gestão
TRANSCRIPT

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
GESTÃOGESTÃODADA
MANUTENMANUTENÇÇÃOÃOCCíícero Mouracero Moura
20092009 [email protected]

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
1. Importância da Manutenção2. Conceitos da Manutenção3. Função da Gestão da Manutenção 4. Sistema de Gestão de Manutenção5. Estruturas de Manutenção6. Requisitos do Profissional de Manutenção7. Evolução da Manutenção8. Manutenção Corretiva 9. Manutenção Preventiva 10. Manutenção Preditiva 11. Manutenção Detectiva12. Engenharia de Manutenção13. Planejamento e Controle de Manutenção - PCM14. Manutenção Produtiva Total - TPM15. Manutenção Centrada na Confiabilidade - RCM16. Terotecnologia e Retrofitting17. Gestão de Ativos Industriais18. Unidades de Alta Performance19. Indicadores de Manutenção20. MTBF - MTTF21. Disponibilidade – Backlog22. Confiabilidade
PRO
GR
AM
A D
O C
UR
SO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
23. Mantenabilidade24. Qualidade e Produtividade25. Custos de Manutenção26. SITUAÇÃO DA MANUTENÇÃO NO BRASIL27. Análise de Falhas - Conceitos28. Tipos de Falha29. Modos de Falha30. Causas das Falhas31. Características das Falhas32. FTA - Análise da Árvore de Falhas33. FMEA - Análise de Modos e Efeitos de Falhas34. Técnicas Preditivas e Ensaios Não Destrutivos35. Ensaios Não Destrutivos - Análise de Ligas Metálicas 36. Ensaios Não Destrutivos - Ensaio Visual37. Ensaios Não Destrutivos - Líquido Penetrante38. Ensaios Não Destrutivos - Partículas Magnéticas39. Ensaios Não Destrutivos - Ultra-Som40. Ensaios Não Destrutivos - Inspeção Radiográfica41. Técnicas Preditivas - Inspeção Termográfica42. Técnicas Preditivas - Análise de Vibração43. Técnicas Preditivas - Ferrografia44. Relatório de Inspeção e Manutenção
PRO
GR
AM
A D
O C
UR
SO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
BIBLIOGRAFIA:1. AFFONSO, Luiz Otávio Amaral. Equipamentos Mecânicos: Análise de Falhas e Soluções de
Problemas. Rio de Janeiro: Qualitymark, 2002.2. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. ABNT NBR 5462 - Confiabilidade e
Mantenabilidade. Rio de Janeiro, 1994.3. AZEVEDO, Celso de. Asset Management - Gestão de Ativos Industriais: Novas Oportunidades para
a Manutenção. Rio de Janeiro: Assetsman: ABRAMAN, 2002.4. BRANCO FILHO, Gil. Dicionário de Termos de Manutenção, Confiabilidade e Qualidade. Rio de
Janeiro: Ciência Moderna, 2000.5. KARDEC, Alan; NACIF, Júlio. Manutenção: Função Estratégica. 2. ed. Rio de Janeiro: Qualitymark,
2001.6. KARDEC, Alan; ARCURI, Rogério; CABRAL, Nelson. Gestão Estratégica e Avaliação do
Desempenho. Rio de Janeiro: Qualitymark: ABRAMAN, 2002.7. KARDEC, Alan; FLORES, Joubert; SEIXAS, Eduardo. Gestão Estratégica e Indicadores do
Desempenho. Rio de Janeiro: Qualitymark: ABRAMAN, 2002.8. KARDEC, Alan; LAFRAIA, João. Gestão Estratégica e Confiabilidade. Rio de Janeiro: Qualitymark:
ABRAMAN, 2002.9. KARDEC, Alan; NACIF, Júlio; BARONI, Tarcísio. Gestão Estratégica e Técnicas Preditivas. Rio de
Janeiro: Qualitymark, 2002.10.KARDEC, Alan; ZEN, Milton. Gestão Estratégica e Fator Humano. Rio de Janeiro: Qualitymark, 2002.11.KARDEC, Alan; RIBEIRO, Haroldo. Gestão Estratégica e Manutenção Autônoma. Rio de Janeiro:
Qualitymark, 2002.12.KARDEC, Alan; CARVALHO, Cláudio. Gestão Estratégica e Terceirização. Rio de Janeiro:
Qualitymark, 2002.13.KENYON, Rex. Process Plant Reliability and Maintenance for Pacesetter Performance. Tulsa:
PennWell, 2004.14.LAFRAIA, João Ricardo Barusso. Manual de Confiabilidade, Mantenabilidade e Disponibilidade. Rio
de Janeiro: Qualitymark, 2001.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
BIBLIOGRAFIA:15.LEVITT, Joel. The Handbook of Maintenance Management. New York: Industrial Press Inc., 1997.16.MONCHY, François. A Função Manutenção: Formação para a Gerência da Manutenção Industrial.
São Paulo: EBRAS, 1989.17.MOUBRAY, John. Reliability-centred Maintenance (RCM): Manutenção Centrada em Confiabilidade.
Tradução de Kleber Siqueira. Grã Bretanha: Aladon, 2000.18.MOURA, Cícero R. Oliveira. Metodologia de Avaliação Integrada do Sistema de Gestão de
Manutenção Baseado na NBR ISO 9001: 2000 e PNQ 2005. 2007. 147f. Dissertação (Mestrado em Engenharia de Produção) – Centro de Tecnologia, Universidade Federal da Paraíba, João Pessoa.
19.SEIXAS, Eduardo de Santana. Confiabilidade Aplicada na Manutenção. Rio de Janeiro: Qualytek: 2002. CD-ROM (Livro Eletrônico)
20.SIQUEIRA, Iony Patriota de. Manutenção Centrada na Confiabilidade: Manual de Implementação. Rio de Janeiro: Qualitymark, 2005.
21.SOUZA, C.A. Ensaios Mecânicos de Materiais Metálicos. 5.ed. São Paulo: Edgard Blücher, 1982.22.TAKAHASHI, Yoshikazu, OSADA, Takashi. Manutenção Produtiva Total. São Paulo: IMAM, 1993.23.TAVARES, Lourival Augusto. Administração Moderna da Manutenção. Rio de Janeiro: Novo Polo,
1999.24.TAVARES, Lourival Augusto. Excelência na Manutenção: Estratégias para Otimização e
Gerenciamento. Salvador: Casa da Qualidade, 1996.25.TELLES, Pedro Carlos Silva. Materiais Para Equipamentos de Processo. Rio de Janeiro:
Interciência, 2003. 26.VIANA, Herbert Ricardo Garcia. PCM - Planejamento e Controle da Manutenção. Rio de Janeiro:
Qualitymark, 2002.27.WIREMAN, Terry. Developing performance indicators in managing maintenance. New York:
Industrial Press, 1998.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Presente em Todas Presente em Todas ÁÁreasreas
Prestação Serviços
PrestaPrestaçção ão ServiServiççosos
Petróleo ePetroquímico
PetrPetróóleo eleo ePetroquPetroquíímicomico
AeronáuticoAeronAeronááuticoutico
Energia ElétricaEnergia ElEnergia Eléétricatrica Construção CivilConstruConstruçção Civilão CivilHospitalarHospitalar
PredialPredialPredial
Máquinas e EquipamentosMáquinas e
Equipamentos
MetalúrgicoMetalúrgico
Papel e CelulosePapel e Papel e
CeluloseCelulose
QuímicoQuímico
TêxtilTêxtilTêxtilTransporteTransporteTransporte
BebidasBebidasBebidas
AgropecuárioAgropecuAgropecuááriorioInformática e
TelecomunicaçõesInformInformáática e tica e
TelecomunicaTelecomunicaççõesõesSaneamentoSaneamentoSaneamentoSiderúrgicoSiderSiderúúrgicorgico
Importância da ManutenImportância da Manutenççãoão
EducacionalEducacionalEducacional

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Importância da ManutenImportância da Manutenççãoão
HARDWAREHARDWARE SOFTWARESOFTWARE
PEOPLEWAREPEOPLEWARE
GESTÃO DAGESTÃO DA
MANUTENMANUTENÇÇÃOÃO
EquipamentosInstrumentosMateriais
MétodosPadrõesProcedimentos
ProfissionaisQualificaçãoCertificação
VISÃO SISTÊMICAVISÃO SISTÊMICA

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Custo Total de ManutenCusto Total de Manutençção (CTM) em relaão (CTM) em relaçção ao Faturamento ão ao Faturamento Bruto (FB) das Empresas Bruto (FB) das Empresas éé de 4,13% (mde 4,13% (méédia).dia).
CUSTO DE MANUTENCUSTO DE MANUTENÇÇÃO NO BRASILÃO NO BRASIL
Fonte: "Documento Nacional" de 2003 da ABRAMAN
Importância da ManutenImportância da Manutenççãoão
PIB - Produto Interno Bruto -indicador econômico que representa a soma dos valores de todos os bens produzidos por um país, em determinado período.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MMéédia de 4,12%.dia de 4,12%.
CUSTO DE MANUTENCUSTO DE MANUTENÇÇÃO NO MUNDOÃO NO MUNDO
Importância da ManutenImportância da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Os Estados Unidos investem US$ 570 bilhões por ano em Manutenção (4,12%)
Importância da ManutenImportância da Manutenççãoão
PIB 20 Maiores Economias - US$ milhõesFonte: International Monetary Fund, World Economic Outlook Database, April 2008
13.8
43.8
25
4.38
3.76
2
3.32
2.14
7
3.25
0.82
7
2.77
2.57
0
2.56
0.25
5
2.10
4.66
6
1.43
8.95
9
1.43
2.14
0
1.28
9.58
2
1.09
8.94
5
957.
053
908.
826
893.
365
768.
704
663.
419
455.
319
453.
636
1.31
3.59
0
Uni
ted
Stat
es
Japa
n
Ger
man
y
Chi
na
Uni
ted
Kin
gdom
Fran
ce
Italy
Spai
n
Can
ada
Bra
zil
Rus
sia
Indi
a
Kor
ea
Aus
tral
ia
Mex
ico
Net
herla
nds
Turk
ey
Swed
en
Bel
gium
PIB do Mundo = US$ 54,3 trilhões

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
The U.S. Federal HighwayAdministration (FHWA) recentlyreleased a breakthrough 2-yearstudy on the direct costs associatedwith metallic corrosion in nearlyevery U.S. industry sector, frominfrastructure and transportation to production and manufacturing. Initiated by NACE International—The Corrosion Society andmandated by the U.S. Congress in 1999 as part of the TransportationEquity Act for the 21st Century(TEA-21), the study providescurrent cost estimates and identifiesnational strategies to minimize theimpact of corrosion. SUPPLEMENT TO MATERIALS PERFORMANCE - July 2002
CORROSION COSTS AND PREVENTIVE STRATEGIES IN CORROSION COSTS AND PREVENTIVE STRATEGIES IN THE UNITED STATESTHE UNITED STATES
Gross Domestic Product (GDP)
Importância da ManutenImportância da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
According to estimates, over 200 billion dollars were spent on maintenance in the United States in 1979. Since 1979, maintenance costs have risen between 10% and 15% per year. Maintenance expenditure in the United States, therefore, are probably now over a trillion dollars per year.
Fonte: Benchmarking Best Practices in Maintenance Management Terry Wireman, 2004.
STATUS OF MAINTENANCE IN DE UNITED STATESSTATUS OF MAINTENANCE IN DE UNITED STATES
Importância da ManutenImportância da Manutenççãoão
Terry Wireman is a widely acclaimedmaintenance expert andhas written over 15 books on the subjectincluding Benchmarking Best Practices for MaintenanceManagement.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
0 10 20 30 40 50 ( % )
Falhas MecânicasErro de Operação
Desvio do ProcessoFenômenos Naturais
Erro de Projeto
Sabotagem
Outros/Desconhecido
Dos 170 principais eventos com prejuDos 170 principais eventos com prejuíízos zos patrimoniais na indpatrimoniais na indúústria de processamento stria de processamento durante 30 anos, mais da metade foram durante 30 anos, mais da metade foram causados por Falhas Mecânicas. causados por Falhas Mecânicas.
Fonte: Lafraia, 2001 (Manual de Confiabilidade, Mantenabilidade e Disponibilidade )
10% do or10% do orççamento anual da indamento anual da indúústria stria éé gasto gasto com reposicom reposiçção dos ativos por falhas prematuras. ão dos ativos por falhas prematuras. ((MacInnesMacInnes & Pearce)& Pearce)
Importância da ManutenImportância da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Importância da ManutenImportância da Manutenççãoão
Fonte: Steel Statistical Yearbook 2006 – IISI - International Iron And Steel Institute
Crescimento do consumo mundial de aço nos últimos 10 anos.A produção mundial de aço bruto em 2006 foi incrementada em 8,8% em relação a 2005, chegando a 1,239 bilhões de toneladas, um nível jamais alcançado antes.
Consumo de Aço Bruto
111.
934
114.
721
122.
939
136.
181
138.
086
170.
648
205.
720
258.
570
296.
580
350.
170
738.
902
782.
531
775.
119
785.
103
844.
866
855.
324
905.
026
971.
796
1.07
2.68
0
1.12
5.64
7
1 996 1997 1998 1999 2000 2001 2002 2003 2004 2005
Ch in a = 213% M un d o = 52%

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Importância da ManutenImportância da Manutenççãoão
Fonte: Steel Statistical Yearbook 2006 – IISI - International Iron And Steel Institute

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
1. 5% de perda de produção por práticas gerenciais de manutenção inadequadas
2. 10% a mais no staff de manutenção por tarefas de manutenção desnecessárias e não envolvimento da operação
3. 10% a mais de estoque pela falta de padronização
4. 20% a mais em estoque, devido a análise inadequada de criticidade dos ativos;
5. 80% do pessoal de Suprimento trabalhando em adquirir sobressalentes;
6. Baixa rotatividade dos estoques de manutenção, variando de 1 a 2 vezes por ano.
POTENCIAL DE GANHO ECONÔMICO NA POTENCIAL DE GANHO ECONÔMICO NA MANUTENMANUTENÇÇÃOÃO
Fonte: Strategic MROMacInnes/Pearce-2002

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
NA INTERNETNA INTERNET
Acesso em 30.09.2008
Importância da ManutenImportância da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
a)a) Potencial de investimentos das empresas que Potencial de investimentos das empresas que favorece a aquisifavorece a aquisiçção de equipamentos modernos e ão de equipamentos modernos e caros.caros.
b)b) Lucro cessante elevado devido a parada de Lucro cessante elevado devido a parada de unidades padronizadas implicam em altos custos unidades padronizadas implicam em altos custos de manutende manutençção.ão.
c)c) CritCritéérios de seguranrios de segurançça por condia por condiçções operacionais ões operacionais crcrííticas levam a manutenticas levam a manutençção por condião por condiçção.ão.
d)d) SensibilizaSensibilizaçção da gestão da empresa para a ão da gestão da empresa para a economia resultante de uma manuteneconomia resultante de uma manutençção ão competente.competente.
CritCritéérios que Valorizam a Manutenrios que Valorizam a ManutenççãoãoImportância da ManutenImportância da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
-- CONCEITO CONCEITO ---- EVOLUEVOLUÇÇÃO ÃO --
DADA
MANUTENMANUTENÇÇÃOÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Conceito deConceito de ManutenManutenççãoão
A etnologia da palavra manutenção apresenta sua origem latina medieval manutentione - 'ação de segurar com a mão', ou provavelmente de origem francesa manutention - 'ação de
manter'. Porém, entende-se como o ato ou efeito de manter ou conservar um bem físico. Slack et al (2002) observam que a
manutenção é o termo usado para abordar a forma pela qual as organizações tentam evitar as falhas, cuidando de suas instalações
físicas. Este conceito enfatiza a prevenção e a recuperação de falhas, uma área importante de atuação da manutenção, embora
não envolva sua completa amplitude.
A etnologia da palavra manutenção apresenta sua origem latina medieval manutentione - 'ação de segurar com a mão', ou provavelmente de origem francesa manutention - 'ação de
manter'. Porém, entende-se como o ato ou efeito de manter ou conservar um bem físico. Slack et al (2002) observam que a
manutenção é o termo usado para abordar a forma pela qual as organizações tentam evitar as falhas, cuidando de suas instalações
físicas. Este conceito enfatiza a prevenção e a recuperação de falhas, uma área importante de atuação da manutenção, embora
não envolva sua completa amplitude.
O termo “Manutenção” tem sua origem no vocabulário militar, cujo sentido era “manter”, nas unidades de combate, o efetivo e o
material num nível constante. O aparecimento do termo “Manutenção” na indústria ocorreu por volta de 1950 nos Estados Unidos, e o mesmo vem se sobrepondo ao termo “conservação”.
Monchy
O termo “Manutenção” tem sua origem no vocabulário militar, cujo sentido era “manter”, nas unidades de combate, o efetivo e o
material num nível constante. O aparecimento do termo “Manutenção” na indústria ocorreu por volta de 1950 nos Estados Unidos, e o mesmo vem se sobrepondo ao termo “conservação”.
Monchy

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Conceito de ManutenConceito de Manutenççãoão“Combinação de todas as ações técnicas e administrativas, incluindo as de supervisão, destinadas a manter ou recolocar um item em um estado no qual possa desempenhar uma função requerida .” ABNT NBR 5462
“Combinação de todas as ações técnicas e administrativas, incluindo as de supervisão, destinadas a manter ou recolocar um item em um estado no qual possa desempenhar uma função requerida .” ABNT NBR 5462
“Conjunto de ações que permitam manter ou estabelecer um bem dentro de um estado específico ou na medida para assegurar um serviço determinado.” AFNOR
“Conjunto de ações que permitam manter ou estabelecer um bem dentro de um estado específico ou na medida para assegurar um serviço determinado.” AFNOR
“Verbete: Manutenção (Dicionário Aurélio)”.1. Ato ou efeito de manter (-se). 2. As medidas necessárias para a conservação ou a permanência de alguma coisa ou de uma situação. 3. Os cuidados técnicos indispensáveis ao funcionamento regular e permanente de motores e máquinas.
“Verbete: Manutenção (Dicionário Aurélio)”.1. Ato ou efeito de manter (-se). 2. As medidas necessárias para a conservação ou a permanência de alguma coisa ou de uma situação. 3. Os cuidados técnicos indispensáveis ao funcionamento regular e permanente de motores e máquinas.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Conceito ModernoConceito ModernoMANUTENMANUTENÇÇÃOÃO é garantir a disponibilidade da função dos equipamentos e instalações de modo a atender a um processo de produção e preservação do
meio ambiente, com confiabilidade, segurança e
custos adequados.Fonte: KARDEC e NASCIF, 2001

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Gestão da ManutenGestão da Manutençção ou ão ou Gestão de Ativo IndustrialGestão de Ativo Industrial éo gerenciamento de todos
os ativos industriais próprios de uma empresa,
baseado na maximização no retorno do investimento do
ativo.Fonte: Terry Wireman, 1998
Conceito ModernoConceito Moderno

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
FunFunçção da Gestão da Manutenão da Gestão da Manutenççãoãoa) Planejar e programar a manutenção dos ativos
físicos, visando atender às demandas de serviços, garantindo a disponibilidade e confiabilidade das instalações;
b) Desenvolver uma logística adequada para a gestão de materiais e sobressalentes;
c) Desenvolver e aplicar técnicas modernas de monitoramento das condições físicas e operacionais dos ativos físicos;
d) Organizar registros de manutenção dos equipamentos, mantendo histórico atualizado de performance;
Fonte: Kardec, Flores e Seixas (2002)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
FunFunçção da Gestão da Manutenão da Gestão da Manutenççãoãoe) Gerenciar com base em indicadores de desempenho
empresarial: confiabilidade, disponibilidade, qualidade, custo, segurança, meio ambiente e outros que permitam uma análise crítica e implementação de melhorias;
f) Identificar as necessidades de treinamento e implementar programas visando à capacitação e certificação do pessoal de manutenção;
g) Implementar Engenharia de Manutenção com objetivo de identificar causas e fatores de deterioração e falhas de equipamentos, com o objetivo de evitar sua ocorrência ou repetição;
h) Otimizar a produção com confiabilidade, qualidade e custos adequados, sem infringir normas de segurança e causar danos ao meio ambiente.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
FunFunçção da Gestão da Manutenão da Gestão da ManutenççãoãoDO PONTO DE VISTA DE PREVENDO PONTO DE VISTA DE PREVENÇÇÃO E ÃO E
REDUREDUÇÇÃO DE FALHASÃO DE FALHAS::1. Priorizar: atacar primeiramente as falhas com
maior potencial de impacto na operação;2. Buscar as causas-raízes das falhas: utilizar para
isso as ferramentas da qualidade;3. Identificar ações de melhoria;4. Planejar, programar e executar as ações de
melhoria: centrar as ações na prevenção;5. Estabelecer indicadores e formalizar
procedimentos;6. Registrar e acompanhar os resultados;7. Corrigir ações e procedimentos, se necessário.Corrêa e Corrêa (2004, p. 660).

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Sistema de Gestão de Sistema de Gestão de ManutenManutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Estruturas de ManutenEstruturas de ManutenççãoãoMecânica (equipamentos dinâmicos)Elétrica (industrial e predial)Caldeiraria (equipamentos estáticos)Instrumentação (instrumentos de medição, controle e automação)Complementar (pintura, isolamento, limpeza, civil, etc)Inspeção (ensaios mecânicos e não destrutivos)Ferramentaria (controle de ferramentas e instrumentos de manutenção)Planejamento (programação e controle da manutenção)Contratação (elaboração de contratos, fiscalização e apropriação)Suprimento (almoxarifado, previsão e compras de materiais)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Estruturas ManutenEstruturas ManutenççãoãoEstrutura em Linha
- Centralizada -
(KARDEC e NASCIF, 2001)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Estruturas ManutenEstruturas Manutenççãoão
VANTAGENS:1. Mão-de-obra agrupada por especialidades;2. Maior rapidez às solicitações;3. Facilidade de recrutar mão de obra para deslocamentos internos;4. Redução de custos pelo aproveitamento de pessoal;5. Maior facilidade na aquisição de equipamentos externos;6. Solução de problemas similares em toda fábrica;7. Troca de experiências entre especialistas;8. Agrupa todas as informações sobre manutenção: desenhos, registros e
suprimentos.
DESVANTAGENS:1. Baixa eficiência da equipe;2. Tempo gasto nos deslocamentos pode ser excessivo;3. Tempo de resposta pode ser intolerável;4. Supervisão mais difícil;5. Maior quantidade de encarregados e mestres;6. Tempo para familiarizar com toda a fábrica;7. Disponibilidade dos especialistas.
Estrutura em Linha- Centralizada -

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Estruturas ManutenEstruturas ManutenççãoãoEstrutura Matricial
- Descentralizada -
(KARDEC e NASCIF, 2001)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Estruturas ManutenEstruturas Manutenççãoão
VANTAGENS:1. Tempo de deslocamento reduzido;2. Respostas mais rápidas às solicitações;3. Supervisão mais fácil e mais eficiente;4. Maior compreensão dos equipamentos pelas equipes de manutenção;5. Simplicidade na programação dos trabalhos;6. Agilidade dos reparos;7. As mudanças nas linhas de produção são absorvidas mais rapidamente.
DESVANTAGENS:1. Menor flexibilidade para o atendimento de serviços especiais;2. Tensão entre supervisores: pessoal se deslocando para outras áreas;3. Tendência em superdimensionar a equipe.4. Maior burocracia com subdivisões hierárquicas;5. Aquisição de equipamentos idênticos para diferentes áreas;6. Dificuldades para contratar especialistas.
Estrutura Matricial - Descentralizada -

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Estruturas ManutenEstruturas ManutenççãoãoTimes de Manutenção
(KARDEC e NASCIF, 2001)
Grupo multifuncional responsável por uma unidade operacional, que define a programação, os recursos, a execução e o controle dos serviços de manutenção

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Requisitos do Profissional de ManutenRequisitos do Profissional de Manutenççãoão
1.1. CapacitaCapacitaçção Profissional ão Profissional –– QualificaQualificaçção e ão e CertificaCertificaçção;ão;
2.2. Conhecimento dos MConhecimento dos Méétodos e Ttodos e Téécnicas de cnicas de ManutenManutençção Aplicão Aplicááveis;veis;
3.3. Conhecimento das CondiConhecimento das Condiçções de Projeto dos ões de Projeto dos Equipamento e InstalaEquipamento e Instalaçções;ões;
4.4. Conhecimento das LimitaConhecimento das Limitaçções Operacionais ões Operacionais (Confiabilidade);(Confiabilidade);
5.5. Conhecimento das CondiConhecimento das Condiçções de Reparo ões de Reparo (Manutenibilidade);(Manutenibilidade);
6.6. Conhecimento dos Oportunidades de Melhorias e Conhecimento dos Oportunidades de Melhorias e OtimizaOtimizaçção da Produão da Produçção.ão.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Requisitos do Profissional de ManutenRequisitos do Profissional de ManutenççãoãoResultados do PNQC – Programa Nacional de Qualificação e
Certificação de Profissionais de Manutenção
Fonte: ABRAMAN
1.083641
1.554
1.048
3.188
1.553
3.752
2.402
5.097
3.391
7.051
4.453
9.664
5.975
12.388
8.003
15.603
9.868
18.068
11.480
19.466
12.450
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
16.000
18.000
20.000
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008(Set)
Nº de InscriçõesCertificações

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Requisitos do Profissional de ManutenRequisitos do Profissional de ManutenççãoãoResultados do PNQC – Programa Nacional de Qualificação e
Certificação de Profissionais de Manutenção
Fonte: ABRAMAN
Profissionais certificados/ocupação
2.207
1.641
2.321
513 609
4.958
71 12 118
12.450
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
CALDEIREIR
O
CALD. MONT.
ELETRICISTA
INSTRUMENT.
IRLA
MECÂNICO
INSP.ELETR.
MEC.LUBRF.
INSP.M
EC.
TOTAL

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
EvoluEvoluçção da Manutenão da ManutenççãoãoPo
de s
er d
ivid
ida
em 3
Ger
aPo
de s
er d
ivid
ida
em 3
Ger
a ççõe
s:õe
s:(J
ohn
Mou
bray
)“R
elia
bilit
y-ce
ntre
dM
aint
enan
ce”

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
EvoluEvoluçção da Visão dos Processos de Falhasão da Visão dos Processos de FalhasEvoluEvoluçção da Manutenão da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
EvoluEvoluçção da Visão dos Processos de Falhasão da Visão dos Processos de FalhasEvoluEvoluçção da Manutenão da Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
DistribuiDistribuiçção dos Padrões de Taxas de Falhasão dos Padrões de Taxas de Falhas
EvoluEvoluçção da Manutenão da Manutenççãoão
F E D C A B
68%
14%7% 5% 4% 2%
Estudos de Nowlan e Heap (1978) indicaram que 4% dos equipamentos obedecem o padrão ‘A’; 2% o padrão ‘B’; 5% o padrão ‘C’; 7% o padrão ‘D’; 14% o padrão ‘E’; e 68% o padrão ‘F’. Dessa maneira, 89% dos equipamentos não apresentam falhas associadas a idade operacional.Com relação aos padrões, ainda, Moubray ( 2000) observa que o número de vezes que ocorrem nas aeronaves não é necessariamente o mesmo que ocorre na indústria em geral. Contudo, o autor afirma não ter dúvida que, como os equipamentos tornam-se mais complexos, recaem cada vez mais nos padrões ‘E’ e ‘F’.
NOWLAN, F. S.; HEAP, H. F. Reliability centered maintenance. National Technical Information Service, USA, Report n.AD/A066-579, 1978.MOUBRAY, John. Reliability-centred Maintenance (RCM): Manutenção Centrada em Confiabilidade. Grã Bretanha: Aladon, 2000.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PARADIGMAS DA MANUTENPARADIGMAS DA MANUTENÇÇÃOÃO
Paradigma do Passado: O homem de manutenção sente-se bem quando executa um bom reparo.
Paradigma Moderno: O homem de manutenção sente-se bem quando, também, evita a necessidade do trabalho, evita a quebra.
Paradigma do Futuro: O homem de manutenção sente-se bem quando ele não tem que fazer nenhum reparo, ou seja, quando conseguir evitar todas as quebras não planejadas.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PARADIGMAS DA MANUTENPARADIGMAS DA MANUTENÇÇÃOÃO
Perguntas que o profissional de manutenção deve se fazer constantemente:
O que a Manutenção pode oferecer para que a minha empresa consiga atender o mercado de forma mais competitiva ?
O que a empresa necessita para atender o mercado de forma mais competitiva ?
Algumas respostas vêm imediatamente à mente:
Devem ser adequados.Custos
Os equipamentos devem ter alta confiabilidade.Confiabilidade
Razão de ser da manutenção, deve ser alta.Disponibilidade

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
61
6
78
330
0 4 4
4
10
33
55
60
33
0 0
4
8
12
61
65
69
73
0
10
20
30
40
50
60
70
80
90
1995 1996 Jan Fev Mar Abr Maio Jun Jul Ago Set Out Nov Dez 1997
Real. Prev.ACOMPANHAMENTO DOS GASTOS DA INSPEÇÃO - 1997
Valores em US$ mil - FONTE - SCG
TTÉÉCNICASCNICASDE DE
MANUTENMANUTENÇÇÃOÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO CORRETIVAÃO CORRETIVAManutenção Corretiva é a atuação para a correção da falha ou do desempenho menor do que o esperado.Manutenção Corretiva é a atuação para a correção da falha ou do desempenho menor do que o esperado.
CONDIÇÕES QUE LEVAM À MANUTENÇÃO CORRETIVA:-Desempenho deficiente apontado pelo acompanhamento das variáveis operacionais.
-Ocorrência da falha.
PODE SER DIVIDIDA EM DUAS CLASSES:Manutenção Corretiva Não Planejada é a correção da FALHA de maneira ALEATÓRIA (imprevisível).Manutenção Corretiva Planejada é a correção do desempenho menor do que o esperado ou da falha, por DECISÃO GERENCIAL, isto é, pela atuação em função de acompanhamento preditivo ou pela decisão de operar até a quebra (previsível). Tudo que é planejado é geralmente mais barato, mais seguro e mais rápido

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO CORRETIVAÃO CORRETIVANormalmente, a manutenção corretiva não planejada implica em altos custos, pois a quebra inesperada pode acarretar perdas de produção, perda da qualidade do produto e elevados custos indiretos de manutenção.
Além disso, quebras aleatórias podem ter conseqüências bastante graves para outras instalações, isto é, a extensão dos danos pode ser bem maior.
Quando sQuando sóó existe existe corretiva, a manutencorretiva, a manutençção ão
éé comandado pelos comandado pelos equipamentos. equipamentos.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Quando não é possível a manutenção preditiva.
Aspectos relacionados com a segurança pessoal ou da instalação que tornam mandatória a intervenção, normalmente para substituição de componentes.
Por oportunidade em equipamentos críticos de difícil liberação operacional.
Riscos de agressão ao meio ambiente.
MANUTENMANUTENÇÇÃO PREVENTIVAÃO PREVENTIVAManutenção Preventiva é a atuação realizada de forma a reduzir ou evitar a falha ou queda no desempenho,
obedecendo a um plano previamente elaborado, baseado em INTERVALOS definidos de TEMPO.
Manutenção Preventiva é a atuação realizada de forma a reduzir ou evitar a falha ou queda no desempenho,
obedecendo a um plano previamente elaborado, baseado em INTERVALOS definidos de TEMPO.
Fatores para adoção de uma Política de Manutenção Preventiva:

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
IMPORTÂNCIA E NECESSIDADE:Quanto maior for a simplicidade na reposição;Quanto mais altos forem os custos de falhas;Quanto mais as falhas prejudicarem a produção;Quanto maiores forem as implicações das falhas na segurança pessoal e operacional e impactos no meio ambiente.
MANUTENMANUTENÇÇÃO PREVENTIVAÃO PREVENTIVA
Um dos segredos de uma boa preventiva está na determinação dos intervalos de tempo. Na dúvida, existe a tendência do planejamento de ser mais conservador, implicando em intervalos normalmente menores que o necessário o que implica em paradas e troca de peças desnecessárias.
Manutenção Baseada no Tempo(TBM - Time Based Maintenance)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO PREVENTIVAÃO PREVENTIVA
São exemplos de manutenção preventiva:- Troca de óleo de lubrificação, - Troca de filtros;- Substituição de componentes mecânicos que sofrem desgaste.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO PREDITIVAÃO PREDITIVAManutenção Preditiva é a atuação realizada com base
em modificação de parâmetro de CONDIÇÃO ou DESEMPENHO, cujo acompanhamento obedece a uma
sistemática.
Manutenção Preditiva é a atuação realizada com base em modificação de parâmetro de CONDIÇÃO ou
DESEMPENHO, cujo acompanhamento obedece a uma sistemática.
A Manutenção Preditiva privilegia a disponibilidade àmedida que não promove a INTERVENÇÃO nos equipamentos ou sistemas, pois as medições e verificações são efetuadas com o equipamento produzindo (OPERANDO).
O acompanhamento das condiO acompanhamento das condiçções do equipamento pode ser, ões do equipamento pode ser, em alguns casos, feito "onem alguns casos, feito "on--line" atravline" atravéés de instrumentos de s de instrumentos de monitoramonitoraçção, porão, poréém m éé comum que seja feito "offcomum que seja feito "off--lineline““, , periodicamente atravperiodicamente atravéés de inspes de inspeçções.ões.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Fatores para anFatores para anáálise da adolise da adoçção de Manutenão de Manutençção Preditiva:ão Preditiva:1. O equipamento, o sistema ou a instalação devem permitir algum
tipo de monitoramento e/ou medição; 2. O equipamento ou a instalação devem merecer esse tipo de ação,
em função dos custos e aspectos de segurança e meio ambiente envolvidos;
3. As falhas devem ser oriundas de causas que possam ser monitoradas e ter sua progressão acompanhada;
4. Deve ser estabelecido um programa de acompanhamento, análise e diagnóstico, sistematizado;
5. É fundamental que a mão-de-obra da manutenção responsável pela análise e diagnóstico seja bem treinada. (Não basta medir; épreciso analisar os resultados e formular diagnósticos).
MANUTENMANUTENÇÇÃO PREDITIVAÃO PREDITIVA

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO PREDITIVAÃO PREDITIVA
PREDITIVA CORRETIVAPLANEJADA
Permite que os equipamentos operem por mais tempo e a intervenção ocorra com base em dados e não em suposições.
MTBF (MTBF (MeanMean Time Time BetweenBetween FailureFailure))

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TTÉÉCNICAS PREDITIVAS:CNICAS PREDITIVAS:Ensaios Não Destrutivos (END) - Ultra-som, Radiografia, etc.Radiometria e Termografia – análise de temperaturaAnálise de Vibrações mecânicasFerrografia - análise da qualidade do óleo e lubrificantesAnálise de LigasMonitoramento de Variáveis Operacionais
Manutenção Baseada na Condição(CBM - Condition Based Maintenance)
MANUTENMANUTENÇÇÃO PREDITIVAÃO PREDITIVA

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO DETECTIVAÃO DETECTIVAManutenção Detectiva é a atuação efetuada em
sistemas de proteção buscando detectar FALHAS OCULTAS ou não-perceptíveis ao pessoal de operação
e manutenção.
Manutenção Detectiva é a atuação efetuada em sistemas de proteção buscando detectar FALHAS
OCULTAS ou não-perceptíveis ao pessoal de operação e manutenção.
Tarefas executadas para verificar se um sistema de Tarefas executadas para verificar se um sistema de proteproteçção ainda estão ainda estáá funcionando representam a funcionando representam a ManutenManutençção ão DetectivaDetectiva. . Consiste na inspeção das funções ocultas (não evidentes para os operadores e/ou mantenedores), em intervalos regulares, para identificar e corrigir possíveis modos de falha de sistemas/equipamentos. (Seixas)
Falha Oculta é uma falha presente no sistema, que se manifesta apenas quando a função é requerida.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MANUTENMANUTENÇÇÃO DETECTIVAÃO DETECTIVA
Um exemplo clUm exemplo cláássico de manutenssico de manutençção ão detectivadetectiva éé o circuito o circuito que comanda a entrada de um gerador de energia em um que comanda a entrada de um gerador de energia em um hospital. Se houver falta de energia e o circuito tiverhospital. Se houver falta de energia e o circuito tiver uma uma falha, o gerador não entra. Por isso, este circuito falha, o gerador não entra. Por isso, este circuito éé acionado acionado e testado periodicamente, para verificar a sua funcionalie testado periodicamente, para verificar a sua funcionalidade.dade.
A medida em que aumenta a utilização de instrumentação de comando, controle e automação nas indústrias, maior a necessidade da manutenção detectiva para garantir a confiabilidade dos sistemas e da planta.
DETECTIVA CORRETIVAPLANEJADA
Na ManutenNa Manutençção ão DetectivaDetectiva, especialistas fazem, , especialistas fazem, verificaverificaçções no sistema, sem tirões no sistema, sem tiráá--lo de operalo de operaçção, e são ão, e são capazes de detectar falhas ocultas, corrigindo a capazes de detectar falhas ocultas, corrigindo a situasituaçção e mantendo o sistema operando.ão e mantendo o sistema operando.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ESCOLHA DA TESCOLHA DA TÉÉCNICA ADEQUADACNICA ADEQUADA
A definição da melhor estratégia de manutenção a ser adotada depende de vários fatores, tais como:
- Importância do equipamento ou instalação, - Custos envolvidos,- Objetivos da Produção, - Características do Equipamento (elétricos,
mecânicos, eletrônicos), - Problemas de Segurança, - Confiabilidade mínima aceitável do equipamento,
etc.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ESCOLHA DA TESCOLHA DA TÉÉCNICA ADEQUADACNICA ADEQUADAA anA anáálise deverlise deveráá ter como objetivo maximizar a ter como objetivo maximizar a
disponibilidade operacional, com confiabilidade e disponibilidade operacional, com confiabilidade e minimizar os custos de manutenminimizar os custos de manutençção, observando os ão, observando os
aspectos de seguranaspectos de segurançça, meio ambiente e saa, meio ambiente e saúúde ocupacional.de ocupacional.
O tempo gasto na manutenO tempo gasto na manutençção de equipamentos ão de equipamentos varia com relavaria com relaçção ao tempo de diagnose e reparo:ão ao tempo de diagnose e reparo:

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ESCOLHA DA ESCOLHA DA TTÉÉCNICA CNICA ADEQUADAADEQUADA
Existe(m) tarefa(s) de TÉCNICA PREDITIVA que seja aplicável e custo-eficiente para detectar/monitorar que a
falha funcional está prestes a ocorrer ?
Existe(m) tarefa(s) de SUBSTITUIÇÃO/ RESTAURAÇÃO PROGRAMADA que seja aplicável e custo-eficiente que
elimine todas as falhas ?
Existe(m) tarefa(s) de TESTE/INSPEÇÃO para
descobrir falhas que seja aplicável e custo-
eficiente?
O efeito da falha causado por um modo
de falha é evidente para a operação
em circunstâncias normais?
A falha causa uma perda de função ou danosecundário que tenha efeito direto e adverso
sobre a segurança operacional?
A falha tem um efeito direto e adversosobre a capacidade operacional do
sistema?
Existe algum PROJETO que seja aplicável e custo-eficiente que
elimine todas as falhas?
MODIFICAÇÃODE PROJETO
QUANTIFICAÇÃO DOS RISCO
SIM
NÃO
QUANTIFICAÇÃODAS PERDAS
TÉCNICAPREDITIVA
MANUTENÇÃOPREVENTIVA
TESTE E/OUINSPEÇÃO
OCULTA
SEGURANÇA
ECONOMICA
SIM
NÃO
NÃOSIM
NÃO
SIM
SIMNÃO
MANUTENÇÃOCORRETIVA
NÃO
MANUTENÇÃOPREVENTIVA
FALHA FUNCIONAL
SIM
SIM
NÃO
D i a g r a m adeD e c i s ã o

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ESCOLHA DA TESCOLHA DA TÉÉCNICA ADEQUADACNICA ADEQUADADeterminação da Criticidade do Equipamento
FATORES

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ESCOLHA DA TESCOLHA DA TÉÉCNICA ADEQUADACNICA ADEQUADASA – Segurança e Meio AmbienteQP – Qualidade e ProdutividadeTO – Taxa de OcupaçãoOP – Oportunidade de ProduçãoFQ – Frequência de QuebraMT – Mantenabilidade
A – AltaB – MédiaC – Baixa

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ENGENHARIA DE MANUTENENGENHARIA DE MANUTENÇÇÃOÃOEngenharia de manutenção é o conjunto de atividades que permite que a confiabilidade seja aumentada e a
disponibilidade garantida. É deixar de ficar consertando, convivendo com problemas crônicos,
melhorar padrões e sistemáticas, desenvolver a manutenibilidade, dar feedback ao projeto e interferir
tecnicamente nas compras.
Engenharia de manutenção é o conjunto de atividades que permite que a confiabilidade seja aumentada e a
disponibilidade garantida. É deixar de ficar consertando, convivendo com problemas crônicos,
melhorar padrões e sistemáticas, desenvolver a manutenibilidade, dar feedback ao projeto e interferir
tecnicamente nas compras.
Engenharia de ManutenEngenharia de Manutençção ão significa perseguir benchmarks significa perseguir benchmarks (referenciais de excelência), (referenciais de excelência), aplicar taplicar téécnicas modernas de cnicas modernas de manutenmanutençção e estar nivelado com a ão e estar nivelado com a manutenmanutençção Classe Mundial.ão Classe Mundial.
1

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ENGENHARIA DE MANUTENENGENHARIA DE MANUTENÇÇÃOÃOFUNÇÕES:1) Elaborar Especificações de compra de materiais e novos
equipamentos;2) Analisar Relatórios emitindo sugestões de melhorias;3) Analisar o LCC (Custo do Ciclo de Vida dos Equipamentos);4) Analisar Disponibilidade, Confiabilidade, Mantenabilidade
do ativos industriais;5) Aplicar as técnicas de TOC (Teoria das Restrições) para
determinar os pontos do processo onde existem “gargalos” e sugerir recomendações para reduzir os efeitos desses “gargalos” (feedback de projetos, retrofiting);
6) Avaliar e sugerir técnicas Preditivas;7) Analisar custo-benefício de melhorias implementadas;8) Analisar Indicadores de performances.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
DISPONIBILIDADEDISPONIBILIDADECONFIABILIDADECONFIABILIDADESEGURANSEGURANÇÇAAMEIO AMBIENTEMEIO AMBIENTESASAÚÚDEDEMOTIVAMOTIVAÇÇÃOÃO
CUSTO
Resultados x Tipos de ManutenResultados x Tipos de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
O processo RCM consiste em responder 7 questões principais sobre o sistema (instalação ou equipamento) e seus sub-sistemas:- Quais são as suas funções (do sistema e seus sub-sistemas)?- De que forma elas (as funções) podem falhar?- O que as fazem falhar?- O que acontece quando elas falham?- O que importa se elas falham?- Pode alguma coisa ser feita para predizer ou prevenir a falha?- Que deveremos fazer se não podemos predizer nem prevenir a falha?
Manutenção Centrada na Confiabilidade (MCC) é uma metodologia estruturada que envolve as funções do sistema em análise, o seu
modo de falha e um critério de priorização baseado em fatores econômicos, operacionais e de segurança, podendo definir uma política de manutenção adequada e eficaz, com identificação das
tarefas de manutenção aplicáveis e com custo eficientes.
Manutenção Centrada na Confiabilidade (MCC) é uma metodologia estruturada que envolve as funções do sistema em análise, o seu
modo de falha e um critério de priorização baseado em fatores econômicos, operacionais e de segurança, podendo definir uma política de manutenção adequada e eficaz, com identificação das
tarefas de manutenção aplicáveis e com custo eficientes.
RCM RCM –– ReliabilityReliability CentredCentred MaintenanceMaintenance
A freqüência e as atividades de manutenção são desenvolvidas observando “como cada item contribui para manter a função do sistema”.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
RCM RCM –– ReliabilityReliability CentredCentred MaintenanceMaintenanceCinco Passos da RCMPasso 1: Definir as Fronteiras “Sistema X Subsistema”
Passo 2: Definir as Interfaces dos Subsistemas, Funções e Falhas FuncionaisPasso 3: Definir os Modos de Falhas para cada Falha FuncionalPasso 4: Categorizar as Atividades de Manutenção
Passo 5: Implementar as Tarefas de Manutenção

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
O TPM (Manutenção Produtiva Total) é uma filosofia de manutenção que enfoca e valoriza o
relacionamento efetivo do operador com o equipamento e suas funções, tendo em vista a
redução de perdas.
O TPM (Manutenção Produtiva Total) é uma filosofia de manutenção que enfoca e valoriza o
relacionamento efetivo do operador com o equipamento e suas funções, tendo em vista a
redução de perdas.
TPM – Total Productive Maintenance
ManutenManutençção Autônomaão Autônoma => => ““Da minha mDa minha mááquina cuido euquina cuido eu””..OBJETIVOS DO TPM• Integração de produção e manutenção• Maximizar o rendimento do sistema
produtivo da empresa• Visa quebra/falha zero• Equipamentos Confiáveis e Eficientes.• Melhoria da Qualidade do produto.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM – Total Productive Maintenance
TPM
Man
uten
ção
Aut
ônom
a
Man
uten
ção
Plan
ejad
a
Mel
hori
as E
spec
ífica
s
Edu
caçã
o &
Tre
inam
ento
Con
trol
e In
icia
l
TPM
Adm
inis
trat
ivo
TPM
-Se
g., H
ig. e
MA
Man
uten
ção
da Q
ualid
ade
O PROGRAMA TPM O PROGRAMA TPM -- 8 PILARES8 PILARES

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
TPM
-Se
g., H
ig. e
MA
SEGURANSEGURANÇÇA, SAA, SAÚÚDE E MEIO AMBIENTEDE E MEIO AMBIENTE
O principal objetivo desse pilar éacidente zero, além de
proporcionar um sistema que garanta a preservação da saúde e bem estar dos funcionários e do
meio ambiente.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
TPM
Adm
inis
trat
ivo
TPM ADMINISTRATIVO TPM ADMINISTRATIVO
O principal objetivo desse pilar éeliminar desperdício de perdas
geradas pelo trabalho de escritório, é necessário que todas
as atividades organizacionais sejam eficientes.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
Con
trol
e In
icia
l
CONTROLE INICIAL CONTROLE INICIAL
Consolida toda sistemática para levantamento das inconveniências, imperfeições e incorporações de
melhorias, mesmo em máquinas novas e através dos conhecimentos
adquiridos, tornando-se apto a elaborar novos projetos onde vigorem
os conceitos PM ( Prevenção da Manutenção), o que resultará em
máquinas com quebra zero.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
Man
uten
ção
da Q
ualid
ade
MANUTENMANUTENÇÇÃO DA QUALIDADE ÃO DA QUALIDADE
Destinado a definir condições do equipamento que excluam
defeitos de qualidade, com base no conceito de
manutenção do equipamento em perfeitas condições para
que possa ser mantida a perfeita qualidade dos produtos
processados

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
Edu
caçã
o &
Tre
inam
ento
EDUCAEDUCAÇÇÃO E TREINAMENTO ÃO E TREINAMENTO
Tem como objetivo desenvolver novas
habilidades e conhecimentos para o
pessoal da manutenção e da produção.
Habilidade é o poder de agir de forma correta e automaticamente (sem pensar), com base em
conhecimento adquiridos sobre todos os fenômenos e utilizá-los durante um grande
período.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
Mel
hori
as E
spec
ífica
s
MELHORIAS ESPECMELHORIAS ESPECÍÍFICAS FICAS
Atividade que serve para erradicar de forma concreta
as grandes perdas que reduzem a eficiência do equipamento. Através da eliminação destas perdas, melhora-se a eficiência global do equipamento.
Atividade que serve para erradicar de forma concreta
as grandes perdas que reduzem a eficiência do equipamento. Através da eliminação destas perdas, melhora-se a eficiência global do equipamento.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPMM
anut
ençã
o Pl
anej
ada
MANUTEMANUTEÇÇÃO PLANEJADA ÃO PLANEJADA
Conscientização das perdas decorrentes das falhas de
equipamentos e as mudanças de mentalidade das divisões de produção e manutenção, minimizando as falhas e defeitos com o
mínimo custo.
Conscientização das perdas decorrentes das falhas de
equipamentos e as mudanças de mentalidade das divisões de produção e manutenção, minimizando as falhas e defeitos com o
mínimo custo.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
Man
uten
ção
Aut
ônom
aMANUTEMANUTEÇÇÃO AUTÔNOMA (MA)ÃO AUTÔNOMA (MA)
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos
e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos
e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.
Técnica Japonesa dos 5S:- Senso de Utilização (Seiri ). - Senso de Limpeza (Seiso ).- Senso de Ordenação (Seiton ). - Senso de Saúde (Seiketsu ).- Senso de Autodisciplina ( Shitsuke).
Técnica Japonesa dos 5S:- Senso de Utilização (Seiri ). - Senso de Limpeza (Seiso ).- Senso de Ordenação (Seiton ). - Senso de Saúde (Seiketsu ).- Senso de Autodisciplina ( Shitsuke).

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
TPM
Man
uten
ção
Aut
ônom
aMANUTEMANUTEÇÇÃO AUTÔNOMA (MA)ÃO AUTÔNOMA (MA)
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos
e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.
Melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos
e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais.
Técnica Japonesa dos 5S:- Senso de Utilização (Seiri ). - Senso de Limpeza (Seiso ).- Senso de Ordenação (Seiton ). - Senso de Saúde (Seiketsu ).- Senso de Autodisciplina ( Shitsuke).
Técnica Japonesa dos 5S:- Senso de Utilização (Seiri ). - Senso de Limpeza (Seiso ).- Senso de Ordenação (Seiton ). - Senso de Saúde (Seiketsu ).- Senso de Autodisciplina ( Shitsuke).
Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
8 GRANDES PERDAS8 GRANDES PERDAS�� Perda por Parada de ManutenPerda por Parada de Manutençção:ão:1. Perda por Parada (shutdown)São as perdas que ocorrem quando há uma parada para uma manutenção periódica planejada, quer seja de um equipamento específico, quer seja para uma recuperação geral prevendo-se uma nova campanha. Isto ocorre em função do desgaste natural dos equipamentos durante uma campanha e por problemas de segurança daqueles que são submetidos à altas pressões.Com um bom planejamento e habilidades da equipe de manutenção, o tempo de parada tenderá a ser reduzido, sem que para isto seja necessário se elevar os custos da manutenção.
2. Perda por Ajuste de ProduçãoSão aquelas perdas causadas por redução de produção em função da baixa demanda ou falha no recebimento de matérias-primas.Para minimizar tais perdas a empresa deve permanentemente oferecer ao mercado produtos de qualidade, ter um preço competitivo, cumprir rigorosamente os prazos acordados e desenvolver novos produtos.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
8 GRANDES PERDAS8 GRANDES PERDAS�� Perdas por Pequenas Paradas:Perdas por Pequenas Paradas:3. Perdas por Falha de EquipamentosParadas temporárias não são consideradas quebras, pois trata-se de uma interrupção momentânea. Dependendo do processo produtivo, o somatório destas pequenas paradas é bastante significativo. Além da parada do equipamento, devem ser consideradas nesta classe as perda devido a um mal funcionamento, onde há necessidade de se reduzir o ritmo de produção.Uma boa operação e o cumprimento de plano de manutenção preventiva são fatores que eliminam este tipo de perda.
4. Perdas por Falha de ProcessoSão perdas relativas à paradas do equipamento como resultado de fatores externos a eles, como os erros de operação ou alterações nas propriedades físico-químicas dos produtos processados, podendo provocar entupimentos, trincas, vibração e paradas em equipamentos rotativos. Além das perdas de produção por parada, estes problemas podem provocar danos nas instalações, como corrosão e erosão.Normalmente estes problemas são relatados em relatórios de anormalidades da operação, porém somente algumas empresas têm uma sistemática de tratá-los adequadamente, analisando as suas causas.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
8 GRANDES PERDAS8 GRANDES PERDAS�� Perdas de Performance:Perdas de Performance:5. Perdas Normais de ProduçãoSão aquelas perdas que ocorrem durante a produção normal na partida, paradas para manutenção e mudanças de produto. O tempo perdido para resfriamento e aquecimento nas partidas; resfriamento e limpeza para possibilitar a manutenção, e limpezas e lavagens de tubulações e equipamentos para processar outros produtos são exemplos destas perdas.Um bom planejamento de parada e de partida e a utilização de procedimentos para mudanças de linhas, podem contribuir para minimizar tais perdas.
6. Perda Anormais de ProduçãoÉ a diferença entre o que foi e o que poderia ser produzido, de acordo com condições de projeto ou com um valor já atingido em condições ideais. Este valor ideal não é tão fácil de ser considerado, pois não pode ser utilizado como referência um pico de produtividade que se atinge geralmente em inícios de nova campanhas. A sugestão é utilizar a máxima produtividade atingidaem um período superior a uma semana.Controlar e eliminar as variáveis que interferem negativamente neste

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
8 GRANDES PERDAS8 GRANDES PERDAS�� Perdas por Defeitos:Perdas por Defeitos:7. Perdas por Produtos DefeituososSão as perdas de tempo para produzir o produto rejeitado, refugo e as perdas financeiras pela venda do produto a um preço menor em função de não atender as especificações originais. Uma análise de causa e efeito poderá demonstrar quais são os fatores que estão contribuindo para estes problemas (habilidade, tecnologia, procedimento, matéria-prima, contaminação, instrumentos de controle, falhas, etc.).
8. Perdas por ReprocessamentoSão os recursos utilizados para reprocessar um material rejeitado. Estes recursos envolvem tempo, materiais, utilidades (água, vapor, energia elétrica).Da mesma forma que o item 7, uma análise detalhada deve ser feita para atacar as fontes dos problemas que impedem a obtenção das especificações na primeira tentativa.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Exemplo de resultados de TPM

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Gestão do Ciclo Total da Vida do Ativo industrial, no contexto estratégico da empresa afim de otimizar o retorno do investimento.
O Asset Management é baseado na tomada em consideração da totalidade do ciclo de vida de um equipamento industrial e
não simplesmente na fase de utilização/ manutenção ou na fase de compra/projeto, dai então a importância da definição do
ciclo de vida de um ativo. O ciclo de vida de um ativo é, antes de tudo, o conjunto de fases que atravessa o equipamento ao
longo de toda sua existência.
O Asset Management é baseado na tomada em consideração da totalidade do ciclo de vida de um equipamento industrial e
não simplesmente na fase de utilização/ manutenção ou na fase de compra/projeto, dai então a importância da definição do
ciclo de vida de um ativo. O ciclo de vida de um ativo é, antes de tudo, o conjunto de fases que atravessa o equipamento ao
longo de toda sua existência.
AssetAsset Management Management –– Gestão de Ativos IndustriaisGestão de Ativos Industriais

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
CARACTERÍSTICAS:
- Medição de Performance alinhada e integrada- Análise de investimento de capital- Priorização de Projeto- Otimização de Desempenho de operação e
manutenção- Avaliação Custo-Risco- Habilidade de Negócios para profissionais de
manutenção- Cultura de Mudanças
AssetAsset Management Management –– Gestão de Ativos IndustriaisGestão de Ativos Industriais

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Principais EstratPrincipais Estratéégias de Manutengias de Manutenççãoão
HISTHISTÓÓRICORICO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ESTRATESTRATÉÉGIAS x RESULTADOSGIAS x RESULTADOS
Manutenção corretiva
Manutenção planejada
Manutenção preditiva
TPM
RCM
Asset Management
Gastos com Manutenção ($)
RENTABILIDADE
NOVAS TÉCNICAS

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão
Tem a finalidade de desenvolver, implementar e Tem a finalidade de desenvolver, implementar e analisar os resultados dos Sistemas de analisar os resultados dos Sistemas de
Controle de ManutenControle de Manutençção.ão.FUNÇÕES:1) Assessorar a gerência em tudo que se refira a
programação e controle;2) Administrar contratos de serviços de terceiros;3) Organizar e manter o patrimônio técnico da gerência;4) Avaliar necessidades de treinamento do pessoal
pesquisando cursos mais adequados;5) Revisar as programações e instruções de manutenção;6) Avaliar pontos de perda de produtividade emitindo
sugestões.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Fluxograma de Planejamento de Fluxograma de Planejamento de ServiServiçços de Manutenos de Manutenççãoão
Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
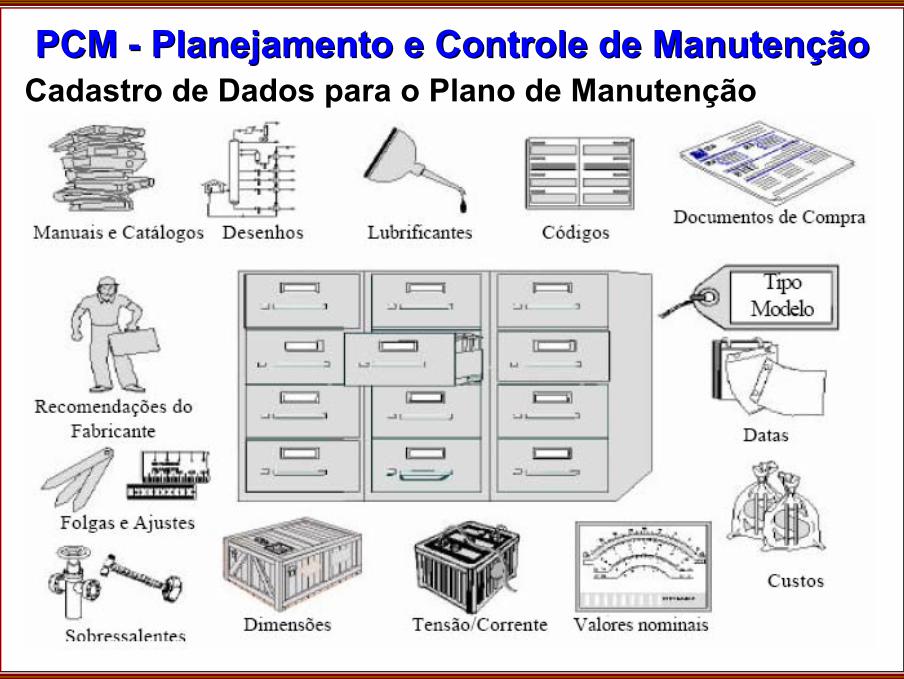
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de ManutenççãoãoCadastro de Dados para o Plano de Manutenção

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
PCM PCM -- Planejamento e Controle de ManutenPlanejamento e Controle de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
É uma técnica inglesa que determina a participação de um especialista em manutenção
desde a concepção do equipamento até sua instalação e primeiras horas de produção. Com a
terotecnologia, obtêm-se equipamentos que facilitam a intervenção dos mantenedores.
É uma técnica inglesa que determina a participação de um especialista em manutenção
desde a concepção do equipamento até sua instalação e primeiras horas de produção. Com a
terotecnologia, obtêm-se equipamentos que facilitam a intervenção dos mantenedores.
TerotecnologiaTerotecnologia
Consiste no acompanhamento de toda a vida do equipamento, observando, recomendando, aprovando, modificando e adequando: projeto, materiais, métodos de fabricação, montagem, testes em fábrica, transporte, descarregamento, armazenagem ou instalação/montagem, comissionamento, partida e acompanhamento da operação inicial.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
EstEstáágios da Vida gios da Vida ÚÚtil de um Equipamentotil de um EquipamentoTerotecnologiaTerotecnologia

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
RetrofittingRetrofittingModernamente há empresas que aplicam o chamado retrofitting, que são reformas de equipamentos com atualização tecnológica. Por exemplo, reformar um torno mecânico convencional transformando-o em torno CNC é um caso de retrofitting (upgrade).
Modernamente há empresas que aplicam o chamado retrofitting, que são reformas de equipamentos com atualização tecnológica. Por exemplo, reformar um torno mecânico convencional transformando-o em torno CNC é um caso de retrofitting (upgrade).
CMMSCMMSComputerized Maintenance Management System – utilizado para caracterizar softwares de gerencimento de manutenção.
Computerized Maintenance Management System – utilizado para caracterizar softwares de gerencimento de manutenção.
RAM - Reliability, Availability and Maintainability

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
UNIDADES COM AS SEGUINTES CARACTERUNIDADES COM AS SEGUINTES CARACTERÍÍSTICAS:STICAS:
• Automatizadas e com controle avançado;• Ecologicamente equacionadas;• Uso otimizado de água; • Baixo consumo energético;• Intrinsecamente seguras; • Baixa necessidade de intervenções;• Atendimento à qualidade futura dos produtos;• Com flexibilidade operacional para atendimento das
variações de demanda do mercado, com máxima utilização das Unidades de Processo;
• Alto nível de confiabilidade;• Baixo custo de manutenção (adequados);• Alto nível de desempenho (resultados otimizados).
UNIDADES DE ALTA PERFORMANCEUNIDADES DE ALTA PERFORMANCE

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Indicadores são medidas ou dados numIndicadores são medidas ou dados numééricos ricos estabelecidos sobre os processos que se quer estabelecidos sobre os processos que se quer controlar.controlar.
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
São guias que permitem medir a eficácia das ações tomadas, bem como medir desvios entre o programada e o realizado.Através dos indicadores é possível fazer comparações ao longo do tempo, com relação a dados interno e externos.
Indicadores de manutenIndicadores de manutençção são definidos como uma ão são definidos como uma combinacombinaçção de indicadores econômicos, ão de indicadores econômicos, organizacionais e torganizacionais e téécnicos que espelham o cnicos que espelham o desempenho global da manutendesempenho global da manutençção.ão.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Tipos de Indicadores:Tipos de Indicadores:
- Índices: indica qualidade ou característica especial.
Índice de Custo de Vida, Índice de Audiência, Índices de Manutenção...
- Coeficiente: propriedade que tem algum corpo ou fenômeno a ser avaliado numericamente.
Coeficiente de Atrito, Coeficiente de Viscosidade, Coeficiente Angular...
- Taxa: relação entre duas grandezas.
Taxa de Falha, Taxa de Crescimento,
Taxa de Risco...
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃOBENCHMARKING é uma técnica que consiste em acompanhar processos de organizações concorrentes ou não, que sejam reconhecidas como representantes das melhores práticas administrativas. É um processo de pesquisa, contínuo e sistemático, para avaliar produtos, serviços e métodos de trabalho, com o propósito de melhoramento organizacional, procurando a superioridade competitiva. É uma das formas mais eficazes de se estabelecer metas.BENCHMARCK é uma medida, uma referência, um nível de performance, reconhecido como padrão de excelência em um processo de negócio específico.Enquanto o Benchmarking é o processo de identificação de referenciais de excelência, o Benchmark é o referencial de excelência em si.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Taxa de Falha (Taxa de Falha (λλ))É definida para um período de tempo estabelecido da vida de um item. É a relação do número total de falhas para o período de tempo acumulado observado.
n ⇒ número de falhasT ⇒ período considerado
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
Ex.: Um sistema é composto de 40 motores elétricos e durante o período de 1(um) mês foram observadas 13 falhas.
Taxa de Falha de cada motor elétrico:
Taxa de Falha do sistema formado por 40 motores elétricos:
Tn
=λ
horafalhasx
/000451,072040
13==λ
horafalhas /018056,072013
==λ

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃOMTBF (MTBF (MeanMean Time Time BetweenBetween FailureFailure))TMEF TMEF -- Tempo MTempo Méédio Entre Falhasdio Entre Falhas (média aritmética dos tempos entre uma falha e outra de equipamentos ou instalação)
TMEF ou MTBF = Somatório dos Tempos de OperaçãoNúmero de Intervenções
Ex. Se durante um ano o equipamento operou 200 horas, depois 450 horas, depois 4000 horas e finalmente 1400 horas, o MTBF será:
( )λ1
=TMEFMTBF ( ) horasTMEFMTBF 3,2217000451,0
1==
( ) horasTMEFMTBF 15124
14004000450200=
+++=
por Motor

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MTTF (MTTF (MeanMean Time To Time To FailureFailure))TMPR TMPR -- Tempo MTempo Méédio Para Reparodio Para Reparo (média aritmética dos tempos gastos nos reparos de equipamentos ou instalação)
TMPR ou MTTR = Somatório dos Tempos de ReparoNúmero de Intervenções
Ex. Os tempos para reparos do equipamento citado no exemplo anterior foram: 2,5 h, 3,4 h, 1,5 e 2,7 h, o MTTF será:
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
( ) horasTMPRMTTF 53,24
7,25,14,35,2=
+++=
O TMPR depende basicamente:- Da facilidade do equipamento ou instalação ser mantido;- Da capacitação profissional de que faz a intervenção;- Da organização e planejamento da atividade de manutenção.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
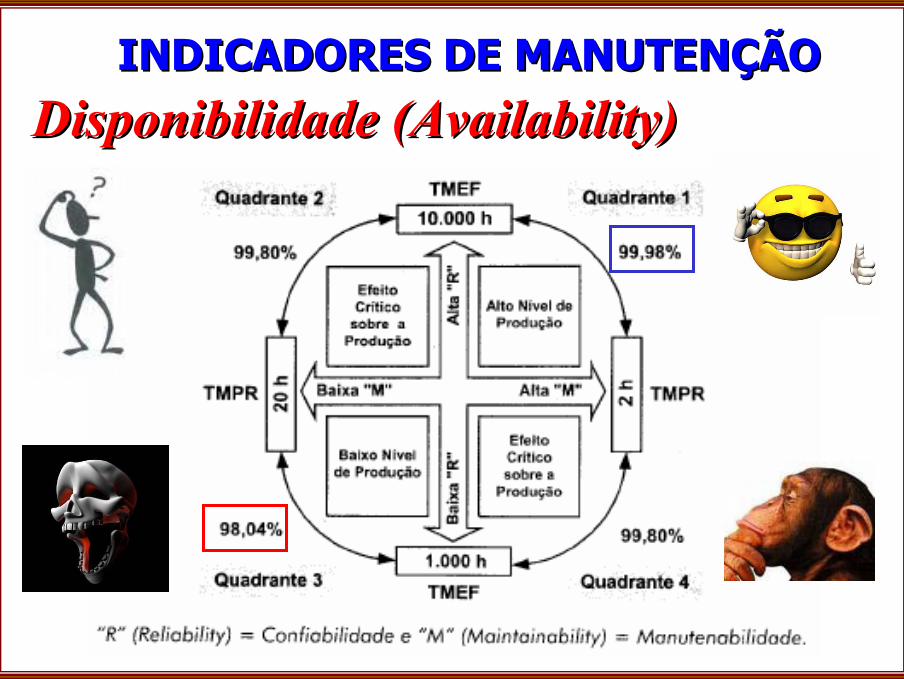
Disponibilidade (Disponibilidade (AvailabilityAvailability))Capacidade de um item estar em condições de executar uma certa função em um dado instante ou durante um intervalo de tempo determinado, levando-se em conta os aspectos combinados de sua confiabilidade, mantenabilidade e suporte de manutenção, supondo que os recursos externos requeridos estejam assegurados. (ABNT NBR 5462/1994)
Tempo em que o equipamento, sistema ou instalação está disponível para operar ou em condições de produzir (funcionando ou não).
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
É a relação entre o tempo em que o equipamento ou instalação ficou disponível para produzir em relação ao tempo total.
Disponibilidade (Disponibilidade (AvailabilityAvailability))INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
100xTMPRTMEF
TMEFD+
=
%83,9910053,21512
1512=
+= xD
Ex.:

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Disponibilidade (Disponibilidade (AvailabilityAvailability))INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Disponibilidade (Disponibilidade (AvailabilityAvailability))INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
Relação entre o tempo de funcionamento efetivo (tempo operacional) dos equipamentos e o tempo potencialmente disponível (tempo calendário).O tempo operacional é o tempo calendário (mês, dia, hora), subtraído dos tempos de paradas.
D = Tempo Calendário - Tempo com paradas x 100Tempo Calendário

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃOEXEMPLO 1No mês de abril o equipamento X operou em 2 turnos (4 finais de semana no mês).Foram registradas as seguintes informações:1. Dois turnos de trabalho: A = 8:00 às 17:00 (intervalo almoço - 12:00 e 13:00)
B = 17:00 às 01:30 (intervalo jantar 22:00 e 22:30);2. Sábados e domingos não têm expediente:3. Dois feriados ocorreram no mês;4. Foram gastas 3 h para trocar o lubrificante;5. São gastos 15 min. em todos os turnos para os operadores fazerem limpeza:6. A manutenção gastou 4 h para manutenção preventiva (MP) do motor de acionamento;7. No dia 15 houve uma quebra repentina. O equipamento ficou entre 16:00 e 22:00 sem produzir.8. Foram acumuladas 8 h de pequenas paradas por problemas de elétrica.9. O tempo para Setup acumulado foi de 13 h10. Foram dedicadas 22 h para troca de ferramentas com a máquina parada.QUAL A DISPONIBILIDADE DESTE EQUIPAMENTO?

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃOEXEMPLO 1 – Solução
�� Tempo CalendTempo Calendáário:rio:(22 dias x 16 h) - (2 feriados x 16 h) = 320 horas320 horas�� Tempo de Paradas:Tempo de Paradas:(3 h de lubrif.) + (20 dias x 0,5 h de limpeza) + (4 h de MP) + (6 h de quebra) + (8 h de pequenas paradas) + (13 h de Setup) + (22 h ferramentas) = 66 horas66 horas�� Tempo OperacionalTempo OperacionalTempo Calendário (320) - Tempo de Paradas (66) = 254 horas254 horas
D = D = (Tempo Operacional (254 h))(Tempo Operacional (254 h)) x 100 = 79,4%x 100 = 79,4%(Tempo Calend(Tempo Calendáário (320 h))rio (320 h))
Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
Disponibilidade (Disponibilidade (AvailabilityAvailability))

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃO
Período de tempo necessário para que um grupo de manutenção execute todas as atividades pendentes, supondo que durante esse tempo nenhum novo serviço será solicitado a esse grupo.
BACKLOG (carga futura de trabalho)BACKLOG (carga futura de trabalho)
Indica quantos homens hora ou quantos dias, para aquela determinada força de trabalho, serão necessários para executar todos os serviços solicitados.
A literatura internacional considera que o backlog não deve ser superior a 15.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃOBACKLOG (carga futura de trabalho)BACKLOG (carga futura de trabalho)ÉÉ o do dééficit de mão de obra da manutenficit de mão de obra da manutençção. Este valor pode estar associado ão. Este valor pode estar associado àà previsão de novas necessidades ou simplesmente indicar o dprevisão de novas necessidades ou simplesmente indicar o dééficit total ficit total existente no momento. Deve ser considerado tambexistente no momento. Deve ser considerado tambéém como uma m como uma ferramenta da qual o gerente de manutenferramenta da qual o gerente de manutençção deve se valer para avaliar a ão deve se valer para avaliar a sua forsua forçça de trabalho.a de trabalho.As causas e os motivos mais freqAs causas e os motivos mais freqüüentes que causam a existência do entes que causam a existência do BACKLOG devido a não execuBACKLOG devido a não execuçção imediata de um servião imediata de um serviçço são:o são:-- Falta de mão de obra;Falta de mão de obra;-- Falta de material para a execuFalta de material para a execuçção;ão;-- Equipamento não disponEquipamento não disponíível;vel;-- Falta de ferramentas ou equipamento de apoio;Falta de ferramentas ou equipamento de apoio;-- Motivos polMotivos polííticos, internos ou externos;ticos, internos ou externos;-- Falta de verba.Falta de verba.-- Falta de condiFalta de condiçções de trabalho tais como: equipamentos ou mões de trabalho tais como: equipamentos ou mááquinas quinas muito quentes, presenmuito quentes, presençça de gases, equipamentos ao tempo, condia de gases, equipamentos ao tempo, condiçções ões inseguras, etc.;inseguras, etc.;

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
INDICADORES DE MANUTENINDICADORES DE MANUTENÇÇÃOÃOBACKLOGBACKLOGO backlog é calculado por equipes, ou seja, grupos de pessoas que desempenham um determinado tipo de atividade.A montagem da planilha de backlogé feita somando-se ao total de homens horas existentes no dia anterior os valores de homens horas estimados das Ordens de Serviço abertas no dia e subtraindo-se os homens horas das Ordens de Serviço executadas. O resultado desta operação é então dividido pelos homens horas médios produtivos do período considerado (normalmente o mês)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Confiabilidade Confiabilidade ((ReliabilityReliability))Capacidade de um item desempenhar uma função requerida sob condições especificadas, durante um dado intervalo de tempo. (ABNT NBR 5462/1994)
A probabilidade de que um equipamento opere com A probabilidade de que um equipamento opere com sucesso por um persucesso por um perííodo de tempo especificado e sob odo de tempo especificado e sob condicondiçções operacionais tambões operacionais tambéém especificadas.m especificadas.
Esta definiEsta definiçção indica, explicitamente, quatro aspectos ão indica, explicitamente, quatro aspectos importantes do conceito da confiabilidade, a saber:importantes do conceito da confiabilidade, a saber:• sua natureza probabilística.• sua dependência temporal.• a necessidade do estabelecimento no que se constitua sucesso ounão do sistema, e• a necessidade de especificações das condições de operação(ou de uso) do equipamento.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Confiabilidade Confiabilidade ((ReliabilityReliability))Cálculo da função Confiabilidade no tempo R(t) com taxa de falhas (λ) constante:
tetR λ−=)( )exp()( ttR λ−=Ex.: Duas bombas centrífugas têm taxas de falhas constantes iguais a λ1 = 0,0001 falhas/hora e λ2 = 0,0002 falhas/hora. Determinar a Confiabilidade para 100 horas de operação e o TMEF.
%9797045,0)100)0002,00001,0(exp()( ==+−= xtR
horasTMEF 3,33330002,00001,0
11
21
=+
=+
=λλ

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MantenabilidadeMantenabilidade ((MaintainabilityMaintainability))Capacidade de um item ser mantido ou recolocado em condições de executar suas funções requeridas, sob condições de uso especificadas, quando a manutenção é executada sob condições determinadas e mediante procedimentos e meios prescritos. (ABNT NBR 5462/1994)
É a probabilidade de restabelecer a um sistema suas condições de funcionamento específicas, em limites de tempos desejados quando a manutenção é conseguida nas condições e com meios prescritos. Monchy
Pode ser entendida como sendo a característica de um equipamento ou instalação permitir um maior ou menor grau de facilidade na execução dos serviços de manutenção.
A mantenabilidade é uma característica de projeto que define a facilidade de manutenção de equipamentos ou instalações.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
MantenabilidadeMantenabilidade ((MaintainabilityMaintainability))Função Mantenabilidade - M(t)
A taxa de reparo representa a velocidade com que os reparos são realizados

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Qualidade (Qualidade (QualityQuality))Busca permanente da excelência em tudo que fazemos, em todos os setores da organização.
Qualidade é fazer certo da primeira vez, evitando-se perdas e retrabalhos e, conseqüentemente, custos de não conformidade.
Qualidade Total: é a filosofia que coloca a qualidade como ponto central dos negócios / atividades da organização, disseminando-a em todas as atividades de todos os funcionários.
A qualidade de um produto ou serviço está diretamente ligada àsatisfação total do consumidor (cliente externo ou interno), e consta dos seguintes aspectos: Qualidade intrínseca, Custo, Atendimento, Segurança e Moral (QCAMS).

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 – INDICADORES DE MANUTENÇÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 - CUSTO DA MANUTENÇÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 - ORGANIZAÇÃO DA MANUTENÇÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 - RECURSOS HUMANOS NA MANUTENÇÃO
Pode-se observar um aumento da presença de pessoal de nível superior e técnico de nível médio nas atividades de manutenção durante os últimos
anos.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 – ESTRATÉGIAS DE MANUTENÇÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMNA 2007 - INFORMÁTICA NA MANUTENÇÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMNA 2007 - INFORMÁTICA NA MANUTENÇÃO

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 - QUALIDADE NA MANUTENÇÃO
- Observa-se crescimento expressivo, nos últimos anos, da utilizaçãode métodos alternativos para o melhoramento da manutenção (RCM ou MCC).- CCQ (Círculo de Controle da Qualidade) foi retirado da pesquisa.- Pesquisa de 2007 - novos itens:FMEA (Modos de Falha e Análise dos Efeitos) e RCFA (Análise das Causas Raízes de Falha)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRAMAN 2007 - TREINAMENTO
THT - Total de Horas Disponíveis para o TreinamentoTHDPM - Total de Horas Disponíveis do Pessoal de Manutenção (Anual)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
ABRMAN 2007 - SEGURANÇA INDUSTRIAL

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Custos de ManutenCustos de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Custos de ManutenCustos de ManutenççãoãoCustos Diretos- custos necessários para manter os equipamentos em operação (manutenção corretiva, preventiva e preditiva).. Custos de mão-de-obra direta (própria) – n° de horas alocadas ao serviço x salário médio mensal.. Custo de materiais – peça sobressalente e material de consumo.. Custo de serviços de terceiros – executados externamente ou internamente à empresa.Custos de Perdas de Produção- causados por:. Falha do equipamento principal sem que o equipamento reserva, estivesse disponível para manter a unidade produzindo.. Falha do equipamento, cuja causa determinante tenha sido ação imprópria da manutenção.

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Custos Indiretos- relacionados com a estrutura gerencial e de apoio administrativo.. Custos com análises de Melhorias.. Custos de Supervisão.. Custos com aquisição de equipamentos, ferramentas e instrumentos de manutenção.. Custos de depreciação.. Custos de utilidades (energia elétrica, vapor e ar comprimido.
Custos de ManutenCustos de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Controle de Controle de CustosCustos
• Previsão de custos mês a mês
• Realização – quanto foi efetivamente gasto em cada mês
• Realização no ano anterior (ou anos anteriores)
• Benckmark – qual a referência mundial.
CONSUMO DE ENERGIA (IC-03)ESCOLA ALFA - 1994
410385
0
50
100
150
200
250
300
350
400
450
MÉDIA92
MÉDIA93
JAN FEV MAR ABR MAIO JUN JUL AGO SET OUT NOV DEZ
kWh
Custos de ManutenCustos de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
ra
Custos operacionais
Custo de aquisição
Custo de manutenção
Lucro cessante
CUSTO TOTALCUST OS
CONFIABILIDADEO 1,0
A B C
Custos de ManutenCustos de Manutenççãoão

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
raConhecimentoConhecimento
AtitudesAtitudes HabilidadesHabilidades
Cp = C x H x A
Pirâmide das CompetênciasPirâmide das Competências
(saber)(saber)
(poder)(poder)(querer)(querer)

Instituto Federal do CearInstituto Federal do Cearáá -- 20092009
Cíc
ero
Mou
raOBRIGADOOBRIGADO
REFLEXÃOREFLEXÃOO mundo não O mundo não
se divide mais se divide mais entre grandes e entre grandes e
pequenos, pequenos, direita e direita e
esquerda, mas esquerda, mas entre rentre ráápidos e pidos e
lentos.lentos. Alvin Toffler
CCíícero Mouracero [email protected]@globo.com