bbp production
DESCRIPTION
PP Module BBPTRANSCRIPT
Production PlanningBusiness Blue Print
DOCUMENT TITLE : BUSINESS BLUEPRINT
MODULE : PRODUCTION PLANNING
DATE CREATED : 7TH JUNE 2009
AUTHOR :
VERSION MANAGEMENT
S NO VERSION NO DATE CREATED REMARKS
DRAFT 1 7TH JUNE 2009
SIGN OFF
NAME ROLE ACTION SIGNATURE
PAGE 1 OF 23
MR.YOGESH / MR.ABHIJIT
CONTROL TECH SAP CONSULTANT
DELIVER
MIRACLE AUTO PVT.LTD DELIVER
PROJECT MANAGER (MAPL) REVIEW
MR.SATISH JADHAVPROJECT MANAGER (CONTROL
TECH)REVIEW
BUSINESS PROCESS OWNER SIGNOFF

Production PlanningBusiness Blue Print
Table of ContentsOrganisational Data....................................................................................................................................3
Master Data..............................................................................................................................................11
Business Processes..................................................................................................................................14
Materials Management Processes Overview........................................................................................14
List of Business Processes...................................................................................................................25
Materials Management High Level Process Diagram:..........................................................................25
Business Process:.................................................................................................................................26
Gaps.........................................................................................................................................................85
Development / Enhancement................................................................................................................85
Reports..................................................................................................................................................85
Forms....................................................................................................................................................86
Interface................................................................................................................................................86
Pending / Open Issues..............................................................................................................................86
Appendix - QADB......................................................................................................................................86
Appendix – Report and Forms Formats....................................................................................................87
Appendix – Development Specifications...................................................................................................87
Appendix - Reviewers comments.............................................................................................................87
PAGE 2 OF 23
Production PlanningBusiness Blue Print
Organisational Data
Plant
A Plant is an organizational unit used to document goods stored in distribution centres and stores for the purposes of inventory management, and to model the associated business processes, such as goods receipt, physical inventory and goods issue.
A Plant is an independent unit that has its own Inventory Management and orders its own stock
Store is a location in which goods are put on sale to the consumer.
A store is assigned one purchasing organization and one sales area (sales organization, distribution channel and division) and thereby also a distribution chain, to which the store belongs and which is used primarily for inter company billing purposes. The store must be authorized to receive goods from the sales area to which the supplying distribution centre belongs. If it is to be possible for merchandise to be transferred from one store to another, then the recipient store must also be authorized to receive goods from the sales area to which the supplying store belongs.
Each distribution centre is assigned a purchasing organization (and, if required, a sales area) for determining warehouse transfer prices and units of measure.
Each site belongs to exactly one company code.
LIST OF PLANT THAT ARE FINALISED ARE AS FOLLOWS:
2-WHEELERS
3-WHEELERS
PAGE 3 OF 23
S NO
CODE CATEGORYDESCRIPTIO
N
1 PAT1MANUFACTURING PLANT
TALEGAON
2 PAC1MANUFACTURING PLANT
CHAKAN
3 PAR1MANUFACTURING PLANT
RANJANGAON
S NO
CODE CATEGORYDESCRIPTIO
N
1 AAS1MANUFACTURING PLANT
SURAT
2 AAB1MANUFACTURING PLANT
BARODA

Production PlanningBusiness Blue Print
Storage Location
A Storage Location is an organizational unit that allows you to differentiate between various types of stock in a site. Stocks of an Material can be managed within a site in different Storage Locations to differentiate, for example, between the stock stored for returns, promotions and cross-docking. Storage Locations are intended to represent warehouses or areas in a warehouse.
To reflect the complex warehouses that are typical in retailing, each Storage Location can be divided into warehouse numbers, Storage types and Storage bins using the Warehouse Management System. Storage Locations are then used to represent areas in a warehouse. This differentiation between stocks is therefore of most relevance to distribution centres.
If stock is to be managed on an Material basis, Storage Locations must be used.
STORAGE LOCATIONS FOR PLANT – PLT1 (TALEGAON)
S NO STORAGE LOCATION DESCRIPTION
1 SLTR RAW MATERIAL
2 SLTS SEMI-FINISHED
3 SLTQ QUALITY
4 SLTJ REJECTION
5 SLTA ASSEMBLY
6 SLTF FINISHED GOODS
STORAGE LOCATIONS FOR PLANT – PLC1 (CHAKAN)
S NO STORAGE LOCATION DESCRIPTION
1 SLCR RAW MATERIAL
2 SLCS SEMI-FINISHED
3 SLCQ QUALITY
4 SLCJ REJECTION
5 SLCA ASSEMBLY
6 SLCF FINISHED GOODS
STORAGE LOCATIONS FOR PLANT –PLR1 (RANJANGAON)
PAGE 4 OF 23
S NO STORAGE LOCATION DESCRIPTION
1 SLRR RAW MATERIAL
2 SLRS SEMI-FINISHED
3 SLRQ QUALITY
4 SLRJ REJECTION
5 SLRA ASSEMBLY

Production PlanningBusiness Blue Print
STORAGE LOCATIONS FOR PLANT – AAS1 (SURAT)
S NO STORAGE LOCATION DESCRIPTION
1 SLSR RAW MATERIAL
2 SLSS SEMI-FINISHED
3 SLSQ QUALITY
4 SLSJ REJECTION
5 SLSA ASSEMBLY
6 SLSF FINISHED GOODS
STORAGE LOCATIONS FOR PLANT – AAB1 (BARODA)
S NO *STORAGE LOCATION DESCRIPTION
1 SLBR RAW MATERIAL
2 SLBS SEMI-FINISHED
3 SLBQ QUALITY
4 SLBJ REJECTION
5 SLBA ASSEMBLY
6 SLBF FINISHED GOODS
*First two digit indicates storage location, third digit indicates plant and forth digit indicates material descriptions
PAGE 5 OF 23
MAPL
Miracle Auto P.Ltd
Pune Auto P.Ltd.
(PAPL)
Ahemdabad
Auto.P.Ltd.
(AAPL)
Talegaon
(PAT1)
Chakan
(PAC1)
Ranjangaon
(PAR1)
Surat
(AAS1)
Baroda
(AAB1)

Production PlanningBusiness Blue Print
.
PAGE 6 OF 23
PAT1
TALEGAON
PATR
RAW MATERIAL
PATS
SEMIFINISHED
PATQ
QUALITY
PATJ
REJECTION
PATA
ASSEMBLY
PATF
FINISHED GOODS
PAC1
CHAKAN
PACR
RAW MATERIAL
PACS
SEMIFINISHED
PACQ
QUALITY
PACJ
REJECTION
PACA
ASSEMBLY
PACF
FINISHED GOODS
PATR
RANJANGAON
PARR
RAW MATERIAL
PARS
SEMIFINISHED
PARQ
QUALITY
PARJ
REJECTION
PARA
ASSEMBLY

Production PlanningBusiness Blue Print
PAGE 7 OF 23
AATS
SURAT
AASR
RAW MATERIAL
AASS
SEMIFINISHED
AASQ
QUALITY
AASJ
REJECTION
AASA
ASSEMBLY
AASF
FINISHED GOODS
AATB
BARODA
AABR
RAW MATERIAL
AABS
SEMIFINISHED
AABQ
QUALITY
AABJ
REJECTION
AABA
ASSEMBLY
AABF
FINISHED GOODS

Production PlanningBusiness Blue Print
Master Data
Material Master
The Material master contains data on all the individual Materials that a company purchases, sells or produces. An Material master record includes information such as the unit of measure and the description of the Material. An Material master record includes information such as the unit of measure and the description of the Material.
Material Type
Material types group together Materials with the same attributes. When you create an Material master record, you must assign it to a single Material type. The Material type you choose determines:
Whether the Material number can be assigned internally by the system or externally by the user Number range interval to which the Material number belongs
Whether the stocks are managed on a value basis and/or on a quantity basis
User departments whose data you can maintain for Materials of this Material type
S NO MATERIAL TYPE
DESCRIPTION NUMBER RANGES PRICE CONTROL
1 FERT FINISHED PRODUCT 9001 - Standard price
2 HALB SEMI-FINISHED PRODUCT
5001 / 3001 - Moving Average Price
3 ROH RAW MATERIALS 1001 / 2001 - Moving Average Price
PAGE 8 OF 23

Production PlanningBusiness Blue Print
Planning and processing of production process =============================================================
Module Name: Production Planning Version : 1.0 Date 07/06/09
Process Owner: Facilitator : Satish Jadhav
=============================================================
Make-to-Stock Production
The scenario Make-to-Stock (MTS) Production focuses on:
Company process runs on Make to stock (strategy no 10).
Sales-order-independent production using MTS (Make-to-stock) production / production order processing.
Planned independent requirements
Production triggered by a production plan
Make-to-stock production - Two-level-production for subassembly and finished part
Use of production versions
Optional enhancement: Serial number for finish product
Optional enhancement: External processing
Optional enhancement: Batch management processing
References to different procurement scenarios for raw materials
The product manufactured anonymously and delivered to the warehouse is a Finished Good MTS.
PAGE 9 OF 23
Production PlanningBusiness Blue Print
PAGE 10 OF 23

Production PlanningBusiness Blue Print
Business Process:
Miracle Auto P. Ltd is a 2 Wheeler & 3 Wheelers manufacturing company and sales product in Indian domestic market. Miracle Auto P. Ltd sales their Product direct from their plant. There is one scenario used in company which is making to Stock. (Net requirement planning scenario) where warehouse stock is is taken in consideration.
PP1. Make To Stock Production Process.
- There are two Product Group Managers in Miracle Auto P. Ltd. One for Two wheeler plant (PAPL) and another for three wheeler plant (AAPL). They plan Production activities as per net requirement, They schedule monthly production activities. It is required because they receives the net requirement on monthly basis. It helps them to Plan for quarterly production activities. There is monthly meeting with management where they agreed on production plan for the month. Product Manager receives net requirement (Planned Independent Requirement) for the month from marketing. Then they plan production activities for the month and hands them over to respective departments.
- Production manager runs MRP and as per MRP result. He make purchase requisition / capacity requirement.
- Then production incharge makes and release production order, after production of material he confirm order and then material pass through quality inspection.
- If any quality related problems found then rework operation done on material and it again goes through quality inspections. If everything is ok in quality inspection result, then quality department issue material clearance report to respective department.
- Then Final confirmation is done by production incharge and post material to the Finished Goods Store.
PAGE 11 OF 23
Production PlanningBusiness Blue Print
Post FG to FG Store. (SAP)
Final Confirmation (SAP)
Production Incharge
Quality Confirmation Report. (SAP)
Quality Inspection Test
Quality Inspector
Make Production. (SAP)
Release Production Order (SAP)
Production Incharge
Create Purchase Requisition (SAP)
MRP Run (SAP)
Production Manager
Plan Independent Requirement(SAP)
Plan reqmt. For month
Collect net reqmt. From Marketing
Monthly Meeting
Product Manager
PAGE 12 OF 23

Production PlanningBusiness Blue Print
Process Overview Table
Process step External process reference
Business condition
Business role Trans-action code
Expected results
Monthly Meeting Production Planning & Review
Make to Stock (Net Reqmt. Scenario)
Make to Stock (Net Reqmt. Scenario)
Make to Stock (Net Reqmt. Scenario)
Make to Stock (Net Reqmt. Scenario)
Creating Planned Independent Requirements
Product Manager MD61 Independent Requirements for finished product is created For Monthly Basis.
Material Requirements Planning at Plant Level
Production Manager
MD02 Independent requirements for finished product were planned.
Evaluation of the Stock/Requirement List
The requirements planning has been carried out
Production Manager
MD04 Stock/requirements situation for the planned materials is analyzed
Create Production Order Production Incharge
MD04 / CO41 Planned order for In-House Parts has been converted to production order
Material Staging for Production
Production Incharge
MF60 All materials, needed for the production order were moved from various storage locations to the production storage
PAGE 13 OF 23

Production PlanningBusiness Blue Print
Process step External process reference
Business condition
Business role Trans-action code
Expected results
location
Releasing Production Order for Production
Production Incharge
CO05N production order has been released
Material Staging for final Assembly
Repeat processing of process step “Material Staging for Production”
Production Incharge
MF60 All materials, needed for the production order were moved from various storage locations to the production storage location
Capacity Leveling Production Planner
CM28 capacity is levelled and production version is selected
Printing Shop Floor Papers (Finished Good) (optional)
Shop Floor Specialist
CO02 Shop floor papers have been printed
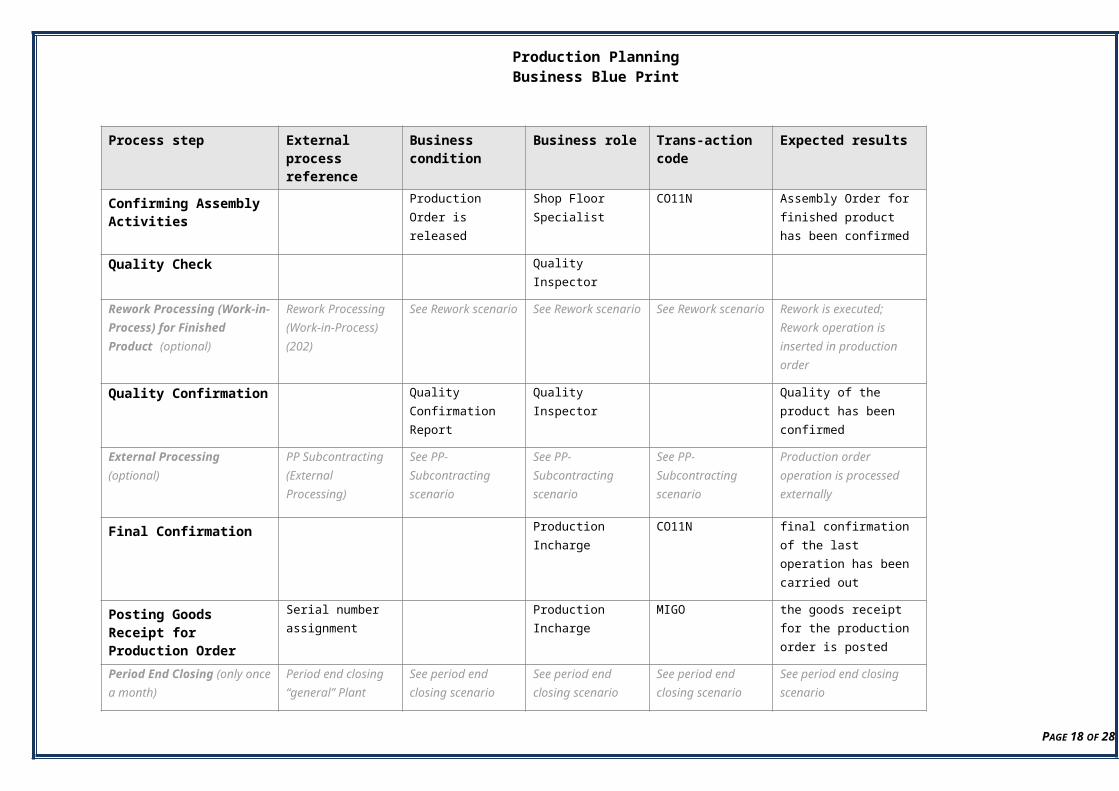
Confirming Assembly Activities
Production Order is released
Shop Floor Specialist
CO11N Assembly Order for finished product has been confirmed
Quality Check Quality Inspector
Rework Processing (Work-in-Process) for Finished Product (optional)
Rework Processing (Work-in-Process) (202)
See Rework scenario
See Rework scenario
See Rework scenario
Rework is executed; Rework operation is inserted in production order
Quality Confirmation Quality Confirmation Report
Quality Inspector Quality of the product has been confirmed
External Processing (optional)
PP Subcontracting
See PP- Subcontracting
See PP- Subcontracting
See PP- Subcontracting
Production order operation is processed
PAGE 14 OF 23

Production PlanningBusiness Blue Print
Process step External process reference
Business condition
Business role Trans-action code
Expected results
(External Processing)
scenario scenario scenario externally
Final Confirmation Production Incharge
CO11N final confirmation of the last operation has been carried out
Posting Goods Receipt for Production Order
Serial number assignment
Production Incharge
MIGO the goods receipt for the production order is posted
Period End Closing (only once a month)
Period end closing “general” Plant (181)
See period end closing scenario
See period end closing scenario
See period end closing scenario
See period end closing scenario
Bill of material is a comprehensive, formally structured list of the components that makes up a product or assembly. The list contains a description and object Number for each component, together With the quantity and unit of measure.BOMs and routings contain important basic or master data for integrated materials management andproduction control. In the design department, new products are designed to be suitable forproduction, as well as for their intended function. In this product phase, drawings and a list of all therequired parts, the bill of material (BOM), are produced.
BOMs can be found in various forms wherever finished products or semi-finished products areproduced from several component parts or materials. Depending on the industry sector, they mayalso be called:
PAGE 15 OF 23

Production PlanningBusiness Blue Print
. Recipe lists
. Ingredients lists
Definition of a BOM
Bill Of Material For 9150 ( Pulser 150cc Red )
PAGE 16 OF 23
9150
(Pulser 150 Red)
5150
Engine
(1 Nos)
5001
Chasis Assembly
(1 Nos)
5002
Wheel Assembly
(2 Nos)
5301
Light Assembly
(2 Nos)
5401
Mirror Assembly
( 2 Nos )
5501
Wires Kit
(1 Nos)
5601
Seat For Pulser
(1 Nos)
5701
Saree Guard
(1 Nos)
5801
Shock Absorbers
(4 Nos )
5901
Battery
(1 Nos)
5149
Crank Case
(1 Nos)
1201
Gear
(1 Nos)
1401
Crank Shaft
(1 Nos)
1001
Tyre Pulser
(1 Nos)
1101
Rim Pulser
(1 Nos)
1301
Crank case Casting
(2 Nos)

Work-Centres :
A work center is a location where a particularoperation is executed.
The following can be defined as work centers:
Individual work center -Automatic lathe 17Work center group -Lathe shopProduction line -Band 9Individual person -P. SmithGroup of people -Pool 12
Work centers are used in task lists (routings, standard networks, inspection plans, maintenance task lists, rough-cut planning profiles) and in orders to identify where the work is going to be performed.A work center is a location where the capacity of production resources is consumed by activitiesperformed in the manufacture of products.Work centers can be used as capacity collectors for internal and external suppliers (externalprocessing).
( PAR1 ) Ranjangaon
Surface Grinding M/cWCRSG2
CNC MachiningWCRCN2
Sand casting machine 1 WCRSC2
DescriptionsCode
Put crank case over this assembly
WERCC2
Gear shaft assembly machine
WERGS2
Prod. of Engine-2 Wheelers
Cylindrical Grinding M/cWCRCG2
Surface Grinding M/cWCRSG3
CNC MachiningWCRCN3
Sand casting machine 1WCRSC3
DescriptionsCode
Put crank case over this assembly
WERCC3
Gear shaft assembly machine
WERGS3
Prod. of Engine-3 Wheelers
Cylindrical Grinding M/c WCRCG3
Prod. of CrankCase-2 Wheelers Production of CrankCase-3 Wheelers
PAGE 17 OF 23
RoutingsA routing describes a production process.Operation 10 Pre-assembly
PAGE 18 OF 23
20 Checking 30 Final assemblies 40 Checking 50 Deliveries
The routing defines the operations (sequence of activity) to be performed as well as:Where the work is performedHow long the work should takeWhat materials to use for each operationWhat special tools, jigs, etc. are to be used
Routing For Crank Case
30 minCylindrical Grinding110
30 minBoring100
10 minTapping90
10 minDrilling80
20 minSurface Grinding70
30 minMilling On CNC60
10 minEjection50
45 minCooling 40
15 minPouring Aluminum into mold30
30 min.Aluminium Foundry.20
20 min.Preparation Of Mold 10
TimeOperationsCode
PAGE 19 OF 23

PAGE 20 OF 23

Routing For 3 Wheeler
20 min.Insert Light Assembly.40
10 min.Insert Seat.50
30 min.Insert Handle.60
10 min.Insert Meter.70
10 min.Insert Mirror.80
40 min.Insert Hood.90
25 min.Insert Wires Kit.30
30min.Insert Wheel Assembly.20
20 min.Chasis Engine Assembly.10
TimeOperationsCode
Gaps NO GAPS FOUND IN PRODUCTION PLANNING PROCESS
Development / EnhancementPROVIDE THE LIST AND CHARACTERISTICS OF DEVELOPMENT.
NO DEVELOPMENT REQUIREMENTS FROM BUSINESS.
PROGRAM NAME
TRANSACTION CODE
INPUT PARAMETERS
OUTPUT DESCRIPTION OF TRANSACTION
RELATED SUB PROCESS NUMBER
* PLEASE INCLUDE THE DEVELOPMENT LOGIC AND SPECIFICATION IN THE ATTACHMENT
ReportsPROVIDE THE LIST AND CHARACTERISTICS OF CUSTOMISED REPORTS THAT IS NOT STANDARD/
CUSTOMISED.
CUSTOMISED REPORT REQUIREMENTS FROM BUSINESS
REPORT NAME INPUT PARAMETERS DESCRIPTION OF REPORT / FORM
COMMENT
QUALITY CONFIRMATION
QUALITY TESTS RESULTS IT SHOWS PRODUCTION QUALITY STATUS
REQUIREMENT IS NOT CLEAR
PAGE 21 OF 23

* PLEASE INCLUDE THE REPORT FORMAT IN THE ATTACHMENT
FormsPROVIDE THE LIST AND CHARACTERISTICS OF CUSTOMISED FORMS THAT IS NOT STANDARD/
CUSTOMISED.
CUSTOMISED FORM REQUIREMENTS FROM BUSINESS
FORM NAME INPUT PARAMETERS DESCRIPTION OF REPORT / FORM RELATED SUB PROCESS NUMBER
PRODUCTION ORDER PRODUCTION ORDER CONFIRMATION
NOT YET FINALISED
* PLEASE INCLUDE THE FORM FORMAT IN THE ATTACHMENT
InterfaceDESCRIBE AND PROVIDE DIAGRAMS OF ANY INTERFACES TO AND FROM EXTERNAL APPLICATIONS
NO INTERFACE FROM EXTERNAL APPLICATIONS.
Pending / Open Issues
Issue DetailsArea Expected
ClosureTarget Date
Actual Closure
Impact Remarks
1.2.
Appendix - QADB
Appendix – Report and Forms Formats
Appendix – Development Specifications
PAGE 22 OF 23

Appendix - Reviewers commentsPROVIDE COMMENTS FROM THE REVIEWERS:
CommentsName
DateConsultant
remark
PAGE 23 OF 23