flue gas co2 capture - stanford university - the global ... · pdf fileflue gas co2 capture...
TRANSCRIPT

MITSUBISHI HEAVY INDUSTRIES, LTD.
Mitsubishi Heavy Industries, Ltd.Mitsubishi Heavy Industries, Ltd.
FLUE GAS COFLUE GAS CO2 2 CAPTURECAPTURE
(CO(CO22 CAPTURE TECHNOLOGY OF KSCAPTURE TECHNOLOGY OF KS--1)1)
MITSUBISHI HEAVY INDUSTRIES, LTD.
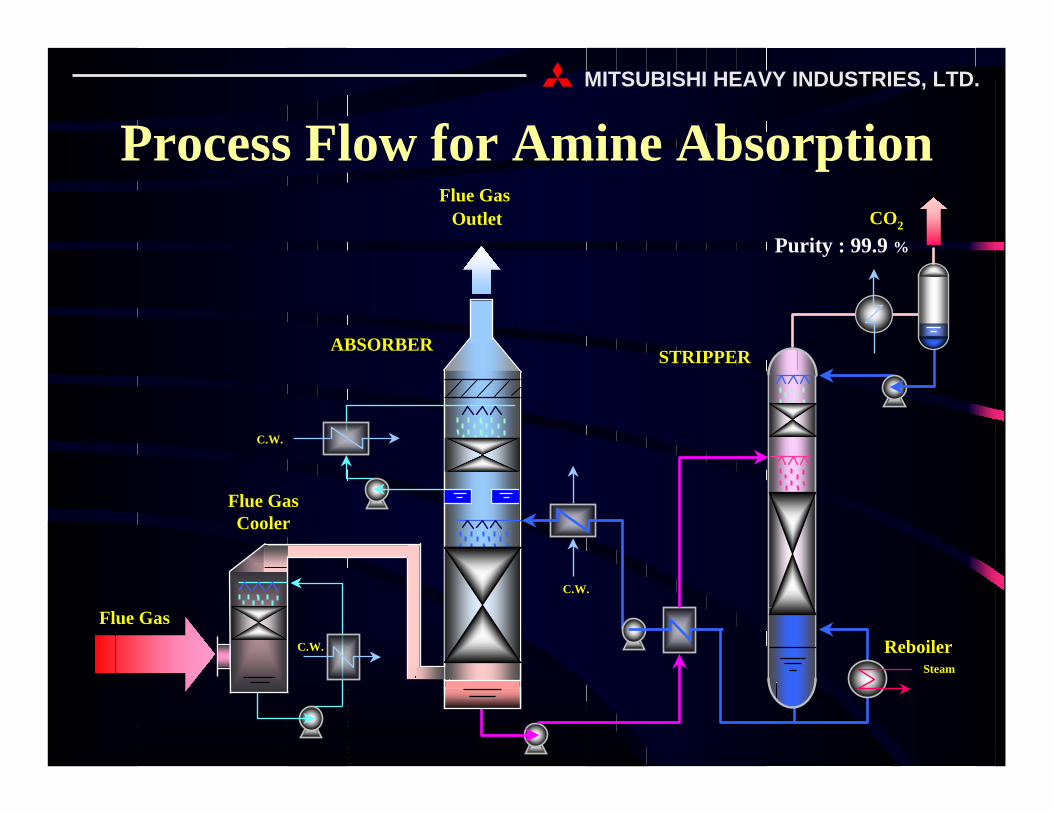
Process Flow for Amine Absorption
C.W.
C.W.
Steam
Reboiler
C.W.
ABSORBER
Flue GasCooler
CO2
Flue Gas Outlet
Flue Gas
STRIPPER
Purity : 99.9 %
MITSUBISHI HEAVY INDUSTRIES, LTD.
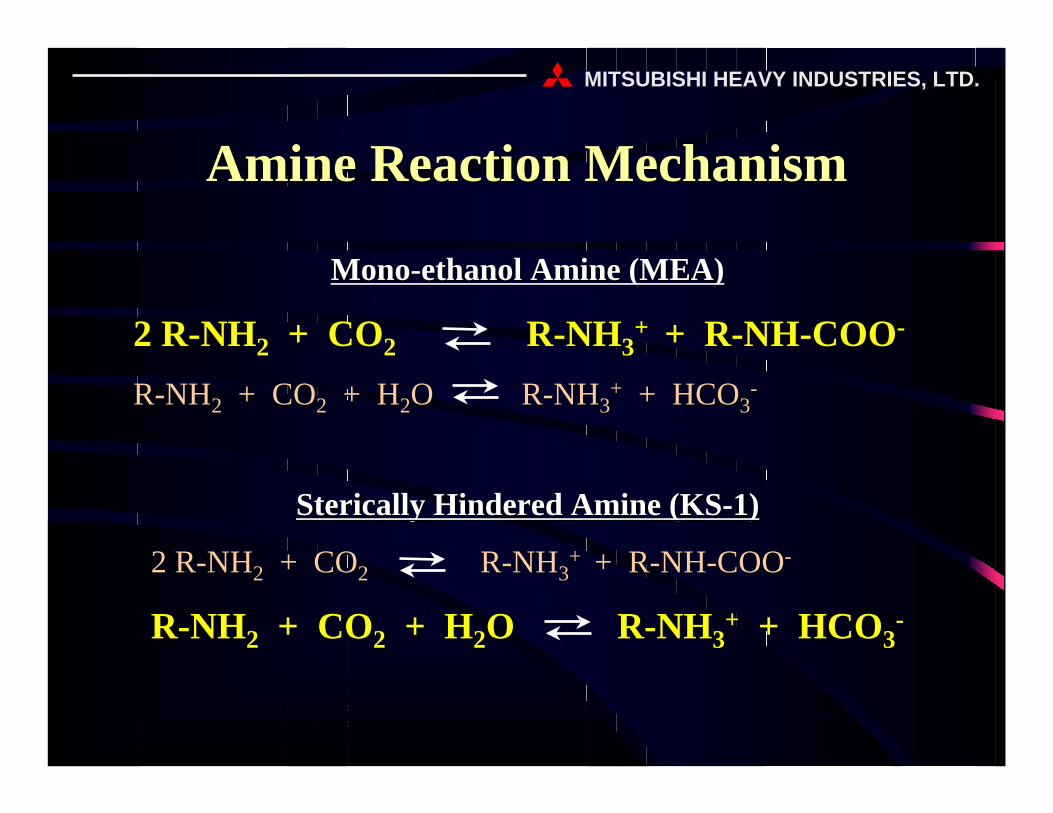
Amine Reaction MechanismAmine Reaction Mechanism
MonoMono--ethanol Amine (MEA)ethanol Amine (MEA)
2 R2 R--NHNH22 + CO+ CO22 RR--NHNH33+ + + R+ R--NHNH--COOCOO--
RR--NHNH22 + CO+ CO22 + H+ H22O RO R--NHNH33++ + HCO+ HCO33
--
Sterically Hindered Amine (KSSterically Hindered Amine (KS--1)1)
2 R2 R--NHNH22 + CO+ CO22 RR--NHNH33+ + + R+ R--NHNH--COOCOO--
RR--NHNH22 + CO+ CO22 + H+ H22O RO R--NHNH33++ + HCO+ HCO33
--
MITSUBISHI HEAVY INDUSTRIES, LTD.
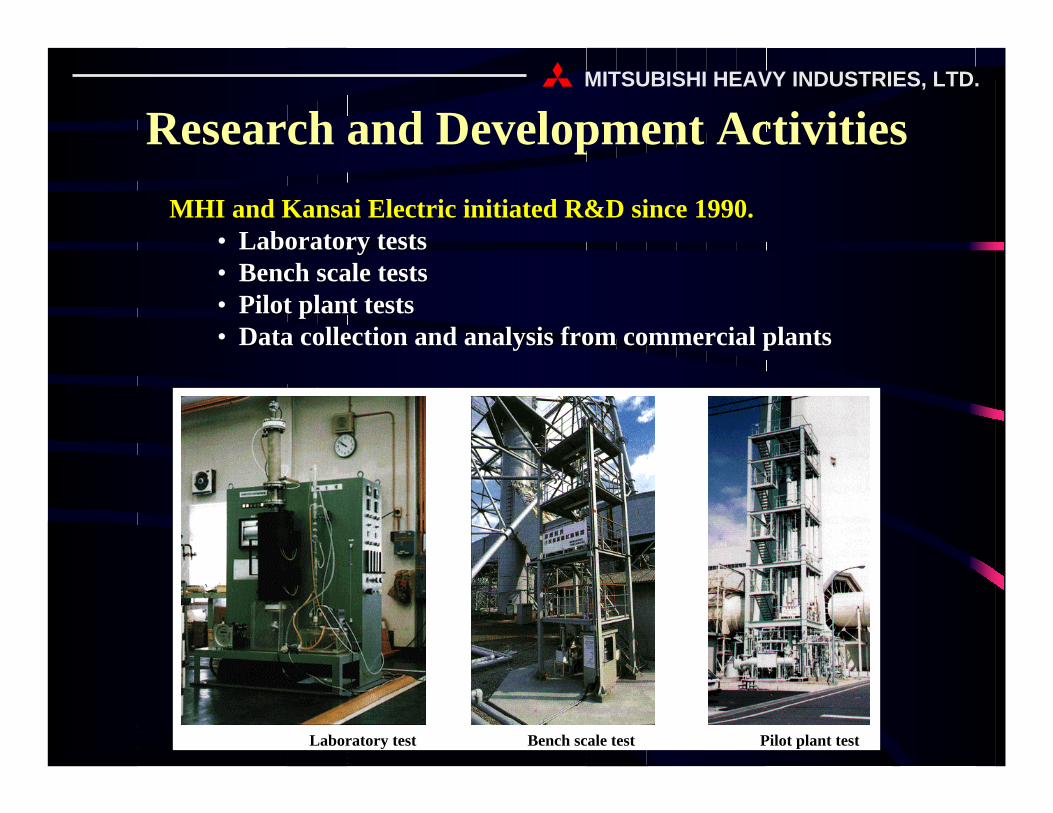
Research and Development ActivitiesMHI and Kansai Electric initiated R&D since 1990.MHI and Kansai Electric initiated R&D since 1990.
•• Laboratory testsLaboratory tests•• Bench scale testsBench scale tests•• Pilot plant testsPilot plant tests•• Data collection and analysis from commercial plantsData collection and analysis from commercial plants
Laboratory test Bench scale test Pilot plant test
MITSUBISHI HEAVY INDUSTRIES, LTD.
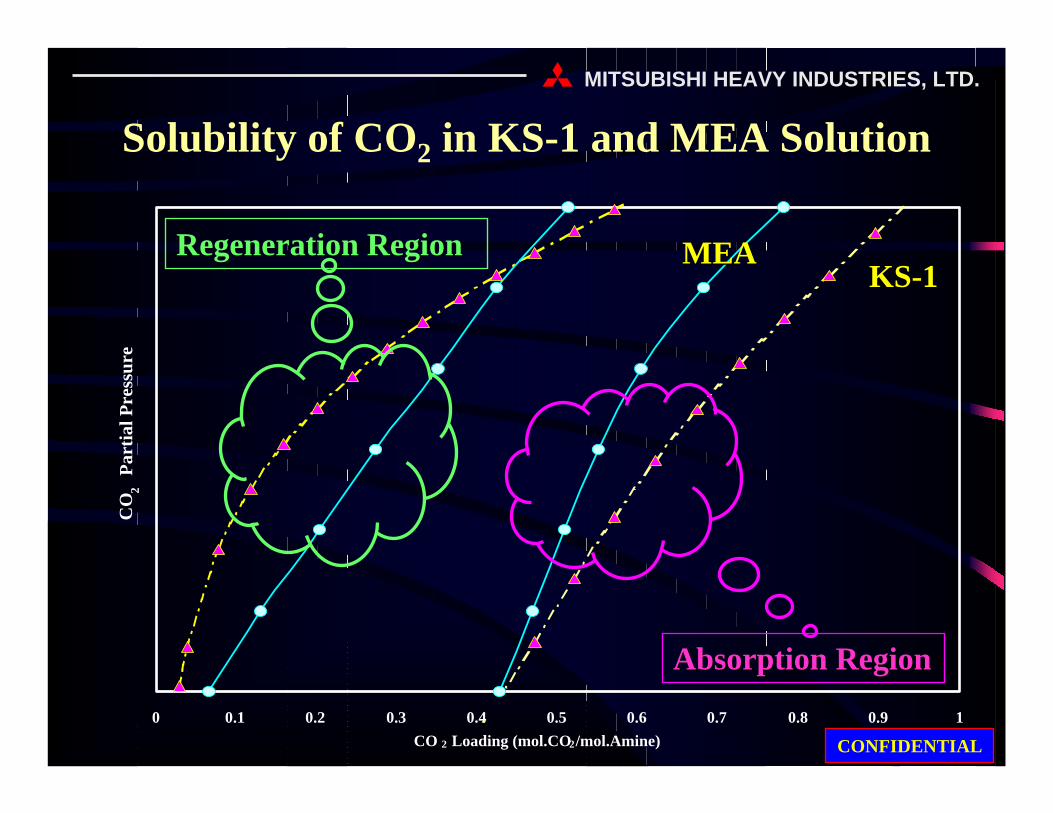
Solubility of CO2 in KS-1 and MEA Solution
Loading (mol.CO0.40 0.1 0.2 0.3 0.5 0.6 0.7 0.8 0.9 1
CO 2 2/mol.Amine)
CO
2Pa
rtia
l Pre
ssur
e
Regeneration RegionRegeneration Region
Absorption RegionAbsorption Region
MEAMEAKSKS--11
CONFIDENTIAL
MITSUBISHI HEAVY INDUSTRIES, LTD.
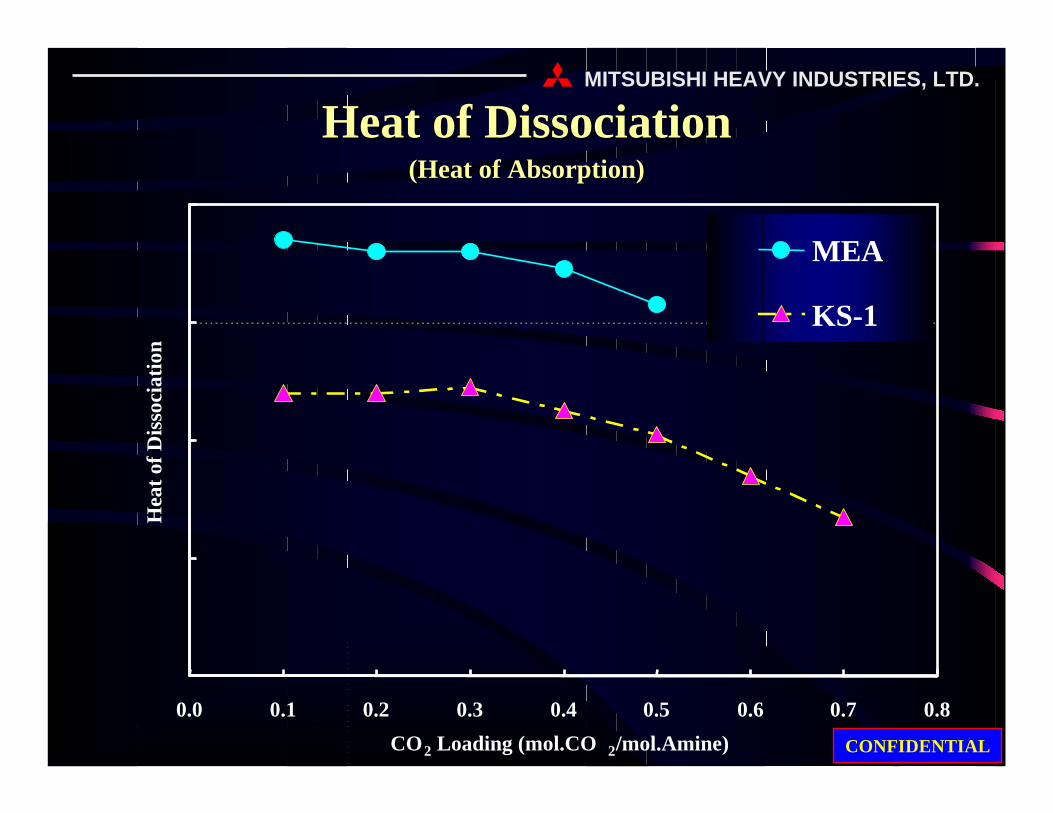
Heat of Dissociation Heat of Dissociation (Heat of Absorption)(Heat of Absorption)
CONFIDENTIAL
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8CO2 Loading (mol.CO 2/mol.Amine)
Hea
t of D
isso
ciat
ion
MEA
KS-1
MITSUBISHI HEAVY INDUSTRIES, LTD.
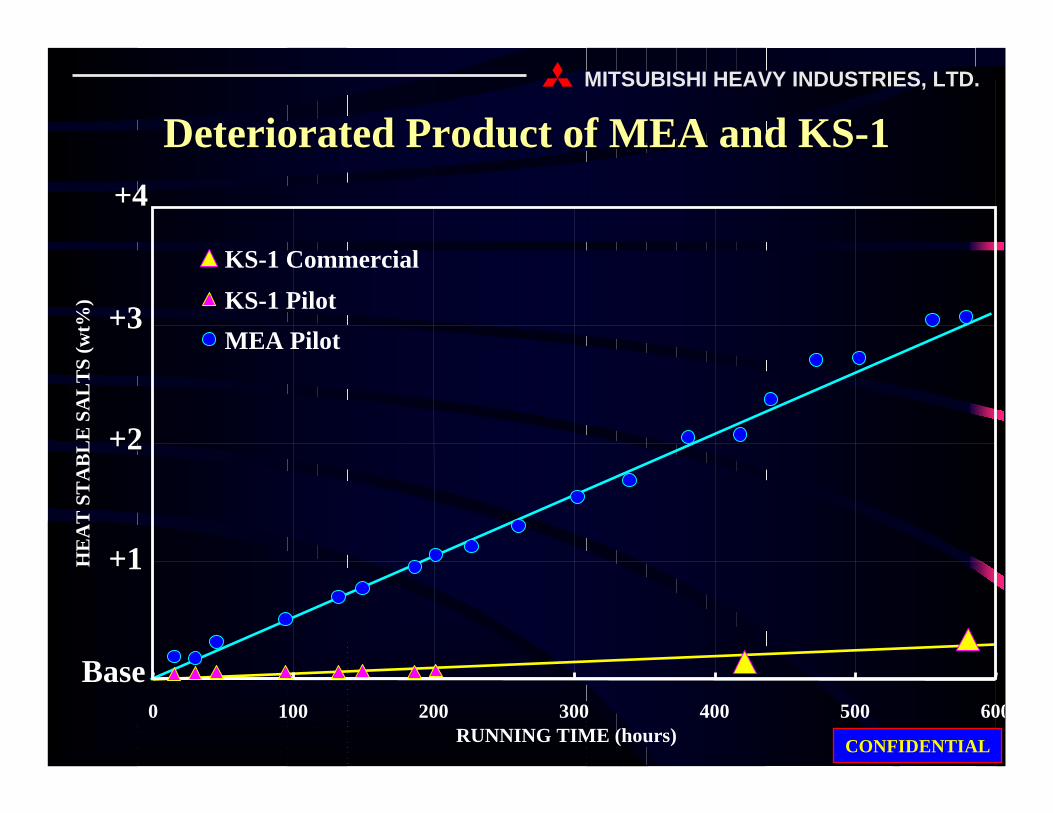
Deteriorated Product of MEA and KSDeteriorated Product of MEA and KS--11
CONFIDENTIAL
+1+1
+2+2
+3+3
+4+4
BaseBase0 100 200 300 400 500 600
KS-1 CommercialKS-1 PilotMEA Pilot
HE
AT
ST
AB
LE
SA
LT
S (w
t%)
RUNNING TIME (hours)
MITSUBISHI HEAVY INDUSTRIES, LTD.
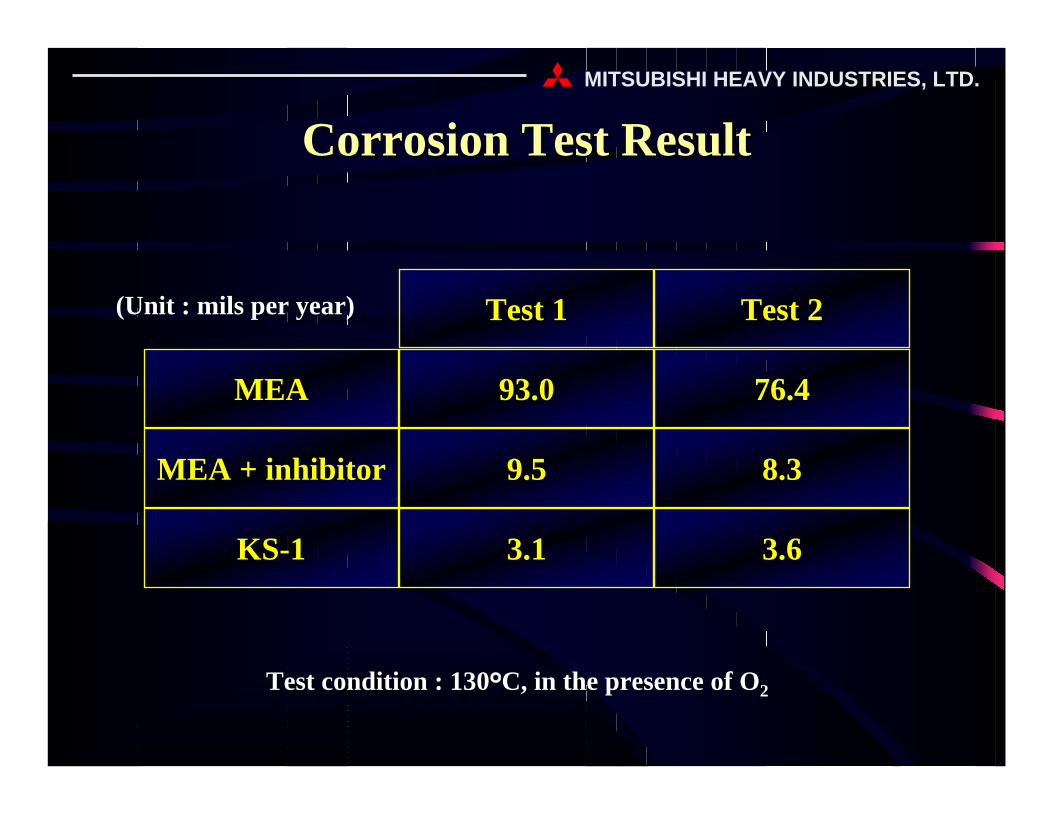
Corrosion Test ResultCorrosion Test Result
MEA
MEA + inhibitor
KS-1
93.0
9.5
3.1
76.4
8.3
3.6
Test 1 Test 2(Unit : mils per year)(Unit : mils per year)
Test condition : 130Test condition : 130°°C, in the presence of OC, in the presence of O22
MITSUBISHI HEAVY INDUSTRIES, LTD.
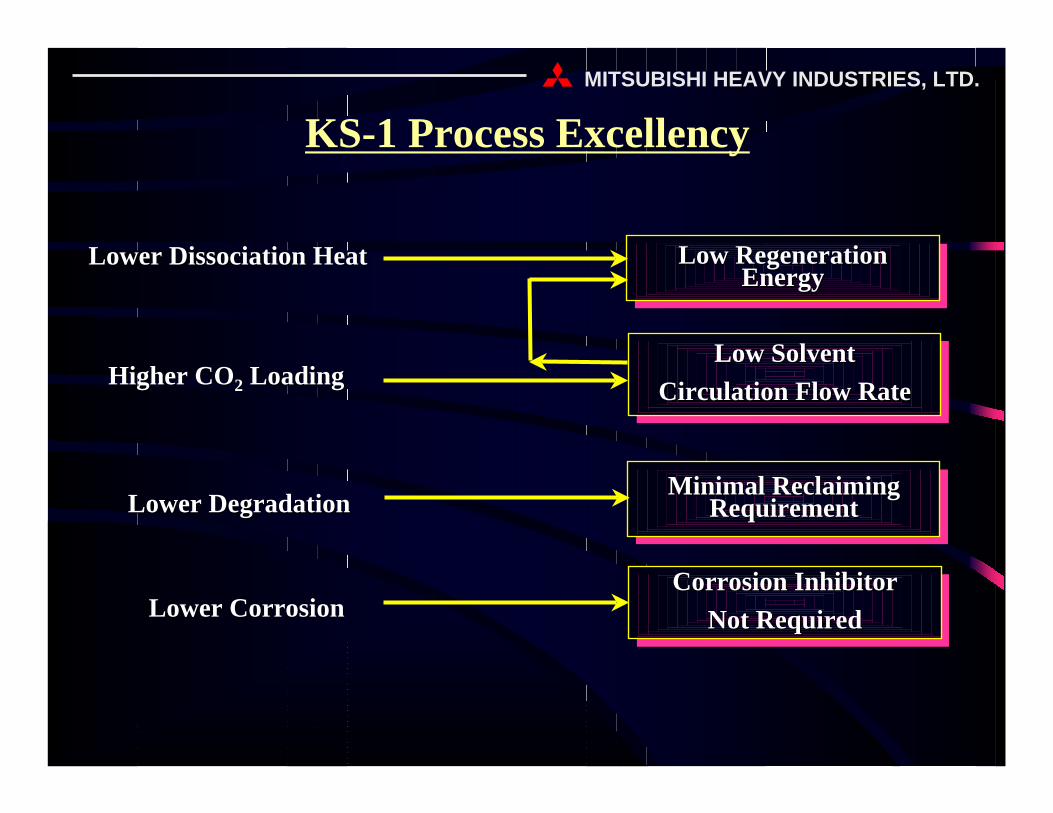
KS-1 Process Excellency
Lower Dissociation HeatLower Dissociation Heat
Higher COHigher CO22 LoadingLoading
Lower CorrosionLower Corrosion
Lower DegradationLower Degradation
Low Regeneration Energy
Low Regeneration Low Regeneration EnergyEnergy
Corrosion InhibitorNot Required
Corrosion InhibitorCorrosion InhibitorNot RequiredNot Required
Low SolventCirculation Flow Rate
Low SolventLow SolventCirculation Flow RateCirculation Flow Rate
Minimal Reclaiming Requirement
Minimal Reclaiming Minimal Reclaiming RequirementRequirement
MITSUBISHI HEAVY INDUSTRIES, LTD.
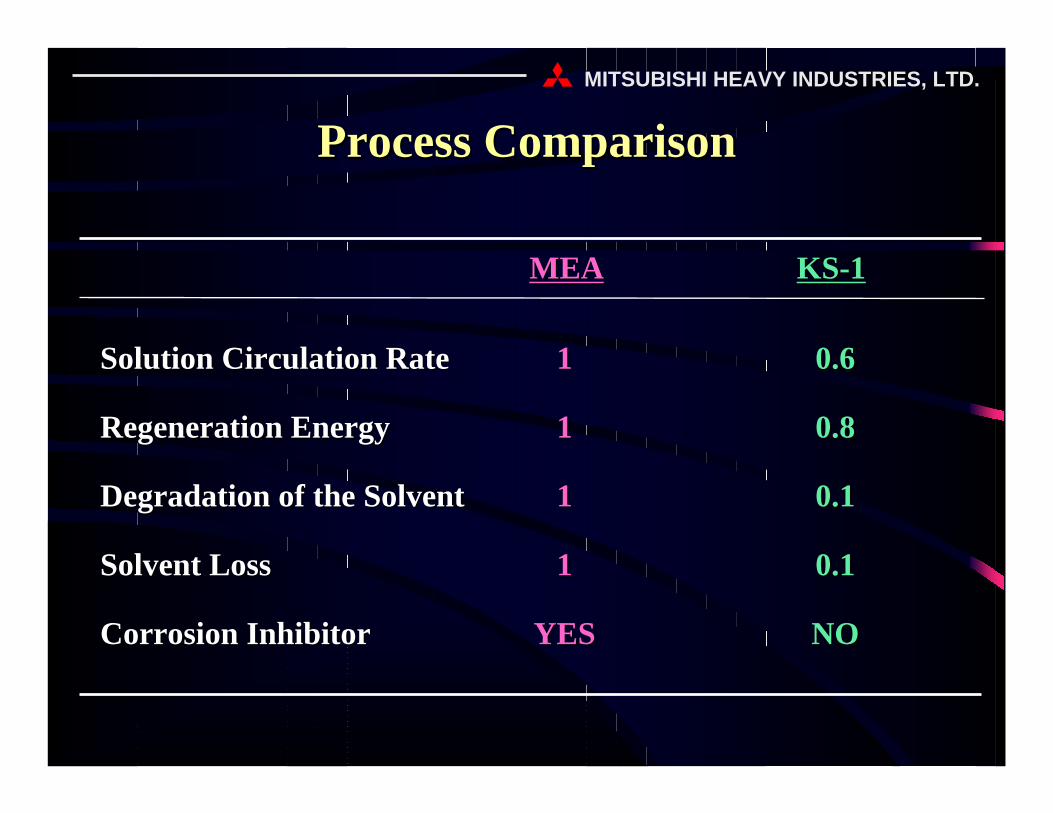
Process ComparisonProcess Comparison
Solution Circulation RateSolution Circulation Rate
Regeneration EnergyRegeneration Energy
Degradation of the SolventDegradation of the Solvent
Solvent LossSolvent Loss
Corrosion InhibitorCorrosion Inhibitor
11
11
11
11
YESYES
0.60.6
0.80.8
0.10.1
0.10.1
NONO
MEAMEA KSKS--11
MITSUBISHI HEAVY INDUSTRIES, LTD.
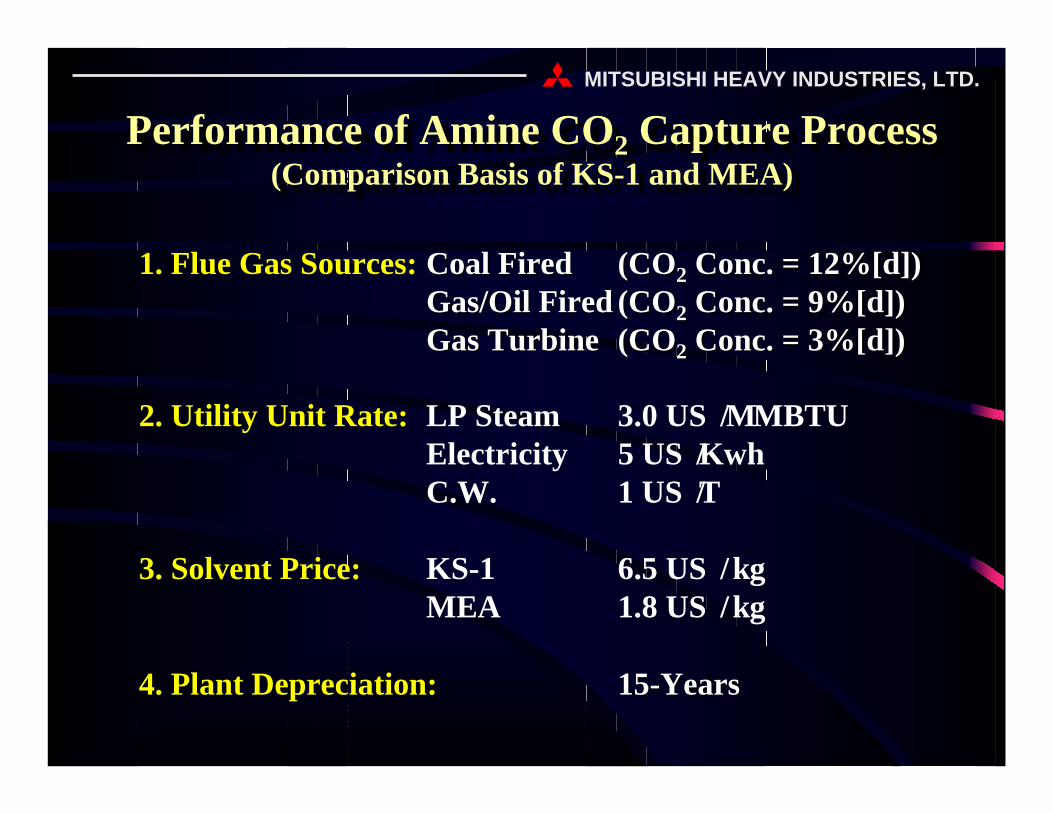
Performance of Amine CO2 Capture Process(Comparison Basis of KS-1 and MEA)
Performance of Amine CO2 Capture Process(Comparison Basis of KS-1 and MEA)
1. Flue Gas Sources:1. Flue Gas Sources: Coal FiredCoal Fired (CO(CO22 Conc. = 12%[d])Conc. = 12%[d])Gas/Oil FiredGas/Oil Fired (CO(CO22 Conc. = 9%[d])Conc. = 9%[d])Gas TurbineGas Turbine (CO(CO22 Conc. = 3%[d])Conc. = 3%[d])
2. Utility Unit Rate:2. Utility Unit Rate: LP Steam 3.0 US�/MMBTUElectricity 5 US�/KwhC.W. 1 US�/T
3. Solvent Price: KS-1 6.5 US�/ kgMEA 1.8 US�/ kg
4. Plant Depreciation:4. Plant Depreciation: 1515--YearsYears
MITSUBISHI HEAVY INDUSTRIES, LTD.
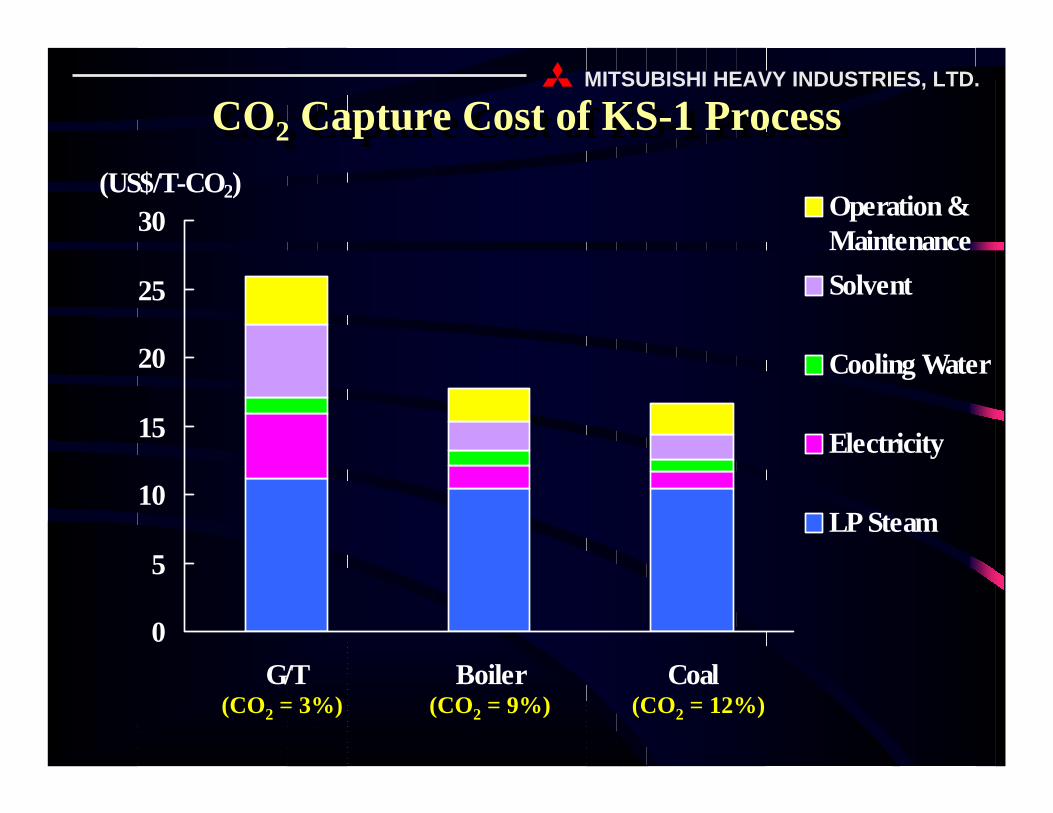
CO2 Capture Cost of KS-1 ProcessCO2 Capture Cost of KS-1 Process
(CO(CO22 = 12%)= 12%)(CO(CO22 = 9%)= 9%)(CO(CO22 = 3%)= 3%)
0
5
10
15
20
25
30
G/T Boiler Coal
Operation &MaintenanceSolvent
Cooling Water
Electricity
LP Steam
(US$/T-CO2)
MITSUBISHI HEAVY INDUSTRIES, LTD.
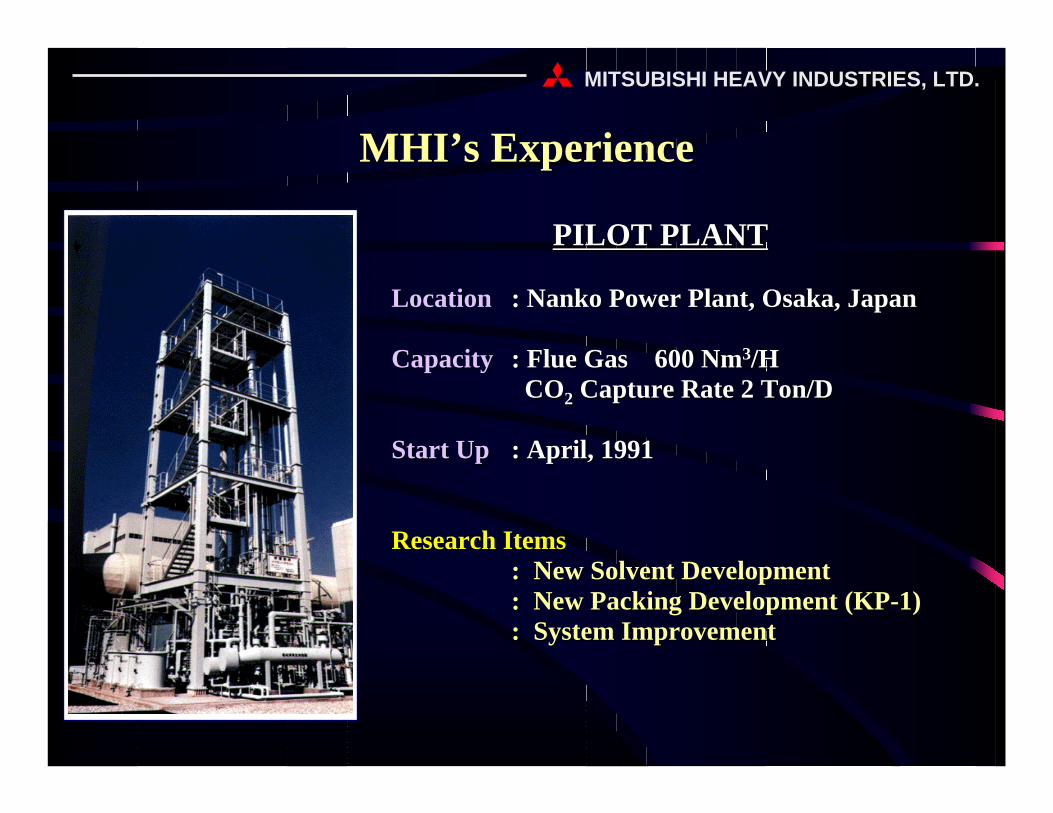
MHIMHI’’ss ExperienceExperience
PILOT PLANTPILOT PLANT
LocationLocation : Nanko Power Plant, Osaka, Japan: Nanko Power Plant, Osaka, Japan
CapacityCapacity : Flue Gas 600 Nm: Flue Gas 600 Nm33/H/HCOCO22 Capture Rate 2 Ton/DCapture Rate 2 Ton/D
Start UpStart Up : April, 1991: April, 1991
Research ItemsResearch Items: New Solvent Development : New Solvent Development : : New Packing Development (KPNew Packing Development (KP--1)1): System Improvement: System Improvement
MITSUBISHI HEAVY INDUSTRIES, LTD.
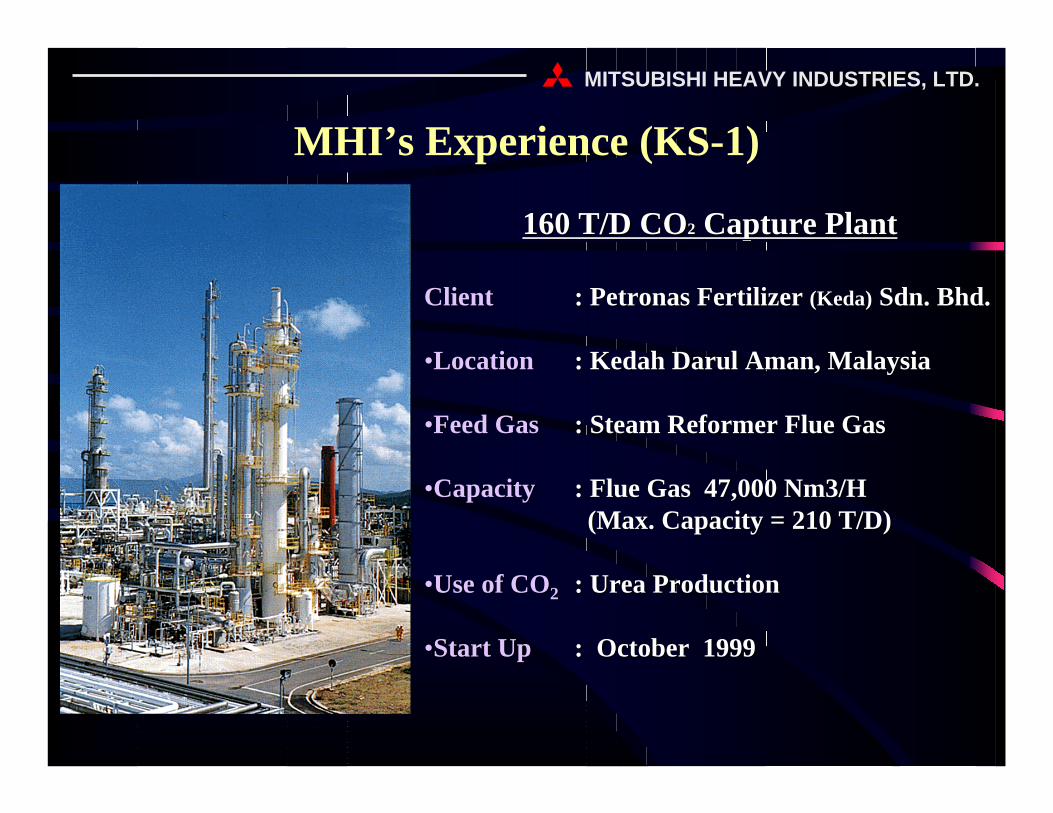
160 T/D CO160 T/D CO22 Capture PlantCapture Plant
ClientClient : : PetronasPetronas Fertilizer Fertilizer ((KedaKeda)) SdnSdn.. BhdBhd..
••LocationLocation : : Kedah Darul AmanKedah Darul Aman, Malaysia, Malaysia
••Feed GasFeed Gas : Steam Reformer Flue Gas: Steam Reformer Flue Gas
••CapacityCapacity : Flue Gas 47,000 Nm3/H: Flue Gas 47,000 Nm3/H(Max. Capacity = 210 T/D)(Max. Capacity = 210 T/D)
••Use of COUse of CO22 : Urea Production: Urea Production
••Start UpStart Up : October 1999: October 1999
MHI’s Experience (KS-1)
MITSUBISHI HEAVY INDUSTRIES, LTD.
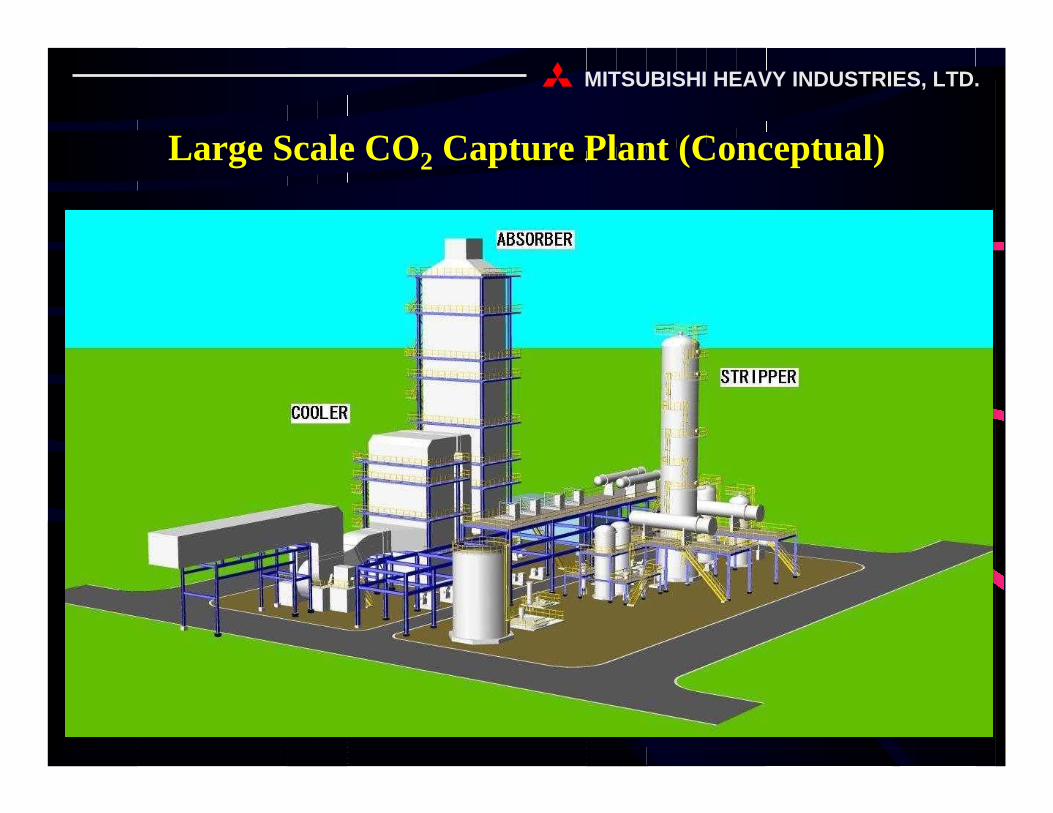
Large Scale CO2 Capture Plant (Conceptual)
MITSUBISHI HEAVY INDUSTRIES, LTD.
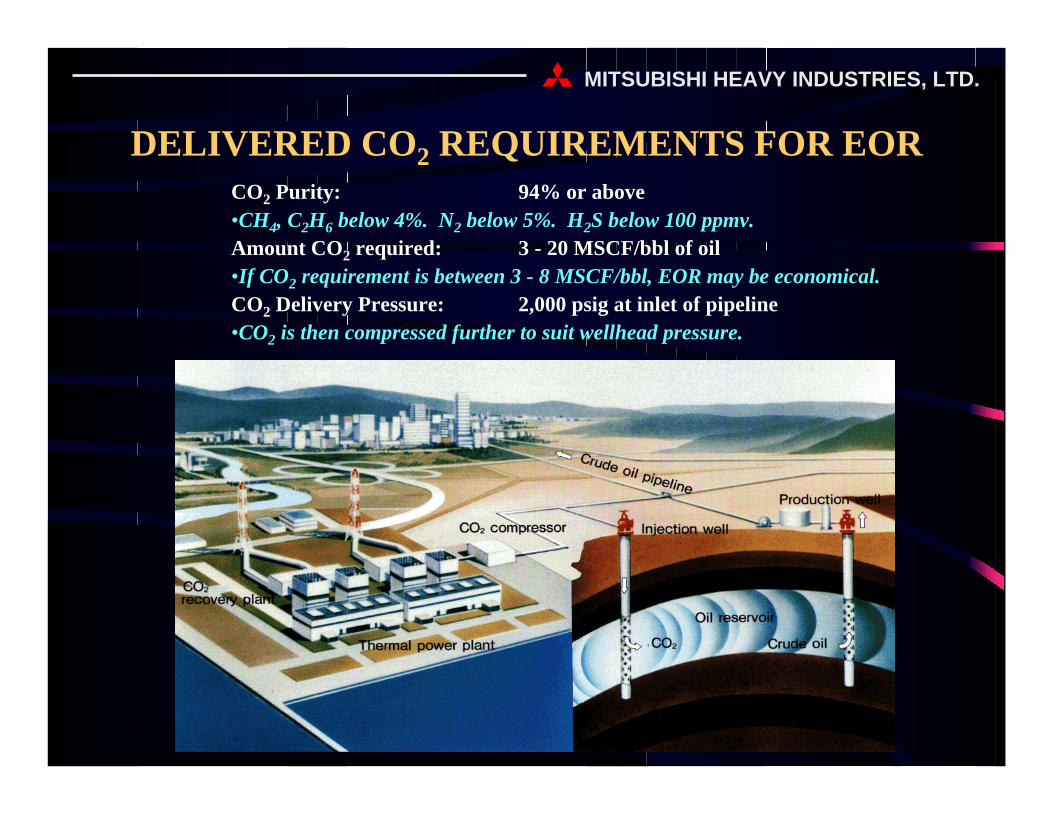
CO2 Purity: 94% or above•CH4, C2H6 below 4%. N2 below 5%. H2S below 100 ppmv.Amount CO2 required: 3 - 20 MSCF/bbl of oil•If CO2 requirement is between 3 - 8 MSCF/bbl, EOR may be economical.CO2 Delivery Pressure: 2,000 psig at inlet of pipeline•CO2 is then compressed further to suit wellhead pressure.
DELIVERED CO2 REQUIREMENTS FOR EOR
MITSUBISHI HEAVY INDUSTRIES, LTD.
A comprehensive economic study has been carried out on COA comprehensive economic study has been carried out on CO22recovery plants in the Middle east area for the purpose of EOR recovery plants in the Middle east area for the purpose of EOR based on the following parameters:based on the following parameters:
(1) Capacity of CO2 Recovery Unit
(2) Utility Cost- Fuel gas- Cooling water- Electricity
(3) Other Operational Requirements- Pipeline cost
STUDY BASIS
MITSUBISHI HEAVY INDUSTRIES, LTD.
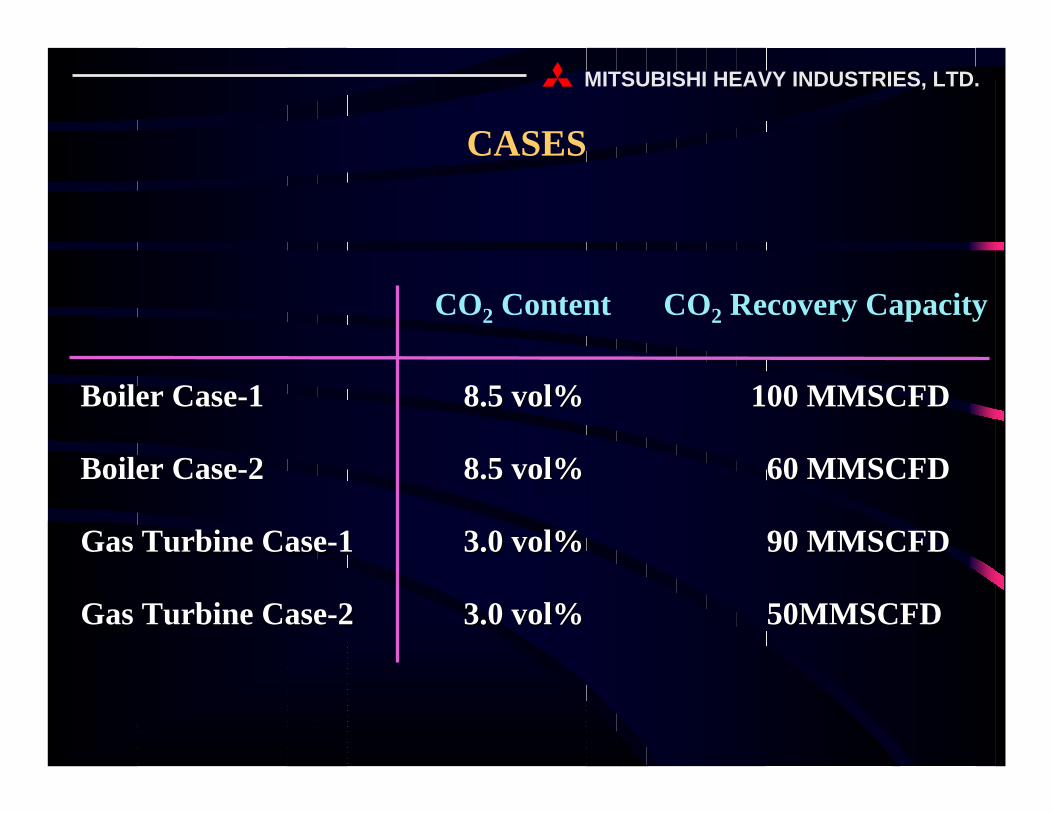
Boiler CaseBoiler Case--11 8.5 vol%8.5 vol% 100 MMSCFD100 MMSCFD
Boiler CaseBoiler Case--22 8.5 vol%8.5 vol% 60 MMSCFD60 MMSCFD
Gas Turbine CaseGas Turbine Case--11 3.0 vol%3.0 vol% 90 MMSCFD90 MMSCFD
Gas Turbine CaseGas Turbine Case--22 3.0 vol%3.0 vol% 50MMSCFD50MMSCFD
CO2 Content CO2 Recovery Capacity
CASES
MITSUBISHI HEAVY INDUSTRIES, LTD.
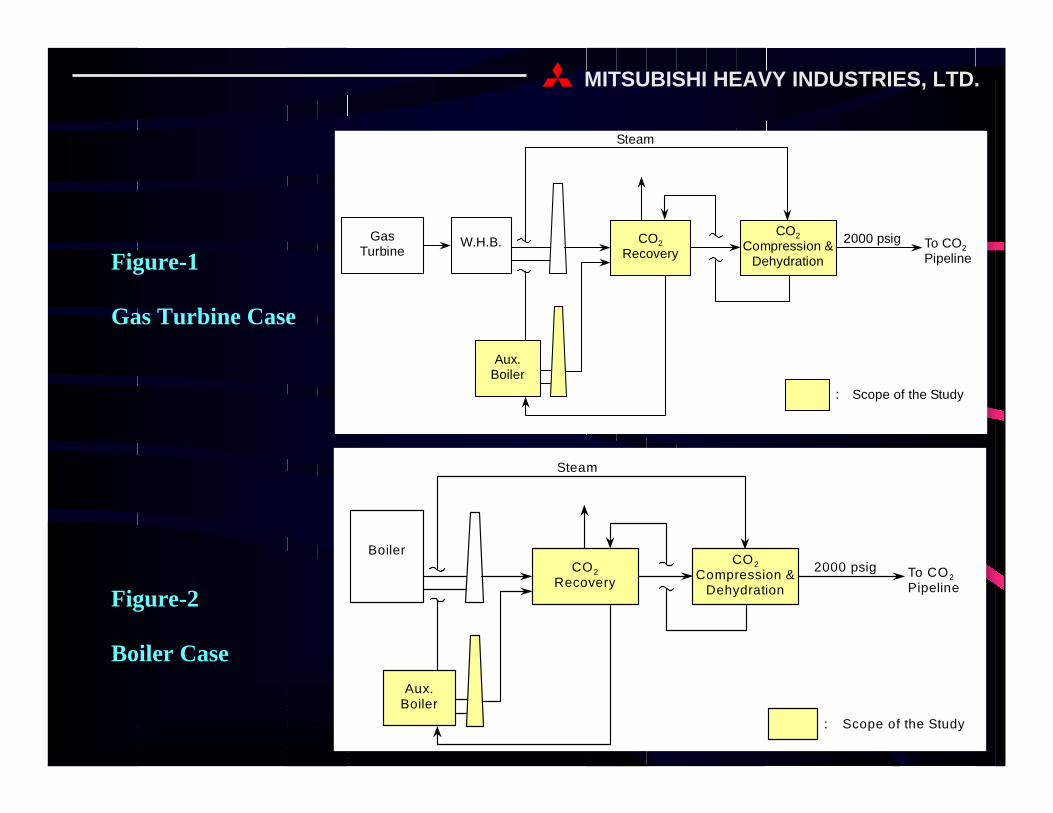
Figure-1
Gas Turbine Case
Figure-2
Boiler Case
: Scope of the Study
Aux.Boiler
Steam
2000 psig To CO2Pipeline
W.H.B. CO2Recovery
CO2Compression &
Dehydration
GasTurbine
Aux.Boiler
Steam
2000 psig To CO2Pipeline
BoilerCO2
Recovery
CO2Compression &
Dehydration
: Scope of the Study
MITSUBISHI HEAVY INDUSTRIES, LTD.
(1)(1) Initial investment cost of COInitial investment cost of CO22 recovery, recovery, compression, auxiliary utilitiescompression, auxiliary utilities
(2) (2) Location area:Location area: Middle EastMiddle East
(3) (3) Depreciation:Depreciation: 10% per year10% per year
*CAPEX = Capital Expenditure*CAPEX = Capital Expenditure
CAPEX*
MITSUBISHI HEAVY INDUSTRIES, LTD.
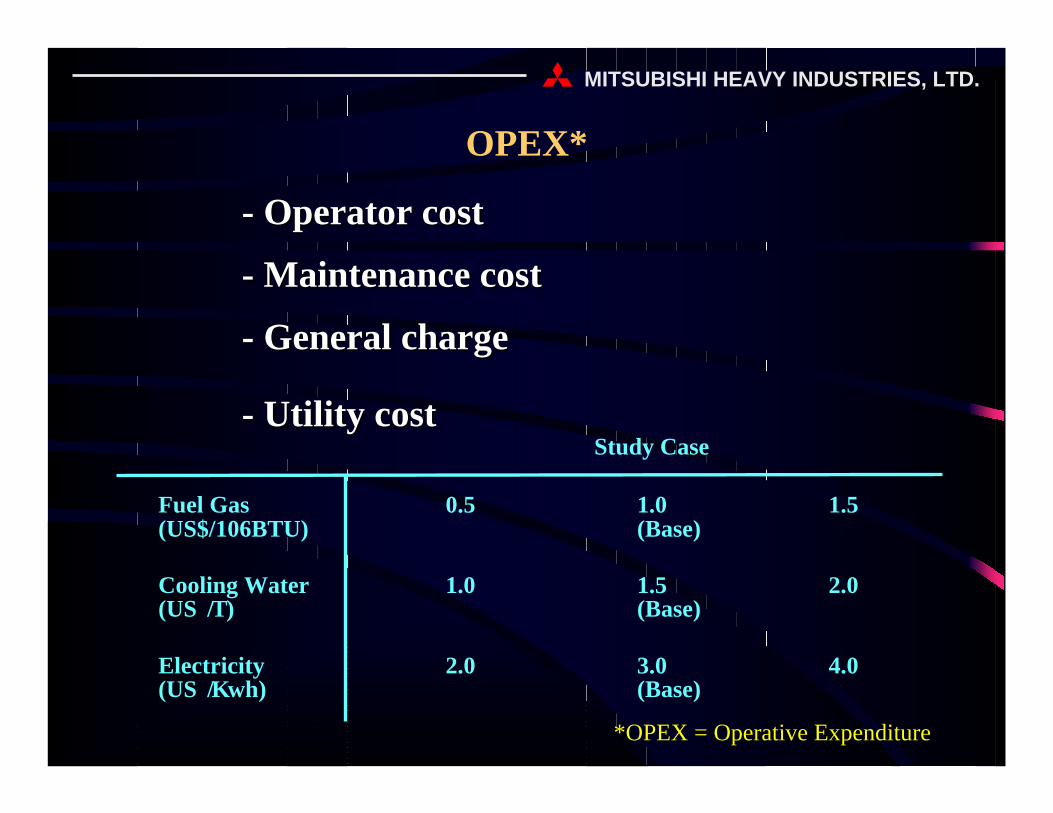
Fuel Gas 0.5 1.0 1.5(US$/106BTU) (Base)
Cooling Water 1.0 1.5 2.0(US�/T) (Base)
Electricity 2.0 3.0 4.0(US�/Kwh) (Base)
Study Case
*OPEX = Operative Expenditure*OPEX = Operative Expenditure
-- Operator costOperator cost
-- Maintenance costMaintenance cost
-- General chargeGeneral charge
-- Utility costUtility cost
OPEX*
MITSUBISHI HEAVY INDUSTRIES, LTD.
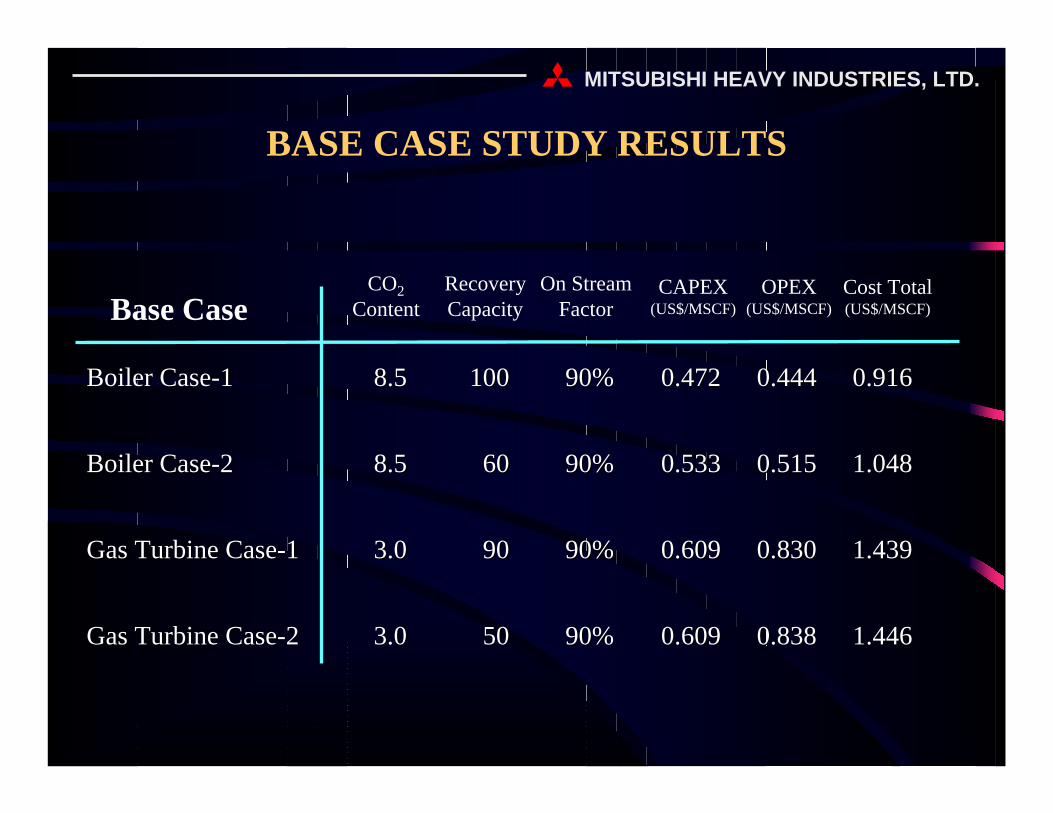
Boiler CaseBoiler Case--11 8.58.5 100100 90%90% 0.4720.472 0.4440.444 0.9160.916
Boiler CaseBoiler Case--22 8.58.5 6060 90%90% 0.5330.533 0.5150.515 1.0481.048
Gas Turbine CaseGas Turbine Case--11 3.03.0 9090 90%90% 0.6090.609 0.8300.830 1.4391.439
Gas Turbine CaseGas Turbine Case--22 3.03.0 5050 90%90% 0.6090.609 0.8380.838 1.4461.446
RecoveryCapacity
CO2Content
On StreamFactor
CAPEX(US$/MSCF)
OPEX(US$/MSCF)
Cost Total(US$/MSCF)Base Case
BASE CASE STUDY RESULTS
MITSUBISHI HEAVY INDUSTRIES, LTD.
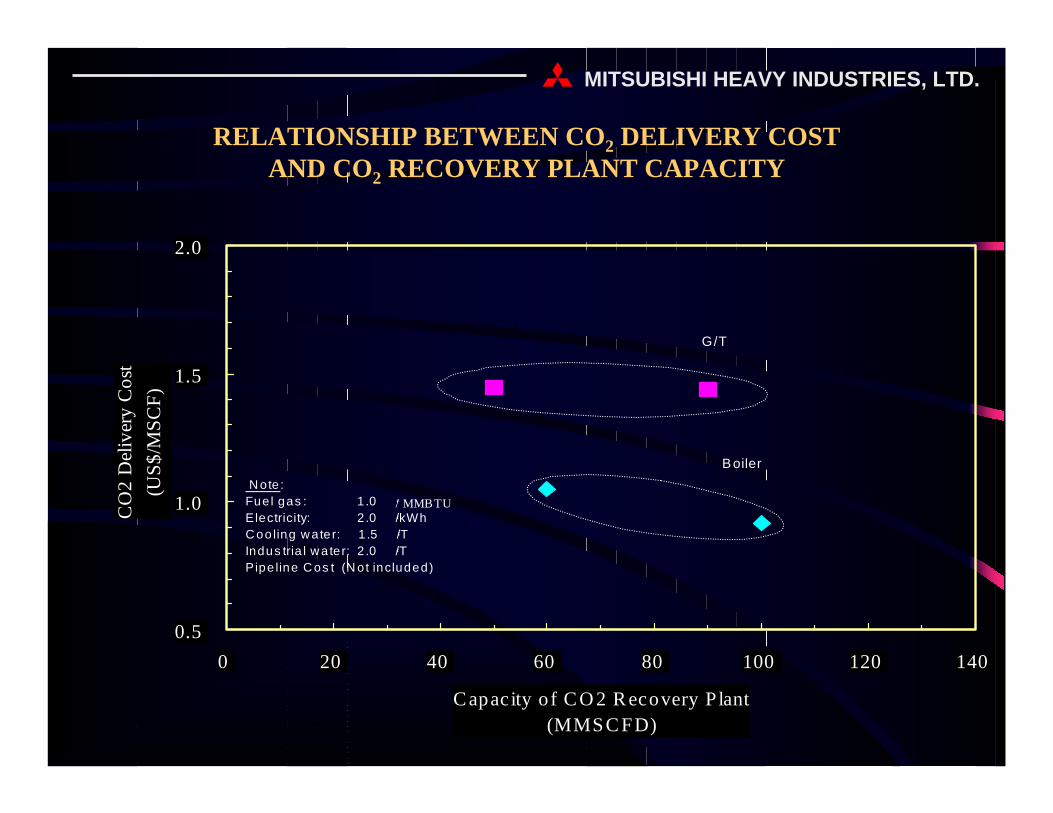
0.5
1.0
1.5
2.0
0 20 40 60 80 100 120 140
C apacity o f C O 2 R ecovery P lant(MMSC FD)
CO
2 D
eliv
ery
Cos
t(U
S$/M
SCF)
N ote :Fue l gas : 1 .0 � ‘/ MMBTUElectricity: 2 .0 � ‘/kWhC oo ling w ate r: 1 .5 � ‘/TIndus tria l w a ter: 2 .0 � ‘/TPipe line C os t (N ot included)
B oiler
G/T
RELATIONSHIP BETWEEN CO2 DELIVERY COSTAND CO2 RECOVERY PLANT CAPACITY

MITSUBISHI HEAVY INDUSTRIES, LTD.
0.5
1.0
1.5
2.0
0.0 0.5 1.0 1.5 2.0Fuel gas cost(� ‘/MMBTU)
CO
2 D
eliv
ery
Cos
t(U
S$/M
SCF)
Note:Electricity: 2.0 � ‘/kWhCooling water: 1.5 � ‘/TIndustrial water: 2.0 � ‘/TPipeline Cost (Not included)
Boiler
G/T
RELATIONSHIP BETWEEN CO2 DELIVERY COSTAND FUEL GAS COST
$$
MITSUBISHI HEAVY INDUSTRIES, LTD.
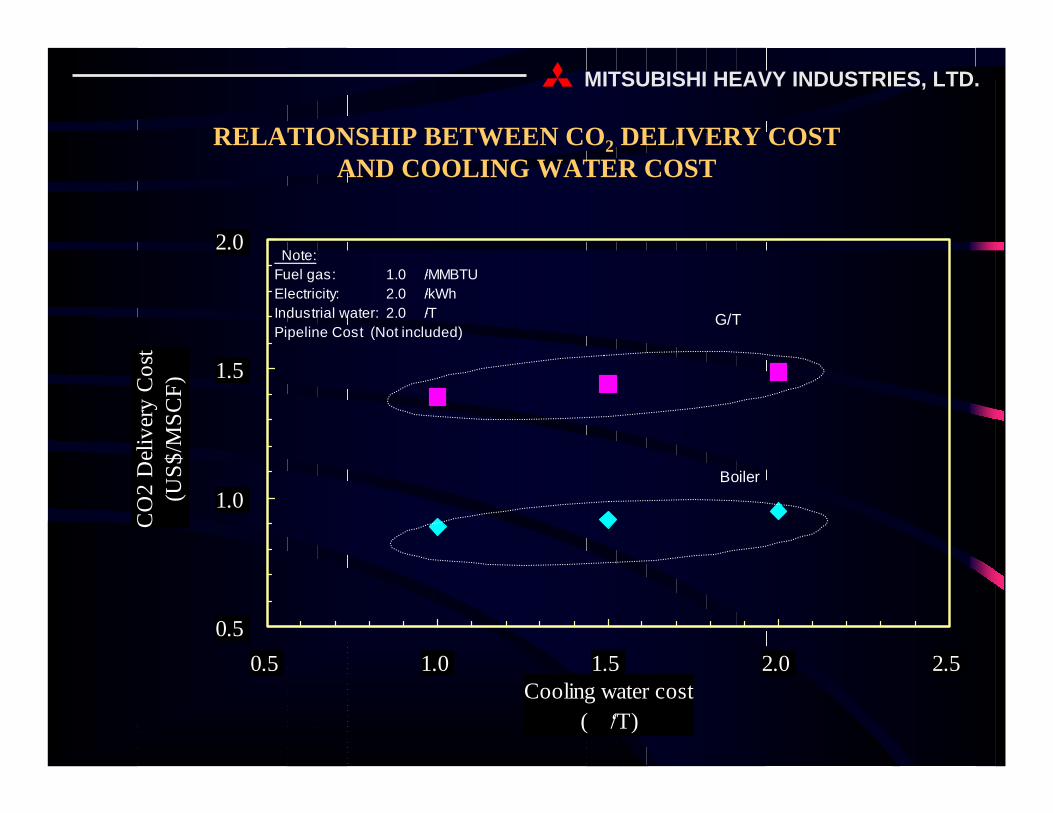
0.5
1.0
1.5
2.0
0.5 1.0 1.5 2.0 2.5Cooling water cost
(� ‘/T)
CO
2 D
eliv
ery
Cos
t(U
S$/M
SCF)
Boiler
Note:Fuel gas: 1.0 � ‘/MMBTUElectricity: 2.0 � ‘/kWhIndustrial water: 2.0 � ‘/TPipeline Cost (Not included)
G/T
RELATIONSHIP BETWEEN CO2 DELIVERY COSTAND COOLING WATER COST
MITSUBISHI HEAVY INDUSTRIES, LTD.
PIPELINE
PIPELINE COSTS
EXAMPLE
CO2 transportation from flue gas CO2 recovery plant to Oil fields
6 US�/MSCF/100 km (Middle East base)
CO2 recovery and compression cost: 1.0 $/MSCF100km pipeline cost: 0.06 $/MSCF
Total 1.06 $/MSCF
PIPELINE COST
MITSUBISHI HEAVY INDUSTRIES, LTD.
CO2 EOR CO2 can be stored in the oil reservoir
Reduction of CO2 emissions
Application of JI*1) or CDM*2) will result in CO2 credit surplus
*1) JI = Joint Implementation*1) JI = Joint Implementation*2) CDM = Clean Development Mechanism*2) CDM = Clean Development Mechanism
BENEFITS OF USING CO2 RECOVERED FROM FLUE GAS FOR EOR
MITSUBISHI HEAVY INDUSTRIES, LTD.
Projects for flue gas CO2 recovery and the utilization of CO2
for EOR will become economical for the circumstances stated below:
I. Larger CO2 recovery plant for sources with higher CO2
content with cheap utility cost will give attractive CO2
delivery cost.
II. If JI or CDM can trade CO2 emission rights, financial benefits can be enjoyed for the projects.
CONCLUSION