el taladro
DESCRIPTION
Nociones del taladradoTRANSCRIPT

TALADRADO
INTRODUCCIÓN
El taladrado es una operación de arranque de viruta que tiene como objetivo realizar agujeros de sección circular en las piezas.
Como fácilmente puede observarse, es muy normal encontrar piezas que han sido taladradas, es decir, a las que se les ha practicado agujeros con objeto de hacer pasar un tornillo o por otra causa; por eso, en cualquier taller, por pequeño que sea, existirán máquinas y útiles de taladrar, de uso frecuente.
El taladrado se realiza con herramientas especiales, denominadas brocas, accionadas por máquinas de complejidad variable, desde las manuales hasta las de gran tamaño.
HERRAMIENTAS PARA TALADRARLa broca es la principal herramienta utilizada para realizar
agujeros cilíndricos, cónicos y en ocasiones de otras formas. Su origen es muy antiguo: ya los egipcios la empleaban para agujerear la madera.
Estudiaremos más detenidamente, por ser la más importante, la broca helicoidal (Fig. 31-1).
Esta broca se obtiene partiendo de una barra cilíndrica de acero para herramientas, a la cual se le practican unas ranuras helicoidales, que permiten la salida de viruta. La punta acaba en cono, la intersección de las ranuras con el cono de la punta constituye los filos principales de corte; el extremo opuesto se denomina mango y por él se sujeta a la máquina taladradora.La punta de la broca contiene los filos de ésta (A), que están formados por las aristas que se producen en la intersección de las ranuras para virutas con la superficie cónica. La superficie C, que queda detrás del filo. Considerando el sentido de giro de la broca en el corte, se achaflana o “despulla” con objeto de que sólo entre en contacto con el material el filo y así evitar rozamientos (Fig. 31-1 a).En el cuerpo de la broca las ranuras dejan también aristas en la superficie cilíndrica que forman los biseles o fajas, que hacen.de guías apoyándose en la superficie interior de la parte del taladro ya realizado. La anchura de esta faja depende del diámetro de la broca y sus valores se indican en el cuadro 31-1-b; la superficie D se rebaja con objeto de evitar rozamientos. En la figura 31-1-b puede verse la sección transversal de la broca y observarse la forma de las ranuras, las fajas guías, el espesor e del núcleo y las superficies rebajadas D.
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
1
Figura 31-1

Cuadro 31-1 Anchura de la faja guía en función del diámetro de la broca
Diámetro mm. 10 20 30 40 50 60 80
Anchura de la faja guía 1,3 2 2,6 3 3,4 3,6 3,8
Ángulo de la punta ψ
El valor del ángulo ψ se elige siempre de tal modo que los filos que se consigan sean rectos. Su valor varía en función al material a trabajar, aumentando cuando éste es más blando.
Para acero ψ ~ 118°Para metales ligeros ψ ~ 130°
Ángulo de inclinación de la hélice αEste ángulo varía también en función del tipo de material a trabajar; los valores más
usuales son:Para latón α= 15°Para acero y fundición α = 30°Para metales ligeros α = 40°
MangoComo antes se ha dicho, es la parte por la que se sujeta la broca a la máquina
taladradora. No tiene ranuras y su forma es cilíndrica (en brocas de diámetro pequeño) o ligeramente cónica (en brocas de diámetro mayor) (Fig. 31-2).
Broca helicoidal
•Figura 31-2
Otros tipos de brocas
Existe una gama variada de brocas destinadas a usos específicos. A continuación indicamos algunas de las más importantes:
a) Brocas de más de dos ranuras. Suelen tener 3 ó 4 y se utilizan para agrandar o repasar agujeros ya realizados de fundición, etc. (Fig. 31-3).
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
2

b) Brocas de espiga-guía. Disponen en su extremo de un pezón cilíndrico que actúa de guía, penetrando en un taladro previamente realizado. El pezón puede ser recambiable y, por tanto, válido para agujeros de distintos diámetros (Fig. 31-4 a y b).
c) Brocas de avellanar. Tienen forma cónica y se utilizan como desbarbadores y para producir un alojamiento cónico para tornillos de cabeza embutida (Fig. 31-5).
d) Brocas con orificios para lubricación.
Van provistas de orificios interiores por los que se hace llegar lubricante a la zona de corte, con objeto de aligerar y disminuir rozamientos. Con estas brocas puede lograrse una mayor velocidad de corte y penetración (Fig. 31-6).
Figura 31-6
Estos y otros modelos de brocas se ven en el mercado con distintos diámetros, longitudes, tipos de mangos, etc.
MOVIMIENTO DE LA BROCA Y PROCESO DE ARRANQUE DE
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
3
Figura 31-3
Figura 31-5

VIRUTAPara que la broca pueda realizar la operación de arranque de viruta es necesario
que esté sometida a dos movimientos simultáneos (Fig. 31-7).
a) Rotación.La broca ha de girar alrededor de su propio eje: es el movimiento de corte o principal. La rotación se suele indicar en la máquina en revoluciones por minuto (r.p.m.), pero a efectos del corte interesa conocer la velocidad con que está animado un punto cualquiera de la periferia de la broca y esta velocidad se expresa en m/minuto.
b) Movimiento de traslación ó de avance.
Es el movimiento de penetración de la broca en la pieza, mediante éste se logra que la broca vaya encontrando nuevo material que cortar con su filo. Si el avance es rápido se logrará mayor espesor de viruta.
El avance se suele medir en mm/revolución.
Del avance depende la fuerza que hay que realizar para la penetración de la broca y la calidad de la superficie.
Tanto la velocidad de corte como la de avance se eligen de acuerdo con el material a taladrar y del primero de los datos se definen las revoluciones por minuto, mediante la siguiente expresión:
N= VC x 1000
π x Ø br
Siendo
VC = velocidad de corte en m/minuto. d = diámetro de la broca en mm.
π = pi equivalente a 3,1416Ø br = es el diámetro de la broca
SELECCIÓN DE LA VELOCIDAD DE CORTE
Velocidad de corte (ve), en el taladro, es la velocidad que tendrá un punto de la broca, al girar ésta durante el corte, se expresa en metros por minutos y los distintos valores se logran variando las revoluciones del eje. La velocidad de corte depende:
- Del material a trabajar.
- Del material de la broca.
- Del diámetro de la broca.
Según la constitución de la broca y del material con el cual se va a trabajar, existen tablas que determinan el valor de la velocidad de corte. Por ello, en el trabajo real, habrá que calcular sólo las revoluciones por minuto (N) necesarias, con la fórmula:
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
4
Figura 31-7

N= VC x 1000
π x Ø br
Velocidad de corte para brocas de acero rápido.
MATERIAL POR TRABAJARVELOCIDAD DE CORTE (M/MIN)
Acero blando y bronce 35
Acero medio blando (dulce) 25Acero semiduro 22
Acero duro 18
Cobre 50Aluminio 100
Para brocas de acero al carbono, los valores deben ser reducidos a la mitad.PROBLEMA
¿A cuántas revoluciones por minuto debe girar una broca de acero rápido de 40 milímetros de diámetro, para taladrar una pieza de acero semiduro.
N = VC x 1000 π x D
N = 22x 1000 3, 14 x 40
22.000 125, 6
175, 1 RPM
Para efectos de trabajo, las revoluciones por minuto se expresan con números enteros. Es por esa razón que los decimales obtenidos en el cálculo matemático se omiten y se escoge el dato más aproximado que se indica en la máquina (taladro).
AFILADO DE LA BROCACuando se desgasta una broca, su punta sufre un redondea
miento y hay que proceder a afilarla, antes que el uso en condiciones indebidas logre que se deteriore por excesivo calentamiento.
Un buen afilado debe lograr:a) Que el ángulo de punta sea apropiado. Se comprueba
con una plantilla adecuada (Fig. 31-8).b) Que los filos principales tengan exactamente la misma
longitud, para que la punta quede perfectamente centrada respecto al eje de la broca.
c) El destalonado (despulla) debe ser correcto, mirando la punta afilada puede comprobarse si está o no bien realizado (Fig. 31-9)
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
5

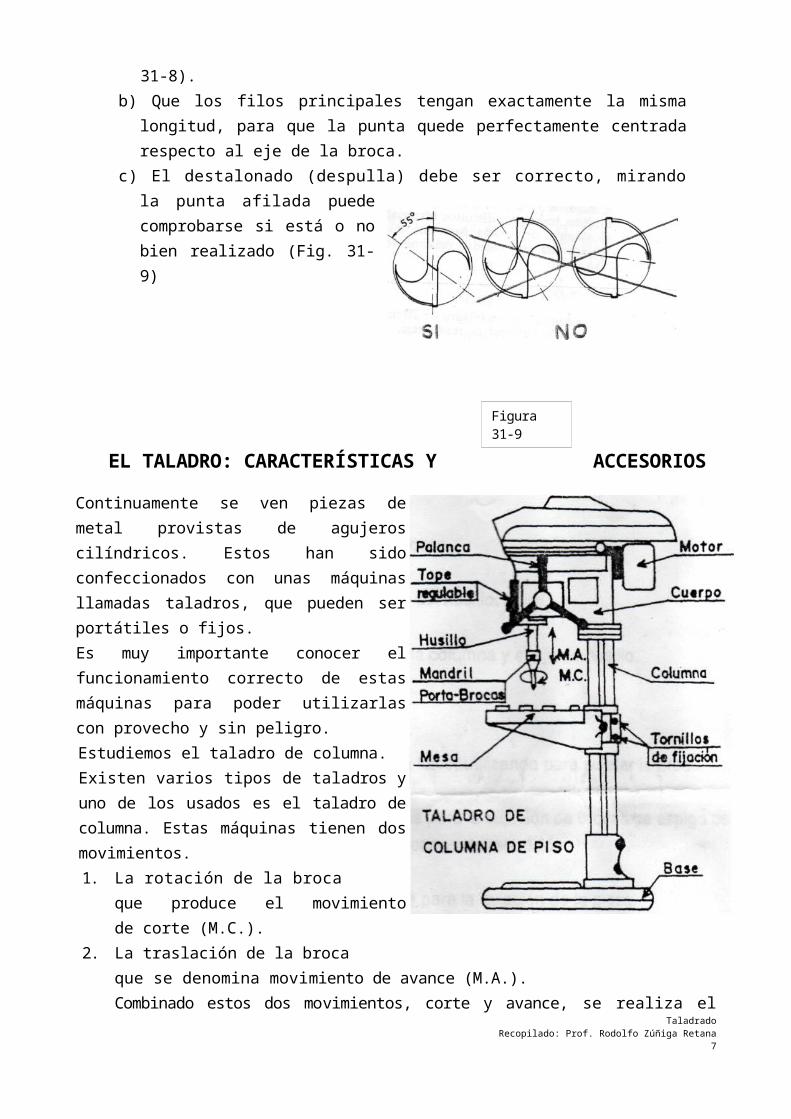
EL TALADRO: CARACTERÍSTICAS Y ACCESORIOS
Continuamente se ven piezas de metal provistas de agujeros cilíndricos. Estos han sido confeccionados con unas máquinas llamadas taladros, que pueden ser portátiles o fijos.Es muy importante conocer el funcionamiento correcto de estas máquinas para poder utilizarlas con provecho y sin peligro.Estudiemos el taladro de columna.Existen varios tipos de taladros y uno de los usados es el taladro de columna. Estas má-quinas tienen dos movimientos.1. La rotación de la broca
que produce el movimiento de corte (M.C.).
2. La traslación de la brocaque se denomina movimiento de avance (M.A.).Combinado estos dos movimientos, corte y avance, se realiza el taladrado.
SE CARACTERIZA POR- El tipo de máquina.
- La potencia del motor.
- La gama de velocidades.
- El diámetro máximo de la rosca.
- El desplazamiento máximo del husillo.
- La distancia máxima entre la columna
ACCESORIOS
- Mandril portabrocas con su llave, utilizando
para sujetar la broca.
- Conos de reducción, usados para la sujeción de brocas de espiga cónica y cuña para
desmontar el mandril y los conos de reducción.
- Prensa de taladro que sirve para la sujeción de la pieza.
- Sistema de refrigeración.
EL TALADRO ES LA MAQUINA QUE SIRVE PARA PRODUCIR EN LA BROCA LOS MOVIMIENTOS PRECISOS Y LA ENERGÍA NECESARIA PARA CONSEGUIR AGU-JEROS CILINDRICOS DE DIÁMETRO Y LONGITUD VARIADOS. PARA UTILIZARLO
ES NECESARIO CONOCER SUS PARTES Y SU FUNCIONAMIENTO.
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
6
Figura 31-9
TaladradoRecopilado: Prof. Rodolfo Zúñiga Retana
7