editor: laura white, laura.whiteoutotec.com 1 outotec ... · ausmelt tsl furnace. as announced in...
TRANSCRIPT

1
OUTOTEC CUSTOMER eNEWSLETTER 1/2015
Editor: Laura White, [email protected]
SOUTH EAST ASIA PACIFIC
CONTENTS• Case study: Nyrstar redevelopment project, page 1• Conferences and seminars, page 3• Product news and webinar, page 4• 5 Signs you need to review froth crowding in your
float cells, page 5• Saganoseki flash smelting furnace operation, page 6• Business news, page 8• Case Study: SX-EW in Mexico, page 10
3/2015
NYRSTAR REDEVELOPMENT PROJECT Outotec Ausmelt TSL Furnace manufactured in China
TEXT PAUL ABBOTT
Nyrstar’s historic lead smelter located at Port Pirie in South Australia is currently undergoing a major modernization including the installation of an Outotec Ausmelt TSL furnace.
As announced in June 2014, Outotec will provide a technology licence, engineering, proprietary equipment and advisory services for the redevelopment of Nyrstar Port Pirie into an advanced metals recovery and refining facility. Outotec’s equipment delivery includes supply of the furnace shell, baseplate, roof, outlet weir, offgas transition, taphole components, furnace support structure, lances and lance handling system.
Nyrstar’s Port Pirie smelter has been in continuous operation since 1889, with many of the core production assets having been in service for up to 60 years. While considered the best practice at the time, these assets are no longer capable of meeting the increasingly stringent environmental and operational standards expected of a modern base metals facility.
Outotec Ausmelt technology has been used to upgrade the facility to an advanced poly-metallic processing Fig 1 - Complete furnace shell and lifting beam
and recovery facility capable of processing a wide range of high value, high margin raw materials with improved environmental footprint and reduced airborne metal and dust emissions.

2 Outotec SEAP Customer eNewsletter 3/2015
This achievement clearly demonstrates Outotec’s capability to fabricate quality furnace equipment in a low cost country within the agreed project delivery schedule. Outotec Ausmelt TSL Furnace features The furnace shell (see Figure 1) is a single weldment including cooling water jackets with a total mass of almost 140 tonnes. It is approximately 15 metres in height and niine metres in width and is predominantly constructed from shipbuilding steel due to easy availability with suitable strength and impact properties. Three lifting points are provided, including two trunnions near the upper end for erecting to vertical during installation.
The furnace support structure (see Figure 2) is a grillage of horizontal beams in two layers, assembled into a single unit with four lifting points provided for transport and installation. It has a total mass of approximately 75 tonnes with a length and width of around 8 metres.
The offgas offtake transition (see Figure 3) is a single weldment including water jackets and inspection doors. It has a total mass of approximately 34 tonnes and is designed to be supported independent from the furnace itself.
Fig 2 - Furnace support structure
The redeveloped facility will produce the current range of metals including lead, zinc oxide, gold, silver, and copper. However, the application of Outotec’s high temperature top submerged lance (TSL) bath smelting technology will allow a wider range of raw materials to be processed. The increased furnace flexibility will allow Nyrstar Port Pirie to process a wider range of high value and high margin concentrates and residues from Nyrstar’s existing smelters.
Successful fabrication of furnace The Outotec Ausmelt TSL furnace shell and its associated parts were delivered to the smelter site in Port Pirie in September 2015. Lead time from placement of fabrication order to despatch from fabricator’s yard was eight months.
This equipment was fabricated in Jiangsu province, China, in the same shipbuilding and fabrication facility that previously built many Outotec thickeners and flotation cells. Several factors contributed to the success of this order:
• Established good working relationship between Outotec’s local office in China and the fabricator.
• The fabrication facility is eminently suited to the working of heavy plate and handling of large items.
• Continuous presence of Outotec’s own Quality Control inspectors during the whole period of fabrication, resulting in rapid resolution of any problems and excellent finished quality.
• Fabricator’s location on the bank of Yangtze River made possible the direct loading to river barge which then travelled approx 12 hours downstream to the port of Shanghai where equipment was transferred to a chartered ocean ship.
• Nyrstar smelter’s location is adjacent to a suitable wharf in Port Pirie, thereby avoiding any significant land transportation.
Fig 3 - Offgas offtake transition

Outotec SEAP Customer eNewsletter 3/2015 3
The furnace roof (see Figures 4 and 5) is in two sections, removable for re-lining. Each section includes water jackets and removable port structures to accommodate the lance, feed stream, standby burner and bath sampling system. Each section is bolted to the furnace shell.
The outlet weir (see figure 6) for hot products is a separate ‘box’ bolted to a flanged opening in the furnace shell.
FOR FURTHER INFORMATION PLEASE CONTACT:
Fig 6 - Hot products outlet weir
Fig 4 - Furnace roof - lower section with ports for feed and standby burner
Fig 5 - Furnace roof - upper section with lance port
CONFERENCES AND SEMINARS (JAN-JUN) 2016From January to June 2016, Outotec will be at the following industry conferences and seminars in South East Asia Pacific. Drop by and meet our technology experts at the following venues...
CONFERENCES: Australian Coal Preperation Society (ACPS)13-17 March 2016, Wollongong, NSW
Mining Vietnam29-31 March 2016, Hanoi, Vietnam
Sulfuric Acid Workshop4-7 April 2016, Townsville, QLD
3rd Annual Semlter & Processing Summit May 2016, Jakarta, Indonesia
OUTOTEC TECHNOLOGY SEMINARS:
DewateringMarch 2016, Perth, WA
FlotationApril 2016, Brisbane, QLD
Minerals ProcessingMay 2016, Kalgoorlie, WA
Metals ProcessingJune 2016, Jakarta, Indonesia
ComminutionJune 2016, Dubbo, NSW
For more information please email: [email protected]
“High quality presentations, friendly environment & great learning” - Dewatering seminar attendee
THESE COMPLIMENTARY SEMINARS OFTEN COUNT TOWARDS PROFESSIONAL DEVELOPMENT HOURS.
4 Outotec SEAP Customer eNewsletter 3/2015
WEBINAR: HOW HYDROMETALLURGY CAN IMPROVE GOLD PROCESSING This short webinar discusses typical challenges and solutions in gold processing, and how hydrometallurgical technologies can maximize returns on investment.
Typical challenges in gold processing are increased processing of refractory raw mate-rials, remote locations, tightened safety and environmental regulations as well as high operating costs.
This webinar introduces case studies where hydrometallurgical technologies are improving gold processing at sites.
To view please click here...
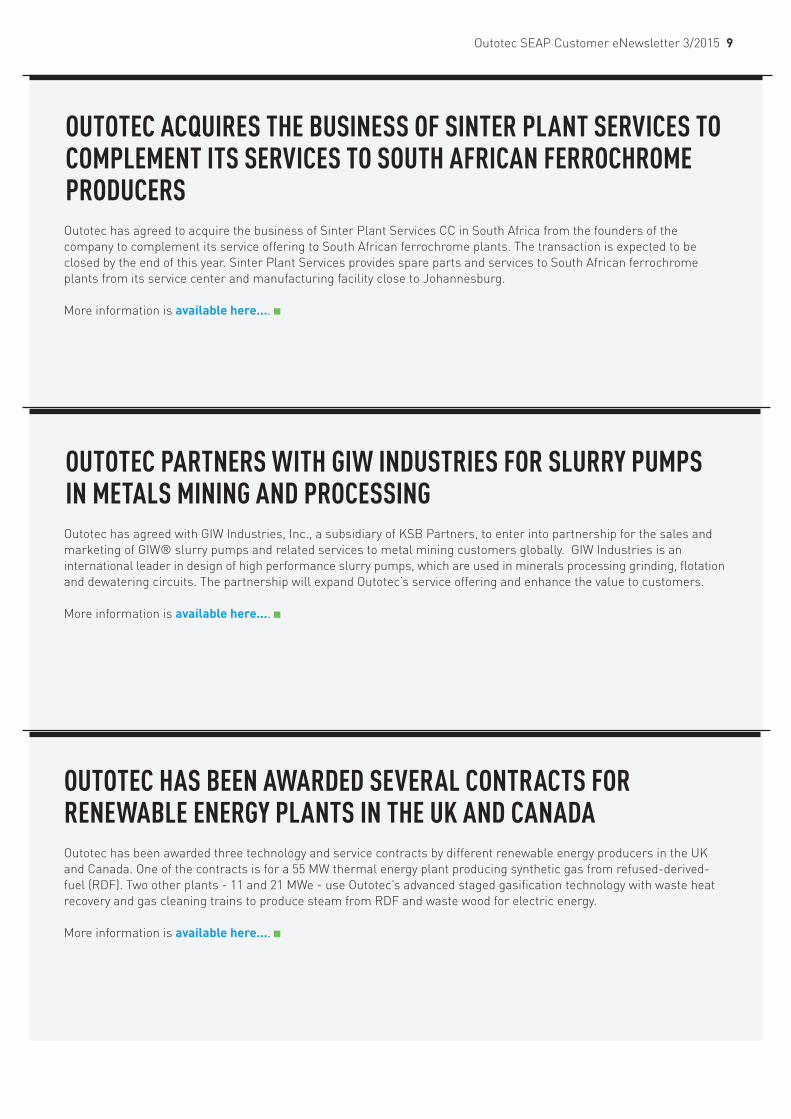
PRODUCT NEWS: WORK OUT POTENTIAL OPERATIONAL $AVINGS IN YOUR FLOAT CELLS! Outotec has a new online replacement value calculator for float cells. This handy tool works out potential operational cost savings on the replacement of your old cells with new, more efficient units. The tool not only works out the $$ savings on your float’s operational costs but also the environmental savings too. Operating costs can form a substantial portion of a float cell’s overall lifecycle costs – so this is an ‘easy win’ in cost efficiency. The calculator gives indicative savings for small, medium and large flotation circuits
To view the calculator please click here...
OUTOTEC WEBINAR

Outotec SEAP Customer eNewsletter 3/2015 5
5 SIGNS YOU NEED TO REVIEW FROTH CROWDING IN YOUR FLOAT CELLTEXT SHERWIN MORGAN
Optimised froth surface area is a critical component in the design of new flotation cells. Correct froth crowding is vital to maintain good froth mobility and achieve the target grade/recovery profiles. However, for existing plants there is also significant benefit in reviewing the froth crowding. At Outotec, we often get asked by our clients what they should look for when deciding whether or not to review their froth crowding. Below are the top five indicators…
1. A change in ore feed conditions i.e. grade or mineral when compared to the initial circuit design
2. Variable metal grade/recoveries when compared to laboratory float testwork
3. Difficulty maintaining consistent concentrate mass recovery, periods with no mass pull and/or high mass pull
4. Metal visually present on the float cell froth surface due to poor froth mobility i.e. sticky froth properties
5. High reagent consumption e.g. frother to maintain stable froth conditions
A change in froth crowding is often the most cost-effective cell modification to improve flotation performance.
An added benefit is that this cost-effective design is relatively easy to install and can be completed within a normal shut-down period. Outotec routinely provides new froth crowding designs for both our equipment and non-Outotec float equipment.
FOR FURTHER INFORMATION PLEASE CONTACT
Before – poor concentrate recovery, dark colour indicates poor froth mobility and metal loss.
After – improved concentrate recovery, froth colour more consistent for a cell towards the end of the circuit.

6 Outotec SEAP Customer eNewsletter 3/2015
Figure 2 shows the two large stacks for the emission of cleaned off-gas. Two years ago, the old stackon the right was dismantled after the left stack was remodeled to handle the same quantity of gas asoriginally handled by the two stacks. The old stack on the right was 96 years old and 167 meters in height.
IMPROVEMENTS TO THE SAGANOSEKI FLASH SMELTING FURNACE OPERATION
The Saganoseki Smelter, one of the largest copper producers in Japan, currently operates a single flash smelting furnace (FSF) to produce 450,000 tons of new copper annually. The FSF feeding rate was increased to approximately three times that of the original design to accommodate a change in the Cu grade of concentrate. The availability and productivity were also improved through modifications and changes to the operation scheme. Currently, the FSF is running at a feed rate of 215 DMT/h, while furnace utilization has been maintained at 97%. Figure 1 shows the general view of Saganoseki Smelter.
Improvements to increase the FSF capacity Multiple improvements were made for each process to increase the FSF capacity. The main improvements were:
Fig 2 -Installation of the new cyclones and ducts for the drying process
• A process flow change of the flux supply by installing a new flux ball mill,
• A modification of the concentrate burner and feeding system,
• An increase in the capacity of the concentrate drying process (Figure 2),
• An increase in the capacity of the waste heat boiler from 47 to 60 MT/h-steam by the addition of a
• New steam drum,• A reinforcement of the FSF reaction shaft cooling,• An expansion of the capacity of the acid plant from
3150 to 4000 t/d,• Integration of gas cooling facilities, and• Installation of two PSA oxygen plants.

Outotec SEAP Customer eNewsletter 3/2015 7
Improvements made to increase the FSF availabilityMany improvements were made to increase the FSF availability. The main improvements were:• Optimization of the gas flow inside the waste heat
boiler that reduces the problem of dust• Accumulation and the erosion rate of tubes,• Material improvements for waste heat boiler tubes
that reduce the corrosion of tubes, and• Reinforcement of the FSF settler cooling system.
We attempted to extend the shutdown interval from one to two years in response to the relaxation ofregulations for the legal inspection of the waste heat boiler and oxygen plant. The most serious problem in extending the shutdown interval related to the refractory service life of the settler, especially in the area underneath the reaction shaft. The cooling effect of the existing cooling jacket was limited and almost all the refractories of the settler underneath the reaction shaft were lost after one year of operation. To extend the service life of refractories, several types of water-cooled jackets were tested (Figure 3). Consequently, we found that a jacket with zigzag-aligned cooling tongues could cool the brick from five different directions and extend the brick service life by more than four years.
Water-cooled jackets were replaced with modified jackets as a multi-year project beginning in 2009 (Figure 4), and the refractory service life was thus extended substantially. We subsequently extended the shutdown interval from one to two years in the beginning in 2011. The biannual shutdown scheme increased the FSF availability and new copper production by about 3%. The availability and productivity of the Saganoseki Smelter was improved by making many modifications. However, the commercial environment in which custom smelters
operate has become increasingly severe in recent years. To survive in this environment, the Saganoseki Smelter will need to make continual efforts to improve performance.
FOR FURTHER INFORMATION PLEASE CONTACT:
Fig 3 - Modified water-cooled jacket
Fig 4 - Replacement of water-cooled jackets with the modified jackets.

8 Outotec SEAP Customer eNewsletter 3/2015
OUTOTEC TO DELIVER TWO FURTHER WASTE-TO-ENERGY PLANTS WITH OPERATION AND MAINTENANCE SERVICES IN THE UK Outotec has been awarded two further contracts for the design and delivery of waste-to-energy plants to be built in the United Kingdom. Outotec’s scope of delivery for both plants covers the license for Outotec fluidized bed advanced staged gasification technology, engineering and delivery of the main process equipment for 10 MW (net) energy as well as advisory services for installation, commissioning and start-up. More information is available here....
OUTOTEC TO PROVIDE WASTE-TO-ENERGY PLANT TO KINGSTON UPON HULL, THE UK Outotec has agreed with M+W Group, the EPC contractor for Energy Works of Hull, on the design and delivery of a waste-to-energy plant to Kingston Upon Hull, the UK. Outotec’s scope of delivery covers the license for Outotec fluidized bed advanced staged gasification technology and engineering and delivery of the main process equipment for a 25 MWe waste-to-energy plant as well as advisory services for installation, commissioning and start-up
More information is available here....
OUTOTEC COMPLETES THE ACQUISITION OF BIOMIN BIOX® TECHNOLOGY IN SOUTH AFRICA Outotec has successfully completed the acquisition of the majority of the shares in Biomin South Africa Pty. Ltd. and certain assets from Biomin Technologies S.A. in Switzerland. Outotec got the full intellectual property and marketing rights of BIOX® bio-oxidation technology. Biomin’s BIOX® bio-oxidation is a proven method for the pre-treatment of refractory gold ores, and it complements Outotec’s portfolio of gold processing technologies.
More information is available here....
OUTOTEC’S SUSTAINABILITY REPORT CHOSEN AS THE BEST IN FINLAND BY MEDIA AND NGOs Outotec received, for the fourth consecutive year, the Readers’ Choice award (by Media and NGOs), in the competition evaluating 173 corporate responsibility reports of Finnish companies.
More information is available here....
Outotec SEAP Customer eNewsletter 3/2015 9
OUTOTEC PARTNERS WITH GIW INDUSTRIES FOR SLURRY PUMPS IN METALS MINING AND PROCESSINGOutotec has agreed with GIW Industries, Inc., a subsidiary of KSB Partners, to enter into partnership for the sales and marketing of GIW® slurry pumps and related services to metal mining customers globally. GIW Industries is an international leader in design of high performance slurry pumps, which are used in minerals processing grinding, flotation and dewatering circuits. The partnership will expand Outotec’s service offering and enhance the value to customers.
More information is available here....
OUTOTEC ACQUIRES THE BUSINESS OF SINTER PLANT SERVICES TO COMPLEMENT ITS SERVICES TO SOUTH AFRICAN FERROCHROME PRODUCERS Outotec has agreed to acquire the business of Sinter Plant Services CC in South Africa from the founders of the company to complement its service offering to South African ferrochrome plants. The transaction is expected to be closed by the end of this year. Sinter Plant Services provides spare parts and services to South African ferrochrome plants from its service center and manufacturing facility close to Johannesburg.
More information is available here....
Outotec has been awarded three technology and service contracts by different renewable energy producers in the UK and Canada. One of the contracts is for a 55 MW thermal energy plant producing synthetic gas from refused-derived-fuel (RDF). Two other plants - 11 and 21 MWe - use Outotec’s advanced staged gasification technology with waste heat recovery and gas cleaning trains to produce steam from RDF and waste wood for electric energy.
More information is available here....
OUTOTEC HAS BEEN AWARDED SEVERAL CONTRACTS FOR RENEWABLE ENERGY PLANTS IN THE UK AND CANADA
10 Outotec SEAP Customer eNewsletter 3/2015
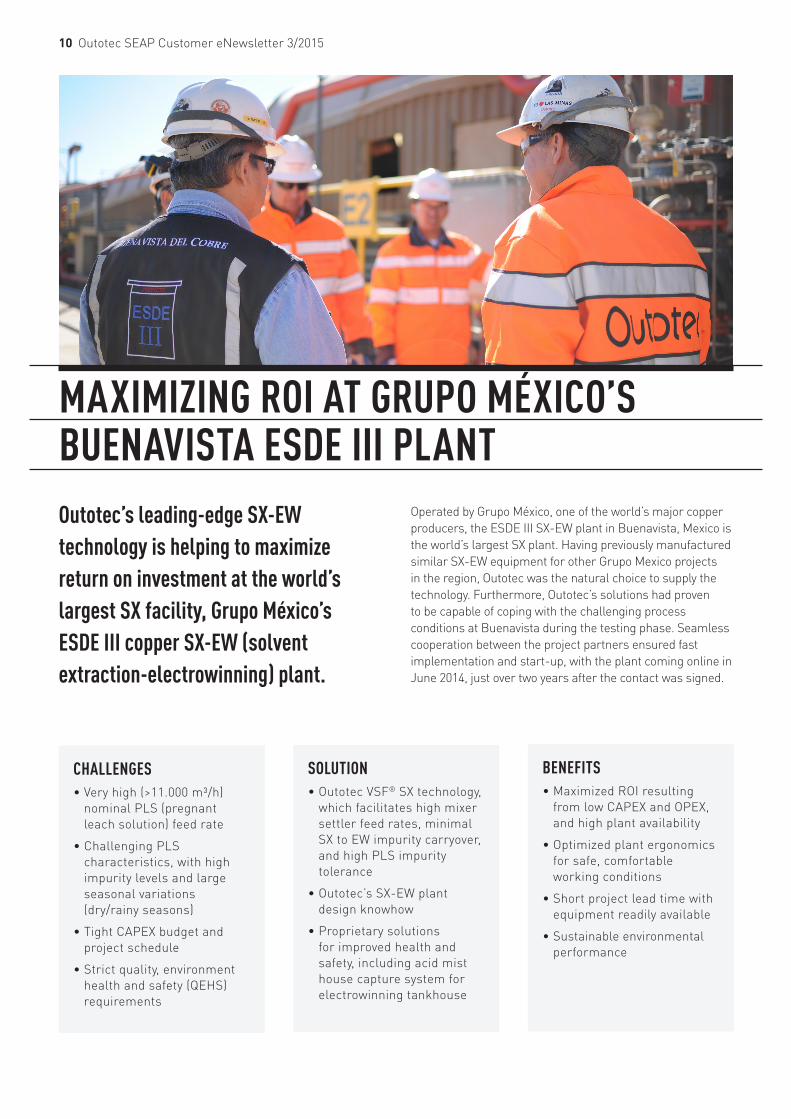
MAXIMIZING ROI AT GRUPO MÉXICO’SBUENAVISTA ESDE III PLANTOutotec’s leading-edge SX-EW technology is helping to maximize return on investment at the world’s largest SX facility, Grupo México’s ESDE III copper SX-EW (solvent extraction-electrowinning) plant.
Operated by Grupo México, one of the world’s major copper producers, the ESDE III SX-EW plant in Buenavista, Mexico is the world’s largest SX plant. Having previously manufactured similar SX-EW equipment for other Grupo Mexico projects in the region, Outotec was the natural choice to supply the technology. Furthermore, Outotec’s solutions had proven to be capable of coping with the challenging process conditions at Buenavista during the testing phase. Seamless cooperation between the project partners ensured fast implementation and start-up, with the plant coming online in June 2014, just over two years after the contact was signed.
CHALLENGES• Very high (>11.000 m³/h)
nominal PLS (pregnant leach solution) feed rate
• Challenging PLS characteristics, with high impurity levels and large seasonal variations (dry/rainy seasons)
• Tight CAPEX budget and project schedule
• Strict quality, environment health and safety (QEHS) requirements
SOLUTION• Outotec VSF® SX technology,
which facilitates high mixer settler feed rates, minimal SX to EW impurity carryover, and high PLS impurity tolerance
• Outotec’s SX-EW plant design knowhow
• Proprietary solutions for improved health and safety, including acid mist house capture system for electrowinning tankhouse
BENEFITS• Maximized ROI resulting
from low CAPEX and OPEX, and high plant availability
• Optimized plant ergonomics for safe, comfortable working conditions
• Short project lead time with equipment readily available
• Sustainable environmental performance
Outotec SEAP Customer eNewsletter 3/2015 11
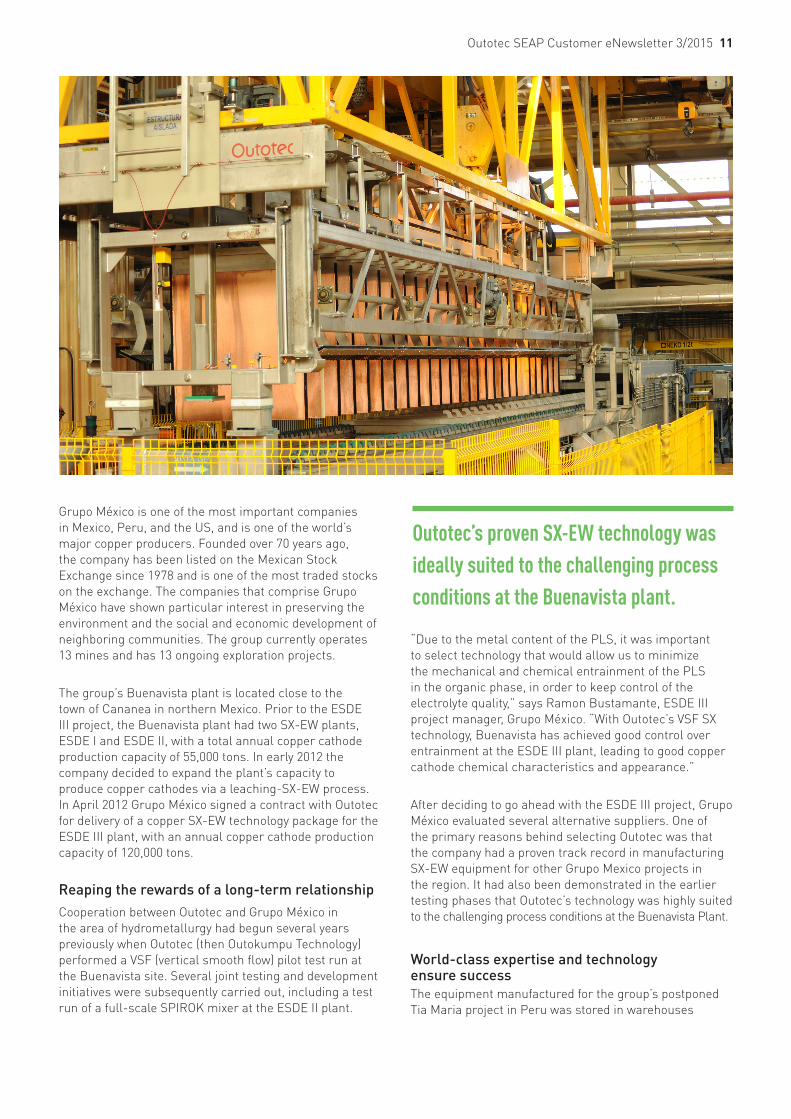
Grupo México is one of the most important companies in Mexico, Peru, and the US, and is one of the world’s major copper producers. Founded over 70 years ago, the company has been listed on the Mexican Stock Exchange since 1978 and is one of the most traded stocks on the exchange. The companies that comprise Grupo México have shown particular interest in preserving the environment and the social and economic development of neighboring communities. The group currently operates 13 mines and has 13 ongoing exploration projects.
The group’s Buenavista plant is located close to the town of Cananea in northern Mexico. Prior to the ESDE III project, the Buenavista plant had two SX-EW plants, ESDE I and ESDE II, with a total annual copper cathode production capacity of 55,000 tons. In early 2012 the company decided to expand the plant’s capacity to produce copper cathodes via a leaching-SX-EW process. In April 2012 Grupo México signed a contract with Outotec for delivery of a copper SX-EW technology package for the ESDE III plant, with an annual copper cathode production capacity of 120,000 tons.
Reaping the rewards of a long-term relationship Cooperation between Outotec and Grupo México in the area of hydrometallurgy had begun several years previously when Outotec (then Outokumpu Technology) performed a VSF (vertical smooth flow) pilot test run at the Buenavista site. Several joint testing and development initiatives were subsequently carried out, including a test run of a full-scale SPIROK mixer at the ESDE II plant.
“Due to the metal content of the PLS, it was important to select technology that would allow us to minimize the mechanical and chemical entrainment of the PLS in the organic phase, in order to keep control of the electrolyte quality,” says Ramon Bustamante, ESDE III project manager, Grupo México. “With Outotec’s VSF SX technology, Buenavista has achieved good control over entrainment at the ESDE III plant, leading to good copper cathode chemical characteristics and appearance.”
After deciding to go ahead with the ESDE III project, Grupo México evaluated several alternative suppliers. One of the primary reasons behind selecting Outotec was that the company had a proven track record in manufacturing SX-EW equipment for other Grupo Mexico projects in the region. It had also been demonstrated in the earlier testing phases that Outotec’s technology was highly suited to the challenging process conditions at the Buenavista Plant.
World-class expertise and technology ensure success The equipment manufactured for the group’s postponed Tia Maria project in Peru was stored in warehouses
Outotec’s proven SX-EW technology was ideally suited to the challenging process conditions at the Buenavista plant.

12 Outotec SEAP Customer eNewsletter 3/2015
around the world and was readily available to be transported to Buenavista. In addition, a large part of the engineering work performed by Outotec for the Tia Maria project was applicable to ESDE III; the existing equipment only required minor modifications to adapt it for the different process and climate at Buenavista. This meant that the ESDE III project could be implemented in a very short timescale – the contract was signed in April 2012 and the first copper was produced in June 2014, with the copper quality immediately achieving LME A grade. Seamless cooperation during the project between Grupo México, their engineering and construction contractor, and Outotec was an essential factor in this achievement.
“The Outotec team was involved in the project from the basic engineering phase at the Santiago office,” explains Bustamante. “Because the PLS copper content at Buenavista is much lower than at the Tia Maria site, the SX-EW plant was redesigned to include one additional SX train to feed the required amount of copper to the EW tankhouse. After that, the team was also involved in the detail engineering in Mexico City, and finally in construction and start-up of the entire plant,” he continues. “Outotec’s contribution in the detail Engineering phase was very valuable, especially for the piping discipline, which was one of the most time consuming parts of this phase.”
The Outotec team was on site during construction and start-up to provide technical assistance. Their presence was key during the installation of the fiber reinforced plastic settlers, helping to ensure that no leaks were detected during hydraulic testing and that the installation of all the Outotec DOP® and SPIROK® mixer systems were properly aligned in order to optimize the flow rates. This meant that commissioning and start-up activities could be initiated earlier than scheduled, and that cathode production could begin earlier than expected. “The technical assistance of the Outotec team with all the proprietary equipment installation and start-up was highly valuable in all areas of the plant,” Bustamante concludes.
Cooperating to ensure a sustainable future for Buenavista Looking to the future, Outotec and Grupo México are actively cooperating in fine-tuning operations at the ESDE III plant and developing the optimum setup for Outotec’s aftersales support. One concrete example of this is the maintenance and aftersales service center that Outotec has established in the city of Hermosillo, close to the Buenavista site. This center will form the base for the support activities required by the plant. The common goal is to maximize the profitability of the ESDE III investment for Grupo México without compromising the commitment to sustainability.
The technical assistance of the Outotec team with all the proprietary equipment installation and start-up was highly valuable in all areas of the plant.
FOR FURTHER INFORMATION PLEASE CONTACT: