bodart & gonay - fuse- · pdf filethat will become “harmonie”) by introducing...
TRANSCRIPT

Mons, Thursday, 04 May 2000 1 Ref.: 00 221 F
FUSE: Demonstrator Document
Application Experiment no. 30030
Bodart & Gonay

Mons, Thursday, 04 May 2000 2 Ref.: 00 221 F
Part One
TitleGas heating appliance controller.PIC integration for a 150% sales increase.
AE number and associated TTN
AE number
30030
Associated TTN
ARAMISAssociation pour la Recherche Avancée en Microélectronique et Intégration de SystèmesRue de l’Alchimiste, 10B-7000 MonsBelgium
Contact person: Magaly DUQUESNETel: +32 65 37 42 30Fax: +32 65 37 42 36Email: [email protected]: www.muelec.fpms.ac.be/aramis
AE abstractBodart & Gonay is a Belgian SME (77 staff) created in 1957 and based in Theux (Liege region). It ismainly active in the following fields:- design, making and marketing of gas, wood and coal stoves, fireplace inserts and home heating
appliances (81% of the turnover)- production of outdoor and apartment block letter-boxes (7% of the turnover)- subcontracting in sheet metal folding (12% of the turnover)
It markets its products mainly in Belgium (25% of market shares for heating appliances), but is alsoactive in other EC countries (France, Germany, Italy, Portugal, Spain, Netherlands, United Kingdom)and in some East-European countries (Bulgaria, Croatia, Czech Republic, Poland, Slovakia).
The company has over 40 years of experience in sheet metal machining, and no experience at all inmicroelectronics.
Mons, Thursday, 04 May 2000 3 Ref.: 00 221 F
The technical goals that Bodart & Gonay wishes to attain through this project are improvements in theuse, control and quality of the combustion process of one of their gas heating appliances (“Ambiance”,that will become “Harmonie”) by introducing a microcontroller. The current technologies used forAmbiance are mechanical and thermodynamic technologies. The mechanical part of the current productcauses some problems in terms of i.e. precise temperature regulation, ease of use, etc..Behind the technical goals, there are also multiple strategic goals. Bodart & Gonay wants to:- both stay at the technological top for its current and future customers and increase the technical
edge regarding its competitors- conquer the gas appliances market- increase its export level- reinforce its leading position on the Belgian market. For example, considering the Belgian market
only, Bodart & Gonay reasonably estimates that not only the improved regulation but also the easieruse of the new appliance can boost its sales from 600 to over 1,500 units per year even if the newproduct is more expensive for the consumers.
Furthermore, this project would enable the company to master the whole product and reuse its newlyacquired microelectronic experience for further developments.
In addition to the economical benefits deriving from the achievement of this project, it has also enabledthe company to hire one extra staff member. If, given the positive results of the project, Bodart &Gonay decides to increase its involvement in microelectronics, many more jobs could also be created.
The project lasted 7 months and required a 40,000 EUR budget. One of its initial improvements (remotecontroller) has been postpone as an option that will be developed later by the company. As far as theother improvements are concerned, their achievement has been successful. The expected ROI (ReturnOn Investment) is 472.5% over 7 years. The payback period is assessed at 1,7 year.
Keywords and signature
Keywords
Microcontroller, gas heating appliance, PIC, combustion process, external thermostat, total regulation,gas inlet valve, temperature sensor, fan speed, fireplace insert.
Signature
• Proposed new technology - te: 2 (Micro/DSP)• Target function - tf:
- Input: 0183 (Sensor and transducer - Chemical/Biological- Gas)- Process: 555 (Processing - Digital processing- Controllers)- Output: 0300 (Actuators and Power)
• Technology step - ts: 2• Industry sector of product - ip: 2822 “Manufacture of central heating radiators and boilers”• Company profile - cp: 2 (between 30 and 500 employees)• Industry sector of company - ic: 28 “Manufacture of fabricated metal products, except machinery
and equipment”• Company region - cr: B (Belgium)
te tf ts ip cp ic cr

Mons, Thursday, 04 May 2000 4 Ref.: 00 221 F
AE 30030signature
20183 555
0300 2 2822 2 28 B
1. Company name and address
Bodart & GonayRue de la Hoegne, 19B-4910 TheuxBelgiumTel: +32 87 53 99 99Fax: +32 87 53 99 98Email: [email protected]: www.reality.be/business/bodart-gonay/
Contact persons:Luc DEFOURNY Anthony MASSINR&D manager R&D engineerTel: +32 87 53 99 63 Tel: +32 87 53 99 66
2. Company sizeBodart & Gonay is a Belgian SME established in 1957 in Stavelot by Jacques Bodart and Jean Gonay.The company was initially set up as sheet metal works, with the main aim of producing hot airequipment.In the 1960s, the company moved to Theux and made its name as auxiliary heating specialist. It thendiversified its activities to include, among other things, the manufacture of outdoor and apartment blockletter-boxes.At the beginning of the project that is summarised in this report, Bodart & Gonay had no experience inmicroelectronics whatsoever. It can thus be classified in the FUSE jargon as a “group 3” company.
Today, the company employs 77 persons: 60 workers and 17 employees. Its yearly turnover (1998)reaches 345 million BEF (~ 8,6 MEUR).
3. Company business descriptionBodart & Gonay is active in the following fields:- design, making and marketing of gas, wood and coal stoves, fireplace inserts and home heating
appliances- production of outdoor and apartment block letter-boxes- subcontracting in sheet metal folding

Mons, Thursday, 04 May 2000 5 Ref.: 00 221 F
Distribution of Bodart & Gonay turnover
81%
7%
12%
Heating appliancesMailboxesSteelwork subcontracting
Those activities are referred to by NACE code #28: “Manufacture of fabricated metal products, exceptmachinery and equipment”.
Hereunder is the detailed list of products related to each field:
a) Stoves, fireplace inserts and heating appliancesBodart & Gonay manufactures a wide range of fireplace inserts allowing various kinds of fuels andproviding various dimensions and looks - new products include inserts with removable door andstoves.Some of the models marketed by the company are:- Fireplace inserts: Optifire, In-Fire, Funny Fire, Prisma- Stove: Zen, Gatsby- Inserts with removable door: Phénix- Gas: Ambiance, Harmonie
Gatzby Phénix Zen

Mons, Thursday, 04 May 2000 6 Ref.: 00 221 F
b) Letter-boxesBodart & Gonay has a great range of indoor and outdoor letter-boxes, including the following types:Spaceinox, BM, BB, DC, AD, MP, MF, GH, GG, BAL, BAJ, AJ, NCW, NCWE, CB, NCL.
MP
c) Subcontracting in sheet metal foldingMany products are subcontracted, but we will only quote the most representative ones: Bodart &Gonay manufactures all kinds of boxes, cupboards and many parts with fine sheet metal.
4. Company markets and competitive position at the start of the AE
Bodart & Gonay strategy
Before the specific description of each of the markets Bodart & Gonay is involved in, it is good toremind first what is the underlying strategy of the company.In fact, for years now, Bodart & Gonay has had a multiple goals strategic plan. Here are the main itemsof this plan:- stay at a technological top for the comfort of its customers- increase the technical edge regarding the products launched by its competitors- conquer new markets- increase its export level- reinforce its leading position on the Belgian market
Stoves, fireplace inserts and home heating appliances
For its range of stoves, fireplace inserts and home heating appliances (NACE code 2822 - “Manufactureof central heating radiators and boilers”), which includes the product to be improved by the project,

Mons, Thursday, 04 May 2000 7 Ref.: 00 221 F
Bodart & Gonay is active on the Belgian market, in other EC countries (France, Germany, Italy,Portugal, Spain, Netherlands, United Kingdom) and in some East-European countries (Bulgaria, Croatia,Czech Republic, Poland, Slovakia).
In BelgiumThe market of wood and coal-fuelled home heating appliances is relatively stable. The company has25% of the market shares and is one of the market leaders.
The market of gas-fuelled heating appliances, which is concerned by the AE, is booming, as indicated bythe following signs:a. A survey carried out by the Fédération de l’Industrie du Gaz shows a 32% increase in natural
gas sales in Belgium between 1993 and 1998. Sales on the sole private market have increased by34%.
b. The sales department learned from 100 retailers that lately, there has been a significant boost insales of gas-fuelled heating appliances.
This indicates clearly an increased tendency to use gas as heating fuel in Belgium. That is why Bodart& Gonay wants to improve its only gas-fuelled heating appliance to benefit from the tendency andincrease its competitive position on this particular market.
The main Belgian competitors of Bodart & Gonay on this market are Flam, Peeters, Dovre, Wellstraller,Saey, Nestor Martin and Fonderie du Lion.
Currently, Bodart & Gonay has a small share of this particular market as the company is only presentwith one product: “Ambiance”. With the achievement of this project, it will stay a the technological topin the eyes of its current and future customers. The technical edge resulting from this experiment willthus allow Bodart & Gonay to improve its market position both on the general heating appliances marketand on the specific market of gas-fuelled heating appliances.
AbroadThe company’s market shares are relatively weak abroad, but they tend to increase. This is due to thecurrent company strategy, aiming at boosting exports. The improvements brought to “Ambiance” are inthe line of the export strategy.
The main competitors of Bodart & Gonay on the foreign markets are Barbas, Saey, Faber and Aelex.
Bodart & Gonay has already gained recognition in Belgium for the quality and high technical level of itsproducts. The integrity and creativity of its workforce enabled it to join the very select circle ofcompanies with ISO 9002 certification.
Developing a new type of gas heating appliance integrating electronic ignition and control, combined withthe visual qualities of a real fireplace (wide glass front, shape of the flame, realistic logs) will strengthenthe technical edge the company already has over its competitors, that have not yet used microelectronicsinternally.Some competitors do already use external electronic thermostats that they buy from a subcontractor.Therefore, they do not master the microelectronic side of the product internally. Others use a remotecontrol that regulates the speed of the fan, but none regulates temperature.
Currently, “Ambiance” model has the following competitive advantages:

Mons, Thursday, 04 May 2000 8 Ref.: 00 221 F
- a high combustion efficiency- flames identical to those of a real wood fire- a high level of securityIts unit cost is 810 EUR. Bodart & Gonay assesses that this cost will reach about 940 EUR afterenhancements have been made.
"Ambiance" and "Harmonie" unit cost distribution
52%25%
8%7%6%2%
Direct production costs
Administrative & financial costs (+buildings & servicing)
Marketing costs
Equipment writing off
Taxes
Transport & shop costs
The 52% of direct production costs can be split as followed:
"Ambiance" direct production costs distribution
70%
30%
Raw material
Manpower
"Harmonie" direct production costs distribution
60%30%
10%
Raw material
Manpower
Microelectroniccomponents
The selling price of “Ambiance” (current model) is 860 EUR — well within the range of selling prices(850 – 1,200 EUR) of competitors for the same type of product.After improvement, the selling price will reach about 1,000 EUR.

Mons, Thursday, 04 May 2000 9 Ref.: 00 221 F
Hereunder is a brief sales history of the “Ambiance” current version:
Year Sales (units)
1997 7211998 6481999 600
Letter-boxes
For the range of external letter-boxes, the main competitors are Renz and DAD. The market isincreasingly difficult since supermarkets have started selling this type of product.
For the range of internal letter-boxes, the main competitors are Larob, Brabantia, Elbox, W.Line andMEFA. Bodart & Gonay’s market share increases in this market.
Subcontracting in sheet metal folding
As far as the subcontracting market is concerned, the main competitors are Laser-Flash, Chaudron andMécanique Mosane.
Regarding the last two sectors, Bodart & Gonay has limited market shares compared to specialisedcompetitors active in one field only.
5. Product to be improved and the reasons to innovateThe product to be improved thanks to microelectronics is a fireplace insert fuelled with natural gas orLPG. A “fireplace insert” is a heating appliance to be inserted or mounted in a wall (for example in anold fireplace).This fireplace insert is called “Ambiance” because it is designed to give the look and feel of a realfireplace, with a wide glass front and artificial logs that reproduce the aspect of the flames of a realwood fire.When the appliance is electronically-equipped, it will be the only product to have complete regulation andcontrol, for the vent as well as for the flame level. Moreover, the external thermostat will make theappliance easier to use.Later on, when a remote control is introduced, Bodart & Gonay will be the only company providingremote-distance control over the whole appliance.
Note: The improved version of “Ambiance” is called “Harmonie”.

Mons, Thursday, 04 May 2000 10 Ref.: 00 221 F
“Harmonie”
Main technical features of the “Harmonie” product
- Measures: 680 x 558 x 340 mm- Nominal heat input: 10.9 kW- Heat exchanger for increased efficiency- Measured efficiency of 88%- Electronic ignition (Honeywell)- Burner ignition via a pilot burner- TTB security
Door Firedog Burner Ventilation separator Fan
“Harmonie” detailed schema

Mons, Thursday, 04 May 2000 11 Ref.: 00 221 F
“Harmonie” convection air
Reasons to innovate
During the last few years, Bodart & Gonay have made many improvements to its heating appliances,both from a mechanical and a thermodynamic point of view. However, at present, those improvementsare faced with the limitations of mechanics (mechanical thermostats, mechanical gas valves, etc.).Bodart & Gonay wants to overcome those limitations by introducing microelectronics. This is in linewith its “continuous innovation” strategy.
The technical goals that Bodart & Gonay wishes to attain through this project are improvements incontrol and quality of the combustion process of the “Ambiance” product via a microelectronicregulation of the gas flow (priority) and fan speed.
Other goals related to aesthetic considerations and ease of use have to be taken into account as well,including:- flames identical to those of a real wood fire- easy ignition without user intervention- use of a remote control
With the innovation, Bodart & Gonay wants to solve technical problems of the initial product, such as:
1. Fireplace insert ignitionIn order to light the heating appliance, the user must push the button of the gas inlet valve. The pilotlight is then lit. This pilot light is both a security feature and the ignition point of the whole appliance.

Mons, Thursday, 04 May 2000 12 Ref.: 00 221 F
The pilot light heats a thermocouple that produces a current in a security circuit. In order to light theinsert, the user has to turn the thermostat button after the pilot light is lit. The button opens the maingas inlet valve, and the gas ignites on contact with the pilot light.The main drawback at this level is the low voltage of the thermocouple (30mV). Contacts and wireresistance are about 100 mΩ, which implies that the security system is very sensitive to anyincrease in the circuit resistance. The security circuit could be cut while the pilot light is still on.
2. Temperature regulationIn the initial product, the temperature setting is not very precise and completely manual as the userhas to define his requested temperature by using a button (potentiometer). The role of thethermostat is to regulate the temperature through a liquid-filled bulb that dilates as the temperatureincreases. The bulb dilatation then mechanically activates the gas inlet valve to regulate the gasflow.
The drawback of this system is that the temperature difference when opening and closing the valveis about 3°C, and this difference is rapidly felt by the user.
3. Fan speed regulationThe fireplace insert contains an electrical fan that enables a good heat circulation in the room. Thefan should never stop when the appliance is in use, so that no excessive heat accumulates in theinsert. Since the noise produced by the fan can be a sound nuisance for the user, a speedmodulation system is built in. Unfortunately, this system absolutely requires user intervention. Thefan speed is regulated manually, and does not take into account the difference between the roomtemperature and the requested temperature.
Behind those technical reasons, there also and mainly strategic goals which are:- The will to stay at the technological top in the eyes of the current and future customers and increase
the technical edge regarding its competitors- The need to conquer the increasing gas appliances market- The will to increase the export level and so sustain the general exportation strategy of the company- The constant need to reinforce Bodart & Gonay’s leading position on the Belgian market- The will to master and reuse the newly acquired microelectronic experience for future developments
6. Description of the product improvementsAs previously described, the microelectronic circuit integrated in the “Harmonie” product aims mainly atthe following: • eliminating 3 technical problems:
1. excessive sensitivity of the appliance security system2. excessive temperature difference (3°C) between opening and closing of the gas inlet valve3. manual regulation of the fan speed
• reaching objectives related to aesthetic considerations and ease of use:4. flames realistically imitating those of a real wood fire5. ignition of the appliance without user intervention6. use of a remote control

Mons, Thursday, 04 May 2000 13 Ref.: 00 221 F
....
....
....
IRRemote
Controller
Optional
Wire transmission
PIC
Valve supplyvia relay control
Fan regulationvia triac impulse
Valve regulationvia 12V PMW signal
PIC
Keyboard control
Temperature sensorTemperature
regulation calculationPD regulation
2 x 16 charactersLCD screen interface
Gaz heating appliance "Harmonie"
IR
ExternalthermostatLCD
Block diagram of the proposed system
As it can be seen in the block diagram here above, the new system requires 2 microcontrollers:1. The first one (PIC 16F873-04) in the external thermostat. It manages the LCD display, the
push buttons and the temperature sensor and calculates the temperature regulation parameters;2. The second one (identical) in the heating appliance itself. It creates the PWM signal for the
insert ignition and manages the triac impulse for the fan speed regulation.
Furthermore, the data transmission is easier with 2 microcontrollers/PICs. It allows a 4 wirescommunication and give the future opportunity of a wireless communication.
External thermostat

Mons, Thursday, 04 May 2000 14 Ref.: 00 221 F
Heating appliance microcontroller
Problems #1 & 5
The developed circuit is an ignition controller used with a Honeywell gas inlet valve illustratedhereunder.
The microcontroller enables the automatic ignition of the heating appliance. It has a spark ignitionsystem that enables instant ignition.Various regulation types and programming cycles (daily, manual, direct thermostatic or ambianceprogramming, etc.) can also be programmatically defined, which will enable to develop some furtherfeatures.
Problem #2
Temperature is firstly regulated by acting on the gas flow coming from a MIN/MAX valve. Thisregulation system is illustrated in the following figure:

Mons, Thursday, 04 May 2000 15 Ref.: 00 221 F
min
max
0Ts T's
c
b
a
C
BA
Flow
Roomtemperature
Ts = required temperatureT's= Ts + 0,5°C
Currently, the a interval amounts to 3°C. Bodart & Gonay wants to reduce it to 0.5°C so that it is notdetectable by the user. The electronic circuit integrated into the appliance will enable the company todefine the b and c intervals, so that tests could be made in order to set the electronic thermostataccording to the room to be heated.This first kind of regulation takes priority to the one done on the fan speed.
How does it practically works ?As one can see in the “block diagram of the proposed system” (previous page), the thermostat is anexternal one. It includes a temperature sensor that captures the room temperature (from 0 to 100°C)and an LCD display with push buttons that allows the user to define his wished temperature.
The temperature sensor used is a National Semiconductor LM35D. It supplies a tension proportionateto the temperature in Celsius degrees (with 10mV per °C). Its non-linear error is of approx. 0.2°C andthe temperature error is of approx. 0.4°C (under the 0.5°C level requested by the First User).This sensor has been chosen for the following reasons:- it has a high level of precision- it does not request a calibration- it directly works in Celsius degrees
Once the room temperature is captured, the data is given to the external thermostat microcontroller thatwill calculate the regulation parameters (either an action on the gas inlet valve or on the fan speed) andtransfer them to the microcontroller located in the heating appliance.
Problem #3
The fan speed is regulated according to the difference between current room temperature (captured bythe sensor) and required temperature.

Mons, Thursday, 04 May 2000 16 Ref.: 00 221 F
min
max
0Ts T's
f
e
d
F
ED
Speed
Roomtemperature
MAX: fan maximum speedmax: maximum speed required by the user
MAX
After toffAfter ton
Fan speed is maximum when room temperature is far from the requested temperature, and decreases asthe requested temperature is approached. The user can select the maximum speed between “min” and“MAX” levels. In order to avoid the ventilation of cold air when the appliance is lit, a “ton” delay is setbetween the ignition and the fan activation. The same process will be used when the user turns off theappliance: introduction of a “ toff” delay in order to disperse the accumulated heat in the appliance. Thevarious delays are set by Bodart & Gonay.
Problem #4
If the user chooses the option “real wood fire flames” on the external thermostat display, thetemperature is regulated in the following way:
min
max
0Ts T's
c
b
a
C
B A
Flow
Roomtemperature
Ts = required temperatureT's= Ts + 0,5°C
The purpose of this option is to keep a flame picture (minimum gas flow but still a flame) all the time,even if the room temperature is too warm.If the room temperature drops, the thermostatic regulation is still functioning.
Problem #6
The development of a circuit including a microcontroller enables to replace the variator. With themicrocontroller, by adding a routine, the implementation of a remote control will be quick and easy. Allthe regulation being done by the microcontroller, it is possible to program the validation and/or theparameters of these functions depending on external inputs. These inputs may come either from pushbuttons or from remote control signals.

Mons, Thursday, 04 May 2000 17 Ref.: 00 221 F
7. Choices and rationale for selected technologies, tools andmethodologies
7.1 Technology
In order to solve these problems and meet the requirements described above, 3 microelectronic solutionshave been considered and assessed, especially from a technical point of view (ability to integrate thenew required features) and from an economical point of view (costs compared to quantities to beproduced).
aa.. PPIICC//mmiiccrrooccoonnttrrooll llee rr ssoolluuttiioonn
Advantages+ From a technical point of view, the features of a PIC/microcontroller are sufficient to meet the
needs of Bodart & Gonay.+ From an economical point of view, the PIC/microcontroller solution is currently, without a doubt, the
cheapest one - especially when taking into account the fact that, to begin with, production of the“Harmonie” model will be limited to 1,500 units per year.
L Drawbacks- In the long run, components supply is not guaranteed.- The risk of internally-developed PIC being copied by competitors is relatively high.
bb.. FFPPGGAA ((FFiiee lldd PPrrooggrraammmmaabbllee GGaattee AArrrraayy)) ssoolluuttiioonn
Advantages+ As far as component supply is concerned, the risk is very limited, since the solution requires a very
small number of components.+ Evolved product features can be integrated: it is rather easy to find a FPGA containing a large
number of ports that are equivalent to the one used in the original solution.+ This programmable solution enables a great flexibility as far as specification validation goes,
especially compared to ASIC.+ The FPGA solution can be a first step towards an ASIC solution since it also involves a high-level
language.+ Production and prototyping stages are very quick to achieve.
L Drawbacks- The management of an LCD screen requests ROM memory. This type of memory cannot be
included in the FPGA.- The actions to be managed by microelectronics are slow. If Bodart & Gonay chooses FPGA, it will
lead to the underuse of the technology capacities (particularly in terms of speed).- The unit price of a FPGA is quite high (15 - 20 $) in comparison with the limited number of heating
appliances to be yearly produced.- Considering the absence of microelectronics know-how at Bodart & Gonay, the FPGA development
is hard to master.

Mons, Thursday, 04 May 2000 18 Ref.: 00 221 F
cc.. AASSIICC ((AApppplliiccaattiioonn SSppeecciiffiicc IInntteeggrraatteedd CCiirrccuuiitt)) ssoolluuttiioonn
Advantages+ The ASIC solution has the greatest reliability as far as component supply is concerned, since the
company receives its own components.+ Copy-protection is guaranteed.+ If needed, this solution can integrate both analogue and digital features.
L Drawbacks- It is the most expensive solution if used for small quantities.- Planning the production stage takes up a lot of time.- The prototyping stage is slow. Two “runs” are often necessary.- When wanting to integrate evolved product features, it is necessary to make a new “run”.
dd.. TThhee cchhooiiccee mmaaddee bbyy BBooddaarrtt && GGoonnaayy
Considering the advantages and drawbacks of the 3 assessed solutions, it seems that thePIC/microcontroller solution is best suited to the task.
A further evolution towards FPGA could be considered, since the prices of this solution are constantlydecreasing.
Finally, the ASIC solution seems totally inappropriate given the small number of units to be produced ona yearly basis.
7.2 Tools
Bodart & Gonay purchased a compiler in order for them to programme in high-level language. Theinvestment was reasonable since compilations to be made are relatively simple.
Bodart & Gonay has chosen the HI-TECH compiler. The main criterion was the price: 1,240 EUR forthe chosen compiler, compared to prices reaching 2,500 EUR for higher performance compilers.Thanks to the advice given by ARAMIS and some subcontractors, HI-TECH was chosen as best suitedto the current project.
7.3 Testing method
The chosen testing method is a “software” method. It can be divided in the following steps:- writing the code in C language (high-level language)- simulating the code- compiling the code- real-life testing
Advantages to using a high-level language (C)+ fast design+ flexibility+ programme readability+ easy maintenance

Mons, Thursday, 04 May 2000 19 Ref.: 00 221 F
Another set of tests will be carried out on the insert in order to observe its behaviour and make anynecessary modifications. Those tests will be as follows:- firstly, lab tests- then, real-life tests with the appliance placed in various rooms
8. Expertise and experience in microelectronics of the company andthe staff allocated to the projectAs previously stated, the company has over 40 years of experience in sheet metal machining, since itwas originally established as sheet-metal works producing hot air equipment. Today still, Bodart &Gonay is requested to subcontract precision sheet metal fabrication.
Over the last few years, in order to offer constantly improved products to its clients, the company hasbeen working in close co-operation with universities, such as the thermodynamics laboratory of Prof.LEBRUN in the University of Liege.The company also has a design office and an R&D department.
In order to stay up-to-date and serve its clients better, it seemed that introducing microelectronics inhome heating appliances would be a major step for the company. Because of its complete lack ofexperience in microelectronics, the company turned to the European FUSE programme and a highlyexperienced subcontractor: the microelectronics laboratory of the University of Liege (directed by Prof.J. DESTINÉ).
In order to carry out this project successfully, Bodart & Gonay involved 2 persons:- Anthony MASSIN, a young industrial engineer specialised in mechanics, who was specifically hired
by the company at the beginning of the project.- Luc DEFOURNY, a civil engineer specialised in electromechanics, in charge of the R&D department
of Bodart & Gonay.
At the beginning of the project, they had absolutely no knowledge in microelectronics-relateddevelopment and project management.
In order to carry out this project successfully, they had to learn some know-how that Bodart & Gonaydid not possess at first, including:- defining the specifications of a system involving microelectronics,- choosing a microelectronics subcontractor,- planning a microelectronics development project (time, work volume, risk management, etc.),- develop a microelectronic circuit, and more specifically a microcontroller (internal architecture,
peripheral operation, interface, C programming, etc.),- design testing,- PCB design,- in situ and EMC tests,- etc.

Mons, Thursday, 04 May 2000 20 Ref.: 00 221 F
9. Workplan and rationale
Workpackages and tasks description
WWoorrkkppaacckkaaggee 11 -- SSppeecciiffiiccaattiioonn
Task 1: Requirements specificationThis task involved a full definition of the system requirements. The specifications for the temperatureand fan speed regulation have been defined. The specifications of the entire system have also beenclearly and precisely defined.
Task 2: Technical specificationThis task involved a full definition of the system components. The circuit features have been completelyand precisely defined. The mechanical part has been chosen so that it was compatible with theintroduction of microelectronics.
Task 3: Quality specificationThis task involved a full definition of the quality requirements. The test plan has also been specified.
WWoorrkkppaacckkaaggee 22 -- TTrraaiinniinngg
Task 4: Electronic design trainingThe R&D engineer has been trained, in order to brush up his basic electronics and PCB design skills.
Task 5: Microcontroller design trainingDedicated hardware and software training on the selected microcontroller were provided to the R&Dengineer.
Task 6: Electronic management trainingTraining on microelectronic project planning methods, risk management and the choice of subcontractorshave been provided to the FU staff involved in the project.
Task 7: Wireless transmission trainingTraining on the existing wireless transmission methods has been provided to the R&D engineer.
WWoorrkkppaacckkaaggee 33 -- DDeessiiggnn
Task 8: System designThis task resulted in the confirmation of the final choice in regulation techniques and components, thedefinition of all the system I/O and the identification of control algorithms.
Task 9: Fan interface designThis task involved the development of the controller interface to the fan motor drive.
Task 10: Remote control designThis task involved the development of the system required for the wireless transmission.
Task 11: Ignition controller interface designThis task involved the development of the interface with the Honeywell controller.

Mons, Thursday, 04 May 2000 21 Ref.: 00 221 F
Task 12: Circuit designThis task involved the selection of the microcontroller, the generation of the final schematic diagramincluding the definition of the microcontroller interface features.
Task 13: Software designThis task involved the specification of the high-level software design and the major software modules tobe produced.
Task 14: Software codingThis task involved the coding of the fan speed and temperature regulation algorithms.
Task 15: Controller programmingThe final phase of microcontroller programming implied that both the R&D engineer and thesubcontractor coded the modules for the different regulations.
Task 16: Circuit board designThe R&D engineer in partnership with the subcontractor was responsible for the circuit board layoutdesign and the preparation of circuit board production data.
WWoorrkkppaacckkaaggee 44 -- EEvvaalluuaattiioonn
Task 17: Software testingThis task involved the programming of the microcontroller device within the circuit and the use ofdedicated test points, routines and standard test equipment to debug an operational programme.
Task 18: System trialsThis task involved the connection between the microcontroller and its different interfaces, but also theperformance testing of the various software algorithms.
Task 19: Final system testThis task involved the evaluation of the system performance under full production conditions.
Task 20: EMC testsThis task involved understanding, learning and applying the correct EMC testing methods.
WWoorrkkppaacckkaaggee 55 -- MMaannaaggeemmeenntt
Task 21: Design reviewThis task involved the FU, subcontractor and TTN in a formal review of the system design proposed forthe final controller unit. The purpose of this task was to remove any risks associated with the systemimplementation.
Task 22: Safety reviewThis task involved that the FU and subcontractor formally review the final system design and validatethe safety level of the revised process.
Task 23: Technical managementThis task involved the continuous project management by one of the FU-allocated people. This includedreporting, resource allocation, and the link with the subcontractor and TTN.

Mons, Thursday, 04 May 2000 22 Ref.: 00 221 F
WWoorrkkppaacckkaaggee 66 -- DDiisssseemmiinnaattiioonn
Task 24: DisseminationThis task involved preparing the FUSE Newsletter, drafting the AE final report and articles to bepublished in local and specialised press, and attending Belgian and European exhibitions and seminars.
Mons, Thursday, 04 May 2000 23 Ref.: 00 221 F
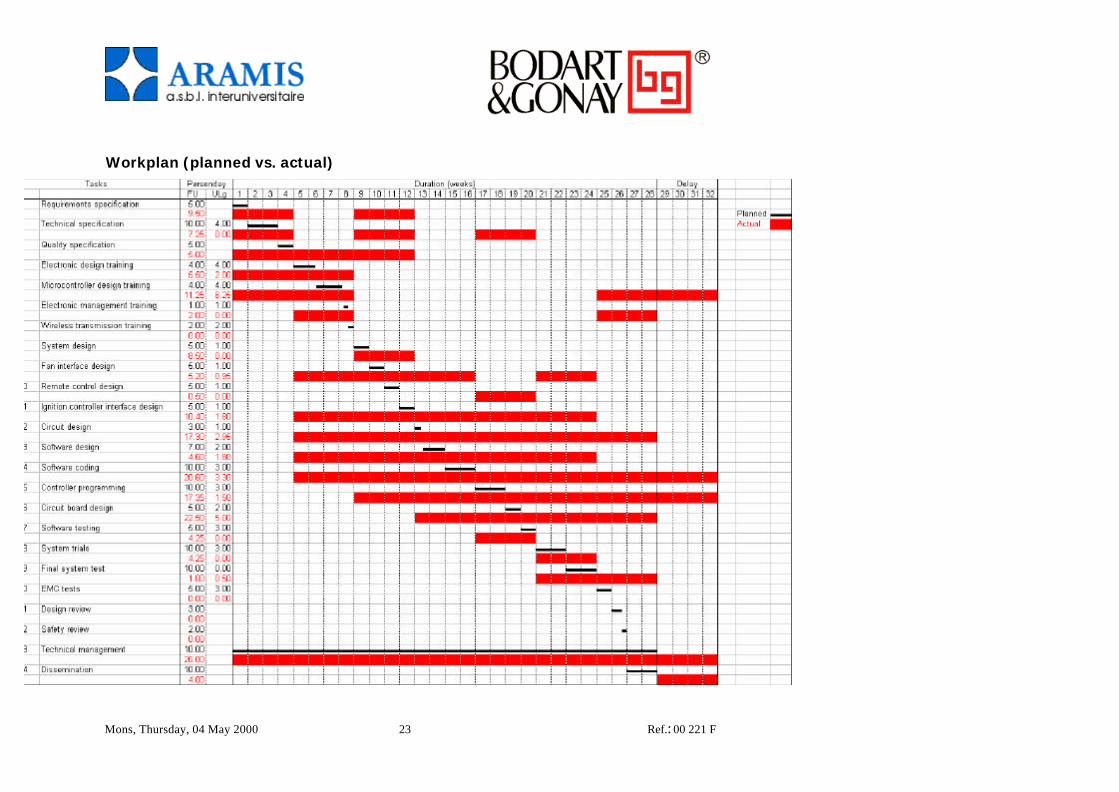
Workplan (planned vs. actual)

Mons, Thursday, 04 May 2000 24 Ref.: 00 221 F
At the submission of the project, the tasks plan has been established considering that the tasks wouldmainly follow each other in cascade and with a limited intervention of the subcontractor’s help. Duringthe project, everything changed. Difficulties appeared for the achievement of some tasks (problemswith i.e. the PWM signal, the programming, the interruption management, etc.) and others begun soonerthan planned in order not to waste too much time.At the beginning, all the partners thought that the time allocated to each tasks considering Bodart &Gonay’s lack of microelectronics experience would be sufficient. But it turned out that it was not.Indeed, during the whole project, there has been tasks (mainly in the design workpackage) that tooktwice as time as planned. The reason is that Bodart & Gonay wanted to learn thoroughly about and betotally involved in all the design steps. That is why the FU asked constantly for the help of itssubcontractor. The majority of the tasks has thus been achieved by the FU in very close partnershipwith its subcontractor. This close partnership has been eased by the geographical proximity of thepartners (a few kilometres). It was the will of Bodart & Gonay to receive all the necessary explanationof each project steps in order to be able to replicate them in the future without any help. This explainsthe deviations of the initial plan.Far from being a waste of time, it ensured a higher quality technology transfer.
In this Gantt chart, some end of project tasks (WP4 and WP6 tasks) have not been yet achieved. It isdue to the delays encountered during the project.
One part of the project has been removed: the introduction of a remote control (tasks #7 and 10). Thereare two reasons for this change:- The company decided to postpone the development of the remote control in order to focus
completely on the “ease of use”.- The sales department preferred a lower selling price without the remote control, at least for the
initial launch of the improved product.The remote control unit will therefore be studied after the project is completed, and will become anoption that will provide a high added value to the product to the consumers eyes.
Other delays during the project have been caused, among other things, by changes brought tospecifications, waiting for information from suppliers, some inadequate training schedules, etc.
Detail per workpackages
F.U. Bodart & Gonay Subcontractor ULg
W.P. Plannedperson days
Actualperson days
Planned costs(in Euro)
Actual costs(in Euro)
Plannedperson days
Actualperson days
Planned costs(in Euro)
Actual costs(in Euro)
1 - Specification 20 21.75 4600.00 4872.57 4 0.50 920.00 115.81
2 - Training 11 18.75 2070.00 4200.49 11 8.50 2070.00 2327.50
3 - Design 55 107.00 12650.00 23970.82 15 22.75 3000.00 5269.27
4 - Evaluation 30 9.50 6900.00 2128.25 9 1.50 2070.00 347.42
5 - Management 15 26.00 3450.00 5824.68 0 0.00 0.00 0.00
6 - Dissemination 10 4.00 2300.00 896.11 0 0.00 0.00 0.00
Total 141 187 31970.00 41892.92 39 33.25 8060.00 8060.00

Mons, Thursday, 04 May 2000 25 Ref.: 00 221 F
As far as the subcontractor costs are concerned, the total invoiced amount corresponds to what hasbeen planned in the Technical Annex (a 8,060 EUR set price). This total amount has been invoiced byULg to Bodart & Gonay in two times:- the first invoice covered the services provided until end of 1999 (2,950.5 EUR) that were a little bit
under the amount of person days planned- the second invoice covered the services provided from the beginning of 2000 until the end of the
project (5,109.5 EUR) and balanced the lack of person days of the first period covered
Concerning the FU costs, they have exceeded what was planned. This can be explained by the budgetreduction that has to be implemented by Bodart & Gonay for the resubmission of the project. Indeed,the first budget planned was of 50,060 Euro and the CE was ready to accept the project for a totalfunding of 40,000 Euro. The first budget turned out to be more realistic.
Since the aim of the project was for the company to gain skills and knowledge, the training provided bythe subcontractor focused on unfamiliar subjects, and not only on a co-operation aimed at achieving asimple project as already explained above. Doing this will make it easier for the company to developproducts involving microelectronics in the future.The knowledge transfer from the subcontractor to Bodart & Gonay has been easily done thanks to avery close partnership between Anthony Massin and the subcontractor engineers. The transfer wasachieved mainly through numerous formal and informal meetings and training sessions at the ULg butalso through phone calls and emails. The geographical proximity between the FU and the subcontractorhas had a positive impact on their partnership.The project-related risk was rather difficult to assess since the field was altogether unfamiliar to Bodart& Gonay. This risk could be quantified with the help of ARAMIS.
10. Subcontractor informationFollowing TTN ARAMIS’ advice, Bodart & Gonay chose the laboratory of microelectronics of theUniversity of Liege as subcontractor.
Reasons motivating the choice
The company had already worked successfully with various laboratories of the University of Liege, sothe choice of the subcontractor was an easy one to make. Further to the high degree of competence ofits staff and the availability of recent programmes and equipment, the geographical factor was alsoimportant. The fact that the subcontractor was located nearby enabled the engineer of Bodart & Gonayto establish privileged co-operation with the engineers at the University of Liege. It also enabled a greatflexibility as far as training schedules were concerned.
Description of the subcontractor
Laboratoire de MicroélectroniqueInstitut d'Electricité Montefiore (B28), Sart TilmanB-4000 Liège

Mons, Thursday, 04 May 2000 26 Ref.: 00 221 F
BelgiumTel: +32 4 366 26 16Fax: +32 4 366 29 50Web: www.montefiore.ulg.ac.be/services/microelec/Welcome.htmlContact persons:Bernard BECKERS Prof. Jacques DESTINEEmail: [email protected] Email: [email protected]
Department activities• Design of specific integrated circuits (ASIC)• Artificial neural network applications• Signal processing (imaging and physiological signals)• Support in electromagnetic compatibility
Services provided to companies• Training• Research & Development• Services
- Consulting- Assistance to companies
Specific services provided to Bodart & Gonay• Support in specification• Various microelectronics trainings• Support in the design tasks• Support in evaluation tasks
Bodart & Gonay – ULg partnership
The partnership between the First User (Bodart & Gonay) and its subcontractor (ULg) has beenconcluded orally. It gives the entire property of the new designed system to the First User.If necessary, a contract will be concluded between the partners.
ULg invoiced the company on an hourly basis, according to the time spent by engineers in training andassistance tasks. Two invoices have been sent to Bodart & Gonay for the entire project duration:- the first one covers the September to December’99 period- the second one covers the January to March’00 period
The material assistance supplied by the ULg (availability of programmes, laboratory, etc.) enabled theproduct to be developed with minimal investment in hardware that will only be used sporadically.

Mons, Thursday, 04 May 2000 27 Ref.: 00 221 F
Part Two
11. Barriers
11.1 Knowledge barriers
The use of microelectronics is infrequent in the industry sector of Bodart & Gonay. The companyknows nothing about microelectronic development techniques and related areas: choice ofsubcontractors, cost assessment, choice of components, choice of programming method, programming,feasibility study.
11.2 Psychological barriers
Introducing microelectronics in field dominated by mechanics constitutes a major change. However, thisbarrier is not very strong, since Bodart & Gonay have taken up for several years a R&D strategy thatenabled its entire staff to keep pace with innovation.
11.3 Technological barriers
The company had no experience in microelectronics whatsoever, so it was impossible to define therelevant choices for the manufacturing of a product integrating microelectronic components.
11.4 Financial barriers
For a company that is a first-user in microelectronics, its is difficult to assess the cost and revenue ofsuch a project. Since the efficiency of the project is hard to evaluate, the investment seems risky.
12. Steps taken to overcome barriers and arrive at an improvedproduct
12.1 Knowledge barriers
In order to overcome this knowledge barrier, the Bodart & Gonay engineer had to gather informationabout all mentioned subjects, and also to seek for the subcontractor’s advice.TTN ARAMIS explained the available options, detailing advantages and drawbacks, which enabledBodart & Gonay to choose the solution that seemed best suited.
12.2 Psychological barriers
In order to make the microelectronic innovation accepted by the company staff, meetings wereorganised. They were used to explain the contents and implications of the project before it actuallystarted, and to provide updates as it progressed.The use of diagrams has been useful to make the staff realise the importance of introducing electronicsin the company products.
12.3 Technological barriers
The technological barriers have been overcome thanks to the subcontractors and the purchase of somehardware (such as a compiler), which has enabled Bodart & Gonay to progress in microcontrollerprogramming and will continue to do so in the future.

Mons, Thursday, 04 May 2000 28 Ref.: 00 221 F
12.4 Financial barriers
TTN ARAMIS intervened in order to help the company assess the financial risk of the project.
13. Knowledge and experience acquiredThe aim of this project consisted in gaining experience in:A. microelectronic project management. This includes:
- assessing the feasibility of a development (technological possibilities, size requirement, cost andprice evaluation, development time evaluation, etc.)
- choosing one or more subcontractors (considering their technological contribution, their costs,their manufacturing possibilities, etc.)
- choosing components and the used technologies (surface mounting components, single layer,double layer, multi layer, etc.)
- etc.B. mastering a microelectronic technology, microcontrollers in this case, by learning among other things:
- how to design a PCB on the basis of detailed product/system specification- how to programme a microcontroller- how to test a PCB (card test with the check of all components and routing + functional test)- how to develop a microcontroller- how to carry out EMC tests- etc.
All those skills have been acquired, except those involving EMC testing. Those tests will be carried outat a future date when the subcontractor in charge of PCB production has carried out its own routingfurther to its manufacturing methods.
At the beginning of the project, the main strength of Bodart & Gonay was its know-how in two differenttechnical fields: combustion process and sheet metal manufacturing. Now, with the FUSE experiment,the company masters a third technology. The new products developed with this mix of technologies,taking the advantages of each of them, will be technically very competitive.Since all the development was done and followed by Bodart & Gonay with the close partnership of ULg,the technological transfer has been of high quality. The product will thus be able to evolve very quicklyregarding the first remarks coming from the customers. A lot of improvements can be done just byprogramming the PIC. Furthermore, any problem can be understood and solved quickly as Bodart &Gonay has acquired all the know-how needed for the product.
In brief, thanks to the thorough knowledge transfer (already described in point 9) , Bodart & Gonay isready to continue and integrate microelectronics in others of its products, and, why not, step in morecomplex microelectronics technologies such as FPGA.
14. Lessons learnedMistakes to be avoided in the next project include bad assessment of the time required to complete somegiven tasks. Those errors in evaluation mainly concerned the design and programming tasks, that hadbeen largely underestimated. The time required to solve all potential problems that can arise duringprogramming must indeed be added to development time.

Mons, Thursday, 04 May 2000 29 Ref.: 00 221 F
Another lesson learned by Bodart & Gonay is the need to set very clear and precise specifications.Some points of the specifications only became clearly defined as the project developed. Those changessometimes caused delays.
The training was given during the project, and the achievement of the project itself was sometimesdelayed because the staff lacked the necessary knowledge and it was impossible to organise specifictraining straight away. This type of problem underlines the importance of an accurate planning of anytraining.
Another important lesson is that electronics is well within reach, and is often very useful in manydevelopments.

Mons, Thursday, 04 May 2000 30 Ref.: 00 221 F
Part Three
15. Resulting product, its industrialisation and internal replication
Resulting product & industrialisation
Currently, the project has been achieved completely, barring several tasks that have been postponed:• Design of a remote control (tasks #7 et 10)
The company decided to postpone the development of the remote control in order to focuscompletely on “ease of use”. Furthermore, the sales department preferred a lower selling pricewithout the remote control, at least for the initial launch of the improved product. The remote controlunit will therefore be studied after the project is completed and will provide a high added value to theproduct to the consumers eyes.
• EMC tests (task 20)Those tests will be carried out at a future date when the subcontractor in charge of the PCBproduction has carried out its own routing further to its manufacturing methods.
The resulting product is the one described and illustrated in point 6. The future possible developments onthis specific insert will be:- the remote control- extra functionality to the current options available on the display of the external thermostat. For
example, the First User will program the displayed data in different languages (for the differentexport countries). One can also consider to include the answers to FAQ so that the customer is notobliged to phone to the Bodart & Gonay help centre when there is a problem, etc.
The steps leading to the industrialisation of the new product will be, in order:1. in situ testing (5 person/months)2. improving the prototype from a programming and aesthetic point of view (2,5 person/months)3. manufacturing of parts enabling the integration of the box in the appliance (1 person/month)4. drafting of a user’s manual (1,5 person/month)5. training of the commercial staff (2,5 person/months)6. launching a marketing strategy (3 person/months)7. manufacturing (2,5 person/months)
Bodart & Gonay assesses the total industrialisation effort to about 18 person/months. Theindustrialisation phase has to be finished before the opening date of the “Batibouw” exhibition (end ofFebruary 2001) where the company makes an important percentage of its annual turnover.

Mons, Thursday, 04 May 2000 31 Ref.: 00 221 F
End ofprototyping
BatibouwDeadline
1
2
3
4
5
6
7
Apr'00 May'00 Jun'00 Jul'00 Aug'00 Sep'00 Oct'00 Nov'00 Dec'00 Jan'01 Feb'01
Sequence of the industrialisation steps
The total cost of the project is estimated to approx. 100,000 EUR. As the European FUSE funding is40,000 EUR, the cost of industrialisation and commercialisation phases is 60,000 EUR to be sharedbetween:- the live test phase (40,000 EUR)- the purchase of different equipment (10,000 EUR)- the marketing strategy (10,000 EUR)
Replication
IInnttee rrnnaall rreepplliiccaattiioonn
This project has allowed Bodart & Gonay to acquire some expertise in the field of microelectronics andparticularly in microcontrollers. The experience acquired by Anthony Massin will be totally transferredto the R&D department staff, which could, in turn, extend this technology into other products - forexample, wood heating appliances for which additional features may be needed, such as:- the control of a servomotor to automatically open and close the sliding door of an appliance- the control of a servomotor to regulate the combustion air inlet on a wood appliance. The control
could be much more accurate than a mechanical thermostat and the combustion fitted not only to thetemperature but to other parameters
- etc.
Moreover, the company has a subsidiary company (ACTIF INDUSTRY) to which the know-how,experience, and lessons learned from the application experiment could be transferred as well.
EExxttee rrnnaall rreepplliiccaattiioonn
Bodart & Gonay will be an example for the companies in its business sector as well as for all the othercompanies interested in microcontroller technology. Thanks to the success encountered by Bodart &Gonay in the achievement of the project, the company seems to be an excellent demonstrator.Furthermore, as Bodart & Gonay has many contacts with other companies, its successful step towardsthe microelectronics technologies will have wide-scale repercussions.Bodart & Gonay is ready to share its experience with company managers who decide to take themicroelectronics option.

Mons, Thursday, 04 May 2000 32 Ref.: 00 221 F
16. Economic impact and improvement in competitive positionProduction and yearly sales of wood, coal and gas stoves, fireplace inserts and home heating appliancesreach about 8,000 units.Gas heating appliances make up slightly less than 10% of this figure, with 600 units sold yearly. Those600 sales all relate to the same appliance: “Ambiance”. Introducing electronic ignition and control onthis model will significantly increase the sales of the product (which will be called “Harmonie” in thefuture).
Moreover, the gas heating appliance market is booming, as indicated by the following signs:- A survey carried out by the Fédération de l’Industrie du Gaz shows a 32% increase in natural
gas sales in Belgium between 1993 and 1998. Sales on the sole private market have increased by34%.
- The sales department has observed a recent, significant boost in sales of gas-fuelled heatingappliances.
This indicates clearly an increased tendency to use gas as heating fuel in Belgium.
Based upon surveys carried by Bodart & Gonay with 100 retailers, it seems realistic to foresee that thesales of the “Harmonie” (new version of “Ambiance”) will increase by about 900 units/year.
Future sales estimation
The most probable option for Bodart & Gonay is to continue and market the “Ambiance” insert andlaunch “Harmonie” simultaneously. In this case, the estimated sales of the two appliances would be asfollows:
Future estimated sales
0200400600800
1000120014001600
1 2 3 4 5 6 7
Years
Uni
ts
Harmonieestimated salesAmbianceestimated sales
YearHarmonie
estimated sales(units)
Ambianceestimated sales
(units)
1 600 3002 800 2003 1,200 1504 1,400 1005 1,500 06 1,500 07 1,500 0

Mons, Thursday, 04 May 2000 33 Ref.: 00 221 F
Payback period calculation
Considering that:- profit reaches 6%1 of the turnover- the total project development cost amounts to about 100,000 EUR- the “Harmonie” product will be sold to retailers at a price of 1,000 EUR
…it can be assessed that the payback period will be slightly under 2 years.
R.O.I. calculation
Considering that:- the total investment for the new product development is 100,000 EUR,- the lifetime of the product is approx. 7 years- sales can be estimated as indicated in the tables above,- net profit for “Ambiance” is (860 EUR - 810 EUR =) 50 EUR- net profit for “Harmonie” is (1,000 EUR - 940 EUR =) 60 EUR
Year Harmonie profit Ambiance profit Profit increase1 36,000 15,000 21,0002 48,000 10,000 38,0003 72,000 7,500 64,5004 84,000 5,000 79,0005 90,000 0 90,0006 90,000 0 90,0007 90,000 0 90,000
Total 510,000 37,500 472,500
R.O.I will therefore equal: (472,500 EUR /100,000 EUR) x 100% = 472.5% over 7 years
17. Added value to the portfolio and target audience
Added value
Companies with no knowledge of microelectronics technologies will really benefit from the experienceBodart & Gonay acquired during this project. Through this document and through direct contact withBodart & Gonay, the companies which want to replicate the experiment will learn the tricks to managesuch a project and master the microcontroller technologies. The lessons learned by Bodart & Gonaywill avoid the replicating companies to drastically reduce the number of frequent errors made in suchprojects.
1 Those 6% represent an average net profit after taxes for this type of products. Absolutely all the costs are included: fixed andmarginal production costs, equipment writing off, packaging and transport costs, marketing and commercial costs, after-salesservice, administrative costs, taxes, etc.
yearEURunits
EURiodPaybackper 6666.1
000,1000,1%6000,100
=××
=

Mons, Thursday, 04 May 2000 34 Ref.: 00 221 F
Target audience
The heating equipment industry and all companies interested in integrating a microcontroller.