fms practica n1
TRANSCRIPT

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 1/50
Página 1
UNIVERSIDAD DE LAS FUERZAS ARMADASEXTENSIÓN LATACUNGA
DEPARTAMENTO DE ENERGÍA YMECÁNICA
PRACTICA No. 1
INTEGRANTES: ANDRANGO CRISTIAN
DIAZ JONNATHAN
NIVEL: VII “B” - MECATRÓNICA
INGENIERO: FAUSTO ACUÑA
MATERIA: SISTEMAS FLEXIBLES DE
MANUFACTURA
LATACUNGA, 17 DE MAYO DEL 2016

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 2/50
Página 2
TEMA:PARTES PRINCIPALES, CARACTERÍSTICAS TÉCNICAS Y SEGURIDADES DELCENTRO DE MECANIZADO VERTICAL LEADWELL V-30.
OBJETIVOS
Familiarizar con el Centro de Mecanizado Vertical Leadwell V-30. Identificar las partes principales. Analizar las características técnicas. Reconocer las herramientas de corte. Detallar las herramientas de sujeción de cortadores. Describir las herramientas de sujeción de piezas. Practicar Normas de seguridad.
MATERIALES Y EQUIPOS:
Centro de Mecanizado Vertical LEADWELL V-30.
Herramientas de corte. Herramientas de sujeción de cortadores. Herramientas de sujeción de piezas. Herramientas de medición. Manual de operación.
MARCO TEÓRICO:
1. Fres ador as, Cen tros de me cani zados y Centros mi xtos CNC.
Fresadoras.
Es una máquina herramienta la cual es utilizada para realizar mecanizados por arranquede viruta mediante el movimiento de una herramienta rotativa de varios filos de cortedenominada fresa. Mediante el fresado es posible mecanizar los más diversos materialescomo madera, acero, fundición de hierro, metales no férricos y materiales sintéticos,superficies planas o curvas, de entalladura, de ranuras, de dentado, etc. A demás de las
piezas fresadas pueden ser desbastadas o afinadas. En las fresadoras tradicionales, la pieza se desplaza acercando las zonas a mecanizar a la herramienta, permitiendo obtener
formas diversas, desde superficies planas a otras más complejas.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 3/50
Página 3
I lustración 1 La F resadora Tomado de (ecured, 2009)
Tipos de fresadoras:
Horizontales. Verticales. Universales. Mixtas. Planear. Paralela.
Ranuras largas. Palanca de mando.
Centros de mecanizados
Son Máquinas en las que se pueden efectuar varias operaciones distintas sin lanecesidad de mover las piezas de trabajo de unas máquinas a otras. Los centros demecanizado cuentan con la flexibilidad y versatilidad que les falta a las otras máquinasherramientas individuales.
En el presente artículo, se presentan las tendencias en el diseño y los materiales para lasmáquinas herramientas (Carrillo, 2001).

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 4/50
Página 4
I lustración 0 — 2 Centro de mecanizado.
Tipos de centros de mecanizados:
Los dos tipos básicos de centros de mecanizados son:
El de husillo vertical. El des husillo horizontal.
Centros mixtos CNC.
Es una estación simple controlada por CNC, una máquina herramienta capaz de fresar,taladrar, escariar, etc. Estas máquinas herramientas son usualmente equipadas con uncambiador automático de herramientas y diseñadas para realizar operaciones sobredistintas superficies de piezas sobre una tabla rotante. Por lo tanto, luego de unaoperación en particular, la pieza no tiene que ser removida y llevada a otra máquina parauna transformación posterior.
Los almacenadores de los intercambiadores de herramientas ocultan las herramientas ylos intercambia con esos en los husillos según los comandos del programa que aseguravelocidades óptimas y almacenamiento tan bien como las coordenadas de los espaciosnecesarios para maquinar la pieza.
I lustración 3 Centro mix to CNC.Tomado de (Instrument)

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 5/50
Página 5
2. Características técnicas.
Especificaciones de la máquina: LEADWELL v-30

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 6/50
Página 6

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 7/50
Página 7

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 8/50
Página 8
3. Herramien tas de corte, tipos, materia les , apl icaciones,
características, velocidades.
Herramientas de corte.Las fresas van provistas en su periferia, o también en su cara frontal, de dientes o decuchillas. Son útiles de varios filos y tienen respeto a los útiles de un solo filo, paracepillar y para tornear, la ventaja de que no se calienten tanto y de que tampoco seembotan tan rápidamente.
Según la forma de sus dientes se distingue entre fresas de dientes puntiagudos (porejemplo: fresas cilíndricas) y fresas destalonadas.
I lustración 4 Herr amientas de corte Tomado de (Instrument)
Tipos:
I lustración 5 Tipos de herr amientas de corte.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 9/50
Página 9
Materiales:
I lustración 6 Tipos de materiales para la elaboración de las herramientas de corte.
Aplicaciones:
Las fresas de dientes puntiagudos se emplean para la ejecución de superficies planas. Elreafilado de las fresas de dientes puntiagudos se realiza en la superficie de incidencia.La fresa destalonada sirve como fresa de forma para redondeamientos, perfiles y formasde todas clases, ruedas dentadas, roscas, etc. No debe afilarse nada más que por lasuperficie de ataque. El ángulo de ataque original (generalmente de 0°) debe mantenerse
para que no salgan perfiles deformados. (ecured, 2009)
Características: Altamente resistentes al desgaste. Conservación de filos a altas temperaturas. Buenas propiedades de tenacidad. Reducido coeficiente de fricción. Alcance de altos niveles de recambio entre afilado y afilado. Alta resistencia a los choques térmicos
Velocidades:
Material Velocidad de corte1915 Aceros rápidos 36 m/min.
1932 Carburos 120 m/min.
1968 Carburos recubiertos 180 m/min.
1980 Cerámica 300 m/min.
1990 Diamante 530 m/in.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 10/50
Página10
4. Herramien tas de suj eción de co rtadores , tipos, apl ic aciones,
características.
Herramientas de sujeción de cortadores.Pueden clasificarse en ejes porta-fresas largos y cortos, eje porta-pinzas y juego de
pinzas. Las fresas pueden clasificarse según el mecanismo de sujeción al portaherramientas en fresas con mango cónico, fresas con mango cilíndrico y fresas para montar en el árbol.
Tipos:
Al referirse a los tipos de herramientas de sujeción se opta por una clasificaciónreferente al tipo de fresas por la característica de su mango.
Las fresas con mango cónico, a excepción de las fresas grandes, en general semontan al portaherramientas utilizando un mandril o un manguito adaptadorintermedio, cuyo alojamiento tiene la misma conicidad que el mango de la fresa.
Las fresas con mango cilíndrico se fijan a la porta herramienta utilizando mandrilescon pinzas. Algunas fresas tienen un agujero en el mango y se fijan empleandomangos que se adaptan por un lado a la fresa mediante un roscado o utilizando un
eje prisionero y por el otro lado disponen de un cono para montarse al husillo de lamáquina.
Las fresas para montaje sobre árbol tienen un agujero central para alojar el eje portaherramientas, cuyo diámetro está normalizado. Estas fresas disponen de unchavetero para asegurar la rotación de la herramienta y evitar que patinen. Para
posicionar axialmente estas fresas en el eje, se emplean unos casquillos separadoresde anchuras normalizadas.
Las fresadoras de control numérico incorporan un almacén de herramientas y
disponen de un mecanismo que permite el cambio de herramientas de formaautomática según las órdenes programadas.
Aplicaciones:
Se emplea estas herramientas cuando se van a utilizar herramientas de mango cilíndricotales como bailarinas, brocas de centrado, brocas de mango cilíndrico, avellanadoresetc. La pinza se seleccionará en concordancia al diámetro del mango de la herramienta.Durante el montaje se tendrá la precaución de montar la pinza en la tuerca antes de
empezar a enroscar ésta en el cuerpo, ya que de lo contrario en el desmontaje la pinzaquedará empotrada en él.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 11/50

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 12/50
Página12
I lustración 8 Prensa.
Bridas.Son piezas de acero, forjadas o mecanizadas, de forma plana o acodada y con unaranura central para introducir el tornillo de fijación. En uno de sus extremos puedentener un tornillo para regular la altura de fijación.
I lustración 9 Br idas
Calzos.
Son elementos de apoyo. Pueden ser planos, escalonados, en “V” y regulables.
I lustración 10 Calzos.
Gatos.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 13/50
Página13
Son elementos de apoyo, generalmente compuestos de un cuerpo, de un tornillo, y deuna contratuerca para bloquear el tornillo. La parte superior puede ser articulada o fija yse utilizan para apoyar piezas muy largas y que pueden flexionarse.
Escuadras.
Las caras de estos accesorios son planas y mecanizadas. Forman un ángulo de 90°. Hayescuadras de diversos tamaños y con muchos orificios para introducir los tornillos defijación.
I lustración 11 Escuadras.
Ranuras en V
Para fijar redondos o placas angulares para realizar chaflanes y utillajes de diseñoespecial. Al fijar una pieza larga con un mecanismo divisor pueden utilizarse un
contrapunto y lunetas. Para la fijación de las piezas y los dispositivos que se utilizan, lasmesas disponen de unas ranuras en forma de T en las cuales se introducen los tornillosque fijan los utillajes y dispositivos utilizados. También es posible utilizar dispositivosmagnéticos que utilizan imanes.
I lustración 12 Ranuras en V.
6. Pane l de control o co ntrolador , tipos, características .
8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 14/50
Página14
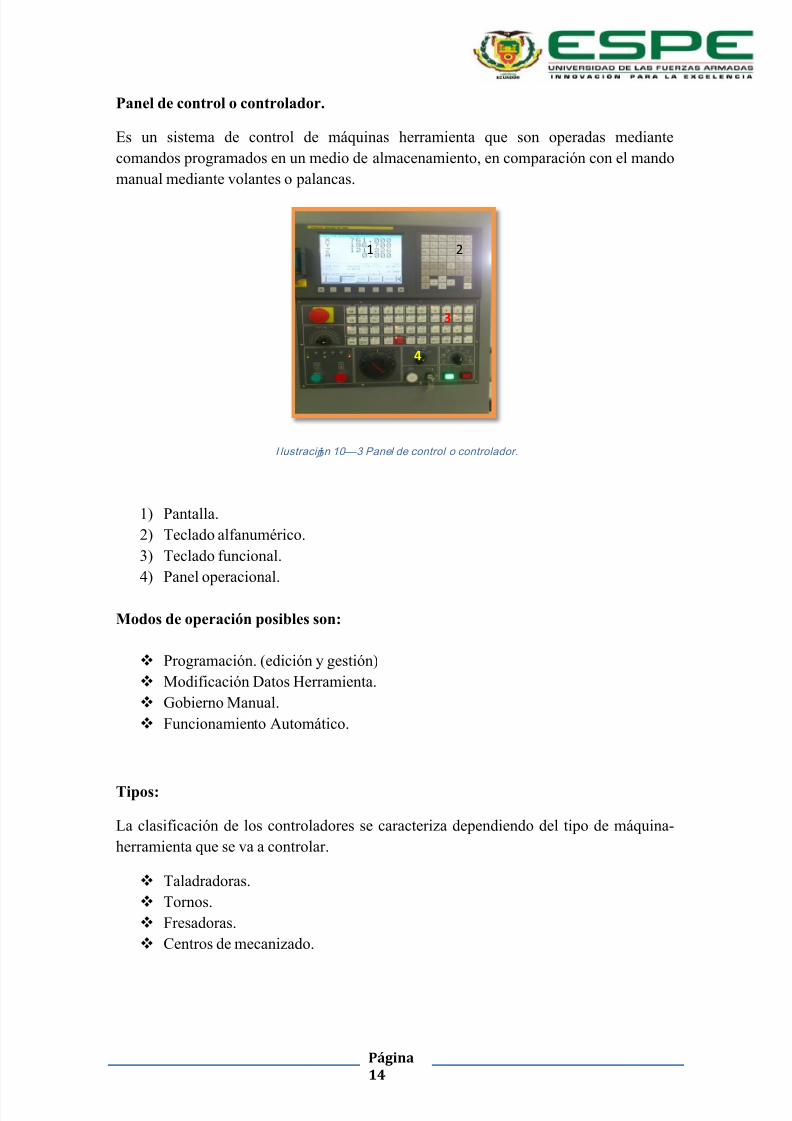
Panel de control o controlador.
Es un sistema de control de máquinas herramienta que son operadas mediantecomandos programados en un medio de almacenamiento, en comparación con el mandomanual mediante volantes o palancas.
I lustración 10 — 3 Panel de control o controlador.
1) Pantalla.2) Teclado alfanumérico.3) Teclado funcional.4) Panel operacional.
Modos de operación posibles son:
Programación. (edición y gestión) Modificación Datos Herramienta. Gobierno Manual. Funcionamiento Automático.
Tipos:
La clasificación de los controladores se caracteriza dependiendo del tipo de máquina-herramienta que se va a controlar.
Taladradoras. Tornos. Fresadoras. Centros de mecanizado.
1 2
3
4

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 15/50
Página15
Características:
Para mecanizar una pieza se usa un sistema de coordenadas que especificarán elmovimiento de la herramienta de corte.
El sistema se basa en el control de los movimientos de la herramienta de trabajo
con relación a los ejes de coordenadas de la máquina, usando un programainformático ejecutado por un ordenador.
En el caso de un torno, hace falta controlar los movimientos de la herramienta endos ejes de coordenadas: el eje de las X para los desplazamientos laterales delcarro y el eje de las Z para los desplazamientos transversales de la torre.
En el caso de las fresadoras se controlan los desplazamientos verticales, quecorresponden al eje Z. Para ello se incorporan servomotores en los mecanismosde desplazamiento del carro y la torreta, en el caso de los tornos, y en la mesa enel caso de la fresadora; dependiendo de la capacidad de la máquina, esto puede
no ser limitado únicamente a tres ejes.
7. Normas de seguridad para operadores máquinas.
El montaje y desmontaje de un equipo de trabajo deberá realizarse de manerasegura, siguiendo las instrucciones dadas por el fabricante.
Las operaciones de mantenimiento, ajuste, desbloqueo, revisión o reparación
que puedan suponer un peligro para la seguridad de los trabajadores se realizarántras haber parado o desconectado el equipo, haber comprobado la inexistencia deenergías residuales peligrosas y haber tomado las medidas necesarias para evitarsu puesta en marcha o conexión accidental mientras esté efectuándose laoperación.
Cuando durante la utilización de un equipo de trabajo sea necesario limpiar oretirar residuos cercanos a un elemento peligroso, la operación deberá realizarsecon los medios auxiliares adecuados y que garanticen una distancia de seguridadsuficiente.
Comprobar periódicamente el buen funcionamiento de las máquinas así comorealizar comprobaciones adicionales en los casos de cambios en la máquina,accidentes o falta de uso prolongada.
Antes de utilizar un equipo de trabajo se comprobará que sus protecciones ycondiciones de uso son las adecuadas y que su conexión o puesta en marcha norepresenta un peligro para terceros.
No anular los dispositivos de seguridad de la máquina así como retirar las protecciones o resguardos de que disponga.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 16/50
Página16
No llevar prendas holgadas, el pelo suelto, collares, cadenas ni cualquier otroelemento que pueda ser enganchado por la máquina.
Toda persona que tenga que utilizar una máquina debe recibir la información yformación necesaria sobre los riesgos que supone su manejo así como lascondiciones de utilización de la misma.
Los equipos de trabajo no deberán someterse a sobrecargas, sobrepresiones,velocidades o tensiones excesivas que puedan poner en peligro la seguridad deltrabajador que los utiliza o la de terceros.
Los equipos de trabajo que se retiren de servicio deberán permanecer con susdispositivos de protección o deberán tomarse las medidas necesarias para
imposibilitar su uso.
PROCEDIMIENTO:
1. Identifique las partes principales de que está compuesto el Centro de
Mecanizado Vertical LEADWELL V-30.
I lustración 0 — 14: Partes pri ncipales de la maqui na
Las partes principales son:

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 17/50
Página17
ítem Descripción de la parte3 Husillo principal2 Cabezal: en cuyo interior se encuentra
a) Motor principal
b)
Servomotores de avance1 Columna
9 Mesa5 Base
I lustración 15: Pri ncipales partes de la maquina LEADWELL V -30
ítem Descripción de la parte6 Bancada7 Pantalla LCD y teclado alfanumérico
8 Panel de control4 Carcasa10 Carrusel
11 Caja de poder (no se muestra en la figura)12 Tanque de refrigeración (no se muestra en la figura)
2. Con ayuda del manual de operación y con instrumentos de medición,compruebe todas y cada una de las características técnicas del centro demecanizado.
Características Técnicas del centro de mecanizado Vertical LEADWELL V-30
CAPACIDAD Distancia en el eje “X” 761 mm, 30 in

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 18/50
Página18
Distancia en el eje “Y” 411 mm, 16 inDistancia en el eje “Z” 411 mm, 16 inDimensiones de la mesa 130-540 mm, (5.1 – 21.3) inDistancia del frente de la columna al
centro del husillo
438 mm, (17) in
HUSILLOVelocidad del Husillo 8000 rpm
Numero de rango de velocidad del husillo 1 Nariz del Husillo 7/24 N 040Diámetro del interior del rodamiento 70 mm, (2.75) in
Relación de Transmisión 1:1Máximo Torque 95.5 N.M (70.4)
Transmisión H.T.D BeltFuerza de herramienta de agarre 800 Kg – (1760)lb
MesaTamaño de la mesa de trabajo 890X400 – (35X15.7)
Masa máximo de soporte de la mesa 300 Kg (660) lbMesa en configuración de la superficieactivo
18TX125X3 mm (in)
Altura del suelo a la cima de la mesa 830 mm (32.6)
RANGO DE ARRANQUEDesplazamiento Rápido 20/20/15 m/min – (66/66/50) IPMRango de avance 5 m/min (16.6) IPMRango de avance Nominal 1260 mm/min (49.6) IPM
CAMINO GUIACamino guía en X LG24-35-1640L-2Anchura 334mm(13.1)inDistancia guia 472mm(18.5)in
Camino guía en Y LG24-35-1000L-2Anchura 694mm(27.3)in
Distancia guia 445.5mm(17.5)inCamino guía en Z LG24-35-1080L-2Anchura 434mm(17)in
Distancia guia 464mm(18.2)in
FUENTES DE IMPULSOSuministro eléctrico de energía 25KVA
Presión de aire comprimido 0.6Mpa (87)psi

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 19/50
Página19
Proporción de flujo de aire comprimido 400L/min
CAPACIDADTanque de aceite hidráulico
Tanque Lubricante 2LTanque refrigerante 200/300L(OPT)
MEDIDAS DE LA MAQUINAAltura de máquina 2430mm(95.6)inEspacio del suelo 2100(82.6)x2721(107)mmxmm(in2)
Masa de la máquina 4500Kg(9000)lb
MISELANIA
Exactitud posicionando 0.01/FULL mmRepeticiones +/- 0.005 mm
CAPACIDAD CORTANTEMoliendo 210 c.c
Taladrado 38 mm
Perforado M 30
Cambio Automático de la
Herramienta
Tipo del tambor Tipo ARM
Eje de la Herramienta BT-40 BT-40Bulto de la retención MAS-P40T-I JIS-B-6339Capacidad dealmacenamiento de laherramienta
20 24
Máximo diámetro de laherramienta (con lasherramientas adyacentes)
95mm(3.7)in 80mm(3.15)in
Máximo diámetro de laherramienta (sin lasherramientas adyacentes)
150mm(5.9)in 110mm(4.3)in
Máxima masa de laherramienta
7Kg(15.4)in 7Kg(15.4)in
Máxima longitud de laherramienta
250mm(9.8)in 250mm(9.8)in
Tiempo de cambio de laherramienta(herramienta a
herramienta)
7.7 seg 3seg
Tiempo de cambio de la 14.8seg 10 seg

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 20/50
Página20
herramienta(astilla a astilla)Selección de la herramienta al azar al azar
Motores Fanuc Tipo de MotorHusillo del Motor(30min/cont)
7.5 KW Ap 12/8000i HP
Eje X Alimentación delmotor
1.2KW(1.6)HP Ac 8/2000i
Torque constante 8 c 8 NmFuerza de empujón 410 Kgf 410 KgfTornillo de pelota 36XP10X1248L(mm) 36XP10X1248L(mm)Goo-G 0.23 G 0.23 GEje Y Alimentación delmotor
1.2(1.6)ac8/2000iKW(HP) 1.2(1.6)ac8/2000iKW(HP)
Torque constante 8 Nm 8 NmFuerza de empujón 410 Kgf 410 KgfEje Z Alimentación delmotor
1.8(2.4)ac12/2000iKW(HP) 1.8(2.4)ac12/2000iKW(HP)
Motor de la bombalubricante
4 W 4 W

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 21/50
Página21
3. Valiéndose de las herramientas de corte que se dispone para el Centro deMecanizado, identifique todas y cada una de ellas en cuanto a: nombre,material, características, aplicaciones.
N° Nombre Material Características Aplicaciones
1
Fresa Frontal Cilíndrica Acero HSS Diámetro de lafresa :3/8 ”
Fresado
Ranurado
2 Fresa de grabado Metal durointegral (SolidCarbide)
Posee un ángulode 30º en la
punta.
Grabado demetales como:Aluminio, Cobre,Hierro y Aceros.
3 Fresa frontal cilíndrica Acero HSS Diámetro decorte 5/8
Fresado decontornos.
Acabado
Desbastematrices
4 Fresa para escariado Puede utilizarcualquier material
para los insertos:
P →aceros
Diámetro de lafresa
20-80 mm
Profundidad de
Fresado
Ranurado
Escareado

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 22/50
Página22
M →aceros
K →fundición
hierro
H →Materialesendurecidos
corte máximo
5.5 mm
Posee 2 Insertos
5
6 Fresa de escuadrar Puede utilizarcualquier material
para los insertos:
P →aceros
M →aceros
K →fundición
hierro
H →Materiales
endurecidos
Diámetro de lafresa
20-80 mm
Profundidad decorte máximo
5.5 mm
Posee 2 Insertos
Fresado
RanuradoEscareado
7 Fresa de escuadrar Metal durointegra (SolidCarbide)
Mangocilíndrico, de unfilo
Planeado desuperficies
8 Broca de centros Material de lahtas. HSS
Norma DIN 333Material de lahtas. HSS Broca
para produciragujeros de centrosegún norma DIN
332, tipo 1, forma
Tolerancia deldiámetro delcuerpo: h7 (DINh9) Toleranciadel diámetro
piloto: Ø 0,50 – 2,50 = + 0,14mm Ø 3,15 –
5,00 = + 0,18mm Ø 6,30 = +
Broca para producir agujerosde centro segúnnorma DIN 332,tipo 1, forma A(sin chafl án de
protección

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 23/50
Página23
A (sin chafl án de protección).
0,22 mm
9 HSS
Acero
S – con ángulode 35°
normalmenteusada parataladrar aceroinoxidable
Acero rápido
Perforación deagujeros en
metales como elhierro, aluminio,cobre, zinc,chapas, perfiles
10 Broca de Centros Acero HSS Ángulo de la punta 60 grados
Diámetro de la broca 3/64"
Diámetro delcuerpo 1/8"
Acabado:Brillante
Recubrimiento:ninguno
Empleada pararealizar los puntosde centrado de uneje para facilitarsu torneado orectificado.
Empleada pararealizar los puntosde centrado antesde realizar unaoperación detaladrado.
11 Macho de roscada ranurahelicoidal HSSEAcero de altavelocidad concontenido enCobalto
Diámetro de 3/8‘’ Roscado interior

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 24/50
Página24
12 Fresa de planeado de 90° Puede utilizarcualquier material
para los insertos:
P →aceros
M →aceros inox
K →fundición
hierro
N →materiales no
ferrosos
S →Súper -aleaciones termoresistentes
H →Materiales
endurecidos
Diámetro de lafresa
20-80 mm
Profundidad decorte máximo
5.5 mm
Posee 4 Insertos
Fresado
RanuradoPlaneado
13 Fresa de escuadrado Puede utilizarcualquier material
para los insertos:P -M
K -N
S -H
Diámetro de lafresa
63 mm
Profundidad decorte máximo
5.5 mm
Posee 8 Insertos
Fresado
Ranurado
Planeado
escuadrado
14 FRESA DE NARIZ DE BOLA
Nitruro de titanio
R0.5-R10 mm,ángulo dehélice: 30,vástago largo,media a bajavelocidad
Fresado,
Abertura decavidades.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 25/50
Página25
15 Juego de bridas escalonadas Acero acabado ennegro
52 piezas en una práctica bandejade acero (24espárragos, 4tuercas deextensión, 6
bridasescalonadas, 6tuercas de
ranura en T, 6tuercashexagonales con
brida y 6 bloques decalzo)
Comoherramientas desujeción para
piezas.
16 Fresa frontal 45°
Porta cuchillas
HW Plaquitawidiam de Aceroinoxidable “K10”
Geometría C
Z=5
D=80mmH=50mmPeso=1,8kg
Ranurado (Des y
Acabado) Fresadoen escuadra (Desy Acabado)
Cubicado (Des yAcabado)Mecanizado derampa (Des yAcabado)
17 Fresa convergente
Mango HSSHerramienta conCobalto 8%
Z=10
45º D=38mm Ranurado deforma(Desbastado yAcabado)

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 26/50
Página26
18 Fresa frontal de 90°
Porta cuchillasHW Plaquitawidiam de Aceroinoxidable “K10”
Geometría T
Z=5, D=100mm
H=55mm
Peso= 1,9Kg
Ranurado (Des yAcabado) Fresadoen escuadra (Desy Acabado)
19 Fresa cilíndrica HSS (acero
extra
rápido)
D=40mm
d=20mm
H=16mm
Corte lateral
(Desbastado).
Ranurado.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 27/50
Página27
4. Valiéndose de las herramientas de sujeción de cortadores que se disponepara el Centro de Mecanizado, identifique todas y cada una de ellas a encuanto a nombre, características.
N° Nombre Material Características Aplicaciones
1
Porta pinzas con mango cónicoBT
Modelo BT40- FMB22-45
20CrMnTi, 40Cr D1= M16X2.0P
D2= M22X1.5P
D3= 50
L= 70 o 100
Peso= 1.4kg o1.N°7kg
Sujeción dediferentes tipos deherramientas demango cilíndricoen una ampliavariedad deoperaciones demecanizado.
2 Sujetador de fresa bilateral
Modelo BT40- SLA20-90
20CrMnTi, 40Cr ∅ = 20 mm
∅ = 52 mm
= 70 mm
= 23 mm
G=M12x1.5
Peso 1.9 kg
Sujeción de fresasde pequeñosdiámetrosmediante una
pinza y una tuerca pinza.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 28/50

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 29/50
Página29
G=M10x1.5P
W=10mm
Peso 1.4 kg
7 Árbol Porta Fresa Vertical BT40 20CrMnTi, 40Cr Dimensiones
∅ = 48 mm
∅1 = 22 mm
1 = 45 mm
2 = 19 mm
Acopla fresas(cortadores)sencillas y dedoble punta.
Baja vibración
armónica
8 Adaptador de cono morse
Modelo: BT40-MTA2-50
Acero paraherramienta
Rectificado de precisión.
Type BT40
Taper MT2
L 50mm
C 32mm
Weight (nett)1.0kg
Adecuado paracontener artículosCono Morse con
espigas
9 Adaptador de cono morse Acero paraherramienta
Rectificado de precisión.
Type BT40
Taper MT2
L 50mm
Adecuado paracontener artículosCono Morse conespigas

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 30/50

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 31/50
Página31
= 45 mm
= 18 mm
G=M10x1.5P
W=10mm
Peso 1.4 kg
13 Porta fresa de cara plana
Modelo BT40- FMB22-45
20CrMnTi, 40Cr ∅ = 48 mm
∅ = 22 mm
= 45 mm
= 18 mm
G=M10x1.5P
W=10mm
Peso 1.4 kg
Sujeción de fresas
14 Porta fresa de cara plana
BT40-ER32-70
40 Cr.
Dureza: HRC56 D = 50
D1 = 44.45
Descentramiento
= 0.006 mm
6000-8000 rpm
Fresado

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 32/50
Página32
15
Adaptador cono morse BT
Modelo BT40- MTA2-50
Aleación de aceroendurecido
L1=50
C1=32
WEIGHT=1.1(k
g)
Sujeción dediferentes tipos deherramientas demango cilíndrico
en una ampliavariedad deoperaciones demecanizado.
5. Valiéndose de las herramientas de sujeción de piezas que se dispone para elCentro de mecanizado identifique todas y cada una de ellas a en cuanto anombre, características, aplicaciones.
Nombre, Material, Características,Aplicaciones
Herramientas
Llave para ajustar la fresa alporta fresas

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 33/50
Página33
Soporte para ajuste y Desajustede las porta fresas
Prensa para sujeción del material
a mecanizar.
6. Describa las principales normas de seguridad que se deben tener en cuentaantes de trabajar en un centro de mecanizado, tanto para el operador comopara la máquina.
Normas de Seguridad para una maquina CNC. (pyrosis13, 2011) Leer el manual de operador para proceder a operar el centro de mecanizado.
Se deben asegurar los interruptores y demás mandos de puesta en marcha de lamáquina, para que no sean accionados involuntariamente.
Los engranajes, correas de transmisión, poleas, cardanes e incluso los ejes lisosque sobresalgan deben ser protegidos por cubiertas
Conectar el equipo a tableros eléctricos que cuente con interruptor diferencial yla puesta a tierra correspondiente.
Todas las operaciones de comprobación, medición, ajuste, etc, deben realizarse
con la máquina parada. No tratar de ingresar al interior del centro de mecanizado para evitar accidentes
graves si llegara a activarse.
No tocar ningún interruptor con los dedos mojados.
Prestar atención a los dispositivos de alta tensión y mantenerse alejado de ellostanto como sea posible.
Durante el funcionamiento automático, nunca abrir la puerta de la máquina.
Hay que manejar la máquina sin distraerse.
Las virutas producidas durante el mecanizado nunca deben retirarse con la
mano, ya que se pueden producir cortes y pinchazos. Las virutas secas se deben retirar con un cepillo o brocha adecuados.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 34/50
Página34
Hay que ser cuidadoso con la manipulación de las herramientas de corte y ser precavidos al momento de cargar una de estas al husillo.
Se debe llevar la ropa de trabajo bien ajustada. Las mangas deben llevarseceñidas a la muñeca.
Se debe usar calzado de seguridad que proteja contra cortes y pinchazos, asícomo contra caídas de piezas pesadas.
Es muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en elcuello, bufandas, corbatas o cualquier prenda que cuelgue.
No ignorar las señales de alerta que pueda presentar la maquina por lo contrariorevisarla.
ANÁLISIS DE RESULTADOS:
1. Valiéndose de gráficos, planos o fotografías de la máquina identifique y describalas partes del centro de Mecanizado Vertical Leadwell V-30.
Ilustración 16 Vista frontal del Centro de Mecanizado Vertical LEADWELL V-30
1
2
3
7
8
9

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 35/50
Página35
Ilustración 17 Vista frontal externa del Centro de Mecanizado Vertical LEADWELL V-3
DESCRIPCIÓN DE LAS PARTES IDENTIFICADAS
1 Columna
2 Cabezal:
c) Motor principal
d)
Servomotores de avance
3 Husillo principal4 Carcasa
5 Base
6 Bancada
7 Panel de Programación
8 Panel de operación
9 Mesa
4
6

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 36/50
Página36
10 Sistema de refrigeración (no se muestra en lafigura)
11 Caja de fuente de poder (no se muestra en lafigura)
12 ATC Cambiador Automático de Herramientas
1.- Columna: La columna es el soporte vertical de la máquina. Dicha columna permite que la
máquina mecanice la pieza desde la parte superior teniendo un amplio espacio de operación.
2.- El motor el cual mueve el sinfín, es un motor eléctrico controlado por señales eléctricas y
electrónicas. Este motor debe tener la fuerza suficiente para crear movimientos suaves en los
dos sentidos y reaccionar rápidamente en las aceleraciones y deceleraciones.
Ilustración 18 Motores
3.- El husillo principal.- Es la parte en la que se colocan todos los sistemas de sujeción de
herramientas.
Ilustración 19 Usillo del Centro de Mecanizado

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 37/50
Página37
4.- Carcaza.- Aísla los espacios de maquinado con el operador. Es la zona de seguridad y en ella
esta gran parte de los componentes del centro de mecanizado.
Ilustración 22 Carcaza del Centro de Mecanizado
5.- Base.- Punto de apoyo donde se fija a la máquina sobre el piso.
6.- Bancada o soporte.- Soporta las piezas de la máquina y sirve para el deslizamiento de lasherramientas y en otras para la fijación de las piezas que se van a trabajar.
Ilustración 211 Bancada del Centro de Mecanizado
7 y 8.- Panel de control y programación.- Este panel comanda las operaciones que se desea
realizar en el centro de mecanizado ya sea de forma manual o mediante comandos de
programación. La CPU obtiene datos del programa y de los sensores instalados, los cuales
permiten establecer una realimentación del control de las operaciones.

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 38/50
Página38
Ilustración 22 Panel de control del Centro de Mecanizado
9.- Mesa.- La mesa es una superficie en la cual se encuentran ranuras, sobre la que se apoya
elementos de sujeción para piezas a ser elaboradas.
Ilustración 23 Mesa del Centro de Mecanizado
10.-Sistema de refrigeración y lubricación.- Abastecen de líquidos o fluidos para el
enfriamiento y lubricación de las herramientas y las piezas de corte. (Aprendizaje, 2006)
Ilustración 24 Sistema de lubricación

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 39/50
Página39
11.- Cambiador automático de herramientas (ATC).- Permite seleccionar diferentes tipos de
herramientas automáticamente de acuerdo al proceso que se vaya a realizar.
Ilustración 25 Cambiador automático de herramientas o carrusel
2. Con la ayuda de planos o gráficos, describa las características técnica reales de la
máquina:
Ilustración 26 Ejes X, Y, y Z del Centro de Mecanizado

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 40/50
Página40
CARACTERÍSTICAS TÉCNICAS REALES DEL CENTRO DE MECANIZADO
Capacidad
Distancia en el eje „‟X‟‟
761mm -29.96 in
Distancia en el eje „‟Y‟‟
411mm – 16.18 in
Distancia en el eje „‟Z‟‟
410.5mm – 16.16 in
Dimensiones de la mesa 127-546 mm (5-21.49)in
Distancia del frente de la columna
al centro del husillo
425 mm (16.77) in

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 41/50
Página41
Mesa
Tamaño de la mesa de trabajo
890X400mm2 – (35X15.7)in2
Masa permisible por pieza. 300 Kg (660) lb
Configuración de la superficie de la
mesa de trabajo.
18TX125X3 mm (in)
Altura del suelo a la cima de la mesa 830 mm (32.6 in)
El Husillo
Velocidad del husillo
Velocidad mínima
Velocidad máxima
68 min^-1
7998 min^-1

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 42/50
Página42
Numero de rango de
velocidad del husillo
1
Nariz del husillo 7/24 N 040
Diámetro del interior del
rodamiento
70mm (2.75) in
Relación de Transmisión 1:1
Máximo Torque 95.5 N.M(70.4)
Transmisión H.T.D Belt
Fuerza de herramienta deagarre.
800Kg - (1760 )lb
Rango de Arranque
Desplazamiento Rápido 20/20/15 m/min -(66/66/50) IPM
Rango de Avance 5 m/min (16.6)IPM
Rango de Avance nominal 1260 mm/min (49.6)IPM

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 43/50
Página43
3. Realice un mapa gráfico de las herramientas de corte, sujeción de cortadores ysujeción de cortadores y sujeción de piezas adicionales que se puedan utilizar eneste Centro de mecanizado.
Herramientas de corte:
I lustración 27 Mapa gráfi co de las Herramientas de corte
HERR MIENET S DE
CORTE
FRESA FRONTAL CILINDRICA
FRESA DE GRABADO
FRESA DE ESCARIADO FRESA DE ESCUADRAR
FRESA DE ESCUADRAR
BROCA DE CENTROS
MACHO DE ROSCAR RANURA HELICOIDAL
FRESA DE PLANEADO 90°
FRESA DE ESCUADRADO
FRESA NARIZ DE BOLA
FRESA CONVERGENTE

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 44/50
Página44
Herramientas de sujeción de cortadores:
I lustración 28 M apa gráfi co de las Herr amientas de suj eción de cortadores

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 45/50
Página45
Herramientas de sujeción de piezas:
I lustración 29 M apa gráfi co de las Herramientas de sujeción de piezas
4. Realice un mapa de riesgos del centro de mecanizado.
Seguridad con la ATC
HERR MIENT S DE
SUJECIÓN DE PIEZ S
BRIDAS DE SUJECIÓN
SOPORTES DE AJUSTE

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 46/50

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 47/50
Página47
Instrucciones de seguridad
antes del operado de la
máquina
PRECAUCIÓN no entrar, solo personal
autorizado
ALTO VOLTAJE
PELIGRO voltaje
Apagar antes del mantenimiento

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 48/50
Página48
CONCLUSIONES:
Cada una de las herramientas de corte, tiene propiedades únicas para un trabajode mecanizado específico, y no admiten trabajos fuera de su alcance, pues hay la
posibilidad de que se rompa la herramienta de corte. El centro de mecanizado permite realizar trabajos de fresado de una manera
mucho más eficiente, puesto a que cuenta con una tecnología de programaciónautomatizada lo cual ayuda a realizar el trabajo de una manera cómoda yeconómica.
El centro de mecanizado provee de óptima seguridad al momento de mecanizaruna pieza, además de contar con sistemas de alarmas que informa de alguna fallaen el proceso de mecanizado o alguna falla interna de la máquina.
Existen diferentes tipos de herramientas que se pueden utilizar en el centro demecanizado por lo que es necesario identificar cada una de ellas y saber afunción que puede cumplir.
Existen límites de peso, desplazamiento, velocidad, que debemos tomar encuenta antes de utilizarla para no tener ningún inconveniente.
RECOMENDACIONES:
Es recomendable conocer los parámetros de funcionamiento del centro demecanizado para en lo posterior poder utilizarlo sin ningún problema.
Al momento de mecanizar se recomienda que la herramienta de corte cumplacon las características de la pieza a mecanizar debido a que cada herramientatiene propiedades únicas, y si se excede o se supera la tolerancia de trabajo de laherramienta es probable que se rompa.
RequerimientoFuente de Aire

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 49/50
Página49
Es recomendable conocer las características de las herramientas de corte y susaplicaciones con la finalidad de poder seleccionarlas rápidamente al momento demecanizar un determinado material.
Saber identificar a cada una de las herramientas y los usos que se puede darle, esdecir su aplicación, ya que si no sabemos las herramientas podríamos causarlesdaño, pues podemos equivocarnos

8/15/2019 FMS PRACTICA N1
http://slidepdf.com/reader/full/fms-practica-n1 50/50
BIBLIOGAFÍA
Carrillo, (2001). P. E. R. FABRICACIÓN ASISTIDA POR ORDENADOR.CENTROS DE MECANIZADO.
CO, Y.-1. (s.f.). Herramientas de Fresado. En Y.-1. C. LTD.
pyrosis13. (7 de septiembre de 2011). pyrosisproyect.wordpress.com. Obtenidode pyrosisproyect.wordpress.com:https://pyrosisproyect.wordpress.com/category/fresadora/normas-de-seguridad/
VERTEX. (s.f.). Vertex.es. Obtenido de vertex.es: http://www.vertex.es/
Bulonar. (2012). Ferretería Industrial . Recuperado el 19 de Marzo de 2013,
de Herramientas de corte: http://www.bulonar.com.ar/herramientas-de-
corte.php
Canelatools. (2012). Conos y Adaptadores. Recuperado el 19 de Marzo de 2013,
de http://www.canelatools.com/cas-cataleg2010/FRE-K-
Conos_y_adaptadores.pdf
Castor. (2011). Fresadora de control numérico. Recuperado el 20 de Marzo de
2013, de http://www.castor.es/fresadora_numerica_2.html
GALAN. (2013). Pinzas para monohusillo y multihusillos. Recuperado el 19
de Marzo de 2013, de Industrias Enrique SA:
http://www.iegalan.es/espanol/catalogo/pinzas.pdf
Garavito, J. (2007). Fresado y Taladrado. Escuela Colombiana de
Ingeniería, Laboratorio de producción, Colombia.
Herratec. (2013). Accesorios para maquinas - herramientas. Recuperado el 19
de Marzo de 2013, de
http://www.herratec.com.co/index.php?Itemid=28&option=com_zoo&view=ite
m &category_id=5&item_id=6
Wordpress. (2013). maquinas herramientas y CNC . Recuperado el 20 de