hỒ sƠ hoÀn cÔng - hi-pec.com.vnhi-pec.com.vn/upload/files/hshc son cam boc may bao on...
TRANSCRIPT

HỒ SƠ HOÀN CÔNG
THÁO DỠ, SƠN CAM VÀ BỌC MỚI BẢO ÔN LẠNH CHO CÁC THIẾT BỊ C-01,
ỐNG 10” TỪ C-01 ĐẾN V-12 VÀ ỐNG 12” TỪ V-12 ĐẾN K-01A/B TẠI GPP
CÔNG TRÌNH: THÁO DỠ, SƠN CHỐNG ĂN MÒN VÀ BỌC MỚI BẢO
ÔN LẠNH CHO CÁC THIẾT BỊ C-01, ỐNG 10” TỪ C-01
ĐẾN V-12 VÀ ỐNG 12” TỪ V-12 ĐẾN K-01A/B TẠI GPP
CHỦ ĐẦU TƯ: CÔNG TY CHẾ BIẾN KHÍ VŨNG TÀU (KVT)
NHÀ THẦU: CÔNG TY CP HÓA DẦU CÔNG NGHỆ CAO HI-PEC
Tháng 07/2017
Giám sát và báo cáo: Ks. Lê Công Dương
CÔNG TY CP HÓA DẦU CÔNG NGHỆ CAO HI-PECLầu 1, 26-28-30-32-34 Lê Văn Linh, P12, Q4, TP. HCMĐiện thoại: (028) 3943 4480/82Fax: (028) 3943 4481Email: [email protected] Website: www.hi-pec.com.vn

TÓM TẮT DỰ ÁN
Nhà máy Xử lý khí Dinh Cố (GPP) thuộc Công ty Chế biến Khí Vũng Tàu (KVT) là
nơi tiếp nhận và xử lý nguồn khí đồng hành khai thác từ các mỏ khí thuộc bể Cửu Long,
được xác định là công trình trọng điểm Quốc gia cung cấp khí cho nhà máy Điện, Đạm
và các ngành công nghiệp, dân dụng.
Sau hơn 15 năm đi vào vận hành đến nay, nhà máy đã sản xuất và cung cấp khoảng
19,5 tỷ m3 khí khô, hơn 4 triệu tấn khí hóa lỏng (LPG) và hơn 1,5 triệu tấn condensate.
Sản phẩm của GPP là nguồn nguyên, nhiên liệu cung cấp và tạo ra sức hút cho các
ngành công nghiệp sử dụng khí để phát triển như điện, xăng dầu, hóa chất, phân bón…
góp phần quan trọng để Tổng Công ty Khí Việt Nam cung cấp khí sản xuất khoảng 40%
sản lượng điện, 30% thị phần phân bón và duy trì trên 50% thị phần LPG phục vụ cho
các ngành công nghiệp và dân dụng trong cả nước.
Để GPP hoạt động an toàn và hiệu quả thì công tác bảo dưỡng sửa chữa (BDSC)
phải được định kỳ thực hiện. Trong đó công tác sơn bảo vệ chống ăn mòn (CAM) cho
các thiết bị, đường ống là hết sức quan trọng.
Trước đây, muốn thực hiện sơn CAM cho các thiết bị/đường ống này phải thực hiện
trong thời gian dừng vận hành, song do nhu cầu sản xuất khí liên tục hiện nay thì mọi
hoạt động đều phải thực hiện trong khi GPP vẫn đang hoạt động bình thường.
Khi thực hiện kiểm tra tình trạng ăn mòn cho cụm thiết bị/đường ống từ C-01 đến
V-12 và K-01A/B, phát hiện bên dưới lớp sơn CAM bên trong bảo ôn lạnh (từ phần trên
Tháp C-01, Đường ống 10" từ C-01 về V-12, ống 12" từ V-12 vào K-01A/B) bị bong
tróc, bề mặt thiết bị/ đường ống xuất hiện nhiều điểm gỉ sét, có nguy cơ ăn mòn lớn bởi
do tác động của điều kiện vận hành lên cụm thiết bị/đường ống: Nhiệt độ thấp (5-10 oC)
tạo sự ngưng tụ hơi nước từ môi trường không khí lên trên bề mặt thiết bị/đường ống,
sau thời gian dài sử dụng (trên 5 năm) dưới tác dụng Oxy trong không khí và hơi nước
ngưng tụ khi vận hành làm hỏng lớp sơn CAM bảo vệ và gây gỉ sét, ăn mòn.
Việc sơn online trên bề mặt ẩm ướt/đọng nước và chịu được nhiệt độ lạnh thì chưa
có hãng sơn nào có sản phẩm sơn đạt yêu cầu ngoài các sản phẩm sơn đặc chủng của
hãng Sherwin-Williams (Mỹ)– GlobalNavy (Bồ Đào Nha) được phân phối độc quyền
bởi Công ty CP Hóa dầu Công nghệ cao Hi-pec từ đợt thử nghiệm đoạn ống 12” từ V12
đến K-01A/B đang hoạt động online vào tháng 9 năm 2016.
Để thực hiện công việc tháo dỡ, sơn chống ăn mòn và bọc mới bảo ôn lạnh cho các
thiết bị đường ống C-01, ống 10” từ C-01 đến V-12 và ống 12” từ V-12 đến K-01A/B tại
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

GPP, qua đấu thầu rộng rãi, Công ty Chế biến Khí Vũng Tàu (KVT) đã lựa chọn và phê
duyệt được nhà thầu trúng thầu và Công ty CP Hóa dầu Công nghệ cao Hi-pec là đơn vị
trúng thầu để thực hiện công việc này.
Ngày 16 tháng 05 năm 2017, hợp đồng số 95/2017/KVT/TMHĐ– HI-PEC/D
về việc tháo dỡ, sơn chống ăn mòn và bọc mới bảo ôn lạnh cho các thiết bị đường ống
C-01, ống 10” từ C-01 đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP đã được
Công ty Chế biến Khí Vũng Tàu và Công ty CP Hóa dầu Công nghệ cao Hi-pec ký kết.
Nội dung công việc bao gồm:
+ Tháo dỡ phần bảo ôn cũ và bàn giao cho GPP xử lý.
+ Lắp dựng giàn giáo công nghiệp (loại ống và cùm kẹp) để tiếp cận thiết bị/
đường ống tại các vị trí cần thực hiện.
+ Dùng bạt che kín khu vực thi công và dùng bao nylon/băng keo cuộn kín các
van, thiết bị E&I để tránh ảnh hưởng làm hư hỏng các thiết bị (Đối với C-01:
khi tháo dỡ từng phần bảo ôn lạnh để thực hiện công việc, cần dùng bạt nylon
bao quanh và buộc kín vào thành tháp C-01 để đảm bảo nước, hạt mài garnet,
chất bẩn… không chảy vào phần bảo ôn nóng phía dưới của tháp).
+ Làm sạch bề mặt thép bằn phun hạt garnet và nước áp lực cao đạt tiêu chuẩn
trước khi sơn.
+ Sử dụng máy sơn chuyên dụng để phun sơn trong điều kiện thiết bị/đường ống
vẫn bị đọng hơi nước và lạnh.
+ Bọc lại bảo ôn lạnh (PU Foam) mới sau khi làm sạch và sơn.
+ Tháo dỡ giàn giáo, dọn vệ sinh khu vực làm việc.
Ghi chú: Công việc tháo dỡ bảo ôn cũ, làm sạch và sơn CAM, Bọc lại bảo ôn mới
được thực hiện từng phân đoạn (khoảng 20% diện tích thiết bị) để không ảnh hưởng
đến thông số công nghệ khi GPP vẫn đang vận hành bình thường.
KẾT QUẢ THI CÔNG
BẢNG TỔNG HỢP KHỐI LƯỢNG CÔNG VIỆC
NHÀ THẦU ĐÃ HOÀN THÀNH
STT Hạng mục công việcĐơn
vịKhốilượng
Ghi chú
1Lắp dựng/tháo dỡ giàn giáo để thicông: Tháo dỡ/ bọc bảo ôn; Làm sạchbề mặt và sơn CAM.
m3 1.464 Hoàn thành
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

2Tháo dỡ phần bảo ôn cũ cho các thiếtbị/ đường ống: Phần trên Tháp C-01,Tuyến ống 10" đỉnh C-01 đến V-12.
m3 277 Hoàn thành
3Bọc bảo ôn lạnh mới cho các thiết bị/ đường ống. Phần trên Tháp C-01, Tuyếnống 10" đỉnh C-01 đến V-12.
3.1Vật tư Tole A3003 H14 dày 0,7 mm(Diện tích thành phẩm, nhà thầu tựchịu phần hao hụt gia công, lắp đặt…)
m2 324 Hoàn thành
3.2 Vật tư Bảo ôn lạnh (PU Foam) m3 277 Hoàn thành
3.3 Vật tư Đai kẹp (Inox, bản 20mm) m 179 Hoàn thành
3.4Vật tư Đinh vít Inox, kẽm buộc inox,silicon và các phụ kiện
Trọngói
1 Hoàn thành
3.5 Cắt, tạo hình Tole, bọc và đổ PU Foam m2 324 Hoàn thành
4 Sơn chống ăn mòn
4.1Làm sạch bề mặt: Phun hạt/nước cao áp/máy cầm tay làm sạch bề mặt kim loại đạttiêu chuẩn Sa.2.5/St3. Vải/bạt che chắn phục vụ công việc làm sạch.
4.1.1Tẩy sạch dầu mỡ, PU bằng nước áp lựccao (300bar) kèm hóa chất.
m2 250 Hoàn thành
4.1.2
Tẩy sạch lớp sơn cũ bằng bắn hạtgarnet ướt bằng máy chuyên dụng phunnước áp lực cao đạt độ sạch Sa2.5 ISO8501-1.
m2 250 Hoàn thành
4.1.3Xử lý bề mặt thiết bị trước khi sơnbằng nước sạch, dung môi và khí nóngđể làm khô bề mặt phục vụ sơn lớp 1.
m2 250 Hoàn thành
4.2Sơn chống ăn mòn 02 lớp với loại sơn chuyên dụng trên bề mặt lạnh và ẩm ướt:Globalnavy GN 133UE, sơn 2 lớp, có tổng chiều dày sơn khô ≥350 Mic.m
4.2.1
Sơn chống ăn mòn lớp thứ nhất vớiloại sơn chuyên dụng trên bề mặt lạnhvà ẩm ướt: Globalnavy GN 133UE,chiều dày sơn khô ≥ 150 Mic.m
m2 250 Hoàn thành
4.2.2Xử lý bề mặt thiết bị trước khi sơnbằng nước sạch, dung môi và khí nóngđể làm khô bề mặt phục vụ sơn lớp 2.
m2 250 Hoàn thành
4.2.3
Sơn chống ăn mòn lớp 2 với loại sơnchuyên dụng trên bề mặt lạnh và ẩmướt: Globalnavy GN 133UE, chiều dàysơn khô ≥ 200 Mic.m
m2 250 Hoàn thành
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP
5 Chi phí huy động, giải tỏa nhân sự, thiết bị cho việc Bọc bảo ôn.
5.1Chi phí huy động, giải tỏa nhân sự Bọcbảo ôn.
Lượt 2 Hoàn thành
5.2Chi phí huy động, giải tỏa Thiết bị Bọcbảo ôn.
Lượt 2 Hoàn thành
6 Chi phí huy động, giải tỏa nhân sự, thiết bị cho việc Sơn CAM
6.1Chi phí huy động, giải tỏa Nhân sự choviệc Sơn CAM
Lượt 2 Hoàn thành
6.2Chi phí huy động, giải tỏa Thiết bị choviệc Sơn CAM
Lượt 2 Hoàn thành
7Chi phí Standby cho thiết bị, nhân sự Sơn CAM (Do thực hiện công việc từngphân đoạn 20% để không bị ảnh hưởng đến thông số công nghệ của GPP đangvận hành).
7.1 Standby máy nén khí Ca 20 Hoàn thành
7.2 Standby thiết bị phun sơn Ca 20 Hoàn thành
7.3 Standby nhân công sơn CAM. Công 40 Hoàn thành
Công ty Hi-pec đã hoàn thành công việc đạt yêu cầu kỹ thuật theo Hợp đồng số:
95/2017/KVT/TMHĐ – HI-PEC/D và đạt yêu cầu kỹ thuật theo yêu cầu trong Phạm vi
công việc số KVT.KTSX.PVCV.260 Rev.01, cụ thể như sau:
Về tiến độ thực hiện
- Theo quy định hợp đồng, nhà thầu phải thực hiện và hoàn thành Công việc
trong vòng 50 ngày kể từ ngày KVT bàn giao mặt bằng cho nhà thầu
(không kể các ngày nghỉ lễ, tết theo quy định của Nhà nước).
- Ngày KVT bàn giao mặt bằng cho nhà thầu là ngày 12/06/2017
- Ngày nghiệm thu hoàn thành bàn giao đưa vào sử dụng là ngày 19/07/2017
Như vậy, thời gian thực hiện và hoàn thành Công việc theo thực tế là
37 ngày, sớm hơn 13 ngày so với thời gian quy định trong Hợp đồng.
Về nhân sự thi công
- Nhân sự gồm có 31 người
Chỉ huy trưởng công trình : 01 người
Giám sát sơn : 01 người
Giám sát an toàn : 01 người
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Tổ trưởng CAM : 01 người
Tổ trưởng giàn giáo : 01 người
Tổ trưởng bảo ôn : 01 người
Thợ giàn giáo : 10 người
Thợ CAM : 05 người
Thợ bảo ôn : 05 người
Thợ phụ : 05 người
Về chất lượng:
- Đạt kết quả tốt, đúng yêu cầu kỹ thuật, chất lượng theo Hợp đồng số:
95/2017/KVT/TMHĐ – HI-PEC/D và Phạm vi công việc số
KVT.KTSX.PVCV.260 Rev.01.
- Toàn bộ quá trình thi công theo đúng quy trình phê duyệt, được quản lý,
giám sát chất lượng chặt chẽ của Ca vận hành GPP, giám sát kỹ thuật của
P.KT-SX của KVT;
- Được đại diện của GPP và P.KT-SX của KVT kiểm tra, chấp thuận, ký các
biên bản nghiệm thu từng phần công việc và tổng thể bàn giao.
Về an toàn
- Vì đây là Nhà máy chế biến khí, khí luôn rò rỉ, có nguyên cơ cháy nổ rất
cao nên nhà thầu Hi-pec tiến hành thực hiện và hoàn tất Công việc theo như
quy định tại hợp đồng một cách cẩn trọng, an toàn phù hợp các quy chuẩn,
tiêu chuẩn, chuẩn mực áp dụng cho ngành công nghiệp khí, đồng thời tuân
thủ nghiêm ngặt các nguyên tắc, quy định về an toàn phòng chống cháy nổ
tại Công Trường, các quy định về an toàn lao động cho nhân sự, máy móc,
thiết bị thi công và vật tư của mình.
- Trong suốt quá trình làm việc, với tinh thần và ý thức làm việc cao nên
không có bất kỳ tai nạn, sự cố mất an toan nào xảy ra dù nhỏ nhất.
- Giàn giáo thi công đạt tiêu chuẩn BS1139, đảm bảo an toàn lao động trong
suốt quá trình thi công.
- Toàn bộ quá trình thực hiện không gây bụi ô nhiễm không khí, đất và nước,
không ảnh hưởng đến các công việc xung quanh.
- Tuyệt đối an toàn về phòng cháy chữa cháy.
Toàn bộ quá trình thi công được thể hiện qua báo cáo hình ảnh bên dưới.
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

HÌNH ẢNH THI CÔNG
I. MỘT SỐ HÌNH ẢNH THỂ HIỆN CÁC BƯỚC THI CÔNG
1. Lắp dựng giàn giáo và che chắn
Đang thi công lắp dựng giàn giáo phục vụ thi công
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Che chắn xung quanh bằng vải bạt
2. Tháo dỡ bảo ôn cũ, cạo bỏ lớp Foam cũ
Đang tháo dỡ lớp bảo ôn cũ
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Cạo bỏ lớp Foam cũ bám trên bề mặt
3. Tình trạng bề mặt đường ống/thiết bị sau khi cạo bỏ lớp Foam cũ
Bề mặt đường ống đã bị rỉ sét và hư hỏng
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Bề mặt lớp sơn trên V-12 và C-01 đã bong tróc, hư hỏng
4. Bắn Garnet ướt làm sạch bề mặt các thiết bị/đường ống
Chuẩn bị máy bắn hạt Garnet ướt
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Thi công bắn Garnet ướt khu vực V-12
Thi công bắn Garnet ướt khu cực C-01
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Phun hóa chất tẩy sạch dầu mỡ, bụi bẩn và rửa nước áp suất cao (khoảng 300 bar) đểlàm sạch hóa chất và foam bảo ôn.
5. Sơn chống ăn mòn cho thiết bị/đường ống
Bề mặt đường ống/thiết bị V-12 trước khi sơn luôn có nước ngưng tụ
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Bề mặt đường ống/thiết bị C-01 trước khi sơn luôn có nước ngưng tụ
Đang sơn lớp 1 cho đường ống/thiết bị khu vực V-12 và C-01
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Bề mặt thiết bị/đường ống V-12 sau khi sơn lớp 1 bằng sơn GlobalNavy GN133UE
Bề mặt thiết bị/đường ống C-01 sau khi sơn lớp 1 bằng sơn GlobalNavy GN133UE
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Kiểm tra độ dày sơn khô lớp 1 đạt yêu cầu ≥ 150 micron
Đang sơn lớp 2 cho đường ống/thiết bị V-12 bằng sơn GlobalNavy GN133UE
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Bề mặt đường ống/thiết bị V-12 sau khi sơn lớp 2 bằng sơn GlobalNavy GN133UE
Bề mặt đường ống/thiết bị K-01A/B sau khi sơn lớp 2 bằng sơn GlobalNavy GN133UE
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Bề mặt đường ống/thiết bị C-01 sau khi sơn lớp 2 bằng sơn GlobalNavy GN133UE
Bề mặt đường ống/thiết bị C-01 sau khi sơn lớp 2 bằng sơn GN133UE
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Bề mặt đường ống/thiết bị C-01 sau khi sơn lớp 2 bằng sơn GN133UE
Kiểm tra độ dày khô sau khi sơn hoàn thiện 2 lớp GN133UE đạt độ dày >350 micron
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Kiểm tra độ dày khô sau khi sơn hoàn thiện 2 lớp GN133UE đạt độ dày >350 micron
6. Gia công, chế tạo và lắp mới bảo ôn lạnh cho thiết bị/đường ống
Công tác gia công chế tạo bảo ôn
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Công tác gia công chế tạo bảo ôn
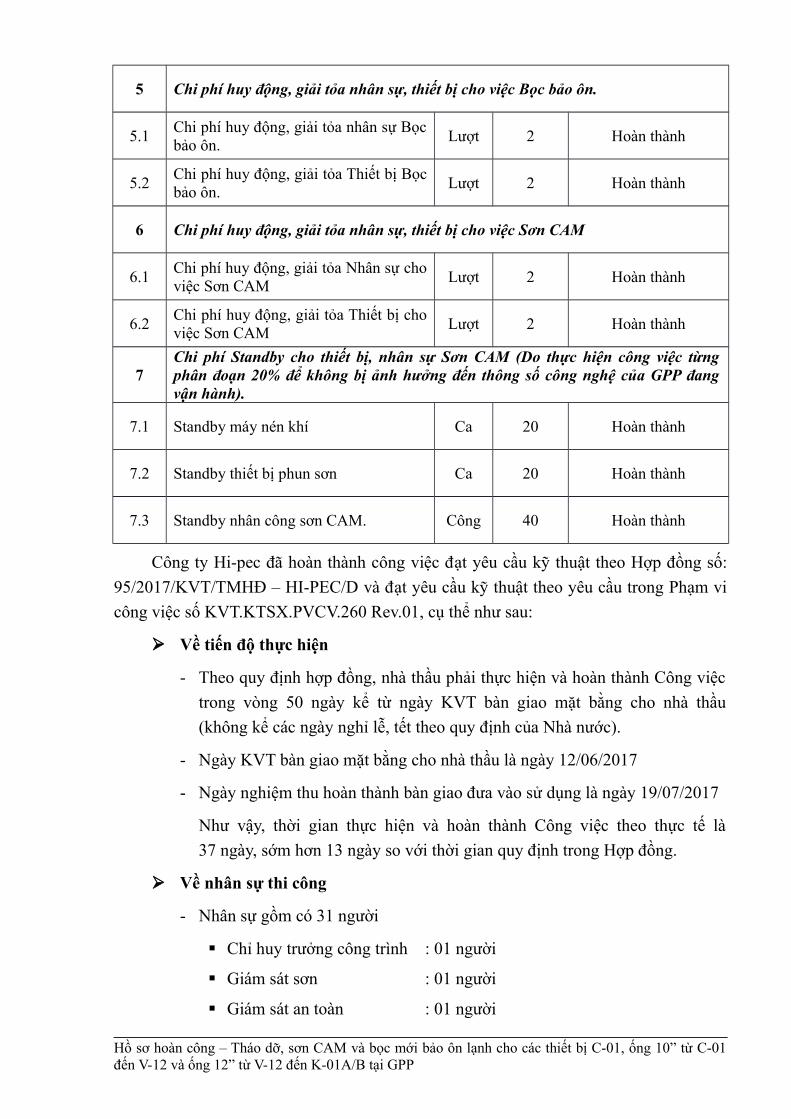
Thi công lắp bảo ôn lạnh cho thiết bị/đường ống V-12
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP
Thi công lắp bảo ôn lạnh cho thiết bị/đường ống V-12
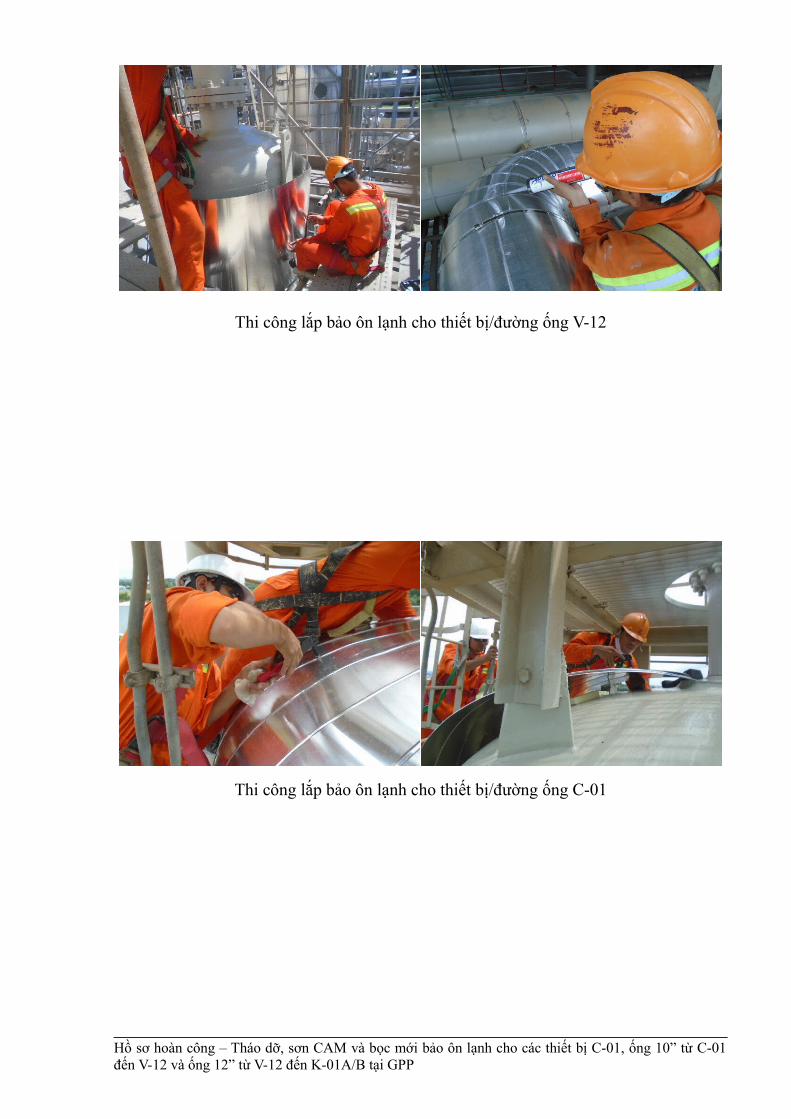
Thi công lắp bảo ôn lạnh cho thiết bị/đường ống C-01
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Đang đổ PU Foam
Đường ống/thiết bị được bọc mới bảo ôn lạnh
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Đường ống/thiết bị được bọc mới bảo ôn lạnh
Đường ống/thiết bị được bọc mới bảo ôn lạnh
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Đường ống/thiết bị được bọc mới bảo ôn lạnh
II. MỘT SỐ HÌNH ẢNH KHÁC
Công tác kiểm tra nghiệm thu
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Cán bộ an toàn GPP kiểm tra máy móc thiết bị sử dụng cho công trình
Vật tư Garnet và hóa chất tẩy rửa dùng cho công trình
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP

Vật tư sơn GN133UE sử dụng cho công trình
Hồ sơ hoàn công – Tháo dỡ, sơn CAM và bọc mới bảo ôn lạnh cho các thiết bị C-01, ống 10” từ C-01đến V-12 và ống 12” từ V-12 đến K-01A/B tại GPP