electric power in the steel industry
TRANSCRIPT
BIBLIOGRAPHY
1. E F F E C T OF E L E C T R I C S H O C K , b y K o u w e n h o v e n a n d L a n g w o r t h y , Α . I . Ε . E . T R A N S . , J a n . 1930 , Vo l . 4 9 , p . 3 8 1 .
2 . A B N O R M A L I T I E S P R O D U C E D I N T H E C E N T R A L N E R V O U S S Y S T E M B Y E L E C T R I C A L I N J U R I E S , b y L a n g w o r t h y , Journal of Experimental Medicine, V o l . 5 1 , p . 9 4 3 .
. 3 . E L E C T R I C S H O C K — I N T E R P R E T A T I O N OF F I E L D N O T E S , b y M a c l a c h l a n , Wil l s , Journal of Industrial Hygiene, 1930 , V o l . 12 , p . 2 9 1 .
4 . E X P E R I M E N T A L E L E C T R I C S H O C K , b y R . W . U r q u h a r t , Journal of
Industrial Hygiene, 1927 , Vo l . 9, p . 140 .
5. E X P E R I M E N T A L E L E C T R I C S H O C K , I I , b y R . W . U r q u h a r t a n d Ε . C .
N o b l e , Journal of Industrial Hygiene, 1929 , V o l . 11 , p . 154 .
Electric Power
in the Steel Industry
By G . E. STOLTZ W e s t i n g h o u s e E l e c . & M f g . M e m b e r Α . I . Ε . E . C o > E a s t P i t t s b u r g h , P a .
SlNCE the World War practically every industry has been subject to a declining market price of its commodity. The very definite problem before industry during this post-war period has been to modify production methods and processes in a manner which will permit the manufacture of commodities at a constantly declining cost.
Perhaps in no industry has there been greater progress in recent years than in the steel industry and some of the major advances that are attributable to the application of electricity, not only to auxiliary drives and annealing processes but also to the replacement of the large steam engines for main roll drive with motors, far exceed in performance and output anything obtainable by steam. Perhaps even more vital than the application of motors to main rolls has been the installation of delicate and accurate control devices which has brought about a complete change in the rolling of steel.
Up to 1921 the steel industry had been accepting electrification but not in the wholehearted manner as it now does. As to main rolling drive, there was considerable argument between the steam advocates and those who were in favor of electric drive; but when the
F r o m " T h e U s e o f E l e c t r i c i t y i n t h e S t e e l I n d u s t r y , " p r e s e n t e d a t t h e W e s t e r n M e t a l s C o n g r e s s , S a n Franc i s co , F e b . 1 6 - 2 1 , 1 9 3 1 .
steel industry was definitely confronted with a steady decline in the price of steel products the curtain was drawn abruptly on further debate and many large engines were replaced by electric drives. At tha t time an electrified plant enjoyed an advantage of $2.50 per ton of product over a steam-driven plant; a t present this difference is even greater.
One of the first products to feel the far reaching effects of electrification was strip formerly rolled in mills where the metal was passed back and forth by hand from one stand to another. The drawback in this type of mill was not only that it required a great amount of hard labor but that the thin metal traveling along the cold floor would lose its temperature rapidly. The tandem motor-driven mill arrangement not only reduced the amount of power required to roll the steel but enabled the same slab to be finished to a thinner gage.
So long as steam engines were used this newer type of tandem mill of course was impossible because it is necessary to have, for the driving of each stand, indi-
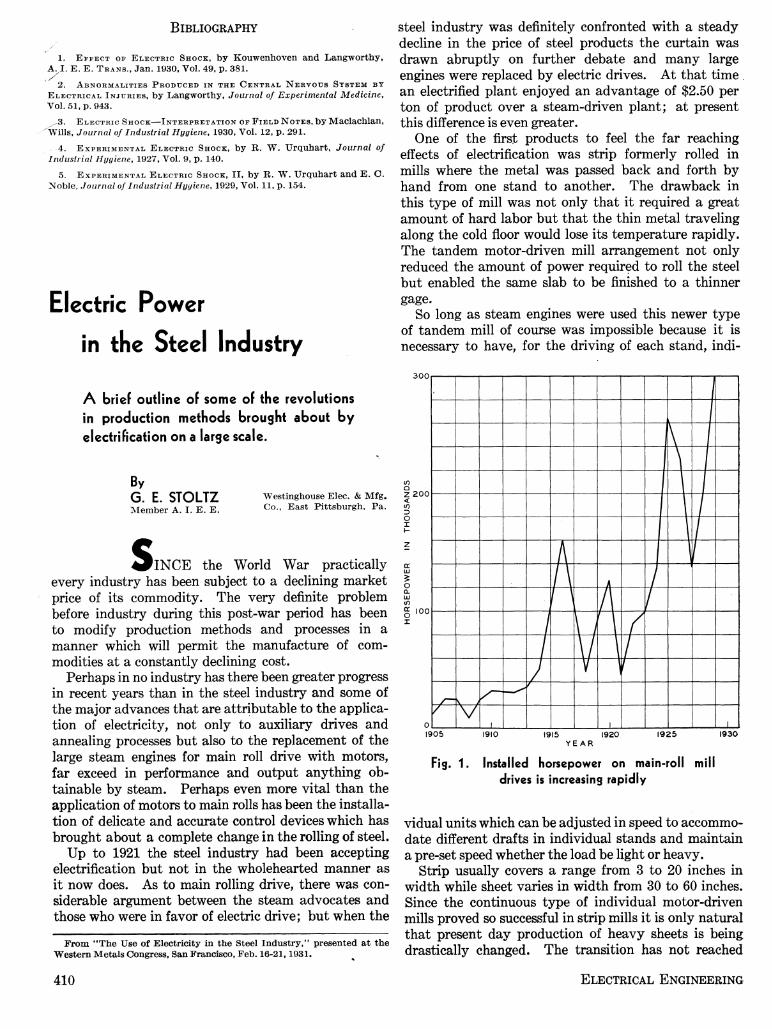
o l I l i l I 1 I l i l - l I I I I 1 1 9 0 5 1910 1915 1 9 2 0 1 9 2 5 1 9 3 0
Y E A R
Fis. 1· Installed horsepower on main-roll mill drives is increasing rapidly
vidual units which can be adjusted in speed to accommodate different drafts in individual stands and maintain a pre-set speed whether the load be light or heavy.
Strip usually covers a range from 3 to 20 inches in width while sheet varies in width from 30 to 60 inches. Since the continuous type of individual motor-driven mills proved so successful in strip mills it is only natural tha t present day production of heavy sheets is being drastically changed. The transition has not reached
3 0 0
A brief outl ine of some of the revolutions in production methods brought about b y electrification on a large scale.
410 ELECTRICAL ENGINEERING
that same conclusive state as it has in strip mills and at the present time only the heavier sheets are being rolled on this type of mill. I t is possible however tha t in the near future continuous rolling of sheet will be almost as complete as the continuous production of strip.
From sheet to plate is the next logical step; consequently the first installation of a continuous plate mill is being made now. In other words the use of the tandem-mill motor specially designed for flat speed regulation has gone from strip to sheet mills and now is invading the plate-mill field. In general, the old type of mill was able to produce from 10,000 to 15,000 tons per month.
Recently with the development of structural shapes has come a new type of wide-flange mill where motor drive has been utilized. In the rolling of these larger and relatively more complicated shapes only the advent of sensitive, sturdy, and accurate automatic electrical control devices has made the wide-flange mill an operating success. In one mill typical of this a 7,000-hp. motor drives the main rolls (used on the web and inside flanges of a beam) and also two vertical rolls which reduce the outsides of the flanges. Adjacent in the line of production is a set of auxiliary horizontal rolls which reduce the edges of the flanges. These auxiliary rolls are driven by a 2,000-hp. motor. I t is essential that these two motors remain in synchronism
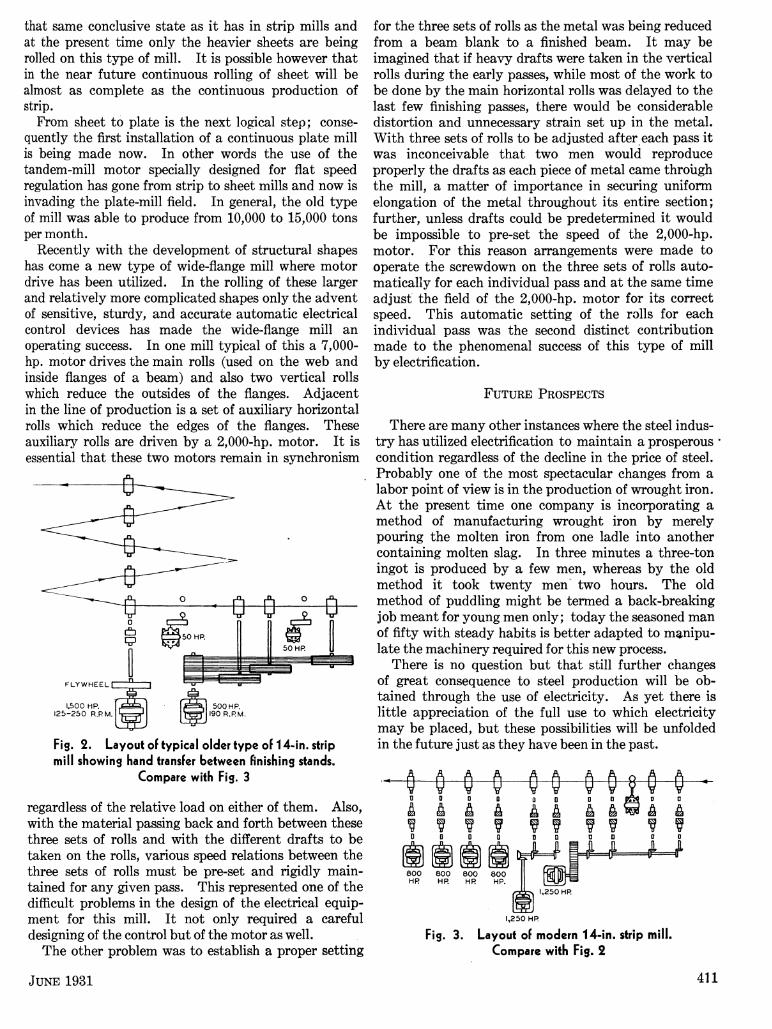
F L Y W H E E L [
1,500 HP. 125-250 R.RM.
Fig. 2. Layout of typical older type of 14-in. strip mill showing hand transfer between finishing stands.
Compare with Fig. 3
regardless of the relative load on either of them. Also, with the material passing back and forth between these three sets of rolls and with the different drafts to be taken on the rolls, various speed relations between the three sets of rolls must be pre-set and rigidly maintained for any given pass. This represented one of the difficult problems in the design of the electrical equipment for this mill. I t not only required a careful designing of the control but of the motor as well.
The other problem was to establish a proper setting
for the three sets of rolls as the metal was being reduced from a beam blank to a finished beam. I t may be imagined tha t if heavy drafts were taken in the vertical rolls during the early passes, while most of the work to be done by the main horizontal rolls was delayed to the last few finishing passes, there would be considerable distortion and unnecessary strain set up in the metal. With three sets of rolls to be adjusted after each pass it was inconceivable tha t two men would reproduce properly the drafts as each piece of metal came through the mill, a matter of importance in securing uniform elongation of the metal throughout its entire section; further, unless drafts could be predetermined it would be impossible to pre-set the speed of the 2,000-hp. motor. For this reason arrangements were made to operate the screwdown on the three sets of rolls automatically for each individual pass and at the same time adjust the field of the 2,000-hp. motor for its correct speed. This automatic setting of the rolls for each individual pass was the second distinct contribution made to the phenomenal success of this type of mill by electrification.
FUTURE PROSPECTS
There are many other instances where the steel indust ry has utilized electrification to maintain a prosperous · condition regardless of the decline in the price of steel. Probably one of the most spectacular changes from a labor point of view is in the production of wrought iron. At the present time one company is incorporating a method of manufacturing wrought iron by merely pouring the molten iron from one ladle into another containing molten slag. In three minutes a three-ton ingot is produced by a few men, whereas by the old method it took twenty men two hours. The old method of puddling might be termed a back-breaking job meant for young men only; today the seasoned man of fifty with steady habits is better adapted to manipulate the machinery required for this new process.
There is no question but that still further changes of great consequence to steel production will be obtained through the use of electricity. As yet there is little appreciation of the full use to which electricity may be placed, but these possibilities will be unfolded in the future just as they have been in the past.
0 0 0 0 0 0 D O Pft4 D 0
D 0 0 0 0 0 0 0
800 800 800 800 HR H R HR HP.
1,250 HR
Fig. 3. Layout of modern 14-in. strip mil Compare with Fig. 2
JUNE 1 9 3 1 411