brandon - doctoral preliminary exam - rev.2
TRANSCRIPT
26 May 2004
1
WRITTEN PRELIMINARY DOCTORAL EXAMINATION FOR STEVEN BRANDON
Food Microbiology - Susan Barefoot - May 24, 2004
Due Friday, May 28, 2004, by 4:30 PM
You are chief scientist and manager of a project team whose task will be to filter-sterilize
an IgA-enriched liquid whey supplement. Avoiding the use of thermal sterilization processes is essential to the retention of biological activity in the finished product. The
pH of the supplement typically is 6.0-6.5. Product consumers will include infants,
children and immune-suppressed individuals.
The IgA content of the whey supplement product is achieved by concentrating and
diafiltering raw materials using composite metallic membrane ultrafilters. Your objective is to explore the feasibility of using composite membrane filters to sterilize the product. As we discussed in your office, I will interpret this to indicate that I should use Scepter
membranes.
Discuss the feasibility of producing a commercially sterile product using a composite
metallic membrane ultrafiltration system. What requirements must the composite
metallic membrane ultrafiltration system meet to be suitable for producing a sterile
product? What alternative filtration systems (or other cold sterilization methods) might
be employed? What other questions should be considered in establishing the feasibility of the system?
Discuss the regulatory, economic, scientific (including engineering and safety) and
practical issues to be considered in developing the sterilization process. Conclude your
discussion by providing recommendations for the process to your company.
Background Information
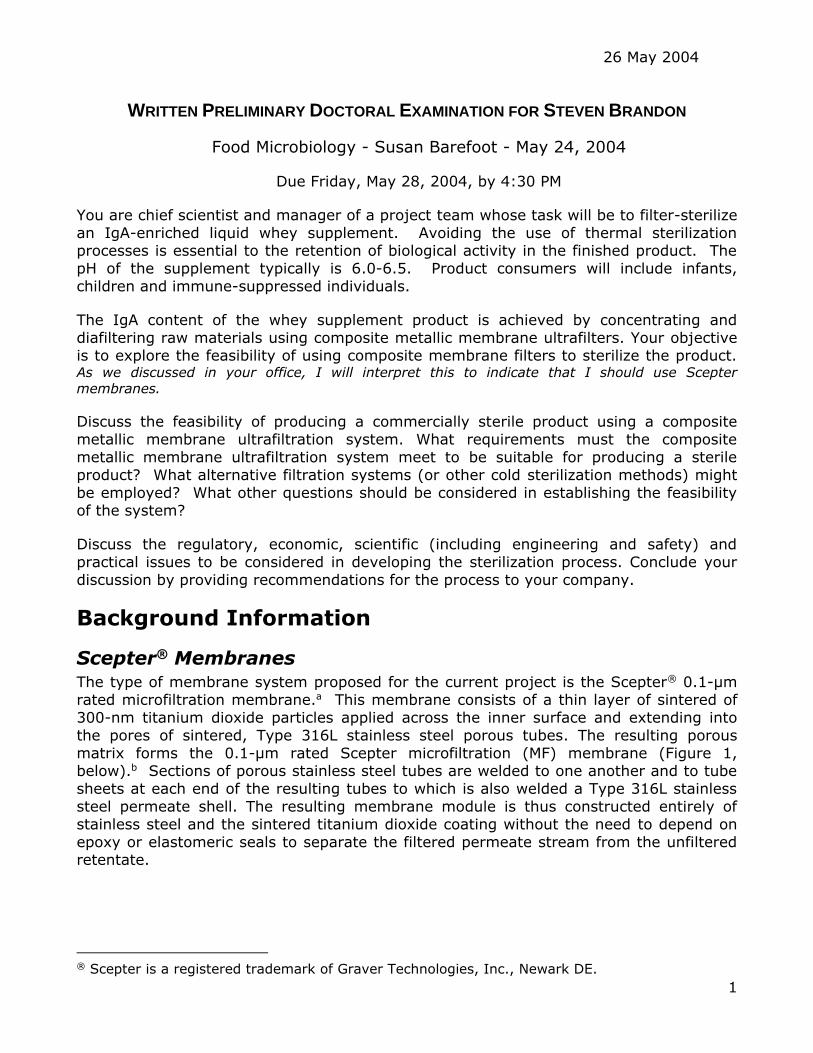
Scepter® Membranes The type of membrane system proposed for the current project is the Scepter® 0.1-µm
rated microfiltration membrane.a This membrane consists of a thin layer of sintered of
300-nm titanium dioxide particles applied across the inner surface and extending into
the pores of sintered, Type 316L stainless steel porous tubes. The resulting porous
matrix forms the 0.1-µm rated Scepter microfiltration (MF) membrane (Figure 1, below).b Sections of porous stainless steel tubes are welded to one another and to tube
sheets at each end of the resulting tubes to which is also welded a Type 316L stainless
steel permeate shell. The resulting membrane module is thus constructed entirely of
stainless steel and the sintered titanium dioxide coating without the need to depend on
epoxy or elastomeric seals to separate the filtered permeate stream from the unfiltered retentate.
® Scepter is a registered trademark of Graver Technologies, Inc., Newark DE.
26 May 2004
2
Figure 1. 20,000X SEM photograph of Scepter 0.1-µm rated Scepter membrane.
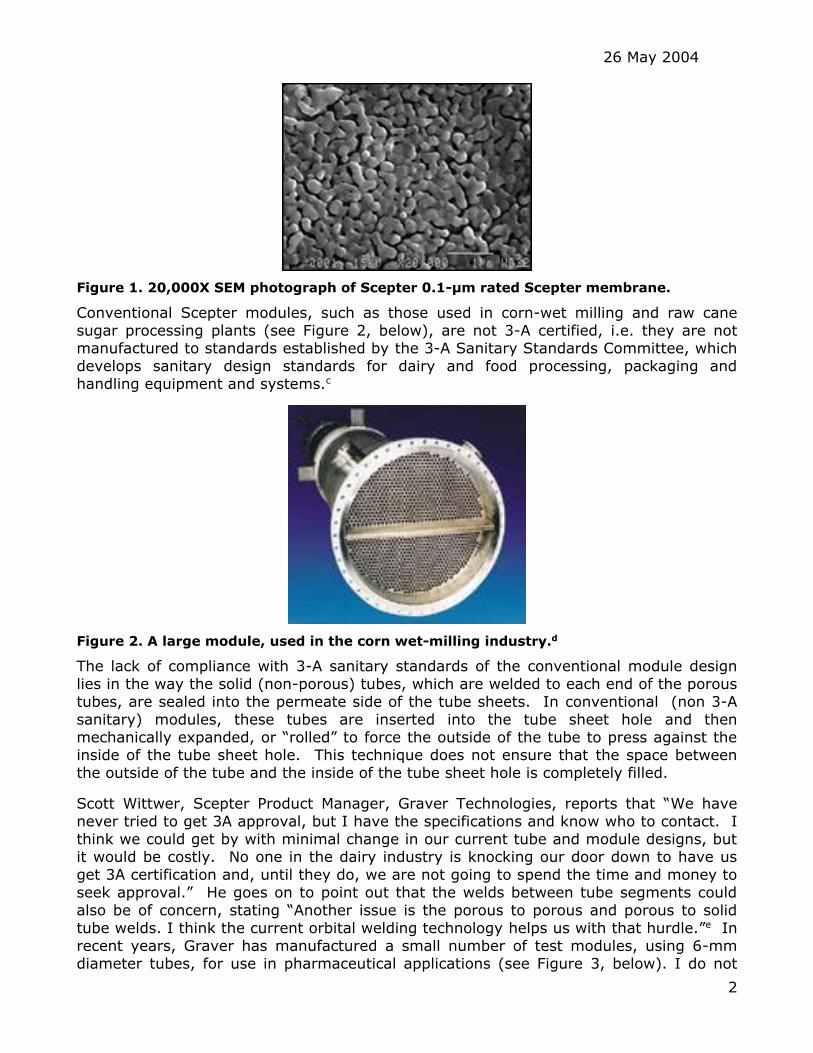
Conventional Scepter modules, such as those used in corn-wet milling and raw cane
sugar processing plants (see Figure 2, below), are not 3-A certified, i.e. they are not manufactured to standards established by the 3-A Sanitary Standards Committee, which
develops sanitary design standards for dairy and food processing, packaging and
handling equipment and systems.c
Figure 2. A large module, used in the corn wet-milling industry.d
The lack of compliance with 3-A sanitary standards of the conventional module design
lies in the way the solid (non-porous) tubes, which are welded to each end of the porous
tubes, are sealed into the permeate side of the tube sheets. In conventional (non 3-A
sanitary) modules, these tubes are inserted into the tube sheet hole and then
mechanically expanded, or “rolled” to force the outside of the tube to press against the inside of the tube sheet hole. This technique does not ensure that the space between
the outside of the tube and the inside of the tube sheet hole is completely filled.
Scott Wittwer, Scepter Product Manager, Graver Technologies, reports that “We have
never tried to get 3A approval, but I have the specifications and know who to contact. I
think we could get by with minimal change in our current tube and module designs, but it would be costly. No one in the dairy industry is knocking our door down to have us
get 3A certification and, until they do, we are not going to spend the time and money to
seek approval.” He goes on to point out that the welds between tube segments could
also be of concern, stating “Another issue is the porous to porous and porous to solid
tube welds. I think the current orbital welding technology helps us with that hurdle.”e In
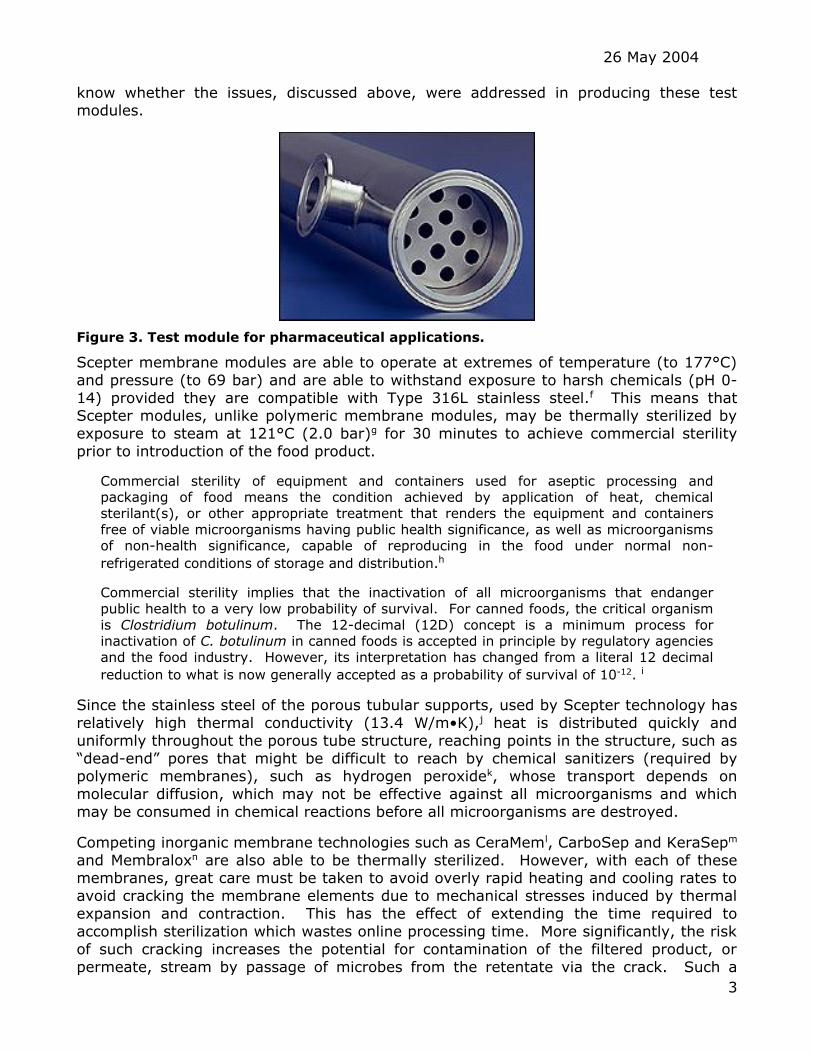
recent years, Graver has manufactured a small number of test modules, using 6-mm diameter tubes, for use in pharmaceutical applications (see Figure 3, below). I do not
26 May 2004
3
know whether the issues, discussed above, were addressed in producing these test modules.
Figure 3. Test module for pharmaceutical applications.
Scepter membrane modules are able to operate at extremes of temperature (to 177°C)
and pressure (to 69 bar) and are able to withstand exposure to harsh chemicals (pH 0-
14) provided they are compatible with Type 316L stainless steel.f This means that Scepter modules, unlike polymeric membrane modules, may be thermally sterilized by
exposure to steam at 121°C (2.0 bar)g for 30 minutes to achieve commercial sterility
prior to introduction of the food product.
Commercial sterility of equipment and containers used for aseptic processing and packaging of food means the condition achieved by application of heat, chemical
sterilant(s), or other appropriate treatment that renders the equipment and containers
free of viable microorganisms having public health significance, as well as microorganisms of non-health significance, capable of reproducing in the food under normal non-
refrigerated conditions of storage and distribution.h
Commercial sterility implies that the inactivation of all microorganisms that endanger
public health to a very low probability of survival. For canned foods, the critical organism
is Clostridium botulinum. The 12-decimal (12D) concept is a minimum process for inactivation of C. botulinum in canned foods is accepted in principle by regulatory agencies
and the food industry. However, its interpretation has changed from a literal 12 decimal
reduction to what is now generally accepted as a probability of survival of 10-12. i
Since the stainless steel of the porous tubular supports, used by Scepter technology has
relatively high thermal conductivity (13.4 W/m•K),j heat is distributed quickly and
uniformly throughout the porous tube structure, reaching points in the structure, such as
“dead-end” pores that might be difficult to reach by chemical sanitizers (required by polymeric membranes), such as hydrogen peroxidek, whose transport depends on
molecular diffusion, which may not be effective against all microorganisms and which
may be consumed in chemical reactions before all microorganisms are destroyed.
Competing inorganic membrane technologies such as CeraMeml, CarboSep and KeraSepm
and Membraloxn are also able to be thermally sterilized. However, with each of these membranes, great care must be taken to avoid overly rapid heating and cooling rates to
avoid cracking the membrane elements due to mechanical stresses induced by thermal
expansion and contraction. This has the effect of extending the time required to
accomplish sterilization which wastes online processing time. More significantly, the risk
of such cracking increases the potential for contamination of the filtered product, or
permeate, stream by passage of microbes from the retentate via the crack. Such a
26 May 2004
4
possibility would necessitate verification of membrane integrity following each sterilization procedure, creating additional down time and added cost of operation.
In the early 1990’s, the predecessor to the current 0.1-µm rated Scepter MF membrane
was referred to as “altered substrates” because the original intention was to modify the
previously existing porous Type 316L stainless steel tubes to have a smaller pore size
thereby providing a superior support or substrate for coatings applied to the inner
surface of the tubes from a recirculating solution or suspension – a formed-in-place (FIP) membrane. In 1993, Barefoot, et al., reported results of microbial challenge tests
conducted on this membrane, referred to as “DS-type altered substrates” in the paper.
That paper concluded that “Microfiltration of whey on the FIP metallic membrane system
reduced lactococci by 5-7 logs, but permitted passage of 66 to 77% of the IgG.”o
The original version of the sintered titanium dioxide membrane were formed using Whitaker, Clark and Daniels, Inc. (now Mineral & Pigment Solutions, Inc.) No. 3330 food-
grade titanium dioxide pigmentp, which is in the anatase crystalline form. In 1992,
production switched to using DuPont Ti-Pure R-101, which is in the rutile crystalline
form. In the sintering furnace, the anatase converts to rutile, which is 5% more dense
than anatase.q This resulted in contraction of the particles causing cracks to form in the sintered titania membrane, thereby increasing the probability of passage of
microorganisms. I believe this manufacturing change took place after the tests reported
in 1993. So, it is possible that membranes produced after 1992 would have higher
microbial rejection than those reported on in the 1993 paper.
A full-scale system, in operation in a fructose refinery in Nebraska since late 1995
filtering 55% fructose high fructose corn syrup (55 HFCS) downstream of the final evaporator, typically achieves about 7 LRV overall.r It should be noted, however, that
this assessment is based on rejection of yeast, mold and mold spores, as well as
bacteria.
Since the mid-1990s, there has been an on-going effort to produce a smaller pore size
membrane. In September 2003, Scott Wittwer informed me that they had produced a
stable 0.02-µm rated Scepter ultrafiltration (UF) membrane that was ready for testing.
With help from Drs. Ron Thomas and Scott Whiteside, Dr. Charles Morr and I obtained
two of these new UF membrane modules for a test program conducted in the DuPont
Packaging Lab in Newman Hall during the Fall 2003 semester. I assisted Dr. Morr in his
investigation of using diafiltration of skim milk to produce a reduced-lactose skim milk
product. Unlike lactose-free milk products currently on the market, which have been treated with lactase to convert lactose to glucose and galactose, the new product would
contain very little sugar, a plus for those suffering with diabetes – not to mention being
more marketable to fans of the low-carbohydrate diet.
In our first test with the Scepter UF membrane, we ran two UF membrane and two MF
membranes simultaneously. The permeate from both MF modules was markedly turbid
(probably indicating the passage of phospholipids, according to Dr. Morr) in contrast to the UF membranes which produced transparent, yellow-colored (due to the riboflavin)
permeates. Dr. Morr determined that “the diafiltered UF permeate fractions contained
nearly half of the skim milk whey proteins, but no casein.s His recommendation is to
repeat the test with a tighter (about 10 kDa MWCO) UF membrane to retain all of the
whey proteins. By contrast, Dr. Morr concluded that the MF membrane was
26 May 2004
5
unacceptable for his application due to its high degree of passage of whey protein.t Even though Dr. Morr did not attempt to differentiate between the immunoglobulins and the
smaller whey proteins, his observation of relatively high passage of whey proteins tends
to support the results reported in the 1993 paper.
The Scepter UF membrane could be considered as a possible alternative to the MF
membrane. To the best of my knowledge no bacterial challenge test has yet been
conducted on this membrane. The factor which is likely to favor the MF membrane over the UF is that the MF membrane is its ability likely to pass more of the valuable IgA and
other immunoglobulins, while rejecting microorganisms.
Sterile Filtration “There are many organizations involved in setting standards for sterilizing filters, among them ASTM, U.S. Pharmacopoeia, FDA, DIN (Germany) and Health Industry
Manufacturers Association (HIMA). Most agree that a 0.2-µm membrane used for
sterilizing purposes should retain Brevundimonas diminuta (formerly called Pseudomonas
diminutau) at a level of at least 107 cfu/cm² of membrane area.”v However, increasing
concerns about passage of organisms smaller than B. diminuta (e.g. P. Picketti, P. cepacia, Leptospria, Acholeplama, Mycoplasma)w, have led to the wider use of 0.1-µm
membrane for use in sterile filtration applications. It has been demonstrated that a
number of organisms that can penetrate 0.2/0.22-µm rated membranes, including
Acidovorax (formerly Pseudomonas) avenae citrulli, Comamonas (formerly
Pseudomonas) acidovorans, Hydrogenophaga (formerly Pseudomonas) pseudoflava, and Janthinobacterium lividum, are retained by 0.1-µm rated filters.x For this reason
consideration of use of the 0.1-µm rated Scepter membrane is appropriate for this
application.
Immunoglobulins – IgA Immunoglobulins are any of a set of serum glycoproteins which have the ability to bind
other molecules with a high degree of specificity. Molecules which are foreign or non-self
are called antigens; and when an antigen is introduced into a vertebrate, the
immunoglobulin induced is called an antibody. The critical property of this antibody is
that it will combine specifically with the inducing antigen.y There are five classes of
immunoglobulins: IgG, IgA, IgM, IgD and IgE. Of these five, the most abundant in human serum are IgG, IgA and IgM. All immunoglobulins have a basic structure
composed of four polypeptide chains connected to each other by disulfide bridges (see
Figure 4, below). Each light chain usually consists of about 220 amino acids and has a
mass of approximately 25 kDa. Each heavy chain consists of about 440 amino acids and
has a mass of about 50 to 70 kDa. The heavy chains are structurally distinct for each immunoglobulin class or subclass.z

26 May 2004
6
Figure 4. Basic structure of immunoglobulins showing light and heavy chains. aa
IgG (see Figure 5, below) is the major immunoglobulin of human serum, accounting for
80% of the immunoglobulins.bb IgG neutralizes toxins, opsonizes bacteria, and activates
complement, maternal antibodies. IgG has a molecular mass of 146 kDa.cc Opsonization
is the process in which microorganisms or other particles are coated by antibody and/or
complement, thereby being prepared for recognition and ingestion by phagocytic cells.dd
Figure 5. Basic structure of human Immunoglobulin G. ee
IgA accounts for 15% of the immunoglobulin in human serum. Some IgA is present n the
serum as a monomer of two heavy and two light chains. Most IgA, however, occurs in
the serum as a polymerized dimer held together by a J chain. IgA has special features that are associated with secretory mucosal surfaces. IgA, when transported from the
mucosa-associated lymphoid tissue to mucosal surfaces, acquires a protein termed the
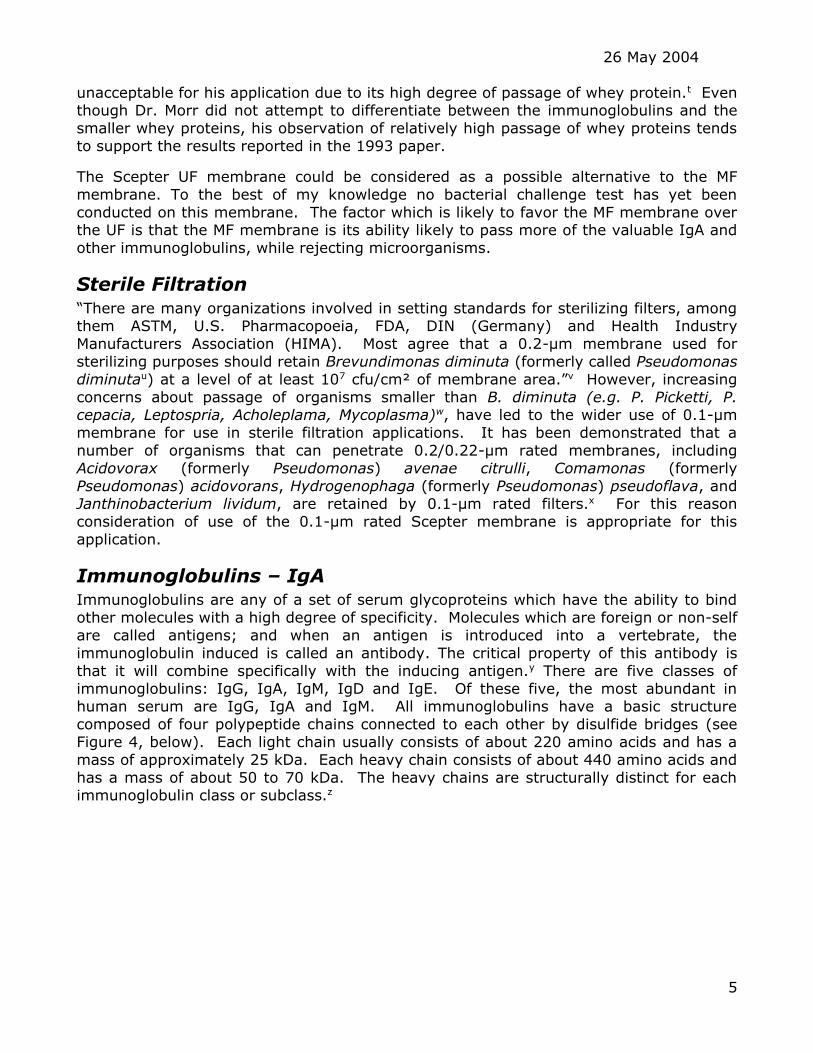
secretory component. Secretory IgA (sIgA, see Figure 6, below) is the primary
immunoglobulin of the secretory immune system, which is found in the gastrointestinal
tract, upper and lower respiratory tracts and genitourinary system. In these body areas, sIgA plays a major roll in protecting the surface tissues from infectious microorganisms
by the formation of an immune barrier. For example, in breast milk sIgA helps protect
nursing newborns.ff IgA levels are considerable in the sero-mucous secretion such as
saliva, tears, nasal fluids, sweat, colostrum and secretions of the lungs and
26 May 2004
7
gastrointestinal tract. It is believed that IgA plays a major role in protecting the exposed epithelium.gg
IgA, in its monomeric form, has a molecular mass of 160 kDa, while sIgA has a mass of
360-400 kDa.hh Computer generated models of the structure of IgA, indicate that the
antigen-binding sites of the molecule are separated by 23 nm.ii
Figure 6. Basic structure of human sIgA. jj
As with the other classes of antibodies, deficiency of IgA can occur transiently, for example in infants when maternal IgA levels wane when breast feeding is discontinued, or
permanently, as in the not uncommon occurrence of patients with congenital IgA deficiency. Secretory IgA is known to have a beneficial protective effect on the intestinal
mucosa in infants. Stoliar et al., Lancet 1976; i:1258; Williams & Gibbons, Science 1972; 177:697. Eibl et al. (NEJM 1988; 319:1) found that oral feeding of an IgA-IgG
preparation minimized the risk of infants not fed breast milk of contracting necrotizing enterocolitis. The immunoglobulin preparation was made from human serum, Cohn's
Fraction II, by ion exchange chromatography. The preparations contained anywhere from
66% to 85% IgA, 15% to 34% IgG and 0.1% to 2% IgM.kk
Another recent paper found that sIgA may play a role in the in vitro neutralization of
HIV-2.ll
The idea of obtaining immunoglobulin rich extracts from bovine milk, whey or colostrum
using MF is not new. GalaGen, Inc. has patented a microfiltration technique for obtaining an immunoglobulin extract from bovine milk.
A method of microfiltering milk serum, colostrum or colostral serum has been
discovered which substantially reduces the bioburden in the product while providing high immunoglobulin yields. The method makes use of charged depth filters to provide
consistent bioburden control, resulting in whey products fortified with
immunoglobulins. Fortified whey products may be prepared using the microfiltration
26 May 2004
8
process of the invention. Microfiltration is performed before ultrafiltration to reduce bioburden and eliminate the need for multiple sterile filtrations after ultrafiltration. The
invention also provides a method of preparing whey for microfiltration by adjusting the pH of the whey to about 4.5 to 5.0 and ultrafiltering the whey to obtain a whey-
containing ultrafilter concentrate that can be consistently microfiltered without fouling of the microfilter membrane or depth filter.mm
GalaGen claims bovine colostrum preparations have repeatedly demonstrated their
effectiveness, particularly for use in prevention of diarrheal diseases and against oral
pathogens. Specific antibodies from the milk and colostrum of immunized cows appear efficacious in the treatment of diverse pathogens including bacteria and their toxins,
viruses, protozoal parasites and fungi.nn They make extensive claims for a range of
specific health issues, including several which directly affect the target consumers in the
current project.
The following section summarizes twenty years of scientific research on bovine colostrum ingredients. Many human disease conditions result from numerous harmful
organisms. Bovine colostrum preparations have been researched as a treatment for many illnesses.
Infantile Diarrhea
Formula-fed infants are more prone to a variety of infections. One reason for this may
be that commercial bovine milk derived infant formula lacks the active antibodies and other immune components naturally present in human breast milk. More than 15
articles and abstracts (from 1979 to the present) have been published discussing use of specific immunoglobulin products in the prevention and treatment of two major
causes of infantile diarrhea, E. coli and rotavirus. Use of these specific immunoglobulin products in multiple clinical studies successfully treated or prevented infantile diarrhea
in most, but not all studies. Where positive, they had the effect of reducing or preventing colonization, disease and mortality.
Oral Health Streptococcus mutans is the principal agent responsible for the formation of dental
caries (cavities). Recent studies have documented maternal-child transmission as the primary mode of infection; children colonized later in life appear to develop fewer
cavities. Several studies, including GalaGen research, have documented use of a mouth rinse containing bovine antibodies to reduce S. mutans colonization in adult
volunteers. In the treatment groups, fewer and smaller colonies of S. mutans were recovered, which suggests that the antibodies interfered with the metabolic growth of
existing colonies. Inhibition of glucosyltransferase (involved in adherence) by bovine
immunoglobulins has been reported as well. Specific antibodies can also be directed at the organisms implicated in periodontal (gum) disease.
Candida albicans is a normal resident of the oral cavity (and gastrointestinal tract). In
subjects on certain antibiotics and in immuno-compromised patients, Candida overgrowth can cause severe health problems. The local infection in the oral cavity can
rapidly migrate into systemic infections, resulting in a high percentage of mortality. In a recently completed trial in bone marrow transplant patients, prophylactic
administration of anti-C. albicans bovine antibodies (supplied by GalaGen) as a
mouthrinse appeared to reduce colonization in a majority of patients with initial high colony counts in saliva samples. Thus, antibodies from GalaGen's bovine colostrum
have demonstrated activity against Candida albicans in humans. This evidence is relevant in other applications, as Candida albicans is the organism that causes yeast
infections, a health condition common in women.
26 May 2004
9
Diarrhea and Food Poisoning
In GalaGen research, colonization by other GI pathogens also appears to be negatively impacted by dietary antibodies. In normal adult volunteers fed live Shigella flexneri
bacteria, bovine immunoglobulins provided complete protection from illness and a marked reduction in diarrheal symptoms. Shigella can be particularly virulent, because
as few as 10 live organisms can cause major intestinal diarrheal symptoms. Shigella is
one of the organisms that commonly cause traveler's diarrhea, as well as food poisoning in the United States.
Cryptosporidium parvum is a protozoal parasite for which no approved efficacious
treatment is available. Specific bovine immunoglobulins (some supplied by GalaGen) have been reported to improve diarrheal symptoms and reduce oocyst shedding in
individual case studies and in clinical trials in severely immuno-compromised (AIDS) adult and pediatric patients. In most cases, patients had suffered debilitating diarrhea
for months to years and had failed all other available experimental therapeutics.
Cryptosporidium parvum also causes outbreaks of food poisoning.
Ulcers/Gastritis Long before medical science realized that stomach ulcers could be caused by bacterial
infection, milk and other dairy products were promoted for the relief of ulcer symptoms. It now appears that bovine colostral antibodies directed against H. pylori
may actively prevent adherence of the organism and inhibit colonization. Additionally, other bactericidal agents may be present in bovine colostrum and milk preparations
that impact H. pylori. In several studies in children and adults with chronic gastritis,
symptoms were improved, inflammation decreased, and colonization was reduced in response to oral antibody feeding; two additional studies were less conclusive.oo
Another company, Proliant, Inc., is marketing a line of dietary supplements called ImmunoLin, that they claim contain 40 - 45% bovine IgG.pp Their web site lists peer-
reviewed papers on relevant research including one that indicates that a large fraction of
ingested bovine immunoglobulin resists digestion in the adult human intestine.qq This
suggests that some of the bovine immunoglobulins, including IgA, survive to be
absorbed into the blood stream.
Discussion of Feasibility The feasibility of any microfiltration application may be considered in two parts: technical feasibility and economic feasibility. An application may be considered technically feasible
if the desired separation can be achieved. Economic feasibility requires that the
separation be accomplished at sufficiently low cost and the resulting separation is
sufficiently valuable so that the capital investment required to for testing, validation,
system design, construction and installation can be recovered in a time period, generally not exceeding 3 years (in applications with which I have experience).
Technical Feasibility There are several factors which must be met to make this application feasible.
1. membrane flux must be sufficient so that the resulting system size is reasonable,
2. enough IgA must pass through the membrane and 3. the final product must be essentially free of microorganisms.
26 May 2004
10
Flux
Flux must be determined by pilot testing. Of particular interest are how flux varies over
time and with concentration factor (volume reduction factor) and how flux responds to
the input parameters: crossflow velocity and transmembrane pressure. Both temperature and pH must be held at levels to minimize denaturing of the valuable IgA
and other immunoglobulins, hence these factors are not variables to be explored during
pilot testing.
IgA Passage
Passage of IgA must be maximized for the application to be considered feasible. The
passage of IgG reported in the 1993 paper (66 – 77% passage) offers some
encouragement.rr Dr. Morr’s observation last fall that the 0.1-µm rated Scepter MF
membrane retained very little of the total whey protein content of skim milk is also encouraging, however, it must be noted that this observation includes passage of the
more plentiful, smaller components of whey protein (BSA, α-lactalbumin and β-
lactoglobulin). Unfortunately, rejection of IgA is likely to be substantially greater than
that of IgG, due to the larger molecular size of IgA, especially considering that most of
the IgA is present as a 360 - 450 kDa dimer.
The issue of immunoglobulin rejection by MF membranes has been the subject of
research for at least 12 years. One important factor is to operate at low the
transmembrane pressure to minimize the formation of a self-rejecting protein layer on
the surface of the MF membrane. An approach that has reportedly been successful is to
pump the permeate in the permeate shell co-currently with the retentate. This has the
effect of approximately matching the pressure drop profile down the length of the MF module, so that at every point down the length, the transmembrane pressure can be
held to very low levels (< 1 bar).ss However, Pafylias, et al., reports higher flux with co-
current permeate MF operation, but no significant change in protein rejection using
ceramic MF membranes.tt
Diafiltration
Diafiltration (DF) is defined by Munir Cheryan as “the convective elimination of
permeable solutes by the addition of fresh solvent (water, or other) to the retentate.”uu
For food processing, continuous DF is preferable to batch DF, because it is desirable to keep the labile food product continuously advancing through the various unit operations,
rather than remaining stagnant. There are two approaches to continuous DF that have
been employed in the design of Scepter MF systems in recent years: 1-stage DF and 2-
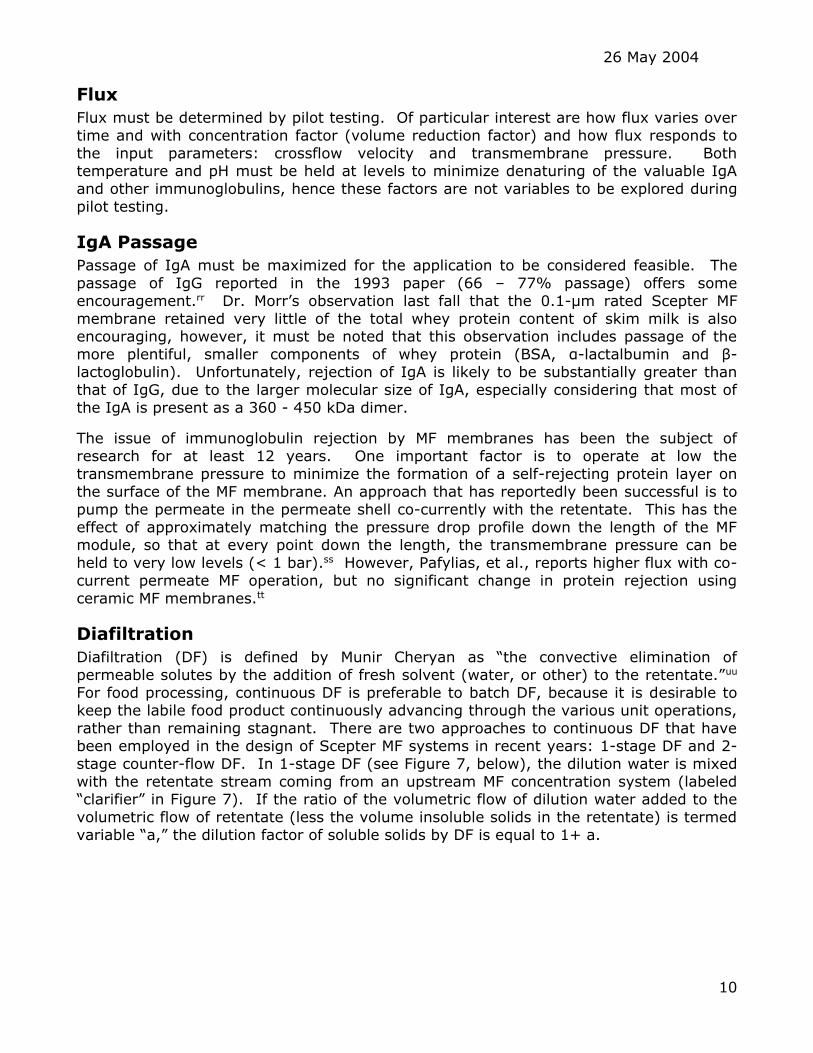
stage counter-flow DF. In 1-stage DF (see Figure 7, below), the dilution water is mixed
with the retentate stream coming from an upstream MF concentration system (labeled “clarifier” in Figure 7). If the ratio of the volumetric flow of dilution water added to the
volumetric flow of retentate (less the volume insoluble solids in the retentate) is termed
variable “a,” the dilution factor of soluble solids by DF is equal to 1+ a.
26 May 2004
11
Figure 7. Schematic diagram of 1-Stage diafiltration system
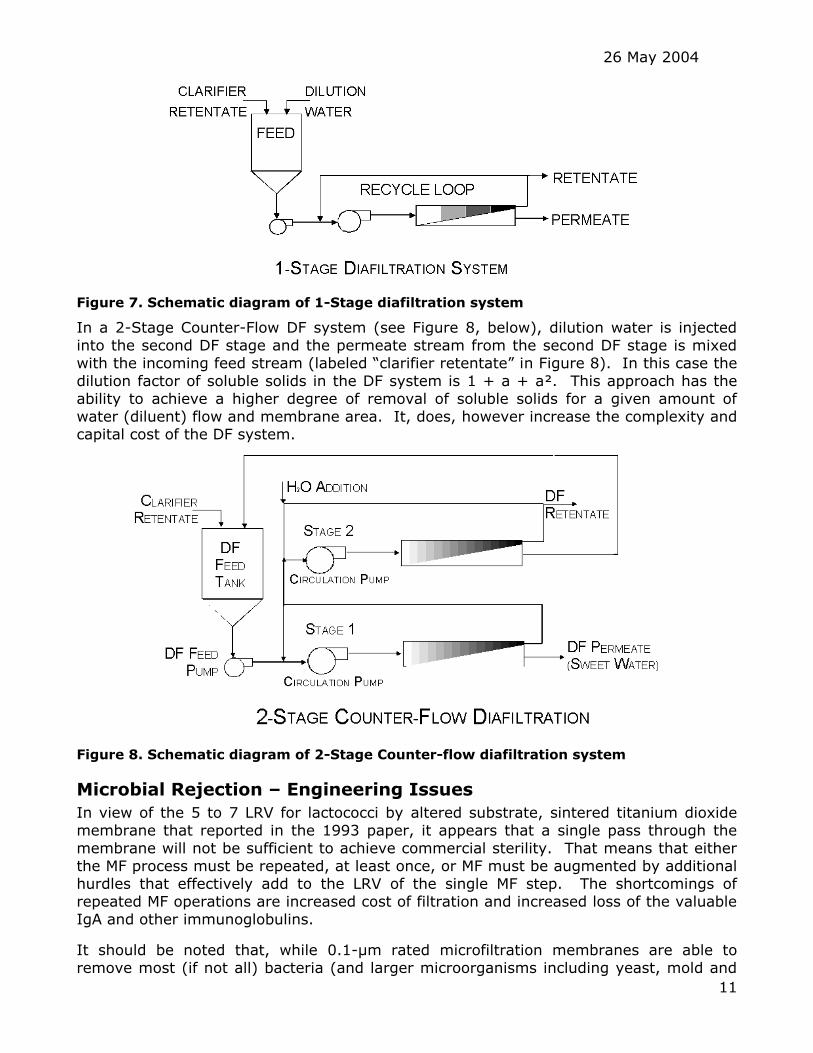
In a 2-Stage Counter-Flow DF system (see Figure 8, below), dilution water is injected
into the second DF stage and the permeate stream from the second DF stage is mixed
with the incoming feed stream (labeled “clarifier retentate” in Figure 8). In this case the
dilution factor of soluble solids in the DF system is 1 + a + a². This approach has the
ability to achieve a higher degree of removal of soluble solids for a given amount of
water (diluent) flow and membrane area. It, does, however increase the complexity and capital cost of the DF system.
Figure 8. Schematic diagram of 2-Stage Counter-flow diafiltration system
Microbial Rejection – Engineering Issues
In view of the 5 to 7 LRV for lactococci by altered substrate, sintered titanium dioxide
membrane that reported in the 1993 paper, it appears that a single pass through the
membrane will not be sufficient to achieve commercial sterility. That means that either
the MF process must be repeated, at least once, or MF must be augmented by additional hurdles that effectively add to the LRV of the single MF step. The shortcomings of
repeated MF operations are increased cost of filtration and increased loss of the valuable
IgA and other immunoglobulins.
It should be noted that, while 0.1-µm rated microfiltration membranes are able to
remove most (if not all) bacteria (and larger microorganisms including yeast, mold and
26 May 2004
12
microscopic parasites) from a food stream, they should not be expected to remove contaminates smaller than the rated pore size of the membrane to any useful degree.
That means viruses, prions (including BSEvv), other proteins that induce allergic reaction
in some people and various toxic substances will not be removed from the process
stream by MF. Therefore, it is necessary to verify that the incoming feed stream is free
of these contaminates prior to MF.
It is desirable, especially considering the sensitivity of the target consumer, to monitor the quality of the raw milk supplied to the process. In addition to testing for the raw
milk for pathogenic bacteria, using, e.g., the Lumac ATP-bioluminescent test for raw milk
is reportedly a quick and effective technique,ww the source animals should be tested to
confirm that they are BSE-free. The animal feeds given to these animals should also be
monitored.
To minimize the rate of microbial growth and to minimize the risk of denaturing the
immunoglobulins, it is desirable to perform all unit operations at low temperature (<
10°C).
The raw milk will contain milk fats present in the form of lipid micelles which will be
rejected by the MF membrane and can contribute to membrane fouling. It is probably
best to centrifuge the raw milk upstream of MF to remove these lipid micelles. This operation also removes bovine mammary cells and some bacteria from the milk, thereby
contributing to the total LRV of the process. This would mean that the MF system is run
on skim milk. It might also be desirable to take measures to precipitate casein prior to
MF. The feed stream to MF would then be whey. This would reduce the solids content of
the stream to be processed by MF possibly resulting in higher flux and higher immunoglobulin passage. However, the precipitation step could also negatively impact
the stability of the immunoglobulins, which are sensitive to changes in pH.
Combining MF with High Hydrostatic Pressure (HPP) could achieve commercial sterility in
the product without unacceptable loss of IgA, either through membrane rejection or
thermal or chemical denaturing. This would need to be confirmed by pilot testing.
“Pressures between 300 and 600 MPa have shown to be an effective method to inactivate microorganisms including most infectious food-borne pathogens. In addition to
microbial destruction, it has been reported that HP improves rennet or acid coagulation
of milk without detrimental effects on important quality characteristics, such as taste,
flavor, vitamins, and nutrients.”xx The stability of IgA to HPP would need to be verifed.
Another possibility is the addition of a bacteriocin, e.g. nisin to the milk as an additional hurdle. The combination of HPP with nisin in processing goat cheese has been reported.
They found that “Combination of 500 MPa and nisin was the most effective treatment to
inactivate cheese indigenous microbiota.”yy However, since nisin is currently approved
by the FDA only for use in cheese, obtaining approval could prove costly. Furthermore,
the stability of Ig exposed to nisin and the safety of ingestion of nisin by infants, children and the immuno-deficient would have to be investigated.
The effectiveness of irradiation as a cold pasteurization method to control foodborne
diseases caused by pathogenic microorganisms and parasites, especially in food to be
consumed raw or partially processed, is established.zz A new paperaaa reports that
continuous-flow UVC irradiation is very effective, particularly against resistant pathogens
(e.g. parvoviruses and bacteria) at UVC doses preserving protein activity. They report
26 May 2004
13
that “for immunoglobulins the average recovered activity for two independent measurements exceeded 95% for anti-tetanus antibodies and 93% for anti-
pneumococcal antibodies when the UVC dosage was 1000 J/m². Neither aggregation nor
fragmentation of immunoglobulins was observed.” They conclude by saying “Over a
wide range of UVC dosages this new technology is effective against a wide range of
pathogens. It is notably effective against B19 (virus), Gram negative and Gram positive bacteria at UVC dosages preserving plasma protein activity. It is likely to be applicable to
the inactivation of emerging viruses.”
Microbial Rejection – Food Safety Issues
Due to the extreme susceptibility to illness caused by ingestion of pathogenic
microorganisms of members of the target consumer groups: the immuno-deficient,
infants (who are unable to consume breast milk) and children, achieving commercial
sterility in the final product in this application is essential. Persons with Acquired
Immunodeficiency Syndrome (AIDS) are susceptible to many types of infection including illness from foodborne pathogens. They are at higher risk than are otherwise healthy
individuals for severe illness or death.bbb
In the case of infant formula, strict regulations have been passed by Congress with the
intent of protecting this extremely vulnerable group. In 1980, Congress passed the
Infant Formula Act which amended the Federal Food, Drug, and Cosmetic Act to include
section 412 (21 U.S.C. 350a). FDA in turn adopted regulations implementing the act, including regulations on recall procedures, quality control procedures, labeling and
nutrient requirements. This was followed in 1986 by seven amendments.
The 1986 amendments:
(1) State that an infant formula is deemed to be adulterated unless it provides certain required nutrients, meets the quality factor requirements established by the Secretary
of Health and Human Services (the Secretary) (and, by delegation, FDA), and is manufactured in accordance with CGMP and quality control procedures established by
the Secretary; (2) require that the Secretary issue regulations establishing requirements for quality
factors and CGMP, including quality control procedures,
(3) require that infant formula manufacturers regularly audit their operations to ensure that those operations comply with CGMP and quality control procedure regulations;
(4) expand the circumstances in which manufacturers must make a submission to the agency (manufacturers must do so when making major changes that may affect
whether the formula is adulterated); (5) specify the nutrient quality control testing that must be done on each batch of infant
formula; (6) modify the infant formula recall requirements; and
(7) give the Secretary authority to establish requirements for retention of records, including records necessary to demonstrate compliance with CGMP and quality control
procedures.ccc
Several types of requirements are specific to infant formula. These include: • Current good manufacturing practices (CGMP) help ensure that all of the required
nutrients and other ingredients are included at designated levels in the formula, and that the formula is not contaminated with microorganisms or other materials that may be
harmful to infants. The designated levels of nutrients must be within ranges established by statute and regulation.
• Quality control procedures ensure that the infant formula contains the nutrients that
are necessary to support growth and development, at the appropriate levels, not only
26 May 2004
14
when it enters into commerce but throughout its shelf life. Under the authority of the act, FDA has promulgated regulations that specify quality control procedures for assuring
nutrient content of infant formulas, records and reports, and submission requirements. • Nutrient requirements. Section 412(i) of the act includes a table that lists nutrients
that every infant formula must contain. This section also establishes a minimum level for each of the listed nutrients and a maximum level for certain of those nutrients. FDA may
revise the list by regulation. Currently listed nutrient requirements for infant formulas are
found in 21 C.F.R. 107.100. • Quality factor. This term refers to the nutrient potency and biological effectiveness of a
formula, as formulated, e.g., formulas need to be adequate to support normal physical growth. Subsequent processing, ingredient interactions, and time should not reduce
biological effectiveness of a formula. Manufacturers need to make sure that unsafe nutrient levels or by-products are not created from ingredient addition or breakdown, or
interactions caused by processing or time.ddd
With these stringent regulations in mind, the proposed MF filter-sterilization of whey
must be validated in a process similar to that described for high hydrostatic pressure processes in a recent Food Technology article.eee Although the mechanism of sterilization
is different, the meticulous validation steps, described in this article, apply equally well
to filter sterilization as they do to high pressure processes.
HACCP Plan
A Hazard Analysis Critical Control Point (HACCPfff) plan must be developed for this
process. The most obvious hazard is passage of microorganisms into the final product.
The critical point is then to monitor the MF (and any other hurdle unit operations added
to the process) to verify that they are rejecting microbes as expected.
The FDA states that, “Validation should include microbiological challenges to simulate
‘worst case’ production conditions regarding the size of microorganisms in the material
to be filtered.”ggg The validation of sterilization-grade membranes is integral to ensuring
the efficient and safe use of microfiltration systems. Current validation methods, based
on standard plate counts, require 48 hours of culture for results to become available, which creates time delays within the manufacturing process and quality control (QC)
backlogs. Molecular DNA tests, e.g., PCR, and probe hybridization methods, are useful
and rapid for bacterial enumeration, but these methods do not necessarily confirm that
the organisms detected are viable, and they are expensive and technically demanding.
Griffiths, et al., reports on a comparison of four methods for the production of filter challenge test data, to the desired test sensitivity, within 24 hours using bioluminescent
and fluorescent recombinant strains of the test organism Brevundimonas diminuta.hhh
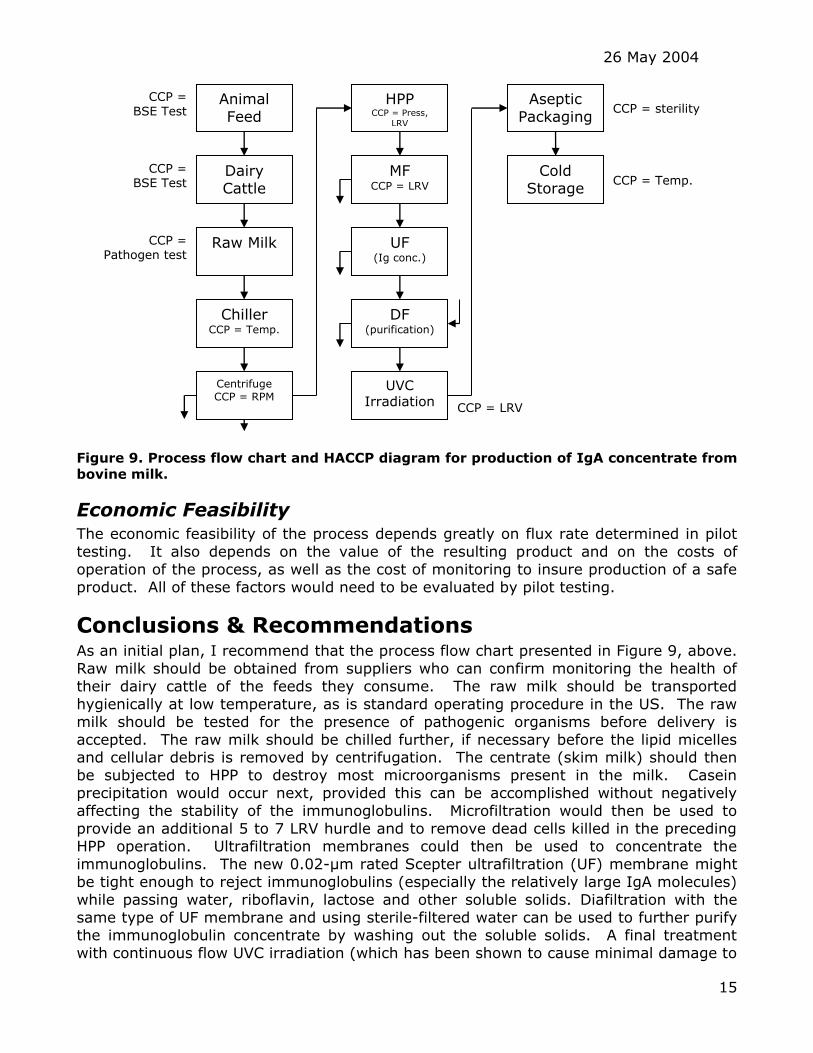
The following process flow chart lists indicates suggested unit operations and critical
control points that must be monitored to maintain food safety.
26 May 2004
15
Figure 9. Process flow chart and HACCP diagram for production of IgA concentrate from
bovine milk.
Economic Feasibility The economic feasibility of the process depends greatly on flux rate determined in pilot
testing. It also depends on the value of the resulting product and on the costs of
operation of the process, as well as the cost of monitoring to insure production of a safe
product. All of these factors would need to be evaluated by pilot testing.
Conclusions & Recommendations As an initial plan, I recommend that the process flow chart presented in Figure 9, above.
Raw milk should be obtained from suppliers who can confirm monitoring the health of
their dairy cattle of the feeds they consume. The raw milk should be transported
hygienically at low temperature, as is standard operating procedure in the US. The raw
milk should be tested for the presence of pathogenic organisms before delivery is
accepted. The raw milk should be chilled further, if necessary before the lipid micelles and cellular debris is removed by centrifugation. The centrate (skim milk) should then
be subjected to HPP to destroy most microorganisms present in the milk. Casein
precipitation would occur next, provided this can be accomplished without negatively
affecting the stability of the immunoglobulins. Microfiltration would then be used to
provide an additional 5 to 7 LRV hurdle and to remove dead cells killed in the preceding HPP operation. Ultrafiltration membranes could then be used to concentrate the
immunoglobulins. The new 0.02-µm rated Scepter ultrafiltration (UF) membrane might
be tight enough to reject immunoglobulins (especially the relatively large IgA molecules)
while passing water, riboflavin, lactose and other soluble solids. Diafiltration with the
same type of UF membrane and using sterile-filtered water can be used to further purify the immunoglobulin concentrate by washing out the soluble solids. A final treatment
with continuous flow UVC irradiation (which has been shown to cause minimal damage to
Dairy Cattle
Animal Feed
Raw Milk
Centrifuge
CCP = RPM
MF CCP = LRV
Chiller CCP = Temp.
HPP CCP = Press,
LRV
UVC Irradiation
DF (purification)
UF (Ig conc.)
Aseptic Packaging
Cold Storage
CCP = BSE Test
CCP = BSE Test
CCP = Pathogen test
CCP = LRV
CCP = Temp.
CCP = sterility

26 May 2004
16
Ig activity) should be employed to provide a final, broad-spectrum hurdle. UVC irradiation is able to destroy, not only pathogenic bacteria, but also viral contaminates.
Finally, aseptic packaging techniques should be employed to maintain the sterility of the
product, which should be stored and shipped at refrigerated temperatures to protect the
immunoglobulins and to maximize shelf life of the product.
The efficacy of all of the hurdle operations must be validated through extensive pilot
testing. The safety of the final product must be confirmed by a clinical study to win FDA
approval for its use in a new infant formula as detailed by Dr. Duane Brooks.iii Approval
for use of the IgA-enriched liquid whey supplement in products intended for the immuno-
deficient should be pursued simultaneously.
26 May 2004
17
References a http://www.gravertech.com/scepter.htm b U.S. Patent No. 4,888,114; Sintered coating for porous metallic filter surfaces, J. Leo Gaddis
and Daniel A. Jernigan, December 19, 1989. c http://www.bccdc.org/downloads/pdf/fps/reports/3A_Standards.pdf d http://www.geafiltration.com/html/technology/ftechsys.html e Private communication, Scott Wittwer, Graver Technologies, May 25, 2004. f http://www.gravertech.com/scepter.htm g Steam Tables: Properties of Saturated and Superheated Steam, 10th Printing, C-E Power
Systems, based on the 1967 ASME Steam Tables. h Code of Federal Regulations, TITLE 21, Sec. 113.3, revised as of April 1, 2001. i Fundamentals of Food Process Engineering, 2nd Ed., Romeo T. Toledo, Aspen Publishers, Inc.,
Gaithersburg, MD, 1999,p. 329. j Fundamentals of Heat Transfer, Frank P. Incropera and David P. Dewitt, John Wiley & Sons, Inc.,
New York, NY, 1981, Table A.1 Thermophysical properties of selected metallic solids, p. 765. k Code of Federal Regulations, Title 21, Volume 3, Part 178, Sec. 178.1005, revised as of April 1,
1999. l http://www.ceramem.com m http://www.orelis.com/uk/files/DI_PF_PG_ue_micro_carbosep_kerasep_en.pdf n http://www.exekia.fr/us/support.htm o Prefiltation using Formed-in-Place metallic membranes reduces microbial content of whey, S. F.
Barefoot, I. Y. Han, R.L. Thomas, C. T. Cordle and L. G. Criswell, Journal of Food Science, v.58, n.3, 1993, pp.544-547.
p http://www.mp-solutionsinc.com/datasheets/cc.html?p=3330&t=td&grp=2 q A Field Guide and Introduction to the Chemistry of Rock and Minerals, Charles A. Sorrell, Golden
Press, New York, NY, 1973. r Private communication, Lew Wright, QA Chemist, ADM, Columbus, Nebraska, 2003. s Development of a membrane fractionation scheme for producing lactose-reduced milk,
unpublished draft of Final Report to Dairy Management, Inc., Charles V. Morr, January 30, 2004, p. 10.
t Development of a membrane fractionation scheme for producing lactose-reduced milk, unpublished draft of Final Report to Dairy Management, Inc., Charles V. Morr, January 30,
2004, p. 7. u Identifying the Sterilizing Filter, Maik W. Jornitz and Theodore H. Meltzer, Pharmaceutical
Technology, Sept. 2000, v.24, i.9, p. 38. v Ultrafiltration and Microfiltration Handbook, Munir Cheryan, Technomic Publishing, Inc.,
Lancaster, PA, 1998, p. 88. w Ultrafiltration and Microfiltration Handbook, Munir Cheryan, Technomic Publishing, Inc.,
Lancaster, PA, 1998, p. 89. x "Retention of 'Diminutive' Water-borne Bacteria by Membrane Filtration" presented by S.
Sundaram, at the PDA Annual Meeting, Washington, DC, December 1999. y McGraw-Hill Encyclopedia of Science and Technology, 5th ed., Immunoglobulins, J. Donald
Capra, McGraw-Hill Book Company, New York, NY, 1982, Vol.7, p. 44. z Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-Hill,
1999, p. 611. aa Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 612. bb Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 614. cc Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 663.
26 May 2004
18
dd Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 661-662. ee Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 614. ff Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 615. gg U. S. Patent No. 5,258,177, Uemura, Yahiro; Park; Sunnie, Mamidi; Raja R., Heldebrandt,
Charles M., IgA preparation and process of making the same, November 2, 1993. hh Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 617. ii http://www.isis.rl.ac.uk/ISIS99/highlights/immunoglobulin10.htm jj Microbiology, 4th ed., Lansing M. Prescott, John P. Harley and Donald A. Klein, WCB/McGraw-
Hill, 1999, p. 615. kk U. S. Patent No. 5,258,177, Uemura; Yahiro; Park; Sunnie; Mamidi; Raja R.; Heldebrandt;
Charles M., IgA preparation and process of making the same, November 2, 1993. ll Serum immunoglobulin A (IgA)-mediated immunity in human immunodeficiency virus type 2
(HIV-2) infection, Qin Lizeng, Pia Skotta, Samer Sourial, Charlotta Nilsson, S. ören Andersson,
Mariethe Ehnlund, Nuno Taveira, and Ewa Björling, Virology, Volume 308, Issue 2 , 10 April 2003, pp. 225-232.
mm U.S. Patent No. 5,707,678; Method for microfiltration of milk or colostral whey, Gregory,
Antone G., January 13, 1998. nn http://savvynet.com/galagen/scitech/ oo http://savvynet.com/galagen/scitech/3010-conditions.html pp http://www.proliantinc.com/health/products/ImmunoLin.asp qq N-Labeled Immunoglobulins from Bovine Colostrum Are Partially Resistant to Digestion in
Human Intestine, N. Roos, S. Mahe, R. Benamouzig, H. Sick, J. Rautureau and D. Tome, J. Nutr.
125:1238-1244, 1995. rr Prefiltation using Formed-in-Place metallic membranes reduces microbial content of whey, S. F.
Barefoot, I. Y. Han, R.L. Thomas, C. T. Cordle and L. G. Criswell, Journal of Food Science, v.58,
n.3, 1993, pp.544-547. ss Fouling during constant flux crossflow microfiltration of pretreated whey. Influence of
transmembrane pressure gradient, G. Gésan, G. Daufin, U. Merin, J. -P. Labbé and A. Quémerais, Journal of Membrane Science, Volume 80, Issue 1, 2 June 1993, pp. 131-145.
tt Microfiltration of milk with ceramic membranes, I. Pafylias, M. Cheryan, M.A. Mehaia, N. Saglam, Food Research International, v. 29, n, 2, pp. 141-146, 1996. uu Ultrafiltration and Microfiltration Handbook, Munir Cheryan, Technomic Publishing, Inc.,
Lancaster, PA, 1998, p. 512. vv http://w3.aces.uiuc.edu/AnSci/BSE/ ww Development of a hygiene standard for raw milk based on the Lumac ATP-bioluminescence
method, C. Bell, C. D. Bowles, M. J. K. Toszeghy and P. Neaves, International Dairy Journal,
Volume 6, Issue 7 , July 1996, pp. 709-713. xx Applications of high-hydrostatic pressure on milk and dairy products: a review, Antonio J.
Trujillo, Marta Capellas, Jordi Saldo, Ramón Gervilla and Buenaventura Guamis, Innovative Food Science & Emerging Technologies, Volume 3, Issue 4 , December 2002, pp. 295-307.
yy Effect of high pressure combined with mild heat or nisin on inoculated bacteria and mesophiles of goat's milk fresh cheese, M. Capellas, M. Mor-Mur, R. Gervilla, J. Yuste and B. Guamis, Food
Microbiology, Volume 17, Issue 6, December 2000, pp. 633-641. zz Irradiation as a cold pasteurization process of food, Paisan Loaharanu, Veterinary Parasitology,
Volume 64, Issues 1-2, August 1996, pp. 71-82. aaa Continuous-flow UVC irradiation: a new, effective, protein activity-preserving system for
inactivating bacteria and viruses, including erythrovirus B19, Perrine Caillet-Fauquet, Mario Di
Giambattista, Marie-Louise Draps, Flavienne Sandras, Theo Branckaert, Yvan de Launoit and Ruth Laub, Journal of Virological Methods, Volume 118, Issue 2 , 15 June 2004, Pages 131-139.
bbb http://www.fsis.usda.gov/OA/pubs/aids.htm
26 May 2004
19
ccc FOOD ADVISORY COMMITTEE MEETING ON INFANT FORMULA, Briefing Materials,
http://www.fda.gov/OHRMS/DOCKETS/ac/02/briefing/3852b1_01.htm ddd FOOD ADVISORY COMMITTEE MEETING ON INFANT FORMULA, Briefing Materials,
http://www.fda.gov/OHRMS/DOCKETS/ac/02/briefing/3852b1_01.htm eee Validating High-Pressure Processes for Low Acid Foods, Charles E. Sizer, et al., Food
Technology, February 2002, 56, 2, pp. 36-42. fff HAZARD ANALYSIS CRITICAL CONTROL POINT APPROACH TO FOOD SAFETY: PAST, PRESENT,
AND FUTURE, Frank L. Bryan, Journal of Environmental Health, April 1999, v61, i8, pp. 9-14. ggg FDA, “Guidelines on sterile drug products produced by aseptic processing” Centre for drugs
and biologics, Rockville, MD, US, 1987. hhh Rapid Methods for Testing the Efficacy of Sterilization-Grade Filter Membranes, Matthew H.
Griffiths, Peter W. Andrew, Peter R. Ball and George M. Hall, Applied and Environmental Microbiology, August 2000, Vol. 66, No. 8, p. 3432-3437.
iii Criteria for determining when a clinical study is needed to establish quality in an infant formula, Product compostion perspective, A white paper prepared for the Food Advisory Committee on
Infant Formula, FDA, Duane A. Benton, Retired (Ross Products Division, Abbot Laboratories), November 18, 2002.