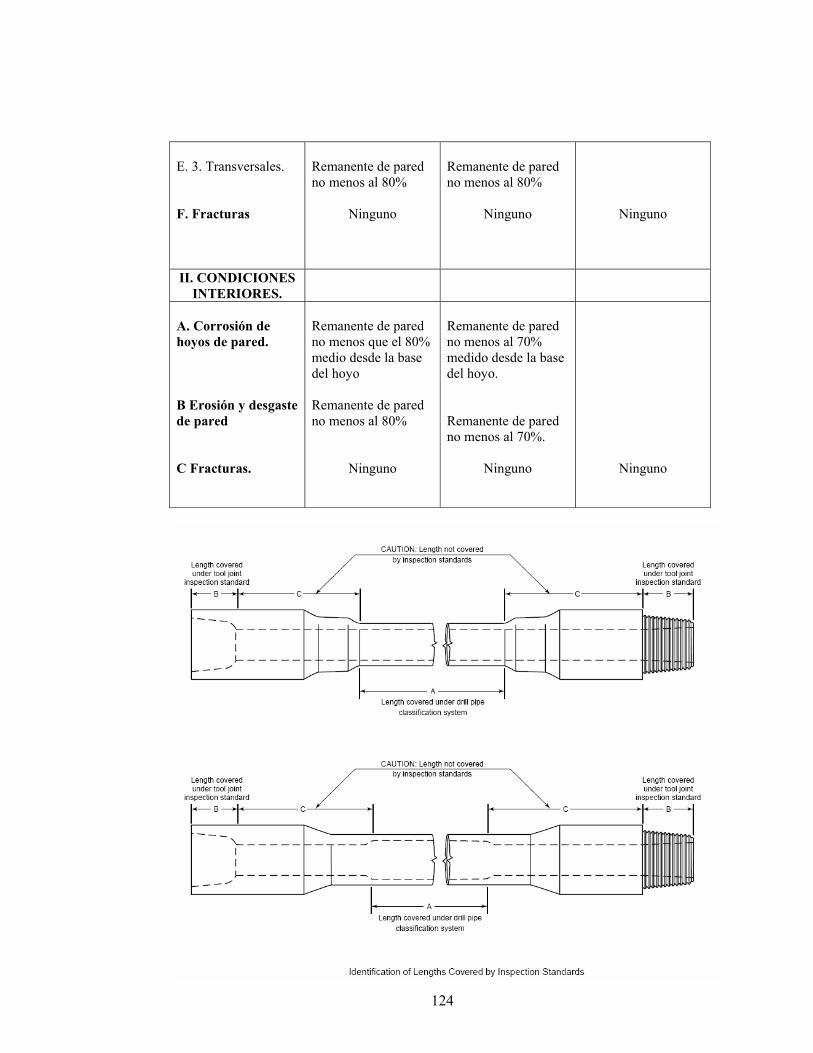
124
E. 3. Transversales. F. Fracturas
Remanente de pared no menos al 80%
Ninguno
Remanente de pared no menos al 80%
Ninguno
Ninguno
II. CONDICIONES INTERIORES.
A. Corrosión de hoyos de pared. B Erosión y desgaste de pared C Fracturas.
Remanente de pared no menos que el 80% medio desde la base del hoyo Remanente de pared no menos al 80%
Ninguno
Remanente de pared no menos al 70% medido desde la base del hoyo. Remanente de pared no menos al 70%.
Ninguno
Ninguno

125
Tabla 18. Datos de dimensiones para tubería de perforación (nueva).

126
Tabla 19. OD mínimo recomendado y constitución del torque de la soldadura del Tool-Joint basado en la fuerza torcional de la caja (Box) y Drill Pipe.
Continua.

127
Continua.
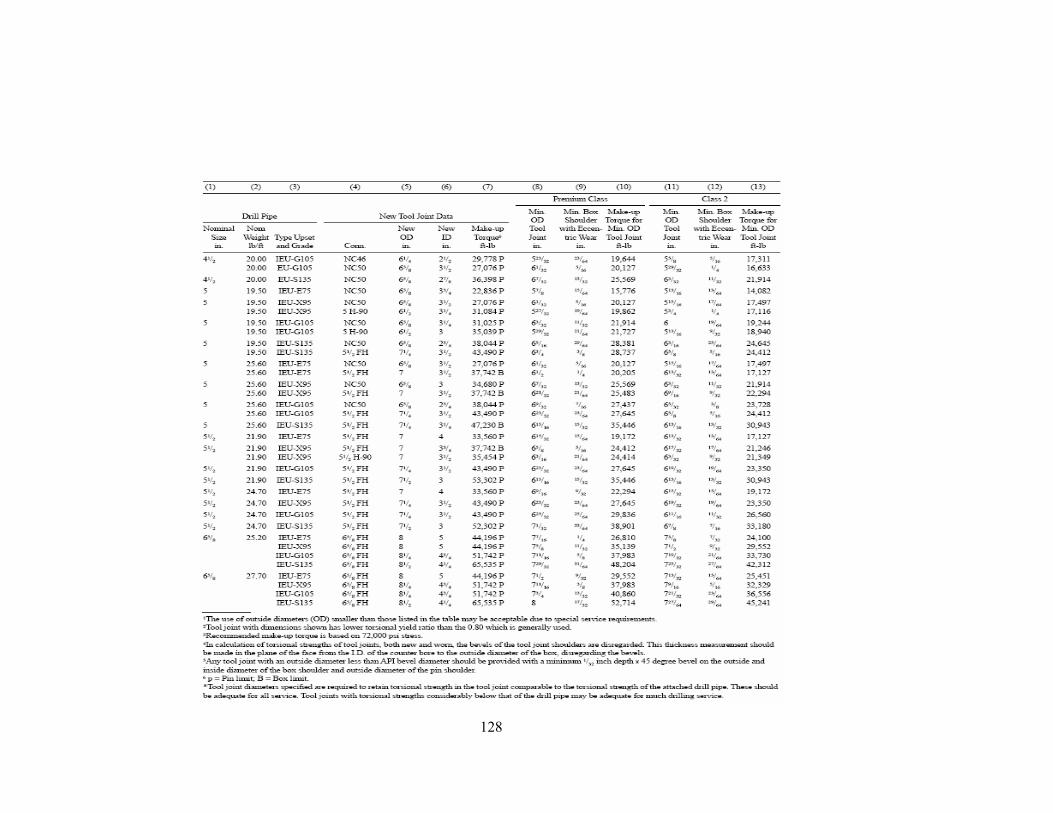
128

FOTOGRAFÍAS

129
Título: Falla en el roscado Título: (Desprendimiento de rosca).
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Fractura de la caja Título: Salto en el roscado
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés
Título: Corrosión en el cople
Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés
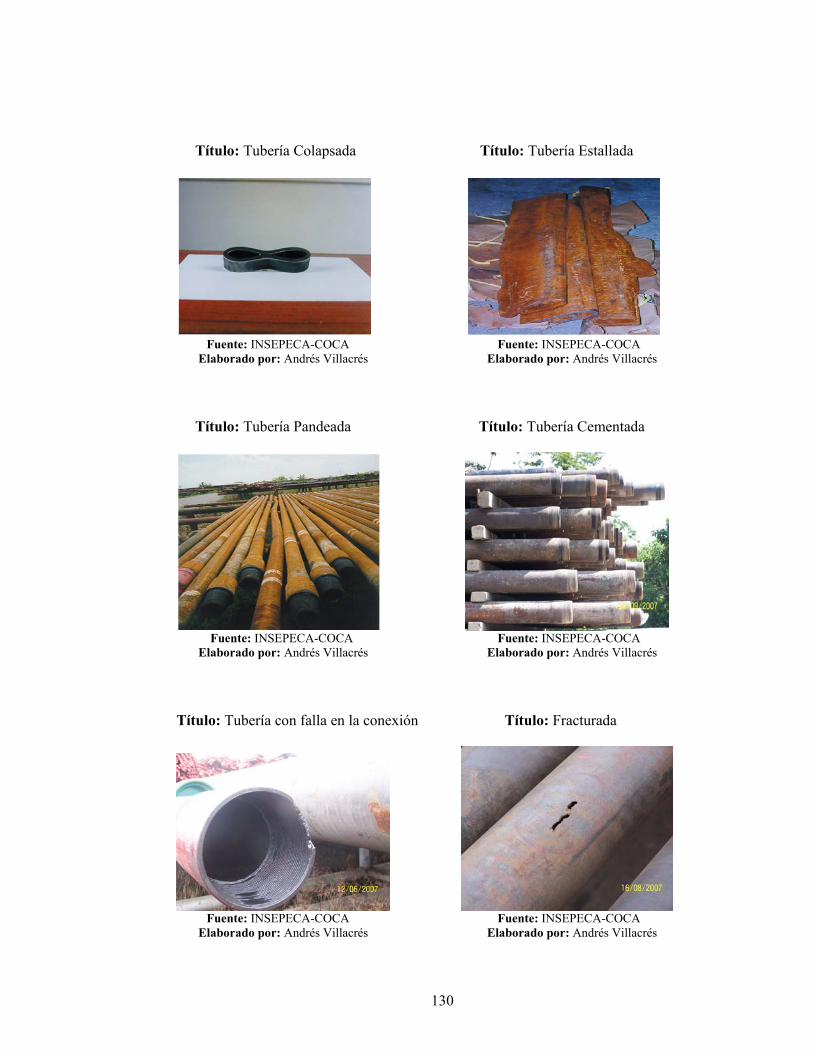
130
Título: Tubería Colapsada Título: Tubería Estallada
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Tubería Pandeada Título: Tubería Cementada
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Tubería con falla en la conexión Título: Fracturada
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés

131
Título: Tubería con carga torcional Título: Tubería corroída
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Descarga de tubulares Título: Almacenamiento de tubería
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Inspección Visual Título: Cepilladora de tubos
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés
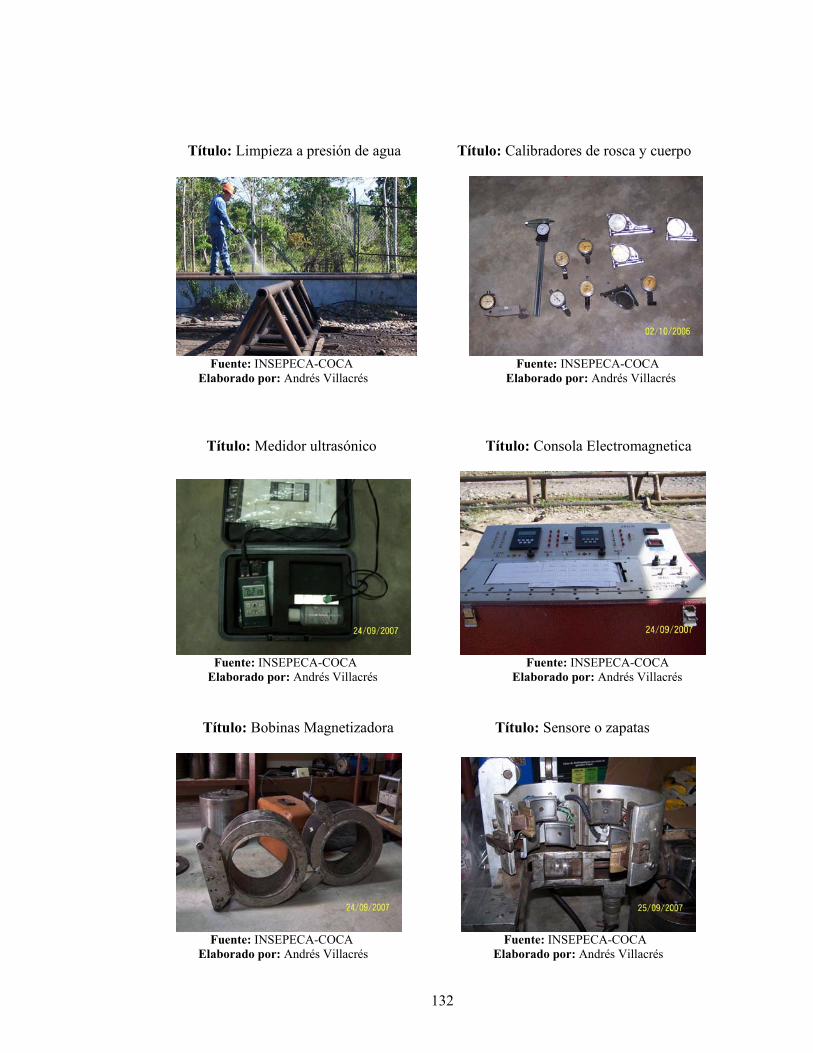
132
Título: Limpieza a presión de agua Título: Calibradores de rosca y cuerpo
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Medidor ultrasónico Título: Consola Electromagnetica
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Bobinas Magnetizadora Título: Sensore o zapatas
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés
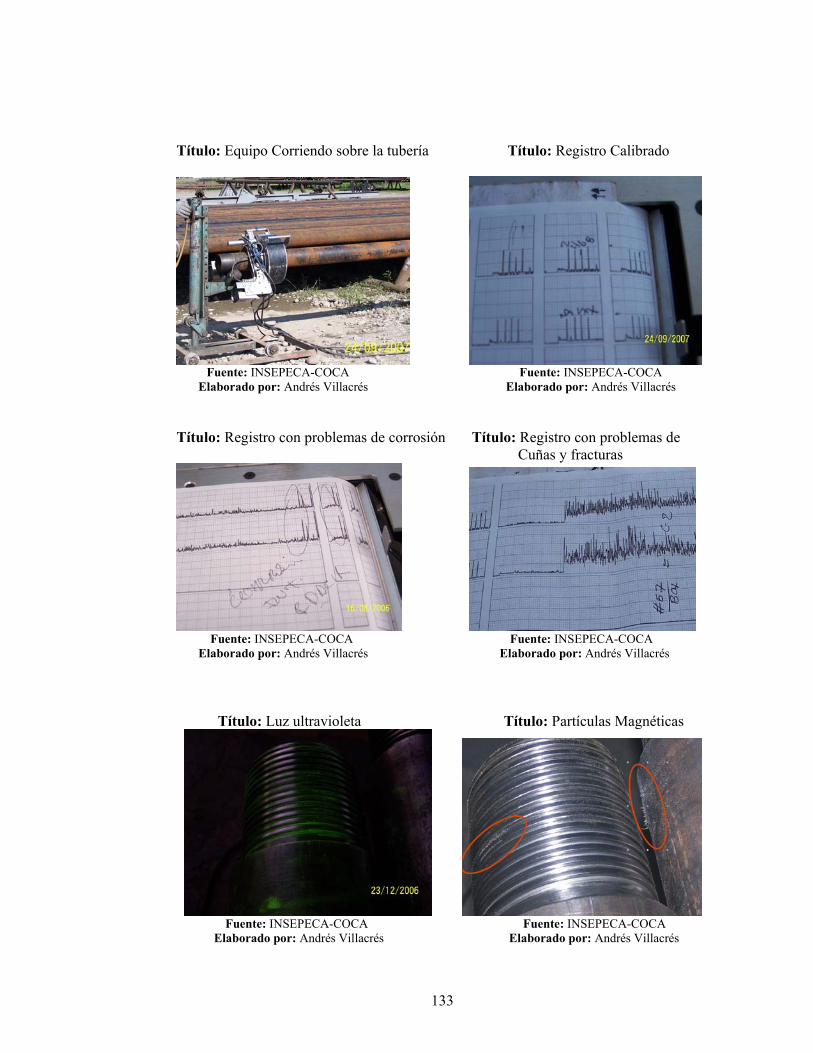
133
Título: Equipo Corriendo sobre la tubería Título: Registro Calibrado
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Registro con problemas de corrosión Título: Registro con problemas de Cuñas y fracturas
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Luz ultravioleta Título: Partículas Magnéticas
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés

134
Título: Regla y medidor de diámetro externo Título: medidor de diámetro interno
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Perfil de Rosca Título: Profil Gages
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés Título: Rosca Engrasada Título: Logo terminada la inspección
Fuente: INSEPECA-COCA Fuente: INSEPECA-COCA Elaborado por: Andrés Villacrés Elaborado por: Andrés Villacrés

REPORTES
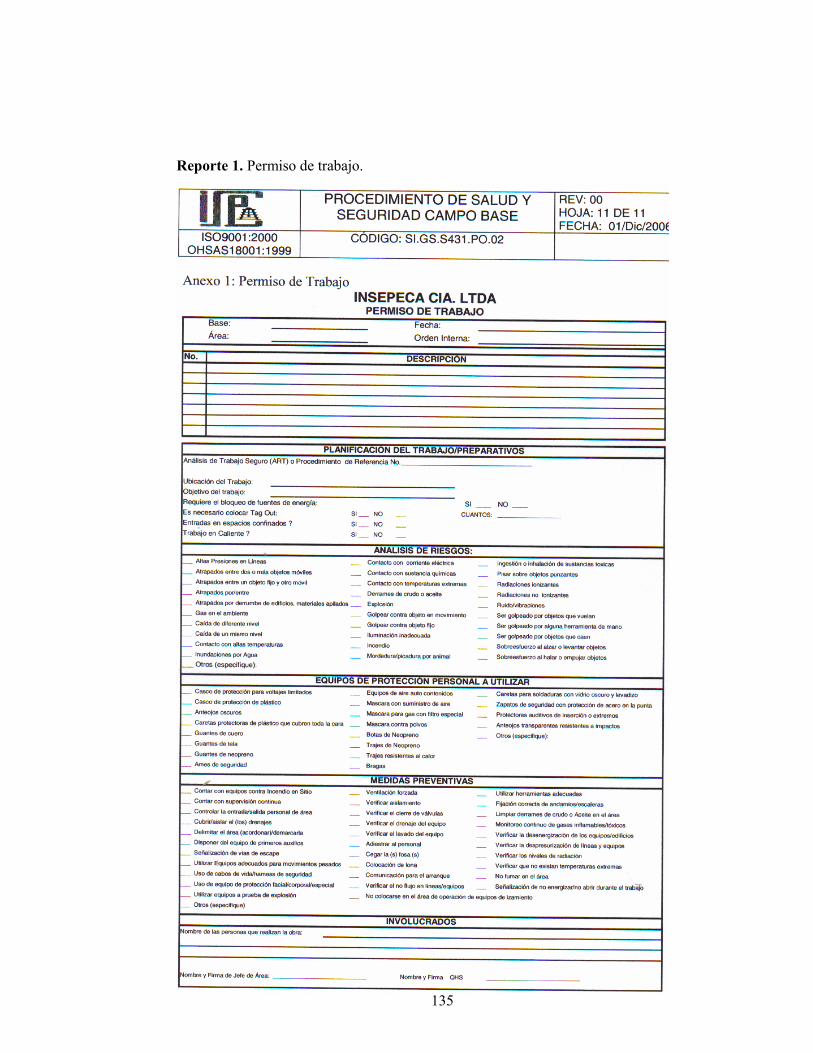
135
Reporte 1. Permiso de trabajo.
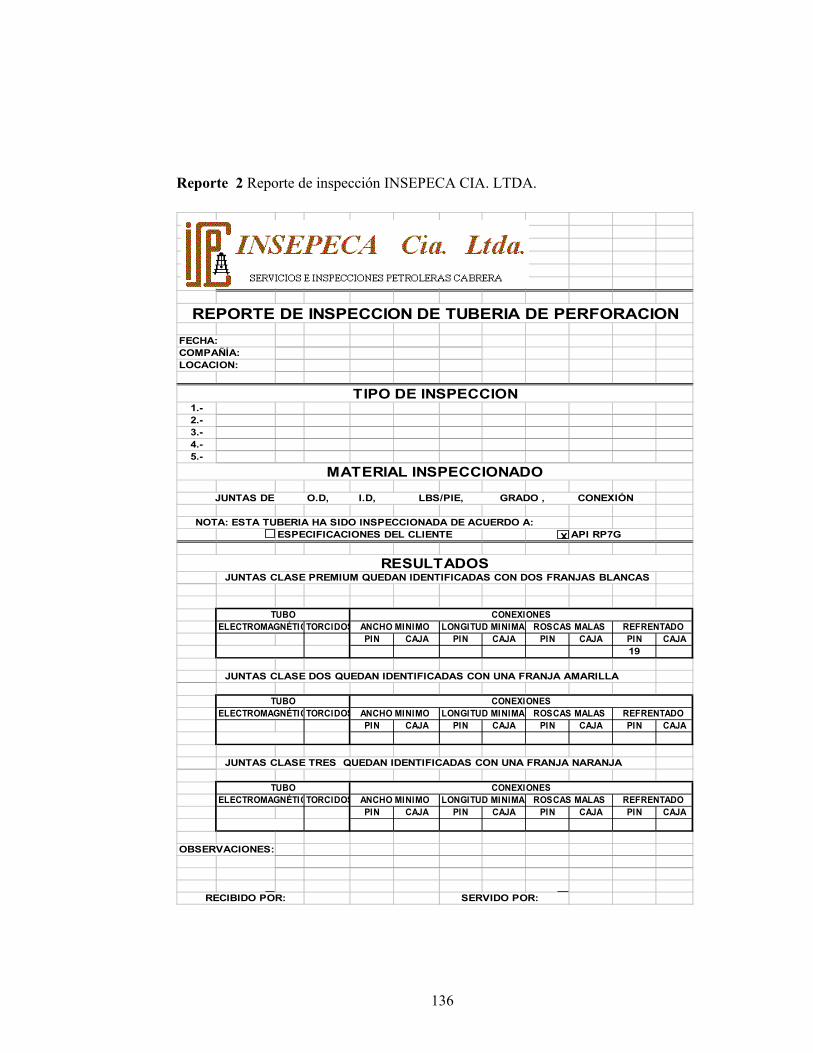
136
Reporte 2 Reporte de inspección INSEPECA CIA. LTDA.
FECHA:COMPAÑÍA:LOCACION:
1.-2.-3.-4.-5.-
JUNTAS DE O.D, I.D, LBS/PIE, GRADO , CONEXIÓN
NOTA: ESTA TUBERIA HA SIDO INSPECCIONADA DE ACUERDO A:ESPECIFICACIONES DEL CLIENTE API RP7G
JUNTAS CLASE PREMIUM QUEDAN IDENTIFICADAS CON DOS FRANJAS BLANCAS
ELECTROMAGNÉTICTORCIDOSPIN CAJA PIN CAJA PIN CAJA PIN CAJA
19
JUNTAS CLASE DOS QUEDAN IDENTIFICADAS CON UNA FRANJA AMARILLA
ELECTROMAGNÉTICTORCIDOSPIN CAJA PIN CAJA PIN CAJA PIN CAJA
JUNTAS CLASE TRES QUEDAN IDENTIFICADAS CON UNA FRANJA NARANJA
ELECTROMAGNÉTICTORCIDOSPIN CAJA PIN CAJA PIN CAJA PIN CAJA
OBSERVACIONES:
RECIBIDO POR: SERVIDO POR:
TUBO CONEXIONES
REPORTE DE INSPECCION DE TUBERIA DE PERFORACION
TIPO DE INSPECCION
MATERIAL INSPECCIONADO
RESULTADOS
TUBO CONEXIONESANCHO MINIMO LONGITUD MINIMA ROSCAS MALAS REFRENTADO
ANCHO MINIMO LONGITUD MINIMA ROSCAS MALAS REFRENTADO
TUBO CONEXIONESANCHO MINIMO LONGITUD MINIMA ROSCAS MALAS REFRENTADO
X

137

138
GLOSARIO
1. Acero
El acero es un metal refinado. Se obtiene a partir de la fundición de un lingote de
hierro combinado al mismo tiempo con otros elementos químicos. Los aceros se
dividen en ordinarios y especiales. Los aceros ordinarios contienen tres elementos
principales: hierro, carbono y manganeso. Y se consideran como aceros de bajo
contenido de carbono. Los aceros especiales se hacen como los ordinarios; pero se les
agregan otros elementos tales como: níquel, cromo, molibdeno, cobre, vanadio y
tungsteno.
2. Diámetro.
Diámetro es la distancia medida por el centro desde una pared de la tubería hasta la
otra. Existe una diferencia usualmente de media pulgada, entre el diámetro interior
conocido como I.D. y el diámetro exterior conocido como O.D.
En tubería de revestimiento (Casing), el diámetro exterior O.D. es la medida más
importante en el momento de encajar en el hueco. Realmente el diámetro interior
(I.D.) es el más significativo en la descripción del Casing, pues es la medida clave
cuando equipos, brocas, herramientas de registros, herramientas de pesca,
empaquetaduras equipos de limpieza son corridas dentro de la tubería revestidora y
puesto que el diámetro (I.D.) es también requerido para calcular la capacidad de la
tubería para los fines de circulación, producción y cementación.
139
3. Grado.
Representa la calidad del acero. Depende de la cantidad proporcional de carbono,
molibdeno, cromo y otros elementos presentes en la aleación.
4. Longitud.
En la terminología de la industria petrolera, la longitud de la tubería es referida como
escala “range” de la tubería. El instituto Americano de Petróleo (API), establece que
la tubería sea manufacturada en tres escalas de longitud.
Escala 1: 16-25 pies.
Escala 2: 25-34 pies.
Escala 3: > 34 pies
Casi toda la tubería usada por PETROECUADOR viene en +/- 30 pies, escala 2 de
longitud. Alguna tubería anterior es de escala 1, o sea +/- 20 pies de longitud.
5. Peso.
Una especificación de interés de la tubería es el peso. El peso de la tubería esta
determinada por el espesor de la pared, que al mismo tiempo determina la resistencia
de la tubería. La tubería de un mismo diámetro exterior puede venir en pesos
diferentes variando consecuentemente los espesores y diámetros internos a más de
sus aleaciones metálicas en ciertos casos; diferencias que son especificadas por el
grado de tubería de acuerdo a normas establecidas por la API. La información del
peso de obtiene en libras por pie (lb. / Pie) incluyendo las uniones. La información
acerca del peso da un control mayor a los trabajadores de un taladro en el
levantamiento y la corrida de la tubería en el pozo.

140
6. Tubería.
Una tubería es un elemento cilíndrico hueco compuesto generalmente de acero, con
una geometría definida por el diámetro y el espesor del cuerpo que lo conforma, y
constituye la estructura mecánica del pozo, el conducto por el cual la zona productora
se comunica a superficie o por la cual las presiones de la formación son dirigidas y
controladas para producir el petróleo eficientemente, perforación como en pruebas,
completaciones; reacondicionamiento y pesca.
7. Tubería de revestimiento.
Son tuberías que constituyen el medio con el cual se reviste el agujero que se va
perforando. Con ello se asegura el éxito de las operaciones llevadas a cabo durante
las etapas de perforación y terminación del pozo.
El objetivo de las tuberías de revestimiento es proteger las zonas perforar y aislar las
zonas problemáticas que se presentan durante la perforación. Tal es el caso de
revestir el agujero para mantener la estabilidad del mismo, prevenir
contaminaciones aislar los fluidos de las formaciones productoras controlar las
presiones durante la perforación y la vida productiva del pozo.
Además, las tuberías de revestimiento proporcionan el medio para instalar las
conexiones superficiales de control (cabezales, BOP), los empacadores y la tubería
de producción, los diferentes tipos de tubería se detalla en la Tabla 1

141
8. Tubería de producción.
La función principal de la tubería de producción es suministrar un conducto para
movilizar fluidos desde la formación hacia la superficie o viceversa, ya sea en
pruebas de pozo, producción o trabajos de reacondicionamiento, se pueden observar
en la Tabla 1.
9. Tubería de perforación.
Esta tubería suministra la capacidad mecánica requerida para formar una sarta
continua tan larga como la profundidad total programada, en donde a su vez conduce
el fluido de perforación evitando cualquier fuga del mismo desde el interior de la
tubería hacia el anular. Esta transmite eficientemente la rotación desde la mesa
rotaria al ensamblaje de fondo los diferentes tipos de esta tubería se encuentran en la
Tabla 2.
10. Tubería de línea (Ductos).
Se les conoce como ducto al elemento tubular (conocido como tubería de línea)
utilizado para conducir los fluidos producidos del pozo hacia los centros de
recolección, separadores, compresores o tanques de almacenamiento. Son conductos
que se conectan en la superficie a partir del cabezal o árbol de válvulas del pozo.
11. Tubería flexible.
Son conductos tubulares de gran longitud y flexibilidad que no requieren utilizar
conexión o junta para conformar todo un tren o sarta de tuberías. Es decir, la tubería
es continua, a diferencia de las tuberías convencionales que requieren un elemento
conector para unir tubo por tubo y lograr contar con una longitud apropiada para el
trabajo a realizar. La tubería flexible es de dimensiones geométricas esbeltas (< 3

142
1/2” de diámetro), aunque actualmente existen de grandes dimensiones (7” de
diámetro) y la mayoría de las veces se utiliza como tubería de trabajo en proceso de
recuperación avanzada durante la vida productiva del pozo.
12. Lastrabarrenas.
Los elementos tubulares denominados lastrabarrenas son tuberías utilizadas para
auxiliar a la tubería de perforación a dar peso a la barrena durante las operaciones de
perforación.
13. Tubería Pesada (heavy weigth).
La tubería pesada (“heavy weigth”) se compone de elementos tubulares de grandes
dimensiones geométricas (espesor) que se utilizan como auxiliar entre la tubería de
perforación y los lastrabarrenas. Con esto se evita la fatiga de los tubos durante la
perforación.
14. Tubería Conductora o Estructural.
Antes de iniciar propiamente la perforación, se prepara el punto donde se va a
perforar el pozo, cavando un hoyo rectangular llamado contrapozo, el cual sirve para
sentar el primer cabezal en el cual se instalan las conexiones superficiales de control
(BOP) y las conexiones de circulación del lodo de perforación en otras palabras
provee el soporte estructural para toda la torre de perforación, y el soporte de las
demás tuberías que serán corridas dentro del pozo. Esta primera parte del hueco es
de gran diámetro que se utiliza en el pozo, pues a través de ella pasan todas las
tuberías de revestimiento que se utilizaran, esta es sentada a poca profundidad. (80 a
200 pies). Se la reviste y se la cementa con una tubería ancha conocida como Tubo

143
Conductor con un diámetro de (30 – 20 pulgadas). Con un hueco que puede ser de
36 pulgadas a 26 pulgadas.
15. Tubería de Revestimiento Superficial.
Una vez terminado de cementar la tubería conductora o estructural, se procede a
seguir perforando con la ayuda de una broca hasta que se haya llegado a varios
cientos o miles de pies de profundidad, generalmente usando lodo de perforación.
Cuando se termina el hueco hasta la profundidad estimada para la tubería de
revestimiento superficial (más o menos de 2000 a 6000 pies) se la asienta y se la
cementa desde el zapato hasta la superficie o se la cementa desde el zapato de la
tubería de revestimiento superficial hacia el zapato de la tubería conductora o
estructural. Esta tubería tiene diámetros que son (16 pulgadas). Con un hueco de 20
pulgadas
La función principal de estas tuberías es aislar formaciones no consolidadas y evitar
la contaminación de mantos acuíferos que se encuentren a profundidades someras;
mantener el agujero íntegro y evitar la probable migración de aceite, agua y gas de
alguna arena productora superficial, además de permitir la continuación de la etapa
de perforación. Proporciona solucionar problemas de perforación como perdida de
circulación e inestabilidad de la formación.
16 Tubería de Revestimiento Intermedia.
Estas tuberías es necesaria para mantener la integridad del pozo al continuar la
perforación para profundizarlo. Sus rangos de diámetro varia de (13 3/8” con un
hueco de 17 ½ pulgadas, 9 5/8 con hueco de 12 ¼ de pulgada) y su profundidad de
asentamiento varían de (7500 a 8800 pies). Normalmente es la sección más larga de

144
las tuberías en el pozo y van corridas hasta la superficie, por lo cual los preventores
se instalan en estas tuberías para perforar las siguientes etapas y cementada a una
profundidad predeterminada.
Las funciones principales de esta tubería es proteger formaciones de baja o alta
presión de las paredes del pozo (Zonas Débiles), que pueden ser fracturadas con
densidades de lodos mayores, y así evitar pérdidas de circulación. Permite
solucionar problemas de perforación como perdida de circulación, inestabilidad de
las formaciones pegas diferenciales al igual de proporcionar la capacidad de control
del pozo.
17 Tubería de Producción o Explotación.
La sarta de explotación es el propio pozo, esta debe soportar la máxima presión de
fondo de la formación productora, tener resistencia a la corrosión así como resistir
las presiones que se manejan en caso de que el pozo se fracture para aumentar su
productividad, el tipo de levantamiento artificial es otro factor que se debe tomar en
cuenta así como la cementación es critica en esta sarta. Sus rangos de diámetro
varia de (5 1/2” a 2 3/8”) y su profundidad de asentamiento varían de (9000 a
12000pies). Esta tubería sirve para aislar los yacimientos de hidrocarburos de
fluidos indeseables, pero deben conservar la formación productora aislada.
Proporciona la estabilidad en las paredes del pozo, pruebas de producción del pozo,
operaciones de producción y protege los revestimientos intermedios.
145
18. Tubería Corta (Liner).
Es una sarta de tubería que no se extiende a la cabeza del pozo. En cambio, se
sostiene por otra sarta. También tiene la particularidad de ser tubería ranurada. La
tubería corta puede ser usada tanto en la sarta intermedia como en la de producción.
La tubería corta es cementada típicamente a lo largo de toda su longitud. Sus rangos
de diámetro varia de (7” a 5 1/2” con un hueco de 8 ½ pulgadas) y su profundidad
de asentamiento varían de (9000 a 12000pies).
La tubería corta es utilizada en completaciones de pozos con problemas de arena,
con el propósito de controlar la producción excesiva de arena, que constituye un
serio problema en la producción del pozo, Las funciones principales es
proporcionar la capacidad de control del pozo, soluciona problemas de pérdida de
circulación, inestabilidad de la formación, pega diferencial, y básicamente aísla
zonas productoras.
19. Tubería Complemento (TIE-BACK).
Es una sarta de tubería que proporciona integridad al pozo desde la cima de la
tubería corta hasta la superficie. Es un refuerzo para la tubería de explotación. Si se
tienen altas presiones protege de los fluidos corrosivos y refuerza la tubería de
explotación en caso de que se presente daños. Puede cementarse parcialmente.
20. Tubería Complemento Corto (STUB).
Es una sarta de tubería que funciona igual que el complemento. Proporciona
integridad por presión para extender la cima de la tubería corta. Puede cementarse
parcialmente.

146
9. BIBLIOGRAFÍA
API BULL 5A2. Bulletin on Thread Compounds for Casing, Tubing, and Line Pipe.
Sixth Edition, May 1988.
API SPEC 7. Specification for Rotary Drill Stem Elements, Thirty-Ninth Edition,
December 1997.
API SPEC 5D. Specification for Drill Pipe Third Edition, August 1999.
API RECOMMENDED PRACTICE 7G (RP 7G). Recommended practice for drill
stem design and operating limits
CONTROL DE CALIDAD DE LA TUBERÍA DE PERFORACIÓN,
REVESTIMIENTO, Y PRODUCCIÓN UTILIZADA EN POZOS
PETROLEROS. Cesar Sacoto S. Tesis de Grado, Escuela Superior Politécnica del
Litoral, 1990, Guayaquil-Ecuador.
DISEÑO E INSPECCION DE LA SARTA DE PERFORACION NORMA (DS-
1)
DRILL MANUAL. Tuberías, Tomo 5.
INSPECCIÓN DE TUBERÍAS Y DISEÑO DE UN EQUIPO ROTATORIO DE
PERFORACIÓN. Jairo Mideros, Tesis de Grado, Universidad Tecnológica
Equinoccial, 1996. Quito-Ecuador.
PROCEDIMIENTO PARA INSPECCIÓN DE TUBERÍA DE PERFORACION.
INSEPECA CIA. LTDA, 2005-03-04.
PRUEBAS, COMPLETACIONES, REACONDICIONAMIENTOS DE POZOS
PETROLIFEROS. Ing. Klever H. Quiroga S.
147
10. CITAS BIBLIOGRAFICAS
ARCO. Sure Wellsite Learning Manual. High Performance Well Construction
Network.
CURSO SOBRE: “LINER HANGER” Dictado por la compañía Weatherford, UTE-
Quito, 2006
CURSO SOBRE. “WELL SERVICES” “WELL CEMENTING PROCESS”.
Dictado por el Ing. Walter Quiroga. Schlumberger-Coca, 2007-29-10
ETAPAS DE LA PERFORACIÓN. Manual Perforación II, Ing. Marco Corrales,
Quito, 2006-07-11.
ESPECIFICACIONES DEL CLIENTE
PRODUCTOS QUÍMICOS BOLLAND. Limpieza de Cañerías en la Industria del
Petróleo. Comodoro Rivadavia, Chubut-Argentina.