estimations of the true stress and true strain until just ... · tensile test and the bridgman...
TRANSCRIPT

Estimations of the True Stress and True Strain until Just before Fracture bythe Stepwise Tensile Test and Bridgman Equation for Various Metals and Alloys
N. Tsuchida1, T. Inoue2 and K. Enami3
1Graduate School of Engineering, University of Hyogo, Himeji 671-2280, Japan2National Institute for Materials Science, Tsukuba 305-0047, Japan3TOPY Industries, Limited, Toyohashi 441-8510, Japan
True stress (·)true strain (¾) relationships until just before fracture, i.e., the plastic deformation limit, were estimated by the stepwisetensile test and the Bridgman equation for various metals and alloys with different crystal structures. The estimated ·¾ relationships weredifferent from the nominal stressstrain curves including the conventional tensile properties. In the relationships between the true stress (·pdl) andtrue strain (¾pdl) at the plastic deformation limit, SUS304 and SUS329J4L indicated a better ·pdl¾pdl balance. On the other hand, SUS329J4L,tempered martensite, and an ultrafine-grained steel showed superior results in the yield strength¾pdl balance. The estimated ·¾ relationship forthe ultrafine-grained steel suggests that grain refinement strengthening can improve · and ¾ up until the plastic deformation limit. The value of¾pdl became larger with increasing the reduction in area and a decrease in the fracture stress. The products of ·pdl and ¾pdl became larger withincreasing work-hardening rate at the plastic deformation limit. [doi:10.2320/matertrans.MD201112]
(Received July 28, 2011; Accepted September 5, 2011; Published December 25, 2011)
Keywords: true stress, true strain, tensile test, plastic deformation limit, fracture
1. Introduction
Stressstrain relationships play an important role in thediscussion of plastic deformation behavior of variousmaterials, and a tensile test to obtain the stressstrainrelationship has been widely used as a representativemechanical test.1,2) The mechanical properties of ultrafine-grained materials have also been investigated by using stressstrain curves.38) In the tensile tests, nominal stressnominalstrain curves, which can be obtained by load and elongation,are usually shown. Local and total elongations largely dependon the gage length.911) On the other hand, true stress (·) andtrue strain (¾) are real indicators of mechanical behavior andare more important than the nominal stress and nominal strainin understanding the plastic deformation behavior up untilfracture. However, it is difficult to measure · and ¾ afternecking in conventional tensile tests.1,12)
In tensile tests using round test specimens, the state ofstress changes from uniaxial tension to a complex triaxialtension condition as the neck develops in local deforma-tion.12,13) Some approximate solutions to estimate · in theneck of round bars have been presented.1,12) Bridgman12,13)
studied large plastic flow and fracture, and he proposed anapproximate expression to estimate · during local deforma-tion after necking in order to investigate the effects ofhydrostatic pressure on local elongation from the standpointof fracture. Marshall and Shaw14) examined the equation for ·derived by Bridgman and found that it was applicable for lowalloyed steel and copper, and this equation is referred to invarious papers.12,15,16) Recently, Enami et al.1719) investi-gated the ·¾ relationship after necking for low carbon steelsby using the Bridgman equation and a stepwise tensiletest for a smooth round specimen. As a result, · and thenecking ratio change were evaluated as a function of ¾ (up toa value of approximately 1.0). The value of · usuallycontinues increasing during tensile deformation,1,2) butEnami et al.17,18) reported that the estimated · decreased justbefore fracture. In this study, the point just before fracture, in
which · starts decreasing, is called the plastic deformationlimit and is considered as the initiation point for fracture.12,13)
The ·¾ relationship up to the plastic deformation limit canbe estimated by combining the stepwise tensile test and theBridgman equation.17,18)
Materials, such as steels, are deformed until large truestrains of more than 1.0 occur in plastic workingprocesses,10,20) and the deformation behavior at high strainsis also of great importance for bulk nanostructured metalsbecause of severe plastic deformation procedures.21,22)
However, there is little data for the ·¾ relationship upuntil fracture in various materials.1214,20) Comparisons ofthe ·¾ relationships among materials and the effects ofstrengthening mechanisms on the ·¾ relationship also havenot been reported previously. In studying bulk nanostruc-tured metals, the effect of grain refinement strengtheningon the ·¾ curve should be clarified. In studies of themechanical properties of ultrafine-grained steels, not onlyhigh strength but also good ductility2326) and bendingproperties9) have been reported. These must be associatedwith the local deformation behavior. Procedures for under-standing the deformation behavior until fracture, regardlessof the specimen size, are necessary because the localelongation is dependent on the specimen size.911) Inaddition, arrangements of mechanical properties using ·
and ¾ at the plastic deformation limit are not observedbecause the yield strength, tensile strength, total elongation,and so on, are usually used.26,27)
The present paper aims at revealing estimated ·¾relationships up until the plastic deformation limit in variousmetals and alloys with different crystal structures. Thestepwise tensile test to obtain the ·¾ relationship until justbefore fracture was also conducted by using an ultrafine-grained low-carbon steel with a ferrite grain size of lessthan 2 µm.8) By using the experimental results, we try tosummarize the tensile properties from the standpoint of the·¾ relationship and discuss the differences with conven-tional tensile properties.
Materials Transactions, Vol. 53, No. 1 (2012) pp. 133 to 139Special Issue on Advanced Materials Science in Bulk Nanostructured Metals©2011 The Japan Institute of Metals

2. Experimental Procedures
In this study, various commercial materials with differentcrystal structures were used, and most of them were subjectedto heat treatment, as shown in Table 1. Some data refer toexperimental results from a previous study,17,18) and thespecimen ufg-FC is the ultrafine-grained ferrite-cementitesteel with an average ferrite grain size of 1.5 µm.8) By usingthese materials, static tensile tests and stepwise tensile testsin order to obtain · and ¾ until just before fracture wereconducted.17) Round tensile test specimens with a gage lengthof 40mm and gage diameter of 8mm were prepared from thematerials. Static tensile tests were performed with an initialstrain rate of 5 © 10¹4 s¹1 (the constant crosshead speed of0.02mm/s) at 296K by using a gear-driven type Instronmachine. In the stepwise tensile test, the load (P), radius ofthe neck section (a), and the radius of curvature of the neckprofile (R) were measured during the temporary stops of thetensile test.12,17) In the measurements of R, the contour of thenecked region was approximated by the arc of a circle.14) Thechange of estimated · by the measurement deviation of R waswithin approximately 10MPa.
3. Estimations of True Stress and True Strain duringTensile Deformation
True stress (·) and true strain (¾) are usually calculated byusing the following equations:
· ¼ sð1þ eÞ ð1Þ¾ ¼ lnð1þ eÞ ð2Þ
where s and e are the nominal stress and nominal strain,respectively. Equations (1) and (2) are valid only as long asthe deformation is uniform. After necking starts, in the caseof round specimens, the radius of the neck cross section orthe cross-sectional area must be measured independently tocalculate ¾ as,
¾ ¼ 2 lna0a
ð3Þ
where a is the minimum radius of the neck cross section, anda0 is the initial radius of the cross section.12,13) On the otherhand, the state of stress at the center of a neck is not uniaxialtension, and thus, a stress distribution across the neckappears.12) Figure 1 shows a schematic illustration of thestress distribution in the neck of a round tensile testspecimen. Here, ·xx, ·yy, ·zz are the true principal stress inthe radial, tangential, and axial directions, respectively.Bridgman12,13) assumed the following conditions to obtainan approximate expression for · after necking in round testspecimens.
·xx ¼ ·yy ð4Þ
· ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi1
2½ð·zz � ·xxÞ2 þ ð·xx � ·yyÞ2 þ ð·yy � ·zzÞ2�
rð5Þ
Table 1 Summary of materials in the present study.
Material Materials composition (mass%)Crystalstructure
Heat treatment
Aluminum (Al) 0.9982Al
fcc
723K © 3.6 ks (FC)
Copper (Cu) 0.9999Cu 773K © 3.6 ks (FC)
SUS310S (310S) 25Cr19Ni0.02C1.1Mn0.3Si 1373K © 1.8 ks (WQ)
Ferrite-Pearlite (FP1)
0.16C0.4Si1.5Mn0.013P0.004S
bcc
1473K © 3.6 ks (FC)
Ferrite-Pearlite (FP2) as-received
Ultrafine-grained Ferrite-Cementite(ufg-FC)
references (8)
Tempered Martensite (QT1)
0.2C0.08Si0.96Mn0.008P0.007S
1153K © 3.6 ks (FC), 823K © 5.4 ks (WQ)
Tempered Martensite (QT2) 1153K © 3.6 ks (FC), 678K © 5.4 ks (WQ)
Tempered Martensite (QT3) 1153K © 3.6 ks (FC), 563K © 5.4 ks (WQ)
SUS430 (430) 16Cr0.24Ni0.032C0.39Mn0.22Si 1123K © 3.6 ks (FC)
Titanium (Ti) Ti0.05Fe0.1O (JIS 2nd. grage) hcp 1123K © 3.6 ks (AC)
SUS329J1 (329J1) 24Cr5.5Ni0.03C0.8Mn0.6Si1.3Mo
fcc+bcc
as-received
SUS329J4L (329J4L) 25Cr6.6Ni0.18C0.7Mn0.5Si0.15N as-received
SUS304 (304) 18Cr9Ni0.022C1.03Mn0.38Si 1373K © 1.8 ks (WQ)
R
a
P
P
A
P
πa2 = A
= σav. σzz σ σxx
σz
σx
σy
σzz = σ + σxx
Fig. 1 Schematic illustration for stress distribution in the neck of a roundtensile test specimen.
N. Tsuchida, T. Inoue and K. Enami134

Equation (4) is assumed to have rotational symmetry aboutthe longitudinal axis, and eq. (5) means · is equal to theequivalent stress by the von Mises plasticity condition. Byusing eqs. (4) and (5), the following equation is obtained forthe axial stress.12,17)
·zz ¼ · þ ·xx ð6ÞThis indicates that the stress at any point can be considered tobe composed of a uniform true stress (·) and a nonuniformhydrostatic tension (·xx) as seen in Fig. 1. At the externalsurface, ·zz is equivalent to · because the stress component of·xx is zero at the neck.12,13) Thus, the stress equation can bedescribed by the single component ·xx through
d·xx
dxRþ a2 � x2
2a
� �þ x
a· ¼ 0 ð7Þ
where x is the radial distance in the minimum section of theneck, and R is the radius of curvature of the neck profile.By solving eq. (7), ·xx and ·zz are given by the followingequations,
·xx ¼ · loga2 þ 2aR� x2
2aRð8Þ
·zz ¼ · 1þ loga2 þ 2aR� x2
2aR
� �ð9Þ
As seen in Fig. 1, the average stress (·av.) is described by,
·av: ¼P
³a2ð10Þ
where P is the load and is given by the following equationusing the eq. (9),
P ¼ 2³
Z a
0
x·zzdx ¼ ³·ða2 þ 2aRÞ log 1þ a
2R
� �ð11Þ
Therefore, a simple way to determine · is proposed by usingthe following equation,1214)
· ¼ ·av:�1þ 2R
a
�log
�1þ a
2R
�
¼ P
³a2�1þ 2R
a
�log
�1þ a
2R
� ð12Þ
It is possible to use eqs. (3) and (12) to estimate ¾ and ·
up until the plastic deformation limit by using the values ofR, a, and P obtained in the stepwise tensile tests.17) Thevalidation of eq. (12) was examined by Marshall et al.14)
who investigated the effect of the neck profile radius on the·¾ curves.
4. Results and Discussion
4.1 Nominal stressstrain curves and their static tensileproperties
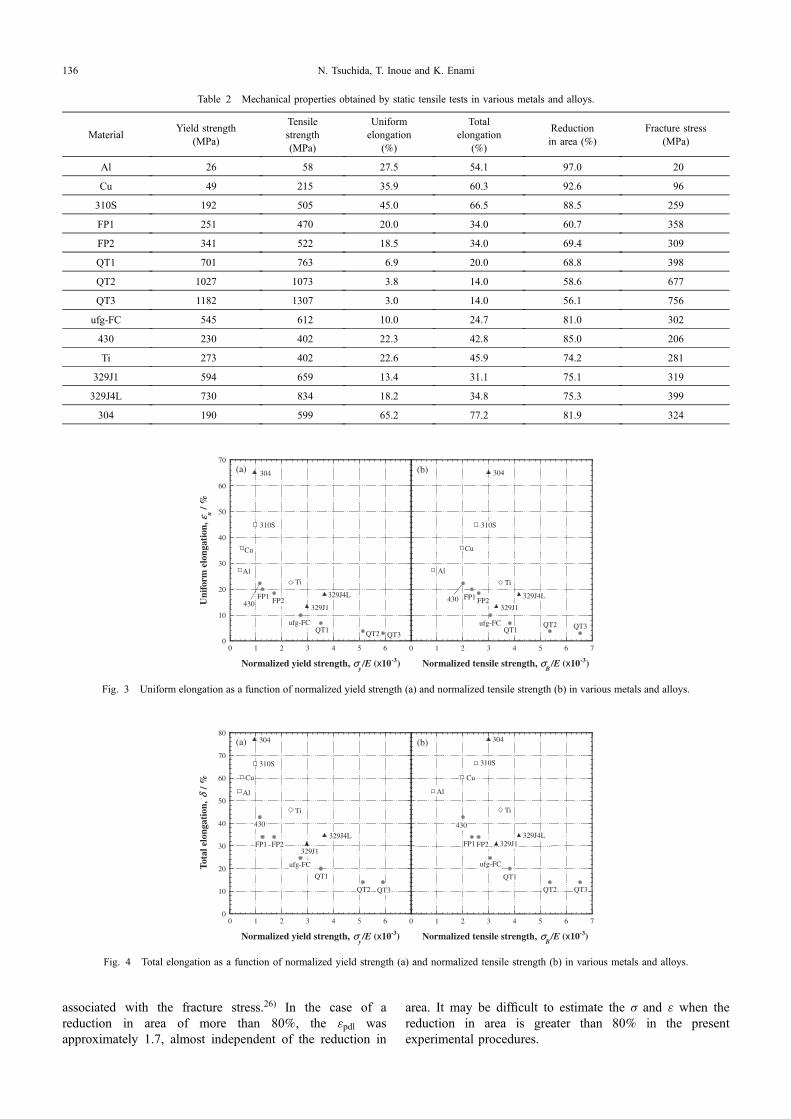
Figure 2 shows representative nominal stressstrain curvesof various metals and alloys. The mechanical propertiesobtained by static tensile tests are summarized in Table 2.Here, the yield strength for QT1, FP2 and ufg-FC steelsmeans lower yield stress and those for other materialsare 0.2% proof stress. In the present experimental results,
tempered martensite (QT3) displayed the largest strength,while aluminum (Al) showed the smallest strength. Figures 3and 4 show uniform and total elongations as a function ofnormalized yield strength (·y/E) and tensile strength (·B/E)where E is Young’s modulus, respectively. The uniform andtotal elongations decreased with increasing ·y/E and ·B/E.27)
In Figs. 2 and 3, the 304, 310S, 329J4L steels and Tiindicated a better balance of strength and elongation.
4.2 True stresstrue strain relationships up until theplastic deformation limit
Figure 5 shows estimated ·¾ relationships obtained by thestepwise tensile tests and the Bridgman equation in variousmetals and alloys.17) In this figure, the curves are calculatedby using eqs. (1) and (2), and plots of ¾ and · are estimatedby eqs. (3) and (12). The ·¾ relationships with ¾ larger thanapproximately 1.0 were obtained, and the true strains at theplastic deformation limit (¾pdl) were more than three times theuniform elongation in most cases. In the nominal stressstraincurves in Fig. 2, the uniform or total elongation typicallybecame smaller with increasing strength. However, theestimated ·¾ relationships with a wide · range or strengthwere obtained despite ¾pdl being almost the same value (1.7).In the comparisons between the tensile properties of ufg-FCand FP2, which were prepared from the same low carbonsteel, the total elongation of ufg-FC was smaller than that ofFP2 (Fig. 2), but ufg-FC showed a larger ¾pdl than FP2. Onthe other hand, the strain rate increased after the neckingstarted because the tensile test was conducted with theconstant crosshead speed. Therefore, such the increase instrain rate seems to affect the ·¾ relationships after necking.Figure 6 shows the reduction in area as a function of (a)total elongation and (b) ¾pdl. The ¾pdl became larger as thereduction in area increased, but this was not the case for thetotal elongation. This means that ¾pdl is closely related to thereduction in area (the minimum radius of the neck crosssection) as indicated in eq. (3), but not to a change in thegage length. The ¾pdl is different from the total elongationdespite it being for the same material. Therefore, thereduction in area seems to play an important role in the ¾
after necking in round tensile specimens. The ¾pdl is also
0
200
400
600
800
1000
1200
1400
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
Nom
inal
str
ess,
s /
MP
a
Nominal strain, e
QT3
329J4L
QT1304
310S
Al
Cu
Ti
329J1
FP2
430
ufg-FC
Fig. 2 Nominal stressstrain curves obtained by static tensile tests invarious metals and alloys.
Estimations of the True Stress and True Strain until just before Fracture by the Stepwise Tensile Test 135
associated with the fracture stress.26) In the case of areduction in area of more than 80%, the ¾pdl wasapproximately 1.7, almost independent of the reduction in
area. It may be difficult to estimate the · and ¾ when thereduction in area is greater than 80% in the presentexperimental procedures.
0
10
20
30
40
50
60
70
0 1 2 3 4 5 6 7
Uni
form
elo
ngat
ion,
εu /
%
Normalized yield strength, σy/E (x10-3)
304
310S
329J4L
329J1
Al
Cu
QT3
FP1430
Ti
FP2
QT2QT1ufg-FC
(a)
0 1 2 3 4 5 6 7
Normalized tensile strength, σB
/E (x10-3)
304
329J4L
329J1
310S
Cu
Al
Ti
430 FP1
QT3
FP2
QT2QT1
ufg-FC
(b)
Fig. 3 Uniform elongation as a function of normalized yield strength (a) and normalized tensile strength (b) in various metals and alloys.
Table 2 Mechanical properties obtained by static tensile tests in various metals and alloys.
MaterialYield strength
(MPa)
Tensilestrength(MPa)
Uniformelongation
(%)
Totalelongation
(%)
Reductionin area (%)
Fracture stress(MPa)
Al 26 58 27.5 54.1 97.0 20
Cu 49 215 35.9 60.3 92.6 96
310S 192 505 45.0 66.5 88.5 259
FP1 251 470 20.0 34.0 60.7 358
FP2 341 522 18.5 34.0 69.4 309
QT1 701 763 6.9 20.0 68.8 398
QT2 1027 1073 3.8 14.0 58.6 677
QT3 1182 1307 3.0 14.0 56.1 756
ufg-FC 545 612 10.0 24.7 81.0 302
430 230 402 22.3 42.8 85.0 206
Ti 273 402 22.6 45.9 74.2 281
329J1 594 659 13.4 31.1 75.1 319
329J4L 730 834 18.2 34.8 75.3 399
304 190 599 65.2 77.2 81.9 324
0
10
20
30
40
50
60
70
80
0 1 2 3 4 5 6 7
Tota
l elo
ngat
ion,
δ /
%
Normalized yield strength, σy/E (x10-3)
304
310S
329J4L
329J1
Al
Cu
QT3
FP1
430
Ti
FP2
QT2
QT1
ufg-FC
(a)
0 1 2 3 4 5 6 7
Normalized tensile strength, σB
/E (x10-3)
304
329J4L329J1
310S
Cu
Al
Ti
430
FP1
QT3
FP2
QT2
QT1
ufg-FC
(b)
Fig. 4 Total elongation as a function of normalized yield strength (a) and normalized tensile strength (b) in various metals and alloys.
N. Tsuchida, T. Inoue and K. Enami136

Figure 7 shows loglog plots of the ·¾ relationshipsin Fig. 5. The ·¾ curves can be described by using theHollomon equation,2,28)
· ¼ K¾n ð13Þwhere K and n are constants determined from the interceptand slope of log(·)log(¾) plots. It can be seen that the slopeof the log(·)log(¾) plots for materials other than bccstructures changes corresponding to the strain regimes. Thismeans that a few constants are necessary for eq. (13) withstrain regimes in order to describe the ·¾ relationships untiljust before fracture. The values of K and n in the Hollomonequation for each region and the transition strains aresummarized in Table 3. The transition strains were almostconsistent with uniform elongation in most materials.
Figure 8 shows comparisons of the se, ·¾, and ·av.¾relationships in the 310S, 329J4L, QT3, and ufg-FC steels.The ¾pdl for QT3 was approximately 0.8 whereas the totalelongation was about 0.1 (10%). As discussed in relation toFig. 6, it was found that ¾ is associated with the minimumradius of the neck cross section. In the majority ofexperimental results, necking started at an ¾ value approx-imately double that of the uniform elongation.10) This means· is equal to ·av. until ¾ is double the uniform elongation inmost cases.
4.3 Tensile properties in terms of the true stress and truestrain at the plastic deformation limit
Figure 9 shows the relationships between normalized truestress (·pdl/E) and true strain (¾pdl) at the plastic deformationlimit in various metals and alloys. The dashed lines in Fig. 9are contour lines of the product of ·pdl/E and ¾pdl. In thestrengthelongation balance, as seen in Figs. 3 and 4, theuniform and total elongations decrease with increasing yieldand tensile strength, respectively.26,27) However, the goodbalance in Fig. 9 can be achieved in the case that both ·pdl/Eand ¾pdl are large. Therefore, the 304 and 329J4L steelsindicated a superior ·pdl/E¾pdl balance. Figure 10 shows thenormalized yield strength (·y/E) against ¾pdl. Not only the·pdl but also the ·y is important in the ·¾ relationships upuntil the plastic deformation limit as the stress at which theplastic deformation starts. By replacing ·pdl/E with ·y/E, thestrength¾pdl balance differs between Figs. 9 and 10. The 304and 310S steels, which showed the good balance in Fig. 9,indicated almost the same ·y/E¾pdl balance as the 430 andFP1 steels. On the other hand, the 329J4L, 329J1, QT, andufg-FC steels indicated a better balance in Fig. 10. It isinteresting that the ·y/E¾pdl balance of the QT steels is gooddespite the total elongation being small. The duplex stainlesssteels of 329J4L and 329J1 indicated a better balance inboth Fig. 9 and Fig. 10. This seems to be associated with
0
20
40
60
80
100
0 10 20 30 40 50 60 70 80
Red
ucti
on in
are
a, φ
/ %
Total elongation, δ / %
QT3QT2
QT1 FP2
FP1
304
329J1329J4L
430
Ti
310S
AlCu
ufg-FC
(a)
0 0.5 1 1.5 2
ε at the plastic deformation limit, εpdl
QT3
FP2
Ti304
329J4L329J1
430
Al
310SCu
QT2
QT1
FP1
ufg-FC
(b)
Fig. 6 Reduction in area as a function of total elongation (a) and true strain at the plastic deformation limit (b).
100
1000
0.01 0.1 1
Tru
e st
ress
, σ
/ MP
a
True strain, ε
Al
Cu
430
ufg-FC329J4L
QT3
TiFP2
304
Fig. 7 Log true stress vs. log true strain plots in various metals and alloys.
0
400
800
1200
1600
0 0.5 1 1.5 2
Tru
e st
ress
, σ
/ MP
a
True strain, ε
Al
Cu
430
310S
304
ufg-FC
329J4LQT3
Ti
FP2
Fig. 5 True stresstrue strain relationships obtained by the stepwise tensiletests in various metals and alloys.
Estimations of the True Stress and True Strain until just before Fracture by the Stepwise Tensile Test 137

dual-phase strengthening8) and grain refinement strengthen-ing3,4) because both steels are dual-phase steels with a grainsize of less than 10 µm. The grain size is also associated withthe ·¾ relationship of the ufg-FC steel. It should be notedthat not only · and the strength but also ¾ increased withdecreasing grain size. Good ductility2326) and bendingproperties9) of ultrafine-grained steels have been reported,and these experimental results are difficult to explain in termsof the total elongation but they are able to be discussed usingthe ·¾ relationship up until the plastic deformation limit.The estimated ·¾ relationships in the ufg-FC steel seem toindicate that grain refinement strengthening can improve ·
and ¾ up until the plastic deformation limit. Therefore, thetwo strengthening mechanisms, dual-phase strengthening andgrain refinement strengthening, are effective for the improve-ment of ·pdl and ¾pdl.26) As discussed above, the summary forthe tensile properties in terms of ·pdl and ¾pdl was found to be
Table 3 Values for K and n in Hollomon equation and transition strains in various metals and alloys.
MaterialRegion 1 Region 2 Region 3
K1 n1 ¾12* K2 n2 ¾23* K3 n3
Al 106.3 0.25 0.28 118.9 0.353 ® ® ®
Cu 530.9 0.515 0.33 402.7 0.267 ® ® ®
310S 721.3 0.30 0.08 1209.5 0.512 0.70 1065.7 0.303
FP1 885.0 0.20 ® ® ® ® ® ®
FP2 865.0 0.19 ® ® ® ® ® ®
QT1 1040 0.090 ® ® ® ® ® ®
QT2 1295 0.045 ® ® ® ® ® ®
QT3 1550 0.040 ® ® ® ® ® ®
ufg-FC 977 0.176 ® ® ® ® ® ®
430 1102 0.21 ® ® ® ® ® ®
Ti 759 0.283 ® ® ® ® ® ®
329J1 926.8 0.107 0.17 1148.2 0.228 ® ® ®
329J4L 1151.3 0.105 0.11 1448.8 0.209 ® ® ®
304 845.7 0.322 0.13 1474.0 0.598 0.56 1316.1 0.397
*¾12 and ¾23 are the transition strains between regions 1 and 2 and between regions 2 and 3, respectively.
0
500
1000
1500
2000
0 0.5 1 1.5 2
Stre
ss, s
or
σ / M
Pa
Strain, e or ε
QT3 329J4L
310S
ufg-FC
σav.–εσ–εs–e
Fig. 8 Comparisons of nominal stress (s), true stress (·) and average stress(·av.) as a function of nominal (e) or true strain (¾) in the SUS310S,SUS329J4L, QT3 and ufg-FC steels.
0 2 4 6 8 100
0.5
1
1.5
2
Normalized σ at the plastic deformation limit, σpdl
/E (x10-3)
ε at
the
pla
stic
def
orm
atio
n lim
it, ε
pdl
Al
Cu430
Ti
QT2QT3
QT1
FP2
FP1
310S
304
329J4L329J1
2.5 7.55 1510
ufg-FC
12.5
Fig. 9 Normalized true stresstrue strain relationships at the plasticdeformation limit in various metals and alloys.
0
0.5
1
1.5
2
0 1 2 3 4 5 6 7
ε at
the
pla
stic
def
orm
atio
n lim
it, ε
pdl
Normalized yield strength, σy /E (x10-3)
304
329J4L329J1
310S
Al
Cu430
FP1
QT3
Ti
1
2
3
4
5FP2
QT2
QT1
ufg-FC
Fig. 10 True strain at the plastic deformation limit as a function ofnormalized yield strength in various metals and alloys.
N. Tsuchida, T. Inoue and K. Enami138

very different from the conventional tensile properties usingthe tensile strength, uniform elongation, and total elongation.
The ·pdl/E¾pdl balances, as seen in Fig. 9, seem to beassociated with work-hardening behavior in their estimated·¾ relationships. The ·pdl/E¾pdl balance can be discussedin terms of the work-hardening behavior. Here, the work-hardening rate at the plastic deformation limit ((d·/d¾)pdl)was calculated by using the constants in Table 3 as
d·
d¾
� �pdl
¼ Kn¾pdln�1 ð14Þ
Figure 11 shows the products of · and ¾ at the plasticdeformation limit (·pdl © ¾pdl) as a function of (d·/d¾)pdl invarious metals and alloys. As can be seen, the ·pdl © ¾pdlvalues are dependent on (d·/d¾)pdl and became larger withincreasing (d·/d¾)pdl. At this time, the ·pdl and ¾pdl valuesfor the various metals and alloys cannot be summarized by(d·/d¾)pdl. Therefore, the ·pdl © ¾pdl values are closelyassociated with the work-hardening behavior. It is concludedthat an increasing work-hardening rate plays an importantrole in the accomplishment of a superior ·pdl © ¾pdl value.
5. Conclusions
In this study, the true stress (·) and true strain (¾) up untilthe plastic deformation limit (just before fracture) wereestimated by the stepwise tensile tests and Bridgman equationin various metals and alloys with different crystal structures.The following conclusions were obtained from this study.
(1) The ·¾ relationships up until the plastic deformationlimit with ¾ greater than 1.0 were obtained for various metalsand alloys. A few values of K and n are necessary to describethe ·¾ curves using the Hollomon equation for materials thathave a structure other than bcc.
(2) In the relationship between the true stress (·pdl) andtrue strain (¾pdl) at the plastic deformation limit, SUS304 andSUS329J4L indicated a better normalized ·pdl¾pdl balance.On the other hand, SUS329J4L, SUS329J1, QT, and ufg-FCsteels showed superior results in the normalized yieldstrength¾pdl balance.
(3) The estimated ·¾ relationship for the ultrafine-grainedlow-carbon steel (ufg-FC) suggests that grain refinementstrengthening can improve · and ¾ up until the plasticdeformation limit.
(4) The value of ¾pdl became larger with the reduction inarea and a decrease in the fracture stress. The products of ·pdland ¾pdl became larger with increasing work-hardening rate atthe plastic deformation limit.
Acknowledgments
The authors are grateful to Professor J. Yanagimoto of TheUniversity of Tokyo and Dr. A. Yanagida of Tokyo DenkiUniversity for their valuable discussions. This study wasfinancially supported by the Grant-in-Aid for ScientificResearch on Innovative Area, “Bulk Nanostructured Metals”,through MEXT, Japan (contract No. 22102005), and thesupport is gratefully appreciated.
REFERENCES
1) C. W. MacGregor: J. Franklin Inst. 238 (1944) 111135.2) J. H. Hollomon: Trans. AIME 162 (1945) 268290.3) N. Tsuji, R. Ueji, Y. Minamino and Y. Saito: Scr. Mater. 46 (2002) 305
310.4) R. Song, D. Ponge, D. Raabe, J. G. Speer and D. K. Matlock: Mater.
Sci. Eng. A 441 (2006) 117.5) Y. Fukuda, K. Oh-ishi, Z. Horita and T. G. Langdon: Acta Mater. 50
(2002) 13591368.6) Z. Horita: J. Jpn. Inst. Light Metals 60 (2010) 134141.7) A. Ohmori, S. Torizuka and K. Nagai: ISIJ Int. 44 (2004) 10631071.8) N. Tsuchida, H. Masuda, Y. Harada, K. Fukaura, Y. Tomota and K.
Nagai: Mater. Sci. Eng. A 488 (2008) 446452.9) K. Miyata, M. Wakita, S. Fukushima and T. Tomida: Proc. the 2nd Int.
Symp. on Steel Science (ISSS-2009), (2009) pp. 115120.10) G. E. Dieter: Mechanical Metallurgy, (McGraw-Hill, London, 1988)
pp. 291295.11) ASM Handbook: Mechanical Testing and Evaluation vol.8, (ASM
International, Ohio, 2000) pp. 105106.12) P. W. Bridgman: Studies in Large Plastic Flow and Fracture,
(McGraw-Hill, New York, 1952) pp. 937.13) P. W. Bridgman: Trans. ASM 32 (1944) 553574.14) E. R. Marshall and M. C. Shaw: Trans. ASM 44 (1952) 705725.15) W. F. Hosford: Mechanical Behavior of Materials, (Cambridge
University Press, New York, 2005) pp. 4447.16) J. Aronofsky: J. Appl. Mech. 18 (1951) 7584.17) K. Enami and K. Nagai: Tetsu-to-Hagane 91 (2005) 712718.18) K. Enami and K. Nagai: Tetsu-to-Hagane 91 (2005) 285291.19) K. Enami, K. Nagai, S. Torizuka and T. Inoue: Tetsu-to-Hagane 91
(2005) 769774.20) G. Lankford and M. Cohen: Trans. Am. Soc. Met. 62 (1969) 623638.21) T. Csanadi, N. Q. Chinh, J. Gubicza and T. G. Langdon: Acta Mater. 59
(2011) 23852391.22) T. Inoue, S. Torizuka and K. Nagai: Mater. Sci. Technol. 17 (2001)
13291338.23) Y. Kimura, T. Inoue, F. Yin and K. Tsuzaki: Science 320 (2008) 1057
1060.24) T. Inoue, F. Yin, Y. Kimura, K. Tsuzaki and S. Ochiai: Metall. Mater.
Trans. 41A (2010) 341355.25) S. Torizuka, E. Muramatsu, S. V. S. N. Murty and K. Nagai: Scr. Mater.
55 (2006) 751754.26) N. Tsuchida, S. Torizuka, K. Nagai and R. Ueji: Tetsu-to-Hagane 96
(2010) 4250.27) E. De Moor, P. J. Gibbs, J. G. Speer, D. K. Matlock and J. G. Schroth:
AIST Trans. 7 (2010) 133144.28) J. H. Hollomon: Metals Technol. 12 (1945) 122.
0
500
1000
1500
2000
2500
3000
0 50 100 150 200 250 300 350 400
σ pdlx
ε pdl /
MP
a
Work-hardening rate at σpdl
, (dσ /dε)pdl
/ MPa
304
329J4L
329J1
310S
Al
CuTiFP2
QT1430
FP1QT2
QT3
ufg-FC
Fig. 11 The products of true stress and true strain (·pdl © ¾pdl) vs. work-hardening rate at the plastic deformation limit in various metals and alloys.
Estimations of the True Stress and True Strain until just before Fracture by the Stepwise Tensile Test 139